universidad autonoma metropolitana148.206.53.84/tesiuami/uami10596.pdf · ficha tÉcnica del...
TRANSCRIPT

UNIVERSIDAD AUTONOMA METROPOLITANAUNIDAD IZTAPALAPA
CIENCIAS BIOLÓGICAS Y DE LA SALUD
ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACION DEUNA PLANTA PRODUCTORA DE ETANOL ANHIDRO A PARTIR
DE BAGAZO DE CAÑA COMO SUSTITUTO DEL ETER METILTERBUTILICO EN GASOLINAS
EQUIPO
LICENCIATURA MATRICULA TELÉFONO
ARRIETA HERNÁNDEZ ANA MARIA ING. DE ALIMENTOS 92330357 58523858CID LEÓN DULCE MERARI ING. BIOQUÍMICO IND. 98237584 59349537ESCALANTE ASCENSIÓN GERARDO ING. BIOQUIMICO IND. 95221313 0445550308042FUENTES RODRÍGUEZ REYNA ING. DE ALIMENTOS 96227377 58579879HERNÁNDEZ BAZÁN DOLORES ING. DE ALIMENTOS 94329092 57357656JIMÉNEZ GARCÍA GERARDO ING. DE ALIMENTOS 92330617 57302127TINOCO RODRÍGUEZ MARISOL ING. DE ALIMENTOS 94328857 53414081VALDÉS SANTIAGO LAURA ING. BIOQUÍMICO IND. 98222876 57886466
ASESOR: GERARDO RAMIREZ ROMERO
TRIMESTRE 03-P
2003
0
INDICE FICHA TÉCNICA DEL PROYECTO ELEGIDO ........................................................ 1 ANALISIS DE LA PLAZA.......................................................................................... 8 DESCRIPCION DEL MERCADO................................................................................. 8
Definición y ubicación de la plaza para el producto............................................... 8 Estratificación o segmentación de la plaza. ............................................................... 8 ANALISIS DE LA DEMANDA............................................................................... 9
Cuantificación de la Demanda............................................................................... 9 Distribución de la demanda. ............................................................................... 11 Características y comportamiento de los consumidores: ..................................... 12 Consumo Actual.................................................................................................. 12 Demanda Potencial............................................................................................. 13 Coeficiente de crecimiento de la demanda........................................................... 13 Proyecciones de demanda futura......................................................................... 14 Diferentes escenarios para el pronóstico............................................................. 14
ANALISIS DE LA OFERTA.................................................................................. 16 Cuantificación de la oferta. ................................................................................. 16 Importaciones y Exportaciones ........................................................................... 16 Distribución de la oferta ..................................................................................... 18 Características y comportamiento de los oferentes.............................................. 18 Distribución (%) del mercado actual................................................................... 19 Coeficiente de crecimiento de la oferta ............................................................... 19 Proyección de la oferta futura............................................................................. 19 Diferentes escenarios para el pronóstico de la oferta. ......................................... 19 Capacidad instalada de la competencia. ............................................................. 21 Capacidad utilizada de la competencia. .............................................................. 21 Planes de expansión para la competencia. .......................................................... 22 ANALISIS Y CONCLUSIONES DEL MERCADO................................................ 22 Régimen del mercado.......................................................................................... 22 Balance O/D ....................................................................................................... 23 Grado de suficiencia del mercado* ..................................................................... 23 Grado de satisfactoriedad del mercado ............................................................... 23 Puntos críticos del mercado y recomendaciones para su manejo. ........................ 23
Mercado meta; demanda potencial y % de esa demanda potencial que se piensa cubrir. ..................................................................................................................... 24
Programa de ventas. ........................................................................................... 25 Estrategia de penetración del mercado. .............................................................. 25
ANALISIS DE LA COMERCIALIZACION.............................................................. 25 Mecanismos de promoción y publicidad. ................................................................ 25 Como impactan los canales de comercialización su precio de venta. ....................... 27 Políticas de Comercialización. ................................................................................ 27 Volúmenes de venta. ............................................................................................... 27 Características o naturaleza del producto................................................................. 28 Distribución de los clientes y cobertura del mercado esperada................................. 29 Existencia de canales de comercialización. ............................................................. 29
Experiencia y contactos para el comercio. .......................................................... 30 Recursos con los que se cuenta. .............................................................................. 30 Condiciones de Mercado......................................................................................... 30
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

1
Grado de control que se espera tener sobre el producto. .......................................... 31 Grado de perecibilidad del producto........................................................................ 34
ANALISIS DEL PRECIO .......................................................................................... 34 Comparación de precios existentes en el mercado. .................................................. 34 Objetivos de la empresa en la fijación del precio de venta. ...................................... 34 Políticas de la empresa para la fijación de precios de ventas.................................... 36 Volúmenes de producción (economía de escala). .................................................... 38
Mecanismo de distribución y ventas. ................................................................... 40 Calidad del producto. ......................................................................................... 41 Costos de operación............................................................................................ 41 Régimen y posición frente al mercado. ................................................................ 42
ANEXO 1................................................................................................................... 42 ANEXO 2................................................................................................................... 43 BIBLIOGRAFIA........................................................................................................ 46
FICHA TÉCNICA DEL PROYECTO ELEGIDO OBTENCION DE ETANOL ANHIDRO A PARTIR DE MAIZ Y BAGAZO DE CAÑA PARA USAR COMO ADITIVO PARA GASOLINAS.
• Definición y ubicación del proyecto.
a) Proceso de identificación y selección. Este se muestra en la matriz ponderada.
b) Justificación del proyecto en términos de los puntos débiles y fuertes. La disponibilidad limitada del petróleo es una preocupación actual, ya que de acuerdo a las reservas actuales, este recurso energético se acabará en el presente siglo, según cálculos se agotará aproximadamente dentro de 35 años. Internacionalmente existen otros combustibles fósiles que pueden ser utilizados como energéticos. Los que se encuentran en mayor abundancia son las tierras bituminosas en Canadá. Recientemente se han descubierto grandes reservas de metano en el Ártico; México no cuenta con cantidades apreciables de esos combustibles fósiles. Una necesidad de las gasolinas actuales es la de tener un valor alto de octanaje sin utilizar plomo, para lo cual se ha venido utilizando la oxigenación con éteres y alcoholes. Los más utilizados en la formulación de combustibles son el éter metil terbutilico (MTBE, por sus siglas en inglés) y el etanol. El MTBE es un compuesto con alta solubilidad en agua, recalcitrante y cancerígeno. Por otro lado el etanol tiene las siguientes ventajas como oxigenante y combustible:
i) Mayor octanaje que la gasolina. ii) Biodegradable iii) En mezclas gasolina-etanol sustituye el uso de oxigenantes. iv) No es cancerígeno
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

2
v) Alto contenido de oxígeno (34.8%) vi) Reducción de emisiones de CO2 vii) Renovable viii) Producción por tecnología sustentable.
México ha desarrollado por siglos la cultura del cultivo de caña de azúcar, por lo tanto el desarrollar una buena alternativa para utilizar al máximo cada uno de los productos y subproductos de la caña de azúcar contribuirá al mejoramiento de las condiciones económicas de este grupo de nuestra sociedad.
• Análisis del producto.
a) Definir el producto.
i) Descripción y clasificación: Es un producto químico Etanol Anhidro. Es un Bien de consumo intermedio
ii) Usos principales y alternos: Principales. Oxigenantes y/o aditivo de Gasolinas. Alternos. Disolvente de compuestos orgánicos y como materia prima en la elaboración de colorantes, fármacos, cosméticos, explosivos, etc.
iii) Contenido y composición. El alcohol anhidro requiere tener por lo menos 99.5 grados Gay Lussac, en los ingenios mexicanos se produce alcohol etílico, del tipo hidratado de 96 grados Gay Lussac. http://www.conae.gob.mx/work/secciones/466/imagenes/vehiculoetanol.pdf
iv) Propiedades.
1. Identificación del producto
Nombre-químico:-Etanol-(anhidro) Sinónimos:-Alcohol-etílico Nº-CAS:-64-17-5 Fórmula: CH3CH2OH/C2H6OH
2. Propiedades físico-químicas
Aspecto-y_color:_Líquido_incoloro. Olor:_Característico. Presión-de-vapor:-5.8-kPa-a-20ºC Densidad-relativa-de-vapor-(aire=1):-1.6 Solubilidad-en-agua:-Miscible Punto-de-ebullición:-79ºC Peso molecular: 46.1
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

3
Solubilidad-en-agua:-Miscible Punto-de-ebullición:-79ºC Peso molecular: 46.1
3. Estabilidad y reactividad
Reacciona lentamente con hipoclorito cálcico, óxido de plata y amoníaco, originando peligro de incendio y explosión. Reacciona violentamebte con oxidantes fuertes tales como, ácido nítrico o perclorato magnésico, originando-peligro-de-incendio-y-explosión. Condiciones que deben evitarse: Fuentes de calor e ignición. Materiales a evitar: Hipoclorito cálcico, óxido de plata, amoníaco y oxidantes-fuertes. Productos de descomposición: Vapores y gases de combustión. Polimerización: No aplicable.
b) Ubicar el producto.
i) Relevancia y trascendencia de la necesidad a satisfacer y el recurso a utilizar.
El etanol es un producto renovable que se puede usar directamente en la gasolina o puede emplearse para producir otros compuestos oxigenantes como éteres. Este compuesto se puede obtener a partir de cereales (maíz, trigo, cebada y sorgo) y además a partir de los materiales lignocelulósicos que constituyen una fuente barata y viable en las que se incluye el bagazo de caña. De acuerdo al instituto Mexicano del Petróleo las gasolinas con 6% de Etanol superan en las condiciones de esta Ciudad a las calidades Magna y Premium que contienen como oxidante 5% de MTBE, pudiendo disminuir la contaminación del aire, cuando la sustitución opere en todos los automotores capitalinos. No menos importante para las finanzas del país sustituir la importación de gasolina y de MTBE con la producción nacional de Etanol a partir de caña de azúcar. De acuerdo a las estadísticas publicadas por PEMEX, México importó gasolina por 1,171 millones de dólares respecto de 1996. Cada litro de Etanol mexicano usado como oxigenente o como combustible cancelará otro de importación.
ii) Ubicarlo de acuerdo a la etapa de desarrollo en que se encuentra. A nivel mundial.
ETAPA DE DESARROLLO DEL ETANOL
050
100150
1989 1990 1991 1992 1993 1994 1995
Año
Prod
ucci
ón d
e et
anol
en
mile
s de
litr
os.
Argentina
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
4
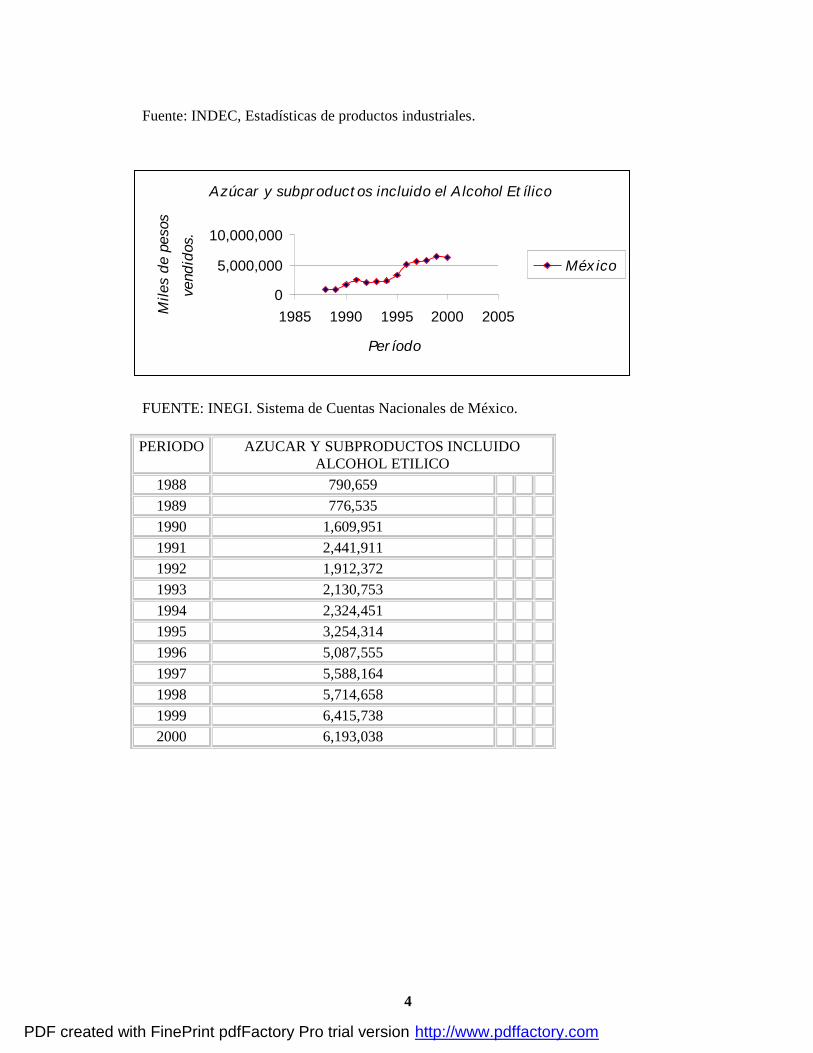
Fuente: INDEC, Estadísticas de productos industriales.
FUENTE: INEGI. Sistema de Cuentas Nacionales de México. PERIODO AZUCAR Y SUBPRODUCTOS INCLUIDO
ALCOHOL ETILICO 1988 790,659 1989 776,535 1990 1,609,951 1991 2,441,911 1992 1,912,372 1993 2,130,753 1994 2,324,451 1995 3,254,314 1996 5,087,555 1997 5,588,164 1998 5,714,658 1999 6,415,738 2000 6,193,038
Azúcar y subproductos incluido el Alcohol Etílico
0
5,000,000
10,000,000
1985 1990 1995 2000 2005
Período
Mile
s de
pes
os
vend
idos
.
México
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

5
iii) Productos sustitutos de este producto. Similares: EL eter metil terbutilico, eter etil terbutilico, Subproductos: Almidón residual. Envasado
Deberá remitirse a la NOM-024-SCT2/1994, Especificaciones para la construcción y
reconstrucción, así como los métodos de prueba de los envases y embalajes de las substancias, materiales y residuos peligrosos.
Etiquetado Deberá remitirse a la NOM-003-SCT2-1994, Características de las etiquetas de
envases y embalajes destinadas al transporte de materiales y residuos peligrosos. Deberá remitirse a la NOM-050-SCFI-1994, Información comercial del envase o su
etiqueta que deberán ostentar los productos de fabricación nacional y extranjera.
Almacenamiento Deberá remitirse a la NOM-010-STPS-1994, Relativa a las condiciones de seguridad
e higiene en los centros de trabajo donde se produzcan, almacenen o manejen substancias químicas capaces de generar contaminación en el medio ambiente laboral.
Deberá remitirse a la NOM-114-STPS-1994, Sistema para la identificación y
comunicación de riesgos por sustancias químicas en los centros de trabajo.
Transporte Deberá remitirse a la NOM-019-SCT2/1994, Disposiciones generales para la
limpieza y control de remanentes de substancias y residuos peligrosos en las unidades que transportan materiales y residuos peligrosos.
Uso de Etanol como combustible.
0200400600
1996 1998 2000 2002
Período
Ha
dest
inad
as
al u
so.
Estados Unidos
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
6
Deberá remitirse a la NOM-021-SCT2/1994, Disposiciones generales para
transportar otro tipo de bienes diferentes a las substancias, materiales y residuos peligrosos, en unidades destinadas al traslado de materiales peligrosos.
Deberá remitirse a la NOM-023-SCT2/1994, Información técnica que debe contener
la placa que portarán los autotanques, recipientes metálicos intermedios para granel (rig) y envases con capacidad mayor a 500 litros que transportan materiales y residuos peligrosos.
Deberá remitirse a la NOM-028-SCT2/1994, Disposiciones especiales para los
materiales y residuos peligrosos de la clase 3 líquidos inflamables.
i) Embalaje EL embalaje es el material que envuelve, contiene y protege debidamente los productos preenvasados, que facilita y resiste las operaciones del almacenamiento y transporte. En el caso de nuestro producto (Etanol anhidro) utilizaremos un Envase y embalaje compuesto, apegándonos a los estatutos registrados en la NOM-024-SCT2/1994, “ESPECIFICACIONES PARA LA CONSTRUCCION Y RECONSTRUCCION, ASI COMO LOS METODOS DE PRUEBA DE LOS ENVASES Y EMBALAJES DE LAS SUBSTANCIAS, MATERIALES Y RESIDUOS PELIGROSOS”.
ii) Requerimientos críticos de calidad La aplicación de las siguientes normas es para etanol, que se destina o utiliza para uso industrial (no potable).
NOM-056-STPS-1993, Higiene industrial-Medio ambiente laboral-Determinación de alcohol etílico en aire-Método de cromatografía de gases.
NOM-052-ECOL-1993, Que establece las características de los residuos peligrosos,
el listado de los mismos y los límites que hacen a un residuo peligroso por su toxicidad al ambiente.
NOM-003-SCT2-1994, Características de las etiquetas de envases y embalajes
destinadas al transporte de materiales y residuos peligrosos. NOM-050-SCFI-1994, Información comercial del envase o su etiqueta que deberán
ostentar los productos de fabricación nacional y extranjera. NOM-010-STPS-1994, Relativa a las condiciones de seguridad e higiene en los
centros de trabajo donde se produzcan, almacenen o manejen sustancias químicas capaces de generar contaminación en el medio ambiente laboral.
NOM-114-STPS-1994, Sistema para la identificación y comunicación de riesgos por
sustancias químicas en los centros de trabajo.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

7
NOM-019-SCT2/1994, Disposiciones generales para la limpieza y control de remanentes de substancias y residuos peligrosos en las unidades que transportan materiales y residuos peligrosos.
NOM-O21-SCT2/1994, Disposiciones generales para transportar otro tipo de bienes
diferentes a las substancias, materiales y residuos peligrosos, en unidades destinadas al traslado de materiales peligrosos.
NOM-023-SCT2/1994, Información técnica que debe contener la placa que portarán
los autotanques, recipientes metálicos intermedios para granel (rig) y envases con capacidad mayor a 500 litros que transportan materiales y residuos peligrosos.
NOM-024-SCT2/1994, Especificaciones para la construcción y reconstrucción, así
como los métodos de prueba de los envases y embalajes de las substancias, materiales y residuos peligrosos.
NOM-028-SCT2/1994, Disposiciones especiales para los materiales y residuos
peligrosos de la clase 3 líquidos inflamables.
iii) Aspectos generales (normas, patentes, marcas, etiquetas). Para la correcta aplicación de las normas mencionadas anteriormente es necesario consultar las siguientes normas oficiales mexicanas:
NOM-002-SCT2/1994 LISTADO DE LAS SUBSTANCIAS Y MATERIALES PELIGROSOS MAS USUALMENTE TRANSPORTADOS.
NOM-003-SCT2/1994 CARACTERISTICAS DE LAS ETIQUETAS DE ENVASES Y EMBALAJES DESTINADAS AL TRANSPORTE DE MATERIALES Y RESIDUOS PELIGROSOS.
NOM-007-SCT2/1994 MARCADO DE ENVASES Y EMBALAJES DESTINADOS AL TRANSPORTE DE SUBSTANCIAS Y RESIDUOS PELIGROSOS.
NOM-025-SCT2/1994 DISPOCISIONES ESPECIALES PARA LAS SUBSTANCIAS MATERIALES Y RESIDUOS PELIGROSOS DE LA CLASE 1 EXPLOSIVOS.
NOM-027-SCT2/1994 DISPOSICIONES GENERALES PARA EL ENVASE, EMBALAJE Y TRANSPORTE DE LAS SUBSTANCIAS, MATERIALES Y RESIDUOS PELIGROSOS DE LA DIVISIÓN 5.2 PEROXIDOS ORGANICOS.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
8
ANALISIS DE LA PLAZA
DESCRIPCION DEL MERCADO.
Definición y ubicación de la plaza para el producto.
La venta de gasolinas considera el consumo del sector transporte, en el que se incluyen automóviles particulares y de uso intensivo, camionetas de carga, motocicletas y algunas embarcaciones. Tradicionalmente, este sector se satisfacía con la producción de las gasolinas Nova y Magna; sin embargo, a partir de marzo de 1996 se inició la comercialización de la gasolina Premium, en tanto que en enero de 1998 se dejó de comercializar en definitiva la gasolina Nova.
El principal motivo por el que se dejó de producir esta gasolina, se debió a que
su fórmula integraba tetraetilo de plomo, elemento altamente contaminante. Esta decisión se ajusto a las nuevas medidas de protección ambiental, establecidas en las normas del Instituto Nacional de Ecología (INE), y por los estándares internacionales propuestos por la Environmental Protection Agengy (EPA 95) de los Estados Unidos de América.
En 1993 la gasolina Magna participaba con 33.4% de las ventas totales de
gasolinas, en tanto que al cierre del año 2000 su contribución se ubicó en 88.9%; la parte diferencial del mercado fue satisfecha por la fórmula Premium.
La región Centro-Occidente (Aguascalientes, Colima, Guanajuato, Jalisco,
Michoacán, Nayarit, Querétaro, San Luis Potosí, Zacatecas) ocupó el segundo sitio en términos de ventas internas de gasolinas al registrar en el período de estudio, un nivel promedio anual de participación del 21.9%; esta zona cobró relevancia la cual se manifestó con una evaluación muy dinámica al pasar de una participación de 13.7% en 1994 a una de 21.0% para el año 2000, lo que representó un crecimiento promedio anual de 4.7% anual. (3)
La planta fermentadora de bagazo de caña para la obtención de etanol para
combustible pretende vender la producción total a Petróleos Mexicanos ya que este se encarga de producir y distribuir al consumidor final.
Estratificación o segmentación de la plaza. En base a los resultados obtenidos en las encuestas se determinó la segmentación
de la plaza que corresponde a la zona Centro Occidente, esta representa el 19.6% del parque vehicular nacional , siendo el segmento real solo el 95% de este debido a que demostraron aceptación por el biocombustible.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

9
ANALISIS DE LA DEMANDA
Cuantificación de la Demanda. Se realizaron 99 encuestas para la realización de la cuantificación de la
Demanda; a continuación se muestra dicha encuesta: El objetivo de esta encuesta es recopilar información acerca del consumo de
gasolina; por lo cual, le pedimos conteste con sinceridad.
1. ¿Qué tipo de gasolina consume?
a) Premium b) Magna
2. ¿Por qué? a) Precio b) Menos contaminante c) No sé d) Otros_______________
3. ¿En promedio cuanto gasta en gasolina cada semana?
4. Le gustaría consumir un combustible biológico que alargue la vida de su motor, genere menos contaminación ambiental, aunque su costo varie alrededor de un 5% más.
a) Si b) No
5. ¿Estaría de acuerdo en sustituir la gasolina actual por un combustible biológico? a) Si b) No SUS RESPUESTAS SERAN DE GRAN UTILIDAD; GRACIAS. A partir de estos datos se obtuvieron los siguientes resultados: Magna consumida (l/semana)
Premium consumida (l/semana)
Litros Totales
Autos Totales
4335.22 978.00 5313.22 99
X= 5313.22/99 = 53.13 lit / sem auto. (163003autos en SLP (1)) (53.13 l/sem auto) = 8.66 *106 l gasolina /sem.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

10
Puesto que de las 99 encuestas 4 no estuvieron dispuestos a sustituir la gasolina actual restamos el consumo de este porcentaje de nuestra población. (53.13 l gasolina /sem auto)(4autos)=212.52 l gasolina/sem 8.66*106 l/sem – 212.52 l/sem =8.660136*106 l/sem Considerando que el 10% de la gasolina será sustituida por el etanol anhídrido se calcula la necesidad de la población según las encuestas. (8.660136*106 l Et-OH/sem) (0.1)= 866013 l Et-OH/sem. Consideración las mermas de 0.2%. (866013 l-et-OH/ sem) (0.002) =1732.02 l Et-OH/sem De esta manera la demanda de Etanol Anhidro es la siguiente: 866013 l Et-OH/sem + 1732.0 l Et-OH/sem = 867745.02 l Et-OH/sem
De acuerdo a la Bibliografía la Demanda es la siguiente: A finales de la década de los 90, el mercado nacional de productos petrolíferos
mostró un crecimiento moderado en comparación con el que se había registrado a principios de este mismo periodo. Asimismo, su comportamiento guardó una relación muy estrecha con la situación de la economía nacional, toda vez que su desempeño observó una contracción significativa en de 1995 y 1999, y una sensible mejoría en el año 2000.
En esta región se observó un alto grado de desarrollo urbano, el cual concentró
39.0% del total del parque vehicular registrado (INEGI, 1999). Esta situación intensificó el consumo de gasolinas con un efecto negativo sobre el medio ambiente, llevando a la implementación de medidas tendientes a disminuir las emisiones contaminantes. En tal situación se encuentra la verificación vehicular y el programa Hoy no circula; que salvo ciertas excepciones, se aplicó a todos los vehículos automotores de la ZMVM (veáse gráfica siguiente).
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

11
Distribución del Parque vehicular por región 1999.
Sur-SuresteNoroesteNoresteCentro-OccidenteCentro
Fuente: IMP, con base en información de GDF, INEGI.
La región centro-occidente ocupó el segundo sitio en términos de ventas internas de gasolina, al registrar en el periodo de estudio, un nivel promedio anual de participación de 21.9%. Ventas internas de gasolina por tipo, 1993-2000 (miles de barriles diarios) (3).
Concepto 1993 1994 1995 1996 1997 1998 1999 2000 TMCA Magna 163.6 230.6 257.5 290.3 408.2 481.2 468.0 472.3 16.4 Premium - - - 1.6 11.2 30.5 43.0 59.1 - Nova 325.3 270.4 221.3 188.8 78.4 - - - -- Total gasolinas
488.9 501.1 478.8 480.6 497.8 511.7 511.0 531.4 1.2
Fuente: IMP, con base en información de PEMEX Refinación.
Distribución de la demanda. Venta de gasolina de la Región Centro-Occidente 1993-2000, abarca el 21.9% del total
Nacional.
95
100
105
110
115
120
1993 1994 1995 1996 1997 1998 1999 2000
mbd
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
12
Fuente: IMP, con base en información de PEMEX Refinación.
Características y comportamiento de los consumidores:
Las estadísticas nos muestran que el 54.25% de la población esta preocupada por
el precio ya que consume gasolina magna, que es 9.30 % mas económica que la gasolina Premium.
Sin embargo solo el 4% de la población no acepta el cambio de la gasolina a un combustible biológico, aunque es ligeramente más caro, esto nos muestra que existe aceptación para el combustible biológico a pesar del aumento de precio que conlleva.
El 34.04% de la población se interesa por la contaminación y esta ventaja del
combustible biológico es lo que impulsa a aceptar sustituir la gasolina, mientras que la elección del combustible del 11.70% de la población depende de otros factores (como el tipo de motor, el modelo etc.)
El sector transporte del estado de San Luis Potosí comprende la movilización
individual y colectiva de personas y cargas por medios aéreos y terrestres, la distribución de nuestra demanda comprende sólo automotores que consumen gasolina tales como autos particulares, transporte público y oficial.
De acuerdo con las estadísticas obtenidas a partir de registros administrativos de
las fuentes que colaboran, las cifras corresponden al último año que esta disponible; las cifras nos muestran que en el estado de San Luis Potosí existen 174,494 automóviles oficiales, públicos y particulares (1), actualmente la distribución de combustible para estos vehículos esta englobada en 105 gasolineras establecidas en los 58 diferentes municipios de San Luis Potosí (2).
Consumo Actual Para analizar el desarrollo de la demanda, se empleó como variable explicativa a
las ventas internas, es decir, a la facturación y realización de la oferta total de PEMEX Refinación dentro del territorio nacional.
El comportamiento de las ventas internas de 1993 al año 2000, reportó un
incremento cercano a 1.2% en promedio anual, para situarse en los 531.4 mbd al final del periodo. Los principales elementos que explicaron este desarrollo fueron la tendencia de crecimiento que siguió el parque vehicular para el mismo lapso de estudio (4.9%).
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
13
El mayor nivel de demanda se registró en la zona Centro, con una participación promedio de 33.3% con relación al consumo nacional de gasolinas y un crecimiento medio de 2.3% anual. Tasa de Consumo
La región Centro-Occidente (Aguascalientes, Colima, Guanajuato, Jalisco, Michoacán, Nayarit, Querétaro, San Luis Potosí, Zacatecas) ocupó el segundo sitio en términos de ventas internas de gasolina, al registrar en el periodo de estudio, un nivel promedio anual de participación de 21.9%. Le siguió en orden de importancia la región Noreste con una contribución de 18.5%. Las regiones Sur-Sureste y Noroeste mostraron la participación más baja de la demanda: 13.6% y 12.6% respectivamente.
Demanda Potencial
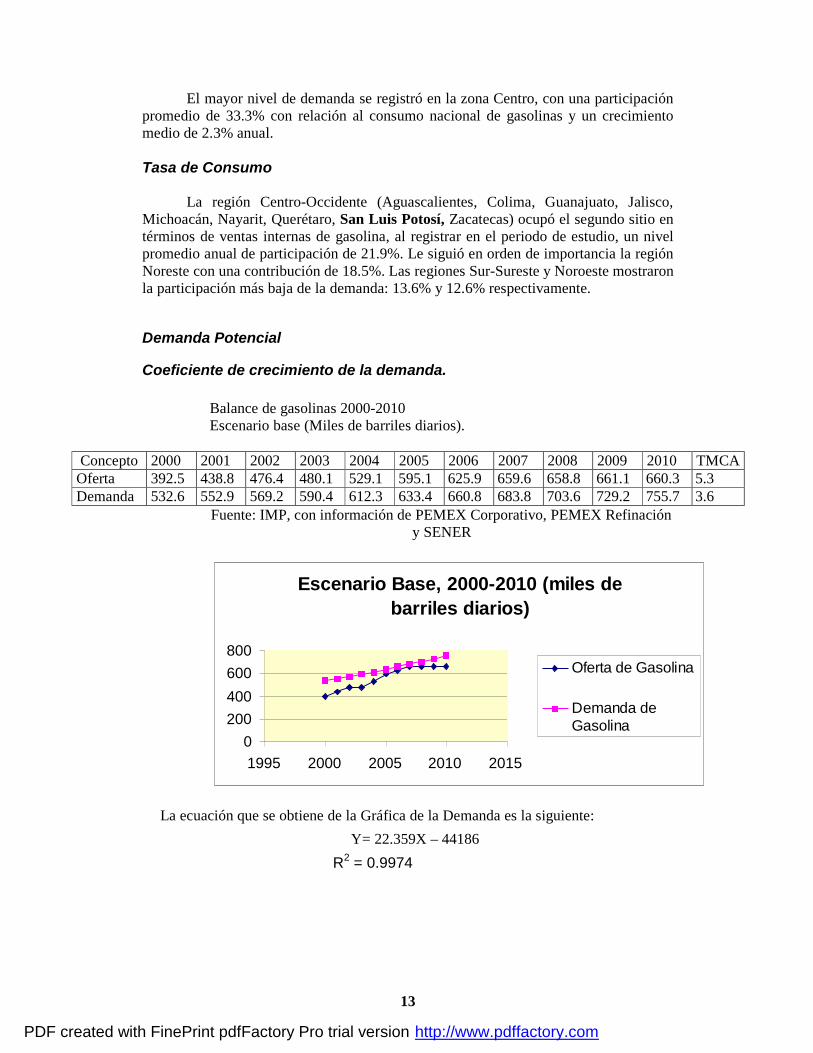
Coeficiente de crecimiento de la demanda. Balance de gasolinas 2000-2010 Escenario base (Miles de barriles diarios).
Concepto 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 TMCA Oferta 392.5 438.8 476.4 480.1 529.1 595.1 625.9 659.6 658.8 661.1 660.3 5.3 Demanda 532.6 552.9 569.2 590.4 612.3 633.4 660.8 683.8 703.6 729.2 755.7 3.6
Fuente: IMP, con información de PEMEX Corporativo, PEMEX Refinación y SENER
Escenario Base, 2000-2010 (miles de barriles diarios)
0200400600800
1995 2000 2005 2010 2015
Oferta de Gasolina
Demanda deGasolina
La ecuación que se obtiene de la Gráfica de la Demanda es la siguiente:
Y= 22.359X – 44186 R2 = 0.9974
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
14
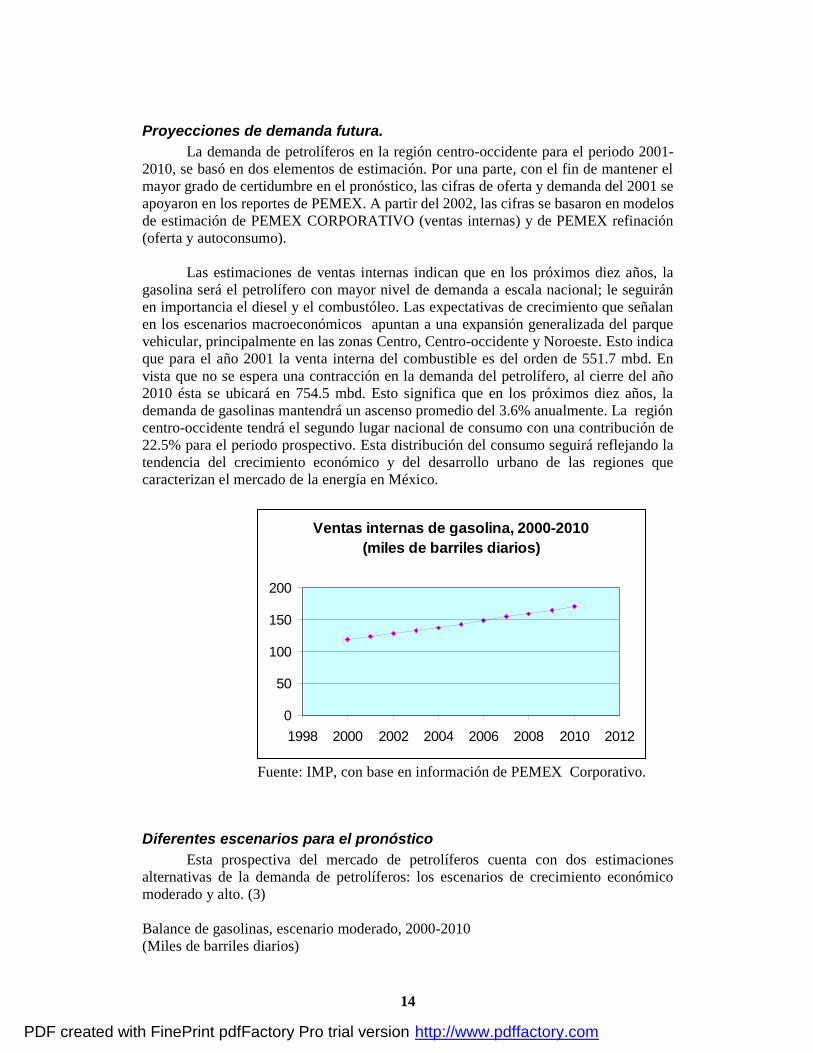
Proyecciones de demanda futura. La demanda de petrolíferos en la región centro-occidente para el periodo 2001-
2010, se basó en dos elementos de estimación. Por una parte, con el fin de mantener el mayor grado de certidumbre en el pronóstico, las cifras de oferta y demanda del 2001 se apoyaron en los reportes de PEMEX. A partir del 2002, las cifras se basaron en modelos de estimación de PEMEX CORPORATIVO (ventas internas) y de PEMEX refinación (oferta y autoconsumo).
Las estimaciones de ventas internas indican que en los próximos diez años, la
gasolina será el petrolífero con mayor nivel de demanda a escala nacional; le seguirán en importancia el diesel y el combustóleo. Las expectativas de crecimiento que señalan en los escenarios macroeconómicos apuntan a una expansión generalizada del parque vehicular, principalmente en las zonas Centro, Centro-occidente y Noroeste. Esto indica que para el año 2001 la venta interna del combustible es del orden de 551.7 mbd. En vista que no se espera una contracción en la demanda del petrolífero, al cierre del año 2010 ésta se ubicará en 754.5 mbd. Esto significa que en los próximos diez años, la demanda de gasolinas mantendrá un ascenso promedio del 3.6% anualmente. La región centro-occidente tendrá el segundo lugar nacional de consumo con una contribución de 22.5% para el periodo prospectivo. Esta distribución del consumo seguirá reflejando la tendencia del crecimiento económico y del desarrollo urbano de las regiones que caracterizan el mercado de la energía en México.
Ventas internas de gasolina, 2000-2010 (miles de barriles diarios)
0
50
100
150
200
1998 2000 2002 2004 2006 2008 2010 2012
Fuente: IMP, con base en información de PEMEX Corporativo.
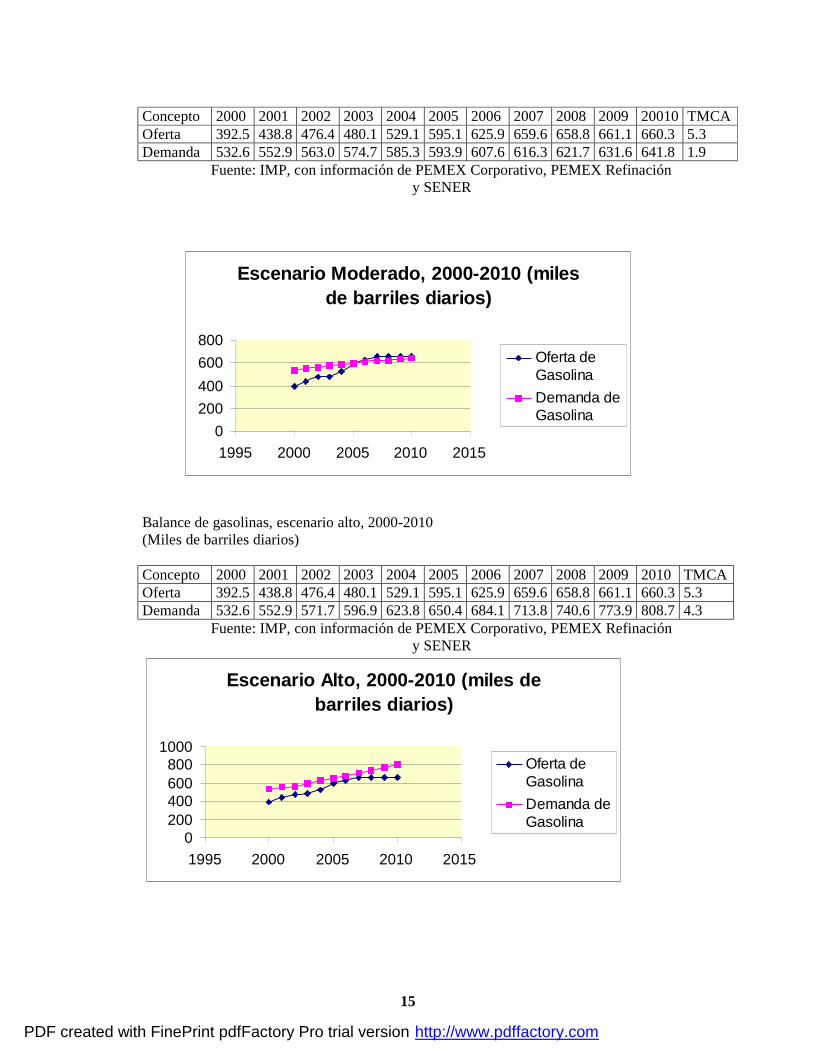
Diferentes escenarios para el pronóstico Esta prospectiva del mercado de petrolíferos cuenta con dos estimaciones
alternativas de la demanda de petrolíferos: los escenarios de crecimiento económico moderado y alto. (3)
Balance de gasolinas, escenario moderado, 2000-2010 (Miles de barriles diarios)
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
15
Concepto 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 20010 TMCA Oferta 392.5 438.8 476.4 480.1 529.1 595.1 625.9 659.6 658.8 661.1 660.3 5.3 Demanda 532.6 552.9 563.0 574.7 585.3 593.9 607.6 616.3 621.7 631.6 641.8 1.9
Fuente: IMP, con información de PEMEX Corporativo, PEMEX Refinación y SENER
Escenario Moderado, 2000-2010 (miles de barriles diarios)
0200400600800
1995 2000 2005 2010 2015
Oferta deGasolinaDemanda deGasolina
Balance de gasolinas, escenario alto, 2000-2010 (Miles de barriles diarios) Concepto 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 TMCA Oferta 392.5 438.8 476.4 480.1 529.1 595.1 625.9 659.6 658.8 661.1 660.3 5.3 Demanda 532.6 552.9 571.7 596.9 623.8 650.4 684.1 713.8 740.6 773.9 808.7 4.3
Fuente: IMP, con información de PEMEX Corporativo, PEMEX Refinación y SENER
Escenario Alto, 2000-2010 (miles de barriles diarios)
0200400600800
1000
1995 2000 2005 2010 2015
Oferta deGasolinaDemanda deGasolina
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
16
ANALISIS DE LA OFERTA
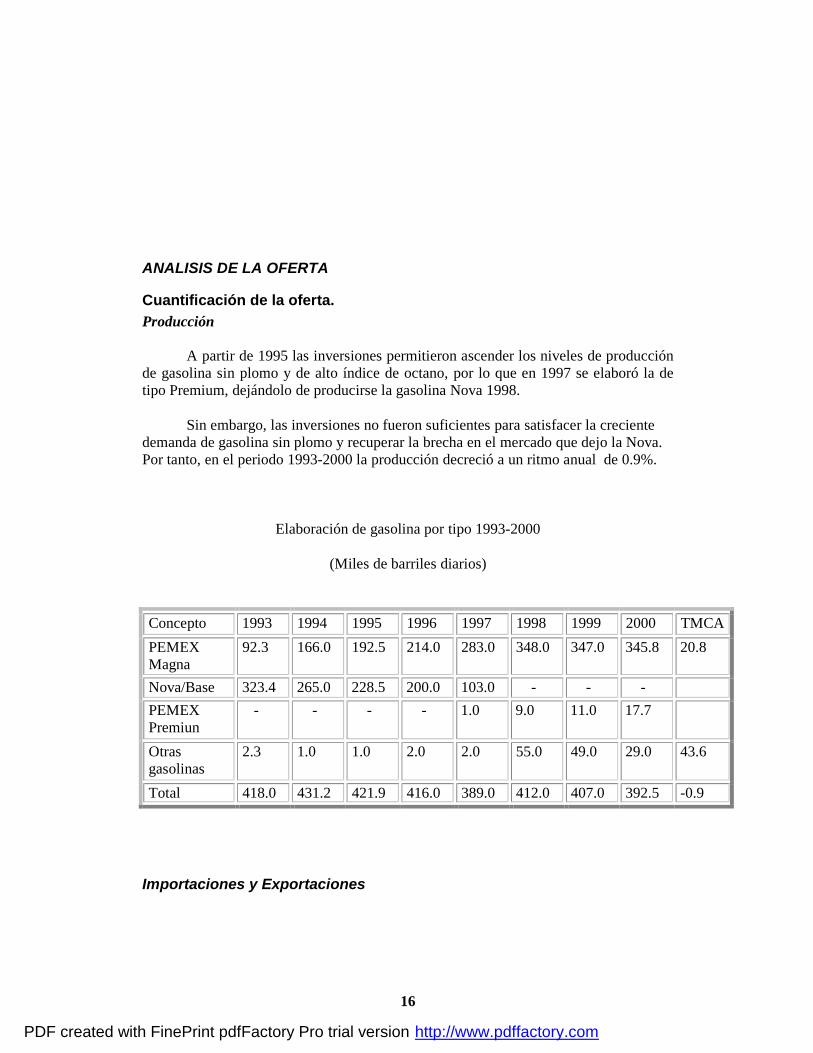
Cuantificación de la oferta. Producción
A partir de 1995 las inversiones permitieron ascender los niveles de producción de gasolina sin plomo y de alto índice de octano, por lo que en 1997 se elaboró la de tipo Premium, dejándolo de producirse la gasolina Nova 1998.
Sin embargo, las inversiones no fueron suficientes para satisfacer la creciente demanda de gasolina sin plomo y recuperar la brecha en el mercado que dejo la Nova. Por tanto, en el periodo 1993-2000 la producción decreció a un ritmo anual de 0.9%.
Elaboración de gasolina por tipo 1993-2000
(Miles de barriles diarios)
Concepto 1993 1994 1995 1996 1997 1998 1999 2000 TMCA PEMEX Magna
92.3 166.0 192.5 214.0 283.0 348.0 347.0 345.8 20.8
Nova/Base 323.4 265.0 228.5 200.0 103.0 - - - PEMEX Premiun
- - - - 1.0 9.0 11.0 17.7
Otras gasolinas
2.3 1.0 1.0 2.0 2.0 55.0 49.0 29.0 43.6
Total 418.0 431.2 421.9 416.0 389.0 412.0 407.0 392.5 -0.9
Importaciones y Exportaciones
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

17
Durante la desregulación anterior al TLCAN, las exportaciones se incrementaron de modo acelerado y las importaciones crecieron. En 1986 PEMEX respondía por sólo 5% de las exportaciones petroquímicas totales, pero le correspondía 49.5% de las compras al exterior. La paraestatal todavía importaba productos que si bien no elaboraba en sus plantas se consideraban básicos. De 1986 a 1994 las exportaciones más que se duplicaron. Aunque la participación relativa de Pemex-Petroquímica en las ventas al exterior ha aumentado (15% del total), en términos cuantitativos y cualitativos es el sector privado el que ha logrado apuntalar las exportaciones.
PEMEX-Petroquímica se ha enfocado a abastecer al mercado nacional, ya que sólo exporta excedentes de algunos insumos intermedios, como amoníaco, etileno y azufre. Por el contrario, las empresas privadas ya han desarrollado algunos nichos de exportación. Esto ha sido resultado de la recesión económica del país, que deprimió el mercado interno, y de la desregulación comercial que permitió la competitividad en los mercados externos.
Sin embargo, el incremento de las exportaciones ha ocasionado el crecimiento
acelerado de las importaciones (más de 400% de 1986 a 1994). Como Pemex ha abandonado paulatinamente el monopolio de productos considerados básicos, el sector privado se ha convertido en el mayor introductor de petroquímica al país. El crecimiento acelerado de las compras externas parece confirmar la opinión de los representantes de empresas medianas de que la apertura comercial hizo más atractivos importar insumos que antes se abastecía internamente.
El comercio de la Petroquímica entre México y Estados Unidos tiene un carácter intraindustrial, es decir, prevalece ya una interdependencia y complemantariedad entre sus cadenas productivas. La desregulación comercial y el entorno favorable a la inversión extranjera han acentuado ese patrón, lo cual sin duda ha dislocado los eslabonamientos con empresas nacionales que se justificaban durante la etapa de protección. Cabe hacer notar, no obstante, que a diferencia de otros sectores de alta tecnología orientados a la exportación, como el automovilístico o el de computadoras, el comercio intrafirma en el sector químico estadounidense aún es muy bajo. De esto se deduce que las transacciones comerciales de las grandes empresas todavía obedecen a criterios estrictamente comerciales y no tanto a una división regional de la producción, resultados de una reubicación estratégica de las cadenas.
El precio promedio de la mezcla de explotación, en septiembre, baja más de un
dólar (a 11dls/b, según nuestras estimaciones). Además, la extracción desciende a cerca de un millón de b/d, por la evacuación de plataformas de producción durante el paso del huracán Gilberto. Los ingresos son de 332 millones de dólares, 180 menos respecto al mes anterior; consideramos que nuestra balanza comercial es deficitaria en el mes.
Aunque el volumen de exportación se recupera, hasta el 25 de octubre vendemos crudo a 10 dls/b. Para el resto el año, los ingresos pueden ser de unos 400 millones de dólares por mes, se estima que 1988 termine con ventas ligeramente superiores a las de 1986, alrededor de 5,700 millones de dólares.
Para 1993, la oferta total de gasolina se ubicó en el orden de 508.1 mbd, 82.3% a
partir de la producción nacional y 17.7% a partir de la importación. Durante el año 2000, la oferta alcanzó un nivel de 555.6mbd, de los cuales el SNR aportó 70.6%, mientras que 29.4% se realizó a través de la importación de gasolina. Para este periodo anula, en tanto que el nivel de importaciones ascendió en 8.08%
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

18
Más de 80% de las gasolinas importadas al cierre del 2000 fueron de origen estadounidense y 13% de Arabia Saudita, el resto fue suministrado por otros países europeos y asiáticos.
La demanda total de gasolina en 1993 fue de 497.4mbd, las ventas internas representaron 98.3% y los autoconsumos de PEMEX 0.4%. Las exportaciones para ese año se colocaron en 6.7mbd.
En el año 2000, el rubro de demanda se niveló a 540.3 mbd, de los cuales 0.2% se refirió a autoconsumos y 1.4% a exportaciones; el 98.4% restante correspondió al consumo interno del sector transporte. De esta forma, la demanda total de gasolina creció a una tasa de crecimiento promedio de 1.2 % anual.
El déficit comercial neto para 1993 fue del orden de los 83.4 mbd, en el año 2000 este concepto se elevó a 155.4 mbd, lo que significó incrementos anuales en este saldo de 9.3% en promedio.
Distribución de la oferta
La oferta de petrolíferos se lleva a cabo por medio del SNR, que opera PEMEX Refinación. Su infraestructura se integra por seis refinerías (producción); diversas redes de oleoductos y poliductos, embarcaciones y transportes terrestres propios (distribución); terminales marítimas y terminales de almacenamiento y distribución, repartidas en todo el país.
Características y comportamiento de los oferentes El Programa sectorial plantea que la energía es una variable clave para alcanzar
el desarrollo, y su suministro debe garantizarse a través de una política de desarrollo sustentable. La política energética ambiental debe considerar la sustentabilidad social, económica y ambiental, respetando el entorno en el que opera.
En PEMEX se ha establecido un sistema de medición que permite analizar y controlar las emisiones al ambiente de todas las instalaciones de la empresa y se ha puesto en marcha un mercado interno de bonos de carbono. Adicionalmente, se han llevado acabo diversas acciones como son la instalación de plantas recuperadas de azufre para disminuir las emisiones, la instalación de tratadoras de aguas residuales, así como investigaciones que se han emprendido para la producción de combustibles de bajo impacto ambiental.
A la fecha, PEMEX ha mejorado su desempeño en cuanto a emisiones totales, emisiones a la atmósfera, descarga de contaminantes al agua, reinyección de agua congénita, inventario total de residuos e inventarios de suelos afectados.
A partir de 1995, PEMEX Refinación dio inicio a la aplicación de fuertes invasiones en la modernización de su planta productiva y en el mejoramiento de la calidad de combustible como la gasolina y el diesel, entre otros, con ello se espera incrementar la capacidad de producción, pero sujeta a una nueva regulación ambiental y a especificaciones más estrictas a escala internacional, para satisfacer un mercado en constante desarrollo.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
19
Distribución (%) del mercado actual
Coeficiente de crecimiento de la oferta
La volatilidad que caracterizo a los mercados en el década pasada mostró movimientos persistentes a la alza en los precios de los productos petrolíferos. Asimismo, fenómenos conyunturales de orden macroeconómico y de estructura en la oferta, ejercieron mayor presión sobre esta tendencia.
Las gasolinas mostraron una evolución ascendente en sus precios, la fórmula Pemex Magna reflejó un crecimiento promedio anual de 3.8% en términos reales. Al cierre del año 2000, el precio al público de esta gasolina se ubicó en 5.3 pesos por litro, en términos normales.
El precio de la turbina mantuvo un comportamiento creciente, resaltando dos alzas importantes en los años 1996 y 2000, lo que influyo para cerrar el periodo de estudio con una TMCA de 7.6%. al 31de diciembre del año 2000, el precio nominal al publico de este petrolífero se coloco en el orden de los 2.4 pesos por litro.
Proyección de la oferta futura En el año 2001, se estima que la oferta total de gasolina será de 604.8mbd, integrada por 72.5% de la producción nacional y 27.5% por importaciones. Para el año 2010, se prevé que esta oferta alcance un nivel de 755.7 mbd, de los cuales el SNR aportará 87.4% y 12.6% será a partir de importaciones. Considerando el periodo 2000-2010, la producción nacional del combustible se incrementará en promedio anual en 5.3%, en tanto que el nivel de importaciones disminuirá 5.2% anual. Aunque el país seguirá manteniendo un carácter de importador neto de gasolina, este saldo disminuirá de manera importante. Los trabajos de reconfiguración de las plantas del SNR lograrán abatir el ritmo de las importaciones hasta alcanzar un nivel de 7.9 mbd al 2006; a partir de este año, las importaciones volverán a ascender hasta ubicarse en un nivel de 95.4mbd en el año 2010.
Diferentes escenarios para el pronóstico de la oferta. * Escenario Tendencial:
En el año 2004 se estima que la oferta total de gasolinas será de 612.3 mbd, integrada por 86.41% de la producción nacional y 13.58% por importaciones. Para el
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

20
año 2010 se prevé que esta oferta alcance un nivel de 755.7 mbd, de los cuales el SNR aportará 87.4% y 12.6% será a partir de importaciones. Considerando el período 2000-2010, la producción nacional del combustible se incrementará en promedio anual en 5.3%, en tanto que el nivel de importaciones disminuirá 5.2% anual.
Aunque el país seguirá manteniendo un carácter de importador neto de gasolinas, este saldo disminuirá de manera importante. Los trabajos de reconfiguración de las plantas del SNR logrará abatir el ritmo de las importaciones hasta alcanzar un nivel de 78.9 mbd al 2006; a partir de este año, las importaciones volverán a ascender hasta ubicarse en un nivel de 95.4 mbd en el año 2010.
Saldo de comercio exterior de gasolinas 200-2010 Escenario base
(miles de barriles diarios)
-95.4
-68.1
-44.9
-24.3-7.9
-38.3
-83.2
-110.3
-92.8
-114.1
-155.4
-180-160-140-120-100-80-60-40-20
02000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010
mbd
Fuente: IMP, con base en información de PEMEX corporativo y PEMEX
Refinación.
Escenario optimista En los estados de la Unión Americana están tomando pasos adicionales para
limitar o prohibir el uso de Metil terbutil Eter (MTRBE) y el Benceno, compuestos que actualmente se usan en la formulación de las gasolinas.
Las regulaciones ambientales para la producción de combustibles de mayor
calidad, implicarán inversiones adicionales en planta y mejoras en la configuración de las refinerías de EU, y particularmente en las situadas en la CNGM.
Las tendencias prevalecientes en la última década en la CNGM tienen
implicaciones considerables para México. En nuestro país también existe una presión para mejorar la calidad de los combustibles y ofrecer productos similares a los norteamericanos, las gasolinas, por ejemplo, son consumidas por automóviles que tienen patrones tecnológicos globales que demandan una calidad uniforme tanto en EU como en México.
Los esfuerzos orientados hacia un desarrollo en el uso de combustibles alternos,
ha conducido a la producción de etanol, biodiesel y metano, a partir de fuentes renovables tales como los desechos agrícolas. En este contexto, la biotecnología representa una opción en la producción de combustibles provenientes de materiales renovables.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

21
Capacidad instalada de la competencia.
A partir de 1995 las inversiones permitieron ascender los niveles de producción de gasolinas sin plomo y de alto índice de octano, por lo que en 1997 se elaboró la de tipo Premium, dejando de producirse la gasolina Nova en 1998.
Elaboración de gasolinas por tipo, 1993-2000
(miles de barriles diarios) Concepto 1993 1994 1995 1996 1997 1998 1999 2000 Pemex Magna
92.3 166.0 192.5 214.0 283.0 384.0 347.0 345.8
Nova/Base 323.4 264.0 228.5 200.0 103.0 - - - Pemex Premium
- - - - 1.0 9.0 11.0 17.7
Otras gasolinas
2.3 1.0 1.0 2.0 2.0 55.0 49.0 29.0
Total 418.0 431.0 421.9 416.0 389.0 412.0 407.0 392.5 FUENTE: IMP, con base en información de Pemex Refinación.
Capacidad utilizada de la competencia.
En 1993 la gasolina Magna participaba con 33.4% de las ventas totales de gasolinas, en tanto que al cierre del año 2000 su contribución se ubicó en 88.9%; la parte diferencial del mercado fue satisfecha con la fórmula Premium.
Volumen de las ventas internas de petrolíferos
(miles de barriles diarios)
GASOLINAS 1995 1996 1997 1998 1999 2000
NOVA 221.29 189.31 78.4 - - - Pemex Magna 257.50 291.09 408.2 481.2 468.0 473.59 Pemex Premium
- 1.60 11.2 30.49 43.0 59.26
Total 478.79 482.0 497.8 511.69 511.0 532.85
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
22
FUENTE: PEMEX, anuario estadístico 2001.
Planes de expansión para la competencia.
El proceso de reconfiguración de plantas en el Sistema Nacional de Refinación considera al año 2005 la construcción de diversas plantas nuevas y el reacondiciomamiento y modernización de otras ya existentes.
Con base en los supuestos considerados, la refinería de Cadereyta se encontrará
operando bajo el esquema de reconfiguración al ampliar y modernizar nueve de sus plantas existentes e incorporando 11 plantas nuevas. Con estas acciones, se incrementará la oferta nacional de gasolinas sin plomo (Pemex Magna y Premium), Diesel (Pemex Diesel) y contenido de azufre y aumentará el proceso de crudo Maya.
En el primer trimestre del año 2002, se espera concluir los trabajos de
reconfiguración en las refinería de Tula y Salamanca, mientras que Madero, finalizará durante el segundo semestre del 2001. De manera similar a Cadereyta, estos proyectos de reconfiguración estarán orientados a mejorar los procesos de transformación, incrementar el proceso de crudo Maya, elaborar mayores volúmenes de productos petrolíferos, e incrementar la calidad de las gasolinas y el diesel automotriz, principalmente. En el caso de las refinerías de Minatitlán y Salina Cruz, se estima que sus proyectos de reconfiguración concluyan en el año 2005. Por otra parte, dadas las perspectivas de una mayor demanda de petrolíferos, se supone en el 2006, la puesta en operación de una nueva capacidad para procesar 150 mbd de crudo, apoyando de esta forma a incrementar el volumen de producción de petrolíferos. Su ubicación geográfica se encuentra en estudio , y en las instancias gubernamentales competentes se están definiendo los mejores esquemas financieros que lo harían posible. También se analiza la conveniencia de transformar la despuntadora de crudo de la Cangrejera en una refinería FCC ( como parte del proyecto de Minatitlán): sin embargo, en el presente escenario dicha planta continuará procesando 100% Maya hasta el 2003.
ANALISIS Y CONCLUSIONES DEL MERCADO
Régimen del mercado
El régimen de mercado que se presenta es tipo Monopolio en donde PEMEX es el único oferente nacional de gasolinas.
PEMEX, es el monopolio que extrae vende y refina el petróleo de México, se
vigila y evalúa a sí mismo y mantiene en secreto la fórmula de sus gasolinas. La autonomía de PEMEX los hace muy cerrados, pues, no tiene competencia y no hay otras empresas que lo refinen. Con el monopolio en la producción y la importación y las restricciones al capital extranjero en las ramas abiertas a la inversión privada. PEMEX consolidó su liderazgo en la industria.(8)
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
23
(Reestructuración de la petroquímica mexicana)
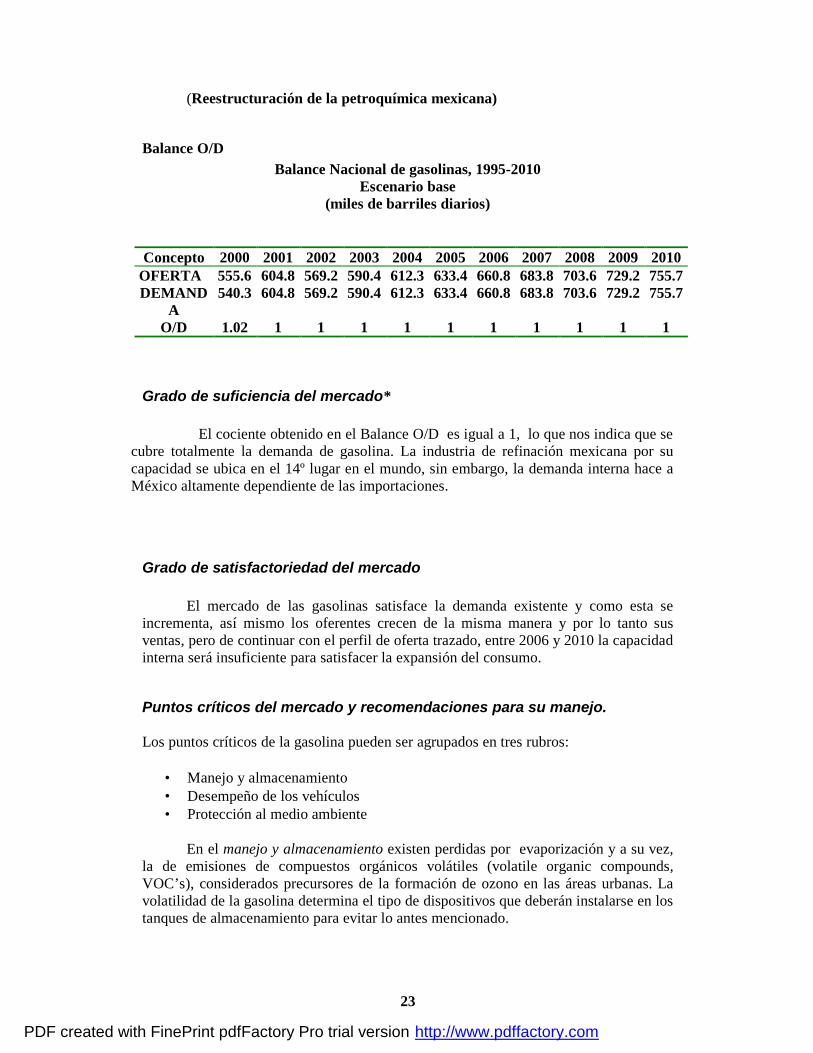
Balance O/D Balance Nacional de gasolinas, 1995-2010
Escenario base (miles de barriles diarios)
Concepto 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 OFERTA 555.6 604.8 569.2 590.4 612.3 633.4 660.8 683.8 703.6 729.2 755.7 DEMAND
A 540.3 604.8 569.2 590.4 612.3 633.4 660.8 683.8 703.6 729.2 755.7
O/D 1.02 1 1 1 1 1 1 1 1 1 1
Grado de suficiencia del mercado*
El cociente obtenido en el Balance O/D es igual a 1, lo que nos indica que se cubre totalmente la demanda de gasolina. La industria de refinación mexicana por su capacidad se ubica en el 14º lugar en el mundo, sin embargo, la demanda interna hace a México altamente dependiente de las importaciones.
Grado de satisfactoriedad del mercado
El mercado de las gasolinas satisface la demanda existente y como esta se incrementa, así mismo los oferentes crecen de la misma manera y por lo tanto sus ventas, pero de continuar con el perfil de oferta trazado, entre 2006 y 2010 la capacidad interna será insuficiente para satisfacer la expansión del consumo.
Puntos críticos del mercado y recomendaciones para su manejo.
Los puntos críticos de la gasolina pueden ser agrupados en tres rubros:
• Manejo y almacenamiento • Desempeño de los vehículos • Protección al medio ambiente
En el manejo y almacenamiento existen perdidas por evaporización y a su vez, la de emisiones de compuestos orgánicos volátiles (volatile organic compounds, VOC’s), considerados precursores de la formación de ozono en las áreas urbanas. La volatilidad de la gasolina determina el tipo de dispositivos que deberán instalarse en los tanques de almacenamiento para evitar lo antes mencionado.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

