trabajo refinacion (2)
TRANSCRIPT
REPÚBLICA BOLIVARIANA DE VENEZUELA
MINISTERIO DEL PODER POPULAR PARA LA DEFENSA
UNIVERSIDAD NACIONAL EXPERIMENTAL DE LA FUERZA ARMADA
DEPARTAMENTO DE ING. PETROQUÍMICA
NÚCLEO ZULIA
CATEDRA: REFINACIÓN
COQUIZACIÓN
INTEGRANTES:
BORJAS, ANA C.I: 16211193
CONTRERAS, YOHANNY C.I: 22081538
MORA, CARLOS C.I:21450676
RINCONES, YEN C.I:20480187
SECCIÓN: 07IPED01
PROF. Douglaska Carrasquero
Maracaibo, 5 de noviembre

INTRODUCCIÓN
El petróleo residual y la brea de las columnas de destilación al vacío y
atmosféricas en una refinería de petróleo aún contienen diversos elementos
valiosos, incluyendo Nafta, gasóleos y gases de hidrocarburos. Uno de los
más importantes de estos elementos es un sólido carbonoso poroso
conocido como coque de petróleo. El coque grado comercial tiene una alta
concentración de carbono y puede ser usado como un combustible eficiente
y que produce bajas emisiones o en otros casos, puede utilizarse para
producir ánodos utilizados en las fundidoras de hierro, titanio y aluminio.
Estos productos se extraen a partir de los residuos de una refinería en la
unidad de coquización, por lo general se trata de una de las etapas finales en
el proceso de refinamiento.
Se considera que el proceso de coquización se ha convertido, debido
a las exigencias medioambientales de los combustibles y junto con el
hidrocraqueo, en uno de los más ventajosos que tiene el refinador para la
valorización de residuos pesados del crudo.
A continuación se explicaran los tipos más importantes de coquización
como lo son la coquización retardada, la fluidizada y la flexicoquizacion,
detallando las condiciones de operación, los diagramas de flujo del proceso,
productos obtenidos, rendimientos, química del proceso, variables de
operación, balances de materia y energía y los requerimientos de servicios y
costos.
2
1. COQUIZACIÓN
Una unidad de coquización es un proceso de craqueo térmico en la
industria de la refinería del petróleo y se utiliza para recuperar elementos
valiosos; el más importante de ellos es el coque de petróleo extraído a partir
de los residuos de los procesos de refinamiento. El coque recolectado de las
unidades se envía a otros equipos para tratamientos posteriores con el fin de
producir combustible o productos finales grado ánodo.
La coquización es una forma enérgica de craqueo térmico utilizada para
obtener gasolina de destilación directa (nafta de coquificador) y diversas
fracciones de destilación intermedia, que se utilizan como materiales para
craqueo catalítico. Por este proceso, el hidrógeno de la molécula de
hidrocarburo se reduce de forma tan completa, que el residuo es una forma
de carbono casi puro, denominado coque. Los dos procesos de coquización
más comunes son la retardada y la fluidizada, que, dependiendo del
mecanismo de reacción, el tiempo, la temperatura y el crudo de partida,
producen tres tipos de coque: esponjoso, alveolar y cristalizado en agujas.
Entre los procesos de coquización de petróleo que se encuentran
operando actualmente en Venezuela, se tiene la coquización retardada y la
flexicoquización. Ambos procesos generan alrededor de 2000 Ton/ día de
coque rico en azufre y metales (Ni y V) que no solo limitan sus posibles
aplicaciones industriales (combustible en la industria siderúrgica, en la
producción de grafito, carbón activado, carburos, fabricación de ánodos en la
industria de aluminio), sino que, ocasionan serios problemas de
contaminación ambiental e inconvenientes en su transporte y
almacenamiento.
3
1.1. COQUIZACIÓN RETARDADA
Es un proceso de craqueo térmico empleado para convertir residuos
pesados en productos de alto valor comercial. Se dice retardada porque se
quiere primero el craqueo y “retardar” la coquización.
El actual suceso del coque reducido se debe a la constante disminución
del consumo de los combustibles pesados como el fuel oil, posibilitando
transformarlo en una importante cantidad de livianos útiles. Además de carga
para CC produce un gas oil de segunda, componente del denominado
dieseloil, combustibles para motores diesel lentos, gases y naftas. Las nafta
deben ser hidrotratadas o reformadas por su baja estabilidad. El
Hidrotratamiento s puede hacer extensivo al dieseloil, con lo cual se
transforma en un gas oil de primera.
El destino primario de los productos de coque fue integrar cargas para
craqueo catalítico (CC), aunque actualmente logra buenos mercados para el
coque que produce.Trabajando la operación a alta temperatura aumenta la
producción de nafta y gases, a temperaturas relativamente bajas, aumenta la
conversión a destilados para CC.
