tpn2 stekler gustavo
TRANSCRIPT

UNIVERSIDAD NACIONAL DE MISIONES
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE ELECTROMECÁNICA
TECNOLOGÍA DE LOS PROCESOS DE PRODUCCIÓN
FABRICACIÓN DE UN ELEMENTO O DISPOSITIVO
MECÁNICO CON TORNO AUTOMÁTICO
STEKLER, GUSTAVO RAÚL
Oberá
2010
2
ÍNDICE
1. Datos ........................................................................................................................................... 3
1.1 Material de partida.................................................................................................................. 3
1.1.1 Calidad en símbolo SAE ............................................................................................ 3
1.1.2 Medidas normalizadas ................................................................................................ 3 1.1.3 Dureza ........................................................................................................................... 4 1.1.4 Tratamientos Térmicos que admite .......................................................................... 4
1.2 Dimensiones de la pieza ........................................................................................................ 4 2. Desarrollo ................................................................................................................................... 5
2.1 Pérdidas de materiales y porcentaje de desperdicio .................................................... 5 2.2 Secuencias de mecanizado con las diferentes máquinas herramientas ................... 6
3.1 Elección del tipo de herramienta ...................................................................................... 7
3.2 Material de las herramientas ............................................................................................ 8 3.3 Periodo de trabajo y forma de afilado ............................................................................. 9
4. Estudio detallado de cada operación ..................................................................................... 9 4.1 Operaciones y parámetros utilizados .............................................................................. 9
4.2 Cálculo de Tiempos y levas ............................................................................................ 11
4.3 Tiempo de mecanizado: activo y pasivo ....................................................................... 16
4.4 Control de calidad de los elementos y plan de control de calidad ............................ 17
5. Accesorios ................................................................................................................................ 17 5.1 Refrigerante y lubricantes ............................................................................................... 17
6. Selección de Máquinas y equipos ........................................................................................ 18 6.1 Tipo de máquinas herramientas a utilizar ..................................................................... 18
7. Cálculo del costo de la pieza ................................................................................................. 19 7.1 Costo del material ............................................................................................................. 19
7.2 Determinación del costo unitario .................................................................................... 19 7.2.1. Costo de la mano de obra directa e indirecta ....................................................... 19
7.2.2. Matriz de mano de obra productiva ........................................................................ 20
7.2.3. Costo fijo y variable ................................................................................................... 22 7.2.4. Amortizaciones .......................................................................................................... 22
7.2.5. Determinación del costo unitario............................................................................. 23
7.2.6. Precio de venta .......................................................................................................... 23
8. Referencias .............................................................................................................................. 24
1. Datos
1.1 Material de partida
1.1.1 Calidad en símbolo SAE
El material que se va a utilizar es un acero SAE 1045 el cual es de gran uso en la industria,
con el fabrican piñones, cuñas, ejes, tornillos, partes de maquinarias, etcétera. Además es apto para
diferentes tratamientos térmicos.
Características
Propiedades mecánicas:
Dureza 163 HB (84 HRb)
Esfuerzo de fluencia 310 MPa (45000 PSI)
Esfuerzo máximo 565 MPa (81900 PSI)
Elongación 16% (en 50 mm)
Reducción de área (40%)
Módulo de elasticidad 200 GPa (29000 KSI)
Maquinabilidad 57% (AISI 1212 = 100%)
Propiedades físicas:
Densidad 7. 87 g/cm 3 (0. 284 lb/in 3)
Propiedades químicas:
0. 43 – 0. 50 % C
0. 60 – 0. 90 % Mn
0. 04 % P máx
0. 05 % S máx
1.1.2 Medidas normalizadas
Según medidas normalizadas extraídas del catálogo de “Acindar” se tiene para secciones
redondas los siguientes diámetros:
15.90; 19.10; 20.00; 20.60; 21.00; 22.20; 23.80; 25.40; 27.00; 28.60; 30.20; 31.70; 33.30;
34.90; 36.50; 37.70; 38.10; 39.70; 41.30; 42.80; 44.40; 46.00; 47.60; 49.00; 50.80; 52.40; 54.00;
55.60; 57.10; 59.00; 60.30; 61.00; 62.00; 63.50; 66.50; 69.80; 71.40; 73.00; 74.60; 76.20; 77.80;
81.00; 82.50; 84.10; 88.90; 95.0; 101.6; 114.3; 120.0; 130.0; 140.0; 152.4; 165.1; 177.8.
4
Las medidas anteriores vienen dadas en milímetros, donde el diámetro más próximo a los 14
mm que se requieren es de 15,9 mm.
1.1.3 Dureza
Es sabido que al exponer a tratamientos térmicos o estirado en frío a los aceros es posible
variar su dureza para adaptar el material para determinadas condiciones de uso. Los valores de
dureza del acero AISI 1045 sin ningún tipo de tratamiento se exponen a continuación.
Dureza Brinell: se utiliza una carga de 3000 kgf aplicada con una bolilla de 10 mm de
diámetro.
