universidad tecnolÓgica...
TRANSCRIPT

UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
DIRECCIÓN GENERAL DE POSGRADOS
MAESTRÍA EN GESTIÓN DEL TALENTO HUMANO
“ELABORACIÓN DEL BALANCE DE LÍNEA DE PRODUCCIÓN, COMO VÍA
PARA LA ELEVACIÓN DE LA PRODUCTIVIDAD DEL TRABAJO, EN LA
PLANTA DE FAENAMIENTO DE POLLOS DE LA PROCESADORA NACIONAL
DE ALIMENTOS C.A. PRONACA, SANTO DOMINGO”
Trabajo de Grado presentado como requisito parcial para optar al
Grado de Magister en Gestión del Talento Humano
Autor
ING. JOHANNA FERNANDA CARRIÓN SANTÍN
Director
Ph.D. ALBERTO MAZON ALMORA
QUITO – ECUADOR
Abril de 2015

ii
“ELABORACIÓN DEL BALANCE DE LÍNEA DE PRODUCCIÓN, COMO VÍA
PARA LA ELEVACIÓN DE LA PRODUCTIVIDAD DEL TRABAJO, EN LA
PLANTA DE FAENAMIENTO DE POLLOS DE LA PROCESADORA NACIONAL
DE ALIMENTOS C.A. PRONACA, SANTO DOMINGO”
Sustentación y Aprobación de los Integrantes del Tribunal
Ph.D Alberto Mazón Almora DIRECTOR DE TESIS ________________________________
APROBADO
Nombre del Coordinador de Programa PRESIDENTE DEL TRIBUNAL ________________________________ Docente Evaluador MIEMBRO DEL TRIBUNAL ________________________________ Docente Evaluador MIEMBRO DEL TRIBUNAL ________________________________
Quito, 15 de abril de 2015.
iii
Responsabilidad del Autor
El contenido del presente trabajo, está bajo la responsabilidad del autor.
_________________________________
Ing. Johanna Fernanda Carrión Santín
C.I. 1711484954
Autor: JOHANNA FERNANDA CARRIÓN SANTÍN
Institución: UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
Título de Tesis: “ELABORACIÓN DEL BALANCE DE LÍNEA DE
PRODUCCIÓN, COMO VÍA PARA LA ELEVACIÓN
DE LA PRODUCTIVIDAD DEL TRABAJO, EN LA
PLANTA DE FAENAMIENTO DE POLLOS DE LA
PROCESADORA NACIONAL DE ALIMENTOS C.A.
PRONACA, SANTO DOMINGO”
Fecha: Abril, 2015

iv
UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
DIRECCIÓN GENERAL DE POSGRADO
INFORME DEL DIRECTOR DE TESIS
Quito, 15 de abril del 2015
MSc. Norma Fabiola Placencia Galindo COORDINADORA DEL MASTER EN GESTIÓN DE TALENTO HUMANO Presente.
De mis consideraciones.-
En mi calidad de Director del Trabajo de Grado titulado: “ELABORACIÓN DEL
BALANCE DE LÍNEA DE PRODUCCIÓN, COMO VÍA PARA LA ELEVACIÓN DE
LA PRODUCTIVIDAD DEL TRABAJO, EN LA PLANTA DE FAENAMIENTO DE
POLLOS DE LA PROCESADORA NACIONAL DE ALIMENTOS C.A. PRONACA,
SANTO DOMINGO”, realizado por la señora JOHANNA FERNANDA CARRIÓN
SANTÍN, previo a la obtención del Grado de Magister en Gestión del Talento
Humano, ha sido elaborado bajo mi supervisión y revisado en todas sus partes y
considero que dicho trabajo reúne los requisitos y disposiciones emitidas por la
Universidad Tecnológica Equinoccial por medio de la Dirección General de
Posgrado para ser sometido a la evaluación por parte del tribunal examinador
designado.
Particular que informo para los fines pertinentes.
Atentamente,
Ph.D. Alberto Mazón Almora
DIRECTOR

v
Dedicatoria
Dedico el presente trabajo de tesis a mi familia por su inmenso amor y apoyo
incondicional en todas mis metas trazadas.
A todos las personas que han hecho posible la elaboración del presente trabajo
enriqueciéndome de conocimientos para mi crecimiento personal y profesional.

vi
Agradecimientos
Agradezco a Dios por su inmensa bondad, por las bendiciones que ha derramado
en mi familia, agradezco a mi madre, mis suegros por el apoyo para conseguir mis
objetivos personales y profesionales; agradezco a mi amado esposo por el apoyo
incondicional en todos los momentos y sobre todo por su comprensión y empuje
para avanzar en mi formación profesional. Gracias al Dr. Mazón por sus
enseñanzas que han permitido el desarrollo del presente trabajo.

vii
ÍNDICE DE CONTENIDOS
Portada….. .............................................................. ¡Error! Marcador no definido.
Sustentación y Aprobación de los Integrantes del Tribunal ..................................... ii
Responsabilidad del Autor...................................................................................... iii
Informe del director de tesis ................................................................................... iv
Dedicatoria .............................................................................................................. v
Agradecimientos ..................................................................................................... vi
Índice de contenidos ............................................................................................. vii
Índice de tablas ....................................................................................................... x
Índice de cuadros ................................................................................................... xi
Índice de ilustraciones ........................................................................................... xi
Índice de anexos ................................................................................................... xi
Resumen… .......................................................................................................... xiii
Abstract…............................................................................................................. xiii
CAPÍTULO II
INTRODUCCIÓN
1.1. Contextualización del Problema ...................................................................... 1
1.2. Formulación del problema ............................................................................... 2
1.2.1. Sistematización ............................................................................................ 2
1.3. Objetivos de investigación ............................................................................... 2
1.3.1. Objetivo general ........................................................................................... 2
1.4. Objetivos específicos ...................................................................................... 3
1.5. Justificación de la investigación ...................................................................... 3
1.5.1. Importancia ................................................................................................... 3
1.5.2. Impacto social .............................................................................................. 4
1.5.3. Impacto teórico ............................................................................................. 4
1.5.4. Implicancia práctica ...................................................................................... 5
1.5.5. Impacto metodológico .................................................................................. 5
1.6. Alcance de la investigación ............................................................................. 5

viii
CAPÍTULO II
MARCO DE REFERENCIA
2.1. Marco teórico ................................................................................................... 7
2.1.1. Concepto de línea de producción o línea de ensamble ................................ 7
2.1.2. Concepto de balance de línea ...................................................................... 7
2.1.3. Condiciones para que la producción en línea sea práctica ........................ 10
2.1.4. Casos típicos de balanceo de líneas .......................................................... 10
2.1.5. Pasos para la realización del balance de línea .......................................... 11
2.2. Marco Conceptual ......................................................................................... 24
2.2.1. Algunos conceptos importantes ................................................................. 24
2.3. Marco temporal y espacial ............................................................................. 25
CAPÍTULO III
MARCO METODOLÓGICO
3.1. Hipótesis de la investigación ......................................................................... 26
3.1.1. Planteamiento de la hipótesis ..................................................................... 26
3.1.2. Evidencia del cumplimiento de la hipótesis ................................................ 26
3.2. Determinación de las variables ..................................................................... 26
3.2.1. Conceptualización y Operacionalización de las variables .......................... 27
3.3. Estrategia metodológica ................................................................................ 28
3.3.1. Métodos de investigación ........................................................................... 28
3.3.1.1. Método deductivo - inductivo ................................................................... 28
3.3.1.2. Método analítico - sintético ...................................................................... 29
3.3.1.3. Métodos estadísticos ............................................................................... 29
3.3.2. Técnicas e instrumentos ............................................................................. 29
3.3.3. Población y muestra ................................................................................... 29

ix
3.3.4. Metodología específica ............................................................................... 30
CAPÍTULO IV
ANÁLISIS Y DISCUSIÓN DE LOS RESULTADOS
4.1. Caracterización de la Planta Faenadora de Pollos Procesadora Nacional de
Alimentos C.A. PRONACA ................................................................................... 32
4.1.1. Razón Social .............................................................................................. 32
4.1.2. Actividad ..................................................................................................... 32
4.1.3. Filosofía ...................................................................................................... 32
4.1.4. Valores Corporativos .................................................................................. 32
4.1.5. Principios .................................................................................................... 32
4.1.5.1. Proveedores ............................................................................................ 32
4.1.5.2. Colaboradores ......................................................................................... 33
4.1.5.3. Clientes ................................................................................................... 33
4.1.5.4. Consumidores ......................................................................................... 33
4.1.5.5. Sociedad ................................................................................................. 33
4.1.5.6. Asociados ................................................................................................ 34
4.1.6. Diagnóstico de la situación actual .............................................................. 34
4.1.7. Elaboración del listado de las operaciones ................................................ 34
4.1.8. Descripción de las operaciones .................................................................. 37
4.1.9. Cálculo de los tiempos medios de operación ............................................. 45
4.1.10. Aplicación del procedimiento de balance de línea para actividades
manuales .............................................................................................................. 48
4.1.11. Análisis de línea por bloques .................................................................... 49
4.1.12. Diagrama de procesos ............................................................................. 52
4.1.13. Análisis de Balance de línea del bloque I ................................................. 54
4.1.13.1. Análisis gráfico ...................................................................................... 57
4.5.14. Análisis de Balance de línea del bloque II ................................................ 57

x
4.1.14.1. Análisis gráfico ...................................................................................... 62
4.1.15. Análisis de Balance de línea del Bloque III ............................................... 63
4.1.14.1. Análisis gráfico ...................................................................................... 66
4.1.16. Análisis comparativo................................................................................. 67
4.1.16. Aplicación de procedimientos para actividades automáticas .................... 69
CAPÍTULO V
CONCLUSIONES Y RECOMENDACIONES
5.1 Conclusiones .................................................................................................. 72
5.2 Recomendaciones .......................................................................................... 73
ÍNDICE DE TABLAS
Tabla 1: Variables y formulación del método de Balanceo de línea ..................... 16
Tabla 2: Formato para el tabulado del método de Balanceo de línea .................. 17
Tabla 3: Iteración 1 del método de Balanceo de línea ......................................... 18
Tabla 4: Iteración 2 del método de Balanceo de línea ......................................... 19
Tabla 5: Iteración 3 del método de Balanceo de línea ......................................... 20
Tabla 6: Iteraciones del método de Balanceo de línea ......................................... 21
Tabla 7: Variables independientes ....................................................................... 27
Tabla 8: Variables dependientes .......................................................................... 28
Tabla 9: Listado de operaciones Planta Faenadora de Pollos ............................. 35
Tabla 10: Medias y desviaciones estándares de cada operación manual ............ 46
Tabla 11: Tiempos de las operaciones automáticas ............................................ 48
Tabla 12: Actividades Bloque I - Matanza ............................................................ 49
Tabla 13: Actividades Bloque II - Preparación de carcasa y vísceras .................. 50
Tabla 14: Actividades Bloque III – Elaboración pollo completo ............................ 51
Tabla 15. Bloque I, situación inicial ...................................................................... 54
Tabla 16: Bloque I, situación actual ...................................................................... 55
Tabla 17: Bloque I, situación propuesta ............................................................... 56
Tabla 18: Bloque II, situación inicial ..................................................................... 58

xi
Tabla 19: Bloque II, situación actual ..................................................................... 59
Tabla 20: Bloque II, situación propuesta .............................................................. 61
Tabla 21: Bloque III, situación inicial .................................................................... 63
Tabla 22: Bloque III, situación actual .................................................................... 64
Tabla 23: Bloque III, situación propuesta ............................................................. 65
Tabla 24: Comparación de resultados Bloque I.................................................... 67
Tabla 25: Comparación de resultados Bloque II ................................................... 68
Tabla 26: Comparación de resultados Bloque III .................................................. 69
Tabla 27: Pendiente ............................................................................................. 70
INDICE DE CUADROS
Cuadro 1: Diagrama de procesos bloque I ........................................................... 52
Cuadro 2: Diagrama de procesos bloque II .......................................................... 53
Cuadro 3: Diagrama de procesos bloque III ......................................................... 53
INDICE DE ILUSTRACIONES
Ilustración 1: Costo Unitario Vs. Número de operarios ......................................... 21
Ilustración 2: Unidades Turno Vs. Iteración del Bloque I ...................................... 57
Ilustración 3: Costo Vs. No. Operarios Bloque I ................................................... 57
Ilustración 4: Unidades Turno Vs. Iteración del Bloque II ..................................... 62
Ilustración 5: Costo Vs. No. Operarios del Bloque II ............................................ 62
Ilustración 6: Unidades Turno Vs. Iteración del Bloque III .................................... 66
Ilustración 7: Costo Vs. No. Operarios del Bloque III ........................................... 66
INDICE DE ANEXOS
Anexo 1: Tiempos medios de operación .............................................................. 78
Anexo 2: Iteraciones Bloque I ............................................................................... 79
Anexo 3: Iteraciones Bloque II .............................................................................. 80
Anexo 4: Iteraciones Bloque III ............................................................................. 81

xii
RESUMEN
La empresa procesadora de alimentos C. A. PRONACA, es pionera en la industria
alimentaria de Ecuador. Actualmente elabora algo más de ochocientos productos
alimenticios. Una de sus principales vertientes es la producción de pollos listos
para el consumo. En particular, se destaca la Planta de Faenamiento ubicada en
la Provincia de Santo Domingo. Por la el rol que juega la misma dentro de la
eficiencia económica de la empresa PRONACA, la Planta de Faenamiento es
objeto de singular atención por los directivos de la empresa.
Al ser esta planta una línea de producción industrial, el indicador representativo
de la eficiencia, eficacia y efectividad, es la productividad de su trabajo. La
productividad lograda en la línea de producción repercute en los costos,
cumplimiento de objetivos y condiciones laborales de los trabajadores. La vía más
ortodoxa para la elevación de la productividad del trabajo en una línea de
producción industrial es el balance o balanceo de la línea. Una línea balanceada
consigue que el producto en su elaboración discurra suave y continuamente a
través de la línea, acomodando las cargas de trabajo y reduciendo los tiempos
ociosos.
Por las razones y por reunir la línea de producción de la Planta de Faenamiento
las características necesarias para realizar el proceso de balanceo, es que el
objetivo de este proyecto consiste precisamente en efectuar dicho balance de
línea. Para ello se utilizaron las herramientas de análisis de comprobada
pertinencia a este fin.
xiii
ABSTRACT
PRONACA CA is a pioneer in the industry food in Ecuador. Currently it produces
more than eight hundred foodstuffs. One of its key aspects is the production of
chickens ready for consumption. In particular, its located in the Santo Domingo
stands out. The role it plays in the economic efficiency of the company PRONACA,
is a singular object of attention by the directors of the company.
As this plant an industrial production line, the representative indicator of efficiency,
effectiveness and efficiency, the productivity of their work. The productivity
achieved in the production line affects costs, meeting objectives and working
conditions of workers. The most orthodox way to raising labor productivity in
industrial production line is the balance or line balancing. A balanced line makes
the product in its preparation Discourse smoothly and continuously through the
line, adjusting workloads and reducing idle time.
For the reasons and gather the production line in the Plant is necessary to perform
the balancing process characteristics, The goal of this project is precisely to make
such balance line. For this analysis tools proven relevance for this purpose were
used.

1
CAPÍTULO I
INTRODUCCIÓN
1.1. Contextualización del Problema
La empresa PRONACA tiene una historia que data de más de cincuenta años,
diversificando su incursión en el campo de la industria alimenticia. En la
actualidad elabora más de ochocientos productos y proporciona empleo a miles
de trabajadores. PRONACA ha logrado la confianza y lealtad de sus clientes,
entre otros, por el esfuerzo sostenido para incrementar la calidad de sus
productos.
En 1987 se crea la Procesadora Nacional de Aves C.A., PRONACA, con su
segunda planta de faenamiento de aves en Santo Domingo. En la actualidad, la
planta de faenamiento aboga por la elevación de la productividad alcanzada hasta
el presente, que se expresa como el volumen de aves faenadas en la unidad de
tiempo o jornada laboral, lo que podría traducirse en mayor eficiencia y
rentabilidad, y el sostenimiento en un mercado cada vez más competitivo.
La productividad del trabajo, como su nombre indica, está, en primera y última
instancia, vinculada a la contribución del factor humano al proceso productivo. En
este sentido, los esfuerzos de una organización se dirigen a establecer toda
suerte de mecanismos que coadyuven al desempeño de la actividad laboral en las
condiciones más favorables y, consiguientemente, más productivas. El
aprovechamiento de la fuerza de trabajo en una industria parte de considerar que
la misma nunca esté ociosa como consecuencia de insuficiencias organizativas
que conspiren contra el suministro adecuado de materias primas y el
funcionamiento óptimo del equipamiento. Las pérdidas de tiempo que se originan
por esos conceptos, conjuntamente con la ruptura de la disciplina laboral que esta
genera, favorece una reducción en muchos casos ostensible de la productividad
del trabajo.
2
La gerencia percibe que una de las vías más importantes para el logro del
incremento de la productividad del trabajo en la planta está en establecer medidas
organizativas que reduzcan el tiempo perdido por los trabajadores, en los
procesos que se operan en la industria. Siguiendo esta lógica, es imperativo el
estudio de los tiempos en cada estación de trabajo de la línea de faenamiento
para detectar posibles reservas productivas y adoptar las medidas para su
explotación. Una de las herramientas más efectivas para este cometido es el
“balance de líneas de producción”
1.2. Formulación del problema
¿Será factible la realización del balance de la línea de producción en la Planta de
Faenamiento de la Procesadora Nacional de Aves C. A., PRONACA, en Santo
Domingo, a fin de incrementar los niveles actuales de productividad del trabajo?
1.2.1. Sistematización
¿Cuál es la estructura de la línea de producción en la Planta de Faenamiento de
la Procesadora Nacional de Aves C. A., PRONACA, en Santo Domingo?
¿Cuáles son las acciones necesarias para obtener el balance de línea en la
Planta de Faenamiento de la Procesadora Nacional de Aves C. A., PRONACA, en
Santo Domingo?
¿Qué implicaciones tiene la línea balanceada para la productividad del trabajo en
la Planta de Faenamiento de la Procesadora Nacional de Aves C. A., PRONACA,
en Santo Domingo?
1.3. Objetivos de investigación
1.3.1. Objetivo general

3
Elaborar el balance de la línea de producción en la Planta de Faenamiento de la
Procesadora Nacional de Aves C. A., PRONACA, en Santo Domingo, como vía
para la elevación de la productividad del trabajo
1.4. Objetivos específicos
Confeccionar el marco teórico-conceptual indispensable para la asimilación
y utilización de los desarrollos teóricos, metodológicos y prácticos
alcanzados hasta el presente sobre el problema tratado.
Estudiar la naturaleza y funcionamiento de los procesos de la línea de
producción en la Planta de Faenamiento de la Procesadora Nacional de
Aves C. A., PRONACA, en Santo Domingo
Ejecutar las acciones necesarias para la realización del balance de línea en
la Planta de Faenamiento de la Procesadora Nacional de Aves C. A.,
PRONACA, en Santo Domingo
Determinar el efecto del balance de línea en los índices de productividad
de la Planta de Faenamiento de la Procesadora Nacional de Aves C. A.,
PRONACA, en Santo Domingo
1.5. Justificación de la investigación
1.5.1. Importancia
La importancia de la investigación reside en el hecho de que la misma aporta una
visión de comprensibilidad sistémica del fenómeno abordado. La dirección de la
organización accederá a una perspectiva holística del proceso de producción en
tanto que poseerá las herramientas científico-técnicas para la realización de
análisis casuísticos en las diversas etapas del proceso productivo, de manera que
se viabiliza la realización de refinamientos subsecuentes a favor de la actividad
productiva con incidencia en el mejoramiento de la eficiencia y eficacia,

4
favoreciendo incidentalmente las condiciones generales de producción y,
particularmente, las de sus recursos humanos. La toma de decisiones se
convertirá en un proceso científicamente fundamentado.
1.5.2. Impacto social
En lo social debemos tener en cuenta dos cuestiones primordiales. Uno de los
impactos de esta investigación lo podemos visualizar en términos generales, por
el alcance a toda la organización. Esta entidad, por su representatividad a nivel
nacional, se la observa como patrón a seguir por sus esfuerzos en mantener
niveles técnico-organizativos y productivos de avanzada. Cualquier logro en el
mejoramiento de sus indicadores técnico-productivos se convierte en acicate para
las industrias del país. Por otra parte, en lo particular e interno, los beneficios
generados por conseguir un proceso productivo balanceado van desde el
mejoramiento de los indicadores económicos y financieros, hasta un
acomodamiento de la producción que posibilite mejores condiciones de trabajo
para el personal que labora en la industria.
1.5.3. Impacto teórico
Aun cuando esta es una investigación de corte eminentemente práctico, por
cuanto se trata de la aplicación de técnicas ya establecidas. Si nos parece
adecuado de hablar de cierto impacto teórico en el sentido de que en la misma se
pone de relieve el fundamento teórico para llegar a la consecución de resultados
prácticos. En este caso, estamos dando un paso hacia adelante en los postulados
teóricos por su confirmación en las aplicaciones prácticas. Por otro lado, los
resultados alcanzados y la manera creativa de incorporar la teoría del balanceo
de línea al proceso productivo en cuestión, incita a las reflexiones teóricas a los
tomadores de decisiones y pone ante ellos un mundo de posibilidades quizás
impensadas anteriormente.

5
1.5.4. Implicancia práctica
El trabajo de investigación realizado provee a la institución de resultados
prácticos, a saber, el conocimiento de los tiempos de trabajo de cada operación y
su variabilidad, a partir de la toma de muestras estadísticas, basadas en
procedimientos de muestro aleatorio, donde se establecen los niveles de precisión
y confiabilidad que garantizan la calidad de la información. La otra cuestión
esencial es el balanceo de etapas importantes del proceso productivo, logrando
un incremento de la productividad y la reducción de los costos. Por último, y no
menos importante, es la experiencia de la aplicación de estos métodos y su
posibilidad de hacerlos extensivos en espacio y tiempo en función de los intereses
de la organización.
1.5.5. Impacto metodológico
Aun cuando en la investigación se utilizan métodos establecidos por la teoría y la
práctica, no debemos pasar por alto que siempre es necesario hacer ajustes
específicos en cada situación particular. En este caso, le queda a la organización
la manera en que fue realizado el trabajo, paso a paso, lo cual establece una
suerte de metodología para replicas futuras, que no obstante estar expuestas a
subsecuentes perfeccionamientos, obran como un embrión de indiscutible valor
metodológico para proyecciones futuras.
1.6. Alcance de la investigación
Esta investigación trasciende de lo descriptivo a lo correlacional. En este sentido,
se parte, de la descripción del proceso productivo, tomando en cuenta las
operaciones y su contenido hasta la elaboración del producto final. Esta es una
etapa insoslayable del proceso de investigación, ya que nos pone en contacto con
las realidades y peculiaridades de la actividad industrial. El conocimiento profundo
de las estaciones de trabajo y las operaciones manuales y automatizadas, dio pie
al estudio de los tiempos en primer lugar y, posteriormente, a la realización de los

6
balances de la línea de producción, a partir de las relaciones entre los tiempos de
las operaciones en cada estación de trabajo.

