6 g83 taladrado profundo
TRANSCRIPT
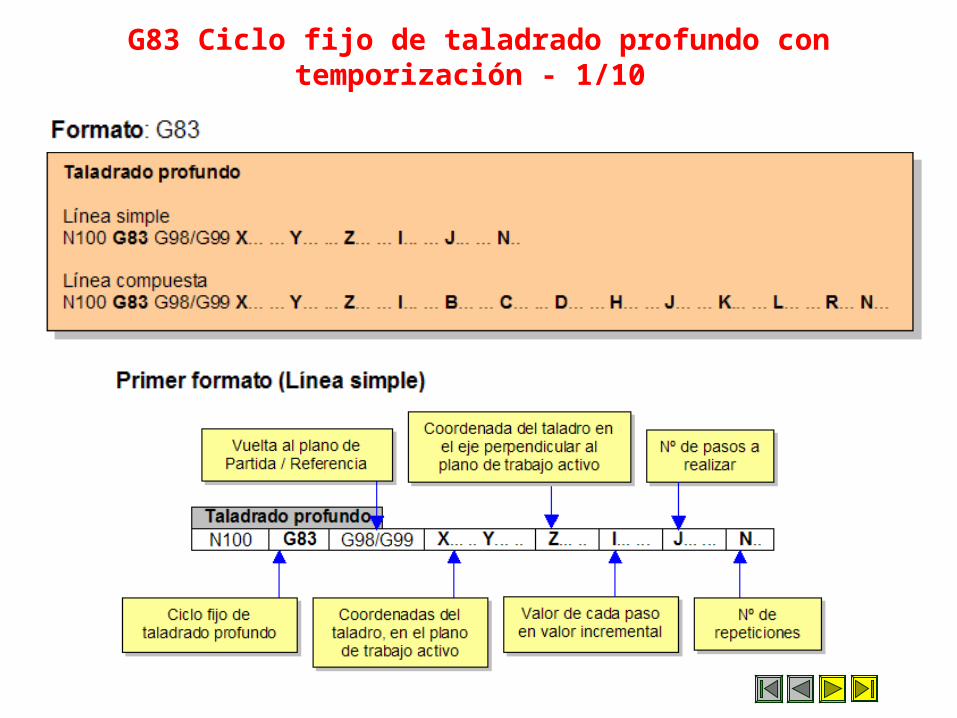
G83 Ciclo fijo de taladrado profundo con temporización - 1/10
Parámetros: Línea simple X Y - Coordenada del punto de situación del taladro en el plano
de trabajo activo.
Z - Indica la posición del plano del plano de referencia. El control accederá en G00 hasta este plano, con relación al eje Z.
I - Valor del paso en valor incremental.
K - Nº de pasos a realizar. Este valor va asociado con el valor I y junto a éste determina la profundidad del taladro.
N - Número de veces que se pretende se repita el taladro.
G83 Ciclo fijo de taladrado profundo con temporización - 2/10
Parámetros: Línea simpleG98/99 - Determina la vuelta tras realizar el taladro al plano de
partida o al plano de referencia
G0/90 - Se pueden colocar tantas funciones preparatorias como se deseen, siempre que no sean contradictórias entre si.
F.. S.. - Se pueden colocar tantas funciones auxiliares y datos tecnológicos como se deseen
K - Tiempo de espera en el fondo
N - Número de veces que se pretende se repita el taladro
G83 Ciclo fijo de taladrado profundo con temporización - 3/10
Condiciones
G83 Ciclo fijo de taladrado profundo con temporización - 4/10
La función G81 es modal y se anula con las funciones G80, G82 a G89 o RESET.
Caso de no indicar ningún valor en N, el control entenderá 1 por defecto.
Los valores serán incrementales o absolutos según se esté programando en G90 o G91.
La coordenada se puede programar en rectangulares o en polares indistintamente.
Es obligatorio programar la cota Z.