24
En lo que respecta al desempeño de los vehículos es importante el índice de octano que es la capacidad de una gasolina para no quemarse espontáneamente, es decir, para no sufrir autoignición en un motor de combustión interna y no producir cascabeleo (golpeteo en el motor), el establece el desempeño de la gasolina en los vehículos bajo cualquier condición de operación.
Por otro lado si la gasolina es demasiado volátil, se produce en climas calientes el fenómeno denominado sello de vapor (vapor lock), impidiendo el arranque del vehículo. Por otro lado, si el combustible es demasiado pesado y no tiene la volatilidad adecuada, el motor no encenderá en climas fríos, debido a que la gasolina se mantiene en forma líquida.
Para el manejo de este punto crítico se recomienda lo siguiente, la volatilidad de la gasolina deberá estar bien balanceada para garantizar una operación eficiente de los motores bajo cualquier condición climatológica. Por tal motivo, este parámetro se ajusta de acuerdo a la estacionalidad de cada región de país en cuestión.
En protección al medio ambiente se pueden mencionar: el contenido de azufre, aromáticos, olefinas, benceno, plomo, la volatilidad y los aditivos multifuncionales.
El contenido de azufre en las gasolinas se controla por dos razones. La primera para reducir las emisiones de bióxido de azufre en el tubo de escape de los automóviles; situación que deteriora la calidad del aire y a su vez, es una de las fuentes principales del fenómeno de la lluvia ácida.
La segunda obedece al impacto que los compuestos de azufre presentes en la gasolina tienen sobre los convertidores catalíticos, dispositivos instalados en los escapes de los vehículos para reducir significativamente las emisiones contaminantes, resultado de la combustión de la gasolina en los motores.
En cuanto a los aromáticos, olefinas y benceno, éstos se controlan porque los dos primeros promueven la formación de depósitos en el motor, situación que se traduce en la generación de emisiones de hidrocarburos no quemados y óxidos de nitrógeno.
Respecto al benceno, éste se controla por ser un compuesto precursor del cáncer en los seres humanos. En cuanto a las olefinas, son hidrocarburos que presentan en la atmósfera una alta capacidad para la formación de ozono, razón por la cual su control es necesario en aquellas regiones donde existen problemas de deterioro de la calidad del aire por la presencia de este contaminante.
Mercado meta; demanda potencial y % de esa demanda potencial que se piensa cubrir.
Se producirá la cantidad suficiente para satisfacer la demanda de la zona centro
occidente que comprenderá los estados de: Guanajuato, San Luis Potosí, Aguascalientes, Colima, Jalisco, Michoacán, Nayarit, Zacatecas, Queretaro que corresponden al 21.9% de la Demanda Potencial.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
25
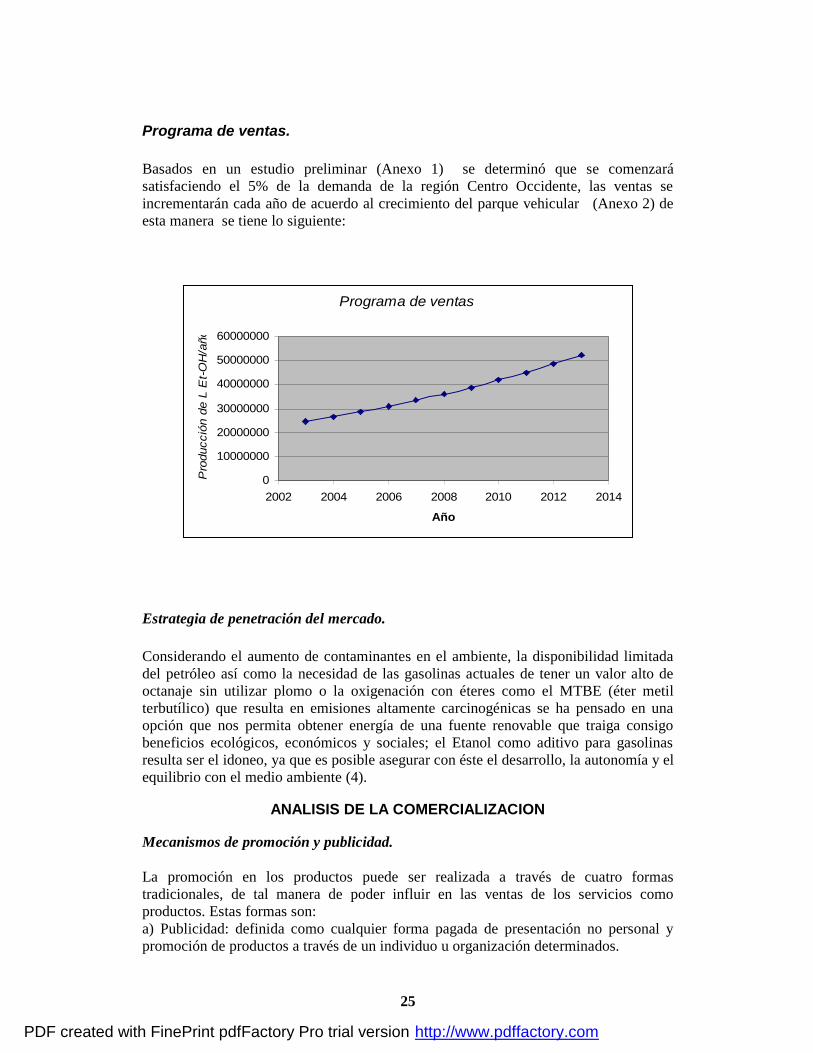
Programa de ventas. Basados en un estudio preliminar (Anexo 1) se determinó que se comenzará satisfaciendo el 5% de la demanda de la región Centro Occidente, las ventas se incrementarán cada año de acuerdo al crecimiento del parque vehicular (Anexo 2) de esta manera se tiene lo siguiente:
Programa de ventas
0
10000000
20000000
30000000
40000000
50000000
60000000
2002 2004 2006 2008 2010 2012 2014
Año
Pro
ducc
ión
de L
Et-O
H/a
ño
Estrategia de penetración del mercado. Considerando el aumento de contaminantes en el ambiente, la disponibilidad limitada del petróleo así como la necesidad de las gasolinas actuales de tener un valor alto de octanaje sin utilizar plomo o la oxigenación con éteres como el MTBE (éter metil terbutílico) que resulta en emisiones altamente carcinogénicas se ha pensado en una opción que nos permita obtener energía de una fuente renovable que traiga consigo beneficios ecológicos, económicos y sociales; el Etanol como aditivo para gasolinas resulta ser el idoneo, ya que es posible asegurar con éste el desarrollo, la autonomía y el equilibrio con el medio ambiente (4).
ANALISIS DE LA COMERCIALIZACION
Mecanismos de promoción y publicidad. La promoción en los productos puede ser realizada a través de cuatro formas tradicionales, de tal manera de poder influir en las ventas de los servicios como productos. Estas formas son: a) Publicidad: definida como cualquier forma pagada de presentación no personal y promoción de productos a través de un individuo u organización determinados.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
26
b) Venta personal: definida como la presentación personal de los productos en una conversación con uno o más futuros compradores con el propósito de hacer ventas. c) Relaciones Públicas (Publicity): definida como la estimulación no personal de demanda para un producto obteniendo noticias comercialmente importantes acerca de éste, en cualquier medio u obteniendo su presentación favorable en algún medio que no esté pagado por el patrocinador del servicio. d) Promoción de ventas: actividades de marketing distintas a la publicidad, venta personal y relaciones públicas que estimulan las compras de los clientes y el uso y mejora de efectividad del distribuidor. Estos tipos de promoción pueden constituir una de las herramientas más efectivos de influencia y comunicación con los clientes. Sin embargo, existen evidencias en las investigaciones de que en algunas clases de mercados de productos estas formas pueden no ser las más efectivas dado que pueden no utilizarse en forma correcta. Los propósitos generales de la promoción en el marketing de productos son para crear conciencia e interés en el producto y en la organización de producto, para diferenciar la oferta de producto de la competencia, para comunicar y representar los beneficios de los productos disponibles, y/o persuadir a los clientes para que compren o usen los productos. En general el propósito de cualquier esfuerzo promocional es vender el producto a través de información, persuasión y recuerdo.
Publicidad
a. Utilizar mensajes claros sin ambigüedades. b. Destacar los beneficios de los productos. c. Sólo prometer lo que se puede dar. d. Publicidad para los empleados. e. Obtener y mantener la colaboración de los clientes en el proceso de producción. f. Crear comunicación verbal. g. Dar pistas tangibles (símbolos, temas, formatos, etc.) h. Dar continuidad a la publicidad. i. Eliminar la ansiedad después de la compra. La publicidad de los servicios debe cumplir con cinco funciones par lograr su eficiencia: *Crear el mundo de la compañía en la mente del consumidor. *Construir una personalidad adecuada para la compañía. * Identificar la compañía con el cliente. *Influir en el personal de la compañía sobre la forma de tratar a los clientes. *Ayudar a abrir puertas a los representantes de ventas. Venta Personal a. Hacer relaciones personales con los clientes. b. Adoptar una orientación profesional. c. Uso de venta indirecta. d. Crear y mantener una imagen favorable. e. Hacer la compra fácil. Existe un modelo de siete pautas para la venta personal de productos. Este se dedujo de datos empíricos sobre las diferencias entre venta de bienes y productos. Las siete pautas de este modelo son:
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
27
* Instrumentar el encuentro de la compra del producto. * Facilitar la evaluación de la calidad. * Hacer tangible el producto. * Destacar la imagen organizacional. * Utilizar referencias externas a la organización. * Reconocer la importancia de todo el personal de contacto con el público. *Reconocer la participación del cliente durante el proceso de diseño del producto para generar especificaciones del cliente haciendo preguntas, indicando ejemplos.
Como impactan los canales de comercialización su precio de venta. El ingenio produce Etanol de 95 y 96º GL para los ingenios no es necesario promoción ni publicidad puesto que el comprador lo adquiere directamente. El alcohol comprado es tratado para obtener alcohol destinado a diferentes procesos tales como: ésteres, detergentes, pinturas, cosméticos, aerosoles, jabones, perfumería, medicina, mezcla de solventes, alimentos y otros. La venta por mayoreo de este producto hace que su precio disminuya. Sin embargo los principales productores se encuentran en el extranjero, puesto que el costo de producción del etanol es menor que la producción nacional.
Políticas de Comercialización.
• Proporcionar a nuestros clientes Etanol que satisfaga permanentemente sus requerimientos, mediante nuestro firme compromiso de mejorar continuamente los procesos, productos y servicios.
• El logro de una alianza para la promoción del uso del etanol como combustible, en esta ocasión la región centro occidente.
• El proceso de alcohol requiere tener una certificación de calidad futura. • Fortalecimiento del sentido de unidad entre los productores independiente al
número de ingenios e intereses que individualmente representa.
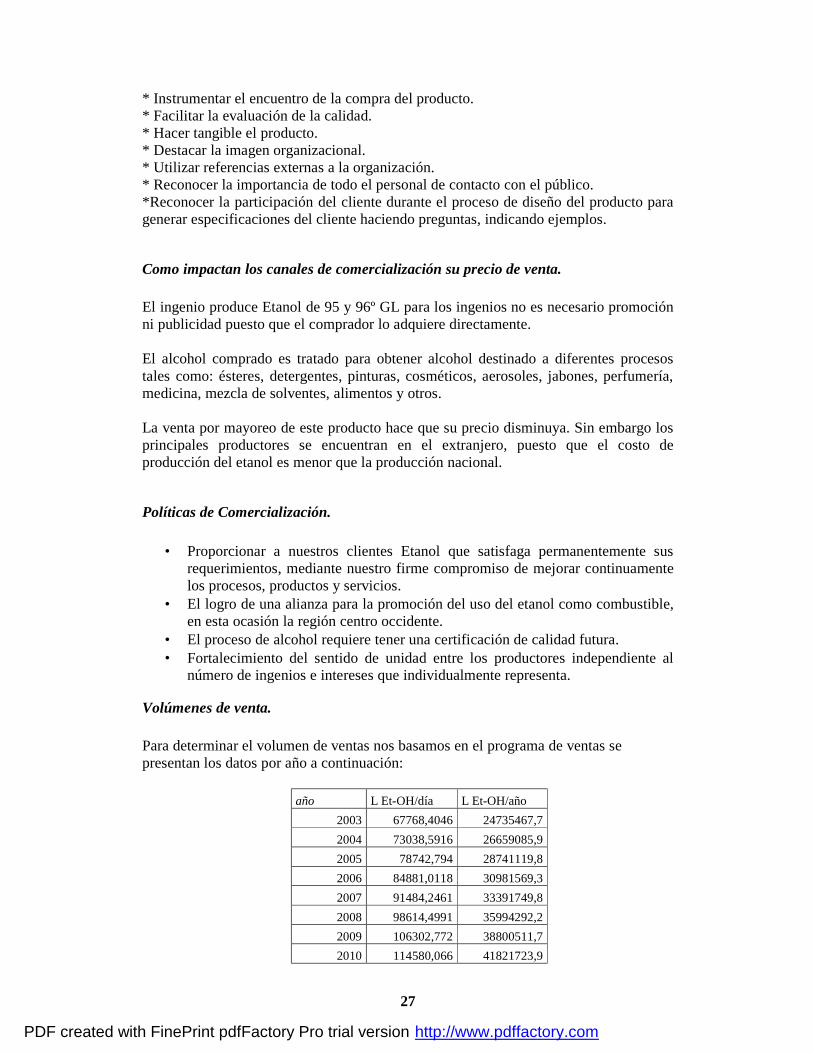
Volúmenes de venta. Para determinar el volumen de ventas nos basamos en el programa de ventas se presentan los datos por año a continuación:
año L Et-OH/día L Et-OH/año 2003 67768,4046 24735467,7 2004 73038,5916 26659085,9 2005 78742,794 28741119,8 2006 84881,0118 30981569,3 2007 91484,2461 33391749,8 2008 98614,4991 35994292,2 2009 106302,772 38800511,7 2010 114580,066 41821723,9
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
28
2011 123508,382 45080559,6 2012 133118,723 48588334 2013 143504,092 52378993,5
Características o naturaleza del producto.
• Fácilmente almacenable • Puede funcionar mezclado con gasolina • Genera aldehídos • Renovable • Tecnología Sustentable • Alto contenido energético (75% de la gasolina) • Mayor octanaje que la gasolina • Biodegradable • En mezclas gasolina-etanol sustituye el uso de oxigenantes • No es cancerígeno • Alto contenido de Oxigeno (34.8%) • Reducción de emisiones de CO2 • Producción por tecnología sustentable
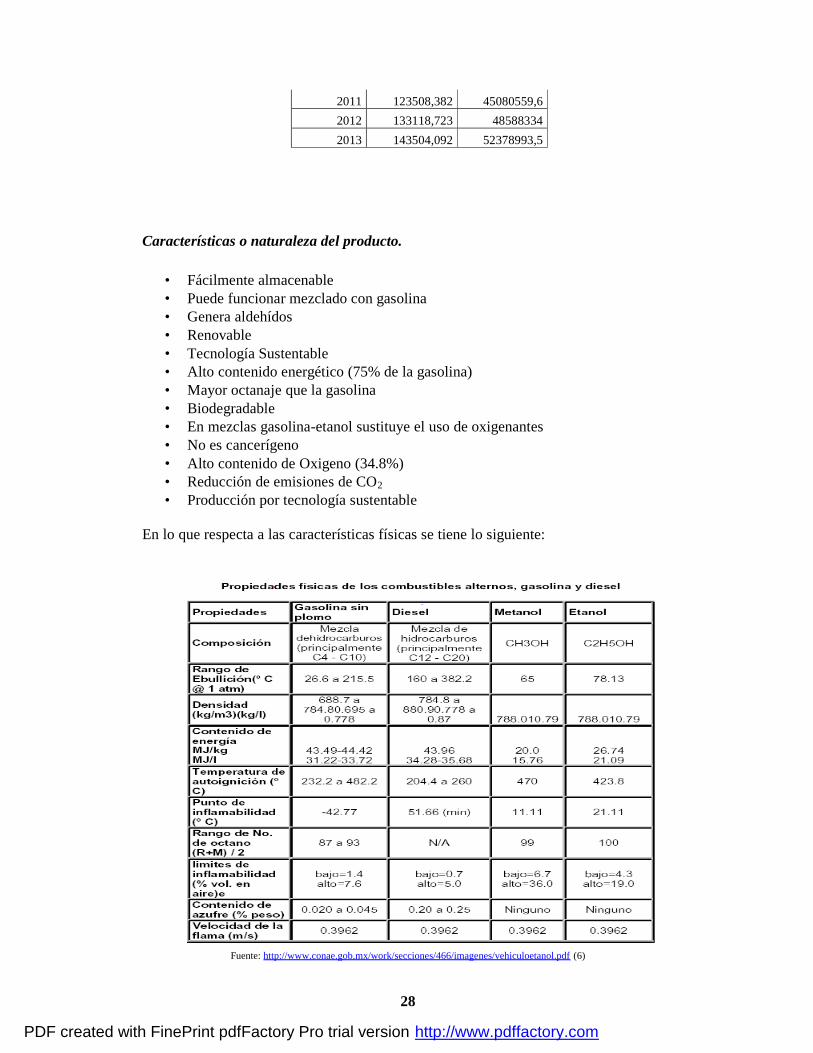
En lo que respecta a las características físicas se tiene lo siguiente:
Fuente: http://www.conae.gob.mx/work/secciones/466/imagenes/vehiculoetanol.pdf (6)
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

29
El etanol se obtiene a partir de la caña de azúcar, que es una fuente rica en
almidón, este subproducto es un líquido inflamable e incoloro. Además es el alcohol de menor toxicidad. Se utiliza en bebidas alcohólicas, al igual que en desinfectantes, disolventes, posee un alto octanaje y una mayor solubilidad en la gasolina.(4)
Distribución de los clientes y cobertura del mercado esperada.
En el presente, ya se tienen resultados interesantes del uso del etanol, como combustible o como oxigenante, que demuestran la viabilidad de esta tecnología, que además hace uso de recursos renovables y presenta ventajas ecológicas. Por lo tanto, una estrategia podría ser la de iniciar con un programa de producción de etanol para ser utilizado como oxigenante de la gasolina actual. Es indudable que este es un camino para diferentes usos industriales como por ejemplo PEMEX: oxigenante de gasolina, para la industria procesadora (cosméticos, farmacéutica, química, entre otras y también para la industria de bebidas).
La selección de Bagazo de Caña como materia prima principal para este
proyecto en México, se debe a que es una fuente de azúcares fermentables y que tradicionalmente se ha recolectado y almacenado en los 60 ingenios que se encuentran distribuidos en 15 Estados. Aún cuando en 14 de ellos se produce etanol, este no es Anhidro, lo hacen a partir de melazas y la capacidad de producción no es suficiente para la demanda que se prevé. Por lo tanto será necesario construir nuevas plantas con nuevas tecnologías que permitan utilizar materias primas más económicas como es el Bagazo de Caña. Por su magnitud es una oportunidad interesante que permitiría resolver las necesidades económicas del presente.(4)
Existencia de canales de comercialización.
Culminado el proceso productivo en el ingenio, el alcohol se destina para el consumo industrial que se mueve en la esfera de la comercialización, distinguiéndose tres mercados principales considerando el grado de elaboración:
1) El primario, en donde los productores nacionales venden el etanol a los grandes almacenes privados, compradores locales y regionales de menor tamaño.
2) El segundo mercado (intermedio), en donde el etanol se comercializa como insumo industrial; en éste se circunscribe la oferta del etanol que los grandes intermediarios privados compran en el mercado primario, y la demanda proviene de las siguientes industrias: Alimentos, cosméticos, pinturas, detergentes, medicina, aerosoles, jabones, mezcla de solventes.
3) El mercado final, en el que confluyen los productos derivados como tortilla, harina, almidones, cereales, aceite, frituras y alimentos balanceados. Por el volumen de producción, ventas y consumo, la tortilla se distingue como el producto de maíz más importante.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
30
El esquema de comercialización del etanol más común en México es aquél en el que los productores acuden a las plantas transformadoras, o bien, intermediarios que cuentan con transporte o bodegas para su almacenamiento.
Experiencia y contactos para el comercio. Existe una relación directa de la producción de alcohol y los precios de bagazo de caña, el uso del alcohol para mezclar con otros combustibles o al 100% de usos alternos, constituye una vía que estima aumento a sus posibilidades de ampliación del consumo, en los últimos años basados en las ventajas que se encierran para la mejora y preservación del medio ambiente. En México se encuentran 25 ingenios de estos se obtienen la materia prima (Bagazo de Caña) para la producción de alcohol, para posteriormente ser industrializado como combustible, farmacéutico, cosmetología etc.
Recursos con los que se cuenta.
El Bagazo de Caña es un producto agroindustrial que tiene los siguientes usos:
• Complemento en la alimentación animal • Generación de Vapor • Producción de papel • Producción de Tableros para coches • Producción de Etanol
El Bagazo de Caña esta compuesto principalmente por polímeros de azucares
(31.1% de Hemicelulosa y 37.6% de Celulosa), que mediante una reacción de hidrólisis libera los monosacáridos que serán transformados a etanol en el fermentador a condiciones anaerobias.
La producción anual de Bagazo de Caña de azúcar en México es de 14,071,854.
(4)
Condiciones de Mercado.
Ante la sobreoferta mundial de azúcar, las actuales exigencias del medio ambiente, la producción de etanol parece ser una buena opción hoy en día, la producción de azúcar brasileña es un factor determinante en el mercado internacional, los productores mundiales de azúcar inician su producción temerosos de una sobreproducción del gigante sudamericano, lo que vendría a presionar los precios internacionales del endulzante. Ante esta situación la producción de etanol parece ser una buena solución para regular la sobreoferta mundial del endulzante. De hecho, varias
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
31
empresas japonesas están considerando la posibilidad de montar destilerías de etanol en Brasil, el mayor productor de azúcar a nivel mundial.
El etanol parece ser una buena opción, ya que abre nuevas posibilidades para la
agroindustria azucarera a nivel nacional. A la fecha suman varias las fábricas de automóviles que han desarrollado
motores que utilizan solo etanol (6M, Ford, VW); Basta solo revisar los manuales del propietario de muchas marcas, para percatarse de la posibilidad de emplear este combustible vegetal en proporciones de hasta el 10% en mezclas con hidrocarburos. Es importante resaltar el impacto en materia ambiental que ha tenido la evolución en el uso del gasohol en Brasil durante los últimos años. Se pronostica que las posibilidades de realizar nuevos descubrimientos de yacimientos de petróleo, comenzarán a declinar a partir del año 2005 y se registrará subidas de los precios de petróleo y energía aumentará. Esta situación implicará subidas de los precios de petróleo y sus derivados, motivando considerar programas alternativos para la sustitución de derivados del petróleo, particularmente el alcohol, lo cual contribuirá a mantener el precio de petróleo a niveles considerables. El mercado de alcohol se pronostica como un mercado en expansión, en el mediano y largo plazo. Por la importancia que encierra la decisión de desarrollar esta línea (para la expansión y el consumo nacional), sería aceptable evaluar de forma periódica la evolución de este mercado con la correspondiente actualización de las proyecciones.
Grado de control que se espera tener sobre el producto.
El acelerado desarrollo industrial de nuestro país, a partir de la década de los cuarentas implicó tanto la utilización de tecnología como de fuentes de energía y materias primas que involucraron el uso cotidiano de varios miles de sustancias y productos químicos.
Con el correr de los años el hombre ha comprobado que el manejo de tales sustancias y productos no es inocuo, sino que son capaces de provocar efectos agudos y crónicos en las personas expuestas e incluso en sus generaciones posteriores.
A la par que se han identificado riesgos, estas últimas décadas nos han dejado valiosas enseñanzas en cuanto al desarrollo de medidas de ingeniería, de seguridad e higiene, así como de vigilancia médica tanto a nivel ambiental como biológico que nos permiten reforzar nuestras acciones en el primer nivel de prevención cuya meta es actuar en el primer período de la historia natural de la enfermedad, y que no es otro que el período prepatógenico. Al respecto, las evidencias científicas nos han demostrado que las acciones tomadas en este primer nivel, tienen mayor impacto y menor costo en los esfuerzos realizados para proteger la salud humana. Es de tal importancia la consideración anterior, que incluso en los países más desarrollados observamos un retorno a las medidas preventivas de primer nivel, las cuales han demostrado una gran efectividad incluso ante los efectos de un gran número de sustancias químicas que aún no están totalmente caracterizadas en lo relacionado a su toxococinética y su toxicodinamia.
Es a la luz de estos acontecimientos que se aborda el problema de las sustancias químicas, y en particular el del etanol (alcohol etílico), producto que se ha ido
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

32
incrementando de manera exponencial en la industria, generando complejos problemas de salud pública en aquellas industrias que lo manejan inadecuadamente y que por esta razón obligan a la emisión de la normatividad que permita el manejo sanitario de esta sustancia considerada como tóxica.
La Norma Oficial Mexicana que establece los requisitos sanitarios del proceso y uso del etanol (alcohol etílico), es producto de la necesidad de contar con un instrumento útil que permita a la autoridad sanitaria valorar el grado de riesgo de una población determinada, ya sea la expuesta laboralmente a los agentes, como la que por diversos motivos permanecen un tiempo prolongado en la vecindad donde se generan los factores de riesgo y que por ello pueden verse afectados en su salud. A partir de la evaluación de este riesgo, se espera la implementación de medidas correctivas y programas de vigilancia a la salud de las poblaciones expuestas que permita disminuir el daño a la salud humana.
Como reactivo industrial, el alcohol etílico plantea un problema especial: debe estar al alcance de la industria en forma no potable. Este problema se resuelve agregándole un desnaturalizante; o sea, una sustancia que le confiere muy mal sabor o, incluso, elevada toxicidad. Por ejemplo, uno o dos de los ochenta y tantos desnaturalizantes legales son el metanol y la gasolina de alto octanaje. Cuando surge la necesidad, se dispone también de alcohol etílico puro, sin desnaturalizantes, para propósitos químicos, pero su empleo es restringido por los gobiernos. Objetivo
Esta Norma Oficial Mexicana tiene como objetivo establecer los Requisitos Sanitarios que debe de cumplir la elaboración, producción, almacenamiento, envasado, etiquetado y el transporte del etanol (alcohol etílico) para uso industrial (no potable), y garantizar la protección a la salud de la población laboral expuesta y general. Campo de aplicación
Esta Norma Oficial Mexicana se aplica a las actividades, establecimientos, productos o servicios que procesen, usen, importen, exporten, apliquen o dispongan de etanol (alcohol etílico) de contenido alcohólico mayor de 55° G.L.
La aplicación de la presente Norma es para etanol (alcohol etílico), que se destina o utiliza para uso industrial (no potable). Referencias
NOM-056-STPS-1993, Higiene industrial-Medio ambiente laboral-Determinación de alcohol etílico en aire-Método de cromatografía de gases.
NOM-052-ECOL-1993, Que establece las características de los residuos peligrosos, el listado de los mismos y los límites que hacen a un residuo peligroso por su toxicidad al ambiente.
NOM-003-SCT2-1994, Características de las etiquetas de envases y embalajes destinadas al transporte de materiales y residuos peligrosos.
NOM-050-SCFI-1994, Información comercial del envase o su etiqueta que deberán ostentar los productos de fabricación nacional y extranjera.
NOM-010-STPS-1994, Relativa a las condiciones de seguridad e higiene en los centros de trabajo donde se produzcan, almacenen o manejen sustancias químicas capaces de generar contaminación en el medio ambiente laboral.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
33
NOM-114-STPS-1994, Sistema para la identificación y comunicación de riesgos por sustancias químicas en los centros de trabajo.
NOM-019-SCT2/1994, Disposiciones generales para la limpieza y control de remanentes de substancias y residuos peligrosos en las unidades que transportan materiales y residuos peligrosos.
NOM-O21-SCT2/1994, Disposiciones generales para transportar otro tipo de bienes diferentes a las substancias, materiales y residuos peligrosos, en unidades destinadas al traslado de materiales peligrosos.
NOM-023-SCT2/1994, Información técnica que debe contener la placa que portarán los autotanques, recipientes metálicos intermedios para granel (rig) y envases con capacidad mayor a 500 litros que transportan materiales y residuos peligrosos.
NOM-024-SCT2/1994, Especificaciones para la construcción y reconstrucción, así como los métodos de prueba de los envases y embalajes de las substancias, materiales y residuos peligrosos.
NOM-028-SCT2/1994, Disposiciones especiales para los materiales y residuos peligrosos de la clase 3 líquidos inflamables. Riesgos potenciales Inflamabilidad: Punto de ebullición (760 mm Hg): 78ºC
Punto de inflamación copa cerrada (ASTM D56): 12ºC. Explosividad: Límite superior de explosividad 19% en volumen.
Límite inferior de explosividad 3.3% en volumen Envasado
Deberá remitirse a la NOM-024-SCT2/1994, Especificaciones para la construcción y reconstrucción, así como los métodos de prueba de los envases y embalajes de las substancias, materiales y residuos peligrosos. Etiquetado
Deberá remitirse a la NOM-003-SCT2-1994, Características de las etiquetas de envases y embalajes destinadas al transporte de materiales y residuos peligrosos.
Deberá remitirse a la NOM-050-SCFI-1994, Información comercial del envase o su etiqueta que deberán ostentar los productos de fabricación nacional y extranjera.
Almacenamiento Deberá remitirse a la NOM-010-STPS-1994, Relativa a las condiciones de
seguridad e higiene en los centros de trabajo donde se produzcan, almacenen o manejen substancias químicas capaces de generar contaminación en el medio ambiente laboral.
Deberá remitirse a la NOM-114-STPS-1994, Sistema para la identificación y comunicación de riesgos por sustancias químicas en los centros de trabajo.
Transporte Deberá remitirse a la NOM-019-SCT2/1994, Disposiciones generales para la
limpieza y control de remanentes de substancias y residuos peligrosos en las unidades que transportan materiales y residuos peligrosos.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

34
Deberá remitirse a la NOM-021-SCT2/1994, Disposiciones generales para transportar otro tipo de bienes diferentes a las substancias, materiales y residuos peligrosos, en unidades destinadas al traslado de materiales peligrosos.
Deberá remitirse a la NOM-023-SCT2/1994, Información técnica que debe contener la placa que portarán los autotanques, recipientes metálicos intermedios para granel (rig) y envases con capacidad mayor a 500 litros que transportan materiales y residuos peligrosos.
Deberá remitirse a la NOM-028-SCT2/1994, Disposiciones especiales para los materiales y residuos peligrosos de la clase 3 líquidos inflamables.
Grado de perecibilidad del producto. • 1 año de vida de anaquel.
ANALISIS DEL PRECIO
Comparación de precios existentes en el mercado.
Empresa Presentación Costo en pesos Deutsche Quimia S.A. de
C.V. Por litro 15
Valno S.A. de C.V. Por litro 11
Costo de Etanol Anhídro.
Objetivos de la empresa en la fijación del precio de venta. Al fijar los objetivos de precios para servicios deben tenerse en cuenta varios factores. Los más importantes son: Posición planeada del mercado para el producto: la posición del mercado significa el sitio que se pretende ocupe el producto y no ocupa ante los ojos del cliente y en comparación con los competidores. Se refiere al posicionamiento percibido del producto en relación con los otros. Claramente el precio es un elemento importante de la mezcla que influye en esta posición. Los productos tangibles pueden ocupar una posición particular debido a sus características físicas; los productos, por el contrario, se posicionan sobre la base de sus atributos intangibles. En general, el precio influiría en la posición del mercado. Etapa del ciclo de vida del producto: el precio del producto también tiene relación con su ciclo de vida. De este modo, al introducir un producto nuevo una organización podría optar por fijar precios bajos para penetrar mercados y lograr rápida participación en él. Alternativamente, podría optar por cobrar precios altos para ganar utilidades en el menor tiempo posible. Elasticidad de la demanda: la discrecionalidad que tiene una organización para determinar sus objetivos de precios se ve afectada por la elasticidad de la demanda en el mercado. La elasticidad de la demanda en el mercado se refiere a la sensibilidad de esta ante los cambios de precios. Claramente es vital que una organización de productos determine qué tan elástica o inelástica es la demanda para sus productos en respuesta a
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
35
los cambios de precios. La elasticidad puede exigir limitaciones a ciertas opciones de precios. Situación competitiva: la fuerza de la competencia en el mercado influye en la fijación de los precios. Es así como en situaciones en que existe poca diferenciación entre productos y la competencia es intensa, la discrecionalidad de los precios se limita; es decir, se establecerá cierto grado de uniformidad de precios. En otras situaciones la tradición y la costumbre puede influir en los precios cobrados. El rol estratégico del precio: las políticas de precios tienen un papel estratégico con el fin de lograr los objetivos organizacionales. Así pues, la decisión sobre precios para un producto particular debe ajustarse a objetivos estratégicos. Cualquier estrategia de precios debe ajustarse a la forma en que se manejen los demás elementos de la mezcla de marketing para alcanzar metas estratégicas. De acuerdo a todos los factores que se deben considerar para la fijación de precios, y que fueron mencionados anteriormente, se pueden establecer dos métodos para la fijación de los precios de los productos: precios basados en costos y precios orientados hacia el mercado. a) Precios basados en costos (I) Orientados a utilidades: Apuntando a un objetivo de utilidad mínima. Los precios fijados por asociaciones industriales y profesionales pertenecen a esta categoría. Si la entrada está severamente restringida, los precios se relacionarán más con la capacidad y voluntad del cliente para pagar y menos con los costos. (II) Precios controlados por el gobierno: Apuntan a la protección del consumidor fijando precios sobre una base costo más un margen modesto. b) Precios orientados al mercado (I) Competitivos: Aceptando la tasa actual o manteniendo o aumentando la participación en el mercado mediante una agresiva política de precios. (II) Orientados al cliente: Precios establecidos en relación con las actitudes y comportamiento de los clientes. La calidad y los costos se pueden variar para permanecer en armonía con los precios. Cabe destacar que en los precios basados en los costos el problema más importante está dado en que los negocios de servicios es difícil establecer qué en una "unidad" de servicio y menos aún calcular su costo. Una vez determinado el precio se pueden emplear técnicas tácticas de precios. En este sentido la táctica particular a utilizar dependerá de la clase de productos implícitos, el mercado objetivo y las condiciones generales que en ese momento predominan en el mercado. Algunas de estas tácticas de precios frecuentemente utilizadas en mercados de servicios son: Precios diferenciales o flexibles: Este precio consiste en la práctica de cobrar precios diferentes de acuerdo con la voluntad de pagar de los clientes. La capacidad de utilizar tácticas de precios diferenciales depende de que un mercado sea susceptible de segmentación sobre la base de un precio, baja posibilidad de reventa o reasignación de un producto a otro y mínimo resentimiento del cliente hacia la práctica. Estos precios parecen constituir una de las prácticas más comunes en el sector productos, denominándose como "precio convenido". Algunos problemas que se pueden presentar cuando se usan los precios diferenciales son que los clientes pueden demorar sus compras esperando a que se utilicen los diferenciales o pueden llegar a esperar descuentos como una característica regular de una oferta de producto. Debido a estos problemas algunas organizaciones de productos
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

36
prefieren emplear práctica de precios uniformes, cobrando el mismo precio a todos los clientes independientemente del tiempo, lugar o capacidad de pago. Precios discretos: Implica establecer el precio de modo que quede dentro del nivel de competencia de la unidad que toma decisiones y que simpatice con un servicio particular u organización. Por ejemplo, los funcionarios de compra pueden ordenar proyectos por un valor de hasta diez mil dólares sin requerir aprobación. Precios de descuento: Los precios de descuento se presentan en casi todos los mercados y tienen por finalidad constituir una recompensa por servicios realizados que permitan que haya producción y consumo del servicio, o como instrumento promocional. La mayoría de las organizaciones de servicios puede ofrecer reducciones especiales o pago de esta naturaleza. Lo que no se entiende muy bien es que estos pagos erosionan los márgenes disponibles para el productor del producto. Sin embargo, tienen importancia estratégica. Precios de distracción: Esto se presenta cuando se puede publicar un precio básico bajo para un producto o partes de un servicio, con el fin de fomentar una imagen de estructura de precios bajos. Precios garantizados: Estos se presentan cuando el pago se hace solamente si se garantizan ciertos resultados. Precios para mantener un precio alto: Esta práctica se utiliza cuando los consumidores asocian el precio de un producto con su calidad. En estas circunstancias algunas organizaciones de productos deliberadamente persiguen una posición de alto precio y alta calidad. Precios de artículos de promoción: Implica cobrar un precio reducido para el primer pedido o contrato con la esperanza de obtener otros negocios de un cliente a mejores precios. La principal desventaja consiste en que un precio inicialmente bajo puede convertirse en un precio tope. Los clientes se pueden resistir ante otros aumentos de precio una vez que se ha establecido ese tope. Precios de comprensión: Es una práctica similar a los precios de distracción en la cual se cita un precio básico bajo pero los "extras" tienen cargos relativamente superiores. Alineación de precios: Esto ocurre cuando los precios no sufren variación pero la calidad, cantidad y nivel del producto reflejan cambios de costos. Un problema con este método es que la diferenciación de calidad, cantidad y nivel de servicio tiene que ser relativamente fácil de detectar para los clientes. Para concluir es necesario reconocer que ninguna estructura o marco es adecuado para todas las decisiones. Cada decisión sobre precios debe tener en cuenta las circunstancias existentes, costo, demanda, competencia, el producto y sus características y la situación en el mercado. La fijación de precios para producto, como ocurre para bienes, sigue siendo en gran parte una combinación de buena gerencia, experiencia, ensayo y error, intuición y buena suerte.
Políticas de la empresa para la fijación de precios de ventas. Los principios de fijación de precios y prácticas de los productos tienden a basarse en principios y prácticas utilizadas en los precios de los bienes. Como ocurre con los bienes, es difícil hacer generalizaciones sobre los precios. Hay tanta diversidad en el sector productos como en el sector bienes. Las características de los productos que se mencionaron anteriormente pueden influir en la fijación de precios en los mercados de servicios. La influencia de estas características varía de acuerdo con el tipo de producto y la situación del mercado que se esté
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
37
considerando. Sin embargo, constituyen un factor adicional cuando se examinan las principales fuerzas tradicionales que influyen en los precios: costos, competencia y demanda. a) Carácter perecedero del producto; el hecho de que los productos se pueden almacenar y de que las fluctuaciones de la demanda no se pueden atender tan fácilmente mediante el uso de inventarios, tiene consecuencia en los precios. Se pueden utilizar ofertas especiales de precios y reducciones de precios para agotar capacidad disponible y los precios marginales pueden ser una cosa más común. El uso constante de estas formas de precios puede conducir a que los compradores deliberadamente se demoren en comprar ciertos servicios con la expectativas de que se van a producir rebajas. Por su parte, los vendedores pueden tratar de compensar este efecto ofreciendo reducciones ventajosas sobre pedidos hechos con anticipación. b) Los clientes pueden demorar o posponer la realización o uso de muchos productos. Pueden, incluso, realizar los servicios personalmente. Estas características conducen a una competencia más fuerte entre los vendedores de productos e, incluso, pueden estimular un mayor grado de estabilidad de precios en ciertos mercados, a corto plazo. c) La intangibilidad tiene numerosas consecuencias para los precios. Los usuarios de primera vez pueden tener gran dificultad para entender lo que obtienen por su dinero, lo cual influye directamente sobre el riesgo percibido frente al productos, mientras más alto sea el contenido material, más tenderán los precios fijados a basarse en costos y mayor será la tendencia hacia precios más estándares. Mientras más pequeño sea el contenido material, más orientado será hacia el cliente y los precios menos estándares. Finalmente, es posible determinar los precios mediante negociación entre comprador y vendedor, ya que se puede ajustar los productos a los requerimientos específicos del cliente. d) Cuando los precios son homogéneos pueden ser altamente competitivos. Mientras más exclusivo sea un producto, mayor será la discrecionalidad del vendedor en la fijación del precio. En tales circunstancias, es posible utilizar los precios como un indicador de calidad; sin embargo, esta idea es un tanto subjetiva. e) La inseparabilidad del producto de la persona que lo ofrece puede fijar límites geográficos o de tiempo a los mercados que es posible atender. Igualmente, los compradores de productos pueden buscar el servicio dentro de ciertas zonas geográficas o de tiempo. El grado de competencia que opera dentro de estos límites influye en los precios cobrados. Los productos se pueden clasificar para efecto de precios según estén sujetos a regulación oficial, sujetos a regulación formal o sujetos a regulación del mercado. Producto sujeto a Reglamentación Oficial En esta clasificación el elemento precio de la mezcla de marketing no lo puede controlar el vendedor y hay que confiar en otros elementos distintos al precio para lograr buenos resultados en las políticas implementadas. Productos sujetos a Autorregulación Formal En esta clasificación los productos están sujetos a regulaciones por presiones institucionales de diferentes clases. la autorregulación formal depende de un órgano de regulación apropiado que tenga poder para fijar precios y escala de precios. Ese poder solamente existe mientras los miembros valoren los beneficios de la asociación. Algunos ejemplos de este tipo de fijaciones de precio lo constituían las tarifas aéreas sujetas a convenio de la IATA, los honorarios profesionales por servicios se pueden determinar institucionalmente, etc.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
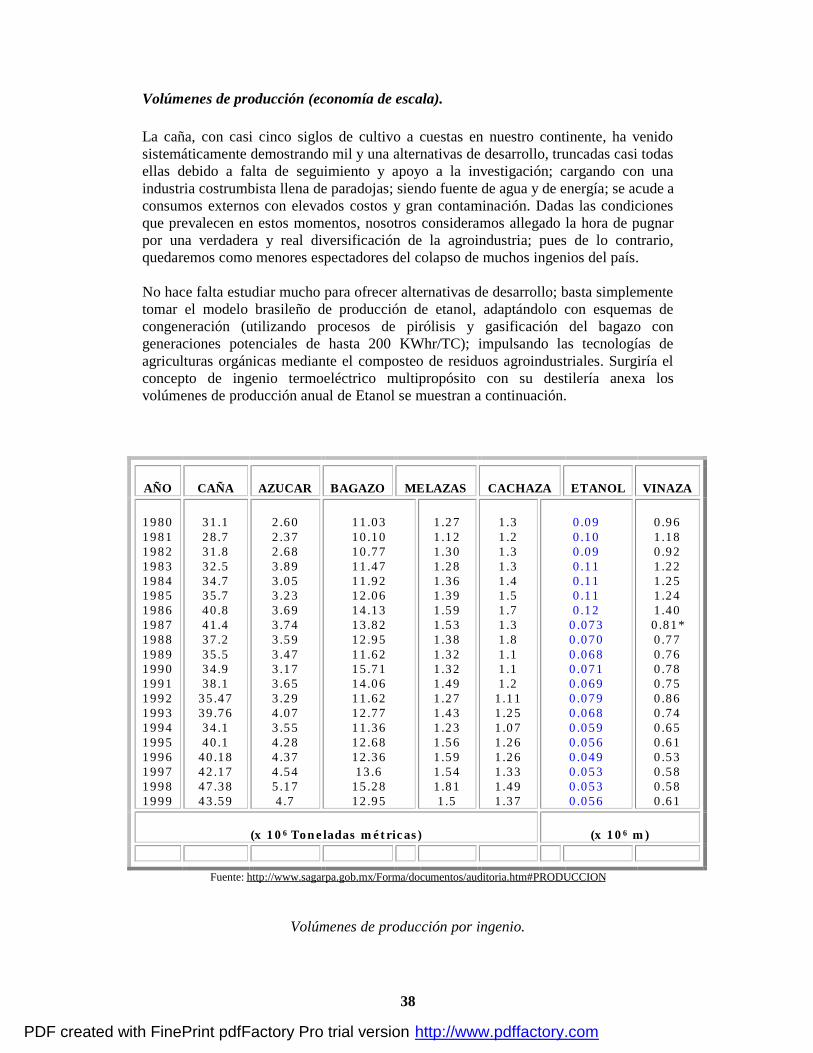
38
Volúmenes de producción (economía de escala). La caña, con casi cinco siglos de cultivo a cuestas en nuestro continente, ha venido sistemáticamente demostrando mil y una alternativas de desarrollo, truncadas casi todas ellas debido a falta de seguimiento y apoyo a la investigación; cargando con una industria costrumbista llena de paradojas; siendo fuente de agua y de energía; se acude a consumos externos con elevados costos y gran contaminación. Dadas las condiciones que prevalecen en estos momentos, nosotros consideramos allegado la hora de pugnar por una verdadera y real diversificación de la agroindustria; pues de lo contrario, quedaremos como menores espectadores del colapso de muchos ingenios del país. No hace falta estudiar mucho para ofrecer alternativas de desarrollo; basta simplemente tomar el modelo brasileño de producción de etanol, adaptándolo con esquemas de congeneración (utilizando procesos de pirólisis y gasificación del bagazo con generaciones potenciales de hasta 200 KWhr/TC); impulsando las tecnologías de agriculturas orgánicas mediante el composteo de residuos agroindustriales. Surgiría el concepto de ingenio termoeléctrico multipropósito con su destilería anexa los volúmenes de producción anual de Etanol se muestran a continuación.
AÑO
CAÑA
AZUCAR
BAGAZO
MELAZAS
CACHAZA
ETANOL
VINAZA
1980 1981 1982 1983 1984 1985 1986 1987 1988 1989 1990 1991 1992 1993 1994 1995 1996 1997 1998 1999
31.1 28.7 31.8 32.5 34.7 35.7 40.8 41.4 37.2 35.5 34.9 38.1 35.47 39.76 34.1 40.1 40.18 42.17 47.38 43.59
2.60 2.37 2.68 3.89 3.05 3.23 3.69 3.74 3.59 3.47 3.17 3.65 3.29 4.07 3.55 4.28 4.37 4.54 5.17 4.7
11.03 10.10 10.77 11.47 11.92 12.06 14.13 13.82 12.95 11.62 15.71 14.06 11.62 12.77 11.36 12.68 12.36 13.6 15.28 12.95
1.27 1.12 1.30 1.28 1.36 1.39 1.59 1.53 1.38 1.32 1.32 1.49 1.27 1.43 1.23 1.56 1.59 1.54 1.81 1.5
1.3 1.2 1.3 1.3 1.4 1.5 1.7 1.3 1.8 1.1 1.1 1.2 1.11 1.25 1.07 1.26 1.26 1.33 1.49 1.37
0.09 0.10 0.09 0.11 0.11 0.11 0.12 0.073 0.070 0.068 0.071 0.069 0.079 0.068 0.059 0.056 0.049 0.053 0.053 0.056
0.96 1.18 0.92 1.22 1.25 1.24 1.40 0.81* 0.77 0.76 0.78 0.75 0.86 0.74 0.65 0.61 0.53 0.58 0.58 0.61
(x 106 Toneladas métricas)
(x 106 m)
Fuente: http://www.sagarpa.gob.mx/Forma/documentos/auditoria.htm#PRODUCCION
Volúmenes de producción por ingenio.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

39
Nacional 01/02 00/01 99/00 98/99 97/98 96/97 1995/96 Máx-Optima
Bagazo (Tons)
12564925 13181555 12478668 13037435 14071854 13603237 12362024 12362024
Alcohol (litros)
46744002 61626192 67050234 56245033 53125021 53231609 49082607 67050234
SLP Bagazo (Tons)
1222832 1165513 1091465 1120193 1054986 851448 1165184 851448
Alcohol (litros)
0 0 0 0 0 0 0 0
Ingenio Alianza Popular Bagazo (Tons)
283409 309157 235824 264697 268203 211864 252434 211864
Alcohol (litros)
0 0 0 0 0 0 0 0
Ingenio San Miguel del Naranjo Bagazo (Tons)
368267 260868 294662 279915 262676 255025 341140 255025
Alcohol (litros)
0 0 0 0 0 0 0 0
Ingenio Plan de San Luis Bagazo (Tons)
272999 268251 249898 277310 246631 201568 240941 201568
Alcohol (litros)
0 0 0 0 0 0 0 0
Ingenio Plan de Ayala Bagazo (Tons)
298156 327237 311081 298270 277477 182990 330670 182990
Alcohol (litros)
0 0 0 0 0 0 0 0
Características y calidad del producto.
Características del etanol Los alcoholes simples de bajo peso molecular como el metanol son incoloros,
volátiles, líquidos, inflamables y solubles en agua. Cuando el peso molecular crece, el punto de ebullición, el punto de fusión y la viscosidad crecen y la solubilidad en agua decrece. Estas propiedades físicas pueden ser alterada por la presencia de otro grupo funcional (es un átomo o grupo de átomos unidos entre si y al resto de las moléculas de una determinada manera estructural).
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

40
La mayoría de los alcoholes de bajo peso molecular son los de mayor importancia comercial. Son usados como solventes en la preparación de pinturas, anticongelantes, productos farmacéuticos y otros compuestos. Además, el etanol es un combustible que es limpio al quemarse, renovable y biodegradable que puede reemplazar de manera segura. El etanol representa una importante alternativa como combustible, automotor; reporta un índice de octano superior, al de la gasolina y tiene una presión de vapor inferior, resultando en menores emisiones evaporativos. El etanol anhídrido tiene un poder calorífico inferior y superior de 21.2 y 23.4 mega joules/litros, contra 30.1 y 34.9 mega joules/litro de gasolina. En la gran familia de los alcoholes se encuentra el etanol y el metanol dos compuestos que mezclados con nafta se están implementando como combustibles alternativos en los motores de automóviles. Por lo que el etanol es:
• Es un líquido inflamable, incoloro y es el alcohol de menor toxicidad. • Usado en bebidas alcohólicas y como desinfectante a solvente.
Mecanismo de distribución y ventas.
Actualmente el etanol para uso industrial se distribuye a granel en pipas de 5,000 litros hasta 66,000 litros. Tambores de plástico conteniendo 200 litros. Y garrafón de plástico de 20 litros.
La flotilla de vehículos especializados en transportar alcohol etílico, son tanques de acero inoxidable, dedicados únicamente para tal fin y sujeto a un estricto programa de mantenimiento y limpieza que eliminan al 100% cualquier riesgo de contaminación del producto transportado.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

41
En lo que respecta al almacenamiento y seguridad se requiere lo siguiente:
• Motobomba de combustión interna de 208 caballos de fuerza. • Cisterna con capacidad de 750,000 l de agua, con extensa red de tubería de agua
contra incendios. • 7 Monitores, circuito cerrado de TV y todas las instalaciones electrónicas a
prueba de explosión. • 7 Hidrantes. • Diques de contensión para todos los tanques de almacenamiento para prevenir
derrames, tubería y cisterna de recolección en caso de derrames, arrestaflamas y válvulas de venteo en cada uno de nuestros tanques.
• Una extensa red de pararrayos y tierras físicas. • Además de la necesaria capacitación e instrucción de todo nuestro personal para
hacer frente a cualquier eventualidad.
Calidad del producto.
• El etanol puede ser producido a partir de fuentes renovables. • Es un combustible líquido y puede ser manejado tan fácilmente como la
gasolina y el diesel. • Produce menos bióxido de carbono al quemarse que la gasolina, pero el
impacto depende del proceso de destilación y la eficiencia de los cultivos. • Genera menores emisiones de monóxido de carbono cuando se usa como
aditivo de la gasolina. • Posee un alto octanaje y una mayor solubilidad en gasolina que el metanol. • Alcohol etílico ha sido el único material utilizado hasta la fecha en la mezcla
de gasolina y alcohol, la razón es que la tecnología para su producción está ya bien establecida. Una mezcla de 90% de gasolina sin plomo con 10% de etanol anhidro puede emplearse sin necesidad de modificar motores y sin aparentes daños.
Costos de operación.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
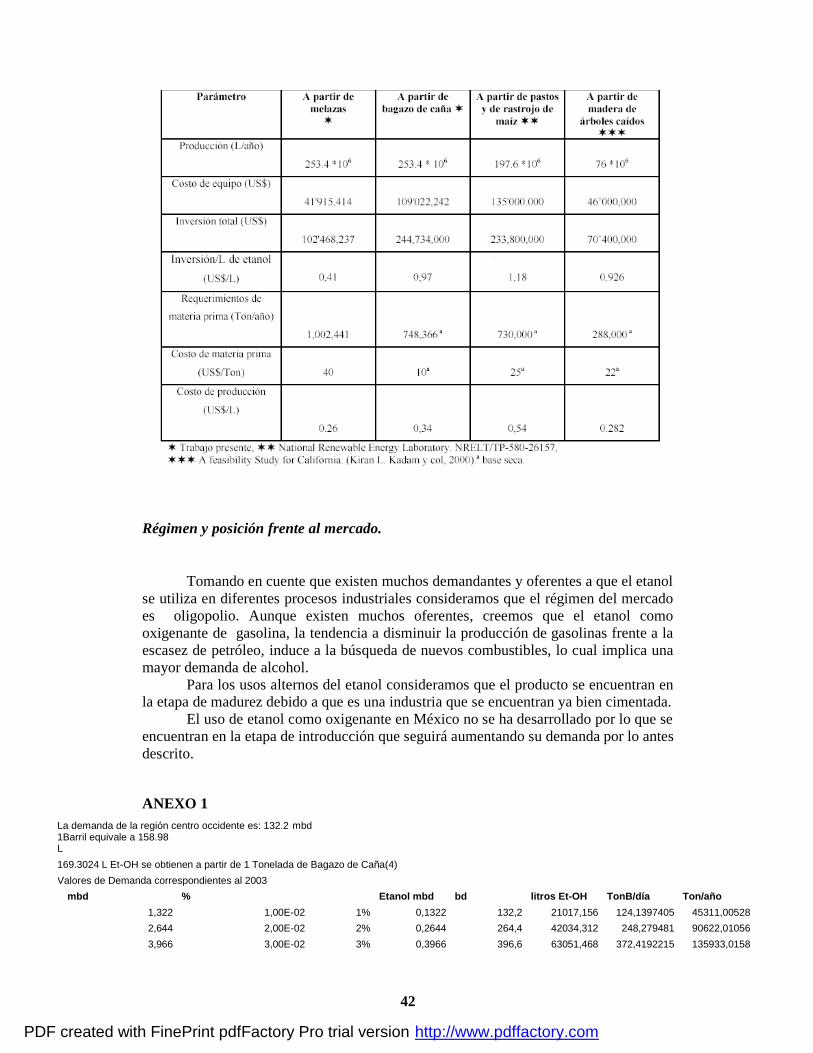
42
Régimen y posición frente al mercado.
Tomando en cuente que existen muchos demandantes y oferentes a que el etanol se utiliza en diferentes procesos industriales consideramos que el régimen del mercado es oligopolio. Aunque existen muchos oferentes, creemos que el etanol como oxigenante de gasolina, la tendencia a disminuir la producción de gasolinas frente a la escasez de petróleo, induce a la búsqueda de nuevos combustibles, lo cual implica una mayor demanda de alcohol. Para los usos alternos del etanol consideramos que el producto se encuentran en la etapa de madurez debido a que es una industria que se encuentran ya bien cimentada. El uso de etanol como oxigenante en México no se ha desarrollado por lo que se encuentran en la etapa de introducción que seguirá aumentando su demanda por lo antes descrito.
ANEXO 1 La demanda de la región centro occidente es: 132.2 mbd 1Barril equivale a 158.98 L 169.3024 L Et-OH se obtienen a partir de 1 Tonelada de Bagazo de Caña(4) Valores de Demanda correspondientes al 2003 mbd % Etanol mbd bd litros Et-OH TonB/día Ton/año 1,322 1,00E-02 1% 0,1322 132,2 21017,156 124,1397405 45311,00528 2,644 2,00E-02 2% 0,2644 264,4 42034,312 248,279481 90622,01056 3,966 3,00E-02 3% 0,3966 396,6 63051,468 372,4192215 135933,0158
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

43
5,288 4,00E-02 4% 0,5288 528,8 84068,624 496,558962 181244,0211 6,61 5,00E-02 5% 0,661 661 105085,78 620,6987024 226555,0264 7,932 6,00E-02 6% 0,7932 793,2 126102,936 744,8384429 271866,0317 9,254 7,00E-02 7% 0,9254 925,4 147120,092 868,9781834 317177,0369 10,576 8,00E-02 8% 1,0576 1057,6 168137,248 993,1179239 362488,0422 11,898 9,00E-02 8% 1,1898 1189,8 189154,404 1117,257664 407799,0475 13,22 1,00E-01 10% 1,322 1322 210171,56 1241,397405 453110,0528 14,542 1,10E-01 11% 1,4542 1454,2 231188,716 1365,537145 498421,0581 15,864 1,20E-01 12% 1,5864 1586,4 252205,872 1489,676886 543732,0633 17,186 1,30E-01 13% 1,7186 1718,6 273223,028 1613,816626 589043,0686 18,508 1,40E-01 14% 1,8508 1850,8 294240,184 1737,956367 634354,0739 19,83 1,50E-01 15% 1,983 1983 315257,34 1862,096107 679665,0792 21,152 1,60E-01 16% 2,1152 2115,2 336274,496 1986,235848 724976,0845 22,474 1,70E-01 17% 2,2474 2247,4 357291,652 2110,375588 770287,0897 23,796 1,80E-01 18% 2,3796 2379,6 378308,808 2234,515329 815598,095 25,118 1,90E-01 19% 2,5118 2511,8 399325,964 2358,655069 860909,1003 26,44 2,00E-01 20% 2,644 2644 420343,12 2482,79481 906220,1056 27,762 2,10E-01 21% 2,7762 2776,2 441360,276 2606,93455 951531,1108 29,084 2,20E-01 22% 2,9084 2908,4 462377,432 2731,074291 996842,1161 30,406 2,30E-01 23% 3,0406 3040,6 483394,588 2855,214031 1042153,121 31,728 2,40E-01 24% 3,1728 3172,8 504411,744 2979,353772 1087464,127 33,05 2,50E-01 25% 3,305 3305 525428,9 3103,493512 1132775,132 34,372 2,60E-01 26% 3,4372 3437,2 546446,056 3227,633253 1178086,137 35,694 2,70E-01 27% 3,5694 3569,4 567463,212 3351,772993 1223397,143 37,016 2,80E-01 28% 3,7016 3701,6 588480,368 3475,912734 1268708,148 38,338 2,90E-01 29% 3,8338 3833,8 609497,524 3600,052474 1314019,153 39,66 3,00E-01 30% 3,966 3966 630514,68 3724,192215 1359330,158 40,982 3,10E-01 31% 4,0982 4098,2 651531,836 3848,331955 1404641,164 42,304 3,20E-01 32% 4,2304 4230,4 672548,992 3972,471696 1449952,169 43,626 3,30E-01 33% 4,3626 4362,6 693566,148 4096,611436 1495263,174 44,948 3,40E-01 34% 4,4948 4494,8 714583,304 4220,751177 1540574,179 46,27 3,50E-01 35% 4,627 4627 735600,46 4344,890917 1585885,185 47,592 3,60E-01 36% 4,7592 4759,2 756617,616 4469,030658 1631196,19 48,914 3,70E-01 37% 4,8914 4891,4 777634,772 4593,170398 1676507,195 50,236 3,80E-01 38% 5,0236 5023,6 798651,928 4717,310139 1721818,201 51,558 3,90E-01 39% 5,1558 5155,8 819669,084 4841,449879 1767129,206 52,88 4,00E-01 40% 5,288 5288 840686,24 4965,58962 1812440,211 54,202 4,10E-01 41% 5,4202 5420,2 861703,396 5089,72936 1857751,216 55,524 4,20E-01 42% 5,5524 5552,4 882720,552 5213,8691 1903062,222 56,846 4,30E-01 43% 5,6846 5684,6 903737,708 5338,008841 1948373,227 58,168 4,40E-01 44% 5,8168 5816,8 924754,864 5462,148581 1993684,232 59,49 4,50E-01 45% 5,949 5949 945772,02 5586,288322 2038995,238 60,812 4,60E-01 46% 6,0812 6081,2 966789,176 5710,428062 2084306,243 62,134 4,70E-01 47% 6,2134 6213,4 987806,332 5834,567803 2129617,248
ANEXO 2
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

44
Para hacer una estimación del parque vehicular de la región centro-occidente desde el año 2003 hasta el año 2013, se consulto el anuario estadístico por cada estado comprendido en la región antes mencionada para conocer el parque vehícular, una vez obtenida esta información se procedió a hacer el cálculo mediante ecuaciones diferenciales, ya que este tipo de ecuación nos permite conocer el crecimiento de la población suponiendo que el comportamiento es directamente proporcional al crecimiento de automotores durante un determinado tiempo A continuación se presenta la metodología mediante la cual llegamos a los valores estimados.
Región centro-occidente
Estado Vehículos registrados/año
1999
Vehículos registrados/año
2000
Vehículos registrados/año
2001
Aguascalientes - 106,762 116,241 Colima - 32,341 35,755 Guanajuato 245,879 NR* 295,279 Jalisco 659,648 NR* 652,389 Michoacán 267,443 NR* 315,064 Nayarit - 57,269 63,747 Querétaro - 131,241 145,322 San Luis Potosí - 161,760 174,494 Zacatecas - 83,603 85,205 Σ(1999-2000)=
1,746,046 Σ=1,883,496
NR*= Datos no reportados Ecuación diferencial utilizada: N=N0ert
donde: N0= Número de vehículo inicial N=Número de vehículo final r= constante t= tiempo Nota: la r se obtuvo primeramente calculando dos poblaciones vehiculares a un tiempo fijo. Cálculo de r: N=1,883,496 vehículos N=N0ert N0=1,746, 046 vehículos r=ln(N/N0)t-1
t=1año r=ln(1,883,496/1,746,046)1 -1
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

45
r=0.075 Ejemplo de cálculo: Año 2003 N=N0ert
N=(1,746,064)e(0.075)(3)
N=2,186,613 vehículos
Resultados:
Año miles de automotores 2003 2,186 2004 2,356 2005 2,540 2006 2,738 2007 2,951 2008 3,181 2009 3,429 2010 3,696 2011 3,984 2012 4,294 2013 4,629
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

46
BIBLIOGRAFIA
(1) Anuario Estadístico del Estado de San Luis Potosí, INEGI 2001; Pág. 521-525. (2) Anuario Estadístico por Entidad Federativa, INEGI, Edición 2001; Pág. 377. (3) Prospectiva de petrolíferos 2001-2010, Secretaría de Energía Méx.,2002, 1ª Edición,
Pág. 41-47 (4) http://www.fisicaysociedad.es/pdfs/biomasavector.pdf (5) http://www.conae.gob.mx/work/secciones/466/imagenes/vehiculoetanol.pdf (6) File://A:/gasolina.htm (7) http://www.listin.com.do/antes/110902/cuerpos/republica/rep11.htm (8) http://www.franquiciapemex.com/octanales/12nvprod1.htm (9) http://www.alconafta.ar/48.htm (10) http://www.franquiciapemex.com/octanaje/nstrprd6.html (11) http://www.ecoportal.net/articulos/gasolina.htm (12) http://www.conae.gob.mx/work/secciones/24/imagenes/semblanza.pdf (13) http://www.indecopi.gob.pc/upload/art/321.102.pdf (14) http://www.mici.gob.pab/sector_empresarial /normas_nal.htm. (15) http://www.ind.org.mx/paginas/entrevista.htm (16) http://www.oas.org/vsde/publications/unit/oea27s/ch18htm. (17) http://www.ssa.gob.mx/unidades/dirgsa/noms/nom.076-ssa1-1993.pds
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

1
CAPÍTULO 3 3.1 LOCALIZACION DE LA PLANTA Basados en un estudio preliminar, se eligió a la zona Centro Occidente de la República Mexicana (comprende 9 Estados)como lugar de abasto de bagazo de caña y consumo de etanol anhidro. En esta zona se concentran algunos de los ingenios azucareros que abastecerán a la planta productora de etanol anhidro. Para determinar la localización de la planta fue necesario considerar los resultados obtenidos en el estudio anterior de la demanda.
Producción de etanol y bagazo requerido al año para abastecer la Zona Centro Occidente
AÑO L/AÑO ETANOL TON/AÑO BAGAZO 2003 207100861,3 1435429,25
2004 215108683,9 1490931,978
2005 222768340,3 1544021,544
2006 232923187,8 1614405,438
2007 241453259,7 1673527,909
2008 248648694,5 1723399,926
2009 257701015,7 1786142,14
2010 267449669,3 1853710,679
2011 277372406 1922485,798
2012 287585281,2 1993271,886
2013 298262378 2067275,524 3.1.1 MACROLOCALIZACION La ubicación de la materia prima es algo importante para la elección del lugar, de esta manera Nayarit, San Luis Potosí, Jalisco, Michoacán y Colima resultaron cumplir con esta característica, sin embargo se tomó en cuanta a Guanajuato debido a que aquí se encuentra el mercado de consumo que es la Refinería PEMEX Salamanca. Los estados que se encuentran en la zona Centro Occidente y que tienen la capacidad de proporcionarnos la materia prima se muestran a continuación.
Estados que cuentan con Ingenios azucareros
ESTADO TON BAGAZO PRODUCIDO/AÑO
SLP 1222831
Jalisco 1375010
Michoacán 346776
Nayarit 479883
Colima 224275
Total 3648775
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
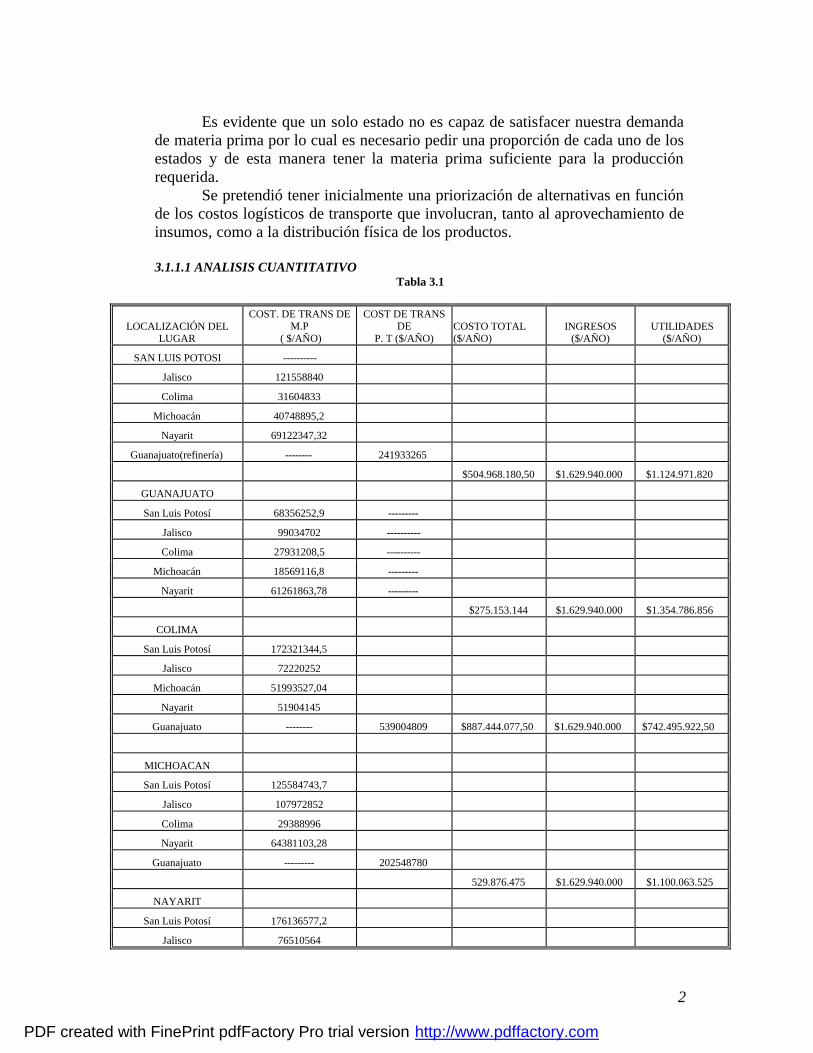
2
Es evidente que un solo estado no es capaz de satisfacer nuestra demanda
de materia prima por lo cual es necesario pedir una proporción de cada uno de los estados y de esta manera tener la materia prima suficiente para la producción requerida.
Se pretendió tener inicialmente una priorización de alternativas en función de los costos logísticos de transporte que involucran, tanto al aprovechamiento de insumos, como a la distribución física de los productos.
3.1.1.1 ANALISIS CUANTITATIVO
Tabla 3.1
LOCALIZACIÓN DEL LUGAR
COST. DE TRANS DE M.P
( $/AÑO)
COST DE TRANS DE
P. T ($/AÑO) COSTO TOTAL ($/AÑO)
INGRESOS ($/AÑO)
UTILIDADES ($/AÑO)
SAN LUIS POTOSI ----------
Jalisco 121558840
Colima 31604833
Michoacán 40748895,2
Nayarit 69122347,32
Guanajuato(refinería) -------- 241933265
$504.968.180,50 $1.629.940.000 $1.124.971.820
GUANAJUATO
San Luis Potosí 68356252,9 ---------
Jalisco 99034702 ----------
Colima 27931208,5 ----------
Michoacán 18569116,8 ---------
Nayarit 61261863,78 ---------
$275.153.144 $1.629.940.000 $1.354.786.856
COLIMA
San Luis Potosí 172321344,5
Jalisco 72220252
Michoacán 51993527,04
Nayarit 51904145
Guanajuato -------- 539004809 $887.444.077,50 $1.629.940.000 $742.495.922,50
MICHOACAN
San Luis Potosí 125584743,7
Jalisco 107972852
Colima 29388996
Nayarit 64381103,28
Guanajuato --------- 202548780
529.876.475 $1.629.940.000 $1.100.063.525
NAYARIT
San Luis Potosí 176136577,2
Jalisco 76510564
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

