tbt – herramientas de taladrado profundo, accesorios y ... · mas de taladrado profundo siempre...
TRANSCRIPT
TBT – Herramientas de taladrado profundo, accesorios y afiladoras
�
La empresa
Usuarios de taladrado profundo en todo el mundo equiparan desde hace más de 35 años a TBT Tiefbohrtechnik con fiabilidad, calidad, precisión y cercanía al cliente.
Fundada en 1966 en Dettingen a.d. Erms, la empresa se especializó desde un principio en la tecnología del taladrado profundo; siempre con el obje-tivo de ofrecer máquinas, herramientas y servicios eficientes en un mismo paquete.
El liderazgo actual de la empresa en el sector confirma la aceptación de esta política por parte de nuestros clientes.
TBT auna la flexibilidad, el compromiso personal y el servicio al cliente propios de una empresa mediana con presencia universal en el mercado. Bien a través de filiales o de expertos representantes, TBT está presente en la casi totalidad de los países industrializados del mundo. Sus proble-mas de taladrado profundo siempre estarán en las mejores manos gracias a nuestro personal altamente cualificado y comprometido con su trabajo.
�
Índice
Quiénes somos �
Procesos 6 Proceso con caja hermética 7 Proceso de inmersión 8 Proceso en 9 centros de mecanizado
Herramientas 10 Broca monolabial soldada 10 Broca monolabial de metal duro integral 11 Geometría de corte 12 Forma perimetral 13 Broca bilabial 14
Herramientas especiales 14 Broca de recrecer 14 Broca multidiametral 15
Mangos (elementos de sujeción) 16
Datos técnicos 18 Calidad de superficie 18 Desviación del taladro 18 Fluido de corte 19 Avance/velocidad de corte 19
Accesorios �0 Casquillo guía 20 Porta-casquillos guía 21 Junta de cierre 22 Casquillo de luneta 23 Caja de estanqueidad 24
Otros accesorios �5 Cono de sujeción 25 Porta-herramientas 25 Util de prerreglaje 26
Afiladoras �7 Afiladora universal 27 Afiladora tándem 27 Util porta-brocas 27
Datos de corte/valores orientativos �8
Servicios �� Servicio de reparación 32 Sustitución de puntas 32 Sustitución de punta/caña 32 Servicio de reafilado 32 Servicio de recubrimiento 32 Formulario de pedido 33
Contacto �4

4 La calidad es un pilar básico de la filosofía de nuestra empresa, que im-pregna todos nuestros servicios y productos. Nuestro objetivo declarado es fabricar un producto ajustado a sus necesidades y con la máxima calidad; tal como lo espera el mercado.
Como empresa certificada con el DIN EN ISO 9001:2000 y VDA 6:4, todos nuestros procesos están claramente estructurados y nuestro sistema de aseguramiento de la calidad se aplica y se vive a todos los niveles de la empresa.
Pretendemos alcanzar un elevado y estable grado de colaboración con nuestros clientes. Buscamos el diálogo abierto con ustedes para aglutinar nuestras respectivas capacidades y experiencias y obtener así soluciones globales y eficaces. Con el apoyo de nuestros experimentados empleados, comprometidos con su trabajo, les aseguramos resultados precisos y en plazo.
Calidad
5
Calidad

6
Taladrado de precisión y alto rendimientoTBT ha desarrollado e impregnado de forma decisiva la tecnología del taladrado profundo. En la práctica del taladrado de precisión y alto rendi-miento la broca monolabial ha logrado unos excelentes resultados por la tolerancia en diámetro, la calidad superficial y la desviación mínima de los taladros producidos. Por ello el taladrado profundo sustituye en múltiples aplicaciones al taladrado y al escariado con una sola operación y con una productividad extraordinariamente elevada.
Aunque no siempre tienen que ser taladros profundos: la combinación de su precisión y su capacidad de mecanizado ha abierto a la broca monolabial el campo de los taladros cortos y complejos.
La broca monolabial es una herramienta de un solo filo de corte, que debe ir guiada en un casquillo al inicio del taladrado. Estas herramientas no sólo se emplean en máquinas específicas de taladrado profundo, sino también, por ejemplo, en centros de mecanizado y tornos automáticos. El fluido de corte llega desde la máquina hasta el filo de corte por el interior de la herramienta. Además de refrigerar y lubricar, el fluido de corte se ocupa de evacuar la viruta.
Con ello, el taladrado profundo se convierte en un proceso cerrado y de gran capacidad para realizar taladros de precisión.
La broca monolabial TBT se fabrica en cualquier diámetro (en saltos de 1/1000 mm) desde 0,6 hasta más de 50 mm, en longitudes que alcanzan hasta unos 6000 mm.
En función del material a taladrar, de la máquina utilizada por el cliente y de las características específicas del taladro, diseñamos y fabricamos la herramienta óptima para cada aplicación: sea en construcción standard o para recrecer, como broca multidiametral para taladros de precisión con mínima desviación o como herramienta especial para fondos de taladro de geometría especial, sin baño o con baño para lograr prestaciones especia-les, incluso con plaquitas de diamante.
TBT le asesorará y aplicará con rapidez y eficacia sus necesidades especí-fi-cas a punta y caña de la herramienta gracias a modernos sistemas de diseño y fabricación. Podemos soldar a nuestras herramientas el mango exacto que requiera su máquina.
TBT dispone en sus almacenes de varios cientos de mangos de diferentes tipos. Disponemos también de un servicio de entrega urgente en 48 horas.
Procesos

7
Proceso con caja hermética
Proceso con caja herméticaCon este sistema se emplean brocas monolabiales en una gama de diámetros de 1,9 a unos 50 mm. La longitud de la herramienta puede llegar a los 6000 mm, utilizando para ello lunetas. En este caso, la distan-cia entre lunetas no debería ser superior a 40-50 x Ø de la broca.
Una caja, con su junta de cierre, se ocupa de estanqueizar la máquina. La acometida del fluido de corte se realiza por el interior de la herra-mienta a través de uno o varios orificios. La evacuación del fluido de corte y de la viruta se efectua a través de un canal en V a lo largo de la caña, por el exterior de la herramienta.
El filo de corte llega más allá del radio del taladro a realizar. La broca consta de punta, caña con canal en V y mango de sujeción. La broca monolabial clásica para taladrar del macizo lleva una punta de metal duro integral, con el filo de corte y los patines rectificados.
Fluido de corte
Elemento de sujeción /mango(ver págs. 16 / 17)Caja de
estanqueidad
Caña / tubo
Punta de metal duro
Casquillo de luneta (ver pág. 23)
Fluido de corte y virutaJunta de cierre (ver pág. 22)
Pieza
Casquillo guía (ver pág. 20)
Porta-casquillos guía (ver pág. 21)
8
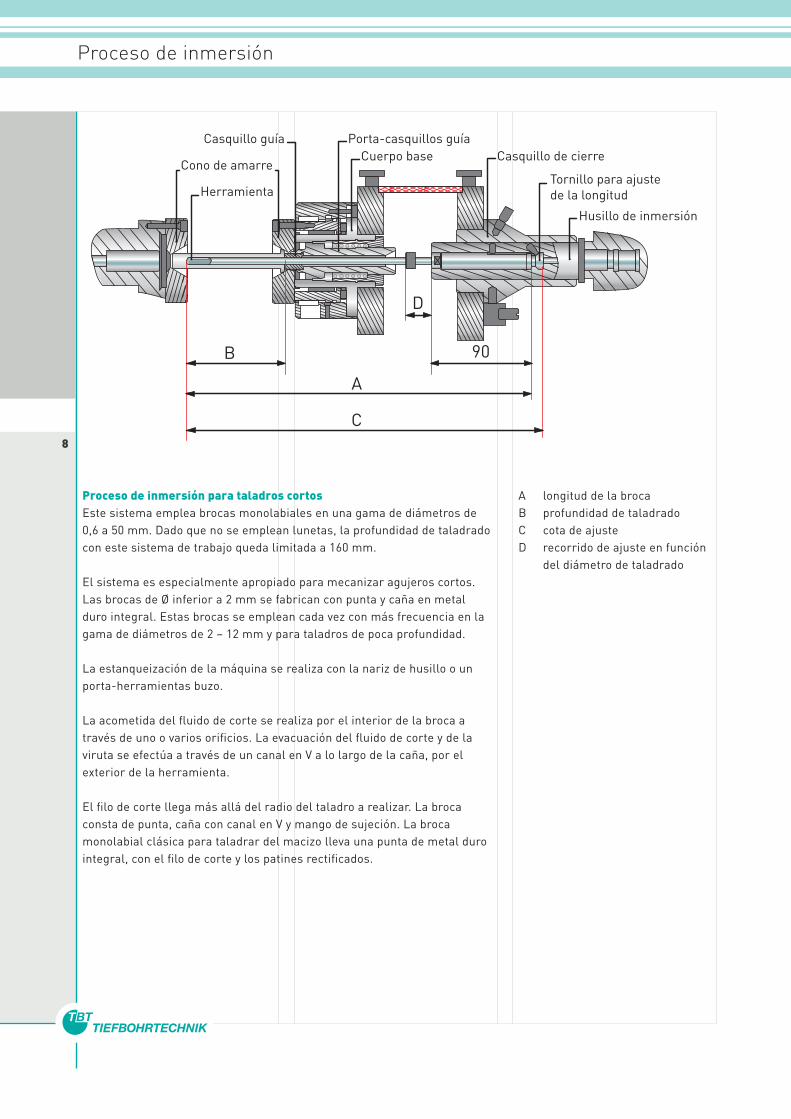
Proceso de inmersión para taladros cortosEste sistema emplea brocas monolabiales en una gama de diámetros de 0,6 a 50 mm. Dado que no se emplean lunetas, la profundidad de taladrado con este sistema de trabajo queda limitada a 160 mm. El sistema es especialmente apropiado para mecanizar agujeros cortos. Las brocas de Ø inferior a 2 mm se fabrican con punta y caña en metal duro integral. Estas brocas se emplean cada vez con más frecuencia en la gama de diámetros de 2 – 12 mm y para taladros de poca profundidad.
La estanqueización de la máquina se realiza con la nariz de husillo o un porta-herramientas buzo.
La acometida del fluido de corte se realiza por el interior de la broca a través de uno o varios orificios. La evacuación del fluido de corte y de la viruta se efectúa a través de un canal en V a lo largo de la caña, por el exterior de la herramienta.
El filo de corte llega más allá del radio del taladro a realizar. La broca consta de punta, caña con canal en V y mango de sujeción. La broca monolabial clásica para taladrar del macizo lleva una punta de metal duro integral, con el filo de corte y los patines rectificados.
A
B
C
D
90
Cono de amarre
Herramienta
Casquillo guía Porta-casquillos guíaCuerpo base Casquillo de cierre
Tornillo para ajustede la longitud
Husillo de inmersión
Proceso de inmersión
A longitud de la broca B profundidad de taladrado C cota de ajuste D recorrido de ajuste en función
del diámetro de taladrado
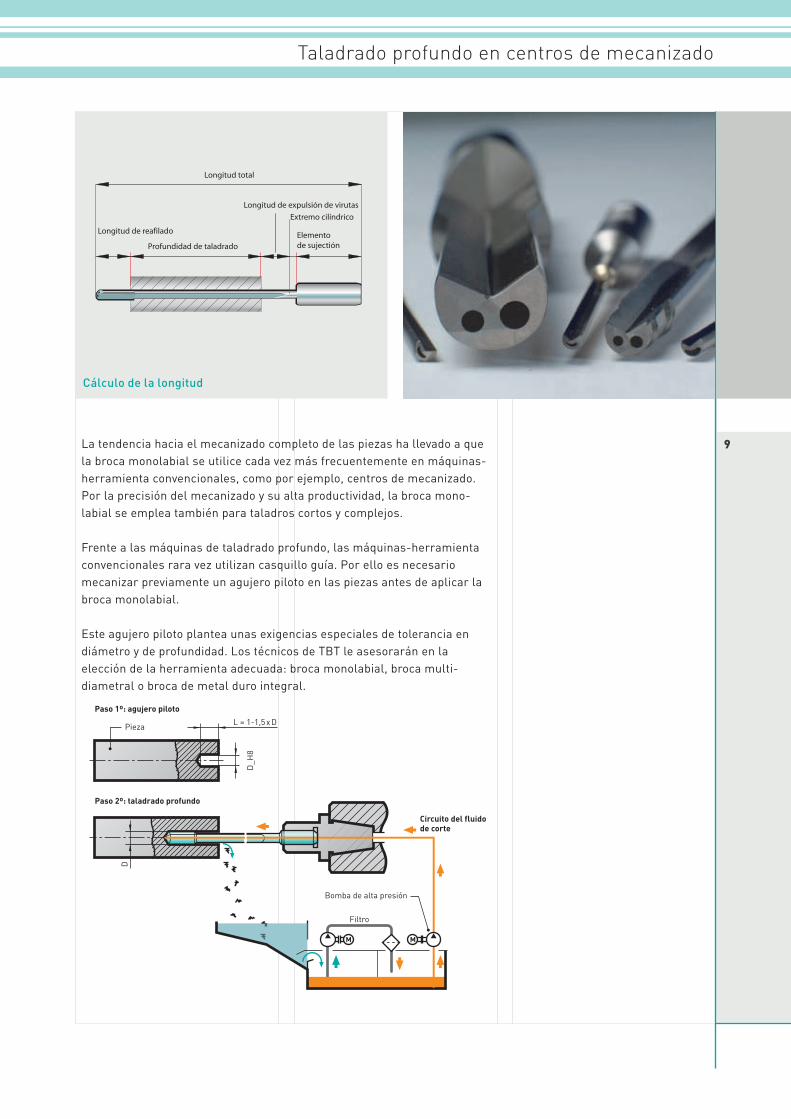
�La tendencia hacia el mecanizado completo de las piezas ha llevado a que la broca monolabial se utilice cada vez más frecuentemente en máquinas-herramienta convencionales, como por ejemplo, centros de mecanizado. Por la precisión del mecanizado y su alta productividad, la broca mono-labial se emplea también para taladros cortos y complejos.
