Ácido cítrico
DESCRIPTION
Ingeniería de las reacciones bioquimicasTRANSCRIPT
Facultad de Ingeniería
INDICE
1. Introducción……………………………………………………………………………..…32. Método de Obtención……………………………………………………………………....43.Caracteristicas del Proceso………………………………………………………………....54.Materias Primas…………………………………………………………………………….75. Suero de Leche………………………………………………………………………….….76. Inoculo………………………………………………………………………………….…..107. Nutrientes……………………………………………………………………………….….108. Etapas del Proceso………………………………………………………………………....109. Producción……………………………………………………………………………….…1110. Separación………………………………………………………………………………....1211. Purificación……………………………………………………………………………..…1312. Depósitos de Almacenamiento…………………………………………………………....1313.Carbon Activado…………………………………………………………………………...1414. Esterilización…………………………………………………………………………..….1415. Fermentación……………………………………………………………………………...1516. Procesos Bioquímicos…………………………………………………………………..…1617. Estequiometria de la Reacción…………………………………………………………...1718. Ecuaciones del Fermentador tanque agitado…………………………………………....1819. Cinética de Fermentación………………………………………………………………...1920. Sistema de Agitación………………………………………………………………….….2021. Sistema de Aireación……………………………………………………………………..2022. Filtración 1…………………………………………………………………………….….2023. Filtración 2………………………………………………………………………...……...2124. Filtración 3………………………………………………………………………………..2125. Lechada de Cal……………………………………………………………………………2126. Descomposición del Citrato………………………………………………………………2127. Evaporación………………………………………………………………………………2228. Cristalización……………………………………………………………………………...2229. Centrifugación……………………………………………………………………….……2230. Secado……………………………………………………………………………………..2331. Sistema de Control………………………………………………………………………..2332. Control de Calidad………………………………………………………………………...2533.Control durante el proceso fermentativo…………………………………………….…...2534.Control del producto terminado……………………………………………………….….2635. Evaluación de Impacto Ambiental………………………………………………………2736. Sistema de Gestión Ambiental…………………………………………………………...2837. Problema Propuesto…………………………………………………………………...…2938. Referencias Bibliográficas………………………………………………………………..30
2
PRODUCCIÓN DE ÁCIDO CÍTRICO A PARTIR DE SUERO DE LECHE
INTRODUCCIÓN
La biotecnología es la disciplina que se refiere al uso de los organismos vivos o de sus productos en procesos industriales a gran escala. Esta tecnología ha permitido desarrollar procesos microbianos para la producción de numerosos metabolitos o productos farmacéuticos, así mismo, ofrece una excelente alternativa en la biodegradación de desechos industriales y residuos contaminantes, como lo es el suero de leche, convirtiéndolos a la vez en materias primas para la obtención de importantes productos de consumo, como lo es la obtención de ácido cítrico.(5)
El ácido cítrico es un ácido orgánico tricarboxílico muy frecuente en la naturaleza, es un compuesto intermedio en el ciclo de Krebs, relativamente fuerte y muy soluble en agua, con 6 átomos de carbono que está presente en gran cantidad de frutas, sobre todo en cítricos como el limón y la naranja, su nombre proviene del latín citrus que significa limón. Su fórmula química es C6H8O7.
El ácido cítrico y sus sales (los citratos) son muy utilizados porque no son tóxicos, se puede manipular de forma segura, fácil, además son biodegradables.
Fue aislado por primera vez por Scheele al mezclar jugo de limón con cal y disolviendo el precipitado con ácido sulfúrico. A principios del siglo XX la obtención del ácido cítrico se hacía a partir de limones, pero a mediados de siglo ese proceso se hizo cada vez menos rentable, optándose posteriormente, cada vez más, por la producción mediante la fermentación de un microorganismo.
El ácido cítrico es usado principalmente en la industria de la alimentación para la elaboración de bebidas y otros productos, también como saborizante y conservante, aunque tiene otras muchas propiedades por las que es utilizado en esta industria.
3
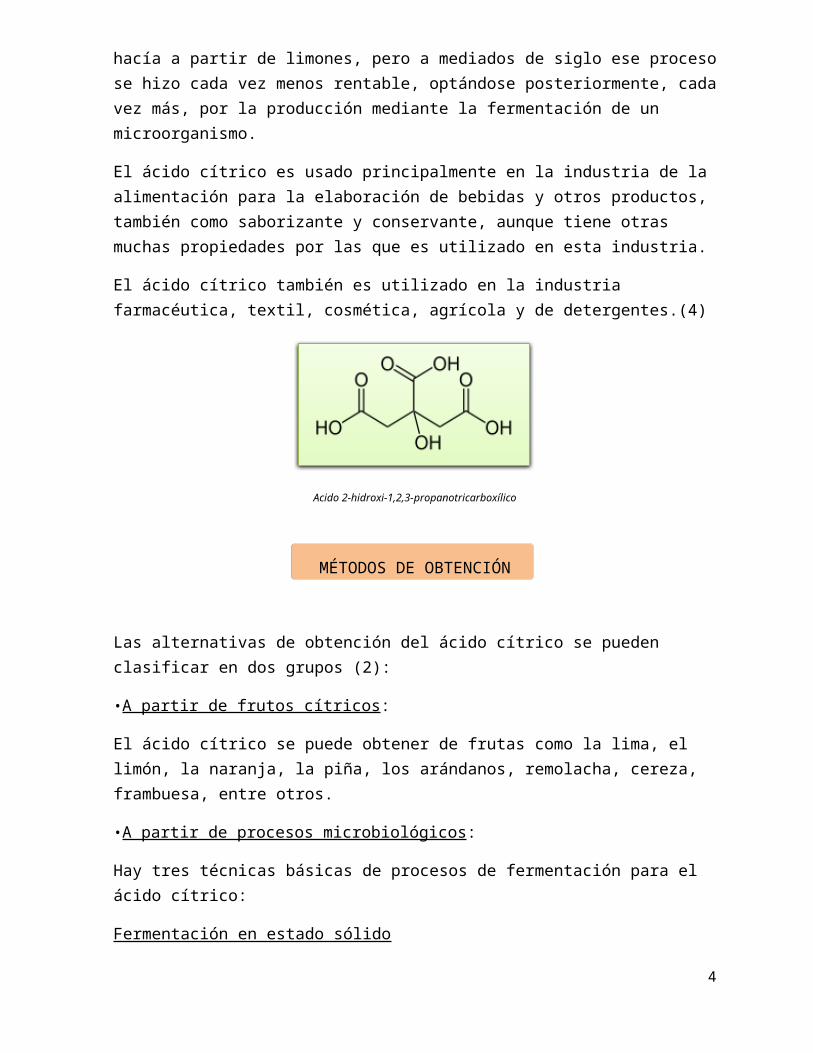
El ácido cítrico también es utilizado en la industria farmacéutica, textil, cosmética, agrícola y de detergentes.(4)
Acido 2-hidroxi-1,2,3-propanotricarboxílico
MÉTODOS DE OBTENCIÓN
Las alternativas de obtención del ácido cítrico se pueden clasificar en dos grupos (2):
•A partir de frutos cítricos:
El ácido cítrico se puede obtener de frutas como la lima, el limón, la naranja, la piña, los arándanos, remolacha, cereza, frambuesa, entre otros.
•A partir de procesos microbiológicos:
Hay tres técnicas básicas de procesos de fermentación para el ácido cítrico:
Fermentación en estado sólido
El proceso no se ha empleado industrialmente a ningún grado importante debido a su laboriosidad. Se emplean sustratos sólidos como miga de pan o pupa de almidón de papa dulce como medio de cultivo. Se esteriliza y se inocula con esporas de Aspergillus niger. Se extiende sobre bandejas en capas de 3 a 5 cm de espesor y se incuba a 25-30°C durante 6-7 días, y luego se extrae con agua caliente, se concentra y finalmente se purifica y se obtiene el ácido cítrico.
Cultivo en superficie
Un medio estéril rico en azúcares se hace fluir en recipientes de acero inoxidable o de aluminio, arreglados en fila en cámaras de fermentación estériles. La mayoría de las cámaras controlan la temperatura, la humedad relativa y la circulación del aire. El medio se inocula con esporas
4
de Aspergillus niger a una temperatura constante de 28-30°C durante 8-12 días. Al final de la fermentación el licor se drena y el ácido cítrico se cristaliza. El microorganismo crece y se extiende sobre la superficie acidificando el medio.
Cultivo sumergido
Es el proceso más utilizado en la actualidad. En éste se inocula el medio seguido por la agitación y aireación vigorosas y controladas en grandes fermentadores. El período de fermentación se reduce bastante de 3-6 días a 25- 30°C. Después, el licor se drena para la extracción del ácido cítrico y el micelio se puede reutilizar.
El 80% de la producción mundial de ácido cítrico se hace mediante procesos sumergidos. Aunque dura más días que los otros métodos presenta varias ventajas.
Menor inversión en la construcción y menor inversión total. Es necesaria menos mano de obra.
Una modificación de este método tiene un proceso en dos etapas en los cuales inicialmente el medio se inocula primero con esporas y después de 3 ó 4 días, el micelio se separa y adiciona al medio de producción. Después de 3 ó 4 días más a 25-30°C con oxigenación, se extrae el ácido cítrico.
CARACTERISTICAS DEL PROCESO
El suero de la leche es subproducto de la industria láctea que contiene azúcares y otros nutrientes beneficiosos para que el microorganismo crezca y se desarrolle adecuadamente. La fuente de carbono que utilizará el microorganismo para la fermentación será la lactosa presente en el suero de la leche.
El valor agregado que posee el proceso a desarrollar en esta monografía radica en ser un proceso que no solo extraerá el acido cítrico como producto de interés para la venta, si no que tomara el suero de leche residuo de la industria láctea como materia prima y reducirá de esta forma el nivel y cantidad de los desechos finales.
Microorganismo
5
Entre los microorganismos que dan una aceptable producción de ácido cítrico podemos encontrar numerosos tipos de hongos, levaduras e incluso bacterias, de todos ellos, se ha elegido el Aspergillus niger debido a que puede crecer en medios de cultivo muy baratos, como las melazas de caña o remolacha, líquidos de maceración de maíz o trigo, subproductos de la industria láctea, como lo es el suero de leche, entre otros, con una buena producción de ácido cítrico.
Las razones de la elección del dominio de Aspergillus niger sobre otros microorganismos se resumen a continuación (2):
Facilidad de manejo El uso de materia prima, barata como sustrato Rendimientos altos y consistentes Económicamente conveniente.
El Aspergillus niger es un género de alrededor de 200 hongos (mohos). Los hongos se pueden clasificar en dos formas morfológicas básicas: las levaduras y las hifas.(5)
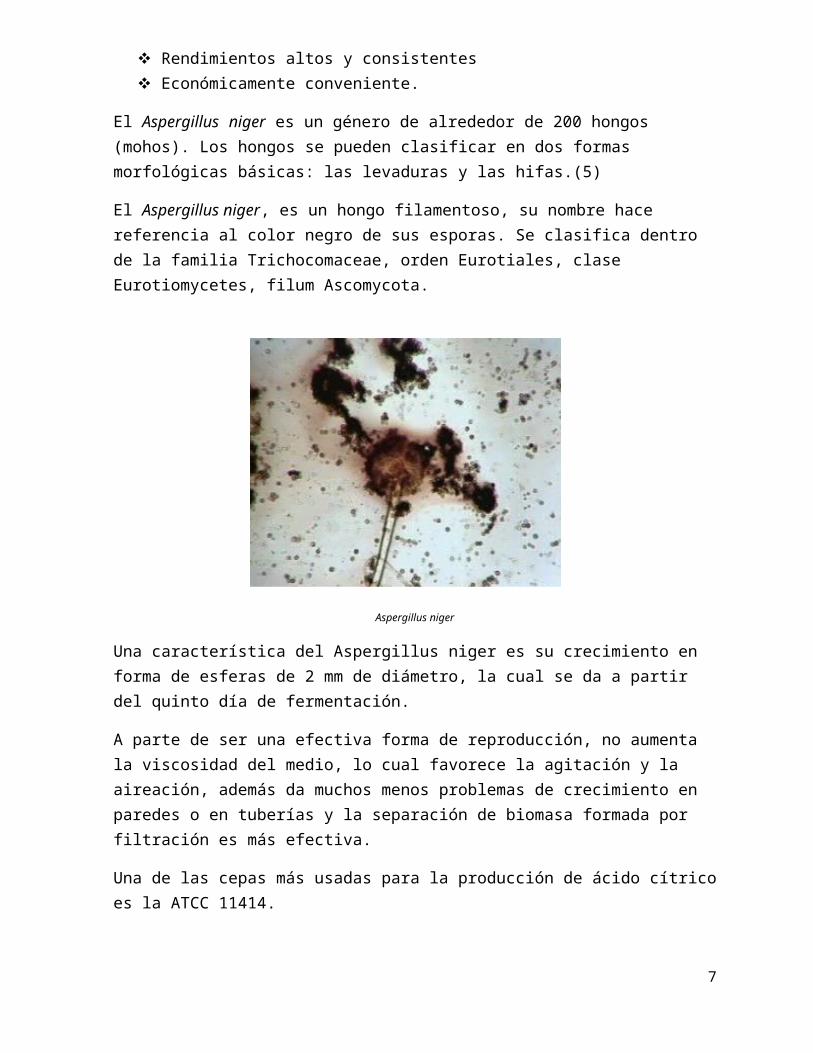
El Aspergillus niger, es un hongo filamentoso, su nombre hace referencia al color negro de sus esporas. Se clasifica dentro de la familia Trichocomaceae, orden Eurotiales, clase Eurotiomycetes, filum Ascomycota.