3
Michoacán 53231468,16
Colima 24257584
Guanajuato --------- 552508061
$882.644.254 $1.629.940.000 $747.295.745,60
JALISCO
San Luis Potosí 108098260,4
Michoacán 31154851,52
Colima 11778923
Nayarit 26700690,12
Guanajuato ---------- 311700067
$489.432.792 $1.629.940.000 $1.140.507.208
En la tabla 1 se puede observar que los Estados que obtuvieron mayor utilidad fueron: Guanajuato, San Luis Potosí y Jalisco a los cuales se les realizó una evaluación de tipo subjetivo con factores cualitativos que no son fácilmente cuantificables, pero que determinan la localización óptima del proyecto. 3.1.1.2 ANALISIS CUALITATIVO Para el análisis cualitativo los factores que se consideraron en cada uno de los estados son los siguientes:
• Factores ambientales. Para la “Obtención de etanol anhidro a partir de Bagazo de caña como sustituto del oxigenante Eter Metil Terbutilico en gasolinas” el factor ambiental no tiene mucha relevancia debido a que el proceso principal se lleva a cabo por medio de fermentaciones cuyos parámetros como la temperatura, la presión, el pH, etc., son controlados manualmente, sin embargo un estado que proporcione una temperatura adecuada beneficiaría en algo a nuestro proceso.
• Mano de obra. Los operarios para el mantenimiento forman una gran porción de la fuerza laboral de cualquier planta de proceso, y es necesario que la comunidad tenga disponible, cuando menos, un núcleo de tal fuerza, así como las facilidades de entrenamiento para preparar nuevos trabajadores. En el estudio de este proyecto, se buscó que la planta estuviera situada donde la mano de obra fuese disponible y barata; esto es muy importante debido al tamaño de nuestra planta.
• Combustible y energía. Todas las plantas de proceso requieren vapor y
energía para su operación. El vapor rara vez se compra ya que se genera en la planta para su uso en los procesos y como medio para impulsar bombas y compresoras. Se consideró la disponibilidad de energía eléctrica, así como el análisis de los combustibles en la zona.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

4
• Disponibilidad de terreno. Es importante contar con la disponibilidad del terreno para que en un futuro este se pueda extender conforme al aumento de la producción. La capacidad instalada de la planta no trabaja al máximo durante la vida de este proyecto debido a esto no se tiene contemplado hacer ampliaciones.
• Necesidades y abastecimiento de agua . En nuestro proceso se necesitan fuentes de agua para los siguientes usos:
a) Para el sistema de enfriamiento. b) Para el servicio (se usa en la limpieza general y varios servicios). c) Para generación de vapor (agua tratada para calderas). d) Para apagar incendios. e) Para construcción.
GUANAJUATO Guanajuato es un estado que presenta clima sub-húmedo con lluvias en verano y climas templados. Las condiciones de agua son buenas contando con presas importantes como son Presa Ignacio Allende , Laguna de Yuriria, además de ríos como son el río Lerma y el río Turbio. Las principales ciudades son Irapuato , Salamanca y Celaya contando con una población de 100 000 a 500 000 habitantes. Estas zonas altamente urbanizadas son importantes por el gran comercio y atractivo turístico que presentan. SAN LUIS POTOSI San Luis Potosí es un estado que presenta clima sub-húmedo y en su mayor parte un clima seco. Cuenta con algunas lagunas importantes como Laguna el Perdido , Laguna Cornejo, Laguna la mesilla, en la zona este desemboca el río San Nicolás el cual une uno de sus brazos con el río Santa Catalina. Presenta una población de 100 000 a 5000 habitantes. Este estado aprovecha su localización geográfica central siendo un buen estado para el comercio valiéndose de las carreteras que atraviesan toda la república mexicana y son paso para el comercio exterior con Norte América. JALISCO Guadalajara colinda con los estados de Tepic, Guanajuato, Morelia, Zacatecas y Colima, presenta un clima templado y en su mayor parte húmedo al localizarse a orillas del océano Pacifico , la disponibilidad de agua es importante , varios ríos atraviesan este estado como río Verde, río Grande de Santiago, río Tamazula, rìo Atengo, y la enorme laguna de Chapala . Posee una población de más de 500 000 habitantes.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
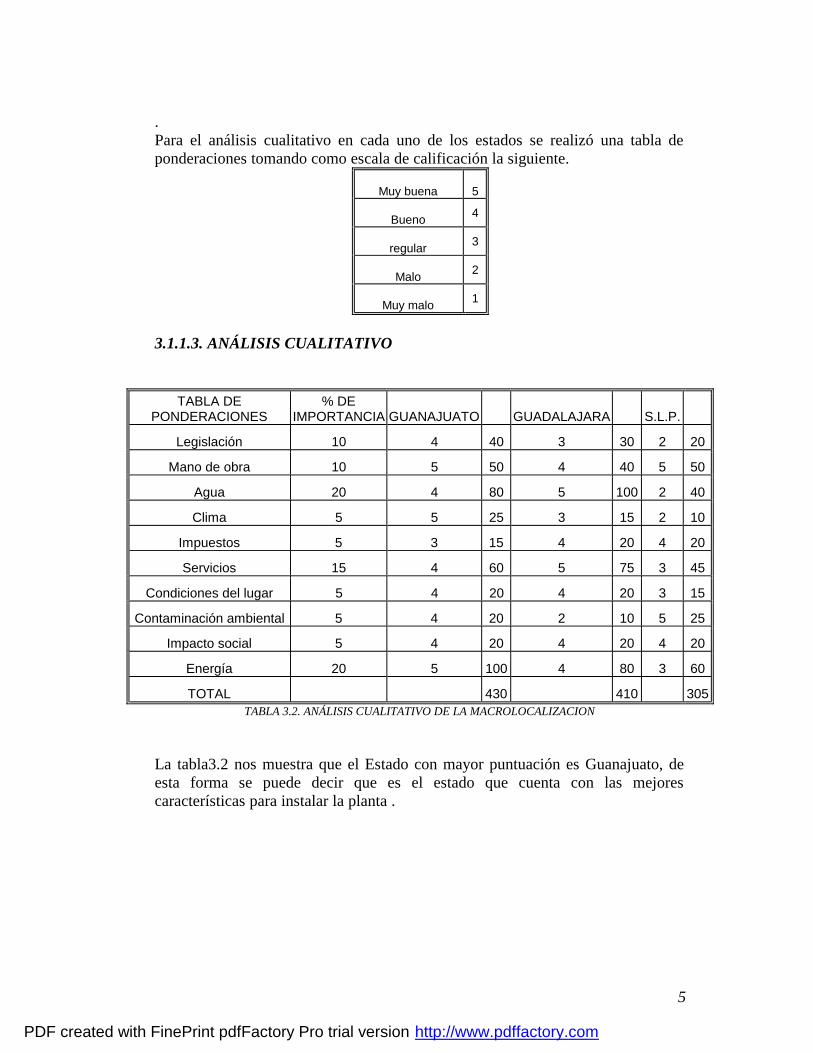
5
. Para el análisis cualitativo en cada uno de los estados se realizó una tabla de ponderaciones tomando como escala de calificación la siguiente.
Muy buena
5
Bueno 4
regular 3
Malo 2
Muy malo 1
3.1.1.3. ANÁLISIS CUALITATIVO
TABLA 3.2. ANÁLISIS CUALITATIVO DE LA MACROLOCALIZACION
La tabla3.2 nos muestra que el Estado con mayor puntuación es Guanajuato, de esta forma se puede decir que es el estado que cuenta con las mejores características para instalar la planta .
TABLA DE PONDERACIONES
% DE IMPORTANCIA GUANAJUATO GUADALAJARA S.L.P.
Legislación 10 4 40 3 30 2 20
Mano de obra 10 5 50 4 40 5 50
Agua 20 4 80 5 100 2 40
Clima 5 5 25 3 15 2 10
Impuestos 5 3 15 4 20 4 20
Servicios 15 4 60 5 75 3 45
Condiciones del lugar 5 4 20 4 20 3 15
Contaminación ambiental 5 4 20 2 10 5 25
Impacto social 5 4 20 4 20 4 20
Energía 20 5 100 4 80 3 60
TOTAL 430 410 305
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
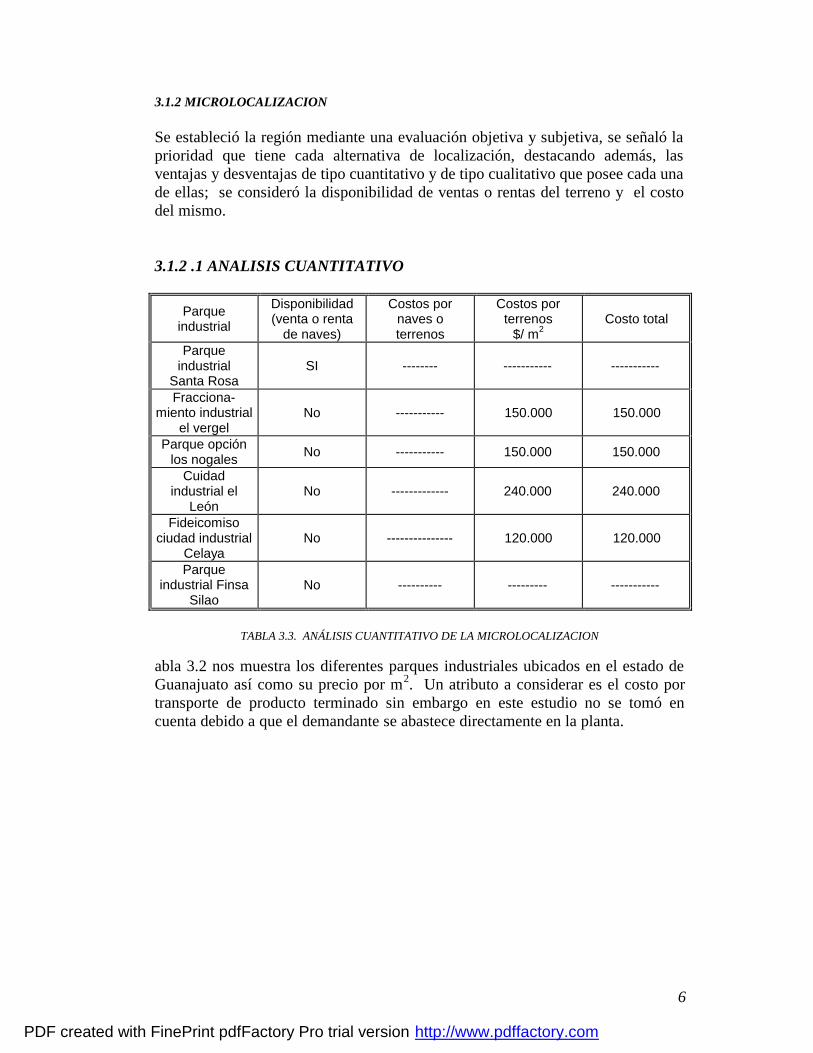
6
3.1.2 MICROLOCALIZACION Se estableció la región mediante una evaluación objetiva y subjetiva, se señaló la prioridad que tiene cada alternativa de localización, destacando además, las ventajas y desventajas de tipo cuantitativo y de tipo cualitativo que posee cada una de ellas; se consideró la disponibilidad de ventas o rentas del terreno y el costo del mismo. 3.1.2 .1 ANALISIS CUANTITATIVO
Parque industrial
Disponibilidad (venta o renta
de naves)
Costos por naves o terrenos
Costos por terrenos
$/ m2 Costo total
Parque industrial
Santa Rosa SI -------- ----------- -----------
Fracciona-miento industrial
el vergel No ----------- 150.000 150.000
Parque opción los nogales No ----------- 150.000 150.000
Cuidad industrial el
León No ------------- 240.000 240.000
Fideicomiso ciudad industrial
Celaya No --------------- 120.000 120.000
Parque industrial Finsa
Silao No ---------- --------- -----------
TABLA 3.3. ANÁLISIS CUANTITATIVO DE LA MICROLOCALIZACION
abla 3.2 nos muestra los diferentes parques industriales ubicados en el estado de Guanajuato así como su precio por m2. Un atributo a considerar es el costo por transporte de producto terminado sin embargo en este estudio no se tomó en cuenta debido a que el demandante se abastece directamente en la planta.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

7
3.1.2.2 ANÁLISIS CUALITATIVO.
Tabla 3.4. ANÁLISIS CUALITATIVO DE LA MICROLOCALIZACION
PONDERACIÓN PONDERACIÓN (%) PARQUE
INDUSTRIAL FRACCIONAMI
ENTO PARQUE OPCIÓN
CUIDAD INDUSTRIAL FIDEICOMISO PARQUE
INDUSTRIAL
Santa Rosa industrial el
vergel Los nogales el León
ciudad industrial Celaya
Finsa Silao
Lotes disponibles 6 5 30 3 18 3 18 2 12 4 24 1 6 Pavimentación 5 3 15 4 20 4 20 3 15 3 15 3 15 Drenaje pluvial 4 1 4 4 16 3 12 3 12 4 16 3 12
Drenaje sanitario 4 3 12 2 8 2 8 3 12 4 16 4 16 Electricidad 6 4 24 5 30 4 24 5 30 5 30 3 18
Agua potable 12 4 48 4 48 3 36 3 36 4 48 3 36 Red del gas 8 1 8 1 8 3 24 3 24 4 32 1 8 Impuestos 5 2 10 3 15 3 15 3 15 3 15 3 15
Clima 5 3 15 3 15 3 15 3 15 3 15 3 15 Tratamiento de
Agua. 10 4 40 1 10 1 10 1 10 4 40 4 40
Distancia al mercado 10 4 40 4 40 3 30 4 40 4 40 3 30
Descarga industrial 6 3 18 3 18 1 6 4 24 3 18 4 24 Alumbrado 4 3 12 4 16 3 12 3 12 4 16 3 12
Comunicaciones 5 4 20 3 15 4 20 3 15 5 25 3 15 Servicios de apoyo 10 5 50 2 20 4 40 3 30 4 40 2 20
Total 100 346 29
7 290 302 390 282
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

9
La mayor puntuación de acuerdo al análisis cualitativo corresponde al Parque Industrial Fideicomiso Ciudad Industrial Celaya con 390 puntos; se seleccionó este parque Industrial ya que según el análisis representa la ubicación óptima para el proyecto. DIRECCIÓN DE LA UBICACIÓN DE LA PLANTA Se estableció el sitio en donde se hará el emplazamiento final de la planta industrial, con el fin de que todos los análisis económicos-financieros se refieran a dicha localización. La dirección es la siguiente: Parque industrial : FIDEICOMISO CIUDAD INDUSTRIAL CELAYA Dirección: Av. Tecnológico cruce con la autopista México – Irapuato Municipio: Celaya Estado: Guanajuato
FIDEICOMISO CIUDAD INDUSTRIAL CELAYA
BIOXIGENOL S.A de C.V
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

10
3.2. SELECCIÓN DE TECNOLOGÍAS PARA PRODUCCIÒN DE ETANOL La producción de biocombustible a partir de recursos renovables es una realidad tecnológica. Se describen a continuación los avances tecnológicos que permiten hoy en día utilizar recursos de diferentes tipos para la obtención de etanol a través de un proceso biotecnológico .
El etanol usado como combustible para automóviles se puede obtener a partir de azúcar de caña, compuestos lignocelulósicos o almidón de cereales, principalmente de maíz. La biotecnología moderna posee herramientas que ofrecen alternativas como la utilización de microorganismos mejorados genéticamente que pueden degradar los desechos agroindustriales. A continuación se muestran las tecnologías más actuales tomando para la simulación una planta productora de etanol de 200 Toneladas de etanol al año.
a) Etanol a partir de melazas: Las melazas se diluyen y se les ajusta el pH,
posteriormente pasan al fermentador, en donde los azúcares son transformados a etanol en condiciones anaerobias. Al finalizar esta etapa, el caldo de fermentación pasa a unas torres de destilación en donde se separa el etanol de la mayoría del agua, saliendo como una mezcla azeotrópica, que se evapora a temperatura y composición constantes, lo cual no permite la separación del etanol. Para retirar el agua restante, la mezcla se hace pasar por una columna de adsorción. El rendimiento de 1 tonelada de melazas es de 252.78 L de etanol con un costo de equipo de 42 millones de dólares, teniendo la materia prima un costo de $400 la Tonelada
b) Tecnología madura de conversión de maíz en etanol. Se muele el maíz y se manda la harina resultante a un tanque de mezclado, se efectúa un tratamiento térmico calentando la masa hasta 320° F, la masa se manda a un tanque de precocido el tiempo suficiente para que el almidón se rompa y esté preparada para las reacciones de sacarificación. La masa se mezcla posteriormente con una pequeña cantidad de amilasa y la mezcla se manda a los reactores de sacarificación, donde el almidón se convierte en azúcares fermentables. La masa se enfría y entra a los reactores de
Dilución de melazas
Reactor de ajuste de pH
Fermentador
Cultivo de enzimas Fermentadoras
Torre de destilación
Columna de absorción
Etanol
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

11
fermentación, que operan en modo intermitente, los productos de la fermentación se mandan a un recipiente de almacenamiento, de donde se bombea el alcohol diluido que se evaporará al vacío para separar esencialmente todo el dióxido de carbono. Este líquido se suministra a un sistema de recuperación que consiste en dos columnas de destilación y una torre de absorción. El rendimiento de 1 tonelada de maíz es de 270.68 L de etanol con un costo de equipo de 109 millones de dólares, teniendo la materia prima un costo de $250 la Tonelada.
c) Etanol a partir de bagazo de Caña. El bagazo de caña está compuesto principalmente por polímeros de azucares que mediante una reacción de hidrólisis liberan los monosacáridos que serán transformados a etanol en el fermentador a condiciones anaerobias. Después de la hidrólisis, los azúcares presentes son la arabinosa , la glucosa y la xilosa. Se seleccionó esta tecnología porque normalmente las levaduras y las bacterias consumen fácilmente los dos primeros azúcares, y no la xilosa. Por lo tanto, esta alternativa requiere de etapas adicionales para la producción de etanol: una hidrólisis del bagazo, una hidrólisis de la celulosa (utilizando un complejo enzimático de celulasas), una etapa de fermentación para metabolizar la glucosa y la arabinosa y una etapa adicional para el consumo de la xilosa mediante la bacteria Z. mobilis. El rendimiento de 1 tonelada de bagazo de caña es de 338.60 L de etanol con un costo de equipo de 135 millones de dólares, teniendo la materia prima un costo de $100 la Tonelada.
Almidón de maíz
Tratamiento térmico
Sacarificación Almidón + Amilasa & Glucoamilasa
Fermentación Glucosa
Destilación Etanol
Hidrólisis ácida diluida
Molido de bagazo
Celulosa + azúcares + xilosa + arabinosa
Fermentación
Crecimiento de celulasas
Crecimiento de Z. mobilis
Destilación Etanol
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

12
3.5 Tabla de ponderación para la selección de tecnologías
• Tecnología “A”: Etanol a Partir de Melazas • Tecnología “B”. Tecnología madura de conversión de maíz en etanol • Tecnología “C” Tecnología de la hidrólisis ácida de bagazo de caña
Tomar como escala de calificación lo siguiente: • muy mal 1, mal 2, regular 3 , bien 4 , muy bien 5.
CONCLUSIÓN El resultado obtenido en la matriz de ponderación muestra que la tecnología que cubre mejor los factores que se requieren para la producción de etanol anhidro es la tecnología de la hidrólisis ácida del bagazo de caña. La selección de esta tecnología muestra que el bagazo de caña como materia prima principal para este proyecto es ideal, pues podemos establecer que existe una clara viabilidad en cuanto a la disponibilidad de materia prima, además de ser económica y presentar alto rendimiento en la producción de etanol, aunque no es la tecnología más barata en cuanto a la maquinaria empleada, sin embargo, ésta es la mejor tecnología para obtener el alcohol anhidro que se requiere debido al tratamiento especial que se usa como es la hidrólisis ácida además del uso de microorganismos mejorados.
TECN. “A”
TECN. “B”
TECN-“C”
PONDERACIÓN
% CALIF. TOTAL CALIF. TOTAL CALIF. TOTAL
Eficiencia 17 5 85 3 51 5 85 Calidad del
producto 17 1 17 1 17 5 85
Gasto de materia prima 12 3 36 4 48 5 60
Tiempo de producción 15 5 75 5 75 4 60
Costo de la maquinaria 9 5 45 4 36 3 27
Costo de mantenimiento 8 3 24 2 16 3 24
Cantidad de mano de obra 5 4 20 4 20 4 20
Tipo de mano de obra 4 5 20 4 16 5 20
Tamaño 6 4 24 3 18 3 18 Estado de la tecnología 7 2 14 2 14 5 35
TOTAL 100 351 315 434
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
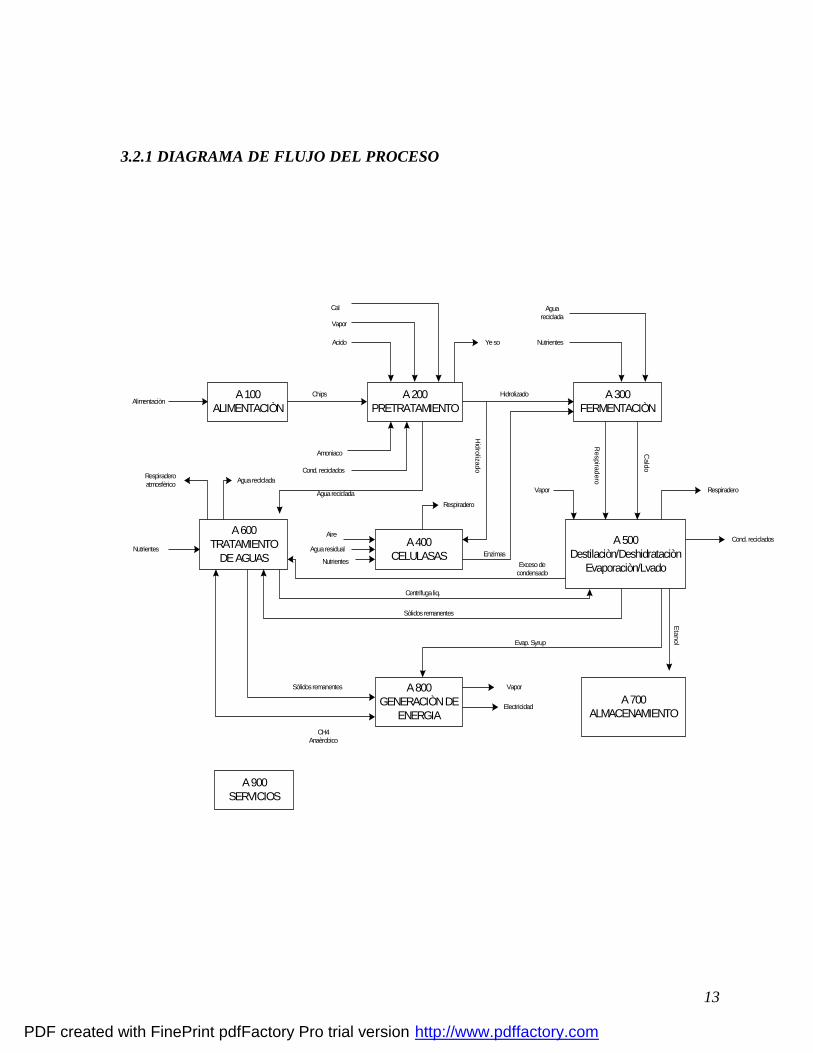
13
3.2.1 DIAGRAMA DE FLUJO DEL PROCESO
A 100ALIMENTACIÒN
A 200PRETRATAMIENTO
A 300FERMENTACIÒN
A 400CELULASAS
A 500Destilaciòn/Deshidrataciòn
Evaporaciòn/Lvado
A 600TRATAMIENTO
DE AGUAS
A 800GENERACIÒN DE
ENERGIAA 700
ALMACENAMIENTO
AlimentaciònChips
Cal
Vapor
Acido Ye so Nutrientes
Aguareciclada
Hidrolizado
Respiraderoatmosfèrico Agua reclclada
Agua residual
Amoniaco
Cond. reciclados
Respiradero
Vapor
Hidrolizado
Respiradero
Respiradero
Caldo
Cond. recicladosAire
Agua reciclada
NutrientesEnzimas
Centrifuga liq.
Sòlidos remanentes
Sòlidos remanentes
CH4Anaèrobico
Vapor
Electricidad
Evap. Syrup
Etanol
A 900SERVICIOS
Nutrientes
Exceso decondensado
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

14
SIMBOLOSIGNIFICADO
OPERACIÓN.Modificación intencional de características físicas o químicas
INSPECCIÓN.Examinado del objeto para comprobar cantidad o calidad
TRANSPORTE.Traslado del producto de un lugar a otro.
ALMACENAMIENTO.
DIAGRAMA DEL PROCESO
SIMBOLOGÍA ACTIVIDAD TIEMPO
Recepción de materia prima
Llenado de tolvas
Banda transportadora
Lavado
Banda transportadora
Tamizado
Molido
Tanque de prehidrólisis
Flash
Filtrado
Intercambio iónico
Encalado
18 hr
16.5 hr
17 hr
16 hr
12.4 hr
12.4 hr
12.4 hr
55.2 hr
55.2 hr
46 hr
248.88 hr
3.2 hr
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

15
Ajuste de pH
Hidrociclón (separación)
Fermentación
Obtención de celulasas
Primera destilación
Segunda destilación
Torre de adsorción
Tamiz molecular
Evaporador
Transporte alalmacén
Almacenado deetanol
3.2 hr
10 hr
168 hr
168 hr
24 hr
24 hr
24 hr
24 hr
24 hr
24 hr
168 hr
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
16
3.2.3DESCRIPCIÓN DEL PROCESO AREA 100: ALMACENAMIENTO PARA LA ALIMENTACIÓN Y MANEJO. Al llegar los camiones con el bagazo de caña a la planta se pesan y descargan .El bagazo de caña se almacenan y por medio de escavadoras es llevado a las tolvas y es transportado bajo un separador magnético para quitar impurezas metálicas y después se lleva acabo un proceso de lavado para quitar otros contaminantes, como por ejemplo suciedad. Después del lavado, el bagazo pasa por un tamizado en donde se separa el material grande y posteriormente a un molino. Las partículas grandes son reducidas de tamaño para pasar al área de pre-tratamiento. AREA 200: PRETRATAMIENTO E HIDROLIZADO. Esta área del proceso convierte, por reacciones de hidrólisis, la mayor parte de hemicelulosa de la alimentación a azúcares solubles como xilosa , manosa , arabinosa y galactosa. Una pequeña porción de celulosa es convertida a glucosa. Esta conversión se realiza al usar ácido sulfúrico diluido a una temperatura alta . En estas condiciones se solubiliza parte de la lignina en la alimentación y se expone la celulosa para una hidrólisis enzimática. Además de la hidrólisis de la hemicelulosa se libera ácido acético. También se forman productos de la degradación de las pentosas como furfural, y de las hexosas, principalmente hidroximetil furfural (HMF) . Después de pasar por el reactor de pre-tratamiento, el líquido hidrolizado y los sólidos se pasan por un flash, vaporizando una cantidad grande de agua, furfural, HMF y una porción de ácido acético. Además de la remoción de los aldehídos el ácido acético remanente debe eliminarse antes de la fermentación usando el intercambiador iónico. Después de esto, el líquido se encala; este proceso requiere que el pH del líquido hidrolizado sea bajo (motivo por el cual se agrega ácido sulfúrico) después del intercambiador iónico. Para aumentar el pH a pH 10 se añade la cal, se deberá mantener este pH por un tiempo para dar lugar a la precipitación de yeso, el cual será removido por un sistema de filtrado. El hidrolizado se mezclará con los sólidos (celulosa) y agua de dilución antes de enviarlo a la fermentación. AREA 300 : SACARIFICACIÓN SIMULTANEA Y CO FERMENTACIÓN
Se realiza la sacarificación de la celulosa a glucosa usando celulasas las cuales son
producidas en el área 400 y la fermentación de la glucosa y otros azúcares a etanol .Para la fermentación ,se utiliza una bacteria recombinante Zymomonas mobilis . Esta bacteria Z mobilis fermentará la glucosa y xilosa para la producción de etanol .Esta bacteria crece en esta área en reactores de fermentación en series en escala hacia arriba con un inóculo inicial obtenido en el laboratorio. El inóculo obtenido al final, las celulasas, nutrientes y el hidrolizado detoxificado se añaden a los fermentadores, el etanol obtenido se colecta.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

17
AREA 400 : PRODUCCION DE LA ENZIMA
El organismo usado comúnmente para producir celulosa industrialmente es Tricoderma reesei que es un hongo fibroso que produce celulosa en bioreactores aeróbicos , los bioreactores se ejecutan por lotes . Se añaden nutrientes al bioreactor. Se usa amoniaco para controlar el pH y proveer de nitrógeno fijo adicional a los organismos. Los bioreactores son rociados con aire comprimido frío y se usa un antiespumante para prevenir el exceso de espuma dentro de los reactores , los reactores son enfriados con agua fría que fluye a través de los serpentines . El inóculo es producido por lotes. Se añade a estos reactores el detoxificado, nutrientes, agua de dilución, amoniaco, CSL y la biomasa tratada, también se introduce aire. AREA 500 : RECUPERACIÓN DEL PRODUCTO Y RECUPERACION DEL AGUA (DESTILACIÓN , DESHIDRATACIÓN Y EVAPORACIÓN)
Para recuperar el etanol se usa la destilación y adsorción por tamiz molecular de
donde se recupera cerca del 100 % . La destilación se lleva a cabo en dos columnas , la primera remueve el CO2 disuelto y la mayor parte de agua y el segundo concentra el etanol cerca de una composición azeotrópica . Toda el agua de la mezcla azeotrópica es separada por la fase de vapor por la adsorción del tamiz molecular . La regeneración de las columnas de adsorción requieren que una mezcla agua - etanol se recircule a la destilación para su recuperación . La salida de la fermentación (conteniendo CO2 principalmente , pero también algo de etanol), así como la salida de la columna de destilación, pasan por un separador recuperando casi todo el etanol . El efluente del separador se alimenta a la primera columna de destilación junto con el fermentado . Los fondos de la primera destilación contiene todos los sólidos insolubles no transformados y los sólidos disueltos. Los sólidos insolubles se separan por centrifugación y se envían al quemador (área 800) , el líquido del centrifugado se concentra usando el calor sobrante de la destilación, el líquido concentrado del evaporador se envía al quemador y el condensado evaporado se usa como agua limpia de recirculación para el proceso .Debido a que la cantidad de agua que puede reciclarse es limitada se incluye un evaporador en el proceso. La cantidad total de agua de la centrífuga que puede reciclarse directamente es de un 25 %. El reciclar grandes cantidades de este material puede producir niveles de fuerza iónica y presión osmótica que pueden ser perjudiciales para la eficiencia del organismo que lleva a cabo a la fermentación . Para el agua que no se recicla , el evaporador concentra los sólidos en el líquido que puede enviarse al quemador, minimizando la producción de aguas residuales.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
18
AREA 600 : EL TRATAMIENTO DE AGUA RESIDUALES
El agua es recolectada y almacenada . El agua es tratada por digestión anaerobia ,
durante esta, el 90 % de material orgánico presente se convierte a metano y bióxido de carbono (biogás). Este biogás se envía al quemador como combustible Btu . Aproximadamente 4.2 MM BTU/ h (1231 kW) u 8 % de la carga de combustible en el quemador corresponde a este biogás. Después de la digestión anaerobia, el agua se envía a una laguna de digestión aerobia, donde el otro 90 % de los residuos orgánicos son removidos. También en este paso se genera lodo aerobio y se remueve por clarificación y filtración . El lodo filtrado se envía al quemador – caldera para su aprovechamiento y el agua del clarificador se recircula al proceso.
AREA 700 : ALMACEN DE ALIMENTACIÓN QUIMICA Y PRODUCTOS Esta porción de la planta provee los reactivos usados en el proceso. La alimentación
de químicos almacenados en esta área incluye amoniaco, CSL , ácido sulfúrico , antiespumante , combustible diesel (para el manejo de escavadoras ) y gasolina. El agua para control de incendios también se almacena en esta área. AREA 800 : QUEMADOR , CALDERA Y TURBO GENERADOR: El propósito del quemador , caldera y el sub-sistema de turbo generador es quemar varios flujos para la generación de vapor . A su vez el vapor es usado para proporcionar calor al proceso y producir electricidad , toda la lignina, algo de celulosa y hemicelulosa de la alimentación seguirá sin transformarse durante el proceso de hidrólisis . Las aguas residuales del proceso se concentran en un líquido alto en sólidos solubles. La digestión anaerobia de las aguas residuales produce un biogás alto en metano. La digestión aerobia produce una pequeña cantidad de biomasa residual (lodo) . Al quemar esta corriente de derivados para generar vapor y electricidad se reducen los costos de sólidos residuales disponibles y es más barato . Un combustor de cámara fluidizada de circulación (CFBC) es alimentada con tres flujos principales (sólido de centrifuga, biogás y líquido del evaporador ). La pequeña cantidad de biomasa residual (lodo) del tratamiento de aguas residuales es enviado al quemador . El contenido de humedad de los sólidos se reduce de 63 % a 51 % de humedad en contacto directo con el gas del quemador en un secador de tambor mientras el biogás y el líquido entran a la caldera al 4 y 60 % de humedad respectivamente , la humedad de la alimentación combinada a la caldera es de 52 % . Un ventilador pasa aire a la cámara de combustión. El agua tratada entra a un circuito de intercambiador de calor en la cámara de combustión y se evapora y se sobrecalienta a 510 ºC (950 ºF) y 86 atm ( 1265 psia) produciendo 235,210 kg/h (518,550 lb/h) de vapor. La eficiencia de la caldera, se define como el porcentaje del calor alimentado que es transformado a calor de vapor es del 62 %. El
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

19
gas del secador ciclón entra a un depósito para remover partículas. El gas es depurado a través de un tubo de escape . Una turbina multi-etapas y un generador se usan para producir electricidad . Se extrae vapor de la turbina a tres diferentes condiciones para la inyección en el reactor de pretratamiento e intercambio de calor en destilación y evaporación. El vapor restante se condensa con agua fría y se regresa al sistema de alimentación de agua de la caldera junto con el condensado de varios intercambiadores de calor en el proceso . El agua tratada se usa para reemplazar el vapor usado en inyección directa. AREA 900 : SERVICIOS
Esta área proporciona todas las utilidades requeridas para la fácil producción de
etanol, excepto el vapor y la electricidad , que son proporcionados por el área 800. Los servicios proporcionados incluyen agua fría , aire de la planta y equipo, agua del proceso y soluciones para limpieza de lugar (CIP) .
Esta área proporciona agua fría al inóculo y a la producción de celulosa , el agua fría también enfría al área de Sacarificación y fermentación (SSCF), cuando la torre de enfriado no puede mantener el agua a 28 ºC . El sistema del agua de proceso mezcla agua fresca con el agua tratada y así provee agua a presión constante. Ésta agua alimenta al sistema de lavado, al SSC, a la producción de celulasas, al sistema de limpieza del lugar (CIP), a la torre de enfriado y a la caldera . El sistema CIP proporciona soluciones que pueden calentarse e incluye químicos de limpieza y esterilización para SSCF y los reactores de inóculo, para la producción de celulasas y reactores de inóculo y para la destilación. 3.3 DIAGRAMA DE GANTT. El objetivo del diagrama de Gantt nos permite ver la distribución de tiempos en las diferentes operaciones del proceso para así mismo ver que no existan tiempos muertos que pudieran afectar el desarrollo óptimo del proceso. En el gráfico 1 se muestra el plan de ejecución de este proyecto así como la relación entre actividades y tiempo que se están manejando.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
20
3.4. SELECCIÓN DE EQUIPO Para la adquisición del equipo y maquinaría se llevó a cabo un análisis financiero, tomando en cuenta los factores tales como:
i) Capacidad ii) Tiempo de vida. iii) Costo. iv) Procedencia v) Costo de Operación vi) Costo de Mantenimiento vii) Costo de Instalación
CÁLCULOS PARA LA SELECCIÓN DE EQUIPOS 3.4.1 FERMENTADORES Fermentador A ü Costo de inversión
El costo unitario del fermentador : $39,500 La capacidad del fermentador A es de 20,000 gal, y cubre la capacidad que requerimos. (19,440 gal).
ü Recuperación Debido a que el tiempo de vida del fermentador es de 11 años y el proyecto es a 10 años, se hacen los siguientes cálculos: $39,500/ 11 años = $3590 / año pero como solo nos sobra un año de operación de este equipo, la cantidad que debo restar a la inversión es $3590.
ü Costo de operación
El costo de operación en este caso es del 25% de la inversión por lo tanto: $39,500 (0.25) = $9,875. Pero como el tiempo del proyecto es de 10 años: $9,875 (10 años) = $98,750
ü Costo de mantenimiento
El costo de mantenimiento en este caso es del 5% por lo que: $39,500 (0.05)= $1975
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
21
por diez años del proyecto: $1,975(10 años)= $19,750
ü Costo de instalación
El costo de instalación para el equipo A es de $7,900
Para obtener el costo total del equipo, sumamos todos los costos y restamos el valor de recuperación como sigue:
CONCEPTO COSTOS Costo de equipo $39,500
Recuperación -$3590 Inversión $35,910
Costo de operación + $98,750 Costo de mantenimiento +$19,750
Costo de instalación +7,900 Costo total $162,310
Fermentador B ü Costo de inversión
El costo unitario del fermentador : $75,000 Costo por los cuatro fermentadores que necesito para cubrir capacidad y tiempo de vida: $75,000(4 equipos)= $300,000
ü Recuperación De acuerdo con las condiciones del proyecto, se necesitan 4 fermentadores tipo B porque tanto la capacidad (10,000 gal.) como el tiempo de vida (8 años) son menores a las condiciones requeridas. Los cálculos son: Los años restantes de operación son 12 años por lo que: 75,000/ 8 años = $9375 / año Pero como nos sobran 12 años de operación de este equipo, la cantidad que debo restar a la inversión es $9375 (12 años)= $112,500
ü Costo de operación El costo de operación en este caso es del 30% de la inversión por lo tanto: $75,000 (0.30) = $ 22,500. Pero como el tiempo del proyecto es de 10 años y requiero que dos equipos trabajen simultáneamente: $22,500(10 años)(2) = $450,000
ü Costo de mantenimiento
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
22
El costo de mantenimiento en este caso es del 7% por lo que: $75,000 (0.07)= $5250 por diez años del proyecto y dos equipos trabajando simultáneamente: $5250 (10 años)(2)= $105,000
ü Costo de instalación
El costo de instalación para el equipo B es de $15,000 pero como son 4 equipos que tengo que instalar: $15,000(4 equipos)= $60,000
Para obtener el costo total del equipo, sumamos todos los costos y restamos el valor de recuperación como sigue:
CONCEPTO COSTOS Costo de equipo $300,000
Recuperación -$112,500 Inversión $187,500
Costo de operación + $450,000 Costo de mantenimiento +$105,000
Costo de instalación +60,000 Costo total $802,500
Fermentador C ü Costo de inversión
El costo unitario del fermentador : $56,500 Debido a que la capacidad de este fermentador es insuficiente (12,000 galones ) tendríamos que comprar 2 equipos que trabajen al mismo tiempo. $56,500(2 equipos) = $113,000
ü Recuperación
Como el tiempo de vida de este equipo es de 10 años, el mismo tiempo de vida del proyecto, no hay recuperación en este caso.
ü Costo de operación
El costo de operación en este caso es del 28% de la inversión por lo tanto: $56,500 (0.28) = $15,820. Pero como el tiempo del proyecto es de 10 años y son 2 equipos trabajando al mismo tiempo: $15,820 (10 años)(2 equipos) = $316,400
ü Costo de mantenimiento
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

23
El costo de mantenimiento en este caso es del 6% por lo que: $56,500(0.06)= $3,390 por diez años del proyecto y 2 equipos: $3,390 (10 años)(2 equipos)= $67,800
ü Costo de instalación
El costo de instalación para el equipo C es de $11,300 Pero en total se instalarían 2 equipos: $11,300(2 equipos)= $22,600
Para obtener el costo total del equipo, sumamos todos los costos y restamos el valor de recuperación como sigue:
CONCEPTO COSTOS Costo de equipo $56,500
Recuperación ------ Inversión $113,000 ( 2 equipos )
Costo de operación + $316,400 Costo de mantenimiento +$67,800
Costo de instalación +22,600 Costo total $519,800
3.4.2 TANQUES Tanque A ü Costo de inversión
El costo unitario del tanque: $350,800 La capacidad del tanque A es de 378,000 gal, y cubre la capacidad que requerimos. (377,516 gal).
ü Recuperación El equipo tiene un tiempo de vida de 10 años por lo que no hay un valor de
recuperación. ü Costo de operación
El costo de operación en este caso es del 25% de la inversión por lo tanto: $350,800 (0.25) = $87,700. Pero como el tiempo del proyecto es de 10 años: $87,700 (10 años) = $877,700
ü Costo de mantenimiento
El costo de mantenimiento en este caso es del 5% por lo que:
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
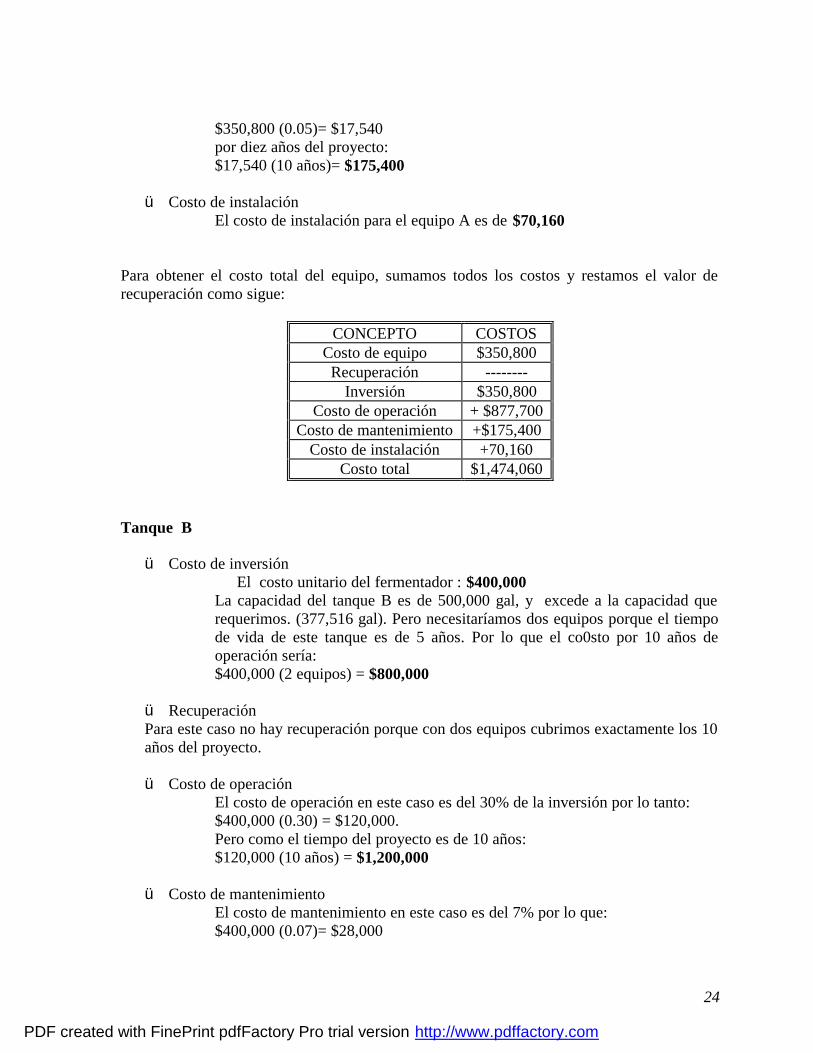
24
$350,800 (0.05)= $17,540 por diez años del proyecto: $17,540 (10 años)= $175,400
ü Costo de instalación
El costo de instalación para el equipo A es de $70,160
Para obtener el costo total del equipo, sumamos todos los costos y restamos el valor de recuperación como sigue:
CONCEPTO COSTOS Costo de equipo $350,800
Recuperación -------- Inversión $350,800
Costo de operación + $877,700 Costo de mantenimiento +$175,400
Costo de instalación +70,160 Costo total $1,474,060
Tanque B ü Costo de inversión
El costo unitario del fermentador : $400,000 La capacidad del tanque B es de 500,000 gal, y excede a la capacidad que requerimos. (377,516 gal). Pero necesitaríamos dos equipos porque el tiempo de vida de este tanque es de 5 años. Por lo que el co0sto por 10 años de operación sería: $400,000 (2 equipos) = $800,000
ü Recuperación Para este caso no hay recuperación porque con dos equipos cubrimos exactamente los 10 años del proyecto.
ü Costo de operación
El costo de operación en este caso es del 30% de la inversión por lo tanto: $400,000 (0.30) = $120,000. Pero como el tiempo del proyecto es de 10 años: $120,000 (10 años) = $1,200,000
ü Costo de mantenimiento
El costo de mantenimiento en este caso es del 7% por lo que: $400,000 (0.07)= $28,000
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
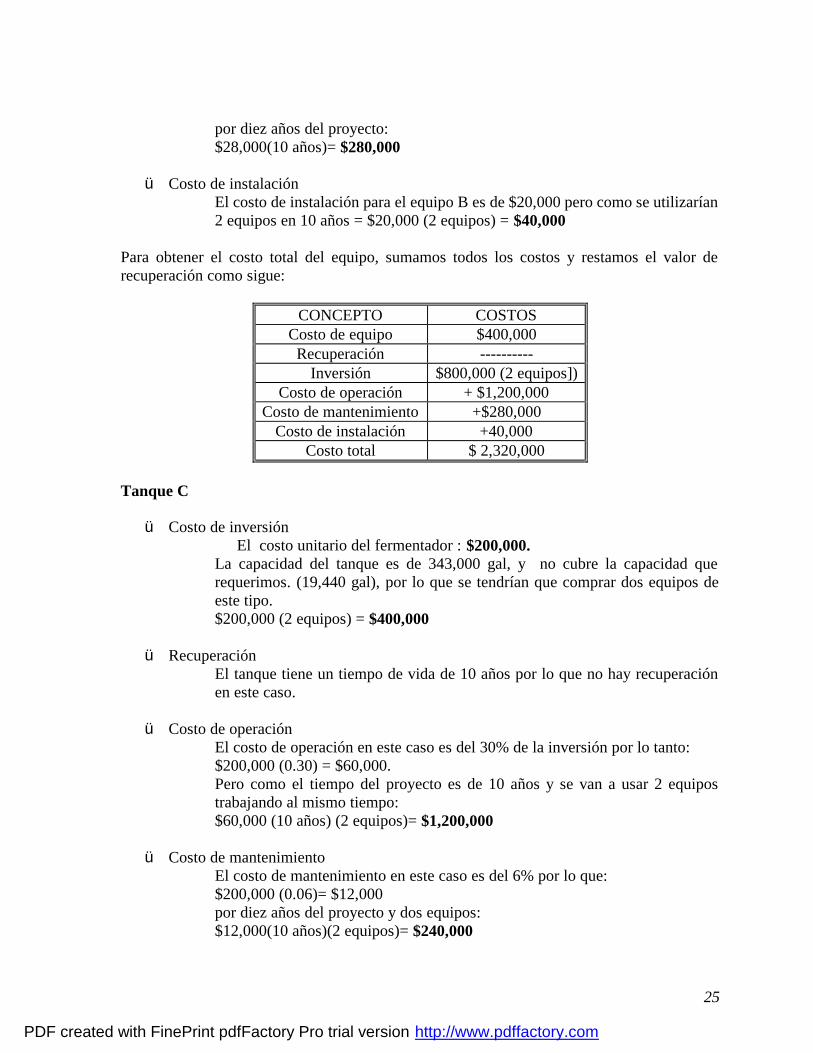
25
por diez años del proyecto: $28,000(10 años)= $280,000
ü Costo de instalación
El costo de instalación para el equipo B es de $20,000 pero como se utilizarían 2 equipos en 10 años = $20,000 (2 equipos) = $40,000
Para obtener el costo total del equipo, sumamos todos los costos y restamos el valor de recuperación como sigue:
CONCEPTO COSTOS Costo de equipo $400,000
Recuperación ---------- Inversión $800,000 (2 equipos])
Costo de operación + $1,200,000 Costo de mantenimiento +$280,000
Costo de instalación +40,000 Costo total $ 2,320,000
Tanque C ü Costo de inversión
El costo unitario del fermentador : $200,000. La capacidad del tanque es de 343,000 gal, y no cubre la capacidad que requerimos. (19,440 gal), por lo que se tendrían que comprar dos equipos de este tipo. $200,000 (2 equipos) = $400,000
ü Recuperación El tanque tiene un tiempo de vida de 10 años por lo que no hay recuperación en este caso.
ü Costo de operación
El costo de operación en este caso es del 30% de la inversión por lo tanto: $200,000 (0.30) = $60,000. Pero como el tiempo del proyecto es de 10 años y se van a usar 2 equipos trabajando al mismo tiempo: $60,000 (10 años) (2 equipos)= $1,200,000
ü Costo de mantenimiento
El costo de mantenimiento en este caso es del 6% por lo que: $200,000 (0.06)= $12,000 por diez años del proyecto y dos equipos: $12,000(10 años)(2 equipos)= $240,000
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

26
ü Costo de instalación
El costo de instalación para el equipo C es de $20,000 pero el costo por dos equipos es de: $40,000
Para obtener el costo total del equipo, sumamos todos los costos y restamos el valor de recuperación como sigue:
CONCEPTO COSTOS Costo de equipo $200,000
Recuperación Inversión $400,000 ( de 2 equipos )
Costo de operación + $ 1,200,000 Costo de mantenimiento +$240,000
Costo de instalación +40,000 Costo total $ 1,880,000
Haciendo una tabla de Comparación con los atributos antes mencionados para tres diferentes equipos (Fermentadores y Tanques de Almacenamiento) y considerando los costos totales se seleccionó el equipo tomando en cuenta la planeación financiera y la Ingeniería Económica. Los resultados se muestran en la siguientes tablas.
DURACIÓN DEL PROYECTO: 10 AÑOS CAPACIDAD : 19444 GAL
FERMENTADORES A B C
Capacidad 20,000 GAL 10000 GAL 12,000 GAL Tiempo de vida 11 Años 8 Años 10 Años
Costo 39.500 75.000 56.500 Procedencia E.U. Ohio, E.U Ohio,E.U
Material Acero inoxidable Acero al carbón Acero inoxidable Costo de operación 25 % inv 30 % inv 28 % inv
Costo de mantenimiento 5 % inv 7 % inv 6 % inv Costo de instalación 7.900 15.000 11.300
Costo totales $162.310 $802.500 $519.800 TABLA 3.6. COMPARACION DE FERMENTADORES
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
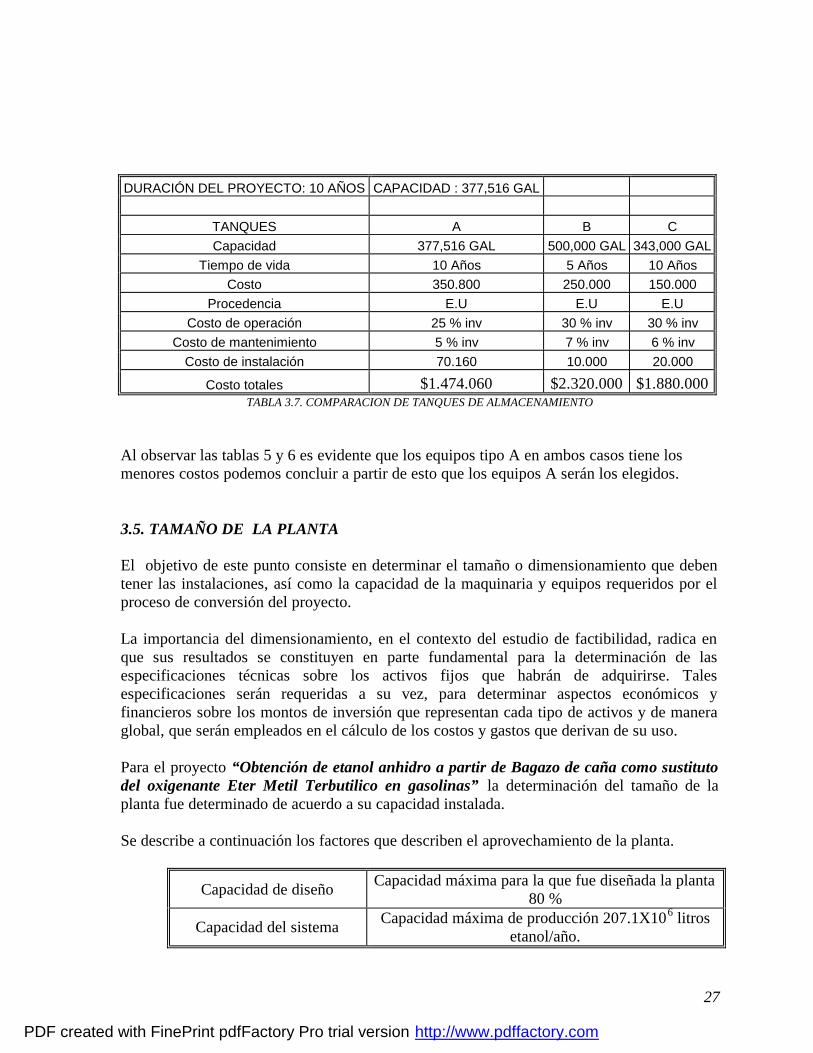
27
DURACIÓN DEL PROYECTO: 10 AÑOS CAPACIDAD : 377,516 GAL
TANQUES A B C Capacidad 377,516 GAL 500,000 GAL 343,000 GAL
Tiempo de vida 10 Años 5 Años 10 Años Costo 350.800 250.000 150.000
Procedencia E.U E.U E.U Costo de operación 25 % inv 30 % inv 30 % inv
Costo de mantenimiento 5 % inv 7 % inv 6 % inv Costo de instalación 70.160 10.000 20.000
Costo totales $1.474.060 $2.320.000 $1.880.000 TABLA 3.7. COMPARACION DE TANQUES DE ALMACENAMIENTO
Al observar las tablas 5 y 6 es evidente que los equipos tipo A en ambos casos tiene los menores costos podemos concluir a partir de esto que los equipos A serán los elegidos. 3.5. TAMAÑO DE LA PLANTA El objetivo de este punto consiste en determinar el tamaño o dimensionamiento que deben tener las instalaciones, así como la capacidad de la maquinaria y equipos requeridos por el proceso de conversión del proyecto. La importancia del dimensionamiento, en el contexto del estudio de factibilidad, radica en que sus resultados se constituyen en parte fundamental para la determinación de las especificaciones técnicas sobre los activos fijos que habrán de adquirirse. Tales especificaciones serán requeridas a su vez, para determinar aspectos económicos y financieros sobre los montos de inversión que representan cada tipo de activos y de manera global, que serán empleados en el cálculo de los costos y gastos que derivan de su uso. Para el proyecto “Obtención de etanol anhidro a partir de Bagazo de caña como sustituto del oxigenante Eter Metil Terbutilico en gasolinas” la determinación del tamaño de la planta fue determinado de acuerdo a su capacidad instalada. Se describe a continuación los factores que describen el aprovechamiento de la planta.
Capacidad de diseño Capacidad máxima para la que fue diseñada la planta 80 %
Capacidad del sistema Capacidad máxima de producción 207.1X106 litros etanol/año.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

28
Capacidad real Capacidad máxima de trabajo de la planta 80 %. 3.5.1 CONDICIONES DE TAMAÑO DE LA PLANTA MERCADO DE ABASTO: Los Estados que tienen la capacidad de proporcionarnos materia prima son SLP, Jalisco, Nayarit, Colima y Morelia, los cuales son estados aledaños al lugar donde se encuentra localizada nuestra planta, estos estados cuentan con ingenios azucareros, nuestra materia prima principal que es el Bagazo de Caña es un residuo de esta industria, por lo tanto tenemos el suficiente mercado de abasto. La tabla siguiente muestra la producción Total de Bagazo de Caña en cada estado de acuerdo a la suma total de producción de Bagazo en cada uno de sus ingenios.
ESTADOS INGENIOS TON BAGAZO
PRODUCIDO/AÑO
San Luis Potosí
San Miguel 368267
Plan de Ayala 298156
Plan de San Luis 272999
Alianza Popular 283409
Total 1222831
Jalisco
San Francisco 160451
Tamazala 380249
Melchor Ocampo 213146
José M Martínez 332364
José M Morelos 148519
Bella vista 140281
Total 1375010
Michoacán
San Sebastián 98452
Santa Clara 120700
Lázaro Cárdenas 85780
Pedernales 41844
Total 346776
Nayarit
El Molino 156804
De Puga 323079
Total 479883
Colima
Quesería 224275
Total 224275
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
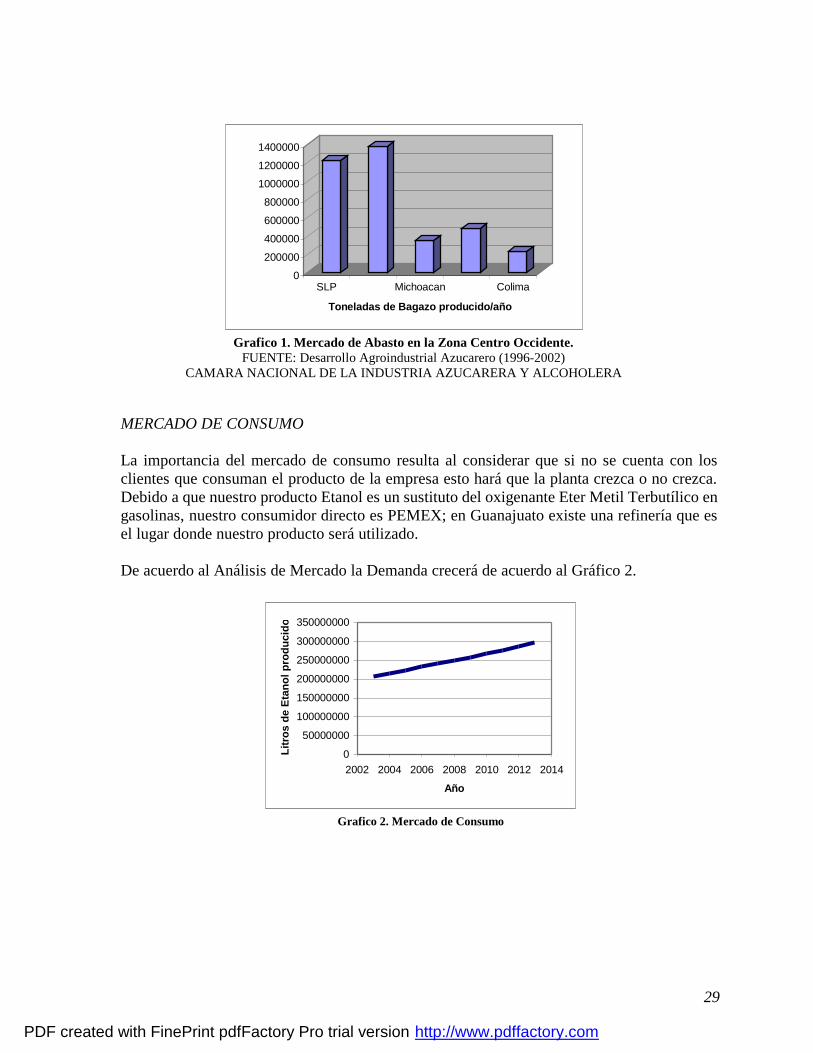
29
0
200000
400000
600000
800000
10000001200000
1400000
SLP Michoacan Colima
Toneladas de Bagazo producido/año
Grafico 1. Mercado de Abasto en la Zona Centro Occidente.
FUENTE: Desarrollo Agroindustrial Azucarero (1996-2002) CAMARA NACIONAL DE LA INDUSTRIA AZUCARERA Y ALCOHOLERA
MERCADO DE CONSUMO La importancia del mercado de consumo resulta al considerar que si no se cuenta con los clientes que consuman el producto de la empresa esto hará que la planta crezca o no crezca. Debido a que nuestro producto Etanol es un sustituto del oxigenante Eter Metil Terbutílico en gasolinas, nuestro consumidor directo es PEMEX; en Guanajuato existe una refinería que es el lugar donde nuestro producto será utilizado. De acuerdo al Análisis de Mercado la Demanda crecerá de acuerdo al Gráfico 2.
0
50000000
100000000
150000000
200000000
250000000
300000000
350000000
2002 2004 2006 2008 2010 2012 2014
Año
Litr
os d
e Et
anol
pro
duci
do
Grafico 2. Mercado de Consumo
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

30
El Bagazo necesario para satisfacer la Demanda se muestra a continuación.
0
500000
1000000
1500000
2000000
2500000
2002 2004 2006 2008 2010 2012 2014
Año
Tone
lada
s de
Bag
azo
Req
uerid
o
Grafico 3. Bagazo requerido para la producción de Etanol.
En la determinación del tamaño de un proyecto existen por lo menos dos puntos de vista el Técnico o de Ingeniería y el Económico. El primero define a la capacidad como el nivel máximo de producción que puede obtenerse de una operación con determinados equipos e instalaciones. Por su parte, el Económico define a la capacidad como el nivel de producción que, utilizando todos los recursos invertidos, reduce al mínimo los costos unitarios, que genera las máximas utilidades. En este proyecto se aplicó el punto de vista Económico para la determinación del tamaño de la planta; de esta manera y de acuerdo a la producción deseada se determinó el tamaño de esta, el cual corresponde a 849,600 m2 de terreno. 3.6. DISTRIBUCION DE EQUIPO EN LA PLANTA. Además de soportar el equipo, debe dejarse equipo en el nivel elevado para inspeccionar la operación para mantenimiento. Los intercambiadores de calor y otros equipos que deben desarmarse de cuando en cuando, requieren más espacio que las simples cámaras y recipientes. Todos los equipos que deben abrirse o desconectarse periódicamente deben disponerse de manera que puedan desarmarse en el lugar, o para bajarlos al piso, y los equipos colocados en los niveles deben arreglarse de tal manera que se evite cualquier interferencia durante la operación. Las estructuras deben también proyectarse para las fuerzas que se producen cuando se esta bajando el equipo. El diagrama anexo muestra la distribución del equipo en la planta. El área de operación de determinó a partir del tamaño de los equipos, el área para el desenvolvimiento del operario, área para el servicio del equipo y lugar para herramientas. Se muestra en la siguiente tabla los equipos principales y el área de operación para cada uno de ellos.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

31
NOMBRE DEL EQUIPO DIÁMETRO/M ÁREA DE OPERACIÓN/M
Fermentador del Inóculo 25 6 Fermentador del Inóculo de Celulasas 12.8 4
Tolva 6 2 Fermentador para inóculo de Celulasas 0.65 2 Fermentador para inóculo de Celulasas 0.75 2 Fermentador para inóculo de Celulasas 2.5 2.5
Tanque del Hidrolizado 9.75 4 TABLA 3.7 . Área de Operación del equipo principal.
La determinación del tamaño del área de producción de acuerdo a los criterios anteriores fue de 417,150 m2. 3.7. ORGANIZACIÓN Se muestra en la Tabla 7 la forma en que se dispuso y asignó el trabajo en el personal de la empresa con el objetivo de alcanzar eficientemente los objetivos de la misma.
AREA PUESTO CANTIDAD FUNCIÒN Gerente administrativo 1 Toma de decisión de importancia
Contadores 3 Cuidar fondos de la empresa y la buena marcha de la misma.
Secretarías 4 Encargados de auxiliar al gerente administrativo.
ADMINISTRATIVA
Servicios médicos 2 Se encarga de la salud general de los empleados. Gerente general 1 Control y manejo de la planta.
Gerente de planta 1 Controla las actividades dentro de la producción. Ingenieros de turno 21 Controla los procesos Obreros en turno 117 Manejos de equipo , limpieza y mantenimiento.
PRODUCCIÒN
Supervisores 39 Encargados de mantenimiento correctivo y preventivo de la planta.
SEGURIDAD Vigilantes 4 Encargado de la seguridad de la planta. TABLA 3.8. de la estructura de la empresa.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

32
3.7.1 TIPO DE SOCIEDAD La organización empresarial, tiene como principales objetivos la selección y adopción de la forma jurídica para constituir la empresa y por otro lado la organización técnica y administrativa de la empresa que ha de permitir dirigir y operar satisfactoriamente las actividades de la misma. Debido a sus características, la Sociedad anónima de Capital Variable ( la empresa se llamará BIOXIGENOL S.A. de C.V. ) es la que ha adquirido mayor relevancia en nuestro país, este tipo de sociedad se organiza bajo una denominación, cuyo capital esta representado por acciones nominativas o al portador y se componen exclusivamente de socios cuya obligación se limita al pago de sus acciones, se constituye con dos socios como mínimo, se debe tener una denominación social, se debe protocolizar su acta constitutiva, la cual debe contener la siguiente información:
1. Los nombres, nacionalidad y domicilio de las personas que constituyen la sociedad. 2. El objeto de la sociedad. 3. Su duración. 4. El importe del capital social. 5. El domicilio de la sociedad. 6. El nombramiento de los administradores. 7. La manera de hacer la distribución de utilidades. 8. Importe del fondo de reserva. 9. Los casos en que la sociedad haya de disolverse anticipadamente.
La administración de la sociedad anónima estará a cargo de uno o varios mandatarios temporales y revocables, quienes pueden ser socios o personas extrañas a la sociedad., la vigilancia estará a cargo de uno o varios comisarios temporales, la sociedad anónima bajo la responsabilidad del administrador presentara al Asamblea de Accionistas, anualmente un informe sobre la marcha de la sociedad ene le ejercicio, así como las políticas seguidas por los administradores, y en su caso, sobre los principales proyectos existentes, un estado que muestre a los accionistas el protocolizar el acta constitutiva derivada de la misma, para lo cual deberán acudir ante un notario público, quien dará fe pública de la constitución de dicha sociedad. El notario llevara a cabo los trámites necesarios para que la empresa pueda empezar a operar normalmente, entre esto trámites se encuentran los siguientes:
1. Registrar la sociedad ente el Registro Público de Comercio. 2. Presentar solicitud de inicio de actividades ante la Secretaria de Relaciones
Exteriores. 3. Pagar una serie de derechos como el uso de suelo.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