Frente a las máquinas de taladrado profundo, las máquinas-herramienta convencionales rara vez utilizan casquillo guía. Por ello es necesario mecanizar previamente un agujero piloto en las piezas antes de aplicar la broca monolabial.
Este agujero piloto plantea unas exigencias especiales de tolerancia en diámetro y de profundidad. Los técnicos de TBT le asesorarán en la elección de la herramienta adecuada: broca monolabial, broca multi-diametral o broca de metal duro integral.
8H_
D
L = 1-1,5 x DPieza
Paso 2º: taladrado profundo
Circuito del fluido de corte
Bomba de alta presión
Filtro
D
Paso 1º: agujero piloto
Profundidad de taladrado
Longitud de reafilado
Longitud de expulsión de virutas
Longitud total
Extremo cilíndrico
Elementode sujectión
Cálculo de la longitud
Taladrado profundo en centros de mecanizado

10
Herramientas: broca monolabial con punta soldada
Broca monolabial con punta soldada La broca monolabial con punta soldada consta de una punta de metal duro integral o de acero con insertos de metal duro, la caña de acero bonificado y el mango de acero. Punta y mango van soldados a la caña.
Gama de diámetros: 1,9 – 50,0 mm Longitud: hasta 6000 mm Longitud útil: 40 – 50 x D Fluido de corte: preferentemente aceite de taladrado profundo Finura de filtrado: 10 – 20 µm Viscosidad: Ø 1,9 – 50 mm = 10 – 20 mm² /S
Punto de soldadura
Elemento de sujeciónCañaPunta de metal duro
Punto de soldadura
Información sobre seguridad No respondemos de los daños resultantes de una incorrecta manipulación de nuestras herramientas, de fallos de manejo, de condiciones deficientes de máquina o de un uso inadecuado de nuestras herramientas. Se deberán tener en cuenta las normas de aplicación, de emisión y de seguridad perti-nentes. Tendremos mucho gusto en asesorarles.
11
Herramientas: broca monolabial de metal duro integral
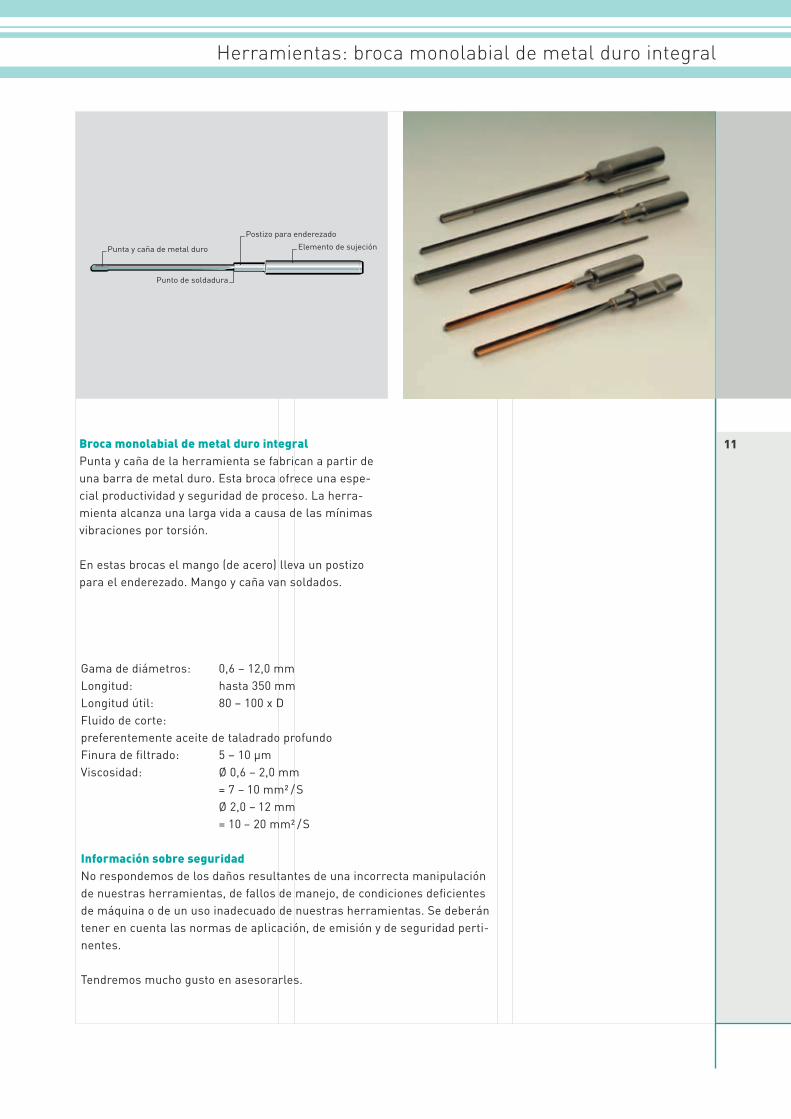
Broca monolabial de metal duro integralPunta y caña de la herramienta se fabrican a partir de una barra de metal duro. Esta broca ofrece una espe-cial productividad y seguridad de proceso. La herra-mienta alcanza una larga vida a causa de las mínimas vibraciones por torsión.
En estas brocas el mango (de acero) lleva un postizo para el enderezado. Mango y caña van soldados.
Gama de diámetros: 0,6 – 12,0 mm Longitud: hasta 350 mm Longitud útil: 80 – 100 x D Fluido de corte: preferentemente aceite de taladrado profundo Finura de filtrado: 5 – 10 µm Viscosidad: Ø 0,6 – 2,0 mm = 7 – 10 mm² /S Ø 2,0 – 12 mm = 10 – 20 mm² /S
Punto de soldadura
Punta y caña de metal duro Elemento de sujeción
Postizo para enderezado
Información sobre seguridad No respondemos de los daños resultantes de una incorrecta manipulación de nuestras herramientas, de fallos de manejo, de condiciones deficientes de máquina o de un uso inadecuado de nuestras herramientas. Se deberán tener en cuenta las normas de aplicación, de emisión y de seguridad perti-nentes. Tendremos mucho gusto en asesorarles.
1�
Herramientas: geometría de corte
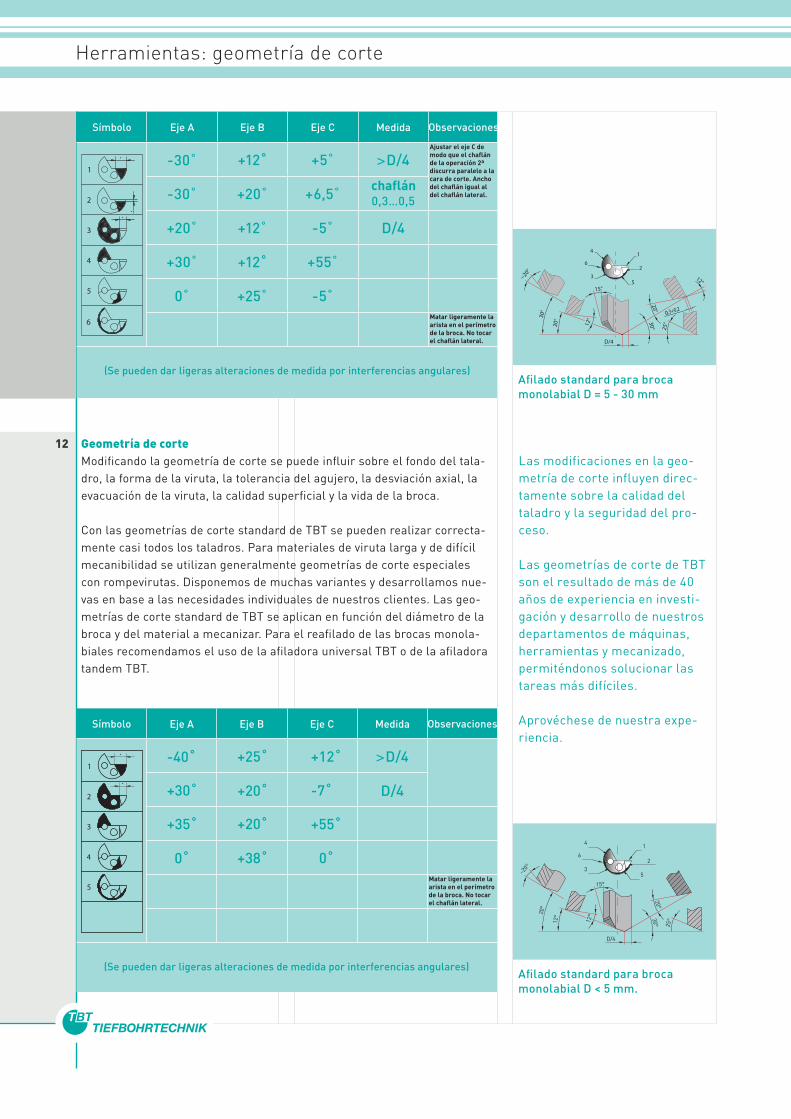
Geometría de corteModificando la geometría de corte se puede influir sobre el fondo del tala-dro, la forma de la viruta, la tolerancia del agujero, la desviación axial, la evacuación de la viruta, la calidad superficial y la vida de la broca.
Con las geometrías de corte standard de TBT se pueden realizar correcta-mente casi todos los taladros. Para materiales de viruta larga y de difícil mecanibilidad se utilizan generalmente geometrías de corte especiales con rompevirutas. Disponemos de muchas variantes y desarrollamos nue-vas en base a las necesidades individuales de nuestros clientes. Las geo-metrías de corte standard de TBT se aplican en función del diámetro de la broca y del material a mecanizar. Para el reafilado de las brocas monola-biales recomendamos el uso de la afiladora universal TBT o de la afiladora tandem TBT.
Símbolo
(Se pueden dar ligeras alteraciones de medida por interferencias angulares)
Medida
chaflán
ObservacionesEje A Eje B Eje C
Ajustar el eje C de modo que el chaflán de la operación 2ª discurra paralelo a la cara de corte. Ancho del chaflán igual al del chaflán lateral.
Matar ligeramente la arista en el perímetro de la broca. No tocar el chaflán lateral.
Afilado standard para broca monolabial D = 5 - 30 mm
,3+0,2
20°30
°
~20°
12° 30° 25
°
20°
D/4
15°
1
53
4
6
12°
2
0
Afilado standard para broca monolabial D < 5 mm.
12°20°
~20°
12° 30° 25°
20°
D/4
15°
1
53
4
62
Símbolo Medida
(Se pueden dar ligeras alteraciones de medida por interferencias angulares)
ObservacionesEje A Eje B Eje C
Matar ligeramente la arista en el perímetro de la broca. No tocar el chaflán lateral.
Las modificaciones en la geo-metría de corte influyen direc-tamente sobre la calidad del taladro y la seguridad del pro-ceso.
Las geometrías de corte de TBT son el resultado de más de 40 años de experiencia en investi-gación y desarrollo de nuestros departamentos de máquinas, herramientas y mecanizado, permiténdonos solucionar las tareas más difíciles.
Aprovéchese de nuestra expe-riencia.
1�
Herramientas: forma perimetral
Forma perimetral F
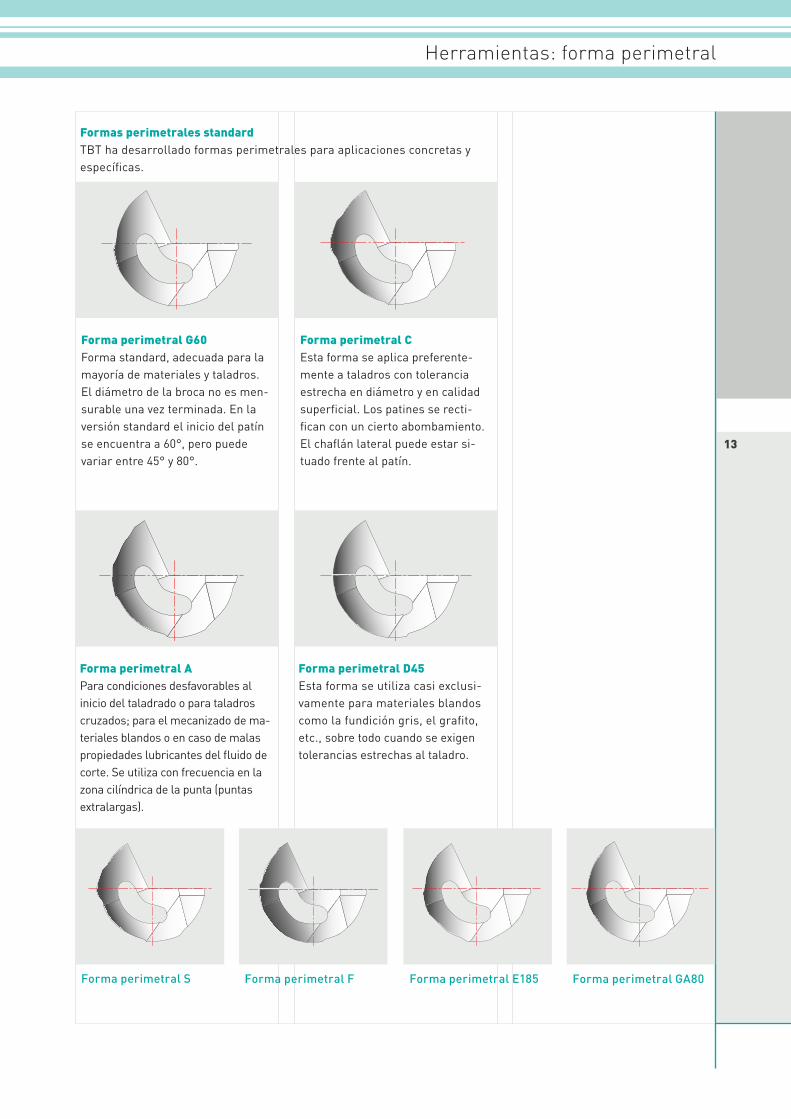
Forma perimetral APara condiciones desfavorables al inicio del taladrado o para taladros cruzados; para el mecanizado de ma-teriales blandos o en caso de malas propiedades lubricantes del fluido de corte. Se utiliza con frecuencia en la zona cilíndrica de la punta (puntas extralargas).
