trabajo fin de grado control en cascada de la temperatura
TRANSCRIPT

TRABAJO FIN DE GRADO
Control en cascada de la temperaturade un reactor continuo de tanque
agitado encamisado
Alumno: José Llácer España
Directores: Adolfo Hilario CaballeroSalvador C. Cardona Navarrete
GRADO EN INGENIERÍA QUÍMICA
Convocatoria de defensa: febrero-marzo de 2018

Resumen
En este trabajo de final de grado, se va a realizar la virtualización de una planta, en este casode un reactor de tanque agitado encamisado, con el fin de aplicar dos estrategias de control:el PID estándar y el control en cascada. Este control se pretende realizar mediante lo que seconoce en términos anglosajones como hardware in the loop (HIL), que consiste en aplicar elcontrol haciendo uso de un PLC (Programmed Logic Controller) sobre la planta virtualizada.
El primer paso será obtener el modelo matemático no lineal de la planta, que tras realizarle unadiscretización, se podrá implementar en LabVIEW para que se le puedan aplicar las estrategiasde control propuestas. También se linealizará con el fin de poder diseñar los controladores sobreel lugar geométrico de las raíces.
Las simulaciones que se realizarán serán, primero control PID (Diseñado haciendo uso de Matlaby Simulink) sobre la planta virtualizada con LabVIEW, luego control en cascada, y por último,aplicar el control programando un PLC Siemens S7-1214C también sobre la planta virtualiza-da. Todas ellas serán validadas con los resultados obtenidos en las simulaciones de Matlab ySimulink.
Para concluir, se recogerán los datos de la simulación con el autómata para comparar quesistema de control es más óptimo.
Palabras clave: Control en cascada, Virtualización, Industria 4.0, PLC, Autómata, PID.
Agradecimientos
Me gustaría agradecer a mis tutores del trabajo de final de grado, Adolfo Hilario Caballero ySalvador C. Cardona Navarrete, su implicación, confianza y motivación recibida a lo largo deldesarrollo de mi proyecto. Ellos también han dedicado gran parte de su tiempo e interés en queel trabajo quedase como quería.
En especial agradecer a mi tutor Adolfo Hilaro Caballero, por haberme cedido también algunosdiagramas de bloques que he utilizado en el trabajo.
i
Índice general
Resumen i
Índice general ii
1 Introducción 1
1.1 Objetivos, Virtualización e industria 4.0. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
1.2 Descripción de la planta a controlar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.3 Hardware y software . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
1.4 Control PID y control en cascada.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
1.5 Estructura de la memoria . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
2 Modelo matemático no lineal 11
2.1 Obtención del modelo no lineal en tiempo contínuo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
2.2 Modelo del actuador y de los sensores . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
2.3 Expresión del modelo en el espacio de estado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
2.4 Discretización del modelo no lineal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
2.5 Validación de la discretización del modelo no lineal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
2.6 Implementación en LabVIEW del modelo no lineal discretizado y validación . . . . . . . . . . . . . . . 19
3 Linealización del modelo entorno al punto de funcionamiento 21
3.1 Modelo lineal. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
3.2 Aplicación de las transformadas de Laplace . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
3.3 Validación del modelo linealizado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
ii

Índice general
4 Control PID 27
4.1 Diseño del PID . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
4.2 Simulación del control PID y validación del PID sobre el sistema no lineal. . . . . . . . . . . . . . . . . 29
4.3 Implementación en LabVIEW y validación del control PID . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
5 Control en cascada 32
5.1 Diseño del control en cascada . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
5.2 Simulación del control en cascada . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
5.3 Implementación en LabVIEW y validación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
6 Implementación de los controladores en el PLC Siemens S7-1214C 38
6.1 Validación del control PID del autómata frente al simulado con Matlab . . . . . . . . . . . . . . . . . . 38
6.2 Comparación del control en cascada y PID. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
7 Estudio económico 41
8 Conclusiones 42
Bibliografía 44
iii
Capítulo 1
Introducción
1.1 Objetivos, Virtualización e industria 4.0
Hoy en día, estamos viviendo el principio de un cambio en la concepción tradicional de laindustria, o lo que se empieza a conocer como la cuarta revolución industrial. Esta revolución,aún no es una realidad ya consolidada, sino algo que se está empezando a llevar a cabo poco apoco en las industrias.
Esto es debido a la implementación en las industrias de la virtualización de procesos, en la quese pretende una mejora del intercambio de información, haciéndolo instantáneo y permanentea lo largo del proceso.
En definitiva, lo que se pretende es vincular el proceso físico, a un software, permitiendo, ademásde una automatización, que los sistemas trabajen de forma más eficiente.
Una de las consecuencias sobre las empresas, va a ser las inversiones que van a tener que realizar,ya que se va a necesitar un equipamiento diferente (uso masivo de sensores, actuadores...).Además, los perfiles profesionales también van a verse modificados, ya que la gente que diseñey lleve a la práctica este sistema de trabajo, ha de tener conocimientos informáticos en desarrollode software, simulación, control y ciberseguridad entre otros.
La ciberseguridad en este método de trabajo es crítica, ya que la cantidad de informacióngenerada y transportada va a ser inmensa, a la vez que puede ser también confidencial, y degran valor a la hora de ser una empresa competitiva. Por lo que siempre estará la posibilidadde hackeo y se deberá de tomar precauciones, preparando a tu personal para la defensa de estosciberataques.
Otro aspecto que deberá de dominar el personal dedicado a este fin, es el manejo de Big Data,que se define como las actividades relacionadas con el uso y manejo de grandes conjuntosde información. A menudo, también se define como el uso de métodos que permiten extraerpatrones a estos grandes conjuntos de datos, con el fin de mejorar cualquier proceso.
1
1.2 Descripción de la planta a controlar
Otro factor, que será en el que nos centraremos en este trabajo, junto al control, es la capa-cidad de realizar simulaciones. Es decir, a partir de datos, generar modelos matemáticos quereproduzcan con la mayor similitud posible dichos datos. Esto permitirá la optimización delproceso de diseño, ya que, el método tradicional era más bien ensayo-error, cosa que podíagenerar gastos innecesarios si simulas previamente lo que estás diseñando.
Además, el control en sí, vendrá muy ligado en este aspecto a las simulaciones, ya que medianteéstas, podrás llevar el sistema a sus límites y planificar un control más preciso.
El principal objetivo de este trabajo, va a ser el de diseñar algunos sistemas de control de latemperatura, de la planta que se va a explicar a continuación.
Ésto se va a conseguir, primero mediante una virualización de la planta (Modelo matemático),y posteriormente aplicando algunas técnicas de control como son, el control PID y el control encascada. También se realizarán comparaciones para ver cual de las técnicas de control es mássatisfactoria.
1.2 Descripción de la planta a controlar
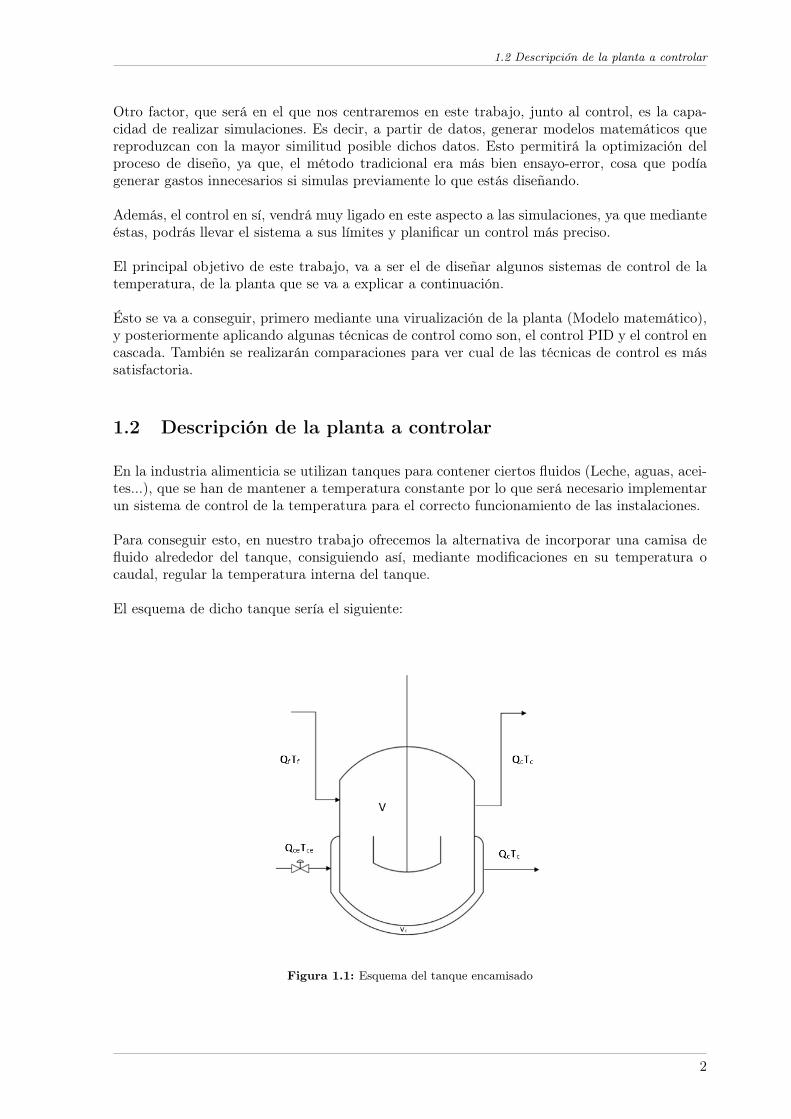
En la industria alimenticia se utilizan tanques para contener ciertos fluidos (Leche, aguas, acei-tes...), que se han de mantener a temperatura constante por lo que será necesario implementarun sistema de control de la temperatura para el correcto funcionamiento de las instalaciones.
Para conseguir esto, en nuestro trabajo ofrecemos la alternativa de incorporar una camisa defluido alrededor del tanque, consiguiendo así, mediante modificaciones en su temperatura ocaudal, regular la temperatura interna del tanque.
El esquema de dicho tanque sería el siguiente:
Figura 1.1: Esquema del tanque encamisado
2

1.3 Hardware y software
Como vemos, el tanque y la camisa están cerrados, por lo que mantendrán su volumen constante.Además observamos como las temperaturas y los caudales serán las variables que influirán enel comportamiento de nuestro sistema.
Los fluidos que circularán en nuestra planta serán, agua en el tanque, y agua presurizada porla camisa, por lo que el rango de temperaturas que podrá alcanzar será mayor.
El sistema estará en un punto de funcionamiento, al que llamaremos el régimen permanente.El valor que adquieren las variables en este caso serán:
ρ = 1000kg/m3
Cp = 4,18kJ/kgoC
UA = 4180kJ/soC
V = 5m3
Vc = 2m3
Qf = 0,25m3/s
Qc = 0,05m3/s
Tp = 50oC
Tc = 55oC
Tf = 30oC
Tce = 155oC
1.3 Hardware y software
Para realizar las simulaciones de los sistemas de control que utilizaremos, se hará uso de distintosoftware y hardware.
1.3.1 Software
El software utilizado a lo largo del trabajo ha sido: Matlab, Simulink (Herramienta interna deMatlab) y LabVIEW.
Matlab es la herramienta de programación que hemos utilizado para ejecutar las simulacionesy obtener las gráficas que presentaremos como resultados. En el ámbito de la industria 4.0,es muy importante tener acceso a programas de estas características, ya que será el que nospermita desarrollar las simulaciones y los cálculos matemáticos complejos que requieren estetipo de trabajos.
Simulink es una herramienta adicional que proporciona Matlab, la cual se especifica ya que esdonde se implementan los diagramas de bloques, que son los que se simulan posteriormente,
3