Operativa
G83 Ciclo fijo de taladrado profundo con temporización - 5/10
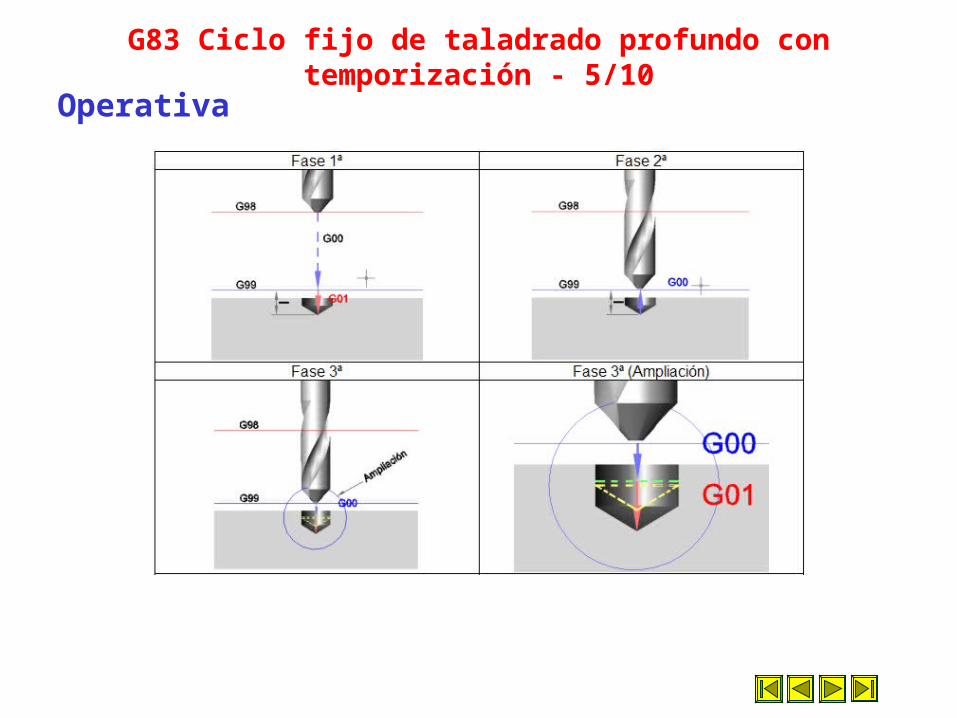
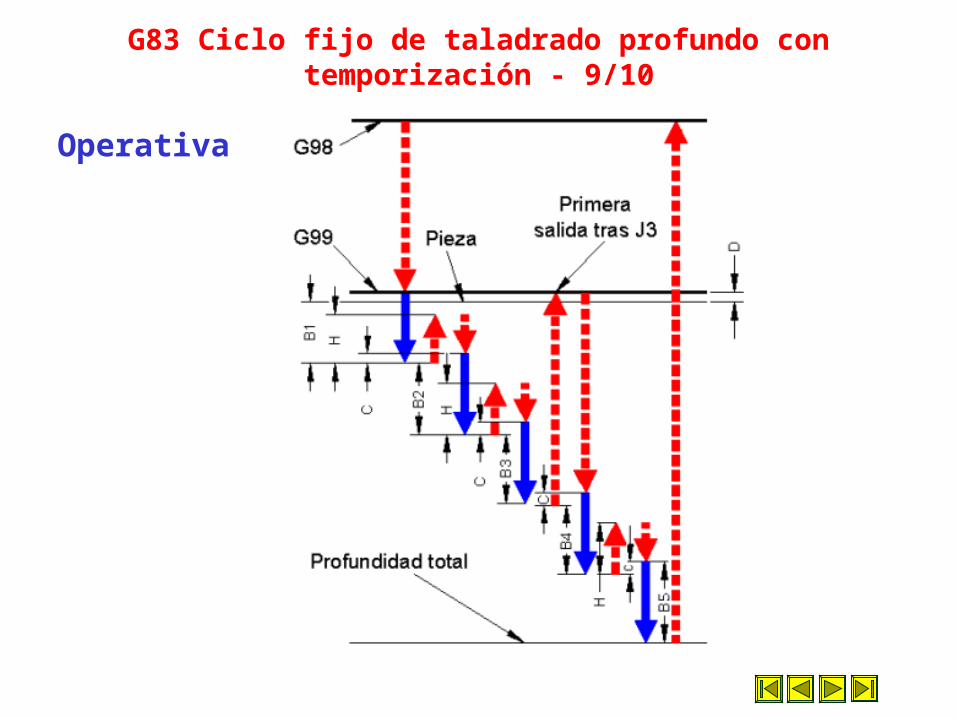
Operativa
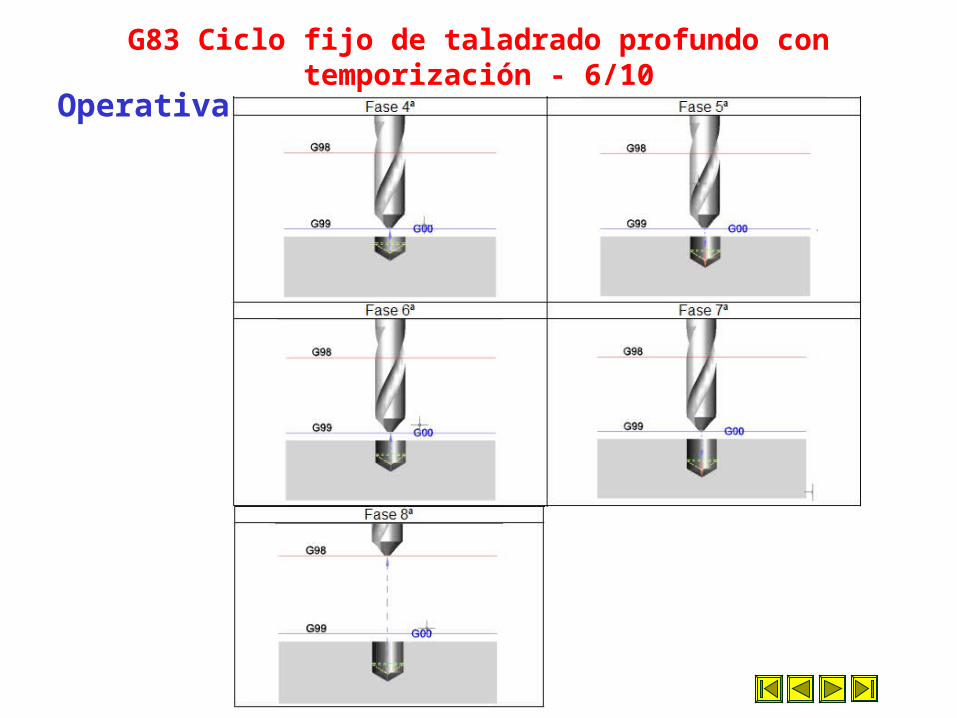
G83 Ciclo fijo de taladrado profundo con temporización - 6/10
G83 Ciclo fijo de taladrado profundo con temporización - 7/10
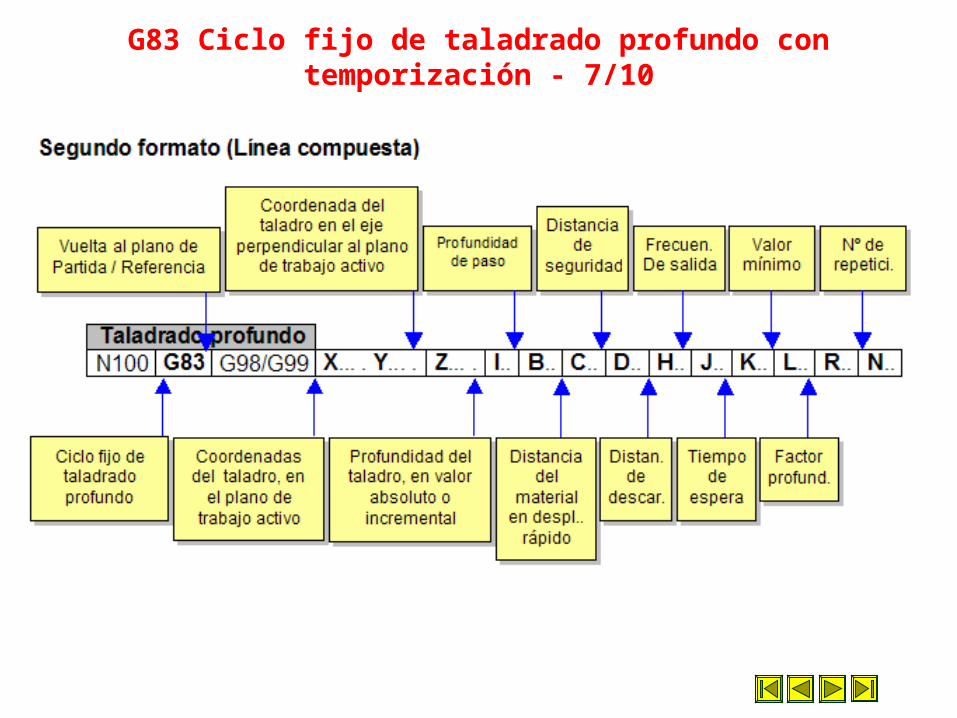
X Y - Coordenada del punto de situación del taladro en el plano de trabajo activo.
Z - Indica la posición del plano del plano de referencia. El control accederá en G00 hasta este plano, con relación al eje Z.
I - Determina el valor total de la profundidad del taladro.
B - Profundidad del paso.
C - Distancia del material a que quedará la broca en su descenso en rápido tras cada paso.
