algunas consideraciones sobre los aceros de … · metales depende de la cantidad de carburos...
TRANSCRIPT
ALGUNAS CONSIDERACIONES SOBRE LOS ACEROS DE HERRAMIENTAS,SU UTILIZACIÓN Y TRATAMIENTO TÉRMICO.
CAPITULO V: ACEROS ALEADOS DE HERRAMIENTAS PARA TRABAJOS EN FRÍO
Por Manuel Antonio Martínez Baena y José Mª Palacios
veces enfrentadas y contrapuestas, de los tres principalessectores implicados: (1) mecanizador; (2) tratamentista; y(3) utilizador.
Desde el punto de vista del constructor de la herramienta,necesita en el acero una facilidad de mecanizado, aptitudal rectificado, garantías dimensionales, ausencia de defec-tos, agilidad en el servicio y asistencia técnica.
Las necesidades del tratamentista se centran en la respuestahomogénea del acero ante el tratamiento térmico; princi-pio asociado a una buena dureza de temple, a un mínimocambio dimensional y de deformaciones durante el temple+ revenido.
Por parte del utilizador requiere en las herramientas cons-truidas: altas solicitaciones de tenacidad, buena resisten-cia a la comprensión y dureza, resistencia al desgaste, re-sistencia a la fatiga y un largo etcétera.
Los requisitos anteriormente señalados exigen un pro-ducto –acero– de calidad extra con características muydeterminadas. La composición química y requerimientosde calidad actuales de los aceros de herramientas paratrabajos en frío, su fabricación por técnicas modernas ysu utilización en trabajos de alta exigencia, están recogi-dos en normas vigentes –UNE-EN ISO 4957/1999–, deacorde con las necesidades actuales de los usuarios y fa-bricantes de las herramientas. Tabla I
1. ASPECTOS TÉCNICOS DE LOS ACEROSDE HERRAMIENTAS PARA TRABAJOS EN FRÍODE LOS METALES
Tal como ya hemos expuesto en párrafos anteriores, losaceros aleados para la fabricación de herramientas son
34 TRATAMIENTOS TERMICOS. JUNIO 2006
INTRODUCCIÓN
Las técnicas de conformado en frío –estampación, embuti-ción, repujado, corte, extrusión, etc.–, como tales procedi-mientos de hechurado y elaboración de piezas sin arran-que de viruta, tienen una importancia fundamental en lastecnologías actuales de producción. Principios que permi-ten, en virtud de las posibilidades de automatización y ca-dencia rápida, una fabricación rentable de piezas metáli-cas. Esta rentabilidad está determinada, principalmente,por el rendimiento de las herramientas utilizadas en los dis-tintos procesos productivos. Las herramientas son, en todoel ámbito de la técnica, los elementos sometidos a mayoresesfuerzos mecánicos esperándose de ellas, particular-mente, una duración o vida útil más o menos limitada.
Dentro de la variada oferta de aceros aleados de herra-mientas, los aceros para trabajos en frío representan unode los productos de mayor compromiso en su fabrica-ción y posterior transformación en útiles y herramientas.Dicho compromiso pretende satisfacer las exigencias, a
materiales de un alto grado de calidad que condicionanlos procesos de fabricación; obligando al acerista a unaserie de controles que van jalonando los procesos desdesu inicio en la acería hasta que el producto de acero salecon destino al cliente.
Es el utilizador quien exige o solicita que los aceros res-pondan a unos criterios de calidad determinados deacuerdo con sus propias necesidades, o grados de utili-zación final. Pero casi siempre siguiendo los criterios es-tablecidos en normas.
Algunas veces el constructor de la herramienta no especi-fica –tal vez por desconocimiento– los niveles o umbralesde aceptación o rechazo de los aceros que utiliza siendo,entonces, la misma acería quien, de acuerdo con su pro-pia experiencia y conocimiento del destino final delacero, decide su validez apoyándose en los parámetrosfundamentales que gobiernan la calidad de estos produc-tos, ampliamente, recogidos en las normas establecidas.
Particularidades de tipo metalúrgico y, también, de tipotécnico tales como: composición química, control dimen-sional, dureza y templabilidad, defectos superficiales e in-ternos, controles metalográficos, etc. son los pilares bási-cos para validar de una forma más segura los aceros quese han de utilizar en la construcción de las herramientasen general.
Hay otras características, dependientes de las arriba ex-puestas, que consideramos fundamentales para la elec-ción del acero para herramientas de trabajos en frío: (1)la resistencia al desgaste; (2) la tenacidad; y (3) la durezay la resistencia a la compresión. Otros requisitos comoson el diseño y mecanizado de la herramienta, estabili-dad dimensional después del tratamiento, número depiezas a fabricar, problemas de corrosión, etc. también
deben tenerse en cuenta; ya que, igualmente, condicio-nan el comportamiento de las herramientas en servicio.
Resumiendo, no se trata en modo alguno de que las he-rramientas tengan un número elevado de propiedades ycaracterísticas, sino que estén aseguradas, en un grado sa-tisfactorio, aquellas fundamentales –resistencia al des-gaste, tenacidad, dureza y resistencia a la compresión–,necesarias para una aplicación correcta de la herramientaen servicio.
2. PROPIEDADES FUNDAMENTALES DE EMPLEO DELOS ACEROS ALEADOS DE HERRAMIENTAS PARATRABAJO EN FRÍO DE LOS METALES
En la fabricación de cualquier tipo de herramientas: útilesde punzonar y cortar, conformar, estampar, extrusionaren frío, etc. los problemas a que se enfrenta el constructoral diseñarlas son casi siempre los mismos: (1) que sean su-ficientemente duras y resistentes a la compresión; (2) quesean resistentes al desgaste y tengan la suficiente tenaci-dad para que puedan soportar, sin romperse, aquellascondiciones de trabajo a las que eventualmente están so-metidas; y (3), como última finalidad, que su vida útil ociclo de trabajo en servicio sea lo más largo posible.
Los métodos de selección de cualquier acero para herra-mientas, tanto si se refieren a diagramas, gráficas o tablasestán basados, fundamentalmente, en la experiencia conlos distintos aceros y sus usos. La selección de un acerode herramientas siempre presenta alguna exigencia ocompromiso; el más importante viene a ser la interrela-ción de la resistencia al desgaste con la tenacidad, pro-piedades éstas que son antagónicas.
En la práctica la selección de un acero de herramientaspara trabajos en frío, y para una ampliación en particular,
35TRATAMIENTOS TERMICOS. JUNIO 2006
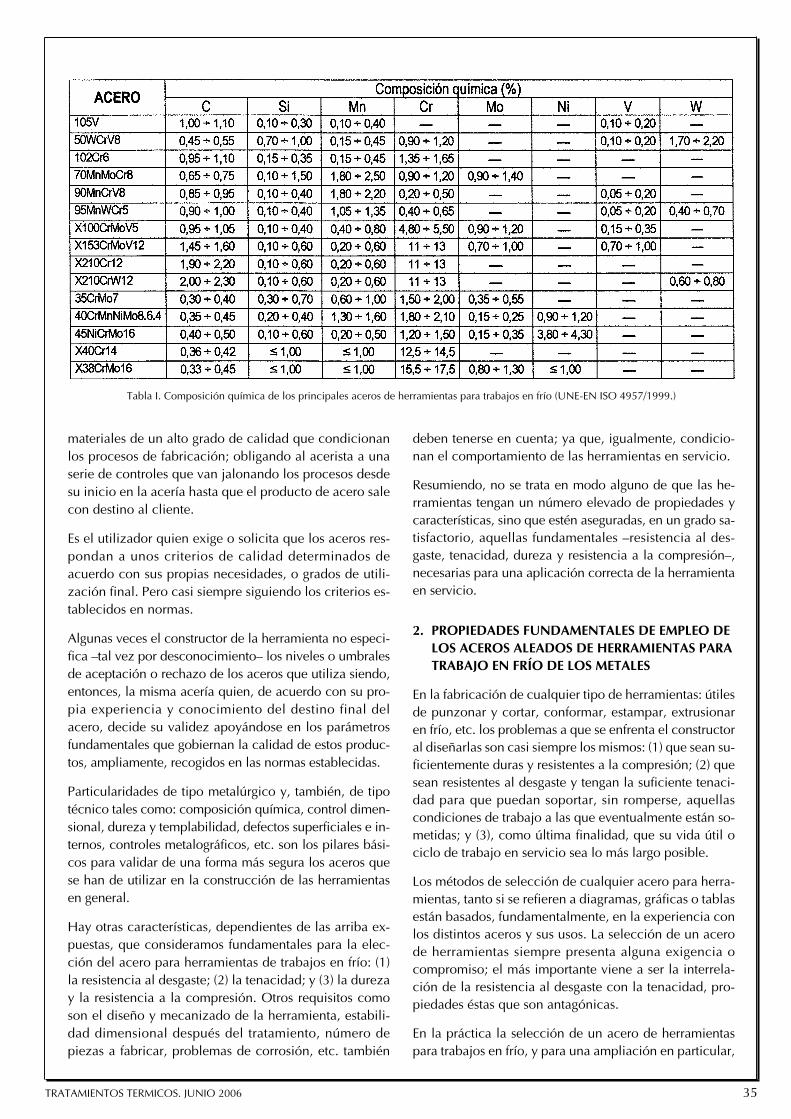
Tabla I. Composición química de los principales aceros de herramientas para trabajos en frío (UNE-EN ISO 4957/1999.)
debe correlacionar las características metalúrgicas delacero con los principios básicos de utilización propios dela herramienta: (1) dureza y resistencia a la compresión;(2) resistencia al desgaste; y (3) tenacidad; Tabla II.