Forma perimetral CEsta forma se aplica preferente-mente a taladros con tolerancia estrecha en diámetro y en calidad superficial. Los patines se recti-fican con un cierto abombamiento. El chaflán lateral puede estar si-tuado frente al patín.
Forma perimetral D45Esta forma se utiliza casi exclusi-vamente para materiales blandos como la fundición gris, el grafito, etc., sobre todo cuando se exigen tolerancias estrechas al taladro.
Forma perimetral G60Forma standard, adecuada para la mayoría de materiales y taladros. El diámetro de la broca no es men-surable una vez terminada. En la versión standard el inicio del patín se encuentra a 60°, pero puede variar entre 45° y 80°.
Forma perimetral GA80Forma perimetral S Forma perimetral E185
Formas perimetrales standardTBT ha desarrollado formas perimetrales para aplicaciones concretas y específicas.
14
Herramientas: broca bilabial / herramienta especial: broca de recrecer
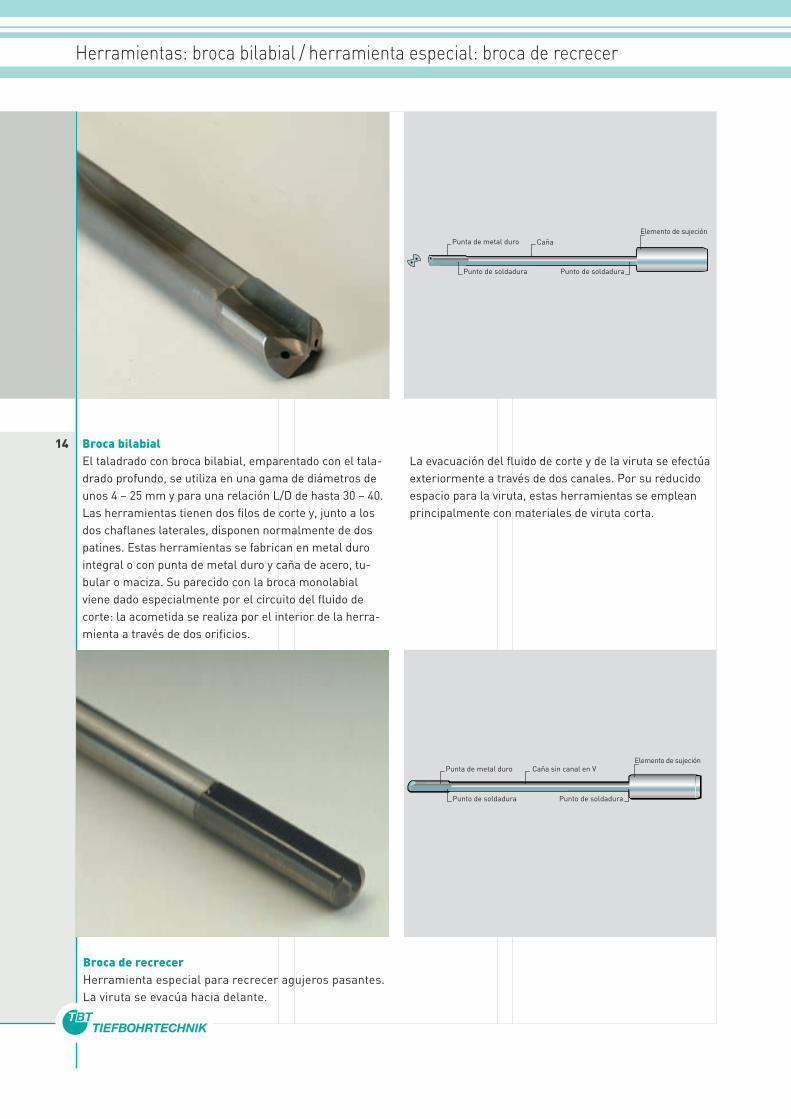
Broca bilabialEl taladrado con broca bilabial, emparentado con el tala-drado profundo, se utiliza en una gama de diámetros de unos 4 – 25 mm y para una relación L/D de hasta 30 – 40. Las herramientas tienen dos filos de corte y, junto a los dos chaflanes laterales, disponen normalmente de dos patines. Estas herramientas se fabrican en metal duro integral o con punta de metal duro y caña de acero, tu-bular o maciza. Su parecido con la broca monolabial viene dado especialmente por el circuito del fluido de corte: la acometida se realiza por el interior de la herra-mienta a través de dos orificios.
La evacuación del fluido de corte y de la viruta se efectúa exteriormente a través de dos canales. Por su reducido espacio para la viruta, estas herramientas se emplean principalmente con materiales de viruta corta.
Punto de soldadura
Elemento de sujeciónPunta de metal duro Caña sin canal en V
Punto de soldadura
Broca de recrecerHerramienta especial para recrecer agujeros pasantes. La viruta se evacúa hacia delante.
Punto de soldaduraPunto de soldadura
Elemento de sujeciónCañaPunta de metal duro
15
Herramienta especial: broca multidiametral
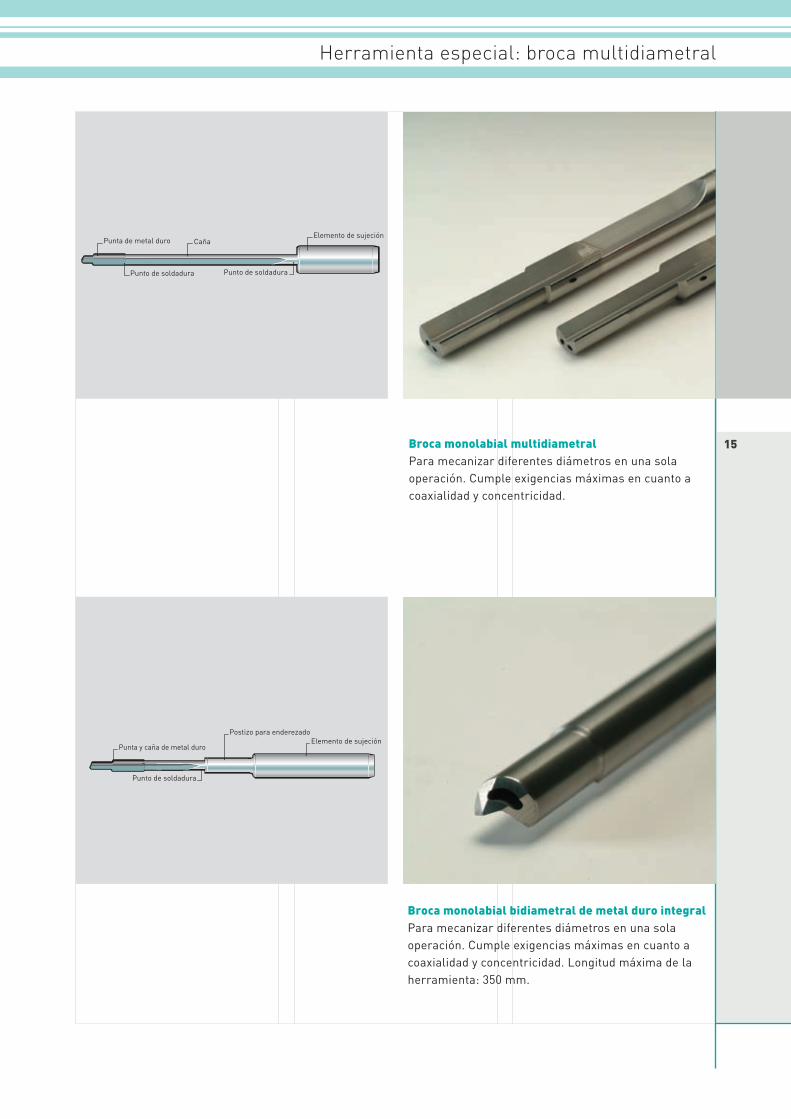
Broca monolabial multidiametralPara mecanizar diferentes diámetros en una sola operación. Cumple exigencias máximas en cuanto a coaxialidad y concentricidad.
Broca monolabial bidiametral de metal duro integralPara mecanizar diferentes diámetros en una sola operación. Cumple exigencias máximas en cuanto a coaxialidad y concentricidad. Longitud máxima de la herramienta: 350 mm.