El coque verde, como se denomina al producto de la planta sin ningún
tratamiento, formado por hidrocarburos de alto peso molecular y con escaso
hidrogeno en su composición por la carbonización incompleta, puede tomar
distintos tipos. Normalmente se produce un coque con características de
esponja negra, amorfo y poroso denominado coque esponja. Si a la carga se
agrega un producto ya transformado, no transformado como un gal oil
4
decantado de CC, se obtiene un coque con fibras alargadas denominado
coque aguja, muy apreciado en la fabricación de electrodos. Por último y
como consecuencia de una mala operación o una carga inadecuada (muy
alto peso molecular, alto contenido de azufre), se puede producir
accidentalmente coque balines que se presenta como bolitas y no tiene las
características adecuadas para la fabricación de electrodos.
Propósitos específicos
Obtención de residuos pesados para producir destilados (naftas y
gases) que puedes ser degradados catalíticamente.
- Hidrotratamiento, craqueo catalítico y/o hidrocraqueo
Procesar residuos pesados que no pueden ser empleados en
procesos catalíticos
- Grandes concentraciones de resinas, asfaltenos y compuestos con
heteroátomos capaces de envenenar el catalizador.
Condiciones de operación
La alimentación se calienta en el horno.
Temperatura de salida alrededor de 500ºC.
El craqueo comienza alrededor de 430ºC.
Reacciones endotérmicas.
Sobrecalentamiento permite que las reacciones de craqueo continúen
en los tambores.
Se mantienen las velocidades altas en el horno.
En la coquización retardada, primero se carga el material en un
fraccionador para separar los hidrocarburos más ligeros y después se
5
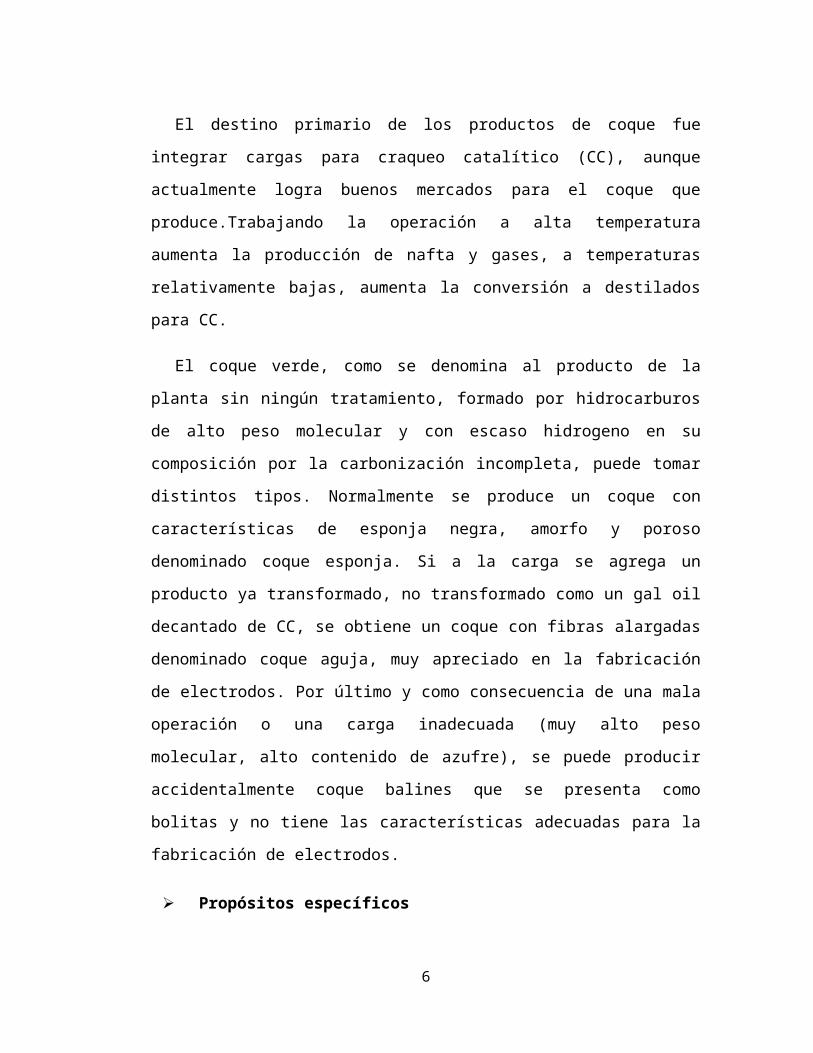
combina con el petróleo pesado reciclado. El material pesado pasa al horno
de coquización y se calienta hasta altas temperaturas a bajas presiones para
evitar la coquización prematura en los tubos del calentador, produciendo así
una vaporización parcial y un craqueo suave. La mezcla de líquido y vapor se
bombea desde el calentador a uno o más tambores de coque, donde el
material caliente permanecen aproximadamente 24 horas (retardo) a bajas
presiones hasta que se descompone en productos más ligeros. Cuando el
coque alcanza un nivel predeterminado en un tambor, el flujo se desvía a
otro tambor para mantener la continuidad de la operación. El vapor
procedente de los tambores se devuelve al fraccionador para separar el gas,
la nafta y los gasóleos, y reciclar los hidrocarburos más pesados a través del
horno. El tambor lleno se trata con vapor para eliminar los hidrocarburos no
craqueados, se enfría mediante inyección de agua y coquiza mecánicamente
por medio de un tornillo sin fin que asciende desde el fondo del tambor, o
hidráulicamente, rompiendo el lecho de coque con agua a alta presión
proyectada desde un cortador rotativo. (Ver figura 1).
