variables inyección
TRANSCRIPT
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables en el Proceso de Inyección
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Existen cinco variables fundamentales en el proceso de moldeo por
inyección, de las cuales dependen tanto la calidad del artículo
moldeado como la eficiencia con la producción del mismo.
Estas variables son:
TEMPERATURAS
PRESIONES
TIEMPOS
RECORRIDOS
VELOCIDADES
Variables
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
La mayoría de las dificultades que se presentan durante el ciclo de
moldeo se corrigen ajustando estos cinco parámetros, para así lograr
un ciclo eficiente, el cual se define como: “el ciclo que permite
obtener una pieza con la calidad deseada, en el menor tiempo
posible, con el menor desgaste del equipo y el menor consumo
de energía”.
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
TEMPERATURAS
Las temperaturas a controlar en el proceso son las siguientes:
Temperaturas del Cilindro:
El cilindro de inyección está dividido en cuatro zonas de calentamiento:
alimentación, plastificación, dosificación y boquilla. Cada una de
ellas se controla de manera independiente.
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
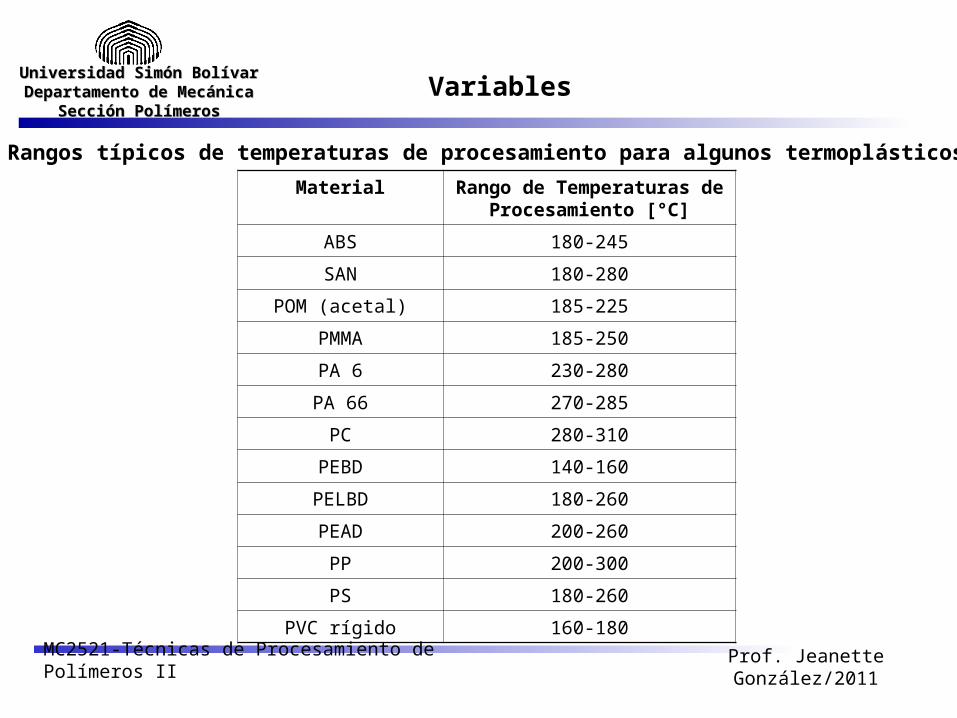
Rangos típicos de temperaturas de procesamiento para algunos termoplásticos
Material Rango de Temperaturas de Procesamiento [°C]
ABS 180-245
SAN 180-280
POM (acetal) 185-225
PMMA 185-250
PA 6 230-280
PA 66 270-285
PC 280-310
PEBD 140-160
PELBD 180-260
PEAD 200-260
PP 200-300
PS 180-260
PVC rígido 160-180
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
Temperatura del Molde
La temperatura del molde depende del tipo de material y de la
geometría de la pieza (espesor, etc.)
Es la variable que determina la velocidad de producción.
Generalmente, los moldes se enfrían haciendo circular agua a 15 °C
con un caudal variable ente 0,5 y 3 litros por minuto, y la eficiencia de
la disipación aumenta significativamente con la turbulencia del flujo.
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
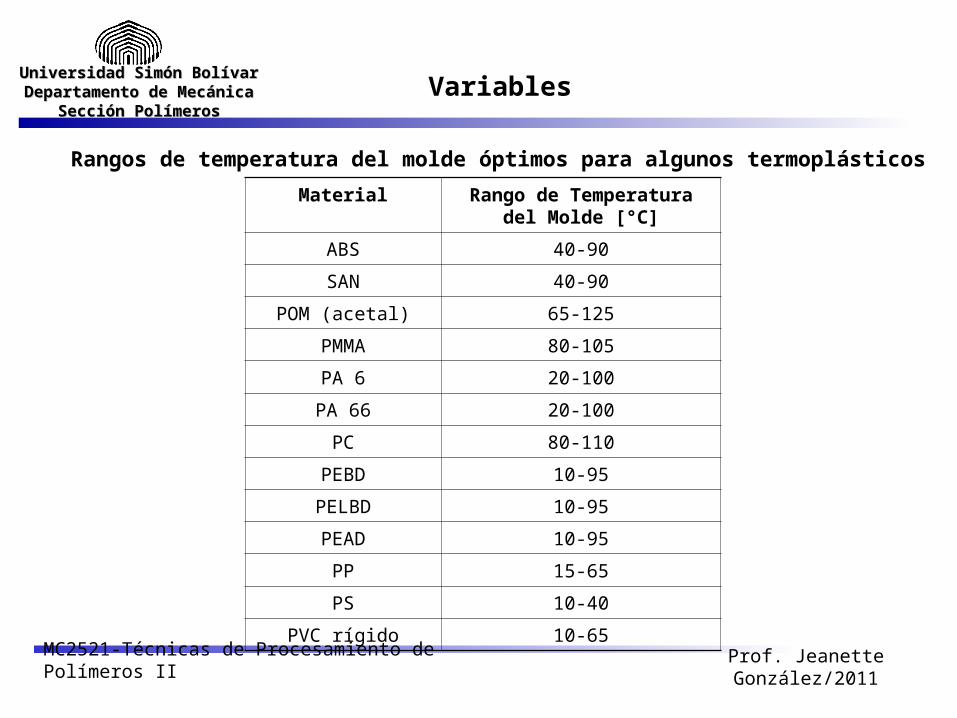
Rangos de temperatura del molde óptimos para algunos termoplásticos
Material Rango de Temperatura del Molde [°C]
ABS 40-90
SAN 40-90
POM (acetal) 65-125
PMMA 80-105
PA 6 20-100
PA 66 20-100
PC 80-110
PEBD 10-95
PELBD 10-95
PEAD 10-95
PP 15-65
PS 10-40
PVC rígido 10-65
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
Otras: Temperatura del Aceite del Sistema Hidráulico
La temperatura del aceite hidráulico debe controlarse en el rango que permita
un valor de viscosidad dinámica del fluido, que garantice a su vez la
transmisión de presión y caudal requeridos por el sistema hidráulico de la
máquina de inyección.