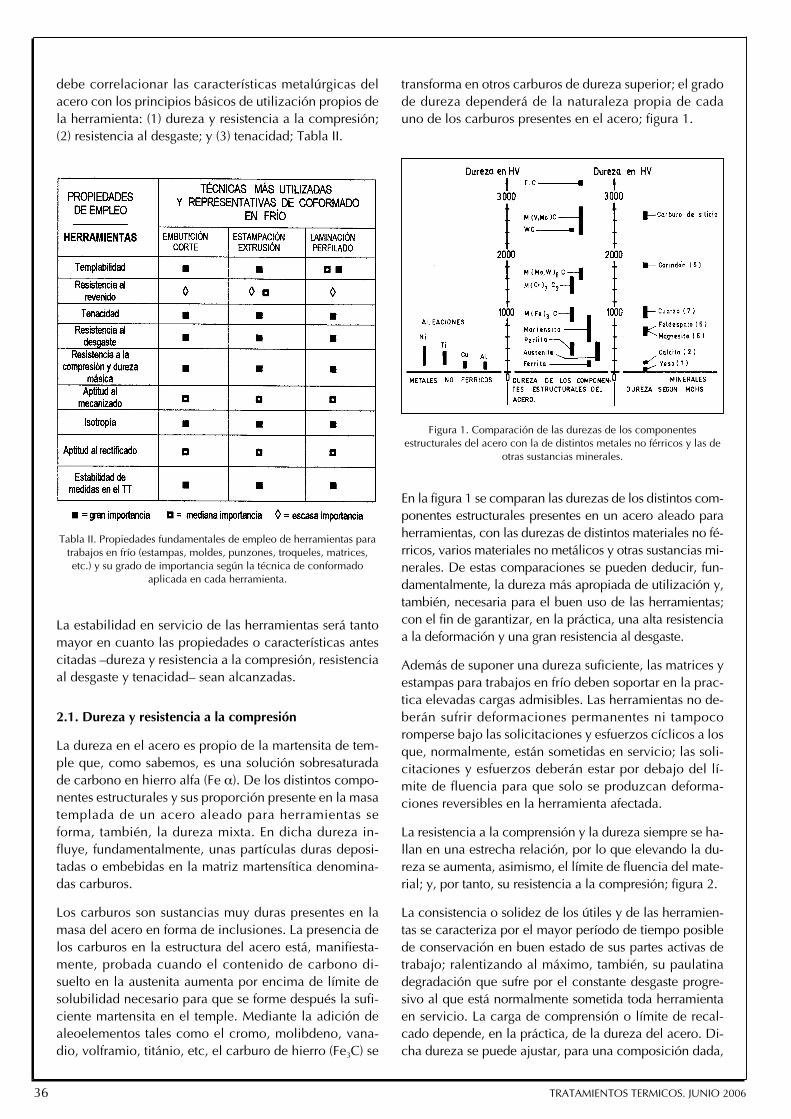
transforma en otros carburos de dureza superior; el gradode dureza dependerá de la naturaleza propia de cadauno de los carburos presentes en el acero; figura 1.
36 TRATAMIENTOS TERMICOS. JUNIO 2006
Tabla II. Propiedades fundamentales de empleo de herramientas paratrabajos en frío (estampas, moldes, punzones, troqueles, matrices,etc.) y su grado de importancia según la técnica de conformado
aplicada en cada herramienta.
La estabilidad en servicio de las herramientas será tantomayor en cuanto las propiedades o características antescitadas –dureza y resistencia a la compresión, resistenciaal desgaste y tenacidad– sean alcanzadas.
2.1. Dureza y resistencia a la compresión
La dureza en el acero es propio de la martensita de tem-ple que, como sabemos, es una solución sobresaturadade carbono en hierro alfa (Fe α). De los distintos compo-nentes estructurales y sus proporción presente en la masatemplada de un acero aleado para herramientas seforma, también, la dureza mixta. En dicha dureza in-fluye, fundamentalmente, unas partículas duras deposi-tadas o embebidas en la matriz martensítica denomina-das carburos.
Los carburos son sustancias muy duras presentes en lamasa del acero en forma de inclusiones. La presencia delos carburos en la estructura del acero está, manifiesta-mente, probada cuando el contenido de carbono di-suelto en la austenita aumenta por encima de límite desolubilidad necesario para que se forme después la sufi-ciente martensita en el temple. Mediante la adición dealeoelementos tales como el cromo, molibdeno, vana-dio, volframio, titánio, etc, el carburo de hierro (Fe3C) se
Figura 1. Comparación de las durezas de los componentesestructurales del acero con la de distintos metales no férricos y las de
otras sustancias minerales.
En la figura 1 se comparan las durezas de los distintos com-ponentes estructurales presentes en un acero aleado paraherramientas, con las durezas de distintos materiales no fé-rricos, varios materiales no metálicos y otras sustancias mi-nerales. De estas comparaciones se pueden deducir, fun-damentalmente, la dureza más apropiada de utilización y,también, necesaria para el buen uso de las herramientas;con el fin de garantizar, en la práctica, una alta resistenciaa la deformación y una gran resistencia al desgaste.
Además de suponer una dureza suficiente, las matrices yestampas para trabajos en frío deben soportar en la prac-tica elevadas cargas admisibles. Las herramientas no de-berán sufrir deformaciones permanentes ni tampocoromperse bajo las solicitaciones y esfuerzos cíclicos a losque, normalmente, están sometidas en servicio; las soli-citaciones y esfuerzos deberán estar por debajo del lí-mite de fluencia para que solo se produzcan deforma-ciones reversibles en la herramienta afectada.
La resistencia a la comprensión y la dureza siempre se ha-llan en una estrecha relación, por lo que elevando la du-reza se aumenta, asimismo, el límite de fluencia del mate-rial; y, por tanto, su resistencia a la compresión; figura 2.
La consistencia o solidez de los útiles y de las herramien-tas se caracteriza por el mayor período de tiempo posiblede conservación en buen estado de sus partes activas detrabajo; ralentizando al máximo, también, su paulatinadegradación que sufre por el constante desgaste progre-sivo al que está normalmente sometida toda herramientaen servicio. La carga de comprensión o límite de recal-cado depende, en la práctica, de la dureza del acero. Di-cha dureza se puede ajustar, para una composición dada,
mediante el tratamiento térmico de temple + revenido.Cuando la carga de comprensión en una herramienta essuperior al límite de fluencia del acero con el que está fa-bricada, se produce en ella una deformación plástica.
Los aceros de herramientas para trabajos en frío de mayoraleación –aceros altos en cromo y aceros rápidos– alcan-zan en este punto –compresión– su más alto límite. Espe-cialmente al exigírseles, además de una buena resistenciaal desgaste, una elevada dureza y una alta resistencia a ladeformación; junto, también, con una moderada y nece-saria tenacidad: ejemplo punzón de corte de la figura 3.
se ha fabricado la heramienta y, también, de su dureza deuso después de templada y revenida. El desgaste es un fe-nómeno consecutivo al rozamiento o fricción en seco en-tre la herramienta y el material trabajado que se traduce enuna degradación superficial de las partes activas de los úti-les y herramientas por dos mecanismos diferentes:
• Desgaste por adhesión. Mecanismo de fricción entredos superficies de contacto cuyo resultado es la solda-dura local o gripado (microsoldaduras), con rotura delas uniones de fricción y desprendimiento de partícu-las de la superficie menos dura. El método más eficazpara evitar o reducir el desgaste por adhesión siguesiendo la lubricación.
• Desgaste por abrasión. Proceso relativamente cons-tante en el tiempo y unido a un gradual arranque y des-plazamiento de partículas duras que pueden ser: biende los abrasivos contenidos en el material a conformar,o bien de partículas de origen adhesivo.
El desgaste está estrechamente relacionado con el coefi-ciente de rozamiento entre la herramienta y el metal aconformar, ya que el desgaste es un fenómeno superficial.
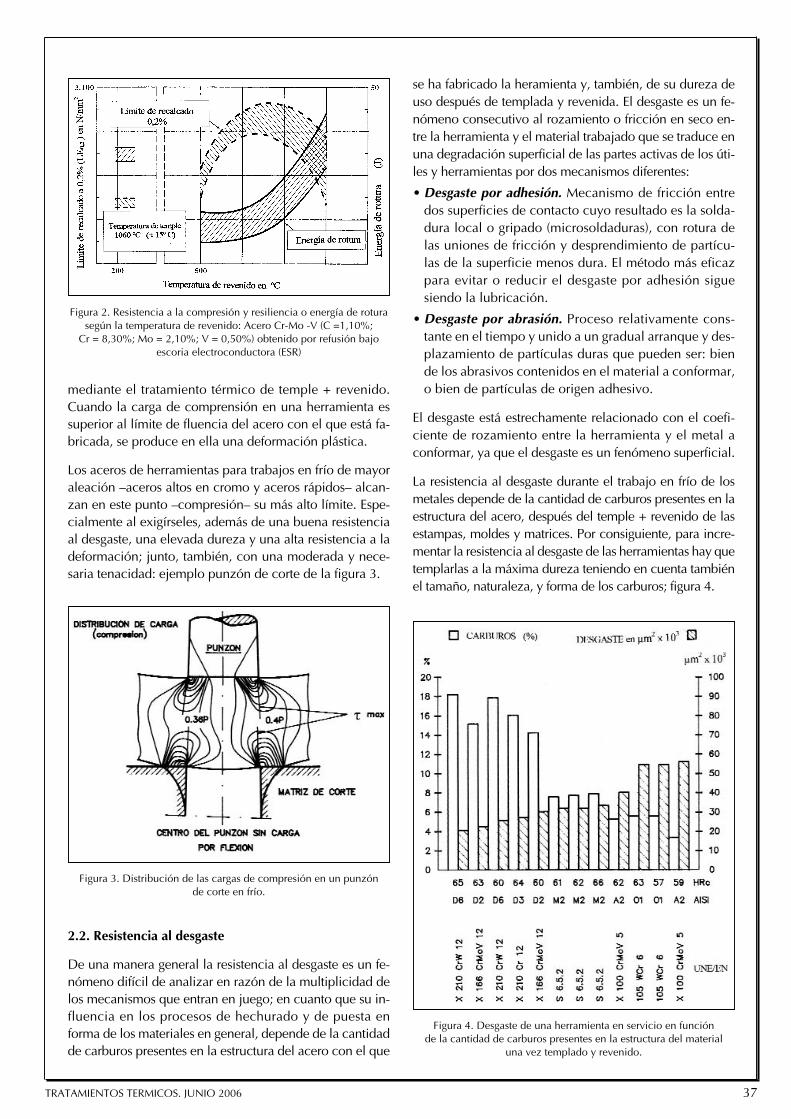
La resistencia al desgaste durante el trabajo en frío de losmetales depende de la cantidad de carburos presentes en laestructura del acero, después del temple + revenido de lasestampas, moldes y matrices. Por consiguiente, para incre-mentar la resistencia al desgaste de las herramientas hay quetemplarlas a la máxima dureza teniendo en cuenta tambiénel tamaño, naturaleza, y forma de los carburos; figura 4.
37TRATAMIENTOS TERMICOS. JUNIO 2006
Figura 2. Resistencia a la compresión y resiliencia o energía de roturasegún la temperatura de revenido: Acero Cr-Mo -V (C =1,10%;
Cr = 8,30%; Mo = 2,10%; V = 0,50%) obtenido por refusión bajoescoria electroconductora (ESR)
Figura 3. Distribución de las cargas de compresión en un punzónde corte en frío.
2.2. Resistencia al desgaste
De una manera general la resistencia al desgaste es un fe-nómeno difícil de analizar en razón de la multiplicidad delos mecanismos que entran en juego; en cuanto que su in-fluencia en los procesos de hechurado y de puesta enforma de los materiales en general, depende de la cantidadde carburos presentes en la estructura del acero con el que
Figura 4. Desgaste de una herramienta en servicio en funciónde la cantidad de carburos presentes en la estructura del material
una vez templado y revenido.