7
CAPÍTULO II
MARCO DE REFERENCIA
2.1. Marco teórico
2.1.1. Concepto de línea de producción o línea de ensamble
Para (Balance de Línea, n. d., p. 1) “La línea de producción es reconocida como la
principal forma de producir grandes cantidades de elementos normalizados a
costos bajos”.
En Balanceo de Línea (n. d., p. 1) se plantea que, “en su estado más refinado, la
producción en línea es una disposición de áreas de trabajo en el cual las
operaciones consecutivas están colocadas inmediata y mutuamente adyacentes,
en donde el material se mueve continuamente y a un ritmo uniforme a través de
una serie de operaciones equilibradas que permiten efectividad simultánea en
todos los puntos, moviéndose el producto hacia el fin de su elaboración a lo largo
de un camino razonable directo. Este total refinamiento en el proceso no es, sin
embargo, absolutamente necesario”.
Para Vargas (2006), citado por López, Martínez, Quirós y Sosa (2011, p. 3) “Las
líneas de producción son secuencias de actividades que dan lugar a la producción
de bienes y servicios determinados. Suponen una combinación determinada de
insumos, una cantidad de trabajo, de materias primas y de equipo e instalaciones
necesarios para producir un “lote de producto” en un periodo dado”.
2.1.2. Concepto de balance de línea
En el artículo (Balanceo de Línea, n. d.) se plantea que el balance de línea es una
herramienta importante para el control de la producción, por cuanto de esta
depende la optimización de las variables que afectan la productividad, tales como

8
inventarios de productos en proceso, tiempos de fabricación, entregas parciales
de producción.
Según Rodríguez (n. d.) “Balancear una línea consiste en tratar de igualar las
cargas de trabajo, de las estaciones de trabajo, para evitar tiempos de espera
entre estas”
En Balanceo de Línea (n. d., p. 1) se plantea que “El Balanceo de Líneas de
Ensamble consiste en agrupar actividades u operaciones que cumplan con el
tiempo de ciclo determinado con el fin de que cada línea de producción tenga
continuidad, es decir que en cada estación o centro de trabajo, cuente con un
tiempo de proceso uniforme o balanceado, de esta manera las líneas de
producción pueden ser continuas y no tener cuellos de botella”.
De acuerdo a Escalona (2003, p. 2) “El problema de diseño para encontrar formas
para igualar los tiempos de trabajo en todas las estaciones se denomina problema
de balanceo de línea”.
En Balanceo de Línea, n. d., p. 4), se establece que “La asignación de elementos
de trabajo a los puestos de trabajo se conoce como balanceo de línea de
ensamble, o simplemente balanceo de línea”.
López, Martínez, Quirós y Sosa (2011, p. 4) citan a Suñé, Arcusa y Gil (2004),
quienes señalan que el aspecto más interesante en el diseño de una línea de
producción o montaje consiste en repartir las tareas de modo que los recursos
productivos estén utilizados de la forma más ajustada posible, a lo largo de todo el
Proceso. El problema del equilibrado de líneas de producción consiste en
subdividir todo el proceso en estaciones de producción o puestos de trabajo
donde se realizaran un conjunto de tareas, de modo que la carga de trabajo de
cada puesto se encuentre lo más ajustada y equilibrada posible a un tiempo de
ciclo. Se dirá que una cadena está bien equilibrada cuando no hay tiempos de
espera entre una estación y otra.

9
En Balance de Líneas de producción (n. d., p. 4) se plantea que “El problema de
balance de líneas de producción consiste en distribuir físicamente las tareas o
procesos individuales entre estaciones o celdas de trabajo, con el objetivo
(idealmente) de que cada estación de trabajo nunca esté ociosa”.
Según Vega (n. d., p. 12). “El problema de diseño para encontrar formas para
igualar los tiempos de trabajo en todas las estaciones se denomina problema de
balanceo de línea”.
”El balance o balanceo de línea es una de las herramientas más importantes para
el control de la producción, dado que de una línea de fabricación equilibrada
depende la optimización de ciertas variables que afectan la productividad de un
proceso, variables tales como los son los inventarios de producto en proceso, los
tiempos de fabricación y las entregas parciales de producción”. (Balance de
Línea, n. d., p. 1). Más adelante este mismo autor plantea que “Las líneas de
fabricación deben ser balanceadas de tal manera que la frecuencia de salida de
una máquina debe ser equivalente a la frecuencia de alimentación de la máquina
que realiza la operación siguiente. De igual forma debe de realizarse el balanceo
sobre el trabajo realizado por un operario en una línea de ensamble. En la
práctica es mucho más sencillo balancear una línea de ensamble compuesta por
operarios, dado que los cambios suelen aplicarse con tan solo realizar
movimientos en las tareas realizadas por un operario a otro. Para ello también
hace falta que dentro de la organización se ejecute un programa de diversificación
de habilidades, para que en un momento dado un operario pueda desempeñar
cualquier función dentro del proceso. Por otro lado, el ritmo de las líneas de
fabricación suele ser determinado por los tiempos de la máquina, y se requiere de
desarrollo ingenieril o cambios mecánicos para facilitar un balanceo”. (Balance de
Línea, n. d., p. 2)
Las definiciones anteriores nos llevan a resumir que el Balance de línea es un
procedimiento encaminado a igualar lo más posible los tiempos de trabajo entre
cada estación de la línea, de manera que las estaciones no estén ociosas, o lo
hagan lo menos posible. También debe ocurrir, que el tiempo de trabajo de cada

10
estación lo más posible con el tiempo de ciclo, para así cumplir con la tasa de
producción establecida.
Una línea balanceada es sinónimo de mejoría en los indicadores de resultados del
proceso productivo, como la productividad y rentabilidad, por solo citar estos dos
2.1.3. Condiciones para que la producción en línea sea práctica
Para Balance de Línea, (n. d., p. 4) “Deben existir ciertas condiciones para que la
producción en línea sea práctica.
a. Cantidad. El volumen o cantidad de producción debe ser suficiente para cubrir
el costo de la preparación de la línea. Esto depende del ritmo de producción y de
la duración que tendrá la tarea.
b. Equilibrio. Los tiempos necesarios para cada operación en la línea deben ser
aproximadamente iguales.
c. Continuidad. Una vez puesta en marcha debe continuar pues la detención en
un punto, corta la alimentación del resto de las operaciones. Esto significa que
deben tomarse precauciones para asegurar un aprovisionamiento continuo del
material, piezas, subensambles, etc., y la previsión de fallas en el equipo”.
2.1.4. Casos típicos de balanceo de líneas
Para Vega (n. d., p. 12), “Los casos típicos de balanceo de línea de producción
son:
1) Conocidos los tiempos de las operaciones, determinar el número de operarios
necesarios para cada operación.
2) Conocido el tiempo de ciclo, minimizar el número de estaciones de trabajo.
3) Conocido el número de estaciones de trabajo, asignar elementos de trabajo a
la misma.

11
Para Escalona (2013, p. 2), “Los casos típicos de balanceo de línea de producción
son:
1) Conocidos los tiempos de las operaciones, determinar el número de operarios
necesarios para cada operación.
2) Conocido el tiempo de ciclo, minimizar el número de estaciones de trabajo.
3) Conocido el número de estaciones de trabajo, asignar elementos de trabajo a
la misma.
Para (Balance de Línea, n. d., p. 4) “Los casos típicos de balanceo de línea de
producción son:
1) Conocidos los tiempos de las operaciones, determinar el número de
operadores necesarios para cada operación.
2) Conocido el tiempo de ciclo, minimizar el número de estaciones de trabajo
3) Conocida el número de estaciones de trabajo, asignar elementos de trabajo a
las mismas.
2.1.5. Pasos para la realización del balance de línea
Para López et al (2011, p. 4) “Los pasos para iniciar el estudio de equilibrado o
balanceo de líneas es el mismo que en cualquier otro tipo de proceso productivo
que consiste en:
1) Definir e identificar las tareas que componen al proceso productivo.
2) Tiempo necesario para desarrollar cada tarea.
3) Los recursos necesarios.
4) El orden lógico de ejecución.
En Balanceo de Línea de Ensamble (n. d., 10) se plantea que es “Es necesario
conocer tres tipos de información:
1) El conjunto de tareas a ejecutar y el tiempo que se requiere para cada una;

12
2) Las relaciones de precedencia entre las tareas, es decir, la secuencia en la que
deben ejecutarse; y
3) La tasa de producción deseada o pronóstico de la demanda de la línea de
ensamble”
Según (Balance de Línea, n. d., p. 2) “Para poder realizar un balance de línea es
necesario contar con:
• Descripción de las actividades
• Determinación de la precedencia de cada operación o actividad
• Determinar el tiempo de cada actividad u operación.
• Tener un diagrama de proceso.
• Determinar el tiempo ciclo,
• Determinar el número de estaciones.
• Determinar el tiempo de operación
• Determinar el tiempo ciclo.
• Determinar el tiempo muerto
• Determinar el número de estaciones
• Determinar la eficiencia
• Determinar el retraso del balance
• Determinar que operaciones quedan en cada estación de trabajo
• Determinar el contenido de trabajo en cada estación
• Determinar el contenido total de trabajo “
Quesada y Villa (2007), citado por López et al (2011, p. 10), plantean el “método
del cronómetro para establecer la carga de trabajo, el cual consta de los
siguientes pasos:
1) Seleccionar al operario y explicar el objetivo del estudio: El operario deberá ser
un trabajador calificado, que posea la necesaria aptitud física y mental para
ejecutar el trabajo.

13
2) Obtener y registrar toda la información: Todas las operaciones que intervienen
en la elaboración del producto o pieza (Diagrama del proceso).
3) Identificar el estudio: Número del estudio, número de la hoja, fecha del estudio,
nombre del analista, nombre de quien aprueba el estudio.
4) Información del proceso (producto a elaborar): Departamento o lugar donde se
hace la operación o actividad.
5) Descomposición de la tarea en elementos: Se desglosa la tarea en elementos y
a cada elemento se le determina su tiempo estándar.
6) Cronometrar cada proceso: Una vez delimitados los elementos, se realiza el
cronometraje. Al final de cada elemento se anota el tiempo que marca el
cronómetro y los tiempos de cada elemento.
7) Calcular el tamaño de la muestra o el número de observaciones: Con estos
métodos estadísticos se requiere determinar un tamaño de muestra preliminar (n)
y luego aplicar la siguiente fórmula para un nivel de confianza del 95% y un
margen de precisión del 5%.
8) Cronometrar hasta tener el número de observaciones obtenidas con la fórmula:
Se debe tener un registro de tiempos cronometrados igual al resultado de la
fórmula del paso 7.
9) Conversión y cálculo básico del tiempo promedio para cada elemento: En la
hoja de resumen se procede a sumar todos los tiempos básicos calculados para
un mismo elemento y se divide dicho total por el número de veces cronometradas.
10) Aplicar tolerancias: Se aplican las tolerancias por necesidades personales,
fatiga y por retrasos inevitables.
14
11) Calcular factor de la actuación: La calificación de 1 que utiliza UTC Fire &
Security se obtiene del Sistema Westinghouse. Este sistema utiliza una constante
de 1 sumándosele las diferentes calificaciones, sin embargo, las calificaciones
que utiliza UTC Fire & Security son regulares, por lo que la suma es del 0%,
quedando como resultado 1.
12) Cálculo del tiempo estándar: Se calcula utilizando la siguiente fórmula
Tiempo estándar = Tiempo normal * Valor de la actuación * % tolerancias
Según López et al (2011, p. 10), “El método utilizado por UTC Fire & Security para
balancear una línea de producción es el siguiente:
1) Cronometrar actividades y obtener el tiempo promedio para cada operación.
2) Aplicar fórmula para determinar el tamaño de muestra.
3) Calcular el Takt Time (Ritmo al cual un producto debe ser fabricado para
satisfacer la demanda del cliente).
4) Obtener el promedio entre el tiempo más alto y el más bajo de cada operación.
5) Graficar promedios y Takt Time.
6) Ajustar (unificar o separar) todas las operaciones necesarias del proceso en
base al tiempo del Takt Time. Donde, TaktTime = Tiempo Disponible/Demanda
del Cliente.
7) Obtener el tiempo estándar de cada operación.
8) Graficar tiempo estándar y takt time.
9) Una vez balanceada la línea, se calcula la productividad del “antes” y el
“después” para determinar en qué porcentaje aumentó la productividad.
Productividad = Salida (Unidades)/ (Número de personas*Jornada)”
Para Balance de Líneas de Producción (n. d., p. 26), los pasos para el equilibrado
de una línea de ensamblaje son:
1) Identificar una lista maestra de tareas u operaciones.
2) Estimar la secuencia, considerando las restricciones:

15
a. De secuencia de realización de las operaciones.
b. Tecnológicas, en cuanto a qué operaciones deben realizarse en la
misma estación o por el contrario, no pueden realizarse en la misma
estación.
c. Operarios: Nro. de trabajadores requeridos por operación (Oi)
3) Dibujar el diagrama de precedencia.
4) Calcular los tiempos de las tareas.
5) Calcular el tiempo del ciclo.
6) Calcular el número de estaciones de trabajo.
7) Asignar las tareas.
8) Calcularla eficacia u eficiencia.
9) Estimar el retraso en el balance (inactividad)”
En el estudio de tiempos (n. d., p. 17), se plantea que “El propósito de las
tolerancias o márgenes es agregar un tiempo suficiente al tiempo de producción
normal que permite al operario de tipo medio cumplir con el estándar cuando
trabaja a ritmo normal”
En Balanceo de líneas (n. d. p. 2-7), se describe un método de balance y el
empleo del software correspondiente y el éste se aplicará las siguientes variables
y su formulación de acuerdo a la Tabla 1:

16
Tabla 1: Variables y formulación del método de Balanceo de línea
Fuente: www.ingenieriaindustrialonline.com/herramientas-para-el-ingeniero-
industrial/producción/balanceo-de-línea/
El método consiste en alcanzar el mayor % de Balance de acuerdo a la necesidad
de producción, mediante la aplicación de diversas iteraciones. El tabulado inicial
debe ser como se muestra en la Tabla 2.
17
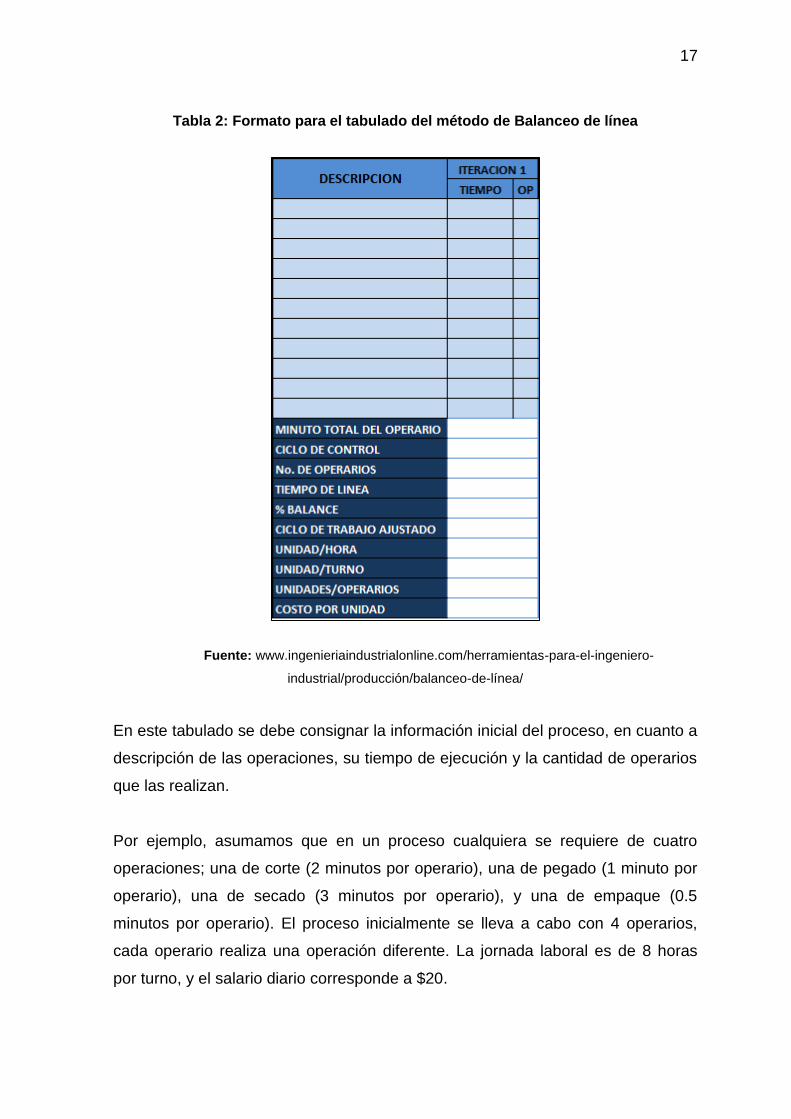
Tabla 2: Formato para el tabulado del método de Balanceo de línea
Fuente: www.ingenieriaindustrialonline.com/herramientas-para-el-ingeniero-
industrial/producción/balanceo-de-línea/
En este tabulado se debe consignar la información inicial del proceso, en cuanto a
descripción de las operaciones, su tiempo de ejecución y la cantidad de operarios
que las realizan.
Por ejemplo, asumamos que en un proceso cualquiera se requiere de cuatro
operaciones; una de corte (2 minutos por operario), una de pegado (1 minuto por
operario), una de secado (3 minutos por operario), y una de empaque (0.5
minutos por operario). El proceso inicialmente se lleva a cabo con 4 operarios,
cada operario realiza una operación diferente. La jornada laboral es de 8 horas
por turno, y el salario diario corresponde a $20.