HB = 207
Dureza Vickers: se aplica una carga de 10 kgf.
Hv = 215
Dureza Rockwell A: utiliza como penetrador un cono de diamante, carga inicial de 10 kgf y
carga adicional de 50 kgf.
HRA = 50
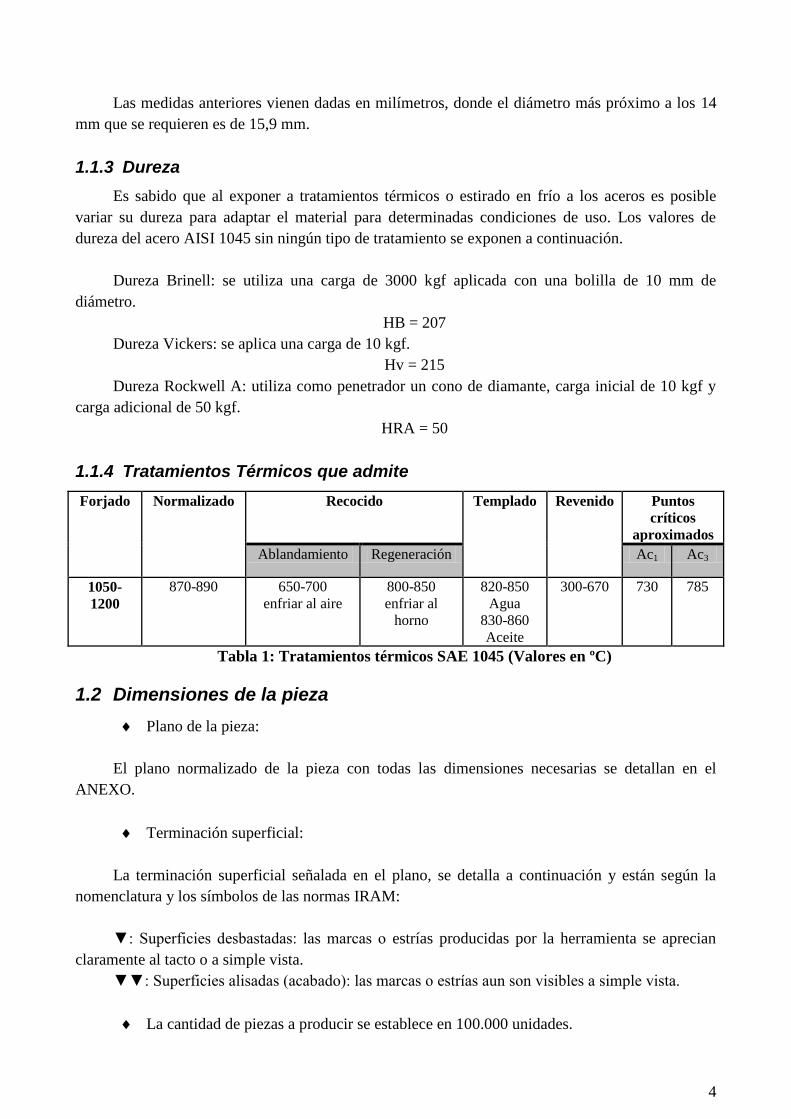
1.1.4 Tratamientos Térmicos que admite
Forjado Normalizado Recocido Templado Revenido Puntos
críticos
aproximados
Ablandamiento Regeneración Ac1 Ac3
1050-
1200
870-890 650-700
enfriar al aire
800-850
enfriar al
horno
820-850
Agua
830-860
Aceite
300-670 730 785
Tabla 1: Tratamientos térmicos SAE 1045 (Valores en ºC)
1.2 Dimensiones de la pieza
Plano de la pieza:
El plano normalizado de la pieza con todas las dimensiones necesarias se detallan en el
ANEXO.
Terminación superficial:
La terminación superficial señalada en el plano, se detalla a continuación y están según la
nomenclatura y los símbolos de las normas IRAM:
▼: Superficies desbastadas: las marcas o estrías producidas por la herramienta se aprecian
claramente al tacto o a simple vista.
▼▼: Superficies alisadas (acabado): las marcas o estrías aun son visibles a simple vista.
La cantidad de piezas a producir se establece en 100.000 unidades.