Aunque la estructura de temple + revenido, y la compo-sición química del acero, son factores importantes en lacapacidad de resistencia al desgaste; podemos decir,también, que el efecto combinado de la dureza + ele-mentos de aleación contribuyen de una manera muy sig-nificativa al aumento de la resistencia al desgaste de lasherramientas en general. Se ha observado en estudios to-pográficos de las superficies desgastadas que la distribu-ción, de la dureza, la forma, y el volumen de los carbu-ros en la estructura del acero templado + revenido,contribuye de una manera decisiva en la resistencia aldesgaste.
2.3. Tenacidad
En una herramienta dada, entendemos por tenacidad a lacapacidad que tiene dicha herramienta para contrarres-tar el peligro de rotura en servicio; por tanto, el útil o laherramienta no debe variar ni de forma ni de dimensio-nes bajo los esfuerzos aplicados en su trabajo. La energíade choque que se produce en la práctica debe compen-sarse más elástica que plásticamente. Esta precisión ne-cesitará que las herramientas en estado tenaz tengan unlímite elástico o límite de fluencia elevado. En el caso dematrices de corte, la tenacidad se caracteriza por la re-sistencia contra la rotura por desconchamiento de lasaristas o filos cortantes.
El comportamiento de resistencia a la rotura de una he-rramienta requiere cierta plasticidad del acero que per-mite eliminar los puntos de tensión que se producen du-rante la construcción, mecanización o funcionamientode la herramienta. Esta plasticidad es necesaria para queno se produzcan eventuales grietas.
La tenacidad depende de la estructura alcanzada portratamiento técnico, y de la composición química delacero utilizado. Alto contenido de carbono y gran can-tidad de carburos implica una elevada dureza y alta re-sistencia al desgaste del acero, pero disminuye muy sig-nificativamente la tenacidad después de templado; losmateriales muy duros carecen, en gran medida, de tena-cidad.
Con la dureza de utilización habitual de los útiles paratrabajos en frío –50 ÷ 64 HRC–, los valores de los ensa-yos de resiliencia normales IZOD y CHARPY no sonaplicables en la mayoría de los aceros de herramientasdebido, principalmente, a su naturaleza relativamentefrágil.
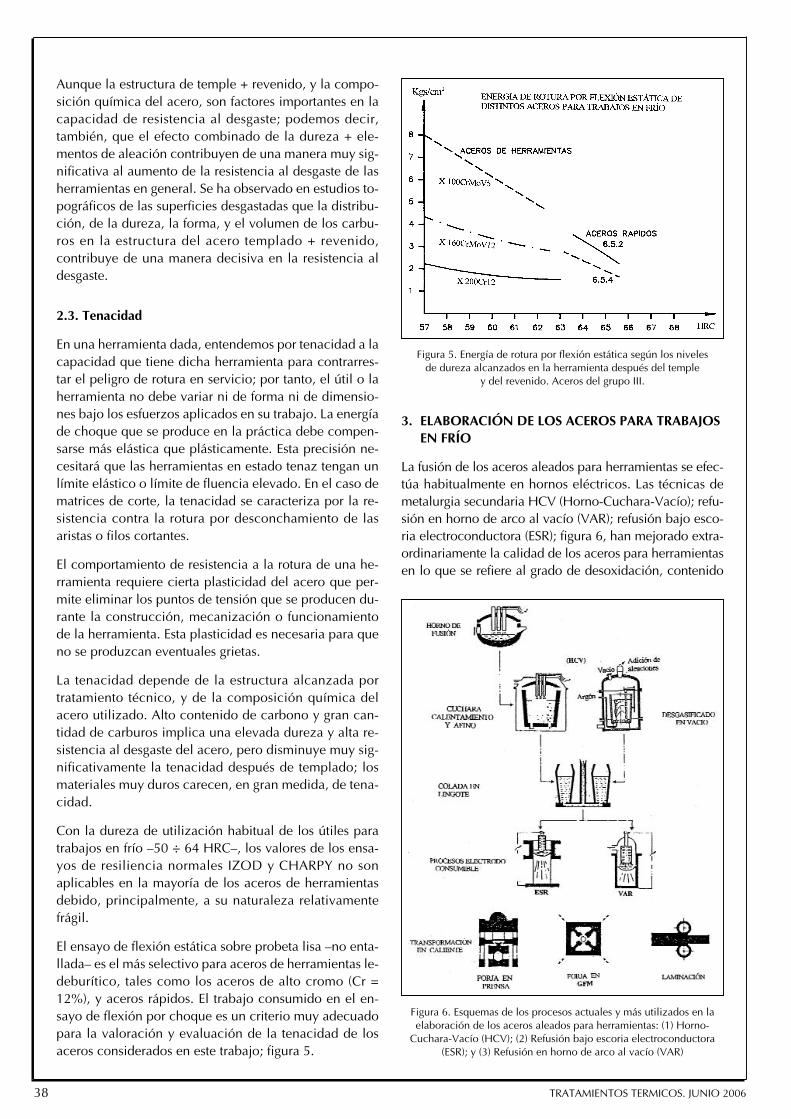
El ensayo de flexión estática sobre probeta lisa –no enta-llada– es el más selectivo para aceros de herramientas le-deburítico, tales como los aceros de alto cromo (Cr =12%), y aceros rápidos. El trabajo consumido en el en-sayo de flexión por choque es un criterio muy adecuadopara la valoración y evaluación de la tenacidad de losaceros considerados en este trabajo; figura 5.
38 TRATAMIENTOS TERMICOS. JUNIO 2006
Figura 5. Energía de rotura por flexión estática según los nivelesde dureza alcanzados en la herramienta después del temple
y del revenido. Aceros del grupo III.
3. ELABORACIÓN DE LOS ACEROS PARA TRABAJOSEN FRÍO
La fusión de los aceros aleados para herramientas se efec-túa habitualmente en hornos eléctricos. Las técnicas demetalurgia secundaria HCV (Horno-Cuchara-Vacío); refu-sión en horno de arco al vacío (VAR); refusión bajo esco-ria electroconductora (ESR); figura 6, han mejorado extra-ordinariamente la calidad de los aceros para herramientasen lo que se refiere al grado de desoxidación, contenido
Figura 6. Esquemas de los procesos actuales y más utilizados en laelaboración de los aceros aleados para herramientas: (1) Horno-
Cuchara-Vacío (HCV); (2) Refusión bajo escoria electroconductora(ESR); y (3) Refusión en horno de arco al vacío (VAR)
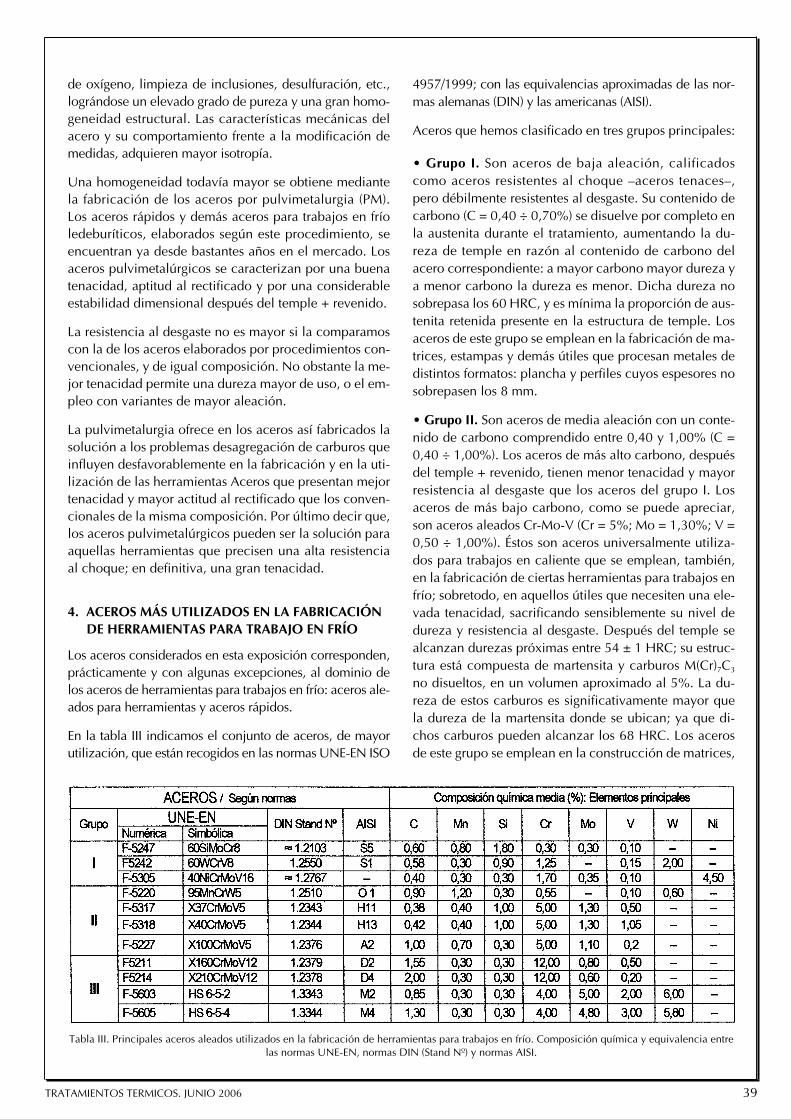
de oxígeno, limpieza de inclusiones, desulfuración, etc.,lográndose un elevado grado de pureza y una gran homo-geneidad estructural. Las características mecánicas delacero y su comportamiento frente a la modificación demedidas, adquieren mayor isotropía.
Una homogeneidad todavía mayor se obtiene mediantela fabricación de los aceros por pulvimetalurgia (PM).Los aceros rápidos y demás aceros para trabajos en fríoledeburíticos, elaborados según este procedimiento, seencuentran ya desde bastantes años en el mercado. Losaceros pulvimetalúrgicos se caracterizan por una buenatenacidad, aptitud al rectificado y por una considerableestabilidad dimensional después del temple + revenido.
La resistencia al desgaste no es mayor si la comparamoscon la de los aceros elaborados por procedimientos con-vencionales, y de igual composición. No obstante la me-jor tenacidad permite una dureza mayor de uso, o el em-pleo con variantes de mayor aleación.
La pulvimetalurgia ofrece en los aceros así fabricados lasolución a los problemas desagregación de carburos queinfluyen desfavorablemente en la fabricación y en la uti-lización de las herramientas Aceros que presentan mejortenacidad y mayor actitud al rectificado que los conven-cionales de la misma composición. Por último decir que,los aceros pulvimetalúrgicos pueden ser la solución paraaquellas herramientas que precisen una alta resistenciaal choque; en definitiva, una gran tenacidad.