La temperatura de operación está ubicada generalmente en un rango entre
30 y 40°C, dependiendo de las características del aceite hidráulico que
recomiende el fabricante del equipo.
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
PRESIONES
Las presiones a considerar en el proceso son las siguientes:
Presión Hidráulica de Inyección:Esta presión es la ejercida por el cilindro hidráulico. Es la presión que se lee en el manómetro durante la fase de inyección.
Presión de Inyección:Esta presión es la que ejerce el tornillo sobre el material previamente plastificado generando el llenado de la cavidad, o cavidades, del molde.La presión se origina por el accionamiento del cilindro hidráulico de inyección y su magnitud resulta proporcional al valor de la presión hidráulica en el cilindro, según la siguiente ecuación:
dhdhP
iP
Pi= presión de inyección
Ph= presión en el cilindro hidráulico
dh= diámetro del pistón hidráulico
d= diámetro del tornillo
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
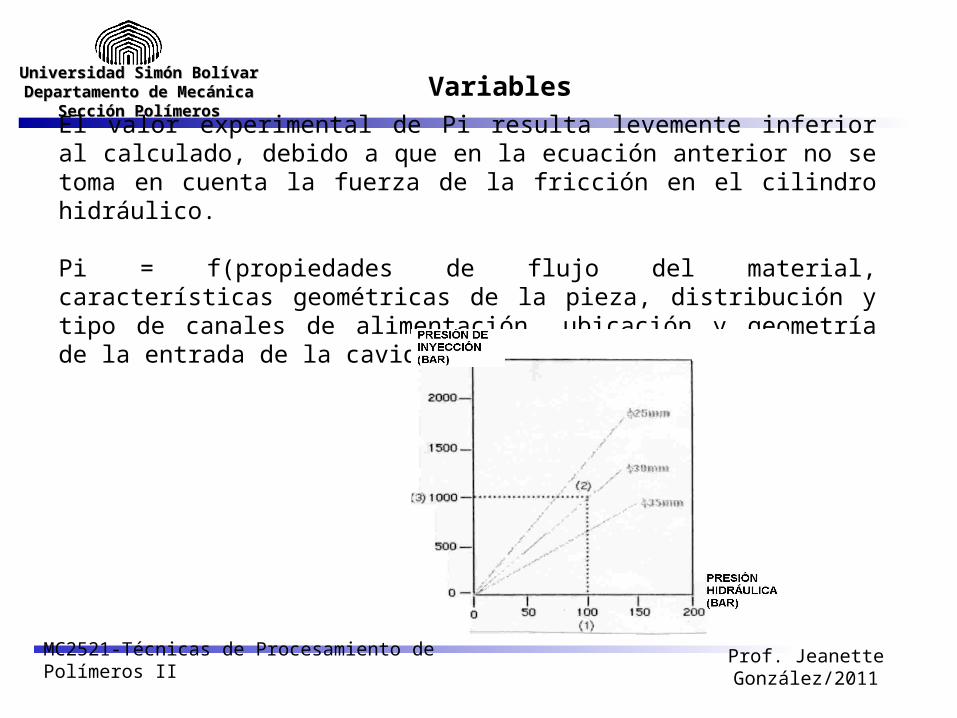
El valor experimental de Pi resulta levemente inferior al calculado, debido a que en la ecuación anterior no se toma en cuenta la fuerza de la fricción en el cilindro hidráulico.
Pi = f(propiedades de flujo del material, características geométricas de la pieza, distribución y tipo de canales de alimentación, ubicación y geometría de la entrada de la cavidad).
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
El valor experimental de Pi resulta levemente inferior al calculado, debido a que en la ecuación anterior no se toma en cuenta la fuerza de la fricción en el cilindro hidráulico.
Pi = f(propiedades de flujo del material, características geométricas de la pieza, distribución y tipo de canales de alimentación, ubicación y geometría de la entrada de la cavidad).
Presión de la Cavidad:Es la presión que tiene el material en la cavidad(es) del molde, desde que se inyecta hasta que se solidifica la pieza(s).
Presión Posterior, de compactación, Remanente o Sostenida:Es la presión ejercida por el tornillo durante la fase de compactación del material en la cavidad. También es generada por el cilindro hidráulico.
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
Contrapresión:Es la presión ejercida sobre el tornillo y que evita su libre retroceso durante la etapa de plastificación.Favorece el aporte de calor por efecto mecánico y a la compactación desgasificación y mezclado del material durante la plastificación.
Presión Residual:Presión que tiene la pieza al momento de abrir el molde para la extracción.
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
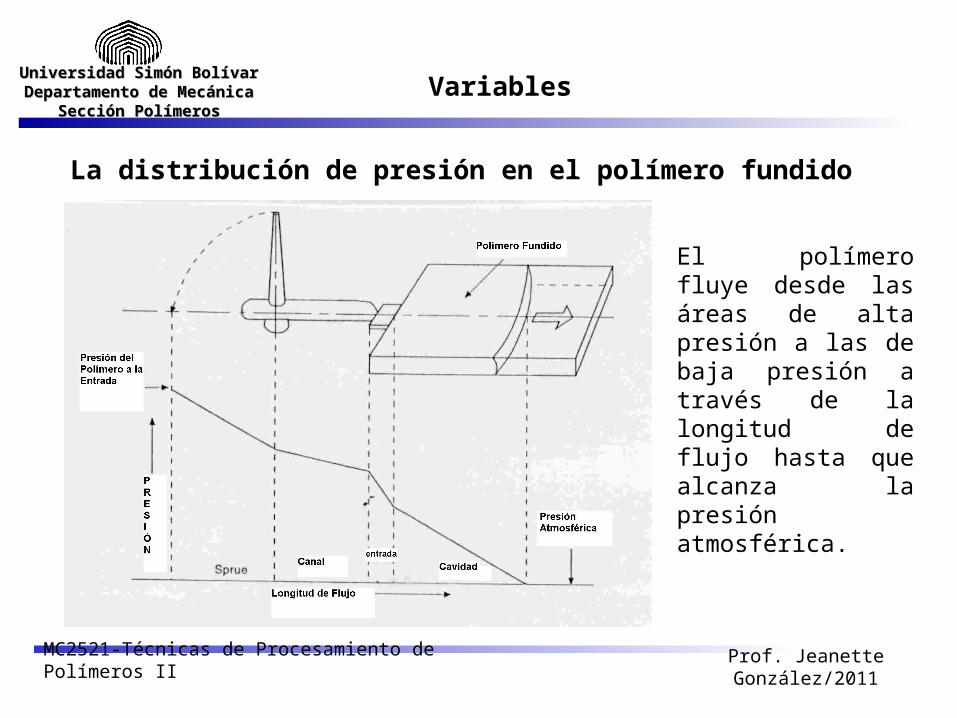
La distribución de presión en el polímero fundido
El polímero fluye desde las áreas de alta presión a las de baja presión a través de la longitud de flujo hasta que alcanza la presión atmosférica.