Figura 1. Unidad típica de coqueo retardado.
1.2. COQUIZACIÓN FLUIDIZADA
A los efectos de hacer el proceso de coquización continuo, la tecnología
llevo a la aplicación de los lechos fluidos, que permiten retiran el coque en la
6
medida que se producen. Es un proceso de craqueo térmico en lecho
fluidizado y continuo en el cual no se utilizan hornos de precalentamiento. Al
ser continua se disminuyen los tiempos de operación y el consumo
energético al usar coque como medio de transferencia.
El proceso de Flexicoking es una extensión del proceso de coquificación
en Lecho Fluidizado (Fluid Coking) al que se le ha adicionado un gasificador
de coque. Se aplica a cualquier tipo de residuos pesados, con el objeto de
aumentar la generación de productos livianos y a la vez eliminar el problema
de disposición de coque con alto contenido de azufre. Es particularmente
atractivo para residuos con alto contenido de metales, azufre y Carbón
Conradson. Esta tecnología ha tenido una buena aceptación comercial, sin
embargo es de alta complejidad operacional y disposición de los grandes
volúmenes de gas (coque gasificado) producido. Representa un reto dentro
de las refinerías.
Condiciones de operación
Temperatura del reactor 500-550°C.
Tiempo de residencia: 15-20 s.
Presiones más bajas que coquización retardada.
Reactor 600 ton de lecho con partículas de 30-500 micrones.
Reactor 7m diámetro y L/D=10.
Calor vía coque 200 ton/h y dt=100°C.
Temperatura del horno 600-630°C.
Temperatura del gasificador (flexicoking) 900-950°C.
Gasificador de D=16 m y L=7m.
Se gasifica 85-90% del coque (flexicoking).
En la figura 2 se muestra un diagrama de flujo simplificado del proceso de
flexicoking. La unidad consta de un reactor de lecho fluidizado, un depurador
ubicado en el tope del reactor, un calentador, un sistema de cabecera, un
7
gasificador, un sistema de fraccionamiento de los hidrocarburos livianos que
salen por el tope del reactor y un sistema de manejo de coque.
El residuo alimentado a 600-620 ºF es inyectado al reactor donde es
térmicamente craqueado, típicamente a 967º F, para obtener productos de
mayor valor agregado. El calor sensible, el calor de vaporización y el calor
necesario para llevar a cabo la reacción endotérmica de craqueo del residuo
alimentado son proporcionados por la corriente de coque caliente que
proviene del calentador. Los vapores de hidrocarburos resultantes de las
reacciones de craqueo son enfriados en el depurador, las fracciones más
pesadas se condensan formando una corriente de hidrocarburo con
partículas de coque. Las fracciones livianas provenientes del depurador son
enviadas a un sistema de fraccionamiento donde son separadas para
obtener gasóleo pesado, gasóleo liviano, nafta pesada, nafta liviana, olefinas
y gases.
Coque fluidizado circula desde el reactor hacia el calentador, donde es
calentado por el coque y el gas que provienen del gasificador. Una corriente
de coque es enviada desde el calentador al gasificador donde reacciona a
elevadas temperaturas (1500-1800 °F) con aire y vapor para formar una
mezcla de hidrógeno (H2), monóxido de carbono (CO), nitrógeno (N2),
dióxido de carbono (CO2), agua (H2O) y pequeñas cantidades de COS. Esta
mezcla gaseosa, llamada gas de bajo poder calorífico o Flexigas, se retorna
al calentador y es enfriada por coque frío proveniente del reactor,
proporcionando de esta manera una porción del requerimiento calórico del
reactor. El restante de dicho requerimiento lo entrega una corriente de coque
que va desde el gasificador hacia el calentador.
El gas de bajo poder calorífico, que sale por el tope del calentador, es
usado para generar vapor de alta presión, antes de pasar por el ciclón
terciario para remover las partículas de coque arrastradas. Las partículas
8
finas que permanecen en el gas al salir del ciclón terciario son removidas en
un depurador Venturi, después de una etapa adicional de enfriamiento. El
gas libre de sólidos es enviado hacia la unidad de desulfuración para
remover el H2S.
Figura 2. Diagrama de flujo del proceso de flexicoking.
