tratamientos termicos final.docx
TRANSCRIPT
E S P O C H
FACULTAD DE MECÁNICA
ESCUELA DE INGENIERÍA MECÁNICA
LABORATORIO DE MATERIALES
“Tratamientos térmicos”
Nombre: Código:
Juan Figueroa 5134
Franklin Amboya 4939
Juan Novillo 5135
Fernando Márquez 5167
Pablo Portero 5154
2008 – 2009
RESUMEN:
En el desarrollo de la industria actual, uno de los materiales metálicos más importantes es el ACERO, teniendo muy en cuenta su tratamiento térmico y su contenido de carbono se pueden variar propiedades tales como dureza, tenacidad, resistencia al desgaste y sus respectivas aplicaciones. En la clasificación de los aceros se encuentra el acero DF2 (AISI O1) el cual posee propiedades apropiadas para el trabajo en frío.
En el presente ensayo se determina el procedimiento correcto para la realización de tratamientos térmicos para el mencionado acero DF2 (AISI O1). Los tratamientos térmicos realizados son: Recocido, Normalizado, Temple en Agua, Temple en Aceite, Temple en Agua y Revenido a 370°C, Temple en Agua y Revenido a 710°C, Temple en Sales a 400°C.
Se realiza además una caracterización en las probetas para cada tratamiento térmico y para el estado de suministro del acero, determinando los microconstituyentes, el porcentaje de fases presentes y la dureza HRC (Rockwell C) obtenida debido a los efectos de la velocidad de enfriamiento en el acero.
OBJETIVOS:
Experimentar el procedimiento correcto para la realización de cada uno de los tratamientos térmicos.
Determinar la influencia de la velocidad de enfriamiento en la composición final de cada una de las probetas (microconstituyentes)
Analizar el comportamiento de la dureza debido a cada uno de los ciclos de calentamiento, mantenimiento y enfriamiento en cada tratamiento térmico.
MATERIALES Y EQUIPOS:
8 probetas de acero DF2 (AISI O1) Cortadora de disco abrasivo Portalijas Lijas 240, 320, 400 y 600. Máquina pulidora de disco Nital 4 para ataque químico. Alcohol. Solución de oxido de aluminio (alumina) Microscopio metalográfico con cámara.
INTRODUCCIÓN:
ACERO AISI O1:
1. INFROMACIÓN TÉCNICA:
Acero grado herramienta de alto carbono. El acero DF2 es muy utilizado como herramienta para trabajo en frío, por ejemplo en matrices, donde se requiere muy buena resistencia al desgaste, resistencia al impacto y buen afilado. Generalmente se recomienda este acero para el templado en aceite, presenta distorsión dimensional media tras el tratamiento térmico. Dureza típica de uso 57 – 62 HRc, medio susceptible a la decarburización. COMPOSICIÓN QUÍMICA:
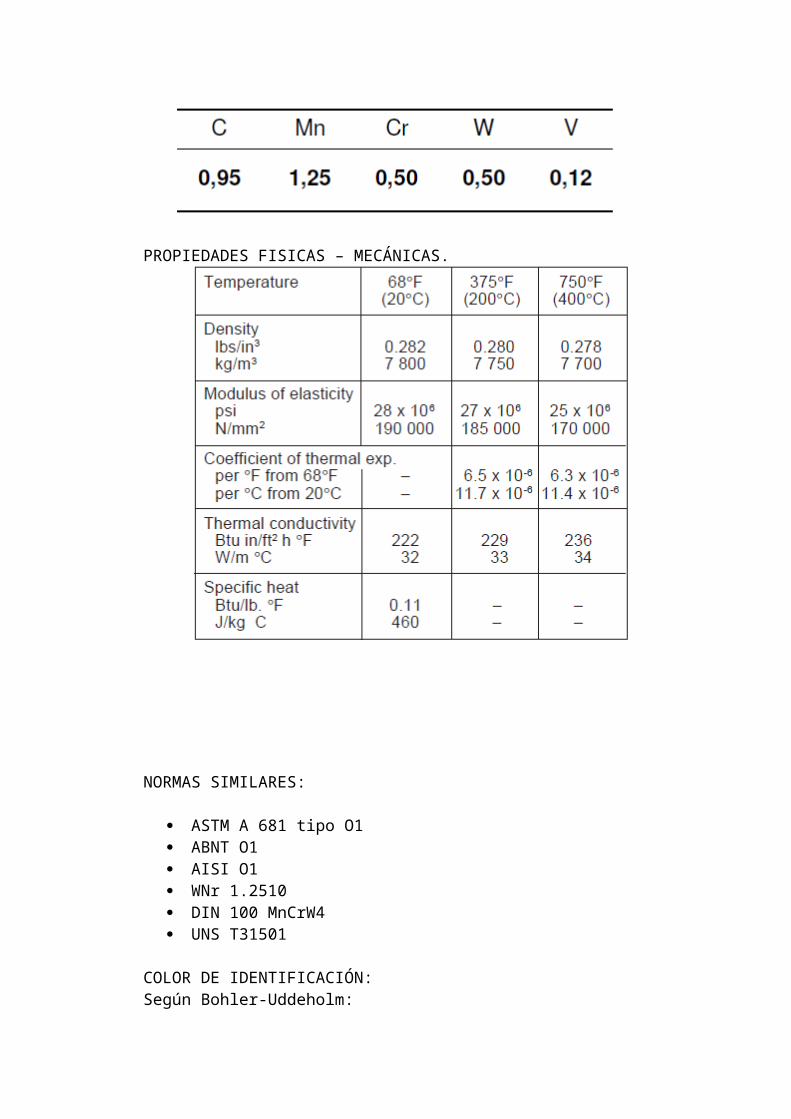
PROPIEDADES FISICAS – MECÁNICAS.
NORMAS SIMILARES:
ASTM A 681 tipo O1 ABNT O1 AISI O1 WNr 1.2510 DIN 100 MnCrW4 UNS T31501
COLOR DE IDENTIFICACIÓN:Según Bohler-Uddeholm:
CARACTERÍSTICAS GENERALES:Aceros de media aleación para temple en aceite y de baja deformación. Posee alta resistencia al desgaste aliada a una buena tenacidad. En estado recocido tiene buen mecanizado.
ESTADO DE SUMINISTRO:Recocido, con dureza máxima de 230 HB.
APLICACIONES TIPICAS: Herramientas de cortes, especialmente machos, cojinetes, brocas, punzones, cuchillas para corte de papel, herramientas para trabajo en madera, clavos de guía, rollos para laminados de roscas, estampas e matrices en general, calibres, patrones y reglas.
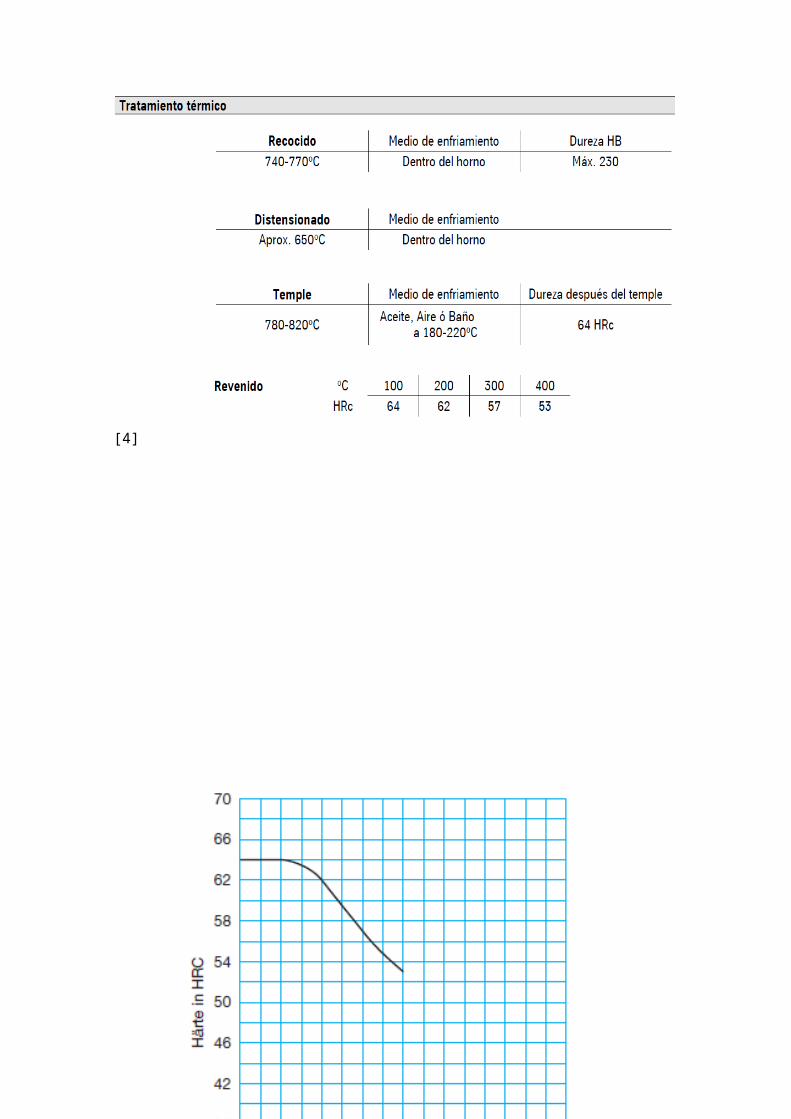
TRATAMIENTOS TERMICOS: [1]
Frecuentemente se necesita modificar las propiedades mecánicas de piezas metálicas para mejorar su desempeño cuando estén en operación. Propiedades como la dureza (capacidad de un material para resistir la abrasión o rallado de su superficie), la resiliencia como la capacidad del elemento de máquina a ser esforzado hasta su límite de fluencia, entre otras propiedades, son principalmente buscadas. Existen diferentes tratamientos por medio de los cuales se obtienen las propiedades antes mencionadas, los principales son: tratamiento térmico, tratamiento mecánico y tratamiento termoquímico.