4. ACEROS MÁS UTILIZADOS EN LA FABRICACIÓNDE HERRAMIENTAS PARA TRABAJO EN FRÍO
Los aceros considerados en esta exposición corresponden,prácticamente y con algunas excepciones, al dominio delos aceros de herramientas para trabajos en frío: aceros ale-ados para herramientas y aceros rápidos.
En la tabla III indicamos el conjunto de aceros, de mayorutilización, que están recogidos en las normas UNE-EN ISO
4957/1999; con las equivalencias aproximadas de las nor-mas alemanas (DIN) y las americanas (AISI).
Aceros que hemos clasificado en tres grupos principales:
• Grupo I. Son aceros de baja aleación, calificadoscomo aceros resistentes al choque –aceros tenaces–,pero débilmente resistentes al desgaste. Su contenido decarbono (C = 0,40 ÷ 0,70%) se disuelve por completo enla austenita durante el tratamiento, aumentando la du-reza de temple en razón al contenido de carbono delacero correspondiente: a mayor carbono mayor dureza ya menor carbono la dureza es menor. Dicha dureza nosobrepasa los 60 HRC, y es mínima la proporción de aus-tenita retenida presente en la estructura de temple. Losaceros de este grupo se emplean en la fabricación de ma-trices, estampas y demás útiles que procesan metales dedistintos formatos: plancha y perfiles cuyos espesores nosobrepasen los 8 mm.
• Grupo II. Son aceros de media aleación con un conte-nido de carbono comprendido entre 0,40 y 1,00% (C =0,40 ÷ 1,00%). Los aceros de más alto carbono, despuésdel temple + revenido, tienen menor tenacidad y mayorresistencia al desgaste que los aceros del grupo I. Losaceros de más bajo carbono, como se puede apreciar,son aceros aleados Cr-Mo-V (Cr = 5%; Mo = 1,30%; V =0,50 ÷ 1,00%). Éstos son aceros universalmente utiliza-dos para trabajos en caliente que se emplean, también,en la fabricación de ciertas herramientas para trabajos enfrío; sobretodo, en aquellos útiles que necesiten una ele-vada tenacidad, sacrificando sensiblemente su nivel dedureza y resistencia al desgaste. Después del temple sealcanzan durezas próximas entre 54 ± 1 HRC; su estruc-tura está compuesta de martensita y carburos M(Cr)7C3
no disueltos, en un volumen aproximado al 5%. La du-reza de estos carburos es significativamente mayor quela dureza de la martensita donde se ubican; ya que di-chos carburos pueden alcanzar los 68 HRC. Los acerosde este grupo se emplean en la construcción de matrices,
39TRATAMIENTOS TERMICOS. JUNIO 2006
Tabla III. Principales aceros aleados utilizados en la fabricación de herramientas para trabajos en frío. Composición química y equivalencia entrelas normas UNE-EN, normas DIN (Stand Nº) y normas AISI.
estampas y demás útiles que conforman y procesan ma-teriales metálicos de distintos formatos: planchas y perfi-les con espesores comprendidos entre los 3 a 8 mm.
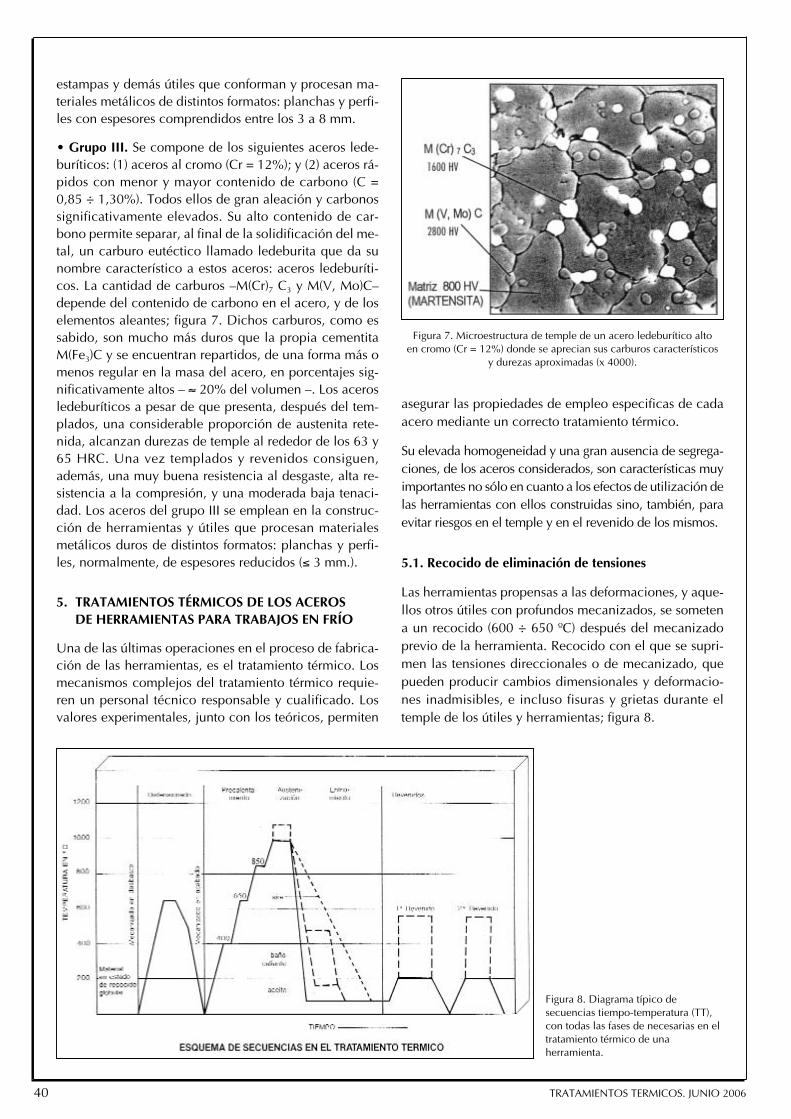
• Grupo III. Se compone de los siguientes aceros lede-buríticos: (1) aceros al cromo (Cr = 12%); y (2) aceros rá-pidos con menor y mayor contenido de carbono (C =0,85 ÷ 1,30%). Todos ellos de gran aleación y carbonossignificativamente elevados. Su alto contenido de car-bono permite separar, al final de la solidificación del me-tal, un carburo eutéctico llamado ledeburita que da sunombre característico a estos aceros: aceros ledeburíti-cos. La cantidad de carburos –M(Cr)7 C3 y M(V, Mo)C–depende del contenido de carbono en el acero, y de loselementos aleantes; figura 7. Dichos carburos, como essabido, son mucho más duros que la propia cementitaM(Fe3)C y se encuentran repartidos, de una forma más omenos regular en la masa del acero, en porcentajes sig-nificativamente altos – ≈ 20% del volumen –. Los acerosledeburíticos a pesar de que presenta, después del tem-plados, una considerable proporción de austenita rete-nida, alcanzan durezas de temple al rededor de los 63 y65 HRC. Una vez templados y revenidos consiguen,además, una muy buena resistencia al desgaste, alta re-sistencia a la compresión, y una moderada baja tenaci-dad. Los aceros del grupo III se emplean en la construc-ción de herramientas y útiles que procesan materialesmetálicos duros de distintos formatos: planchas y perfi-les, normalmente, de espesores reducidos (≤ 3 mm.).
5. TRATAMIENTOS TÉRMICOS DE LOS ACEROSDE HERRAMIENTAS PARA TRABAJOS EN FRÍO
Una de las últimas operaciones en el proceso de fabrica-ción de las herramientas, es el tratamiento térmico. Losmecanismos complejos del tratamiento térmico requie-ren un personal técnico responsable y cualificado. Losvalores experimentales, junto con los teóricos, permiten
asegurar las propiedades de empleo especificas de cadaacero mediante un correcto tratamiento térmico.
Su elevada homogeneidad y una gran ausencia de segrega-ciones, de los aceros considerados, son características muyimportantes no sólo en cuanto a los efectos de utilización delas herramientas con ellos construidas sino, también, paraevitar riesgos en el temple y en el revenido de los mismos.
5.1. Recocido de eliminación de tensiones
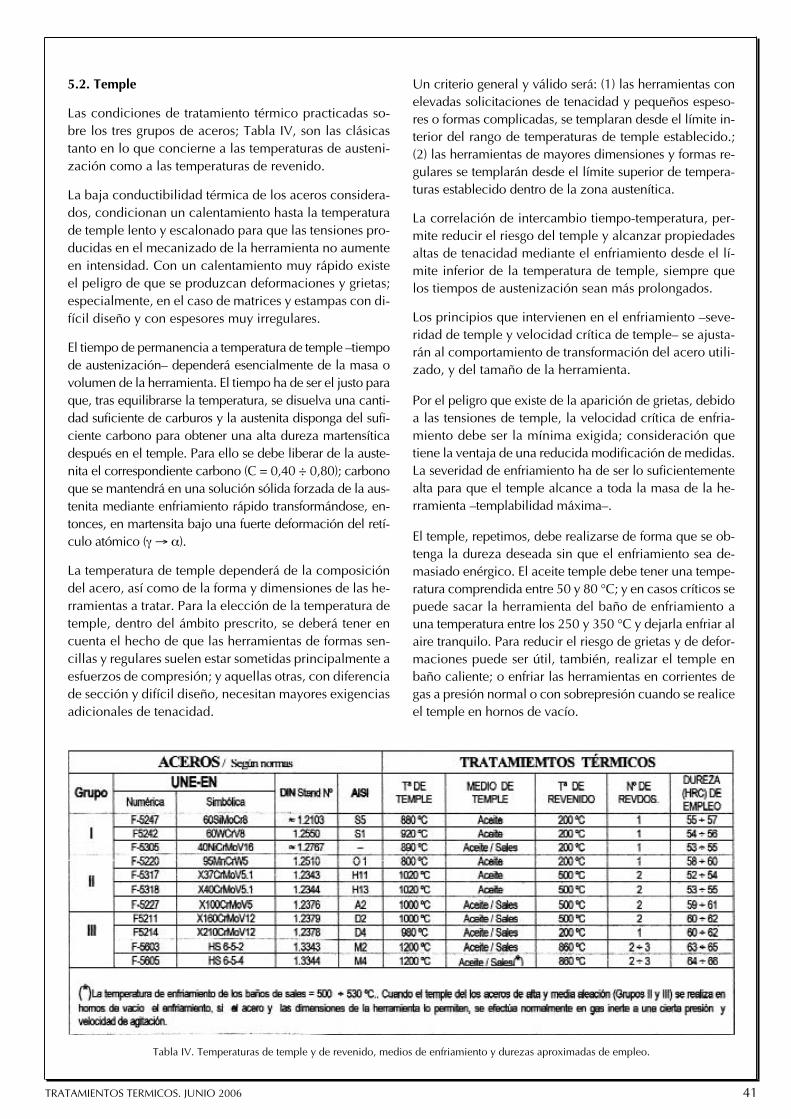
Las herramientas propensas a las deformaciones, y aque-llos otros útiles con profundos mecanizados, se sometena un recocido (600 ÷ 650 ºC) después del mecanizadoprevio de la herramienta. Recocido con el que se supri-men las tensiones direccionales o de mecanizado, quepueden producir cambios dimensionales y deformacio-nes inadmisibles, e incluso fisuras y grietas durante eltemple de los útiles y herramientas; figura 8.
