4.- soldadura por arco elÉctrico con gas de …kambry.es/apuntes web/bloqueiv-tema3b.pdf · en el...
TRANSCRIPT

UNIVERSIDAD DE EXTREMADURA B L O Q U E I : C O N F O R M A C I Ó N P O R M O L D E O Fecha: 22/10/02 Pág: 1 Dpto. de Electrónica e Ing. Electromecánica
Área: Ing. de los Procesos de Fabricación T E M A 3 : M O L D E O A M A N O Documento:
BloqueIV_3B.doc
Tecnología Mecánica Páginas: 1
4.- SOLDADURA POR ARCO ELÉCTRICO CON GAS DE PROTECCIÓN 4.1.- INTRODUCCIÓN
4.1.1.- DESARROLLO HISTÓRICO
Las técnicas de soldadura por arco eléctrico con gas de protección, pretenden reemplazar el aire
localizado sobre la soldadura por una atmósfera gaseosa, para proteger el baño fundido de la posible
oxidación o contaminación.
A principios de los años cuarenta se comenzó a utilizar la primera de estas técnicas. Se desarrolló
un proceso para la soldadura de magnesio, en la que se utilizaba un electrodo no consumible (de
tungsteno) y una atmósfera inerte (de helio). Esta técnica se conoce como Gas Tungsten Arc Welding
(G.T.A.W.). Los avances en esta técnica incluyen estudios sobre la utilización de otros gases alternativos.
A principios de los cincuenta, se comenzó a sustituir el electrodo no consumible por un electrodo
que actuaba simultáneamente como metal de aportación. A esa técnica se la conoce como Gas Metal Arc
Welding (G.M.A.W.). Su primera aplicación era para soldar aluminio, en atmósfera de helio y con
transporte de metal en “spray”. Aunque inicialmente se utilizaron gases inertes para la protección de la
soldadura, se estudió la posibilidad de utilizar gases activos o mezclas de gases para abaratar costes. La
primera utilización de gases activos fue para soldar acero, y se utilizó CO2.
Desarrollos sobre la soldadura G.M.A.W. derivaron en la utilización de electrodos huecos con flux
en su interior, lo que se conoce como Flux-Cored Arc Welding (F.C.A.W.).
También durante los años cincuenta se desarrolló una variación de la técnica G.T.A.W. que
conseguía considerables aumentos en la temperatura y en el voltaje de trabajo. Esta técnica es la Plasma
Arc Welding (P.A.W.) y pequeñas variaciones en el flujo de gases pueden lograr que se utilice para el
corte (Plasma Arc Cutting – P.A.C.).
En la actualidad estas técnicas tienen una amplia aplicación, especialmente en la industria de
automoción, industria aeroespacial, construcción...
4.1.2.- PROPIEDADES DE LOS GASES DE PROTECCIÓN Y SU INFLUENCIA EN LA SOLDADURA.
La función principal del gas protector es proteger el baño fundido de la contaminación o efectos
perjudiciales que puede provocar el contacto con la atmósfera. Con este objetivo, se pueden utilizar
distintos gases. Los más utilizados son: el argón (Ar), el helio (He), hidrógeno (H2), nitrógeno (N2),
oxígeno (O2) y dióxido de carbono (CO2), en estado puro o mezclados. Las propiedades particulares del
gas o mezcla de gases utilizados influirá de manera determinante en las características de la soldadura
obtenida y en el proceso de realización de la misma.
En el proceso de realización de la soldadura, el gas protector afecta al cebado y estabilidad del
arco, a la velocidad de soldadura, al calor aportado a la pieza de trabajo, al transporte del metal de
UNIVERSIDAD DE EXTREMADURA B L O Q U E I : C O N F O R M A C I Ó N P O R M O L D E O Fecha: 22/10/02 Pág: 2 Dpto. de Electrónica e Ing. Electromecánica
Área: Ing. de los Procesos de Fabricación T E M A 3 : M O L D E O A M A N O Documento:
BloqueIV_3B.doc
Tecnología Mecánica Páginas: 2
aportación y a la generación de gases. Además afecta a la penetración, a las propiedades mecánicas, a la
forma y al aspecto de la soldadura obtenida.
I ) POTENCIAL DE IONIZACIÓN
El potencial de ionización indica la energía que hay que aportar a un determinado gas para
hacerlo conductor. El objetivo es que los átomos de gas cedan electrones y se conviertan en partículas de
gas eléctricamente cargadas. Esta propiedad está relacionada con el cebado y la estabilidad del arco.
Cuanto menor sea el potencial de ionización, más fácilmente aportará el gas lo electrones tanto para el
inicio como para el mantenimiento del arco.
Por otro lado, el calor desprendido en el arco es función de la corriente, la longitud y el potencial
del arco. Para igualdad de corriente y longitud de un arco, un gas con mayor potencial de ionización
tendrá un mayor potencial de arco, lo que producirá un mayor desprendimiento de calor.
II ) CONDUCTIVIDAD TÉRMICA
La conductividad térmica del gas determina la transmisión de calor que se produce desde el arco
hacia la periferia. Esto influirá en como se reparta el calor sobre la zona a soldar, y por lo tanto en la
penetración que pueda lograrse en la soldadura.
III ) CAPACIDAD DE DISOCIACIÓN Y RECOMBINACIÓN
Los gases con moléculas no monoatómicas, al calentarse a las temperaturas del arco se disocian.
Los átomos que los componen se separan, en forma de iones, mejorando el flujo de corriente. Al entrar
en contacto con la superficie del metal base, que estará a una temperatura mucho menor, se
recombinan, cediendo calor al metal base.
IV ) REACTIVIDAD
Esta propiedad indica la tendencia del gas a reaccionar con elementos del baño de fusión a la
temperatura del arco eléctrico.
Los gases nobles, Ar y He son inertes. El N2, que a temperaturas inferiores es inerte, reacciona
produciendo efectos indeseados en la soldadura. El CO2 y el O2 son gases oxidantes, que reaccionan con
el metal formando óxidos y normalmente producen gases en la soldadura. El H2 que es reductor, evita la
oxidación, pero también puede producir efectos indeseados en la soldadura.
V ) TENSIÓN SUPERFICIAL
La tensión superficial indica la tendencia de los átomos del fluido a mantenerse juntos y no fluir
en un determinado medio. La tensión superficial del baño variará según la atmósfera que lo rodee, e
influirá de forma importante en la forma del cordón.