En cuanto al tratamiento térmico de los aceros, éste consiste en tres procesos que involucra temperatura a decir: calentamiento hasta temperatura austenítica, sostenimiento a esa temperatura y por último el enfriamiento en el medio y a la velocidad que convenga.
En cuanto a la temperatura de calentamiento, ésta es la temperatura para obtener una microestructura meta-estable conocida como austenita (FCC) (arriba de línea Ac3), luego para el tiempo de sostenimiento, éste es el tiempo necesario que la pieza debe permanecer en el interior del horno hasta que su estructura cristalina esté constituida de 100% austenita (BCC → FCC).
La tercera etapa es la más crítica de las dos antes mencionadas, pues, aquí se decide el futuro del tratamiento y de la pieza sometida al mismo. En el enfriamiento, se debe determinar el tipo de medio a utilizar para su enfriamiento pues diferentes medios de temple proporcionan diferentes velocidades de enfriamiento. Entre los medios más comunes que se puede mencionar, se tiene los siguientes:• Agua• Aceite para temple (baja viscosidad VG 32 o inferior y alto punto de “inflamación”)• Aire tranquilo (sin agitar o convección natural)• En Horno • Enfriamiento en baño de sales a alta temperatura.
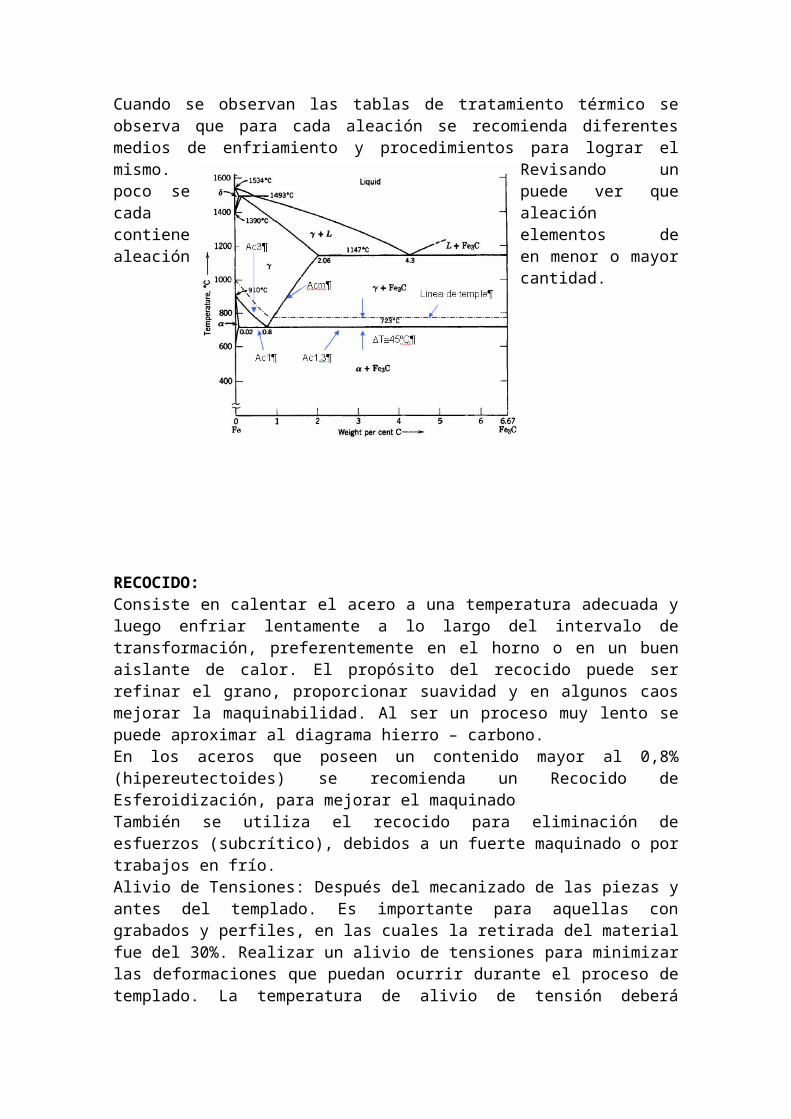
Cuando se observan las tablas de tratamiento térmico se observa que para cada aleación se recomienda diferentes medios de enfriamiento y procedimientos para lograr el mismo. Revisando un poco se puede ver que cada aleación contiene elementos de aleación en menor o mayor cantidad.
RECOCIDO:Consiste en calentar el acero a una temperatura adecuada y luego enfriar lentamente a lo largo del intervalo de transformación, preferentemente en el horno o en un buen aislante de calor. El propósito del recocido puede ser refinar el grano, proporcionar suavidad y en algunos caos mejorar la maquinabilidad. Al ser un proceso muy lento se puede aproximar al diagrama hierro – carbono.En los aceros que poseen un contenido mayor al 0,8% (hipereutectoides) se recomienda un Recocido de Esferoidización, para mejorar el maquinadoTambién se utiliza el recocido para eliminación de esfuerzos (subcrítico), debidos a un fuerte maquinado o por trabajos en frío.Alivio de Tensiones: Después del mecanizado de las piezas y antes del templado. Es importante para aquellas con grabados y perfiles, en las cuales la retirada del material fue del 30%. Realizar un alivio de tensiones para minimizar las deformaciones que puedan ocurrir durante el proceso de templado. La temperatura de alivio de tensión deberá encontrarse entre los 500 y 600 º C y el calentamiento debe ser lento tanto como el enfriamiento dentro del horno hasta los 200 º C.Durante el recocido, las herramientas deben rodearse de viruta de hierro fundido para evitar la descarburización. Dureza después de recocido: 170-210 Brinell. Limpiar la cáscara de forjado o rolado antes de templar. Revenir inmediatamente. Siempre revenir por lo menos a 100º C . Para obtener buenos resultados, es esencial igualar la temperatura en toda la herramienta.
NORMALIZADO:Consiste en calentar a 100°F por encima de Acm seguida de un enfriamiento en aire quieto hasta la temperatura ambiente.Mediante el normalizado se produce un acero más duro que en el recocido. El normalizado se puede utilizar para mejorar la maquinabilidad, modificar y refinar estructuras dendríticas y refinar el grano.
TEMPLE:Realizando el mismo procedimiento de calentamiento que en los anteriores, pero con mayor rapidez de enfriamiento, no hay suficiente tiempo para que el carbono se difunda en la solución, la estructura resultante es MARTENSITA (solución sólida sobresaturada de carbono)
Después de un enfriamiento drástico la martensita aparece microscópicamente como una estructura blanca acicular o tipo aguja, siendo la característica más importante la dureza.
ISOTERMICA: en este cálculo no se utiliza el diagrama hierro – carbono sino con las curvas TTT correspondientes a cada aleación donde el mantenimiento a una temperatura adecuada (400°C) se obtendrá BAINITA. No es posible formar 100% vainita o 100% Perlita, pero si se puede obtener 100% Bainita.
ENFRIAMIENTO CONTINUO: está en función de la composición química y el tamaño de grano austenítico. En ella se muestran curvas de velocidades de enfriamiento para obtener las composiciones deseadas.
El calentamiento para el templado debe ser entre los 790 y 820 ºC. Se recomienda precalentar las herramientas. Enfriar en:
- Aceite apropiado con agitador y calentado entre 40 y 70 ºC.- Baño de sal fundido mantenido entre 180 y 230 ºC.- Sin corrientes de aire.