Aspergillus niger
Una característica del Aspergillus niger es su crecimiento en forma de esferas de 2 mm de diámetro, la cual se da a partir del quinto día de fermentación.
A parte de ser una efectiva forma de reproducción, no aumenta la viscosidad del medio, lo cual favorece la agitación y la aireación, además
6
da muchos menos problemas de crecimiento en paredes o en tuberías y la separación de biomasa formada por filtración es más efectiva.
Una de las cepas más usadas para la producción de ácido cítrico es la ATCC 11414.
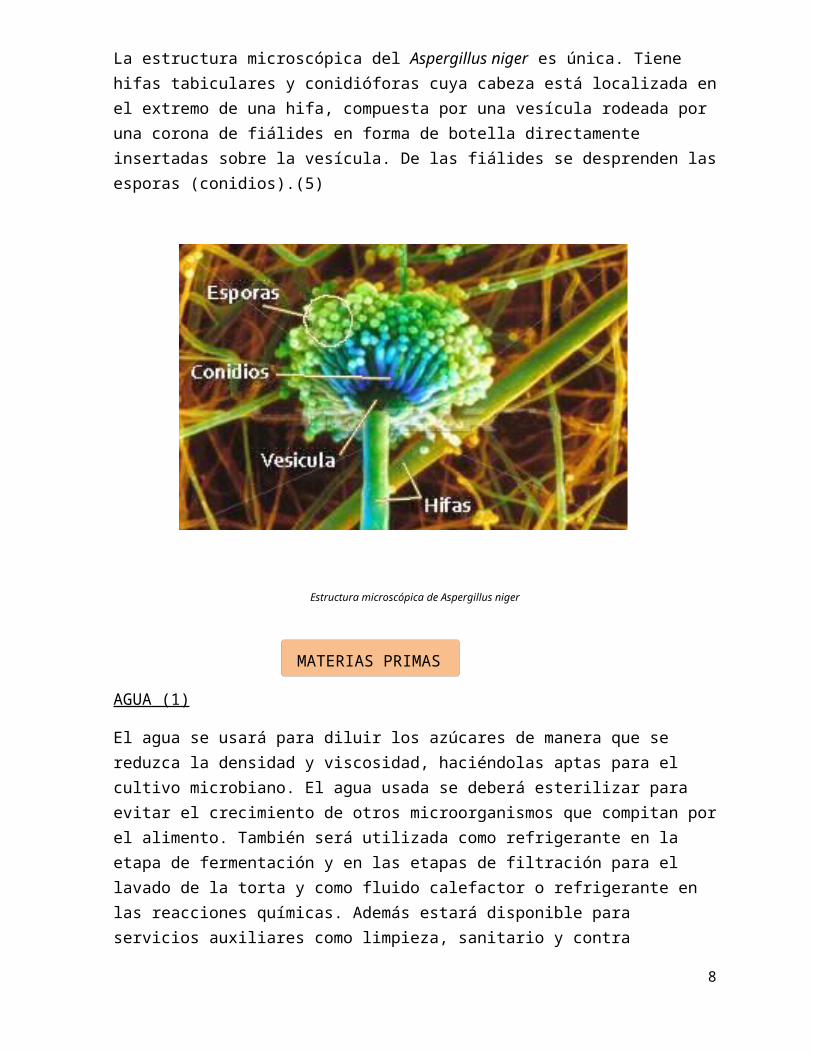
La estructura microscópica del Aspergillus niger es única. Tiene hifas tabiculares y conidióforas cuya cabeza está localizada en el extremo de una hifa, compuesta por una vesícula rodeada por una corona de fiálides en forma de botella directamente insertadas sobre la vesícula. De las fiálides se desprenden las esporas (conidios).(5)
Estructura microscópica de Aspergillus niger
MATERIAS PRIMAS
AGUA (1)
El agua se usará para diluir los azúcares de manera que se reduzca la densidad y viscosidad, haciéndolas aptas para el cultivo microbiano. El agua usada se deberá esterilizar para evitar el crecimiento de otros microorganismos que compitan por el alimento. También será utilizada como refrigerante en la etapa de fermentación y en las etapas de filtración para el lavado de la torta y como fluido calefactor o refrigerante en las reacciones químicas. Además estará disponible para servicios auxiliares como limpieza, sanitario y contra incendios. Para evitar fallos en el suministro de agua y obtener los caudales deseados, se utilizarán
7
depósitos de almacenamiento que asegurarán el suministro de agua cuando esta sea requerida.
AIRE (1)
Para la producción de ácido cítrico se utiliza un microorganismo que es el que, mediante su metabolismo, transforma la materia prima en producto. Dentro de las células se dará la reacción que transforma el azúcar fermentable en ácido cítrico, esta reacción requiere oxígeno.
Como fuente de oxígeno, necesario para el metabolismo celular, se usará aire en exceso, que será suministrado por un compresor y conducido hasta los fermentadores. Un déficit o ausencia de oxígeno provocaría otro tipo de reacciones que darían otros productos distintos al que se busca obtener.
El aire deberá ser esterilizado, ya que podría transportar microorganismos que podrían alterar el proceso, para ello se usará un sistema de filtros, que además limpiarán el aire de polvo y suciedad.
SUERO DE LECHE
En general se puede decir que todos los productos y sub-productos lácteos poseen una elevada carga de contaminación.
El lacto suero o suero de leche es un líquido claro, de color amarillo verdoso translúcido, o incluso a veces, un poco azulado, pero el color depende de la calidad y el tipo de leche utilizada en su obtención.
Es el subproducto más abundante de la industria láctea, que resulta después de la precipitación y la remoción de la caseína de leche durante la elaboración del queso y la fabricación de caseína. Es un producto de difícil aceptación en el mercado, ya que sus características no lo hacen apto para su comercialización directa como suero líquido. Es un excelente medio de cultivo debido a sus propiedades y composición y por ello se utiliza en gran número de procesos fermentativos.
Se estima que a partir de 10 litros de leche de vaca se puede producir de 1 a 2 Kg de queso y un promedio de 8 a 9 Kg de suero.
COMPOSICIÓN DEL SUERO (5)
Su composición varía dependiendo del origen de la leche y el tipo de queso elaborado, pero en general el contenido aproximado es de 93.1% de agua, 4.9% de lactosa, 0.9% de
8
proteína cruda, 0.6% de cenizas (minerales), 0.3% de grasa, 0.2% de ácido láctico y vitaminas hidrosolubles.
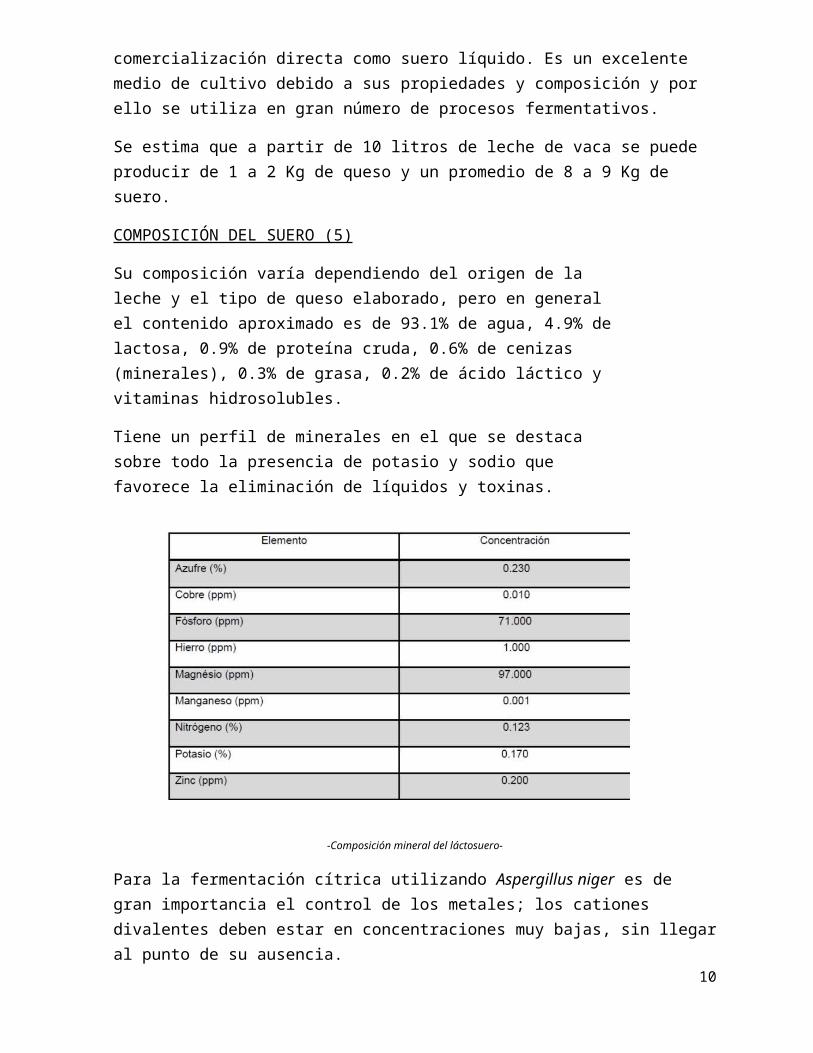
Tiene un perfil de minerales en el que se destaca sobre todo la presencia de potasio y sodio que favorece la eliminación de líquidos y toxinas.
- Composición mineral del láctosuero-
Para la fermentación cítrica utilizando Aspergillus niger es de gran importancia el control de los metales; los cationes divalentes deben estar en concentraciones muy bajas, sin llegar al punto de su ausencia.
El Aspergillus niger produce ácido cítrico:
En medios con presencia del ión Mn+2 (5 x10-5 μ), mientras que en medios con ausencia de éste la secreción aumenta significativamente. Además tiene efectos sobre la morfología del microorganismo favoreciendo la formación de pequeños pellets esponjosos y redondeados, que son los deseados para una máxima productividad de ácido cítrico.
Altos niveles de Zn en cultivos de hongos mantienen el microorganismo en fase de crecimiento y el ácido cítrico no se acumula.
La adición de Mg+2 y Cu+2, en pequeñas cantidades, aumenta significativamente la producción cítrico. Además se ha encontrado que el Cu+2 puede reducir el efecto negativo en la producción de concentraciones inadecuadas de hierro o manganeso.
La remoción de metales divalentes no es necesaria ya que los elementos de mayor influencia como el Mn, el Zn y el Fe que se
9
encuentran en concentraciones de 0,001, 0,2 y 1 ppm, respectivamente, están dentro de los intervalos recomendados para la producción de ácido cítrico con Aspergillus niger.
TIPOS DE SUERO LÁCTEO (5)
El suero se clasifica generalmente en dos grupos de acuerdo a su acidez, este se divide en dulce (pH mayor de 5.8 – 6.6) y ácido (pH menor a 4.5 – 5.0).