D - Distancia de seguridad.
H - Distancia de retroceso en G00 tras cada pasada.
J - Frecuencia de salida. Cada cuantas pasadas sale al plano de refere.
K - Tiempo de espera.
L - Valor mínimo de profundidad en valor incremental. No es necesario.
R - Factor para aumentar o disminuir progresivamente las diferentes profundizaciones. No es imprescindible de utilizar.
G83 Ciclo fijo de taladrado profundo con temporización - 8/10
Parámetros: Línea compuesta
Operativa
G83 Ciclo fijo de taladrado profundo con temporización - 9/10
Ejemplo
G83 Ciclo fijo de taladrado profundo con temporización - 10/10
Los ejemplos usados en el ciclo G81, son perfectamente válidos para este caso, dado que la programación es exactamente la misma. Lo único que cambia es el proceso de taladrado que ya está perfectamente definido en la descomposición de movimientos.
G84 Ciclo fijo de roscado con macho - 1/4
G84 Ciclo fijo de roscado con macho - 2/4
Parámetros
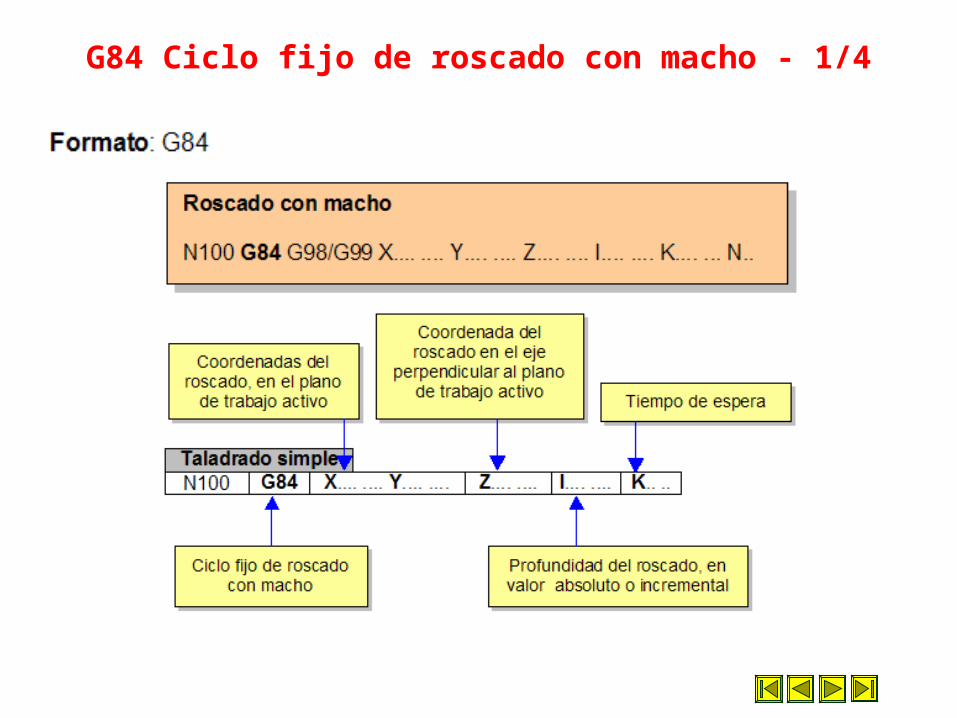
X Y - Coordenada del punto de situación del roscado en el plano de trabajo activo.
Z - Indica la posición del plano del plano de referencia. El control accederá en G00 hasta este plano, con relación al eje Z.
I - Profundidad del roscado expresado en el sistema de programación actual, (absoluto o incremental).
K - Tiempo de espera.
L - Valor mínimo de profundidad en valor incremental.
N - Número de veces que se pretende se repita el roscado
G84 Ciclo fijo de roscado con macho - 3/4
Condiciones