5
2. Desarrollo
2.1 Pérdidas de materiales y porcentaje de desperdicio
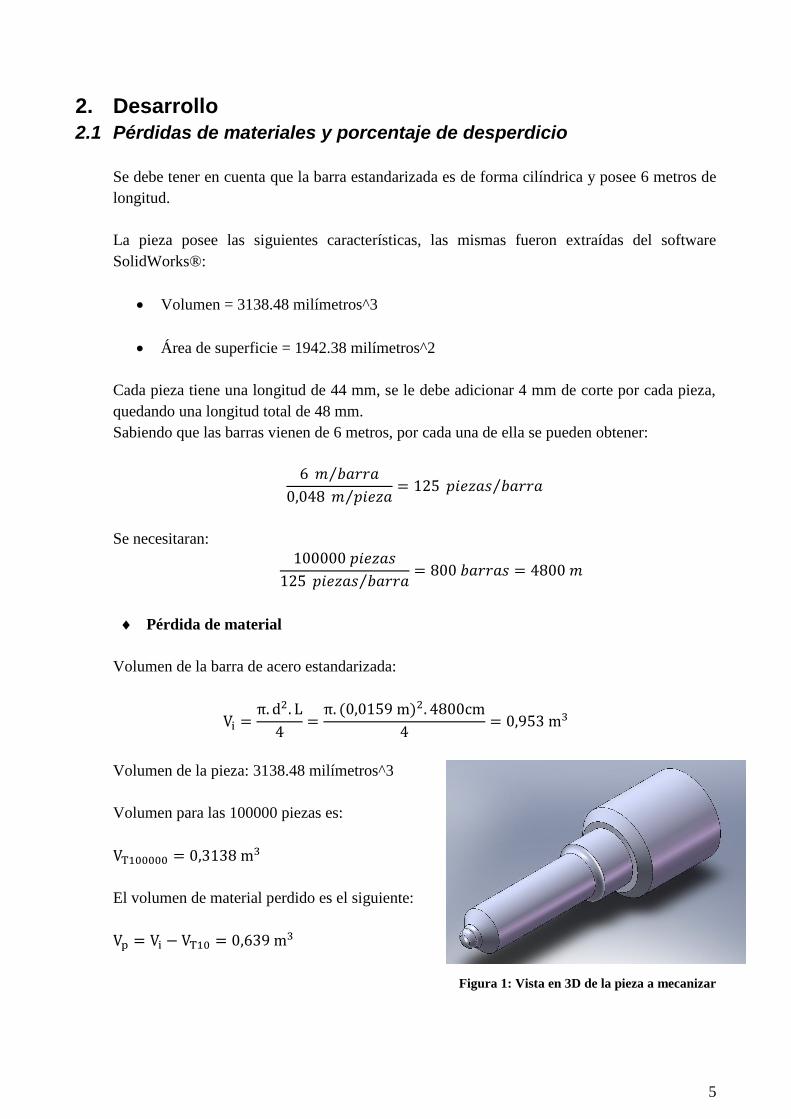
Se debe tener en cuenta que la barra estandarizada es de forma cilíndrica y posee 6 metros de
longitud.
La pieza posee las siguientes características, las mismas fueron extraídas del software
SolidWorks®:
Volumen = 3138.48 milímetros^3
Área de superficie = 1942.38 milímetros^2
Cada pieza tiene una longitud de 44 mm, se le debe adicionar 4 mm de corte por cada pieza,
quedando una longitud total de 48 mm.
Sabiendo que las barras vienen de 6 metros, por cada una de ella se pueden obtener:
Se necesitaran:
Pérdida de material
Volumen de la barra de acero estandarizada:
Volumen de la pieza: 3138.48 milímetros^3
Volumen para las 100000 piezas es:
El volumen de material perdido es el siguiente:
Figura 1: Vista en 3D de la pieza a mecanizar
6
Porcentaje de desperdicios:
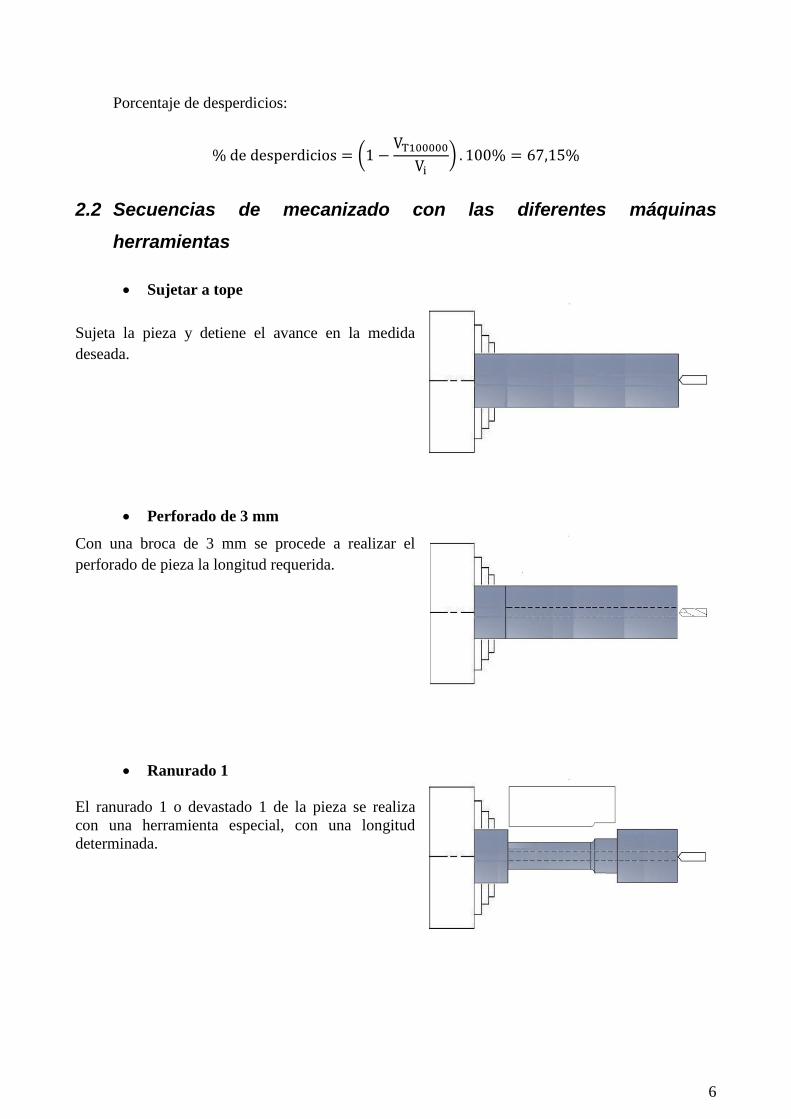
2.2 Secuencias de mecanizado con las diferentes máquinas
herramientas
Sujetar a tope
Sujeta la pieza y detiene el avance en la medida
deseada.