LACTOSUERO DULCE: Procede de fabricaciones de coagulación enzimática por uso de enzima coagulante.
La precipitación de las proteínas se produce por hidrólisis específica de la caseína. Por lo tanto el pH es próximo al de la leche inicial y no hay variación de la composición mineral.
LACTOSUERO ÁCIDO: es obtenido por una coagulación ácida o láctica de la caseína, presentando un pH próximo a 4,5.Es un suero muy mineralizado pues contiene más del 80% de los minerales de la leche de partida. Se utiliza en esta fermentación, suero de leche dulce porque es el más empleado por la industria y tiene una composición química más estable, lo que permite estimar los valores medios de composición.
INÓCULO
Aunque puede no ser considerado como una materia prima, se va a considerar al inoculo como tal ya que se introduce antes de la fermentación y es indispensable para la formación de producto (1). La correcta preparación del inoculo es esencial para obtener unos buenos resultados en la fermentación posterior.
El inoculo provendrá de un fermentador en el que se habrá desarrollado un cultivo crecido previamente en el laboratorio.
El inoculo de los fermentadores se preparará, con Aspergillus niger del tipo ATTC 11414. El volumen ideal de inoculo para la producción de ácido cítrico es de 1% del volumen de trabajo del fermentador donde se trabaja, este volumen de inoculo debe contener aproximadamente entre 5,5 y 25 millones de esporas por litro.
10
NUTRIENTES
Aunque el suero de leche posee varios nutrientes muy beneficiosos para el crecimiento celular, será necesario suplementar algunos de estos nutrientes de manera que su carencia no se convierta en limitante para el crecimiento microbiano (1).
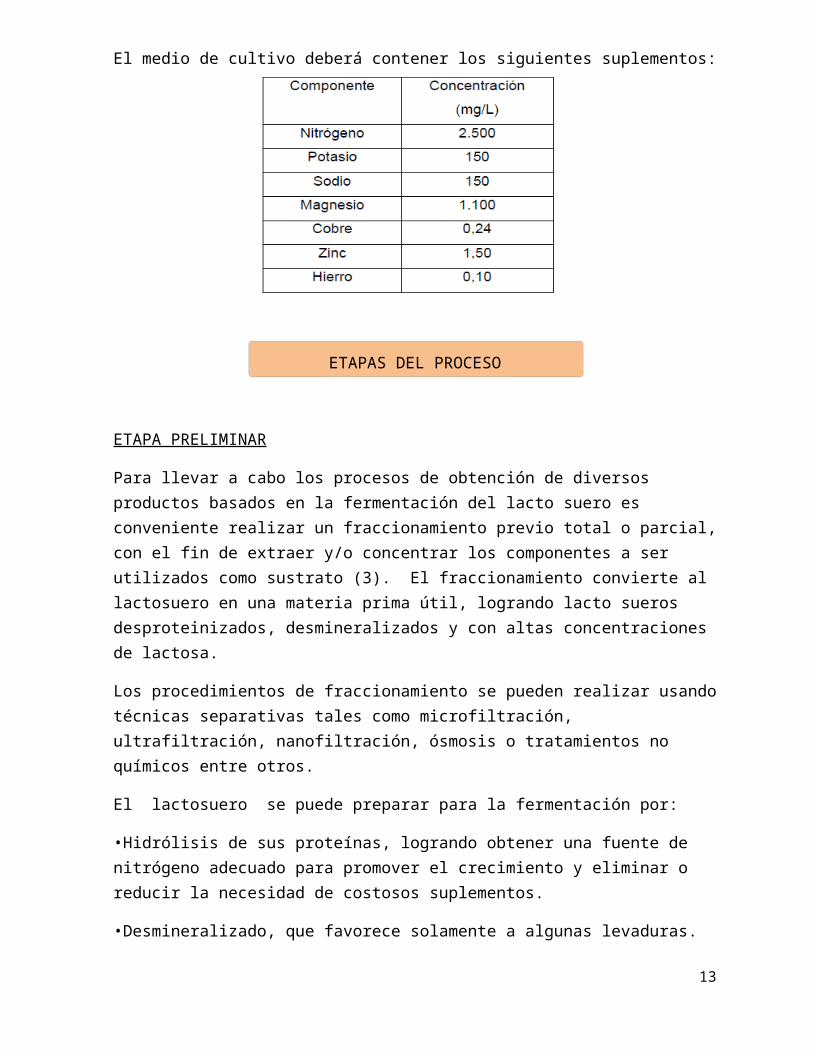
El medio de cultivo deberá contener los siguientes suplementos:
ETAPAS DEL PROCESO
ETAPA PRELIMINAR
Para llevar a cabo los procesos de obtención de diversos productos basados en la fermentación del lacto suero es conveniente realizar un fraccionamiento previo total o parcial, con el fin de extraer y/o concentrar los componentes a ser utilizados como sustrato (3). El fraccionamiento convierte al lactosuero en una materia prima útil, logrando lacto sueros desproteinizados, desmineralizados y con altas concentraciones de lactosa.
Los procedimientos de fraccionamiento se pueden realizar usando técnicas separativas tales como microfiltración, ultrafiltración, nanofiltración, ósmosis o tratamientos no químicos entre otros.
El lactosuero se puede preparar para la fermentación por:
•Hidrólisis de sus proteínas, logrando obtener una fuente de nitrógeno adecuado para promover el crecimiento y eliminar o reducir la necesidad de costosos suplementos.
11
•Desmineralizado, que favorece solamente a algunas levaduras.
•Hidrólisis de la lactosa, por ser difícilmente fermentable.
El proceso comienza con la concentración de la lactosa, se realiza la hidrólisis de ésta, total o parcial, dependiendo del tipo de fermentación microbiana y el producto a obtener. Con la hidrólisis de la lactosa se logra incrementar notablemente el número de bioproductos (6).
Los medios que se pueden utilizar son suero entero y suero hidrolizado (4). El medio hidrolizado tiene mayor disponibilidad inicial de glucosa en comparación con el suero entero, esto es debido a la acción de una enzima galactosidasa la cual desdobla la lactosa en glucosa y galactosa.
Para el suero entero se puede inferir que a medida que el microorganismo desdobla la lactosa, la convierte de inmediato en ácido cítrico.
En el caso de la obtención de ácido cítrico con A. niger se alcanzan mayores concentraciones al usar lactosuero desproteinizado, evaporado e hidrolizado (3, 7, 8, 9).
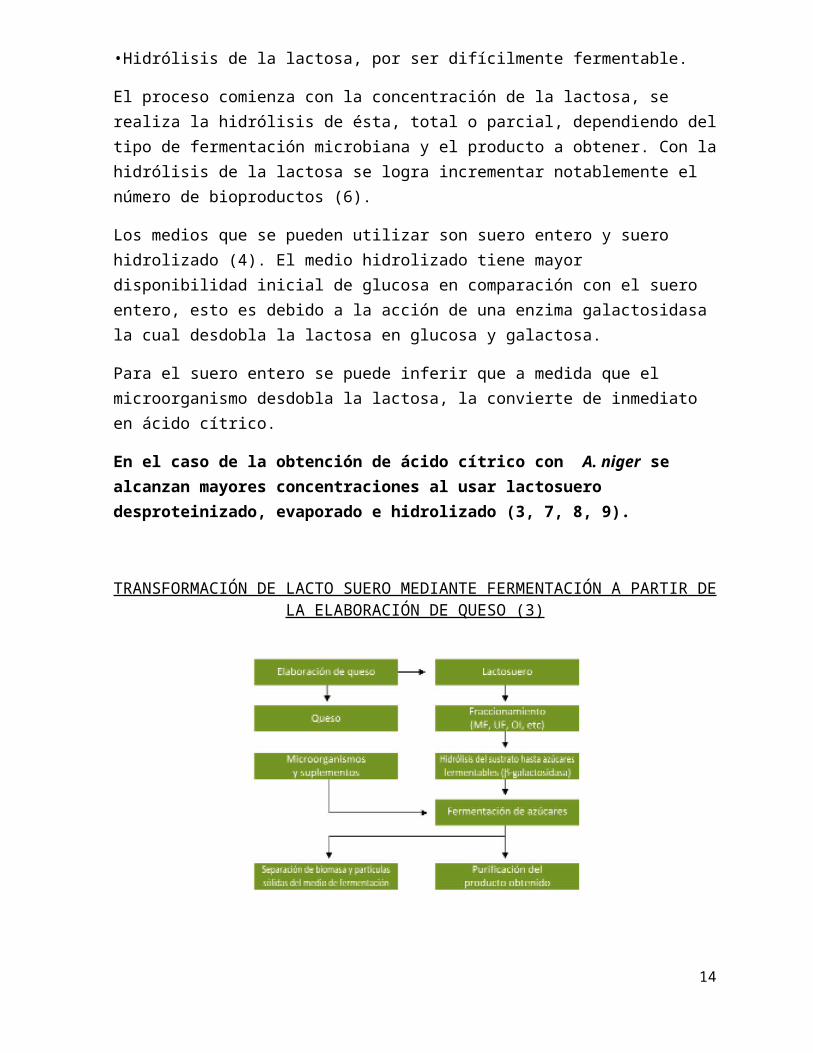
TRANSFORMACIÓN DE LACTO SUERO MEDIANTE FERMENTACIÓN A PARTIR DE LA ELABORACIÓN DE QUESO (3)
PRODUCCIÓN
12
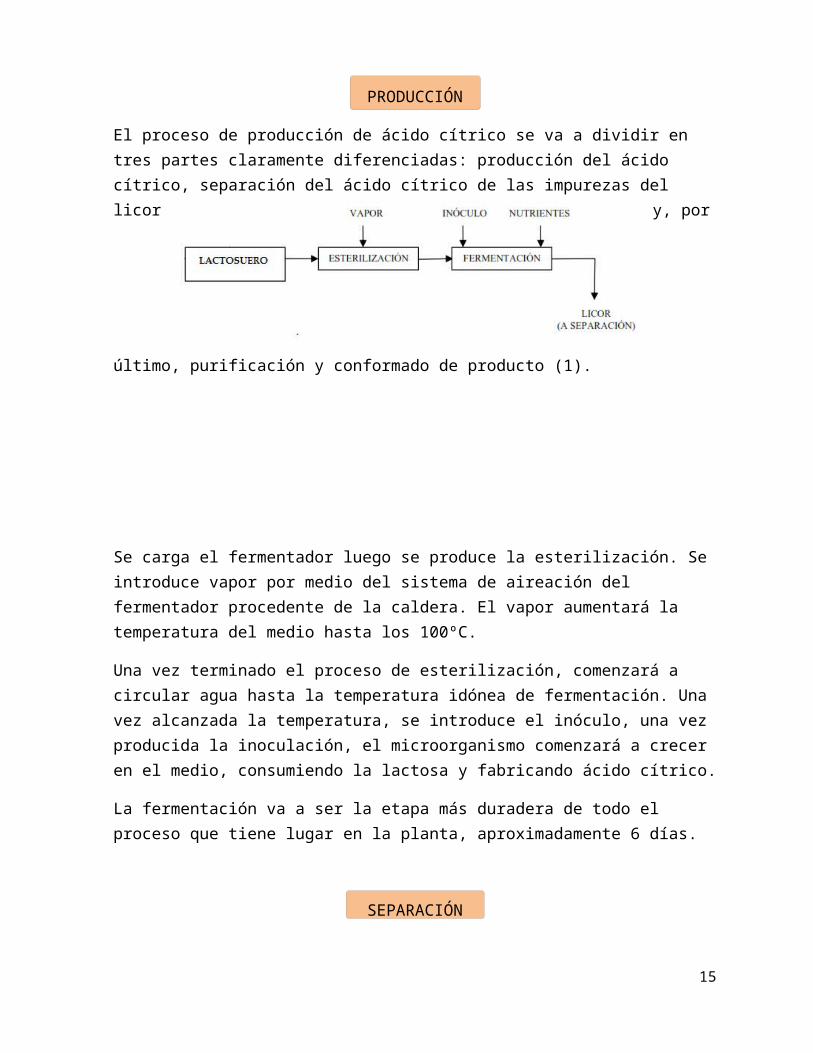
El proceso de producción de ácido cítrico se va a dividir en tres partes claramente diferenciadas: producción del ácido cítrico, separación del ácido cítrico de las impurezas del licor y, por último, purificación y
conformado de producto (1).
