unidad 3 cnc
DESCRIPTION
Presentación correspodiente a dispositivos CNC para TSU en Mantenimiento Idustrial de la UTMTRANSCRIPT

CNC(Control Numérico por
Computadora)
Ing. Luigui Chulim Carballo

Introducción
• Máquina que es mandada por órdenes de letras y números (alfanuméricos).
• En 1942 EUA primer intento• En 1948 intento con ordenador para una
máquina herramienta• 1953 el MIT nombra el CN.• En 1957 aparece la máquina – herramienta con
mando numérico• 70’s Control adaptativo

CNC
• Con un CNC podemos comandar:– Movimientos de cabezal y ejes (Carros)– Los cambios de herramientas y piezas– Los valores de avance y revoluciones– Salida de lubricante refrigerante

DiferenciasMáquina Convencional CNC
El trabajador mueve los carros con ayuda de los volantes para alcanzar el perfil deseado.El operario controla la velocidad de corte, giro de la herramienta, lubricación, etc.
No se gira ningún volante a mano.Los avances se realizan con motores de avance para cada eje.Con el movimiento de dos ejes a la vez se consiguen rectas inclinadas o arcos.Para lograr precisión se deben evitar las holguras entre husillo y tuercas para mayor precisión.

Husillo de bolas circulantes
• Mínimo juego entre los elementos de contacto• Reducción de rozamiento, que implica menor desgaste de
las piezas de contacto.• Larga duración, transmitiendo a grandes velocidades• Buena capacidad de respuesta contra la tuerca• Reversibilidad del desplazamiento con carga de trabajo.

Guías de los carros
• Las guías por las que se deslizan los carros llevan pistas para rodillos, estando tratadas con endurecimiento superficial.

Engranajes de cambio
• Posibilitan distintas velocidades de giro en los husillos.
Rentabilidad
• Se considera rentable para series de 10 a 1500 piezas
• Si presentan un perfil muy dificultoso puede ser rentable al mecanizar una sola pieza
• Para series mayores a 1500 piezas puede ser más rentable una máquina transfer o mecanismo electromecánico, neumático, hidráulico, copiador, etc.

Ejemplos de tipos de máquinas con CNC
• Taladradoras, punzadoras y dobladoras• Tornos, fresadoras y centros de mecanizado• Rectificadoras y máquinas de electroerosión• Máquinas de soldar y oxicorte• Máquinas de trazar y dibujar• Máquinas de medir coordenadas• Robot, manipuladores, etc.

Ventajas y desventajasVentajas Desventajas
- Mecanización de piezas muy difíciles o imposibles de elaborar en una máquina convencional.
- Fabricación de piezas con gran precisión e intercambiabilidad
- Ahorro de herramientas y utillaje- Reducción de tiempo de verificación- Seguridad de precisión entre lotes de
piezas- Aumento de la productividad, por el
menor tiempo total de mecanización- Menor tiempo en el cambio de pieza- Flexibilidad de mecanización (Un
programa puede cambiar y servir para otro tipo de pieza similar.
- Aumento de la productividad al no fatigar al operador.
- Elevada inversión inicial, tanto en la máquina – herramienta como en el CNC que la comanda
- Hace falta personal formado en CNC, programadores, preparadores y operadores.
- Realizar una buena planificación para poder amortizar la elevada inversión de inicio
- Las averías son caras, sobre todo la parte eléctrica – electrónica, tanto del CNC como la máquina a controlar.

Introducción a la programación• Factores a tener en cuenta:
– Geométricos• Tolerancias• Acabado superficial• Origen de sus movimientos• Superficies de referencia, etc.
– Factores tecnológicos• Material de la pieza a mecanizar• Velocidad de corte• Clases de herramientas a utilizar• Tipo de mecanizado• Velocidad de avances• Profundidad de pasada• Revoluciones de la pieza o herramienta• Lubricante – refrigerante empleado• Utillaje necesario, etc.

Equipo necesario para la programación
• Máquina – herramienta con CNC• Manual de programación y operación del
control numérico que disponga la máquina• Lector de cinta magnética (Diskette)• Ordenador para simular gráfica de la pieza
programada• Software del S.O. para correr el programa• Catálogos de materiales y herramientas de
diferentes fabricantes.