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
Otras
Presión de apoyo en la boquilla: fuerza que ejerce la unidad de inyección con el objeto de asegurar el acople perfecto de la boquilla en el bebedero y evitar derrames del material.
Presión de cierre del Molde: es la necesaria para generar la fuerza que mantendrá al molde cerrado durante la etapa de inyección.
Presión de Apertura del Molde: es la necesaria para generar la fuerza que requiere la unidad para vencer la fuerza de cierre, vencer la fuerza inicial y las fuerzas de roce durante la apertura del molde. Esta presión es ajustable en función del tamaño, tipo de molde y geometría de la pieza.
Presión de Expulsión: es la requerida por el cilindro expulsor para generar la fuerza que permita extraer la pieza(s) del molde.
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
Presión de Seguridad del Molde: es una baja presión que se ejerce durante la fase de seguridad de cierre, con el objeto de evitar la compresión de piezas, coladas o cualquier otro objeto que impida el cierre efectivo de molde.
Presión de Ajuste: baja presión con la que opera la máquina durante la fase de ajuste y montaje del molde con el objeto de impedir movimientos bruscos y choques que ocasiones accidentes.
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
TIEMPOS
Tiempo de Inyección (ti): tiempo que tarda el material fundido en llenar las cavidades.
Tiempo de Presión Posterior, de compactación o del Pistón en Posición Avanzada (tppa): tiempo en el cual la presión posterior es activada. Debe coincidir lo más aproximado posible con la fase de compactación del material en la cavidad. Su finalización debe ser al cerrarse la entrada a la cavidad.
Tiempo de Enfriamiento (te): este tiempo comienza exactamente después del tiempo de presión posterior y es el que permite la transferencia de calor de la(s) pieza(s) al molde necesaria para la remoción de ésta(s) sin distorsiones ni cambios dimensionales significativos.
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
Tiempo de Plastificación (tp): es el tiempo que tarda la cantidad de material requerida en plastificar.
Tp= f(rpm; perfil de temperaturas; tipo de material; valor de la contrapresión).No influye de manera directa en el ciclo porque se efectúa durante el enfriamiento.
Si tp > te ciclo restringido
Tiempo de Apertura del Molde (ta): es el tiempo que tarda el plato móvil en realizar la apertura del molde. No se controla de forma directa ya que depende de la relación entre el recorrido de apertura y la velocidad resultante con la que se desplaza el plato móvil. Este tiempo forma parte importante del tiempo de ciclo.
Tiempo de Expulsión (tex): es el tiempo durante el cual actúan los expulsores neumáticos y/o hidráulicos.
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
Tiempo de Pausa (tpa): tiempo opcional que se emplea para mantener el molde abierto por instantes adicionales con el objeto de verificar la correcta expulsión de la(s) pieza(s) y la disposición del molde.
Tiempo de Cierre del Molde (tcr): depende de la relación entre los parámetros de velocidad y recorrido de cierre del molde.