Se carga el fermentador luego se produce la esterilización. Se introduce vapor por medio del sistema de aireación del fermentador procedente de la caldera. El vapor aumentará la temperatura del medio hasta los 100ºC.
Una vez terminado el proceso de esterilización, comenzará a circular agua hasta la temperatura idónea de fermentación. Una vez alcanzada la temperatura, se introduce el inóculo, una vez producida la inoculación, el microorganismo comenzará a crecer en el medio, consumiendo la lactosa y fabricando ácido cítrico.
La fermentación va a ser la etapa más duradera de todo el proceso que tiene lugar en la planta, aproximadamente 6 días.
SEPARACIÓN
13
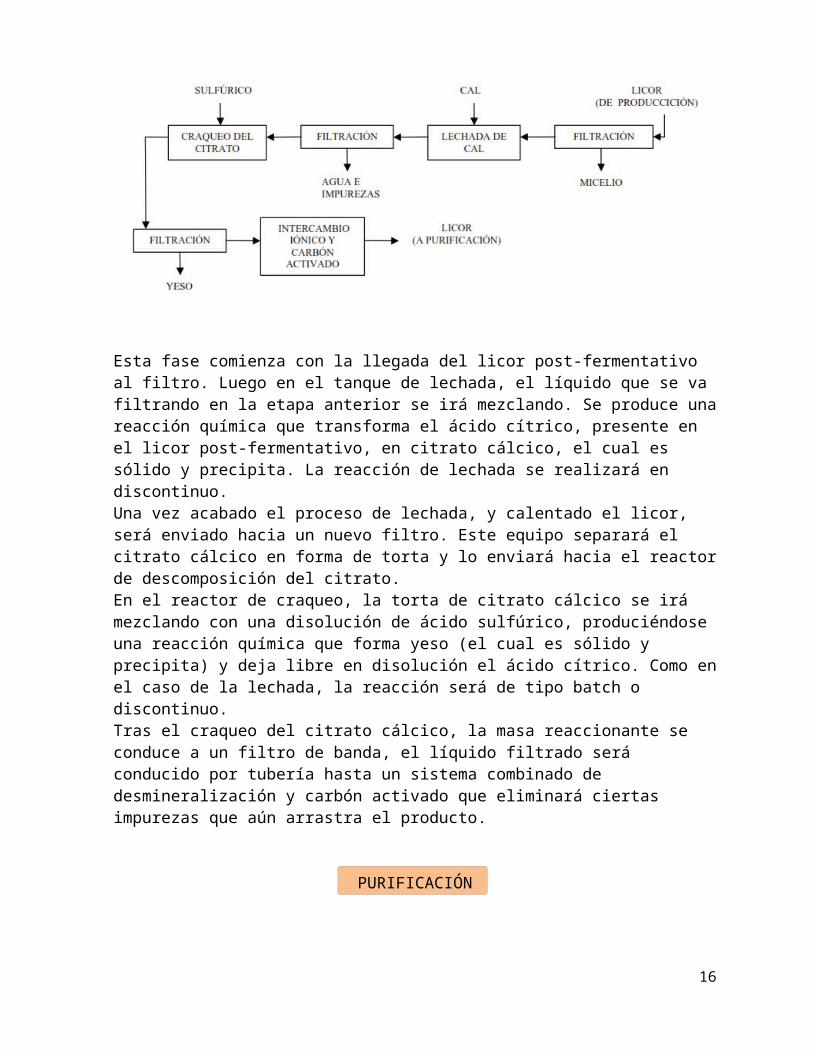
Esta fase comienza con la llegada del licor post-fermentativo al filtro. Luego en el tanque de lechada, el líquido que se va filtrando en la etapa anterior se irá mezclando. Se produce una reacción química que transforma el ácido cítrico, presente en el licor post-fermentativo, en citrato cálcico, el cual es sólido y precipita. La reacción de lechada se realizará en discontinuo.Una vez acabado el proceso de lechada, y calentado el licor, será enviado hacia un nuevo filtro. Este equipo separará el citrato cálcico en forma de torta y lo enviará hacia el reactor de descomposición del citrato.En el reactor de craqueo, la torta de citrato cálcico se irá mezclando con una disolución de ácido sulfúrico, produciéndose una reacción química que forma yeso (el cual es sólido y precipita) y deja libre en disolución el ácido cítrico. Como en el caso de la lechada, la reacción será de tipo batch o discontinuo.Tras el craqueo del citrato cálcico, la masa reaccionante se conduce a un filtro de banda, el líquido filtrado será conducido por tubería hasta un sistema combinado de desmineralización y carbón activado que eliminará ciertas impurezas que aún arrastra el producto.
PURIFICACIÓN
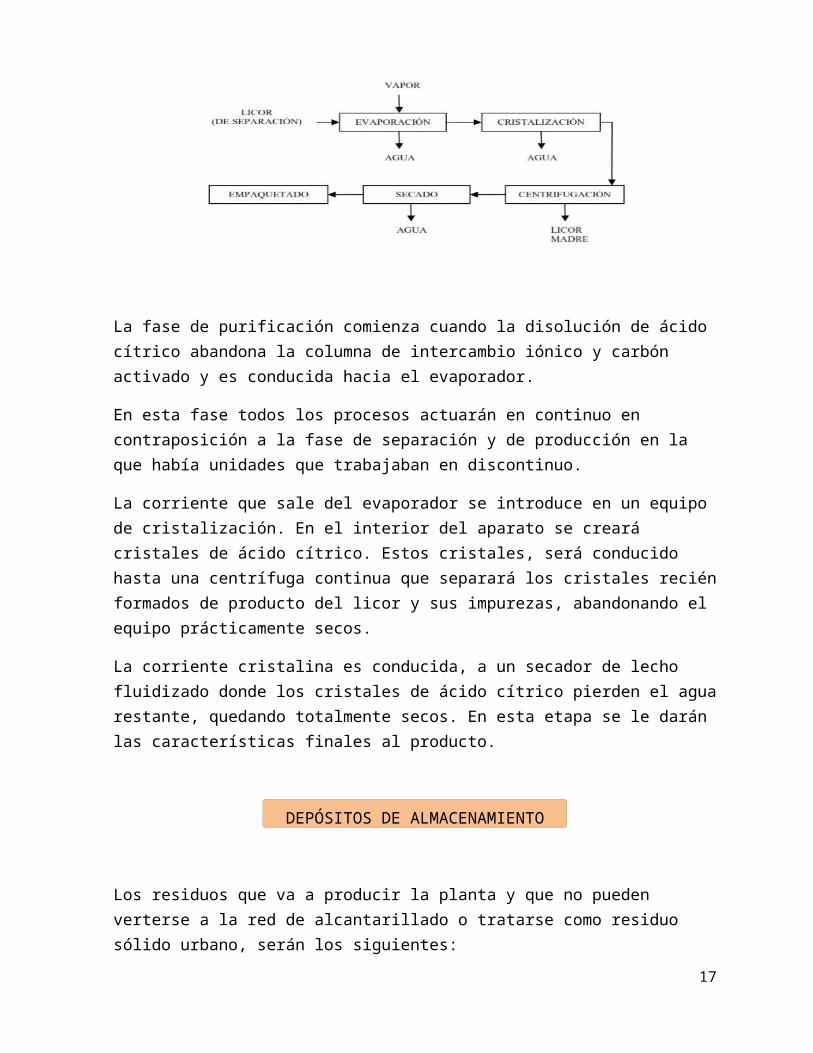
La fase de purificación comienza cuando la disolución de ácido cítrico abandona la columna de intercambio iónico y carbón activado y es conducida hacia el evaporador.
En esta fase todos los procesos actuarán en continuo en contraposición a la fase de separación y de producción en la que había unidades que trabajaban en discontinuo.
La corriente que sale del evaporador se introduce en un equipo de cristalización. En el interior del aparato se creará cristales de ácido cítrico. Estos cristales, será conducido hasta una centrífuga continua que separará los cristales recién formados de producto del licor y sus impurezas, abandonando el equipo prácticamente secos.
14
La corriente cristalina es conducida, a un secador de lecho fluidizado donde los cristales de ácido cítrico pierden el agua restante, quedando totalmente secos. En esta etapa se le darán las características finales al producto.
DEPÓSITOS DE ALMACENAMIENTO
Los residuos que va a producir la planta y que no pueden verterse a la red de alcantarillado o tratarse como residuo sólido urbano, serán los siguientes:
Micelio, microorganismo muerto, que ha de ser separado del licor post-fermentativo.
Licor post-fermentativo separado del ácido cítrico tras la lechada de cal.
Licor madre, resultado de la cristalización y separado del ácido cítrico cristalizado.
CARBÓN ACTIVADO
Para el caso de la reacción de descomposición del citrato se incorporará una columna de carbón activado para, en primer lugar, eliminar las sustancias orgánicas solubles que puedan quedar y que darían mal color y olor al producto final y , en segundo, para eliminar iones Ca2+ y SO4
2- que quedan tras el proceso cal-sulfúrico.(1)
ESTERILIZACIÓN
El medio de cultivo donde se inoculará el Aspergillus niger posee una gran variedad de células vegetativas y de esporas que deben ser eliminadas antes de la inoculación. Para ello se utilizará como agente esterilizante el calor, ya que un agente químico podía alterar la composición del medio.
El método que se utilizará será el de inyectar vapor a 140ºC procedente de una caldera a través de la línea de aireación a la disolución del suero y otros nutrientes cargados en el reactor. El vapor mantendrá la disolución de nutrientes a 100ºC durante unos 25 minutos, así se conseguirá, además de esterilizar el medio de cultivo, esterilizar el interior del reactor.
15
La introducción de este vapor sin duda alterará la dilución del medio, por lo que, a la hora de diluir el lactosuero habrá que tener en cuenta la cantidad de vapor que se introducirá para esterilizar.
Tras esterilizar cada fermentador en cada ciclo deberá hacerse un recuento de microorganismos en el medio, si éste no es satisfactorio se deberá proceder a esterilizar de nuevo el medio de cultivo. (1)
FERMENTACIÓN
A partir de experiencias y como sugiere la bibliografía el fermentador más aconsejable es el tipo Tanque Agitado discontinuo, ya que gracias a la agitación se puede controlar la morfología del cultivo y la trasferencia de oxígeno al líquido, siendo ésta, una variable clave para la producción de ácido cítrico.
El fermentador es la unidad clave del proceso ya que es donde se va a producir el ácido cítrico a partir del crecimiento controlado de Aspergillus niger. En esta unidad van a influir numerosos factores: temperatura, agitación, concentración de oxigeno, nutrientes y pH son las más importantes.
El inóculo provendrá de otro fermentador de menor capacidad en el que se habrá desarrollado un cultivo crecido previamente en laboratorio. Es imprescindible inocular el microorganismo ya adaptado al medio y eliminar en lo posible el tiempo de latencia.
16
Se ha optado por el uso de fermentadores discontinuos que, aunque tienen una menor producción, tienen menor coste que los continuos y al estar su uso más implantado, se tiene una mayor experiencia en su manejo.
A la hora de adquirir un fermentador hay que tener en cuenta que posea un sistema adecuado de aireación y agitación para un óptimo crecimiento celular.
También es importante tener un control de temperatura y pH al ser estos parámetros cruciales para el proceso. Para que no se den acumulaciones de microorganismos y facilitar su limpieza, ha de tener paredes internas totalmente lisas, además debe poder funcionar asépticamente durante el ciclo de producción.
También ha de buscarse un equipo con cierta versatilidad que permita hacer variaciones del proceso; debe de ser lo más sencillo de manejar y operar posible.
Ha de tener una geometría similar a los otros de la planta de manera que se puedan hacer escalamientos y extrapolaciones.