18
Nuestro tabulado inicial se ilustra en la Tabla 3.
Tabla 3: Iteración 1 del método de Balanceo de línea
Fuente: www.ingenieriaindustrialonline.com/herramientas-para-el-ingeniero-
industrial/producción/balanceo-de-línea/
El anterior tabulado corresponde a nuestra primera iteración, en ella podemos
apreciar que el ciclo de control equivale a la operación de secado (3 minutos),
este ciclo de control corresponde a la operación cuyo tiempo debemos reducir, y
el plan de acción corresponde a aumentar su número de operarios en una unidad,
es decir un nuevo operario, ahora aplicaremos este cambio sustancial a nuestra
nueva iteración de acuerdo a la Tabla 4.
19
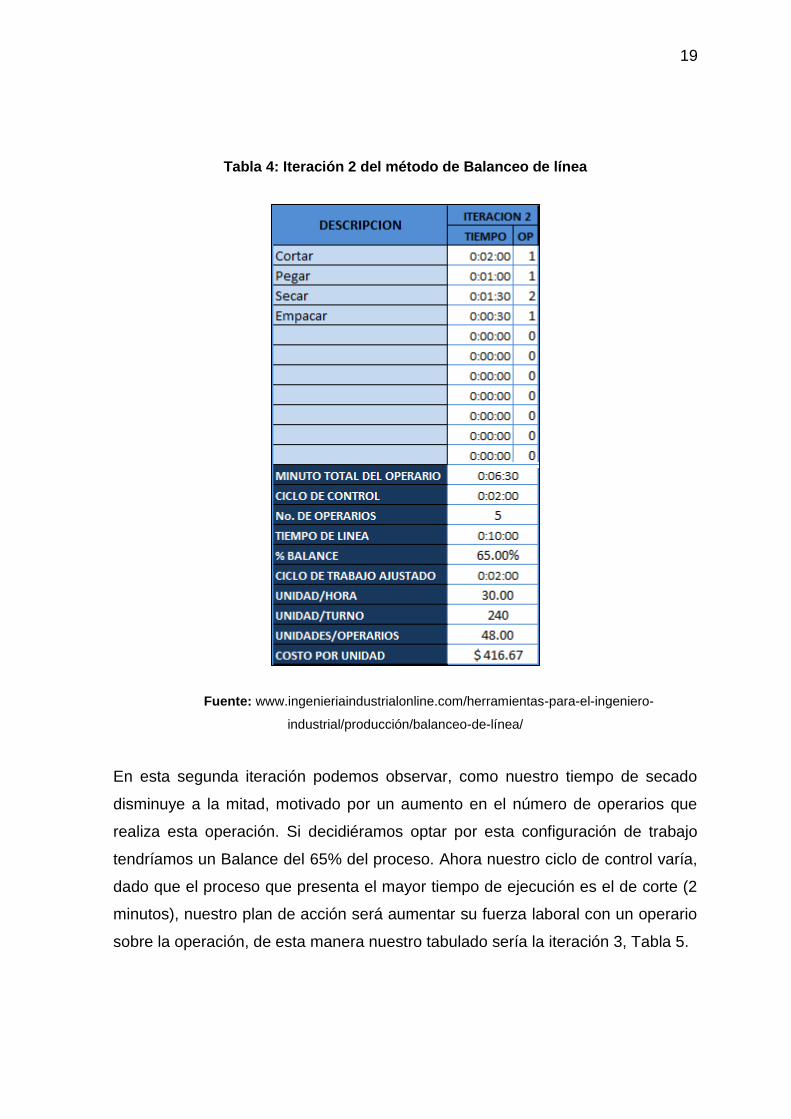
Tabla 4: Iteración 2 del método de Balanceo de línea
Fuente: www.ingenieriaindustrialonline.com/herramientas-para-el-ingeniero-
industrial/producción/balanceo-de-línea/
En esta segunda iteración podemos observar, como nuestro tiempo de secado
disminuye a la mitad, motivado por un aumento en el número de operarios que
realiza esta operación. Si decidiéramos optar por esta configuración de trabajo
tendríamos un Balance del 65% del proceso. Ahora nuestro ciclo de control varía,
dado que el proceso que presenta el mayor tiempo de ejecución es el de corte (2
minutos), nuestro plan de acción será aumentar su fuerza laboral con un operario
sobre la operación, de esta manera nuestro tabulado sería la iteración 3, Tabla 5.
20
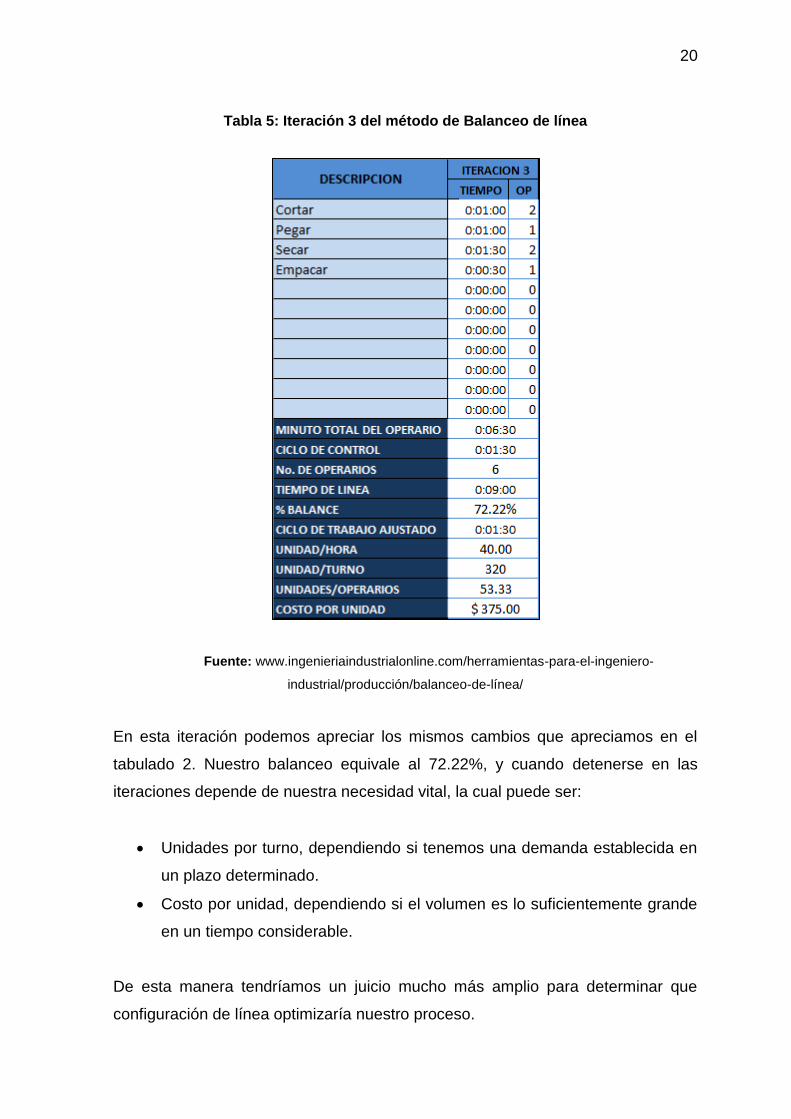
Tabla 5: Iteración 3 del método de Balanceo de línea
Fuente: www.ingenieriaindustrialonline.com/herramientas-para-el-ingeniero-
industrial/producción/balanceo-de-línea/
En esta iteración podemos apreciar los mismos cambios que apreciamos en el
tabulado 2. Nuestro balanceo equivale al 72.22%, y cuando detenerse en las
iteraciones depende de nuestra necesidad vital, la cual puede ser:
Unidades por turno, dependiendo si tenemos una demanda establecida en
un plazo determinado.
Costo por unidad, dependiendo si el volumen es lo suficientemente grande
en un tiempo considerable.
De esta manera tendríamos un juicio mucho más amplio para determinar que
configuración de línea optimizaría nuestro proceso.
21
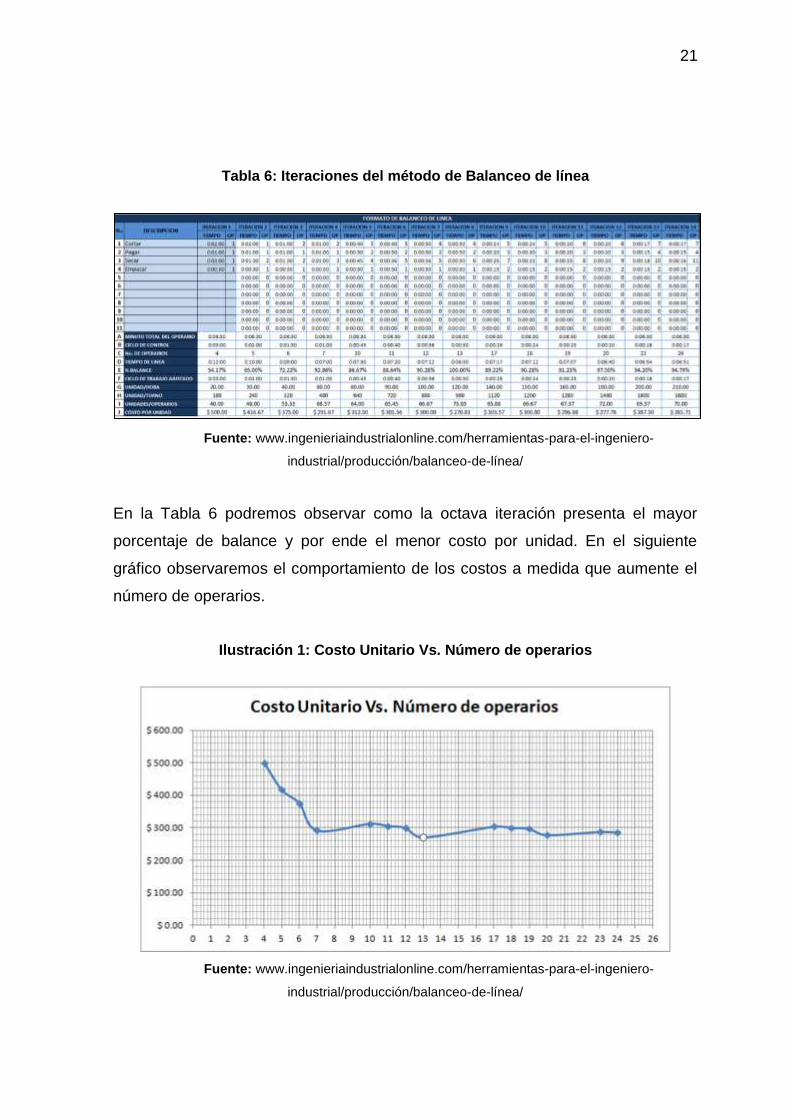
Tabla 6: Iteraciones del método de Balanceo de línea
Fuente: www.ingenieriaindustrialonline.com/herramientas-para-el-ingeniero-
industrial/producción/balanceo-de-línea/
En la Tabla 6 podremos observar como la octava iteración presenta el mayor
porcentaje de balance y por ende el menor costo por unidad. En el siguiente
gráfico observaremos el comportamiento de los costos a medida que aumente el
número de operarios.
Ilustración 1: Costo Unitario Vs. Número de operarios
Fuente: www.ingenieriaindustrialonline.com/herramientas-para-el-ingeniero-
industrial/producción/balanceo-de-línea/
22
Este método y el software correspondiente será el que usaremos para nuestra
investigación. Las razones principales son que sus características se adaptan a la
línea bajo estudio y al estar computarizado permite un análisis exhaustivo para
seleccionar el resultado más eficaz y eficiente de acuerdo a las restricciones que
impone la demanda.
Para Castillo (2007, p. 1), “la eficacia, la eficiencia y la productividad son términos
relacionados. Este autor plantea que:
Productividad: La productividad es – a secas – la relación que existe entre la
producción de la empresa y los recursos empleados para obtener dichos bienes.
Este término busca satisfacer y alcanzar a su público objetivo, buscando la
calidad que desean los clientes de una compañía. En este concepto se ratifica el
hecho de que el fin de las empresas es generar rentabilidad”.
Ibarra (2010, p. 1), plantea que “la productividad se entiende como la relación
entre la producción (output) y sus factores (inputs).
Thiry y Tulkens (1988), citado por Ibarra (2010, p.1) han definido la productividad
como: "la capacidad desplegada por los factores de la producción para producir".
Para Mejía (1998, p. 2), “Eficiencia: Logro de un objetivo al menor costo posible.
En este caso estamos buscando un uso óptimo de los recursos disponibles para
lograr los objetivos deseados.
Para Castillo (2007, p. 1), “Eficiencia: Este término, como la ‘eficacia’, requiere
alcanzar los plazos corporativos trazados pero de una manera más rápida, es
decir ahorrando recursos (financieros, humanos, de infraestructura, entre otros).
Ambos conceptos son utilizados para etiquetar a una empresa de manera
cualitativa y no se rigen por números como sí lo hace el indicador de
productividad”

23
Chiavenato (2004, p.52) plantea que, eficiencia "significa utilización correcta de
los recursos (medios de producción) disponibles. Puede definirse mediante la
ecuación E=P/R, donde P son los productos resultantes y R los recursos
utilizados”.
Para Koontz y Weihrich (2004, p. 14), la eficiencia es "el logro de las metas con la
menor cantidad de recursos".
En Robbins y Coulter (2005, p. 7), la eficiencia es "obtener los mayores resultados
con la mínima inversión".
Para Reinaldo O. Da Silva (2002, p. 20), la eficiencia significa "operar de modo
que los recursos sean utilizados de forma más adecuada”
Para Mejía (1998, p. 2), “Eficacia: Grado en que se logran los objetivos y metas
de un plan, es decir, cuánto de los resultados esperados se alcanzó. La eficacia
consiste en concentrar los esfuerzos de una entidad en las actividades y proceso
que realmente deben llevarse a cabo para el cumplimiento de los objetivos
formulados”.
Castillo (2007, p. 1), “Eficacia: Implica alcanzar los objetivos trazados por la
empresa cumpliendo un plan estratégico y un plazo establecido. No se habla de
cuidar y ahorrar recursos como lo hace eficiencia”.
Según Chiavenato (2004, p. 132), la eficacia "es una medida del logro de
resultados".
Para Koontz y Weihrich (2004, p. 14), la eficacia es "el cumplimiento de objetivos".
Según Robbins y Coulter (2005, p. 8), eficacia se define como "hacer las cosas
correctas”

24
Para Da Silva (2002, p. 20), la eficacia "está relacionada con el logro de los
objetivos/resultados propuestos, es decir con la realización de actividades que
permitan alcanzar las metas establecidas. La eficacia es la medida en que
alcanzamos el objetivo o resultado"
Andrade (2005, p. 253), define la eficacia como: "actuación para cumplir los
objetivos previstos. Es la manifestación administrativa de la eficiencia, por lo cual
también se conoce como eficiencia directiva".
Por su parte, el Diccionario de la Real Academia Española (2008) define la
eficacia (Del lat. efficacĭa). Capacidad de lograr el efecto que se desea o se
espera.
Para Castillo (2007, p. 1), “Efectividad: Este concepto involucra la eficiencia y la
eficacia, es decir, el logro de los resultados programados en el tiempo y con los
costos más razonables posibles. Supone hacer lo correcto con gran exactitud y
sin ningún desperdicio de tiempo o dinero”.
2.2. Marco Conceptual
2.2.1. Algunos conceptos importantes
En Balanceo de Línea de Ensamble (n. d., 11), se plantean como conceptos
importantes:
Elemento de trabajo: Es la mayor unidad de trabajo que no puede
dividirse entre dos o más operarios sin crear una interferencia innecesaria
entre los mismos.
Operación: Es un conjunto de elementos de trabajo asignados a un puesto
de trabajo.

25
Puesto o estación de trabajo: Es un área adyacente a la línea de
ensamble, donde se ejecuta una cantidad dada de trabajo (una operación).
Tiempo de ciclo: Es el tiempo máximo que permanece el producto en
cada estación de trabajo.
Demora de balance: Es la cantidad total de tiempo ocioso en la línea que
resulta de una división desigual de los puestos de trabajo”.
2.3. Marco temporal y espacial
Esta investigación se realiza en el período comprendido entre septiembre del
2014 y marzo del 2015, en la planta de Faenamiento de la procesadora nacional
de aves C. A., PRONACA, en Santo Domingo.

26
CAPÍTULO III
MARCO METODOLÓGICO
3.1. Hipótesis de la investigación
3.1.1. Planteamiento de la hipótesis
La aplicación del método de balanceo de línea al proceso productivo de la Planta
de Faenamiento de pollos de la Procesadora Nacional de Alimentos C. A.,
PRONACA, en Santo Domingo, permitirá incrementar los niveles de productividad
en esta actividad.
3.1.2. Evidencia del cumplimiento de la hipótesis
Se podrá aportar evidencia a favor de esta hipótesis si es posible:
Determinar los tiempos estándares de cada operación.
Aplicar métodos de balance de línea a subprocesos elegidos para lograr su
balanceo.
Comparar los resultados antes y después del balanceo para medir los
resultados alcanzados.
Recomendar un conjunto de medidas para aplicar los resultados del
balanceo e incrementar los niveles de productividad.
3.2. Determinación de las variables
Variables independientes: Factores que caracterizan el proceso de
balance.
Variables dependientes: Indicadores de resultados del proceso de balance
(eficiencia, productividad, costos, etc.).

27
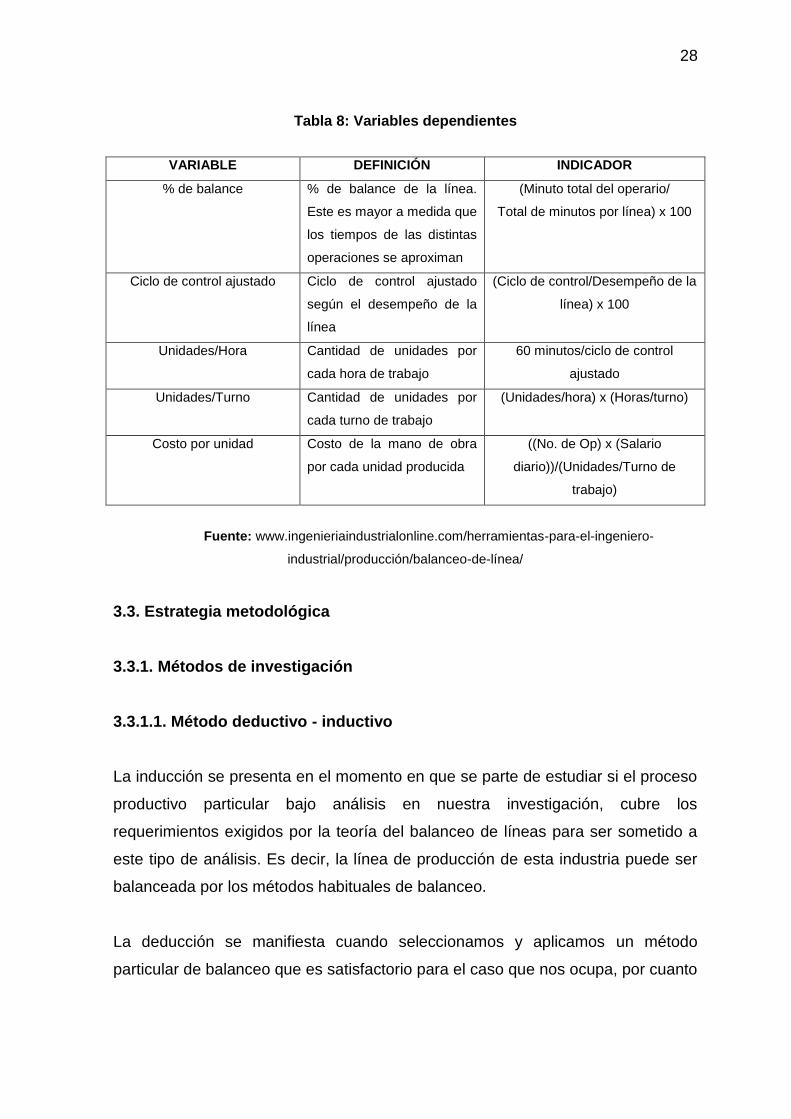
3.2.1. Conceptualización y Operacionalización de las variables
En la realización del balance entran un conjunto de indicadores de partida cuyas
transformaciones a través de sucesivas iteraciones nos proporcionan un
acercamiento a la línea balanceada. En el presente trabajo, el procedimiento que
se utiliza involucra los siguientes variables de acuerdo a la Tabla 7 y Tabla 8.
Tabla 7: Variables independientes
VARIABLE DEFINICIÓN INDICADOR
Minuto total del
operario
Sumatoria del producto entre el tiempo de cada
operación y la cantidad de operarios que la realizan
Ʃ(min x op)
Ciclo de control Es el tiempo mayor entre los tiempos de cada
operación
min>
No. de operarios Sumatoria de los operarios que ejecutan las
operaciones
ƩOp
Total minutos por
línea
Tiempo que toma la línea en relación a su ciclo de
control
Ciclo de
control x No.
de Op
Salario diario Salario recibido por el operario por cada turno de ocho
horas
Dólares
americanos
Tiempo por turno Tiempo establecido por turno de trabajo. En este caso,
ocho horas
Horas
Tolerancias
hombre
Es el tiempo (suplemento por descanso) que se añade
al tiempo básico para dar la posibilidad al trabajador de
reponerse. Está constituido por los suplementos fijos
(necesidades personales) y los suplementos variables
(fatiga básica)
%
Tolerancias
máquina
Es el tiempo asignado para reparaciones menores y
mantenimiento de la máquina, alimentación o
suministro de potencia, etc.
%
Desempeño de la
línea
1 – ((Tolerancia hombre/Tiempo por turno) + (Tolerancia
máquina/tiempo por turno))
Fuente: www.ingenieriaindustrialonline.com/herramientas-para-el-ingeniero-
industrial/producción/balanceo-de-línea/
28
Tabla 8: Variables dependientes
VARIABLE DEFINICIÓN INDICADOR
% de balance % de balance de la línea.
Este es mayor a medida que
los tiempos de las distintas
operaciones se aproximan
(Minuto total del operario/
Total de minutos por línea) x 100
Ciclo de control ajustado Ciclo de control ajustado
según el desempeño de la
línea
(Ciclo de control/Desempeño de la
línea) x 100
Unidades/Hora Cantidad de unidades por
cada hora de trabajo
60 minutos/ciclo de control
ajustado
Unidades/Turno Cantidad de unidades por
cada turno de trabajo
(Unidades/hora) x (Horas/turno)
Costo por unidad Costo de la mano de obra
por cada unidad producida
((No. de Op) x (Salario
diario))/(Unidades/Turno de
trabajo)
Fuente: www.ingenieriaindustrialonline.com/herramientas-para-el-ingeniero-
industrial/producción/balanceo-de-línea/
3.3. Estrategia metodológica
3.3.1. Métodos de investigación
3.3.1.1. Método deductivo - inductivo
La inducción se presenta en el momento en que se parte de estudiar si el proceso
productivo particular bajo análisis en nuestra investigación, cubre los
requerimientos exigidos por la teoría del balanceo de líneas para ser sometido a
este tipo de análisis. Es decir, la línea de producción de esta industria puede ser
balanceada por los métodos habituales de balanceo.
La deducción se manifiesta cuando seleccionamos y aplicamos un método
particular de balanceo que es satisfactorio para el caso que nos ocupa, por cuanto

29
logra el balance de la línea de una manera sencilla y eficaz, y provee de una serie
de indicadores que informan de la calidad de los resultados del balance.
3.3.1.2. Método analítico - sintético
El sistema productivo, ha sido descompuesto, para su análisis en las variables de
entrada (variables independientes) y las variables de salida (variables
dependientes). El procedimiento de balance consiste en modificar esas entradas
para obtener las salidas deseadas, lo que constituye la síntesis del proceso, a
saber, la línea balanceada.
3.3.1.3. Métodos estadísticos
Básicamente se emplearon:
Métodos de Teoría de muestreo
Métodos de Estadística Descriptiva
3.3.2. Técnicas e instrumentos
La técnica utilizada fue la observación de las operaciones para la medición de los
tiempos con el uso del cronómetro digital.
En la parte informática se utilizó la hoja de cálculo Excel para la base de datos y
una plantilla Excel para realizar las iteraciones de balanceo.
3.3.3. Población y muestra
Las mediciones de los tiempos en cada operación constituyen una población
infinita. De aquí que se utilizará la fórmula de muestreo aleatorio simple para
poblaciones infinitas:

30
𝑛 = (𝑍 × 𝑆
𝐸)
2
Donde:
n = tamaño de muestra
Z = percentil de la distribución normal
(Usaremos una confiabilidad del 95%, por lo que Z= 1,96)
S = Desviación estándar muestral
E = error máximo permisible
(Usaremos una precisión del 10%, por lo que E=0.01)
3.3.4. Metodología específica
Los pasos para la realización de la labor investigativa fueron como sigue:
Elaboración de un listado de las operaciones
Para este paso, se realizó un levantamiento de todas las operaciones del proceso
productivo, así como el orden en que las mismas se realizan. Esta tarea es
primordial porque nos indica cómo se va moviendo el producto en su elaboración
a través de las diferentes estaciones o puestos de trabajo.
Descripción de las operaciones
Se realiza una breve descripción de la naturaleza de las operaciones, teniendo en
cuenta si son manuales automatizadas. Tanto esta tarea como la anterior son
preparatorias para la medición de los tiempos de trabajo.
Elaboración del diagrama de operaciones
La función de este diagrama será la de visualizar el proceso productivo en su
conjunto. A partir del mismo será más fácil seleccionar conjuntos de actividades o
subprocesos para aplicarles las técnicas de balanceo.
Determinar los tiempos de operación

31
Este es un paso crucial, ya que los tiempos de operación constituyen la génesis
del proceso de balanceo.
Aplicar el procedimiento de balance de línea
En este paso utilizaremos un software diseñado al efecto, para alcanzar grados
de balance a través de sucesivas iteraciones. El procedimiento cesa en el punto
en que se alcance el mayor % de balance de acuerdo a las necesidades de
producción.
Comparación de los resultados antes y después de la aplicación del
balanceo de línea
Se realizará el consecuente análisis de los resultados alcanzados en términos de
incremento de la eficiencia y la reducción de costos (Productividad).
Elaboración del plan de medidas
A partir de los resultados del balance se establecerán un conjunto de sugerencias
para que la empresa haga efectivo los mismos en el proceso de producción,
elevando los niveles de productividad.