40 TRATAMIENTOS TERMICOS. JUNIO 2006
Figura 7. Microestructura de temple de un acero ledeburítico altoen cromo (Cr = 12%) donde se aprecian sus carburos característicos
y durezas aproximadas (x 4000).
Figura 8. Diagrama típico desecuencias tiempo-temperatura (TT),con todas las fases de necesarias en eltratamiento térmico de unaherramienta.
5.2. Temple
Las condiciones de tratamiento térmico practicadas so-bre los tres grupos de aceros; Tabla IV, son las clásicastanto en lo que concierne a las temperaturas de austeni-zación como a las temperaturas de revenido.
La baja conductibilidad térmica de los aceros considera-dos, condicionan un calentamiento hasta la temperaturade temple lento y escalonado para que las tensiones pro-ducidas en el mecanizado de la herramienta no aumenteen intensidad. Con un calentamiento muy rápido existeel peligro de que se produzcan deformaciones y grietas;especialmente, en el caso de matrices y estampas con di-fícil diseño y con espesores muy irregulares.
El tiempo de permanencia a temperatura de temple –tiempode austenización– dependerá esencialmente de la masa ovolumen de la herramienta. El tiempo ha de ser el justo paraque, tras equilibrarse la temperatura, se disuelva una canti-dad suficiente de carburos y la austenita disponga del sufi-ciente carbono para obtener una alta dureza martensíticadespués en el temple. Para ello se debe liberar de la auste-nita el correspondiente carbono (C = 0,40 ÷ 0,80); carbonoque se mantendrá en una solución sólida forzada de la aus-tenita mediante enfriamiento rápido transformándose, en-tonces, en martensita bajo una fuerte deformación del retí-culo atómico (γ → α).
La temperatura de temple dependerá de la composicióndel acero, así como de la forma y dimensiones de las he-rramientas a tratar. Para la elección de la temperatura detemple, dentro del ámbito prescrito, se deberá tener encuenta el hecho de que las herramientas de formas sen-cillas y regulares suelen estar sometidas principalmente aesfuerzos de compresión; y aquellas otras, con diferenciade sección y difícil diseño, necesitan mayores exigenciasadicionales de tenacidad.
Un criterio general y válido será: (1) las herramientas conelevadas solicitaciones de tenacidad y pequeños espeso-res o formas complicadas, se templaran desde el límite in-terior del rango de temperaturas de temple establecido.;(2) las herramientas de mayores dimensiones y formas re-gulares se templarán desde el límite superior de tempera-turas establecido dentro de la zona austenítica.
La correlación de intercambio tiempo-temperatura, per-mite reducir el riesgo del temple y alcanzar propiedadesaltas de tenacidad mediante el enfriamiento desde el lí-mite inferior de la temperatura de temple, siempre quelos tiempos de austenización sean más prolongados.
Los principios que intervienen en el enfriamiento –seve-ridad de temple y velocidad crítica de temple– se ajusta-rán al comportamiento de transformación del acero utili-zado, y del tamaño de la herramienta.
Por el peligro que existe de la aparición de grietas, debidoa las tensiones de temple, la velocidad crítica de enfria-miento debe ser la mínima exigida; consideración quetiene la ventaja de una reducida modificación de medidas.La severidad de enfriamiento ha de ser lo suficientementealta para que el temple alcance a toda la masa de la he-rramienta –templabilidad máxima–.
El temple, repetimos, debe realizarse de forma que se ob-tenga la dureza deseada sin que el enfriamiento sea de-masiado enérgico. El aceite temple debe tener una tempe-ratura comprendida entre 50 y 80 °C; y en casos críticos sepuede sacar la herramienta del baño de enfriamiento auna temperatura entre los 250 y 350 °C y dejarla enfriar alaire tranquilo. Para reducir el riesgo de grietas y de defor-maciones puede ser útil, también, realizar el temple enbaño caliente; o enfriar las herramientas en corrientes degas a presión normal o con sobrepresión cuando se realiceel temple en hornos de vacío.
41TRATAMIENTOS TERMICOS. JUNIO 2006
Tabla IV. Temperaturas de temple y de revenido, medios de enfriamiento y durezas aproximadas de empleo.
5.3. Revenido
La martensita conseguida en el temple nos ofrece la ven-taja de su dureza y el inconveniente de su fragilidad. El ca-lentamiento de la martensita, revenido, facilita la obten-ción de buenas combinaciones de dureza y tenacidad enlas herramientas tratadas. Aunque la virtud principal delrevenido es cambiar la estructura de la martensita; tiene,además, un beneficioso efecto sobre la austenita retenidapresente, en mayor o menor grado, en la estructura detemple. El revenido también alivia las tensiones residualesproducidas por el enfriamiento brusco de temple.
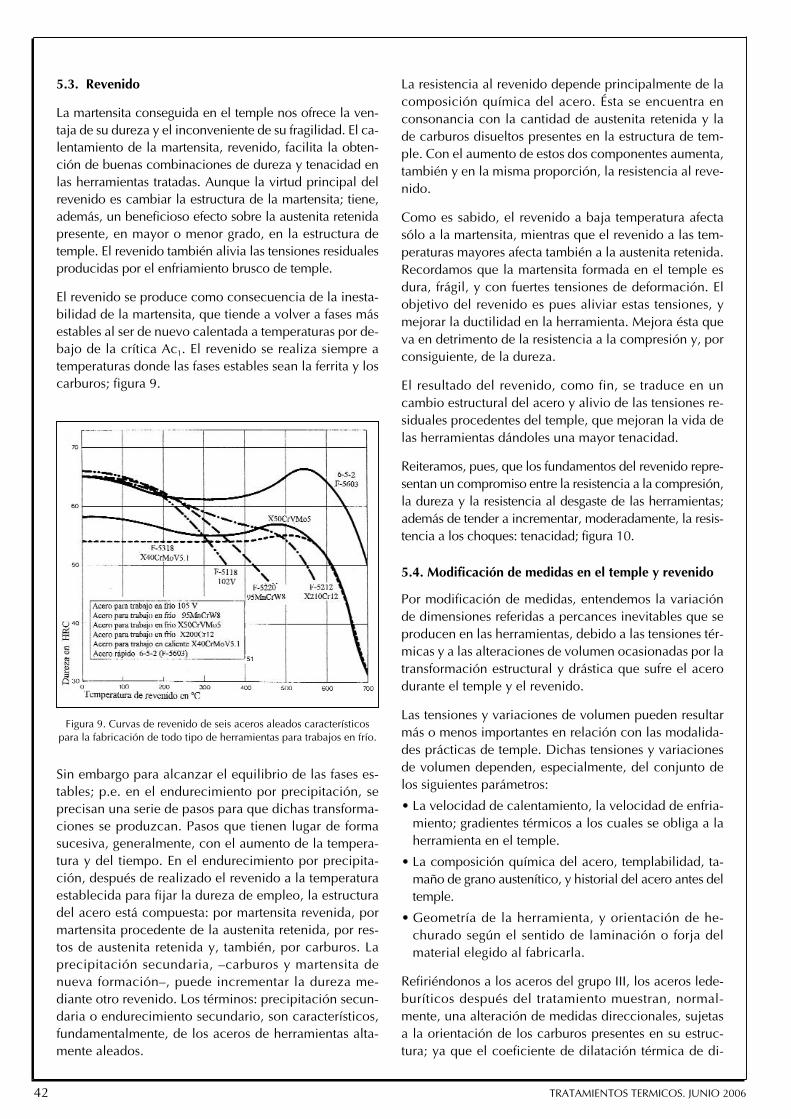
El revenido se produce como consecuencia de la inesta-bilidad de la martensita, que tiende a volver a fases másestables al ser de nuevo calentada a temperaturas por de-bajo de la crítica Ac1. El revenido se realiza siempre atemperaturas donde las fases estables sean la ferrita y loscarburos; figura 9.
42 TRATAMIENTOS TERMICOS. JUNIO 2006
Figura 9. Curvas de revenido de seis aceros aleados característicospara la fabricación de todo tipo de herramientas para trabajos en frío.
La resistencia al revenido depende principalmente de lacomposición química del acero. Ésta se encuentra enconsonancia con la cantidad de austenita retenida y lade carburos disueltos presentes en la estructura de tem-ple. Con el aumento de estos dos componentes aumenta,también y en la misma proporción, la resistencia al reve-nido.
Como es sabido, el revenido a baja temperatura afectasólo a la martensita, mientras que el revenido a las tem-peraturas mayores afecta también a la austenita retenida.Recordamos que la martensita formada en el temple esdura, frágil, y con fuertes tensiones de deformación. Elobjetivo del revenido es pues aliviar estas tensiones, ymejorar la ductilidad en la herramienta. Mejora ésta queva en detrimento de la resistencia a la compresión y, porconsiguiente, de la dureza.
El resultado del revenido, como fin, se traduce en uncambio estructural del acero y alivio de las tensiones re-siduales procedentes del temple, que mejoran la vida delas herramientas dándoles una mayor tenacidad.
Reiteramos, pues, que los fundamentos del revenido repre-sentan un compromiso entre la resistencia a la compresión,la dureza y la resistencia al desgaste de las herramientas;además de tender a incrementar, moderadamente, la resis-tencia a los choques: tenacidad; figura 10.
5.4. Modificación de medidas en el temple y revenido
Por modificación de medidas, entendemos la variaciónde dimensiones referidas a percances inevitables que seproducen en las herramientas, debido a las tensiones tér-micas y a las alteraciones de volumen ocasionadas por latransformación estructural y drástica que sufre el acerodurante el temple y el revenido.
Las tensiones y variaciones de volumen pueden resultarmás o menos importantes en relación con las modalida-des prácticas de temple. Dichas tensiones y variacionesde volumen dependen, especialmente, del conjunto delos siguientes parámetros:
• La velocidad de calentamiento, la velocidad de enfria-miento; gradientes térmicos a los cuales se obliga a laherramienta en el temple.
• La composición química del acero, templabilidad, ta-maño de grano austenítico, y historial del acero antes deltemple.
• Geometría de la herramienta, y orientación de he-churado según el sentido de laminación o forja delmaterial elegido al fabricarla.