Aunque el proceso es básicamente discontinuo, las unidades que no son reactores trabajarán en continuo, por lo que tendrán tiempos de trabajo y de parada y producirán un flujo continuo de producto que generalmente alimentará a un reactor, excepto para las últimas etapas en las que se agrupan varios procesos continuos que trabajarán simultáneamente, siendo el tiempo de retención, en este caso, el evaluado para estas etapas. (1)
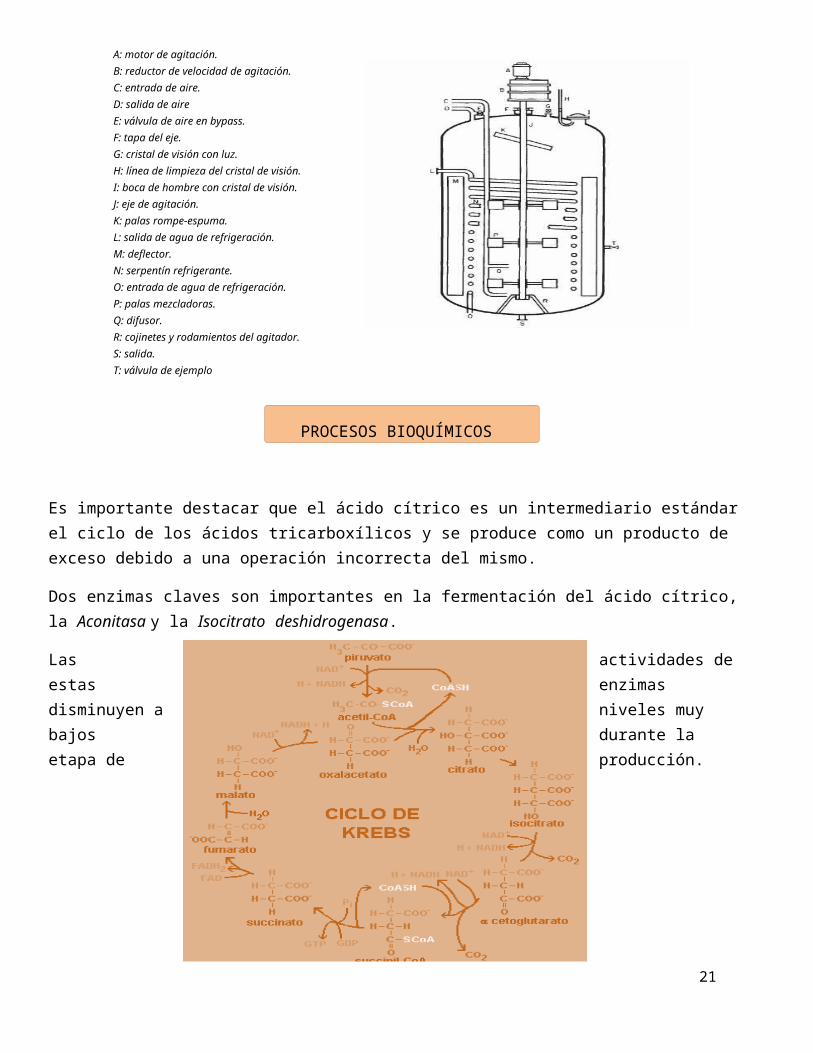
En la figura se muestra un esquema de un fermentador básico y las partes principales de las que está compuesto este tipo de equipos:
A: motor de agitación.B: reductor de velocidad de agitación.C: entrada de aire.D: salida de aireE: válvula de aire en bypass.F: tapa del eje.G: cristal de visión con luz.H: línea de limpieza del cristal de visión.I: boca de hombre con cristal de visión.J: eje de agitación. K: palas rompe-espuma. L: salida de agua de refrigeración.M: deflector.N: serpentín refrigerante.O: entrada de agua de refrigeración.P: palas mezcladoras.Q: difusor.R: cojinetes y rodamientos del agitador.
17
S: salida.T: válvula de ejemplo
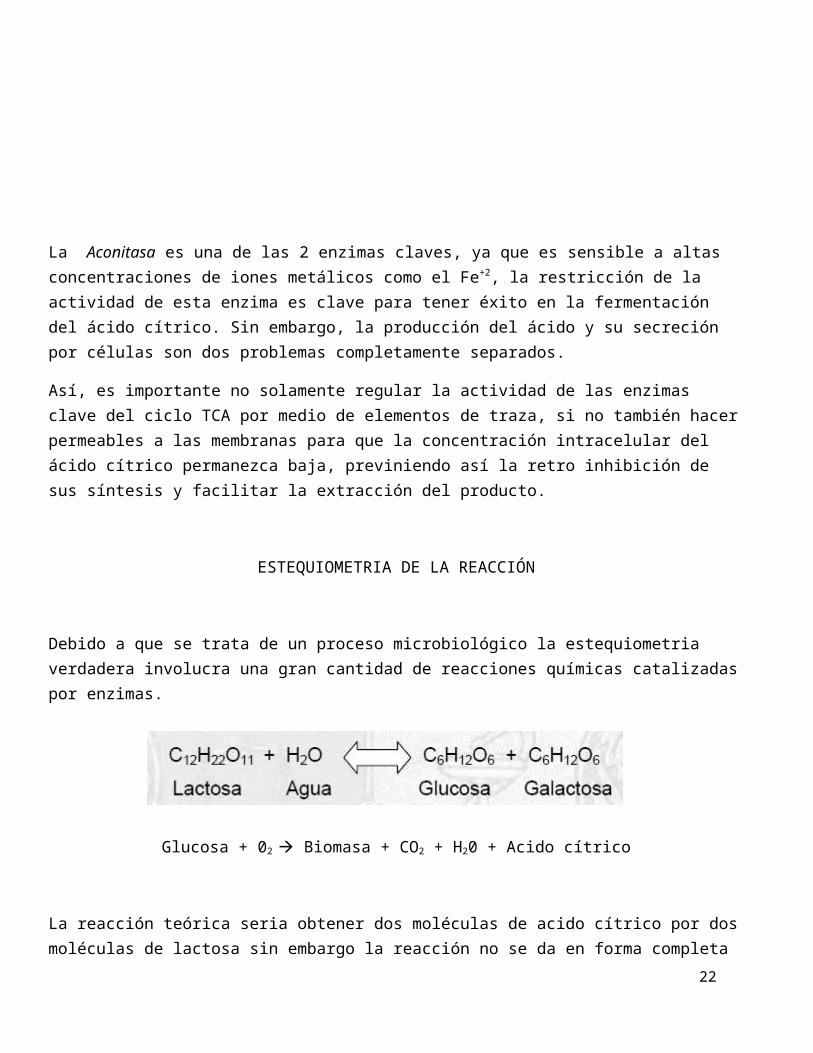
PROCESOS BIOQUÍMICOS
Es importante destacar que el ácido cítrico es un intermediario estándar el ciclo de los ácidos tricarboxílicos y se produce como un producto de exceso debido a una operación incorrecta del mismo.
Dos enzimas claves son importantes en la fermentación del ácido cítrico, la Aconitasa y la Isocitrato deshidrogenasa.
Las actividades de estas enzimas disminuyen a niveles muy bajos durante la etapa de producción.
La Aconitasa es una de las 2 enzimas claves, ya que es sensible a altas concentraciones de iones metálicos como el Fe+2, la restricción de la actividad de esta enzima es clave para tener éxito en la fermentación del ácido cítrico. Sin embargo, la producción del ácido y su secreción por células son dos problemas completamente separados.
Así, es importante no solamente regular la actividad de las enzimas clave del ciclo TCA por medio de elementos de traza, si no también hacer permeables a las membranas para que la concentración intracelular del ácido cítrico permanezca baja, previniendo así la retro inhibición de sus síntesis y facilitar la extracción del producto.
18
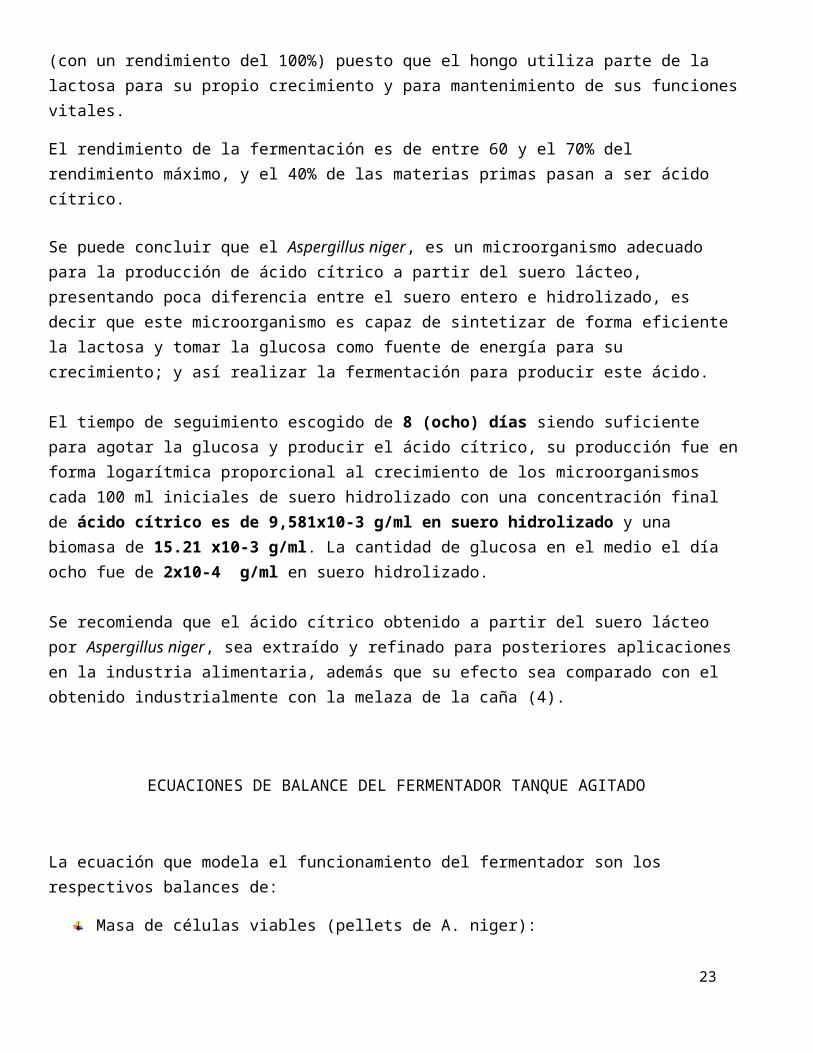
ESTEQUIOMETRIA DE LA REACCIÓN
Debido a que se trata de un proceso microbiológico la estequiometria verdadera involucra una gran cantidad de reacciones químicas catalizadas por enzimas.
Glucosa + 02 Biomasa + CO2 + H20 + Acido cítrico
La reacción teórica seria obtener dos moléculas de acido cítrico por dos moléculas de lactosa sin embargo la reacción no se da en forma completa (con un rendimiento del 100%) puesto que el hongo utiliza parte de la lactosa para su propio crecimiento y para mantenimiento de sus funciones vitales.
El rendimiento de la fermentación es de entre 60 y el 70% del rendimiento máximo, y el 40% de las materias primas pasan a ser ácido cítrico.
Se puede concluir que el Aspergillus niger, es un microorganismo adecuado para la producción de ácido cítrico a partir del suero lácteo, presentando poca diferencia entre el suero entero e hidrolizado, es decir que este microorganismo es capaz de sintetizar de forma eficiente la lactosa y tomar la glucosa como fuente de energía para su crecimiento; y así realizar la fermentación para producir este ácido.
El tiempo de seguimiento escogido de 8 (ocho) días siendo suficiente para agotar la glucosa y producir el ácido cítrico, su producción fue en forma logarítmica proporcional al crecimiento de los microorganismos cada 100 ml iniciales de suero hidrolizado con una concentración final de ácido cítrico es de 9,581x10-3 g/ml en suero hidrolizado y una biomasa de 15.21 x10-3 g/ml. La cantidad de glucosa en el medio el día ocho fue de 2x10-4 g/ml en suero hidrolizado.
Se recomienda que el ácido cítrico obtenido a partir del suero lácteo por Aspergillus niger, sea extraído y refinado para posteriores aplicaciones en la industria alimentaria, además que su efecto sea comparado con el obtenido industrialmente con la melaza de la caña (4).