Comparación condiciones operacionales
Tabla 1. Comparación de condiciones operacionales
9
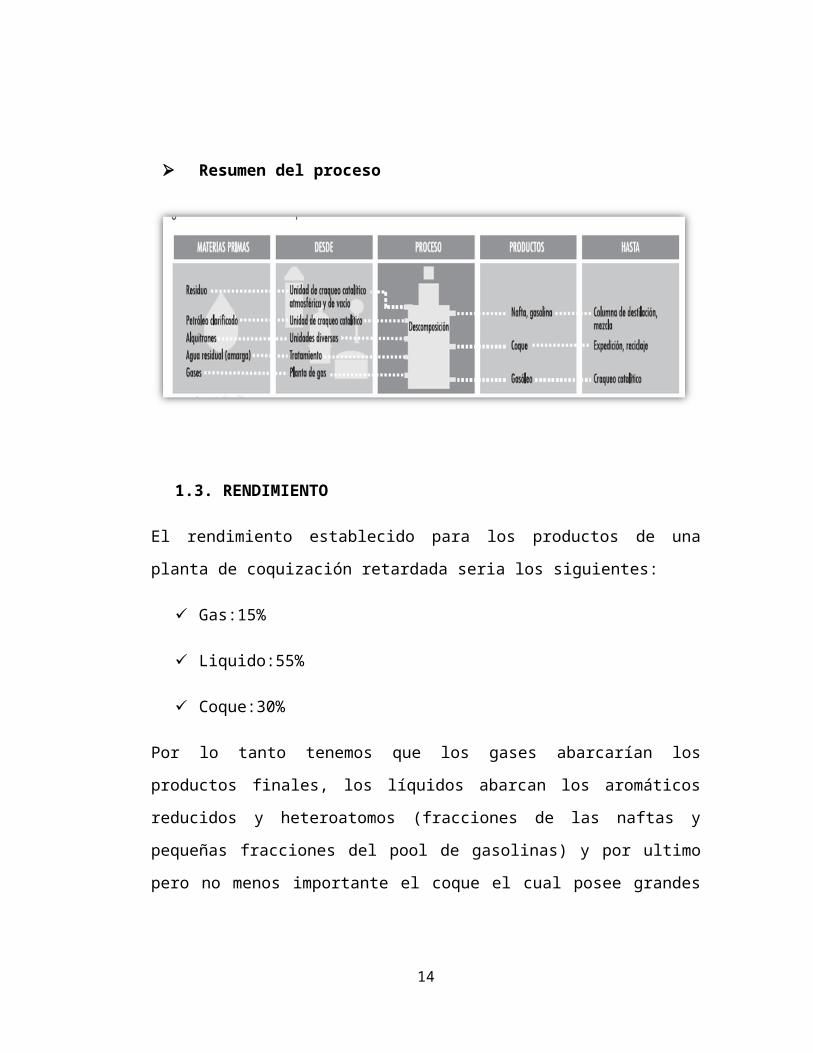
Resumen del proceso
1.3. RENDIMIENTO
El rendimiento establecido para los productos de una planta de coquización
retardada seria los siguientes:
10
Gas:15%
Liquido:55%
Coque:30%
Por lo tanto tenemos que los gases abarcarían los productos finales, los
líquidos abarcan los aromáticos reducidos y heteroatomos (fracciones de las
naftas y pequeñas fracciones del pool de gasolinas) y por ultimo pero no
menos importante el coque el cual posee grandes cantidades de metales y
azufre (coque ánodo, coque aguja, coque combustible).
1.4. PRODUCTOS
La coquización es un proceso de conversión severa y es también una forma
energética de craqueo térmico utilizada para obtener gasolina de destilación
directa (nafta de coquificador) y diversas fracciones de destilación
intermedia, que se utilizan como materiales para el craqueo catalítico. Por
este proceso el hidrogeno de la molécula del hidrocarburo se reduce de
forma tan completa, que el residuo es una forma de carbono casi puro,
denominado coque.
La mayor parte del coque de petróleo se produce como pedazos sólidos,
porosos, irregulares cuyo tamaño abarca desde las 20pulgadas hasta polvo
fino, este tipo de coque se denomina coque esponjoso debido a su
apariencia. Este es usado directamente como fuente de productos químicos
de carbono para la fabricación de fosforo elemental, carburo cálcico y
carburo de silicio.
Es importante resaltar que el coque de petróleo no tiene suficiente
consistencia para ser utilizado en los altos hornos para la producción de
hierro crudo, ni tampoco para su utilización como coque de fundición.
11
El coquificador se alimentará de residuo de vacío y producirá, además de
coque, gas de refinería, nafta y gasóleos.
Las naftas son utilizadas como materias primas para la industria
petroquímica como por ejemplo:
Tolueno. Se utiliza en la fabricación de explosivos (dinamita),
colorantes, preservativos para alimentos, en desinfectantes, como
disolvente de múltiples compuestos y diversas aplicaciones en los
procesos químicos.
Benceno. Se utiliza en la fabricación de pinturas, barnices, caucho,
tintes, impermeabilizantes, insecticidas, detergentes sintéticos,
medicinas y productos químicos.
Xilenos. Se usan como disolventes, en síntesis orgánicas (vitaminas,
compuestos ftálicos, colorantes, etc.), en insecticidas y en algunos
combustibles.