Refiriéndonos a los aceros del grupo III, los aceros lede-buríticos después del tratamiento muestran, normal-mente, una alteración de medidas direccionales, sujetasa la orientación de los carburos presentes en su estruc-tura; ya que el coeficiente de dilatación térmica de di-
Sin embargo para alcanzar el equilibrio de las fases es-tables; p.e. en el endurecimiento por precipitación, seprecisan una serie de pasos para que dichas transforma-ciones se produzcan. Pasos que tienen lugar de formasucesiva, generalmente, con el aumento de la tempera-tura y del tiempo. En el endurecimiento por precipita-ción, después de realizado el revenido a la temperaturaestablecida para fijar la dureza de empleo, la estructuradel acero está compuesta: por martensita revenida, pormartensita procedente de la austenita retenida, por res-tos de austenita retenida y, también, por carburos. Laprecipitación secundaria, –carburos y martensita denueva formación–, puede incrementar la dureza me-diante otro revenido. Los términos: precipitación secun-daria o endurecimiento secundario, son característicos,fundamentalmente, de los aceros de herramientas alta-mente aleados.
chos carburos es un tercio (1/3) menor que el correspon-diente al de la matriz martensita donde están embebidos.
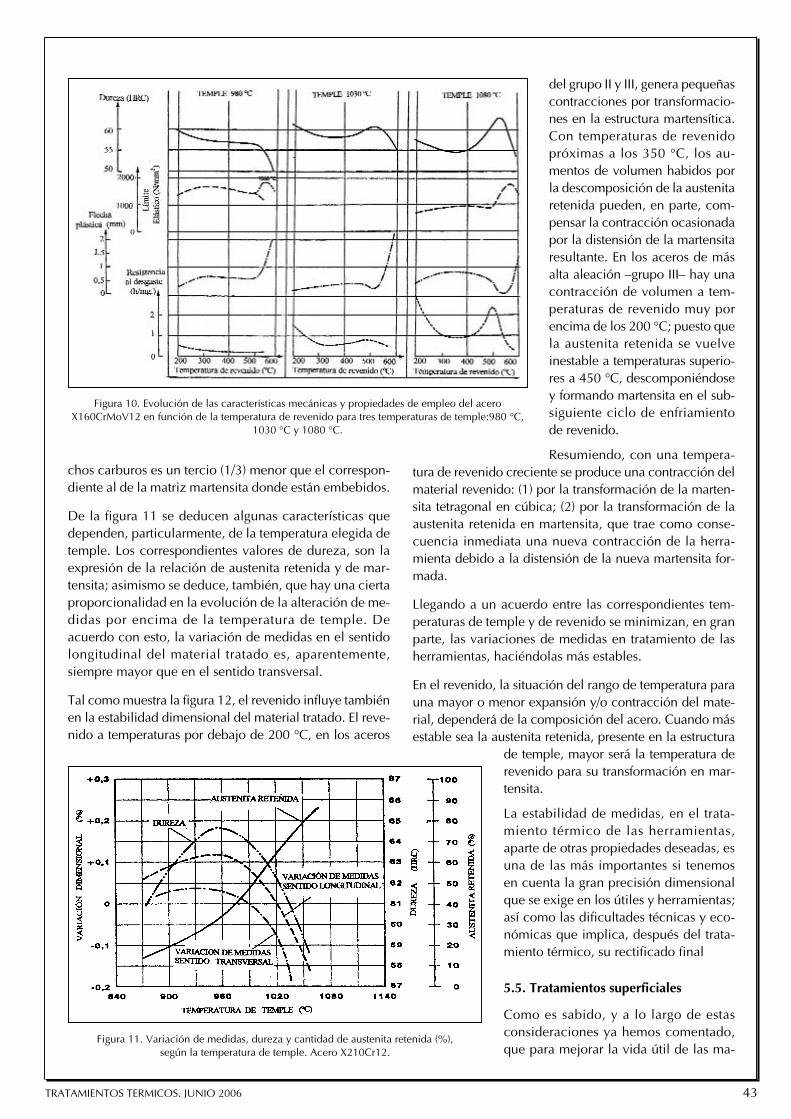
De la figura 11 se deducen algunas características quedependen, particularmente, de la temperatura elegida detemple. Los correspondientes valores de dureza, son laexpresión de la relación de austenita retenida y de mar-tensita; asimismo se deduce, también, que hay una ciertaproporcionalidad en la evolución de la alteración de me-didas por encima de la temperatura de temple. Deacuerdo con esto, la variación de medidas en el sentidolongitudinal del material tratado es, aparentemente,siempre mayor que en el sentido transversal.
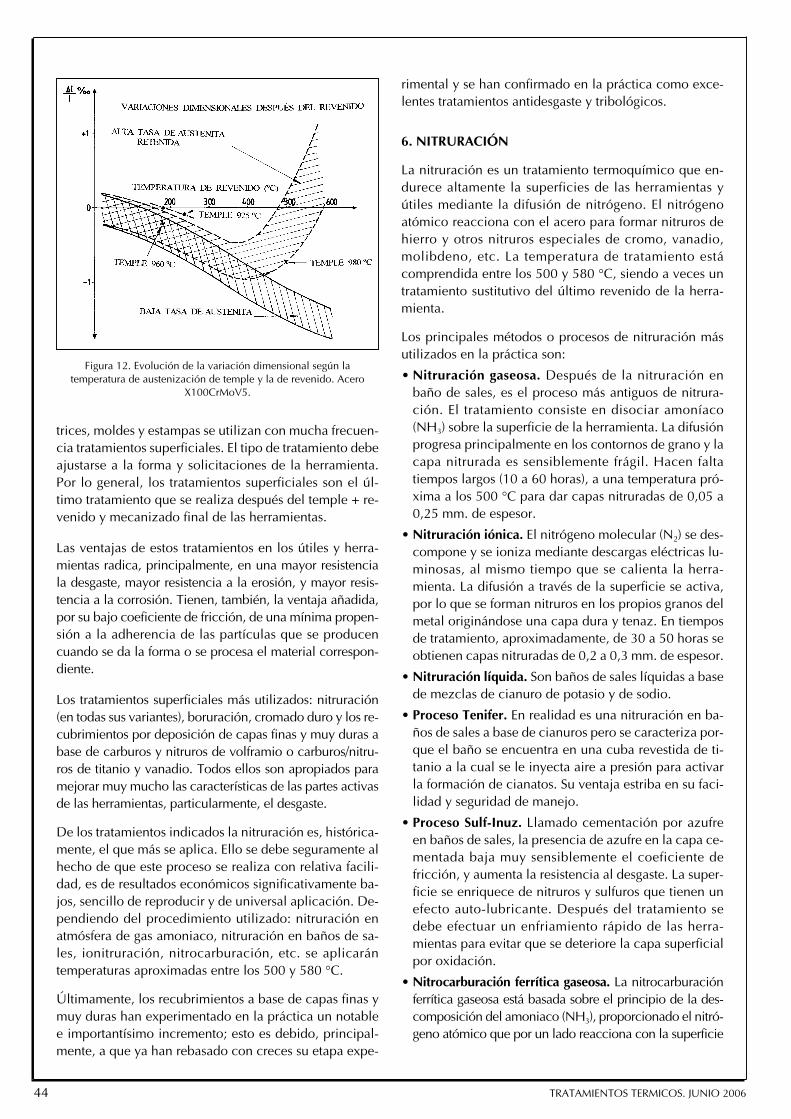
Tal como muestra la figura 12, el revenido influye tambiénen la estabilidad dimensional del material tratado. El reve-nido a temperaturas por debajo de 200 °C, en los aceros
del grupo II y III, genera pequeñascontracciones por transformacio-nes en la estructura martensítica.Con temperaturas de revenidopróximas a los 350 °C, los au-mentos de volumen habidos porla descomposición de la austenitaretenida pueden, en parte, com-pensar la contracción ocasionadapor la distensión de la martensitaresultante. En los aceros de másalta aleación –grupo III– hay unacontracción de volumen a tem-peraturas de revenido muy porencima de los 200 °C; puesto quela austenita retenida se vuelveinestable a temperaturas superio-res a 450 °C, descomponiéndosey formando martensita en el sub-siguiente ciclo de enfriamientode revenido.
Resumiendo, con una tempera-tura de revenido creciente se produce una contracción delmaterial revenido: (1) por la transformación de la marten-sita tetragonal en cúbica; (2) por la transformación de laaustenita retenida en martensita, que trae como conse-cuencia inmediata una nueva contracción de la herra-mienta debido a la distensión de la nueva martensita for-mada.
Llegando a un acuerdo entre las correspondientes tem-peraturas de temple y de revenido se minimizan, en granparte, las variaciones de medidas en tratamiento de lasherramientas, haciéndolas más estables.
En el revenido, la situación del rango de temperatura parauna mayor o menor expansión y/o contracción del mate-rial, dependerá de la composición del acero. Cuando másestable sea la austenita retenida, presente en la estructura
de temple, mayor será la temperatura derevenido para su transformación en mar-tensita.
La estabilidad de medidas, en el trata-miento térmico de las herramientas,aparte de otras propiedades deseadas, esuna de las más importantes si tenemosen cuenta la gran precisión dimensionalque se exige en los útiles y herramientas;así como las dificultades técnicas y eco-nómicas que implica, después del trata-miento térmico, su rectificado final
5.5. Tratamientos superficiales
Como es sabido, y a lo largo de estasconsideraciones ya hemos comentado,que para mejorar la vida útil de las ma-
43TRATAMIENTOS TERMICOS. JUNIO 2006
Figura 10. Evolución de las características mecánicas y propiedades de empleo del aceroX160CrMoV12 en función de la temperatura de revenido para tres temperaturas de temple:980 °C,
1030 °C y 1080 °C.
Figura 11. Variación de medidas, dureza y cantidad de austenita retenida (%),según la temperatura de temple. Acero X210Cr12.
rimental y se han confirmado en la práctica como exce-lentes tratamientos antidesgaste y tribológicos.
6. NITRURACIÓN
La nitruración es un tratamiento termoquímico que en-durece altamente la superficies de las herramientas yútiles mediante la difusión de nitrógeno. El nitrógenoatómico reacciona con el acero para formar nitruros dehierro y otros nitruros especiales de cromo, vanadio,molibdeno, etc. La temperatura de tratamiento estácomprendida entre los 500 y 580 °C, siendo a veces untratamiento sustitutivo del último revenido de la herra-mienta.
Los principales métodos o procesos de nitruración másutilizados en la práctica son:
• Nitruración gaseosa. Después de la nitruración enbaño de sales, es el proceso más antiguos de nitrura-ción. El tratamiento consiste en disociar amoníaco(NH3) sobre la superficie de la herramienta. La difusiónprogresa principalmente en los contornos de grano y lacapa nitrurada es sensiblemente frágil. Hacen faltatiempos largos (10 a 60 horas), a una temperatura pró-xima a los 500 °C para dar capas nitruradas de 0,05 a0,25 mm. de espesor.