32
CAPÍTULO IV
ANÁLISIS Y DISCUSIÓN DE LOS RESULTADOS
4.1. Caracterización de la Planta Faenadora de Pollos Procesadora Nacional
de Alimentos C.A. PRONACA
4.1.1. Razón Social
Procesadora Nacional de Alimentos C.A. PRONACA
4.1.2. Actividad
Actividad agropecuaria en todas sus formas y etapas.
4.1.3. Filosofía
PRONACA existe para alimentar bien, generando desarrollo en el sector
agropecuario.
4.1.4. Valores Corporativos
La cultura de PRONACA está fundamentada en tres valores centrales que
inspiran su propósito y los principios que guían sus relaciones:
Integridad
Responsabilidad
Solidaridad
4.1.5. Principios
4.1.5.1. Proveedores

33
PRONACA cree y practica el respeto a sus proveedores, a quienes les ofrece un
beneficio justo en cada negociación, dentro de un marco de comportamiento ético.
Promueve el cumplimiento de la ley y una conducta social responsable.
4.1.5.2. Colaboradores
PRONACA lidera a sus colaboradores con el ejemplo, en forma competente, justa
y ética. Tiene un compromiso solidario y respetuoso con el bienestar de cada uno
de ellos y no tolera la deshonestidad. Reconoce el talento y ofrece una
remuneración equitativa.
Promueve el trabajo en equipo y la delegación con responsabilidad en
condiciones laborales de limpieza, orden y seguridad. Ofrece igualdad de
oportunidades de empleo, desarrollo y promoción a todos quienes están
calificados para ello. Motiva y acoge sugerencias y recomendaciones de sus
colaboradores para el bien de la compañía.
4.1.5.3. Clientes
PRONACA trabaja junto a sus clientes ofreciendo siempre productos de calidad.
Innova sus procesos y productos para liderar los mercados en los cuales está
presente. Atiende los pedidos de sus clientes con un servicio rápido y prolijo.
4.1.5.4. Consumidores
La primera responsabilidad de PRONACA es proveer productos innovadores,
saludables y de calidad que alimenten bien a sus consumidores y contribuyan al
bienestar y satisfacción de sus familias.
4.1.5.5. Sociedad

34
PRONACA, en consonancia con su responsabilidad corporativa, actúa como un
buen ciudadano, que siempre busca las mejores relaciones con los diferentes
grupos de interés, en un ambiente de armonía y colaboración.
Comparte su experiencia y conocimiento para contribuir al desarrollo y al
mejoramiento de la calidad de vida de las áreas de influencia de sus operaciones.
Alienta el civismo y paga los impuestos que le corresponden. Es respetuosa y
solidaria con las personas y con el cuidado del equilibrio ambiental.
4.1.5.6. Asociados
PRONACA actúa responsablemente con productores y emprendedores. Invierte
en investigación y desarrollo, y crea productos innovadores. Comparte su filosofía
y crea oportunidades de negocio para sus asociados, con quienes mantiene una
relación cercana, equitativa y provechosa.
A continuación iremos presentando los resultados alcanzados conjuntamente con
los análisis pertinentes, que nos lleven a la verificación de la hipótesis planteada.
4.1.6. Diagnóstico de la situación actual
Para diagnosticar la situación actual, nos concentraremos en el proceso de
faenamiento de pollos en la Planta de Aves Sto. Dgo., para lo cual se analiza las
operaciones realizadas en la elaboración del pollo completo mismo que posee sus
diferentes variantes tanto en tiempo como en tipos de actividad.
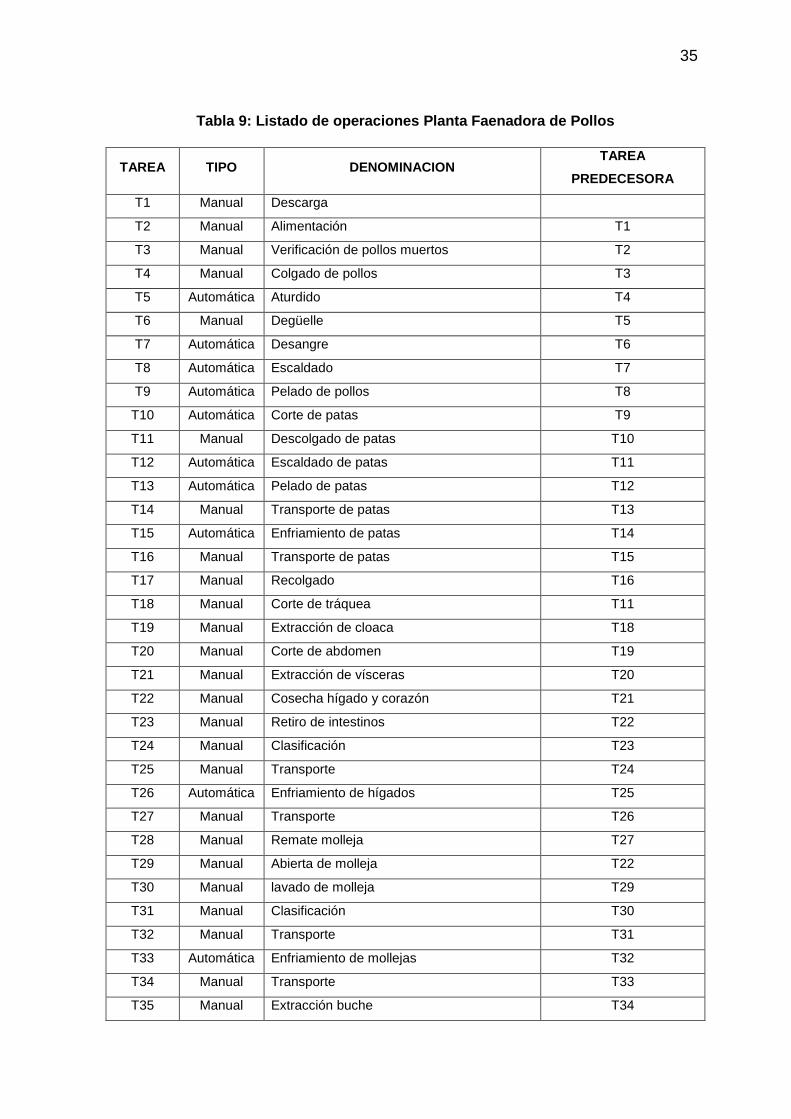
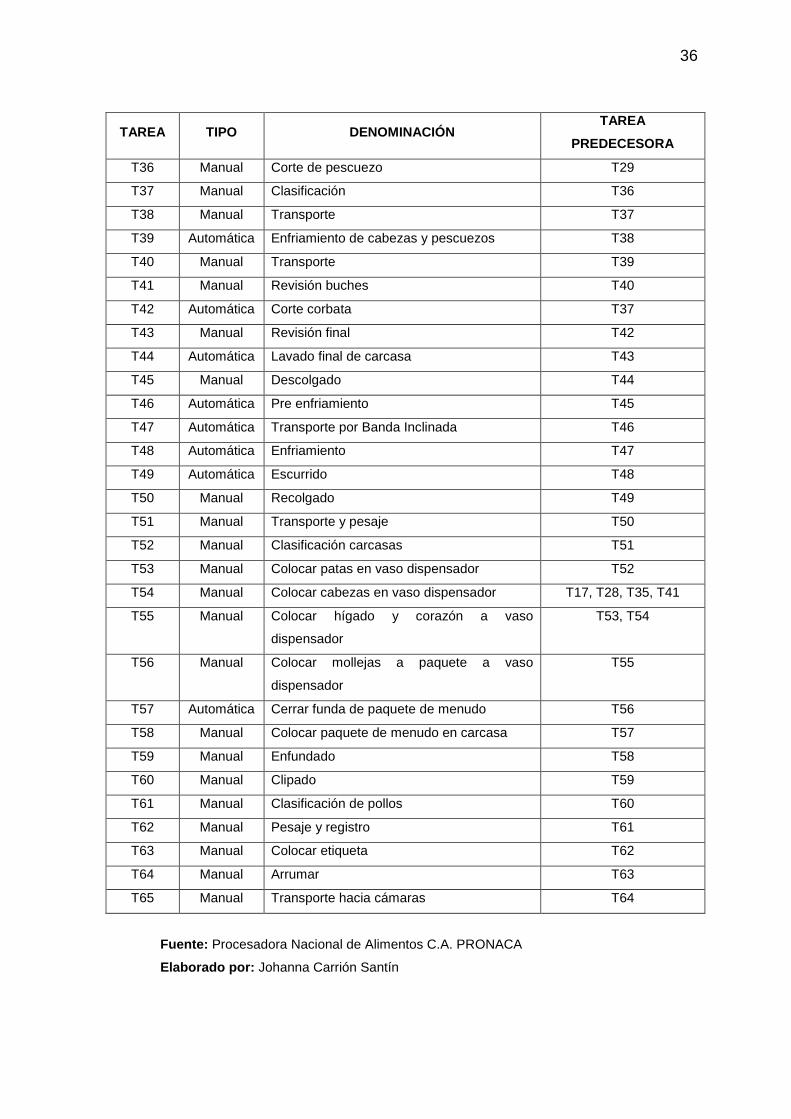
4.1.7. Elaboración del listado de las operaciones
A continuación en la Tabla 9, presentamos la nomenclatura de las operaciones,
así como la secuencia en que se realizan.
35
Tabla 9: Listado de operaciones Planta Faenadora de Pollos
TAREA TIPO DENOMINACION TAREA
PREDECESORA
T1 Manual Descarga
T2 Manual Alimentación T1
T3 Manual Verificación de pollos muertos T2
T4 Manual Colgado de pollos T3
T5 Automática Aturdido T4
T6 Manual Degüelle T5
T7 Automática Desangre T6
T8 Automática Escaldado T7
T9 Automática Pelado de pollos T8
T10 Automática Corte de patas T9
T11 Manual Descolgado de patas T10
T12 Automática Escaldado de patas T11
T13 Automática Pelado de patas T12
T14 Manual Transporte de patas T13
T15 Automática Enfriamiento de patas T14
T16 Manual Transporte de patas T15
T17 Manual Recolgado T16
T18 Manual Corte de tráquea T11
T19 Manual Extracción de cloaca T18
T20 Manual Corte de abdomen T19
T21 Manual Extracción de vísceras T20
T22 Manual Cosecha hígado y corazón T21
T23 Manual Retiro de intestinos T22
T24 Manual Clasificación T23
T25 Manual Transporte T24
T26 Automática Enfriamiento de hígados T25
T27 Manual Transporte T26
T28 Manual Remate molleja T27
T29 Manual Abierta de molleja T22
T30 Manual lavado de molleja T29
T31 Manual Clasificación T30
T32 Manual Transporte T31
T33 Automática Enfriamiento de mollejas T32
T34 Manual Transporte T33
T35 Manual Extracción buche T34
36
TAREA TIPO DENOMINACIÓN TAREA
PREDECESORA
T36 Manual Corte de pescuezo T29
T37 Manual Clasificación T36
T38 Manual Transporte T37
T39 Automática Enfriamiento de cabezas y pescuezos T38
T40 Manual Transporte T39
T41 Manual Revisión buches T40
T42 Automática Corte corbata T37
T43 Manual Revisión final T42
T44 Automática Lavado final de carcasa T43
T45 Manual Descolgado T44
T46 Automática Pre enfriamiento T45
T47 Automática Transporte por Banda Inclinada T46
T48 Automática Enfriamiento T47
T49 Automática Escurrido T48
T50 Manual Recolgado T49
T51 Manual Transporte y pesaje T50
T52 Manual Clasificación carcasas T51
T53 Manual Colocar patas en vaso dispensador T52
T54 Manual Colocar cabezas en vaso dispensador T17, T28, T35, T41
T55 Manual Colocar hígado y corazón a vaso
dispensador
T53, T54
T56 Manual Colocar mollejas a paquete a vaso
dispensador
T55
T57 Automática Cerrar funda de paquete de menudo T56
T58 Manual Colocar paquete de menudo en carcasa T57
T59 Manual Enfundado T58
T60 Manual Clipado T59
T61 Manual Clasificación de pollos T60
T62 Manual Pesaje y registro T61
T63 Manual Colocar etiqueta T62
T64 Manual Arrumar T63
T65 Manual Transporte hacia cámaras T64
Fuente: Procesadora Nacional de Alimentos C.A. PRONACA
Elaborado por: Johanna Carrión Santín

37
Como se puede observar el proceso de producción se manifiesta de una manera
casi lineal lo que posibilita la aplicación de los métodos de balance de líneas de
producción.
4.1.8. Descripción de las operaciones
Se dará una ligera descripción de cada operación. La intención es mostrar el nivel
de complejidad que puede tener cada tarea en particular, lo que será de utilidad
en la estrategia que se desarrolle para la medición de los tiempos de operación.
T1: Descarga
La descarga es una tarea que la realiza el personal manualmente, cada jaula
tiene un promedio de 8 pollos.
T2: Alimentación
La alimentación consiste en ubicar las jaulas en una banda de abastecimiento
previo el colgado y en esta tarea se verifican los pollos vivos y muertos como
punto de control.
T3: Verificación de pollos muertos
Como el nombre lo indica, en esta actividad se revisan las jaulas con la finalidad
de validad si se encuentran pollos muertos para separarlos del grupo recolectado.
T4: Colgado de pollos
El colgado del pollo consiste en tomar el ave viva por las piernas y alas e
introducir éstas en los grilletes de los ganchos de tal forma que el pollo queda
cabeza abajo.
T5: Aturdido
La insensibilización de las aves permite realizar el sangrado adecuado sin
producirles mayor sufrimiento y evita la contaminación que se produce por el
aleteo. El aturdimiento se realiza mediante una descarga eléctrica al entrar en
contacto la cabeza del ave con agua electrizada.

38
T6: Degüelle
Consiste en realizar un corte de las arterias (cuello) del ave para permitir el
desangrado. El corte se efectúa detrás del punto de audición del ave lo
suficientemente profundo para causar el desangrado, pero sin dañar el esófago o
la tráquea (Vías digestivas y respiratorias).
T7: Desangre
Las aves deberán ser sangradas sobre una canaleta o recipiente de fácil limpieza,
de manera que la sangre sea fácilmente recolectada.
El sangrado deberá producir la muerte de las aves, asegurando que la respiración
se haya detenido antes de ingresar al escaldado.
T8: Escaldado
La temperatura y duración del escaldado son factores determinantes en el
resultado del desplume, su influencia sobre la calidad del producto final es
fundamental por lo que se deben ser ajustados de acuerdo con la edad de las
aves y con el destino posterior de las canales.
Consiste en sumergir el pollo en agua caliente con la finalidad de calentar los
folículos y facilitar la posterior remoción de las plumas. La temperatura del agua y
el tiempo de inmersión son los principales parámetros de control y se relacionan
de manera inversa.
T9: Pelado de pollos
Después de escaldadas las aves son inmediatamente desplumadas con el apoyo
de las máquinas de desplume, las cuales son dispuestas en la línea de acuerdo a
las necesidades de cada proceso tales como velocidad de sacrificio, tipo de ave,
tamaño de las aves, y color de la piel. Las máquinas de desplume operan
individualmente de manera distinta, es decir la inclinación, apertura y presión de
cada desplumadora deben ser particulares en cada máquina y de acuerdo con la
parte del ave sobre la cual actúan. A lo largo del desplume las aves son
fuertemente friccionadas por los dedos de goma bajo condiciones controladas.

39
T10: Corte de patas
El cortado de patas consiste precisamente en cortar las patas del pollo, de
manera automática, con una cuchilla circular activada eléctricamente. El corte se
realiza perpendicularmente en la articulación que separa la pierna de la pata
evitando dañar el hueso.
T11: Descolgado de patas
Mediante el proceso automático, se descuelgan las patas para que estas pasen
por la escaldadura.
T12: Escaldado de patas
Las patas después de ser separadas del cuerpo del pollo son conducidas por la
línea de colgado hacia la máquina tumba patas, arrojándolas a una escaldadura
de patas ubicada en la parte inferior de la misma, la cual maneja una temperatura
aproximadamente de 57º C.
T13: Pelado de patas
Enseguida las patas salen de la escaldadura, son enviadas a una máquina
peladora, la cual remueve totalmente, cualquier tipo de cuero que contengan. Las
patas son expulsadas de la línea de colgado por la peladora y recogidas en
canastas, bajo la inspección de un operario, con el fin de llevar a cabo una
adecuada recolección y no perder ninguna.
T15: Enfriamiento de patas
Las patas del pollo proceden a enfriarse previa la elaboración del paquete de
menudo.
T17: Recolgado
La carcasa del pollo debe ser nuevamente recolgada para que continúe con el
proceso de evisceración.

40
T18: Corte de tráquea
La primera operación en la línea de eviscerado es el cortado del cuello del ave.
Se emplea como herramienta una tijera neumática, cortadora de pescuezo.
T19: Extracción de cloaca
Se utiliza una pistola con cuchillo circular que corta la corona de la cloaca y
separa el intestino de la carcasa ayudando a disminuir la contaminación. El corte
se realiza con una pistola llamada “cloaquera” que opera con aire a presión y
vacío al mismo tiempo. Para realizar el corte se dirige la guía de la pistola
“cloaquera” directamente hacia el recto del ave. Al entrar en contacto la cuchilla
circular con la cloaca el operario acciona la herramienta y la cuchilla gira
impulsada por el aire a presión ejecutando un corte circular alrededor de la cloaca
T20: Corte de abdomen
El corte de apertura se ejecuta en el vientre del ave para facilitar la extracción del
paquete de vísceras del interior de la carcasa.
T21: Extracción de vísceras
La evisceración consiste en la extracción de los órganos de la cavidad toráxica y
abdominal de las aves. La evisceración deberá efectuarse a la brevedad posible
después del desplume, no permitiéndose la acumulación de aves sin eviscerar.
En el eviscerado se extraen los intestinos, el hígado, corazón y la molleja. Las
vísceras si bien son extraídas de la cavidad abdominal, quedan suspendidas en la
parte exterior de la carcasa.
T22: Cosecha hígado y corazón
Una vez que las vísceras están expuestas se extraen con cuidado el hígado y
corazón pues ambos son muy frágiles.
T23: Retiro de intestinos
Así mismo de forma manual se retiran los intestinos del pollo.

41
T24: Clasificación
Los hígados y corazones son colocados en una bandeja, luego son lavados,
enfriadas, desinfectados y clasificados.
T26: Enfriamiento de hígados
Los hígados del pollo proceden a enfriarse previa la elaboración del paquete de
menudo.
T28: Remate molleja
La molleja se extrae junto con el buche a través del vientre. La extracción del
buche debe realizarse con cuidado de no romperlo. Si el buche se rompe deberá
ser extraído por el cuello del pollo y no desde el abdomen.
T29: Abierta de molleja
Se corta la molleja para exponer la parte interna que contiene el alimento no
digerido por el ave. El corte permite que la molleja pueda ser abierta mas no la
separa en dos partes.
T30: Lavado de molleja
Las mollejas cortadas son lavadas con un chorro de agua y se colocan en la
peladora de mollejas. La peladora extrae la cutícula de la molleja y la deja limpia,
el mismo que es desechado.
T31: Clasificación
Finalmente las mollejas son lavadas, enfriadas, desinfectadas y clasificadas.
T33: Enfriamiento de mollejas
Las mollejas del pollo proceden a enfriarse previa la elaboración del paquete de
menudo.
T35: Extracción buche
Se extrae el buche del ave y se lo desecha.

42
T36: Corte de pescuezo
La extracción de la tráquea del pollo consiste en retirar restos del sistema
respiratorio, el cual no forma parte de la carcasa.
T37: Clasificación
Se clasifican previamente para elaborar el paquete de menudo.
T39: Enfriamiento de cabeza y pescuezo
Se proceden a enfriarse previa la elaboración del paquete de menudo.
T41: Revisión buches
Se revisa, que el cuerpo del ave no tenga la cloaca y de ser así deberán extraerla
y desecharla.
T42: Corte corbata
Se realiza el corte de corbata del pollo para generar un mejor aspecto.
T43: Revisión final
Se realiza la inspección final del área de eviscerado asegurándose, que las aves
cumplan con todas las especificaciones de calidad y con las características de un
pollo en canal, es decir sin vísceras en su interior, presenten buena conformación,
color y color característico, sin lesiones en pechuga, perniles y alas, libre de
hematomas, sangre, plumas, cutícula y/o fractura.
T44: Lavado final de carcasa
Después de las operaciones de eviscerado es muy importante realizar un lavado
interno y externo de la carcasa para lavar cualquier resto de sangre o excremento.
El lavado interno y el lavado exterior se realiza en las duchas de alta presión
ubicadas al final de la línea de eviscerado.
T45: Descolgado
Se realiza el descolgado de los pollos para ingreso al prechiller

43
T46: Pre enfriamiento
Tiene como objetivo principal el lavado de la canal y su hidratación
correspondiente, de esta manera se logra disminuir o retardar el crecimiento
bacteriano causante principal en los cambios deteriorantes. Su manejo se debe
orientar básicamente a la limpieza, renovación permanente de agua (flujo
contracorriente) y agitación del agua en esta etapa.
T47: Transporte por Banda Inclinada
Pasa por una banda el pollo para dirigirse hacia el chiller de enfriamiento.
T48: Enfriamiento
El proceso de enfriado cumple con la función de enfriar y terminar de hidratar la
canal del mismo modo se lleva a cabo una desinfección a base de dióxido de
cloro con la finalidad de detener o anular el crecimiento microbiano, disminuyendo
la temperatura de la canal lo más rápido posible hasta lograr que la temperatura
de la canal medida en la pechuga donde hay la mayor cantidad de músculo sea
4ºC o inferior(temperatura en el punto más caliente de la carcasa) mediante la
inmersión del pollo en el agua helada del “chiller”.
T49: Escurrido
El pollo cae por una especie de tobogán a una bandeja ubicada en la zona de
empaque.
T50: Recolgado
Se recuelga el pollo para que se dirija hacia el empaque.
T51: Transporte y pesaje
El pollo va colgado por los ganchos en la cadena para que este a su vez sea
pesado.
T52: Clasificación carcasas
Esta operación como se realiza en mesas de acero inoxidable en donde se
depositan los pollos de acuerdo al tipo de categorización para luego ser

44
enfundados, empaquetados o enviados a líneas de proceso superiores
(despresado, fileteado, entre otras).
T53: Colocar patas en vaso dispensador, T54: Colocar cabezas en vaso
dispensador, T55: Colocar hígado y corazón a vaso dispensador, T56:
Colocar mollejas a paquete a vaso dispensador
Lo anterior mencionado permite armar mediante la maquina empacadora,
introduciendo los componentes que conforman, en una serie de conos que los
transportan para que estos sean empacados y posteriormente llevados en
canastas hacia los cuartos fríos
T57: Cerrar funda de paquete de menudo
Mediante la maquina selladora.
T58: Colocar paquete de menudo en carcasa
Se introduce en el interior de la carcasa el paquete de menudo.
T59: Enfundado
El enfundado se refiere a la inserción de la canal clasificada (con el paquete de
menudencias si es pollo completo.
T60: Clipado
Se clipa la funda que tiene el pollo.
T61: Clasificación de pollos
Se clasifica el pollo.
T62: Pesaje y registro
Se realiza el registro de peso.
T63: Colocar etiqueta
Se coloca la etiqueta identificando la trazabilidad del producto.