UNIVERSIDAD DE EXTREMADURA B L O Q U E I : C O N F O R M A C I Ó N P O R M O L D E O Fecha: 22/10/02 Pág: 3 Dpto. de Electrónica e Ing. Electromecánica
Área: Ing. de los Procesos de Fabricación T E M A 3 : M O L D E O A M A N O Documento:
BloqueIV_3B.doc
Tecnología Mecánica Páginas: 3
Por ejemplo, el baño de fusión de acero dulce, suele tener una elevada tensión superficial en
atmósfera de argón. Las mezclas de argón con pequeñas proporciones de oxígeno o dióxido de carbono
consiguen tensiones superficiales inferiores. En el caso del acero se suelen utilizar gases diferentes del
argón.
VI ) PUREZA
Las impurezas contenidas en el gas de protección pueden causar efectos tanto en el proceso de
realización de la soldadura como en las características finales de las mismas. Los efectos de las
impurezas serán más o menos dañinos, según la naturaleza del metal base. Algunos metales, como los
aceros al carbono, no se ven muy afectados por las impurezas; otros sin embargo, como el aluminio y el
magnesio, son muy sensibles a la presencia de impurezas.
VII ) DENSIDAD
Es un factor importante en el efecto protector del gas. Si es más pesado que el aire se podrán
utilizar caudales inferiores.
4.1.3.- GASES DE PROTECCIÓN
I ) ARGÓN (Ar)
Está presente en la atmósfera, en concentraciones inferiores al 1%. Se obtiene por destilación
fraccionada del aire líquido.
Sus características como gas de protección son:
• Es inerte, no reacciona con los elementos del baño de fusión.
• Es aproximadamente 1.4 veces más pesado que el aire.
• Potencial de ionización bajo: favorece el cebado y la estabilidad del arco.
• Conductividad térmica baja: concentra el calor del arco, aumentando la penetración.
II ) HELIO (He)
Aunque se puede obtener del aire, se suele extraer de yacimientos de gas natural.
• Es inerte, como el argón.
• Es más ligero que el aire.
• Potencial de ionización elevado:
• Conductividad térmica elevada:
III ) DIÓXIDO DE CARBONO (CO 2)
• Es más pesado que el aire (densidad relativa 1.5)
UNIVERSIDAD DE EXTREMADURA B L O Q U E I : C O N F O R M A C I Ó N P O R M O L D E O Fecha: 22/10/02 Pág: 4 Dpto. de Electrónica e Ing. Electromecánica
Área: Ing. de los Procesos de Fabricación T E M A 3 : M O L D E O A M A N O Documento:
BloqueIV_3B.doc
Tecnología Mecánica Páginas: 4
Se utiliza en soldaduras como la G.M.A.W o la F.C.A.W., donde el efecto oxidante puede
compensarse con la adición a las varillas de metal de aportación de ciertos elementos de aleación como
el silicio o el manganeso.
Se suele utilizar mezclado con arcón para mejorar la productividad y la penetración en la
G.M.A.W.
IV ) OXÍGENO (O 2)
V ) NITRÓGENO (N 2)
78% en la atmósfera.
Es ligeramente más ligero que el aire.
VI ) HIDRÓGENO (H 2)
Es un gas inflamable y ligero.
4.1.4.- VENTAJAS SOLDADURA POR ARCO CON PROTECCIÓN GASEOSA
• Los cordones de soldadura son más resistentes, más dúctiles y menos sensibles a la
corrosión que los que se obtienen con otros procedimientos.
• El proceso de soldadura se simplifica considerablemente para metales no ferrosos. No hay
que utilizar desoxidantes, ni eliminar los residuos que estos produzcan, ni aparecen
problemas asociados a esos desoxidantes como deformación de la soldadura e inclusiones de
escoria.
• Las soldaduras con atmósfera gaseosa tienen menor producción de humos y menos
proyecciones. Además la atmósfera gaseosa es transparente, lo que permite que el soldador
controle lo que está haciendo y produce mejores resultados en la soldadura.
•
UNIVERSIDAD DE EXTREMADURA B L O Q U E I : C O N F O R M A C I Ó N P O R M O L D E O Fecha: 22/10/02 Pág: 5 Dpto. de Electrónica e Ing. Electromecánica
Área: Ing. de los Procesos de Fabricación T E M A 3 : M O L D E O A M A N O Documento:
BloqueIV_3B.doc
Tecnología Mecánica Páginas: 5
4.2.- SOLDADURA CON ELECTRODO DE TUNGSTENO Y ATMÓSFERA INERTE
4.2.1.- DESCRIPCIÓN GENERAL
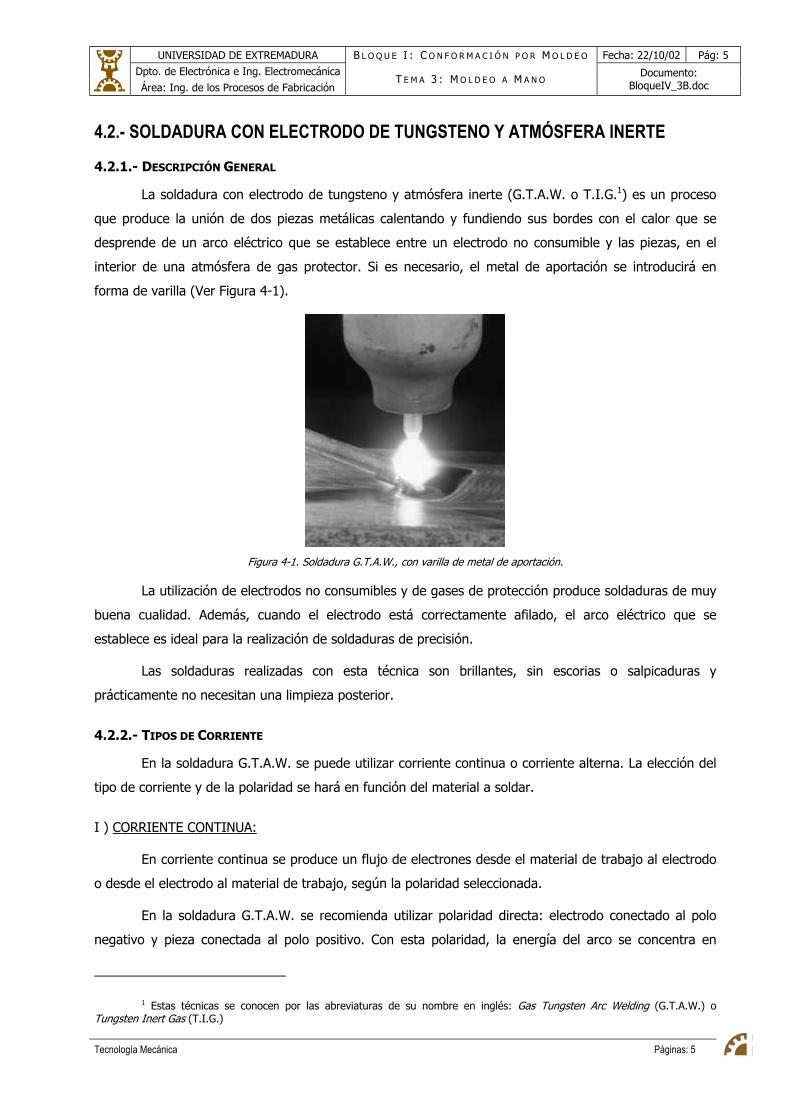
La soldadura con electrodo de tungsteno y atmósfera inerte (G.T.A.W. o T.I.G.1) es un proceso
que produce la unión de dos piezas metálicas calentando y fundiendo sus bordes con el calor que se
desprende de un arco eléctrico que se establece entre un electrodo no consumible y las piezas, en el
interior de una atmósfera de gas protector. Si es necesario, el metal de aportación se introducirá en
forma de varilla (Ver Figura 4-1).