• Nitruración iónica. El nitrógeno molecular (N2) se des-compone y se ioniza mediante descargas eléctricas lu-minosas, al mismo tiempo que se calienta la herra-mienta. La difusión a través de la superficie se activa,por lo que se forman nitruros en los propios granos delmetal originándose una capa dura y tenaz. En tiemposde tratamiento, aproximadamente, de 30 a 50 horas seobtienen capas nitruradas de 0,2 a 0,3 mm. de espesor.
• Nitruración líquida. Son baños de sales líquidas a basede mezclas de cianuro de potasio y de sodio.
• Proceso Tenifer. En realidad es una nitruración en ba-ños de sales a base de cianuros pero se caracteriza por-que el baño se encuentra en una cuba revestida de ti-tanio a la cual se le inyecta aire a presión para activarla formación de cianatos. Su ventaja estriba en su faci-lidad y seguridad de manejo.
• Proceso Sulf-Inuz. Llamado cementación por azufreen baños de sales, la presencia de azufre en la capa ce-mentada baja muy sensiblemente el coeficiente defricción, y aumenta la resistencia al desgaste. La super-ficie se enriquece de nitruros y sulfuros que tienen unefecto auto-lubricante. Después del tratamiento sedebe efectuar un enfriamiento rápido de las herra-mientas para evitar que se deteriore la capa superficialpor oxidación.
• Nitrocarburación ferrítica gaseosa. La nitrocarburaciónferrítica gaseosa está basada sobre el principio de la des-composición del amoniaco (NH3), proporcionado el nitró-geno atómico que por un lado reacciona con la superficie
44 TRATAMIENTOS TERMICOS. JUNIO 2006
Figura 12. Evolución de la variación dimensional según latemperatura de austenización de temple y la de revenido. Acero
X100CrMoV5.
trices, moldes y estampas se utilizan con mucha frecuen-cia tratamientos superficiales. El tipo de tratamiento debeajustarse a la forma y solicitaciones de la herramienta.Por lo general, los tratamientos superficiales son el úl-timo tratamiento que se realiza después del temple + re-venido y mecanizado final de las herramientas.
Las ventajas de estos tratamientos en los útiles y herra-mientas radica, principalmente, en una mayor resistenciala desgaste, mayor resistencia a la erosión, y mayor resis-tencia a la corrosión. Tienen, también, la ventaja añadida,por su bajo coeficiente de fricción, de una mínima propen-sión a la adherencia de las partículas que se producencuando se da la forma o se procesa el material correspon-diente.
Los tratamientos superficiales más utilizados: nitruración(en todas sus variantes), boruración, cromado duro y los re-cubrimientos por deposición de capas finas y muy duras abase de carburos y nitruros de volframio o carburos/nitru-ros de titanio y vanadio. Todos ellos son apropiados paramejorar muy mucho las características de las partes activasde las herramientas, particularmente, el desgaste.
De los tratamientos indicados la nitruración es, histórica-mente, el que más se aplica. Ello se debe seguramente alhecho de que este proceso se realiza con relativa facili-dad, es de resultados económicos significativamente ba-jos, sencillo de reproducir y de universal aplicación. De-pendiendo del procedimiento utilizado: nitruración enatmósfera de gas amoniaco, nitruración en baños de sa-les, ionitruración, nitrocarburación, etc. se aplicarántemperaturas aproximadas entre los 500 y 580 °C.
Últimamente, los recubrimientos a base de capas finas ymuy duras han experimentado en la práctica un notablee importantísimo incremento; esto es debido, principal-mente, a que ya han rebasado con creces su etapa expe-
del material a tratar y por otro penetra, de forma intersti-cial, en su red cristalina. La otra reacción de interés es lareducción a carbono atómico de los elementos que apor-tan carbono (CO; CO2). El carbono atómico reacciona,junto con el nitrógeno naciente, en la superficie del aceropara dar carbonitruros, difundiéndose también hacia el in-terior de la pieza correspondiente. Como consecuencia deestas reacciones la morfología de la capa obtenida estácompuesta por una primera capa, denominada capa decombinación –denominada también capa decompues-tos–, y otra capa subyacente llamada capa de difusión. Laimportancia de nitrocarburación reside en la consecuciónde las dos capas monofásicas (bien sea ε, o bien γ’) las cua-les son extraordinariamente difíciles de conseguir por se-parado en los procesos de nitruración antes citados; yaque lo usual es obtener capas de combinación bifásicas (ε+ γ’). Las características de las capas monofásicas tienenuna importancia fundamental; dado que se asocian con laausencia de fragilidad. La difusión progresiva de los nitru-ros y carbonitruros gamma prima (γ’) aseguran una ele-vada cohesión de la capa nitrurada con el sustrato acerodonde se asienta.
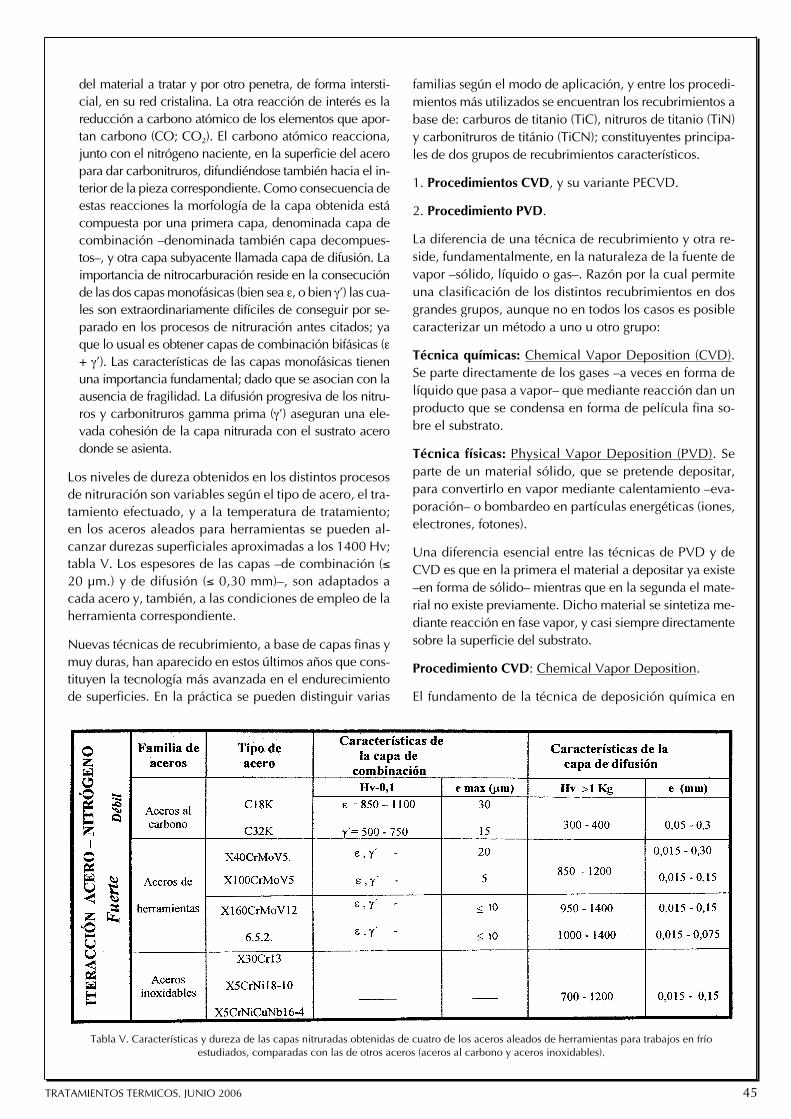
Los niveles de dureza obtenidos en los distintos procesosde nitruración son variables según el tipo de acero, el tra-tamiento efectuado, y a la temperatura de tratamiento;en los aceros aleados para herramientas se pueden al-canzar durezas superficiales aproximadas a los 1400 Hv;tabla V. Los espesores de las capas –de combinación (≤20 µm.) y de difusión (≤ 0,30 mm)–, son adaptados acada acero y, también, a las condiciones de empleo de laherramienta correspondiente.
Nuevas técnicas de recubrimiento, a base de capas finas ymuy duras, han aparecido en estos últimos años que cons-tituyen la tecnología más avanzada en el endurecimientode superficies. En la práctica se pueden distinguir varias
familias según el modo de aplicación, y entre los procedi-mientos más utilizados se encuentran los recubrimientos abase de: carburos de titanio (TiC), nitruros de titanio (TiN)y carbonitruros de titánio (TiCN); constituyentes principa-les de dos grupos de recubrimientos característicos.
1. Procedimientos CVD, y su variante PECVD.
2. Procedimiento PVD.
La diferencia de una técnica de recubrimiento y otra re-side, fundamentalmente, en la naturaleza de la fuente devapor –sólido, líquido o gas–. Razón por la cual permiteuna clasificación de los distintos recubrimientos en dosgrandes grupos, aunque no en todos los casos es posiblecaracterizar un método a uno u otro grupo:
Técnica químicas: Chemical Vapor Deposition (CVD).Se parte directamente de los gases –a veces en forma delíquido que pasa a vapor– que mediante reacción dan unproducto que se condensa en forma de película fina so-bre el substrato.
Técnica físicas: Physical Vapor Deposition (PVD). Separte de un material sólido, que se pretende depositar,para convertirlo en vapor mediante calentamiento –eva-poración– o bombardeo en partículas energéticas (iones,electrones, fotones).
Una diferencia esencial entre las técnicas de PVD y deCVD es que en la primera el material a depositar ya existe–en forma de sólido– mientras que en la segunda el mate-rial no existe previamente. Dicho material se sintetiza me-diante reacción en fase vapor, y casi siempre directamentesobre la superficie del substrato.
Procedimiento CVD: Chemical Vapor Deposition.
El fundamento de la técnica de deposición química en
45TRATAMIENTOS TERMICOS. JUNIO 2006
Tabla V. Características y dureza de las capas nitruradas obtenidas de cuatro de los aceros aleados de herramientas para trabajos en fríoestudiados, comparadas con las de otros aceros (aceros al carbono y aceros inoxidables).