El gasóleo es generalmente más sencillo de refinar a partir del petróleo que
la gasolina, y contiene hidrocarburos con un punto de ebullición entre 180-
360 °C. El gasóleo es una compleja mezcla de hidrocarburos procedentes
del refino del petróleo. Debe permitir una correcta combustión, protegiendo el
sistema de inyección y de alimentación, además de evitar la corrosión de las
diferentes partes del motor. De esta forma, a igualdad de otros parámetros
de diseño, se asegura el cumplimiento de las especificaciones del fabricante
del motor y así las prestaciones óptimas del vehículo.
12

Figura 3. Productos de la coquización
1.5 QUIMICA DEL PROCESO
El proceso de coquización retardada se desarrolló para minimizar los
rendimientos en fuelóleo residual por el craqueo térmico enérgico de los
productos, tales como: residuos de vacío y alquitranes térmicos. En las
primeras refinerías del craqueo térmico enérgico de tales productos,
resultaban depósitos indeseables en los calentadores. Debido a la evolución
gradual de la ciencia se encontró que los calentadores podrían diseñarse sin
formación significante de coque en los calentadores. Esto requería altas
velocidades (tiempo de retención mínimos) en los calentadores. Mediante un
tambor compensador aislado en el efluente calefactor se conseguía un
tiempo suficiente para que la coquización tuviera lugar antes del procesado
subsiguiente y de ahí el término de coquización retardada.
13
Desde un punto de vista de reacción química la coquización puede
considerarse como un proceso de craqueo término enérgico en el cual uno
de los productos finales es carbón (es decir, coque). En realidad, el coque
formado contiene alguna materia volátil o hidrocarburo de alto punto de
ebullición. Para eliminar esencialmente toda la materia volátil del coque de
petróleo debe de calcinarse a elevadas temperaturas. Cantidades menores
de hidrógeno permanecen en el coque aún después de la calcinación lo que
da credibilidad a la teoría sostenida por algunos autores de que el coque es
en este punto un polímero.
En el proceso de coquización retardada se llevan a cabo 2 tipos de
reacciones:
Reacciones de craqueo
Parafinas saturadas craquean para formar olefinas y parafinas
de bajos peso molecular (isomerización es insignificante).
Reacciones laterales craquean los pequeños anillos aromáticos
(PAA), naftenos y los aromáticos polinucleares (naftenos
pueden deshidrogenar hacia aromáticos, los PAA pueden
condensar hacia APN más grandes y térmicamente estables)
Reacciones de combinación
Olefinas de bajo peso molecular forman compuestos de alto
peso molecular
Los PAA se combinan para formar resinas
Las resinas después de craquear las cadenas laterales,
combinan sus restantes APN para formar asfáltenos
Los asfáltenos después de craquear las cadenas laterales
permanecen con grandes APN
14
1.6 VARIABLES DE OPERACIÓN
Las principales variables independientes de operación en la coquización
retardada son la temperatura de salida del calentador, la presión de la
columna de fraccionamiento, la temperatura de los vapores que alcanzan el
plato de extracción del gasóleo, y el contenido del carbón “libre” del alimento
determinado mediante el ensayo de carbón Conradson. Como era de
esperar, las temperaturas altas de salida del calentador, incrementan las
temperaturas de coquización y de craqueo, incrementando
consiguientemente los rendimientos de gas, nafta y coque y disminuyendo el
rendimiento en gasóleo. Un incremento en la presión en la columna de
fraccionamiento produce el mismo efecto que un incremento en la
temperatura de salida del calentador. Esto es debido al hecho de que se
condensa más reciclado en la columna de fraccionamiento y se devuelve al
calentador y a los tambores de coque. La temperatura de los vapores que
alcanzan el plato de extracción de gasóleo se controla para obtener el
deseado punto final del gasóleo. Si se incrementa esta temperatura, se
extraerán más pesados en el gasóleo dejando menos materias para el
reciclado. De este modo, el rendimiento en gasóleo aumenta y los
rendimientos en gas, nafta y coque disminuyen. De un incremento en el
contenido en carbón Conradson del alimento, resultan incrementados los
rendimientos de coque, gas y nafta, y reducido el rendimiento en gasóleo.
Las materias de alto punto de ebullición en los vapores condensados del
tambor de coque de la base de la columna de fraccionamiento se denominan
reciclado. Se establece frecuentemente que un aumento en el reciclado
aumenta la reacción de craqueo, resultando por consiguiente una mayor
producción de gas, nafta y coque y una menor de gasóleo. Lo antedicho es
cierto; sin embargo falla un poco debido a que la cantidad de reciclado se
15
determina por la presión de la columna de fraccionamiento y por la
temperatura de los vapores que alcanzan el plato de extracción del gasóleo.