Perforado de 3 mm
Con una broca de 3 mm se procede a realizar el
perforado de pieza la longitud requerida.
Ranurado 1
El ranurado 1 o devastado 1 de la pieza se realiza
con una herramienta especial, con una longitud
determinada.
7
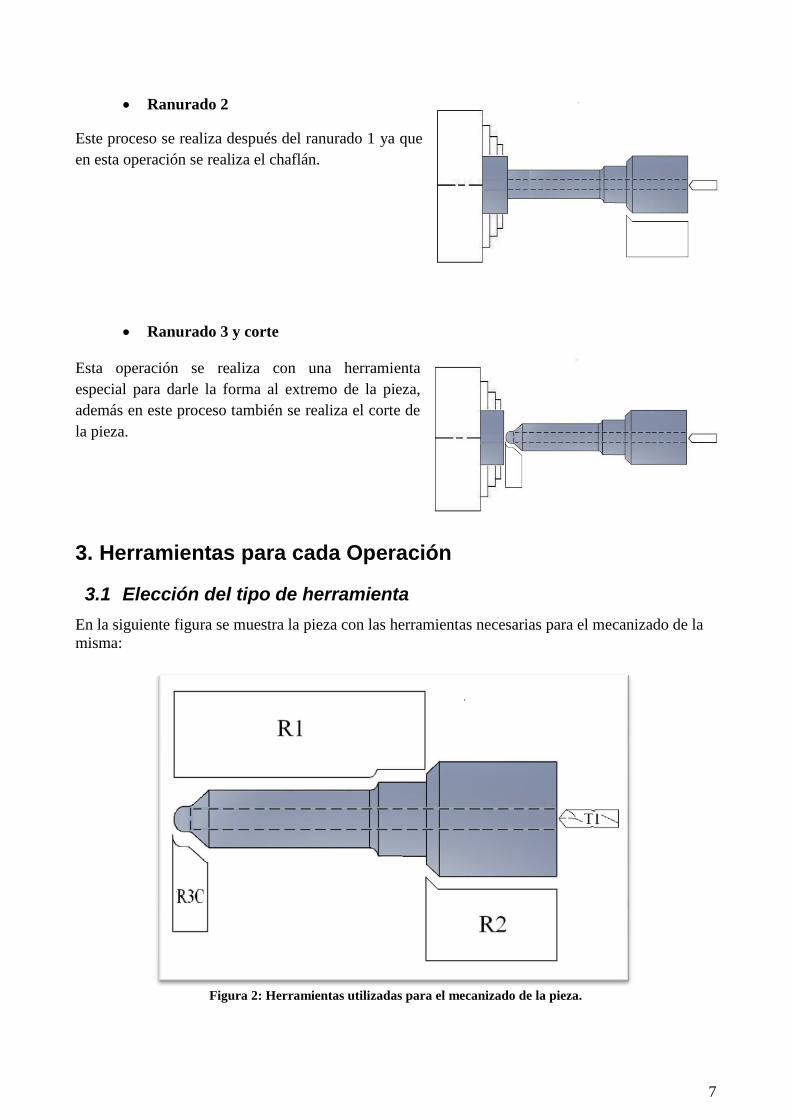
Ranurado 2
Este proceso se realiza después del ranurado 1 ya que
en esta operación se realiza el chaflán.
Ranurado 3 y corte
Esta operación se realiza con una herramienta
especial para darle la forma al extremo de la pieza,
además en este proceso también se realiza el corte de
la pieza.