1.3 Hardware y software
de una manera intuitiva y preprogramada. Cada bloque posee una programación interna quenos facilitará la extensa tarea de programación que se debería realizar para poder llevar a cabotodas las simulaciones pertinentes.
Por último, LabVIEW es un software que en nuestro caso, lo utilizamos para realizar la vir-tualización de la planta. Es de gran utilidad, ya que puedes tener acceso a dicha planta desdeel exterior, de manera que, mediante tarjetas de adquisición de datos, puedes introducir infor-mación dentro de la planta. Esta información que se proporciona puede ser, desde sensores,hasta el mismo autómata que vamos a utilizar en este trabajo, que será el que actúe comocontrolador.
1.3.2 Hardware
En cuanto al hardware utilizado en este trabajo, se utilizará un PLC (Programmed Logic Con-troller) Siemens S7-1214C. Este autómata será el que utilicemos para controlar la planta vir-tualizada. Es decir, mediante este dispositivo, que es capaz de controlar una planta real, loconectaremos a nuestra planta virtualizada y éste hará la misma función que ejercería sobre laplanta real, por lo que las simulaciones y la programación del autómata en estas condiciones,nos permitiría más adelante llevar a cabo el control de la planta en la realidad, ahorrándonostiempo de ensayos en planta.
La ecuación que utiliza el PLC es la siguiente:
y = Kp
((bw − x) +
1
Ti s(w − x) +
TD s
a TD s+ 1(cw − x)
)
En la que:
y Salida del algoritmo PIDKp Ganancia proporcionals Operador laplacianob La que llamamos normalmente βw Referencia o consignax Valor realTi Tiempo de integracióna La que solemos llamar αTD Tiempo derivativoc La que solemos llamar γ
Tabla 1.1: Parámetros PLC
El PLC se comunicará con la planta, permitiendo el flujo de información en dos direcciones,mediante una tarjeta de adquisición de datos NI-USB 6001 cuyas comunicaciones establecidasvienen explicadas en la siguiente imagen:
4

1.4 Control PID y control en cascada.
Figura 1.2: Flujo de información entre el PLC y la planta virtualizada
1.4 Control PID y control en cascada.
1.4.1 PID
En esta sección se va diseñar el sistema de control, sintonizando un PID como único controlador,el modelo del cual será:
u(t) = Ke(t) +K
Ti
∫ t
0e(t)dt+KTd
de(t)
dt(1.1)
Donde e(t) es la función del error.
Para obtener su función de transferencia, se tendrá que aplicar la transformada de Laplace yagrupar términos, de manera que se obtendrá:
Gc(s) =U(s)
E(s)= K(1 +
1
Tis+ Tds)
Esta forma es conocida como la estándar, que es la forma utilizada por la mayoría de losreguladores comerciales, ya que se configuran con estos parámetros (K,Ti, Td).
La forma que se utilizará para realizar el diseño en el lugar de las raíces, no es la estándarnombrada anteriormente, sino la forma en serie, cuya función de transferencia será:
G′c(s) = K ′(1 +1
T ′is)(1 + T ′ds)
Para diferenciar los polos y los ceros que aportará en el lugar de las raíces, también se puedeexpresar así:
5

1.4 Control PID y control en cascada.
G′c(s) = K ′d(s+ c1)(s+ c2)
s
Donde: c1 =1
T ′d; c2 =
1
T ′i; K ′d = K ′T ′d
Se puede observar como el PID aporta dos ceros y un polo en el origen. Los ceros serán losque nos permitan mejorar la respuesta transitoria, ya que podremos elegir donde los queremossituar, dependiendo del método de sintonización. Por otra parte, el polo en el origen, será elque nos ayude a eliminar el error en régimen permanente.
Entonces, como sabemos que el diseño lo realizaremos en la forma en serie, y luego se pre-tenderá configurar un regulador comercial, que requerirá los parámetros de la forma estándar,necesitaremos saber las relaciones entre dichos parámetros, que serán:
K = K ′d(c1 + c2)
Ti =c1 + c2c1c2
Td =1
c1 + c2
1.4.2 Implementación práctica del PID
En este apartado se explicarán los dos grados de libertad (ecuación integro-diferencial), el filtrode la derivada y la medida, y los algoritmos antiwindup.
Ponderación de la referencia
Podemos definir el error, como la diferencia entre la referencia y la señal de salida.
e(t) = r(t)− y(t)
Entonces, la ecuación del PID la podemos escribir tal que así:
u = Kp(r − y) +Ki
∫ t
0e(t)dt+Kd(
dr(t)
dt− dy(t)
dt)
Aquí es donde se realizará la llamada ponderación de la referencia, ya que se introducirán dosparámetros (β y γ) cuyo valor vaya de 0 a 1, multiplicando la referencia en la parte proporcionaly derivativa.
u = Kp(βr − y) +Ki
∫ t
0e(t)dt+Kd(
γdr(t)
dt− dy(t)
dt)
6

1.4 Control PID y control en cascada.
Cuya función de transferencia, agrupada en términos de la referencia (R(s)) y la salida (Y (s))será:
U(s) = (βKp +Ki
s+ γKds)R(s)− (Kp +
Ki
s+Kds)Y (s)
Filtro de la derivada
La señal de salida proporcionada por los sensores, generalmente tiene ruido, por lo que se añadeun nuevo parámetro llamado α, cuya función será eliminar dicho ruido. A ésto, se le llamaráel filtro de la derivada. La función de transferencia resultante de aplicar el filtro de la derivadaquedará:
Gc(s) = K(1 +1
Tis+
Tds
αTds+ 1)
Generalmente, el valor de α debe oscilar entre 120 y 1
2 .
(Seborg, Edgar y Mellichamp 2003)
Filtro de la medida
Una alternativa para solucionar este ruido en la señal, es utilizar el filtro de la medida, queconsiste en aplicar la siguiente función de transferencia a la salida del sensor:
Gfm(s) =1
(Tfs)2
2 + Tfs+ 1
De manera que, a la hora de calcular la señal de error, se utiliza la señal ya filtrada. Por tanto,las tres acciones de control trabajan con la medida filtrada, y no solo la derivativa, por lo queno será necesario aplicar el filtro de la derivada.
El aplicar el filtro en las tres acciones de control, generan una señal con un ruido prácticamentenulo. Pero, por otra parte, provoca retrasos de información al controlador (en la realimentación),por lo que, en lazo cerrado, su comportamiento es más malo.
(Åström y Murray 2009)
Algoritmos anti-windup
El efecto windup se da cuando la acción integral del controlador acumula el error durantedemasiado tiempo. Para que esto ocurra, se han de dar tres circunstancias:
Existe saturación en la acción de control (Valor límite).
El regulador contiene la acción integral.
7

1.4 Control PID y control en cascada.
El error se mantiene durante mucho tiempo en valores elevados.
Los sistemas lentos y en los que se dan cambios en la referencia muy pronunciados serán losmás propensos a sufrir este tipo de comportamiento no deseado, ya que prácticamente siempretendremos saturada la acción de control, y el controlador incluirá la acción integral.
Entonces se propondrán algunas estrategias para eliminar este comportamiento de nuestrosreguladores, ya que será muy perjudicial para el sistema. Los dos algoritmos utilizados seránlos siguientes:
Algoritmo back-calculation
Este algoritmo consiste en calcular la acción integral de la siguiente forma:
ui(t) =
∫ t
0
(K
Tie(t)− 1
Tt[v(t)− u(t)]
)dt (1.2)
Donde v(t) es la acción de control calculada por el controlador, y u(t) es el valor de la acciónde control ya saturada.
De esta manera, cuando la acción de control no está saturada, el controlador actúa comosiempre. Pero cuando la acción de control se satura, la entrada al integrador, es la diferenciaentre la acción de control clásica del PID, y una señal proporcional a la diferencia entre laacción de control no saturada y la saturada.
El parámetro de diseño de este algoritmo será Tt. Según la bibliografía, los valores óptimos paraun PID será Tt =
√TiTd, y para un PI, Tt = 0,5Ti.
(Åström y Murray 2009)
Algoritmo Clamping
En este caso, la estrategia que sigue este algoritmo, es, cuando la acción de control llega a lasaturación, parar la acumulación del error (acción integral).
ui(t) = Ki
∫ t
0ei(t)dt
En la que:
Si u(t) 6= v(t); ei(t) = 0
Si u(t) = v(t); ei(t) = e(t)
Esto significa que, mientras la acción de control no esté saturada, acumula el error de la mismamanera que la acción integral estándar, pero cuando ésta se sature, automáticamente dejará deacumular el error, haciendo que la acción de control integral se mantenga constante.
(Visioli 2006)
8

1.4 Control PID y control en cascada.
1.4.3 Control en cascada
El objetivo del control se puede cumplir con otras estrategias a parte de la de un solo la-zo realimentado. Una de estas alternativas es el control en cascada, que consta de dos lazosrealimentados, uno dentro de otro.
El primario (o master) que controlara la variable de salida, y el secundario (o slave) quecontrolará directamente la perturbación antes de que afecte a la variable controlada por elprimario.
En este tipo de control, el regulador primario decidirá el set point del secundario, dejando quesea éste el que controle la perturbación medida. Para que se pueda llevar a cabo ésto, habráque adaptar la señal de control a la variable secundaria.
El control en cascada es una estrategia avanzada de control, que mejora notablemente el resul-tado de dicho control, pero que solo será válido en sistemas que cumplan una serie de requisitoso condiciones como:
El control con un solo lazo realimentado, es malo frente algunas perturbaciones.
Se puede medir una variable secundaria que da información respecto a alguna perturba-ción.
Ha de existir una relación causal entre la variable manipulada y la perturbación o variablesecundaria.
La dinámica de la variable secundaria ha de ser más rápida que la de la primaria.
En la siguiente Figura 1.3, se muestra el diagrama de bloques estándar de un control en cascada:
Controlador
Gc1(s) Gc2(s) Gv(s)
Gm2(s)Ky2
Gd2(s)
Gp(s)
Gd1(s)
Gm(s)Ky
Tr(s) + E(s) U1(s) + E2(s) U2(s) + P (s) + T (s)
−
T (s)
−
U2(s)
Pa(s)
+
Te(s)
+
Figura 1.3: Diagrama de bloques de un control en cascada. Fuente: apuntes de Adolfo Hilario de la asignaturaCeIPQ II
(Marlin 2000)
9