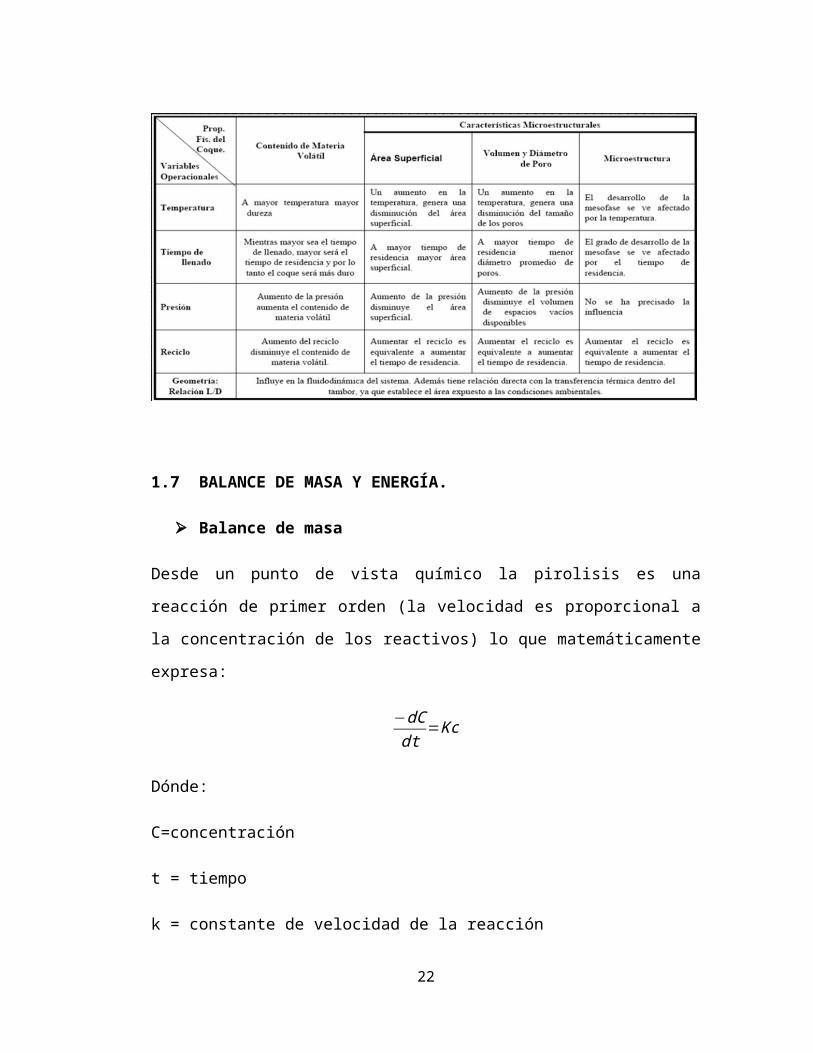
Tabla 2. Variables de operación y propiedades físicas del coque
1.7 BALANCE DE MASA Y ENERGÍA.
Balance de masa
Desde un punto de vista químico la pirolisis es una reacción de primer orden
(la velocidad es proporcional a la concentración de los reactivos) lo que
matemáticamente expresa:
−dCdt
=Kc
Dónde:
C=concentración
t = tiempo
16

k = constante de velocidad de la reacción
o también:
d (a−x)dt
=k (a−x)
Dónde: a= concentración inicial
x= variación de a en un tiempo
Como la concentración a es una constante
dxdt
=k (a−x )
Luego
k dt= dxa−x
Que integrando
k∫0
1
dt=∫0
1dxa−x
Como si: t=0
x=0
La integral dará:
k=1tln
aa−x
=2303tlog
aa−x
17
Esta ecuación de la velocidad de reaccionó a una temperatura definida.
Como la concentración inicial de los reactivos, en el caso de un material de
carga procedente del petróleo, es igual a 100. La ecuación cinética será del
tipo:
k=2.303tlog
100100−x
Al usar la ecuación cinética se toma a x como el porcentaje de producto
obtenido más liviano que la carga, correspondiendo a las perdidas, los
gases, la nafta y el corte de gas oil liviano con menor punto de ebullición que
el inicial de la carga. El producto de fondo (generalmente depresor de
viscosidad de fuel oil) es más pesado que la carga, de no ser así habría que
sumar a la conversión de materias más liviano que contenga. Puede ocurrir,
según el diseño de procesos, Fig 44 no se produzca gas oil de cracking.
Trabajando a residuo total, debiéndose analizar los fondos de pesados en
buscar de cortes más livianos que la carga para el cálculo de la conversión.