Figura 4-1. Soldadura G.T.A.W., con varilla de metal de aportación.
La utilización de electrodos no consumibles y de gases de protección produce soldaduras de muy
buena cualidad. Además, cuando el electrodo está correctamente afilado, el arco eléctrico que se
establece es ideal para la realización de soldaduras de precisión.
Las soldaduras realizadas con esta técnica son brillantes, sin escorias o salpicaduras y
prácticamente no necesitan una limpieza posterior.
4.2.2.- TIPOS DE CORRIENTE
En la soldadura G.T.A.W. se puede utilizar corriente continua o corriente alterna. La elección del
tipo de corriente y de la polaridad se hará en función del material a soldar.
I ) CORRIENTE CONTINUA:
En corriente continua se produce un flujo de electrones desde el material de trabajo al electrodo
o desde el electrodo al material de trabajo, según la polaridad seleccionada.
En la soldadura G.T.A.W. se recomienda utilizar polaridad directa: electrodo conectado al polo
negativo y pieza conectada al polo positivo. Con esta polaridad, la energía del arco se concentra en
1 Estas técnicas se conocen por las abreviaturas de su nombre en inglés: Gas Tungsten Arc Welding (G.T.A.W.) o Tungsten Inert Gas (T.I.G.)
UNIVERSIDAD DE EXTREMADURA B L O Q U E I : C O N F O R M A C I Ó N P O R M O L D E O Fecha: 22/10/02 Pág: 6 Dpto. de Electrónica e Ing. Electromecánica
Área: Ing. de los Procesos de Fabricación T E M A 3 : M O L D E O A M A N O Documento:
BloqueIV_3B.doc
Tecnología Mecánica Páginas: 6
mayor medida sobre la pieza que sobre el electrodo, debido al impacto de los electrones sobre la pieza.
El calentamiento del electrodo es menor (que en polaridad inversa), evitándose la fusión del electrodo y
la contaminación de la soldadura. Las soldaduras realizadas tienen mayor penetración y menor anchura.
El menor calentamiento del electrodo permite utilizar electrodos de menor diámetro (que en polaridad
inversa) o aumentar la corriente de trabajo, y por tanto la velocidad de soldadura.
Para la mayoría de materiales no se utiliza la polaridad inversa: electrodo conectado al polo
positivo y pieza conectada al polo negativo. La polaridad inversa produce un reparto energético más
desfavorable, el electrodo se calienta más y el baño de fusión es más ancho y de menor penetración.
Como excepción, se utiliza polaridad inversa en soldadura G.T.A.W. para soldar aluminio y magnesio, por
su tendencia a formar óxidos superficiales que dificultan la realización de la soldadura con polaridad
directa. La polaridad inversa produce un efecto de limpieza de los óxidos superficiales que se debe,
probablemente, al impacto de los iones positivos del gas de protección (que está ionizado) contra el
metal base (negativo), y que produce la rotura de los óxidos y los desplaza hasta el borde del baño.
II ) CORRIENTE ALTERNA:
La corriente alterna tiene un medio ciclo de polaridad directa, y medio de polaridad inversa.
Debido a esto aúna (aunque reduce) las ventajas de ambos efectos. Durante el semiciclo de polaridad
inversa mantiene el poder limpiador, por lo que también es común la utilización de corriente alterna en la
soldadura de aluminio y magnesio.
Este tipo de corriente presenta problemas en el cebado y la estabilización del arco, por lo que
suele ser necesario disponer de un generador de alta frecuencia. A la corriente industrial de soldeo, se le
superpone una de alta frecuencia para el cebado que se interrumpirá una vez establecido el arco.
4.2.3.- ELECTRODOS
Los electrodos utilizados en la soldadura G.T.A.W. son electrodos no consumibles, que no se
funden a la temperatura del arco, y están fabricados de materiales de alto punto de fusión. El diámetro y
el afilado de la punta dependerá del tipo y de la intensidad de corriente que circule a través de él. Debido
al elevado calor generado, la punta del electrodo se desafila y se redondea.
La composición del electrodo dependerá del tipo de corriente con que se trabaje. Inicialmente los
electrodos se fabricaban de tungsteno puro, debido a que es el segundo elemento de mayor temperatura
de fusión.
En la actualidad, en corriente continua se trabaja con electrodos de tungsteno aleado con
pequeñas cantidades de torio que mejoran el cebado y la estabilidad del arco, porque aumenta la
emisividad de electrones. Estos electrodos sufren un menor desgaste y desafilado de la punta. También
se han conseguido buenos resultados con aleaciones de tungsteno con óxidos de Lantano o de Cerio. En
corriente alterna se suelen utilizar aleaciones de tungsteno con zirconio, que reduce la erosión ya que la
temperatura de trabajo del electrodo es superior.
UNIVERSIDAD DE EXTREMADURA B L O Q U E I : C O N F O R M A C I Ó N P O R M O L D E O Fecha: 22/10/02 Pág: 7 Dpto. de Electrónica e Ing. Electromecánica
Área: Ing. de los Procesos de Fabricación T E M A 3 : M O L D E O A M A N O Documento:
BloqueIV_3B.doc
Tecnología Mecánica Páginas: 7
4.2.4.- METAL DE APORTACIÓN
Como en esta técnica no se producen reacciones en el baño, que está protegido por una
atmósfera inerte, ni se genera escoria, el metal de aportación deberá tener la misma composición que el
metal base. Normalmente se presenta en forma de varillas de distintos diámetros.