19
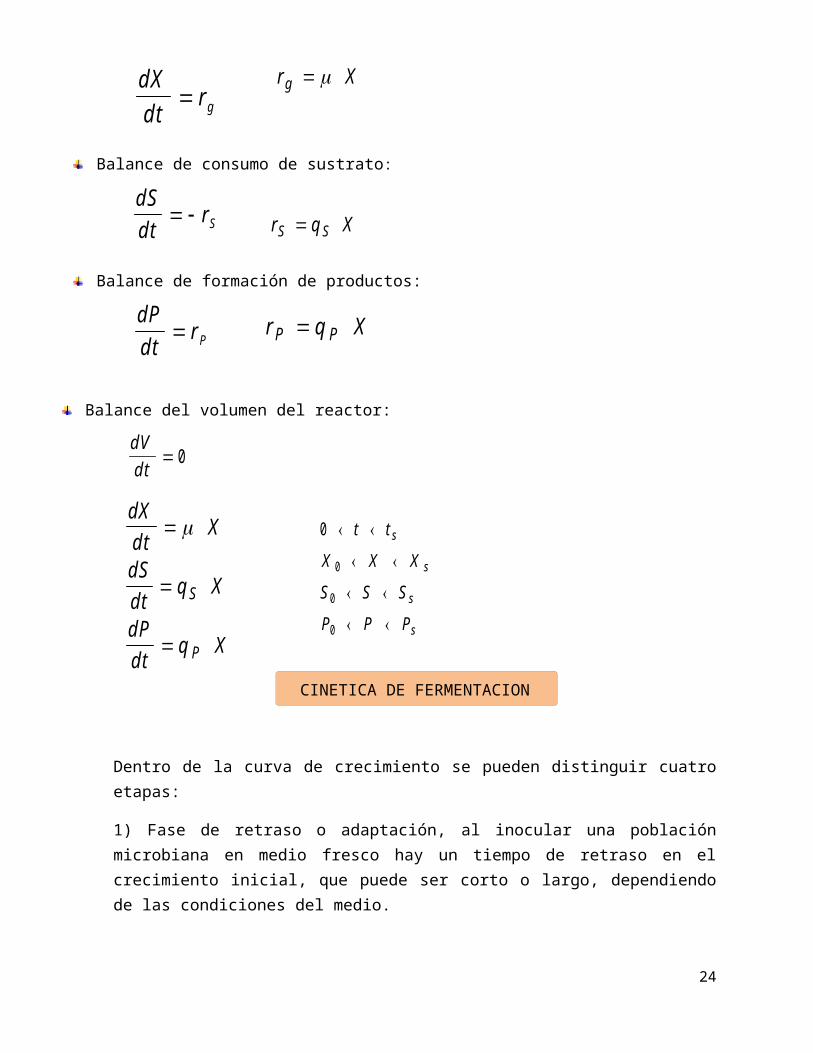
ECUACIONES DE BALANCE DEL FERMENTADOR TANQUE AGITADO
La ecuación que modela el funcionamiento del fermentador son los respectivos balances de:
Masa de células viables (pellets de A. niger):
Balance de consumo de sustrato:
Balance de formación de productos:
Balance del volumen del reactor:
CINETICA DE FERMENTACION
Dentro de la curva de crecimiento se pueden distinguir cuatro etapas:
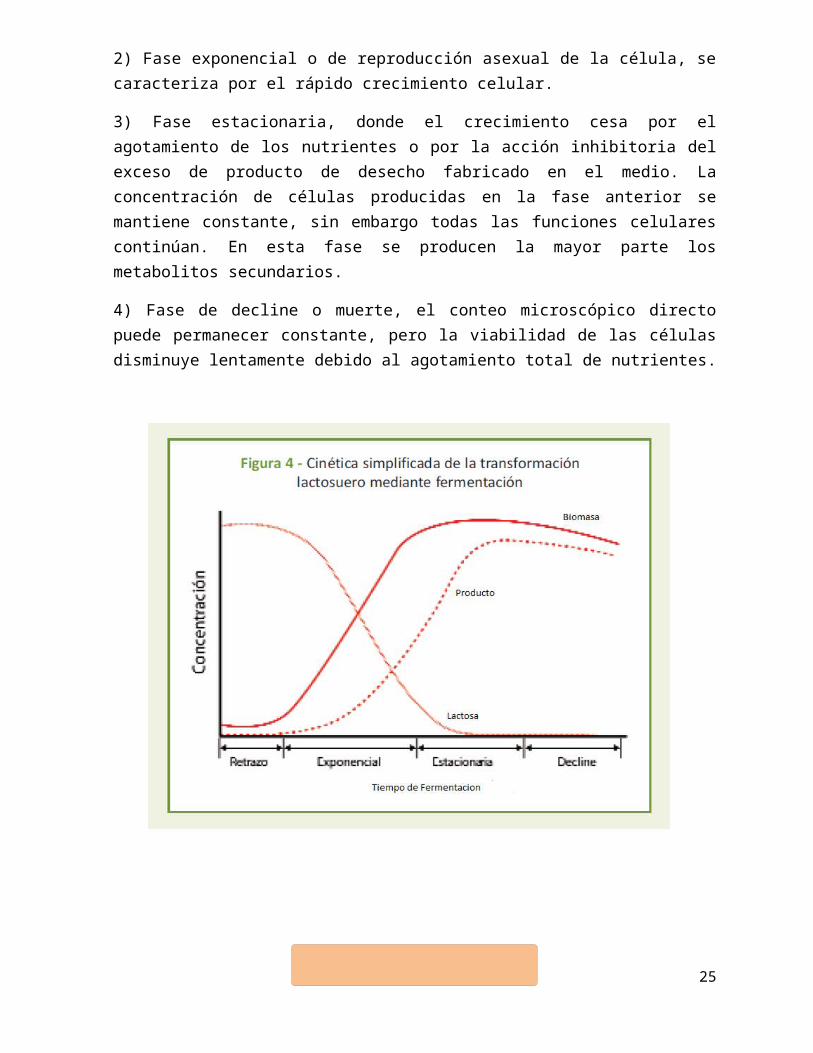
1) Fase de retraso o adaptación, al inocular una población microbiana en medio fresco hay un tiempo de retraso en el crecimiento inicial, que puede ser corto o largo, dependiendo de las condiciones del medio.
20
r Xg
dS
d trS
dP
dtrP
r q XS S
r q XP P
dV
d t 0
dX
dtX
dS
d tq X
dP
dtq X
S
P
0
0
0
0
t t
X X X
S S S
P P P
s
s
s
s
dX
dtrg
2) Fase exponencial o de reproducción asexual de la célula, se caracteriza por el rápido crecimiento celular.
3) Fase estacionaria, donde el crecimiento cesa por el agotamiento de los nutrientes o por la acción inhibitoria del exceso de producto de desecho fabricado en el medio. La concentración de células producidas en la fase anterior se mantiene constante, sin embargo todas las funciones celulares continúan. En esta fase se producen la mayor parte los metabolitos secundarios.
4) Fase de decline o muerte, el conteo microscópico directo puede permanecer constante, pero la viabilidad de las células disminuye lentamente debido al agotamiento total de nutrientes.
SISTEMA DE AGITACIÓN
La agitación que requiere el sistema para la necesaria homogeneización del medio, vendrá dada por tres palas giratorias situadas en el eje central del fermentador, dispuestas en la parte de abajo, arriba y centro y girando
21
aproximadamente a 70 u 80 rpm, aunque ha de ajustarse el valor óptimo una vez se encuentre en funcionamiento la planta.
Habrá una entrada de aire por un difusor y que conectará con las palas de agitación. El aire entrará con la ayuda estas palas a distintos puntos del fermentador. Se Tendrá así un mayor control de la entrada de aire en distintas zonas de la unidad. (1)
SISTEMA DE AIREACIÓN
La fermentación del ácido cítrico es esencialmente un proceso aerobio y, por lo tanto, necesita una oxigenación apropiada (2). Existen dos claras posibilidades, usar oxígeno puro o utilizar el aire exterior. La primera posibilidad ahorra la esterilización necesaria para que ningún microorganismo externo contamine el proceso, pero habría que adquirir regularmente el oxígeno gas, lo cual a la larga resultaría más caro. La segunda alternativa obliga a incorporar un sistema de esterilización del aire pero da libertad con respecto al suministro. Además la bibliografía consultada indica que el rendimiento del proceso en presencia de aire es ligeramente mayor que con oxígeno puro.
Se ha optado por utilizar aire del exterior como fuente de oxígeno, para la esterilización se usará un sistema de filtrado que retenga los microorganismo y partículas.
FILTRACIÓN 1
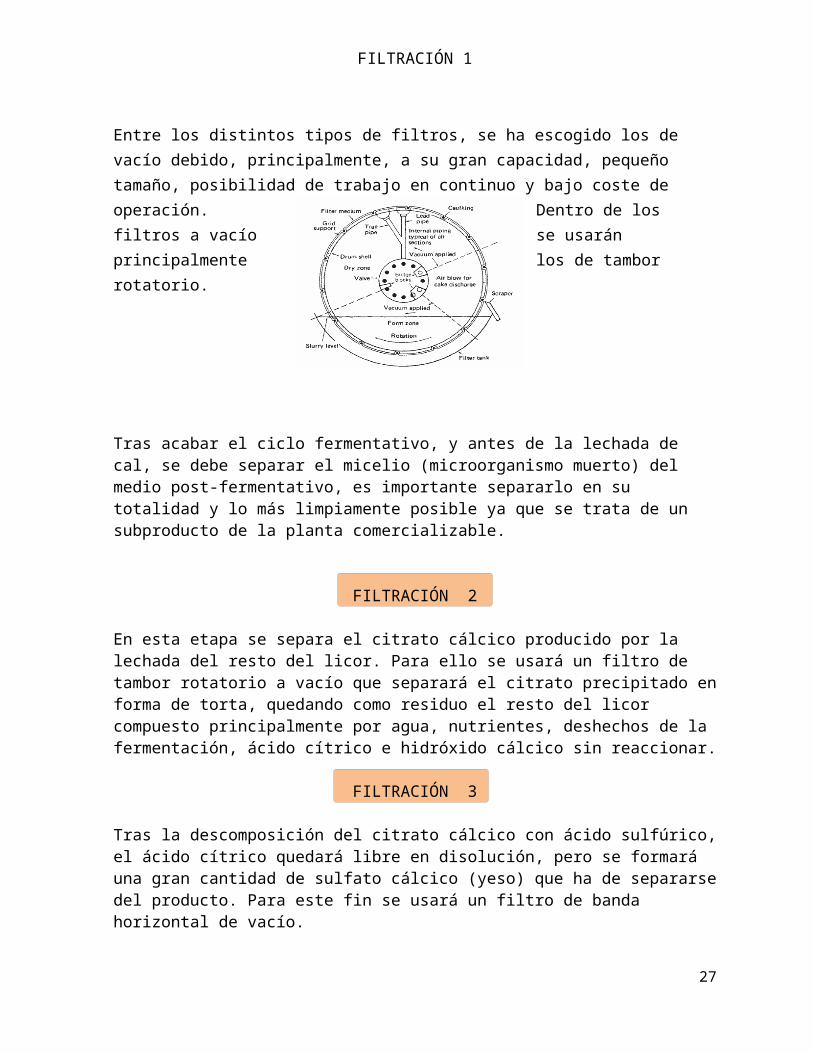
Entre los distintos tipos de filtros, se ha escogido los de vacío debido, principalmente, a su gran capacidad, pequeño tamaño, posibilidad de trabajo en continuo y bajo coste de operación. Dentro de los filtros a vacío se usarán principalmente los de tambor rotatorio.
22
Tras acabar el ciclo fermentativo, y antes de la lechada de cal, se debe separar el micelio (microorganismo muerto) del medio post-fermentativo, es importante separarlo en su totalidad y lo más limpiamente posible ya que se trata de un subproducto de la planta comercializable.
FILTRACIÓN 2
En esta etapa se separa el citrato cálcico producido por la lechada del resto del licor. Para ello se usará un filtro de tambor rotatorio a vacío que separará el citrato precipitado en forma de torta, quedando como residuo el resto del licor compuesto principalmente por agua, nutrientes, deshechos de la fermentación, ácido cítrico e hidróxido cálcico sin reaccionar.