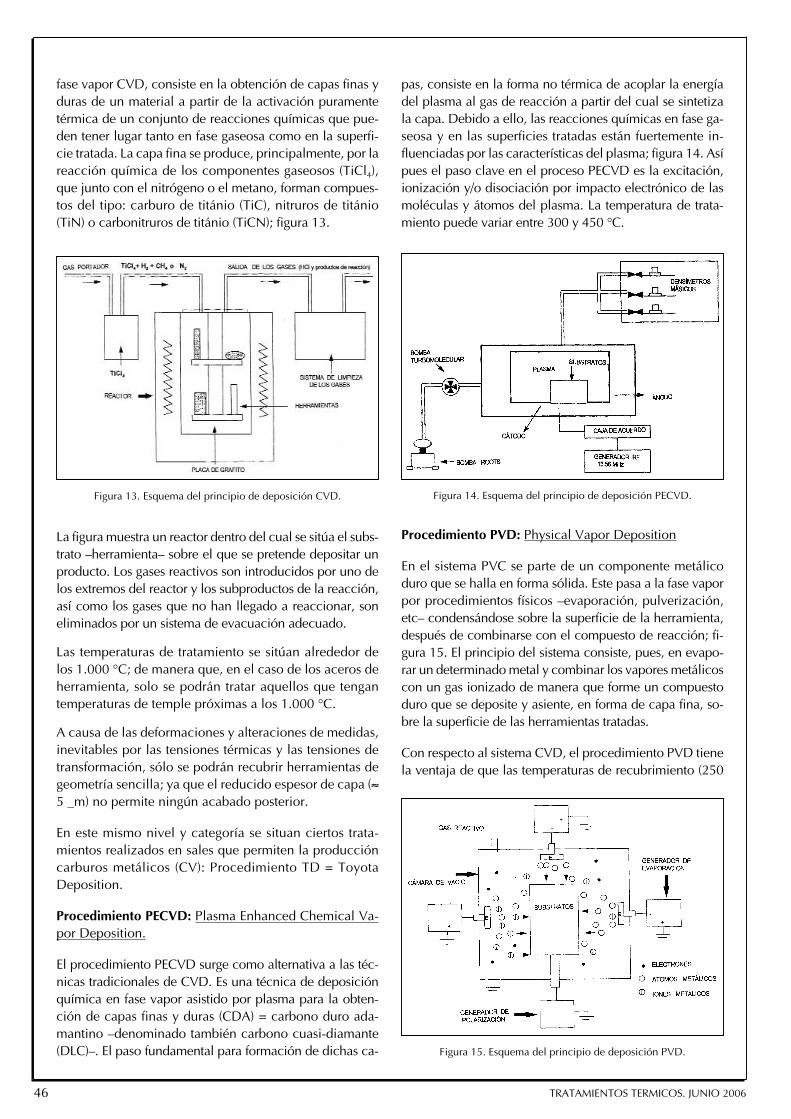
fase vapor CVD, consiste en la obtención de capas finas yduras de un material a partir de la activación puramentetérmica de un conjunto de reacciones químicas que pue-den tener lugar tanto en fase gaseosa como en la superfi-cie tratada. La capa fina se produce, principalmente, por lareacción química de los componentes gaseosos (TiCl4),que junto con el nitrógeno o el metano, forman compues-tos del tipo: carburo de titánio (TiC), nitruros de titánio(TiN) o carbonitruros de titánio (TiCN); figura 13.
pas, consiste en la forma no térmica de acoplar la energíadel plasma al gas de reacción a partir del cual se sintetizala capa. Debido a ello, las reacciones químicas en fase ga-seosa y en las superficies tratadas están fuertemente in-fluenciadas por las características del plasma; figura 14. Asípues el paso clave en el proceso PECVD es la excitación,ionización y/o disociación por impacto electrónico de lasmoléculas y átomos del plasma. La temperatura de trata-miento puede variar entre 300 y 450 °C.
46 TRATAMIENTOS TERMICOS. JUNIO 2006
Figura 13. Esquema del principio de deposición CVD. Figura 14. Esquema del principio de deposición PECVD.
Figura 15. Esquema del principio de deposición PVD.
La figura muestra un reactor dentro del cual se sitúa el subs-trato –herramienta– sobre el que se pretende depositar unproducto. Los gases reactivos son introducidos por uno delos extremos del reactor y los subproductos de la reacción,así como los gases que no han llegado a reaccionar, soneliminados por un sistema de evacuación adecuado.
Las temperaturas de tratamiento se sitúan alrededor delos 1.000 °C; de manera que, en el caso de los aceros deherramienta, solo se podrán tratar aquellos que tengantemperaturas de temple próximas a los 1.000 °C.
A causa de las deformaciones y alteraciones de medidas,inevitables por las tensiones térmicas y las tensiones detransformación, sólo se podrán recubrir herramientas degeometría sencilla; ya que el reducido espesor de capa (≈5 _m) no permite ningún acabado posterior.
En este mismo nivel y categoría se situan ciertos trata-mientos realizados en sales que permiten la produccióncarburos metálicos (CV): Procedimiento TD = ToyotaDeposition.
Procedimiento PECVD: Plasma Enhanced Chemical Va-por Deposition.
El procedimiento PECVD surge como alternativa a las téc-nicas tradicionales de CVD. Es una técnica de deposiciónquímica en fase vapor asistido por plasma para la obten-ción de capas finas y duras (CDA) = carbono duro ada-mantino –denominado también carbono cuasi-diamante(DLC)–. El paso fundamental para formación de dichas ca-
Procedimiento PVD: Physical Vapor Deposition
En el sistema PVC se parte de un componente metálicoduro que se halla en forma sólida. Este pasa a la fase vaporpor procedimientos físicos –evaporación, pulverización,etc– condensándose sobre la superficie de la herramienta,después de combinarse con el compuesto de reacción; fi-gura 15. El principio del sistema consiste, pues, en evapo-rar un determinado metal y combinar los vapores metálicoscon un gas ionizado de manera que forme un compuestoduro que se deposite y asiente, en forma de capa fina, so-bre la superficie de las herramientas tratadas.
Con respecto al sistema CVD, el procedimiento PVD tienela ventaja de que las temperaturas de recubrimiento (250
÷ 450 °C) se sitúan, normalmente, por debajo del campode las temperaturas de revenido de los aceros de herra-mientas de mediana y alta aleación. Por esto se efectúa,normalmente, el proceso de recubrimiento una vez hechoel tratamiento de temple y revenido de las herramientas.
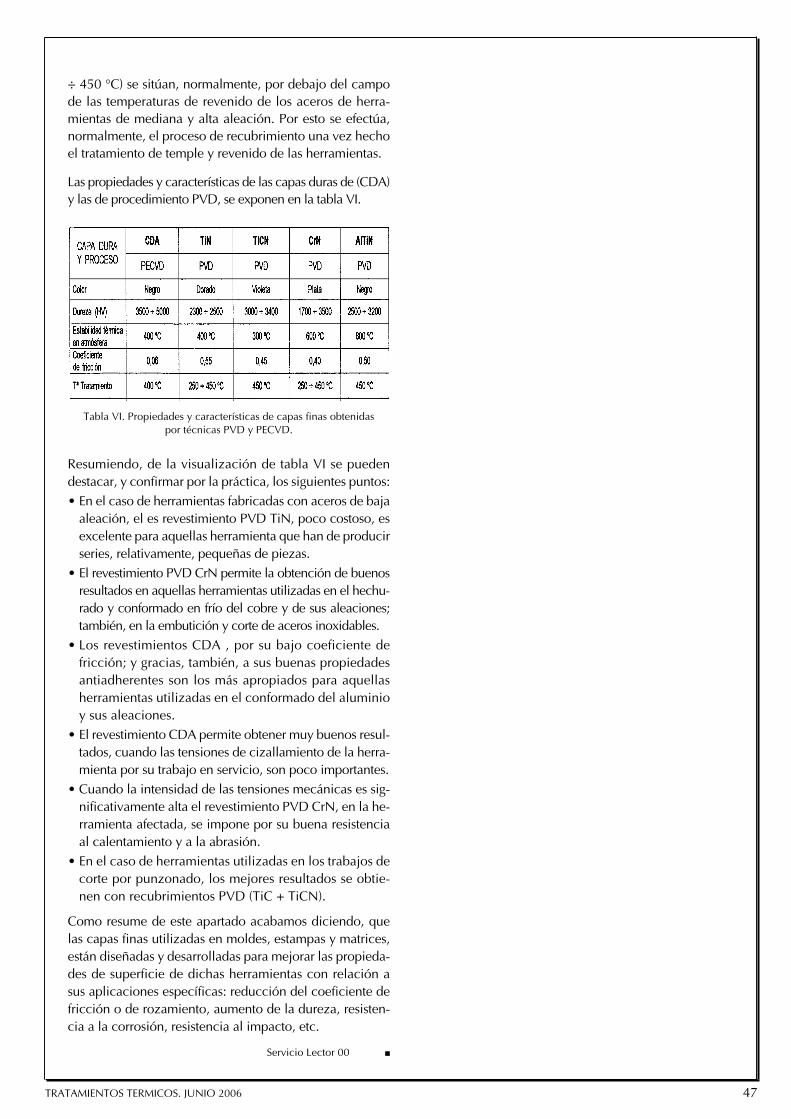
Las propiedades y características de las capas duras de (CDA)y las de procedimiento PVD, se exponen en la tabla VI.
Resumiendo, de la visualización de tabla VI se puedendestacar, y confirmar por la práctica, los siguientes puntos:• En el caso de herramientas fabricadas con aceros de baja
aleación, el es revestimiento PVD TiN, poco costoso, esexcelente para aquellas herramienta que han de producirseries, relativamente, pequeñas de piezas.
• El revestimiento PVD CrN permite la obtención de buenosresultados en aquellas herramientas utilizadas en el hechu-rado y conformado en frío del cobre y de sus aleaciones;también, en la embutición y corte de aceros inoxidables.
• Los revestimientos CDA , por su bajo coeficiente defricción; y gracias, también, a sus buenas propiedadesantiadherentes son los más apropiados para aquellasherramientas utilizadas en el conformado del aluminioy sus aleaciones.
• El revestimiento CDA permite obtener muy buenos resul-tados, cuando las tensiones de cizallamiento de la herra-mienta por su trabajo en servicio, son poco importantes.
• Cuando la intensidad de las tensiones mecánicas es sig-nificativamente alta el revestimiento PVD CrN, en la he-rramienta afectada, se impone por su buena resistenciaal calentamiento y a la abrasión.
• En el caso de herramientas utilizadas en los trabajos decorte por punzonado, los mejores resultados se obtie-nen con recubrimientos PVD (TiC + TiCN).
Como resume de este apartado acabamos diciendo, quelas capas finas utilizadas en moldes, estampas y matrices,están diseñadas y desarrolladas para mejorar las propieda-des de superficie de dichas herramientas con relación asus aplicaciones específicas: reducción del coeficiente defricción o de rozamiento, aumento de la dureza, resisten-cia a la corrosión, resistencia al impacto, etc.
Servicio Lector 00 ■
47TRATAMIENTOS TERMICOS. JUNIO 2006
Tabla VI. Propiedades y características de capas finas obtenidaspor técnicas PVD y PECVD.