4.2.5.- GAS DE PROTECCIÓN
I ) ARGÓN:
El argón es un gas inerte que está contenido en el aire y se obtiene por destilación fraccionada
del aire líquido.
Es más pesado que el aire (1.4 veces) y mucho más pesado que el helio (10 veces), por lo que
proporciona una buena protección. Su peso atómico es alto, por lo que consigue una acción de limpieza
más enérgica al chocar iones de mayor tamaño contra la capa de óxido. Esto justifica su aplicación en la
soldadura de aluminio o magnesio.
Tiene un bajo potencial de ionización, es decir, se vuelve conductor con relativa facilidad. Se
facilita el cebado y el arco es más estable. Su conductividad térmica es baja, por lo que el calor se
concentra en un arco estrecho y las soldaduras que se producen son estrechas y con gran penetración.
La zona afectada por el calor es pequeña.
Las dos propiedades anteriores, bajos potencial de ionización y conductividad térmica, hacen que
el calor liberado en el arco sea poco sensible a la longitud del arco, y no se altere la forma del cordón.
Esto lo hace especialmente interesante para la soldadura manual.
El calor liberado por el arco es bajo, debido a que también lo es el potencial de ionización, por
eso su aplicación resulta interesante para la soldadura de materiales de pequeños espesores, porque se
corren menos riesgos de desfondar el baño.
II ) HELIO:
El helio es también un gas inerte que puede obtenerse del aire, o más normalmente, de
yacimientos de gas natural.
Como es más ligero que el aire (y que el argón), es necesario utiliza caudales más elevados para
conseguir el mismo efecto protector.
Tiene un potencial de ionización superior, por lo que presenta más dificultades en el cebado y un
arco menos estable. La conductividad térmica es más elevada que la del argón, por lo que se distribuye
más el calor, produciendo cordones de soldadura más anchos y menos profundos para el mismo aporte
de calor. Por otro lado, la disipación de calor permite trabajar con intensidades de corriente superiores
sin dañar el electrodo.
UNIVERSIDAD DE EXTREMADURA B L O Q U E I : C O N F O R M A C I Ó N P O R M O L D E O Fecha: 22/10/02 Pág: 8 Dpto. de Electrónica e Ing. Electromecánica
Área: Ing. de los Procesos de Fabricación T E M A 3 : M O L D E O A M A N O Documento:
BloqueIV_3B.doc
Tecnología Mecánica Páginas: 8
Para una misma intensidad de corriente, como el potencial es mayor, el arco produce mayor
cantidad de calor. Se aplica cuando es necesario un mayor aporte de calor, esto es, con velocidades de
soldadura altas, cuando las piezas tienen elevado espesor o elevada conductividad térmica.
Estas característica hacen que el helio sólo sea interesante para ciertas aplicaciones, sobre todo
considerando factores económicos: el helio es más caro y se consumen caudales superiores.
III ) MEZCLAS DE GASES CON ARGÓN:
Para aumentar el calor del arco, manteniendo las buenas propiedades del argón, se mezcla éste
con helio o hidrógeno. Así se consiguen arcos más calientes que permiten soldar a mayor velocidad o
espesores más gruesos.
• Argón – helio: Se utilizan mezclas de estos dos gases en distintas proporciones, logrando
aprovechar en cada caso las ventajas necesarias de cada uno. Algunos sistemas utilizan la
mezcla sólo para iniciar el arco, y posteriormente usan helio puro, para aumentar la rapidez
de soldadura.
• Argón – hidrógeno: La mezcla empeora el cebado del arco, por lo que las proporciones de los
gases de mezcla son pequeñas. El efecto reductor del hidrógeno contribuye a evitar la
oxidación superficial. Sin embargo aumenta la reactividad del gas, pudiendo ocasionar
defectos en ciertos materiales como porosidad o grietas. Se utiliza para soldadura de aceros
inoxidables austeníticos y níquel y sus aleaciones y NO se utiliza para aceros poco aleados,
cobre, aluminio o aleaciones de titanio.
4.2.6.- PARÁMETROS
I )
II ) CEBADO DEL ARCO:
• Rozando el metal base con la punta del electrodo para formar un cortocircuito y separando
después el electrodo. De esta forma se corre el riesgo de que el electrodo se pegue a la
superficie, y se produzcan inclusiones de tungsteno en la soldadura.
• Superponiendo una tensión de alta frecuencia durante pocos microsegundos, provocando la
ionización del gas. Los campos magnéticos generados por esta señal pueden causar
interferencias en los sistemas electrónicos de control, por lo que se deberán establecer las
protecciones necesarias.
4.2.7.- EQUIPO NECESARIO PARA LA REALIZACIÓN DE LA SOLDADURA T.I.G.
El equipo necesario para realizar este tipo de soldadura está formado por:
UNIVERSIDAD DE EXTREMADURA B L O Q U E I : C O N F O R M A C I Ó N P O R M O L D E O Fecha: 22/10/02 Pág: 9 Dpto. de Electrónica e Ing. Electromecánica
Área: Ing. de los Procesos de Fabricación T E M A 3 : M O L D E O A M A N O Documento:
BloqueIV_3B.doc
Tecnología Mecánica Páginas: 9
I ) UN GENERADOR DE CORRIENTE CONTINUA O ALTERNA SIMILAR A LOS UTILIZADOS EN
SOLDADURA ELÉCTRICA CON ELECTRODO REVESTIDO.
Que permita buen control de intensidades con valores bajos para asegurar la estabilidad del arco
en trabajos con espesores finos.
En corriente alterna se acopla una señal de alta frecuencia para estabilizar el arco y conseguir
una circulación de corriente más uniforme.
II ) OPCIONALMENTE, PODRÁ DISPONER DE UN GENERADOR DE ALTA FRECUENCIA O UN GENERADOR
DE IMPULSOS PARA FACILITAR EL CEBADO EN EL CASO DE QUE SE TRABAJE CON
CORRIENTE CONTINUA.
III ) CABLES DE MASA Y DE ELECTRODO, PARA REALIZAR LAS CONEXIONES ENTRE EL
PORTAELECTRODO, EL GENERADOR Y LA PIEZA.