1.5 Estructura de la memoria
1.5 Estructura de la memoria
La memoria va a constar de siete capítulos más.
En el Capítulo 2, se va a obtener el modelo no lineal en tiempo continuo, y se le va a realizaruna discretización que se validará mediante una serie de simulaciones.
El Capítulo 3, se va a linealizar el modelo anterior entorno a un punto de funcionamiento, quetambién sera validado frente al modelo no lineal.
Luego, en el Capítulo 4 se diseñará un sistema de control de un solo lazo, mediante un reguladorPID, que se implementará sobre el modelo no lineal, y se validará el resultado frente al controlimplementado en el modelo lineal. Además, se aplicará este control también sobre el modelo nolineal implementado en LabVIEW, comprobando si existen diferencias entre el de Matlab y elde LabVIEW.
Más tarde, en el Capítulo 5, se hará lo mismo que en el capítulo del PID, pero en lugar de usarun solo lazo de control, se utilizarán dos, de manera que se aplique un control en cascada sobreel sistema. Además, se comparará el resultado de las dos estrategias de control utilizadas.
Además, el Capítulo 6 mostrará la validación del control PID realizado por el PLC frente alsimulado con Matlab, y se hará una comparación mediante dos ensayos, del control en cascaday el control PID que aplica el autómata.
Otro punto a tener en cuenta es el estudio económico realizado en el Capítulo 7, donde seanalizarán los costes pertinentes a esta parte del proyecto, que sería implementar un sistemade control en una planta industrial.
Por último, en el Capítulo 8, se explicarán las conclusiones que se han podido extraer deltrabajo a lo largo de la realización de éste.
10
Capítulo 2
Modelo matemático no lineal
El primer paso que hay que dar a la hora de plantear el diseño de un sistema de control, esobtener el modelo matemático no lineal continuo del sistema, realizando los balances de materiay energía pertinentes.
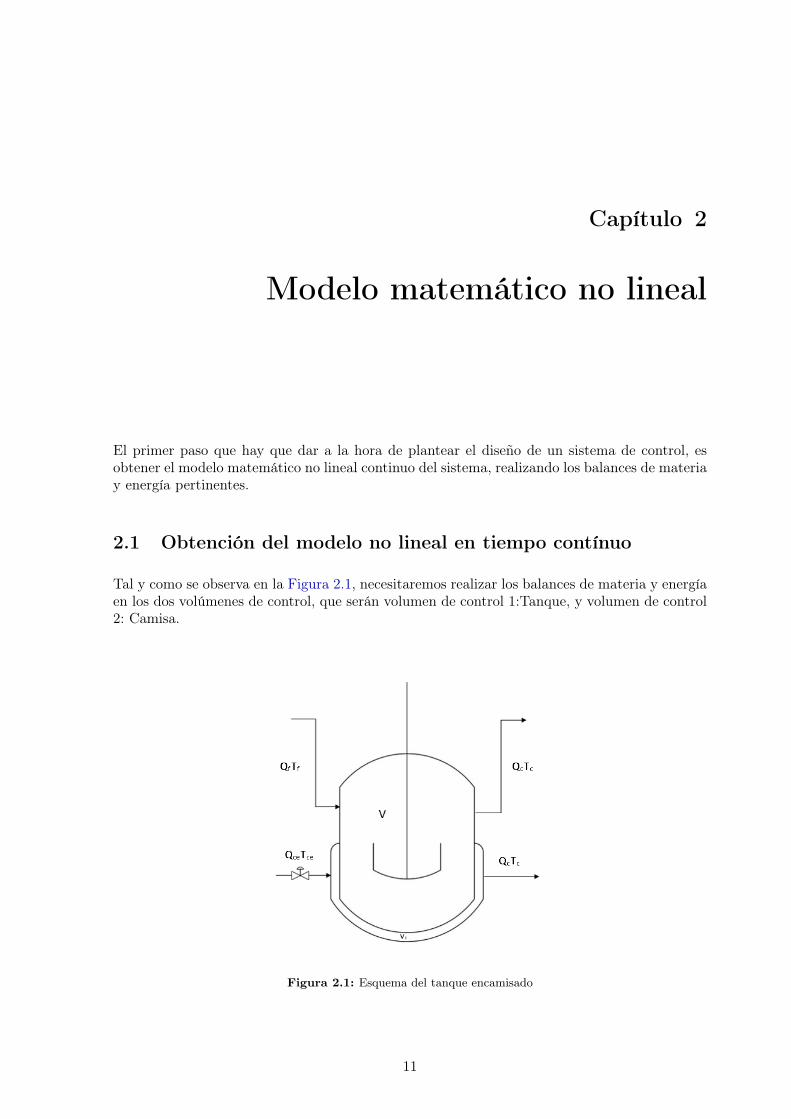
2.1 Obtención del modelo no lineal en tiempo contínuo
Tal y como se observa en la Figura 2.1, necesitaremos realizar los balances de materia y energíaen los dos volúmenes de control, que serán volumen de control 1:Tanque, y volumen de control2: Camisa.
Figura 2.1: Esquema del tanque encamisado
11

2.1 Obtención del modelo no lineal en tiempo contínuo
Las condiciones o aproximaciones que se van a tener en cuenta serán:
V y Vc constantes ya que son volúmenes cerrados.
Mezcla perfecta en ambos volúmenes de control, por lo que la temperatura a lo largo delos mismos se considerará igual a la de salida.
El rango de temperaturas en el que vamos a movernos es lo suficientemente pequeño comopara considerar densidades ρ y capacidades caloríficas Cp constantes.
2.1.1 Balances de materia y energía en el volumen de control 1
Balance de materia
Al considerarse un volumen cerrado, el balance de materia es el más sencillo posible:
mf − mp = 0
considerando mf flujo másico del alimento y mp flujo másico del producto.
O también, haciendo uso de la definición de flujo másico:
ρQf − ρQp = 0
donde ρ es la densidad y las Q, caudales volumétricos.
Por lo que:
Qf = Qp (2.1)
Balance de energía
Lo primero es plantear el balance de energía, en el que la transmisión de calor se lleva a cabo,asumiendo que el sistema se comporta como un intercambiador de calor con UA constante.
mf hf − mphp + UA(Tcs − Tp) =dUV C1
dt(2.2)
Primero desarrollaremos el término diferencial al lado derecho del igual de la ecuación (2.2).En el que haciendo uso de la definición:
U = mu
12

2.2 Modelo del actuador y de los sensores
Sabiendo que el volumen es constante al igual que la densidad, podemos asumir que la energíainterna específica es igual a la entalpía específica, e implementando su definición, se llega a :
dUV C1
dt= CpρV
dTpdt
Ahora desarrollaremos el otro término del balance (2.2). Sabiendo que la entalpía es una funciónde estado:
h = h0 + Cp(T − T 0) (2.3)
Por lo que sustituyendo (2.3) en las entalpías de la ecuación (2.2), además de sustituir tambiénel balance de materia (2.1), y simplificando, se obtiene la ecuación final:
ρQfCp(Tf1 − Tp) + UA(Tcs − Tp) = CpρVdTpdt
(2.4)
2.1.2 Balances de materia y energía en el volumen de control 2
Balance de materia
El balance de materia es exactamente el mismo que en la Subsubsección 2.1.1, solo que con susrespectivas variables:
Qf = Qp (2.5)
Balance de energía
En este balance, también se sigue el mismo procedimiento que en la Subsubsección 2.1.1, tam-bién modificando las variables, además de que en este caso, el calor intercambiado aparece consigno negativo en lugar de positivo, ya que es el fluido caliente el que cede calor. La ecuaciónfinal quedará de la siguiente forma:
ρQceCp(Tce − Tcs)− UA(Tcs − Tp) = CpρVcdTcsdt
(2.6)
2.2 Modelo del actuador y de los sensores
Consideraremos que los sensores y la válvula son sistemas de primer orden, cuyo comporta-miento se rige por las siguientes ecuaciones:
13

2.3 Expresión del modelo en el espacio de estado
−Qc +KC U = τC Qc
Kem Tp − Tpm = τm Tpm
Kem2 Tc − Tcm = τm2 Tcm
Donde las K son las ganancias, y las τ son las constantes de tiempo.
2.3 Expresión del modelo en el espacio de estado
Tanto para implementar el modelo no lineal en Simulink, como para discretizar es convenienteexpresar las ecuaciones de balance de energía (Ecuación 2.4 y Ecuación 2.6) en el espacio deestados. Además, también se darán las ecuaciones de la válvula y de los sensores, expresadasen el espacio de estados, véase Ogata (2010).
Las ecuaciones de las que partimos son las siguientes:
KAQf (Tf − Tp) +KB(Tc − Tp) = τA Tp
KAQc(Tce − Tc)−KB(Tc − Tp) = τB Tc
−Qc +KC U = τC Qc
τm Tpm + Tpm = Kem Tp
τm2 Tcm + Tcm = Kem2 Tc
Donde:
KA = ρCp
KB = UA
τA = Cp V ρ
τB = Cp Vc ρ
Reescribiendo todas las ecuaciones anteriores en el espacio de estados, obtenemos las siguientesexpresiones:
x1 = − 1
τA(KB +KA u2)x1 +K21 x2 +K11 u2 u3
x2 = K22 x1 −K22 x2 −K32 x2 x3 +K32 x3 u4
x3 = − 1
τCx3 +K43 u1
14

2.4 Discretización del modelo no lineal
˙Tpm =Kem
τmx1 −
1
τmTpm
˙Tcm =Kem2
τm2x2 −
1
τm2Tcm
En la Figura 2.2 se muestra el diagrama de bloques de Simulink en el que se implementa elmodelo no lineal del sistema sin incluir los sensores.
2 U2 = Qf3 U3 = Tf
4 U4 = Tce
1s
1s1
s1
X1 = Tp1U1 = U
K21
K11
K21
K22
K22
K32
K32
1/tau3
K43
K11
X3
X3
X1
X1
X2
X2
X2dX3
dX2 dX1
Figura 2.2: Modelo no lineal del sistema en lazo abierto
2.4 Discretización del modelo no lineal
2.4.1 Método de discretización
Para virtualizar el modelo no lineal de la planta, utilizaremos LabVIEW. En concreto, seutilizará un algoritmo que se ejecutará a intervalos fijos de tiempo y que estimará en tiemporeal el valor de las variables de estado del proceso en cada instante en función del valor anteriory de las entradas del sistema.
Para poder implementar este algoritmo, necesitamos las ecuaciones discretas del modelo nolineal que nos permitan estimar estas señales. Aplicaremos el método de Euler por diferenciasen adelanto para realizar la aproximación discreta de la derivada. Partiendo de la definición dederivada:
x′(t) =dx(t)
dt= lım4x→0
x(t+4t)− x(t)
4t
Donde aproximando el intervalo de tiempo al periodo de muestreo, y integrando por el métodode Forward Euler, expresándolo de forma simplificada, resulta:
15