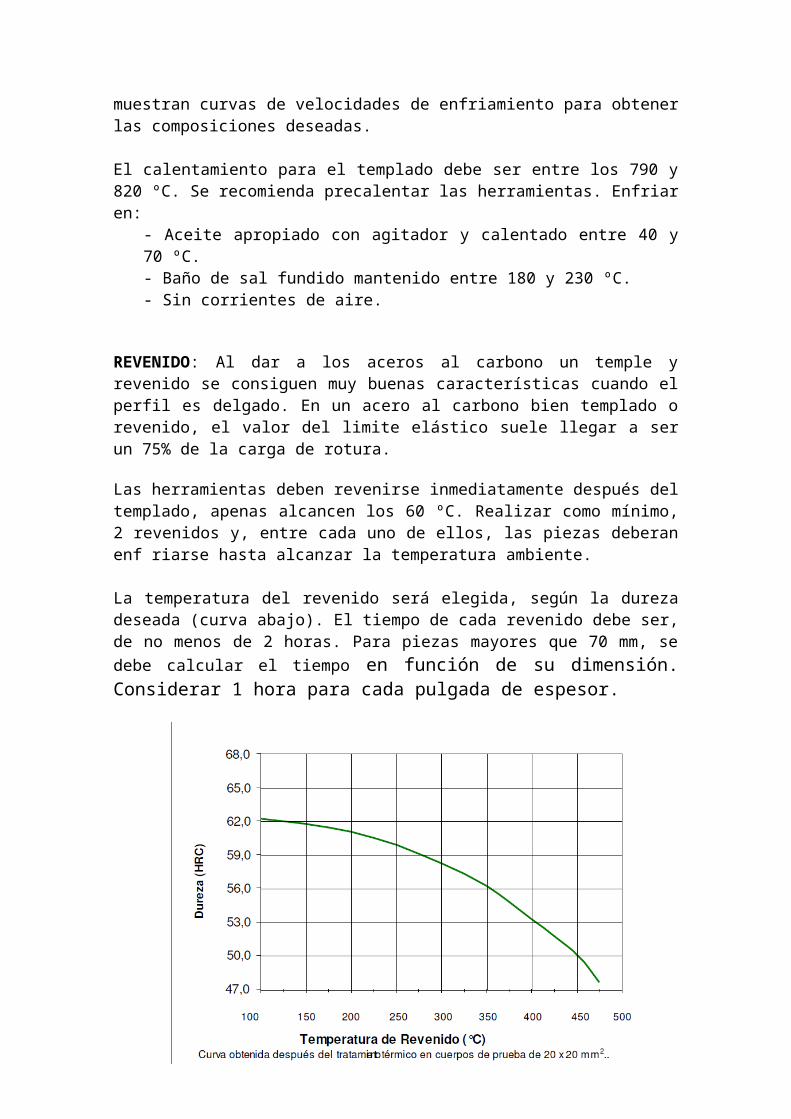
REVENIDO: Al dar a los aceros al carbono un temple y revenido se consiguen muy buenas características cuando el perfil es delgado. En un acero al carbono bien templado o revenido, el valor del limite elástico suele llegar a ser un 75% de la carga de rotura.
Las herramientas deben revenirse inmediatamente después del templado, apenas alcancen los 60 ºC. Realizar como mínimo, 2 revenidos y, entre cada uno de ellos, las piezas deberan enf riarse hasta alcanzar la temperatura ambiente.
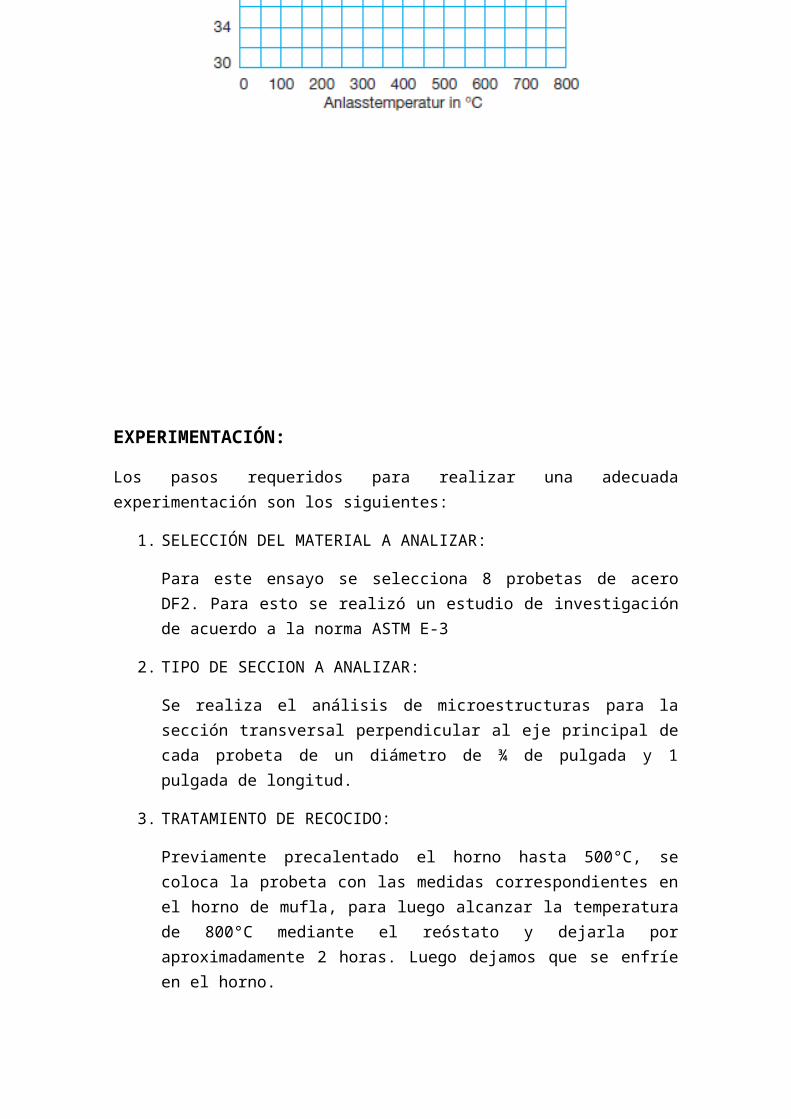
La temperatura del revenido será elegida, según la dureza deseada (curva abajo). El tiempo de cada revenido debe ser, de no menos de 2 horas. Para piezas mayores que 70 mm, se debe calcular el tiempo en función de su dimensión. Considerar 1 hora para cada pulgada de espesor.
[4]
EXPERIMENTACIÓN:
Los pasos requeridos para realizar una adecuada experimentación son los siguientes:
1. SELECCIÓN DEL MATERIAL A ANALIZAR:
Para este ensayo se selecciona 8 probetas de acero DF2. Para esto se realizó un estudio de investigación de acuerdo a la norma ASTM E-3
2. TIPO DE SECCION A ANALIZAR:
Se realiza el análisis de microestructuras para la sección transversal perpendicular al eje principal de cada probeta de un diámetro de ¾ de pulgada y 1 pulgada de longitud.
3. TRATAMIENTO DE RECOCIDO:
Previamente precalentado el horno hasta 500°C, se coloca la probeta con las medidas correspondientes en el horno de mufla, para luego alcanzar la temperatura de 800°C mediante el reóstato y dejarla por aproximadamente 2 horas. Luego dejamos que se enfríe en el horno.
4. TRATAMIENTO DE NORMALIZADO:
Previamente precalentado el horno hasta 500°C, se coloca la probeta con las medidas correspondientes en el horno de mufla, para luego alcanzar la temperatura de 800°C mediante el reóstato y dejarla por aproximadamente 2 horas. Luego dejamos que se enfríe al aire ambiente.
5. TRATAMIENTO DE TEMPLE EN AGUA:
Previamente precalentado el horno hasta 500°C, se coloca la probeta con las medidas correspondientes en el horno de mufla, para luego alcanzar la temperatura de 800°C mediante el reóstato y dejarla por aproximadamente 2 horas. Luego sacamos la probeta y la introducimos en un tanque con agua a temperatura aproximada de 20°C, la dejamos por un tiempo estimado de 30 segundos y la sacamos. Completando su enfriamiento al aire.
6. TRATAMIENTO DE TEMPLE EN ACEITE:
Previamente precalentado el horno hasta 500°C, se coloca la probeta con las medidas correspondientes en el horno de mufla, para luego alcanzar la temperatura de 800°C mediante el reóstato y dejarla por aproximadamente 2 horas. Luego sacamos la probeta y la introducimos en un tanque con aceite a temperatura aproximada de 20°C, la dejamos por un tiempo estimado de 90 segundos y la sacamos. Completando su enfriamiento al aire.
7. TRATAMIENTO DE TEMPLE EN SALES:
Previamente precalentado el horno hasta 500°C, se coloca la probeta con las medidas correspondientes en el horno de mufla, para luego alcanzar la temperatura de 800°C mediante el reóstato y dejarla por aproximadamente 2 horas. Luego sacamos la probeta y la introducimos en un recipiente con sales fundidas a temperatura aproximada de 400°C, la dejamos por un tiempo estimado de 8 minutos y la sacamos. Completando su enfriamiento al aire.