La función G84 es modal y se anula con las funciones G80, G82 a G89 o RESET.
Caso de no indicar ningún valor en N, el control entenderá 1 por defecto.
Los valores serán incrementales o absolutos según se esté programando en G90 o G91.
La coordenada se puede programar en rectangulares o en polares indistintamente.
Es obligatorio programar la cota Z.
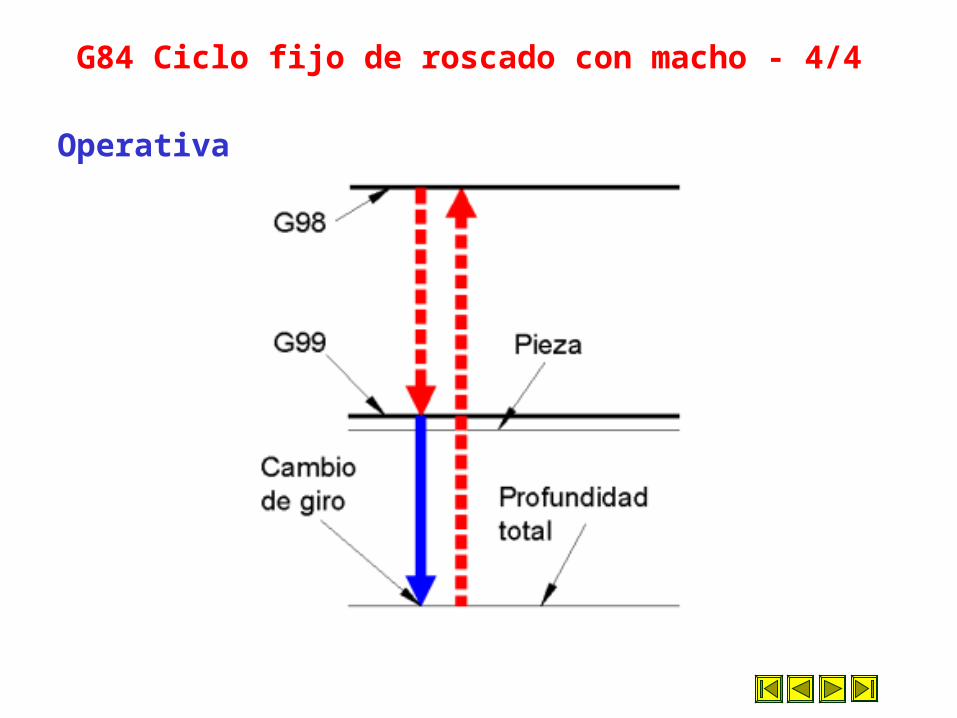
G84 Ciclo fijo de roscado con macho - 4/4
Operativa
G85 Ciclo fijo de escariado
Es idéntico al ciclo G81 con la diferencia de que la subida al plano correspondiente (Referencia / Partida) lo realiza en movimiento de trabajo (G01), en lugar de realizarlo a velocidad rápida (G00). Es perfectamente válido todo lo expuesto en G81 salvo esta diferencia.