Punto de soldadura
Postizo para enderezadoElemento de sujeción
Punta y caña de metal duro
Punto de soldaduraPunto de soldadura
Elemento de sujeciónPunta de metal duro Caña
16
Mangos de sujeción
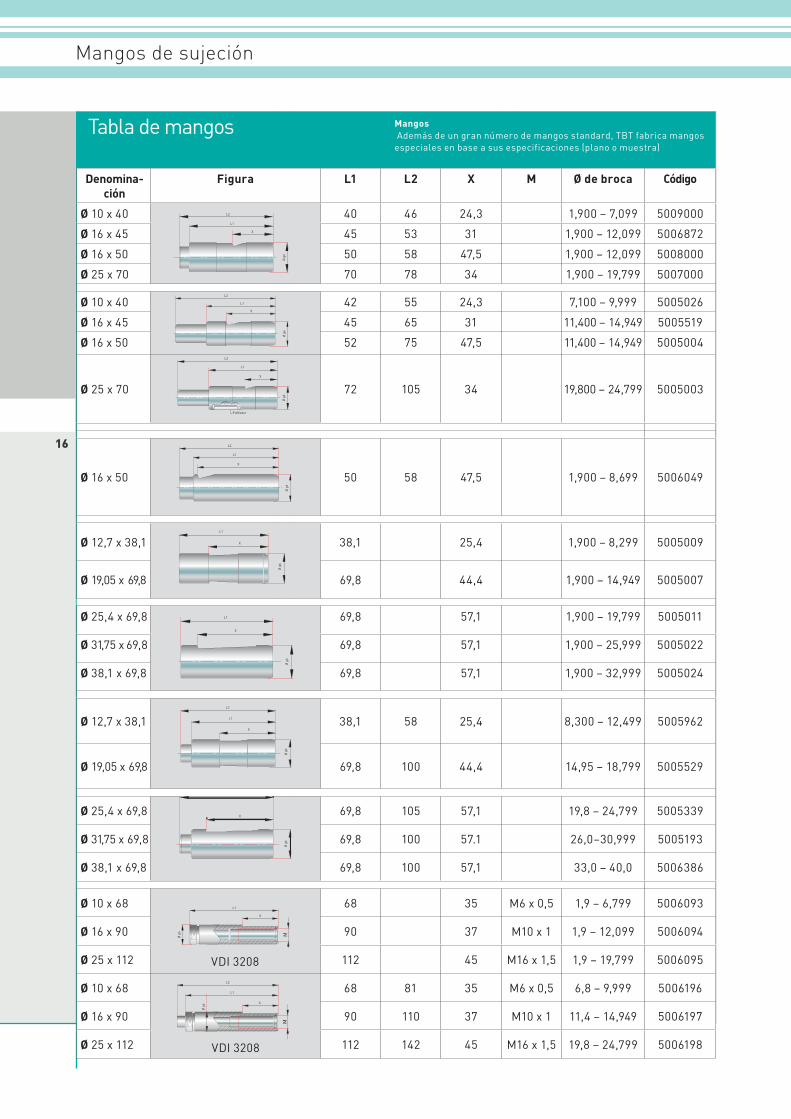
Tabla de mangos
Denomina-ción
Figura L1 L2 X M Ø de broca Código
Ø 10 x 40X
Øg6
L1
L2 40 46 24,3 1,900 – 7,099 5009000
Ø 16 x 45 45 53 31 1,900 – 12,099 5006872
Ø 16 x 50 50 58 47,5 1,900 – 12,099 5008000
Ø 25 x 70 70 78 34 1,900 – 19,799 5007000
Ø 10 x 40
Øg6
X
L1
L2
42 55 24,3 7,100 – 9,999 5005026
Ø 16 x 45 45 65 31 11,400 – 14,949 5005519
Ø 16 x 50 52 75 47,5 11,400 – 14,949 5005004
Ø 25 x 70
Paßfeder
Øg6
X
L1
L2
72 105 34 19,800 – 24,799 5005003
Ø 16 x 50
Øg6
X
L1
L2
50 58 47,5 1,900 – 8,699 5006049
Ø 12,7 x 38,1L1
Øg6
X 38,1 25,4 1,900 – 8,299 5005009
Ø 19,05 x 69,8 69,8 44,4 1,900 – 14,949 5005007
Ø 25,4 x 69,8 69,8 57,1 1,900 – 19,799 5005011
Ø 31,75 x 69,8 69,8 57,1 1,900 – 25,999 5005022
Ø 38,1 x 69,8 69,8 57,1 1,900 – 32,999 5005024
Ø 12,7 x 38,1 L1
Øg6
X
L2
38,1 58 25,4 8,300 – 12,499 5005962
Ø 19,05 x 69,8 69,8 100 44,4 14,95 – 18,799 5005529
Ø 25,4 x 69,8 69,8 105 57,1 19,8 – 24,799 5005339
Ø 31,75 x 69,8 69,8 100 57.1 26,0–30,999 5005193
Ø 38,1 x 69,8 69,8 100 57,1 33,0 – 40,0 5006386
Ø 10 x 68X
L1
Øg6 M
68 35 M6 x 0,5 1,9 – 6,799 5006093
Ø 16 x 90 90 37 M10 x 1 1,9 – 12,099 5006094
Ø 25 x 112 112 45 M16 x 1,5 1,9 – 19,799 5006095
Ø 10 x 68X
L1
M
Øg6
L2
68 81 35 M6 x 0,5 6,8 – 9,999 5006196
Ø 16 x 90 90 110 37 M10 x 1 11,4 – 14,949 5006197
Ø 25 x 112 112 142 45 M16 x 1,5 19,8 – 24,799 5006198
Mangos Además de un gran número de mangos standard, TBT fabrica mangos especiales en base a sus especificaciones (plano o muestra)
VDI 3208
VDI 3208
Øg6
L2
X
Øg6
L1
X

17
Mangos de sujeción
Tabla de mangos
Denomina-ción
Figura L1 L2 X M Ø de broca Código
Ø 10 x 40
Øh6
L1
40 1,9 – 6,499 5006914
Ø 12 x 45 45 1,9 – 7,999 5006719
Ø 16 x 48 48 1,9 – 11,399 5005802
Ø 20 x 50 50 1,9 – 14,949 5006518
Ø 25 x 56 56 1,9 – 19,799 5006519
Ø 32 x 60 60 1,9 – 25,999 5006960
Ø 10 x 40
Øh6
X
40 20 1,9 – 7,099 5005914
Ø 12 x 45 45 22,5 1,9 – 7,999 5006061
Ø 16 x 48 48 24 1,9 – 12,099 5005911
Ø 20 x 50 50 25 1,9 – 14,949 5005886
Ø 25 x 56 56 32 1,9 – 19,799 5005887
Ø 32 x 60 60 36 1,9 – 25,999 5006234
Ø 40 x 70 70 40 1,9 – 29,999 5006239
Ø 10 x 40L1
Øh6
X
40 28 1,9 – 7,099 5006158
Ø 12 x 45 45 33 1,9 – 7,999 5005822
Ø 16 x 48 48 36 1,9 – 11,399 5005872
Ø 20 x 50 50 38 1,9 – 14,949 5005821
Ø 25 x 56 56 44 1,9 – 19,799 5005583
Ø 32 x 60 60 48 1,9 – 25,999 5005861
Ø 10 x 40
Øh6
X
L1 40 28 1,9 – 6,499 5006487
Ø 12 x 45 45 33 1,9 – 7,999 5006458
Ø 16 x 48 48 36 1,9 – 11,399 5006501
Ø 20 x 50 50 38 1,9 – 14,949 5006505
Ø 25 x 56 56 44 1,9 – 19,799 5006491
Ø 16 x 112
Øg6M
L1
X
112 72 TR16 x 1,5 1,9 – 11,399 5005211
Ø 20 x 126 126 81,0 TR20 x 2 1,9 – 14,949 5005334
Ø 28 x 126 126 24 TR28 x 2 1,9 – 23,799 5005460
Ø 36 x 162 162 25 TR36 x 2 1,9 – 26,999 5006302
Ø 10 x 60
M
L1
Øg6
60 M6 x 0,5 1,9 – 6,499 5005835
Ø 16 x 80 80 M10 x 1 1,9 – 12,099 5005837
Ø 25 x 100 100 M16 x 1,5 1,9 – 19,799 5005839
Ø 16 x 80 80 100 M10 x 1 12,1 – 14,949 5005836
Ø 25 x 100 100 140 M16 x 1,5 19,8 – 24,799 5005838
Ø 16 x 40L1
Øg6
X
40 15,5 1,9 – 11,399 5005595
Ø 25 x 50 50 25,5 1,9 – 19,799 5005592
Ø 35 x 60 60 29,5 1,9 – 28,999 5005881
DIN 1835 Forma A
DIN 1835 Forma B
DIN 1835 Forma B
DIN 1835 Forma E
DIN 6535 Forma HE
MangosAdemás de un gran número de mangos standard, TBT fabrica mangos especiales en base a sus especificaciones (plano o muestra)
Øh6
X
L1
L2
L1
Øg6M
18
Datos técnicos
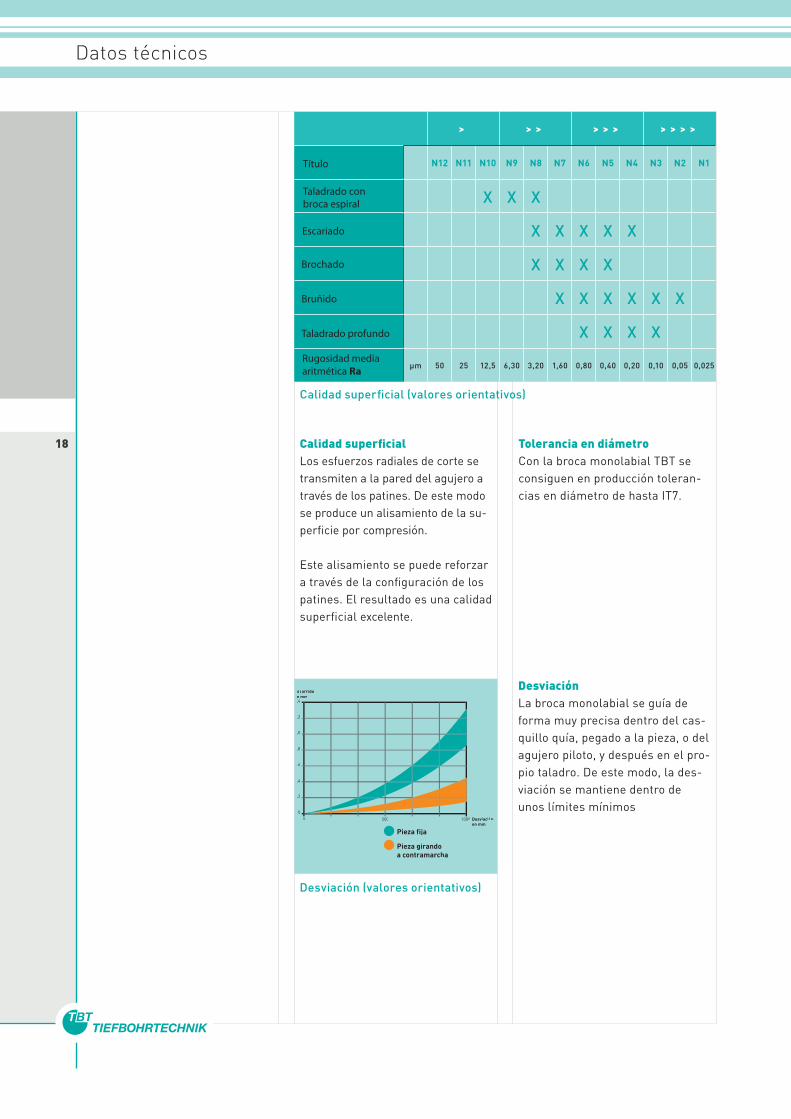
Rugosidad media aritmética Ra
Título
Taladrado con broca espiral
Escariado
Brochado
Bruñido
Taladrado profundo
Calidad superficial (valores orientativos)
Recorridoen mm
Desviaciónen mm
Pieza fija
Pieza girando a contramarcha
1,4
1,2
1,0
0,8
0,6
0,4
0,2
0
0 500 1000
Desviación (valores orientativos)
Calidad superficialLos esfuerzos radiales de corte se transmiten a la pared del agujero a través de los patines. De este modo se produce un alisamiento de la su-perficie por compresión.
Este alisamiento se puede reforzar a través de la configuración de los patines. El resultado es una calidad superficial excelente.
Tolerancia en diámetroCon la broca monolabial TBT se consiguen en producción toleran-cias en diámetro de hasta IT7.
DesviaciónLa broca monolabial se guía de forma muy precisa dentro del cas-quillo quía, pegado a la pieza, o del agujero piloto, y después en el pro-pio taladro. De este modo, la des-viación se mantiene dentro de unos límites mínimos
1�
Datos técnicos
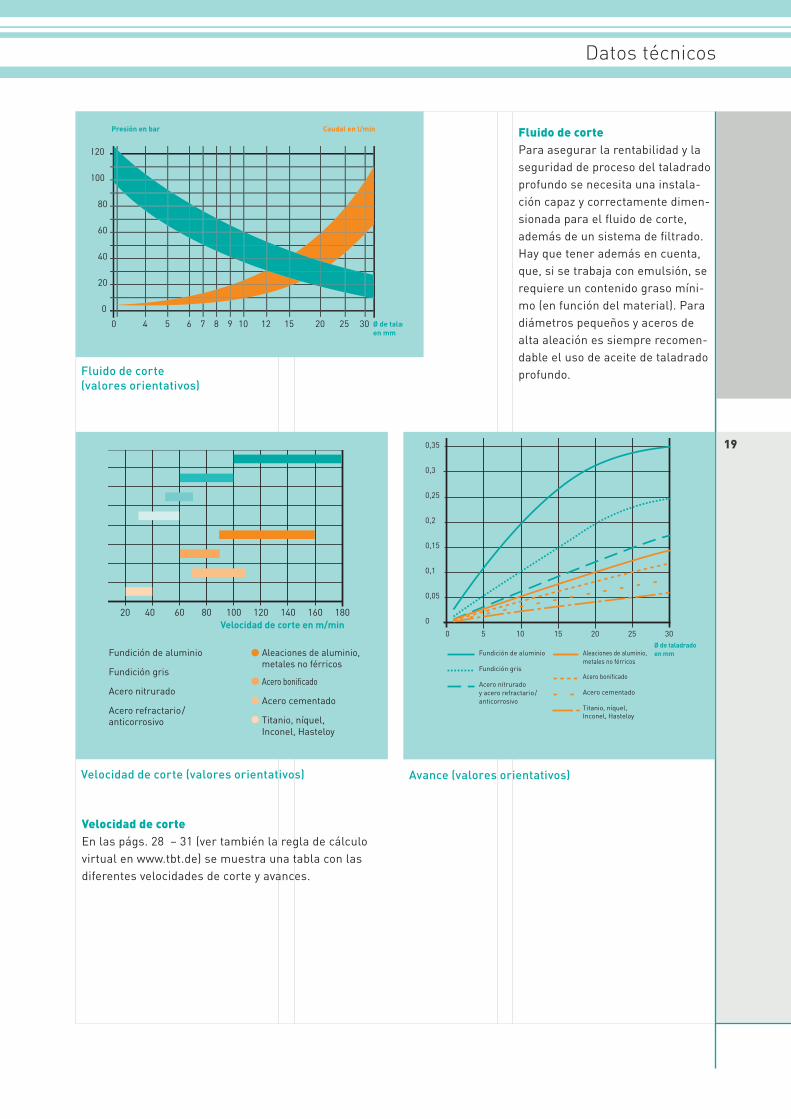
Fluido de cortePara asegurar la rentabilidad y la seguridad de proceso del taladrado profundo se necesita una instala-ción capaz y correctamente dimen-sionada para el fluido de corte, además de un sistema de filtrado. Hay que tener además en cuenta, que, si se trabaja con emulsión, se requiere un contenido graso míni-mo (en función del material). Para diámetros pequeños y aceros de alta aleación es siempre recomen-dable el uso de aceite de taladrado profundo.
Ø de taladrado en mm
0 5 10 15 20 25 30
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
0,4
Aleaciones de aluminio, metales no férricos
Acero bonificado
Acero cementado
Titanio, níquel, Inconel, Hasteloy
Fundición de aluminio
Fundición gris
Acero nitrurado y acero refractario/anticorrosivo
Presión en bar
Ø de taladrado en mm
Caudal en l/min
Velocidad de corte en m/min
Fundición de aluminio
Fundición gris
Acero nitrurado
Acero refractario/ anticorrosivo
Aleaciones de aluminio, metales no férricos
Acero bonificado
Acero cementado
Titanio, níquel, Inconel, Hasteloy
0 20 40 60 80 100 120 140 160 180
Fluido de corte (valores orientativos)
Avance (valores orientativos)Velocidad de corte (valores orientativos)
Velocidad de corteEn las págs. 28 – 31 (ver también la regla de cálculo virtual en www.tbt.de) se muestra una tabla con las diferentes velocidades de corte y avances.