2.4 Discretización del modelo no lineal
x′(k) ' x(k + 1)− x(k)
T(2.7)
De donde podemos despejar x(k + 1):
x(k + 1) = x(k) + Tx′(k)
Por ejemplo, si tenemos un sistema de primer orden expresado en el espacio de estado de lasiguiente forma:
x = a x+ u (2.8)
Podemos aproximar x por la expresión (2.7):
x(k + 1)− x(k)
T= a x(k) + u(k)
De donde podemos despejar la estimación de la variable x en el instante posterior al actual:
x(k + 1) = x(k) + T (a x(k) + u(k))
Esto nos permite simular el sistema cuyo modelo matemático en tiempo continuo es el expresadoen (2.8), conociendo el estado inicial x(0) y la entrada u(k) en todo momento. Se debe observarque es importante la correcta elección del periodo de muestreo T .
2.4.2 Aplicación de la discretización sobre el sistema
Aplicando lo explicado en la Subsección 2.4.1, se obtienen las ecuaciones del sistema discreti-zadas, quedando de esta manera:
x1(k + 1) = x1(k) + T
(− 1
τA(KB +KA u2(k))x1(k) +K21 x2(k) +K11 u2(k)u3(k)
)
x2(k + 1) = x2(k) + T (K22 x1(k)−K22 x2(k)−K32 x2(k)x3(k) +K32 x3(k)u4(k))
x3(k + 1) = x3(k) + T
(− 1
τCx3(k) +K43 u1(k)
)
Tpm(k + 1) = Tpm(k) + T
(Kem
τmx1(k)− 1
τmTpm(k)
)
Tcm(k + 1) = Tcm(k) + T
(Kem2
τm2x2(k)− 1
τm2Tcm(k)
)
16

2.5 Validación de la discretización del modelo no lineal
En las que:
Variables de estado → x1 = Tp;x2 = Tc;x3 = Qc
Entrada de control → u1 = U
Entradas de perturbación → u2 = Qf ;u3 = Tf ;u4 = Tce
2 U2 = Qf3 U3 = Tf
4 U4 = Tce
1X1 = Tp
2 X2 = Tc3X3 = Qc
1U1 = U
K21
K11
K21
K22
K22
K32
K32
1/tau3
K43
K11
Z-1 Z-1 Z-1T
T T
X1(k)
X1(k)
X2(k)
X2(k)
X2(k)
X3(k)
X3(k)
X3(k+1)X2(k+1) X1(k+1)
Figura 2.3: Modelo no lineal discreto del sistema en lazo abierto
2.5 Validación de la discretización del modelo no lineal
En la gráfica se encuentran tres ensayos que parten del punto de funcionamiento, en las siguien-tes condiciones:
Al primero, se le aplica un escalón en la entrada de control (u1) de 1 V en el instante inicial,además de otro en la temperatura de entrada de la camisa (u4) de −35 ◦C a los 200 s.
Al segundo, a los 20 s de simulación, incrementamos el caudal de entrada al tanque (u2) en0.1 m3/s. Luego, a los 130 s se sube la temperatura de entrada al tanque (u3) en 5 ◦C.
Y en el tercero, también partimos de un incremento de 1 V al inicio, para más tarde, a los80 s aumentar el caudal de entrada al tanque en 0.1 m3/s. Por último, a los 200 s se sube latemperatura de entrada de la camisa 15 ◦C más.
En la Figura 2.4, Figura 2.5 y Figura 2.6 ni siquiera se aprecian diferencias en el modelo no linealcontinuo y el discretizado, por lo que hacemos uso de la siguiente fórmula para calcular el índicede ajuste en todos los ensayos para concretar en que grado es buena nuestra discretización:
Fit = 100
(1− RMSE
s(y)
)
Donde RMSE (Root Mean Square Error) es la raíz cuadrada del error cuadrático medio, ys(y) es la desviación estándar de la variable medida:
RMSE =
√√√√ 1
n
n−1∑i=0
(yi − yi)2
17

2.5 Validación de la discretización del modelo no lineal
0 50 100 150 200 250 300
Tiempo [s]
46
48
50
52
54T
empe
ratu
ra [º
C]
X1 = Tp (Temperatura del proceso)
Sistema no lineal
Sistema no lineal discretizado
0 50 100 150 200 250 300
Tiempo [s]
50
55
60
Tem
pera
tura
[ºC
]
X2 = Tc (Temperatura de la camisa)
0 50 100 150 200 250 300
Tiempo [s]
0.05
0.055
0.06
Cau
dal [
m3/s
]
X3 = Qc (Caudal del fluido en la camisa)
Índice de ajuste = 99.90%
Figura 2.4: Ensayo 1 de la validación de la discreti-zación
0 50 100 150 200 250 300
Tiempo [s]
44
46
48
50
Tem
pera
tura
[ºC
]
X1 = Tp (Temperatura del proceso)
Sistema no lineal
Sistema no lineal discretizado
0 50 100 150 200 250 300
Tiempo [s]
50
52
54
56
Tem
pera
tura
[ºC
]
X2 = Tc (Temperatura de la camisa)
0 50 100 150 200 250 300
Tiempo [s]
-1
0
1
2
Cau
dal [
m3/s
]
X3 = Qc (Caudal del fluido en la camisa)
Índice de ajuste = 99.87%
Figura 2.5: Ensayo 2 de la validación de la discreti-zación
0 50 100 150 200 250 300
Tiempo [s]
46
48
50
52
54
Tem
pera
tura
[ºC
]
X1 = Tp (Temperatura del proceso)
Sistema no lineal
Sistema no lineal discretizado
0 50 100 150 200 250 300
Tiempo [s]
52
54
56
58
60
Tem
pera
tura
[ºC
]
X2 = Tc (Temperatura de la camisa)
0 50 100 150 200 250 300
Tiempo [s]
0.05
0.055
0.06
Cau
dal [
m3/s
]
X3 = Qc (Caudal del fluido en la camisa)
Índice de ajuste = 99.88%
Figura 2.6: Ensayo 3 de la validación de la discreti-zación
18

2.6 Implementación en LabVIEW del modelo no lineal discretizado y validación
s(y) =
√√√√ 1
n
n−1∑i=0
(yi − yi)2
Como se aprecia, el índice de ajuste aplicado sobre las temperaturas del tanque, en todos losensayos es de más del 99% por lo que admitimos que la discretización de nuestro sistema esmás que válida.
2.6 Implementación en LabVIEW del modelo no linealdiscretizado y validación
Para validar también la implementación en LabVIEW de nuestra planta virtualizada, se tieneque comparar el resultado de las simulaciones realizadas con Matlab, con las del LabVIEW. Enlas siguientes gráficas se representará la temperatura del proceso y la diferencia entre ambasseñales, además de calcular el índice de ajuste.
En el primer ensayo, se aplica un escalón de 1 V en el instante inicial sobre la entrada de control,y a los 120 s una disminución de 35 ◦C en la temperatura de entrada de la camisa.
En el segundo, a los 20 s, aumentaremos la temperatura de entrada al tanque en 15 ◦C y luego,a los 100 s también su caudal en 0.1 m3/s.
Como se puede apreciar en ambos ensayos (Figura 2.7 y Figura 2.8), no se distinguen diferenciasentre las temperaturas, y en el error se comprueba que las diferencias son casi nulas. Además,se obtiene un índice de ajuste también superior al 99 % por lo que podremos dar por válido elmodelo implementado en LabVIEW.
19

2.6 Implementación en LabVIEW del modelo no lineal discretizado y validación
0 50 100 150 200
Tiempo [s]
46
48
50
52
54
Tem
pera
tura
[ºC
]
Temperatura del tanque
Temperatura del tanque LabVIEWTemperatura del tanque Matlab
0 50 100 150 200
Tiempo [s]
-0.04
-0.03
-0.02
-0.01
0
0.01
0.02
Tem
pera
tura
[ºC
]
Diferencia en las señales (error)
Índice de ajuste = 99.53%
Figura 2.7: Ensayo 1 de la implementación en Lab-VIEW y la validación del modelo discreto
0 50 100 150 200
Tiempo [s]
50
55
60
65
Tem
pera
tura
[ºC
]
Temperatura del tanque
Temperatura del tanque LabVIEWTemperatura del tanque Matlab
0 50 100 150 200
Tiempo [s]
-0.04
-0.02
0
0.02
0.04
0.06
0.08
Tem
pera
tura
[ºC
]
Diferencia en las señales (error)
Índice de ajuste = 99.40%
Figura 2.8: Ensayo 2 de la implementación en Lab-VIEW y la validación del modelo discreto
20

Capítulo 3
Linealización del modelo entorno alpunto de funcionamiento
Hasta este punto se ha trabajado todo sobre el modelo no lineal, que al fin y al cabo, es el quemás debería de asemejarse a la realidad. Pero las estrategias de control que vamos a utilizar,estan preparadas para trabajar con modelos lineales. Es decir, para poder realizar el diseñode los reguladores, tenemos que disponer de nuestro modelo linealizado entorno al punto defuncionamiento para que funcione, aunque luego se aplique dicho control directamente sobre elmodelo no lineal.
En resumen, la linealización se realiza solo para poder diseñar los reguladores, pero éstos seimplementarán sobre el modelo no lineal, que será el que nosotros queremos controlar realmente.
3.1 Modelo lineal
En este apartado, se convierten las ecuaciones no lineales , en lineales, mediante un polinomiode Taylor truncado en el segundo coeficiente. Además, se darán las ecuaciones finales haciendouso de variables desviación (las que aparecen con una comilla), y las constantes, con su valoren el régimen nominal de operación.
3.1.1 Linealización del volumen de control 1
El balance de materia ya es lineal, por lo tanto, solo hay que pasarlo a variables desviación. Pordefinición, esto se hace restándole a las variables, su valor en el régimen nominal de operación,por tanto:
Qf −Qf = Qp −Qp;
Q′f = Q′p (3.1)
21

3.2 Aplicación de las transformadas de Laplace
En cambio, el balance de energía es no lineal, ya que como se ve en la ecuación (2.4), existenproductos de variables. Aplicando el polinomio de Taylor truncado en el segundo coeficiente,se obtiene la siguiente ecuación:
ρCpQf (Tf1−Tf1)+ρCpQf (Tf1−Tp)−ρCpQf (Tp−Tp)+ρCp(Qf−Qf )(Tf1−Tp)+UA(Tcs−Tp) = ρV CpdTpdt
Al que restándole el valor de (2.4) en el régimen nominal de operación, y expresándolo envariables desviación, se obtiene una vez simplificado:
ρQ′fCp(Tf1 − Tp) + ρQfCp(T′f1 − T ′p) + UA(T ′cs − T ′p) = ρV Cp
dT ′pdt
(3.2)
3.1.2 Linealización del volumen de control 2
Al igual que en los balances de materia y energía, debido a la similitud de las ecuaciones, elprocedimiento a seguir en la linealización, es exactamente el mismo que en el VC1 (Subsec-ción 3.1.1). Las ecuaciones finales obtenidas son las siguientes:
Balance de materia:
Q′ce = Q′cs (3.3)
Balance de energía:
ρQ′ceCp(Tce − Tcs) + ρQceCp(T′ce − T ′cs)− UA(T ′cs − T ′p) = ρVcCp
dT ′csdt
(3.4)
3.2 Aplicación de las transformadas de Laplace
Ahora, una vez tenemos las ecuaciones lineales, expresadas en variables desviación, aplicaremoslas transformadas de Laplace correspondientes, y se obtendrán las mismas, en forma de funciónde transferencia, que es el objetivo principal del modelado.
En ambos volúmenes de control, solamente hay dos tipos de transformadas, la directa de unavariable, y la transformada de la derivada de una variable, de la siguiente forma:
Variable: X ′ = X(s)
Derivada: dX′
dt = sX(s)
22