IV ) UN CIRCUITO DE GAS, FORMADO POR LAS BOTELLAS, EL MANOREDUCTOR Y LAS MANGUERAS
NECESARIAS PARA LLEVAR EL GAS HASTA EL PORTAELECTRODOS.
Utiliza manoreductores caudalímetros para controlar la presión y regular el caudal.
El caudal de gas dependerá del espesor y naturaleza del metal a soldar.
V ) PORTAELECTRODO:
adecuado para esta técnica.
De refrigeración natural (por aire) para espesores pequeños, o forzada (por circulación de agua)
para espesores mayores, que necesitan intensidades mayores.
El electrodo estará sujeto rígidamente mediante una pinza.
UNIVERSIDAD DE EXTREMADURA B L O Q U E I : C O N F O R M A C I Ó N P O R M O L D E O Fecha: 22/10/02 Pág: 10 Dpto. de Electrónica e Ing. Electromecánica
Área: Ing. de los Procesos de Fabricación T E M A 3 : M O L D E O A M A N O Documento:
BloqueIV_3B.doc
Tecnología Mecánica Páginas: 10
Habrá un juego de pinzas para los distintos diámetros del electrodo.
Boquilla de material cerámico que conduce el gas protector sobre la zona de soldadura. (Sujeta
en la cabeza del portaelectrodos), su tamaño dependerá del diámetro del electrodos y del tipo y tamaño
de portaelectrodos.
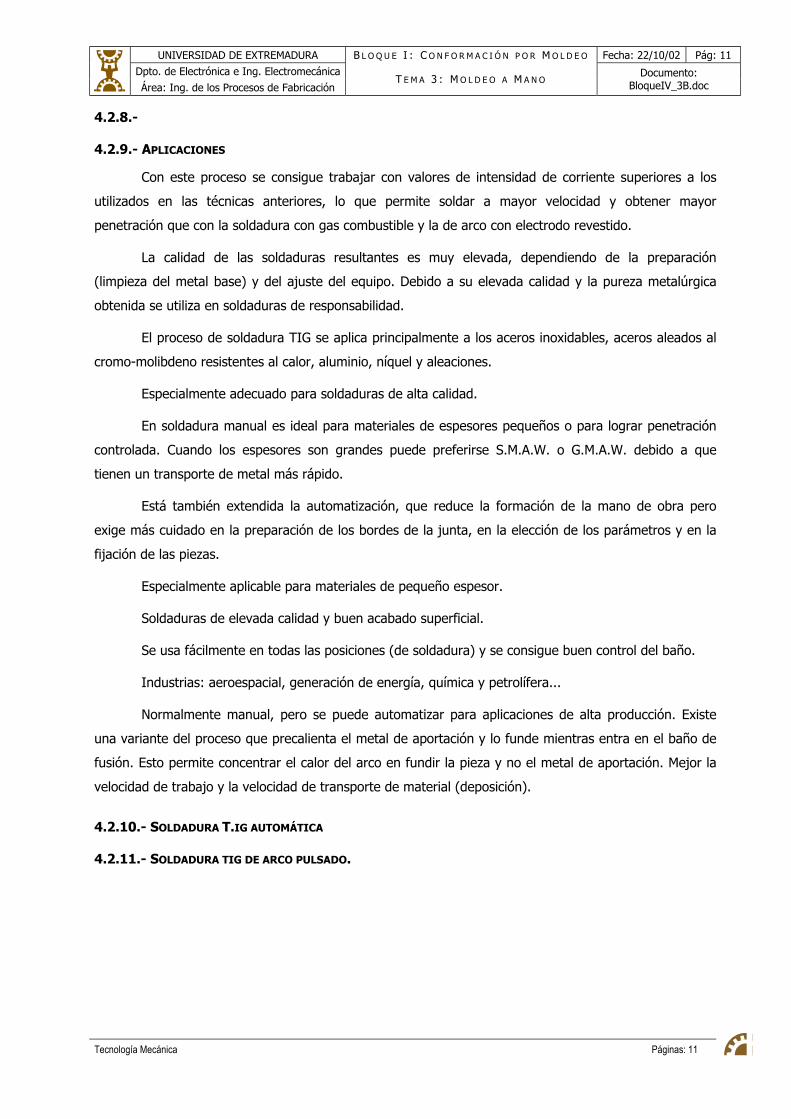
Interruptor de control, que inicia la circulación de gases y de corriente.
Figura 4-2. Generador de corriente, portaelectrodos, pinza de masa y manguera de gases para soldadura
G.T.A.W.
IMAGEN DEL PORTAELECTRODO
UNIVERSIDAD DE EXTREMADURA B L O Q U E I : C O N F O R M A C I Ó N P O R M O L D E O Fecha: 22/10/02 Pág: 11 Dpto. de Electrónica e Ing. Electromecánica
Área: Ing. de los Procesos de Fabricación T E M A 3 : M O L D E O A M A N O Documento:
BloqueIV_3B.doc
Tecnología Mecánica Páginas: 11
4.2.8.-
4.2.9.- APLICACIONES
Con este proceso se consigue trabajar con valores de intensidad de corriente superiores a los
utilizados en las técnicas anteriores, lo que permite soldar a mayor velocidad y obtener mayor
penetración que con la soldadura con gas combustible y la de arco con electrodo revestido.
La calidad de las soldaduras resultantes es muy elevada, dependiendo de la preparación
(limpieza del metal base) y del ajuste del equipo. Debido a su elevada calidad y la pureza metalúrgica
obtenida se utiliza en soldaduras de responsabilidad.
El proceso de soldadura TIG se aplica principalmente a los aceros inoxidables, aceros aleados al
cromo-molibdeno resistentes al calor, aluminio, níquel y aleaciones.
Especialmente adecuado para soldaduras de alta calidad.
En soldadura manual es ideal para materiales de espesores pequeños o para lograr penetración
controlada. Cuando los espesores son grandes puede preferirse S.M.A.W. o G.M.A.W. debido a que
tienen un transporte de metal más rápido.
Está también extendida la automatización, que reduce la formación de la mano de obra pero
exige más cuidado en la preparación de los bordes de la junta, en la elección de los parámetros y en la
fijación de las piezas.
Especialmente aplicable para materiales de pequeño espesor.
Soldaduras de elevada calidad y buen acabado superficial.
Se usa fácilmente en todas las posiciones (de soldadura) y se consigue buen control del baño.
Industrias: aeroespacial, generación de energía, química y petrolífera...