33
Estará sujeta a una serie de obligaciones fiscales, dentro de estas se encuentran las siguientes:
1. Llevar una contabilidad. 2. Solicitar su alta ante la SHCP, así como su R.F.C. mediante la forma fiscal R-1. 3. Expedir comprobantes de sus operaciones. 4. Formulas estado financieros. 5. Presentación de pagos provisionales a cuenta del impuesto anual. 6. Presentar declaración del ejercicio. 7. Presentar información declarativa de las operaciones que celebre con sus principales
clientes y proveedores. 8. Conservación de su contabilidad durante el plazo de 10 años. 9. Dar de alta ante la SHCP a los trabajadores que tenga a su cargo, así como ante el
IMSS. 10. Avisar a la SHCP de cualquier modificación al contrato social de la misma.
PAGO DE IMPUESTOS Debido a que las personas morales ( sociedades, empresas), realizan operaciones, están obligadas a pagar diferentes tipos de impuestos, entre esto se encuentran los siguientes: Impuestos Federales
1. Impuestos sobre la renta. 2. Impuesto al activo 3. Impuesto especial sobre producción y servicios. 4. Impuesto al valor agregado.
Estos últimos sólo los pagaran las personas morales que en territorio nacional realicen los actos o actividades siguientes:
• Presten servicios personales independientes. • Arrendamiento de bienes inmuebles. • Importaciones de bienes o servicios. • Exportaciones de bienes o servicios.
Impuestos Locales
1. Impuesto predial. 2. Derechos por suministro de agua. 3. 2% sobre nóminas.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

34
Accionistas
Gerente General
Gerente de Producción
Gerente Administrativo Gerente de
Finanzas Gerente de ventas
Director General
Supervisión de Producción
Supervisor de mantenimiento
Operador de turno
Obreros Operador de turno
Obreros
Agente de ventas
Crédito y Cobranzas
Capacitación Compras Contabilidad Control de calidad
ORGANIGRAMA DE LA EMPRESA BIOXIGENOL
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

35
3.8 OBTENCIÓN DEL DIAGRAMA DE REDES
En este tipo de diagramas se especifican todas las actividades que se han desarrollado desde la identificación del proyecto hasta el funcionamiento de la planta, con esto se puede elaborar el diagrama de redes, el cual requiere de las interacciones entre las diferentes actividades realizadas durante el desarrollo del proyecto.
OPERACIÓN ANTECEDENTES TIEMPO (D) INGENIERÌA BÁSICA 1 Diagramas de proceso --- 50 2 Listas de equipos 1 53 3 Balances de materia y energía 2 41
4 Diagramas de tubería e instrumentación 3 91
5 Hojas de datos de equipos 2,3 28 6 Requerimientos de auxiliares 3 55 7 Hojas de datos de instrumentos 4 40 8 Arreglos de equipos 2,3 136 INGENIERÍA DE DETALLE 9 Esp. y bases del proyecto 8 83 10 Requerimientos de equipos 5, 9, 11 73 11 Modelos del proyecto 9 125 12 Ingeniería civil 120 13 Ingeniería mecánica-tuberías 5 125 14 Ingeniería eléctrica 4,7 126 15 Ingeniería instrumentación 5 105 16 Listas de materiales 12,13,14 46 PROCURAMIENTO
17 Listas de proveedores 16 39 18 Licitaciones 11 144 19 Compras 17 158 20 Expeditación 17 312 21 Inspección 17 274 CONSTRUCCIÓN
22 Plan general de construcción 12,13,14 78 23 Preparación del terreno 22 165 24 Instalación de equipos 23 285 25 Instalación de tuberías 24 322 26 Obras eléctricas e instrumentación 25 316 PRUEBAS DE ARRANQUE
27 Revisión de DTI 26 12 28 Verificación de equipos 27 17 29 Pruebas de aceptación de equipos 28 12 30 Corrida de garantía 29 3 31 Aceptación de la planta 30 3
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
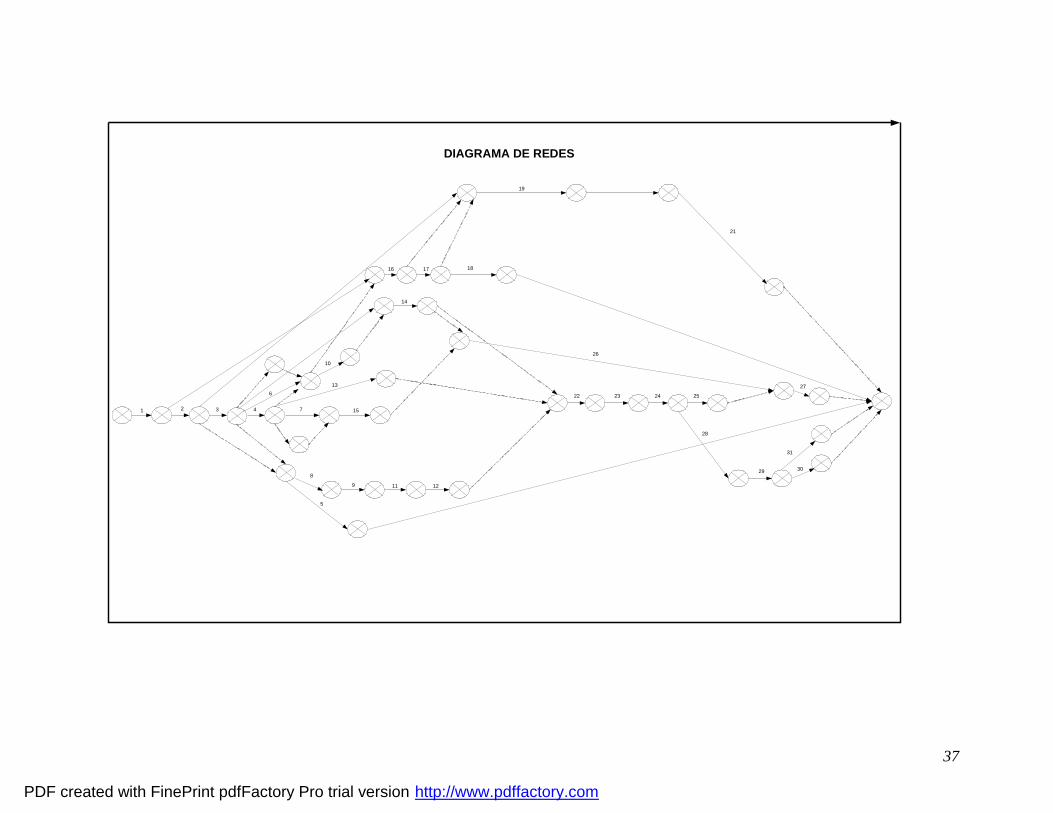
37
1 2 3 4
6
7 15
10
13
8
5
9 11 12
14
16 17 18
19
21
26
22 23 24 25
28
29
31
30
27
DIAGRAMA DE REDES
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
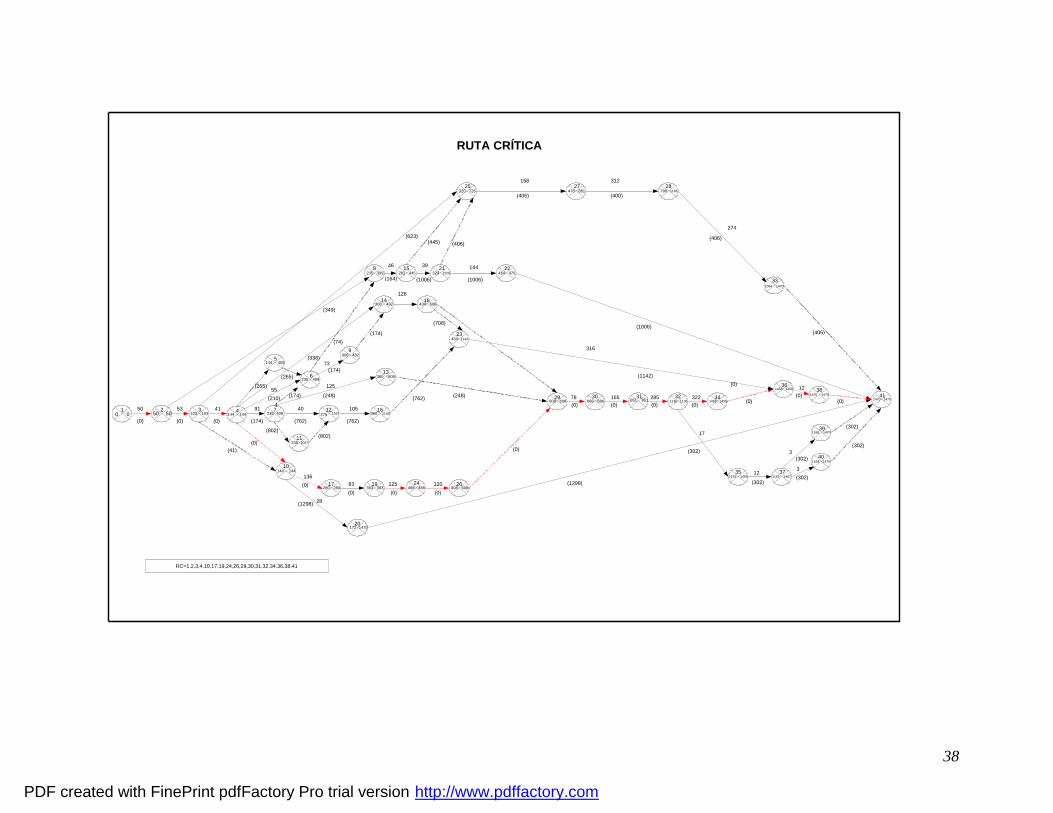
38
RUTA CRÍTICA
50 53 41 91 40 105
13683 125 120
28
55
73
125
46
126
39 144
28516578
158
316
274
312
3
322
12
312
17
210 0
350 50 144
4103 103 235144
1
10
7409
11
144144
1037235
27512
103716
1142380
24280
17 19280 363 363 488 488 608
26608
17220
1470
36013
608
1445
409
2356
9
409
482308
43423
1142
30814 18
482
2358
399 28115
434
44521
608
1326320 46422
29
470
608 68630
608 686
72632025
47827 28
881 1196790
3314701064
31851851
3211361136 1458
341458
145836
381458
1470 1470
351153 1455
3714671165
116839
40
1470
1168
41
1470
14701470
(0) (0)
(0)
(0)
(41)(0)
(0)
(1298)
(174)
(210)
(265)
(338)
(349)
(623)
(164) (1006)
(762)
(265)
(74)(174)
(248)
(762)
(174)
(802)
(0)
(174)
(0)
(762)
(0)
(708)
(248)
(1006)
(1006)
(406)
(445) (406)
(400)
(1142)
(406)
(406)
(0) (0) (0) (0)
(0)(0)
(0)
(0)
(302)
(302)
(302)
(302)
(302)
(302)
(1298)
(802)
RC=1,2,3,4,10,17,19,24,26,29,30,31,32,34,36,38,41
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

39
BIBLIOGRAFÍA Y PÁGINAS DE INTERNET
1. Soto, Espejel Martínez, (1981); Formulación y Evaluación Técnico-Económica de Proyectos Industriales; Editorial Enditovisual. 2. Baca Urbina Gabriel, (1995); Evaluación de Proyectos; 3ª Edición, Editorial Mac Gawl Hill; México D.F. 3. www.ciem.gov.mx/ciem2000/spyme/parques/intranet.asp 4. www.pjetam.gov.mx 5. www.inegi.gov/mx 6. www.sagarpa.gov.mx/Coazucar/menu5/semana16.htm 7. www.clyc.com.mx/m_destinos.htm
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

1
6. INGENIERIA ECONOMICA 2
6.1 INVERSION FIJA 2
6.2 CAPITAL DE TRABAJO O ACTIVO CIRCULANTE 3 6.2.1 Inventario de materias primas requeridas por el proceso productivo (IMP). 3
6.2.2 Inventario de productos en proceso (IPP). 4 6.2.3 Inventario de Producto terminado (IPT). 5
6.2.4 Costos de Producción 5
6.2.5 Cuentas por cobrar (CPC). 5 6.2.6 Efectivo. 6
6.2.7 Cuentas por pagar. 6 6.3 INVERSION TOTAL 7
6.3.1 Préstamo por concepto de Inversión Fija 7
6.3.2 Préstamo por concepto de Capital de Trabajo 8 6.4 PRESUPUESTOS DE INGRESOS Y EGRESOS 8
6.4.1 INGRESOS 9
6.5 ESTADOS FINANCIEROS PROFORMA 15 6.6 PUNTO DE EQUILIBRIO 17
6.7 INDICADORES DE RENTABILIDAD EMPLEADOS EN LA EVALUACION D PROYECTOS DE INVERSION 19
6.8 BIBLIOGRAFIA 24
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

2
6. INGENIERIA ECONOMICA
6.1 INVERSION FIJA
Para subsistir y desarrollarse, una organización debe remunerar adecuadamente a todos los elementos que participan en su actividad, ya que de no hacerlo, basta con que uno o varios de ellos a la vez, se abstengan de contribuir o planteen una situación conflictiva, para que se entorpezca o incluso se vea interrumpida del todo la actividad de dicha asociación. Las posibilidades de supervivencia y desarrollo de una organización están expresadas en por lo menos un objetivo fundamental a lograr: la rentabilidad o rendimiento de la inversión, está es una relación que se establece entre los flujos de efectivo que representan las salidas. Para conocer si un proyecto de inversión es rentable o no, es necesario hacer presupuestos de inversiones y reinversiones ya que todo proyecto de inversión se inicia planteando una pregunta fundamental ¿Cuál es el monto de los recursos requerido para iniciar el proyecto?; esta pregunta se contestó mediante el estimado de la inversión total; que se define de la siguiente manera:
Inversión Total = Inversión Fija + Capital de Trabajo
La determinación de la Inversión Fija que se refiere a todo tipo de activos cuya vida útil es mayor a un año y cuya finalidad es proveer las condiciones necesarias para que la empresa lleve a cabo sus actividades se realizó por el método de Factores desglosados el cual nos permite conocer la Inversión Fija a partir de conocer el costo del equipo principal y multiplicar por un factor. Los factores aquí utilizados se obtuvieron del programa Superpro Designer, A Computing Environmental for Designing Integrated Biochemical, Pharmaceutical, Food, Specialy Chemical as well Waste Recycling Treatment and Disposal Processes. Se muestra en la Tabla 6.1.1 el costo del equipo principal por área (ver anexo 6.1).
Área Costo del equipo principal A100 2,34E+06 A200 1,73E+07 A300 1,04E+07 A400 1,08E+07 A500 7,00E+06 A600 5,73E+06 A700 1,06E+06 A800 4,11E+07 A900 3,60E+06 Total 9,94E+07
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
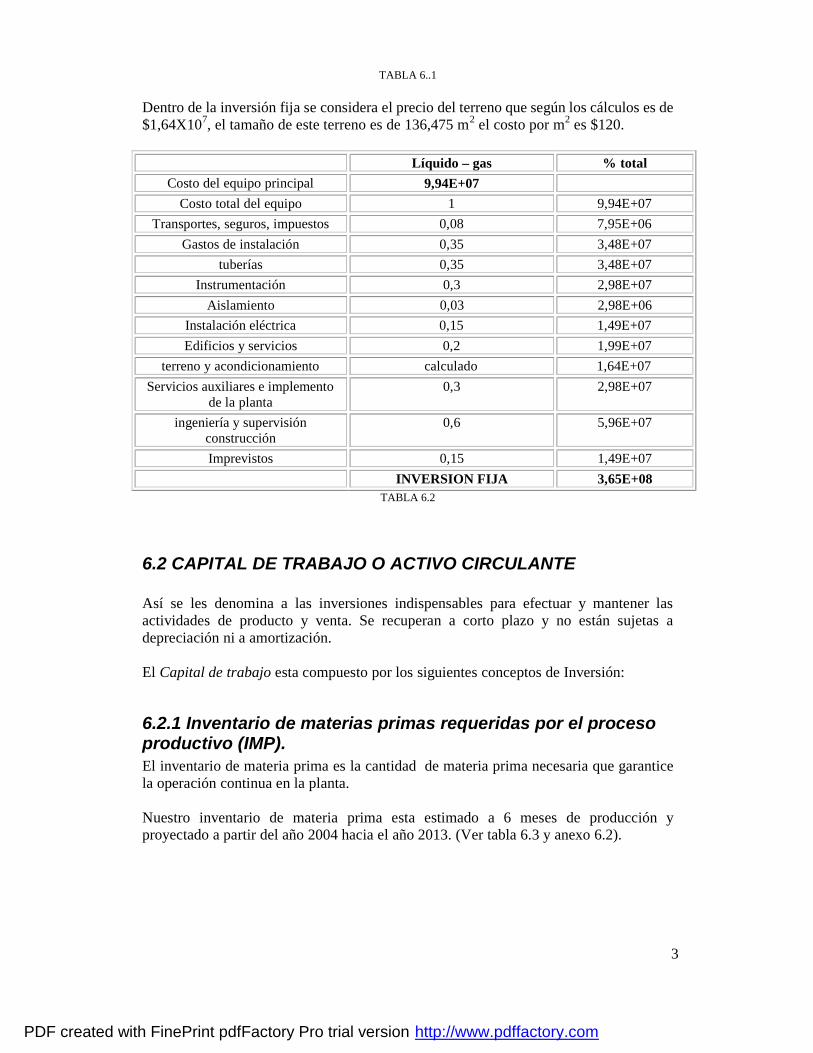
3
TABLA 6..1 Dentro de la inversión fija se considera el precio del terreno que según los cálculos es de $1,64X107, el tamaño de este terreno es de 136,475 m2 el costo por m2 es $120.
Líquido – gas % total Costo del equipo principal 9,94E+07
Costo total del equipo 1 9,94E+07 Transportes, seguros, impuestos 0,08 7,95E+06
Gastos de instalación 0,35 3,48E+07 tuberías 0,35 3,48E+07
Instrumentación 0,3 2,98E+07 Aislamiento 0,03 2,98E+06
Instalación eléctrica 0,15 1,49E+07 Edificios y servicios 0,2 1,99E+07
terreno y acondicionamiento calculado 1,64E+07 Servicios auxiliares e implemento
de la planta 0,3 2,98E+07
ingeniería y supervisión construcción
0,6 5,96E+07
Imprevistos 0,15 1,49E+07 INVERSION FIJA 3,65E+08
TABLA 6.2
6.2 CAPITAL DE TRABAJO O ACTIVO CIRCULANTE Así se les denomina a las inversiones indispensables para efectuar y mantener las actividades de producto y venta. Se recuperan a corto plazo y no están sujetas a depreciación ni a amortización. El Capital de trabajo esta compuesto por los siguientes conceptos de Inversión:
6.2.1 Inventario de materias primas requeridas por el proceso productivo (IMP). El inventario de materia prima es la cantidad de materia prima necesaria que garantice la operación continua en la planta. Nuestro inventario de materia prima esta estimado a 6 meses de producción y proyectado a partir del año 2004 hacia el año 2013. (Ver tabla 6.3 y anexo 6.2).
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
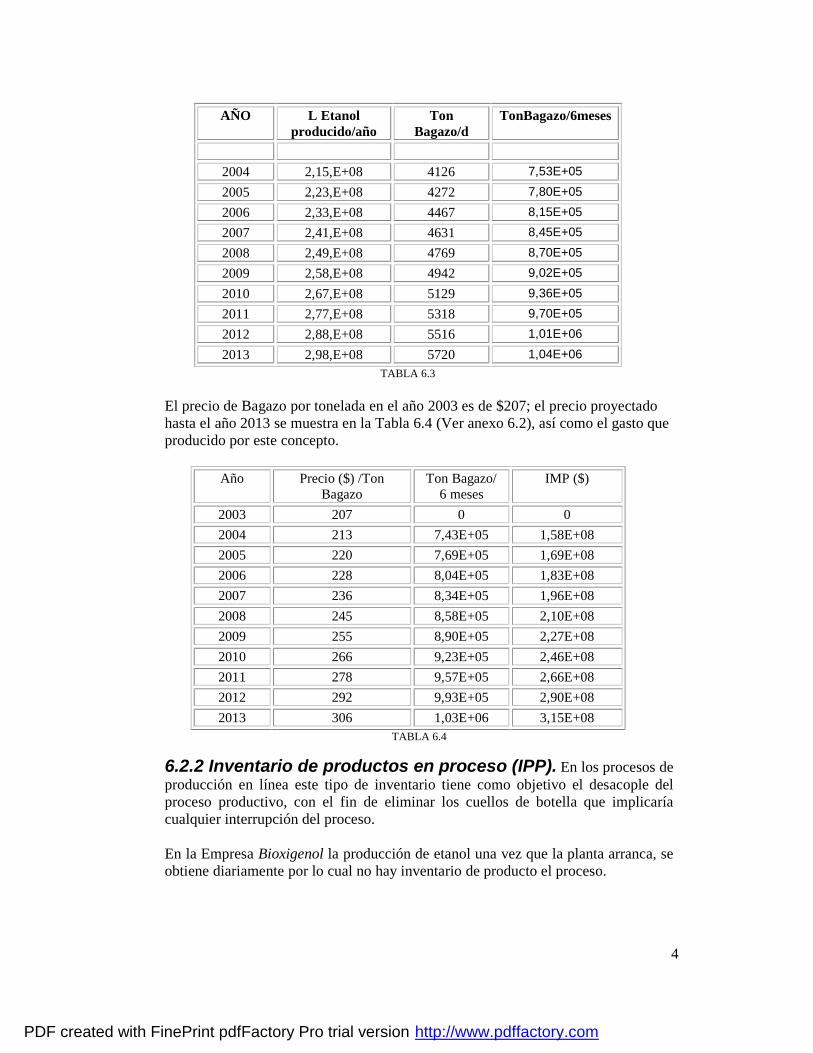
4
AÑO L Etanol producido/año
Ton Bagazo/d
TonBagazo/6meses
2004 2,15,E+08 4126 7,53E+05 2005 2,23,E+08 4272 7,80E+05 2006 2,33,E+08 4467 8,15E+05 2007 2,41,E+08 4631 8,45E+05 2008 2,49,E+08 4769 8,70E+05 2009 2,58,E+08 4942 9,02E+05 2010 2,67,E+08 5129 9,36E+05 2011 2,77,E+08 5318 9,70E+05 2012 2,88,E+08 5516 1,01E+06 2013 2,98,E+08 5720 1,04E+06
TABLA 6.3
El precio de Bagazo por tonelada en el año 2003 es de $207; el precio proyectado hasta el año 2013 se muestra en la Tabla 6.4 (Ver anexo 6.2), así como el gasto que producido por este concepto.
Año Precio ($) /Ton Bagazo
Ton Bagazo/ 6 meses
IMP ($)
2003 207 0 0 2004 213 7,43E+05 1,58E+08 2005 220 7,69E+05 1,69E+08 2006 228 8,04E+05 1,83E+08 2007 236 8,34E+05 1,96E+08 2008 245 8,58E+05 2,10E+08 2009 255 8,90E+05 2,27E+08 2010 266 9,23E+05 2,46E+08 2011 278 9,57E+05 2,66E+08 2012 292 9,93E+05 2,90E+08 2013 306 1,03E+06 3,15E+08
TABLA 6.4
6.2.2 Inventario de productos en proceso (IPP). En los procesos de producción en línea este tipo de inventario tiene como objetivo el desacople del proceso productivo, con el fin de eliminar los cuellos de botella que implicaría cualquier interrupción del proceso. En la Empresa Bioxigenol la producción de etanol una vez que la planta arranca, se obtiene diariamente por lo cual no hay inventario de producto el proceso.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
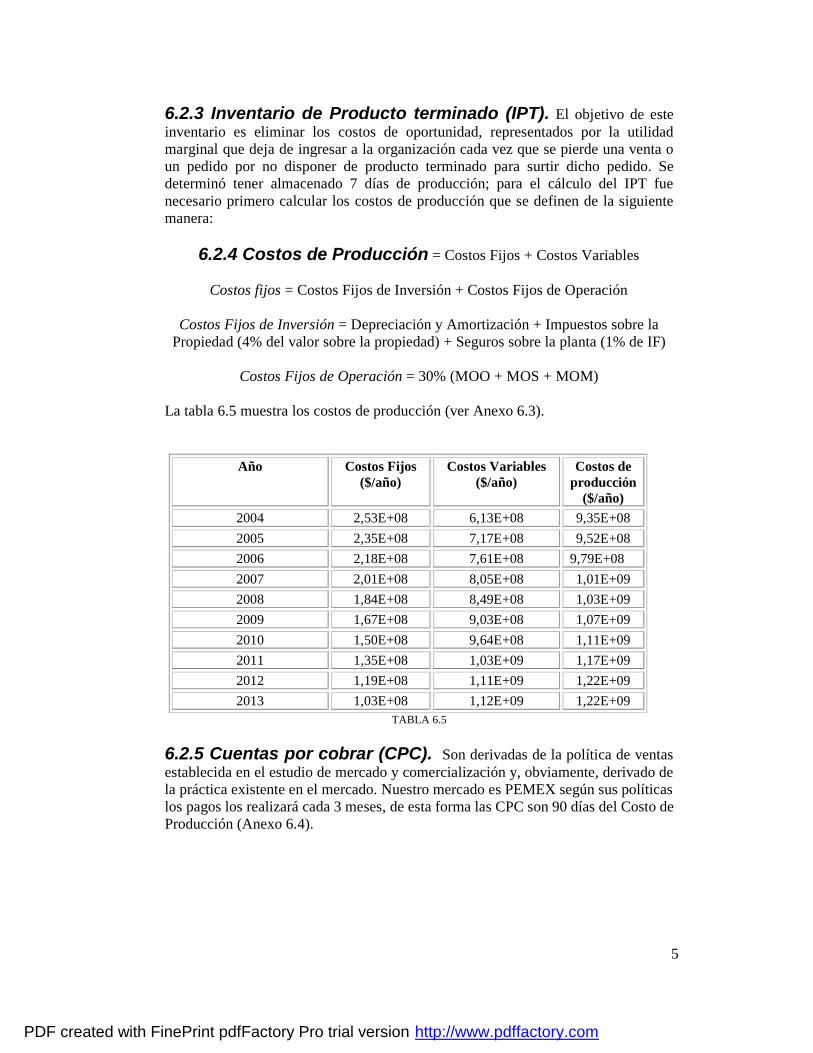
5
6.2.3 Inventario de Producto terminado (IPT). El objetivo de este inventario es eliminar los costos de oportunidad, representados por la utilidad marginal que deja de ingresar a la organización cada vez que se pierde una venta o un pedido por no disponer de producto terminado para surtir dicho pedido. Se determinó tener almacenado 7 días de producción; para el cálculo del IPT fue necesario primero calcular los costos de producción que se definen de la siguiente manera:
6.2.4 Costos de Producción = Costos Fijos + Costos Variables
Costos fijos = Costos Fijos de Inversión + Costos Fijos de Operación
Costos Fijos de Inversión = Depreciación y Amortización + Impuestos sobre la Propiedad (4% del valor sobre la propiedad) + Seguros sobre la planta (1% de IF)
Costos Fijos de Operación = 30% (MOO + MOS + MOM)
La tabla 6.5 muestra los costos de producción (ver Anexo 6.3).
Año Costos Fijos ($/año)
Costos Variables ($/año)
Costos de producción
($/año) 2004 2,53E+08 6,13E+08 9,35E+08 2005 2,35E+08 7,17E+08 9,52E+08 2006 2,18E+08 7,61E+08 9,79E+08 2007 2,01E+08 8,05E+08 1,01E+09 2008 1,84E+08 8,49E+08 1,03E+09 2009 1,67E+08 9,03E+08 1,07E+09 2010 1,50E+08 9,64E+08 1,11E+09 2011 1,35E+08 1,03E+09 1,17E+09 2012 1,19E+08 1,11E+09 1,22E+09 2013 1,03E+08 1,12E+09 1,22E+09
TABLA 6.5 6.2.5 Cuentas por cobrar (CPC). Son derivadas de la política de ventas establecida en el estudio de mercado y comercialización y, obviamente, derivado de la práctica existente en el mercado. Nuestro mercado es PEMEX según sus políticas los pagos los realizará cada 3 meses, de esta forma las CPC son 90 días del Costo de Producción (Anexo 6.4).
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

6
Año Cuentas por Cobrar ($/Año)
2004 2,92E+08 2005 3,12E+08 2006 3,37E+08 2007 3,62E+08 2008 3,87E+08 2009 4,18E+08 2010 4,53E+08 2011 4,91E+08 2012 5,34E+08 2013 5,81E+08
TABLA 6.6
6.2.6 Efectivo. Se refiere al dinero que se tiene en caja y bancos para afrontar imprevistos, así como los saldos mínimos requeridos como reciprocidad por las transacciones bancarias: cuentas de cheques. Se tiene dinero de operación de 30 días el costo de producción.
Año Efectivo ($/Año) 2004 7,11E+07 2005 7,83E+07 2006 8,05E+07 2007 8,27E+07 2008 8,49E+07 2009 8,80E+07 2010 9,16E+07 2011 9,58E+07 2012 1,01E+08 2013 1,00E+08
TABLA 6.7
6.2.7 Cuentas por pagar. Estos representan créditos ofrecidos por los proveedores; debido a que somos una empresa nueva los proveedores no nos dan crédito por lo cual las Cuentas por Pagar son Cero. En la tabla 6 se muestra el capital de Trabajo que se requiere durante la vida del proyecto.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

7
Año Capital de Trabajo ($/Año)
2004 5,38E+08 2005 5,78E+08 2006 6,19E+08 2007 6,60E+08 2008 7,02E+08 2009 7,53E+08 2010 8,11E+08 2011 8,76E+08 2012 9,24E+08 2013 9,95E+08
TABLA 6.8 6.3 INVERSION TOTAL resulta ser entonces:
$3,65E+08 +$ 5,38E+08 = $ 9,03E+08 Es importante mencionar que la empresa decidió pedir un préstamo por concepto de inversión fija y un préstamo por concepto de capital de trabajo del 30% de estos rubros; se considero que el banco cobra 12% de intereses. Los gastos en intereses y de pago al capital se muestran en la tabla 6.9 y 6.9.1.
6.3.1 Préstamo por concepto de Inversión Fija = $ 7,30E+06
Año Intereses ($) Pago al capital ($) 2004 8,76E+06 7,30E+06 2005 7,89E+06 7,30E+06 2006 7,01E+06 7,30E+06 2007 6,13E+06 7,30E+06 2008 5,26E+06 7,30E+06 2009 4,38E+06 7,30E+06 2010 3,51E+06 7,30E+06 2011 2,63E+06 7,30E+06 2012 1,75E+06 7,30E+06 2013 8,76E+05 7,30E+06
TABLA 6.9
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

8
6.3.2 Préstamo por concepto de Capital de Trabajo = $ 1,08E+08
Año Intereses ($) Pago al Capital 2004 1,29E+07 3,12E+06 2005 1,25E+07 3,50E+06 2006 1,21E+07 3,92E+06 2007 1,16E+07 4,39E+06 2008 1,11E+07 4,91E+06 2009 1,05E+07 5,50E+06 2010 9,87E+06 6,16E+06 2011 9,13E+06 6,90E+06 2012 8,30E+06 7,73E+06 2013 7,37E+06 8,66E+06
TABLA 6.9.1
La decisión de pedir los préstamos deriva de las decisiones de apalancar financieramente al proyecto.
6.4 PRESUPUESTOS DE INGRESOS Y EGRESOS El propósito de este tema es estructurar y resumir la información financiera que deriva de las operaciones de la empresa BIOXIGENOL. Esta información es la base que servirá para realizar diversos análisis que permitan determinar la factibilidad del proyecto. Presupuesto de ingresos. Se realizó en base al pronóstico de ventas donde el ingreso para esta empresa se define como:
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

9
6.4.1 INGRESOS = No de Unidades Vendidas * Precio/unidad
Año Precio ($/L) Litros de etanol vendido/año
INGRESOS
2004 5,5 2,15E+08 1,18E+09 2005 5,7 2,23E+08 1,26E+09 2006 5,9 2,33E+08 1,37E+09 2007 6,1 2,41E+08 1,47E+09 2008 6,3 2,49E+08 1,57E+09 2009 6,6 2,58E+08 1,69E+09 2010 6,9 2,67E+08 1,84E+09 2011 7,2 2,77E+08 1,99E+09 2012 7,5 2,88E+08 2,16E+09 2013 7,9 2,98E+08 2,36E+09
TABLA 6.9.2
6.4.2 PRESUPUESTO DE EGRESOS (O PRESUPUESTOS DE COSTOS Y GASTOS)
Este presupuesto “Costos de producción” está formado por dos conceptos de costo/gasto: el relativo a los costos variables de inversión y costos fijos. La característica que distingue a ambos conceptos de costo deriva de que se asocien o no, de manera directa con las actividades de la organización. Así, el gasto de infraestructura se eroga para que las actividades de la organización se puedan llevar a efecto, pero su cuantía no está directamente relacionada con el nivel de actividad, sino que podría decirse que son “fijos” para cierto nivel de actividad. En cambio, los costos variables dependen totalmente de la actividad de la organización y es proporcional a esta. En la tabla se puede observar que se consideraron varios conceptos que fueron calculados de acuerdo al calendario de ventas (Cantidad de materia prima, insumos etc.); otros se estimaron de acuerdo a los criterios siguientes: Mano de obra de mantenimiento = 4% de la Inversión Fija, Suministros de operación = 15% del costo de Mano de obra de Mantenimiento, Regalías = 3% del valor de la producción. Presupuestos de costos variables. Los costos variables son aquellos que están relacionados en forma directa con la producción y venta del etanol, los cuales varían proporcionalmente con el volumen de la producción y la comercialización; a estos costos también se les denomina costos directos, costos marginales, costos de actividad o costos de reposición.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

10
El presupuesto de costos variables requiere para su integración, que se determine una matriz de costos directos unitarios, la cual se multiplicará por una matriz de calendarización de la producción; se obtuvo así la matriz de costos variables que se muestra en la tabla (ver anexo 6.5). Presupuesto de costos fijos. Por lo que respecta a los costos fijos se advierte como ya se había mencionado que tienen dos componentes básicos: los gastos asociados con la operación de la organización es decir los costos fijos de operación (fabricación, administración y ventas) y aquellos que se derivan de las decisiones de apalancar financieramente al proyecto; denominados costos fijos de inversión. En este trabajo los costos fijos de operación se estimaron de la siguiente manera:
30% del costo anual de la (Mano de Obra de Operación + Mano de obra de supervisión y Mano de obra de Mantenimiento).
Ver anexo.6.6
Los costos fijos de inversión se determinaron considerando: • Depreciación y amortización. Tabla 6.9.4 • Impuestos sobre la propiedad (4% del valor de la propiedad). Tabla 6.9.5 • Seguros sobre la planta (1% de la inversión fija). Tabla6.9.6
Donde la depreciación se define como la pérdida que sufren todos los activos tangibles por el uso y la amortización como la pérdida de valor que sufren todos los intangibles (ver anexo 6.3).
D = B - L n D = Depreciación B = costo del bien. L = Valor de rescate n = No de años (determinados por el gobierno).
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
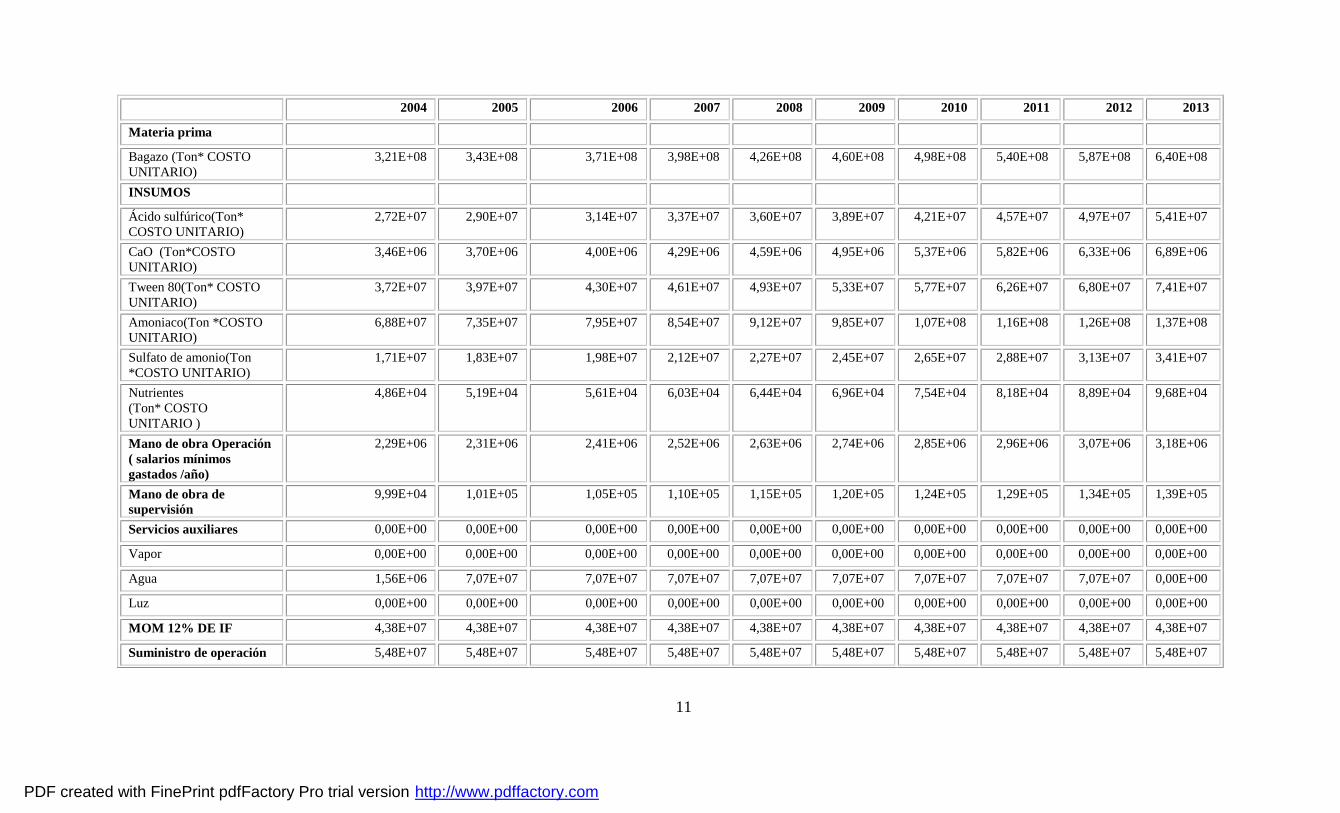
11
2004 2005 2006 2007 2008 2009 2010 2011 2012 2013
Materia prima
Bagazo (Ton* COSTO UNITARIO)
3,21E+08 3,43E+08 3,71E+08 3,98E+08 4,26E+08 4,60E+08 4,98E+08 5,40E+08 5,87E+08 6,40E+08
INSUMOS
Ácido sulfúrico(Ton* COSTO UNITARIO)
2,72E+07 2,90E+07 3,14E+07 3,37E+07 3,60E+07 3,89E+07 4,21E+07 4,57E+07 4,97E+07 5,41E+07
CaO (Ton*COSTO UNITARIO)
3,46E+06 3,70E+06 4,00E+06 4,29E+06 4,59E+06 4,95E+06 5,37E+06 5,82E+06 6,33E+06 6,89E+06
Tween 80(Ton* COSTO UNITARIO)
3,72E+07 3,97E+07 4,30E+07 4,61E+07 4,93E+07 5,33E+07 5,77E+07 6,26E+07 6,80E+07 7,41E+07
Amoniaco(Ton *COSTO UNITARIO)
6,88E+07 7,35E+07 7,95E+07 8,54E+07 9,12E+07 9,85E+07 1,07E+08 1,16E+08 1,26E+08 1,37E+08
Sulfato de amonio(Ton *COSTO UNITARIO)
1,71E+07 1,83E+07 1,98E+07 2,12E+07 2,27E+07 2,45E+07 2,65E+07 2,88E+07 3,13E+07 3,41E+07
Nutrientes (Ton* COSTO UNITARIO )
4,86E+04 5,19E+04 5,61E+04 6,03E+04 6,44E+04 6,96E+04 7,54E+04 8,18E+04 8,89E+04 9,68E+04
Mano de obra Operación ( salarios mínimos gastados /año)
2,29E+06 2,31E+06 2,41E+06 2,52E+06 2,63E+06 2,74E+06 2,85E+06 2,96E+06 3,07E+06 3,18E+06
Mano de obra de supervisión
9,99E+04 1,01E+05 1,05E+05 1,10E+05 1,15E+05 1,20E+05 1,24E+05 1,29E+05 1,34E+05 1,39E+05
Servicios auxiliares 0,00E+00 0,00E+00 0,00E+00 0,00E+00 0,00E+00 0,00E+00 0,00E+00 0,00E+00 0,00E+00 0,00E+00
Vapor 0,00E+00 0,00E+00 0,00E+00 0,00E+00 0,00E+00 0,00E+00 0,00E+00 0,00E+00 0,00E+00 0,00E+00
Agua 1,56E+06 7,07E+07 7,07E+07 7,07E+07 7,07E+07 7,07E+07 7,07E+07 7,07E+07 7,07E+07 0,00E+00
Luz 0,00E+00 0,00E+00 0,00E+00 0,00E+00 0,00E+00 0,00E+00 0,00E+00 0,00E+00 0,00E+00 0,00E+00
MOM 12% DE IF 4,38E+07 4,38E+07 4,38E+07 4,38E+07 4,38E+07 4,38E+07 4,38E+07 4,38E+07 4,38E+07 4,38E+07
Suministro de operación 5,48E+07 5,48E+07 5,48E+07 5,48E+07 5,48E+07 5,48E+07 5,48E+07 5,48E+07 5,48E+07 5,48E+07
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

12
Regalías (3% de las ventas)
3,55E+07 3,79E+07 4,10E+07 4,40E+07 4,71E+07 5,08E+07 5,51E+07 5,97E+07 6,49E+07 7,07E+07
TOTAL 6,13E+08 7,17E+08 7,61E+08 8,05E+08 8,49E+08 9,03E+08 9,64E+08 1,03E+09 1,11E+09 1,12E+09
TABLA 6.9.3
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

13
TABLA 6.9.4
La parte derecha de la tabla nos muestra como va cambiando el valor por causa de la depreciación y amortización.
Año Valor de la propiedad
Impuestos/año
2004 1,64E+07 4,91E+05 2005 1,64E+07 5,07E+05 2006 1,64E+07 5,24E+05 2007 1,64E+07 5,43E+05 2008 1,64E+07 5,64E+05 2009 1,64E+07 5,87E+05 2010 1,64E+07 6,13E+05 2011 1,64E+07 6,42E+05 2012 1,64E+07 6,72E+05 2013 1,64E+07 7,06E+05
TABLA 6.9.5
Año Valor de Tangibles e intangibles ($)
2004 2,44E+08
2005 2,26E+08
2006 2,09E+08
2007 1,92E+08
2008 1,75E+08
2009 1,58E+08
2010 1,41E+08
2011 1,25E+08
2012 1,09E+08
2013 9,27E+07
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

14
Año Inversión Fija Seguros sobre la planta
2004 3,65E+08 3,65E+06 2005 3,65E+08 3,77E+06 2006 3,65E+08 3,90E+06 2007 3,65E+08 4,04E+06 2008 3,65E+08 4,19E+06 2009 3,65E+08 4,37E+06 2010 3,65E+08 4,56E+06 2011 3,65E+08 4,77E+06 2012 3,65E+08 5,00E+06 2013 3,65E+08 5,25E+06
TABLA 6.9.6 Presupuesto de gastos de estructura o costos de operación. Por lo que respecta a los costos de operación se advierte que tienen dos componentes básicos: los gastos asociados con la operación de la organización (fabricación, administración y ventas), llamados también costos de producción y gastos generales. Los gastos generales están compuestos por los siguientes rubros:
• Gastos generales, GG (5% sobre ventas) • Gastos de distribución y ventas, GDV (5% de los costos de producción) • Gastos de Investigación y desarrollo, GID (5 % sobre las ventas) • Gastos financieros, GF (Se refiere a los intereses por conceptos de prestamos) • Varios e imprevistos, VI (5% sobre ventas).
Año GG ($) GDV ($) GID ($) GF ($) VI ($) TOTAL ($)
2004 5,92E+07 4,33E+07 2,37E+07 2,17E+07 5,92E+07 2,07E+08
2005 6,32E+07 4,76E+07 2,53E+07 2,04E+07 6,32E+07 2,20E+08
2006 6,84E+07 4,90E+07 2,73E+07 1,91E+07 6,84E+07 2,32E+08
2007 7,34E+07 5,03E+07 2,94E+07 1,78E+07 7,34E+07 2,44E+08
2008 7,85E+07 5,16E+07 3,14E+07 1,64E+07 7,85E+07 2,56E+08
2009 8,47E+07 5,35E+07 3,39E+07 1,49E+07 8,47E+07 2,72E+08
2010 9,18E+07 5,57E+07 3,67E+07 1,34E+07 9,18E+07 2,89E+08
2011 9,96E+07 5,83E+07 3,98E+07 1,18E+07 9,96E+07 3,09E+08
2012 1,08E+08 6,12E+07 4,33E+07 1,01E+07 1,08E+08 3,31E+08
2013 1,18E+08 6,11E+07 4,71E+07 8,25E+06 1,18E+08 3,52E+08
TABLA 6.9.8
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

15
De estos dos conceptos, los costos de operación pueden ser objeto de control y, en consecuencia, la cuantía de los mismos permite medir la eficiencia de quien está a cargo de la administración del negocio. No sucede igual en el caso de los gastos generales ya que éstos derivan de la estructura financiera que adquiera la firma y una vez contraída la deuda, el compromiso de pago es independiente de la gestión (buena o mala) que realiza el administrador; es decir, no es un gasto controlable y contribuye a incrementar el riesgo de la empresa. Los costos de operación reúnen las actividades sustantivas del proyecto: la fabricación, la administración y la venta o comercialización. Hemos llegado al punto donde es posible estimar los EGRESOS que se definen a continuación:
• Costos fijos de Operación • Costos fijos de Inversión • Gastos generales • Costos variables
La suma de todos estos rubros nos proporciono el estimado de egresos. Tabla 6.9.9
Año CV CFI CFO GG TOTAL 2004 6,13E+08 2,48E+08 5,03E+06 2,07E+08 1,07E+09 2005 7,17E+08 2,31E+08 4,43E+06 2,20E+08 1,17E+09 2006 7,61E+08 2,14E+08 4,43E+06 2,32E+08 1,21E+09 2007 8,05E+08 1,97E+08 4,44E+06 2,44E+08 1,25E+09 2008 8,49E+08 1,80E+08 4,44E+06 2,56E+08 1,29E+09 2009 9,03E+08 1,63E+08 4,44E+06 2,72E+08 1,34E+09 2010 9,64E+08 1,46E+08 4,44E+06 2,89E+08 1,40E+09 2011 1,03E+09 1,30E+08 4,45E+06 3,09E+08 1,47E+09 2012 1,11E+09 1,14E+08 4,45E+06 3,31E+08 1,56E+09 2013 1,12E+09 9,87E+07 4,45E+06 3,52E+08 1,57E+09
TABLA 6.9.9
6.5 ESTADOS FINANCIEROS PROFORMA
Después de haber elaborado todos los presupuestos requeridos para el proyecto, se procede a la formulación de los estados financieros proforma, los que muestran finalmente la situación futura en la que se encontrará la empresa de acuerdo con lo que se planea realizar. Lo ya mencionado se presenta en la Tabla 6.9.1.1
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

16
Estado de resultados o de pérdidas y ganancias:
Año INGRESOS ($)
EGRESOS ($)
UTILIDAD BRUTA ($)
ISR ($) PTU ($) UTILIDAD NETA ($)
2004 1,18E+09 1,07E+09 1,11E+08 3,87E+07 1,11E+07 6,08E+07 2005 1,26E+09 1,17E+09 9,25E+07 3,24E+07 9,25E+06 5,09E+07 2006 1,37E+09 1,21E+09 1,55E+08 5,44E+07 1,55E+07 8,55E+07 2007 1,47E+09 1,25E+09 2,18E+08 7,62E+07 2,18E+07 1,20E+08 2008 1,57E+09 1,29E+09 2,80E+08 9,80E+07 2,80E+07 1,54E+08 2009 1,69E+09 1,34E+09 3,53E+08 1,24E+08 3,53E+07 1,94E+08 2010 1,84E+09 1,40E+09 4,32E+08 1,51E+08 4,32E+07 2,38E+08 2011 1,99E+09 1,47E+09 5,16E+08 1,81E+08 5,16E+07 2,84E+08 2012 2,16E+09 1,56E+09 6,09E+08 2,13E+08 6,09E+07 3,35E+08 2013 2,36E+09 1,57E+09 7,83E+08 2,74E+08 7,83E+07 4,31E+08
TABLA 6.9.1.1
Este estado financiero sirvió para calcular la utilidad o pérdida neta (después de quitarle el ISR que es el impuesto sobre la renta es decir el 35% de la utilidad bruta y el PTU (participación de trabajos de utilidades) que es el 10% de la utilidad bruta). Este estado financiero, en realidad resume los diferentes presupuestos elaborados anteriormente. Por otra parte conviene destacar que este estado financiero Tabla 6.9.1.1 sólo contempla las utilidades de tipo fiscal que genera la empresa o proyecto, pero no permite determinar si la empresa o proyecto en cuestión tiene capacidad para:
• Distribuir dividendos entre los accionistas. Y debido a que se recurrió a apalancamiento financiero Tabla 6.9, 6.10, este estado financiero tampoco nos permite determinar si el proyecto tiene capacidad para:
• Pagar los créditos correspondientes. Por esta razón es necesaria la elaboración del estado de fuentes y usos de efectivo.
Estado de fuentes y usos de efectivo. Este reporte financiero deriva del estado de resultados y nos permite determinar la capacidad del proyecto respecto a las tres cuestiones señaladas en el párrafo anterior; se muestra en la Tabla 6.9.1.2
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
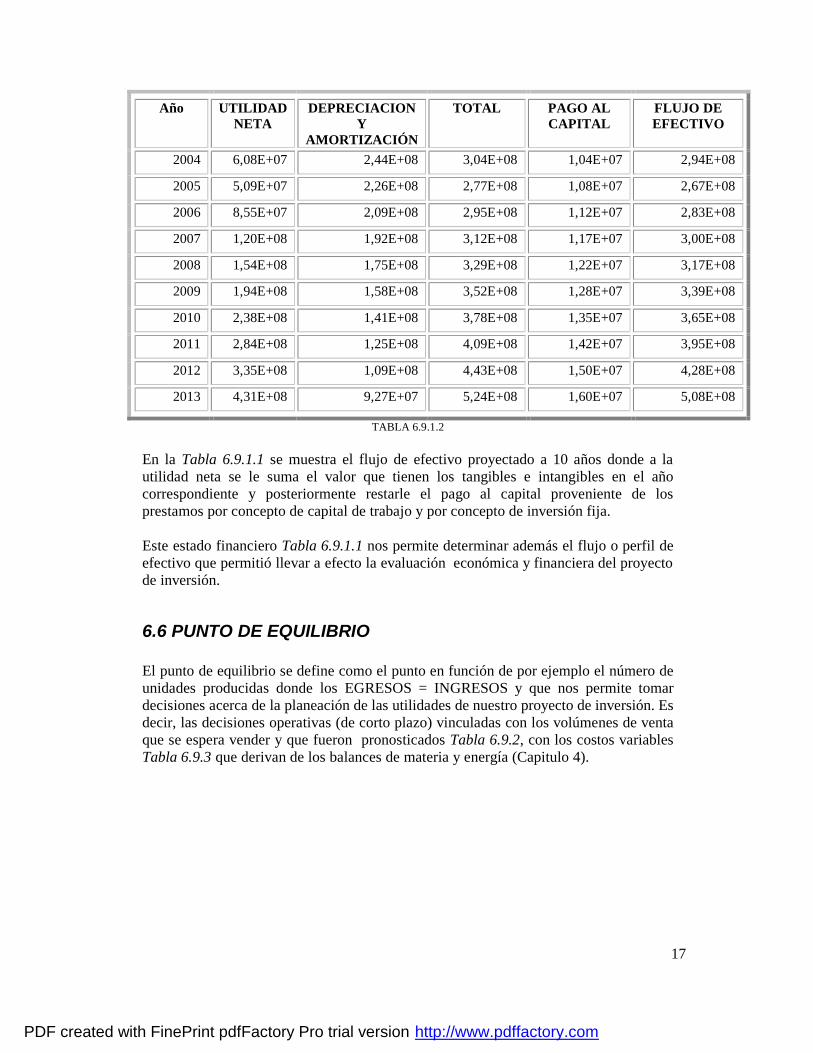
17
Año UTILIDAD NETA
DEPRECIACION Y
AMORTIZACIÓN
TOTAL PAGO AL CAPITAL
FLUJO DE EFECTIVO
2004 6,08E+07 2,44E+08 3,04E+08 1,04E+07 2,94E+08
2005 5,09E+07 2,26E+08 2,77E+08 1,08E+07 2,67E+08
2006 8,55E+07 2,09E+08 2,95E+08 1,12E+07 2,83E+08
2007 1,20E+08 1,92E+08 3,12E+08 1,17E+07 3,00E+08
2008 1,54E+08 1,75E+08 3,29E+08 1,22E+07 3,17E+08
2009 1,94E+08 1,58E+08 3,52E+08 1,28E+07 3,39E+08
2010 2,38E+08 1,41E+08 3,78E+08 1,35E+07 3,65E+08
2011 2,84E+08 1,25E+08 4,09E+08 1,42E+07 3,95E+08
2012 3,35E+08 1,09E+08 4,43E+08 1,50E+07 4,28E+08
2013 4,31E+08 9,27E+07 5,24E+08 1,60E+07 5,08E+08
TABLA 6.9.1.2 En la Tabla 6.9.1.1 se muestra el flujo de efectivo proyectado a 10 años donde a la utilidad neta se le suma el valor que tienen los tangibles e intangibles en el año correspondiente y posteriormente restarle el pago al capital proveniente de los prestamos por concepto de capital de trabajo y por concepto de inversión fija. Este estado financiero Tabla 6.9.1.1 nos permite determinar además el flujo o perfil de efectivo que permitió llevar a efecto la evaluación económica y financiera del proyecto de inversión.
6.6 PUNTO DE EQUILIBRIO
El punto de equilibrio se define como el punto en función de por ejemplo el número de unidades producidas donde los EGRESOS = INGRESOS y que nos permite tomar decisiones acerca de la planeación de las utilidades de nuestro proyecto de inversión. Es decir, las decisiones operativas (de corto plazo) vinculadas con los volúmenes de venta que se espera vender y que fueron pronosticados Tabla 6.9.2, con los costos variables Tabla 6.9.3 que derivan de los balances de materia y energía (Capitulo 4).
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
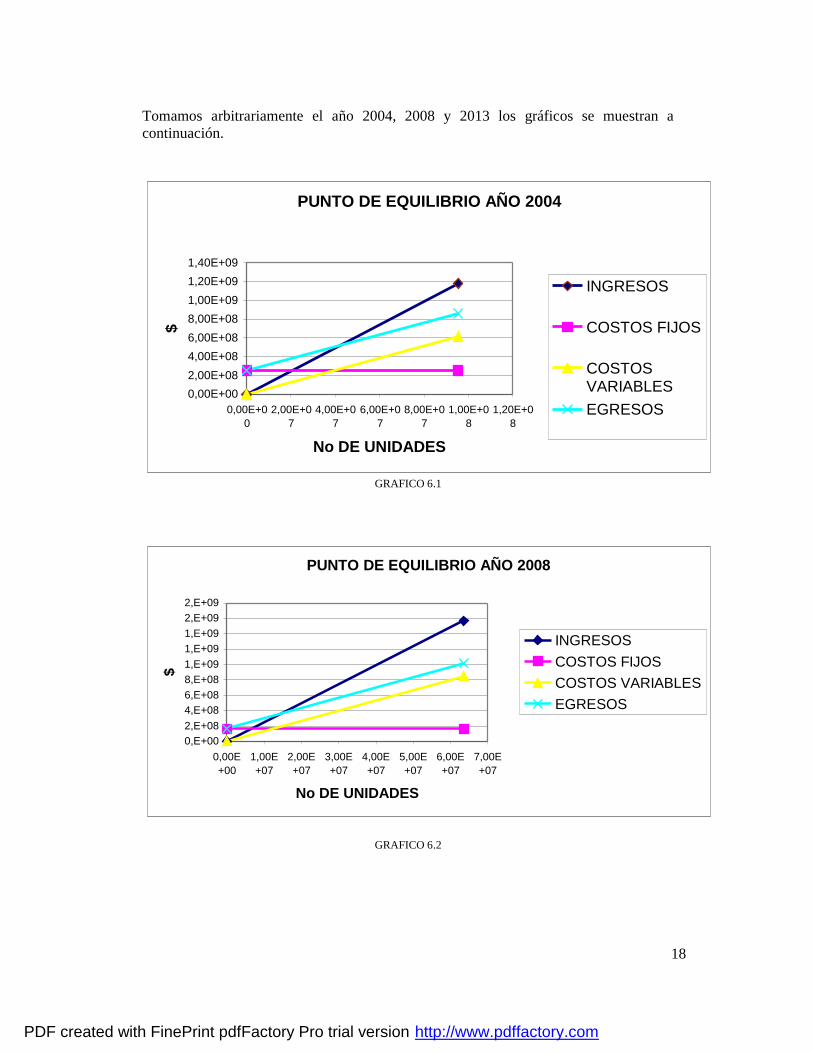
18
Tomamos arbitrariamente el año 2004, 2008 y 2013 los gráficos se muestran a continuación.
PUNTO DE EQUILIBRIO AÑO 2004
0,00E+002,00E+084,00E+086,00E+088,00E+081,00E+091,20E+091,40E+09
0,00E+00
2,00E+07
4,00E+07
6,00E+07
8,00E+07
1,00E+08
1,20E+08
No DE UNIDADES
$
INGRESOS
COSTOS FIJOS
COSTOSVARIABLESEGRESOS
GRAFICO 6.1
PUNTO DE EQUILIBRIO AÑO 2008
0,E+002,E+084,E+086,E+088,E+081,E+091,E+091,E+092,E+092,E+09
0,00E+00
1,00E+07
2,00E+07
3,00E+07
4,00E+07
5,00E+07
6,00E+07
7,00E+07
No DE UNIDADES
$
INGRESOSCOSTOS FIJOSCOSTOS VARIABLESEGRESOS
GRAFICO 6.2
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

19
PUNTO DE EQUILIBRIO AÑO 2013
0,00E+00
5,00E+08
1,00E+09
1,50E+09
2,00E+09
2,50E+09
0 5E+06 1E+07 2E+07 2E+07 3E+07 3E+07
No DE UNIDADES
$INGRESOS
COSTOS FIJOS
COSTOSVARIABLESEGRESOS
GRAFICO 6.3
Estos gráficos nos resultan muy útiles cuando queremos determinar el volumen mínimo de producción en el cual solo hay ganancia, ya que al lado derecho de los gráficos después del punto de equilibrio significa solo ganancias; por el contrario en el lado izquierdo se representa el volumen de ventas que significan perdidas para la empresa.
6.7 INDICADORES DE RENTABILIDAD EMPLEADOS EN LA EVALUACION D PROYECTOS DE INVERSION
Para evaluar el presente proyecto se enfocaron dos vertientes: la evaluación económica y la evaluación financiera. En ambos casos se emplearon los mismos indicadores de rentabilidad: la diferencia entre ambos tipos de evaluación estará dada por los flujos de efectivo y por la tasa de descuento empleada en cada uno de ellos. Los indicadores financieros de evaluación que aquí se utilizaron fueron: el valor presente neto (VPN), la tasa interna de rendimiento (TIR) y el período de recuperación del capital. El valor presente neto (VPN). Para calcular o medir el rendimiento de este proyecto de inversión mediante este indicador, fue necesaria la determinación de un flujo de efectivo y de una tasa de mínima aceptable de retorno (TMAR) que representa las expectativas de nuestro inversionista.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
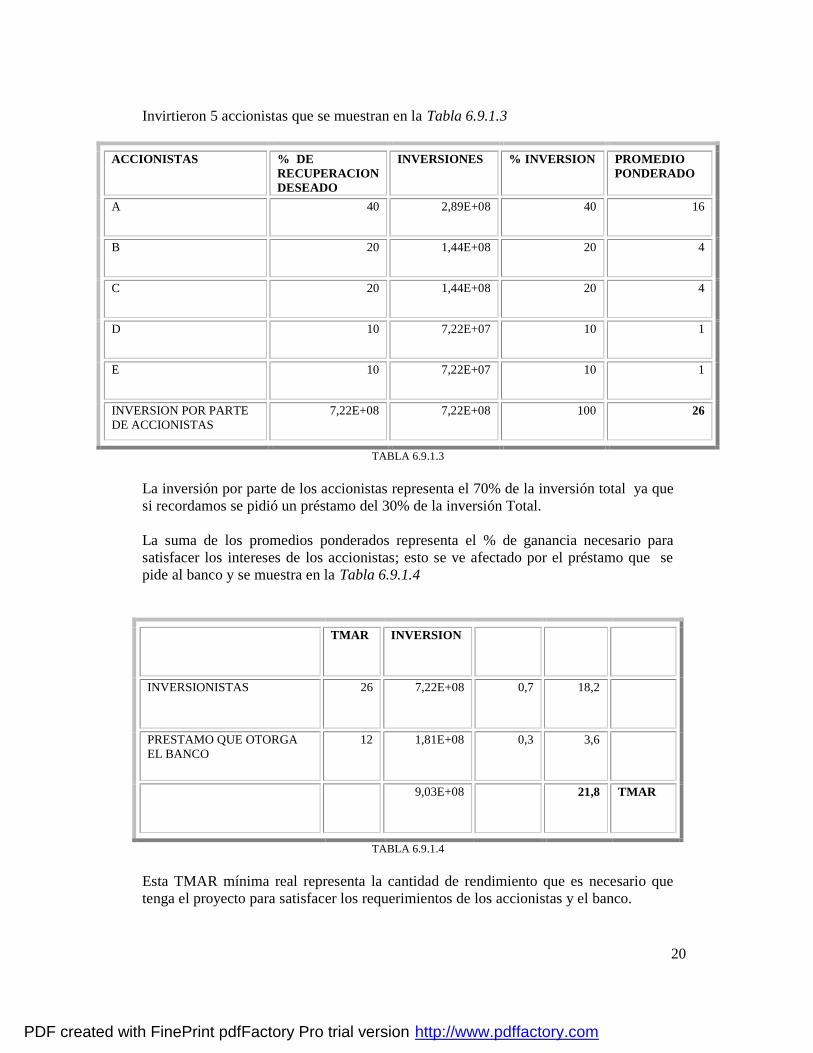
20
Invirtieron 5 accionistas que se muestran en la Tabla 6.9.1.3
ACCIONISTAS % DE RECUPERACION DESEADO
INVERSIONES % INVERSION PROMEDIO PONDERADO
A 40 2,89E+08 40 16
B 20 1,44E+08 20 4
C 20 1,44E+08 20 4
D 10 7,22E+07 10 1
E 10 7,22E+07 10 1
INVERSION POR PARTE DE ACCIONISTAS
7,22E+08 7,22E+08 100 26
TABLA 6.9.1.3 La inversión por parte de los accionistas representa el 70% de la inversión total ya que si recordamos se pidió un préstamo del 30% de la inversión Total. La suma de los promedios ponderados representa el % de ganancia necesario para satisfacer los intereses de los accionistas; esto se ve afectado por el préstamo que se pide al banco y se muestra en la Tabla 6.9.1.4
TMAR INVERSION
INVERSIONISTAS 26 7,22E+08 0,7 18,2
PRESTAMO QUE OTORGA EL BANCO
12 1,81E+08 0,3 3,6
9,03E+08 21,8 TMAR
TABLA 6.9.1.4 Esta TMAR mínima real representa la cantidad de rendimiento que es necesario que tenga el proyecto para satisfacer los requerimientos de los accionistas y el banco.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
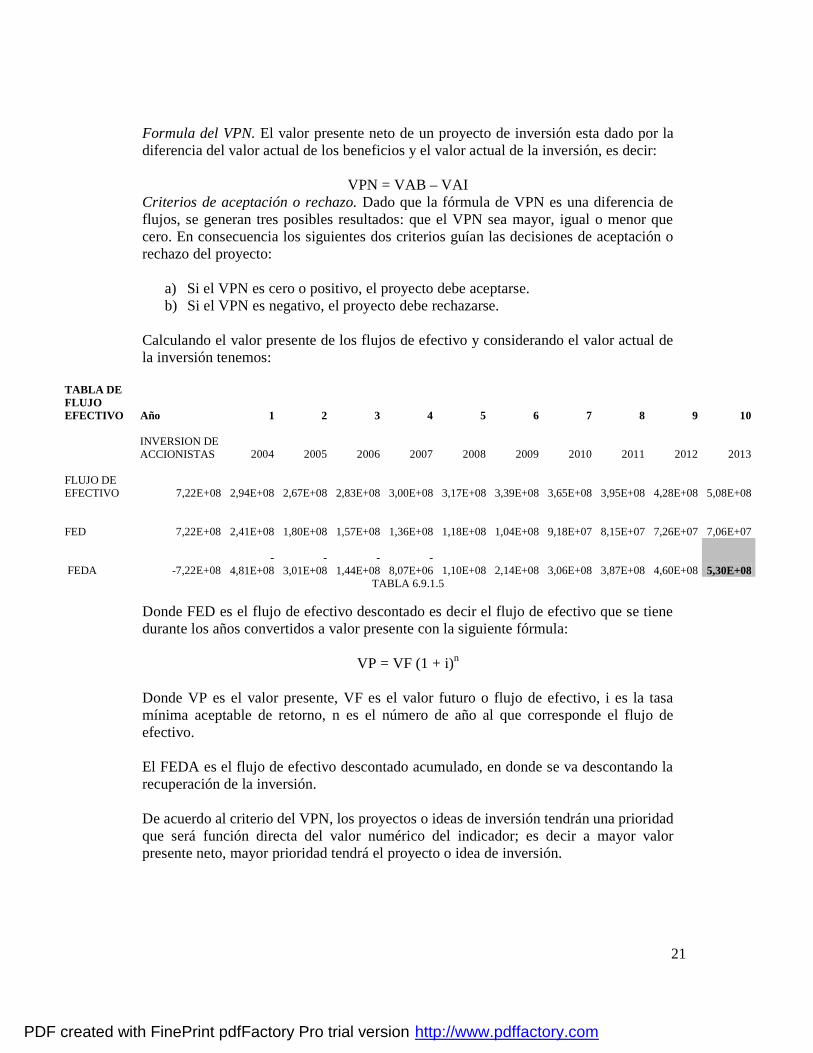
21
Formula del VPN. El valor presente neto de un proyecto de inversión esta dado por la diferencia del valor actual de los beneficios y el valor actual de la inversión, es decir:
VPN = VAB – VAI Criterios de aceptación o rechazo. Dado que la fórmula de VPN es una diferencia de flujos, se generan tres posibles resultados: que el VPN sea mayor, igual o menor que cero. En consecuencia los siguientes dos criterios guían las decisiones de aceptación o rechazo del proyecto:
a) Si el VPN es cero o positivo, el proyecto debe aceptarse. b) Si el VPN es negativo, el proyecto debe rechazarse.
Calculando el valor presente de los flujos de efectivo y considerando el valor actual de la inversión tenemos:
TABLA DE FLUJO EFECTIVO Año 1 2 3 4 5 6 7 8 9 10
INVERSION DE ACCIONISTAS 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013
FLUJO DE EFECTIVO 7,22E+08 2,94E+08 2,67E+08 2,83E+08 3,00E+08 3,17E+08 3,39E+08 3,65E+08 3,95E+08 4,28E+08 5,08E+08
FED 7,22E+08 2,41E+08 1,80E+08 1,57E+08 1,36E+08 1,18E+08 1,04E+08 9,18E+07 8,15E+07 7,26E+07 7,06E+07
FEDA -7,22E+08 -
4,81E+08 -
3,01E+08 -
1,44E+08 -
8,07E+06 1,10E+08 2,14E+08 3,06E+08 3,87E+08 4,60E+08 5,30E+08 TABLA 6.9.1.5
Donde FED es el flujo de efectivo descontado es decir el flujo de efectivo que se tiene durante los años convertidos a valor presente con la siguiente fórmula:
VP = VF (1 + i)n
Donde VP es el valor presente, VF es el valor futuro o flujo de efectivo, i es la tasa mínima aceptable de retorno, n es el número de año al que corresponde el flujo de efectivo. El FEDA es el flujo de efectivo descontado acumulado, en donde se va descontando la recuperación de la inversión. De acuerdo al criterio del VPN, los proyectos o ideas de inversión tendrán una prioridad que será función directa del valor numérico del indicador; es decir a mayor valor presente neto, mayor prioridad tendrá el proyecto o idea de inversión.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
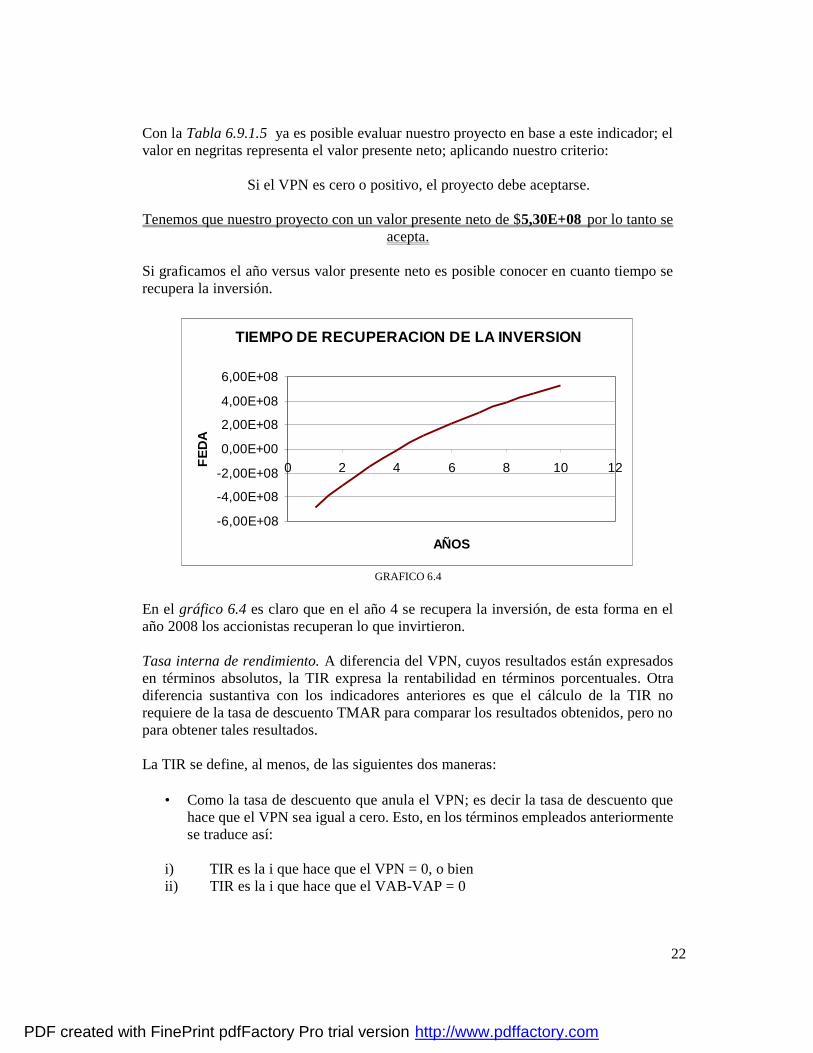
22
Con la Tabla 6.9.1.5 ya es posible evaluar nuestro proyecto en base a este indicador; el valor en negritas representa el valor presente neto; aplicando nuestro criterio:
Si el VPN es cero o positivo, el proyecto debe aceptarse.
Tenemos que nuestro proyecto con un valor presente neto de $5,30E+08 por lo tanto se acepta.
Si graficamos el año versus valor presente neto es posible conocer en cuanto tiempo se recupera la inversión.
TIEMPO DE RECUPERACION DE LA INVERSION
-6,00E+08
-4,00E+08
-2,00E+08
0,00E+00
2,00E+08
4,00E+08
6,00E+08
0 2 4 6 8 10 12
AÑOS
FEDA
GRAFICO 6.4
En el gráfico 6.4 es claro que en el año 4 se recupera la inversión, de esta forma en el año 2008 los accionistas recuperan lo que invirtieron. Tasa interna de rendimiento. A diferencia del VPN, cuyos resultados están expresados en términos absolutos, la TIR expresa la rentabilidad en términos porcentuales. Otra diferencia sustantiva con los indicadores anteriores es que el cálculo de la TIR no requiere de la tasa de descuento TMAR para comparar los resultados obtenidos, pero no para obtener tales resultados. La TIR se define, al menos, de las siguientes dos maneras:
• Como la tasa de descuento que anula el VPN; es decir la tasa de descuento que hace que el VPN sea igual a cero. Esto, en los términos empleados anteriormente se traduce así:
i) TIR es la i que hace que el VPN = 0, o bien ii) TIR es la i que hace que el VAB-VAP = 0
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