3.2 Aplicación de las transformadas de Laplace
3.2.1 Transformadas de Laplace al volumen de control 1
El balance de materia vuelve a ser lo más sencillo, ya que son dos transformadas directas deuna variable, obteniéndose:
Qf (s) = Qp(s) (3.5)
En cambio, el balance de energía es un poco más complejo de tratar para obtener las funcionesde transferencia. En resumen, lo que primero que se hace es aplicar las transformadas nombradasanteriormente, dando esta ecuación como resultado:
ρQf (s)Cp(Tf1 − Tp) + ρQfCp(Tf1(s)− Tp(s)) + UA(Tcs(s)− Tp(s)) = ρV CpsTp(s)
Para ver las funciones de transferencia de manera clara, se agrupan los términos en función decada variable, e igualándolos la variable de salida.
Tp(s) =ρCp(Tf1 − Tp)
ρV Cps+ UA+ ρQfCpQf (s)+
ρCpQf
ρV Cps+ UA+ ρQfCpTf1(s)+
UA
ρV Cps+ UA+ ρQfCpTcs(s)
(3.6)
Para expresarlo en funciones de transferencia de primer orden ( Kτs+1), se divide numerador y
denominador, por el término del denominador que no está multiplicando a la s, es decir, porUA+ ρCpQf , quedando la ecuación de la siguiente forma:
Tp(s) =
ρCp(Tf1−Tp)UA+ρCpQf
ρV Cps+UA+ρQfCpUA+ρCpQf
Qf (s) +
ρCpQfUA+ρCpQf
ρV Cps+UA+ρQfCpUA+ρCpQf
Tf1(s) +
UAUA+ρCpQf
ρV Cps+UA+ρQfCpUA+ρCpQf
Tcs(s) (3.7)
Para el diseño del sistema de control, será necesario expresar las funciones de transferencia y susrelaciones mediante un diagrama de bloques, en el que las funciones anteriores estén expresadaspor separado. La nomenclatura que utilizaremos será la siguiente:
GV sV e
Donde V s es la variable de salida y V e es la variable de entrada. Las funciones obtenidas seránentonces las siguientes:
GTpQf (s) =
ρCp(Tf1−Tp)UA+ρCpQf
ρV Cps+UA+ρQfCp
UA+ρCpQf
GTpTf1(s) =
ρCpQf
UA+ρCpQf
ρV Cps+UA+ρQfCp
UA+ρCpQf
GTpTcs(s) =UA
UA+ρCpQf
ρV Cps+UA+ρQfCp
UA+ρCpQf
23

3.2 Aplicación de las transformadas de Laplace
Las constantes de las funciones de transferencia de primer orden, quedarán definidas de lasiguiente forma:
K1 = ρCp(Tf1−Tp)UA+ρCpQf
(s ◦C/m3
): Correspondiente a GTpQf
K2 = ρCpQfUA+ρCpQf
(adimensional) : Correspondiente a GTpTf1
K3 = UAUA+ρCpQf
(adimensional) : Correspondiente a GTpTcs
τ1 = ρV CpUA+ρCpQf
(s) : Correspondiente a todas las anteriores.
3.2.2 Transformadas de Laplace al volumen de control 2
El procedimiento matemático es el mismo que en el apartado anterior tanto en el balancede materia como en el de energía (Subsección 3.2.1). Quedando como ecuaciones finales lassiguientes:
Balance de materia:
Qce(s) = Qcs(s) (3.8)
Balance de energía:
Tcs(s) =ρCp(Tce − Tcs)
ρVcCps+ ρQceCp + UAQce(s)+
ρQceCp
ρVcCps+ ρQceCp + UATce(s)
UA
ρVcCps+ ρQceCp + UATp(s)
(3.9)
Que expresado como funciones de transferencia de primer orden:
Tcs(s) =
ρCp(Tce−Tcs)ρQceCp+UA
ρVcCps+ρQceCp+UA
ρQceCp+UA
Qce(s) +
ρQceCpρQceCp+UA
ρVcCps+ρQceCp+UA
ρQceCp+UA
Tce(s) +
UAρQceCp+UA
ρVcCps+ρQceCp+UA
ρQceCp+UA
Tp(s) (3.10)
Las funciones obtenidas serán las siguientes:
GTcsQcs(s) =ρCp(Tce−Tcs)ρQceCp+UA
ρVcCps+ρQceCp+UA
ρQceCp+UA
GTcsTce(s) =ρQceCp
ρQceCp+UA
ρVcCps+ρQceCp+UA
ρQceCp+UA
GTcsTp(s) =UA
ρQceCp+UA
ρVcCps+ρQceCp+UA
ρQceCp+UA
Las constantes, en este caso, serán las siguientes:
24

3.3 Validación del modelo linealizado
K4 = ρCp(Tce−Tcs)UA+ρCpQce
(s ◦C/m3
): Correspondiente a GTcsQce
K5 = ρCpQceUA+ρCpQce
(adimensional) : Correspondiente a GTcsTce
K6 = UAUA+ρCpQce
(adimensional) : Correspondiente a GTcsTp
τ2 = ρVcCpUA+ρCpQce
(s) : Correspondiente a todas las anteriores.
El diagrama de bloques de la planta linealizada será entonces el siguiente:
U2 = Qf U3 = TfU4 = Tce
U
Gv
Válvula
G1
GTp
G2
Gd3 Gd2 Gd1
Figura 3.1: Diagrama de bloques del modelo linealizado de la planta
Donde:
G1 = GTcsQce
Gd3 = GTcsTce
G2 = GTpTcs
Gd2 = GTpQf
Gd1 = GTptf1
GTp = GTcsTp
3.3 Validación del modelo linealizado
Una vez tenemos el sistema linealizado, se representarán dos ensayos en los que veremos lasdiferencias entre el modelo no lineal y el linealizado para comprobar que se comportan demanera similar, aunque ya sabemos de antemano que van a existir discrepancias.
En el primer ensayo, se aplica una entrada en escalón a los 80 s en el caudal de entrada deltanque de 0.045 m3/s, y luego, la temperatura de entrada de la camisa, se reduce en 15 ◦C.
25

3.3 Validación del modelo linealizado
Por otra parte, en el segundo ensayo, primero se incrementa el caudal de entrada del tanqueen 0.05 m3/s a los 40 s de simulación. A los 100 s se aumentará la temperatura de entrada altanque en 10 ◦C.
En ambas gráficas (Figura 3.2 y Figura 3.3), se observa un índice de ajuste entorno al 77%, endonde vemos que, aunque existen diferencias notables, debidas al tratamiento matemático quesupone la linealización, la tendencia que siguen las gráficas es la misma, que al fin y al cabo,es lo que queremos ya que este modelo, como se dice anteriormente, es utilizado solo para eldiseño de los reguladores.
0 50 100 150 200 250 300 350
Tiempo [s]
44
46
48
50
Tem
pera
tura
[ºC
]
X1 = Tp (Temperatura del proceso)
Sistema no lineal
Sistema no lineal discretizado
Sistema linealizado
0 50 100 150 200 250 300 350
Tiempo [s]
48
50
52
54
56
Tem
pera
tura
[ºC
]
X2 = Tc (Temperatura de la camisa)
0 50 100 150 200 250 300 350
Tiempo [s]
-1
0
1
2
Cau
dal [
m3/s
]
X3 = Qc (Caudal del fluido en la camisa)
Índice de ajuste = 75.40%
Figura 3.2: Ensayo 1 de la validación del modelolineal
0 50 100 150 200 250 300 350
Tiempo [s]
45
50
55
60
Tem
pera
tura
[ºC
]
X1 = Tp (Temperatura del proceso)
Sistema no lineal
Sistema no lineal discretizado
Sistema linealizado
0 50 100 150 200 250 300 350
Tiempo [s]
50
55
60
65
Tem
pera
tura
[ºC
]X2 = Tc (Temperatura de la camisa)
0 50 100 150 200 250 300 350
Tiempo [s]
-1
0
1
2
Cau
dal [
m3/s
]
X3 = Qc (Caudal del fluido en la camisa)
Índice de ajuste = 78.41%
Figura 3.3: Ensayo 2 de la validación del modelolineal
26

Capítulo 4
Control PID
La primera estrategia de control que vamos a poner en práctica va a ser cerrar el lazo medianteun control PID, explicado en la Subsección 1.4.1.
4.1 Diseño del PID
El método utilizado en las simulaciones posteriores es el llamado cero doble, en la que Ti = 4Td.Si sustituimos esto en la función de transferencia estándar de un PID, se obtiene:
Gc(s) = K Td
(s2 + 1
Tds+ 1
4T 2d
)s
= K Td
(s+ 1
2Td
)2s
En la que se puede observar el cero doble, además de un polo en el origen:
Gc(s) = Kd(s+ c)2
s
(Ogata 2002)
Por tanto, para aplicar en nuestro sistema esta metodología, primero, habrá que introducir elpolo en el origen en la función de transferencia de la planta.
Luego, se ha de calcular el ángulo de compensación necesario que se repartirá entre los dosceros, de manera que: ϕc = 2αc y por último, calcular la ganancia del regulador.
Entonces, sabiendo que las especificaciones de diseño que se fijan, en base al análisis en el lugarde las raíces (Figura 4.1) anterior del sistema sin controlar, añadiendo el polo en el origen (Acausa de la acción integral), van a ser un tiempo de establecimiento (ts) menor que 50 s y unpico de sobrepasamiento (Mp) menor del 10%.
27