3. Herramientas para cada Operación
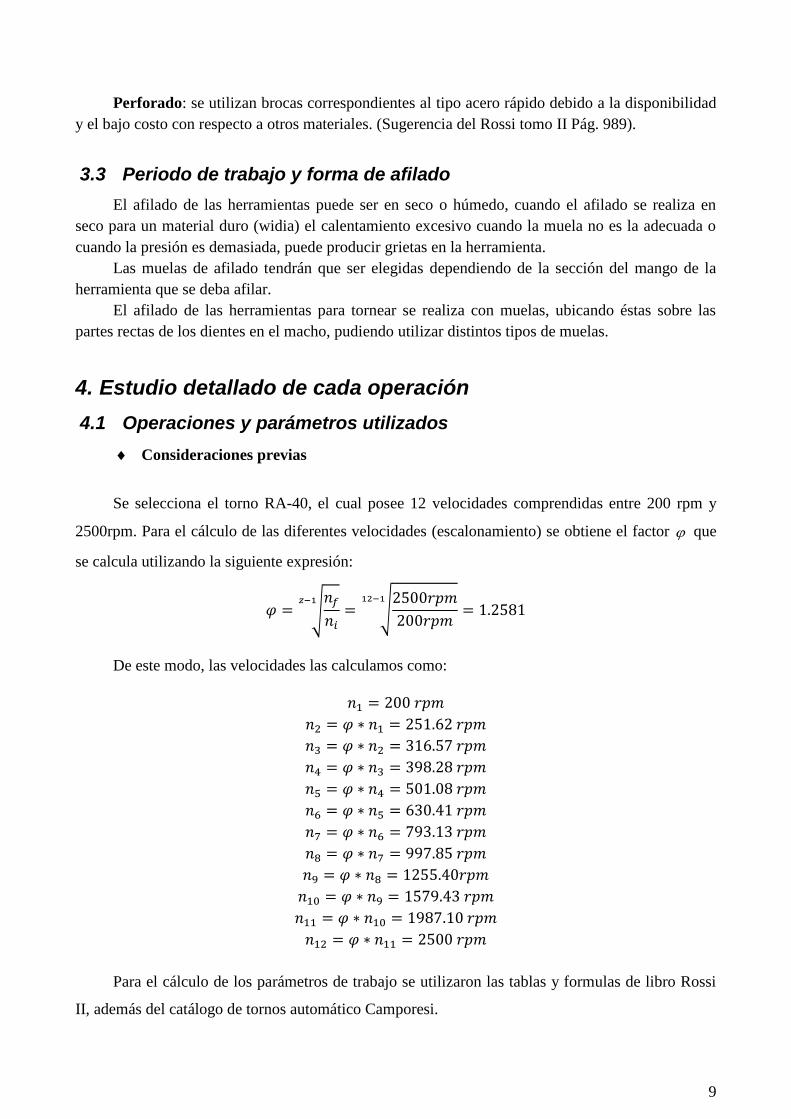
3.1 Elección del tipo de herramienta
En la siguiente figura se muestra la pieza con las herramientas necesarias para el mecanizado de la
misma:
Figura 2: Herramientas utilizadas para el mecanizado de la pieza.

8
Perforado (T1)
Para esta operación se utiliza una broca de acero rápido de 3 mm.
α φ
30º 120º
Ranurado 1 (R1)
Herramienta: Útil de ancho especial (29 mm). Para desbaste, de WIDIA.
α β δ γ ε
15º 70º 5º 5º 85º
Ranurado 2 (R2)
Herramienta: Útil de ancho especial (15 mm). Para desbaste, de WIDIA.
α β δ γ ε
15º 70º 5º 5º 85º
Ranurado 3 y corte (R3C)
Herramienta: Útil de ancho especial (3,4 mm). Para desbaste, de WIDIA.
α β δ γ ε
15º 70º 5º 5º 85º
3.2 Material de las herramientas
Plaquita de metal duro (widia): el metal duro es un producto de metales cerámicamente
ligados que soporta bien presiones, pero no tanto esfuerzos a la flexión. Por ello todas las
disposiciones constructivas de la herramienta de metales duros tienen por finalidad, aumentar su
seguridad contra la rotura y adaptar la técnica de corte a las características del metal duro así como
a la clase y resistencia de la pieza a trabajar.
Operaciones:
Torneado: En esta operación se busca disminuir el tiempo, es por ello que se utiliza un
material de metal duro que permite una velocidad de corte más elevada que con otros materiales en
cuanto a la duración del filo.
9
Perforado: se utilizan brocas correspondientes al tipo acero rápido debido a la disponibilidad
y el bajo costo con respecto a otros materiales. (Sugerencia del Rossi tomo II Pág. 989).
3.3 Periodo de trabajo y forma de afilado
El afilado de las herramientas puede ser en seco o húmedo, cuando el afilado se realiza en
seco para un material duro (widia) el calentamiento excesivo cuando la muela no es la adecuada o
cuando la presión es demasiada, puede producir grietas en la herramienta.
Las muelas de afilado tendrán que ser elegidas dependiendo de la sección del mango de la
herramienta que se deba afilar.
El afilado de las herramientas para tornear se realiza con muelas, ubicando éstas sobre las
partes rectas de los dientes en el macho, pudiendo utilizar distintos tipos de muelas.