Tiempo de Seguridad del Molde (ts): es el tiempo que se fija y en el cual debe transcurrir la fase de seguridad de cierre. El tiempo empleado por el equipo debe ser menor al fijado, de lo contrario se activará la señal de alarma.
.
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
Tiempo de Ciclo (tc): resulta de la sumatoria de los tiempos que conforman
un ciclo de inyección, es decir, todos los citados anteriormente y que no se
encuentran solapados dentro de los otros tiempos:
tc= tcr + ti + tppa + te + ta + tex + tpa
tcr= incluye el tiempo de seguridad del molde.
te= incluye el tiempo de plastificación.
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
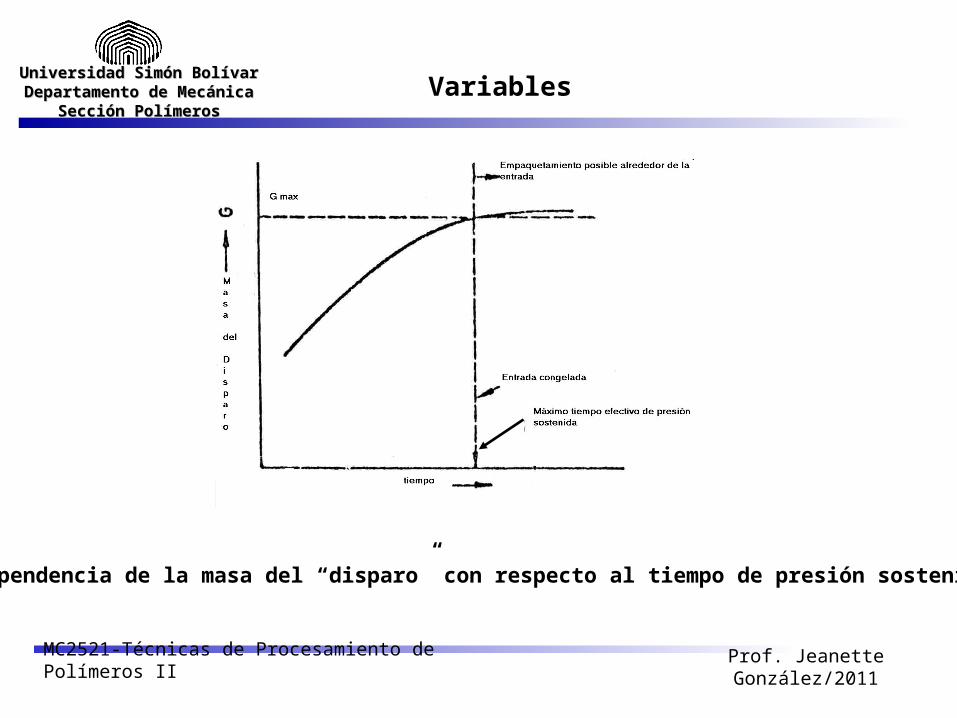
Dependencia de la masa del “disparo” con respecto al tiempo de presión sostenida
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
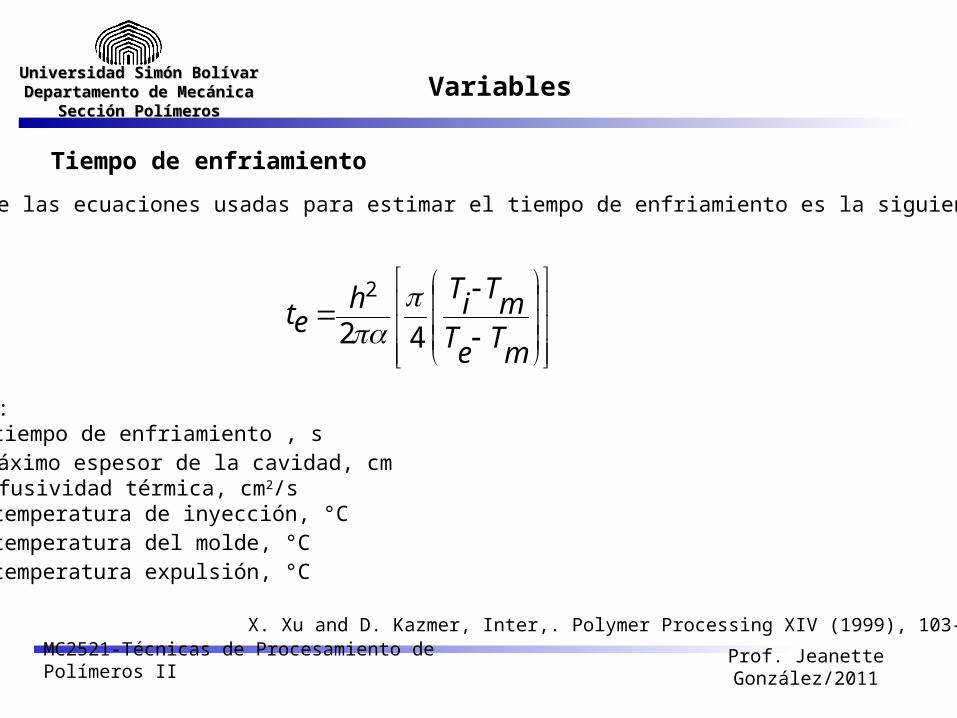
Tiempo de enfriamiento
Una de las ecuaciones usadas para estimar el tiempo de enfriamiento es la siguiente:
Donde:te = tiempo de enfriamiento , sh = máximo espesor de la cavidad, cm= difusividad térmica, cm2/sTi = temperatura de inyección, °CTm = temperatura del molde, °CTe = temperatura expulsión, °C
X. Xu and D. Kazmer, Inter,. Polymer Processing XIV (1999), 103-108
mTeTmTiTh
et 42
2
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
Esta ecuación se desarrollo tomando en cuenta las siguientes suposiciones:
1. El material está completamente solidificado y rígido por debajo de Te2. La geometría del molde no ejerce mayor influencia sobre la temperatura a la cual éste
se “congelará”3. El llenado es aproximadamente isotérmico4. Se conoce la temperatura a la cual entra el material a la cavidad 5. La superficie de la cavidad permanece aproximadamente igual a la temperatura del
agua de enfriamiento y es razonablemente uniforme6. La transferencia de calor hacia la superficie del molde se supone infinita y se
considera que la contracción de la píeza es baja7. El material exhibe propiedades térmicas constantes
Utilizando estas suposiciones, la ecuación anterior predice el tiempo de enfriamiento de manera tal que la pieza moldeada se expulsará cuando la temperatura mas interna de su sección mas gruesa haya alcanzado la temperatura de distorsión del polímero.
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
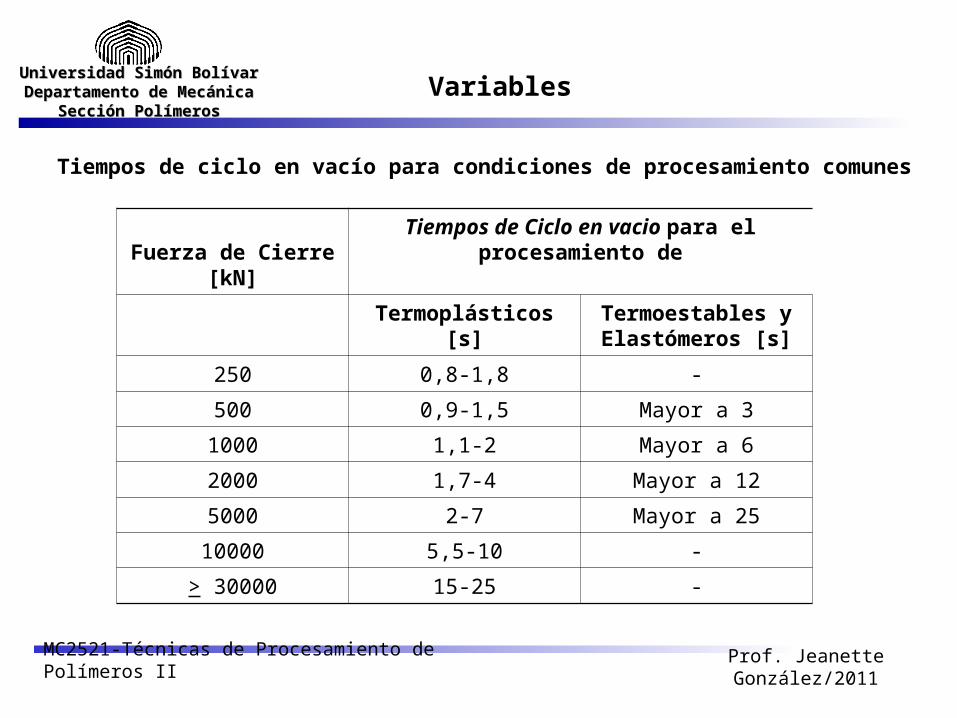
Tiempos de ciclo en vacío para condiciones de procesamiento comunes
Fuerza de Cierre [kN]
Tiempos de Ciclo en vacio para el procesamiento de
Termoplásticos [s] Termoestables y Elastómeros [s]
250 0,8-1,8 -
500 0,9-1,5 Mayor a 3
1000 1,1-2 Mayor a 6
2000 1,7-4 Mayor a 12
5000 2-7 Mayor a 25
10000 5,5-10 -
> 30000 15-25 -
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
RECORRIDOS
Recorrido de dosificación: se refiere al valor ajustable correspondiente al desplazamiento de plastificación del tornillo, con él se fija la cantidad de material a plastificar la cual debe ser ligeramente mayor a la cantidad requerida para inyectar (10 a 15% más) con el objeto de garantizar una transmisión efectiva de la presión posterior.