�0
Accesorios: casquillos guía
Casquillos guía de acero /metal duroNorma TBT
acero/metal duroØ de la broca D n6 L d g6
TBN 2302 / 2310 0,900 0,999 3 8
indicar el Ø de la broca en el
pedido
TBN 2302 / 2310 1,000 1,899 4
TBN 2302 / 2310 1,900 2,699 5
TBN 2302 / 2310 2,700 3,399 6 11
TBN 2302 / 2310 3,400 4,099 7
TBN 2302 / 2310 4,100 5,099 8
TBN 2302 / 2310 5,100 6,099 10 14
TBN 2302 / 2310 6,100 8,099 12
TBN 2302 / 2310 8,100 10,099 15 18
TBN 2302 / 2310 10,100 12,099 18
TBN 2302 / 2310 12,100 15,099 22 26
TBN 2302 / 2310 15,100 18,099 26
TBN 2302 / 2310 18,100 22,099 30 33
TBN 2302 / 2310 22,100 26,099 35
TBN 2302 / 2310 26,100 30,099 42
TBN 2302 / 2310 30,100 35,099 48 42
TBN 2302 / 2310 35,100 42,099 55
TBN 2302 / 2310 42,100 48,099 62 52
TBN 2302 / 2310 48,100 55,099 70
TBN 2302 / 2310 55,100 63,000 78 67
Ø d
g6
Ø D
n6
L
Accesorios: casquillos guíaPara guiar a la broca al inicio del taladrado hasta que ésta se autoguía; disponible en acero y en metal duro.
Instrucciones para realizar pedidos:Ejemplo de pedido: casquillo guía Ø 5,0 en acero Texto del pedido: casquillo guía s /TBN 2302 5,0 x 8 x11
�1
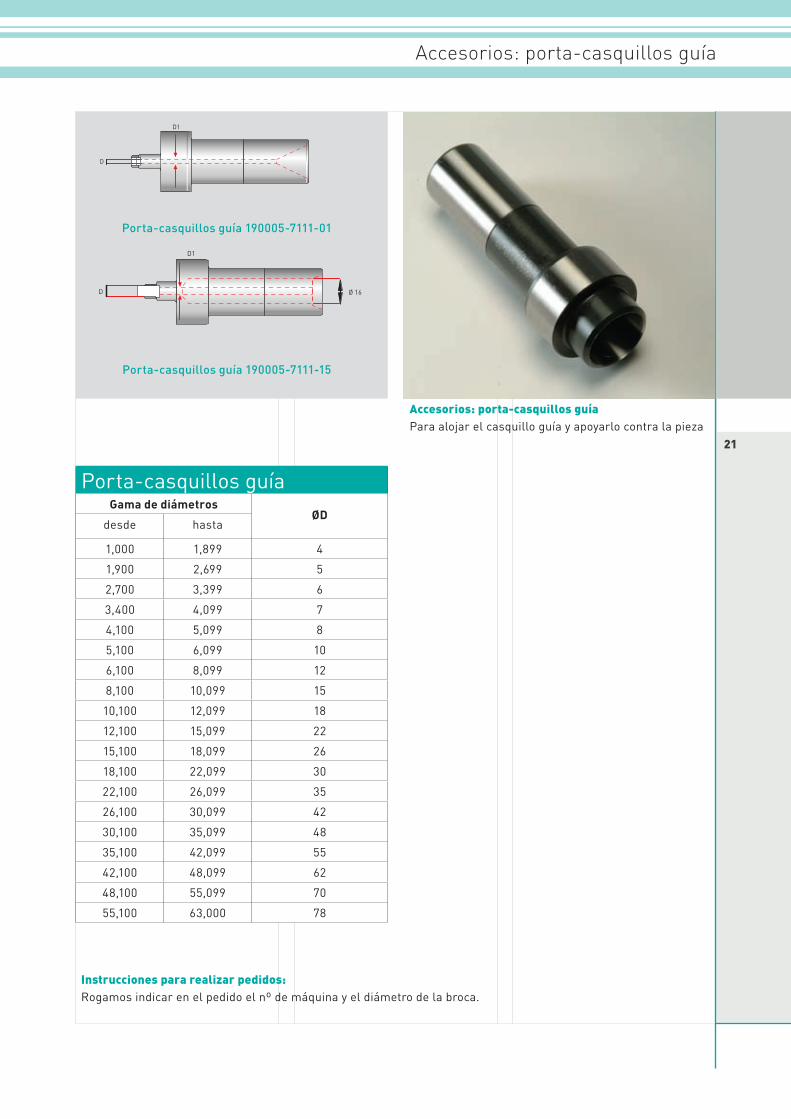
Ø 16D
D1
Porta-casquillos guía 190005-7111-01
Porta-casquillos guía 190005-7111-15
Porta-casquillos guíaGama de diámetros
ØDdesde hasta
1,000 1,899 4
1,900 2,699 5
2,700 3,399 6
3,400 4,099 7
4,100 5,099 8
5,100 6,099 10
6,100 8,099 12
8,100 10,099 15
10,100 12,099 18
12,100 15,099 22
15,100 18,099 26
18,100 22,099 30
22,100 26,099 35
26,100 30,099 42
30,100 35,099 48
35,100 42,099 55
42,100 48,099 62
48,100 55,099 70
55,100 63,000 78
D
D1
Accesorios: porta-casquillos guíaPara alojar el casquillo guía y apoyarlo contra la pieza
Accesorios: porta-casquillos guía
Instrucciones para realizar pedidos:Rogamos indicar en el pedido el nº de máquina y el diámetro de la broca.
��
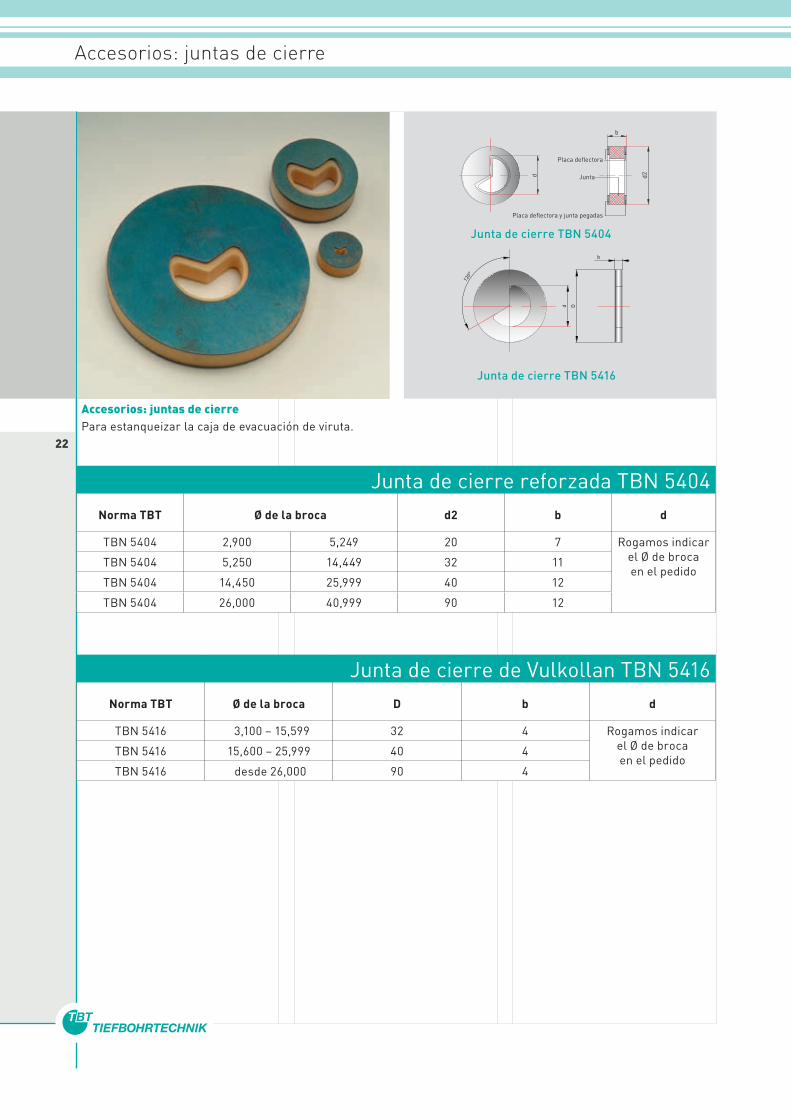
Accesorios: juntas de cierre
Junta de cierre TBN 5404
Junta de cierre TBN 5416
Junta de cierre reforzada TBN 5404Norma TBT Ø de la broca d2 b d
TBN 5404 2,900 5,249 20 7 Rogamos indicar el Ø de broca en el pedido
TBN 5404 5,250 14,449 32 11
TBN 5404 14,450 25,999 40 12
TBN 5404 26,000 40,999 90 12
Junta de cierre de Vulkollan TBN 5416Norma TBT Ø de la broca D b d
TBN 5416 3,100 – 15,599 32 4 Rogamos indicar el Ø de broca en el pedido
TBN 5416 15,600 – 25,999 40 4
TBN 5416 desde 26,000 90 4
d
120°
b
D
d2
b
d
Accesorios: juntas de cierrePara estanqueizar la caja de evacuación de viruta.

��
Accesorios: casquillos de luneta
Casquillo de luneta
Casquillo de luneta de forma
Casquillos de luneta de formaNorma TBT Ø de la broca D D1 L L1 d
TBN 5420 1,900 – 16,399 20 26 20 12 Rogamos indicar el Ø de broca en el pedido
TBN 5421 1,900 – 23,799 30 38 26 16
Casquillos de lunetaNorma TBT Ø de la broca D D1 L L1 d
TBN 5406 1,900 – 16,399 20 26 20 12 Rogamos indicar el Ø de broca
en el pedidoTBN 5407 1,900 – 25,999 30 38 26 16
TBN 5408 1,900 – 34,000 45 50 26 16
ØD1
L
ØD
L1
Ød
120°
Accesorios: casquillos de lunetaPara guiar y estabilizar la herramienta.
ØD1
L
ØD
L1
Ød

�4
Accesorios: caja de estanqueidad
Caja de estanqueidad 100700-7101-01
Caja de estanqueidad 302200-7101-01
100700-7101-01Caja de estanqueidad para casquillos de luneta Ø 30 sin rodamiento
CódigoDiámetro de la broca
ØDdesde hasta
100700-7101-01 1,900 5,249 6,5
100700-7102-01 5,250 11,399 12,5
100700-7103-01 11,400 16,399 18,5
100700-7104-01 16,400 25,999 27
Caja de estanqueidad para casquillos de luneta Ø 30 con rodamiento
CódigoDiámetro de la broca
ØDdesde hasta
100700-7101-00 1,900 5,249 6,5
100700-7102-00 5,250 11,399 12,5
100700-7103-00 11,400 16,399 18,5
100700-7104-00 16,400 25,999 27
302200-7101-01Caja de estanqueidad para casquillos de luneta Ø 20 sin rodamiento
CódigoDiámetro de la broca
ØDdesde hasta
302200-7101-01 1,900 5,249 6,5
302200-7102-01 5,250 11,399 12,5
302200-7103-01 11,400 16,399 18,5
Caja de estanqueidad para casquillos de luneta Ø 20 con rodamiento
CódigoDiámetro de la broca
ØDdesde hasta
302200-7101-00 1,900 5,249 6,5
302200-7102-00 5,250 11,399 12,5
302200-7103-00 11,400 16,399 18,5
38
ØDØ60
38
ØDØ60
Accesorios: caja de estanqueidadPara alojar la junta de cierre y el casquillo de luneta
Instrucciones para realizar pedidos:Rogamos indicar en el pedido el nº de máquina y el diámetro de la broca
�5
Accesorios: conos de amarre
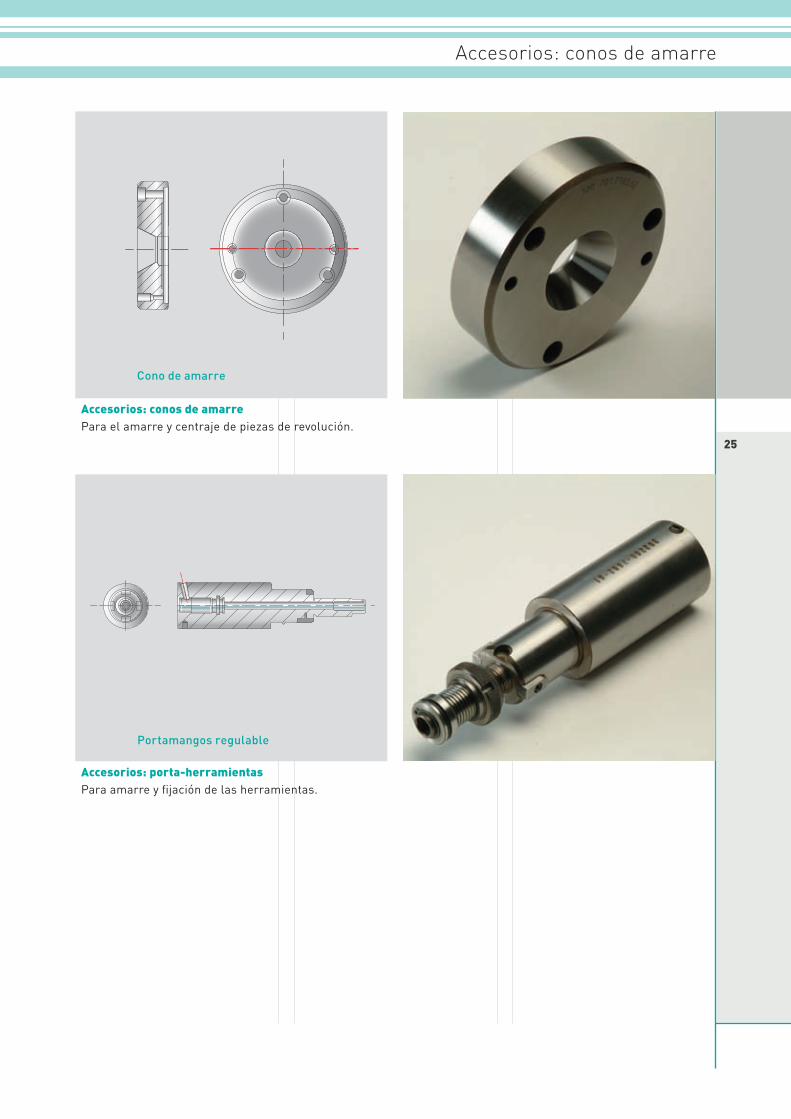
Accesorios: conos de amarrePara el amarre y centraje de piezas de revolución.