4. Estudio detallado de cada operación
4.1 Operaciones y parámetros utilizados
Consideraciones previas
Se selecciona el torno RA-40, el cual posee 12 velocidades comprendidas entre 200 rpm y
2500rpm. Para el cálculo de las diferentes velocidades (escalonamiento) se obtiene el factor que
se calcula utilizando la siguiente expresión:
De este modo, las velocidades las calculamos como:
Para el cálculo de los parámetros de trabajo se utilizaron las tablas y formulas de libro Rossi
II, además del catálogo de tornos automático Camporesi.

10
Perforado
Se utiliza una broca de acero rápido de 3 mm. Los cálculos se realizan utilizando la tabla de
velocidades y avances recomendados para perforado del Manual de Instrucciones de Tornos
Automáticos Camporesi.
Se selecciona al acero aleado por ser el que cuyo valor de resistencia se aproxima más al SAE
1045 (70 Kg/mm2).
La Fuerza de Penetración (P), es aquella que actúa a lo largo de todo el eje de la broca y que
produce el avance durante la rotación.
Se considera ζs=250Kg/mm2 y φ=120º, utilizando las siguientes formulas se obtienen los
parámetros de perforado.
Donde:
d Avance Mt Penetración Recorrido q σs n real rn Tm N N E
(mm) (mm/v) (kgm) (kg) (mm) (mm2) (kg/mm2) (rev) (rev) (seg) (CV) (HP) (Kwh)
3 0,04 0,045 12,990 43 0,06 250 793,13 1075 81,323 0,074 0,073 0,074
Tabla 2: Parámetros de trabajo del perforado.
Los tiempos utilizados en la tabla anterior fueron extraídos del cálculo de tiempos realizado
más adelante.
Ranurados y corte
Para calcular los parámetros de la operación se trabaja con la tabla del catálogo mencionada
en el punto anterior. De ella se extrae el avance y velocidad de corte recomendados para este caso
en particular.
De la tabla LXXXIV del Rossi se obtiene la fuerza específica de corte para acero semi-duro.