23
Como la tasa de descuento que hace equivalente el valor actual de los costos de adquisición de la inversión con el valor actual del flujo de beneficios generados por dicha inversión o sea:
La TIR es la i que hace que VPN = VPB
Fórmula de la TIR. Se tiene que la suma de flujo de efectivos pasados a valor presente es igual al valor presente de beneficio es decir igual a la inversión que aportan los accionistas, la TIR vendría siendo la tasa de descuento (i) que aparece en el denominador de cada término de la ecuación. Para aplicar el segundo indicador en este proyecto se resolvió la ecuación para dicha tasa y el resultado fue:
TIR 41% INVERSION DE ACCIONISTAS 7,14E+08
TABLA 6.9.1.6
La TIR, al igual que el indicador VPN tiene dos criterios a seguir para aceptar o rechazar propuestas de inversión:
a) Si la TIR es mayor o igual que la TMAR el proyecto se acepta. b) Si la TIR es menor que la TMAR el proyecto se rechaza.
Concluimos con este segundo indicador que dado que la TIR > TMAR el proyecto se
acepta.
El tercer indicador es el % de recuperación que se define como:
% de Recuperación = Suma de flujo de efectivo Inversión por parte de los accionistas
% de recuperación = $1,25E+09 = 1.73 $7,22E+08
Esto nos muestra que en la proyección que se realiza en este análisis económico se recupera 1.73 veces más de lo invertido.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

24
6.8 BIBLIOGRAFIA
(1) Formulación y evaluación de proyectos de inversión.; Juan Gallardo Cervantes,McGrawHill; (1998)
(2) Superpro Designer, A Computing Environmental for Designing Integrated Biochemical, Pharmaceutical, Food, Specialy Chemical as well Waste Recycling Treatment and Disposal Processes
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
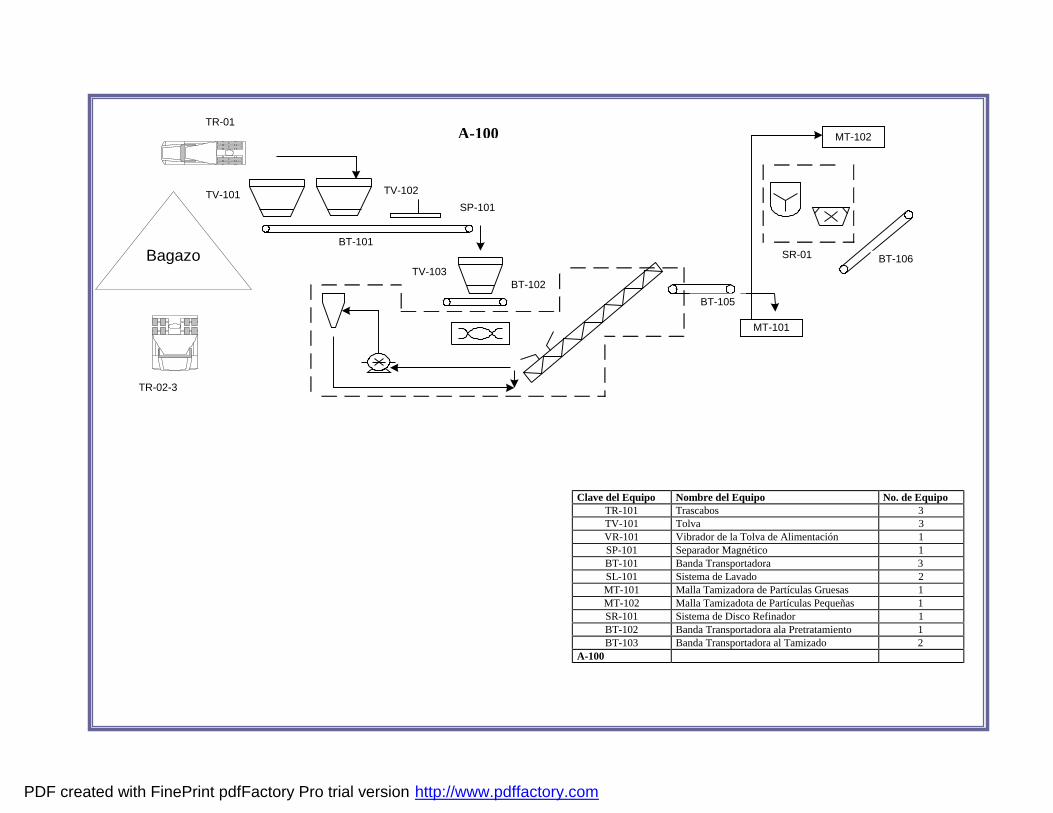
Bagazo
TR-01
TR-02-3
TV-102TV-101
TV-103
BT-101
BT-105BT-102
MT-101
MT-102
BT-106SR-01
SP-101
Clave del Equipo Nombre del Equipo No. de Equipo TR-101 Trascabos 3 TV-101 Tolva 3 VR-101 Vibrador de la Tolva de Alimentación 1 SP-101 Separador Magnético 1 BT-101 Banda Transportadora 3 SL-101 Sistema de Lavado 2 MT-101 Malla Tamizadora de Partículas Gruesas 1 MT-102 Malla Tamizadota de Partículas Pequeñas 1 SR-101 Sistema de Disco Refinador 1 BT-102 Banda Transportadora ala Pretratamiento 1 BT-103 Banda Transportadora al Tamizado 2
A-100
A-100
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

B-201
T-201
M-201
T-202
R-201
E-202
B-202
M-203
M-202
E-201
B-203
B-204
F-201
T-203
F-209
T-209
T-204
C-209
B-205
B-209
T-224
HY-209
A-203
A-204
A-224
C0MPONENTE UNIDAD FLUJO<> <101> <102> <103> Clave del Equipo Nombre del Equipo No. de Equipo M-201 Mezclador en Línea de Ac Sulfúrico 1 M-202 Mezclador en Línea de Amoniaco 1 A-203 Agitador del Tanque de Encalado 1 A-205 Agitador del Tanque de Reacidificación 1 A-206 Agitador del Tanque receptor de la Pasta 1 M-202 Mezclador de Acidificación en Línea 1 BT-201 Transportador del Hidrolizado 1 BT-202 Transportador del Lavado de Sólidos 4 AL-204 Alimentador de Cal 1 E-201 Enfriador del Hidrolizado 1 E-202 Economizador de Aliment. a la Columna de Dest. 2 R-201 Reactor de Prehidrólisis 1 B-201 Bomba de Ac Sulfúrico 1 B-202 Bomba del Hidrolizado con Cal 1 B-203 Bomba del Hidrolizado Filtrado 1 B-204 Bomba de Alimentación al Fermentador 2 B-205 Bomba de Elusión del ISEP 1 B-206 Bomba de recarga del ISEP 1 B-207 Bomba de Alimentación del Hidrolizado ISEP 1 B-208 Bomba del Licor Reacidificado 1 FT-201 Filtro Prensa 8 FT-209 ISEP 1 T-201 Tanque de Almacenado de Ac Sulf. 1 T-202 Tanque flash 1 T-203 Tanque de Encalado 1 T-204 Tanque de Almacén de Cal 1 T-205 Tanque de Reacidificación 1 T-206 Tanque receptor de la Pasta 1
A-200
A-200
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

F-301-5
E-304-5
A-3045
T-300
A-300B-300
A-400
B-306
A-200
A-200
A-301
T-301
F-306-22A-306-22
B-306-22
E-306-22
E-323
Clave del Equipo Nombre del Equipo No. de Equipo
A-306 Agitador para Fermentador de Celulasa 34 A-300 Agitador del Tanque Contenedor de Inóculo 1 A-309 Agitador del Cuarto Reactor de Inóculo 2 A-305 Agitador del Quinto Recator de Inóculo 2 A-321 Beer Surge Tank Agitador 1 F-306 Fermentadores SSCF 17 F-301 1º Fermentador del Inóculo 2 F-302 2º Fermentador del Inóculo 2 F-303 3º Fermentador del Inóculo 2 F-304 4º Fermentador del Inóculo 2 F-305 5º Fermentador del Inóculo 2 E-301 Enfriador del Fermentador 17 E-323 Enfriador del Inóculo del Hidrolizado SSCF 1 E-306 Fermentadores SSCF 3 E-304 Serpentín del Cuarto Fermentador del Inóculo 1 E-305 Serpentín del Quinto Fermentador del Inóculo 1 B-306 Bomba de Transf.. y Recirculación al SSCF al Inóculo 17 B-301 Bomba de Transferencia ala SSCF al Inóculo 1 B-302 Bomba de Transferencia al Inóculo 2 B-323 Bomba de Transferencia al Licor 1 T-321 Tanque de Almacenado del Inóculo del SSCF 1 T-300 Tanque de Almacenado del Licor 1
A-300
A-300
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
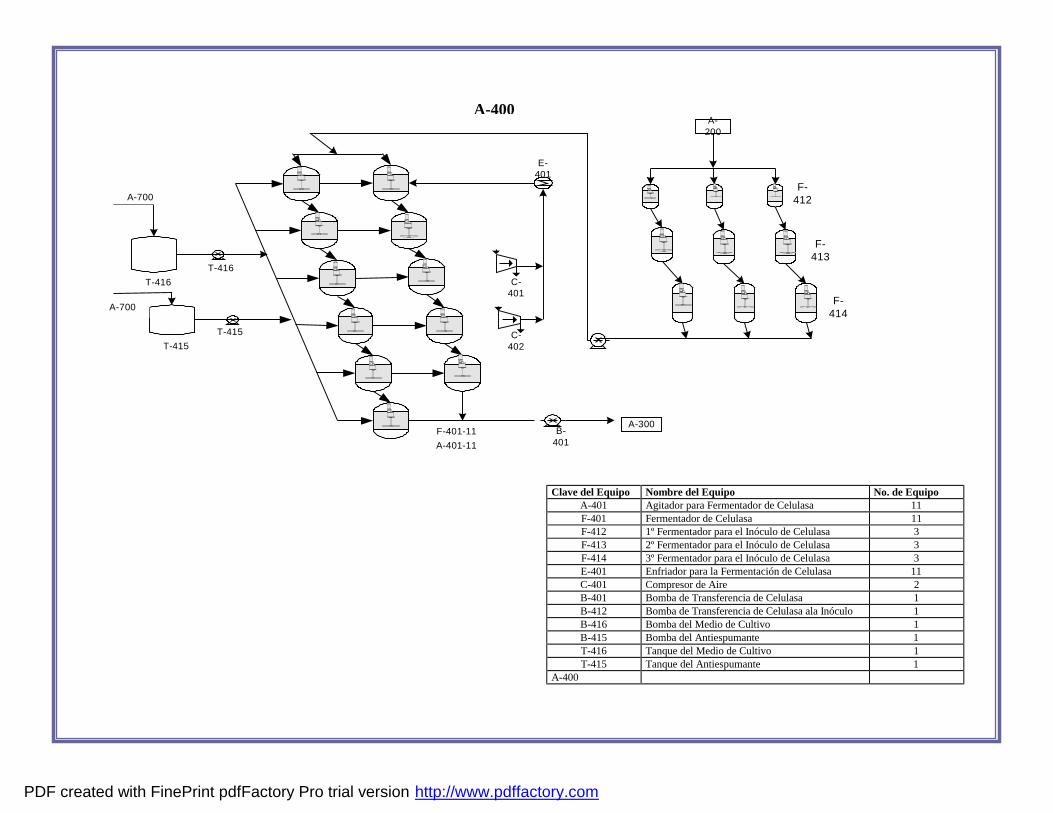
F-412
F-414
F-413
A-700
A-700
T-415
T-416
T-415
T-416
F-401-11A-401-11
B-401
A-300
C-401
C-402
E-401
A-200
Clave del Equipo Nombre del Equipo No. de Equipo A-401 Agitador para Fermentador de Celulasa 11 F-401 Fermentador de Celulasa 11 F-412 1º Fermentador para el Inóculo de Celulasa 3 F-413 2º Fermentador para el Inóculo de Celulasa 3 F-414 3º Fermentador para el Inóculo de Celulasa 3 E-401 Enfriador para la Fermentación de Celulasa 11 C-401 Compresor de Aire 2 B-401 Bomba de Transferencia de Celulasa 1 B-412 Bomba de Transferencia de Celulasa ala Inóculo 1 B-416 Bomba del Medio de Cultivo 1 B-415 Bomba del Antiespumante 1 T-416 Tanque del Medio de Cultivo 1 T-415 Tanque del Antiespumante 1
A-400
A-400
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
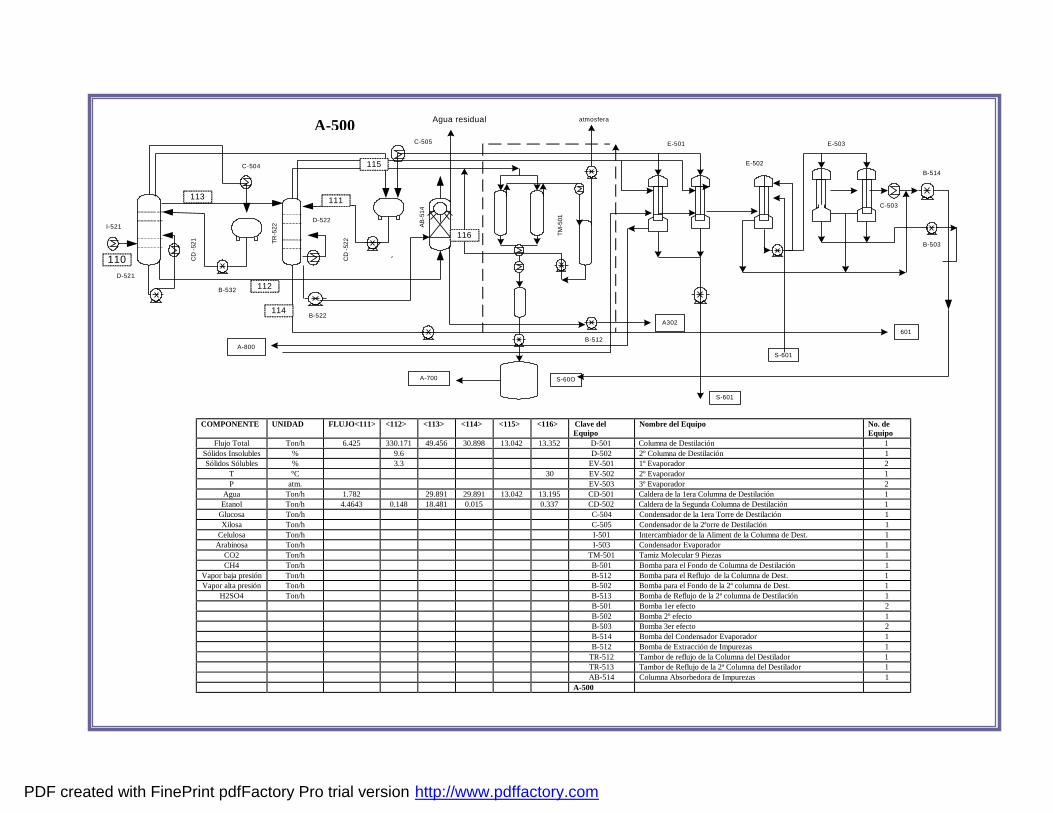
I-521
D-521
CD
-521
C-504
TR-5
22
B-532
CD
-522
B-522
C-505
AB-5
14
TM-5
01
B-512
A302
B-514
B-503
C-503
S-601
atmosfera
A-800
S-60O
601
E-502
E-501 E-503
S-601
A-700
D-522
110
112
113 111
114
115
116
Agua residual
COMPONENTE UNIDAD FLUJO<111> <112> <113> <114> <115> <116> Clave del
Equipo Nombre del Equipo No. de
Equipo Flujo Total Ton/h 6.425 330.171 49.456 30.898 13.042 13.352 D-501 Columna de Destilación 1
Sólidos Insolubles % 9.6 D-502 2º Columna de Destilación 1 Sólidos Sólubles % 3.3 EV-501 1º Evaporador 2
T °C 30 EV-502 2º Evaporador 1 P atm. EV-503 3º Evaporador 2
Agua Ton/h 1.782 29.891 29.891 13.042 13.195 CD-501 Caldera de la 1era Columna de Destilación 1 Etanol Ton/h 4.4643 0.148 18.481 0.015 0.337 CD-502 Caldera de la Segunda Columna de Destilación 1
Glucosa Ton/h C-504 Condensador de la 1era Torre de Destilación 1 Xilosa Ton/h C-505 Condensador de la 2ªorre de Destilación 1
Celulosa Ton/h I-501 Intercambiador de la Aliment de la Columna de Dest. 1 Arabinosa Ton/h I-503 Condensador Evaporador 1
CO2 Ton/h TM-501 Tamiz Molecular 9 Piezas 1 CH4 Ton/h B-501 Bomba para el Fondo de Columna de Destilación 1
Vapor baja presión Ton/h B-512 Bomba para el Reflujo de la Columna de Dest. 1 Vapor alta presión Ton/h B-502 Bomba para el Fondo de la 2ª columna de Dest. 1
H2SO4 Ton/h B-513 Bomba de Reflujo de la 2ª columna de Destilación 1 B-501 Bomba 1er efecto 2 B-502 Bomba 2º efecto 1 B-503 Bomba 3er efecto 2 B-514 Bomba del Condensador Evaporador 1 B-512 Bomba de Extracción de Impurezas 1 TR-512 Tambor de reflujo de la Columna del Destilador 1 TR-513 Tambor de Reflujo de la 2ª Columna del Destilador 1 AB-514 Columna Absorbedora de Impurezas 1
A-500
A-500
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

A-800
T-602
T-603
SF-612BT-614
BT-601
SN-604
E-602 B-602
T-605
A-602
FT-605 CE-601 T-601T601
A-200
A-606
T-606
A-603
B-608
B-611B-616
B-610
B-614
FT-614
A-800
A-900
Clave del Equipo Nombre del Equipo No de Equipos A-602 Agitador del Tanque de Ecualización 1 A-606 Agitador Anaeróbico 4 A-603 Agitadores de la Laguna 16 A-601 Agitador del Tanque de Agua Reciclada 1
BT-604 Tamiz de la Torta Húmeda de la Lignina 1 BT-614 Tamiz del Lodo Aeróbio 1 E-602 Enfriador de la Alimentación al Digestor Anaeróbio 1
SN-609 Sistema de Alimentación de Nutrientes 1 BIO-606 Trampa de Emergencia de Biógas 1 SF-612 Sistema de Filtro Enchaquetado 1 B-602 Bomba de Alimentación del Reactor Anaeróbio 1 B-606 Bomba de Alimentación del Digestor Aeróbio 1 B-608 Bomba de Reciclados de Lodos 1 B-610 Bomba de Lodos Aeróbios 1 B-611 Bomba de Salida del Digestor Aeróbio 1 B-614 Bomba de Reciclado del Filtrado de Lodos 1 B-616 Bomba de Agua Tratada 1 B-601 Bomba de Agua Recirculada 1 FT-605 Malla 3 CE-601 Centrífuga de la Parte Inferior del Destilador 1 FT-614 Filtro Prensa 1 T-605 Vasija de Ecualización 4 T-606 Digestor Anaeróbico 1 T-603 Bomba de Alimentación del Digestor 1 T-602 Clarificador 1 T-601 Tanque de Agua Reciclada 1 A-600
A-600
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

T-701
T-720
T-707
T-706
T-704
T-703
B-701B-707
B-706
B-704
B-703
B-708
B-710B-720
T-710
T-708
Clave del Equipo Nombre del Equipo No. de Equipo B-701 Bomba de Etanol 2 B-703 Bomba de Ac Sulfúrico 1 B-704 Bomba de Licor Fuerte 1 B-706 Bomba de Amoniaco 1 B-707 Bomba del Almacenamiento de Antiespumante 1 B-708 Bomba de Diesel 1 B-710 Bomba de Gasolina 1 B-720 Bomba CSL 1 T-701 Tanque de Almacenamiento del Etanol 2 T-703 Tanque de almacenamiento de Ac Slfúrico 1 T-704 Tanque de Almacenamiento del Licor Fuerte 1 T-706 Tanque de Almacenamiento de Amoniaco 1 T-707 Tanque de almacenamiento del Antiespumante 1 T-708 Tanque de Almacenamiento de Diesel 1 T-710 Tanque de Almacenamiento de Gasolina 1 T-720 Tanque de Almacenamiento del CSL 1 A-700
A-700
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

A-600
SR-801RC-803
GBC-804
GT-811
SAC-820
AM-830
AM-832
AM-834
EV-811 B-811
B-804 B-824
B-826
B-828
T-804 T-824
T-820 T-828
T-830
A-500
Clave del Equipo Nombre del Equipo No. de Equipo
EV-811 BFW Precalentador 1 SR-801 Secador Rotatorio de Sólidos 1 RE-803 Reactor de Combustión de Cama Fluidizada 1
GBC-804 Bolsa Almacenadora del Gas de Combustible 1 GT-811 Turbogenerador 1
SAC-820 Sistema Ablandador del Agua Caliente 1 AM-830 Adición de Hidrazina 1 AA-832 Adición de Amoniaco 1 AF-834 Adición de Fosfato 1 B-804 Bomba del Condensador 2 B-811 Bomba del Turbogenerador 2 B-824 Bomba Deaereadora de Alimentación 2 B-826 BFW Bomba 5 B-828 Bomba del Flash 2 B-830 Bomba Transportadora de Hidracina 1 T-804 Tanque Colector de Condensado 1 T.824 Tambor igualador del Condensado 1 T-826 Deaereador 1 T-828 Tambor del Flash 1 T-830 Tambor de Hidrazina 1 A-800
A-800
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

H-200
H-504
F-301-
5
H-505
H-300H-301H-
302M-401
H-517
M-503H-602
M-811
CWSUSERS
F-401-3H-400
T-904S-904
SE-902
B-902
CH-908
B-908
CA-904
T-914
A-800
A-300
B-914
SC-901
Clave del Equipo
Nombre del Equipo No. de Equipo
SE-902 Sistema de la Torre de Enfriamiento 1 CA-904 Compresor de la Planta de Aire 2 CA-908 Paquete de Enfriado de Agua 3
SCIP-911 Sistema CIP 1 B-902 Bomba de Agua Fría 1 B-912 Bomba Recolectora de Agua 1 B-913 Bomba de Agua Recirculada 2 S-904 Bomba de Aire 1 T-904 Receptor de Aire 1 T-914 Agua de Proceso 1 A-900
A-900
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
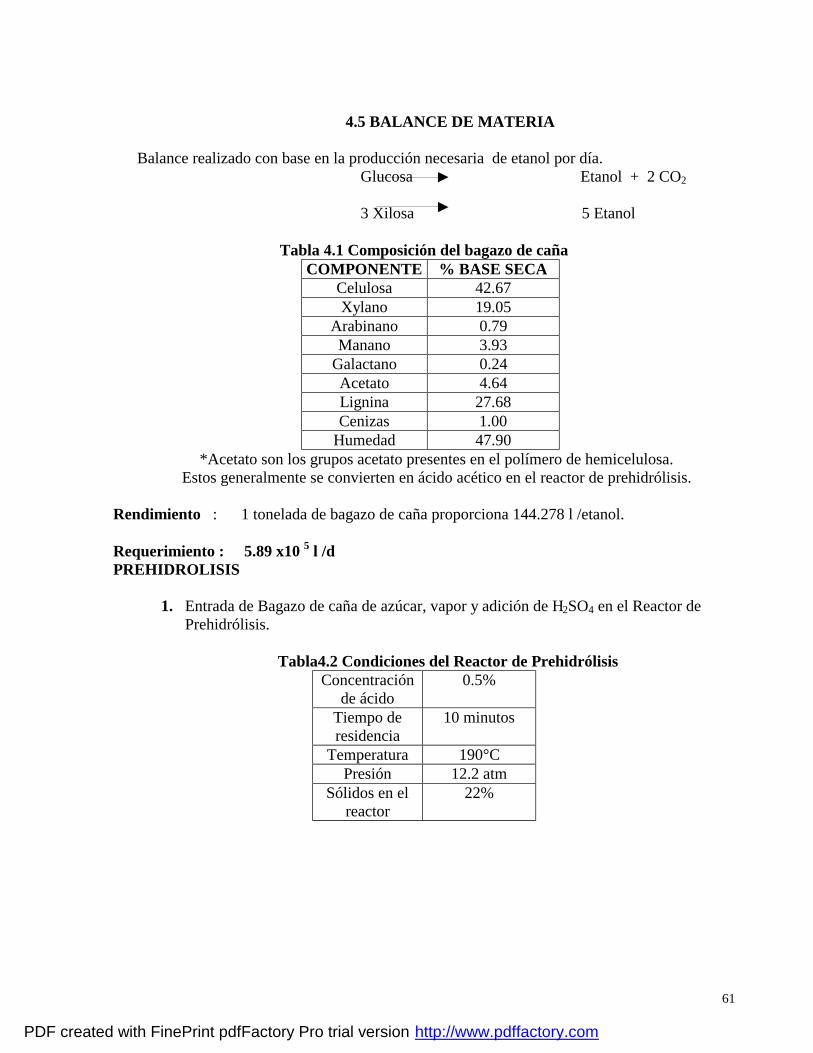
61
4.5 BALANCE DE MATERIA
Balance realizado con base en la producción necesaria de etanol por día. Glucosa Etanol + 2 CO2 3 Xilosa 5 Etanol
Tabla 4.1 Composición del bagazo de caña COMPONENTE % BASE SECA
Celulosa 42.67 Xylano 19.05
Arabinano 0.79 Manano 3.93
Galactano 0.24 Acetato 4.64 Lignina 27.68 Cenizas 1.00
Humedad 47.90 *Acetato son los grupos acetato presentes en el polímero de hemicelulosa.
Estos generalmente se convierten en ácido acético en el reactor de prehidrólisis. Rendimiento : 1 tonelada de bagazo de caña proporciona 144.278 l /etanol. Requerimiento : 5.89 x10 5 l /d PREHIDROLISIS
1. Entrada de Bagazo de caña de azúcar, vapor y adición de H2SO4 en el Reactor de Prehidrólisis.
Tabla4.2 Condiciones del Reactor de Prehidrólisis
Concentración de ácido
0.5%
Tiempo de residencia
10 minutos
Temperatura 190°C Presión 12.2 atm
Sólidos en el reactor
22%
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

62
Tabla 4.3 REACCIONES Y CONVERSIONES LLEVADAS A CABO EN LA
PREHIDROLISIS
Flujo de entrada:
• Alimentación de bagazo: 160 T/h Sólidos Insolubles : 52.1 % Agua : 76.615 T/h Temperatura: 20°C Presión: 1 atm • Alimentación H2SO4= 48 T/h • Vapor baja presión = 16.96 T/h • Vapor alta presión= 44.59 T/h
(160 t/h) * (0.521) = 83.36 T bagazo /h (83.36 Tbagazo/h) * (0.4267)= 35.56 T celulosa/h (83.36 Tbagazo/h) * (0.1905)= 15.88 T Xilosa/h (83.36 Tbagazo/h) * (0.0079)= 0.6585 T Arabinano /h Flujo de salida : 270 T/h Sólidos insolubles: 21.8% Sólidos solubles: 7.9% Temperatura: 190 °C Presión: 12.20 atm
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

63
Flujo de salida : 362.73T/h Sólidos insolubles: 16.2% Sólidos solubles: 6.3% Temperatura: 59 °C Presión: 1 atm Agua: 76:36%
De acuerdo a los datos de la tabla No. 3 35.56 T celulosa /h * 0.079 = 2.809 T de celulosa/h que se hidroliza. 15.88 T Xilosa /h * 0.95 = 15.08 T de xilosa/h que se hidroliza. 0.6585 T Arabinano/h *0.95 = 0.625 T de arabinano / que se hidroliza.
2. Tanque Flash Flujo de entrada : 270 T/h Sólidos insolubles: 21.8% Sólidos solubles: 7.9% Temperatura: 190 °C Presión: 12.20 atm Flujo de salida 1: 224.9 T de hidrolizado /h Sólidos insolubles: 26.1% Sólidos solubles: 9.4% Temperatura: 101°C Presión: 1 atm Flujo de salida 2: 45.13 T de vapor /h Sólidos insolubles: 0% Sólidos solubles: 0.1% Temperatura: 101°C Presión: 1 atm
3. Filtración, detoxificación y ajuste de pH mediante la adición de CaO Flujo de entrada 1 : 270 T/h Sólidos insolubles: 0.0% sólidos solubles: 7.4% Temperatura: 51 °C Presión: 1.00 atm Agua: 73.17% Flujo de entrada 2: 270 T/h Sólidos insolubles: 21.8% Sólidos solubles: 7.9% Temperatura: 190 °C Presión: 12.20 atm Agua: 2
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

64
FERMENTACIÓN
Tabla 4.4 Reacciones y conversiones en la fermentación.
1. Flujo de entrada : 309.24T/h Sólidos insolubles: 16.2% Sólidos solubles: 6.3% Temperatura: 59 °C Presión: 1 atm Agua: 76:36% Glucosa: 2.186 T/h Xilosa: 11.611 T/h Flujo de salida 1: 366.647 T/h Sólidos insolubles: 8.6% Sólidos solubles: 3.1% Etanol: 5% = 18.33 T /h Agua: 80.46% De acuerdo a la tabla no. 4 Se convierte 99% de glucosa y el 1% permanece (21.9 T/h)* (0.01) = 0.219 T glucosa/ hora que no se convierten Se convierte el 93.4% de Xilosa y permanece el 6.6 %. (10.92T/h) * (0.066)=0.721 Kg/h Xilosa que no se convierte
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
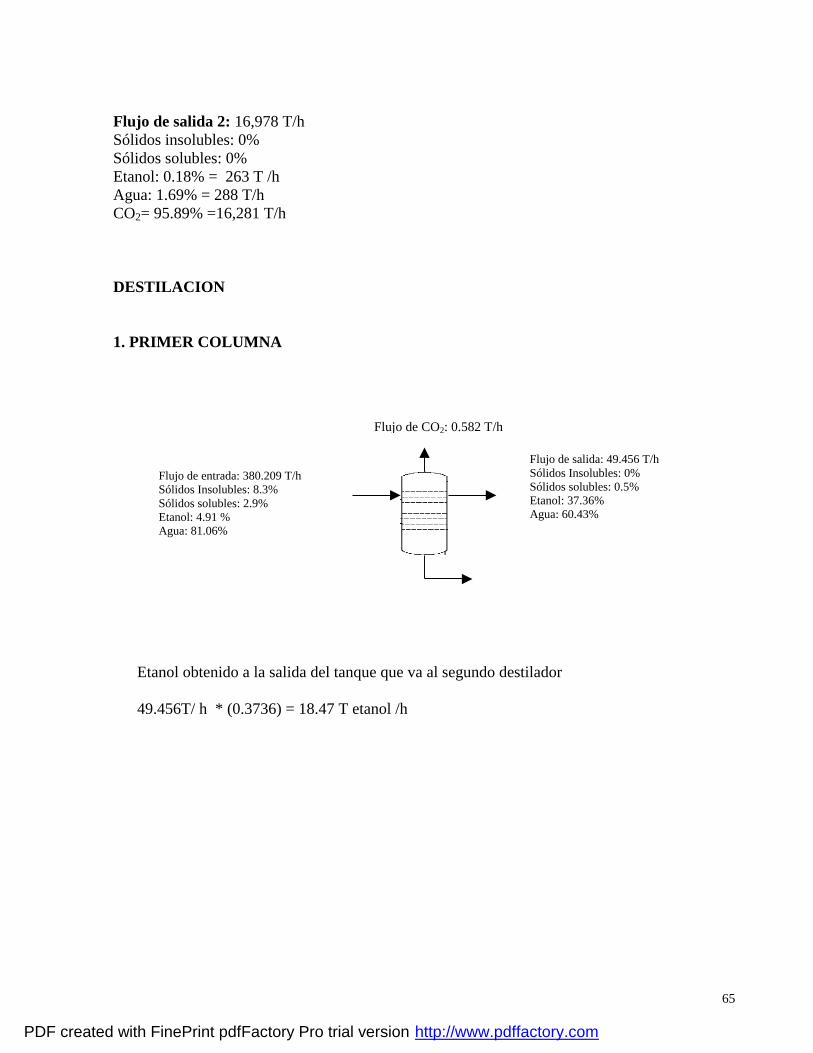
65
Flujo de CO2: 0.582 T/h
Flujo de salida 2: 16,978 T/h Sólidos insolubles: 0% Sólidos solubles: 0% Etanol: 0.18% = 263 T /h Agua: 1.69% = 288 T/h CO2= 95.89% =16,281 T/h DESTILACION 1. PRIMER COLUMNA
Etanol obtenido a la salida del tanque que va al segundo destilador 49.456T/ h * (0.3736) = 18.47 T etanol /h
Flujo de entrada: 380.209 T/h Sólidos Insolubles: 8.3% Sólidos solubles: 2.9% Etanol: 4.91 % Agua: 81.06%
Flujo de salida: 49.456 T/h Sólidos Insolubles: 0% Sólidos solubles: 0.5% Etanol: 37.36% Agua: 60.43%
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

66
2. SEGUNDA COLUMNA Y TORRE DE ABSORCIÓN
Flujo: 49.456 T/h Etanol: 18.481 T/h Agua: 29.891
Flujo: 6.425 T/h Etanol: 4.643 T/h Agua: 1.782 T/h
Flujo: 30.898 T/h Etanol: 0.015 T/h Agua: 29.891
Flujo: 24.982 T/h Etanol: 23.108 T/h Agua: 1.874 T/h
Flujo de salida: 17.916 T/h CO2: 17.589 T/h Etanol: 0.005 T/ h Agua: 0.005 T/h
Flujo de entrada: 13.042 T/h Agua: 13.042 T/h
Flujo 18.437 T/h Etanol: 0.341 Agua: 0.326 T/h CO” : 17.605 T /h
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

67
DESHIDRATACIÓN DEL ETANOL Flujo : 24.982 T/h Etanol: 22.623 T/h Agua: 044 T/h Atmósfera Flujo: 0.440 T/h Sólidos insolubles: 70% Sólidos solubles: 1.53% Flujo 24.542 T/h Etanol: 0.123 T/h Etanol: 22.50 T/h Agua: 0.00206 T/h Agua: 0.042 T/
4.6 CALCULO DE VAPOR REACTOR DE PREHIDROLISIS A= 2 π * r * L Area= 2π*1m*15m = 94.24 m2 Volumen= 11780 L Masa = 11780 kg ln (268-20)/ (268-190) =( 0.20793 kcal/m2sºK *150.79 m2/ 1.2 KcalKg-1ºK-1) θ θ = 520.36 s Q= Mcp ∆t Q= 11780 kg* 1 kcal/kgªC *(190-20) =2403120 kcal
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

68
Q= 2403120 kcal/ 520.36 s = 4618.18 kcal/s = 19,322.12 KJ/s G.C = 19,322.12 KJ/s / 520.36 = 37.1322 KJ Masa de vapor w= 2403120 kcal / 409.47 Kcal kg-1 = 5868.85 kg Gasto de vapor G.V. = 5868.85 kg / 0.144 h = 44596 kg/h CALCULO PARA INTERCAMBIADOR DE CALOR Q=Mcap(T2-T1) = mCp (t2-t1) Q=M Cp (Tf-Ti) = 330,171 kg/h * 1 KCal/KgªC * ( 130 ªC- 122ªC) =2641368 kcal/h Q=10483250.43 Btu/h Calculando la masa de vapor M = Q/ cp*∆t = 10483250.43 Btuh-1/ 0.24 Btu/lbªF * (298.4-327.2) =1516673.9 lb/h Masa de vapor = 687952.527 kg/h * Arreglo contra corriente. A= Q / U∆tlog = 10483250.43 Btu / 35 Btu/ft2h ªF * (107.35) = 2790.13 ft2= 259.21 m2.
∆tlog= (T2-t1) – (T1-t2) / ln (T2 – t1 )/ (T1-t2) = (298.4-251.6) – (327.2 – 251.6) / ln (298.4-251.6/327.2-266) = 107.35 R =Ti-T2/ t2-t1 y P = t2-t1 / T1-t2 R=327-298.4 / 266-122=0.198 P = (122-130)/(164-130) = - 0.2352 Según gráfica F (factor de corrección) = 1 A= 259.21 m2 / 1 = 259.21 m2
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

69
Para el cálculo de vapor de los demás equipos se siguió el mismo método para reactores e intercambiadores respectivamente. No. De equipo
Nombre del equipo
Flujo de alimentación
Kg/h
T1 ªC
T2 ªC
t1 ªC
t2 ªC
Flujo de vapor Kg/h
CD-501 Evaporador 330,171 117 86 115 86 9,823 T-826 Deareador 216,580 75 137 164 137 25,921 R-201 Reactor de
prehidrólisis 159,948 20 190 169 190 16,960
T-501 Intercambiador de la columna de destilaciòn
330,171 122 130 148 164 54,459
D-502 2ª. Columna destilación
49,456 114 92 164 148 6814
-204 Tanque de encalado
714 51 164 81 2499
SCIP-911
Sistema CIP 63 20 121 164 170 1
TM_501 Tamiz molecular
24982 92 116 164 148 467
M-202 prehidrólisis 11780 kg. 20 190 268 190 44596 TOTAL 161,540
CALCULANDO CABALLOS CALDERA C.C.= 161,540 kg/h ( HVapor- h líquido )/ (33500 Btu/h) = 161,540 kg/h * (3489kJ/Kg – 752.8 KJ/kg) = 419286652.6 Btu/h / 33500 Btu/h =12516.019 C.C= 12516.019 Con una eficiencia del 65%.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

70
4.8 BALANCES DE ENERGIA Ot1 No de equipo E-323 T1 T2
Ot2
T1 = 30 ºC T2= 34 º C t1 = 37 º C t2 = 28 º C Q = M Cp (T2 – T1)
Q = 319.244 [ ]h
calXCCCKg
Calh
Kg 108769.12º30º34*º
1000* =−
Q = m Cp (t2 – t1)
Cp = ( ) ( ) CKgJ
Ch
Kgcal
Jh
calX
ttmQ
º2845.10251
º4*13840
11868.4*810769.12
12=
+=
−
Om = ( ) hJ
CKgJ
hcal
ttCpQ 13840
º28.10251
769.12
12==
−
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

71
t1 No de equipo E-201 T1 = 75 ºC T1 T2 T2= 40º C t1 = 37 º C t2 = 28 º C t2 Q = M Cp (T2 – T1)
Q = 209.657 [ ]h
calXCCCKg
Calh
Kg 91033.7º40º75*º
1000* +=−
Q = m Cp (t2 – t1)
Cp = ( ) ( ) CKgJ
Ch
Kgcal
Jh
calX
ttCpQ
º21.246381
º9*13840
11868.4*91033.7
12=
−=
−
Om = ( ) ( ) hKg
CCKg
JhJX
ttCpQ 13839
º9*º
21.246381
10100689.3
12=
−=
−
No de equipo E-304 t1 T1 = 59 ºC T2= 30º C T1 T2 t1 = 37 º C t2 = 20 º C t2 Q = M Cp (T2 – T1)
Q = 34360 [ ]h
calXCCCKg
Calh
Kg 81096.9º30º59*º
1000* +=−
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
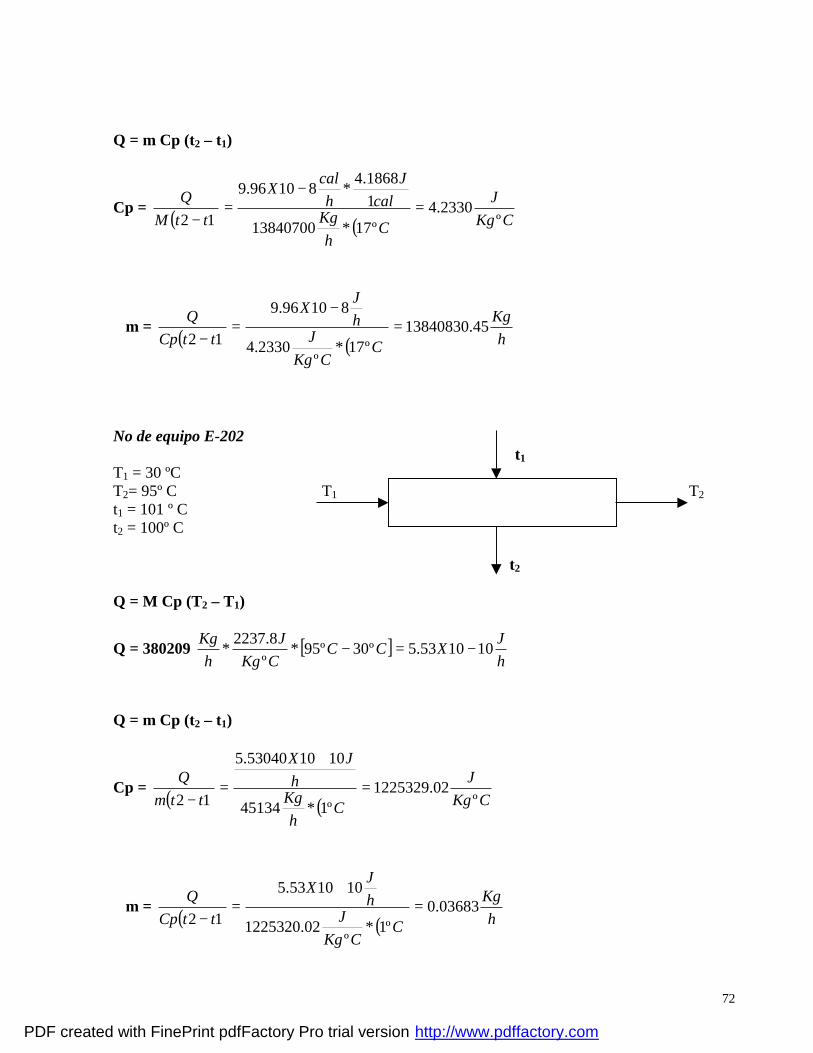
72
Q = m Cp (t2 – t1)
Cp = ( ) ( ) CKgJ
Ch
Kgcal
Jh
calX
ttMQ
º2330.4
º17*13840700
11868.4*81096.9
12=
−=
−
Om = ( ) ( ) hKg
CCKg
JhJX
ttCpQ 45.13840830
º17*º
2330.4
81096.9
12=
−=
−
No de equipo E-202 t1 T1 = 30 ºC T2= 95º C T1 T2 t1 = 101 º C t2 = 100º C t2 Q = M Cp (T2 – T1)
Q = 380209 [ ]hJXCC
CKgJ
hKg 101053.5º30º95*
º8.2237* −=−
Q = m Cp (t2 – t1)
Cp = ( ) ( ) CKgJ
Ch
Kgh
JX
ttmQ
º02.1225329
º1*45134
101053040.5
12=
+
=−
Om = ( ) ( ) hKg
CCKg
JhJX
ttCpQ 03683.0
º1*º
02.1225320
101053.5
12=
+=
−
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

73
BIBLIOGRAFIA
1.- http://www.cenco.com.co/microfertisa/otros_productos.htm 3.- http://www.highpurity.com.mx/espaF.htm 4.- http://www.ecosur.net/sust._varias/oxido_de_calcio.html 5.- http://www.uspetrochemical.com/furfural.htm 6.- http://www.sep.gob.mx/work/appsite/librosprimaria/libros/agm.htm 7.- http://www.westprochem.com/page0002.htm 8.- http://www.osha-slc.gov/SLTC/healthguidelines/furfural/recognition.html 9.- http://www.geocities.com/chuco2000/paginas.html 10.- http://www.cfe.gob.mx/ 11.- http://www.nfpa.org/ 12.- http://www.becht.com/Process%20Power/Spanish/Services/Diseno%20Estandar.htm 13.- http://www.onlineingenieros.com/htm/Indice.pdf 14.http://www.nfpa.org/International/Espanol/CatalogoEspanol/CodigosyNormas/codigos_y_nor mas_.asp 15.- http://www.soloarquitectura.com/legislacion.html
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
- 1 -
UNIVERSIDAD AUTÓNOMA METROPOLITANA
NÚMERO: 1
REV No. B
TITULO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÓN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO A PARTIR DE BAGAZO DE CAÑA, COMO SUSTITUTO DEL ETER METIL
TERBUTILICO EN GASOLINAS. ELABORO:
04 APROBÓ:
AMS FECHA:
julio, 2003 PROYECTO No.
03-P-04 HOJA No.
1/1
BASES DE DISEÑO
Nombre del proyecto: OBTENCION DE ETANOL ANHIDRO A PARTIR DE BAGAZO DE CAÑA COMO SUSTITUTO DEL OXIGENANTE ETER METIL TERBUTILICO EN GASOLINAS.
Localización: Fideicomiso Ciudad Industrial Celaya. Avenida Tecnológico cruce con la autopista México-Irapuato. Celaya, Guanajuato, México.
Proyecto No. 03-P-04.
1.- GENERALIDADES.
1.1 Función de la planta. La planta estará diseñada para obtener una producción de Etanol Anhidro a partir del bagazo de caña usado para oxigenar al 2.7% (v/v) la gasolina y como sustituto del éter metil terbutílico 1.2 Tipo de proceso.
La obtención del alcohol se realizará mediante una hidrólisis ácida química y enzimática del bagazo,
la fermentación se realizará por cultivo en lote.
2.- FLEXIBILIDAD Y CAPACIDAD 2.1 Factor de servicio de la planta . Factor de servicio de la planta = 358 días de operación x 24 horas = 0.98 =98 %
365 días por año x 24 horas
Debido a que la producción de etanol anhidro será los 365 días las 24 horas ( 3 turnos) y considerando una semana de mantenimiento los días de operación son 358 días. 2.2 Capacidad de las instalaciones: a) Capacidad de diseño
La capacidad de diseño planeada para la planta en base al equipo principal es 3972 ton diarias
b) Capacidad normal La capacidad que tiene el equipo es de 3574.8 ton diarias
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
- 2 -
UNIVERSIDAD AUTÓNOMA METROPOLITANA
NÚMERO: 1
REV No. B
TITULO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÓN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO A PARTIR DE BAGAZO DE CAÑA, COMO SUSTITUTO DEL ETER METIL
TERBUTILICO EN GASOLINAS. ELABORO:
04 APROBÓ:
AMS FECHA:
julio, 2003 PROYECTO No.
03-P-04 HOJA No.
2/2
c) Capacidad Mínim
La capacidad del equipo satisfactoria es de 2383.2 ton diarias
2 .3 Flexibilidad: La planta debe continuar operando bajo condiciones normales a:
a) Falla de energía eléctrica. Para que la planta siga operando aún con fallas en la energía eléctrica y como casi todo el equipo trabaja con energía eléctrica, se deberá contar con una subestación eléctrica de respaldo para que la producción no pare.
b) Falla de vapor. En el caso de una falla en el suministro de vapor y para que la planta continúe operando; lo cual es muy importante ya que el vapor es indispensable para el funcionamiento del reactor de hidrólisis y del bioreactor de nuestro proceso, por lo que se debe de garantizar el abastecimiento de agua al generador de vapor así como, tener un mantenimiento de estos equipos constantemente, en los días no laborales, pero no festivos. c) Falla de aire. Para solventar el suministro de aire en caso de fallas se contará con compresores de reserva para así cubrir la deficiencia de este servicio. d) Falla de agua de enfriamiento.
Para remediar estas fallas las medidas que se tomarían será la disposición de válvulas de paso y si es necesario se tendrán dos tomas de agua de enfriamiento o un tanque que sirva para poner hielo, con conexión al cristalizador. 2.4 Necesidades para futuras expansiones. La planta está diseñada para satisfacer la demanda de la zona Centro-Occidente de México durante 10 años, esta demanda se calculó con proyecciones hasta el 2013 de esta manera el equipo está diseñado para producir lo requerido durante la vida del proyecto. La disponibilidad de la materia prima para los próximos años será determinante para la consideración de expansión de la empresa pero por lo pronto la expansión estará contemplada para después de los 10 años de operación de la planta.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

- 3 -
UNIVERSIDAD AUTÓNOMA METROPOLITANA
NÚMERO: 1
REV No. B
TITULO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÓN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO A PARTIR DE BAGAZO DE CAÑA, COMO SUSTITUTO DEL ETER METIL
TERBUTILICO EN GASOLINAS. ELABORO:
04 APROBÓ:
AMS FECHA:
julio, 2003 PROYECTO No.
03-P-04 HOJA No.
3/3 3.- ESPECIFICACIONES DE LA ALIMENTACIÓN. 3.1 Una descripción y especificación de cada una de las materias primas. 1.-BAGAZO DE CAÑA. El bagazo de la caña es un residuo fibroso del proceso de extracción del jugo de caña y representa alrededor del 30% del peso original de la caña. Este bagazo es utilizado como combustible en la generación térmica de energía eléctrica, también puede ser utilizado con mucha efectividad en la elaboración de abonos orgánico
La caña de azúcar es una gramínea muy rica en azúcares y propia de zonas tropicales y subtropicales, estando sus rendimientos muy en dependencia de las variedades, suelos en los que se siembra. La caña ha sido sembrada para producir azúcar solamente, sin embargo tanto en su fase agrícola como industrial, genera una gran cantidad de subproductos que a su vez devienen en materia prima de excelente calidad para múltiples renglones tanto de consumo nacional como para la exportación.
COMPOSICIÓN DEL BAGAZO
COMPONENTE % Ceniza 1.59
Ceniza activa 0.33 Pentosanas 27.26 Celulosa 48.60 Lignina 20.00
Humedad 2.26 Xilanos 0.21
Glucanos 0.39 Arabanos 0.06
Otros 0.11
Tabla 4.1 Principales componentes del bagazo Fuente: www.cubagov.cu/des_eco/azucar.htm
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
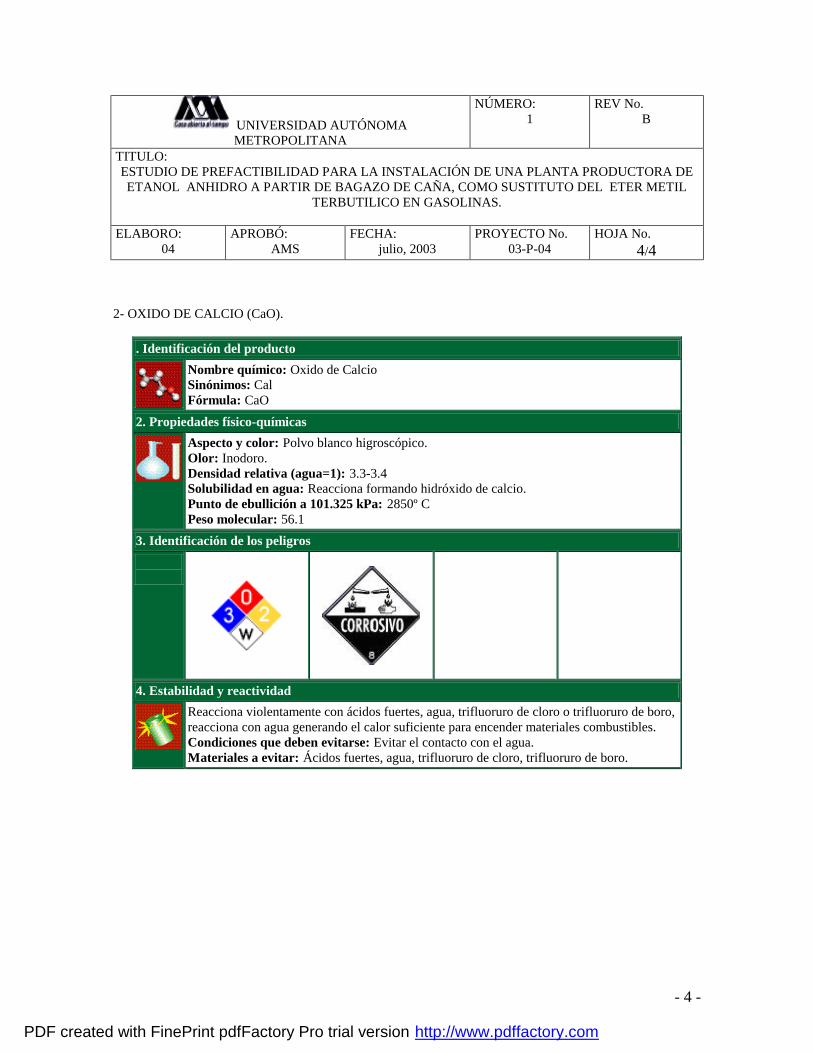
- 4 -
UNIVERSIDAD AUTÓNOMA METROPOLITANA
NÚMERO: 1
REV No. B
TITULO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÓN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO A PARTIR DE BAGAZO DE CAÑA, COMO SUSTITUTO DEL ETER METIL
TERBUTILICO EN GASOLINAS. ELABORO:
04 APROBÓ:
AMS FECHA:
julio, 2003 PROYECTO No.
03-P-04 HOJA No.
4/4 2- OXIDO DE CALCIO (CaO).
. Identificación del producto
Nombre químico: Oxido de Calcio Sinónimos: Cal Fórmula: CaO
2. Propiedades físico-químicas
Aspecto y color: Polvo blanco higroscópico. Olor: Inodoro. Densidad relativa (agua=1): 3.3-3.4 Solubilidad en agua: Reacciona formando hidróxido de calcio. Punto de ebullición a 101.325 kPa: 2850º C Peso molecular: 56.1
3. Identificación de los peligros
4. Estabilidad y reactividad
Reacciona violentamente con ácidos fuertes, agua, trifluoruro de cloro o trifluoruro de boro, reacciona con agua generando el calor suficiente para encender materiales combustibles. Condiciones que deben evitarse: Evitar el contacto con el agua. Materiales a evitar: Ácidos fuertes, agua, trifluoruro de cloro, trifluoruro de boro.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
- 5 -
UNIVERSIDAD AUTÓNOMA METROPOLITANA
NÚMERO: 1
REV No. B
TITULO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÓN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO A PARTIR DE BAGAZO DE CAÑA, COMO SUSTITUTO DEL ETER METIL
TERBUTILICO EN GASOLINAS. ELABORO:
04 APROBÓ:
AMS FECHA:
julio, 2003 PROYECTO No.
03-P-04 HOJA No.
5/5
3.-SULFATO DE AMONIO Sólido en forma de cristales o gránulos, muy soluble en agua. Se obtiene por reacción del ácido sulfúrico con el amoníaco. Fertilizante nitrogenado que aporta adicionalmente azufre como nutriente.
Grado: 21-0-0 S: 24
Apariencia: Cristales incoloros a castaño oscuro
Observaciones: Evitar aplicaciones en suelos ácidos. Tener precaución de realizar aplicaciones superficiales en días de muy alta temperatura.
Presentación: A granel / bolsa 50 kgs. 4.- ÁCIDO SULFÚRICO.
El ácido sulfúrico es un líquido viscoso, de densidad 1,83 g/ml, transparente e incoloro cuando se encuentra en estado puro, y de color marrón cuando contiene impurezas. Es un ácido fuerte que, cuando se calienta por encima de 30ºC desprende vapores y por encima de 200ºC emite trióxido de azufre. En frío reacciona con todos los metales y en caliente su reactividad se intensifica. Tiene gran afinidad por el agua y es por esta razón que extrae el agua de las materias orgánicas, carbonizándolas. Por la acción corrosiva sobre los metales, el ácido sulfúrico genera hidrógeno molecular, gas altamente inflamable y explosivo.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
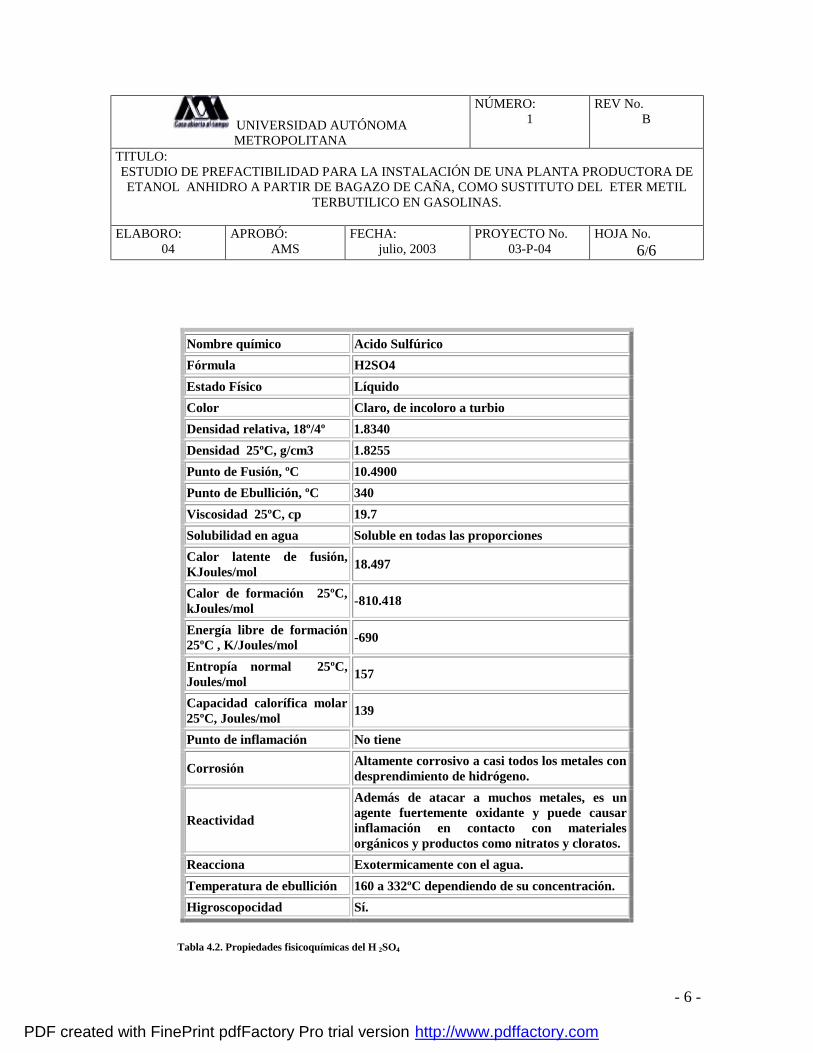
- 6 -
UNIVERSIDAD AUTÓNOMA METROPOLITANA
NÚMERO: 1
REV No. B
TITULO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÓN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO A PARTIR DE BAGAZO DE CAÑA, COMO SUSTITUTO DEL ETER METIL
TERBUTILICO EN GASOLINAS. ELABORO:
04 APROBÓ:
AMS FECHA:
julio, 2003 PROYECTO No.
03-P-04 HOJA No.
6/6
Nombre químico Acido Sulfúrico Fórmula H2SO4 Estado Físico Líquido Color Claro, de incoloro a turbio Densidad relativa, 18º/4º 1.8340 Densidad 25ºC, g/cm3 1.8255 Punto de Fusión, ºC 10.4900 Punto de Ebullición, ºC 340 Viscosidad 25ºC, cp 19.7 Solubilidad en agua Soluble en todas las proporciones Calor latente de fusión, KJoules/mol 18.497
Calor de formación 25ºC, kJoules/mol -810.418
Energía libre de formación 25ºC , K/Joules/mol -690
Entropía normal 25ºC, Joules/mol 157
Capacidad calorífica molar 25ºC, Joules/mol 139
Punto de inflamación No tiene
Corrosión Altamente corrosivo a casi todos los metales con desprendimiento de hidrógeno.
Reactividad
Además de atacar a muchos metales, es un agente fuertemente oxidante y puede causar inflamación en contacto con materiales orgánicos y productos como nitratos y cloratos.
Reacciona Exotermicamente con el agua. Temperatura de ebullición 160 a 332ºC dependiendo de su concentración. Higroscopocidad Sí.
Tabla 4.2. Propiedades fisicoquímicas del H 2SO4
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