4.1 Diseño del PID
-4 -3 -2 -1 0 1-2
-1
0
1
2Root Locus
Real Axis (seconds -1)
Imag
inar
y A
xis
(sec
onds
-1)
-4 -3 -2 -1 0 1-2
-1
0
1
2Root Locus
Real Axis (seconds -1)
Imag
inar
y A
xis
(sec
onds
-1)
Figura 4.1: (1) Lugar geométrico de las raíces del sistema sin compensar con el polo en el origen. (2) Lugargeómetrico de las raíces del sistema compensado con PID
Con estas especificaciones, se obtiene el polo deseado que aparece en la figura como dos crucesnegras, y se calcula mediante:
σ =4
ts
ωd =−σ π
ln(Mp)
Calulándose el polo:
Pd = −σ ± j ωd
El ángulo de compensación, será el que se forma entre el polo deseado con el cero que queremosintroducir, quedando el cero como:
c = σ +ωd
tanαc
Entonces se obtienen los siguientes parámetros del PID:
28
4.2 Simulación del control PID y validación del PID sobre el sistema no lineal
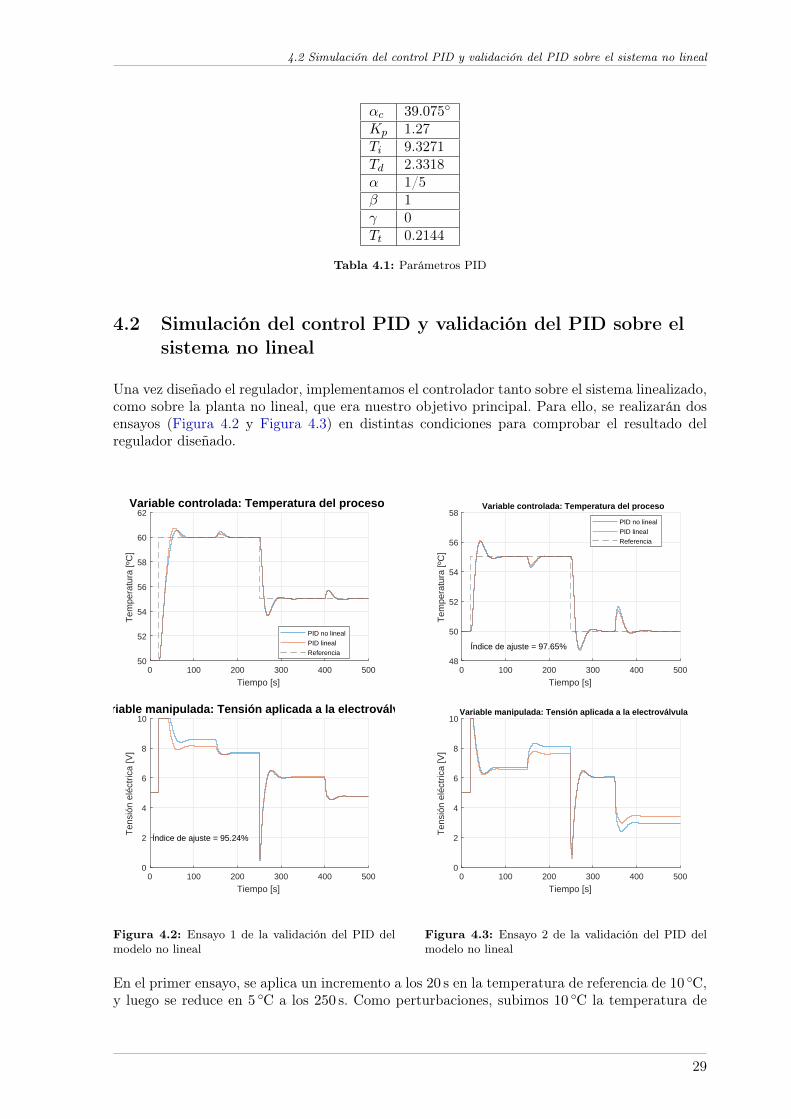
αc 39.075◦
Kp 1.27Ti 9.3271Td 2.3318α 1/5β 1γ 0Tt 0.2144
Tabla 4.1: Parámetros PID
4.2 Simulación del control PID y validación del PID sobre elsistema no lineal
Una vez diseñado el regulador, implementamos el controlador tanto sobre el sistema linealizado,como sobre la planta no lineal, que era nuestro objetivo principal. Para ello, se realizarán dosensayos (Figura 4.2 y Figura 4.3) en distintas condiciones para comprobar el resultado delregulador diseñado.
0 100 200 300 400 500
Tiempo [s]
50
52
54
56
58
60
62
Tem
pera
tura
[ºC
]
Variable controlada: Temperatura del proceso
PID no lineal
PID lineal
Referencia
0 100 200 300 400 500
Tiempo [s]
0
2
4
6
8
10
Ten
sión
elé
ctric
a [V
]
Variable manipulada: Tensión aplicada a la electroválvula
Índice de ajuste = 95.24%
Figura 4.2: Ensayo 1 de la validación del PID delmodelo no lineal
0 100 200 300 400 500
Tiempo [s]
48
50
52
54
56
58
Tem
pera
tura
[ºC
]
Variable controlada: Temperatura del proceso
Índice de ajuste = 97.65%
PID no lineal
PID lineal
Referencia
0 100 200 300 400 500
Tiempo [s]
0
2
4
6
8
10
Ten
sión
elé
ctric
a [V
]
Variable manipulada: Tensión aplicada a la electroválvula
Figura 4.3: Ensayo 2 de la validación del PID delmodelo no lineal
En el primer ensayo, se aplica un incremento a los 20 s en la temperatura de referencia de 10 ◦C,y luego se reduce en 5 ◦C a los 250 s. Como perturbaciones, subimos 10 ◦C la temperatura de
29

4.3 Implementación en LabVIEW y validación del control PID
entrada de la camisa a los 150 s, e incrementamos la temperatura de entrada del tanque en 5 ◦Ca los 400 s.
En el otro caso, se aplican los mismos escalones en la referencia que en el ensayo anterior, soloque el primer cambio en la referencia en este caso es de 5 ◦C. En cuanto a las perturbaciones,a los 150 s se incrementa el caudal de entrada al tanque en 0.05 m3/s, y a los 350 s se sube latemperatura de entrada al tanque 10 ◦C.
En ambos casos se observa un índice de ajuste alrededor del 95%, por lo que podremos afirmarque el sistema controla prácticamente igual el sistema no lineal y el linealizado.
En cuanto al resultado del control en sí, vemos como ante cambios en la referencia, el controlcumple con las especificaciones de diseño. En cambio, ante algunas perturbaciones no realizaun control del todo satisfactorio.
4.3 Implementación en LabVIEW y validación del control PID
El siguiente paso, es implementar el control PID en LabVIEW, para simular el efecto del autó-mata sobre la planta virtualizada, y compararlo con el simulado con Matlab para observar lasposibles discrepancias que presenten. Para ello, se realizarán dos ensayos en distintas condicio-nes (Figura 4.4 y Figura 4.5).
El primer ensayo consta de dos escalones en la temperatura de referencia, uno inicial de 20 ◦Cy otro a los 180 s de −10 ◦C. Además, a los 100 s de simulación, se incrementa la temperaturade entrada al tanque en 5 ◦C.
En el segundo caso, también se aplican dos escalones en la referencia, el primero también alinicio, de 10 ◦C, y el segundo en el mismo instante de tiempo que el del primer caso, pero de−5 ◦C. En este caso, la perturbación será en la temperatura de entrada de la camisa a los 100 s,disminuyéndola en 25 ◦C.
En ambos casos, vemos como el error de temperatura entre la de Matlab y LabVIEW, es comomáximo de 0.5 ◦C, por lo que la diferencia, a priori, es bastante reducida. Para confirmarlo,hacemos uso de nuevo de el índice de ajuste, que en el peor de los casos, será de un 97%, porlo que daremos por válido el control PID implementado en LabVIEW.
En cuanto al resultado del control, podemos decir que ante cambios en la referencia, el sobre-pasamiento es aceptable ya que hemos implementado un algoritmo antiwind-up, y el tiempo deestablecimiento entra dentro de las especificaciones de diseño, aunque podría ser mejorable. Elproblema surge con el efecto de la perturbación en la temperatura de la camisa de entrada, yaque como la dinámica de la perturbación es más rápida que la de la planta, el resultado delcontrol puede no ser el adecuado.
30

4.3 Implementación en LabVIEW y validación del control PID
0 50 100 150 200 250 300
Tiempo [s]
30
40
50
60
Tem
pera
tura
[ºC
]
Temperatura del tanque
Temperatura del tanque LabVIEW
Temperatura del tanque Matlab
0 50 100 150 200 250 300
Tiempo [s]
-0.1
0
0.1
0.2
Tem
pera
tura
[ºC
]
Diferencia en las señales de temperatura (error)
0 50 100 150 200 250 300
Tiempo [s]
0
5
10
Ten
sión
[V]
Acción de control
Índice de ajuste = 99.12%
Figura 4.4: Ensayo 1 de la implementación en Lab-VIEW del PID sobre el modelo no lineal
0 50 100 150 200 250 300
Tiempo [s]
30
35
40
45
Tem
pera
tura
[ºC
]
Temperatura del tanque
Temperatura del tanque LabVIEW
Temperatura del tanque Matlab
0 50 100 150 200 250 300
Tiempo [s]
-0.2
0
0.2
0.4
0.6
Tem
pera
tura
[ºC
]
Diferencia en las señales de temperatura (error)
0 50 100 150 200 250 300
Tiempo [s]
0
5
10
Ten
sión
[V]
Acción de control
Índice de ajuste = 97.00%
Figura 4.5: Ensayo 2 de la implementación en Lab-VIEW del PID sobre el modelo no lineal
31

Capítulo 5
Control en cascada
Debido a que tenemos un sistema que cumple las condiciones especificadas para un control encascada (Subsección 1.4.3), podemos plantear utilizar esta estrategia de control para diseñarun regulador secundario que controle las posibles modificaciones en la temperatura de entradade la camisa, ya que primero modificará la temperatura de la camisa, y por la transmisión decalor, la temperatura del tanque que es nuestra variable a controlar.
Por tanto, si planteamos este tipo de diseño, el control primario ya no tendrá que actuarsobre dicha perturbación, será el regulador secundario el que se encargue de controlar cualquiervariación en la temperatura de entrada de la camisa, por lo que el control del sistema, engeneral, debería de ser más satisfactorio.
5.1 Diseño del control en cascada
Para diseñar un control en cascada, hay que tener en cuenta que hay que calcular los parámetrosde dos reguladores en lugar de uno. Primero, habrá que diseñar el regulador secundario, ya quepara el primario, el segundo lazo de control es como si perteneciese a la planta, por lo tanto, lafunción de transferencia del lazo de control secundario será necesaria para diseñar el primario.
5.1.1 Control secundario
En primer lugar, se decide utilizar como regulador secundario un PI por el método de cance-lación de la dinámica lenta de la planta. Ya que no vamos a utilizar un PID, de la función detransferencia en la forma serie:
Gc(s) = Kd(s+ c1)(s+ c2)
s
Se elimina uno de los ceros, que es el debido a la acción derivativa, quedando la función detransferencia así:
32