ζs= 250 Kg/mm2
11
Las revoluciones del husillo se extrae del diagrama de velocidades del catálogo antes
mencionado, resultando:
, resultando las revoluciones reales igual a 793,13 rpm.
Para el cálculo de los parámetros se utilizan las siguientes formulas:
Descripción
de la
operación
Parámetros de trabajo
P c Avance Vmax n real Vcorte r q d rn ζs Tm Pot. Pot. E
(mm) (mm) (mm/v) (m/min) (rpm) (m/min) (mm2) (mm) (rpm) (kg/mm2) (min) (CV) (HP) (Kwh)
Ranurado 1 3,45 29 0,03 40 793,13 39,618 0,87 15,9 115 250 8,700 2,394 2,363 0,256
Ranurado 2 0,95 15 0,03 40 793,13 39,618 0,45 15,9 31,6667 250 2,396 1,238 1,222 0,036
Ranurado 3 y
Corte 4,45 3,4 0,04 40 793,13 17,442 0,136 7 111,25 250 8,416 0,165 0,163 0,017
Tabla 3: Parámetros de trabajo de las operaciones de ranurados y corte.
Los tiempos utilizados en la tabla anterior fueron extraídos del cálculo de tiempos realizado
más adelante.
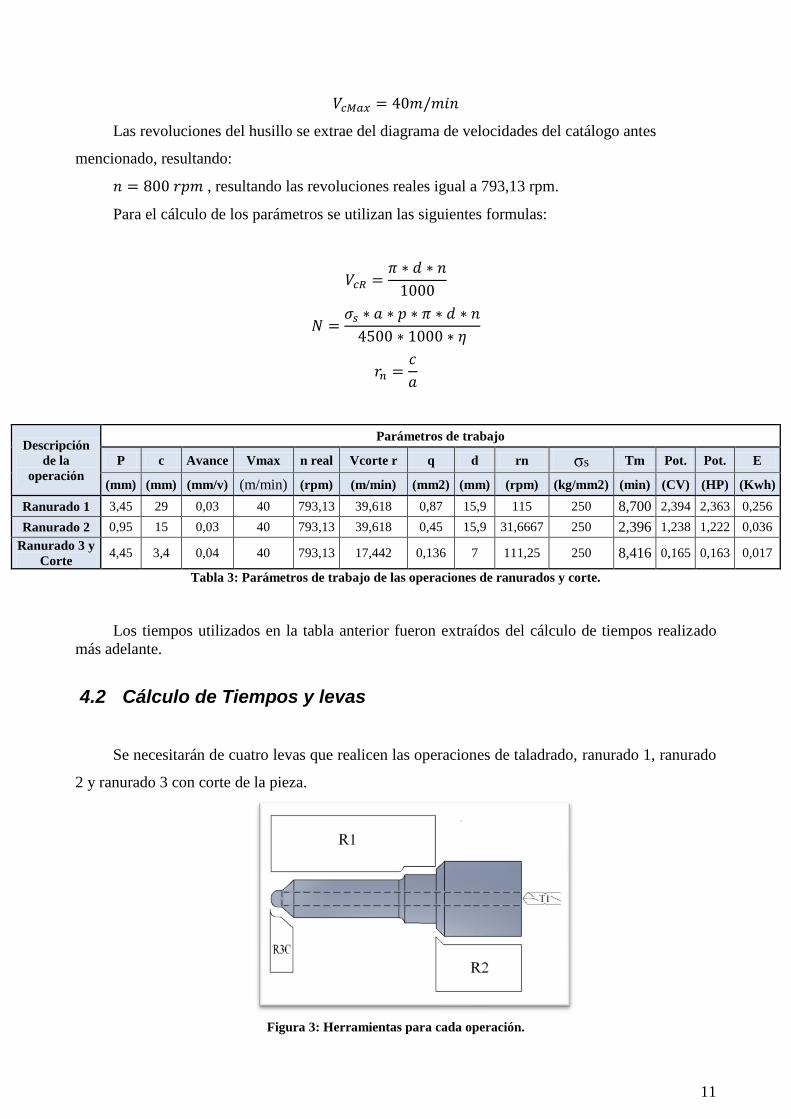
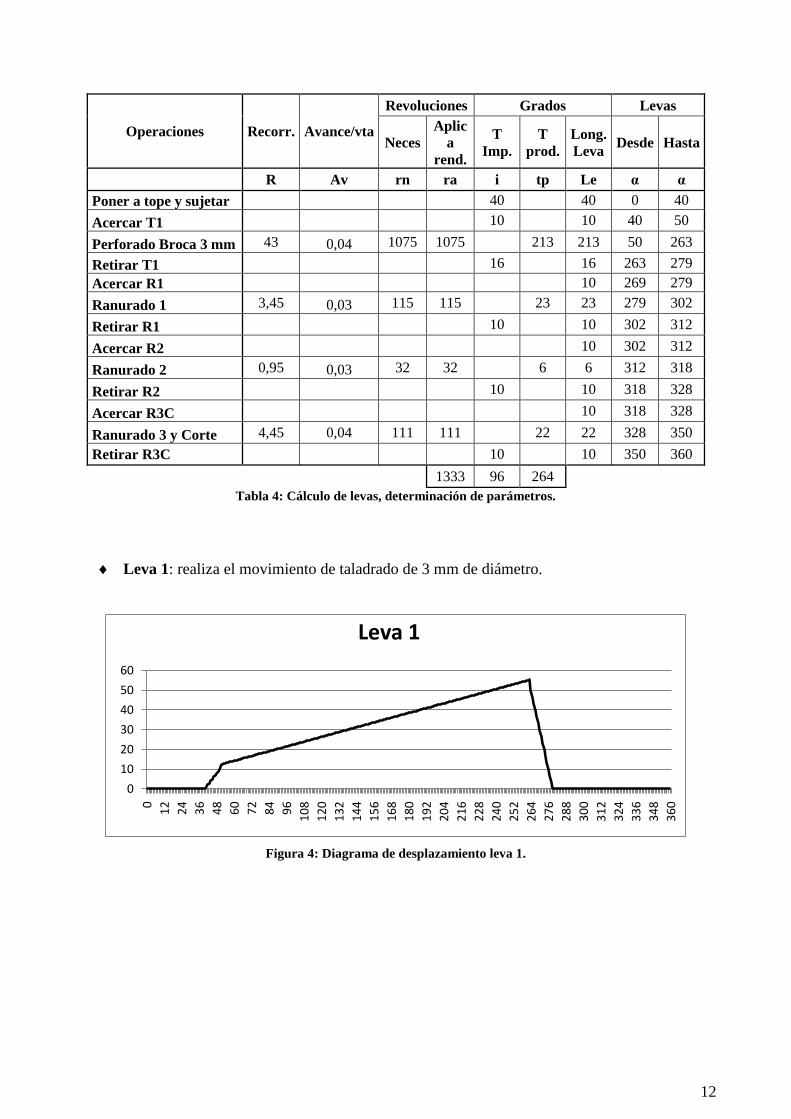
4.2 Cálculo de Tiempos y levas
Se necesitarán de cuatro levas que realicen las operaciones de taladrado, ranurado 1, ranurado
2 y ranurado 3 con corte de la pieza.
Figura 3: Herramientas para cada operación.
12
Operaciones Recorr. Avance/vta
Revoluciones Grados Levas
Neces
Aplic
a
rend.
T
Imp.
T
prod.
Long.
Leva Desde Hasta
R Av rn ra i tp Le α α
Poner a tope y sujetar 40 40 0 40
Acercar T1 10 10 40 50
Perforado Broca 3 mm 43 0,04 1075 1075 213 213 50 263
Retirar T1 16 16 263 279
Acercar R1 10 269 279
Ranurado 1 3,45 0,03 115 115 23 23 279 302
Retirar R1 10 10 302 312
Acercar R2 10 302 312
Ranurado 2 0,95 0,03 32 32 6 6 312 318
Retirar R2 10 10 318 328
Acercar R3C 10 318 328
Ranurado 3 y Corte 4,45 0,04 111 111 22 22 328 350
Retirar R3C 10 10 350 360
1333 96 264
Tabla 4: Cálculo de levas, determinación de parámetros.