8. TRATAMIENTO DE TEMPLE EN AGUA Y REVENIDO A 370°C:
Previamente precalentado el horno hasta 500°C, se coloca la probeta con las medidas correspondientes en el horno de mufla, para luego alcanzar la temperatura de 800°C mediante el reóstato y dejarla por aproximadamente 2 horas. Luego sacamos la probeta y la introducimos en un tanque con agua a temperatura aproximada de 20°C, la dejamos por un tiempo estimado de 30 segundos y la volvemos a colocar en el horno a 370°C.
9. TRATAMIENTO DE TEMPLE EN AGUA Y REVENIDO A 710°C.
10. Previamente precalentado el horno hasta 500°C, se coloca la probeta con las medidas correspondientes en el horno de mufla, para luego alcanzar la temperatura de 800°C mediante el reóstato y dejarla por aproximadamente 2 horas. Luego sacamos la probeta y la introducimos en un tanque con agua a temperatura aproximada de 20°C, la dejamos por un tiempo estimado de 30 segundos y la volvemos a colocar en el horno a 710°C.
11. PULIDO GRUESO (DESBASTE):
Se realiza un pulido grueso colocando las probetas en un banco portalijas el cual debe tener abundante agua circulante. Se realiza el pulido grueso con la lija 240 hasta lograr retirar las líneas obtenidas por el corte inicial de la probeta, luego girar 90° y realizar el mismo procedimiento por unos cuántos minutos más; luego pasar a las lijas 320, 400 y 600 granos por pulgada cuadrada, realizando en cada una de estas un pulido uniforme y dejando las marcas en un solo sentido. Después de cada pulido se debe limpiar. Se utilizó se utilizó la norma ASTM E-3
12. PULIDO FINO
El pulido final se debe realizar en la máquina pulidora con la adición de alúmina de 0,3 um de abrasivo, en este paso se debe mover cada probeta en sentido radial y procurando realizar un pulido final en todas las direcciones. Se realizó de acuerdo a la norma ASTM E-3
13. ATAQUE QUIMICO:
Luego de lograr la superficie uniforme se procede a atacar químicamente con Nital 4, es decir de 2 a 5% de ácido nítrico en alcohol metílico para oxidar la sección a analizar, en este procedimiento se debe observar cada una de las microestructuras obteniadas. Luego de 15 segundos retiramos el ácido en abundante agua nuevamente secamos con una corriente de aire mediante el compresor.
14. OBSERVACION DE LAS MICROESTRUCTURAS PRESENTES:
Con la ayuda del microscopio óptico (lentes 5x 10x y 20x) y una cámara conectada a un monitor procedemos a observar: la perlita, martensita, cementita y/o bainita presentes.
15. ENSAYO DE DUREZA:
Con la misma probeta previamente tratada y analizada, procedemos a realizar el ensayo de dureza Brinell o Rockwell C. Para determinar la dureza brinell: en la máquina se ajusta un identador que es una bola de carburo de tungsteno de 2,5 mm de diámetro, colocamos la probeta (las superficies deben estar perfectamente rectas perpendicular al identador) y acercamos al identador. Colocamos las pesas 306, 282, 368, 392, 490en la máquina Brinell. Enceramos el medidor de la máquina Brinell y damos una precarga (aproximadamente 2 y media vueltas). Al estar calibrada la máquina soltamos la precarga y aplicamos la carga que es de 1838 Newtons (187,55 kg) por aproximadamente 15 segundos. (De acuerdo al manual de operaciones de la máquina). Quitamos la carga y procedemos a las mediciones. En el microscopio óptico realizamos las mediciones de las huella con el micrómetro girando el tambor, realizando mediciones de el diámetro de la huella. Tomamos una foto de la huella realizada. Procedemos a realizar los cálculos.
Para la medición de dureza Rockwell C el instrumento proporciona los resultados directamente, se usa una punta de diamante en forma de cono para materiales duros o de bola para materiales blandos
DATOS OBTENIDOS Y RESULTADOS:
1. FOTOMICROGRAFÍAS DE LA SECCION TRANSVERSAL DE CADA PROBETA:
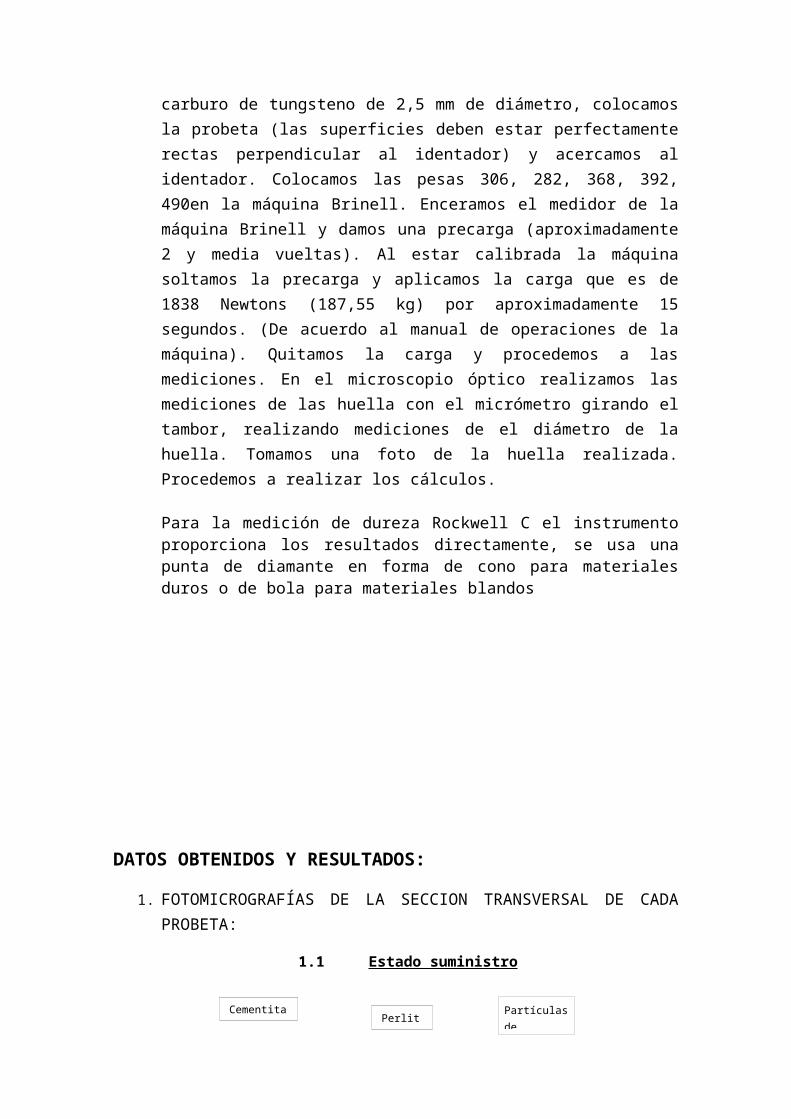
1.1 Estado suministro
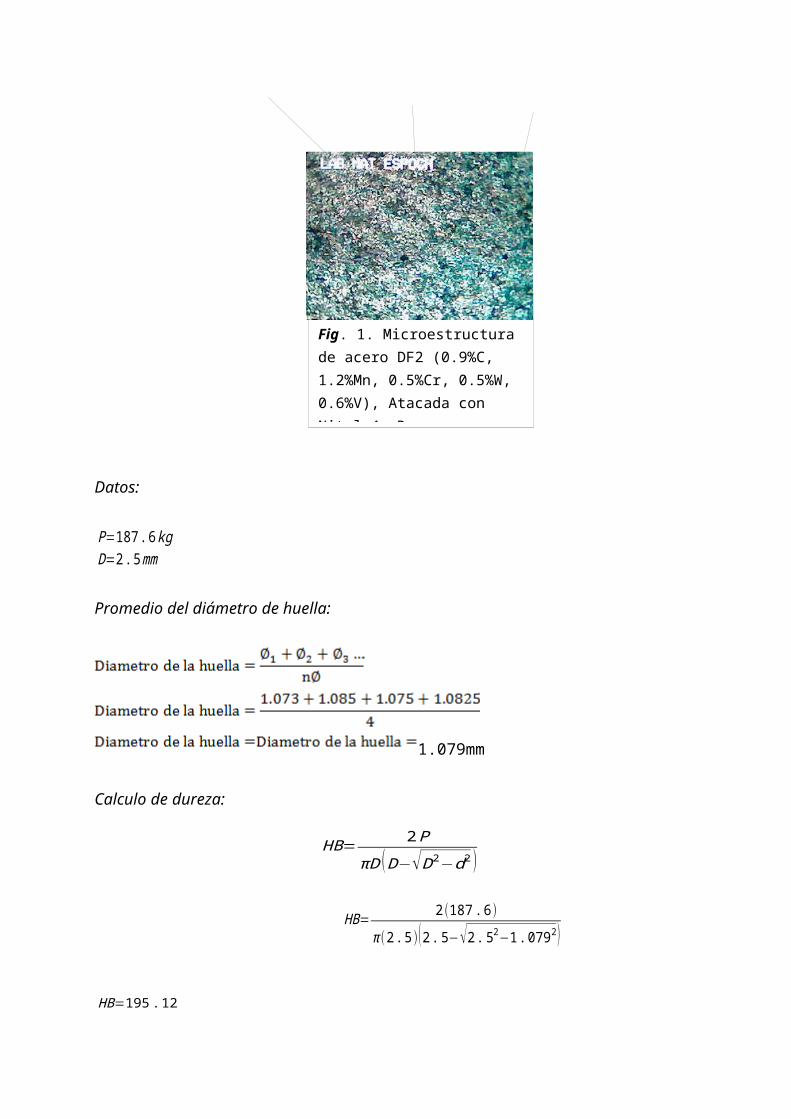
Datos:
P=187 . 6kgD=2.5 mm
Promedio del diámetro de huella:
63 um
Fig. 1. Microestructura de acero DF2 (0.9%C, 1.2%Mn, 0.5%Cr, 0.5%W, 0.6%V), Atacada con Nital 4, Dureza (HB=195.12), Ampliado a 160x.