45
T64: Arrumar
Se lo arruma en la espera de su respectivo almacenamiento.
T16: Transporte de patas, T25: Transporte, T27: Transporte, T32: Transporte,
T34: Transporte, T38: Transporte, T40: Transporte, T65: Transporte hacia
cámaras
El transporte permite trasladar las rumas de jabas de producto hacia los lugares
que se requiera para continuar con la preparación del pollo.
4.1.9. Cálculo de los tiempos medios de operación
Según ya se explicó, a cada una de las operaciones manuales es necesario
calcularle el tiempo promedio. En este caso, se tomaron muestras aleatorias de
tamaño 100 para cada operación manual. Esto se hizo siguiendo un esquema a
fin de reducir al mínimo el sesgo de la información por concepto de
estacionalidad. El esquema en cuestión se explica como sigue:
Se eligió un mes normal de cuatro semanas
En cada semana se tomaron muestras los lunes miércoles y viernes
En cada día se tomaron muestras en la primera, tercera, sexta y octava
hora.
En cada hora se tomaron cinco observaciones, con un intervalo de
aproximadamente diez minutos.
Lo anterior arrojó un total de 240 observaciones (Anexo 1). De ellas fueron
descartados aquellos valores atípicos.
Para cada operación se calculó la media aritmética y la desviación estándar
(Tabla 10)
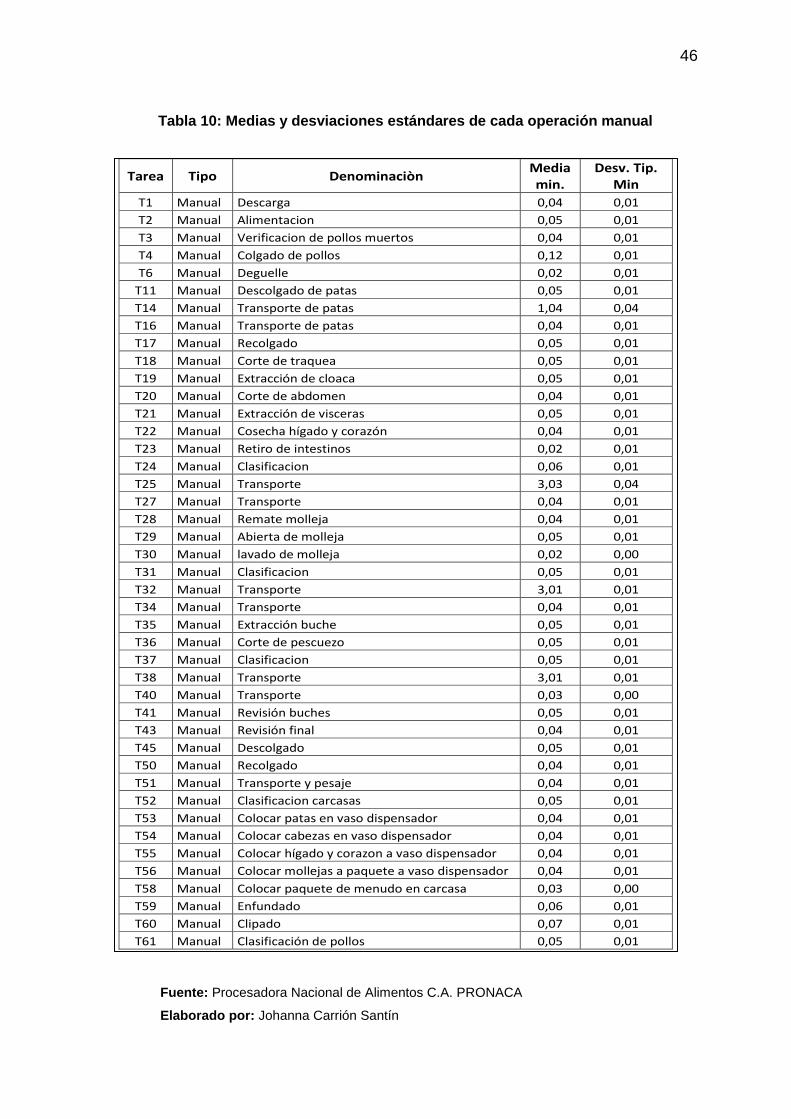
46
Tabla 10: Medias y desviaciones estándares de cada operación manual
Fuente: Procesadora Nacional de Alimentos C.A. PRONACA
Elaborado por: Johanna Carrión Santín
Tarea Tipo Denominaciòn Media min.
Desv. Tip. Min
T1 Manual Descarga 0,04 0,01
T2 Manual Alimentacion 0,05 0,01
T3 Manual Verificacion de pollos muertos 0,04 0,01
T4 Manual Colgado de pollos 0,12 0,01
T6 Manual Deguelle 0,02 0,01
T11 Manual Descolgado de patas 0,05 0,01
T14 Manual Transporte de patas 1,04 0,04
T16 Manual Transporte de patas 0,04 0,01
T17 Manual Recolgado 0,05 0,01
T18 Manual Corte de traquea 0,05 0,01
T19 Manual Extracción de cloaca 0,05 0,01
T20 Manual Corte de abdomen 0,04 0,01
T21 Manual Extracción de visceras 0,05 0,01
T22 Manual Cosecha hígado y corazón 0,04 0,01
T23 Manual Retiro de intestinos 0,02 0,01
T24 Manual Clasificacion 0,06 0,01
T25 Manual Transporte 3,03 0,04
T27 Manual Transporte 0,04 0,01
T28 Manual Remate molleja 0,04 0,01
T29 Manual Abierta de molleja 0,05 0,01
T30 Manual lavado de molleja 0,02 0,00
T31 Manual Clasificacion 0,05 0,01
T32 Manual Transporte 3,01 0,01
T34 Manual Transporte 0,04 0,01
T35 Manual Extracción buche 0,05 0,01
T36 Manual Corte de pescuezo 0,05 0,01
T37 Manual Clasificacion 0,05 0,01
T38 Manual Transporte 3,01 0,01
T40 Manual Transporte 0,03 0,00
T41 Manual Revisión buches 0,05 0,01
T43 Manual Revisión final 0,04 0,01
T45 Manual Descolgado 0,05 0,01
T50 Manual Recolgado 0,04 0,01
T51 Manual Transporte y pesaje 0,04 0,01
T52 Manual Clasificacion carcasas 0,05 0,01
T53 Manual Colocar patas en vaso dispensador 0,04 0,01
T54 Manual Colocar cabezas en vaso dispensador 0,04 0,01
T55 Manual Colocar hígado y corazon a vaso dispensador 0,04 0,01
T56 Manual Colocar mollejas a paquete a vaso dispensador 0,04 0,01
T58 Manual Colocar paquete de menudo en carcasa 0,03 0,00
T59 Manual Enfundado 0,06 0,01
T60 Manual Clipado 0,07 0,01
T61 Manual Clasificación de pollos 0,05 0,01

47
Como se observa en la Tabla 10, fueron 47 operaciones a muestrear
considerando únicamente a las actividades del tipo manual. También se puede
ver que la mayor variabilidad es de 0.05 min. (T14 y T25). Este valor nos sirvió
para verificar el tamaño de muestra mínimo que cumplía con los requisitos de
precisión y confiabilidad planteados. Esto es:
𝑛 = (𝑍 × 𝑆
𝐸)
2
Donde:
Z = percentil de la distribución normal
(Confiabilidad del 95%, por lo que Z= 1,96)
S = Desviación estándar muestral: 0,04
E = error máximo permisible
(Usaremos una precisión del 10%, por lo que E=0.01)
Por lo tanto el tamaño de la muestra es de 62, este resultado nos indica que las
muestras tomadas sobrepasan con creces los requerimientos de confiabilidad y
precisión considerados para esta investigación.
En cuanto a las actividades del tipo automáticas (Tabla 11), que al ser valores
fijos su variabilidad es cero y, por consiguiente, no forman parte del muestreo.
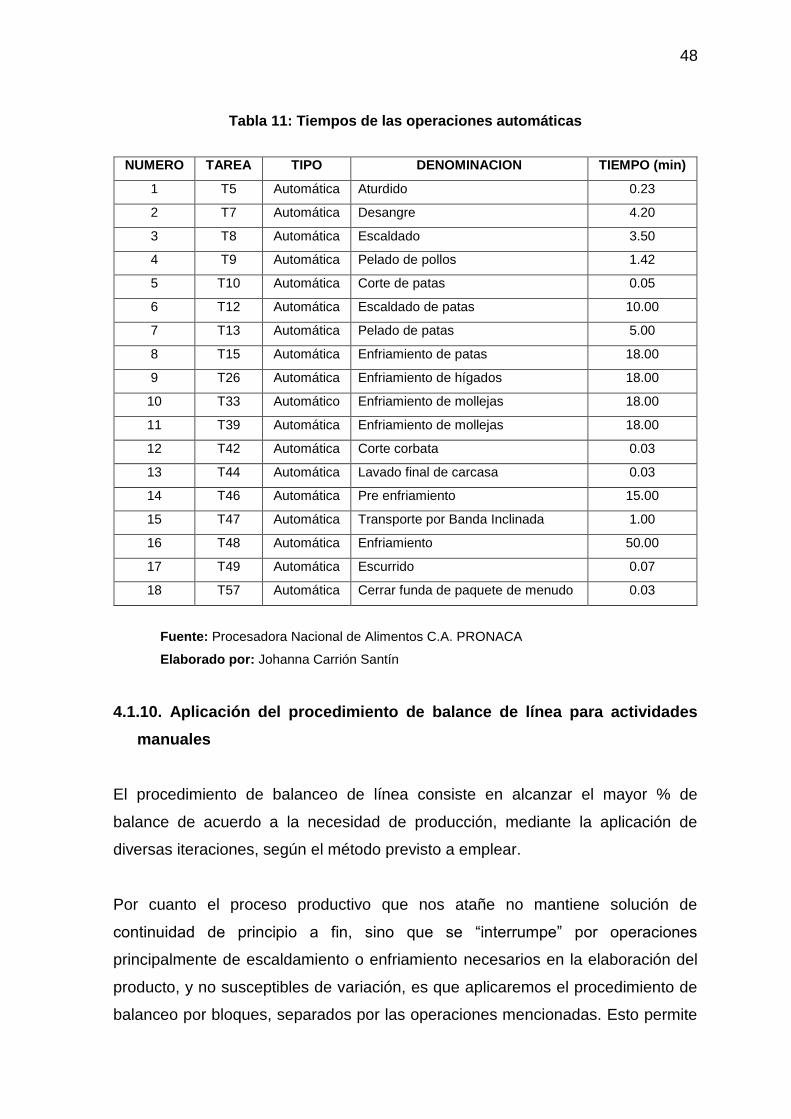
48
Tabla 11: Tiempos de las operaciones automáticas
NUMERO TAREA TIPO DENOMINACION TIEMPO (min)
1 T5 Automática Aturdido 0.23
2 T7 Automática Desangre 4.20
3 T8 Automática Escaldado 3.50
4 T9 Automática Pelado de pollos 1.42
5 T10 Automática Corte de patas 0.05
6 T12 Automática Escaldado de patas 10.00
7 T13 Automática Pelado de patas 5.00
8 T15 Automática Enfriamiento de patas 18.00
9 T26 Automática Enfriamiento de hígados 18.00
10 T33 Automático Enfriamiento de mollejas 18.00
11 T39 Automática Enfriamiento de mollejas 18.00
12 T42 Automática Corte corbata 0.03
13 T44 Automática Lavado final de carcasa 0.03
14 T46 Automática Pre enfriamiento 15.00
15 T47 Automática Transporte por Banda Inclinada 1.00
16 T48 Automática Enfriamiento 50.00
17 T49 Automática Escurrido 0.07
18 T57 Automática Cerrar funda de paquete de menudo 0.03
Fuente: Procesadora Nacional de Alimentos C.A. PRONACA
Elaborado por: Johanna Carrión Santín
4.1.10. Aplicación del procedimiento de balance de línea para actividades
manuales
El procedimiento de balanceo de línea consiste en alcanzar el mayor % de
balance de acuerdo a la necesidad de producción, mediante la aplicación de
diversas iteraciones, según el método previsto a emplear.
Por cuanto el proceso productivo que nos atañe no mantiene solución de
continuidad de principio a fin, sino que se “interrumpe” por operaciones
principalmente de escaldamiento o enfriamiento necesarios en la elaboración del
producto, y no susceptibles de variación, es que aplicaremos el procedimiento de
balanceo por bloques, separados por las operaciones mencionadas. Esto permite

49
el escalonamiento de conjuntos de operaciones de manera que sea factible la
planificación de los horarios de entrada del personal que opera en los sucesivos
bloques y la consiguiente reducción de los tiempos ociosos por este concepto.
En este tabulado se debe consignar la información inicial del proceso, en cuanto a
descripción de las operaciones, su tiempo de ejecución y la cantidad de operarios
que las realizan.
4.1.11. Análisis de línea por bloques
Para elaborar el análisis de línea, se realizó un agrupamiento de actividades de
tipo manuales considerando aquellas que son afines quedando de la siguiente
forma:
Tabla 12: Actividades Bloque I - Matanza
No. DENOMINACIÓN ACTIVIDADES
I Matanza
Descarga
Alimentación
Verificación de pollos muertos
Colgado de pollos
Degüelle
Fuente: Procesadora Nacional de Alimentos C.A. PRONACA
Elaborado por: Johanna Carrión Santín

50
Tabla 13: Actividades Bloque II - Preparación de carcasa y vísceras
No. DENOMINACIÓN ACTIVIDADES
II Preparación de carcasa y
vísceras
Descolgado de patas
Transporte de patas
Recolgado
Corte de tráquea
Extracción de cloaca
Corte de abdomen
Extracción de vísceras
Cosecha hígado y corazón
Retiro de intestinos
Clasificación
Transporte
Remate molleja
Abierta de molleja
lavado de molleja
Clasificación
Transporte
Extracción buche
Corte de pescuezo
Clasificación
Transporte
Revisión buches
Revisión final
Descolgado
Recolgado
Transporte y pesaje
Fuente: Procesadora Nacional de Alimentos C.A. PRONACA
Elaborado por: Johanna Carrión Santín
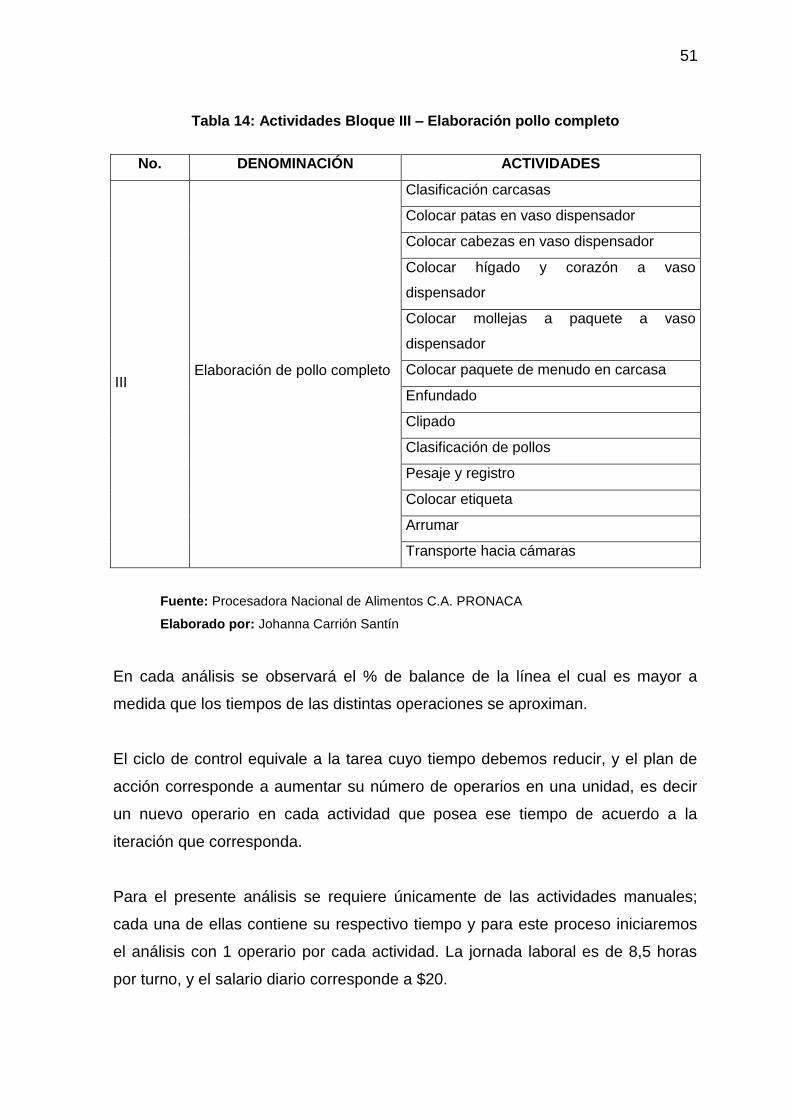
51
Tabla 14: Actividades Bloque III – Elaboración pollo completo
No. DENOMINACIÓN ACTIVIDADES
III Elaboración de pollo completo
Clasificación carcasas
Colocar patas en vaso dispensador
Colocar cabezas en vaso dispensador
Colocar hígado y corazón a vaso
dispensador
Colocar mollejas a paquete a vaso
dispensador
Colocar paquete de menudo en carcasa
Enfundado
Clipado
Clasificación de pollos
Pesaje y registro
Colocar etiqueta
Arrumar
Transporte hacia cámaras
Fuente: Procesadora Nacional de Alimentos C.A. PRONACA
Elaborado por: Johanna Carrión Santín
En cada análisis se observará el % de balance de la línea el cual es mayor a
medida que los tiempos de las distintas operaciones se aproximan.
El ciclo de control equivale a la tarea cuyo tiempo debemos reducir, y el plan de
acción corresponde a aumentar su número de operarios en una unidad, es decir
un nuevo operario en cada actividad que posea ese tiempo de acuerdo a la
iteración que corresponda.
Para el presente análisis se requiere únicamente de las actividades manuales;
cada una de ellas contiene su respectivo tiempo y para este proceso iniciaremos
el análisis con 1 operario por cada actividad. La jornada laboral es de 8,5 horas
por turno, y el salario diario corresponde a $20.

52
4.1.12. Diagrama de procesos
El diagrama de procesos grafica los pasos que sigue cada actividad productiva
identificada mediante símbolos.
Cuadro 1: Diagrama de procesos bloque I
Fuente: Procesadora Nacional de Alimentos C.A. PRONACA
Elaborado por: Johanna Carrión Santín
RESUMEN No. Tiempo
Operaciones 4 0:00:13
Transporte 0 0:00:00
Controles 1 0:00:02
Esperas 0 0:00:00
Almacenamiento 0 0:00:00
TOTAL 0:00:15
Tarea Descripciòn Op. Trp. Ctr. Esp. Alm. Tiempo (s)
T1 Descarga 0:00:02
T2 Alimentacion 0:00:03
T3 Verificacion de pollos muertos 0:00:02
T4 Colgado de pollos 0:00:07
T5 Deguelle 0:00:01
TOTAL 0:00:15
Actual
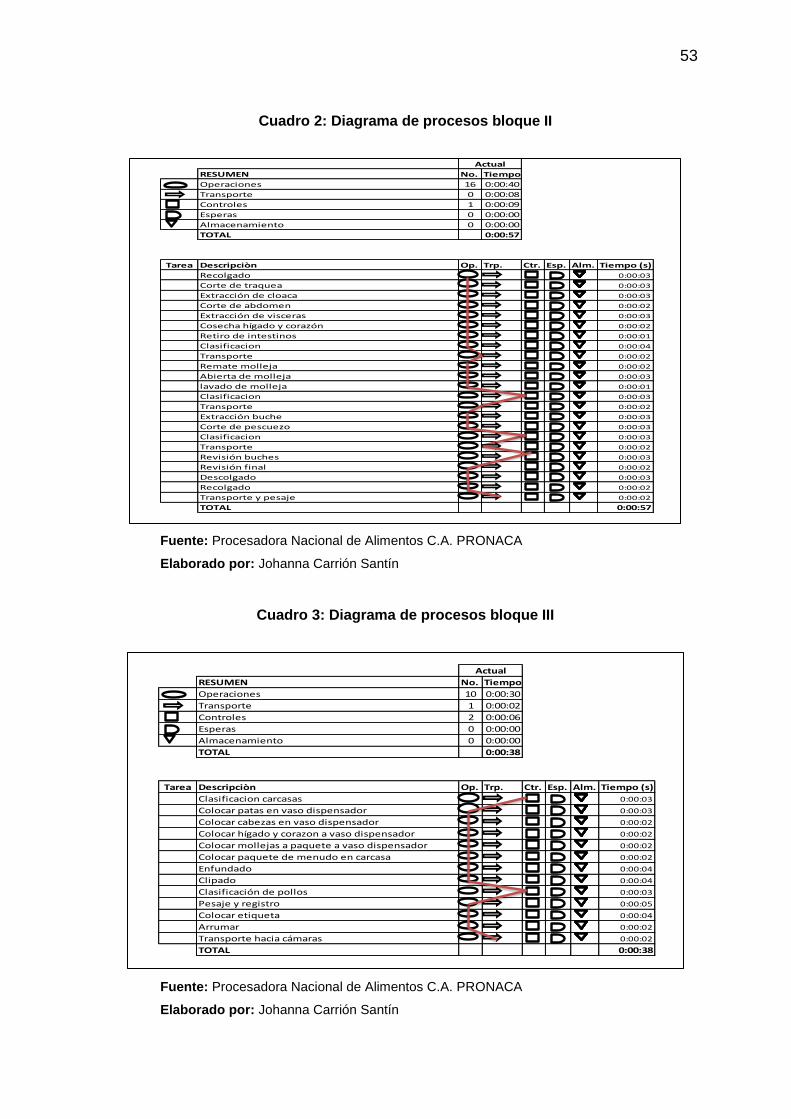
53
Cuadro 2: Diagrama de procesos bloque II
Fuente: Procesadora Nacional de Alimentos C.A. PRONACA
Elaborado por: Johanna Carrión Santín
Cuadro 3: Diagrama de procesos bloque III
Fuente: Procesadora Nacional de Alimentos C.A. PRONACA
Elaborado por: Johanna Carrión Santín
RESUMEN No. Tiempo
Operaciones 16 0:00:40
Transporte 0 0:00:08
Controles 1 0:00:09
Esperas 0 0:00:00
Almacenamiento 0 0:00:00
TOTAL 0:00:57
Tarea Descripciòn Op. Trp. Ctr. Esp. Alm. Tiempo (s)
Recolgado 0:00:03
Corte de traquea 0:00:03
Extracción de cloaca 0:00:03
Corte de abdomen 0:00:02
Extracción de visceras 0:00:03
Cosecha hígado y corazón 0:00:02
Retiro de intestinos 0:00:01
Clasificacion 0:00:04
Transporte 0:00:02
Remate molleja 0:00:02
Abierta de molleja 0:00:03
lavado de molleja 0:00:01
Clasificacion 0:00:03
Transporte 0:00:02
Extracción buche 0:00:03
Corte de pescuezo 0:00:03
Clasificacion 0:00:03
Transporte 0:00:02
Revisión buches 0:00:03
Revisión final 0:00:02
Descolgado 0:00:03
Recolgado 0:00:02
Transporte y pesaje 0:00:02
TOTAL 0:00:57
Actual
RESUMEN No. Tiempo
Operaciones 10 0:00:30
Transporte 1 0:00:02
Controles 2 0:00:06
Esperas 0 0:00:00
Almacenamiento 0 0:00:00
TOTAL 0:00:38
Tarea Descripciòn Op. Trp. Ctr. Esp. Alm. Tiempo (s)
Clasificacion carcasas 0:00:03
Colocar patas en vaso dispensador 0:00:03
Colocar cabezas en vaso dispensador 0:00:02
Colocar hígado y corazon a vaso dispensador 0:00:02
Colocar mollejas a paquete a vaso dispensador 0:00:02
Colocar paquete de menudo en carcasa 0:00:02
Enfundado 0:00:04
Clipado 0:00:04
Clasificación de pollos 0:00:03
Pesaje y registro 0:00:05
Colocar etiqueta 0:00:04
Arrumar 0:00:02
Transporte hacia cámaras 0:00:02
TOTAL 0:00:38
Actual

54
4.1.13. Análisis de Balance de línea del bloque I
Como podemos observar, el % de balance de la línea inicia con el 42,86%. Este
es mayor a medida que los tiempos de las distintas operaciones se aproximan.
Tabla 15. Bloque I, situación inicial
DESCRIPCION ITERACION 1
TIEMPO OP
Descarga 0:00:02 1
Alimentación 0:00:03 1
Verificación de pollos muertos 0:00:02 1
Colgado de pollos 0:00:07 1
Degüelle 0:00:01 1
MINUTO TOTAL DEL OPERARIO 0:00:15
CICLO DE CONTROL 0:00:07
No. DE OPERARIOS 5
TIEMPO DE LINEA 0:00:35
% BALANCE 42,86%
CICLO DE TRABAJO AJUSTADO 0:00:07
UNIDAD/HORA 494,45
UNIDAD/TURNO 4203
UNIDADES/OPERARIOS 840,57
COSTO POR UNIDAD $ ,024
Fuente: Procesadora Nacional de Alimentos C.A. PRONACA
Elaborado por: Johanna Carrión Santín
El ciclo de control corresponde a la Tarea: Colgado de Pollos equivalente a
00:00:07 segundos, este ciclo de control corresponde a la operación cuyo tiempo
debemos reducir, y el plan de acción corresponde a aumentar su número de
operarios en una unidad, es decir un nuevo operario, ahora aplicaremos este
cambio a una nueva iteración el cual se encuentra en el Anexo 2.
Realizando el avance de las iteraciones, la iteración No. 4 corresponde a la
situación actual de la Planta Faenadora donde se observa la cantidad de
colaboradores en cada una de las actividades que en este bloque se realiza de
acuerdo a la Tabla 17.