FILTRACIÓN 3
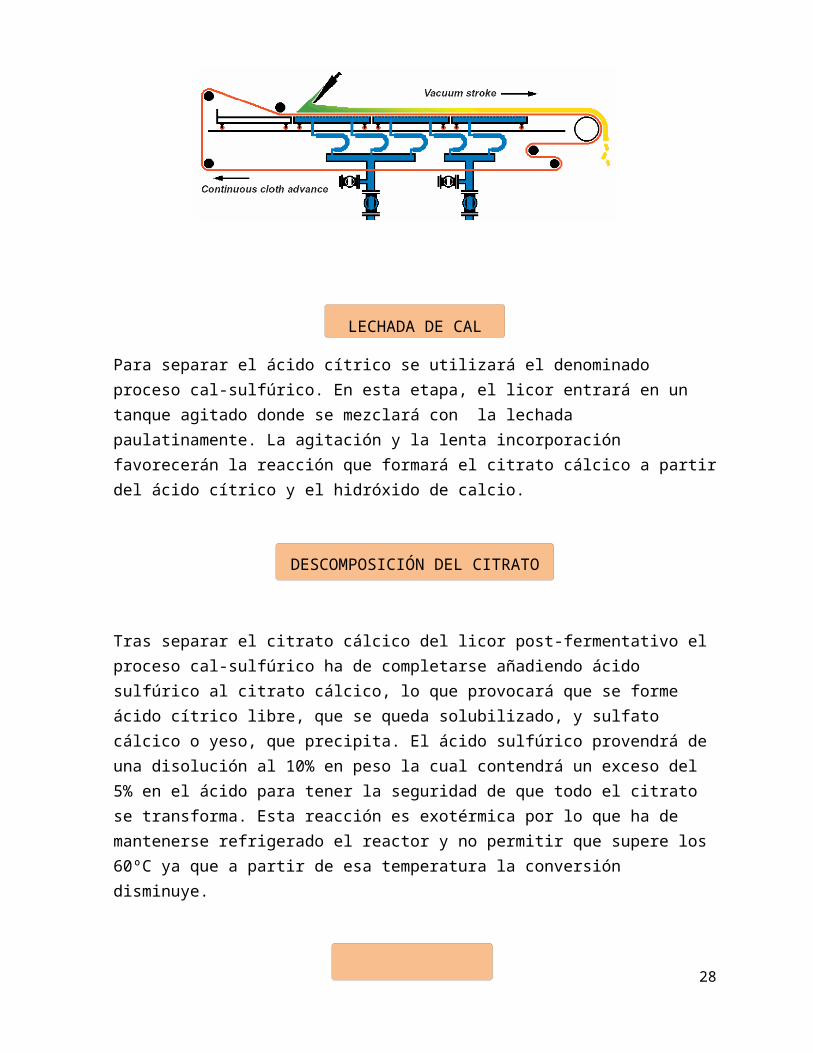
Tras la descomposición del citrato cálcico con ácido sulfúrico, el ácido cítrico quedará libre en disolución, pero se formará una gran cantidad de sulfato cálcico (yeso) que ha de separarse del producto. Para este fin se usará un filtro de banda horizontal de vacío.
LECHADA DE CAL
Para separar el ácido cítrico se utilizará el denominado proceso cal-sulfúrico. En esta etapa, el licor entrará en un tanque agitado donde se mezclará con la lechada paulatinamente. La agitación y la lenta incorporación favorecerán la reacción que formará el citrato cálcico a partir del ácido cítrico y el hidróxido de calcio.
DESCOMPOSICIÓN DEL CITRATO
23
Tras separar el citrato cálcico del licor post-fermentativo el proceso cal-sulfúrico ha de completarse añadiendo ácido sulfúrico al citrato cálcico, lo que provocará que se forme ácido cítrico libre, que se queda solubilizado, y sulfato cálcico o yeso, que precipita. El ácido sulfúrico provendrá de una disolución al 10% en peso la cual contendrá un exceso del 5% en el ácido para tener la seguridad de que todo el citrato se transforma. Esta reacción es exotérmica por lo que ha de mantenerse refrigerado el reactor y no permitir que supere los 60ºC ya que a partir de esa temperatura la conversión disminuye.
EVAPORACIÓN
Tras separar el sulfato cálcico del ácido cítrico quedará una disolución de baja concentración de éste debido a la gran cantidad de agua usada durante la separación. Antes de proceder a cristalizar el producto se hace necesario concentrarlo para que, posteriormente, puedan formarse los cristales. El objetivo será alcanzar una concentración en ácido cítrico en torno al 67%, que es la que se utiliza en la industria como alimentación del cristalizador, partiendo de una concentración aproximada del 10% obtenida tras la reacción de descomposición del citrato cálcico. Para esta tarea la opción más empleada industrialmente es la evaporación, que consiste en la separación de un disolvente volátil de un soluto no volátil por vaporización del disolvente, agua en este caso.
CRISTALIZACIÓN
Tras concentrar la disolución de ácido cítrico en el evaporador se necesita transformarla en un producto sólido con las características comerciales apropiadas. En esta etapa lo importante será el rendimiento en cristales y la pureza de los mismos, pero también es de gran importancia el aspecto y tamaño. Un tamaño uniforme es importante para que no se formen agregados ni aglomeraciones una vez envasado, además los cristales intervienen en operaciones posteriores de secado, transporte y almacenado, en las cuales también interesa un tamaño de cristal uniforme. El tipo más común de cristalizador usado para este proceso es el de vacío.
24
CENTRIFUGACIÓN
Tras la etapa de cristalización se obtiene un licor saturado en ácido cítrico que acompaña a los recién formados cristales. Se necesita separar esta mezcla bifásica ya que lo que interesa, como producto, son los cristales de ácido cítrico lo más puros y secos posibles. La filtración que se plantea que es la que más se utilización industrialmente, es un filtrado por centrifugación; utilizando una fuerza centrifuga de varios cientos de G se separaría el cristal sólido del licor madre.
SECADO
Se usará una unidad de secado para eliminar toda el agua posible que quede en los cristales de ácido cítrico tras la centrifugación. Los cristales entrarán al secador con una humedad máxima de 5% y perderán agua hasta contener un máximo de 0,5% de agua. Los secadores adiabáticos o directos hacen contactar el sólido con un gas caliente que elimina la humedad, la velocidad del gas es baja de manera que el lecho se fluidiza y no se arrastran los cristales.
SISTEMA DE CONTROL
TEMPERATURA
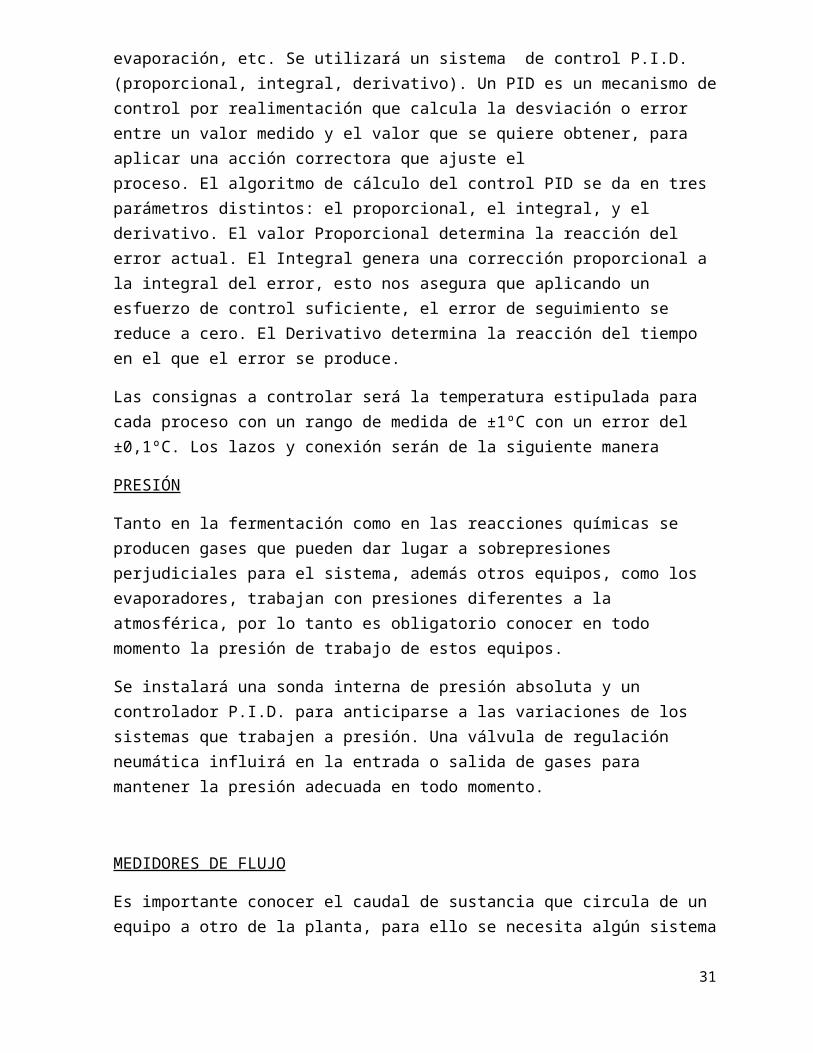
El conocimiento en todo momento de la temperatura de operación de los equipos de la planta es crucial, ya que de ella depende en gran medida el rendimiento del proceso al tener gran influencia en las reacciones que tienen lugar y en las operaciones de intercambio de calor.
La temperatura a controlar será diferente según la operación considerada: fermentación, lechada, craqueo, evaporación, etc. Se utilizará un sistema de control P.I.D. (proporcional, integral, derivativo). Un PID es un mecanismo de control por realimentación que calcula la desviación o error entre un valor medido y el valor que se quiere obtener, para aplicar una acción correctora que ajuste el proceso. El algoritmo de cálculo del control PID se da en tres parámetros distintos: el proporcional, el
25

integral, y el derivativo. El valor Proporcional determina la reacción del error actual. El Integral genera una corrección proporcional a la integral del error, esto nos asegura que aplicando un esfuerzo de control suficiente, el error de seguimiento se reduce a cero. El Derivativo determina la reacción del tiempo en el que el error se produce.
Las consignas a controlar será la temperatura estipulada para cada proceso con un rango de medida de ±1ºC con un error del ±0,1ºC. Los lazos y conexión serán de la siguiente manera
PRESIÓN
Tanto en la fermentación como en las reacciones químicas se producen gases que pueden dar lugar a sobrepresiones perjudiciales para el sistema, además otros equipos, como los evaporadores, trabajan con presiones diferentes a la atmosférica, por lo tanto es obligatorio conocer en todo momento la presión de trabajo de estos equipos.
Se instalará una sonda interna de presión absoluta y un controlador P.I.D. para anticiparse a las variaciones de los sistemas que trabajen a presión. Una válvula de regulación neumática influirá en la entrada o salida de gases para mantener la presión adecuada en todo momento.
MEDIDORES DE FLUJO
Es importante conocer el caudal de sustancia que circula de un equipo a otro de la planta, para ello se necesita algún sistema de medición del flujo. Para cada flujo ocupamos un medidor distinto:
- Fluidos limpios: rotámetro.- Fluidos con sólidos: medidor de coriolis.- Sólidos: válvulas rotatorias con forma de cruz ubicadas en la salida de la tolva de almacenamiento de los sólidos.
MEDIDORES DE NIVEL
Se usarán medidores de nivel para controlar el volumen de los depósitos de la planta y conocer su estado de llenado. Los dispositivos de nivel empleados en el proceso, también en función de la naturaleza del fluido, son:
Medidores eléctricos para suspensiones con cristales y sólidos Medidores de presión para líquidos limpios.
26
PH
Mantener un pH adecuado es muy importante tanto en la fermentación como en las reacciones de lechada y craqueo del citrato, por lo que se usarán sensores de electrodo de vidrio para controlar el pH dentro de cada una de las unidades involucradas. El sensor mide el pH mediante diferencias de potencial con un error de ±0,03 ó ±0,1% de pH.
El controlador P.I.D. actuará con un rango de voltaje que será convertido en 3 bar a 15 bar de presión para accionar una válvula neumática que controlará la entrada de ácido o base dependiendo de la unidad en la que se encuentre.