PerlitaCementita Partículas de
carburos
1.079mm
Calculo de dureza:
HB= 2 P
πD (D−√ D2−d2)
HB=2 (187 . 6 )
π (2. 5 )(2 . 5−√2 .52−1 . 0792)
HB=195 .12
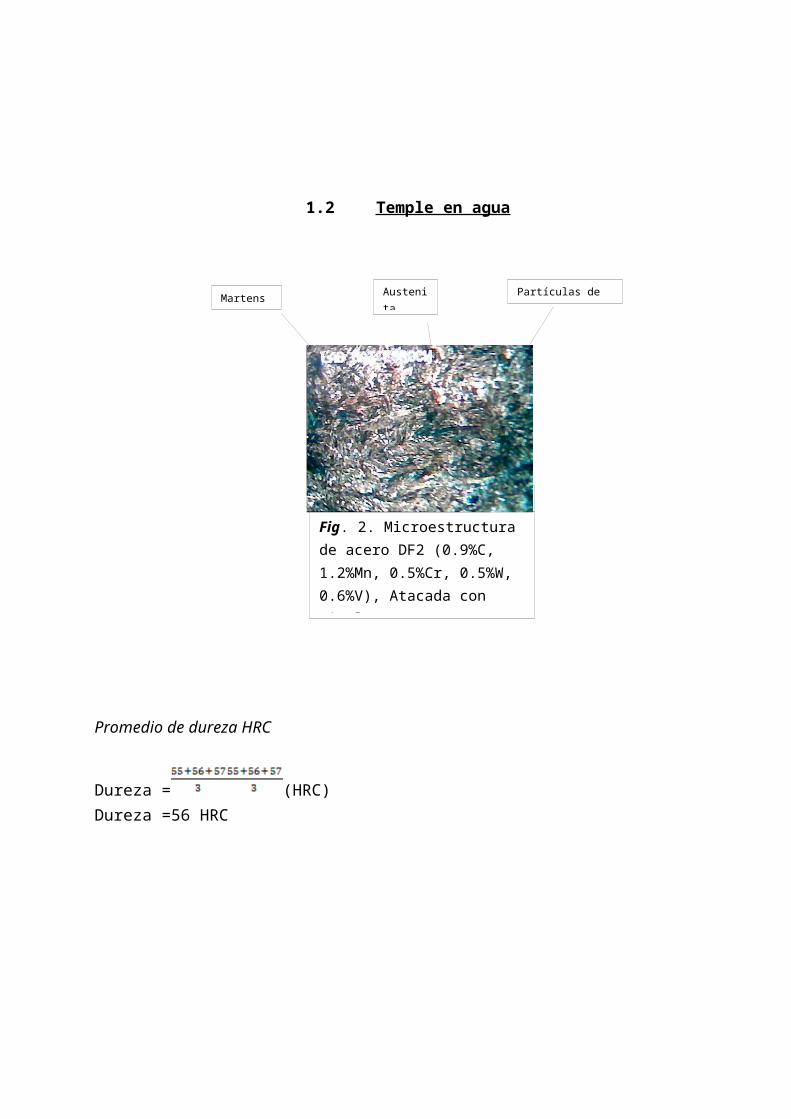
1.2 Temple en agua
Promedio de dureza HRC
63 um
Fig. 2. Microestructura de acero DF2 (0.9%C, 1.2%Mn, 0.5%Cr, 0.5%W, 0.6%V), Atacada con Nital 4, Dureza (56HRC), Ampliado a 160x.
MartensitaPartículas de carburoAustenita
retenida
Dureza = (HRC)Dureza =56 HRC
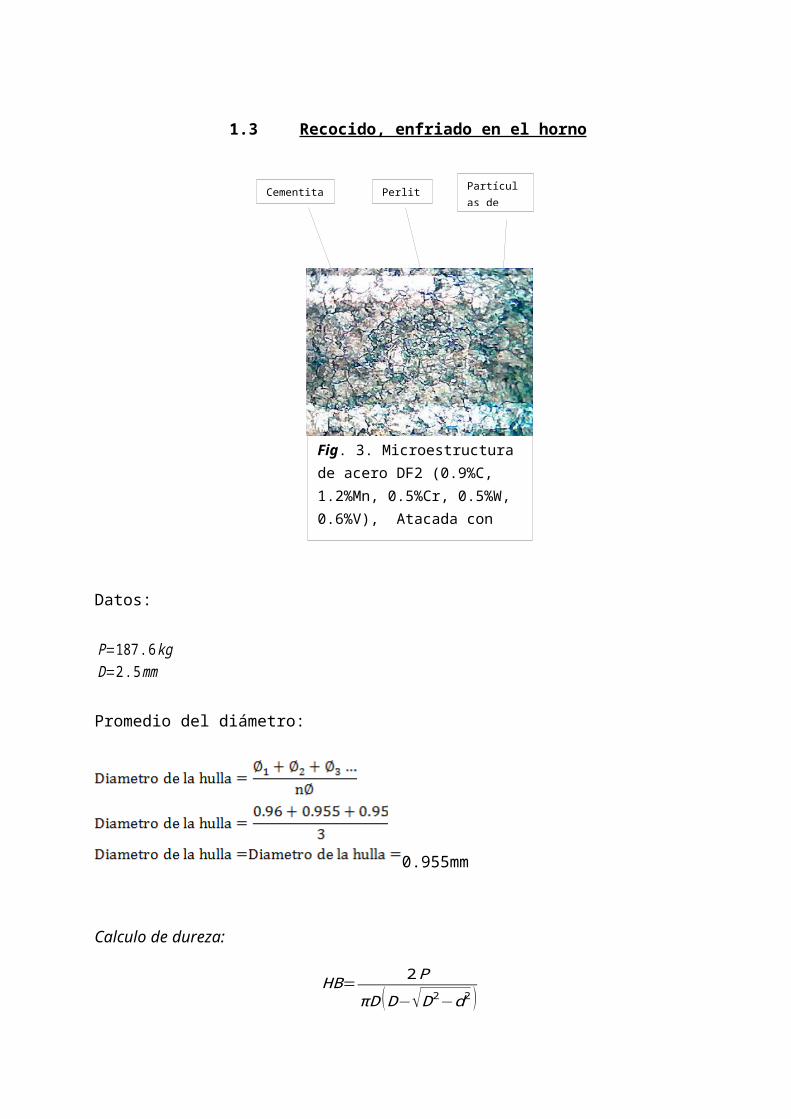
1.3 Recocido, enfriado en el horno
Datos:
P=187 . 6kgD=2.5 mm
Promedio del diámetro:
0.955mm
63 um
Fig. 3. Microestructura de acero DF2 (0.9%C, 1.2%Mn, 0.5%Cr, 0.5%W, 0.6%V), Atacada con Nital 4, Dureza (HB=251.97), Ampliado a 160x.