Cono de amarre
Portamangos regulable
Accesorios: porta-herramientasPara amarre y fijación de las herramientas.
�6
Otros accesorios: útil de prerreglaje
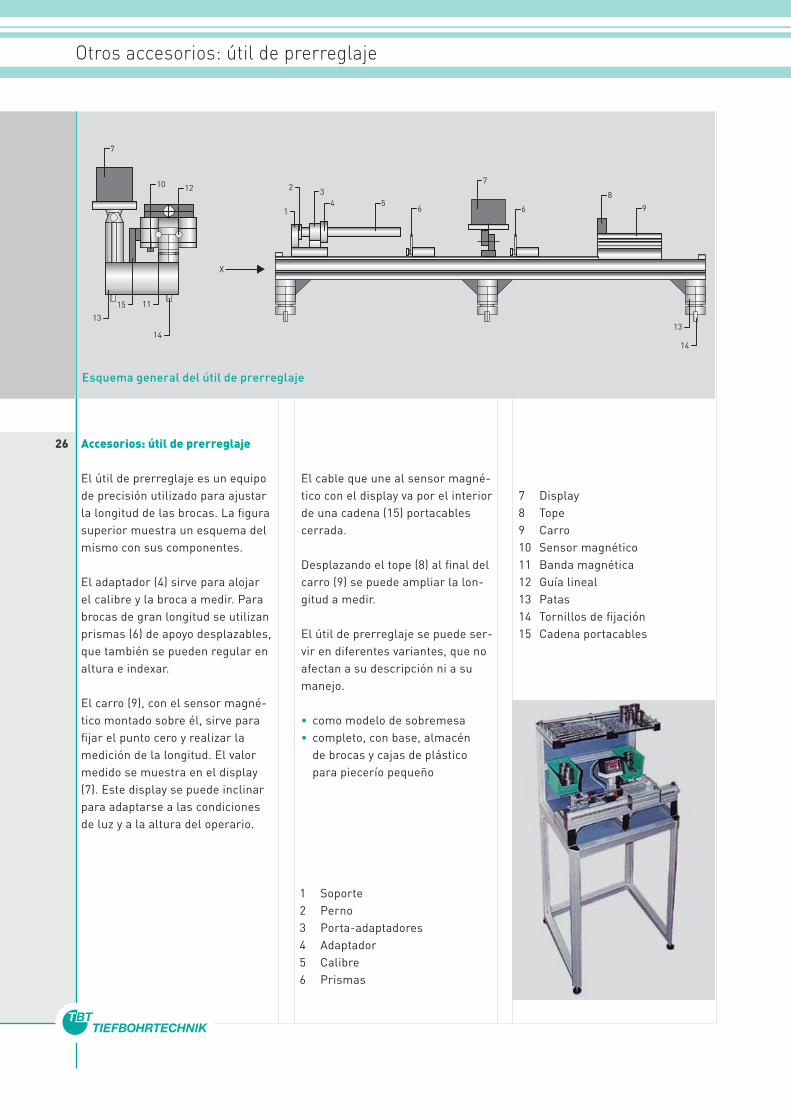
Accesorios: útil de prerreglaje
El útil de prerreglaje es un equipo de precisión utilizado para ajustar la longitud de las brocas. La figura superior muestra un esquema del mismo con sus componentes.
El adaptador (4) sirve para alojar el calibre y la broca a medir. Para brocas de gran longitud se utilizan prismas (6) de apoyo desplazables, que también se pueden regular en altura e indexar.
El carro (9), con el sensor magné-tico montado sobre él, sirve para fijar el punto cero y realizar la medición de la longitud. El valor medido se muestra en el display (7). Este display se puede inclinar para adaptarse a las condiciones de luz y a la altura del operario.
1 Soporte 2 Perno 3 Porta-adaptadores 4 Adaptador 5 Calibre 6 Prismas
Esquema general del útil de prerreglaje
El cable que une al sensor magné-tico con el display va por el interior de una cadena (15) portacables cerrada.
Desplazando el tope (8) al final del carro (9) se puede ampliar la lon-gitud a medir.
El útil de prerreglaje se puede ser-vir en diferentes variantes, que no afectan a su descripción ni a su manejo.
• como modelo de sobremesa• completo, con base, almacén
de brocas y cajas de plástico para piecerío pequeño
9
1 Grundhalter
2 Auflagebolzen
3 Halter für Adapter
4 Adapter
5 Lehrdorn
6 Prismen
7 Positionsanzeige
8 Anschlagplatte
9 Schiebeschlitten
10 Magnetsensor
11 Magnetband
12 Linearführung
13 Unterstützungen
14 Befestigungsschrauben
15 Energiekette
7
1210
X
7
6654
3 82
1
13
13
11
14
14
15
9
1 Grundhalter
2 Auflagebolzen
3 Halter für Adapter
4 Adapter
5 Lehrdorn
6 Prismen
7 Positionsanzeige
8 Anschlagplatte
9 Schiebeschlitten
10 Magnetsensor
11 Magnetband
12 Linearführung
13 Unterstützungen
14 Befestigungsschrauben
15 Energiekette
7
1210
X
7
6654
3 82
1
13
13
11
14
14
15
7 Display 8 Tope 9 Carro 10 Sensor magnético 11 Banda magnética 12 Guía lineal 13 Patas 14 Tornillos de fijación 15 Cadena portacables

�7
Afiladoras
AfiladorasExisten diferentes equipos para reafilar las brocas monolabiales. En este campo hemos aplicado nuestra larga experiencia en el diseño y fabricación de nuestras propias afiladoras, útiles y accesorios correspondientes.
Afiladora tándem
Útil universal portabrocas TBTEste útil universal puede montarse sobre afiladoras convencionales de herramientas. Es el mismo útil que usamos en nuestra afiladora universal, con evidentes ventajas:
• útil compacto, con tres ejes de giro, para reafilar todo tipo de geometrías de corte en brocas monolabiales
• accesorio para apoyar brocas muy largas
Afiladora universal TBTUna máquina completa para sus necesidades específicas: el husillo portamuelas y nuestro útil univer-sal TBT van montados sobre una base maciza para obtener así una óptima calidad en el reafilado y excelentes resultados en el tala-drado. Adicionalmente disponemos de un zócalo y un sistema de aspi-ración adecuados.
Afiladora tándemAfiladora de doble husillo, de alta precisión, destinada al reafilado exacto de brocas monolabiales con una misma geometría de corte, en una gama de diámetros de 2,0 a unos 20 mm.
Hasta cinco útiles portabrocas permiten prerreglar los diferentes ángulos para un afilado de cinco caras, simplificando así todas las operaciones. El movimiento de vaivén de las muelas es electro-mecánico.
• un único ajuste de la geome-tría de corte
• soportes intercambiables para reglaje exterior a las diferen-tes geometrías de corte
• ocho diferentes cartuchos portabrocas para cubrir la gama total de diámetros.
Como accesorio adicional se dis-pone de un sistema de aspiración en seco para eliminar el polvo de la zona de trabajo
• dos tamaños para cubrir una amplia gama de diámetros de broca (2,5 – 32 mm y 5,0 – 45 mm)
Para un óptimo reafilado de las brocas monolabiales de pequeño diámetro (1,0 – 3,5 mm) se puede equipar este útil universal con un soporte especial, con iluminación y microscopio de 20 aumentos.
Afiladora universal
�8
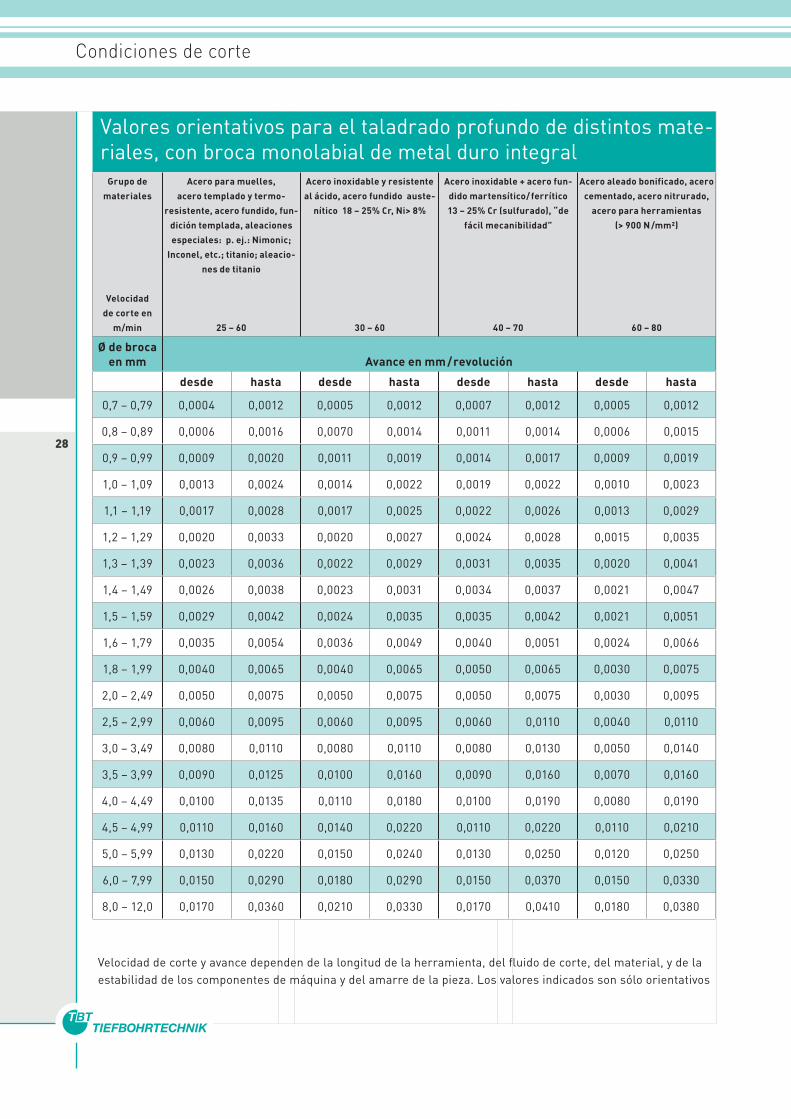
Valores orientativos para el taladrado profundo de distintos mate-riales, con broca monolabial de metal duro integral
Grupo de
materiales
Velocidad
de corte en
m/min
Acero para muelles,
acero templado y termo-
resistente, acero fundido, fun-
dición templada, aleaciones
especiales: p. ej.: Nimonic;
Inconel, etc.; titanio; aleacio-
nes de titanio
25 – 60
Acero inoxidable y resistente
al ácido, acero fundido auste-
nítico 18 – 25% Cr, Ni> 8%
30 – 60
Acero inoxidable + acero fun-
dido martensítico / ferrítico
13 – 25% Cr (sulfurado), “de
fácil mecanibilidad”
40 – 70
Acero aleado bonificado, acero
cementado, acero nitrurado,
acero para herramientas
(> 900 N /mm²)
60 – 80
Ø de broca en mm Avance en mm /revolución
desde hasta desde hasta desde hasta desde hasta
0,7 – 0,79 0,0004 0,0012 0,0005 0,0012 0,0007 0,0012 0,0005 0,0012
0,8 – 0,89 0,0006 0,0016 0,0070 0,0014 0,0011 0,0014 0,0006 0,0015
0,9 – 0,99 0,0009 0,0020 0,0011 0,0019 0,0014 0,0017 0,0009 0,0019
1,0 – 1,09 0,0013 0,0024 0,0014 0,0022 0,0019 0,0022 0,0010 0,0023
1,1 – 1,19 0,0017 0,0028 0,0017 0,0025 0,0022 0,0026 0,0013 0,0029
1,2 – 1,29 0,0020 0,0033 0,0020 0,0027 0,0024 0,0028 0,0015 0,0035
1,3 – 1,39 0,0023 0,0036 0,0022 0,0029 0,0031 0,0035 0,0020 0,0041
1,4 – 1,49 0,0026 0,0038 0,0023 0,0031 0,0034 0,0037 0,0021 0,0047
1,5 – 1,59 0,0029 0,0042 0,0024 0,0035 0,0035 0,0042 0,0021 0,0051
1,6 – 1,79 0,0035 0,0054 0,0036 0,0049 0,0040 0,0051 0,0024 0,0066
1,8 – 1,99 0,0040 0,0065 0,0040 0,0065 0,0050 0,0065 0,0030 0,0075
2,0 – 2,49 0,0050 0,0075 0,0050 0,0075 0,0050 0,0075 0,0030 0,0095
2,5 – 2,99 0,0060 0,0095 0,0060 0,0095 0,0060 0,0110 0,0040 0,0110
3,0 – 3,49 0,0080 0,0110 0,0080 0,0110 0,0080 0,0130 0,0050 0,0140
3,5 – 3,99 0,0090 0,0125 0,0100 0,0160 0,0090 0,0160 0,0070 0,0160
4,0 – 4,49 0,0100 0,0135 0,0110 0,0180 0,0100 0,0190 0,0080 0,0190
4,5 – 4,99 0,0110 0,0160 0,0140 0,0220 0,0110 0,0220 0,0110 0,0210
5,0 – 5,99 0,0130 0,0220 0,0150 0,0240 0,0130 0,0250 0,0120 0,0250
6,0 – 7,99 0,0150 0,0290 0,0180 0,0290 0,0150 0,0370 0,0150 0,0330
8,0 – 12,0 0,0170 0,0360 0,0210 0,0330 0,0170 0,0410 0,0180 0,0380
Velocidad de corte y avance dependen de la longitud de la herramienta, del fluido de corte, del material, y de la estabilidad de los componentes de máquina y del amarre de la pieza. Los valores indicados son sólo orientativos
Condiciones de corte

��
Valores orientativos para el taladrado profundo de distintos mate-riales, con broca monolabial de metal duro integral
Grupo de
materiales
Velocidad de
corte en
m /min
Fundición GG, (> 300
N /mm²), GGG (> 400
N /mm²), fundición
en general
60 – 90
Fundición GG, (> 300
N /mm²), GGG (> 400
N/mm²), fundición
maleable GTW y GTS
“de fácil mecanibi-
lidad”
70 – 100
Acero estructural
sin alear y de baja
aleación, acero para
tornos automáticos,
acero bonificado,
cementado, acero
para herramientas
(< 900 N /mm²), “de
fácil mecanibilidad”
70 – 100
Cobre, bronce,
latón, plásticos
80 – 150
Aluminio, fundición
de aluminio, conte-
nido de Si > 5%, de
fácil mecanibilidad
80 – 160
Aluminio, aleación
de aluminio, conte-
nido de Si < 5%, “no
templado”
100 – 300
Ø de broca en mm Avance en mm /revolución
desde hasta desde hasta desde hasta desde hasta desde hasta desde hasta