5.1 Diseño del control en cascada
Gc(s) = Kd(s+ c)
s
Por lo que necesitaremos conocer el valor c de forma que cancele el polo estable de la plantamás cercano al eje imaginario, y luego calcular la Kd.
Hay que tener en cuenta, que utilizando este método, no se puede asegurar que el polo obtenido,coincida con el deseado para que se cumpliesen las especificaciones de diseño.
En nuestro caso, el tiempo de establecimiento que fijaremos será de menos de 10 s y el sobre-pasamiento, menor que un 0.1%.
Los parámetros obtenidos para el regulador secundario, serán los siguientes:
Kp 0.345Ti 1.9048β 1γ 0Tt 1.05
Tabla 5.1: Parámetros PI secundario
5.1.2 Control primario
Una vez tenemos el lazo secundario completo, podemos diseñar el regulador primario, conside-rando todo el lazo secundario, como parte de la planta, tal y como se comenta anteriormente.
En este caso, se diseña un PID por el método del cero doble, siguiendo la misma metodologíaque en la Sección 4.1. Las especificaciones de diseño esta vez serán de, menos de 18 s de tiempode establecimiento, y un sobrepasamiento menor del 20%.
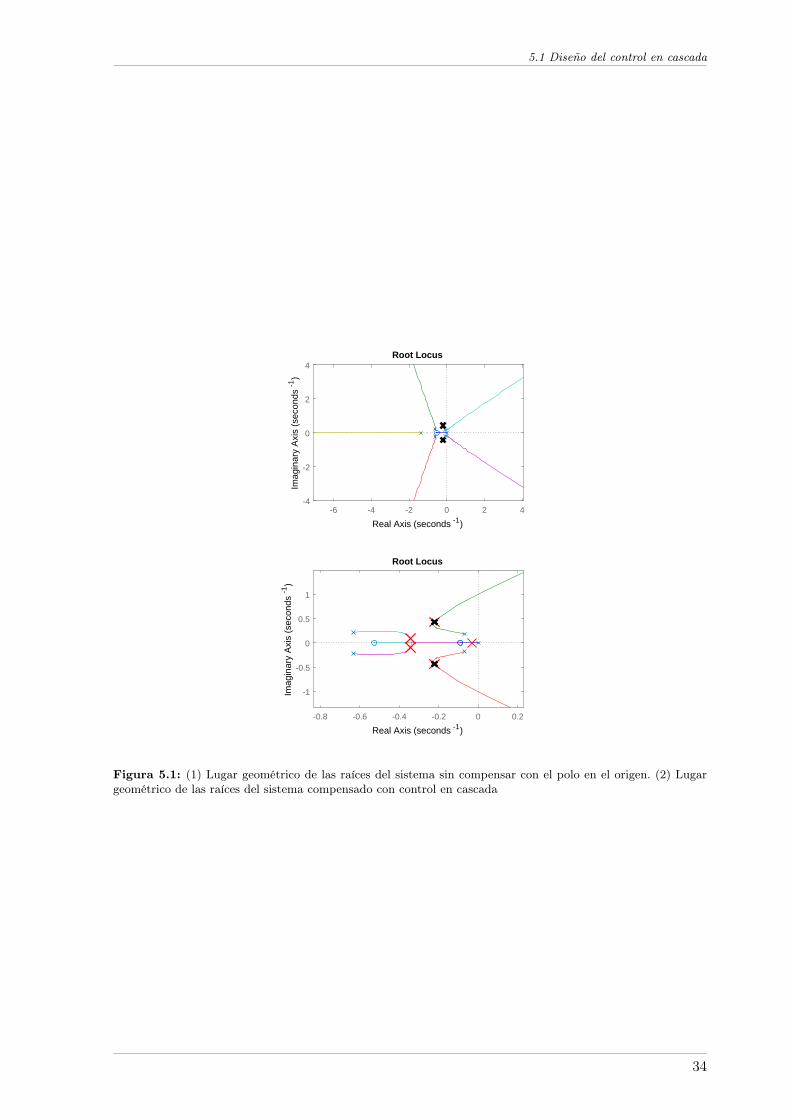
En la Figura 5.1 se observa el lugar geométrico de las raíces del sistema sin controlar, dondetambién se ven los polos deseados representados por dos cruces negras. Además, se ve comoqueda el lugar geométrico de las raíces aplicando el control en cascada.
Entonces, los parámetros obtenidos en este caso serán:
Kp 1.95Ti 21.9537Td 5.4884α 1/100β 1γ 0Tt 0.0911
Tabla 5.2: Parámetros PID cascada
33
5.1 Diseño del control en cascada
-6 -4 -2 0 2 4-4
-2
0
2
4Root Locus
Real Axis (seconds -1)
Imag
inar
y A
xis
(sec
onds
-1)
-0.8 -0.6 -0.4 -0.2 0 0.2
-1
-0.5
0
0.5
1
Root Locus
Real Axis (seconds -1)
Imag
inar
y A
xis
(sec
onds
-1)
Figura 5.1: (1) Lugar geométrico de las raíces del sistema sin compensar con el polo en el origen. (2) Lugargeométrico de las raíces del sistema compensado con control en cascada
34

5.2 Simulación del control en cascada
5.2 Simulación del control en cascada
Ahora, al ya tener diseñado nuestro nuevo sistema de control, hay que plantearse si éste su-pone una mejora ante el diseñado previamente utilizando solo un regulador PID. Por tanto,obtendremos los resultados de dos ensayos (Figura 5.2 y Figura 5.3) diferentes para realizar lacomparación entre ambos.
En el primer ensayo, incrementamos en 10 ◦C la temperatura de referencia a los 20 s, para luegobajar 5 ◦C a los 250 s. Además, incrementamos 10 ◦C la temperatura de entrada de la camisa,que es la perturbación ïmportante.en el control en cascada, a los 150 s. También, se subirá latemperatura de entrada al tanque en 5 ◦C a los 400 s.
En el segundo, el único cambio en la referencia se realizará a los 150 s, incrementándola 5 ◦C. Eneste caso, la temperatura de entrada de la camisa se reducirá en 20 ◦C a los 50 s de simulación.También se incrementará el caudal de entrada al tanque en 0.025 m3/s a los 300 s.
Figura 5.2: Ensayo 1 de la comparación del controlen cascada frente al PID sobre el modelo no lineal
Figura 5.3: Ensayo 2 de la comparación del controlen cascada frente al PID sobre el modelo no lineal
En ambos ensayos, se ve que las diferencias entre el control en cascada sobre el sistema no linealy el lineal son mínimas, consiguiendo un fit también entorno al 90%.
Por otra parte, se observa que en cualquier modificación sobre el sistema, el sobrepasamientoen el control en cascada es menor que en el PID, por lo que si tuviésemos un sistema que noadmite que la temperatura llegase al valor del sobrepasamiento, se le tendría que aplicar elcontrol en cascada, que da mejor resultado en este aspecto.
35
5.3 Implementación en LabVIEW y validación
También podemos ver que el tiempo de establecimiento en general es más rápido, sobretodoen las perturbaciones, por lo que, las posibles modificaciones externas que se le apliquen a lasvariables del sistema, se corregirán antes, por lo que el control en éste aspecto es también mejor.
De hecho, en la primera perturbación del ensayo no2, que es la de la temperatura de entrada dela camisa, la mejora del control en todos los aspectos es más que evidente, por lo que podemosafirmar que el control en cascada en nuestro sistema es más efectivo.
5.3 Implementación en LabVIEW y validación
El objetivo en este caso, es el mismo que cuando validábamos el PID de LabVIEW sobre el deMatlab, pero esta vez, con el control en cascada diseñado anteriormente.
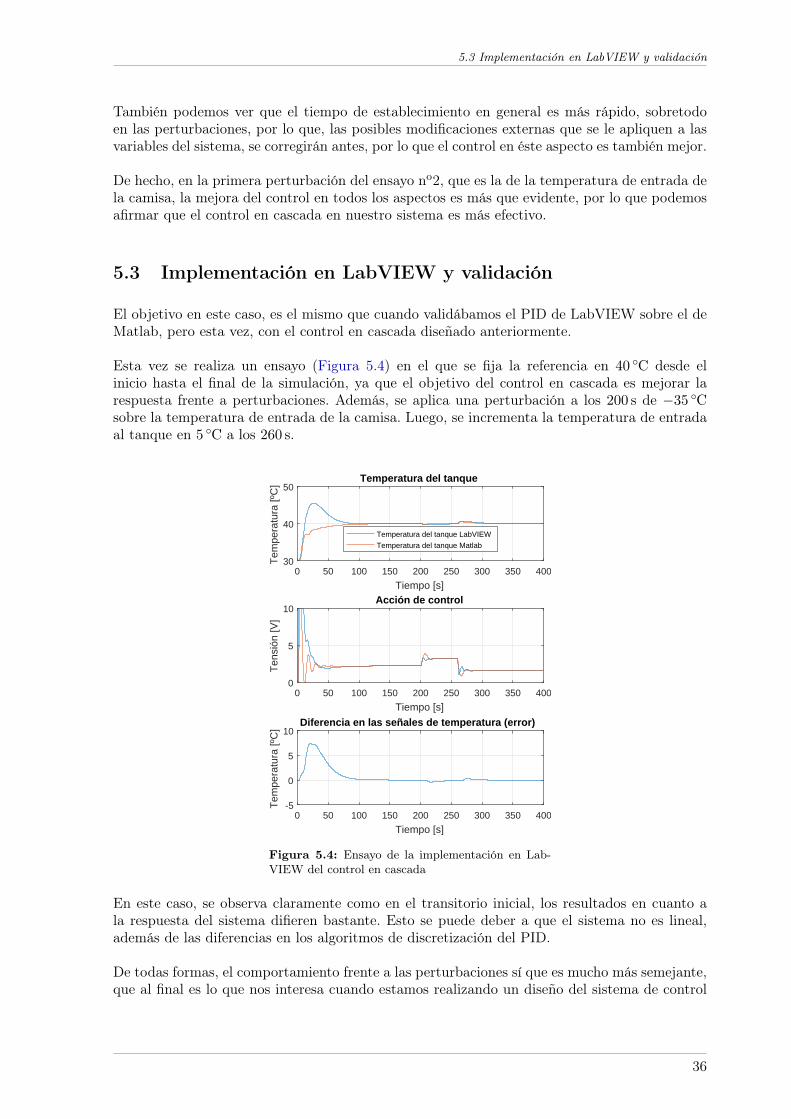
Esta vez se realiza un ensayo (Figura 5.4) en el que se fija la referencia en 40 ◦C desde elinicio hasta el final de la simulación, ya que el objetivo del control en cascada es mejorar larespuesta frente a perturbaciones. Además, se aplica una perturbación a los 200 s de −35 ◦Csobre la temperatura de entrada de la camisa. Luego, se incrementa la temperatura de entradaal tanque en 5 ◦C a los 260 s.
0 50 100 150 200 250 300 350 400
Tiempo [s]
30
40
50
Tem
pera
tura
[ºC
]
Temperatura del tanque
Temperatura del tanque LabVIEW
Temperatura del tanque Matlab
0 50 100 150 200 250 300 350 400
Tiempo [s]
-5
0
5
10
Tem
pera
tura
[ºC
]
Diferencia en las señales de temperatura (error)
0 50 100 150 200 250 300 350 400
Tiempo [s]
0
5
10
Ten
sión
[V]
Acción de control
Figura 5.4: Ensayo de la implementación en Lab-VIEW del control en cascada
En este caso, se observa claramente como en el transitorio inicial, los resultados en cuanto ala respuesta del sistema difieren bastante. Esto se puede deber a que el sistema no es lineal,además de las diferencias en los algoritmos de discretización del PID.
De todas formas, el comportamiento frente a las perturbaciones sí que es mucho más semejante,que al final es lo que nos interesa cuando estamos realizando un diseño del sistema de control
36

5.3 Implementación en LabVIEW y validación
en cascada. La acción de control se puede ver como también se asemeja en mayor medida quela temperatura del tanque.
37