PerlitaCementita Partículas de carburos
Calculo de dureza:
HB= 2 P
πD (D−√ D2−d2)
HB=2(187 .6 )
π (2. 5 )(2 . 5−√2 .52−0 . 9552 )
HB=251.97
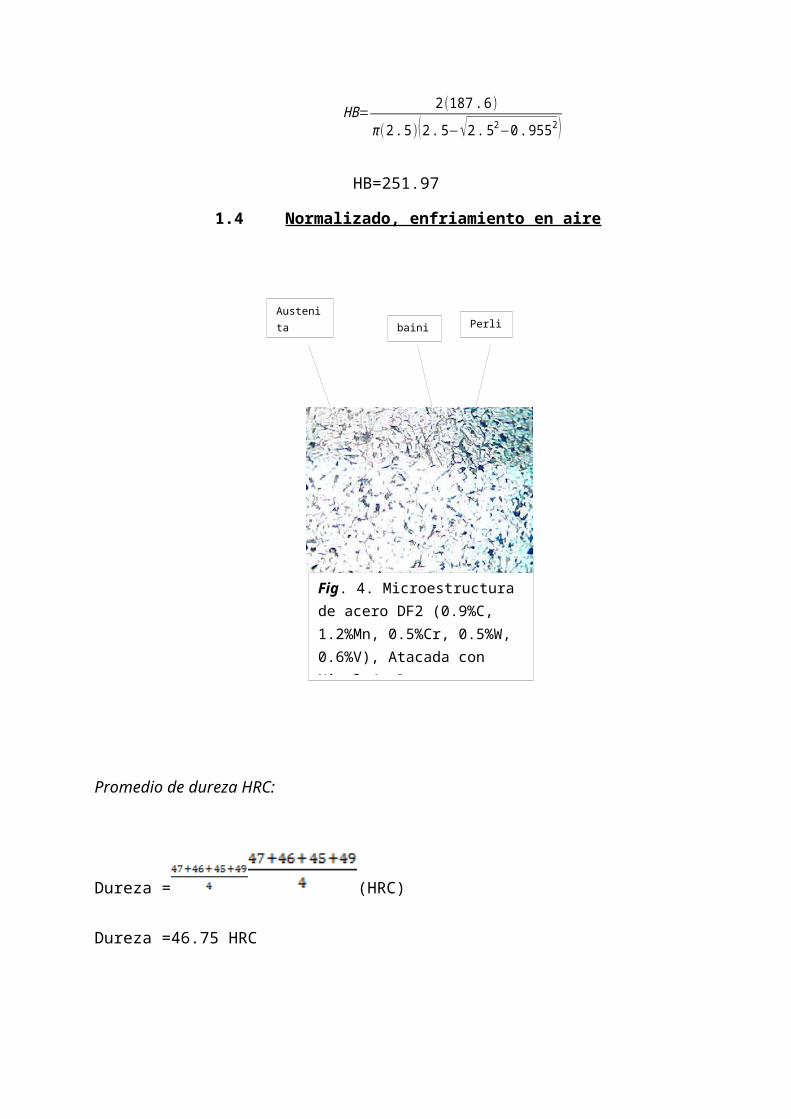
1.4 Normalizado, enfriamiento en aire
Promedio de dureza HRC:
Dureza = (HRC)
Dureza =46.75 HRC
Fig. 4. Microestructura de acero DF2 (0.9%C, 1.2%Mn, 0.5%Cr, 0.5%W, 0.6%V), Atacada con Nital 4, Dureza (46.75HRC), Ampliado a 160x.
63 um
Austenita retenida bainita Perlita
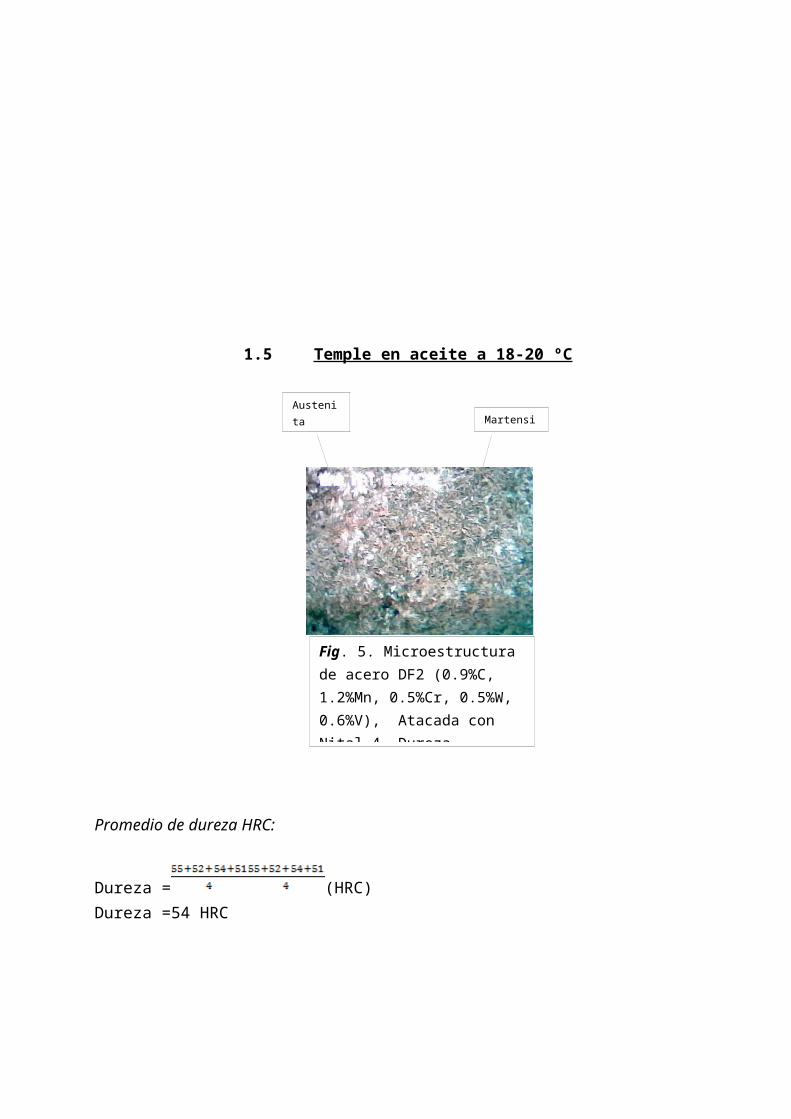
1.5 Temple en aceite a 18-20 ºC
Promedio de dureza HRC:
Dureza = (HRC)Dureza =54 HRC
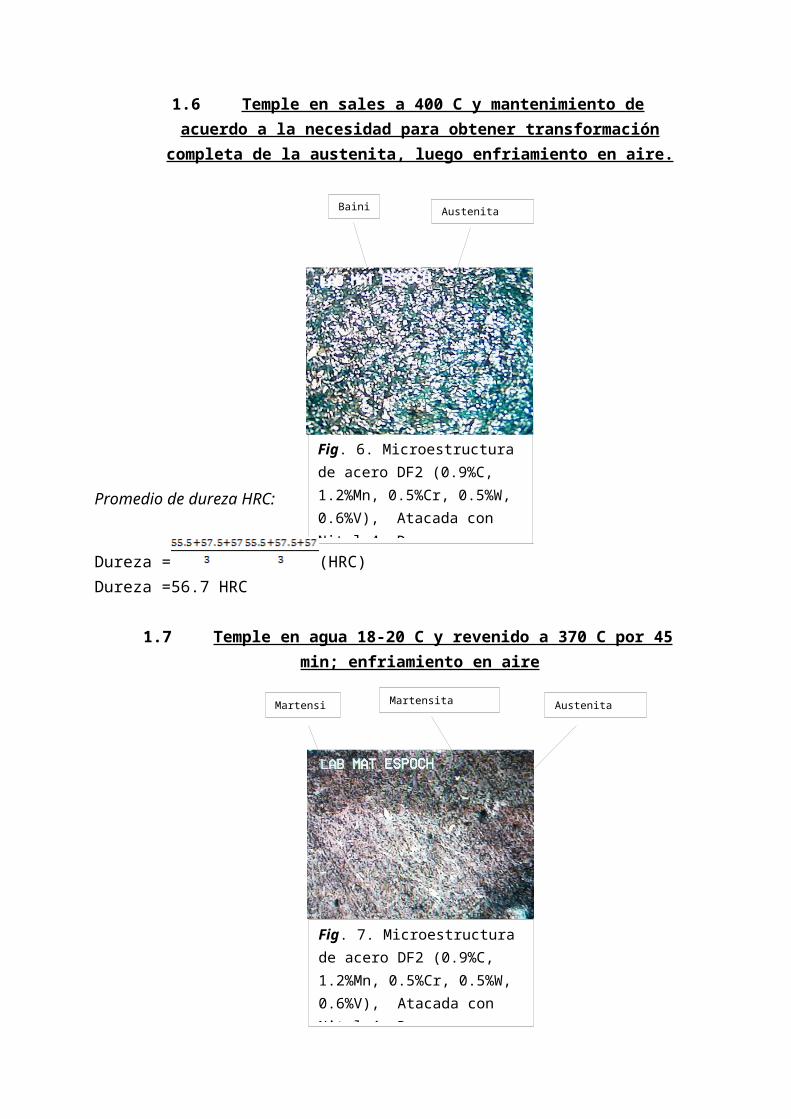
1.6 Temple en sales a 400 C y mantenimiento de acuerdo a la necesidad para obtener transformación completa de la austenita, luego enfriamiento en
aire.