Recorrido de avance o retroceso de la unidad de inyección.
Recorrido de apertura y cierre del molde.
Recorrido de seguridad del molde.
Recorrido de los expulsores.
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
VELOCIDADES
Velocidad de Inyección: este valor es fijado hidráulicamente y consiste en la velocidad de desplazamiento del tornillo durante la inyección.
Vi= f(presión y caudal disponible en el sistema hidráulico, características reológicas del material, temperaturas, geometría de las piezas y de los canales de alimentación).
Velocidad de Rotación del Tornillo: se refiere al número de revoluciones por unidad de tiempo con que gira el tornillo durante la plastificación.
De ésta depende la calidad y la velocidad de plastificación del material. Su valor debe ser ajustado en función de las características térmicas y reológicas de cada material.
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
Otras
Velocidad de apertura del molde.
Velocidad de cierre del molde.
Velocidad de expulsión.
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
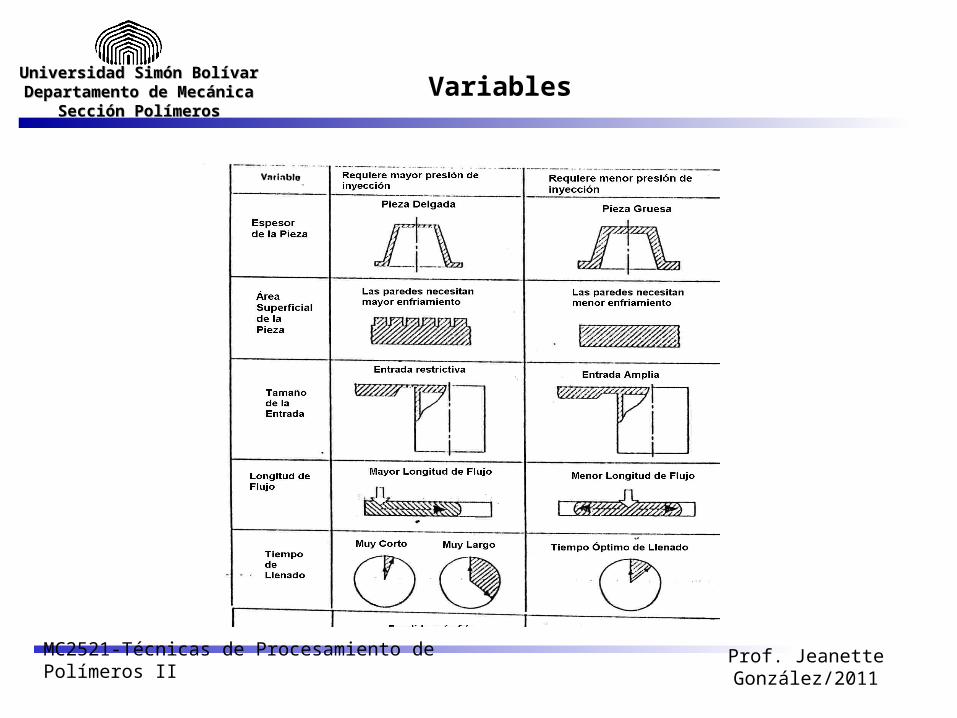
Factores que influyen sobre la presión de inyección
Espesor de pared
Área transversal de la pieza
Tamaño de la entrada
Localización de la entrada
Longitud de flujo
Tiempo de llenado
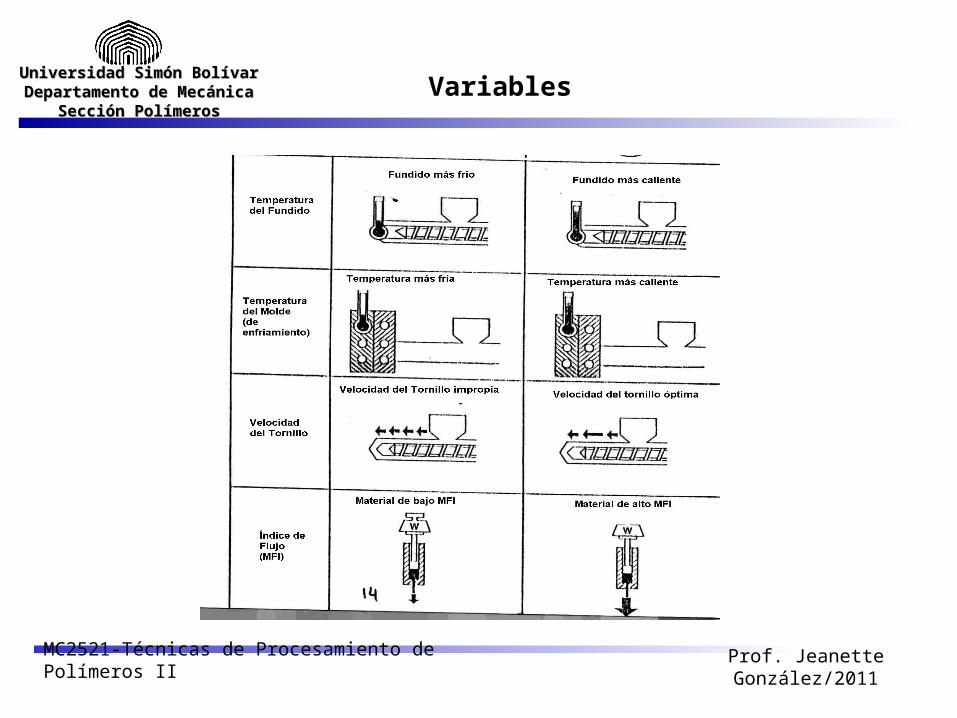
Temperatura del fundido
Temperatura del molde
Velocidad de inyección
Índice de fluidez
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables

Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
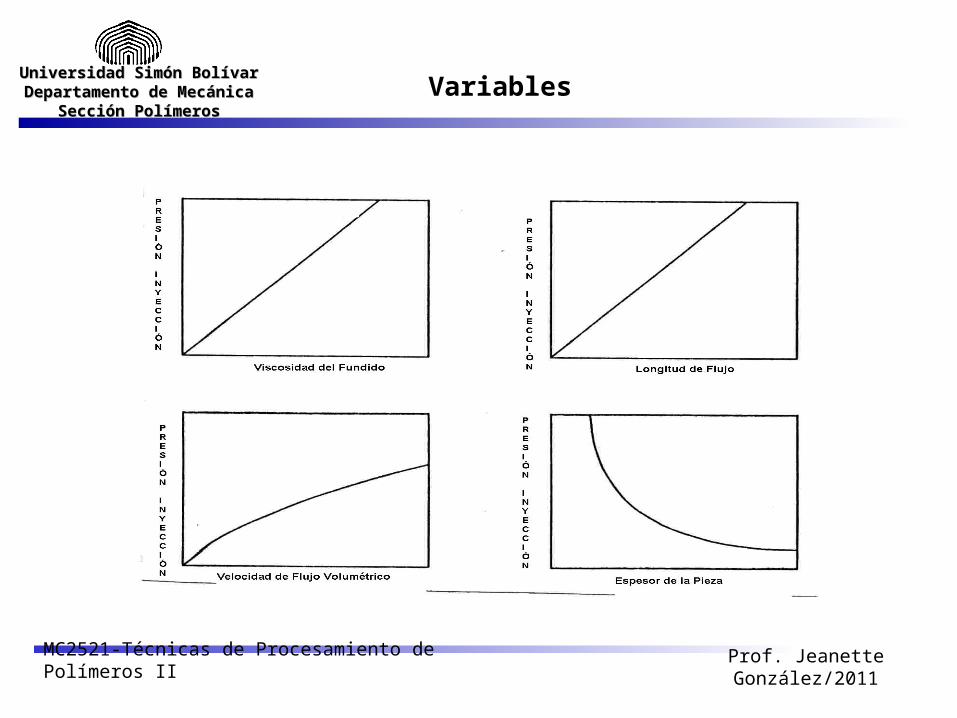
El espesor de pared afecta significativamente la presión de inyección: a medida que las dimensiones son menores, el flujo es más restrictivo y se requieren mayores presiones de inyección.
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
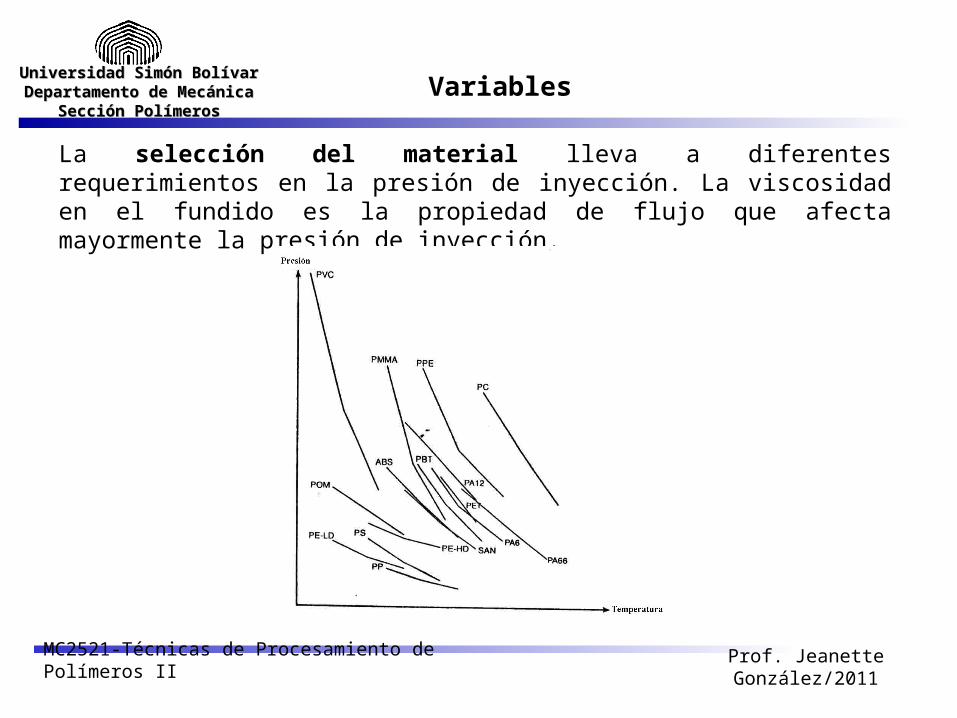