G86 Ciclo fijo de mandrinado con retroceso en avance rápido
Es idéntico al ciclo G81 con la salvedad de que la subida al plano correspondiente (Referencia / Partida), una vez alcanzado el fondo del mecanizado y antes de que el eje perpendicular al plano principal retroceda, detiene el cabezal. Al terminar el retroceso, el cabezal arrancará en el mismo sentido en que estaba girando anteriormente.
G89 Ciclo fijo de mandrinado con retroceso en avance de trabajo
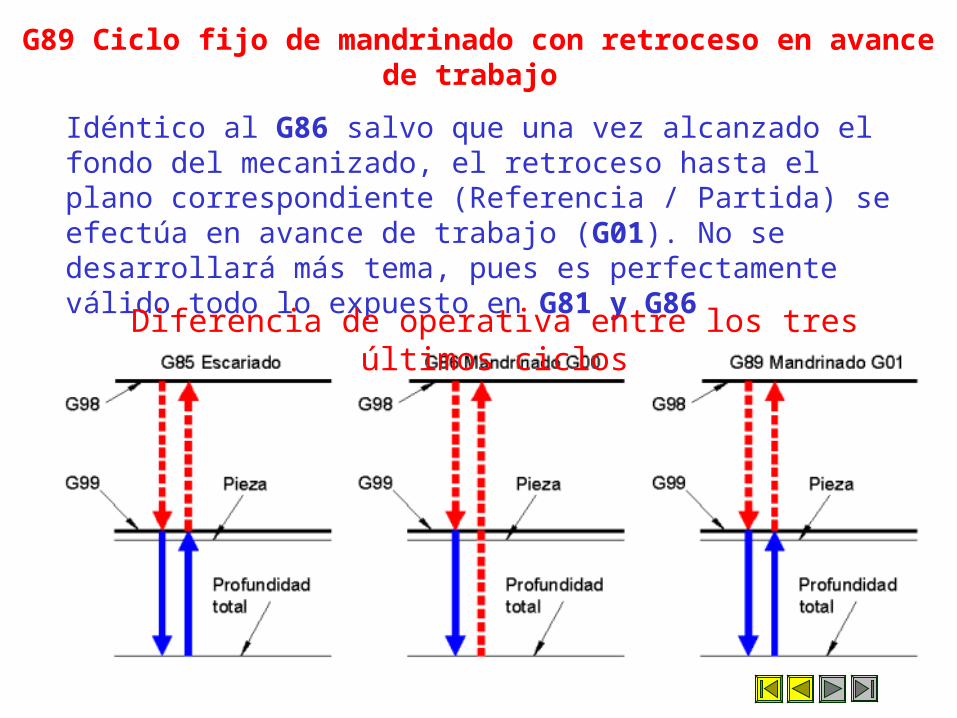
Idéntico al G86 salvo que una vez alcanzado el fondo del mecanizado, el retroceso hasta el plano correspondiente (Referencia / Partida) se efectúa en avance de trabajo (G01). No se desarrollará más tema, pues es perfectamente válido todo lo expuesto en G81 y G86
Diferencia de operativa entre los tres últimos ciclos