Equipo y Material

Cualidades del programador
• Experiencia tecnológica• Imaginación espacial• Buenos conocimientos matemáticos• Interpretar correctamente planos y croquis• Atención a los detalles• Mucha paciencia• Gran minuciosidad

Nomenclatura de ejes y movimientos de máquina CNC
Vienen establecidos por la norma UNE 116-01-88.
Equivalente a la ISO841 (1974)
Hay que familiarizarse con el manual de programación y operación del CNC que equipe la máquina – herramienta. Luego cada fabricante introduce diferencias notables en cuanto a códigos, funciones, introducción de datos, etc

CNC según el tipo de máquinado
• El control numérico que gobierna una máquina viene expresado, como norma general, por un número que puede tener uno o varios digitos seguido a continuación de una letra, dependiendo de dicha letra es el tipo de máquina comandada.

Diferentes tipos de CN
• De acuerdo a las dificultades tecnológicas de mecanizado, asi como a los aspectos económicos de las máquinas a automatizar, se han desarrollado una gran cantidad de tipos de CNC, siendo los mas destacados:– Control numérico punto a punto– Control numérico paraxial– Control numérico continuo o por contorneado

Control numérico punto a punto
Posiciona y controla cualquier punto de forma exacta, pero no gobierna la trayectoria de ejes. Se utiliza para máquinas sencillas, como taladradoras, punteadoras y punzadoras

Control numérico paraxialGobierna el posicionamiento y la trayectoria seguida, pero la trayectoria se realiza paralela a uno de los ejes de la máquina y siempre realiza segmentos rectilíneos. Su aplicación dentro de las máquinas anteriormente citadas y, además, en fresadoras que no mecanicen tramos curvos.

Control numérico continuo
Cuando la máquina a mecanizar esta compuesta por tramos rectos y curvos, este tipo de CN por contorneado es el optimo. Se aplica en todo tipo de máquinas – herramientas.

Trayectoria y cálculo de posicionamiento y velocidad en el desplazamiento en CNC
• El armario de CN dispone de un calculador que en cada momento gobierna y realiza los cálculos necesarios para el movimiento de los ejes en coordenadas cartesianas o polares. Esto se consigue por medio de tarjetas y chips electrónicos internos del CNC. Para conseguir segmentos rectos dispone de un interpolador lineal y de un interpolador circular para efectuar arcos de circunferencia, todo ello dándole al CNC el punto inicial, punto final y el centro del arco.
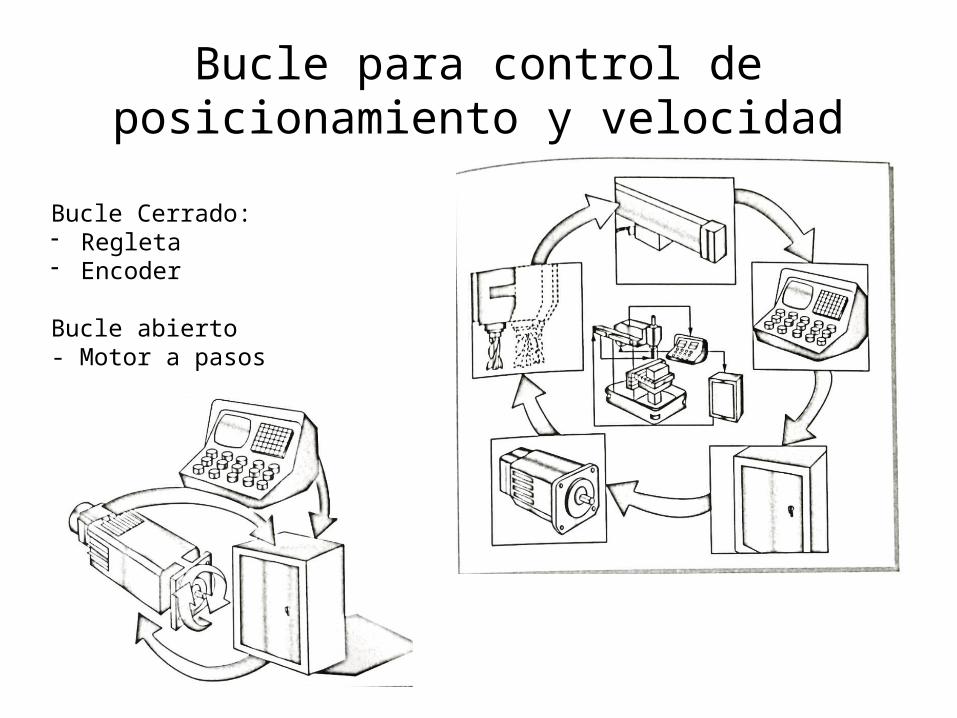
Bucle para control de posicionamiento y velocidad
Bucle Cerrado:- Regleta- Encoder
Bucle abierto- Motor a pasos