La selección del material lleva a diferentes requerimientos en la presión de inyección. La viscosidad en el fundido es la propiedad de flujo que afecta mayormente la presión de inyección.
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
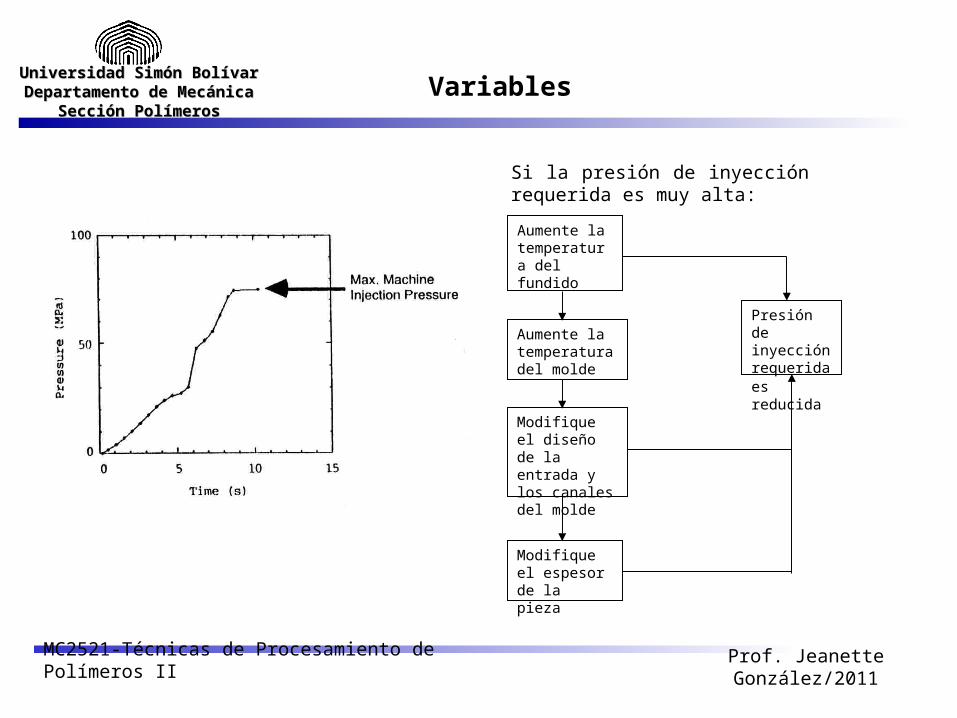
Aumente la temperatura del fundido
Aumente la temperatura del molde
Modifique el diseño de la entrada y los canales del molde
Modifique el espesor de la pieza
Presión de inyección requerida es reducida
Si la presión de inyección requerida es muy alta:
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
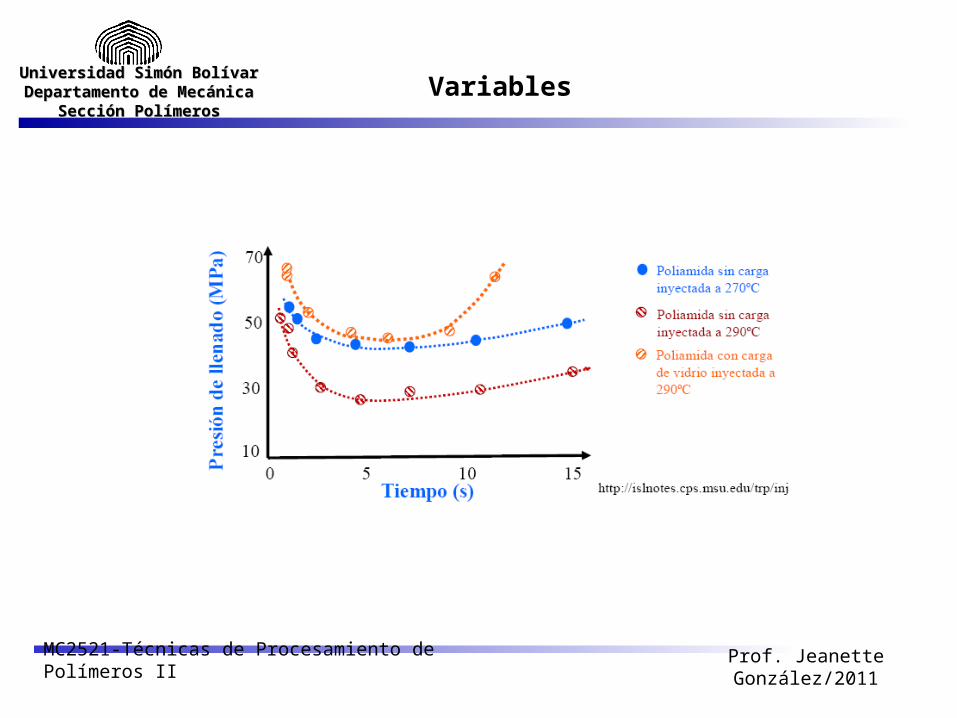
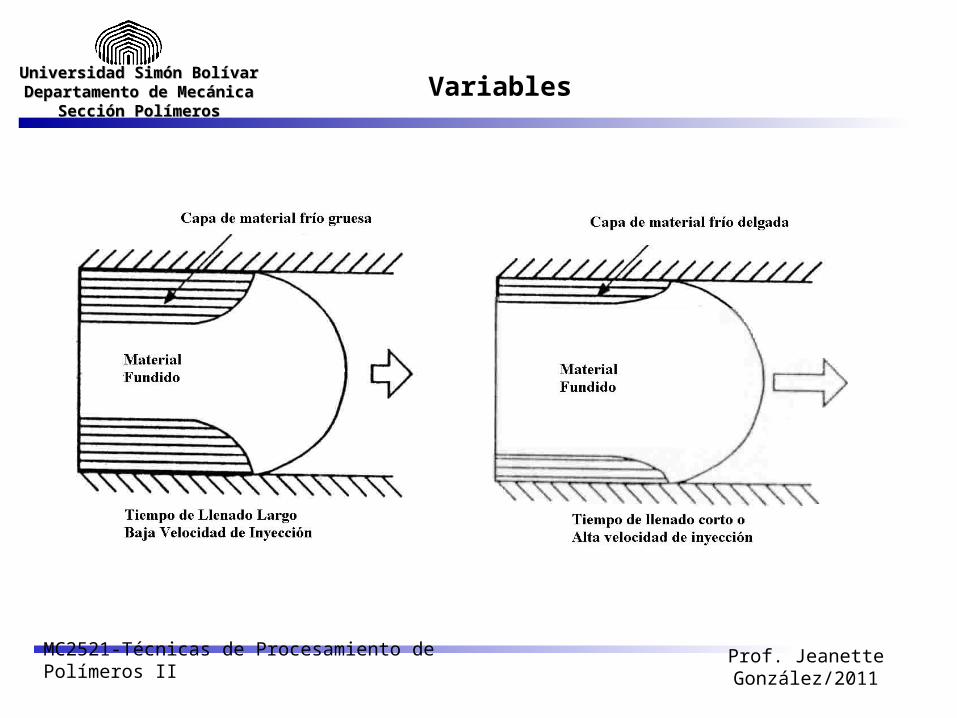
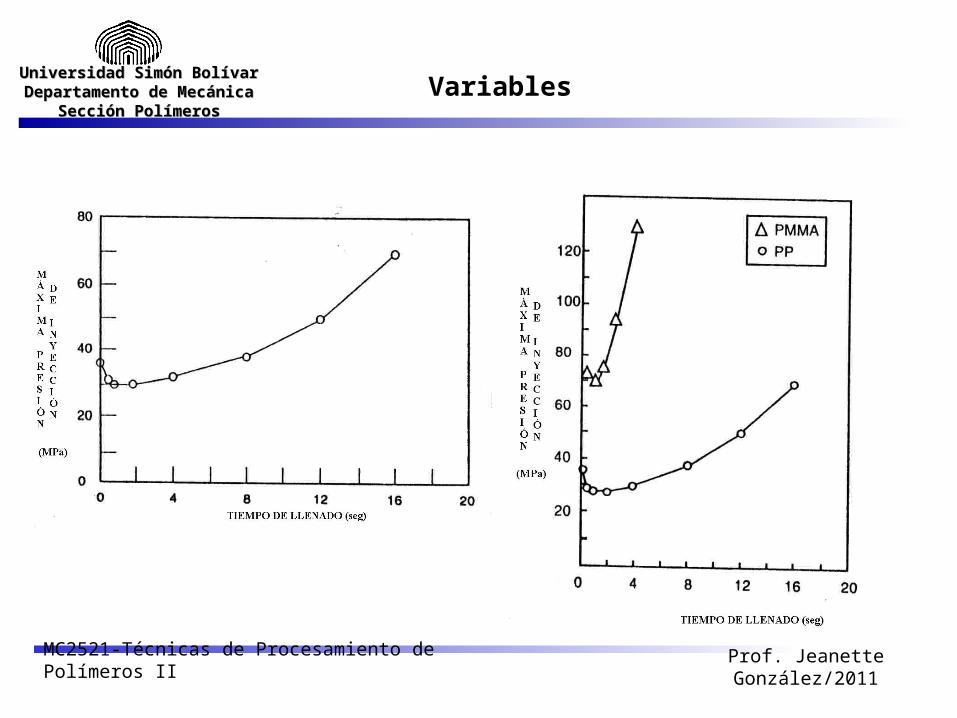
Consideraciones acerca del tiempo de llenado o de inyección
En cuanto al tiempo de llenado, a menores tiempos de llenado la velocidad de flujo volumétrico es mayor lo que trae como consecuencia altos requerimientos de presión.