Capítulo 6
Implementación de los controladoresen el PLC Siemens S7-1214C
En este capítulo se aplica finalmente lo que es conocido como Hardware in the loop (HIL)que consiste en realizar simulaciones sobre plantas virtualizadas, incorporando algún tipo dehardware dentro, como es en nuestro caso los controladores.
El PLC Siemens está preparado para, solo con un dispositivo, programar tanto un reguladorPID, como los dos reguladores de un control en cascada, por tanto solo necesitamos uno deestos para realizar nuestro trabajo.
Hay que tener en cuenta que, aunque programamos nosotros el autómata, hay ciertos proce-dimientos o parámetros sobre los que no se puede influir, como en este caso, los algoritmosde discretización del PID que aplica. Es decir, nosotros sobre Matlab si que podemos elegir elmétodo de discretización, pero el PLC lleva uno por defecto, por lo que el resultado del controlpuede presentar diferencias, aunque también puede controlar el sistema.
6.1 Validación del control PID del autómata frente al simuladocon Matlab
Por una parte, se va a comprobar las posibles diferencias entre el control PID realizado por elautómata, que habremos preprogramado con los parámetros calculados en la Sección 4.1, conel realizado en las simulaciones con Matlab.
En este caso realizaremos un ensayo incrementando la referencia en el instante inicial en 10 ◦C,y se volverá a aumentar, a los 80 s en 10 ◦C más. La única perturbación sera una disminuciónen la temperatura de entrada de la camisa de 25 ◦C a los 160 s de simulación.
Como se puede observar en la Figura 6.1, el control realizado es muy similar y el controlactúa con éxito. Al fin y al cabo, la que se realiza con Matlab, es como una previsión delcomportamiento que tendrá el autómata frente al sistema, por lo tanto, el control diseñado por
38

6.2 Comparación del control en cascada y PID
simulación, y el que ejerce el autómata sobre la planta virtualizada mediante un PID son muyparecidos.
0 50 100 150 200 250
Tiempo [s]
30
40
50
60
Tem
pera
tura
[ºC
]
Temperatura del tanque
Temperatura del tanque PLC
Temperatura del tanque Matlab
0 50 100 150 200 250
Tiempo [s]
-1
0
1
2
Tem
pera
tura
[ºC
]
Diferencia en las señales de temperatura (error)
0 50 100 150 200 250
Tiempo [s]
0
5
10
15
Ten
sión
[V]
Acción de control
Figura 6.1: Ensayo de la comparación del PID uti-lizado por el PLC frente al de Matlab
6.2 Comparación del control en cascada y PID
Por último, la comparación que cabe esperar es la de las dos estrategias de control realizadasen el trabajo, para saber si el control en cascada va a merecer la pena frente al PID o no, oincluso si ninguno de los dos es satisfactorio. Para realizar esta comprobación se realizarán dosensayos (Figura 6.2 y Figura 6.3) en diferentes condiciones.
El primero, constará de una temperatura de referencia constante de 40 ◦C. Además, se in-crementará el caudal de entrada al tanque en 0.05 m3/s a los 200 s, para luego disminuir latemperatura de entrada de la camisa en 35 ◦C a los 300 s.
En el segundo caso, la referencia será la misma que en el ensayo anterior y el tiempo de lasperturbaciones también. La diferencia será, que la primera perturbación será un aumento de latemperatura de entrada de la camisa de 10 ◦C, y la segunda, una disminución de la temperaturade entrada del tanque de 5 ◦C.
Aunque en la puesta en marcha del sistema, los dos reguladores actúan de manera diferente,una vez en el punto de funcionamiento ambos trabajan de una manera aceptable. Aún así, elcontrol en cascada frente a las perturbaciones obtiene mejores resultados que el PID.
Una de las posibles alternativas ante este problema en el transitorio, sería, con el controladorapagado, programar una puesta en marcha de la planta, de manera que encendamos el regulador
39

6.2 Comparación del control en cascada y PID
cuando el sistema ya está en el punto de funcionamiento, consiguiendo así compensar las posiblesperturbaciones que afecten negativamente al sistema.
0 50 100 150 200 250 300 350 400
Tiempo [s]
30
35
40
45
Tem
pera
tura
[ºC
]
Temperatura del tanque medida
Temperatura del tanque PID PLC
Temperatura del tanque cascada PLC
0 50 100 150 200 250 300 350 400
Tiempo [s]
30
40
50
Tem
pera
tura
[ºC
]
Temperatura de la camisa medida
0 50 100 150 200 250 300 350 400
Tiempo [s]
0
10
20
Ten
sión
[V]
Acción de control
Figura 6.2: Ensayo 1 de la comparación del controlen cascada frente al PID realizados por el PLC
0 50 100 150 200 250 300 350 400
Tiempo [s]
30
35
40
45
Tem
pera
tura
[ºC
]
Temperatura del tanque medida
Temperatura del tanque PID PLC
Temperatura del tanque cascada PLC
0 50 100 150 200 250 300 350 400
Tiempo [s]
30
40
50T
empe
ratu
ra [º
C]
Temperatura de la camisa medida
0 50 100 150 200 250 300 350 400
Tiempo [s]
0
10
20
Ten
sión
[V]
Acción de control
Figura 6.3: Ensayo 2 de la comparación del controlen cascada frente al PID realizados por el PLC
40

Capítulo 7
Estudio económico
Siempre que se pretende realizar un proyecto para una empresa, como puede ser implementarel sistema de control diseñado anteriormente sobre la planta real, lo primero que la empresa vaa solicitar es un presupuesto de lo que se quiere realizar.
En nuestro caso, vamos a detallar el coste que requiere realizar el diseño sobre la planta virtuali-zada, sin llevarlo a cabo sobre la planta, ya que no disponemos de ella en un trabajo académico,pero que requeriría costes extra que ahora no vamos a tener en cuenta.
Los componentes (hardware) que necesitaremos para llevar a cabo las simulaciones y sus res-pectivos precios estimados (IVA incluido) serán:
PLC Siemens 1214C → 372.44 AC
2 Sensores de temperatura (High Temperature Sensor (P/N 201-1191)) → 104.4 AC
Electroválvula neumática Festo, Serie MS-EE- Métrico, Rosca G 1/2, Función 3/2 Nor-mally Closed, Sistemas eléctricos→ 145.66 AC
300 h de trabajo de un Ingeniero Químico, sabiendo que por hora se cobran 23AC/h →6900 AC
Coste total del proyecto → 7522.5 AC
41

Capítulo 8
Conclusiones
El principal objetivo del proyecto, que era controlar nuestra planta virtualizada, sí que seha podido cumplir. La cuestión es cual de los dos sistemas de control propuestos es el mássatisfactorio.
Para poder virtualizar la planta, hemos comentado que es necesario discretizar el sistema, parapoder implementarlo en LabVIEW y que el PLC trabaje con él, haciendo uso de un periodo demuestreo que no distorsione el modelo no lineal en exceso, cosa que se ha logrado con creces,obteniéndose índices de ajuste superiores al 99%.
Por otra parte, también vemos que la linealización es válida, aunque hay que insistir en que,a pesar de que no tiene un índice de ajuste tan elevado como en el caso de la discretización,solo se utiliza en el diseño de los reguladores, que posteriormente, se demuestra que realizan uncontrol aceptable del sistema.
Vistos los resultados obtenidos en las simulaciones, vemos que el control en cascada presentaunos resultados mejores que los del control PID, tanto en el sobrepasamiento como en el tiempode establecimiento. Por lo que el sistema llegará antes al punto de consigna, y alcanzando valoresmenos alejados del mismo.
A pesar de ésto, el control obtenido haciendo uso de ambos métodos no es totalmente satisfac-torio, ya que en algunos casos presenta errores en cambios en la temperatura de referencia, otrasveces en alguna de las perturbaciones, etc. Pero no obtenemos en ningún caso, un regulador (odos en el caso de cascada) que consigan realizar un control satisfactorio en todos los aspectos.
Debido a esto, la investigación de un sistema de control óptimo para nuestro sistema, debe-ría continuar, haciendo uso de estrategias más avanzadas, como podría ser un control multi-objetivo. Éste consiste en diseñar una serie de reguladores, que con la configuración de cada unode ellos por separado, se consiga el control más óptimo a causa del efecto de una perturbaciónen concreto, o solo en cambios en la referencia. Es decir, que cada controlador será el idóneopara una perturbación en concreto, o para cambios en la temperatura de referencia.
Además, si este proyecto fuese para una empresa en concreto, faltaría hacer todas las pruebaspertinentes sobre la planta real, donde seguramente habría que modificar ciertos parámetros
42

para que se ajustase perfectamente al control más óptimo. Este caso también acarrearía unincremento en las horas de trabajo y en los costes para dicha implantación.
Otra alternativa si se quisiera utilizar el control en cascada sobre la planta, sería llevar alsistema al punto de funcionamiento de forma preprogramada, y permitirle entonces al sistemade control que actúe sobre el sistema, ya que hemos visto que con el PLC en cascada, se obtienenbuenas respuestas frente a perturbaciones.
En lo que respecta al estudio económico realizado, se hace una estimación de los costes quesuponen el trabajo, pero no hay que perder de vista que faltarían añadir los costes que supondríala puesta en planta, que no se calculan ya que se debería de tener más información en cuantoal trabajo realizado. También hay una serie de gastos que acarrearía la puesta en planta queno se pueden prever, ya que es posible que algún error en el diseño, podría suponer la causa dedesperfectos sobre la planta.
Para finalizar, habría que remarcar la importancia de este tipo de trabajos, en auge en laactualidad, que son los de virtualización de procesos e Industria 4.0. El invertir en este tipode técnicas permite un ahorro brutal de tiempo de ensayo en planta, además de los posiblessobrecostes que podría suponer estropear algún componente de la planta real. De hecho, lasempresas interesadas en la investigación y el desarrollo, están invirtiendo en formar a la gentepara que sepa hacer este tipo de trabajos, o contratando directamente gente que ya tenga losconocimientos adecuados.
No obstante, hay que tener en cuenta que este tipo de trabajo no es sustitutivo de los ensayossobre la planta, sino una herramienta complementaria que permite optimizar el proceso globalde implantación de estrategias de control, o de puesta en marcha de una planta, por ejemplo.
43

Bibliografía
Åström, Karl J. y Richard M. Murray (2009). Feedback Systems: An Introduction for Scientistsand Engineers. Wiki (vid. págs. 7, 8).
Marlin, Thomas E. (2000). Process control: designing processes and control systems for dynamicperformance. 2.a ed. McGraw-Hill New York (vid. pág. 9).
Ogata, K. (2002). Ingeniería de Control Moderna. 4.a ed. Madrid: Pearson Prentice–Hall (vid.pág. 27).
— (2010). Ingeniería de Control Moderna. 5.a ed. Madrid: Pearson Prentice–Hall (vid. pág. 14).
Seborg, Dale, Thomas F Edgar y Duncan Mellichamp (2003). Process dynamics & control. JohnWiley & Sons (vid. pág. 7).
Visioli, Antonio (2006). Practical PID control. Springer (vid. pág. 8).
44