0,7 – 0,79 0,0009 0,0014 0,0007 0,0018 0,0004 0,0018 0,0005 0,0012 0,0007 0,0012 0,0005 0,0009
0,8 – 0,89 0,0012 0,0018 0,0010 0,0023 0,0004 0,0022 0,0008 0,0015 0,0012 0,0014 0,0008 0,0012
0,9 – 0,99 0,0015 0,0024 0,0014 0,0028 0,0007 0,0026 0,0011 0,0019 0,0017 0,0020 0,0011 0,0017
1,0 – 1,09 0,0019 0,0029 0,0018 0,0032 0,0010 0,0032 0,0015 0,0024 0,0020 0,0024 0,0015 0,0024
1,1 – 1,19 0,0025 0,0035 0,0022 0,0038 0,0014 0,0038 0,0019 0,0029 0,0022 0,0029 0,0019 0,0034
1,2 – 1,29 0,0031 0,0041 0,0030 0,0048 0,0018 0,0041 0,0024 0,0034 0,0024 0,0034 0,0024 0,0041
1,3 – 1,39 0,0040 0,0051 0,0039 0,0060 0,0020 0,0050 0,0028 0,0039 0,0026 0,0045 0,0026 0,0044
1,4 – 1,49 0,0047 0,0060 0,0049 0,0079 0,0021 0,0054 0,0031 0,0047 0,0028 0,0055 0,0032 0,0048
1,5 – 1,59 0,0053 0,0068 0,0056 0,0100 0,0021 0,0067 0,0032 0,0053 0,0035 0,0066 0,0038 0,0059
1,6 – 1,79 0,0064 0,0095 0,0064 0,0150 0,0028 0,0075 0,0035 0,0095 0,0040 0,0085 0,0040 0,0075
1,8 – 1,99 0,0070 0,0130 0,0070 0,0220 0,0030 0,0095 0,0040 0,0130 0,0050 0,0110 0,0050 0,0110
2,0 – 2,49 0,0100 0,0220 0,0090 0,0330 0,0040 0,0120 0,0040 0,0180 0,0050 0,0200 0,0070 0,0130
2,5 – 2,99 0,0130 0,0320 0,0110 0,0430 0,0050 0,0160 0,0050 0,0250 0,0060 0,0360 0,0080 0,0170
3,0 – 3,49 0,0150 0,0390 0,0140 0,0530 0,0080 0,0180 0,0060 0,0370 0,0080 0,0540 0,0100 0,0200
3,5 – 3,99 0,0180 0,0480 0,0180 0,0620 0,0090 0,0230 0,0070 0,0490 0,0110 0,0750 0,0100 0,0250
4,0 – 4,49 0,0200 0,0560 0,0200 0,0690 0,0120 0,0260 0,0080 0,0600 0,0120 0,0950 0,0130 0,0300
4,5 – 4,99 0,0230 0,0640 0,0230 0,0780 0,0140 0,0280 0,0090 0,0690 0,0140 0,1300 0,0160 0,0360
5,0 – 5,99 0,0250 0,0760 0,0250 0,0950 0,0150 0,0380 0,0100 0,0800 0,0150 0,1550 0,0200 0,0470
6,0 – 7,99 0,0300 0,1100 0,0300 0,1250 0,0180 0,0490 0,0120 0,0960 0,0180 0,2050 0,0260 0,0660
8,0 – 12,0 0,0330 0,1190 0,0350 0,1360 0,0210 0,0570 0,0140 0,1100 0,0210 0,2080 0,0290 0,0780
Velocidad de corte y avance dependen de la longitud de la herramienta, del fluido de corte, del material, y de la estabilidad de los componentes de máquina y del amarre de la pieza. Los valores indicados son sólo orientativos.
Condiciones de corte
�0
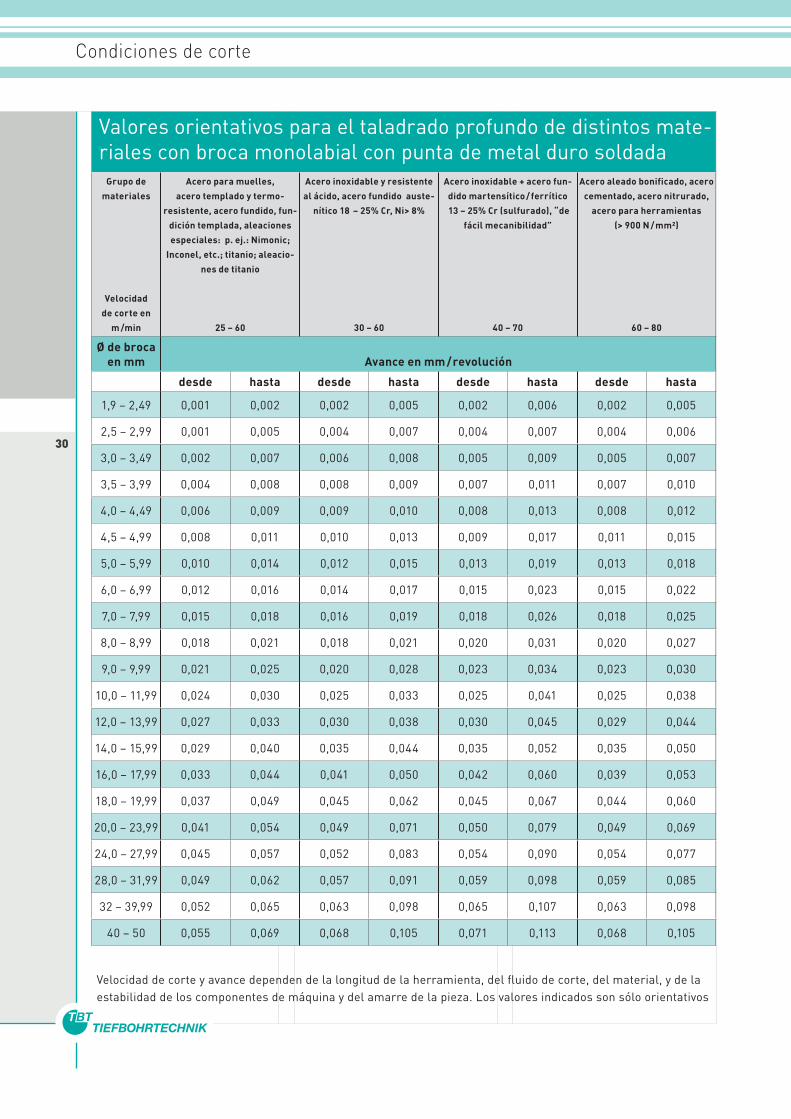
Valores orientativos para el taladrado profundo de distintos mate-riales con broca monolabial con punta de metal duro soldada
Grupo de
materiales
Velocidad
de corte en
m /min
Acero para muelles,
acero templado y termo-
resistente, acero fundido, fun-
dición templada, aleaciones
especiales: p. ej.: Nimonic;
Inconel, etc.; titanio; aleacio-
nes de titanio
25 – 60
Acero inoxidable y resistente
al ácido, acero fundido auste-
nítico 18 – 25% Cr, Ni> 8%
30 – 60
Acero inoxidable + acero fun-
dido martensítico/ ferrítico
13 – 25% Cr (sulfurado), “de
fácil mecanibilidad”
40 – 70
Acero aleado bonificado, acero
cementado, acero nitrurado,
acero para herramientas
(> 900 N /mm²)
60 – 80
Ø de broca en mm Avance en mm /revolución
desde hasta desde hasta desde hasta desde hasta
1,9 – 2,49 0,001 0,002 0,002 0,005 0,002 0,006 0,002 0,005
2,5 – 2,99 0,001 0,005 0,004 0,007 0,004 0,007 0,004 0,006
3,0 – 3,49 0,002 0,007 0,006 0,008 0,005 0,009 0,005 0,007
3,5 – 3,99 0,004 0,008 0,008 0,009 0,007 0,011 0,007 0,010
4,0 – 4,49 0,006 0,009 0,009 0,010 0,008 0,013 0,008 0,012
4,5 – 4,99 0,008 0,011 0,010 0,013 0,009 0,017 0,011 0,015
5,0 – 5,99 0,010 0,014 0,012 0,015 0,013 0,019 0,013 0,018
6,0 – 6,99 0,012 0,016 0,014 0,017 0,015 0,023 0,015 0,022
7,0 – 7,99 0,015 0,018 0,016 0,019 0,018 0,026 0,018 0,025
8,0 – 8,99 0,018 0,021 0,018 0,021 0,020 0,031 0,020 0,027
9,0 – 9,99 0,021 0,025 0,020 0,028 0,023 0,034 0,023 0,030
10,0 – 11,99 0,024 0,030 0,025 0,033 0,025 0,041 0,025 0,038
12,0 – 13,99 0,027 0,033 0,030 0,038 0,030 0,045 0,029 0,044
14,0 – 15,99 0,029 0,040 0,035 0,044 0,035 0,052 0,035 0,050
16,0 – 17,99 0,033 0,044 0,041 0,050 0,042 0,060 0,039 0,053
18,0 – 19,99 0,037 0,049 0,045 0,062 0,045 0,067 0,044 0,060
20,0 – 23,99 0,041 0,054 0,049 0,071 0,050 0,079 0,049 0,069
24,0 – 27,99 0,045 0,057 0,052 0,083 0,054 0,090 0,054 0,077
28,0 – 31,99 0,049 0,062 0,057 0,091 0,059 0,098 0,059 0,085
32 – 39,99 0,052 0,065 0,063 0,098 0,065 0,107 0,063 0,098
40 – 50 0,055 0,069 0,068 0,105 0,071 0,113 0,068 0,105
Velocidad de corte y avance dependen de la longitud de la herramienta, del fluido de corte, del material, y de la estabilidad de los componentes de máquina y del amarre de la pieza. Los valores indicados son sólo orientativos
Condiciones de corte

�1
Valores orientativos para el taladrado profundo de distintos mate-riales con broca monolabial con punta de metal duro soldada
Grupo de
materiales
Velocidad
de corte en
m/min
Fundición GG, (> 300
N /mm²), GGG (> 400
N /mm²), fundición
en general
60 – 90
Fundición GG, (>300
N/mm²), GGG (>400
N/mm²), fundición
maleable GTW y GTS
“de fácil mecanibi-
lidad”
70 – 100
Acero estructural
sin alear y de baja
aleación, acero para
tornos automáticos,
acero bonificado,
cementado, acero
para herramientas
(< 900 N/mm²), “de
fácil mecanibilidad”
70 – 100
Cobre, bronce,
latón, plásticos
80 – 150
Aluminio, fundición
de aluminio, conte-
nido de Si > 5%, de
fácil mecanibilidad
80 – 160
Aluminio, aleación
de aluminio, conte-
nido de Si < 5%, “no
templado”
100 – 300
Ø de broca en mm Avance en mm /revolución
desde hasta desde hasta desde hasta desde hasta desde hasta desde hasta
1,9 – 2,49 0,005 0,018 0,005 0,019 0,003 0,007 0,003 0,015 0,002 0,012 0,002 0,005
2,5 – 2,99 0,008 0,028 0,008 0,026 0,005 0,010 0,005 0,020 0,004 0,026 0,004 0,008
3,0 – 3,49 0,009 0,038 0,009 0,038 0,007 0,013 0,006 0,030 0,006 0,037 0,006 0,012
3,5 – 3,99 0,011 0,042 0,011 0,046 0,009 0,015 0,007 0,045 0,007 0,055 0,007 0,025
4,0 – 4,49 0,012 0,047 0,012 0,050 0,012 0,019 0,008 0,050 0,008 0,071 0,008 0,026
4,5 – 4,99 0,016 0,052 0,016 0,057 0,014 0,020 0,009 0,057 0,009 0,094 0,009 0,028
5,0 – 5,99 0,018 0,065 0,018 0,068 0,016 0,026 0,010 0,069 0,010 0,109 0,010 0,036
6,0 – 6,99 0,024 0,071 0,024 0,074 0,018 0,028 0,012 0,079 0,012 0,125 0,012 0,045
7,0 – 7,99 0,028 0,084 0,028 0,085 0,021 0,035 0,014 0,092 0,018 0,130 0,014 0,049
8,0 – 8,99 0,032 0,092 0,032 0,096 0,024 0,036 0,016 0,101 0,020 0,144 0,016 0,056
9,0 – 9,99 0,036 0,110 0,036 0,114 0,027 0,040 0,018 0,113 0,023 0,158 0,018 0,064
10,0 – 11,99 0,045 0,116 0,050 0,120 0,030 0,049 0,020 0,139 0,025 0,174 0,020 0,074
12,0 – 13,99 0,051 0,126 0,060 0,138 0,036 0,060 0,024 0,156 0,030 0,182 0,024 0,087
14,0 – 15,99 0,057 0,138 0,070 0,154 0,042 0,071 0,028 0,179 0,035 0,194 0,028 0,099
16,0 – 17,99 0,062 0,158 0,079 0,170 0,048 0,079 0,033 0,199 0,050 0,209 0,033 0,108
18,0 – 19,99 0,066 0,173 0,090 0,191 0,054 0,091 0,036 0,224 0,054 0,228 0,036 0,130
20,0 – 23,99 0,069 0,189 0,106 0,207 0,060 0,107 0,040 0,249 0,060 0,254 0,040 0,146
24,0 – 27,99 0,076 0,210 0,120 0,221 0,069 0,117 0,048 0,291 0,072 0,295 0,048 0,169
28,0 – 31,99 0,079 0,212 0,140 0,237 0,079 0,134 0,056 0,327 0,084 0,360 0,056 0,194
32 – 39,99 0,086 0,228 0,160 0,245 0,085 0,154 0,064 0,380 0,096 0,455 0,064 0,221
40 – 50 0,089 0,239 0,180 0,254 0,091 0,169 0,072 0,399 0,105 0,488 0,072 0,239
Velocidad de corte y avance dependen de la longitud de la herramienta, del fluido de corte, del material, y de la estabilidad de los componentes de máquina y del amarre de la pieza. Los valores indicados son sólo orientativos.