- 7 -
UNIVERSIDAD AUTÓNOMA METROPOLITANA
NÚMERO: 1
REV No. B
TITULO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÓN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO A PARTIR DE BAGAZO DE CAÑA, COMO SUSTITUTO DEL ETER METIL
TERBUTILICO EN GASOLINAS. ELABORO:
04 APROBÓ:
AMS FECHA:
julio, 2003 PROYECTO No.
03-P-04 HOJA No.
7/7 5.- AMONIACO. Es un gas, a la temperatura y presión ordinaria, que se licua con facilidad cuando se le somete a presión reduciendo su volumen unas 800 veces, siendo en este estado como se le manipula. Como gas es incoloro, aunque toma un color blanco con el vapor de agua del ambiente y su solubilidad es muy elevada.- En forma liquida se vaporiza fácilmente y absorbe gran cantidad de calor. 4.- ESPECIFICACIONES DE PRODUCTOS. 4.1 Una descripción y especificación de cada uno de los productos ETANOL Es un alcohol simple de bajo peso molecular incoloro, volátil, de olor característico, inflamable y soluble en agua. El etanol es combustible que es limpio al quemarse, renovable y biodegradable. Pueden ser manejado tan fácilmente como la gasolina y el diesel, presenta un alto índice de octano (105); el alto octanaje favorece la combustión y evita problemas como el golpeteo. El etanol utilizado como combustible produce menos bióxido de carbono al quemarse con la gasolina. Reacciona lentamente con hipoclorito cálcico, óxido de plata y amoniaco, originando peligro de incendio y explosión; reacciona violentamente con oxidantes fuertes tales como ácido nítrico o perclorato magnésico originando peligro de incendio y explosión. Se debe evitar su exposición a fuentes de calor e ignición Etanol es un producto renovable que se puede usar directamente en la gasolina o puede emplearse para producir otros compuestos oxigenante como éteres. Este compuesto se puede obtener a partir de sacarosa de caña y de remolacha, melazas, suero de leche, almidones, cereales (maíz, trigo, cebada y sorgo) en los cuales la glucosa es fuente de carbono. Una de las alternativas que resulta muy interesante es el uso de los materiales lignocelulósicos que constituyen una fuente barata y viable en las que se incluyen: rastrojo de maíz, paja de arroz, papel periódico, residuos de madera y bagazo de caña.
PROPIEDADES DEL ETANOL Composición C2H5OH Rango de ebullición °C a 1 atm 78.13 Densidad (kg/m3)(kg/l) 788.010.79 Contenido de energía MJ/kg MJ/l
26.74 21.09
Temperatura de autoignición (°C) 423.8 Punto de inflamabilidad (°C) 21.11 Rango de número de octano (R+M)/2 100 Límites de inflamabilidad (% vol. en aire) Bajo 4.3
Alto 19.0 Contenido de azufre (% peso) Ninguno Velocidad de la flama (m/s) 0.3962
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
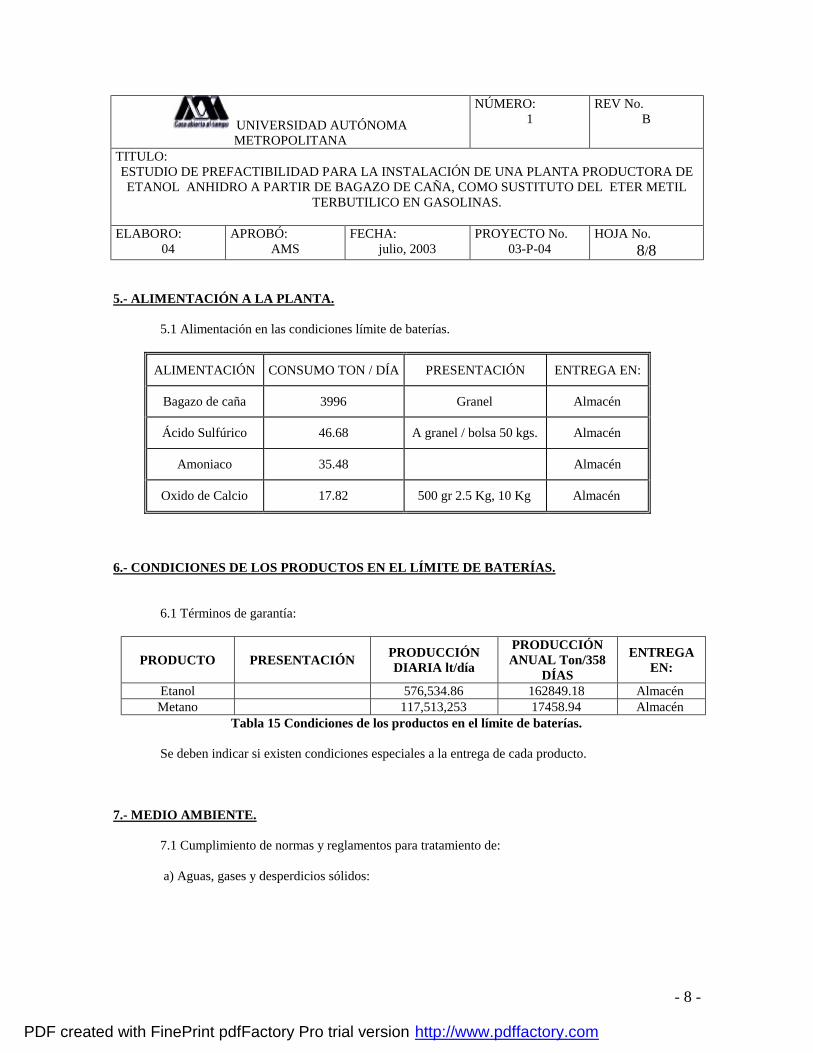
- 8 -
UNIVERSIDAD AUTÓNOMA METROPOLITANA
NÚMERO: 1
REV No. B
TITULO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÓN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO A PARTIR DE BAGAZO DE CAÑA, COMO SUSTITUTO DEL ETER METIL
TERBUTILICO EN GASOLINAS. ELABORO:
04 APROBÓ:
AMS FECHA:
julio, 2003 PROYECTO No.
03-P-04 HOJA No.
8/8 5.- ALIMENTACIÓN A LA PLANTA. 5.1 Alimentación en las condiciones límite de baterías.
ALIMENTACIÓN CONSUMO TON / DÍA PRESENTACIÓN ENTREGA EN:
Bagazo de caña 3996 Granel Almacén
Ácido Sulfúrico 46.68 A granel / bolsa 50 kgs. Almacén
Amoniaco 35.48 Almacén
Oxido de Calcio 17.82 500 gr 2.5 Kg, 10 Kg Almacén
6.- CONDICIONES DE LOS PRODUCTOS EN EL LÍMITE DE BATERÍAS.
6.1 Términos de garantía:
PRODUCTO PRESENTACIÓN PRODUCCIÓN DIARIA lt/día
PRODUCCIÓN ANUAL Ton/358
DÍAS
ENTREGA EN:
Etanol 576,534.86 162849.18 Almacén Metano 117,513,253 17458.94 Almacén
Tabla 15 Condiciones de los productos en el límite de baterías.
Se deben indicar si existen condiciones especiales a la entrega de cada producto. 7.- MEDIO AMBIENTE. 7.1 Cumplimiento de normas y reglamentos para tratamiento de:
a) Aguas, gases y desperdicios sólidos:
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

- 9 -
UNIVERSIDAD AUTÓNOMA METROPOLITANA
NÚMERO: 1
REV No. B
TITULO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÓN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO A PARTIR DE BAGAZO DE CAÑA, COMO SUSTITUTO DEL ETER METIL
TERBUTILICO EN GASOLINAS. ELABORO:
04 APROBÓ:
AMS FECHA:
julio, 2003 PROYECTO No.
03-P-04 HOJA No.
9/9
NOM-002-ECOL-1996 010 Norma Oficial Mexicana NOM-002-ECOL-1996, que establece los límites máximos permisibles de contaminantes en las descargas de aguas residuales a los sistemas de alcantarillado urbano y municipal. NOM-003-ECOL-1997 011 Norma Oficial Mexicana NOM-003-ECOL-1997, que establece los límites máximos permisibles de contaminantes en las descargas de aguas residuales tratadas que se rehúsen en servicios al público. 4.- ESPECIFICACIONES 4.1 Los límites máximos permisibles para contaminantes de las descargas de aguas residuales a los sistemas de alcantarillado urbano o municipal, no deben ser superiores a los indicados en la Tabla 1. Para las grasas y aceites es el promedio ponderado en función del caudal, resultante de los análisis practicados a cada una de las muestras simples. 4.2 El rango permisible de pH (potencial hidrógeno) en las descargas de aguas residuales es de 10 (diez) y 5.5 (cinco punto cinco) unidades, determinado para cada una de las muestras simples. Las unidades de pH no deberán estar fuera del intervalo permisible, en ninguna de las muestras simples. 4.4 El límite máximo permisible de la temperatura es de 40 °C. (cuarenta Grados Celsius), medida en forma instantánea a cada una de las muestras simples. Se permitirá descargar con temperaturas mayores, siempre y cuando se demuestre a la autoridad competente por medio de un estudio sustentado, que no daña al sistema del mismo. 4.5. La materia flotante debe estar ausente en las descargas de aguas residuales, de acuerdo al método de prueba establecido en la Norma Mexicana NMX-AA-006, referida en el punto 2 de esta Norma Oficial Mexicana. 4.6 Para determinar la contaminación por patógenos se tomará como indicador a los coliformes fecales. El límite máximo permisible para las descargas de aguas residuales vertidas a aguas y bienes nacionales, así como las descargas vertidas a suelo (uso en riego agrícola) es de 1,000 y 2,000 como número más probable (NMP) de coliformes fecales por cada 100 ml para el promedio mensual y diario, respectivamente. 4.7 Para determinar la contaminación por parásitos se tomará como indicador los huevos de helminto. El límite máximo permisible para las descargas vertidas a suelo (uso en riego agrícola), es de un huevo de helminto por litro para riego no restringido, y de cinco huevos por litro para riego restringido, lo cual se llevará a cabo de acuerdo a la técnica establecida en el anexo 1 de esta Norma. 4.8 Al responsable de la descarga de aguas residuales que antes de la entrada en vigor de esta Norma Oficial Mexicana se le hayan fijado condiciones particulares de descarga, podrá optar por cumplir los límites máximos permisibles establecidos en esta Norma, previo aviso a la Comisión Nacional del Agua.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

- 10 -
UNIVERSIDAD AUTÓNOMA METROPOLITANA
NÚMERO: 1
REV No. B
TITULO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÓN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO A PARTIR DE BAGAZO DE CAÑA, COMO SUSTITUTO DEL ETER METIL
TERBUTILICO EN GASOLINAS. ELABORO:
04 APROBÓ:
AMS FECHA:
julio, 2003 PROYECTO No.
03-P-04 HOJA No.
10/10 4.9 Los responsables de las descargas de aguas residuales vertidas a aguas y bienes nacionales deben cumplir con la presente Norma Oficial Mexicana de acuerdo con lo siguiente: b) Las descargas no municipales tendrán como plazo límite hasta las fechas de cumplimiento establecidas en la Tabla 16. El cumplimiento es gradual y progresivo, dependiendo de la mayor carga contaminante, expresada como demanda bioquímica de oxígeno5 (DBO5) o sólidos suspendidos totales (SST), según las cargas del agua residual, manifestadas en la solicitud de permiso de descarga, presentada a la Comisión Nacional del Agua.
LIMITES MÁXIMOS PERMISIBLES PARÁMETROS
(miligramos por litro, excepto cuando se especifique otra)
PROMEDIO MENSUAL
PROMEDIO DIARIO
INSTANTANEO
Grasas y aceites 50 75 100 Sólidos sedimentables (mililitros por litro) 5 7.5 10 Arsénico total 0.5 0.75 1 Cadmio total 0.5 0.75 1 Cianuro total 1 1.5 2 Cobre total 10 15 20 Cromo hexavalente 0.5 0.75 1 Mercurio total 0.01 0.015 0.02 Níquel total 4 6 8 Plomo total 1 1.5 2 Zinc total 6 9 12
Tabla 4.3 Limites máximos permisibles de metales y grasa en aguas residuales. Fuente: www.mexicanlaws.com/NOM-001-ECOL-1996.html
Norma Oficial Mexicana NOM-043-ECOL-1993, que establece los niveles máximos permisibles de emisión a la atmósfera de partículas sólidas provenientes de fuentes fijas. Que las fuentes fijas generan contaminantes como son las partículas sólidas que al combinarse en la atmósfera con otros, deterioran la calidad del aire, por lo que es necesario su control a través del establecimiento de niveles máximos permisibles de emisión que aseguren la preservación del equilibrio ecológico y la protección al ambiente. Zona Fronteriza Norte La faja de 100 kilómetros de ancho comprendida en el territorio nacional, medida a partir de la línea divisoria terrestre entre los Estados Unidos Mexicanos y los Estados Unidos de América.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
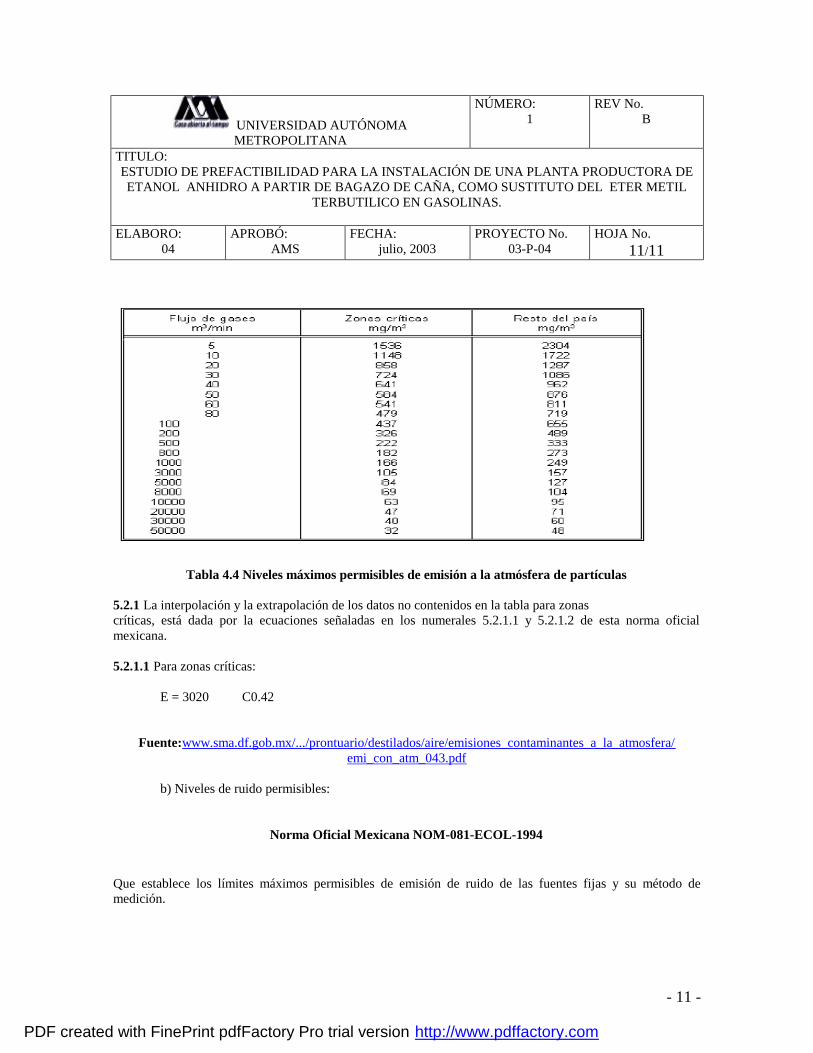
- 11 -
UNIVERSIDAD AUTÓNOMA METROPOLITANA
NÚMERO: 1
REV No. B
TITULO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÓN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO A PARTIR DE BAGAZO DE CAÑA, COMO SUSTITUTO DEL ETER METIL
TERBUTILICO EN GASOLINAS. ELABORO:
04 APROBÓ:
AMS FECHA:
julio, 2003 PROYECTO No.
03-P-04 HOJA No.
11/11
Tabla 4.4 Niveles máximos permisibles de emisión a la atmósfera de partículas 5.2.1 La interpolación y la extrapolación de los datos no contenidos en la tabla para zonas críticas, está dada por la ecuaciones señaladas en los numerales 5.2.1.1 y 5.2.1.2 de esta norma oficial mexicana. 5.2.1.1 Para zonas críticas:
E = 3020 C0.42
Fuente:www.sma.df.gob.mx/.../prontuario/destilados/aire/emisiones_contaminantes_a_la_atmosfera/
emi_con_atm_043.pdf
b) Niveles de ruido permisibles:
Norma Oficial Mexicana NOM-081-ECOL-1994
Que establece los límites máximos permisibles de emisión de ruido de las fuentes fijas y su método de medición.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

- 12 -
UNIVERSIDAD AUTÓNOMA METROPOLITANA
NÚMERO: 1
REV No. B
TITULO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÓN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO A PARTIR DE BAGAZO DE CAÑA, COMO SUSTITUTO DEL ETER METIL
TERBUTILICO EN GASOLINAS. ELABORO:
04 APROBÓ:
AMS FECHA:
julio, 2003 PROYECTO No.
03-P-04 HOJA No.
12/12 C O N S I D E R A N D O Que la emisión de ruido proveniente de las fuentes fijas altera el bienestar del ser humano y el daño que le produce, con motivo de la exposición, depende de la magnitud y del número, por unidad de tiempo, de los desplazamientos temporales del umbral de audición. Por ello, resulta necesario establecer los límites máximos permisibles de emisión de este contaminante. 1. OBJETIVO Esta norma oficial mexicana establece los límites máximos permisibles de emisión de ruido que genera el funcionamiento de las fuentes fijas y el método de medición por el cual se determina su nivel emitido hacia el ambiente. Referirse a las normas internacionales y nacionales vigentes respecto al medio ambiente. La emisión de ruido que generan las fuentes fijas es medida obteniendo su nivel sonoro en ponderación "A", expresado en dB (A). 5.4 Los límites máximos permisibles del nivel sonoro en ponderación "A" emitido por fuentes fijas, son los establecidos en la Tabla 18.
HORARIO LIMITES MÁXIMOS PERMISIBLES
de 6:OO a 22:OO
68 dB(A)
de 22:OO a 6:OO
65 dB(A)
Tabla 4.5 Limites máximos permisibles del nivel sonoro. Fuente: http://www.semarnat.gob.mx/marco_juridico/ecol/ruido/nom-81.shtml
7.2 Sistemas de tratamiento de efluentes: Las aguas residuales de nuestra planta El tratamiento de efluentes se realizará en la unidad de tratamiento para aguas residuales cuyo proceso será primero una rejilla, después un tanque de almacenamiento, un tanque UASB, diagrama aerobio o tal vez laguna , filtro de prensa
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

- 13 -
UNIVERSIDAD AUTÓNOMA METROPOLITANA
NÚMERO: 1
REV No. B
TITULO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÓN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO A PARTIR DE BAGAZO DE CAÑA, COMO SUSTITUTO DEL ETER METIL
TERBUTILICO EN GASOLINAS. ELABORO:
04 APROBÓ:
AMS FECHA:
julio, 2003 PROYECTO No.
03-P-04 HOJA No.
13/13 8.- FACILIDADES REQUERIDAS PARA EL ALMACENAMIENTO:
8.1 Especificar si se requiere almacenamiento de materias primas o productos y sus cantidades Se requiere de un almacenamiento de materia prima y para el producto terminado también se pretende tener un almacén. 9.- SERVICIOS AUXILIARES. 9.1 Vapor. Fuente: Generador de vapor. Presión: 86.06 atm Temperatura: 510 °C Calidad: Vapor sobrecalentado Gasto requerido: 235,213 kg/hr
9.3 Agua de enfriamiento.
Fuente: Sistema de torre de enfriamiento Presión de entrada/ salida: 1atm Temperatura de entrada/ salida: Gasto requerido: 13,840 m 3
9.4 Aguas de sanitarios y servicios. Fuente: Red municipal Presión límite de baterías: 1 atm. Gasto requerido: 50760 lt / días
9.5 Agua potable.
Fuente: Red municipal Presión límite de baterías: 1 atm. Gasto requerido:
9.6 Agua contra incendios. Fuente: Red municipal Presión límite de baterías: 1 atm. Gasto requerido
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
- 14 -
UNIVERSIDAD AUTÓNOMA METROPOLITANA
NÚMERO: 1
REV No. B
TITULO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÓN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO A PARTIR DE BAGAZO DE CAÑA, COMO SUSTITUTO DEL ETER METIL
TERBUTILICO EN GASOLINAS. ELABORO:
04 APROBÓ:
AMS FECHA:
julio, 2003 PROYECTO No.
03-P-04 HOJA No.
14/14
9.8 Agua de proceso. Fuente: pozo Presión límite de baterías: 1 atm
Gasto requerido: 185.6 m3/d
9.10 Combustible: El combustible solo se utilizara para los vehículos automotores.
Características: Fuente: Gasolinera de PEMEX. Temperatura en límite de baterías: Gasto requerido: 9.11 Suministro de energía eléctrica. Fuente (s) Subestación eléctrica. Capacidad 43663.8482 KVA
. 10.- SISTEMAS DE SEGURIDAD.
10.1 Sistema Contra Incendio. Reglamentos de agua contra incendios locales.
Ley de Aguas Nacionales
Equipo móvil y portátil:
Se contara con varios extinguidores colocados en diferentes puntos de la planta a distancias no mayores de 15 m. Estos se deben encontrar a una altura máxima de 1.5 m. Se contará también con brigadas para evacuaciones y con programas de prevención y combate contra incendios.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

- 15 -
UNIVERSIDAD AUTÓNOMA METROPOLITANA
NÚMERO: 1
REV No. B
TITULO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÓN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO A PARTIR DE BAGAZO DE CAÑA, COMO SUSTITUTO DEL ETER METIL
TERBUTILICO EN GASOLINAS. ELABORO:
04 APROBÓ:
AMS FECHA:
julio, 2003 PROYECTO No.
03-P-04 HOJA No.
15/15 Boquillas de esperado.
Las boquillas de las mangueras deben mantenerse en posición cerrada. Deben ser inspeccionadas después de cada uso y por lo menos anualmente, la inspección debe cubrir los siguientes puntos:
• Descarga de agua libre de obstrucciones. • Correcta operación en cada uno de los patrones de descarga. • Correcta operación de la válvula de cierre. • Roscas y empaques en buenas condiciones. • Sin daños mecánicos evidente
Cámaras de espumas Todas las cámaras de espuma de Chemguard están listadas por U.L. y pueden usarse con hidrocarburos y solventes polares. También son adecuados para tanques de almacenamiento que contengan techos fijos y flotantes. El sistema de “aplicación por arriba” la cámara de espuma se monta en la parte más alta de la pared del cuerpo del tanque. La espuma descarga entonces contra un deflector que está montado en el interior del tanque. El propósito de este deflector es el de asegurar que la espuma derrame en el interior de la pared del tanque e impacte la superficie del combustible tan suavemente como sea posible. La selección del concentrado espumante es crítica en este método de control de incendios. Sin embargo está a disposición una extensa variedad de concentrados de espuma. Y debido a que la densidad de aplicación es la misma para todos los hidrocarburos y concentrados de espuma, la elección depende entonces de las preferencias personales y del costo.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
- 16 -
UNIVERSIDAD AUTÓNOMA METROPOLITANA
NÚMERO: 1
REV No. B
TITULO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÓN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO A PARTIR DE BAGAZO DE CAÑA, COMO SUSTITUTO DEL ETER METIL
TERBUTILICO EN GASOLINAS. ELABORO:
04 APROBÓ:
AMS FECHA:
julio, 2003 PROYECTO No.
03-P-04 HOJA No.
16/16 10.2 Protección personal. Indicar los sistemas de protección al personal de la planta.
Al personal de la planta se les dotará del siguiente equipo de protección personal:
Overall 100 % de algodón.
Casco protector de policarbonato.
Lentes protectores de policarbonato.
Botas de seguridad con casquillo.
Cinturón de cuero para cargadores.
Se contara con un código para identificación de tuberías:
Verde-Agua.
Gris-Vapor.
Azul-Aire.
Amarillo-Gas
Rojo-Red contra incendios
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
- 17 -
UNIVERSIDAD AUTÓNOMA METROPOLITANA
NÚMERO: 1
REV No. B
TITULO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÓN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO A PARTIR DE BAGAZO DE CAÑA, COMO SUSTITUTO DEL ETER METIL
TERBUTILICO EN GASOLINAS. ELABORO:
04 APROBÓ:
AMS FECHA:
julio, 2003 PROYECTO No.
03-P-04 HOJA No.
17/17
11.- DATOS CLIMATOLÓGICOS. 11.1 Temperatura. Máxima Promedio: 25.5 °C Mínima promedio: 16.0 °C Promedio anual (bulbo seco): 20.85 °C Promedio de bulbo húmedo: 24.7 °C.
Fuente: CGSNEGI. Carta de climas, 1:1000000, CNA. Registro mensual de
temperatura media, inédito
11.2 Precipitación Pluvial. Máxima: 315.6 mm. Máxima diaria: 25.6 mm. Promedio Anual: 598 mm.
Fuente: CNA. Registro mensual y anual de precipitación pluvial. Inédito
11.3 Viento.
Dirección de viento reinante. Del Norte Noreste a 11 Kilómetros por hora Velocidad promedio: 0 Km/h Velocidad máxima: 0 Km/h
Fuente: INEGI, Carta anemométrica. Inédito. 11.4 Humedad. Máxima promedio: 64 % Mínima promedio: 61 % Promedio: 62.2 %
Fuente: CGSNEGI. Carta de humedad, 1:1000000
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
- 18 -
UNIVERSIDAD AUTÓNOMA METROPOLITANA
NÚMERO: 1
REV No. B
TITULO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÓN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO A PARTIR DE BAGAZO DE CAÑA, COMO SUSTITUTO DEL ETER METIL
TERBUTILICO EN GASOLINAS. ELABORO:
04 APROBÓ:
AMS FECHA:
julio, 2003 PROYECTO No.
03-P-04 HOJA No.
18/18 12.- DATOS DEL LUGAR. 12.1 Localización de la planta.
Fideicomiso Ciudad Industrial Celaya. Avenida Tecnológico cruce con la autopista México-Irapuato. Celaya, Guanajuato, México.
Coordenadas geográficas extremas: Al norte 21 ° 52’, al sur 19° 55’ de latitud norte; al este 99 ° 41’ y al oeste 102 ° 09’ de longitud oeste.
Elevación sobre el nivel del mar: 1.752 msnm Necesidades de ampliaciones futuras No hay necesidad de ampliación por que en la renta o compra del lugar vendrá implícito el espacio necesario para una ampliación pensada para 10 años. 13.- DISEÑO ELÉCTRICO. 13.1 Código de diseño Eléctrico. NEMA, ANSI, NOM EM-001SEMP-1993 14. DISEÑO MECÁNICO Y TUBERÍAS. 14.1 Códigos de diseño mecánico y tuberías. ANSI-B-31.1 Tuberías de potencia . Para tuberías en centrales generadoras de vapor. ANSI-B-31.2 Tuberías para gases combustibles. ANSI-B-31.8 Tuberías para sistemas de distribución y transmisión de gases.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

- 19 -
UNIVERSIDAD AUTÓNOMA METROPOLITANA
NÚMERO: 1
REV No. B
TITULO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÓN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO A PARTIR DE BAGAZO DE CAÑA, COMO SUSTITUTO DEL ETER METIL
TERBUTILICO EN GASOLINAS. ELABORO:
04 APROBÓ:
AMS FECHA:
julio, 2003 PROYECTO No.
03-P-04 HOJA No.
19/19 15.- DISEÑO DE EDIFICIOS. 15.1 Códigos de construcción para: Arquitectónicos, concreto, sísmico y viento.
Basados en el reglamento de la construcción para Tamaulipas, Titulo 5 y 6. Proyecto arquitectónico capítulos del I al IV. Normas técnicas complementarias para el diseño de construcción de estructuras de concreto. Normas técnicas complementarias para el diseño de sismos sección 8 y 9.
15.2 Datos de sismo zona sísmica No. 3 16.- INSTRUMENTACIÓN. 16.1 Códigos de diseño de instrumentación.
ANSI. Manómetros: de presión en los equipos que operen a presión. Termómetros: para los equipos que operen con temperaturas
17.- DISEÑO DE EQUIPOS.
17.1 Indicar si se requieren características relevantes en el diseño y suministro de los equipos. En el proceso se utilizarán una filosofía de instrumentación neumática y electrónica , como válvulas
neumáticas en los equipos que requieren alimentación de vapor con el fin de controlar la presión de vapor y obtener así la temperatura de trabajo para cada equipo y se pondrán aislantes para los que necesiten un aislante del ruido, que en realidad sólo las aprox. 14 bombas generarían el mayor ruido en la planta. 18.- ESTÁNDARES Y ESPECIFICACIONES. NACIONALES E INTERNACIONALES:
ASME SECCIÓN VIII DIV 1, NEMA ANSI, NEF, ASTM, CFE MEX, TEMA, ISO 9002, DIN NOM, NOM-EM-001-SEMIP-1993, NFPA.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
- 20 -
UNIVERSIDAD AUTÓNOMA METROPOLITANA
NÚMERO: 1
REV No. B
TITULO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÓN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO A PARTIR DE BAGAZO DE CAÑA, COMO SUSTITUTO DEL ETER METIL
TERBUTILICO EN GASOLINAS. ELABORO:
04 APROBÓ:
AMS FECHA:
julio, 2003 PROYECTO No.
03-P-04 HOJA No.
20/20
REFERENCIAS BIBLIOGRAFICAS Y DE INTERNET.
1.- INEGI, 2000, Anuarios del Municipio de Celaya. 2.- http://www.cenco.com.co/microfertisa/otros_productos.htm 3.- http://www.highpurity.com.mx/espaF.htm 4.- http://www.ecosur.net/sust._varias/oxido_de_calcio.html 5.- http://www.sep.gob.mx/work/appsite/librosprimaria/libros/agm.htm 6.- http://www.westprochem.com/page0002.htm 7.- http://www.geocities.com/chuco2000/paginas.html 8.- http://www.cfe.gob.mx/ 9.- http://www.nfpa.org/ 10.- http://www.becht.com/Process%20Power/Spanish/Services/Diseno%20Estandar.htm 11.- http://www.onlineingenieros.com/htm/Indice.pdf 12.- http://www.nfpa.org/International/Espanol/CatalogoEspanol/CodigosyNormas/codigos_y_normas_.asp 13.- http://www.soloarquitectura.com/legislacion.html
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

- 21 -
TANQUES
Y
RECIPIENTES
PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO APATIR DEL BAGAZO DE CAÑA COMO SUSTITUTO DEL MTBE EN GASOLINA. FECHA: Julio 2003 REVISIÓN: 1 HOJA: 1/35
Cliente: Por : 04 Revisó: A.M.S Planta: Bioxigenol Localización: Celaya Gto. No. Equipo: T -205 Servicio: Tanque de Prehidrolisis Fabricante: Tamaño: Faldón ( ) Patas ( x) No. Requerido:1 Capacidad:15.52m3 Densidad:7890 kg/m3 Fluido almacenar: H2SO4 +bagazo +agua
Datos de diseño Dibujos de referencia Código: ASME Estampado: NO Presión diseño: 205.8lb/in2 Temp. Diseño: 392 F Presión Oper: 179.34 lb/in
Temp. Oper: 374 F Corrosión permitida: 1/8 Carga de viento: N/A Factor sismo: 3 Tipo charolas: N/A No. Charolas: N/A Relevado de esfuerzo: Si( ) No (X ) Pruebas: Radiografiado:100%
ART. ESP. MATERIAL: OBSERVACIONES: Cuerpo: Cabeza sup: Cabeza inf: Anillo soporte: Empaques: Tuercas y tornillos: Escalera: Plataforma. Soportes: Pinturas: Aislamiento: Anillos Aislam.
Hastelloy-c 200,SS31
RELACION DE BOQUILLAS MCA SERVICIO No. TAMAÑO CLASE CARA COMENTARIOS
A B C D E F G H I J K
Entrada Drenaje M gas Venteo
D.ruptura
1 1 1 1 1
NOTAS: Peso vacío:3335.336668Kg Peso operación:15751.3366Kg Peso lleno agua:18855.33667Kg
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
- 22 -
TANQUES
Y
RECIPIENTES
PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO APATIR DEL BAGAZO DE CAÑA COMO SUSTITUTO DEL MTBE EN GASOLINA FECHA: Julio 2003 REVISIÓN: 1 HOJA: 2/35
Cliente: Por : 04 Revisó: A.M.S Planta: Bioxigenol Localización: Celaya Gto No. Equipo: T-201 Servicio: Almacenamiento de H2SO4 Fabricante: Tamaño: Faldón ( ) Patas ( ) No. Requerido:1 Capacidad: 29.18m3 Densidad: 1900 kg/m3 Fluido almacenar: H2SO4
Datos de diseño Dibujos de referencia Código: ASME Estampado: NO Presión diseño: 17.64 lb/in2 Temp. Diseño: 71.6 F Presión Oper: 14.7lb/in2 Temp. Oper: 68 F Corrosión permitida: Carga de viento: N/A Factor sismo:3 Tipo charolas:N/A No. Charolas: N/A Relevado de esfuerzo: Si( ) No (X ) Pruebas: Radiografiado:100%
ART. ESP. MATERIAL: OBSERVACIONES: Cuerpo: Cabeza sup: Cabeza inf: Anillo soporte: Empaques: Tuercas y tornillos: Escalera: Plataforma. Soportes: Pinturas: Aislamiento: Anillos Aislam.
Plástico Plástico plástico
RELACION DE BOQUILLAS MCA SERVICIO No. TAMAÑO CLASE CARA COMENTARIOS
A B C D E F G H I J K
Entrada Drenaje M gas Venteo
D.ruptura
1 1 1 1 1
NOTAS: Peso vacío: 593.61 kg Peso operación: 43406.5 kg Peso lleno agua: 29733.31 kg
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

- 23 -
TANQUES
Y
RECIPIENTES
PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO APATIR DEL BAGAZO DE CAÑA COMO SUSTITUTO DEL MTBE EN GASOLINA FECHA: Julio 2003 REVISIÓN: 1 HOJA: 3/35
Cliente: Por : 04 Revisó: A.M.S Planta: Bioxigenol Localización: Celaya Gto No. Equipo: T-202 Servicio: Tanque Flash Fabricante: Tamaño: 360in Faldón (x ) Patas ( ) No. Requerido:1 Capacidad: 65.66m3 Densidad: 7890 kg/m3 Fluido almacenar: H2SO4
Datos de diseño Dibujos de referencia Código: ASME Estampado: NO Presión diseño: 17.64 lb/in2 Temp. Diseño: 230 F Presión Oper: 15lb/in2 Temp. Oper:213.8 F Corrosión permitida: 1/8 Carga de viento: N/A Factor sismo:3 Tipo charolas:N/A No. Charolas:N/A Relevado de esfuerzo: Si( ) No (X ) Pruebas: Radiografiado:100%
ART. ESP. MATERIAL: OBSERVACIONES: Cuerpo: Cabeza sup: Cabeza inf: Anillo soporte: Empaques: Tuercas y tornillos: Escalera: Plataforma. Soportes: Pinturas: Aislamiento: Anillos Aislam.
SS316
RELACION DE BOQUILLAS MCA SERVICIO No. TAMAÑO CLASE CARA COMENTARIOS
A B C D E F G H I J K
Entrada Drenaje M gas Venteo
D.ruptura
1 1 1 1 1
NOTAS: Peso vacío:2950.66Kg Peso operación:3003.18kg Peso lleno agua:68610.66kg
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

- 24 -
TANQUES
Y
RECIPIENTES
PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO APATIR DEL BAGAZO DE CAÑA COMO SUSTITUTO DEL MTBE EN GASOLINA FECHA: Julio 2003 REVISIÓN: 1 HOJA: 4/35
Cliente: Por : 04 Revisó: A.M.S Planta: Bioxigenol Localización: Celaya Gto No. Equipo: T-203 Servicio: Tanque de Encalado Fabricante: Tamaño: 384 in Faldón ( ) Patas (x ) No. Requerido:1 Capacidad: 209.21m3 Densidad: 7900 kg/m3 Fluido almacenar: Cal
Datos de diseño Dibujos de referencia Código: ASME Estampado: NO Presión diseño: 17 lb/in2 Temp. Diseño: 282.2 F Presión Oper: 15lb/in2 Temp. Oper: 215.6F Corrosión permitida: 1/8 Carga de viento: N/A Factor sismo:3 Tipo charolas:N/A No. Charolas:N/A Relevado de esfuerzo: Si( ) No (X ) Pruebas: Radiografiado:100%
ART. ESP. MATERIAL: OBSERVACIONES: Cuerpo: Cabeza sup: Cabeza inf: Anillo soporte: Empaques: Tuercas y tornillos: Escalera: Plataforma. Soportes: Pinturas: Aislamiento: Anillos Aislam.
SS304
RELACION DE BOQUILLAS MCA SERVICIO No. TAMAÑO CLASE CARA COMENTARIOS
A B C D E F G H I J K
Entrada Drenaje M gas Venteo
D.ruptura
1 1 1 1 1
NOTAS: Peso vacío:7331.59kg Peso operación:176038.54kg Peso lleno agua:216541.59kg
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

- 25 -
TANQUES
Y
RECIPIENTES
PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO APATIR DEL BAGAZO DE CAÑA COMO SUSTITUTO DEL MTBE EN GASOLINA FECHA: Julio 2003 REVISIÓN: 1 HOJA: 5/35
Cliente: Por : 04 Revisó: A.M.S Planta: Bioxigenol Localización: Celaya Gto No. Equipo: T-204 Servicio: Tanque de almacén de cal Fabricante: Tamaño:300 in Faldón ( X) Patas ( ) No. Requerido:1 Capacidad:20.17 m3 Densidad: 1800 kg/m3 Fluido almacenar: Cal
Datos de diseño Dibujos de referencia Código: ASME Estampado: NO Presión diseño: 14.7 lb/in2 Temp. Diseño: 77F Presión Oper: 14.7 lb/in2 Temp. Oper: 77 F Corrosión permitida: 1/8 Carga de viento: N/A Factor sismo:3 Tipo charolas:N/A No. Charolas:N/A Relevado de esfuerzo: Si( ) No (X ) Pruebas: Radiografiado:100%
ART. ESP. MATERIAL: OBSERVACIONES: Cuerpo: Cabeza sup: Cabeza inf: Anillo soporte: Empaques: Tuercas y tornillos: Escalera: Plataforma. Soportes: Pinturas: Aislamiento: Anillos Aislam.
CS
RELACION DE BOQUILLAS MCA SERVICIO No. TAMAÑO CLASE CARA COMENTARIOS
A B C D E F G H I J K
Entrada Drenaje M gas Venteo
D.ruptura
1 1 1 1 1
NOTAS:
Peso vacío: 166.12 kg Peso operación:37972.7kg Peso lleno agua:20336.12 kg
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
- 26 -
TANQUES
Y
RECIPIENTES
PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO APATIR DEL BAGAZO DE CAÑA COMO SUSTITUTO DEL MTBE EN GASOLINA FECHA: Julio 2003 REVISIÓN: 1 HOJA: 6/35
Cliente: Por : 04 Revisó: A.M.S Planta: Bioxigenol Localización: Celaya Gto No. Equipo: T-205 Servicio: Tanque de Reacidificaciòn Fabricante: Tamaño: 384 in Faldón ( ) Patas (x ) No. Requerido:1 Capacidad: 838.6m3 Densidad:7900 kg/m3 Fluido almacenar: ácido
Datos de diseño Dibujos de referencia Código: ASME Estampado: NO Presión diseño: 17.64 lb/in2 Temp. Diseño: 131 F Presión Oper: 14.7lb/in2 Temp.Oper:127.8F Corrosión permitida: 1/8 Carga de viento: N/A Factor sismo:3 Tipo charolas:N/A No. Charolas:N/A Relevado de esfuerzo: Si( ) No (X ) Pruebas: Radiografiado:100%
ART. ESP. MATERIAL: OBSERVACIONES: Cuerpo: Cabeza sup: Cabeza inf: Anillo soporte: Empaques: Tuercas y tornillos: Escalera: Plataforma. Soportes: Pinturas: Aislamiento: Anillos Aislam.
SS304
RELACION DE BOQUILLAS MCA SERVICIO No. TAMAÑO CLASE CARA COMENTARIOS
A B C D E F G H I J K
Entrada Drenaje M gas Venteo
D.ruptura
1 1 1 1 1
NOTAS: Peso vacío: 21156.41kg Peso operación: 698074.33kg Peso lleno agua: 859756.41kg
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

- 27 -
TANQUES
Y
RECIPIENTES
PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO APATIR DEL BAGAZO DE CAÑA COMO SUSTITUTO DEL MTBE EN GASOLINA FECHA: Julio 2003 REVISIÓN: 1 HOJA: 7/35
Cliente: Por : 04 Revisó: A.M.S Planta: Bioxigenol Localización: Celaya Gto No. Equipo: T- 206 Servicio: Tanque receptor de la pasta Fabricante: Tamaño: 300 in Faldón ( ) Patas (x ) No. Requerido:1 Capacidad: 112.16m3 Densidad: 7900 kg/m3 Fluido almacenar: Pasta
Datos de diseño Dibujos de referencia Código: ASME Estampado: NO Presión diseño: 17.64 lb/in2 Temp. Diseño: 145 F Presión Oper: 14.7lb/in2 Temp.Oper:138.2F Corrosión permitida: 1/8 Carga de viento: N/A Factor sismo:3 Tipo charolas:N/A No. Charolas:N/A Relevado de esfuerzo: Si( ) No (X ) Pruebas: Radiografiado:100%
ART. ESP. MATERIAL: OBSERVACIONES: Cuerpo: Cabeza sup: Cabeza inf: Anillo soporte: Empaques: Tuercas y tornillos: Escalera: Plataforma. Soportes: Pinturas: Aislamiento: Anillos Aislam.
SS304
RELACION DE BOQUILLAS MCA SERVICIO No. TAMAÑO CLASE CARA COMENTARIOS
A B C D E F G H I J K
Entrada Drenaje M gas Venteo
D.ruptura
1 1 1 1 1
NOTAS:
Peso vacío:4508.42kg Peso operación:100966.02kg Peso lleno agua:116668.42kg
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

- 28 -
TANQUES
Y
RECIPIENTES
PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO APATIR DEL BAGAZO DE CAÑA COMO SUSTITUTO DEL MTBE EN GASOLINA FECHA: Julio 2003 REVISIÓN: 1 HOJA: 8/35
Cliente: Por : 04 Revisó: A.M.S Planta: Bioxigenol Localización: Celaya Gto No. Equipo: F-306-22 Servicio: Fermentadores SSCF Fabricante: Tamaño: Faldón ( ) Patas (x ) No. Requerido:1 Capacidad: 4359.24 m3 Densidad: 7900 kg/m3 Fluido almacenar: inoculo
Datos de diseño Dibujos de referencia Código: ASME Estampado: NO Presión diseño:17.64 lb/in2 Temp. Diseño:100.4 F Presión Oper:14.7lb/in2 Temp.Oper: 93.2F Corrosión permitida: 1/8 Carga de viento: N/A Factor sismo:3 Tipo charolas:N/A No. Charolas:N/A Relevado de esfuerzo: Si( ) No (X ) Pruebas: Radiografiado:100%
ART. ESP. MATERIAL: OBSERVACIONES: Cuerpo: Cabeza sup: Cabeza inf: Anillo soporte: Empaques: Tuercas y tornillos: Escalera: Plataforma. Soportes: Pinturas: Aislamiento: Anillos Aislam.
SS304
RELACION DE BOQUILLAS MCA SERVICIO No. TAMAÑO CLASE CARA COMENTARIOS
A B C D E F G H I J K
Entrada Drenaje M gas Venteo
D.ruptura
1 1 1 1 1
NOTAS:
Peso vacío: 82502.30kg Peso operación: 3691953.02kg Peso lleno agua: 4441742.30kg
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

- 29 -
TANQUES
Y
RECIPIENTES
PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO APATIR DEL BAGAZO DE CAÑA COMO SUSTITUTO DEL MTBE EN GASOLINA FECHA: Julio 2003 REVISIÓN: 1 HOJA: 9/35
Cliente: Por : 04 Revisó: A.M.S Planta: Bioxigenol Localización: Celaya Gto No. Equipo: F-301 Servicio: Fermentador del inòculo 1st SSCF Fabricante: Tamaño: 24 in Faldón ( ) Patas (x ) No. Requerido:1 Capacidad: .09m3 Densidad: 7900 kg/m3 Fluido almacenar: inóculo
Datos de diseño Dibujos de referencia Código: ASME Estampado: NO Presión diseño: 17.64 lb/in2 Temp. Diseño: 95 F Presión Oper: 15lb/in2 Temp.Oper:86F Corrosión permitida: 1/8 Carga de viento: N/A Factor sismo:3 Tipo charolas:N/A No. Charolas:N/A Relevado de esfuerzo: Si( ) No (X ) Pruebas: Radiografiado:100%
ART. ESP. MATERIAL: OBSERVACIONES: Cuerpo: Cabeza sup: Cabeza inf: Anillo soporte: Empaques: Tuercas y tornillos: Escalera: Plataforma. Soportes: Pinturas: Aislamiento: Anillos Aislam.
SS304
RELACION DE BOQUILLAS MCA SERVICIO No. TAMAÑO CLASE CARA COMENTARIOS
A B C D E F G H I J K
Entrada Drenaje M gas Venteo
D.ruptura
1 1 1 1 1
NOTAS:
Peso vacío:25.14kg Peso operación:25.29kg Peso lleno agua:115.14kg
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
- 30 -
TANQUES
Y
RECIPIENTES
PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO APATIR DEL BAGAZO DE CAÑA COMO SUSTITUTO DEL MTBE EN GASOLINA FECHA: Julio 2003 REVISIÓN: 1 HOJA: ´ 10/35
Cliente: Por : 04 Revisó: A.M.S Planta: Bioxigenol Localización: Celaya Gto No. Equipo: F-302 Servicio: Fermentador del inòculo 2nd SSCF Fabricante: Tamaño:48 in Faldón ( ) Patas (x ) No. Requerido:1 Capacidad:0.878m3 Densidad: 7900 kg/m3 Fluido almacenar: inoculo
Datos de diseño Dibujos de referencia Código: ASME Estampado: NO Presión diseño: 3.0 lb/in2 Temp. Diseño: 90.3 F Presión Oper: 2.5lb/in2 Temp.Oper: 86 F Corrosión permitida: 1/8 Carga de viento: N/A Factor sismo:3 Tipo charolas:N/A No. Charolas:N/A Relevado de esfuerzo: Si( ) No (X ) Pruebas: Radiografiado:100%
ART. ESP. MATERIAL: OBSERVACIONES:
Cuerpo: Cabeza sup: Cabeza inf: Anillo soporte: Empaques: Tuercas y tornillos: Escalera: Plataforma. Soportes: Pinturas: Aislamiento: Anillos Aislam.
SS304
RELACION DE BOQUILLAS MCA SERVICIO No. TAMAÑO CLASE CARA COMENTARIOS
A B C D E F G H I J K
Entrada Drenaje M gas Venteo
D.ruptura
1 1 1 1 1
NOTAS: Peso vacío:100.13kg Peso operación:101.54kg Peso lleno agua:978.13kg
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

- 31 -
TANQUES
Y
RECIPIENTES
PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO APATIR DEL BAGAZO DE CAÑA COMO SUSTITUTO DEL MTBE EN GASOLINA FECHA: Julio 2003 REVISIÓN: 1 HOJA: 11/35
Cliente: Por : 04 Revisó: A.M.S Planta: Bioxigenol Localización: Celaya Gto No. Equipo: F-303 Servicio: Fermentador del inòculo 3nd SSCF Fabricante: Tamaño: 96 in Faldón ( ) Patas (x ) No. Requerido:1 Capacidad: 8.83m3 Densidad: 7900 kg/m3 Fluido almacenar: inoculo
Datos de diseño Dibujos de referencia Código: ASME Estampado: NO Presión diseño:3.0 lb/in2 Temp. Diseño: 90.3F Presión Oper:2.5lb/in2 Temp.Oper: 86 F Corrosión permitida: 1/8 Carga de viento: N/A Factor sismo:3 Tipo charolas:N/A No. Charolas:N/A Relevado de esfuerzo: Si( ) No (X ) Pruebas: Radiografiado:100%
ART. ESP. MATERIAL: OBSERVACIONES: Cuerpo: Cabeza sup: Cabeza inf: Anillo soporte: Empaques: Tuercas y tornillos: Escalera: Plataforma. Soportes: Pinturas: Aislamiento: Anillos Aislam.
SS304
RELACION DE BOQUILLAS MCA SERVICIO No. TAMAÑO CLASE CARA COMENTARIOS
A B C D E F G H I J K
Entrada Drenaje M gas Venteo
D.ruptura
1 1 1 1 1
NOTAS: Peso vacío: 470.05kg Peso operación: 484.17kg Peso lleno agua:9300.05kg
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
- 32 -
TANQUES
Y
RECIPIENTES
PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO APATIR DEL BAGAZO DE CAÑA COMO SUSTITUTO DEL MTBE EN GASOLINA FECHA: Julio 2003 REVISIÓN: 1 HOJA: 12/35
Cliente: Por : 04 Revisó : A.M.S Planta: Bioxigenol Localización: Celaya Gto No. Equipo: F-304 Servicio: Fermentador del inòculo 4th SSCF Fabricante: Tamaño: 276in Faldón ( ) Patas (x ) No. Requerido:1 Capacidad: 88m3 Densidad: 7900kg/m3 Fluido almacenar: inoculo
Datos de diseño Dibujos de referencia Código: ASME Estampado: NO Presión diseño:3.0 lb/in2 Temp. Diseño: 90.3 F Presión Oper: 2.5lb/in2 Temp.Oper: 86 F Corrosión permitida: 1/8 Carga de viento: N/A Factor sismo:3 Tipo charolas:N/A No. Charolas:N/A Relevado de esfuerzo: Si( ) No (X ) Pruebas: Radiografiado:100%
ART. ESP. MATERIAL: OBSERVACIONES: Cuerpo: Cabeza sup: Cabeza inf: Anillo soporte: Empaques: Tuercas y tornillos: Escalera: Plataforma. Soportes: Pinturas: Aislamiento: Anillos Aislam.
SS304
RELACION DE BOQUILLAS MCA SERVICIO No. TAMAÑO CLASE CARA COMENTARIOS
A B C D E F G H I J K
Entrada Drenaje M gas Venteo
D.ruptura
1 1 1 1 1
NOTAS: Peso vacío:2649.26kg Peso operación:2790.06kg Peso lleno agua:90649.26kg
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

- 33 -
TANQUES
Y
RECIPIENTES
PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO APATIR DEL BAGAZO DE CAÑA COMO SUSTITUTO DEL MTBE EN GASOLINA FECHA: Julio 2003 REVISIÓN: 1 HOJA: 13/35
Cliente: Por : 04 Revisó: A.M.S Planta: Bioxigenol Localización: Celaya Gto No. Equipo: F-305 Servicio: Fermentador del inòculo 5th SSCF Fabricante: Tamaño: Faldón ( ) Patas (x ) No. Requerido:1 Capacidad: 880.07m3 Densidad: 7900 kg/m3 Fluido almacenar: inoculo
Datos de diseño Dibujos de referencia Código: ASME Estampado: NO Presión diseño: 3.0 lb/in2 Temp. Diseño: 90.3F Presión Oper:15lb/in2 Temp.Oper: 86 F Corrosión permitida: 1/8 Carga de viento: N/A Factor sismo:3 Tipo charolas:N/A No. Charolas:N/A Relevado de esfuerzo: Si( ) No (X ) Pruebas: Radiografiado:100%
ART. ESP. MATERIAL: OBSERVACIONES:
Cuerpo: Cabeza sup: Cabeza inf: Anillo soporte: Empaques: Tuercas y tornillos: Escalera: Plataforma. Soportes: Pinturas: Aislamiento: Anillos Aislam.
SS304
RELACION DE BOQUILLAS MCA SERVICIO No. TAMAÑO CLASE CARA COMENTARIOS
A B C D E F G H I J K
Entrada Drenaje M gas Venteo
D.ruptura
1 1 1 1 1
NOTAS: Peso vacío:10855.94kg Peso operación:12264.05kg Peso lleno agua:890925.94kg
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
- 34 -
TANQUES
Y
RECIPIENTES
PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO APATIR DEL BAGAZO DE CAÑA COMO SUSTITUTO DEL MTBE EN GASOLINA FECHA: Julio 2003 REVISIÓN: 1 HOJA: 14/35
Cliente: Por : 04 Revisó: A.M.S Planta: Bioxigenol Localización: Celaya Gto No. Equipo: E-306-22 Servicio: tanque del contenedor del inoculo SSCF Fabricante: Tamaño: Faldón ( ) Patas (x ) No. Requerido:1 Capacidad: 1056.6m3 Densidad: 7900kg/m3 Fluido almacenar: inoculo
Datos de diseño Dibujos de referencia Código: ASME Estampado: NO Presión diseño: 18.5lb/in2 Temp. Diseño: 90.6 F Presión Oper: 14.7lb/in2 Temp.Oper: 86 F Corrosión permitida: 1/8 Carga de viento: N/A Factor sismo:3 Tipo charolas: N/A No. Charolas:N/A Relevado de esfuerzo: Si( ) No (X ) Pruebas: Radiografiado:100%
ART. ESP. MATERIAL: OBSERVACIONES:
Cuerpo: Cabeza sup: Cabeza inf: Anillo soporte: Empaques: Tuercas y tornillos: Escalera: Plataforma. Soportes: Pinturas: Aislamiento: Anillos Aislam.
SS304
RELACION DE BOQUILLAS MCA SERVICIO No. TAMAÑO CLASE CARA COMENTARIOS
A B C D E F G H I J K
Entrada Drenaje M gas Venteo
D.ruptura
1 1 1 1 1
NOTAS: Peso vacío:27613.53kg Peso operación:930372.57kg Peso lleno agua:1084213.53kg
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
- 35 -
TANQUES
Y
RECIPIENTES
PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO APATIR DEL BAGAZO DE CAÑA COMO SUSTITUTO DEL MTBE EN GASOLINA FECHA: Julio 2003 REVISIÓN: 1 HOJA: 15/35
Cliente: Por : 04 Revisó : A.M.S Planta: Bioxigenol Localización: Celaya Gto No. Equipo: T-300 Servicio: tanque de almacenamiento de alcohol Fabricante: Tamaño: 252 in Faldón ( ) Patas (x ) No. Requerido:1 Capacidad: 67.92m3 Densidad: 7900 kg/m3 Fluido almacenar: alcohol
Datos de diseño Dibujos de referencia Código: ASME Estampado: NO Presión diseño: 15.5lb/in2 Temp. Diseño: 90.6 F Presión Oper: 14.7lb/in2 Temp.Oper: 86 F Corrosión permitida: 1/8 Carga de viento: N/A Factor sismo:3 Tipo charolas:N/A No. Charolas:N/A Relevado de esfuerzo: Si( ) No (X ) Pruebas: Radiografiado:100%
ART. ESP. MATERIAL: OBSERVACIONES: Cuerpo: Cabeza sup: Cabeza inf: Anillo soporte: Empaques: Tuercas y tornillos: Escalera: Plataforma. Soportes: Pinturas: Aislamiento: Anillos Aislam.
SS304
RELACION DE BOQUILLAS MCA SERVICIO No. TAMAÑO CLASE CARA COMENTARIOS
A B C D E F G H I J K
Entrada Drenaje M gas Venteo
D.ruptura
1 1 1 1 1
NOTAS: Peso vacío: 2950.45kg Peso operación: 56199.73kg Peso lleno agua: 70870.45kg
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
- 36 -
TANQUES
Y
RECIPIENTES
PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO APATIR DEL BAGAZO DE CAÑA COMO SUSTITUTO DEL MTBE EN GASOLINA FECHA: Julio 2003 REVISIÓN: 1 HOJA: 16/35
Cliente: Por : 04 Revisó: A.M.S Planta: Bioxigenol Localización: Celaya Gto No. Equipo: F-401-11 Servicio: fermentadores de celulosa Fabricante: Tamaño:444 in Faldón ( ) Patas (x ) No. Requerido:1 Capacidad: 1211.93m3 Densidad: 7890 kg/m3 Fluido almacenar: celulosa
Datos de diseño Dibujos de referencia ART. ESP. MATERIAL: OBSERVACIONES:
Cuerpo: Cabeza sup: Cabeza inf: Anillo soporte: Empaques: Tuercas y tornillos: Escalera: Plataforma. Soportes: Pinturas: Aislamiento: Anillos Aislam.
SS304L
Código: ASME Estampado: NO Presión diseño:30 lb/in2 Temp. Diseño:100.5 F Presión Oper: 25lb/in2 Temp.Oper:82.4 F Corrosión permitida: 1/8 Carga de viento: N/A Factor sismo:3 Tipo charolas:N/A No. Charolas:N/A Relevado de esfuerzo: Si( ) No (X ) Pruebas: Radiografiado:100%
RELACION DE BOQUILLAS MCA SERVICIO No. TAMAÑO CLASE CARA COMENTARIOS
A B C D E F G H I J K
Entrada Drenaje M gas Venteo
D.ruptura
1 1 1 1 1
NOTAS: Peso vacío:41521.02kg Peso operación:1028516.81kg Peso lleno agua:1253451.02kg
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

- 37 -
TANQUES
Y
RECIPIENTES
PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO APATIR DEL BAGAZO DE CAÑA COMO SUSTITUTO DEL MTBE EN GASOLINA FECHA: Julio 2003 REVISIÓN: 1 HOJA: 17/35
Cliente: Por : 04 Revisó: A.M.S Planta: Bioxigenol Localización: Celaya Gto No. Equipo: F-412 Servicio: fermentador de inóculo 1st celulosa Fabricante: Tamaño: Faldón ( ) Patas (x ) No. Requerido:1 Capacidad: 0.149m3 Densidad: 7900 kg/m3 Fluido almacenar: celulosa
Datos de diseño Dibujos de referencia Código: ASME Estampado: NO Presión diseño: 18 lb/in2 Temp. Diseño: 85 F Presión Oper: 15lb/in2 Temp.Oper: 82.4F Corrosión permitida: 1/8 Carga de viento: N/A Factor sismo:3 Tipo charolas:N/A No. Charolas:N/A Relevado de esfuerzo: Si( ) No (X ) Pruebas: Radiografiado:100%
ART. ESP. MATERIAL: OBSERVACIONES: Cuerpo: Cabeza sup: Cabeza inf: Anillo soporte: Empaques: Tuercas y tornillos: Escalera: Plataforma. Soportes: Pinturas: Aislamiento: Anillos Aislam.
SS304
RELACION DE BOQUILLAS MCA SERVICIO No. TAMAÑO CLASE CARA COMENTARIOS
A B C D E F G H I J K
Entrada Drenaje M gas Venteo
D.ruptura
1 1 1 1 1
NOTAS: Peso vacío:25.66kg Peso operación:147.01kg Peso lleno agua:174.66kg
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
- 38 -
TANQUES
Y
RECIPIENTES
PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO APATIR DEL BAGAZO DE CAÑA COMO SUSTITUTO DEL MTBE EN GASOLINA FECHA: Julio 2003 REVISIÓN: 1 HOJA: 18/35
Cliente: Por : 04 Revisó: A.M.S Planta: Bioxigenol Localización: Celaya Gto No. Equipo: F-413 Servicio: fermentador de inòculo 2nd celulosa Fabricante: Tamaño: Faldón ( ) Patas (x ) No. Requerido:1 Capacidad: 3.08m3 Densidad: 7900 kg/m3 Fluido almacenar: celulosa
Datos de diseño Dibujos de referencia Código: ASME Estampado: NO Presión diseño: 18 lb/in2 Temp. Diseño: 85 F Presión Oper: 15lb/in2 Temp.Oper: 82.4 F Corrosión permitida: 1/8 Carga de viento: N/A Factor sismo:3 Tipo charolas:N/A No. Charolas:N/A Relevado de esfuerzo: Si( ) No (X ) Pruebas: Radiografiado:100%
ART. ESP. MATERIAL: OBSERVACIONES:
Cuerpo: Cabeza sup: Cabeza inf: Anillo soporte: Empaques: Tuercas y tornillos: Escalera: Plataforma. Soportes: Pinturas: Aislamiento: Anillos Aislam.
SS304
RELACION DE BOQUILLAS MCA SERVICIO No. TAMAÑO CLASE CARA COMENTARIOS
A B C D E F G H I J K
Entrada Drenaje M gas Venteo
D.ruptura
1 1 1 1 1
NOTAS: Peso vacío:224.73kg Peso operación:2733.08kg Peso lleno agua:3304.73kg
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
- 39 -
TANQUES
Y
RECIPIENTES
PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO APATIR DEL BAGAZO DE CAÑA COMO SUSTITUTO DEL MTBE EN GASOLINA FECHA: Julio 2003 REVISIÓN: 1 HOJA: 19/35
Cliente: Por : 04 Revisó: A.M.S Planta: Bioxigenol Localización: Celaya Gto No. Equipo: F-401 Servicio: fermentadores de inoculo 3 nd celulosa Fabricante: Tamaño: Faldón ( ) Patas (x ) No. Requerido:1 Capacidad: 59.81m3 Densidad: 7950 kg/m3 Fluido almacenar: celulosa
Datos de diseño Dibujos de referencia Código: ASME Estampado: NO Presión diseño: 18 lb/in2 Temp. Diseño: 85 F Presión Oper:15lb/in2 Temp.Oper: 82.4 F Corrosión permitida: 1/8 Carga de viento: N/A Factor sismo:3 Tipo charolas:N/A No. Charolas:N/A Relevado de esfuerzo: Si( ) No (X ) Pruebas: Radiografiado:100%
ART. ESP. MATERIAL: OBSERVACIONES: Cuerpo: Cabeza sup: Cabeza inf: Anillo soporte: Empaques: Tuercas y tornillos: Escalera: Plataforma. Soportes: Pinturas: Aislamiento: Anillos Aislam.
SS304
RELACION DE BOQUILLAS MCA SERVICIO No. TAMAÑO CLASE CARA COMENTARIOS
A B C D E F G H I J K
Entrada Drenaje M gas Venteo
D.ruptura
1 1 1 1 1
NOTAS: Peso vacío: 398.09kg Peso operación: 49107.35kg Peso lleno agua: 60208.09kg
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
- 40 -
TANQUES
Y
RECIPIENTES
PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO APATIR DEL BAGAZO DE CAÑA COMO SUSTITUTO DEL MTBE EN GASOLINA FECHA: Julio 2003 REVISIÓN: 1 HOJA: 20/35
Cliente: Por : 04 Revisó : A.M.S Planta: Bioxigenol Localización: Celaya Gto No. Equipo: T-416 Servicio: tanque de preparación del medio de cultivo Fabricante: Tamaño: Faldón ( ) Patas (x ) No. Requerido:1 Capacidad: 28.30m3 Densidad: 7900 kg/m3 Fluido almacenar: inoculo
Datos de diseño Dibujos de referencia Código: ASME Estampado: NO Presión diseño: 17.8 b/in2 Temp. Diseño:100.4 F Presión Oper:14.7lb/in2 Temp.Oper: 82.4F Corrosión permitida: 1/8 Carga de viento: N/A Factor sismo:3 Tipo charolas:N/A No. Charolas:N/A Relevado de esfuerzo: Si( ) No (X ) Pruebas: Radiografiado:100%
ART. ESP. MATERIAL: OBSERVACIONES: Cuerpo: Cabeza sup: Cabeza inf: Anillo soporte: Empaques: Tuercas y tornillos: Escalera: Plataforma. Soportes: Pinturas: Aislamiento: Anillos Aislam.
SS304
RELACION DE BOQUILLAS MCA SERVICIO No. TAMAÑO CLASE CARA COMENTARIOS
A B C D E F G H I J K
Entrada Drenaje M gas Venteo
D.ruptura
1 1 1 1 1
NOTAS: Peso vacío: 2489.39kg Peso operación: 24925.63kg Peso lleno agua: 230789.39kg
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
- 41 -
TANQUES
Y
RECIPIENTES
PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO APATIR DEL BAGAZO DE CAÑA COMO SUSTITUTO DEL MTBE EN GASOLINA FECHA: Julio 2003 REVISIÓN: 1 HOJA: 21/35
Cliente: Por : 04 Revisó : A.M.S Planta: Bioxigenol Localización: Celaya Gto No. Equipo: T-415 Servicio: tanque antiespumante Fabricante: Tamaño: Faldón ( ) Patas (x ) No. Requerido:1 Capacidad: 0.90m3 Densidad: 7900 kg/m3 Fluido almacenar: tween
Datos de diseño Dibujos de referenciaT Código: ASME Estampado: NO Presión diseño:17.8 lb/in2 Temp. Diseño:100.4 F Presión Oper: 14.7lb/in2 Temp.Oper: 82.4F Corrosión permitida: 1/8 Carga de viento: N/A Factor sismo:3 Tipo charolas:N/A No. Charolas:N/A Relevado de esfuerzo: Si( ) No (X ) Pruebas: Radiografiado:100%
ART. ESP. MATERIAL: OBSERVACIONES: Cuerpo: Cabeza sup: Cabeza inf: Anillo soporte: Empaques: Tuercas y tornillos: Escalera: Plataforma. Soportes: Pinturas: Aislamiento: Anillos Aislam.
polietileno
RELACION DE BOQUILLAS MCA SERVICIO No. TAMAÑO CLASE CARA COMENTARIOS
A B C D E F G H I J K
Entrada Drenaje M gas Venteo
D.ruptura
1 1 1 1 1
NOTAS: Peso vacío: 194.68kg Peso operación: 908.20kg Peso lleno agua:1094.68kg
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
- 42 -
TANQUES
Y
RECIPIENTES
PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO APATIR DEL BAGAZO DE CAÑA COMO SUSTITUTO DEL MTBE EN GASOLINA FECHA: Julio 2003 REVISIÓN: 1 HOJA: 22/35
Cliente: Por : 04 Revisó: AMS Planta: Bioxigenol Localización: Celaya Gto No. Equipo: TR-512 Servicio: Tambor de reflujo de la columna del destilador Fabricante: Tamaño: Faldón ( X ) Patas ( ) No. Requerido: 1 Capacidad: 1.56 m3 Densidad: 7900 kg/m3 Fluido almacenar: Inoculo
Datos de diseño Dibujos de referencia Código: ASME Estampado: Presión diseño:51.45 psig Temp. Diseño:260.6 F Presión Oper: 48.5 psia Temp. Oper:251.6 F Corrosión permitida: 1/8 Carga de viento:N/A Factor sismo: 3 Tipo charolas: N/A No. Charolas: N/A Relevado de esfuerzo: Si( ) No (x) Pruebas: Radiografiado: 100%
ART. ESP. MATERIAL: OBSERVACIONES: Cuerpo: Cabeza sup: Cabeza inf: Anillo soporte: Empaques: Tuercas y tornillos: Escalera: Plataforma. Soportes: Pinturas: Aislamiento: Anillos Aislam.
9/16 in,14.9mm 7/8 in
SS304
RELACION DE BOQUILLAS MCA SERVICIO No. TAMAÑO CLASE CARA COMENTARIOS
A B C D E F G H I J K
Entrada Drenaje M gas Venteo
D.ruptura
1 1 1 1 1
NOTAS:
Peso vacío: 242.92kg Peso operación: 1948.49kg Peso lleno agua: 1802.92kg
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