OXIGENO
Para controlar el correcto crecimiento de la biomasa dentro del fermentador así como conocer el avance de la fermentación, se usará un sensor de conductividad térmica que proporcionará la relación entre el oxígeno y el dióxido de carbono presentes en el medio.
Un sensor de conductividad térmica con salida en intensidad alimentará el control P.I.D. que mandará la señal a un convertidor de intensidad-presión que accionará la válvula de entrada de aire.
CONTROL DE CALIDAD
CONTROL DE MATERIAS PRIMAS
El primer análisis se realizará en el momento de la recepción en planta del suero lácteo, buscando conocer varios parámetros básicos:
• Cantidad de azúcares fermentables.• Cantidad de agua.• Cantidad de nitratos.
Se tomarán muestras de todas y cada una de las materias primas a la recepción en plantas. Se analizarán las muestras en el laboratorio de la planta y se almacenará un valor de muestra suficiente para los futuros análisis.
CONTROL DURANTE EL PROCESO FERMENTATIVO
27
Para medir el crecimiento microbiano, unos de los principales indicativos del estado de la fermentación, se utilizarán dos tipos de medida: turbidez de la masa fermentativa y crecimiento en placa Petri.Una ventaja de los dispositivos autómatas programables es la posibilidad de, con los datos experimentales obtenidos en planta, reprogramar los ciclos en función de las necesidades y experiencia obtenida.La experiencia será la que dicte el momento exacto del final del proceso fermentativo y principio del resto de procesos post-fermentativos.Una vez que se tengan los valores de las variables que permitan la máxima producción, se hará una reprogramación de los automatismos de la planta de manera que se opere siempre con estos valores, para ello las unidades escogidas para construcción de la planta deben de poder ser fácilmente reprogramables y compatibles con el resto de unidades.
Existirá una serie de factores clave a la hora de determinar la viabilidad del proceso fermentativo, tanto en el crecimiento adecuado de la biomasa como en la acumulación de ácido cítrico en las células.
Estos factores serán los siguientes:
- Nitrógeno: Para la producción óptima será necesario mantener una concentración de nitrato de amonio (la fuente de nitrógeno) alrededor del 0,20%, por encima o debajo de este valor la producción de biomasa y de ácido cítrico disminuyen notablemente.
- Tiempo de fermentación: El tiempo de fermentación óptimo es de 144 a 146 horas.
- Temperatura: La temperatura óptima es de 30ºC, por debajo de ella el metabolismo celular es bajo y la producción es menor y por encima de 30ºC disminuye el rendimiento en ácido cítrico y aumenta la producción de otros compuestos, principalmente ácido oxálico.
- Cantidad de inóculo: Se ha demostrado que la cantidad de inóculo ideal es de un 1% del volumen efectivo del fermentador.
- Ferrocianida (K4Fe(CN)6): 200 ppm es la concentración ideal de ferrocianida en el medio, si se añade. La adición de ferrocianida se realiza tras 24 horas de fermentación y su presencia es beneficiosa tanto en producción como en mantenimiento de la viabilidad de las células a lo largo del proceso (1).
- Mantener el rango de pH: Inicialmente el suero tiene un pH de 4 y después de los ocho días de análisis el pH obtenido estuvo entre 3,5 y 3,8. Lo cual indica una acidificación del medio producido por la fermentación que realiza el Aspergillus niger al producir el ácido cítrico. Para mantener la productividad es común añadir CaCo3 o NaOH para mantener el pH (2).
28
CONTROL DEL PRODUCTO TERMINADO
Una vez obtenido el producto final y antes de proceder a su embalaje se realizarán una última medida de ciertos parámetros en el laboratorio.
Humedad. Residuo seco. Pureza. Aspecto y textura mediante inspección visual. Metales pesados. Olor y color mediante inspección visual.
Finalmente se rellenará automáticamente con el programa Microsoft Excel una tabla a partir de los datos obtenidos en las mediciones (1).
EVALUACIÓN DE IMPACTO AMBIENTAL
RESIDUOS SÓLIDOS
Entre los residuos sólidos se encuentra envases de cartón y plástico que se tratarán como residuos sólidos urbanos. Los aceites usados por la maquinaria se entregaran a terceros para su adecuada disposición.Pero el principal residuo sólido producido va a ser el sulfato cálcico o yeso proveniente de la descomposición del citrato cálcico el cual este subproducto será vendido como aglomerante y relleno en la industria de la construcción o como filtrante en la industria de la alimentación. El yeso será almacenado en unos depósitos en espera de su venta.
EMISIONES GASEOSAS
Aproximadamente entre el 80% y 90% del total de las emisiones de los compuestos orgánicos volátiles (COVs) es etanol y del 10% al 20% consiste en otros alcoholes y acetaldehído. La velocidad de formación de alcoholes es más alta en las primeras etapas de la fermentación ya que en ellas hay un exceso de azúcar y menor aireación, por lo que se realiza un control en la etapa intermedia donde la producción es cuantitativamente mayor.
Estas emisiones se pueden prevenir o reducir, evitando la producción de etanol, con un estricto control del proceso aplicando las siguientes medidas:
29
Evitando el exceso de azúcar en el suero de la leche, y controlar diluyéndolo.
Cuidar la agitación mecánica del fermentador para que la distribución del oxígeno sea la óptima.
Implantar un sistema de monitorización y un control de retroalimentación permite reducir la formación de etanol desde un 75% a un 95%
VERTIDOS LÍQUIDOS
En primer lugar, las aguas de refrigeración, las de lavado y desinfección de maquinaria y las de uso sanitario se evacuarán a la red de alcantarillado.Un efluente de gran volumen que se obtendrá como subproducto es el licor madre que sale del cristalizador, con un porcentaje de ácido cítrico del orden de 30% y que no puede usarse para cristalización debido a que las impurezas se incrustarían en los cristales.
Con esta corriente se pueden tomar diversas acciones:
Ser vendido como emulsionante para la industria alimenticia. Otra opción empleada industrialmente es la recirculación de esta
corriente a la etapa de lechada o de intercambio iónico, esta práctica también supone un incremento de coste tanto en materia prima como en energía.
El efluente con más carga contaminante, sin embargo, es el licor post-fermentativo, para este y el resto de los efluentes se diseñara un proceso con digestores anaeróbicos seguido de un tratamiento aerobio para eliminar entre un 70% a 80% de la demanda química de oxígeno (DQO) lo que produciría, además, un biogás útil para producir energía.
Otro efluente que debe tenerse en cuenta es el propio licor fermentativo poco fermentado o a medio fermentar; debido a que puede darse un mal proceso y tener que eliminar todo el volumen de reactor por algún fallo en el crecimiento microbiano, al tener la producción dividida en varios fermentadores las consecuencias de este fallo y el problema que acarrea la disposición de este efluente será menor (1).
SISTEMA DE GESTIÓN MEDIOAMBIENTAL
A nivel internacional la norma ISO 14.000 regula la gestión ambiental dentro de las empresas en lo que respecta a la implementación de un sistema de gestión ambiental y auditorías ambientales a las que se someten la empresas, entre otros.
30
De forma particular, la norma ISO 14.001 "Sistemas de Gestión Ambiental" especifica los requisitos para un sistema de gestión ambiental.La implementación de este tipo de sistema permitirá a la empresa anticiparse a las regulaciones ambientales más estrictas permitiendo que el ajuste a la nueva realidad legislativa se realice de manera gradual y mediante cambios en los procesos de producción, en vez de recurrir a grandes inversiones en plantas de tratamiento de residuos (1).
PROBLEMA PROPUESTO (10)
En la manufactura del acido citrico usando un cultivo sumergido con Aspergillus niger usando un reactor batch operando a 30 ºC por un periodo de 2 dias, 2500 kg de glucosa, 860 kg de oxigeno son consumidos para producir 1500 kg de acido citrico, 500 kg de biomasa y otros productos.El amoniaco es usado como recurso de nitrogeno. La potencia de entrada de la agitacion mecanica para el caldo es 15 kW, posee un impulsor de un D1 = 0,02 metros y una velocidad del impulsor de N1 = 80 rpm. Aproximadamente 100 kg de agua es evaporada por periodo de cultivo.
Estime los requerimientos para el enfriamiento del reactor. Calcule la velocidad de agitacion para un diametro de impulsor 2
veces mas grande.
Solucion:
31
Diagrama del problema
Asumimos:
Sistema homogéneo Sin fugas Solución ideal Calor sensible despreciable El calor de reacción a 30ºC es - 460 kJ/gmol 02 consumido
Tomamos como base 1500 kg de acido cítrico producidos en 2 días.
Dato extra: ∆Hv agua a 30ºC = 2430.7 kJ/kg
Reacción: Glucosa + 02 + NH3 Biomasa + CO2 + H20 + Acido cítrico
Balance de Energía: El objetivo de este balance para cultivo batch es cálculo del calor el cual será removido produciendo una acumulación de energía igual a cero en el sistema, donde cada termino se refiere a dos días de periodo de cultivo.
Cálculos:
Este término hace referencia a la cantidad de O2 consumida.
La pérdida de calor por evaporación
32
Estos términos pueden ser sustituidos en el balance de energía:
El calor es positivo indicando que se debe extraer el calor del sistema. Note las magnitudes relativas de las contribuciones energéticas por el calor de reacción, el trabajo de eje y evaporación, pudiendo usualmente los efectos de evaporación ser ignorados.
Por lo tanto: 1,5 x 10 kJ deben ser extraídos del fermentador por cada 1500 kg de acido cítrico producidos.
Finalmente: La mayoría de los procesos para producción de ácidos orgánicos tienen el siguiente scaling up para sistemas largos. Esta ecuación expresa la relación entre el tamaño del impulsor y la velocidad
de agitación:
Siendo
N2=50,4 rpm
REFERENCIAS BIBLIOGRAFICAS
(1) Planta industrial de producción de ácido cítrico a partir de melazas de remolacha (2008). Francisco Javier Rivada Núñez .Universidad de Cádiz Facultad de Ciencias.
33
http://rodin.uca.es/xmlui/bitstream/handle/10498/6411/34254675.pdf?sequence=1
(2) Biotecnología para Ingenieros: Sistema biológico en procesos tecnológicos. Alan Scragg. Limusa 2000.
(3) Uso de la fermentación para el aprovechamiento del lactosuero Juan Sebastián Ramírez-Navas, PhD -Escuela de Ingeniería de Alimentos-
(4) Produccion de ácido cítrico a partir de suero lácteo entero e hidrolizado con aspergillus niger, por vía fermentativa leal d. 1, pico y2, castro j.3, guerra j.4, castro g.5* Programa de ingeniería de alimentos.
(5) Obtención de Ácido Cítrico por medio de fermentación sumergida a partir de Aspergillus niger ATCC 16404 utilizando suero de leche como medio de cultivo-Trabajo de graduación presentad o por Berta Eunice Lorena Elizondo Gómez y Roberto Salvador Manzanares Estrada-Licenciatura en Química y Farmacia, Diciembre de 2009, San Salvador, El Salvador Centro América.http://ri.ues.edu.sv/2608/1/16101588.pdf
(6) YANG, S.T. Y SILVA, E.M. Novel products and new technologies for use of a familiar carbohydrate, milk lactose. Journal of Dairy Science, 1995, vol. 78, no. 11, p. 2541-2562.
(7) LÓPEZ RÍOS, C.A., ZULUAGA MENESES, A., HERRERA PENAGOS, S.N., RUIZ COLORADO,A.A. Y MEDINA DE PÉREZ, V.I. Production of citric acid with Aspergillus nigerNRRL 2270 from milk whey. DYNA, 2006, vol. 73, no. 150, p. 39-57.
(8) SINGH, R., SOOCH, B.S., KAUR, K. Y KENNEDY, J. Optimization of parameters for citric acid production from cheddar cheese whey usingMetschnikowia pulcherrima NCIM 3108. Journal of Biological Sciences, 2004, vol. 4, no. 6, p. 700-705.
(9) EL-SAMRAGY, Y.A., KHORSHID, M.A., FODA, M.I. Y SHEHATA, A.E. Effect of fermentation conditions on the production of citric acid from cheese whey by Aspergillus niger. International Journal of Food Microbiology, 1996, vol. 29, no. 2–3, p. 411-416.
(10) Bioprocess Engineering Principles. Pauline Doran Example 5.8: Citric acid production page 105
34