55
Tabla 16: Bloque I, situación actual
DESCRIPCION ITERACION 4
TIEMPO OP
Descarga 0:00:02 1
Alimentación 0:00:02 2
Verificación de pollos muertos 0:00:02 1
Colgado de pollos 0:00:02 3
Degüelle 0:00:01 1
MINUTO TOTAL DEL OPERARIO 0:00:15
CICLO DE CONTROL 0:00:02
No. DE OPERARIOS 8
TIEMPO DE LINEA 0:00:19
% BALANCE 80,36%
CICLO DE TRABAJO AJUSTADO 0:00:02
UNIDAD/HORA 1483,36
UNIDAD/TURNO 12609
UNIDADES/OPERARIOS 1576,07
COSTO POR UNIDAD $ ,013
Fuente: Procesadora Nacional de Alimentos C.A. PRONACA
Elaborado por: Johanna Carrión Santín
El método indica que debemos detenernos en la iteración en dependencia de
nuestra necesidad vital que la cual depende para el presente caso de la demanda
actual que se posee la cual corresponde a la Iteración 5.

56
Tabla 17: Bloque I, situación propuesta
DESCRIPCION ITERACION 5
TIEMPO OP
Descarga 0:00:01 2
Alimentación 0:00:01 3
Verificación de pollos muertos 0:00:01 2
Colgado de pollos 0:00:01 5
Degüelle 0:00:01 1
MINUTO TOTAL DEL OPERARIO 0:00:15
CICLO DE CONTROL 0:00:01
No. DE OPERARIOS 13
TIEMPO DE LINEA 0:00:18
% BALANCE 82,42%
CICLO DE TRABAJO AJUSTADO 0:00:01
UNIDAD/HORA 2472,27
UNIDAD/TURNO 21014
UNIDADES/OPERARIOS 1616,48
COSTO POR UNIDAD $ ,012
Fuente: Procesadora Nacional de Alimentos C.A. PRONACA
Elaborado por: Johanna Carrión Santín
En la iteración 5 llegamos a cumplir la demanda que posee la Faenadora;
llegando a un % de balance del 82,42% para elaborar 21.014 unidades por turno
el costo por unidad es de $0,012.

57
4.1.13.1. Análisis gráfico
Ilustración 2: Unidades Turno Vs. Iteración del Bloque I
Elaboración: Johanna Carrión Santín
Ilustración 3: Costo Vs. No. Operarios Bloque I
Elaboración: Johanna Carrión Santín
4.5.14. Análisis de Balance de línea del bloque II
Como podemos observar, el % de balance de la línea inicia con el 62,00%. Este
es mayor a medida que los tiempos de las distintas operaciones se aproximan.
0
1
2
3
4
5
6
7
8
9
0 10000 20000 30000 40000
Ite
raci
ón
Unidades - turno
$ ,
$ ,005
$ ,01
$ ,015
$ ,02
$ ,025
$ ,03
0 5 10 15 20 25 30
Co
sto
No. operarios

58
Tabla 18: Bloque II, situación inicial
DESCRIPCION ITERACION 1
TIEMPO OP
Descolgado de patas 0:00:03 1
Transporte de patas 0:00:02 1
Recolgado 0:00:03 1
Corte de tráquea 0:00:03 1
Extracción de cloaca 0:00:03 1
Corte de abdomen 0:00:02 1
Extracción de vísceras 0:00:03 1
Cosecha hígado y corazón 0:00:02 1
Retiro de intestinos 0:00:01 1
Clasificación 0:00:04 1
Transporte 0:00:02 1
Remate molleja 0:00:02 1
Abierta de molleja 0:00:03 1
lavado de molleja 0:00:01 1
Clasificación 0:00:03 1
Transporte 0:00:02 1
Extracción buche 0:00:03 1
Corte de pescuezo 0:00:03 1
Clasificación 0:00:03 1
Transporte 0:00:02 1
Revisión buches 0:00:03 1
Revisión final 0:00:02 1
Descolgado 0:00:03 1
Recolgado 0:00:02 1
Transporte y pesaje 0:00:02 1
MINUTO TOTAL DEL OPERARIO 0:01:02
CICLO DE CONTROL 0:00:04
No. DE OPERARIOS 25
TIEMPO DE LINEA 0:01:40
% BALANCE 62,00%
CICLO DE TRABAJO AJUSTADO 0:00:04
UNIDAD/HORA 865,29
UNIDAD/TURNO 6922
UNIDADES/OPERARIOS 276,89
COSTO POR UNIDAD $ ,072
Fuente: Procesadora Nacional de Alimentos C.A. PRONACA
Elaborado por: Johanna Carrión Santín

59
El ciclo de control corresponde a la Tarea: Clasificación equivalente a 00:00:04
segundos, este ciclo de control corresponde a la operación cuyo tiempo debemos
reducir, y el plan de acción corresponde a aumentar su número de operarios en
una unidad, es decir un nuevo operario, ahora aplicaremos este cambio a una
nueva iteración el cual se encuentra en el Anexo 3.
Realizando el avance de las iteraciones, la iteración No. 5 corresponde a la
situación actual de la Planta Faenadora donde se observa la cantidad de
colaboradores en cada una de las actividades que en este bloque se realiza de
acuerdo a la Tabla 19.
Tabla 19: Bloque II, situación actual
DESCRIPCION ITERACION 5
TIEMPO OP
Descolgado de patas 0:00:01 4
Transporte de patas 0:00:01 3
Recolgado 0:00:01 4
Corte de tráquea 0:00:01 4
Extracción de cloaca 0:00:01 4
Corte de abdomen 0:00:01 3
Extracción de vísceras 0:00:01 4
Cosecha hígado y corazón 0:00:01 3
Retiro de intestinos 0:00:01 2
Clasificación 0:00:01 4
Transporte 0:00:01 3
Remate molleja 0:00:01 3
Abierta de molleja 0:00:01 4
lavado de molleja 0:00:01 2
Clasificación 0:00:01 4
Transporte 0:00:01 3
Extracción buche 0:00:01 4
Corte de pescuezo 0:00:01 4
Clasificación 0:00:01 4
Transporte 0:00:01 3
Revisión buches 0:00:01 4
Revisión final 0:00:01 3
Descolgado 0:00:01 4
Recolgado 0:00:01 3
Transporte y pesaje 0:00:01 3

60
MINUTO TOTAL DEL OPERARIO 0:01:02
CICLO DE CONTROL 0:00:01
No. DE OPERARIOS 86
TIEMPO DE LINEA 0:01:26
% BALANCE 72,09%
CICLO DE TRABAJO AJUSTADO 0:00:01
UNIDAD/HORA 3461,18
UNIDAD/TURNO 27689
UNIDADES/OPERARIOS 321,97
COSTO POR UNIDAD $ ,062
Fuente: Procesadora Nacional de Alimentos C.A. PRONACA
Elaborado por: Johanna Carrión Santín
Así mismo debemos detenernos en la iteración en dependencia de nuestra
necesidad vital la cual depende para el presente caso de la demanda actual que
se posee:

61
Tabla 20: Bloque II, situación propuesta
DESCRIPCION ITERACION 4
TIEMPO OP
Descolgado de patas 0:00:01 3
Transporte de patas 0:00:01 2
Recolgado 0:00:01 3
Corte de tráquea 0:00:01 3
Extracción de cloaca 0:00:01 3
Corte de abdomen 0:00:01 2
Extracción de vísceras 0:00:01 3
Cosecha hígado y corazón 0:00:01 2
Retiro de intestinos 0:00:01 1
Clasificación 0:00:01 3
Transporte 0:00:01 2
Remate molleja 0:00:01 2
Abierta de molleja 0:00:01 3
lavado de molleja 0:00:01 1
Clasificación 0:00:01 3
Transporte 0:00:01 2
Extracción buche 0:00:01 3
Corte de pescuezo 0:00:01 3
Clasificación 0:00:01 3
Transporte 0:00:01 2
Revisión buches 0:00:01 3
Revisión final 0:00:01 2
Descolgado 0:00:01 3
Recolgado 0:00:01 2
Transporte y pesaje 0:00:01 2
MINUTO TOTAL DEL OPERARIO 0:01:02
CICLO DE CONTROL 0:00:01
No. DE OPERARIOS 61
TIEMPO DE LINEA 0:01:21
% BALANCE 76,23%
CICLO DE TRABAJO AJUSTADO 0:00:01
UNIDAD/HORA 2595,88
UNIDAD/TURNO 20767
UNIDADES/OPERARIOS 340,44
COSTO POR UNIDAD $ ,058
Fuente: Procesadora Nacional de Alimentos C.A. PRONACA
Elaborado por: Johanna Carrión Santín

62
Como podemos observar la cantidad de operarios necesaria es de 61
considerando que él % de balance será del 76,23% para elaborar 20.767
unidades por turno mismas que corresponden en la actualidad a la demanda que
posee la Planta, para este caso el costo por unidad es de $0,05.
4.1.14.1. Análisis gráfico
Ilustración 4: Unidades Turno Vs. Iteración del Bloque II
Elaboración: Johanna Carrión Santín
Ilustración 5: Costo Vs. No. Operarios del Bloque II
Elaboración: Johanna Carrión Santín
0
1
2
3
4
5
6
7
0 10000 20000 30000 40000
Ite
raci
ón
Unidades - turno
$ ,
$ ,01
$ ,02
$ ,03
$ ,04
$ ,05
$ ,06
$ ,07
$ ,08
0 20 40 60 80 100 120
Co
sto
No. Operarios

63
4.1.15. Análisis de Balance de línea del Bloque III
Tabla 21: Bloque III, situación inicial
DESCRIPCION ITERACION 1
TIEMPO OP
Clasificación carcasas 0:00:03 1
Colocar patas en vaso dispensador 0:00:03 1
Colocar cabezas en vaso dispensador 0:00:02 1
Colocar hígado y corazón a vaso dispensador 0:00:02 1 Colocar mollejas a paquete a vaso dispensa-dor 0:00:02 1
Colocar paquete de menudo en carcasa 0:00:02 1
Enfundado 0:00:04 1
Clipado 0:00:04 1
Clasificación de pollos 0:00:03 1
Pesaje y registro 0:00:05 1
Colocar etiqueta 0:00:04 1
Arrumar 0:00:02 1
Transporte hacia cámaras 0:00:02 1
MINUTO TOTAL DEL OPERARIO 0:00:38
CICLO DE CONTROL 0:00:05
No. DE OPERARIOS 13
TIEMPO DE LINEA 0:01:05
% BALANCE 58,46%
CICLO DE TRABAJO AJUSTADO 0:00:05
UNIDAD/HORA 692,24
UNIDAD/TURNO 5538
UNIDADES/OPERARIOS 425,99
COSTO POR UNIDAD $ ,047
Fuente: Procesadora Nacional de Alimentos C.A. PRONACA
Elaborado por: Johanna Carrión Santín
Como podemos observar, el % de balance de la línea inicia con el 58,46%. Este
es mayor a medida que los tiempos de las distintas operaciones se aproximan.
El ciclo de control corresponde a la Tarea: Pesaje y registro equivalente a
00:00:05 segundos, este ciclo de control corresponde a la operación cuyo tiempo
debemos reducir, y el plan de acción corresponde a aumentar su número de

64
operarios en una unidad, es decir un nuevo operario, ahora aplicaremos este
cambio a una nueva iteración el cual se encuentra en el Anexo 4.
Realizando el avance de las iteraciones, la iteración No. 3 corresponde a la
situación actual de la Planta Faenadora donde se observa la cantidad de
colaboradores en cada una de las actividades que en este bloque se realiza de
acuerdo a la Tabla 17.
Tabla 22: Bloque III, situación actual
DESCRIPCION ITERACION 3
TIEMPO OP
Clasificación carcasas 0:00:03 1
Colocar patas en vaso dispensador 0:00:03 1
Colocar cabezas en vaso dispensador 0:00:02 1 Colocar hígado y corazón a vaso dispen-sador 0:00:02 1 Colocar mollejas a paquete a vaso dis-pensador 0:00:02 1
Colocar paquete de menudo en carcasa 0:00:02 1
Enfundado 0:00:02 2
Clipado 0:00:02 2
Clasificación de pollos 0:00:03 1
Pesaje y registro 0:00:02 2
Colocar etiqueta 0:00:02 2
Arrumar 0:00:02 1
Transporte hacia cámaras 0:00:02 1
MINUTO TOTAL DEL OPERARIO 0:00:38
CICLO DE CONTROL 0:00:03
No. DE OPERARIOS 17
TIEMPO DE LINEA 0:00:51
% BALANCE 74,51%
CICLO DE TRABAJO AJUSTADO 0:00:03
UNIDAD/HORA 1153,73
UNIDAD/TURNO 9230
UNIDADES/OPERARIOS 542,93
COSTO POR UNIDAD $ ,037
Fuente: Procesadora Nacional de Alimentos C.A. PRONACA
Elaborado por: Johanna Carrión Santín

65
Así mismo debemos detenernos en la iteración en dependencia de nuestra
necesidad vital la cual depende para el presente caso de la demanda actual que
se posee:
Tabla 23: Bloque III, situación propuesta
DESCRIPCION ITERACION 4
TIEMPO OP
Clasificación carcasas 0:00:02 2
Colocar patas en vaso dispensador 0:00:02 2
Colocar cabezas en vaso dispensador 0:00:02 1 Colocar hígado y corazón a vaso dispen-sador 0:00:02 1 Colocar mollejas a paquete a vaso dis-pensador 0:00:02 1
Colocar paquete de menudo en carcasa 0:00:02 1
Enfundado 0:00:02 2
Clipado 0:00:02 2
Clasificación de pollos 0:00:02 2
Pesaje y registro 0:00:02 2
Colocar etiqueta 0:00:02 2
Arrumar 0:00:02 1
Transporte hacia cámaras 0:00:02 1
MINUTO TOTAL DEL OPERARIO 0:00:38
CICLO DE CONTROL 0:00:02
No. DE OPERARIOS 20
TIEMPO DE LINEA 0:00:50
% BALANCE 76,00%
CICLO DE TRABAJO AJUSTADO 0:00:03
UNIDAD/HORA 1384,47
UNIDAD/TURNO 11076
UNIDADES/OPERARIOS 553,79
COSTO POR UNIDAD $ ,036
Fuente: Procesadora Nacional de Alimentos C.A. PRONACA
Elaborado por: Johanna Carrión Santín
Como podemos observar la cantidad de operarios necesaria es de 20
considerando que el % de balance será del 76,00% para elaborar 11.076
unidades por turno mismas que corresponden en la actualidad a la demanda que
posee la Planta, para este caso el costo por unidad es de $0,036.

66
4.1.14.1. Análisis gráfico
Ilustración 6: Unidades Turno Vs. Iteración del Bloque III
Elaboración: Johanna Carrión Santín
Ilustración 7: Costo Vs. No. Operarios del Bloque III
Elaboración: Johanna Carrión Santín
0
1
2
3
4
5
6
7
8
0 5000 10000 15000 20000 25000 30000
Ite
raci
ón
Unidades - turno
$ ,
$ ,005
$ ,01
$ ,015
$ ,02
$ ,025
$ ,03
$ ,035
$ ,04
$ ,045
$ ,05
0 10 20 30 40 50 60 70
Co
sto
No. operarios
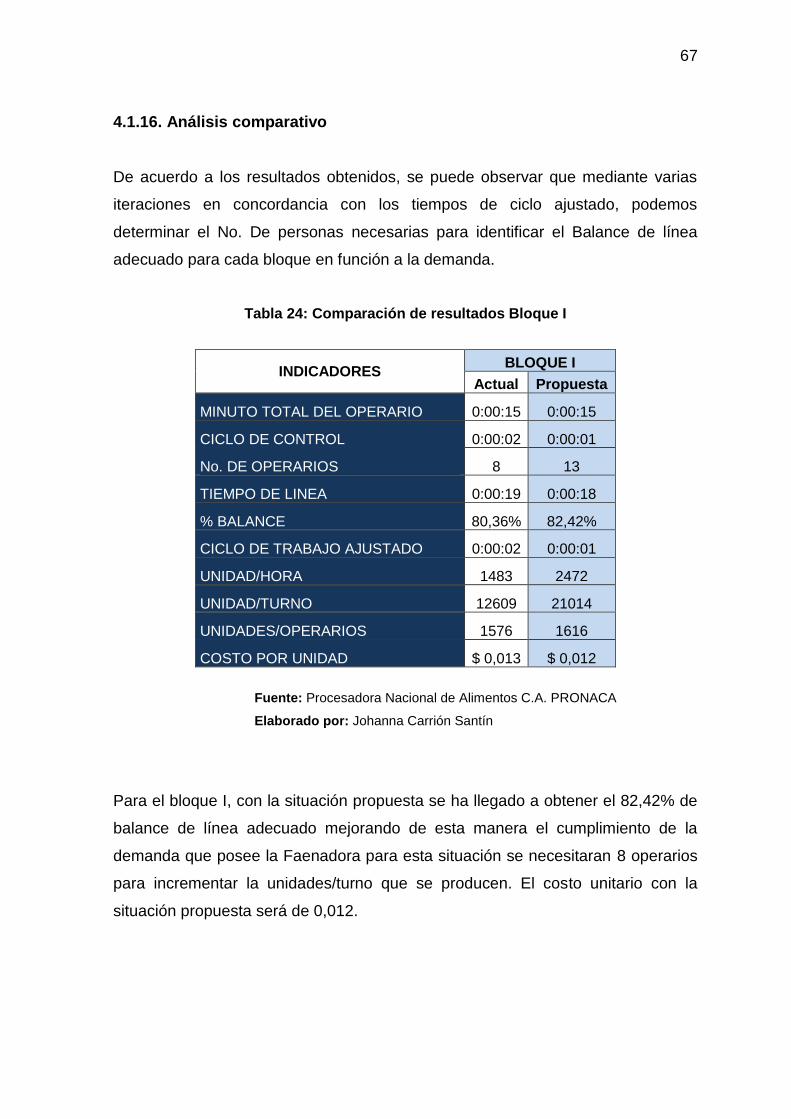
67
4.1.16. Análisis comparativo
De acuerdo a los resultados obtenidos, se puede observar que mediante varias
iteraciones en concordancia con los tiempos de ciclo ajustado, podemos
determinar el No. De personas necesarias para identificar el Balance de línea
adecuado para cada bloque en función a la demanda.
Tabla 24: Comparación de resultados Bloque I
INDICADORES BLOQUE I
Actual Propuesta
MINUTO TOTAL DEL OPERARIO 0:00:15 0:00:15
CICLO DE CONTROL 0:00:02 0:00:01
No. DE OPERARIOS 8 13
TIEMPO DE LINEA 0:00:19 0:00:18
% BALANCE 80,36% 82,42%
CICLO DE TRABAJO AJUSTADO 0:00:02 0:00:01
UNIDAD/HORA 1483 2472
UNIDAD/TURNO 12609 21014
UNIDADES/OPERARIOS 1576 1616
COSTO POR UNIDAD $ 0,013 $ 0,012
Fuente: Procesadora Nacional de Alimentos C.A. PRONACA
Elaborado por: Johanna Carrión Santín
Para el bloque I, con la situación propuesta se ha llegado a obtener el 82,42% de
balance de línea adecuado mejorando de esta manera el cumplimiento de la
demanda que posee la Faenadora para esta situación se necesitaran 8 operarios
para incrementar la unidades/turno que se producen. El costo unitario con la
situación propuesta será de 0,012.

68
Tabla 25: Comparación de resultados Bloque II
INDICADORES BLOQUE II
Actual Propuesta
MINUTO TOTAL DEL OPERARIO 0:01:02 0:01:02
CICLO DE CONTROL 0:00:01 0:00:01
No. DE OPERARIOS 86 61
TIEMPO DE LINEA 0:01:26 0:01:21
% BALANCE 72,09% 76,23%
CICLO DE TRABAJO AJUSTADO 0:00:01 0:00:01
UNIDAD/HORA 3461 2596
UNIDAD/TURNO 27689 20767
UNIDADES/OPERARIOS 322 340
COSTO POR UNIDAD $ 0,062 $ 0,058
Fuente: Procesadora Nacional de Alimentos C.A. PRONACA
Elaborado por: Johanna Carrión Santín
Para el bloque II, con la situación propuesta se ha llegado a obtener el 76,42% de
balance de línea adecuado mejorando de esta manera el cumplimiento de la
demanda que posee la Faenadora para esta situación se necesitaran 61 operarios
para disminuir la unidades/turno que se producen ya que en la situación actual
existe un exceso de oferta de producción. El costo unitario con la situación
propuesta será de 0,058.