63 um
Fig. 5. Microestructura de acero DF2 (0.9%C, 1.2%Mn, 0.5%Cr, 0.5%W, 0.6%V), Atacada con Nital 4, Dureza (54HRC), Ampliado a 160x.
Martensita Austenita retenida
Bainita Austenita retenida
Promedio de dureza HRC:
Dureza = (HRC)Dureza =56.7 HRC
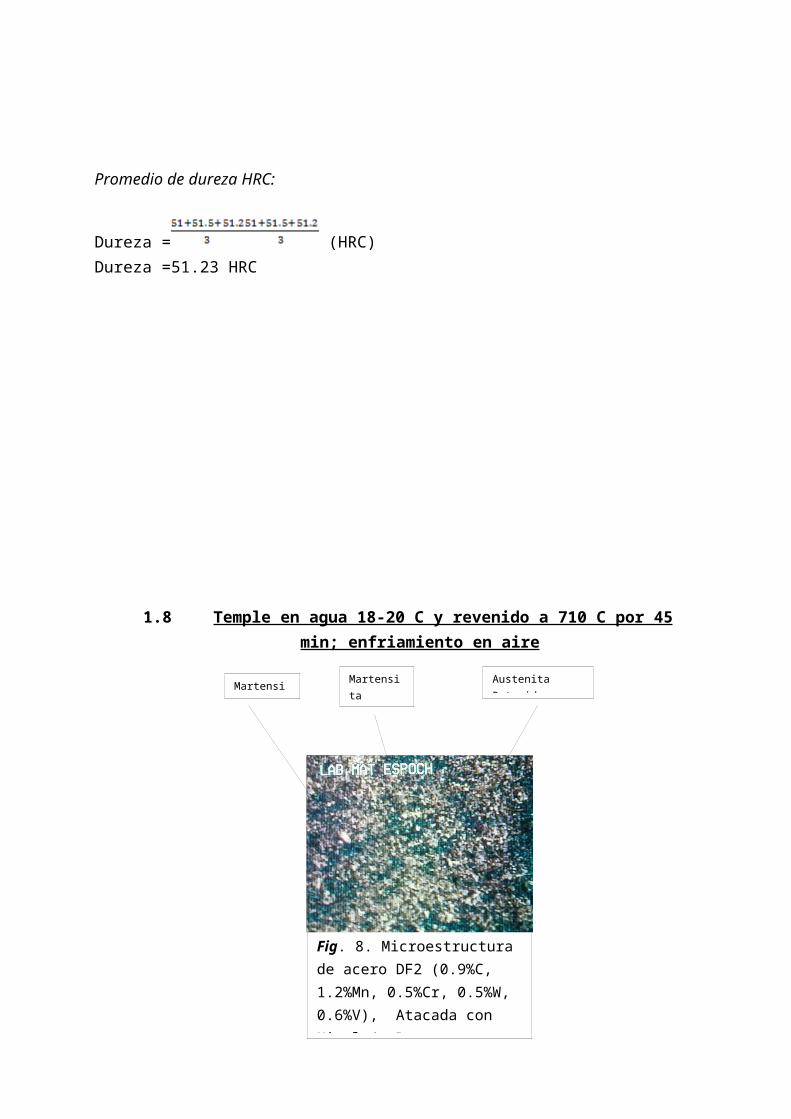
1.7 Temple en agua 18-20 C y revenido a 370 C por 45 min; enfriamiento en aire
Promedio de dureza HRC:
Dureza = (HRC)Dureza =51.23 HRC
63 um
63 um
Fig. 6. Microestructura de acero DF2 (0.9%C, 1.2%Mn, 0.5%Cr, 0.5%W, 0.6%V), Atacada con Nital 4, Dureza (56.7HRC), Ampliado a 160x.
Fig. 7. Microestructura de acero DF2 (0.9%C, 1.2%Mn, 0.5%Cr, 0.5%W, 0.6%V), Atacada con Nital 4, Dureza (51.23HRC), Ampliado a 160x.
Martensita revenidaMartensita Austenita retenida
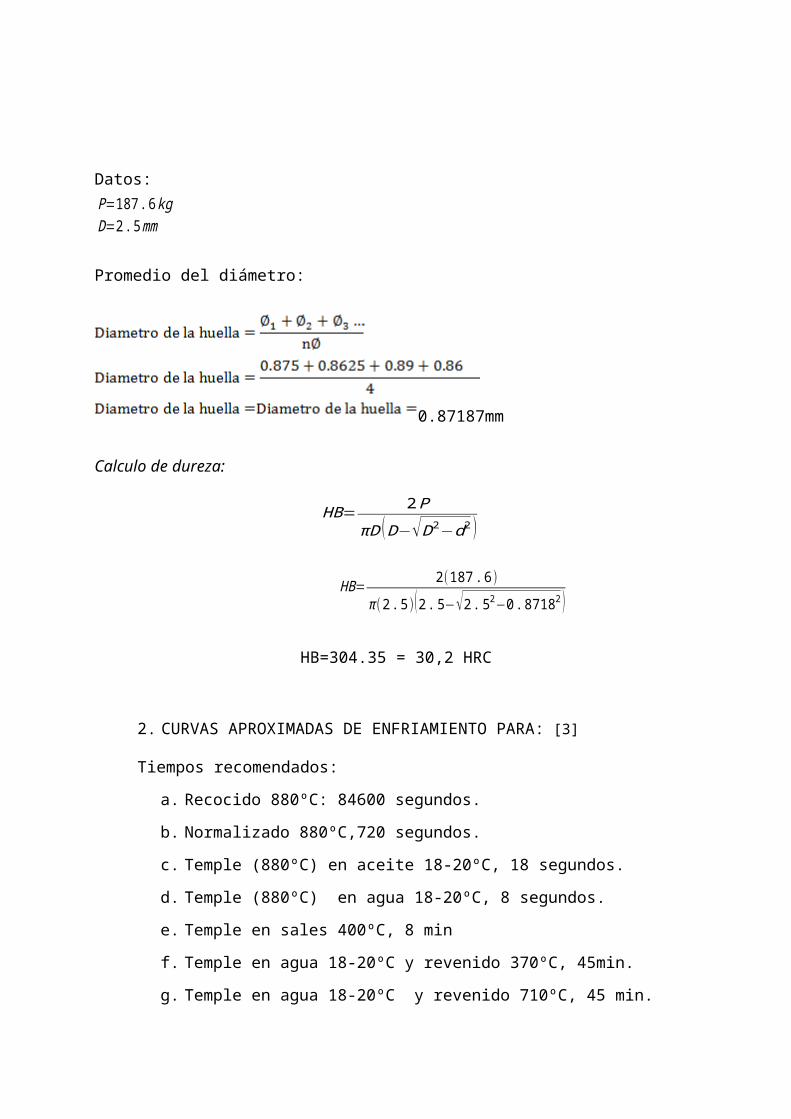
1.8 Temple en agua 18-20 C y revenido a 710 C por 45 min; enfriamiento en aire
Datos:
P=187 . 6kgD=2.5 mm
Promedio del diámetro:
63 um
Fig. 8. Microestructura de acero DF2 (0.9%C, 1.2%Mn, 0.5%Cr, 0.5%W, 0.6%V), Atacada con Nital 4, Dureza (30.3HRC), Ampliado a 160x.