- 43 -
TANQUES
Y
RECIPIENTES
PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO APATIR DEL BAGAZO DE CAÑA COMO SUSTITUTO DEL MTBE EN GASOLINA FECHA: Julio 2003 REVISIÓN: 1 HOJA: 23/35
Cliente: Por : 04 Revisó: AMS Planta: Bioxigenol Localización: Celaya Gto No. Equipo: F 640 Servicio: Digestor aerobico (reactor) Fabricante: Tamaño: Faldón ( ) Patas (X ) No. Requerido: 1 Capacidad: 88.30 m3 Densidad: 1125 kg/m3 Fluido almacenar: lodos activados
Datos de diseño Dibujos de referencia Código: ASME Estampado: Presión diseño:19.11 psia Temp. Diseño: 77 F Presión Oper: 14.7 psia Temp. Oper: 69.8 F Corrosión permitida: 1/8 Carga de viento :N/A Factor sismo: 3 Tipo charolas: N/A No. Charolas: N/A Relevado de esfuerzo: Si( ) No (x) Pruebas: Radiografiado: 100%
ART. ESP. MATERIAL: OBSERVACIONES: Cuerpo: Cabeza sup: Cabeza inf: Anillo soporte: Empaques: Tuercas y tornillos: Escalera: Plataforma. Soportes: Pinturas: Aislamiento: Anillos Aislam.
¼ in 5/16 in
Epoxi-lined
RELACION DE BOQUILLAS MCA SERVICIO No. TAMAÑO CLASE CARA COMENTARIOS
A B C D E F G H I J K
Entrada Drenaje M gas Venteo
D.ruptura
1 1 1 1 1
NOTAS:
Peso vacío: 205155.70kg Peso operación: 275798.2kg Peso lleno agua: 88508365.7kg
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
- 44 -
TANQUES
Y
RECIPIENTES
PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO APATIR DEL BAGAZO DE CAÑA COMO SUSTITUTO DEL MTBE EN GASOLINA FECHA: Julio 2003 REVISIÓN: 1 HOJA: 24/3
Cliente: Por : 04 Revisó: AMS Planta: Bioxigenol Localización: Celaya Gto No. Equipo: T-703 Servicio: Tanque de almacenamiento H 2SO4 Fabricante: Tamaño: Faldón ( ) Patas (X ) No. Requerido: 1 Capacidad: 84.66 m3 Densidad: 7890 kg/m3 Fluido almacenar: ácido sulfúrico
Datos de diseño Dibujos de referencia Código: ASME Estampado: Presión diseño:19.11 psia Temp. Diseño: 71.6 F Presión Oper: 14.7 psia Temp. Oper: 68 F Corrosión permitida: 1/8 in Carga de viento: N/A Factor sismo: 3 Tipo charolas: N/A No. Charolas: N/A Relevado de esfuerzo: Si( ) No (x) Pruebas: Radiografiado: 100%
ART. ESP. MATERIAL: OBSERVACIONES: Cuerpo: Cabeza sup: Cabeza inf: Anillo soporte: Empaques: Tuercas y tornillos: Escalera: Plataforma. Soportes Pinturas: Aislamiento: Anillos Aislam.
9/16 in 7/8 in
SS316
RELACION DE BOQUILLAS MCA SERVICIO No. TAMAÑO CLASE CARA COMENTARIOS
A B C D E F G H I J K
Entrada Drenaje M gas Venteo
D.ruptura
1 1 1 1 1
NOTAS:
Peso vacío:3682.98kg Peso operación:127896.13kg Peso lleno agua:88342.98kg
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
- 45 -
TANQUES
Y
RECIPIENTES
PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO APATIR DEL BAGAZO DE CAÑA COMO SUSTITUTO DEL MTBE EN GASOLINA FECHA: Julio 2003 REVISIÓN: 1 HOJA: 25/35
Cliente: Por :04 Revisó: AMS Planta: Bioxigenol Localización: Celaya Gto No. Equipo: TR-513 Servicio: Tambor de reflujo de la columna de destilaciòn Fabricante: Tamaño: 330 in Faldón (X ) Patas ( ) No. Requerido: 1 Capacidad: 59.34 m3 Densidad: 7900 kg/m3 Fluido almacenar: alcohol
Datos de diseño Dibujos de referencia Código: ASME Estampado: Presión diseño:29.4 psia Temp. Diseño: 145.4 F Presión Oper: 27.34 psia Temp. Oper: 140 F Corrosión permitida: 1/8 in Carga de viento:N/A Factor sismo: 3 Tipo charolas: N/A No. Charolas: N/A Relevado de esfuerzo: Si( ) No (x) Pruebas: Radiografiado: 100%
ART. ESP. MATERIAL: OBSERVACIONES: Cuerpo: Cabeza sup: Cabeza inf: Anillo soporte: Empaques: Tuercas y tornillos: Escalera: Plataforma. Soporte Pinturas: Aislamiento: Anillos Aislam.
9/16 in 7/8 in
SS304
RELACION DE BOQUILLAS MCA SERVICIO No. TAMAÑO CLASE CARA COMENTARIOS
A B C D E F G H I J K
Entrada Drenaje M gas Venteo
D.ruptura
1 1 1 1 1
NOTAS:
Peso vacío:3650kg Peso operación:3744.95kg Peso lleno agua:62990kg
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

- 46 -
TANQUES
Y
RECIPIENTES
PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO APATIR DEL BAGAZO DE CAÑA COMO SUSTITUTO DEL MTBE EN GASOLINA FECHA: Julio 2003 REVISIÓN: 1 HOJA: 26/35
Cliente: Por : 04 Revisó: AMS Planta: Bioxigenol Localización: Celaya Gto No. Equipo: T-606-9 Servicio: Digestor anaerobico Fabricante: Tamaño: Faldón ( ) Patas (X ) No. Requerido: 1 Capacidad: 3669.11 m3 Densidad: 2200kg/m3 Fluido almacenar: lodos
Datos de diseño Dibujos de referencia Código: ASME Estampado: Presión diseño:17.64 psia Temp. Diseño: 71.6 F Presión Oper: 14.7 psia Temp. Oper: 68 F Corrosión permitida: 1/8 in Carga de viento:N/A Factor sismo: 3 Tipo charolas: N/A No. Charolas: N/A Relevado de esfuerzo: Si( ) No (x) Pruebas: Radiografiado: 100%
ART. ESP. MATERIAL: OBSERVACIONES:
Cuerpo: Cabeza sup: Cabeza inf: Anillo soporte: Empaques: Tuercas y tornillos: Escalera: Plataforma. Soportes: Pinturas: Aislamiento: Anillos Aislam.
1/4 in 5/16 in
EPOXI-LINED
RELACION DE BOQUILLAS MCA SERVICIO No. TAMAÑO CLASE CARA COMENTARIOS
A B C D E F G H I J K
Entrada Drenaje M gas Venteo
D.ruptura
1 1 1 1 1
NOTAS:
Peso vacío:12801.69kg Peso operación:2801325.29kg Peso lleno agua:3681911.69kg
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
- 47 -
TANQUES
Y
RECIPIENTES
PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO APATIR DEL BAGAZO DE CAÑA COMO SUSTITUTO DEL MTBE EN GASOLINA FECHA: Julio 2003 REVISIÓN: 1 HOJA: 27/35
Cliente: Por :04 Revisó: AMS Planta: Bioxigenol Localización: Celaya Gto No. Equipo: T-601 Servicio: Tanque de agua reciclada Fabricante: Tamaño: Faldón ( ) Patas (X ) No. Requerido: 1 Capacidad: 59.85 m3 Densidad: 7890 kg/m3 Fluido almacenar: Agua
Datos de diseño Dibujos de referencia Código: ASME Estampado: Presión diseño:49.98 psia Temp. Diseño: 107.6F Presión Oper: 47.04 psia Temp. Oper: 104 F Corrosión permitida: 1/8 in Carga de viento:N/A Factor sismo: 3 Tipo charolas: N/A No. Charolas: N/A Relevado de esfuerzo: Si( ) No (x) Pruebas: Radiografiado: 100%
ART. ESP. MATERIAL: OBSERVACIONES: Cuerpo: Cabeza sup: Cabeza inf: Anillo soporte: Empaques: Tuercas y tornillos: Escalera: Plataforma. Soportes: Pinturas: Aislamiento: Anillos Aislam.
9/16 in 7/8 in
CS
RELACION DE BOQUILLAS MCA SERVICIO No. TAMAÑO CLASE CARA COMENTARIOS
A B C D E F G H I J K
Entrada Drenaje M gas Venteo
D.ruptura
1 1 1 1 1
NOTAS:
Peso vacío:4719.96kg Peso operación:52599.96kg Peso lleno agua:64569.96kg
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

- 48 -
TANQUES
Y
RECIPIENTES
PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO APATIR DEL BAGAZO DE CAÑA COMO SUSTITUTO DEL MTBE EN GASOLINA FECHA: Julio 2003 REVISIÓN: 1 HOJA: 28/35
Cliente: Por : 04 Revisó: AMS Planta: Bioxigenol Localización: Celaya Gto No. Equipo: F 710 Servicio: Tanque de almacenamiento del producto etanol Fabricante: Tamaño: 480 in Faldón ( ) Patas (X ) No. Requerido: 1 Capacidad: 2735.82 m3 Densidad: 7890 kg/m3 Fluido almacenar: Etanol
Datos de diseño Dibujos de referencia Código: ASME Estampado: Presión diseño:17.64 psia Temp. Diseño: 104 F Presión Oper: 14.7 psia Temp. Oper: 100.4F Corrosión permitida: 1/8 in Carga de viento:N/A Factor sismo: 3 Tipo charolas: N/A No. Charolas: N/A Relevado de esfuerzo: Si( ) No (x) Pruebas: Radiografiado: 100%
ART. ESP. MATERIAL: OBSERVACIONES: Cuerpo: Cabeza sup: Cabeza inf: Anillo soporte: Empaques: Tuercas y tornillos: Escalera: Plataforma. Soporte Pinturas: Aislamiento: Anillos Aislam.
1/4 in 5/16 in
A285C
RELACION DE BOQUILLAS MCA SERVICIO No. TAMAÑO CLASE CARA COMENTARIOS
A B C D E F G H I J K
Entrada Drenaje M gas Venteo
D.ruptura
1 1 1 1 1
NOTAS:
Peso vacío:58400.51kg Peso operación:1706458.48kg Peso lleno agua:2794220.51kg
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

- 49 -
TANQUES
Y
RECIPIENTES
PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO APATIR DEL BAGAZO DE CAÑA COMO SUSTITUTO DEL MTBE EN GASOLINA FECHA: Julio 2003 REVISIÓN: 1 HOJA: 29/35
Cliente: Por : 04 Revisó: AMS Planta: Bioxigenol Localización: Celaya Gto No. Equipo: T-701 Servicio: Tanque de almacenamiento del alcohol Fabricante: Tamaño: 480 in Faldón ( ) Patas (X ) No. Requerido: 1 Capacidad:2717.02 m3 Densidad: 7890 kg/m3 Fluido almacenar: Alcohol
Datos de diseño Dibujos de referencia Código: ASME Estampado: Presión diseño:17.64 psia Temp. Diseño: 71.6F Presión Oper: 14.7 psia Temp. Oper: 68 F Corrosión permitida: 1/8 in Carga de viento:N/A Factor sismo: 3 Tipo charolas: N/A No. Charolas: N/A Relevado de esfuerzo: Si( ) No (x) Pruebas: Radiografiado: 100%
ART. ESP. MATERIAL: OBSERVACIONES: Cuerpo: Cabeza sup: Cabeza inf: Anillo soporte: Empaques: Tuercas y tornillos: Escalera: Plataforma. Soportes: Pinturas: Aislamiento: Anillos Aislam.
1/4 in 5/16 in
A285C
RELACION DE BOQUILLAS MCA SERVICIO No. TAMAÑO CLASE CARA COMENTARIOS
A B C D E F G H I J K
Entrada Drenaje M gas Venteo
D.ruptura
1 1 1 1 1
NOTAS:
Peso vacío:57999.18kg Peso operación:2227267.96kg Peso lleno agua:2775019.19kg
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
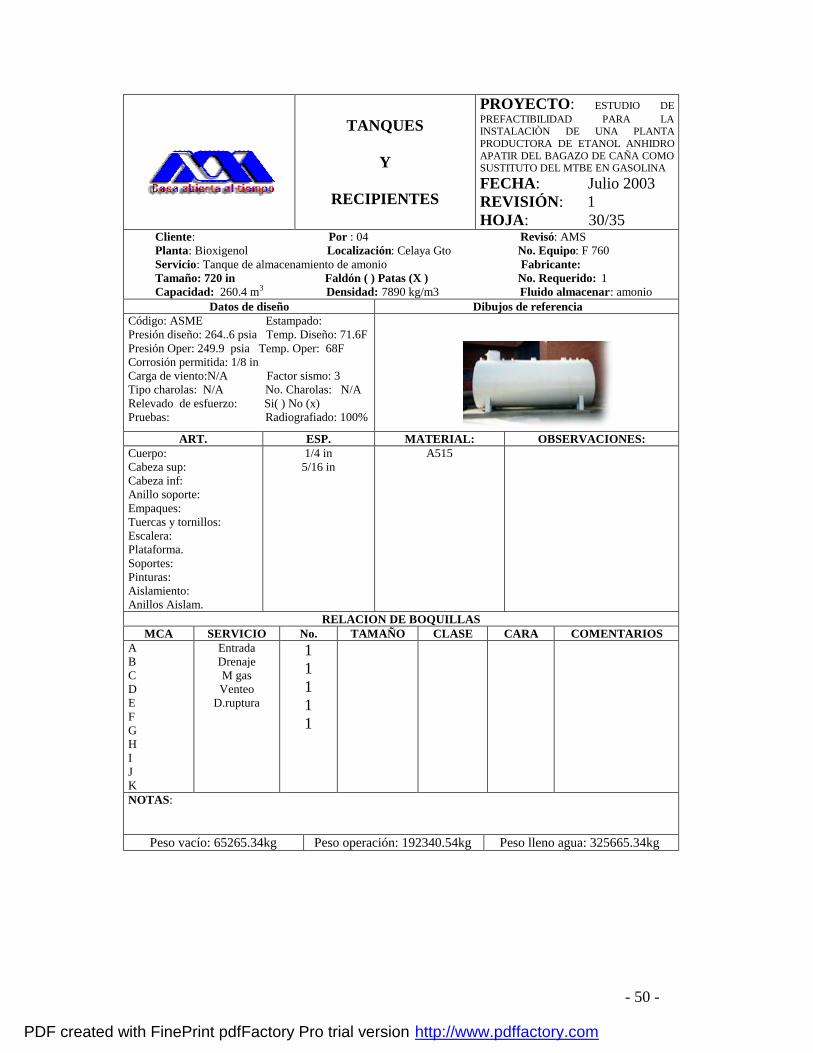
- 50 -
TANQUES
Y
RECIPIENTES
PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO APATIR DEL BAGAZO DE CAÑA COMO SUSTITUTO DEL MTBE EN GASOLINA FECHA: Julio 2003 REVISIÓN: 1 HOJA: 30/35
Cliente: Por : 04 Revisó: AMS Planta: Bioxigenol Localización: Celaya Gto No. Equipo: F 760 Servicio: Tanque de almacenamiento de amonio Fabricante: Tamaño: 720 in Faldón ( ) Patas (X ) No. Requerido: 1 Capacidad: 260.4 m3 Densidad: 7890 kg/m3 Fluido almacenar: amonio
Datos de diseño Dibujos de referencia Código: ASME Estampado: Presión diseño: 264..6 psia Temp. Diseño: 71.6F Presión Oper: 249.9 psia Temp. Oper: 68F Corrosión permitida: 1/8 in Carga de viento:N/A Factor sismo: 3 Tipo charolas: N/A No. Charolas: N/A Relevado de esfuerzo: Si( ) No (x) Pruebas: Radiografiado: 100%
ART. ESP. MATERIAL: OBSERVACIONES:
Cuerpo: Cabeza sup: Cabeza inf: Anillo soporte: Empaques: Tuercas y tornillos: Escalera: Plataforma. Soportes: Pinturas: Aislamiento: Anillos Aislam.
1/4 in 5/16 in
A515
RELACION DE BOQUILLAS MCA SERVICIO No. TAMAÑO CLASE CARA COMENTARIOS
A B C D E F G H I J K
Entrada Drenaje M gas Venteo
D.ruptura
1 1 1 1 1
NOTAS:
Peso vacío: 65265.34kg Peso operación: 192340.54kg Peso lleno agua: 325665.34kg
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

- 51 -
TANQUES
Y
RECIPIENTES
PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO APATIR DEL BAGAZO DE CAÑA COMO SUSTITUTO DEL MTBE EN GASOLINA FECHA: Julio 2003 REVISIÓN: 1 HOJA: 31/35
Cliente: Por : 04 Revisó: AMS Planta: Bioxigenol Localización: Celaya Gto No. Equipo: T-707 Servicio: Tanque de antiespuma Fabricante: Tamaño: 222 in Faldón ( ) Patas (X ) No. Requerido: 1 Capacidad: 54.34 m3 Densidad: 7890kg/m3 Fluido almacenar: Twin 40
Datos de diseño Dibujos de referencia Código: ASME Estampado: Presión diseño:17.64 psia Temp. Diseño: 86F Presión Oper: 14.7 psia Temp. Oper: 82.4 F Corrosión permitida: 1/8 in Carga de viento:N/A Factor sismo: 3 Tipo charolas: N/A No. Charolas: N/A Relevado de esfuerzo: Si( ) No (x) Pruebas: Radiografiado: 100%
ART. ESP. MATERIAL: OBSERVACIONES:
Cuerpo: Cabeza sup: Cabeza inf: Anillo soporte: Empaques: Tuercas y tornillos: Escalera: Plataforma. Soportes: Pinturas: Aislamiento: Anillos Aislam.
1/4 in 5/16 in
A285C
RELACION DE BOQUILLAS MCA SERVICIO No. TAMAÑO CLASE CARA COMENTARIOS
A B C D E F G H I J K
Entrada Drenaje M gas Venteo
D.ruptura
1 1 1 1 1
NOTAS:
Peso vacío: 2511.02kg Peso operación: 41114.15kg Peso lleno agua: 56851.02kg
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

- 52 -
TANQUES
Y
RECIPIENTES
PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO APATIR DEL BAGAZO DE CAÑA COMO SUSTITUTO DEL MTBE EN GASOLINA FECHA: Julio 2003 REVISIÓN: 1 HOJA: 32/35
Cliente: Por : 04 Revisó: AMS Planta: Bioxigenol Localización: Celaya Gto No. Equipo: F 810 Servicio: Tanque de condensado Fabricante: Tamaño: Faldón (X ) Patas ( ) No. Requerido: 1 Capacidad: 7.24 m3 Densidad: 7890 kg/m3 Fluido almacenar: agua
Datos de diseño Dibujos de referencia Código: ASME Estampado: Presión diseño:64.68 psia Temp. Diseño:125.6 F Presión Oper: 61.74 psia Temp. Oper:118.4 F Corrosión permitida: 1/8 in Carga de viento:N/A Factor sismo: 3 Tipo charolas: N/A No. Charolas: N/A Relevado de esfuerzo: Si( ) No (x) Pruebas: Radiografiado: 100%
ART. ESP. MATERIAL: OBSERVACIONES:
Cuerpo: Cabeza sup: Cabeza inf: Anillo soporte: Empaques: Tuercas y tornillos: Escalera: Plataforma. Soportes: Pinturas: Aislamiento: Anillos Aislam.
1/4 in 5/16 in
A285C
RELACION DE BOQUILLAS MCA SERVICIO No. TAMAÑO CLASE CARA COMENTARIOS
A B C D E F G H I J K
Entrada Drenaje M gas Venteo
D.ruptura
1 1 1 1 1
NOTAS:
Peso vacío:864.79kg Peso operación:6419.32kg Peso lleno agua:8104.79kg
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
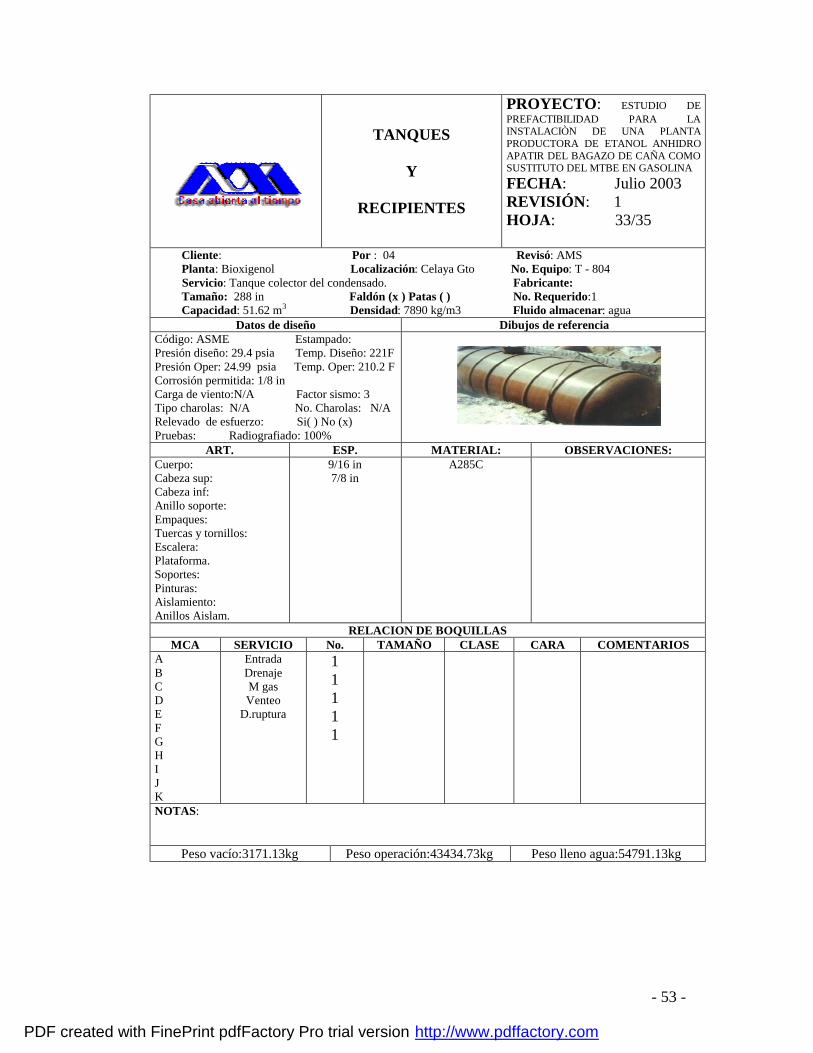
- 53 -
TANQUES
Y
RECIPIENTES
PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO APATIR DEL BAGAZO DE CAÑA COMO SUSTITUTO DEL MTBE EN GASOLINA FECHA: Julio 2003 REVISIÓN: 1 HOJA: 33/35
Cliente: Por : 04 Revisó: AMS Planta: Bioxigenol Localización: Celaya Gto No. Equipo: T - 804 Servicio: Tanque colector del condensado. Fabricante: Tamaño: 288 in Faldón (x ) Patas ( ) No. Requerido:1 Capacidad: 51.62 m3 Densidad: 7890 kg/m3 Fluido almacenar: agua
Datos de diseño Dibujos de referencia Código: ASME Estampado: Presión diseño: 29.4 psia Temp. Diseño: 221F Presión Oper: 24.99 psia Temp. Oper: 210.2 F Corrosión permitida: 1/8 in Carga de viento:N/A Factor sismo: 3 Tipo charolas: N/A No. Charolas: N/A Relevado de esfuerzo: Si( ) No (x) Pruebas: Radiografiado: 100%
ART. ESP. MATERIAL: OBSERVACIONES: Cuerpo: Cabeza sup: Cabeza inf: Anillo soporte: Empaques: Tuercas y tornillos: Escalera: Plataforma. Soportes: Pinturas: Aislamiento: Anillos Aislam.
9/16 in 7/8 in
A285C
RELACION DE BOQUILLAS MCA SERVICIO No. TAMAÑO CLASE CARA COMENTARIOS
A B C D E F G H I J K
Entrada Drenaje M gas Venteo
D.ruptura
1 1 1 1 1
NOTAS:
Peso vacío:3171.13kg Peso operación:43434.73kg Peso lleno agua:54791.13kg
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
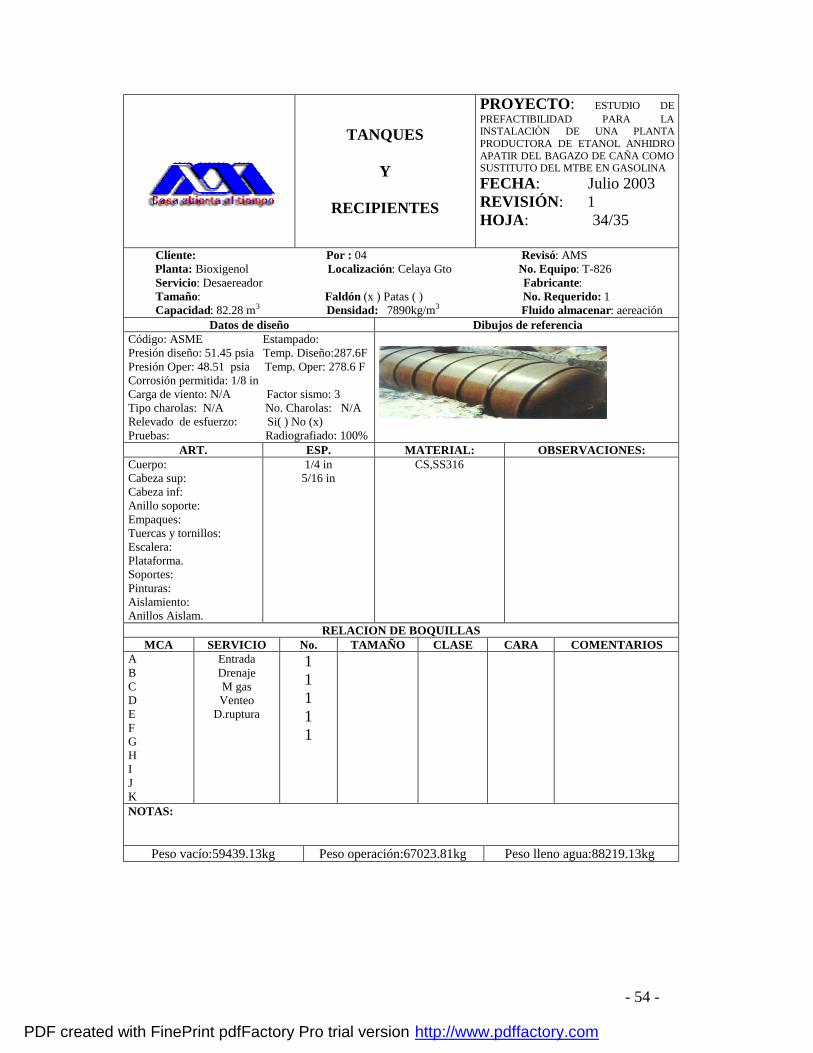
- 54 -
TANQUES
Y
RECIPIENTES
PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO APATIR DEL BAGAZO DE CAÑA COMO SUSTITUTO DEL MTBE EN GASOLINA FECHA: Julio 2003 REVISIÓN: 1 HOJA: 34/35
Cliente: Por : 04 Revisó: AMS Planta: Bioxigenol Localización: Celaya Gto No. Equipo: T-826 Servicio: Desaereador Fabricante: Tamaño: Faldón (x ) Patas ( ) No. Requerido: 1 Capacidad: 82.28 m3 Densidad: 7890kg/m3 Fluido almacenar: aereación
Datos de diseño Dibujos de referencia Código: ASME Estampado: Presión diseño: 51.45 psia Temp. Diseño:287.6F Presión Oper: 48.51 psia Temp. Oper: 278.6 F Corrosión permitida: 1/8 in Carga de viento: N/A Factor sismo: 3 Tipo charolas: N/A No. Charolas: N/A Relevado de esfuerzo: Si( ) No (x) Pruebas: Radiografiado: 100%
ART. ESP. MATERIAL: OBSERVACIONES: Cuerpo: Cabeza sup: Cabeza inf: Anillo soporte: Empaques: Tuercas y tornillos: Escalera: Plataforma. Soportes: Pinturas: Aislamiento: Anillos Aislam.
1/4 in 5/16 in
CS,SS316
RELACION DE BOQUILLAS MCA SERVICIO No. TAMAÑO CLASE CARA COMENTARIOS
A B C D E F G H I J K
Entrada Drenaje M gas Venteo
D.ruptura
1 1 1 1 1
NOTAS:
Peso vacío:59439.13kg Peso operación:67023.81kg Peso lleno agua:88219.13kg
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

- 55 -
TANQUES
Y
RECIPIENTES
PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO APATIR DEL BAGAZO DE CAÑA COMO SUSTITUTO DEL MTBE EN GASOLINA FECHA: Julio 2003 REVISIÓN: 1 HOJA: 35/35
Cliente: Por : 04 Revisó: AMS Planta: Bioxigenol Localización: Celaya Gto. No. Equipo: T-828 Servicio: Tanque de flash Fabricante: Tamaño: 54 in Faldón (x ) Patas ( ) No. Requerido: 1 Capacidad: 1.92 m3 Densidad: 7890 kg/m3 Fluido almacenar: H2 SO4
Datos de diseño Dibujos de referencia Código: ASME Estampado: Presión diseño: 17.64 psia Temp. Diseño:197.6 F Presión Oper: 15 psia Temp. Oper: 186.8 F Corrosión permitida: 1/8 in Carga de viento: N/A Factor sismo: 3 Tipo charolas: N/A No. Charolas: N/A Relevado de esfuerzo: Si( ) No (x) Pruebas: Radiografiado: 100%
ART. ESP. MATERIAL: OBSERVACIONES: Cuerpo: Cabeza sup: Cabeza inf: Anillo soporte: Empaques: Tuercas y tornillos: Escalera: Plataforma. Soportes: Pinturas: Aislamiento: Anillos Aislam.
1/4 in 5/16 in
CS
RELACION DE BOQUILLAS MCA SERVICIO No. TAMAÑO CLASE CARA COMENTARIOS
A B C D E F G H I J K
Entrada Drenaje M gas Venteo
D.ruptura
1 1 1 1 1
NOTAS:
Peso vacío:186.28kg Peso operación:1557.93kg Peso lleno agua:2106.28kg
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
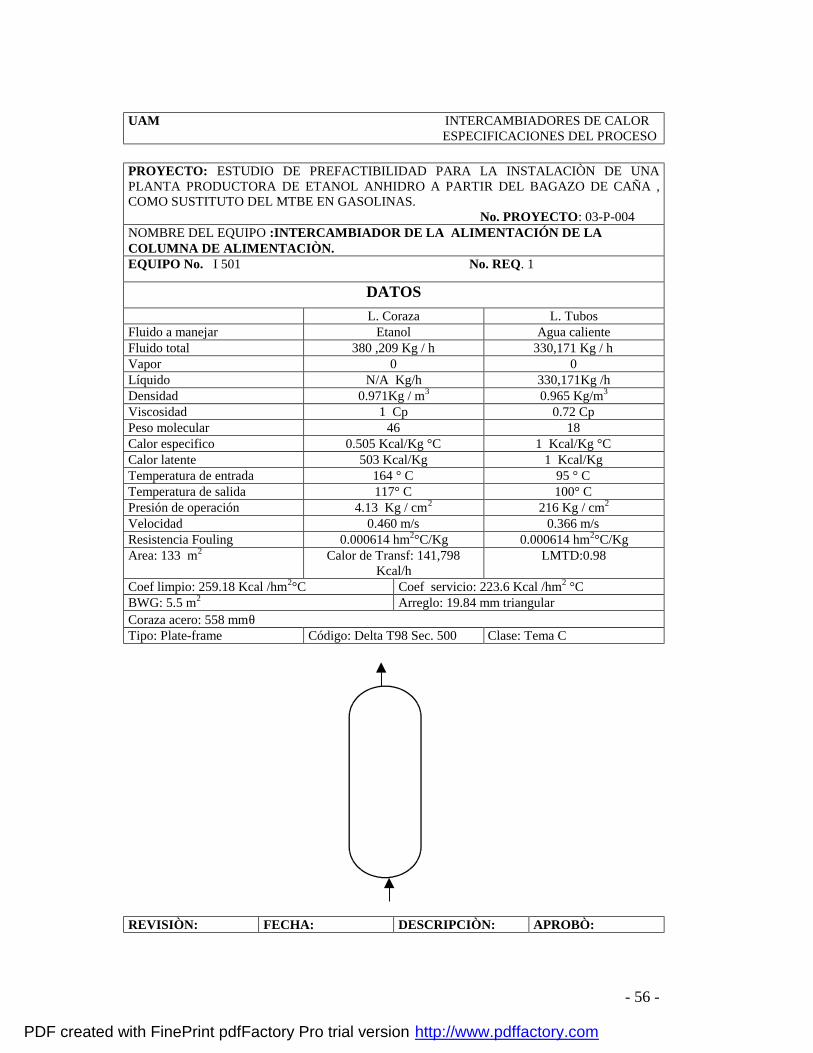
- 56 -
UAM INTERCAMBIADORES DE CALOR
ESPECIFICACIONES DEL PROCESO PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO A PARTIR DEL BAGAZO DE CAÑA , COMO SUSTITUTO DEL MTBE EN GASOLINAS. No. PROYECTO: 03-P-004 NOMBRE DEL EQUIPO :INTERCAMBIADOR DE LA ALIMENTACIÓN DE LA COLUMNA DE ALIMENTACIÒN. EQUIPO No. I 501 No. REQ. 1
DATOS L. Coraza L. Tubos Fluido a manejar Etanol Agua caliente Fluido total 380 ,209 Kg / h 330,171 Kg / h Vapor 0 0 Líquido N/A Kg/h 330,171Kg /h Densidad 0.971Kg / m3 0.965 Kg/m3 Viscosidad 1 Cp 0.72 Cp Peso molecular 46 18 Calor especifico 0.505 Kcal/Kg °C 1 Kcal/Kg °C Calor latente 503 Kcal/Kg 1 Kcal/Kg Temperatura de entrada 164 ° C 95 ° C Temperatura de salida 117° C 100° C Presión de operación 4.13 Kg / cm2 216 Kg / cm2
Velocidad 0.460 m/s 0.366 m/s Resistencia Fouling 0.000614 hm2°C/Kg 0.000614 hm2°C/Kg Area: 133 m2 Calor de Transf: 141,798
Kcal/h LMTD:0.98
Coef limpio: 259.18 Kcal /hm2°C Coef servicio: 223.6 Kcal /hm2 °C BWG: 5.5 m2 Arreglo: 19.84 mm triangular Coraza acero: 558 mmθ Tipo: Plate-frame Código: Delta T98 Sec. 500 Clase: Tema C
REVISIÒN: FECHA: DESCRIPCIÒN: APROBÒ:
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

- 57 -
UAM INTERCAMBIADORES DE CALOR
ESPECIFICACIONES DEL PROCESO PROYECTO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO A PARTIR DEL BAGAZO DE CAÑA , COMO SUSTITUTO DEL MTBE EN GASOLINAS NOMBRE DEL EQUIPO :INTERCAMBIADOR DE LA COLUMNA DE CONDENSACIÓN. No. PROYECTO: 03-P-004 EQUIPO No. I 502 No. REQ. 1
DATOS L. Coraza L. Tubos Fluido a manejar Etanol Agua de enfriamiento Fluido total 582 Kg/h 17 ,916 Kg /h Vapor 1 atm 1 atm Líquido N/A Kg/h 17,916 Kg /h Densidad 3 Kg/m3 0.002 Kg/m3 Viscosidad 1 Cp 0.72 Cp Peso molecular 46 18 Calor especifico 0.505 Kcal/Kg 1 Kcal/Kg Calor latente 517 Kcal/Kg 1 Kcal/Kg Temperatura de entrada 100 ° C 18 ° C Temperatura de salida 60 ° C 31 ° C Presión de operación 1.92 Kg / cm2 1.03 Kg / cm2
Velocidad 0.300m/s 0.366 m/s Resistencia Fouling 0.000614 hm2°C/Kg 0.000614 hm2°C/Kg Area: 182 . 69 m2 Calor de Transf:976,479 LMTD:0.96 Coef limpio: 259.18 Kcal /hm2°C Coef servicio: 223.6 Kcal /hm2 °C BWG: 6.70 m Arreglo: 19.84 mm triangular Coraza acero: 558 mmθ Tipo:Shell-Tube Código:Delta T98 Sec.500 Clase: Tema C
REVISIÒN: FECHA: DESCRIPCIÒN: APROBÒ:
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

- 58 -
UAM Número: B-204 Rev. No: 0 TITULO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORA DE ETANOL ANHIDRO A PARTIR DEL BAGAZO DE CAÑA , COMO SUSTITUTO DEL MTBE EN GASOLINAS Elaboro: 04 Aprobo: AMS Fecha: Julio 03 Proyecto No: 03-P-004 Hoja No: 1/3 Condiciones de operación: 1)Servicio bombeo líquido ident. 2)Liquido a manejar azúcares diluidos. 3)Consistencia liquida. 4)Gasto real Qr 737 GPM 5)Gasto de diseño Qd 800 GPM 6)Gravedad especifica γ 1 7)Temperatura 59 8)Presión de descarga hd 39.9 ft C.L 9)Altura geométrica hg 6.56 ft 10)Long tub 13.2 ft Diseño: 11) Mat. Tubería Acero al carbón 12)Vel recomendada 3-10 ft/seg 13)Vel de selección hg 8.72 ft/seg 14)diametro seleccionado 6”θ 15)Longitud equivalente de tubería de conexión: Codos 90 ° 2 6 20 20 Codos 45 ° Tee recta 3 6 20 30 Reducciones Otras Conexión CANT. θ PULG L/D TOTAL: 50 16) Longitud equivalente de tuberías en válvulas: Compuerta 1 6 13 6.5 Globo Retención Mariposa Otras TIPO CANT. θ PULG L/D TOTAL: 6.5 17) Longitud equivalente total ft: Longitud real 78 ft Longitud en conexiones 52.49 ft Longitud en válvulas 26.24 ft Total 156.73 ft 18) Perdidas por fricción = hfu 4.29 ft /100 19) Perdidas por fricción totales hft = hfu x 18 x Le x 17/ 100 = 9.40 ft C.L 20) Perdidas en válvulas control o otros hvc = 11.3 ft C.L 21) Carga dinámica total CDT = hd x 8 + hg x 9 + hft x 19 + hvc = 55.86 ft Calculo de potencia de bombeo : 24 ) HP = QD(4) x CDT (21) x γ (6)/ 3960 x η (737) (55.86)(1)/3960 x 0.80 = 12.99 BHP REVISIONES: POR APROBÒ FECHA
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
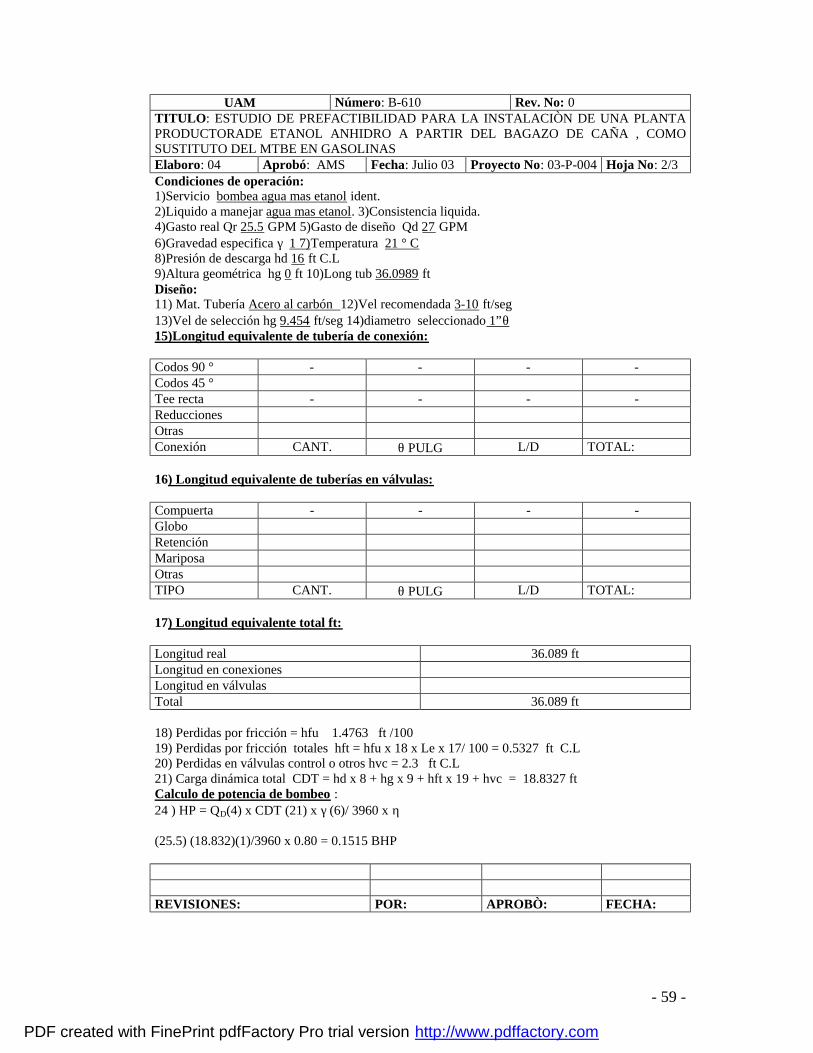
- 59 -
UAM Número: B-610 Rev. No: 0 TITULO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORADE ETANOL ANHIDRO A PARTIR DEL BAGAZO DE CAÑA , COMO SUSTITUTO DEL MTBE EN GASOLINAS Elaboro: 04 Aprobó: AMS Fecha: Julio 03 Proyecto No: 03-P-004 Hoja No: 2/3 Condiciones de operación: 1)Servicio bombea agua mas etanol ident. 2)Liquido a manejar agua mas etanol. 3)Consistencia liquida. 4)Gasto real Qr 25.5 GPM 5)Gasto de diseño Qd 27 GPM 6)Gravedad especifica γ 1 7)Temperatura 21 ° C 8)Presión de descarga hd 16 ft C.L 9)Altura geométrica hg 0 ft 10)Long tub 36.0989 ft Diseño: 11) Mat. Tubería Acero al carbón 12)Vel recomendada 3-10 ft/seg 13)Vel de selección hg 9.454 ft/seg 14)diametro seleccionado 1”θ 15)Longitud equivalente de tubería de conexión: Codos 90 ° - - - - Codos 45 ° Tee recta - - - - Reducciones Otras Conexión CANT. θ PULG L/D TOTAL: 16) Longitud equivalente de tuberías en válvulas: Compuerta - - - - Globo Retención Mariposa Otras TIPO CANT. θ PULG L/D TOTAL: 17) Longitud equivalente total ft: Longitud real 36.089 ft Longitud en conexiones Longitud en válvulas Total 36.089 ft 18) Perdidas por fricción = hfu 1.4763 ft /100 19) Perdidas por fricción totales hft = hfu x 18 x Le x 17/ 100 = 0.5327 ft C.L 20) Perdidas en válvulas control o otros hvc = 2.3 ft C.L 21) Carga dinámica total CDT = hd x 8 + hg x 9 + hft x 19 + hvc = 18.8327 ft Calculo de potencia de bombeo : 24 ) HP = QD(4) x CDT (21) x γ (6)/ 3960 x η (25.5) (18.832)(1)/3960 x 0.80 = 0.1515 BHP REVISIONES: POR: APROBÒ: FECHA:
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
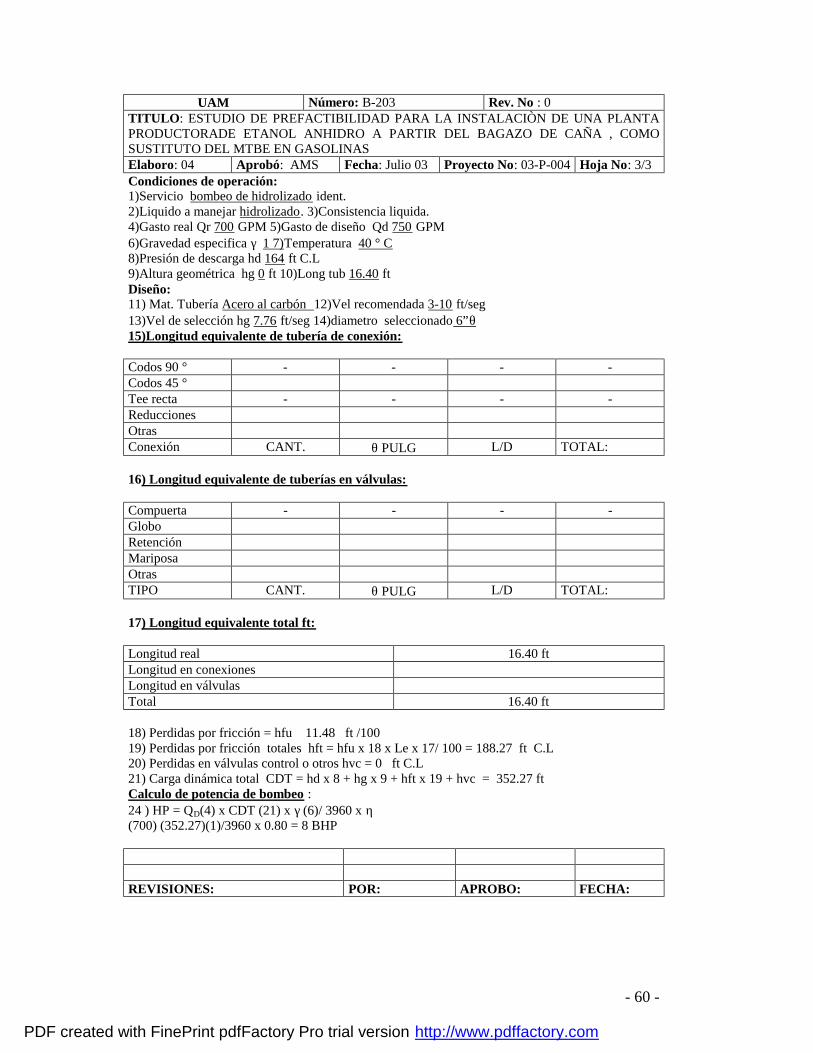
- 60 -
UAM Número: B-203 Rev. No : 0 TITULO: ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORADE ETANOL ANHIDRO A PARTIR DEL BAGAZO DE CAÑA , COMO SUSTITUTO DEL MTBE EN GASOLINAS Elaboro: 04 Aprobó: AMS Fecha: Julio 03 Proyecto No: 03-P-004 Hoja No: 3/3 Condiciones de operación: 1)Servicio bombeo de hidrolizado ident. 2)Liquido a manejar hidrolizado. 3)Consistencia liquida. 4)Gasto real Qr 700 GPM 5)Gasto de diseño Qd 750 GPM 6)Gravedad especifica γ 1 7)Temperatura 40 ° C 8)Presión de descarga hd 164 ft C.L 9)Altura geométrica hg 0 ft 10)Long tub 16.40 ft Diseño: 11) Mat. Tubería Acero al carbón 12)Vel recomendada 3-10 ft/seg 13)Vel de selección hg 7.76 ft/seg 14)diametro seleccionado 6”θ 15)Longitud equivalente de tubería de conexión: Codos 90 ° - - - - Codos 45 ° Tee recta - - - - Reducciones Otras Conexión CANT. θ PULG L/D TOTAL: 16) Longitud equivalente de tuberías en válvulas: Compuerta - - - - Globo Retención Mariposa Otras TIPO CANT. θ PULG L/D TOTAL: 17) Longitud equivalente total ft: Longitud real 16.40 ft Longitud en conexiones Longitud en válvulas Total 16.40 ft 18) Perdidas por fricción = hfu 11.48 ft /100 19) Perdidas por fricción totales hft = hfu x 18 x Le x 17/ 100 = 188.27 ft C.L 20) Perdidas en válvulas control o otros hvc = 0 ft C.L 21) Carga dinámica total CDT = hd x 8 + hg x 9 + hft x 19 + hvc = 352.27 ft Calculo de potencia de bombeo : 24 ) HP = QD(4) x CDT (21) x γ (6)/ 3960 x η (700) (352.27)(1)/3960 x 0.80 = 8 BHP REVISIONES: POR: APROBO: FECHA:
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
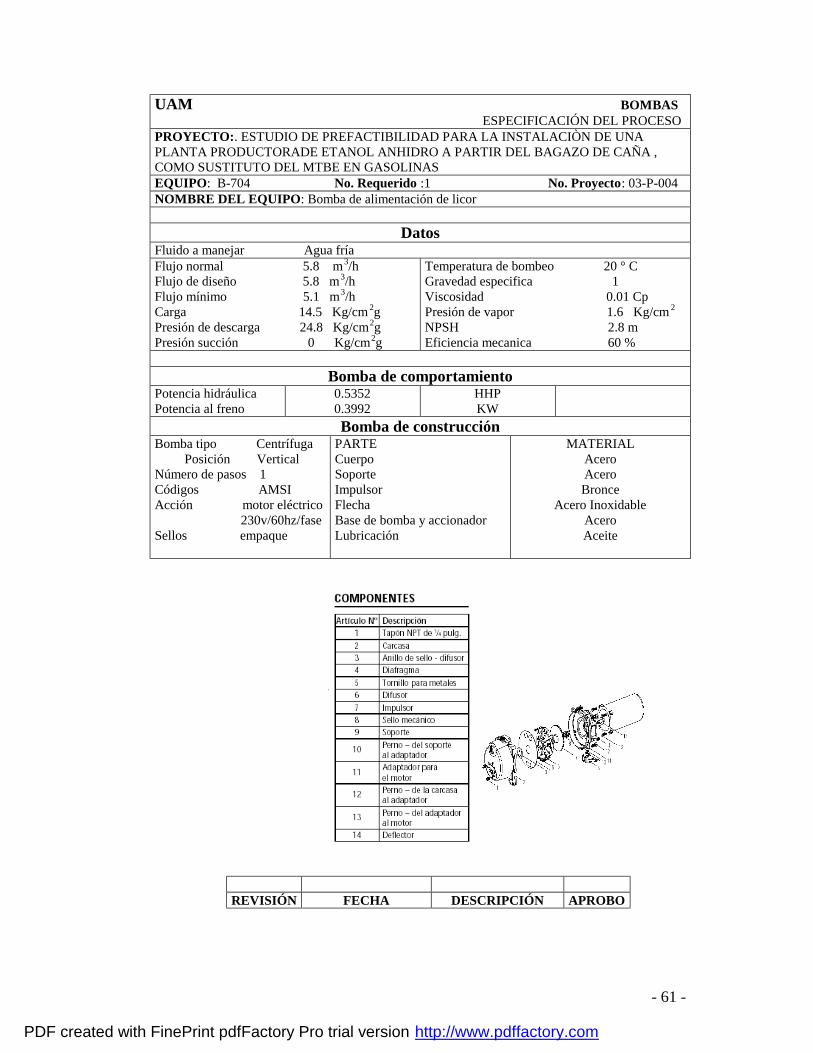
- 61 -
UAM BOMBAS ESPECIFICACIÓN DEL PROCESO PROYECTO:. ESTUDIO DE PREFACTIBILIDAD PARA LA INSTALACIÒN DE UNA PLANTA PRODUCTORADE ETANOL ANHIDRO A PARTIR DEL BAGAZO DE CAÑA , COMO SUSTITUTO DEL MTBE EN GASOLINAS EQUIPO: B-704 No. Requerido :1 No. Proyecto: 03-P-004 NOMBRE DEL EQUIPO: Bomba de alimentación de licor
Datos Fluido a manejar Agua fría Flujo normal 5.8 m3/h Flujo de diseño 5.8 m3/h Flujo mínimo 5.1 m3/h Carga 14.5 Kg/cm 2g Presión de descarga 24.8 Kg/cm2g Presión succión 0 Kg/cm2g
Temperatura de bombeo 20 ° C Gravedad especifica 1 Viscosidad 0.01 Cp Presión de vapor 1.6 Kg/cm 2 NPSH 2.8 m Eficiencia mecanica 60 %
Bomba de comportamiento
Potencia hidráulica Potencia al freno
0.5352 0.3992
HHP KW
Bomba de construcción Bomba tipo Centrífuga Posición Vertical Número de pasos 1 Códigos AMSI Acción motor eléctrico 230v/60hz/fase Sellos empaque
PARTE Cuerpo Soporte Impulsor Flecha Base de bomba y accionador Lubricación
MATERIAL Acero Acero Bronce
Acero Inoxidable Acero Aceite
REVISIÓN FECHA DESCRIPCIÓN APROBO
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
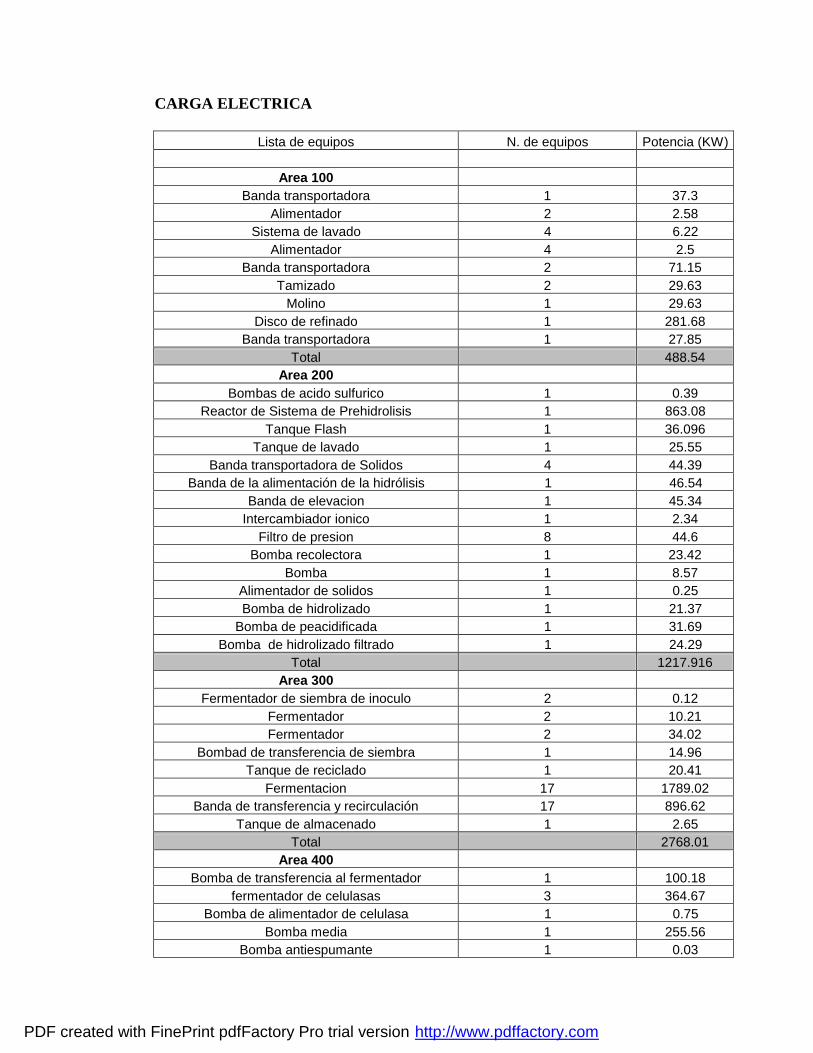
CARGA ELECTRICA
Lista de equipos N. de equipos Potencia (KW)
Area 100 Banda transportadora 1 37.3
Alimentador 2 2.58 Sistema de lavado 4 6.22
Alimentador 4 2.5 Banda transportadora 2 71.15
Tamizado 2 29.63 Molino 1 29.63
Disco de refinado 1 281.68 Banda transportadora 1 27.85
Total 488.54 Area 200
Bombas de acido sulfurico 1 0.39 Reactor de Sistema de Prehidrolisis 1 863.08
Tanque Flash 1 36.096 Tanque de lavado 1 25.55
Banda transportadora de Solidos 4 44.39 Banda de la alimentación de la hidrólisis 1 46.54
Banda de elevacion 1 45.34 Intercambiador ionico 1 2.34
Filtro de presion 8 44.6 Bomba recolectora 1 23.42
Bomba 1 8.57 Alimentador de solidos 1 0.25 Bomba de hidrolizado 1 21.37
Bomba de peacidificada 1 31.69 Bomba de hidrolizado filtrado 1 24.29
Total 1217.916 Area 300
Fermentador de siembra de inoculo 2 0.12 Fermentador 2 10.21 Fermentador 2 34.02
Bombad de transferencia de siembra 1 14.96 Tanque de reciclado 1 20.41
Fermentacion 17 1789.02 Banda de transferencia y recirculación 17 896.62
Tanque de almacenado 1 2.65 Total 2768.01
Area 400 Bomba de transferencia al fermentador 1 100.18
fermentador de celulasas 3 364.67 Bomba de alimentador de celulasa 1 0.75
Bomba media 1 255.56 Bomba antiespumante 1 0.03
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
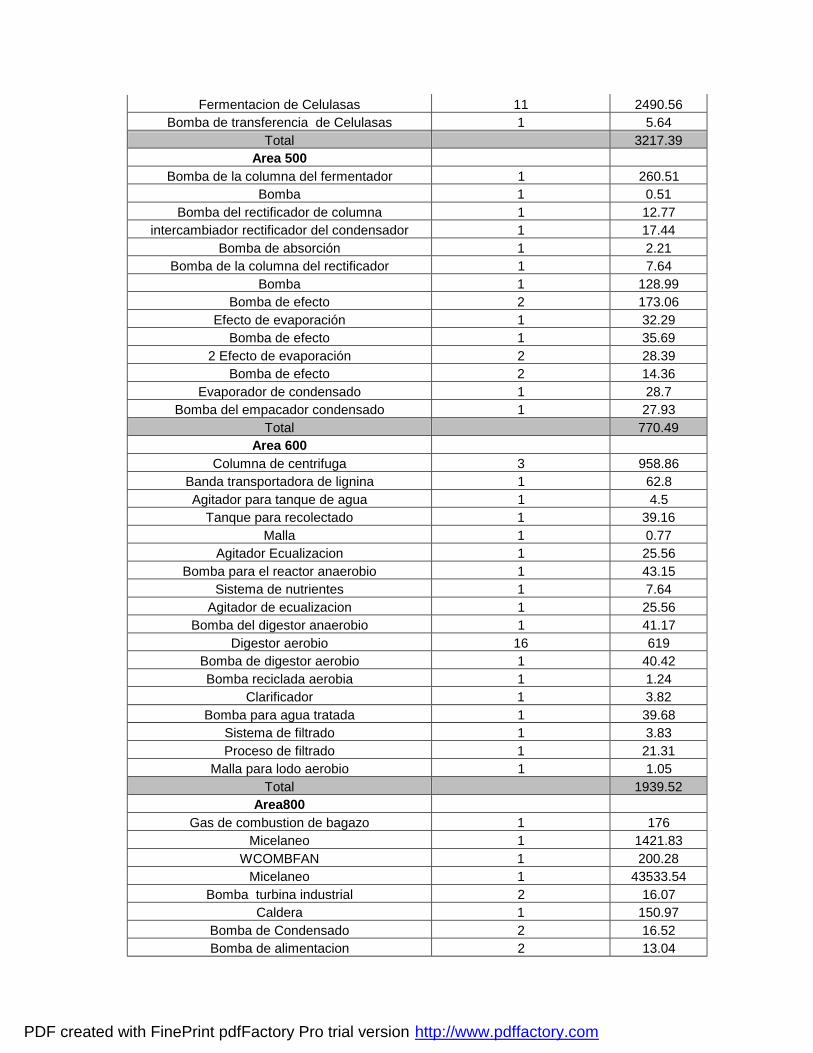
Fermentacion de Celulasas 11 2490.56 Bomba de transferencia de Celulasas 1 5.64
Total 3217.39 Area 500
Bomba de la columna del fermentador 1 260.51 Bomba 1 0.51
Bomba del rectificador de columna 1 12.77 intercambiador rectificador del condensador 1 17.44
Bomba de absorción 1 2.21 Bomba de la columna del rectificador 1 7.64
Bomba 1 128.99 Bomba de efecto 2 173.06
Efecto de evaporación 1 32.29 Bomba de efecto 1 35.69
2 Efecto de evaporación 2 28.39 Bomba de efecto 2 14.36
Evaporador de condensado 1 28.7 Bomba del empacador condensado 1 27.93
Total 770.49 Area 600
Columna de centrifuga 3 958.86 Banda transportadora de lignina 1 62.8 Agitador para tanque de agua 1 4.5
Tanque para recolectado 1 39.16 Malla 1 0.77
Agitador Ecualizacion 1 25.56 Bomba para el reactor anaerobio 1 43.15
Sistema de nutrientes 1 7.64 Agitador de ecualizacion 1 25.56
Bomba del digestor anaerobio 1 41.17 Digestor aerobio 16 619
Bomba de digestor aerobio 1 40.42 Bomba reciclada aerobia 1 1.24
Clarificador 1 3.82 Bomba para agua tratada 1 39.68
Sistema de filtrado 1 3.83 Proceso de filtrado 1 21.31
Malla para lodo aerobio 1 1.05 Total 1939.52
Area800 Gas de combustion de bagazo 1 176
Micelaneo 1 1421.83 WCOMBFAN 1 200.28
Micelaneo 1 43533.54 Bomba turbina industrial 2 16.07
Caldera 1 150.97 Bomba de Condensado 2 16.52 Bomba de alimentacion 2 13.04
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

Bomba BFW 5 804.72 Bomba del Flsh 2 2.29
Total 46335.26 Area 900
Sistema de emfriador de agua 1 745.45 Sistema de aireacion 2 485.45
Sistema de aire 1 42 Sistema de agua 2 1246.62
Bomba de agua para proceso 1 2073 Bomba de circulacion de agua de Proceso 2 66.24
Total 4658.76
Tabla jkjgh En la tabla kdir se observa el gasto de energía de los equipos que se obtienen por cada área del proceso. GASTO TOTAL DE ENERGÍA POR ÁREA
Areas (Watts/m2) tamaño de area (m2) Watts Gastados KW
gastados A-100 16 5000 80000 80 A-200 16 180 2880 2.88 A-300 16 1400 22400 22.4 A-400 16 4025 64400 64.4 A-500 16 15000 240000 240 A-600 16 4900 78400 78.4 A-700 16 975 15600 15.6 A-800 16 5000 80000 80 A-900 16 900 14400 14.4
Oficinas 16 189 3024 3.024 Medicos 16 50 800 0.8 Comedor 16 300 4800 4.8 Almacen 16 11025 176400 176.4
Control de calidad 16 225 3600 3.6 Area deportiva 4 2500 10000 10
Estacionamiento y zona de maniobra 4 6774 27096 27.096 Estacionamiento y circuito 4 11047 44188 44.188
Areas verdes 4 28263 113052 113.052 Total 981.04
Tabla hkfh energía requerida para la iluminación En la tabla hdskr se muestra la energía necesaria para iluminar cada área del proceso así como el área las oficinas, estacionamiento etc.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

CARGA ELECTRICA TOTAL
Total de Áreas KW requeridos Tamaño de
subestación(70%) A-100 488.54 341.978 A-200 1217.916 852.5412 A-300 2768.01 1937.607 A-400 3217.39 2252.173 A-500 770.49 539.343 A-600 1939.52 1357.664 A-800 46335.26 32434.682 A-900 4658.76 3261.132
Total de áreas 42977.1202 Total de iluminación de áreas 981.04 686.728
Total 62376.926 43663.8482 Tabla fhdk gasto de energía total En tabla fdk muestra la energía eléctrica total gastada en KW obteniendo así la carga instalada. Posteriormente se multiplicó por un factor de carga del 70%, es decir que nuestro equipo no trabaja al mismo tiempo. Debido a que la capacidad de energía que da una subestación es de 5000 KW y nuestra planta requiere de 43663.8482 KW, el número de subestaciones requeridas es de 9 subestaciones.
IKW = KVA
AGUA PARA SERVICIOS
Personas que laboran dentro de la empresa* 3 turnos litros de agua (litros/dia) Total
282 180 50760 Tabla gyuf En la tabla anterior se muestra los litros de agua que consume cada trabajador, con lo que se obtuvo una estimación de la cantidad agua para uso del personal.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