Normalmente manual, pero se puede automatizar para aplicaciones de alta producción. Existe
una variante del proceso que precalienta el metal de aportación y lo funde mientras entra en el baño de
fusión. Esto permite concentrar el calor del arco en fundir la pieza y no el metal de aportación. Mejor la
velocidad de trabajo y la velocidad de transporte de material (deposición).
4.2.10.- SOLDADURA T.IG AUTOMÁTICA
4.2.11.- SOLDADURA TIG DE ARCO PULSADO.
UNIVERSIDAD DE EXTREMADURA B L O Q U E I : C O N F O R M A C I Ó N P O R M O L D E O Fecha: 22/10/02 Pág: 12 Dpto. de Electrónica e Ing. Electromecánica
Área: Ing. de los Procesos de Fabricación T E M A 3 : M O L D E O A M A N O Documento:
BloqueIV_3B.doc
Tecnología Mecánica Páginas: 12
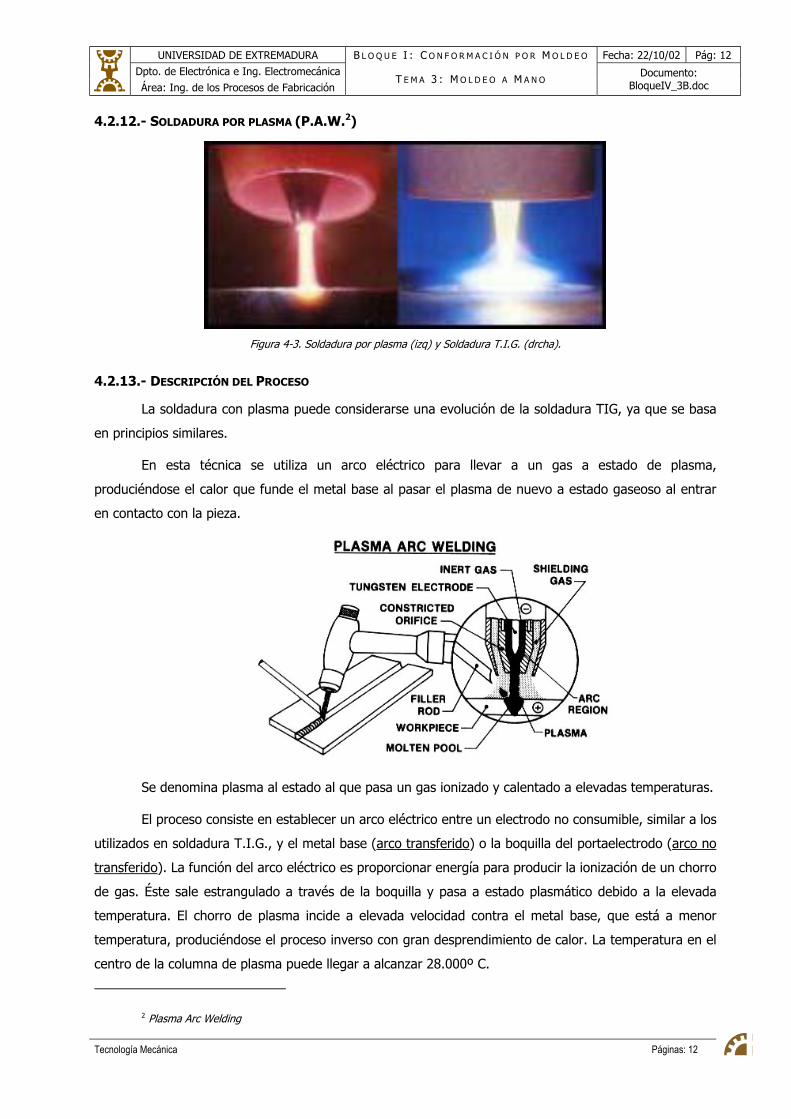
4.2.12.- SOLDADURA POR PLASMA (P.A.W.2)
Figura 4-3. Soldadura por plasma (izq) y Soldadura T.I.G. (drcha).
4.2.13.- DESCRIPCIÓN DEL PROCESO
La soldadura con plasma puede considerarse una evolución de la soldadura TIG, ya que se basa
en principios similares.
En esta técnica se utiliza un arco eléctrico para llevar a un gas a estado de plasma,
produciéndose el calor que funde el metal base al pasar el plasma de nuevo a estado gaseoso al entrar
en contacto con la pieza.
Se denomina plasma al estado al que pasa un gas ionizado y calentado a elevadas temperaturas.
El proceso consiste en establecer un arco eléctrico entre un electrodo no consumible, similar a los
utilizados en soldadura T.I.G., y el metal base (arco transferido) o la boquilla del portaelectrodo (arco no
transferido). La función del arco eléctrico es proporcionar energía para producir la ionización de un chorro
de gas. Éste sale estrangulado a través de la boquilla y pasa a estado plasmático debido a la elevada
temperatura. El chorro de plasma incide a elevada velocidad contra el metal base, que está a menor
temperatura, produciéndose el proceso inverso con gran desprendimiento de calor. La temperatura en el
centro de la columna de plasma puede llegar a alcanzar 28.000º C.
2 Plasma Arc Welding
UNIVERSIDAD DE EXTREMADURA B L O Q U E I : C O N F O R M A C I Ó N P O R M O L D E O Fecha: 22/10/02 Pág: 13 Dpto. de Electrónica e Ing. Electromecánica
Área: Ing. de los Procesos de Fabricación T E M A 3 : M O L D E O A M A N O Documento:
BloqueIV_3B.doc
Tecnología Mecánica Páginas: 13
El flujo de plasma no suele ser suficiente para proteger la zona de la soldadura y el arco, por lo
que se utiliza además un gas de protección que rodeará a la columna de plasma.
4.2.14.- PISTOLA DE SOLDADURA POR PLASMA
El equipo necesario para la soldadura por plasma es similar al que se utiliza en la soldadura TIG.
La pistola que se utiliza dispone de un conducto alrededor del electrodo, por el que circula el gas
plasmágeno, con un estrangulamiento en el extremo de salida para acelerar el chorro. El gas protector
circula alrededor del gas plasmágeno por un conducto concéntrico.
Para evitar el excesivo calentamiento, la boquilla dispone de un sistema de refrigeración de la
punta, por agua.
4.2.15.- APLICACIONES
Con esta técnica se consigue soldar aceros difícilmente soldables mediante otras técnicas con
elevada penetración.