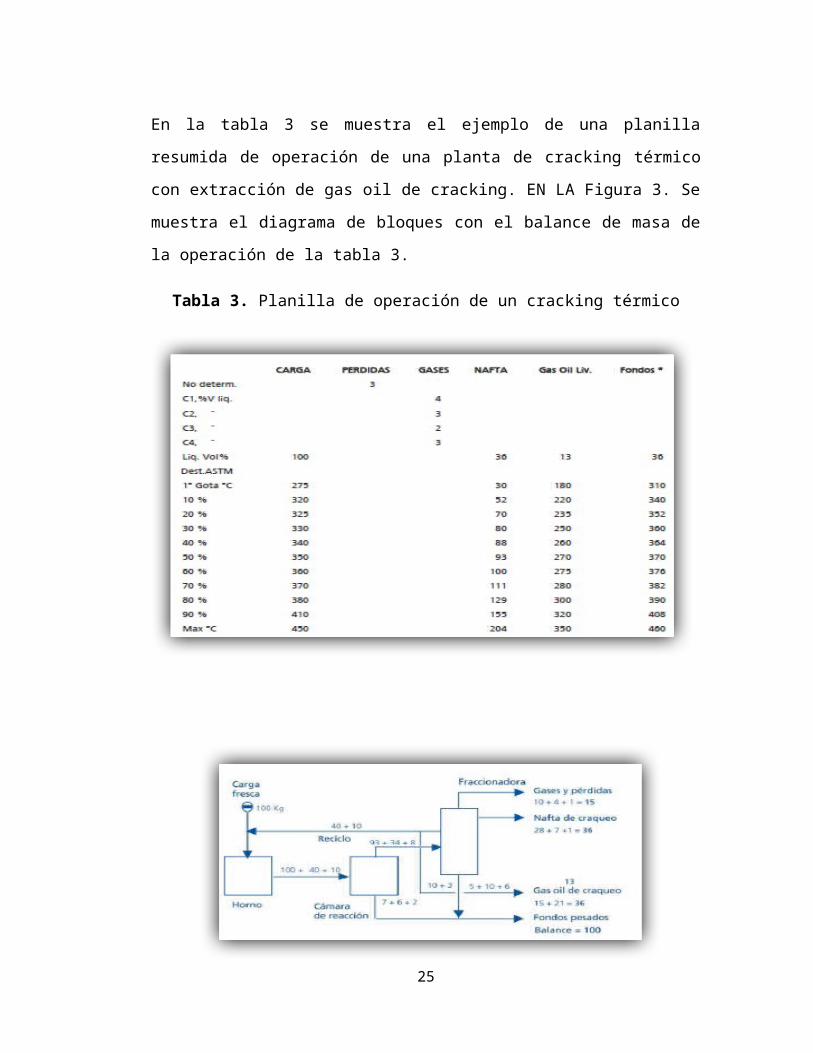
En la tabla 3 se muestra el ejemplo de una planilla resumida de operación de
una planta de cracking térmico con extracción de gas oil de cracking. EN LA
Figura 3. Se muestra el diagrama de bloques con el balance de masa de la
operación de la tabla 3.
Tabla 3. Planilla de operación de un cracking térmico
18
Figura 3. Balance de masa
Según menciono uno de los proceso de cracking térmico que aún se usa es
el coque retardado, cuyo nombre indica que se mantiene la carga de
temperatura de cracking durante el tiempo necesario para descomponerla en
coque (carbón de petróleo), retardan el “quench”. En la figura 1. Se muestra
19
una unidad de coque retardado, de las que aún se construyen, donde
pueden observarse que existen dos maras de coquización, que se usan
alternativamente una en operación y otra en decoquizado..
Variando siguen el diseño de la planta, las cámaras se llenan generalmente
en 24 horas de operación, precediéndose de la decoquizacion siguiente 24
horas para dejar la cámara en condiciones de iniciar una nueva operación la
tabla 15 la producción es de unas 400 Tm de coque por día. Para conocer la
temperatura de cracking de la carga del crudo reducido de la tabla 15.
Con la ecuación cinética
k=2.303tlg
100100−x
t=2.303k
lg100100−x
x= 100 – 19,1 = 80,9
k de la Fig 37 a T = 482°C sobre la recta de crudo Red
k= 0,017
t= 135,47 lg 5,24 = 135,47 x 0,72 = 97,47 seg
Balance de energía.
El mecanismo más aceptado para la pirolisis es el de “cadena de reacciones
por radicales libres”. Estas son partículas reactivas por la ruptura de un
enlace C-C o C-H por la energía térmica, donde cada átomo conserva un
electrón formando dos partículas neutras inestables, según:
20
1.
2. Ruptura d los radicales mayores, inestables con formación de una
olefina:
3. Desarrollo de la cadena de reacción entre los radicales más estables:
4. Equilibrio de reacción entre los radicales libre formados:
5. Formación de productos más pesados que la carga:
6. Reacción teórica promedio:
21
Relativamente son más estables los radicales de menor cadena carbonada,
las cadenas largas son sumamente inestable. La relativa mayor estabilidad
de los radicales cortos, explica a la menor velocidad de reacción de la
pirolisis del propano y butano, como así la necesidad de mayor temperatura
de reacción a medida q disminuye el peso molecular de las cargas a cracking
en general.
Los radicales libre tienen un corto periodo de vida media del orde10-4 seg.