69
Tabla 26: Comparación de resultados Bloque III
INDICADORES BLOQUE III
Actual Propuesta
MINUTO TOTAL DEL OPERARIO 0:00:38 0:00:38
CICLO DE CONTROL 0:00:03 0:00:02
No. DE OPERARIOS 17 20
TIEMPO DE LINEA 0:00:51 0:00:50
% BALANCE 75% 76%
CICLO DE TRABAJO AJUSTADO 0:00:03 0:00:03
UNIDAD/HORA 1154 1384
UNIDAD/TURNO 9230 11076
UNIDADES/OPERARIOS 543 554
COSTO POR UNIDAD $ 0,037 $ 0,036
Fuente: Procesadora Nacional de Alimentos C.A. PRONACA
Elaborado por: Johanna Carrión Santín
Para el bloque III, con la situación propuesta se ha llegado a obtener el 76,00% de
balance de línea adecuado mejorando de esta manera el cumplimiento de la
demanda que posee la Faenadora para esta situación se necesitaran 20 operarios
para incrementar las unidades/turno que se producen ya que en la situación
actual existe un faltante de producción. El costo unitario con la situación
propuesta será de 0,036.
4.1.16. Aplicación de procedimientos para actividades automáticas
Como sabemos las actividades que se han identificado como automáticas, deben
poseer controles para evitar que varíe el tiempo que estas poseen por lo que es
importante tomar en cuenta los siguientes controles:
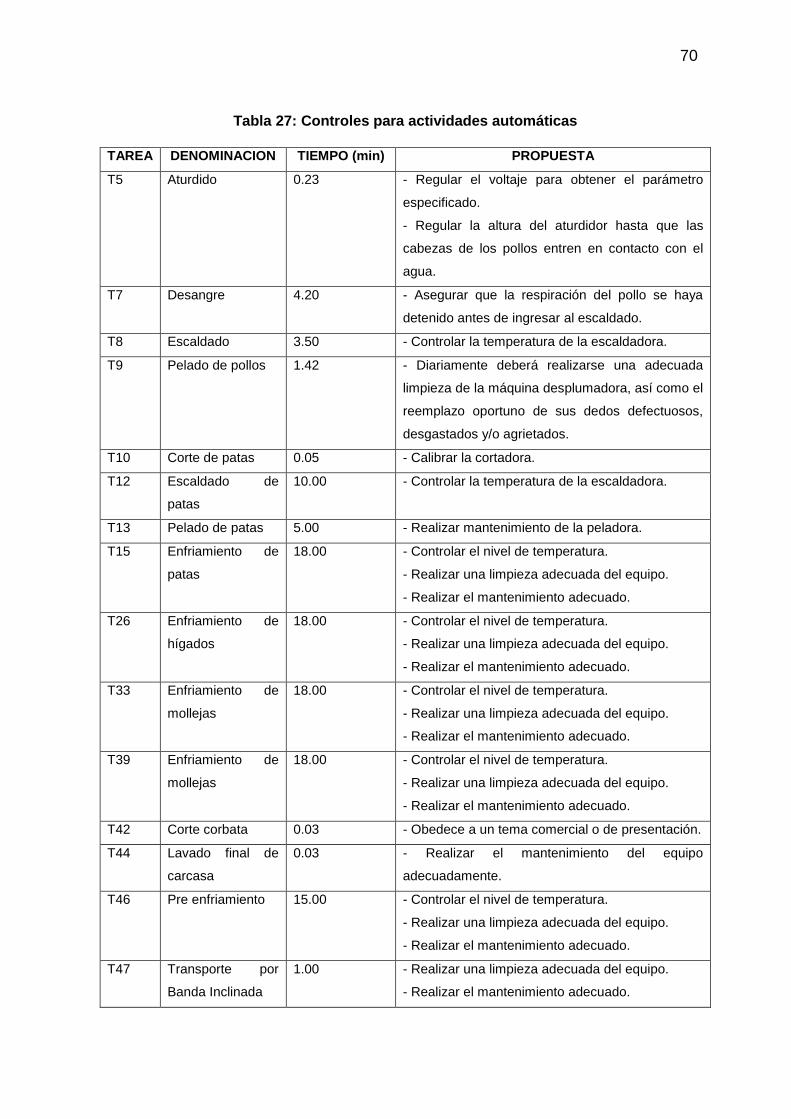
70
Tabla 27: Controles para actividades automáticas
TAREA DENOMINACION TIEMPO (min) PROPUESTA
T5 Aturdido 0.23 - Regular el voltaje para obtener el parámetro
especificado.
- Regular la altura del aturdidor hasta que las
cabezas de los pollos entren en contacto con el
agua.
T7 Desangre 4.20 - Asegurar que la respiración del pollo se haya
detenido antes de ingresar al escaldado.
T8 Escaldado 3.50 - Controlar la temperatura de la escaldadora.
T9 Pelado de pollos 1.42 - Diariamente deberá realizarse una adecuada
limpieza de la máquina desplumadora, así como el
reemplazo oportuno de sus dedos defectuosos,
desgastados y/o agrietados.
T10 Corte de patas 0.05 - Calibrar la cortadora.
T12 Escaldado de
patas
10.00 - Controlar la temperatura de la escaldadora.
T13 Pelado de patas 5.00 - Realizar mantenimiento de la peladora.
T15 Enfriamiento de
patas
18.00 - Controlar el nivel de temperatura.
- Realizar una limpieza adecuada del equipo.
- Realizar el mantenimiento adecuado.
T26 Enfriamiento de
hígados
18.00 - Controlar el nivel de temperatura.
- Realizar una limpieza adecuada del equipo.
- Realizar el mantenimiento adecuado.
T33 Enfriamiento de
mollejas
18.00 - Controlar el nivel de temperatura.
- Realizar una limpieza adecuada del equipo.
- Realizar el mantenimiento adecuado.
T39 Enfriamiento de
mollejas
18.00 - Controlar el nivel de temperatura.
- Realizar una limpieza adecuada del equipo.
- Realizar el mantenimiento adecuado.
T42 Corte corbata 0.03 - Obedece a un tema comercial o de presentación.
T44 Lavado final de
carcasa
0.03 - Realizar el mantenimiento del equipo
adecuadamente.
T46 Pre enfriamiento 15.00 - Controlar el nivel de temperatura.
- Realizar una limpieza adecuada del equipo.
- Realizar el mantenimiento adecuado.
T47 Transporte por
Banda Inclinada
1.00 - Realizar una limpieza adecuada del equipo.
- Realizar el mantenimiento adecuado.

71
TAREA DENOMINACION TIEMPO (min) PROPUESTA
T48 Enfriamiento 50.00 - Controlar el nivel de temperatura.
- Realizar una limpieza adecuada del equipo.
- Realizar el mantenimiento adecuado.
T49 Escurrido 0.07 - Realizar una limpieza adecuada del equipo.
- Realizar el mantenimiento adecuado.
T57 Cerrar funda de
paquete de
menudo
0.03 - Realizar una limpieza adecuada del equipo.
- Realizar el mantenimiento adecuado.
Elaborado por: Johanna Carrión Santín

72
CAPÍTULO V
CONCLUSIONES Y RECOMENDACIONES
5.1 Conclusiones
1) La información recabada para la realización de este proyecto, a través de
libros, folletos, trabajos anteriores y medios electrónicos, fue una guía de
mucha importancia para la realización de la presente investigación, puesto
que mediante el análisis de las técnicas y herramientas empleadas para el
balance de línea con trabajos anteriores y sus problemas existentes, fueron
la pauta para la culminación del presente trabajo investigativo.
2) La recolección de datos en el proceso de Faenamiento de pollos arrojó la
necesidad de considerar el balance ideal de línea.
3) El análisis realizado determinó que la línea de producción de la planta de
Faenamiento de Pollos PRONACA cumple con los requerimientos para la
realización del balanceo de línea,
4) La aplicación del Método de Muestreo Aleatorio Simple para poblaciones
infinitas a la determinación de los tiempos promedios de las operaciones
manuales, permitió obtener estimados de alta precisión y confiabilidad.
5) La subdivisión de la línea de producción en bloque hizo posible sortear la
barrera de las operaciones de enfriamiento en el proceso de balance.
6) La aplicación del software (plantilla de Excel), a los datos de la línea de
producción en los subprocesos o bloques arrojó resultados interesantes pa-
ra la dirección del proceso productivo.
7) En particular, con la aplicación del procedimiento de balanceo, se logró de-
terminar las condiciones actuales de producción de la línea, así las condi-

73
ciones “óptimas” de producción posibles a lograr en el contexto de las res-
tricciones de demanda.
8) La posibilidad de comparar la situación actual con la situación “óptima” lo-
grada mediante las iteraciones, da pie a establecer un proyecto de medidas
tendientes a mejorar las condiciones de eficacia y eficiencia de la empresa,
por la vía del balance e incremento de la productividad.
9) El montaje de la metodología de balance de línea queda como una herra-
mienta de trabajo permanente, que permitirá a la industria realizar de ma-
nera científicamente fundamentada, los ajustes pertinentes ante cambios
en sus parámetros de producción.
10) En esta investigación se aportó evidencia a favor de cada uno de los postu-
lados de la hipótesis cumpliéndose, por tanto, los objetivos de la investiga-
ción y la solución del problema científico planteado.
5.2 Recomendaciones
Teniendo en cuenta la posibilidad y ventajas de la aplicación del balance de línea
para la Planta de Faenamiento de Pollos PRONACA, se recomienda lo siguiente:
1) Aplicar los ajustes correspondientes para obtener las mejoras que la
investigación ha puesto de manifiesto.
2) Mantener una base de datos actualizada mediante la medición frecuente
de los tiempos de las operaciones.
3) Planificar aplicaciones periódicas del software, atendiendo a las
variaciones de los tiempos con fines de control y monitoreo, y aplicaciones
puntuales en caso de cambios en los parámetros del proceso productivo.

74
4) Explicar a los directivos de la empresa los resultados de la investigación y
las ventajas de utilizar esta herramienta en el proceso de dirección de la
producción.
5) Para el proceso actual de faenamiento se debe realizar instructivos de
cómo hacer ciertas actividades, de esta manera todas las personas
inmersas en este proceso tendrá todo detallado las condiciones o
parámetros que deben emplearse en la realización de dicha actividad.
6) Llevar historial de paros de producción, para el análisis de la frecuencia
que estos se presentan y con qué gravedad incide en la productividad para
poder tomar decisiones o dar soluciones posibles a los mismos.
7) Aplicar el presente trabajo como base de futuros trabajos de investigación
para el mejoramiento continuo de la línea de faenamiento.

75
BIBLIOGRAFÍA
Andrade, S. (2005). Diccionario de Economía», Tercera Edición, de,
Editorial Andrade.
Balance de línea (n. d.). Obtenida el 02 de marzo de 2015, de
http://148.204.211.134/polilibros/Portal/Polilibros/P_terminados/ASPII/POLI
LIBRO/2%20PORTAL/PRACTICA%206/GENERALIDADES6.htm
Balanceo de Línea (n. d.). Obtenida el 02 de marzo de 2015, de
http://www.elprisma.com/apuntes/ingenieria_industrial/balanceodelinea/.
Balance de Líneas de Producción (n. d.). Obtenida el 02 de marzo de 2015,
de prof.usb.ve/nbaquero/Balance%20de%20Lineas.pdf
Balance de línea. Obtenida el 02 de marzo de 2015, de
http://www.ingenieriaindustrialonline.com/herramientas-para-el-ingeniero-
industrial/producci%C3%B3n/balanceo-de-l%C3%ADnea/
Balanceo de Línea de Ensamble (n. d.). Obtenida el 06 de marzo de 2015,
de https://admonapuntes.files.wordpress.com/2013/06/balanceo-de-
lc3adnea-de-produccic3b3n.pdf.
Castillo, C. (2007). La eficacia, la eficiencia y la productividad son términos
relacionados. Obtenido el 16 de febrero de 2015, de
http://pqs.pe/actualidad/noticias/productividad-eficacia-y-eficiencia
Chiavenato, I. (2004). Introducción a la Teoría General de la
Administración. Séptima Edición, de, McGraw-Hill Interamericana.
Diccionario de la Lengua Española - Vigésima Segunda Edición (2008).
Obtenida el 28 de julio de 2014, de
http://buscon.rae.es/draeI/SrvltConsulta?TIPO_BUS=3&LEMA=eficacia

76
Escalona, I. (2013). Planeación y control de la producción: balanceo de
líneas de ensamble: líneas mezcladas y multi-modelo. Obtenida el 02 de
marzo de 2015, de
http://www.gestiopolis.com/recursos/documentos/fulldocs/ger1/pcplinen.htm
.
El estudio de tiempos (n. d., p. 17). Obtenido el 29 de marzo de 2015, de
http://www.angelfire.com/nf/emilio/tiempos.html
Ibarra, A. (2010). Factores de productividad y eficacia. Obtenido el 16 de
febrero, de http://www.eumed.net/tesis-
doctorales/2010/aim/FACTORES%20DE%20PRODUCTIVIDAD%20Y%20
EFICIENCIA.htm
Koontz, H. y Weihrich, H. (2004). Administración. Una Perspectiva Global.
12a. Edición, McGraw-Hill Interamericana.
López M., Martínez G, Quirós A. y Sosa J. (2011). Revista El Buzón de
Pacioli, Número Especial 74, Octubre 2011. Obtenida el 02 de marzo de
2015, de www.itson.mx/pacioli
López, V. Las dimensiones esenciales de la motivación. Revista UPIICSA
Tecnología, ciencia y cultura. Año II, Vol. I número 3 Nueva época enero –
abril, 1994.
Mejía, C. (1998). Indicadores de efectividad y eficacia. Obtenida el 16 de
febrero de 2015 de, www.planning.com.co/bd/archivos/Octubre1998.pdf
Oliveira, R. (2002). Teorías de la Administración. International Thomson
Editores, S.A. de C.V.
Robbins S. y Coulter M. (2005). Administración (8ª ed.). Pearson
Educación.
77
Rodríguez, W. (n. d.), Balance de Línea. Obtenida el 02 de marzo de 2015,
de http://www.slideshare.net/preppie83/balance-de-linea-17858541.
Vega, O. (n. d.). Métodos de balancear las plantas de fabricación.
Obtenida el 02 de marzo de 2015,
de http://www.monografias.com/trabajos20/balancear-plantas-
fabricacion/balancear-plantas-fabricacion.shtml
78
ANEXOS
Anexo 1: Tiempos medios de operación
T1T2
T3T4
T6T11
T16T17
T18T19
T20T21
T22T23
T24T27
T28T29
T30T31
T34T35
T36T37
T40T41
T43T45
T50T51
T52T53
T54T55
T56T58
T59T60
T61T62
T63T64
T65
MED=
0.04
MED=
0.05
MED =
0.04
MED=
0.12
MED=
0.02
MED=
0.05
MED=
0.04
MED=
0.05
MED=
0.05
MED=
0.05
MED=
0.04
MED=
0.05
MED=
0.04
MED=
0.02
MED=
0.06
MED=
0.04
MED=
0.04
MED=
0.05
MED=
0.02
MED=
0.05
MED=
0.04
MED=
0.05
MED=
0.05
MED=
0.05
MED=
0.03
MED=
0.05
MED=
0.04
MED=
0.05
MED=
0.04
MED=
0.04
MED=
0.05
MED=
0.04
MED=
0.04
MED=
0.04
MED=
0.04
MED=
0.03
MED=
0.03
MED=
0.07
MED=
0.05
MED=
0.08
MED=
0.07
MED=
0.04
MED=
0.04
0D.
EST= 0
D. EST
= 0.01
D. EST
=0.01
D EST=
0.01
D EST=
0.01
D EST=
0.01
D EST=
0.01
D EST=
0.01
D EST=
0.01
D EST=
0.01
D EST=
0.01
D EST=
0.01
D EST=
0.01
D EST=
0.01
D EST=
0.01
D EST=
0.01
D EST=
0.01
D EST=
0.01
D EST=
0.00
D EST=
0.01
D EST=
0.01
D EST=
0.01
D EST=
0.01
D EST=
0.01
D EST=
0.00
D EST=
0.01
D EST=
0.01
D EST=
0.01
D EST=
0.01
D EST=
0.01
D EST=
0.01
D EST=
0.01
D EST=
0.01
D EST=
0.04
D EST=
0.01
D EST=
0.00
D EST=
0D E
ST=0.0
1D E
ST=0.0
1D E
ST=0.0
1D E
ST=0.0
1D E
ST=0.0
1D E
ST=0.0
1
1n =
100
n = 10
0n =
100
n = 10
0n=1
00n=1
00n=1
00n=1
00n=1
00n=1
00n=1
00n=1
00n=1
00n=1
00n=1
00n=1
00n=1
00n=1
00n=1
00n=1
00n=1
00n=1
00n=1
00n=1
00n=1
00n=1
00n=1
00n=1
00n=1
00n=1
00n=1
00n=1
00n=1
00n=1
00n=1
00n=1
00n=1
00n=1
00n=1
00n=1
00n=1
00n=1
00
0,13
0,03
0,05
0,03
0,03
0,01
0,05
0,03
0,03
0,04
0,04
0,03
0,04
0,03
0,01
0,01
1,35
0,03
0,08
0,03
0,04
1,00
0,18
0,04
0,04
0,99
0,04
0,03
0,04
0,03
3,96
0,08
0,03
0,03
-0,01
0,03
0,07
0,05
0,05
0,07
0,05
0,03
0,03
0,04
0,64
0,04
0,05
0,04
0,04
0,02
0,05
0,04
0,05
0,05
0,05
0,04
0,05
0,04
0,02
0,02
1,41
0,09
0,09
0,04
0,05
1,04
0,19
0,05
0,05
1,05
0,05
0,04
0,05
0,04
4,04
0,09
0,04
0,04
0,05
0,04
0,08
0,06
0,06
0,08
0,06
0,04
0,04
0,05
0,46
0,03
0,05
0,03
0,03
0,02
0,05
0,03
0,04
0,05
0,05
0,04
0,04
0,04
0,02
0,02
1,40
0,09
0,09
0,04
0,05
1,03
0,19
0,05
0,05
1,04
0,05
0,04
0,05
0,04
4,02
0,09
0,04
0,04
0,04
0,04
0,08
0,06
0,06
0,08
0,06
0,04
0,04
0,05
0,08
0,03
0,04
0,03
0,03
0,01
0,04
0,03
0,03
0,04
0,04
0,03
0,03
0,03
0,01
0,01
1,34
0,08
0,08
0,03
0,04
0,99
0,18
0,04
0,04
0,98
0,04
0,03
0,04
0,03
3,95
0,08
0,03
0,03
-0,02
0,03
0,07
0,05
0,05
0,07
0,05
0,03
0,03
0,04
0,75
0,04
0,06
0,04
0,04
0,02
0,06
0,04
0,05
0,05
0,05
0,05
0,05
0,05
0,03
0,03
1,43
0,10
0,10
0,05
0,06
1,05
0,20
0,06
0,06
1,07
0,06
0,05
0,06
0,05
4,05
0,10
0,05
0,05
0,07
0,05
0,09
0,07
0,07
0,09
0,07
0,05
0,05
0,06
0,43
0,03
0,05
0,03
0,03
0,02
0,05
0,03
0,04
0,05
0,05
0,04
0,04
0,04
0,02
0,02
1,39
0,09
0,09
0,04
0,05
1,02
0,19
0,05
0,05
1,03
0,05
0,04
0,05
0,04
4,01
0,09
0,04
0,04
0,03
0,04
0,08
0,06
0,06
0,08
0,06
0,04
0,04
0,05
0,38
0,03
0,05
0,03
0,03
0,02
0,05
0,03
0,04
0,05
0,05
0,04
0,04
0,04
0,02
0,02
1,39
0,09
0,09
0,04
0,05
1,02
0,19
0,05
0,05
1,03
0,05
0,04
0,05
0,04
4,01
0,09
0,04
0,04
0,03
0,04
0,08
0,06
0,06
0,08
0,06
0,04
0,04
0,05
0,27
0,03
0,05
0,03
0,03
0,02
0,05
0,03
0,04
0,05
0,05
0,03
0,04
0,03
0,02
0,02
1,38
0,08
0,08
0,03
0,04
1,01
0,18
0,04
0,04
1,02
0,04
0,03
0,04
0,03
3,99
0,08
0,03
0,03
0,02
0,03
0,07
0,05
0,05
0,07
0,05
0,03
0,03
0,04
0,39
0,03
0,05
0,03
0,03
0,02
0,05
0,03
0,04
0,05
0,05
0,04
0,04
0,04
0,02
0,02
1,39
0,09
0,09
0,04
0,05
1,02
0,19
0,05
0,05
1,03
0,05
0,04
0,05
0,04
4,01
0,09
0,04
0,04
0,03
0,04
0,08
0,06
0,06
0,08
0,06
0,04
0,04
0,05
0,12
0,03
0,05
0,03
0,03
0,01
0,05
0,03
0,03
0,04
0,04
0,03
0,04
0,03
0,01
0,01
1,35
0,08
0,08
0,03
0,04
1,00
0,18
0,04
0,04
0,99
0,04
0,03
0,04
0,03
3,96
0,08
0,03
0,03
-0,01
0,03
0,07
0,05
0,05
0,07
0,05
0,03
0,03
0,04
0,21
0,03
0,05
0,03
0,03
0,01
0,05
0,03
0,03
0,04
0,04
0,03
0,04
0,03
0,02
0,02
1,37
0,08
0,08
0,03
0,04
1,01
0,18
0,04
0,04
1,01
0,04
0,03
0,04
0,03
3,98
0,08
0,03
0,03
0,01
0,03
0,07
0,05
0,05
0,07
0,05
0,03
0,03
0,04
0,07
0,03
0,04
0,03
0,03
0,01
0,04
0,03
0,02
0,04
0,04
0,03
0,03
0,03
0,01
0,01
1,34
0,08
0,08
0,03
0,04
0,99
0,18
0,04
0,04
0,98
0,04
0,03
0,04
0,03
3,95
0,08
0,03
0,03
-0,02
0,03
0,07
0,05
0,05
0,07
0,05
0,03
0,03
0,04
0,83
0,04
0,06
0,04
0,04
0,03
0,06
0,04
0,06
0,05
0,05
0,05
0,05
0,05
0,03
0,03
1,44
0,10
0,10
0,05
0,06
1,06
0,20
0,06
0,06
1,08
0,06
0,05
0,06
0,05
4,07
0,10
0,05
0,05
0,08
0,05
0,09
0,07
0,07
0,09
0,07
0,05
0,05
0,06
0,46
0,03
0,05
0,03
0,03
0,02
0,05
0,03
0,04
0,05
0,05
0,04
0,04
0,04
0,02
0,02
1,40
0,09
0,09
0,04
0,05
1,03
0,19
0,05
0,05
1,04
0,05
0,04
0,05
0,04
4,02
0,09
0,04
0,04
0,04
0,04
0,08
0,06
0,06
0,08
0,06
0,04
0,04
0,05
0,96
0,04
0,06
0,04
0,04
0,03
0,06
0,04
0,07
0,06
0,06
0,05
0,06
0,05
0,04
0,04
1,47
0,11
0,11
0,06
0,07
1,08
0,21
0,07
0,07
1,11
0,07
0,06
0,07
0,06
4,11
0,11
0,06
0,06
0,11
0,06
0,10
0,08
0,08
0,10
0,08
0,06
0,06
0,07
0,67
0,04
0,05
0,04
0,04
0,02
0,05
0,04
0,05
0,05
0,05
0,04
0,05
0,04
0,03
0,03
1,42
0,09
0,09
0,04
0,05
1,04
0,19
0,05
0,05
1,06
0,05
0,04
0,05
0,04
4,04
0,09
0,04
0,04
0,06
0,04
0,08
0,06
0,06
0,08
0,06
0,04
0,04
0,05
0,94
0,04
0,06
0,04
0,04
0,03
0,06
0,04
0,07
0,06
0,06
0,05
0,06
0,05
0,03
0,03
1,46
0,11
0,11
0,06
0,07
1,08
0,21
0,07
0,07
1,10
0,07
0,06
0,07
0,06
4,10
0,11
0,06
0,06
0,10
0,06
0,10
0,08
0,08
0,10
0,08
0,06
0,06
0,07
1,00
0,05
0,07
0,05
0,05
0,04
0,07
0,05
0,09
0,07
0,07
0,07
0,07
0,07
0,05
0,05
1,53
0,12
0,12
0,07
0,08
1,13
0,22
0,08
0,08
1,17
0,08
0,07
0,08
0,07
4,18
0,12
0,07
0,07
0,17
0,07
0,11
0,09
0,09
0,11
0,09
0,07
0,07
0,08
0,76
0,04
0,06
0,04
0,04
0,03
0,06
0,04
0,05
0,05
0,05
0,05
0,05
0,05
0,03
0,03
1,43
0,10
0,10
0,05
0,06
1,05
0,20
0,06
0,06
1,07
0,06
0,05
0,06
0,05
4,06
0,10
0,05
0,05
0,07
0,05
0,09
0,07
0,07
0,09
0,07
0,05
0,05
0,06
0,92
0,04
0,06
0,04
0,04
0,03
0,06
0,04
0,06
0,06
0,06
0,05
0,06
0,05
0,03
0,03
1,46
0,10
0,10
0,05
0,06
1,07
0,20
0,06
0,06
1,10
0,06
0,05
0,06
0,05
4,09
0,10
0,05
0,05
0,10
0,05
0,09
0,07
0,07
0,09
0,07
0,05
0,05
0,06
0,77
0,04
0,06
0,04
0,04
0,03
0,06
0,04
0,05
0,05
0,05
0,05
0,05
0,05
0,03
0,03
1,43
0,10
0,10
0,05
0,06
1,05
0,20
0,06
0,06
1,07
0,06
0,05
0,06
0,05
4,06
0,10
0,05
0,05
0,07
0,05
0,09
0,07
0,07
0,09
0,07
0,05
0,05
0,06
0,08
0,03
0,04
0,03
0,03
0,01
0,04
0,03
0,03
0,04
0,04
0,03
0,03
0,03
0,01
0,01
1,34
0,08
0,08
0,03
0,04
0,99
0,18
0,04
0,04
0,98
0,04
0,03
0,04
0,03
3,95
0,08
0,03
0,03
-0,02
0,03
0,07
0,05
0,05
0,07
0,05
0,03
0,03
0,04
0,90
0,04
0,06
0,04
0,04
0,03
0,06
0,04
0,06
0,06
0,06
0,05
0,06
0,05
0,03
0,03
1,45
0,10
0,10
0,05
0,06
1,07
0,20
0,06
0,06
1,09
0,06
0,05
0,06
0,05
4,09
0,10
0,05
0,05
0,09
0,05
0,09
0,07
0,07
0,09
0,07
0,05
0,05
0,06
0,76
0,04
0,06
0,04
0,04
0,02
0,06
0,04
0,05
0,05
0,05
0,05
0,05
0,05
0,03
0,03
1,43
0,10
0,10
0,05
0,06
1,05
0,20
0,06
0,06
1,07
0,06
0,05
0,06
0,05
4,06
0,10
0,05
0,05
0,07
0,05
0,09
0,07
0,07
0,09
0,07
0,05
0,05
0,06
0,04
0,03
0,04
0,03
0,03
0,01
0,04
0,03
0,02
0,04
0,04
0,03
0,03
0,03
0,01
0,01
1,33
0,07
0,07
0,02
0,03
0,98
0,17
0,03
0,03
0,97
0,03
0,02
0,03
0,02
3,93
0,07
0,02
0,02
-0,03
0,02
0,06
0,04
0,04
0,06
0,04
0,02
0,02
0,03
0,93
0,04
0,06
0,04
0,04
0,03
0,06
0,04
0,06
0,06
0,06
0,05
0,06
0,05
0,03
0,03
1,46
0,10
0,10
0,05
0,06
1,07
0,20
0,06
0,06
1,10
0,06
0,05
0,06
0,05
4,09
0,10
0,05
0,05
0,10
0,05
0,09
0,07
0,07
0,09
0,07
0,05
0,05
0,06
0,07
0,03
0,04
0,03
0,03
0,01
0,04
0,03
0,02
0,04
0,04
0,03
0,03
0,03
0,01
0,01
1,34
0,08
0,08
0,03
0,04
0,99
0,18
0,04
0,04
0,98
0,04
0,03
0,04
0,03
3,95
0,08
0,03
0,03
-0,02
0,03
0,07
0,05
0,05
0,07
0,05
0,03
0,03
0,04
0,74
0,04
0,06
0,04
0,04
0,02
0,06
0,04
0,05
0,05
0,05
0,05
0,05
0,05
0,03
0,03
1,43
0,10
0,10
0,05
0,06
1,05
0,20
0,06
0,06
1,07
0,06
0,05
0,06
0,05
4,05
0,10
0,05
0,05
0,07
0,05
0,09
0,07
0,07
0,09
0,07
0,05
0,05
0,06
0,87
0,04
0,06
0,04
0,04
0,03
0,06
0,04
0,06
0,05
0,05
0,05
0,05
0,05
0,03
0,03
1,44
0,10
0,10
0,05
0,06
1,06
0,20
0,06
0,06
1,08
0,06
0,05
0,06
0,05
4,08
0,10
0,05
0,05
0,08
0,05
0,09
0,07
0,07
0,09
0,07
0,05
0,05
0,06
0,23
0,03
0,05
0,03
0,03
0,01
0,05
0,03
0,04
0,04
0,04
0,03
0,04
0,03
0,02
0,02
1,37
0,08
0,08
0,03
0,04
1,01
0,18
0,04
0,04
1,01
0,04
0,03
0,04
0,03
3,98
0,08
0,03
0,03
0,01
0,03
0,07
0,05
0,05
0,07
0,05
0,03
0,03
0,04
0,55
0,04
0,05
0,04
0,04
0,02
0,05
0,04
0,05
0,05
0,05
0,04
0,05
0,04
0,02
0,02
1,40
0,09
0,09
0,04
0,05
1,03
0,19
0,05
0,05
1,04
0,05
0,04
0,05
0,04
4,03
0,09
0,04
0,04
0,04
0,04
0,08
0,06
0,06
0,08
0,06
0,04
0,04
0,05
0,31
0,03
0,05
0,03
0,03
0,02
0,05
0,03
0,04
0,05
0,05
0,04
0,04
0,04
0,02
0,02
1,38
0,08
0,08
0,03
0,04
1,01
0,18
0,04
0,04
1,02
0,04
0,03
0,04
0,03
3,99
0,08
0,03
0,03
0,02
0,03
0,07
0,05
0,05
0,07
0,05
0,03
0,03
0,04
0,08
0,03
0,04
0,03
0,03
0,01
0,04
0,03
0,03
0,04
0,04
0,03
0,03
0,03
0,01
0,01
1,34
0,08
0,08
0,03
0,04
0,99
0,18
0,04
0,04
0,98
0,04
0,03
0,04
0,03
3,95
0,08
0,03
0,03
-0,02
0,03
0,07
0,05
0,05
0,07
0,05
0,03
0,03
0,04
0,99
0,05
0,06
0,05
0,05
0,04
0,06
0,05
0,08
0,06
0,06
0,06
0,06
0,06
0,04
0,04
1,49
0,11
0,11
0,06
0,07
1,10
0,21
0,07
0,07
1,13
0,07
0,06
0,07
0,06
4,14
0,11
0,06
0,06
0,13
0,06
0,10
0,08
0,08
0,10
0,08
0,06
0,06
0,07
0,92
0,04
0,06
0,04
0,04
0,03
0,06
0,04
0,06
0,06
0,06
0,05
0,06
0,05
0,03
0,03
1,46
0,10
0,10
0,05
0,06
1,07
0,20
0,06
0,06
1,10
0,06
0,05
0,06
0,05
4,09
0,10
0,05
0,05
0,10
0,05
0,09
0,07
0,07
0,09
0,07
0,05
0,05
0,06
0,01
0,02
0,04
0,02
0,02
0,00
0,04
0,02
0,02
0,04
0,04
0,02
0,03
0,02
0,00
0,00
1,31
0,07
0,07
0,02
0,03
0,96
0,17
0,03
0,03
0,95
0,03
0,02
0,03
0,02
3,91
0,07
0,02
0,02
-0,05
0,02
0,06
0,04
0,04
0,06
0,04
0,02
0,02
0,03
0,20
0,03
0,05
0,03
0,03
0,01
0,05
0,03
0,03
0,04
0,04
0,03
0,04
0,03
0,01
0,01
1,37
0,08
0,08
0,03
0,04
1,00
0,18
0,04
0,04
1,01
0,04
0,03
0,04
0,03
3,98
0,08
0,03
0,03
0,01
0,03
0,07
0,05
0,05
0,07
0,05
0,03
0,03
0,04
0,81
0,04
0,06
0,04
0,04
0,03
0,06
0,04
0,06
0,05
0,05
0,05
0,05
0,05
0,03
0,03
1,43
0,10
0,10
0,05
0,06
1,06
0,20
0,06
0,06
1,07
0,06
0,05
0,06
0,05
4,06
0,10
0,05
0,05
0,07
0,05
0,09
0,07
0,07
0,09
0,07
0,05
0,05
0,06
0,36
0,03
0,05
0,03
0,03
0,02
0,05
0,03
0,04
0,05
0,05
0,04
0,04
0,04
0,02
0,02
1,39
0,09
0,09
0,04
0,05
1,02
0,19
0,05
0,05
1,03
0,05
0,04
0,05
0,04
4,00
0,09
0,04
0,04
0,03
0,04
0,08
0,06
0,06
0,08
0,06
0,04
0,04
0,05
0,70
0,04
0,05
0,04
0,04
0,02
0,05
0,04
0,05
0,05
0,05
0,04
0,05
0,04
0,03
0,03
1,42
0,10
0,10
0,05
0,06
1,05
0,20
0,06
0,06
1,06
0,06
0,05
0,06
0,05
4,05
0,10
0,05
0,05
0,06
0,05
0,09
0,07
0,07
0,09
0,07
0,05
0,05
0,06
0,62
0,04
0,05
0,04
0,04
0,02
0,05
0,04
0,05
0,05
0,05
0,04
0,05
0,04
0,02
0,02
1,41
0,09
0,09
0,04
0,05
1,04
0,19
0,05
0,05
1,05
0,05
0,04
0,05
0,04
4,04
0,09
0,04
0,04
0,05
0,04
0,08
0,06
0,06
0,08
0,06
0,04
0,04
0,05
ALEAT
ORIO