Una aplicación muy común consiste en realizar revestimientos a base de cromo, níquel y cobalto,
de piezas que van a estar sometidas a temperaturas elevadas durante su funcionamiento. En estos casos
el metal de aporte es introducido en forma de polvo por un gas de transporte. En esta aplicación se
utiliza como gas protector Argón con un pequeño contenido de hidrógeno, para mejorar la penetración y
reducir la posibilidad de formación de óxidos.
El mismo principio se utiliza para realizar el corte con chorro de plasma.
4.3.- SOLDADURA CON HIDRÓGENO ATÓMICO
4.3.1.- DESCRIPCIÓN DEL PROCESO
La soldadura con hidrógeno atómico, también denominada Arcatón, utiliza el calor generado en
un arco eléctrico establecido entre dos electrodos de tungsteno en atmósfera de hidrógeno, para disociar
el gas. El hidrógeno atómico formado se quema produciendo una llama que alcanza temperaturas muy
elevadas, con la que se realizará la fusión necesaria en la soldadura.
Esta técnica tiene gran parecido a la soldadura con llama, y al igual que en esta, permite variar el
calor aportado a la zona de soldadura acercando o alejando la llama.
Debido al elevado carácter reductor del hidrógeno atómico, la zona de soldadura queda protegida
de la formación de óxidos y es no necesaria la utilización de fundente.
4.3.2.- EQUIPO NECESARIO PARA REALIZAR LA SOLDADURA
Serán necesarios los siguientes elementos:
• Transformador similar a los de soldadura por corriente alterna.
• Portaelectrodos con dos brazos, en los que se colocarán dos electrodos de wolframio
rodeados de una boquilla por la que sale un chorro de hidrógeno.
UNIVERSIDAD DE EXTREMADURA B L O Q U E I : C O N F O R M A C I Ó N P O R M O L D E O Fecha: 22/10/02 Pág: 14 Dpto. de Electrónica e Ing. Electromecánica
Área: Ing. de los Procesos de Fabricación T E M A 3 : M O L D E O A M A N O Documento:
BloqueIV_3B.doc
Tecnología Mecánica Páginas: 14
• Botellas de hidrógeno y manoreductor para regular la presión de trabajo del gas.
• Cables de unión de los electrodos al transformador y mangueras flexibles para conectar el
manoreductor a la boquilla de hidrógeno.
4.3.3.- APLICACIONES
Esta técnica puede aplicarse para la mayoría de los metales sin necesidad de utilizar fundente,
salvo para el aluminio, el cobre y sus aleaciones. Debido a los buenos resultados obtenidos con la
soldadura TIG, la soldadura con hidrógeno atómico ha caído en desuso.
Al igual que en la soldadura por arco con electrodo revestido, se han construido máquinas que
permiten la realización automática de esta soldadura, con un cabezal, electrodo continuo y regulación.
4.4.- SOLDADURA CON ELECTRODO CONSUMIBLE Y GAS (G.M.A.W.3)
4.4.1.- INTRODUCCIÓN
Durante la década de los 40, se comenzó a utilizar en Estados Unidos una técnica de soldadura
que utilizaba una atmósfera gaseosa para proteger un electrodo consumible. Se utilizaba para soldar
aleaciones de aluminio, y el gas usado era Helio. Posteriormente esa idea se aplicó en Europa para soldar
aleaciones de aluminio, con Argón como gas protector (M.I.G.4) y posteriormente para soldar acero,
utilizando como gas protector el CO2 o mezclas de Argón – CO2 (M.A.G.5). La utilización de gases activos
se estudió como alternativa, debido al elevado precio de los gases inertes.
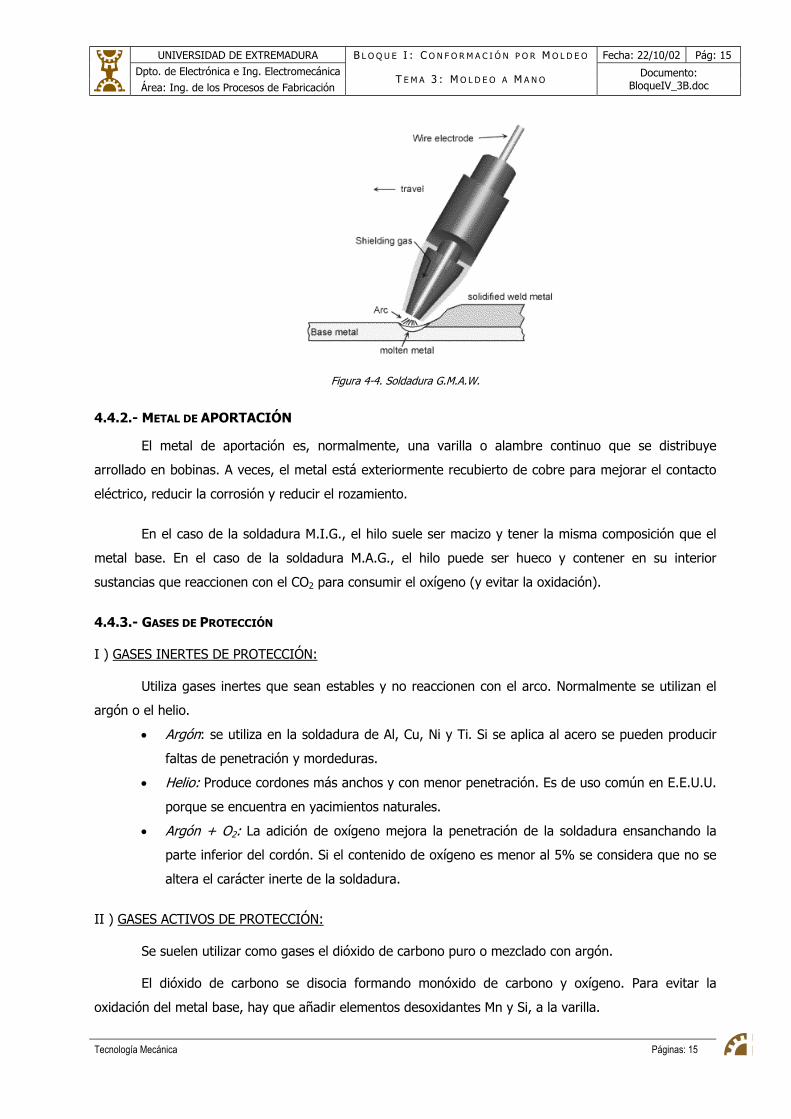
Las soldaduras G.M.A.W. utilizan como fuente de calor para lograr la fusión del metal base un
arco eléctrico que se establece entre el metal base y un electrodo, que actúa, a la vez, como metal de
aportación. El metal fundido estará rodeado por una atmósfera de gas, inerte en la soldadura M.I.G. y
activo en la M.A.G., que lo evitará la formación de óxidos.