Bucle Abierto de la posición
Resumen
• Los CNC que mandan a los motores y ejes de una máquina – herramienta, y llevan incorporados el llamado bucle cerrado, gobiernan el posicionamiento y la velocidad de la pieza y herramientas con mayor precisión que los de bucle abierto. Estos últimos son válidos para máquinas de poca potencia, aunque son más baratos que los de bucle abierto.

Estructura del programa
• Ordenar la información. Se programan según normas internacionales ISO. Es frecuente encrontra diferencias, en cuanto al formato, función y su código. El programa debe contener los datos, geometricos y tecnologicos, necesarios para que la máquina – herramienta efectúe las funciones y movimientos previstos. Un programa se nombra con la letra P.
Elaboración de un programa
• El programa esta formado por una serie de secuencias u órdenes llamados bloques. Cada bloque puede contener varios de los siguientes caracteres y palabras, seguidos de un código o valor:– N = Número de bloque– G = Funciones preparatorias– X, Y, Z, W = Cotas de los ejes– F = Velocidad de avance– S = Velocidad de giro del cabezal– T = Número de herramienta– M = Funciones auxiliares

Modos de programación
• En el sistema métrico, es decir, en mm o en pulgadas
• Coordenadas cartesianas, coordenadas polares y parámetricas.

Definición de las funciones
• La norma ISO no obliga, pero aconseja los siguientes caracteres alfabéticos para las funciones:
Función Significado
A Coordenada angular alrededor del eje X
B Coordenada angular alrededor del eje Y
C Coordenada angular alrededor del eje Z
D Coordenada angular alrededor de un eje especial o tercera velocidad de avance
E Coordenada angular alrededor de un eje especial o segunda velocidad de avance
F Función velocidad de avance
G Función preparatoria
H Disponible

Función Significado
I Disponible para utilizar en CN Continuos
J Disponible para utilizar en CN Continuos
K Disponible para utilizar en CN Continuos
M Función auxilar
N Número de bloque
O No utilizar
P Movimiento terciario paralelo al eje X
Q Movimiento terciario paralelo al eje Y
R Movimiento terciario paralelo al eje Z o desplazamiento rápido según Z.
S Función velocidad de rotación
T Función herramienta
U Movimiento secundario paralelo al eje X
V Movimiento secundario paralelo al eje Y
W Movimiento secundario paralelo al eje Z
X Movimiento principal del eje X
Y Movimiento principal del eje Y
Z Movimiento principal del eje Z

Resumen
• Programa: Es un conjunto de datos en forma de bloques que el CNC necesita para el mecanizado de la pieza, suministrados en un lenguaje entendible por el CNC.
• Bloque u orden: Es un conjunto de palabras que corresponden a una misma fase de mecanizado.
• Palabra: Es una instrucción básica escrita en leguaje máquina.• Dirección: Es la parte numérica, constituida por un número
variable de cifras. Por lo general, sirven para indicar desplazamientos, velocidades, herramientas, etc.
• Caracteres y signos: Son las notaciones más simples, como un número, letra o símbolo utilizado para escribir una información.

Definiciones
• Numero del bloque.• Funciones preparatórias• Cotas de los ejes.• Función de velocidad de avance.- Se programa
con la notación F4, es decir, la letra puede ir seguida de hasta un número de cuatro cifras. Puede tener dos significativos: mm/min o mm/vuelta, según la función preparatoria de que vaya precedido.

• Función giro del cabezal. Se nombra con letra S y corresponde a las revoluciones por minuto de rotación del husillo principal. El formato es S4, es decir, la letra seguida de un número máximo de cuatro cifras.