MartensitaMartensita Revenida
Austenita Retenida
0.87187mm
Calculo de dureza:
HB= 2 P
πD (D−√ D2−d2)
HB=2(187 .6 )
π (2. 5 )(2 . 5−√2 .52−0 . 87182 )
HB=304.35 = 30,2 HRC
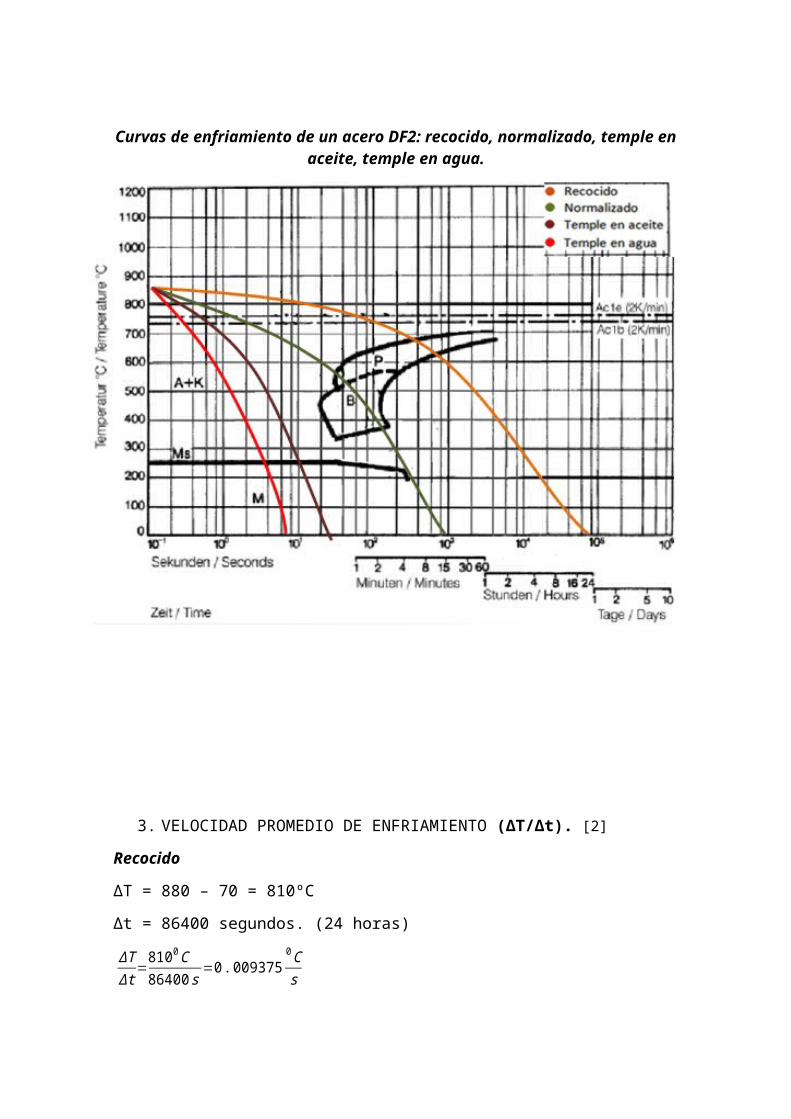
2. CURVAS APROXIMADAS DE ENFRIAMIENTO PARA: [3]
Tiempos recomendados:
a. Recocido 880ºC: 84600 segundos.
b. Normalizado 880ºC,720 segundos.
c. Temple (880ºC) en aceite 18-20ºC, 18 segundos.
d. Temple (880ºC) en agua 18-20ºC, 8 segundos.
e. Temple en sales 400ºC, 8 min
f. Temple en agua 18-20ºC y revenido 370ºC, 45min.
g. Temple en agua 18-20ºC y revenido 710ºC, 45 min.
Curvas de enfriamiento de un acero DF2: recocido, normalizado, temple en aceite, temple en agua.
3. VELOCIDAD PROMEDIO DE ENFRIAMIENTO (∆T/∆t). [2]
Recocido
∆T = 880 – 70 = 810ºC
∆t = 86400 segundos. (24 horas)
ΔTΔt
=8100 C86400 s
=0 .0093750 Cs
Normalizado
∆T = 880 – 70 = 810ºC
∆t = 720 segundos.
ΔTΔt
=8100 C720 s
=1 ,1250 Cs
Temple en Aceite
∆T = 880 – 70 = 810ºC
∆t = 18 segundos.
ΔTΔt
=8100 C18 s
= 450 Cs
Temple en agua
∆T = 880 – 70 = 810ºC
∆t = 8 segundos.
ΔTΔt
=8600 C8 s
=107 .50 Cs
Curva de enfriamiento de un acero DF2: temple en sales. [4]
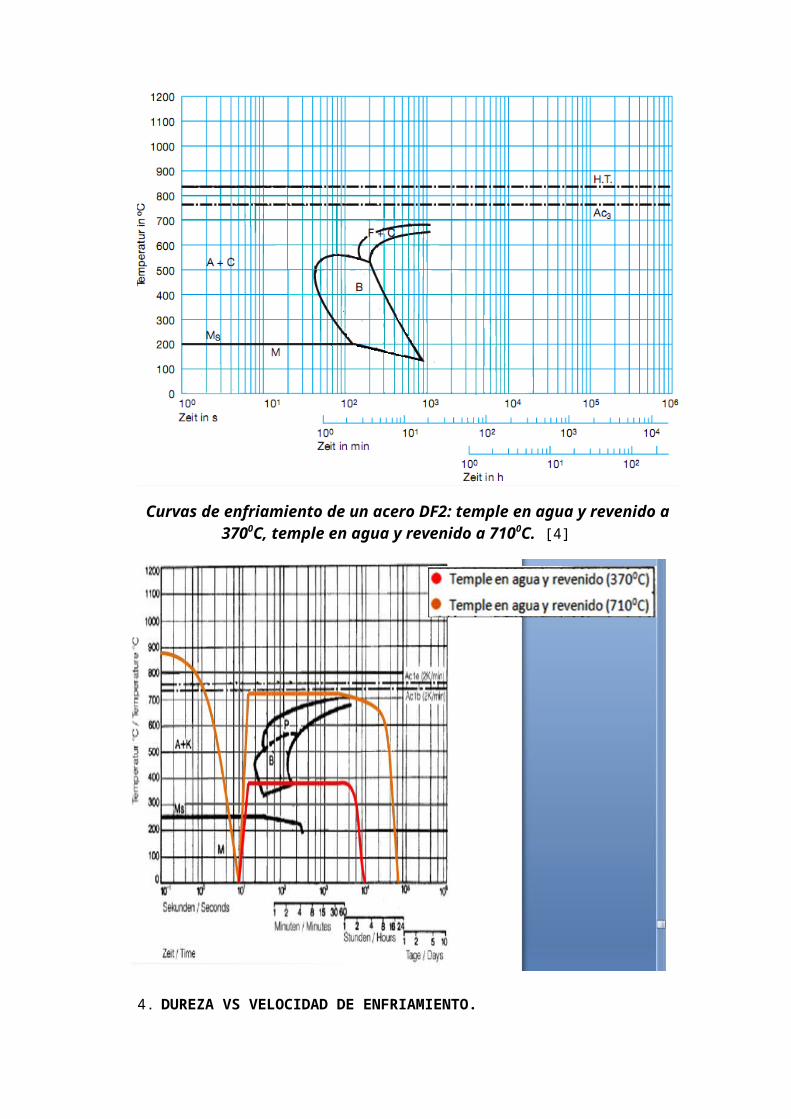
Curvas de enfriamiento de un acero DF2: temple en agua y revenido a 3700C, temple en agua y revenido a 7100C. [4]
4. DUREZA VS VELOCIDAD DE ENFRIAMIENTO.
TRATAMIENTO
TERMICO
VELOCIDAD DE ENFRI. DUREZA
RECOCIDO 0,009375 23,32 HRC
NORMALIZADO 1,125 46,75 HRC
TEMPLE EN ACEITE 45 54 HRC
TEMPLE EN AGUA 107,5 56 HRC
5. CURVAS APROXIMADAS DE ENFRIAMIENTO BASADAS EN VALORES
DE DUREZA OBTENIDOS EN EL LABORATORIO. [4]
6. GRAFICA DUREZA VS TEMPERATURA DE REVENIDO:
Dureza HRC Temperatura Revenido
51,23 370
30,7 710
CONCLUSIONES:
La probeta analizada en estado de suministro con una dureza de 195 HB presenta en su microestructura: cementita, perlita y partículas de carburo, por lo tanto se concluye que se trata de un acero recocido.
La probeta analizada en temple en agua con una dureza de 56 HRC presenta en su microestructura: martensita, austenita retenida y partículas de carburo.
La probeta analizada en recocido con una dureza de 251 HB presenta en su microestructura: cementita, perlita y partículas de carburo.
La probeta analizada en normalizado con una dureza de 46,75 HRC presenta en su microestructura: austenita retenida, bainita y perlita.
La probeta analizada en temple en aceite con una dureza de 54 HRC presenta en su microestructura: austenita retenida y martensita
La probeta analizada en temple en sales a 400°C con una dureza de 56,7 HRC presenta en su microestructura: bainita y austenita retenida.
La probeta analizada en temple en agua y revenido a 370°C con una dureza de 51,23 HRC presenta en su microestructura: martensita, martensita revenida y austenita revenida
De la curva Dureza vs. Velocidad de Enfriamiento se concluye que a mayor velocidad la dureza del material se incrementa, debido a la formación de martensita (dependiendo del material)
De la curva de transformación isotérmica se concluye que existe formación de bainita en aproximadamente 8 minutos.
De la cuerva de Dureza vs. Temperatura de Revenido se concluye que a mayor temperatura de revenido la dureza disminuye.
BIBLIOGRAFÍA:
[1]SYDNEY H. AVNER: Introducción a la Metalurgia Física, Editorial McGRAW-HILL, México, 1996, p.p. 252-315.
[2]PASTOR MARIO: “Guía de laboratorio: Tratamientos Térmicos del Acero”.
[3] VANDER. George F.; ATLAS OF TIME – Temperature diagrams for Iron and steel, ASTM International.
[4] Acero AISI O1\4_3 TEMPLABILIDAD DE LOS ACEROS.mht.