Reaccionando en este lapso con moléculas de materia prima. La energía de
activación de la reacción radical libre-materia prima es de orden de 70
kJ/mol, menor que la correspondiente a la descomposición del hidrocarburo,
300 KJ/mol promedio, razón por la cual la prolongación resulta
fundamentalmente de la reacción en cadena. La reacción de ruptura directa
de la estructura carbonada se la considera iniciadora de las
transformaciones.
La estabilidad térmica de los hidrocarburos depende de su estructura
química y peso molecular, dependencia que está relacionada con la energía
de los enlaces C-C y C-H. Esta energía varía según con la ubicación del
enlace en la molécula y con la categoría del enlace, ligadura simple, doble
cadena lateral.
La energía de activación en las reacciones de pirolisis toma valores entre
200 y 300 KJ/mol, valores considerablemente altos, mientras que la
velocidades de reacción no son elevadas. Estos datos termodinámicos y
cinéticos explican la necesidad de altas temperaturas para obtener buenos
rendimientos de productos.
1.8 COSTOS Y SERVICIOS
Teniendo en cuenta las condiciones de operación en la tabla 1. Se puede
determinar los costos de la coquización en los diferentes procesos.
22

En la refinería en los Gastos Generales Existen divergencias entre los
criterios para considerar a los gastos como generales, dado que la dificultad
que pudiera haber para asignarlos a determinado producto depende de cada
empresa. En realidad se trata de todo aquellos que no se relacionan (o hay
dificultades para relacionarlos) con la operación propiamente dicha.
En el caso en desarrollo hemos tomado a todos los servicios como
generales, sabiendo que se pueden asignar parte en forma directa (energía,
vapor, agua...). A los consumos promedio a capacidad normal se los
denomina consumo específico, resultando ser los estimados en este trabajo
los consumos que se producen en circunstancias especiales, puestas en
marcha, emergencias....., mayores que los estándar, son los consumos pico,
que influyen en el diseño y el costo inicial de las instalaciones.
La energía eléctrica es un claro ejemplo de asignación, por un lado se
encuentra la utilizada por el proceso y la iluminación de áreas de proceso y
por otro la utilizada en el resto de la fábrica. La estimación requiere de dos
valores, el coeficiente de consumo (kwh/m3) y el costo local de la energía por
unidad. El costo local de la energía depende de factores ambientales,
cantidad consumida y promociones industriales que puedan existir, como si
es producción propia o compra externa. Los coeficientes de consumo se
pueden estimar del diseño, si bien por lo general resultan de comparaciones
de plantas similares, considerando la proporción de bombas accionadas por
electricidad y por vapor. Por regla general se estima que el 80% de las
necesidades de EE depende de la producción o está directamente vinculada
a la producción, mientras que el 20% es fijo para iluminación, aire
acondicionado, entre otros.
El servicio de mantenimiento generalmente se estima como un porcentaje
constante de la inversión fija (2 a 4%), esta forma no contempla que los
23
primeros años resultan de menor mantenimiento, cargando
desproporcionadamente los proyectos.
En Venezuela existen varias unidades de coquización retardada, ya que
estas son capaces de procesar fondos de vacíos con alto contenido de
carbón Conradson, y son capaces de cantidad de coque para la
comercialización. Anteriormente, este tipo decoquización no era muy rentable
debido a que el coque era visto como un sub producto no deseado del
proceso, en estos días la demanda de coque se ha visto en alza y por
consiguiente ha conllevado a los refinadores a reconsiderar la implantación
de este tipo de coquización. Las plantas instaladas de coquización retardada
están ubicadas en el estado Falcón y en el oriente del país. En el Centro
Refinador Paraguaná, ubicado en el estado Falcón se encuentran ubicadas
dos unidades de coquización retardada, específicamente en la refinería de
Amuay y en la refinería de Cardón, respectivamente. La unidad de la
refinería de Amuay inició sus operaciones en1994 y tiene una capacidad de
34MBD. La unidad de Cardón inició sus operaciones en 1996 y tiene una
capacidad de 60MBD. En el oriente del país, las cuatro empresas mixtas
mejoradoras de crudo, Sincor, Ameriven, Petrozuata y Operadora Cerro
Negro poseen unidades decoquización retardada. En este país solo se tiene
instalada una unidad de flexicoking.Esta se encuentra ubicada en el Centro
Refinador Paraguaná, en la refinería de Amuay. Inició sus operaciones en
1982 y tiene una capacidad de 64MBD.
24
BIBLIOGRAFIA
Kiara Delzo, Alejandro Goldar y José Grieco. Coquización de
Petróleo y plantas mejoradas de crudos. Marzo 2010.
James Gary y Glenn Landwerk. Refino de Petróleo: Tecnología y
Economía.
https://asignaturas.usb.ve/osmosis/dokeos/PS6215/work/
4bb2ed2f59ec9PCPC_y_Mejoradoras.pdf
Richard S. Kraus. Proceso del refino del petróleo. capitulo 78
La refinación del petróleo. Tomo I
J. P. Waquier. El refino del petróleo. Instituto Superior de Energia
25