La diferencia de estas técnicas respecto a las anteriores es que, el electrodo se va fundiendo al
realizar la soldadura y depositándose en la junta para formar el cordón. De este modo no hay que
romper la atmósfera protectora para introducir la varilla de metal de aportación (como había que hacer
en la soldadura T.I.G.).
3 Gas-Metal Arc Welding 4 Metal Inert Gas 5 Metal Active Gas
UNIVERSIDAD DE EXTREMADURA B L O Q U E I : C O N F O R M A C I Ó N P O R M O L D E O Fecha: 22/10/02 Pág: 15 Dpto. de Electrónica e Ing. Electromecánica
Área: Ing. de los Procesos de Fabricación T E M A 3 : M O L D E O A M A N O Documento:
BloqueIV_3B.doc
Tecnología Mecánica Páginas: 15
Figura 4-4. Soldadura G.M.A.W.
4.4.2.- METAL DE APORTACIÓN
El metal de aportación es, normalmente, una varilla o alambre continuo que se distribuye
arrollado en bobinas. A veces, el metal está exteriormente recubierto de cobre para mejorar el contacto
eléctrico, reducir la corrosión y reducir el rozamiento.
En el caso de la soldadura M.I.G., el hilo suele ser macizo y tener la misma composición que el
metal base. En el caso de la soldadura M.A.G., el hilo puede ser hueco y contener en su interior
sustancias que reaccionen con el CO2 para consumir el oxígeno (y evitar la oxidación).
4.4.3.- GASES DE PROTECCIÓN
I ) GASES INERTES DE PROTECCIÓN:
Utiliza gases inertes que sean estables y no reaccionen con el arco. Normalmente se utilizan el
argón o el helio.
• Argón: se utiliza en la soldadura de Al, Cu, Ni y Ti. Si se aplica al acero se pueden producir
faltas de penetración y mordeduras.
• Helio: Produce cordones más anchos y con menor penetración. Es de uso común en E.E.U.U.
porque se encuentra en yacimientos naturales.
• Argón + O2: La adición de oxígeno mejora la penetración de la soldadura ensanchando la
parte inferior del cordón. Si el contenido de oxígeno es menor al 5% se considera que no se
altera el carácter inerte de la soldadura.
II ) GASES ACTIVOS DE PROTECCIÓN:
Se suelen utilizar como gases el dióxido de carbono puro o mezclado con argón.
El dióxido de carbono se disocia formando monóxido de carbono y oxígeno. Para evitar la
oxidación del metal base, hay que añadir elementos desoxidantes Mn y Si, a la varilla.
UNIVERSIDAD DE EXTREMADURA B L O Q U E I : C O N F O R M A C I Ó N P O R M O L D E O Fecha: 22/10/02 Pág: 16 Dpto. de Electrónica e Ing. Electromecánica
Área: Ing. de los Procesos de Fabricación T E M A 3 : M O L D E O A M A N O Documento:
BloqueIV_3B.doc
Tecnología Mecánica Páginas: 16
2 CO2 -> 2 CO + O2
Para que no se produzca porosidad en la soldadura, es imprescindible que el dióxido de carbono
sea de una elevada pureza (superior al 99.85%).
Es más barato que el argón y mejora la penetración del cordón, consiguiendo que sean más
profundas y anchas y evita el riesgo de mordeduras. Sin embargo el arco que se forma es menos estable
y es común que se produzcan proyecciones.
A veces se utiliza mezclada con argón para conseguir compensar los efectos.
4.4.4.- EQUIPO NECESARIO
Es similar a los casos anteriores:
• Un generador de corriente continua, que normalmente es de potencial constante.
• Unidad de alimentación de hilo, si el proceso es automático.
• Circuito de gas protector.
• Circuito de refrigeración, si es necesario.
• Pistola de soldadura.
4.4.5.- VENTAJAS
I ) M.I.G:
Como la protección del baño fundido se realiza mediante atmósfera protectora y no mediante
fundentes, no se genera escoria. Así se reducen de manera considerable las operaciones de limpieza
(ahorro de costes).
La soldadura M.I.G. proporciona una mayor productividad respecto a la soldadura M.M.A. Esto es
debido en parte a la alimentación automática del electrodo, con lo que no es necesario realizar paradas
para cambiarlo. Además se reduce el riesgo de defecto asociado a los empalmes en el cordón de
soldadura al cambiar de electrodo.
Por otro lado el avance de la soldadura es más rápido, con lo que la zona del metal base afectada
térmicamente es inferior. Se mejora el aspecto de la soldadura.
La soldadura M.I.G. puede prorporcionar buena penetración, por lo que se pueden utilizar juntas
con los bordes más cerrados y ahorrar metal de aportación.
Debido a que todos los parámetros de la soldadura pueden controlarse automáticamente, el
operario no tiene más que controlar la velocidad de avance del portaelectrodos y la distancia a la pieza,
por lo que un operario que haya soldado con otra técnica podrá fácilmente hacerlo con ésta.
UNIVERSIDAD DE EXTREMADURA B L O Q U E I : C O N F O R M A C I Ó N P O R M O L D E O Fecha: 22/10/02 Pág: 17 Dpto. de Electrónica e Ing. Electromecánica
Área: Ing. de los Procesos de Fabricación T E M A 3 : M O L D E O A M A N O Documento:
BloqueIV_3B.doc
Tecnología Mecánica Páginas: 17
4.4.6.- APLICACIONES
Esta técnica se utiliza para las soldaduras de aceros inoxidables, cobre y aluminio. Para que las
características del cordón sean buenas es necesario que las superficies a unir estén bien limpias y libres
de óxidos. Las soldaduras resultantes están libres de escorias.
Es común la utilización de máquinas de esta técnica.
4.4.7.- APLICACIONES
Se utiliza sólo para aceros ordinarios.

UNIVERSIDAD DE EXTREMADURA B L O Q U E I : C O N F O R M A C I Ó N P O R M O L D E O Fecha: 22/10/02 Pág: 18 Dpto. de Electrónica e Ing. Electromecánica
Área: Ing. de los Procesos de Fabricación T E M A 3 : M O L D E O A M A N O Documento:
BloqueIV_3B.doc
Tecnología Mecánica Páginas: 18
4.5.-