79
Anexo 2: Iteraciones Bloque I
TIEM
POOP
TIEM
POOP
TIEM
POOP
TIEM
POOP
TIEM
POOP
TIEM
POOP
TIEM
POOP
TIEM
POOP
Desc
arga
0:00
:02
10:
00:0
21
0:00
:02
10:
00:0
21
0:00
:01
20:
00:0
13
0:00
:01
40:
00:0
05
Alim
enta
cion
0:00
:03
10:
00:0
31
0:00
:03
10:
00:0
22
0:00
:01
30:
00:0
14
0:00
:01
50:
00:0
16
Verif
icacio
n de
pol
los m
uerto
s0:
00:0
21
0:00
:02
10:
00:0
21
0:00
:02
10:
00:0
12
0:00
:01
30:
00:0
14
0:00
:00
5
Colg
ado
de p
ollo
s0:
00:0
71
0:00
:04
20:
00:0
23
0:00
:02
30:
00:0
15
0:00
:01
60:
00:0
17
0:00
:01
8
Degu
elle
0:00
:01
10:
00:0
11
0:00
:01
10:
00:0
11
0:00
:01
10:
00:0
12
0:00
:00
30:
00:0
04
MIN
UTO
TOTA
L DEL
OPE
RARI
O
CICL
O DE
CON
TROL
No. D
E OPE
RARI
OS
TIEM
PO D
E LIN
EA
% BA
LANC
E
CICL
O DE
TRAB
AJO
AJUS
TADO
UNID
AD/H
ORA
UNID
AD/T
URNO
UNID
ADES
/OPE
RARI
OS
COST
O PO
R UN
IDAD
DESC
RIPC
ION
ITERA
CION
1ITE
RACI
ON 2
ITERA
CION
3ITE
RACI
ON 4
0:00
:35
0:00
:21
0:00
:21
0:00
:19
ITERA
CION
5ITE
RACI
ON 6
ITERA
CION
7ITE
RACI
ON 8
0:00
:07
0:00
:04
0:00
:03
0:00
:02
0:00
:01
0:00
:01
0:00
:15
0:00
:15
0:00
:15
0:00
:15
0:00
:15
0:00
:15
0:00
:15
0:00
:15
0:00
:01
0:00
:01
0:00
:18
0:00
:21
0:00
:23
71,4
3%65
,22%
0:00
:25
285
67
42,8
6%71
,43%
71,4
3%80
,36%
82,4
2%61
,22%
813
1823
0:00
:01
494,
4598
8,91
1153
,73
1483
,36
2472
,27
2966
,72
3461
,18
3955
,63
0:00
:07
0:00
:04
0:00
:03
0:00
:02
0:00
:01
0:00
:01
0:00
:01
1318
,54
1203
,89
2373
427
689
3164
5
1130
,18
$ ,02
4$ ,
014
$ ,01
4$ ,
013
$ ,01
2$ ,
015
$ ,01
7$ ,
018
4203
8406
9807
1260
921
014
840,
5714
00,9
514
00,9
515
76,0
716
16,4
8

80
Anexo 3: Iteraciones Bloque II
TIE
MP
OO
PT
IEM
PO
OP
TIE
MP
OO
PT
IEM
PO
OP
TIE
MP
OO
PT
IEM
PO
OP
De
sco
lga
do
de
pa
tas
0:0
0:0
31
0:0
0:0
31
0:0
0:0
22
0:0
0:0
13
0:0
0:0
14
0:0
0:0
15
Tra
nsp
ort
e d
e p
ata
s0
:00
:02
10
:00
:02
10
:00
:02
10
:00
:01
20
:00
:01
30
:00
:01
4
Re
colg
ad
o0
:00
:03
10
:00
:03
10
:00
:02
20
:00
:01
30
:00
:01
40
:00
:01
5
Co
rte
de
tra
qu
ea
0:0
0:0
31
0:0
0:0
31
0:0
0:0
22
0:0
0:0
13
0:0
0:0
14
0:0
0:0
15
Ex
tra
cció
n d
e c
loa
ca0
:00
:03
10
:00
:03
10
:00
:02
20
:00
:01
30
:00
:01
40
:00
:01
5
Co
rte
de
ab
do
me
n0
:00
:02
10
:00
:02
10
:00
:02
10
:00
:01
20
:00
:01
30
:00
:01
4
Ex
tra
cció
n d
e v
isce
ras
0:0
0:0
31
0:0
0:0
31
0:0
0:0
22
0:0
0:0
13
0:0
0:0
14
0:0
0:0
15
Co
sech
a h
íga
do
y c
ora
zón
0:0
0:0
21
0:0
0:0
21
0:0
0:0
21
0:0
0:0
12
0:0
0:0
13
0:0
0:0
14
Re
tiro
de
in
test
ino
s0
:00
:01
10
:00
:01
10
:00
:01
10
:00
:01
10
:00
:01
20
:00
:00
3
Cla
sifi
caci
on
0:0
0:0
41
0:0
0:0
22
0:0
0:0
22
0:0
0:0
13
0:0
0:0
14
0:0
0:0
15
Tra
nsp
ort
e
0:0
0:0
21
0:0
0:0
21
0:0
0:0
21
0:0
0:0
12
0:0
0:0
13
0:0
0:0
14
Re
ma
te m
oll
eja
0:0
0:0
21
0:0
0:0
21
0:0
0:0
21
0:0
0:0
12
0:0
0:0
13
0:0
0:0
14
Ab
iert
a d
e m
oll
eja
0:0
0:0
31
0:0
0:0
31
0:0
0:0
22
0:0
0:0
13
0:0
0:0
14
0:0
0:0
15
lav
ad
o d
e m
oll
eja
0:0
0:0
11
0:0
0:0
11
0:0
0:0
11
0:0
0:0
11
0:0
0:0
12
0:0
0:0
03
Cla
sifi
caci
on
0:0
0:0
31
0:0
0:0
31
0:0
0:0
22
0:0
0:0
13
0:0
0:0
14
0:0
0:0
15
Tra
nsp
ort
e
0:0
0:0
21
0:0
0:0
21
0:0
0:0
21
0:0
0:0
12
0:0
0:0
13
0:0
0:0
14
Ex
tra
cció
n b
uch
e0
:00
:03
10
:00
:03
10
:00
:02
20
:00
:01
30
:00
:01
40
:00
:01
5
Co
rte
de
pe
scu
ezo
0:0
0:0
31
0:0
0:0
31
0:0
0:0
22
0:0
0:0
13
0:0
0:0
14
0:0
0:0
15
Cla
sifi
caci
on
0:0
0:0
31
0:0
0:0
31
0:0
0:0
22
0:0
0:0
13
0:0
0:0
14
0:0
0:0
15
Tra
nsp
ort
e
0:0
0:0
21
0:0
0:0
21
0:0
0:0
21
0:0
0:0
12
0:0
0:0
13
0:0
0:0
14
Re
vis
ión
bu
che
s0
:00
:03
10
:00
:03
10
:00
:02
20
:00
:01
30
:00
:01
40
:00
:01
5
Re
vis
ión
fin
al
0:0
0:0
21
0:0
0:0
21
0:0
0:0
21
0:0
0:0
12
0:0
0:0
13
0:0
0:0
14
De
sco
lga
do
0:0
0:0
31
0:0
0:0
31
0:0
0:0
22
0:0
0:0
13
0:0
0:0
14
0:0
0:0
15
Re
colg
ad
o0
:00
:02
10
:00
:02
10
:00
:02
10
:00
:01
20
:00
:01
30
:00
:01
4
Tra
nsp
ort
e y
pe
saje
0:0
0:0
21
0:0
0:0
21
0:0
0:0
21
0:0
0:0
12
0:0
0:0
13
0:0
0:0
14
MIN
UT
O T
OT
AL
DE
L O
PE
RA
RIO
CIC
LO
DE
CO
NT
RO
L
No
. D
E O
PE
RA
RIO
S
TIE
MP
O D
E L
INE
A
% B
AL
AN
CE
CIC
LO
DE
TR
AB
AJO
AJU
ST
AD
O
UN
IDA
D/
HO
RA
UN
IDA
D/
TU
RN
O
UN
IDA
DE
S/
OP
ER
AR
IOS
CO
ST
O P
OR
UN
IDA
D$
,0
72
$ ,
05
6$
,0
55
$ ,
05
8$
,0
62
$ ,
06
4
31
1,8
2
69
22
92
30
13
84
52
07
67
27
68
93
46
12
27
6,8
93
54
,99
36
4,3
33
40
,44
32
1,9
7
43
26
,47
0:0
0:0
40
:00
:03
0:0
0:0
20
:00
:01
0:0
0:0
10
:00
:01
86
5,2
91
15
3,7
31
73
0,5
92
59
5,8
83
46
1,1
8
69
,82
%
0:0
1:4
00
:01
:18
0:0
1:1
60
:01
:21
0:0
1:2
60
:01
:29
62
,00
%7
9,4
9%
81
,58
%7
6,2
3%
72
,09
%
11
1
0:0
0:0
40
:00
:03
0:0
0:0
20
:00
:01
0:0
0:0
10
:00
:01
25
26
38
61
86
0:0
1:0
2
DE
SC
RIP
CIO
NIT
ER
AC
ION
1IT
ER
AC
ION
2IT
ER
AC
ION
3IT
ER
AC
ION
4IT
ER
AC
ION
5IT
ER
AC
ION
6
0:0
1:0
20
:01
:02
0:0
1:0
20
:01
:02
0:0
1:0
2

81
Anexo 4: Iteraciones Bloque III
.
TIEM
PO
OP
TIEM
PO
OP
TIEM
PO
OP
TIEM
PO
OP
TIEM
PO
OP
TIEM
PO
OP
TIEM
PO
OP
Cla
sifi
caci
on c
arca
sas
0:0
0:0
31
0:0
0:0
31
0:0
0:0
31
0:0
0:0
22
0:0
0:0
13
0:0
0:0
14
0:0
0:0
15
Col
ocar
pat
as e
n va
so d
ispe
nsad
or0
:00
:03
10
:00
:03
10
:00
:03
10
:00
:02
20
:00
:01
30
:00
:01
40
:00
:01
5
Col
ocar
cab
ezas
en
vaso
dis
pens
ador0:
00
:02
10
:00
:02
10
:00
:02
10
:00
:02
10
:00
:01
20
:00
:01
30
:00
:01
4
Col
ocar
híg
ado
y co
razo
n a
vaso
dis
pens
ador
0:0
0:0
21
0:0
0:0
21
0:0
0:0
21
0:0
0:0
21
0:0
0:0
12
0:0
0:0
13
0:0
0:0
14
Col
ocar
mol
leja
s a
paqu
ete
a va
so d
ispe
nsad
or0
:00
:02
10
:00
:02
10
:00
:02
10
:00
:02
10
:00
:01
20
:00
:01
30
:00
:01
4
Col
ocar
paq
uete
de
men
udo
en c
arca
sa0
:00
:02
10
:00
:02
10
:00
:02
10
:00
:02
10
:00
:01
20
:00
:01
30
:00
:01
4
Enfu
ndad
o0
:00
:04
10
:00
:04
10
:00
:02
20
:00
:02
20
:00
:01
30
:00
:01
40
:00
:01
5
Clip
ado
0:0
0:0
41
0:0
0:0
41
0:0
0:0
22
0:0
0:0
22
0:0
0:0
13
0:0
0:0
14
0:0
0:0
15
Cla
sifi
caci
ón d
e po
llos
0:0
0:0
31
0:0
0:0
31
0:0
0:0
31
0:0
0:0
22
0:0
0:0
13
0:0
0:0
14
0:0
0:0
15
Pesa
je y
reg
istr
o0
:00
:05
10
:00
:02
20
:00
:02
20
:00
:02
20
:00
:02
30
:00
:01
40
:00
:01
5
Col
ocar
eti
quet
a0
:00
:04
10
:00
:04
10
:00
:02
20
:00
:02
20
:00
:01
30
:00
:01
40
:00
:01
5
Arr
umar
0:0
0:0
21
0:0
0:0
21
0:0
0:0
21
0:0
0:0
21
0:0
0:0
12
0:0
0:0
13
0:0
0:0
14
Tran
spor
te h
acia
cám
aras
0:0
0:0
21
0:0
0:0
21
0:0
0:0
21
0:0
0:0
21
0:0
0:0
12
0:0
0:0
13
0:0
0:0
14
MIN
UTO
TO
TAL
DEL
OP
ERA
RIO
CIC
LO D
E C
ON
TRO
L
No
. DE
OP
ERA
RIO
S
TIEM
PO
DE
LIN
EA
% B
ALA
NC
E
CIC
LO D
E TR
AB
AJO
AJU
STA
DO
UN
IDA
D/H
OR
A
UN
IDA
D/T
UR
NO
UN
IDA
DES
/OP
ERA
RIO
S
CO
STO
PO
R U
NID
AD
$ ,0
41$
,042
425,
9949
4,45
542,
9355
3,79
503,
4448
1,55
469,
31
$ ,0
47$
,04
$ ,0
37$
,036
$ ,0
4
2215
227
689
5538
6922
9230
1107
616
614
692,
2486
5,29
1153
,73
1384
,47
2076
,71
2768
,94
3461
,18
58,4
6%67
,86%
74,5
1%76
,00%
69,0
9%
0:0
0:0
5
66,0
9%64
,41%
0:0
0:0
40
:00
:03
0:0
0:0
30
:00
:02
0:0
0:0
10
:00
:01
0:0
0:5
80
:00
:59
1314
1720
3346
59
0:0
1:0
50
:00
:56
0:0
0:5
10
:00
:50
0:0
0:5
5
0:0
0:0
10
:00
:01
0:0
0:3
80
:00
:38
0:0
0:3
80
:00
:38
0:0
0:3
80
:00
:38
0:0
0:3
8
0:0
0:0
40
:00
:03
0:0
0:0
20
:00
:02
0:0
0:0
5
DES
CRIP
CIO
NIT
ERA
CIO
N 1
ITER
AC
ION
2IT
ERA
CIO
N 3
ITER
AC
ION
4IT
ERA
CIO
N 5
ITER
AC
ION
6IT
ERA
CIO
N 7