DESCRIPCIÓN DE ETAPAS DEL TRATAMIENTO Tratamiento preliminar Ø Rejillas finas
Se realizó una eliminación de componentes que impiden la operación total y de mantenimiento en el proceso. Este tratamiento elimina sólidos en suspensión y materiales flotantes consiguiendo así:
• La obstrucción de tuberías • El tratamiento sea más eficiente • El consumo total de oxígeno necesario para la depuración indirecta
La rejilla se colocó con una pendiente de 30° a 80° a la horizontal. La apertura de tamaño uniforme de este dispositivo retiene sólidos de diferentes tamaños que son arrastrados por el agua residual. Ø Tanque receptor
En este tanque se homogeneiza el agua residual agitándola. Ø Floculante
El floculante es almacenado en un tanque desde el cual será suministrado a la corriente del agua residual para así facilitar la sedimentación de los lodos en el digestor anaerobio.
Tratamiento secundario Ø Digestor anaerobio de alta tasa
Es un proceso donde los microorganismos transforman los componentes orgánicos a metano, dióxido de carbono principalmente y material celular. El digestor anaerobio de alta tasa es un tanque cerrado con agitación y calentamiento en donde el desecho a tratar se estratifica en zonas definidas. El agua residual es calentada a 35°C por medio de un calentador a la entrada del digestor en donde permanecerá con un tiempo de residencia celular de 10 días. Este digestor presenta una eficiencia del 60% de remoción de lodos . El flujo de entrada al digestor contiene 51 kg de DBO/m3 y Ø Laguna aerobia de lodos activados
El sistema sirve como el pulido del efluente proveniente del digestor anaerobio. En este proceso los microorganismos se encuentran mezclados con la materia orgánica que digerirán al mismo para crecer y sobrevivir cuando los microorganismos crecen y son mezclados con la agitación del aire, estos tienden a agruparse para formar una masa activa de microorganismos. Ø Filtro prensa
Es uno de los dispositivos predominantes para eliminar el agua de los lodos, por ser efectivo para tratar todo tipo de lodos de la aguas residuales. En la mayoría de los tipos de filtros prensa, se introducen los lodos primero en una sección de drenaje donde estos se dejan condensar. En esta sección la mayoría del lodo es
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
removida del agua por gravedad, en algunas partes se realiza con ayuda de una aspiradora y así acelerar el drenaje y puede ayudar a reducir los olores. Después del drenado, separado por gravedad, entrará a la sección en donde se le aplica baja presión para comprimir los lodos entre los poros opuestos del filtro prensa. En algunas unidades la sección de baja presión es seguida de una sección de alta presión donde el lodo es sujetado por fuerzas de corte. La compresión y las fuerzas de corte inducen a eliminar una cantidad adicional de lodos. Los lodos prensados son removidos del filtro por medio de navajas. Un típico sistema de filtro prensa consiste de bombas de alimentación de lodos, equipos de alimentación de polímeros, un tanque acondicionado de lodos (floculador), un filtro de presión, un transportador de la pasta y un sistema de soporte. Hay factores que afectan al funcionamiento del filtro prensa como son: características del lodo, método, tipo de condiciones químicas, presiones, gravedad, configuración de la máquina incluyendo el drenado, la velocidad del cinturón y el ancho del mismo. Ø Banda El transporte de los lodos a la caldera se hace por medio de una banda transportadora. Ø Caldera Los lodos finales se quemarán en la caldera con el objetivo de generar vapor que será utilizado para el proceso.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
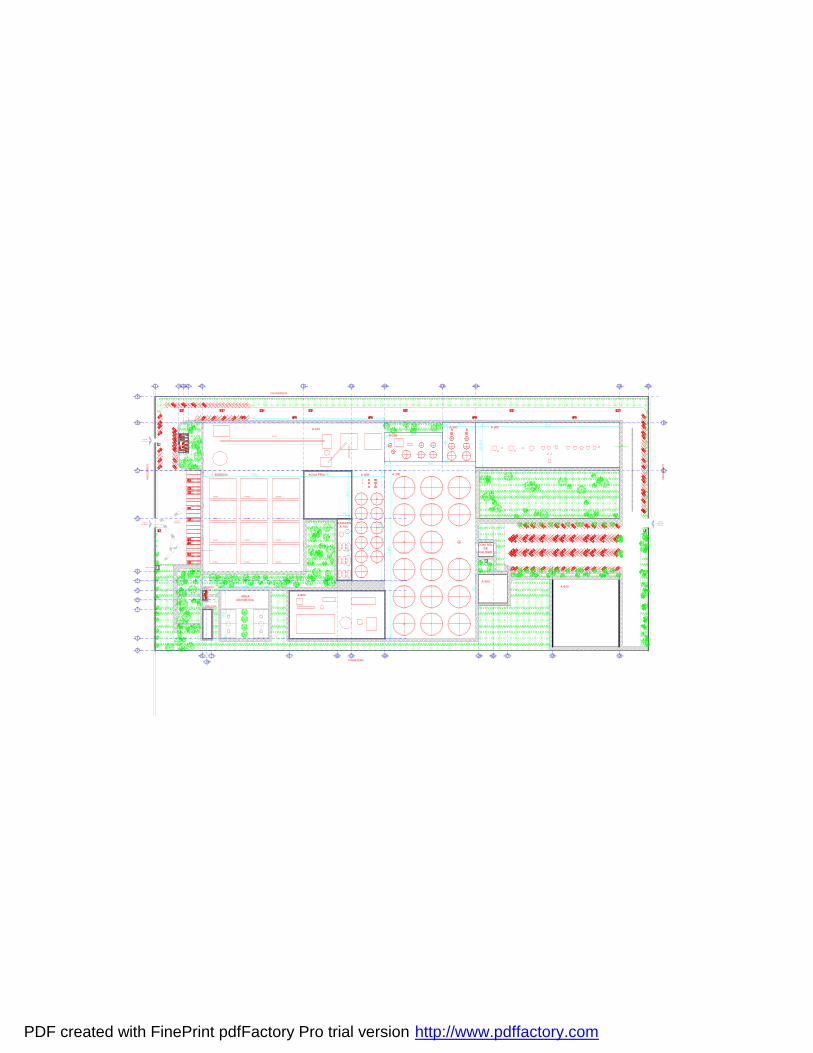
11
11
11
11
11
11
11
11
11
11
11
11
1
1
1
1
1
1
1
1
1
1
1
1
ACCESODE TRAILER
PATIO DEMANIOBRAS
A-100
BODEGA
MEDICO
COMEDOR
AGUA FRIA
ALMACENA-700
A-400
A-800AREADEPORTIVA
A-200
A-300
A-300
A-500
A-600A-900
CONTROLDE
CALIDAD
1 1 1 1 1 1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
11
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
ACCESOVEHICULAR Y
PEATONAL
1 5
5
6
7
BUFFER
BUFFER
BUFFER
BUFFER
BUFFER
BUFFER
BUFFER
BUFFER
BUFFER
BUFFER
BUFFER
BUFFER
BANDA
AD
MIN
IST
RA
CIO
N
GERENTE DEPRODUCCION
GERENTE DEADMINISTRATIVO
GERENTE DEFINANZAS
GERENTE DEVENTAS
GERENTEGENERAL
CONTADOR
CONTADOR 01
SALA DE JUNTAS
2 3 4 9 11
8 10 11 12
12 13 14
15 16 17 18 18
18 19
A
B
C
D
E
F
G
H
I
J
K
B
C
CONTADOR 02
ACCESODE AUTOS
1
1
1
1
1
1
1
1
1
1
1
1
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1
COLINDANCIA
CA
RR
ETE
RA
CA
RR
ETE
RA
CARRETERA
SUBESTACION
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

ANEXO 4
CALCULO PARA POTENCIA DE BOMBAS
No de equipo: B-306-22 Transporta un flujo de 37,997
gpmhL
mm
galKg
Lhkg 82.157
min601*
100031*
3117.264*
060.1* =
La bomba tiene una eficiencia de 90% Se realizó el calculo de la potencia en HP con la siguiente formula:
HP = 6498.690.0*3960150*158
*3960*
==gpmTDHGasto
η
No de equipo: B-306-22
Transporta un flujo de 24360 h
Kg
gpmhL
mm
galKg
Lh
kg 91.63min60
1*1000
31*31
17.264*094.1
*360,24 =
La bomba tiene una eficiencia de 63% Se realizó el calculo de la potencia en HP con la siguiente formula:
HP = 947.063.0*3960
37*91.63*3960
*==
gpmTDHGastoη
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
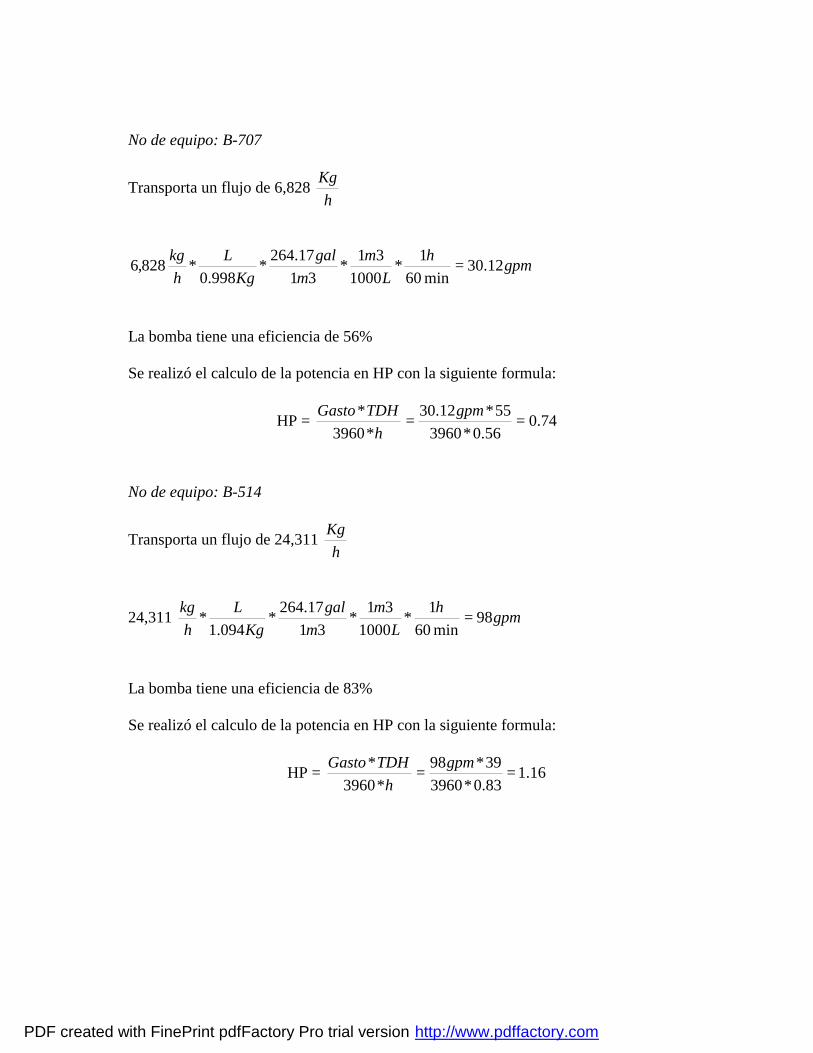
No de equipo: B-707
Transporta un flujo de 6,828 h
Kg
gpmhL
mm
galKg
Lhkg 12.30
min601*
100031*
3117.264*
998.0*828,6 =
La bomba tiene una eficiencia de 56% Se realizó el calculo de la potencia en HP con la siguiente formula:
HP = 74.056.0*3960
55*12.30*3960
*==
gpmTDHGastoη
No de equipo: B-514
Transporta un flujo de 24,311 h
Kg
24,311 gpmhL
mm
galKg
Lh
kg 98min60
1*1000
31*31
17.264*094.1
* =
La bomba tiene una eficiencia de 83% Se realizó el calculo de la potencia en HP con la siguiente formula:
HP = 16.183.0*396039*98
*3960*
==gpmTDHGasto
η
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
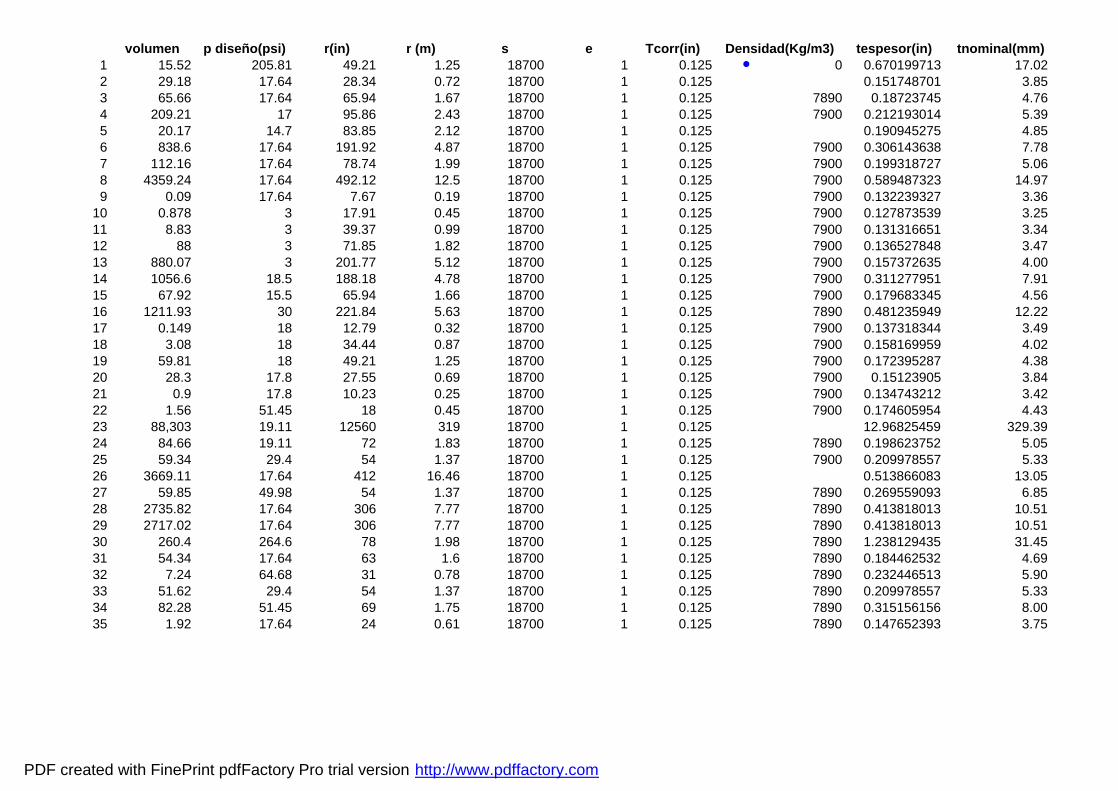
volumen p diseño(psi) r(in) r (m) s e Tcorr(in) Densidad(Kg/m3) tespesor(in) tnominal(mm)1 15.52 205.81 49.21 1.25 18700 1 0.125 0 0.670199713 17.02 2 29.18 17.64 28.34 0.72 18700 1 0.125 0.151748701 3.85 3 65.66 17.64 65.94 1.67 18700 1 0.125 7890 0.18723745 4.76 4 209.21 17 95.86 2.43 18700 1 0.125 7900 0.212193014 5.39 5 20.17 14.7 83.85 2.12 18700 1 0.125 0.190945275 4.85 6 838.6 17.64 191.92 4.87 18700 1 0.125 7900 0.306143638 7.78 7 112.16 17.64 78.74 1.99 18700 1 0.125 7900 0.199318727 5.06 8 4359.24 17.64 492.12 12.5 18700 1 0.125 7900 0.589487323 14.97 9 0.09 17.64 7.67 0.19 18700 1 0.125 7900 0.132239327 3.36
10 0.878 3 17.91 0.45 18700 1 0.125 7900 0.127873539 3.25 11 8.83 3 39.37 0.99 18700 1 0.125 7900 0.131316651 3.34 12 88 3 71.85 1.82 18700 1 0.125 7900 0.136527848 3.47 13 880.07 3 201.77 5.12 18700 1 0.125 7900 0.157372635 4.00 14 1056.6 18.5 188.18 4.78 18700 1 0.125 7900 0.311277951 7.91 15 67.92 15.5 65.94 1.66 18700 1 0.125 7900 0.179683345 4.56 16 1211.93 30 221.84 5.63 18700 1 0.125 7890 0.481235949 12.22 17 0.149 18 12.79 0.32 18700 1 0.125 7900 0.137318344 3.49 18 3.08 18 34.44 0.87 18700 1 0.125 7900 0.158169959 4.02 19 59.81 18 49.21 1.25 18700 1 0.125 7900 0.172395287 4.38 20 28.3 17.8 27.55 0.69 18700 1 0.125 7900 0.15123905 3.84 21 0.9 17.8 10.23 0.25 18700 1 0.125 7900 0.134743212 3.42 22 1.56 51.45 18 0.45 18700 1 0.125 7900 0.174605954 4.43 23 88,303 19.11 12560 319 18700 1 0.125 12.96825459 329.39 24 84.66 19.11 72 1.83 18700 1 0.125 7890 0.198623752 5.05 25 59.34 29.4 54 1.37 18700 1 0.125 7900 0.209978557 5.33 26 3669.11 17.64 412 16.46 18700 1 0.125 0.513866083 13.05 27 59.85 49.98 54 1.37 18700 1 0.125 7890 0.269559093 6.85 28 2735.82 17.64 306 7.77 18700 1 0.125 7890 0.413818013 10.51 29 2717.02 17.64 306 7.77 18700 1 0.125 7890 0.413818013 10.51 30 260.4 264.6 78 1.98 18700 1 0.125 7890 1.238129435 31.45 31 54.34 17.64 63 1.6 18700 1 0.125 7890 0.184462532 4.69 32 7.24 64.68 31 0.78 18700 1 0.125 7890 0.232446513 5.90 33 51.62 29.4 54 1.37 18700 1 0.125 7890 0.209978557 5.33 34 82.28 51.45 69 1.75 18700 1 0.125 7890 0.315156156 8.00 35 1.92 17.64 24 0.61 18700 1 0.125 7890 0.147652393 3.75
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

tnominal (m) altura Area Peso recip. Peso recip.+10%acce peso lleno agua Densidad liquido peso del liquido peso operación0.017 3.16170104 24.832 - 0.1 0.1 1000 12416 0.10.004 17.9171697 81.0555556 - 0.01 29180.01 1834 42812.896 42812.9060.005 7.49405796 78.6347305 2,950.651 2950.660977 68610.66098 1 52.528 3003.1889770.005 11.2776602 172.1893 7,331.588 7331.598001 216541.598 1008 168706.944 176038.5420.005 1.42851001 19.0283019 - 0.01 20170.01 2343 37806.648 37806.6580.008 11.2550142 344.394251 21,156.408 21156.41824 859756.4182 1009 676917.92 698074.33820.005 9.01531612 112.723618 4,508.414 4508.424438 116668.4244 1075 96457.6 100966.02440.015 8.88055004 697.4784 82,502.297 82502.30701 4441742.307 1035 3609450.72 3691953.0270.003 0.7935685 0.94736842 25.139 25.14855693 115.1485569 2 0.144 25.292556930.003 1.38012556 3.90222222 100.128 100.1375269 978.1375269 2 1.4048 101.54232690.003 2.8677377 17.8383838 470.041 470.051399 9300.051399 2 14.128 484.1793990.003 8.45646796 96.7032967 2,649.252 2649.262368 90649.26237 2 140.8 2790.0623680.004 10.6862765 343.777344 10,855.936 10855.94603 890925.946 2 1408.112 12264.058030.008 14.7198683 442.09205 27,613.526 27613.53643 1084213.536 1068 902759.04 930372.57640.005 7.8456804 81.8313253 2,950.450 2950.459714 70870.45971 980 53249.28 56199.739710.012 12.1705403 430.525755 41,521.011 41521.02094 1253451.021 1018 986995.792 1028516.8130.003 0.46316467 0.93125 25.660 25.66994091 174.6699409 1018 121.3456 147.01554090.004 1.29527303 7.08045977 224.722 224.7323511 3304.732351 1018 2508.352 2733.0843510.004 12.1843647 95.696 3,310.396 3310.406255 63120.40626 1018 48709.264 52019.670260.004 18.9207072 82.0289855 2,489.385 2489.395117 30789.39512 991 22436.24 24925.635120.003 4.58365164 7.2 194.671 194.6805245 1094.680524 991 713.52 908.20052450.004 2.45215931 6.93333333 242.919 242.9292528 1802.929253 966 1205.568 1448.4972530.329 0.27621308 553.625141 - 0.01 88303210.01 1 70642.568 70642.5780.005 8.04683686 92.5245902 3,682.978 3682.987556 88342.98756 1834 124213.152 127896.13960.005 10.0636499 86.6277372 3,649.999 3650.008836 62990.00884 2 94.944 3744.9528360.013 4.31072365 445.821385 - 0.01 3669110.01 950 2788523.6 2788523.610.007 10.1501423 87.3722628 4,719.960 4719.969687 64569.96969 1000 47880 52599.969690.011 14.4242949 704.200772 58,400.506 58400.51576 2794220.516 753 1648057.968 1706458.4840.011 14.3251741 699.361647 57,999.189 57999.19934 2775019.199 998 2169268.768 2227267.9670.031 21.1426642 263.030303 65,265.332 65265.3423 325665.3423 610 127075.2 192340.54230.005 6.75660889 67.925 2,511.011 2511.020524 56851.02052 888 38603.136 41114.156520.006 3.78789972 18.5641026 864.784 864.7941352 8104.794135 959 5554.528 6419.3221350.005 8.75439176 75.3576642 3,171.123 3171.133062 54791.13306 975 40263.6 43434.733060.008 8.55199223 94.0342857 5,939.129 5939.138813 88219.13881 928 61084.672 67023.810810.004 1.64244438 6.29508197 186.274 186.284154 2106.284154 893 1371.648 1557.932154
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

1
Estudio de prefactibilidad para la instalación de una planta productora de etanol anhidro a partir de bagazo de caña como sustituto del EMTB en gasolinas 5 TRATAMIENTO DE AGUAS RESIDUALES. 5.1 INTRODUCCIÓN
La mayoría de los procesos industriales utilizan agua como materia prima básica , la cual se contamina durante el proceso productivo . Las aguas negras que constituyen los efluentes industriales contienen sólidos suspendidos , sustancias orgánicas disueltas , amoniaco y urea . Así como contaminantes orgánicos que contienen carbohidratos , grasas, proteínas y detergentes. Por lo que hace necesario en tratamiento de las mismas para poder minimizar el impacto ambiental tal como residuos y su disposición en cuerpos de agua.
La contaminación de agua genera problemas técnicos , sociales y de salud ; por un lado agotamos las fuentes de agua potable; y por otro , contaminamos cuerpos de agua que pueden ser utilizados por otros comunidades (ríos , lagos , océanos ) y se generan padecimientos principales intestinales. Por lo que concierne el agua residual se define como el líquido de desperdicio colectado en un sistema de drenaje y transportado a una planta de tratamiento para su procesamiento. Este tratamiento de aguas residuales ha sido una necesidad para satisfacer a la comunidades en desarrollo , estos sistemas se dividen principalmente en los siguientes procesos:* Procesos biológicos , en este proceso se ocupa microorganismos para la transformación de contaminantes siendo una fuente de energía para el metabolismo de lo mismos ,* Procesos químicos , se llevan a cabo mediante el uso de reactivos químicos en donde las reacciones transforman a los contaminantes,* Procesos físicos, el objetivo es separar los contaminantes mediante la interacción de fuerzas físicas tales como la gravedad,* Anaerobios,(primera , segunda y tercera generación) *Aerobios (lodos activados, lagunas de estabilización, filtro percolador, filtro sumergido y disco biológico rotatorio). En el tratamiento de residuos industriales a sido de mayor importancia , por el alto crecimiento urbano e industrial ya que requieren tratamientos eficientes y de bajo costo , permitiendo el desarrollo de tecnología que permita eliminación de varios contaminantes , mejorando el medio ambiente.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

2
LIMITES MÁXIMOS PERMISIBLES DE CONTAMINANTES Tipo Promedio mensual Coliformes
Fecales NMP/100 ml
Huevos de Helmintos (h/l)
Grasa y aceites mg/l
DBO5 mg/l
SST mg/l
Servicios públicos con contacto directo
240
1
15
20
20
Servicio al público con contacto indirecto u ocasional
1,000
5
15
30
30
Tabla 5.1. limites máximos permisibles de contaminantes. *NORMA OFICIAL MEXICANA NOM-003-ECOL-1997, Que establece los límites máximos permisibles de los contaminantes para las aguas residuales tratadas que se reusen. La determinación del tipo de tratamiento vendrá condicionada por los siguientes factores contaminantes presentes, exigencias de vertido , separación de efluentes y organización de los desagües, elección del método de depuración.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

3
LIMITES MÁXIMOS PERMITIBLES. Parámetro mg/l Promedio
mensual Promedio diario Instantáneo
Grasas y aceites 50 75 100 Sólidos sedimentables
5 7.5 10
Arsénico total 0.5 0.75 1 Cadmio total 0.5 0.75 1 Cianuro total 1 1.5 2 Cobre total 10 15 20 Cromo hexavalente.
0.5 0.75 1
Mercurio total 0.01 0.015 0.02 Níquel total 4 6 8 Plomo total 1 1 2 Zinc total 6 9 12 Tabla 5.2 limites máximos permisibles de contaminantes en aguas residuales tratadas *NORMA OFICIAL MEXICANA NOM-002-ECOL-1996,que establece los límites máximos permisibles de contaminantes en las descargas de aguas residuales a los sistemas de alcantarillado urbano o humano. DESCRIPCIÓN DE LAS CORRIENTES DE DESECHO. Las aguas residuales del proceso ,son reunidas y almacenadas en un recipiente de ecualización .De aquí el agua es tratada por digestión anaeróbica . Durante la digestión anaeróbica , 90 % del material orgánico presente se convierte en metano y dióxido de carbono (biogás) . Este biogás se envía al quemador como combustible. Aproximadamente 4.2 MM BTU/ h (1231 Kw) o 8 % de la carga de combustible es llevado al quemador con el biogás . Después la digestión anaeróbica el agua es enviada a una laguna de digestión aeróbica, donde otro 90 % de los orgánicos restantes se remueven. El lodo aeróbico también se genera en este paso y es llevado a un proceso de clarificación y filtración . El lodo filtrado se envía al caldera / quemador para su disposición.,el agua del clarificador se recicla al proceso. El jarabe del evaporador de área A500 contiene aproximadamente el 60 % del agua , enviándolo al quemador , siendo está una alternativa no económica.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

4
TABLA 5.3 CARACTERÍSTICAS DEL AGUA RESIDUAL.
SELECCIÓN DE SISTEMAS PARA TRATAMIENTO DEL AGUA TABLA 5.4 CUADRO COMPARATIVOS DE EQUIPO
ATRIBUTOS % PONDERACIÓN UASB
DIGESTOR ANAEROBIO DE ALTA TASA
Producción de lodos 10 5 50 4 40 Bombas de recirculación 5 5 25 5 25
Área requerida 5 5 25 4 20
Costo aproximado de producción 25 5 100 5 125
Costo de operación 5 3 15 4 20 Costo de mantenimiento 20 3 60 3 60
Costo de energía 5 5 25 3 15 Costo m3 agua tratada 25 5 125 4 100
Total 100 425 405
PARÀMETROS KG/HR Sólidos insolubles 0.0% Sólidos solubles 2.6% Etanol 42 Agua 173,098 Glucosa 0.0 Xilosa 0 Arabinosa 0 (NH4)2SO4 915 NH4 acetato 3606 Ácido acético 336 Ácido sulfúrico 0 Furfural 777 HMF 262 Amonio 7 NH4OH 219 Otros 8
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

5
Escala hedónica
Muy buena 5 Buena 4 Regular 3 Mala 2 Muy mala 1
En esta tabla se puede apreciar que el reactor UASB tiene varias ventajas en comparación con el digestor anaerobio de alta tasa, la gran ventaja del UASB está relacionada con su eficiencia de remoción de DBO y de sólidos. El UASB tiene corto tiempo de retención hidráulica de 6 horas para remover cerca del 80% del DBO y 75% de sólidos en suspensión. En sistemas de lodos activados y en lagunas estabilizadoras , los tiempos de residencias son de 20 a 30 días respectivamente. El UASB ha probado ser una tecnología económica y eficaz de la remoción de contaminantes por lo que se eliminó la propuesta de utilizar un digestor anaerobio. 5.2 REACTOR UASB Funcionamiento El efluente pasa a través de un manto de lodo que logra que los microorganismos floculen o granulen de manera que permanezcan en el reactor . No dispone de un medio inerte para desarrollar los microorganismos . Hay que favorecer la coagulación y la floculación de los lodos , manteniendo condiciones adecuadas. Se consiguen mayores cargas volumétricas que en un reactor de contacto aerobio ( aprox. 10-20 kg DGO/m3d ). No ingresar con concentraciones de lípidos mayores a 50 ppm ya que la capa de lípidos evita el contacto de fluidos-gránulo. Se caracteriza por su alta productividad de gas (por volumen de reactor) Bajo tiempo de residencia hidráulica ( de 10 a 12 horas) VENTAJAS Bajo requerimiento de energía Construcción relativamente simple Aplicable a pequeña y gran escala Proceso ampliamente probado
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

6
DESVENTAJAS Requerimientos de inóculo de determinada característica No todas las aguas favorecen la granulación Sensible a aguas que forman precipitados Riesgos de flotación de los granos durante el re-arranque. CARACTERÍSTICAS TÍPICAS DEL DISEÑO Mezclan entre 10 - 30 WH/m3 Velocidad superficial de 0.05-3m/h SS: 0.5-1.5 KG/M3 VCO : de 10 – 20 kg de DQO/m3 Bombeo y recirculación : de 10-30 WH/m3 5.3. REACTOR DE LODOS ACTIVADOS Con el paso de los años se han desarrollado variaciones del proceso básico de lodos activados los cuales se pueden clasificar en función de los procesos de crecimiento aerobio en suspensión en tres grandes categorías: procesos de lodos activados para pequeñas comunidades, proceso de lodos activados para remoción biológica de nutrientes y procesos de lodos activados para comunidades grandes ( flujo pistón, mezcla completa y diversas variaciones dentro de las cuales se presenta aereación extendida , método seleccionado por nuestra empresa. Criterios para carga de proceso: se determina por medio de la relación alimento-microorganismos (F/M), el tiempo medio de retención celular ( TMRC) y la tasa volumétrica de carga . La relación F/M se expresa como kg de DQO o DBO aplicada sobre kg de sólidos suspendidos del licor mezclado (SSLM) por día, representa la masa de sustrato aplicada diariamente al tanque de aereación contra la masa de sólidos suspendidos en el tanque de aereación . Tiempo medio de retención celular : se expresa en días, es una medida de cantidad promedio del tiempo que los sólidos biológicos permanecen en ele tanque de aereación. La concentración total de sólidos biológicos permanecen en ele tanque de aereación variando entre 800 y 6000 mg/l. En general; 40 a 85 % de los sólidos suspendidos totales se suman como volátiles. En el proceso de lodos activados, el agua servida aereada se mezcla con bacterias aeróbicas que se han desarrollado con anterioridad. Sin embargo, la mezcla del agua servida, previamente decantada se agita por medio de bombas para que la materia esté en suspensión y en constante contacto con oxígeno en el interior de piscinas de concreto
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

7
armado . la materia orgánica degradada del agua servida flocula, por lo que luego se puede decantar . la biomasa sedimentada se devuelve parcialmente al tratamiento biológico, para mantener una población bacteriana adecuada, y el resto se separa como lodo. VENTAJAS Corto tiempo de residencia de la biomasa ( 6 horas) Trata grandes volúmenes en espacios reducidos Eficiencia en extracción de materias suspendidas Construcción relativamente simple
5.4 DESCRIPCIÓN DE ETAPAS DEL TRATAMIENTO Tratamiento preliminar Ø Rejillas finas
Se realizó una eliminación de componentes que impiden la operación total y de mantenimiento en el proceso. Este tratamiento elimina sólidos en suspensión y materiales flotantes consiguiendo así:
• La obstrucción de tuberías • Interceptar las materias que por sus excesivas dimensiones podrían
dificultar el funcionamiento de las unidades posteriores • El tratamiento sea más eficiente • El consumo total de oxígeno necesario para la depuración indirecta
La rejilla se colocó con una pendiente de 30° a 80° a la horizontal. La apertura de tamaño uniforme de este dispositivo retiene sólidos de diferentes tamaños que son arrastrados por el agua residual. Ø Tanque receptor
En este tanque se homogeneiza el agua residual agitándola. Ø Calentador
Su objetivo es suministrar calor, este calor del agua de alimentación. Además de conservar el calo, el calentamiento de esta agua reduce el choque térmico en las partes de la caldera y en algunos casos aumenta la capacidad de la misma. Ø Floculante
El floculante es almacenado en un tanque desde el cual será suministrado a la corriente del agua residual para así facilitar la sedimentación de los lodos en el digestor anaerobio.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

8
Tratamiento secundario Reactor UASB (Upflow Anaerobic Sludge Blanket) El efluente pasa a través de un manto de lodo que logra que los microorganismos floculen o granulen de manera que permanezcan en el reactor . No dispone de un medio inerte para desarrollar los microorganismos . Hay que favorecer la coagulación y la floculación de los lodos , manteniendo condiciones adecuadas. Se consiguen mayores cargas volumétricas que en un reactor de contacto aerobio ( aprox. 10-20 kg DGO/m3d ). No ingresar con concentraciones de lípidos mayores a 50 ppm ya que la capa de lípidos evita el contacto de fluidos-gránulo. Se caracteriza por su alta productividad de gas (por volumen de reactor) Bajo tiempo de residencia hidráulica ( de 10 a 12 horas) Es un proceso donde los microorganismos transforman los componentes orgánicos a metano, dióxido de carbono principalmente y material celular. Ø Laguna aerobia de lodos activados
El sistema sirve como el pulido del efluente proveniente del digestor anaerobio. En este proceso los microorganismos se encuentran mezclados con la materia orgánica que digerirán al mismo para crecer y sobrevivir cuando los microorganismos crecen y son mezclados con la agitación del aire, estos tienden a agruparse para formar una masa activa de microorganismos. Ø Filtro prensa
Es uno de los dispositivos predominantes para eliminar el agua de los lodos, por ser efectivo para tratar todo tipo de lodos de las aguas residuales. En la mayoría de los tipos de filtros prensa, se introducen los lodos primero en una sección de drenaje donde estos se dejan condensar. En esta sección la mayoría del lodo es removida del agua por gravedad, en algunas partes se realiza con ayuda de una aspiradora y así acelerar el drenaje y puede ayudar a reducir los olores. Después del drenado, separado por gravedad, entrará a la sección en donde se le aplica baja presión para comprimir los lodos entre los poros opuestos del filtro prensa. En algunas unidades la sección de baja presión es seguida de una sección de alta presión donde el lodo es sujetado por fuerzas de corte. La compresión y las fuerzas de corte inducen a eliminar una cantidad adicional de lodos. Los lodos prensados son removidos del filtro por medio de navajas. Un típico sistema de filtro prensa consiste de bombas de alimentación de lodos, equipos de alimentación de polímeros, un tanque acondicionado de lodos (floculador), un filtro de presión, un transportador de la pasta y un sistema de soporte. Hay factores que afectan al funcionamiento del filtro prensa como son: características del lodo, método, tipo de condiciones químicas, presiones, gravedad, configuración de la máquina incluyendo el drenado, la velocidad del cinturón y el ancho del mismo.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

9
Ø Banda
El transporte de los lodos a la caldera se hace por medio de una banda transportadora.
Ø Caldera Los lodos finales se quemarán en la caldera con el objetivo de generar vapor que será utilizado para el proceso. 5.5 DISEÑO DE LA PLANTA DE TRATAMIENTO DE AGUAS DISEÑO DE LOS CRIBADOS
CRIBAS
CARACTERISTICAS PRIMER CRIBADO
SEGUNDO CRIBADO
TERCER CRIBADO
UNIDADES
Tamaño de la barra Ancho Altura
1000 1000
1000 1000
1000 1000
mm
Espaciamiento entre barras
10 2 1 mm
Inclinación con la vertical
45 45 45 Grad.
Tamaño o número de tamiz
3/8 1/4 1/8
Porcentaje retenido 6.2 24.8 30 % Velocidad de aproximación
0.5 0.5 0.5 m/s
Pérdidas admisibles 6 6 6 mm
TABLA 5.5 características del cribado
Diseño del tanque de homogenización En general, el diseño de un proceso de tratamiento que involucre a un UASB se considera deseable una etapa de acidificación con un tiempo de retención de 6 –9 h, lo cual puede lograrse en el mismo tanque de homogenización.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
10
Para diseñar una unidad de homogeneización es necesario realizar un análisis basado en un balance de masas del flujo en un tiempo determinado en comparación con el volumen de agua promedio diario, fijándose como el intervalo de flujo entre los valores máximo y mínimos de: Valor máximo (14–17 ) = 11m3
Valor Mínimo ( - 1 PM) = - 5m3
Volumen de almacenamiento necesario = 17 m3 – (9 m3) = 8 m3 El volumen necesario del tanque de homogenización está en función de una
serie de drenaje (-) y acumulación (+) que permiten un volumen promedio constante.
Volumen 1399.26 m3 TRH = = = 7.1 h Q 197.08 m3 / h
Características del Homogeneizador
Q 49.27 m3 / h DQOE 17.09 g / L DQOS 14.61g /L DBOE 8.75 g / L DBOS 7.48 g / L SSTE 4680 Kg / h SSTS 4001.4 Kg /h Eficiencia 14.5% TRH 7.1 h Geometría Cilíndrica
Tabla 5.6 características del homogenizador Diseño de sedimentador primario Carga hidraulica superficial = L3 / L2 θ = m3 / m2 dia Carga hidráulica superficial = 49.27m3 = 0. 42 m3 116.60 m2 /h m2 h
TRH = 7.1 horas Volumen = TRH*Q =349.81 m3 Geometría cuadrada
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
11
Fijando la altura en: 3.0 m Área = volumen / altura = 349.81m3 / 3.0 m = 116.60 m2 Vc= velocidad superficial Vc = Q/A = (49.27 m3/h)/(116.60 m2) =0.42 m/h 5.6 DISEÑO DEL REACTOR UASB Si el residuo tiene un DQO superior a 10 g / L, el diseño lo impone la carga orgánica volumétrica ( en términos de DQO biodegradable), esta carga depende de la naturaleza del agua, de la cantidad el lodo, así como de la temperatura y recirculación para obtener la eficiencia de tratamiento deseada. VOLUMEN = Q x C/ C.O.V Volumen : 4729.92 m3 / día x 17.09 Kg / m3 / 15 Kg/m3 día = 5388.95 m3 Este volumen se repartirá en 4 reactores. V = 5388.95 m3 / 4 = 1347.23 m3 La altura se fijo en 3.5 m dado que para aguas con DQO mayor a 5 g/l producen una importante cantidad de gas , por lo que la altura no deberá ser mayor a 4 m con objeto de evitar problemas de retención de sólidos suspendidos. A = V/h = 1347.23 /3.5 = 384 . 92 m2 D = 384.92 m2 / π x 3.5 = 35 m Velocidad ascendente = Q / A = 1182 .48 m3/día / 384.84 m2 = 3.07 m/ d = 0.127 m / h TRH = V/ Q = 1347.23 m3/1182.48 m3/día = 1.13 días = 27.34 h
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
12
5.7 DISEÑO DE CAMPANAS PARA EL REACTOR UASB Velocidad máxima ascendente < 3 m/h , se fija a 2 m / h para el área total de la zona de campanas. A = Q/ Velocidad ascendente A = 49.27 m3/h / 2 m/h = 24.63 m2
No. de campanas 4 Angulo 60 ° C Altura 0.35 m
Tan 60 ° = h/ancho Ancho = (h/tan 60 °C) = (0.35 / tan 60 ° ) = 0.202 m Espacio entre campanas: Esp C = θ - (No. de campanas x ancho )/ 5 Espacio entre campanas = 2.8 m – (4 x 0.202) / 5 = 0.3984 m
TABLA 5.7 carga orgánica a 36 ° C = 15 Kg de DQO / m3 día
Parámetro Características Q 1182.48 m3/ día Remoción de sólidos 75 % DQO entrada 14.6 g / L DQO salida 3.65 g / L
DBO entrada 7.48 g/ l DBO salida 1.87 g/l Temperatura 36°C
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
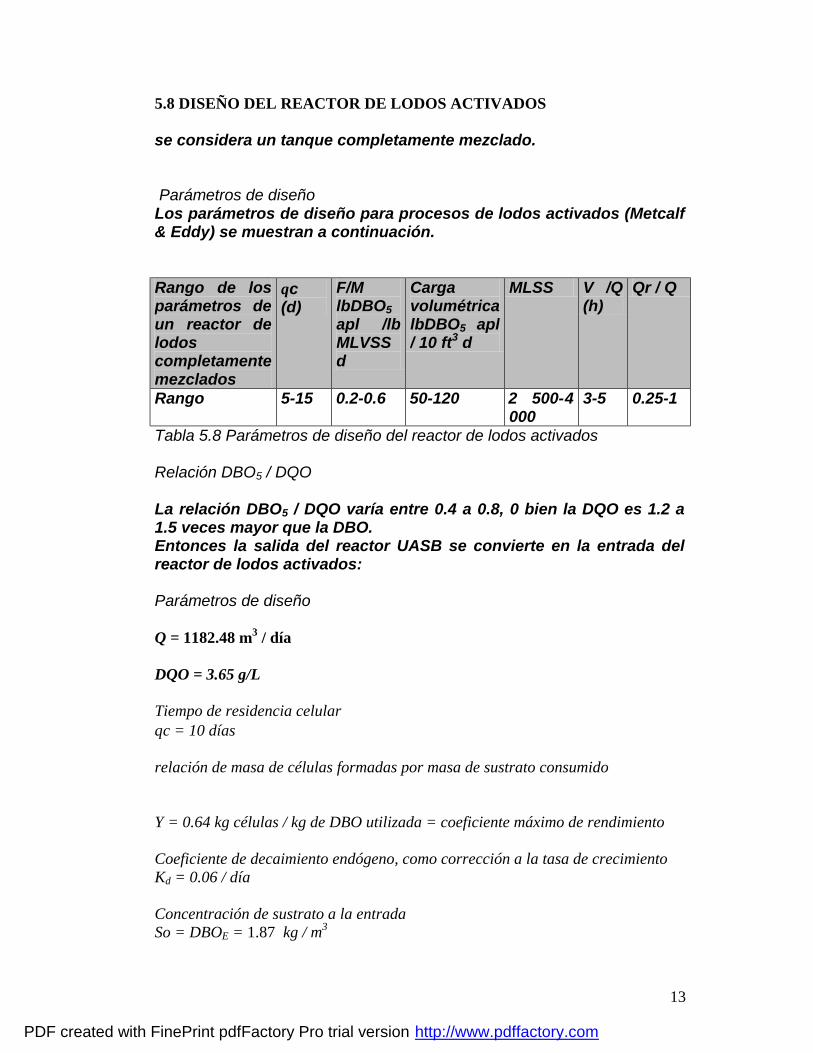
13
5.8 DISEÑO DEL REACTOR DE LODOS ACTIVADOS se considera un tanque completamente mezclado. Parámetros de diseño Los parámetros de diseño para procesos de lodos activados (Metcalf & Eddy) se muestran a continuación. Rango de los parámetros de un reactor de lodos completamente mezclados
θc (d)
F/M lbDBO5 apl /lb MLVSS d
Carga volumétrica lbDBO5 apl / 10 ft3 d
MLSS V /Q (h)
Qr / Q
Rango 5-15 0.2-0.6 50-120 2 500-4 000
3-5 0.25-1
Tabla 5.8 Parámetros de diseño del reactor de lodos activados Relación DBO5 / DQO La relación DBO5 / DQO varía entre 0.4 a 0.8, 0 bien la DQO es 1.2 a 1.5 veces mayor que la DBO. Entonces la salida del reactor UASB se convierte en la entrada del reactor de lodos activados: Parámetros de diseño Q = 1182.48 m3 / día DQO = 3.65 g/L Tiempo de residencia celular θc = 10 días relación de masa de células formadas por masa de sustrato consumido Y = 0.64 kg células / kg de DBO utilizada = coeficiente máximo de rendimiento Coeficiente de decaimiento endógeno, como corrección a la tasa de crecimiento Kd = 0.06 / día Concentración de sustrato a la entrada So = DBOE = 1.87 kg / m3
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

14
Concentración de sustrato a la salida S = DBOs = .187 kg / m3 Concentración de células = MLSS (sólidos suspendidos en el líquido de mezclado X = 3.5 kg células / m3 Considerando un valor de =0.55Kg de DBO5 / 1 kg DQO DBOE =( 0.51Kg de DBO5 / 1 kg DQO)* 3.65 kg / m3 Eficiencia de remoción 90% Volumen del reactor Volúmen = (θcYQ (So-S))/(X(1+ Kd θc) Volumen =((9días* 0.64 kg célula /kg DBO* 1182.48 m3 /día(1.87 kg / m3 - 0.18 kg / m3 ) /(3.5 kg/m3 (1+ 0.06 días*9 días) Volumen =2135.57 m3 Tiempo de retención TR H = volumen /Q = 0.114 DÍAS =2.73 HORAS Relación F/M F/M =So / (TRH*X) = 1.87 kg / m3 / (0.114 días*3.5 kg/m3 ) F/M = 0.29 kg DBOs aplicado / kg MLVSS día
PARÁMETRO CARACTERÍSTICAS UNIDADES Flujo Constante en cantidad y
calidad durante su operación
Q 1182.48 M3/día Remoción de sólidos
90 %
DQO entrada 3.65 g/L DQO salida 0.365 g/L DBO entrada 1.87 g / L DBO salida 0.187 g/ L Tabla 5.9 Características de diseño del reactor de lodos activados
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

15
5.9 DISEÑO DEL SEDIMENTADOR SECUNDARIO Para sedimentadores circulares se recomienda un diámetro de 3.6 – 60 cm y una profundidad mínima de 2.1 m y no mayor a 5 m, que la carga superficial no exceda de 24 m3/ m2 d Los tanques de sedimentación se diseñan tomando en cuenta el contenido de sólidos sedimentables o el índice volumétrico de lodos y la carga hidráulica superficial. El volumen de lodos sedimentados VLS se obtiene a partir de una prueba experimental. Tomando como referencia los parámetros siguientes: RAS SS =Flujo de retorno de lodos activados = 7.85 m3 /d WAS SS = Residuos de sólidos activados = 7.85 kg / m3 W = flujo de residuos de lodos = 0.11 m3 //d Q = 1182.48 m3 / d MLSS = sólidos suspendidos en el líquido mezclado = 3.5 kg / m3 Para el tiempo de retención hidráulica especificamos el mínimo recomendado en los criterios de diseño Tc = 8 h Altura recomendada H = 1.6 m Carga hidráulica superficial CHS =h / Tc CHS = 0.2 m /h Area = Q / CH = 0.659m3 /h / 0.2 m / h = 3.29 m2 Radio = area/2 π h = 0.327 m Díametro = 0.65m Volumen = π/4 d2 h Volumen = 0.53 m3
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
16
BIBLIOGRAFÍA 1. Brock,et al. Biología de los microorganismos. 8ª Ed. Edit. Prentice Hall.
España.1998. 2. Lema Rodicio, Juan M. Ingeniería Bioquímica 1ª Ed. Edit. SÍNTESIS.
España. 2000.
3. Quintero Ramírez, Rodolfo. Ingeniería Bioquímica. 1ª Ed. Edit Alhambra. México. 1990.
4. Perry’s. Chemical Engineers’ Handbook. 7ª Ed. Edit Mc Graw Hill. USA.
1997.
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
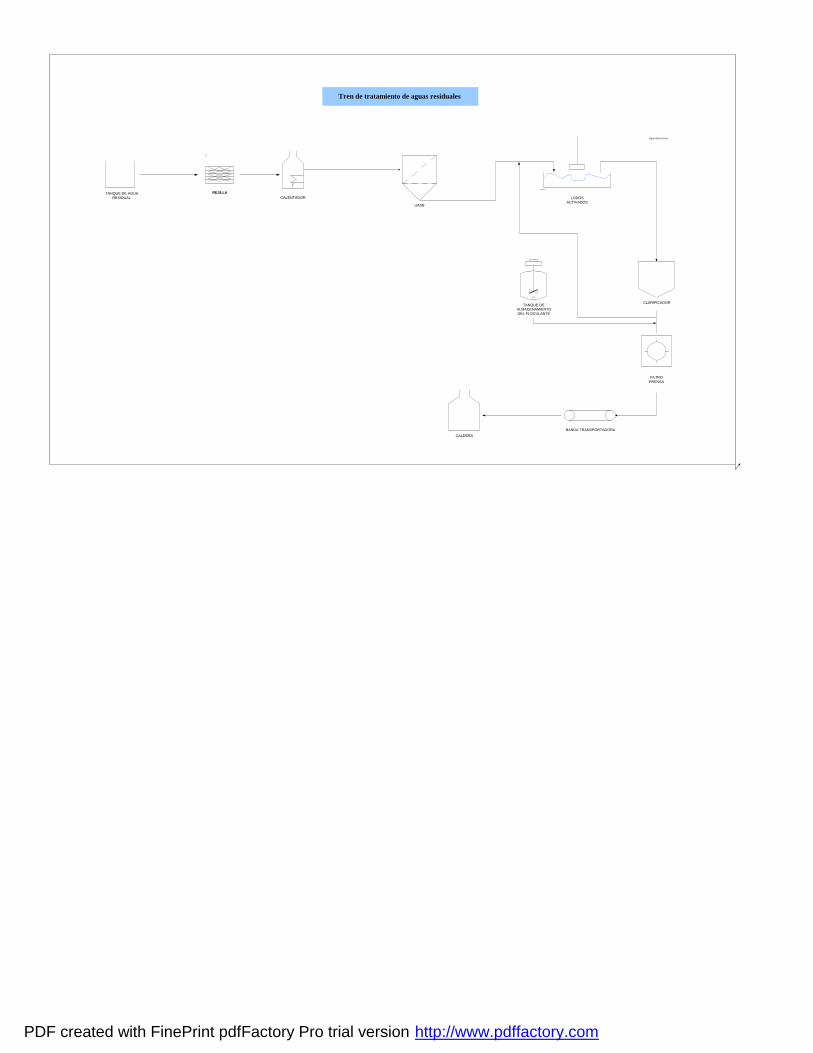
REJILLA
Tren de tratamiento de aguas residuales
Agua del proceso
FILTROPRENSA
BANDA TRANSPORTADORACALDERA
LODOSACTIVADOS
CALENTADOR
UASB
TANQUE DE AGUARESIDUAL
E-22CLARIFICADORE-24
V-3
TANQUE DEALMACENAMIENTODEL FLOCULANTE
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
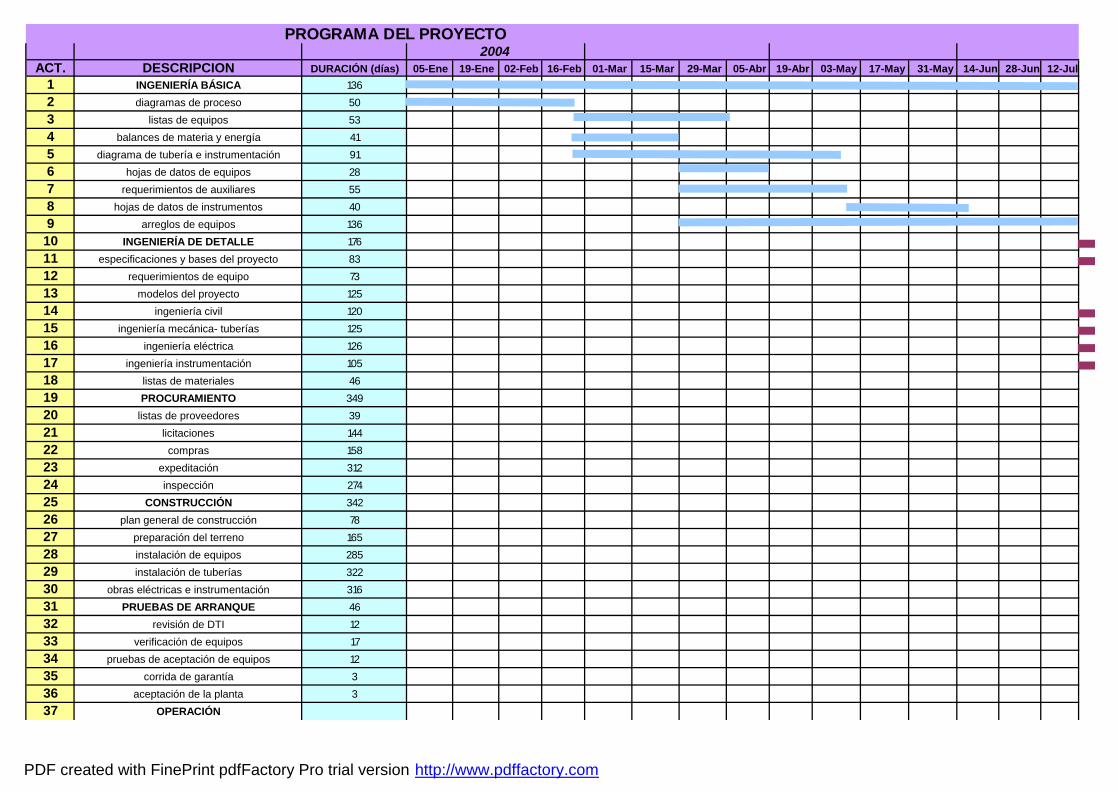
ACT. DESCRIPCION DURACIÓN (días) 05-Ene 19-Ene 02-Feb 16-Feb 01-Mar 15-Mar 29-Mar 05-Abr 19-Abr 03-May 17-May 31-May 14-Jun 28-Jun 12-Jul1 INGENIERÍA BÁSICA 1362 diagramas de proceso 503 listas de equipos 534 balances de materia y energía 415 diagrama de tubería e instrumentación 916 hojas de datos de equipos 287 requerimientos de auxiliares 558 hojas de datos de instrumentos 409 arreglos de equipos 13610 INGENIERÍA DE DETALLE 17611 especificaciones y bases del proyecto 8312 requerimientos de equipo 7313 modelos del proyecto 12514 ingeniería civil 12015 ingeniería mecánica- tuberías 12516 ingeniería eléctrica 12617 ingeniería instrumentación 10518 listas de materiales 4619 PROCURAMIENTO 34920 listas de proveedores 3921 licitaciones 14422 compras 15823 expeditación 31224 inspección 27425 CONSTRUCCIÓN 34226 plan general de construcción 7827 preparación del terreno 16528 instalación de equipos 28529 instalación de tuberías 32230 obras eléctricas e instrumentación 31631 PRUEBAS DE ARRANQUE 4632 revisión de DTI 1233 verificación de equipos 1734 pruebas de aceptación de equipos 1235 corrida de garantía 336 aceptación de la planta 337 OPERACIÓN
PROGRAMA DEL PROYECTO 2004
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
200526-Jul 09-Ago 23-Ago 06-Sep 20-Sep 04-Oct 18-Oct 08-Nov 22-Nov 06-Dic 20-Dic 05-Ene 19-Ene 02-Feb 16-Feb 01-Mar 15-Mar 29-Mar 05-Abr 19-Abr 03-May 17-May 31-May 14-Jun
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
200628-Jun 12-Jul 26-Jul 09-Ago 23-Ago 06-Sep 20-Sep 04-Oct 18-Oct 08-Nov 22-Nov 06-Dic 20-Dic 05-Ene 19-Ene 02-Feb 16-Feb 01-Mar 15-Mar 29-Mar 05-Abr 19-Abr 03-May 17-May
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
200731-May 14-Jun 28-Jun 12-Jul 26-Jul 09-Ago 23-Ago 06-Sep 20-Sep 04-Oct 18-Oct 08-Nov 22-Nov 06-Dic 20-Dic 05-Ene 19-Ene 02-Feb 16-Feb 01-Mar 15-Mar 29-Mar 05-Abr 19-Abr
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

200803-May 17-May 31-May 14-Jun 28-Jun 12-Jul 26-Jul 09-Ago 23-Ago 06-Sep 20-Sep 04-Oct 18-Oct 08-Nov 22-Nov 06-Dic 20-Dic 05-Ene
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
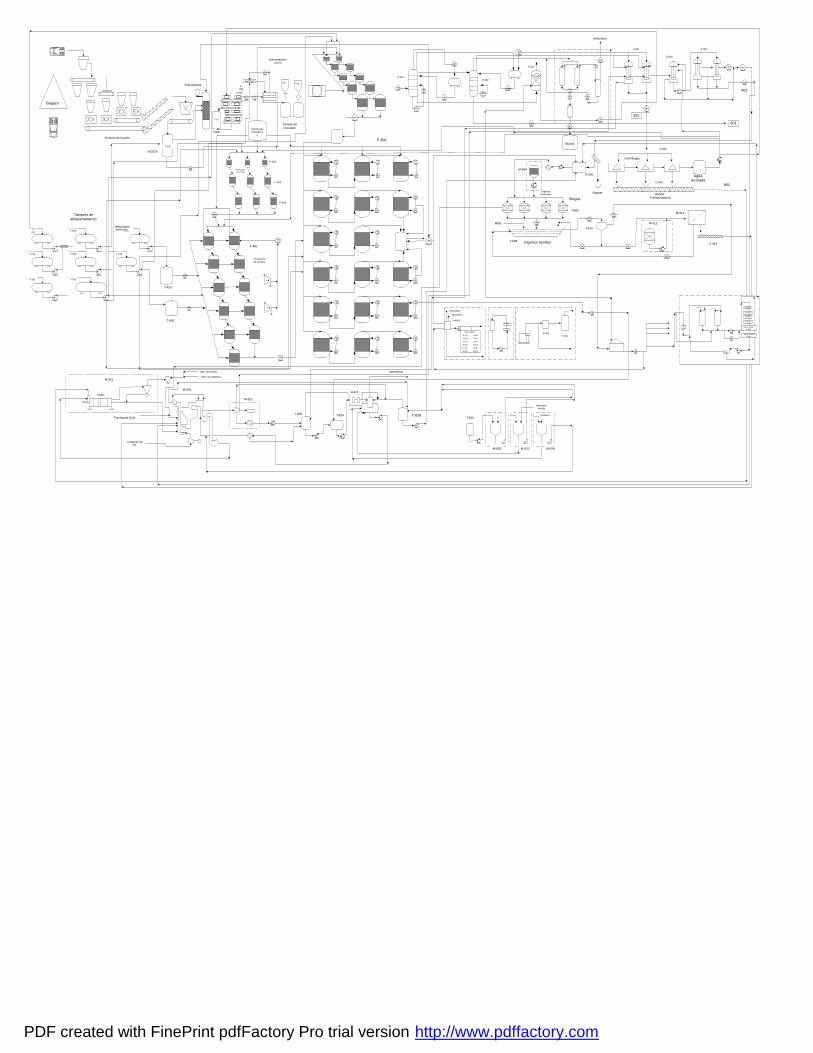
601
302
Atmosfera
802
Bagazo
Centrifugas
BandaTransportadora
801
Aguareciclada
DigestorAnaerobio
Digestor aeròbio
Etanol
Sistema de lavado
Intercambiadoriònico
H2SO4
Prehidròlisis
Tanque deencalado
FlashHidrolizadodetoxificad
o
Tanques dealmacenamiento
Atmosfera
M-811
Amoniacoliquido
Fosfatos
H-200 H-504
F-301-5 H-505
H-300
H-301
H-302
M-401
H-517
M-503
H-602
M-811
CWS USERS
F-401-3
H-400
S-600
Hopper
F-300
F-301-5
F-400
F-401-4
H-501,H-501,D-501
E-501, E-502E-503
M-902
AtmosferaAtmosfera
T-828
M-803
T-830T-824T-804
M-830 M-832 M-834
M-820
D-501D-502
T-512
T-904S-904
E-502
E-501 E-503
COMBUSTIONAIR
M-801
T-610
T-608
M-612
M-614
C-614
M-604
T-606
Biogas
M-801
Purchased CH4
GAS TO STACK
ASH TO LANDFILL
T-701
T-720
T-707
T-706
T-704
T-703
T-708
T-710
T-420
T-405
PERCHASEDANTIFOAM
F-401
F-403
F-402
Alimentaciónde celulasa
Producciónde celulasa
F-400
F-300
T-232
A-202
T-201
Aire
S-601
C-601
S-202
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
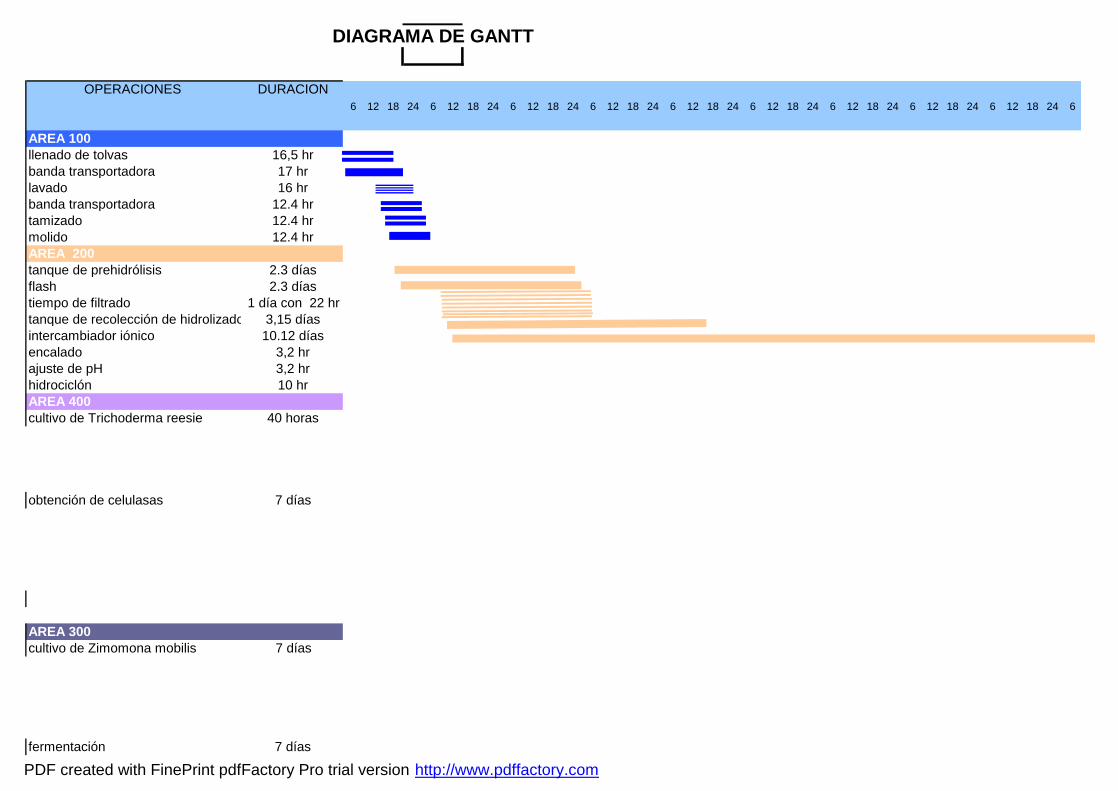
DIAGRAMA DE GANTT
OPERACIONES DURACION6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6
AREA 100llenado de tolvas 16,5 hrbanda transportadora 17 hrlavado 16 hrbanda transportadora 12.4 hrtamizado 12.4 hrmolido 12.4 hrAREA 200tanque de prehidrólisis 2.3 díasflash 2.3 díastiempo de filtrado 1 día con 22 hrtanque de recolección de hidrolizado 3,15 díasintercambiador iónico 10.12 díasencalado 3,2 hrajuste de pH 3,2 hrhidrociclón 10 hrAREA 400 cultivo de Trichoderma reesie 40 horas
obtención de celulasas 7 días
AREA 300cultivo de Zimomona mobilis 7 días
fermentación 7 días
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
AREA 500primera destilación 1 díasegunda destilación 1 díatorre de adsorción 1 díatamiz molecular 1 díaevaporadores 1 día
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
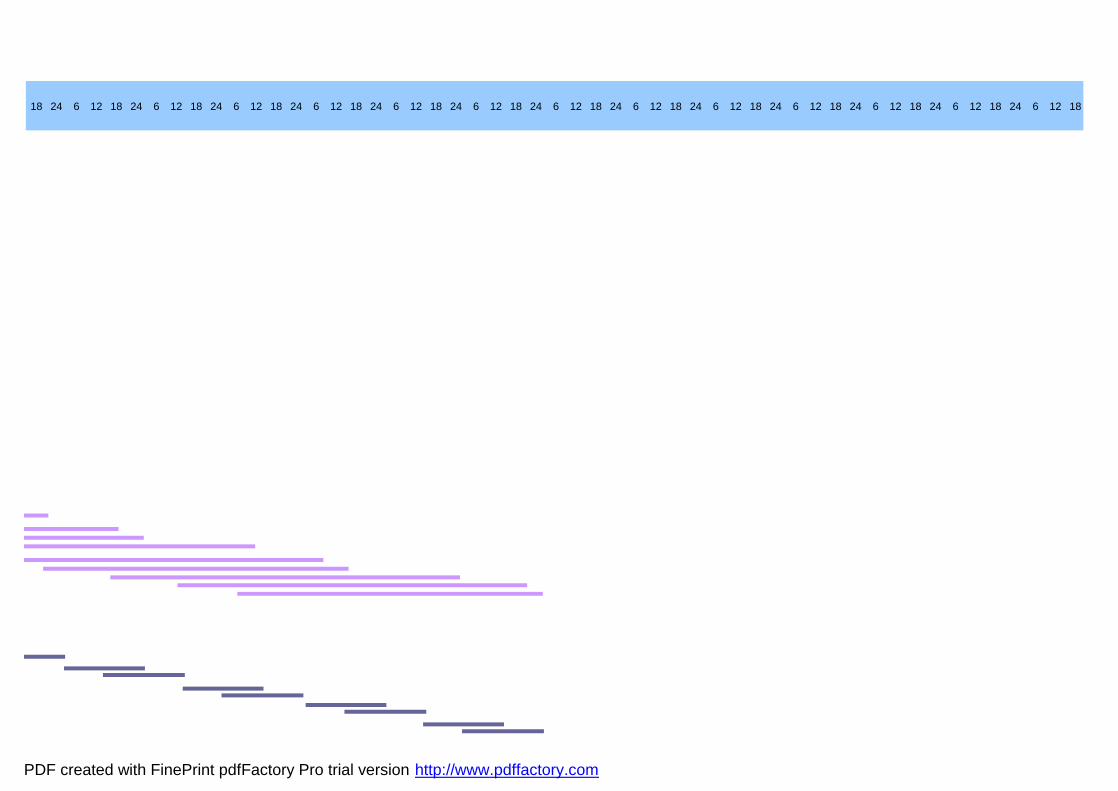
18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6 12 18 24 6
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

12
PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com

PDF created with FinePrint pdfFactory Pro trial version http://www.pdffactory.com