Condiciones de corte

��
Servicios TBT
Recubrimiento Aplicación de todo tipo de recubrimientos (a convenir) a las herramientas de taladrado profundo.
Recuperación ecológica y económica de las herramientas gastadas.
Existen las siguientes alternativas: Reafilado de las herramientas Reafilado de todo tipo de herramientas de taladrado profundo, incluso bajo especificaciones del cliente, sobre las más modernas afiladoras.
Reequipamiento con punta y caña nuevas Posible siempre que el mango sea recuperable
Reequipamiento con punta nueva Posible siempre que caña y mango sean recuperables
1. estado en que se reciben
2. retirar la punta gastada
3. montar punta nueva
4. herramienta como nueva
1 � � 4
1. estado en que se reciben
2. retirar punta y caña inservibles
3. montar punta y caña nuevas
4. herramienta como nueva
1 � � 4
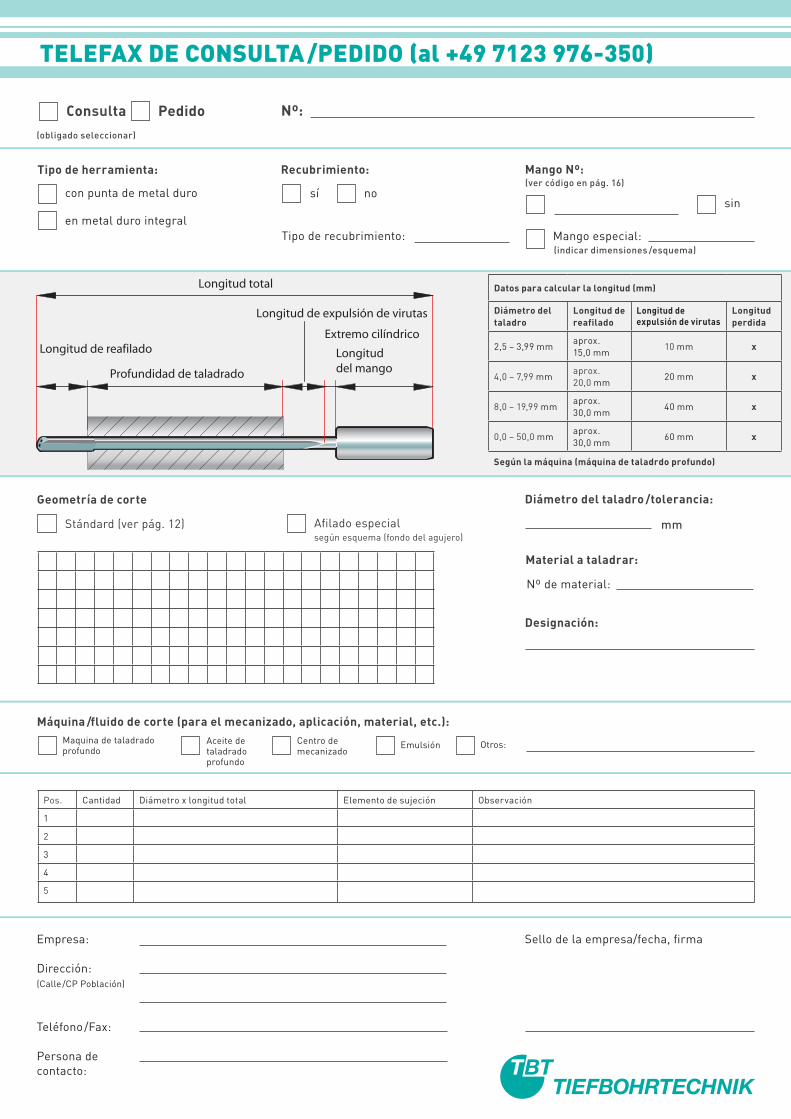
TELEFAX DE CONSULTA /PEDIDO (al +4� 71�� �76-�50)
Tipo de herramienta:
con punta de metal duro
Recubrimiento:
sí no
Tipo de recubrimiento:
Mango Nº: (ver código en pág. 16)
sin
Mango especial:(indicar dimensiones /esquema)
Profundidad de taladrado
Longitud de reafilado
Longitud total
Extremo cilíndrico
Longitud de expulsión de virutas
Longitud del mango
Diámetro del taladro /tolerancia:
mm
Material a taladrar:
Designación:
Empresa: Dirección: (Calle/CP Población)
Teléfono/Fax: Persona de contacto:
Sello de la empresa/fecha, firma
Máquina /fluido de corte (para el mecanizado, aplicación, material, etc.): Maquina de taladrado profundo
Emulsión Otros:
(obligado seleccionar)
Consulta Pedido Nº:
en metal duro integral
Nº de material:
Pos. Cantidad Diámetro x longitud total Elemento de sujeción Observación
1
2
3
4
5
Stándard (ver pág. 12) Afilado especial según esquema (fondo del agujero)
Geometría de corte
Datos para calcular la longitud (mm)
Diámetro del taladro
Longitud de reafilado
Longitud de expulsión de virutas
Longitud perdida
2,5 – 3,99 mmaprox. 15,0 mm
10 mm x
4,0 – 7,99 mmaprox. 20,0 mm
20 mm x
8,0 – 19,99 mm1aprox. 30,0 mm
40 mm x
0,0 – 50,0 mmaprox. 30,0 mm
60 mm x
Según la máquina (máquina de taladrdo profundo)
Aceite de taladrado profundo
Centro de mecanizado

�4
Las notas
�5
TBT Germany
TBT China
Kadia TBTNon-Automotive
TBT Automotive
TBT UK
TBT France
TBT Germany
TBT China
Kadia TBTNon-Automotive
TBT Automotive
TBT UK
TBT France
TBT worldwide
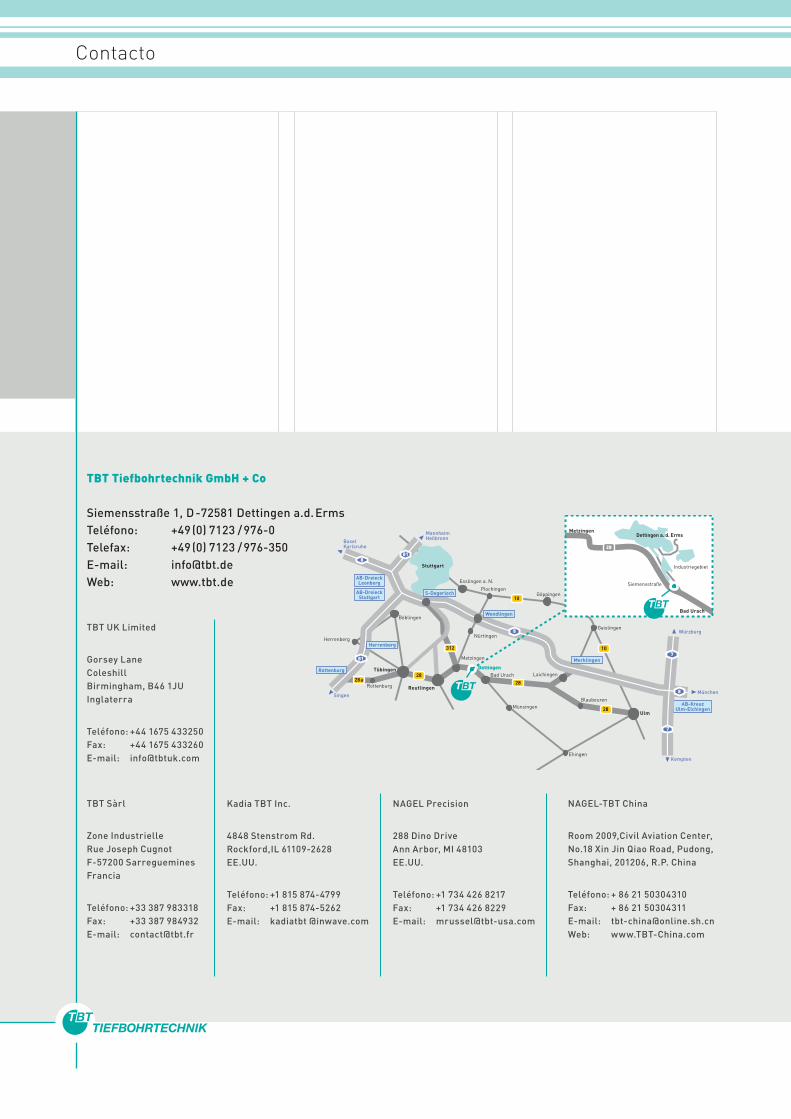
Contacto
BaselKarlsruhe
MannheimHeilbronn
Esslingen a. N.
Plochingen
Böblingen
Herrenberg
Tübingen
Rottenburg
SingenReutlingen
Metzingen
Nürtingen
DettingenBad Urach Laichingen
Münsingen
Göppingen
Geislingen
Blaubeuren
Ulm
Würzburg
München
KemptenEhingen
AB-DreieckLeonberg
AB-DreieckStuttgart
S-Degerloch
Herrenberg
Rottenburg
Wendlingen
AB-KreuzUlm-Elchingen
Stuttgart
81
Merklingen
8
28
28
10
10
8
8
7
7
28
312
28a
81
Metzingen
Industriegebiet
Siemensstraße
Dettingen a. d. Erms
�8
Bad Urach
TBT Tiefbohrtechnik GmbH + Co
Siemensstraße 1, D-72581 Dettingen a.d.Erms Teléfono: +49(0) 7123 /976-0 Telefax: +49(0) 7123 /976-350 E-mail: [email protected] Web: www.tbt.de
TBT UK Limited
Gorsey Lane Coleshill Birmingham, B46 1JU Inglaterra
Teléfono: +44 1675 433250 Fax: +44 1675 433260 E-mail: [email protected]
TBT Sàrl
Zone Industrielle Rue Joseph Cugnot F-57200 Sarreguemines Francia
Teléfono: +33 387 983318 Fax: +33 387 984932 E-mail: [email protected]
Kadia TBT Inc.
4848 Stenstrom Rd. Rockford,IL 61109-2628 EE.UU.
Teléfono: +1 815 874-4799 Fax: +1 815 874-5262 E-mail: kadiatbt @inwave.com
NAGEL Precision
288 Dino Drive Ann Arbor, MI 48103 EE.UU.
Teléfono: +1 734 426 8217 Fax: +1 734 426 8229 E-mail: [email protected]
NAGEL-TBT China
Room 2009,Civil Aviation Center, No.18 Xin Jin Qiao Road, Pudong, Shanghai, 201206, R.P. China
Teléfono: + 86 21 50304310 Fax: + 86 21 50304311 E-mail: [email protected] Web: www.TBT-China.com