Sin embargo, altas velocidades de inyección también generan calentamiento viscoso, lo cual aumenta la temperatura del fundido. Este efecto combinado de alta temperatura y altas velocidades de deformación (altas velocidades de flujo) reduce la viscosidad del fundido y, por consiguiente, la presión requerida disminuye.
En otras palabras, el tiempo de llenado determina el enfriamiento en el molde, debido a que largos tiempos de llenado producen mayor solidificación (espesor de capa sólida) lo que crea un flujo más restrictivo necesitándose mayores presiones.
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
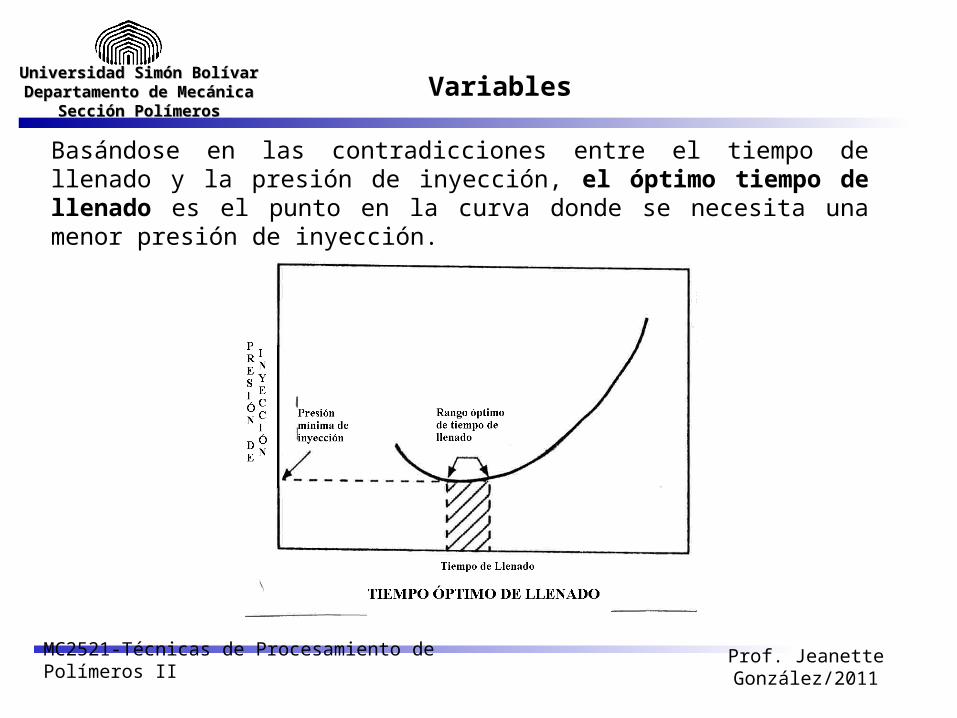
Basándose en las contradicciones entre el tiempo de llenado y la presión de inyección, el óptimo tiempo de llenado es el punto en la curva donde se necesita una menor presión de inyección.
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
Universidad Simón BolívarUniversidad Simón BolívarDepartamento de MecánicaDepartamento de Mecánica
Sección PolímerosSección Polímeros
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011
Variables
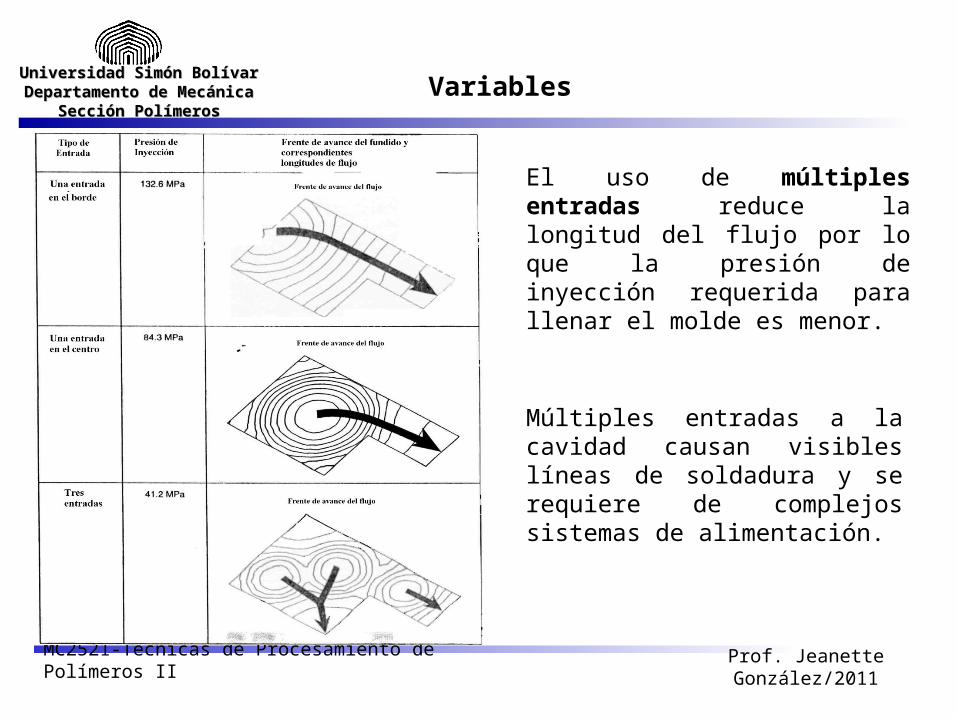
El uso de múltiples entradas reduce la longitud del flujo por lo que la presión de inyección requerida para llenar el molde es menor.
Múltiples entradas a la cavidad causan visibles líneas de soldadura y se requiere de complejos sistemas de alimentación.