Leva 1: realiza el movimiento de taladrado de 3 mm de diámetro.
Figura 4: Diagrama de desplazamiento leva 1.
0
10
20
30
40
50
60
0
12
24
36
48
60
72
84
96
10
8
12
0
13
2
14
4
15
6
16
8
18
0
19
2
20
4
21
6
22
8
24
0
25
2
26
4
27
6
28
8
30
0
31
2
32
4
33
6
34
8
36
0
Leva 1

13
Figura 5: Leva 1.
Leva 2: se utiliza para el ranurado 1 o perfilado 1 de la pieza.
Figura 6: Diagrama de desplazamiento leva 2.
04 8 121620242832
3640
4448
5256
60646872768084889296100104
108112
116120
124128
132136
140144
148152156160164168172176180184188192196200204208212216
220224
228232
236240
244248
252256260264268272276280284288292296300
304308
312316
320324
328332336340344348352356360
0
2
4
6
8
10
12
14
0
12
24
36
48
60
72
84
96
10
8
12
0
13
2
14
4
15
6
16
8
18
0
19
2
20
4
21
6
22
8
24
0
25
2
26
4
27
6
28
8
30
0
31
2
32
4
33
6
34
8
36
0Leva 2
14
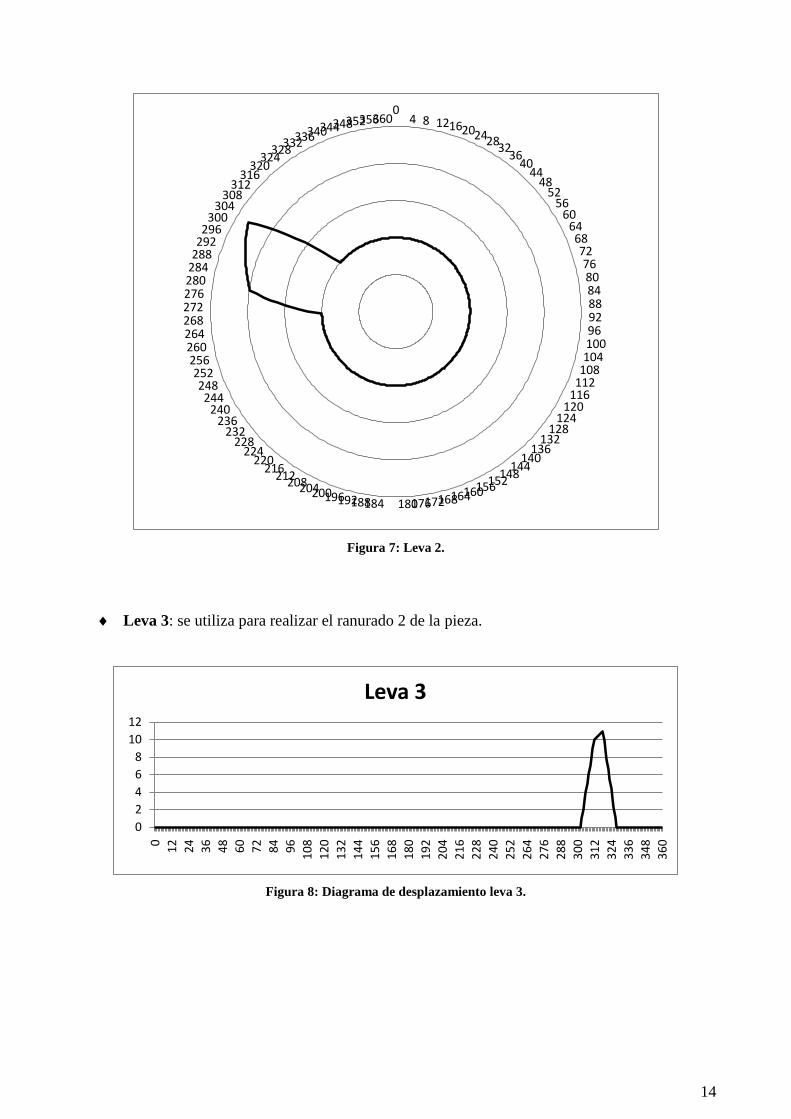
Figura 7: Leva 2.
Leva 3: se utiliza para realizar el ranurado 2 de la pieza.
Figura 8: Diagrama de desplazamiento leva 3.
04 8 1216202428
3236
4044
4852
5660
646872768084889296100104
108112
116120
124128
132136
140144
148152156160164168172176180184188192196200204208212
216220
224228
232236
240244
248252
256260264268272276280284288292296
300304
308312
316320
324328
332336340344348352356360
0
2
4
6
8
10
12
0
12
24
36
48
60
72
84
96
10
8
12
0
13
2
14
4
15
6
16
8
18
0
19
2
20
4
21
6
22
8
24
0
25
2
26
4
27
6
28
8
30
0
31
2
32
4
33
6
34
8
36
0
Leva 3
15
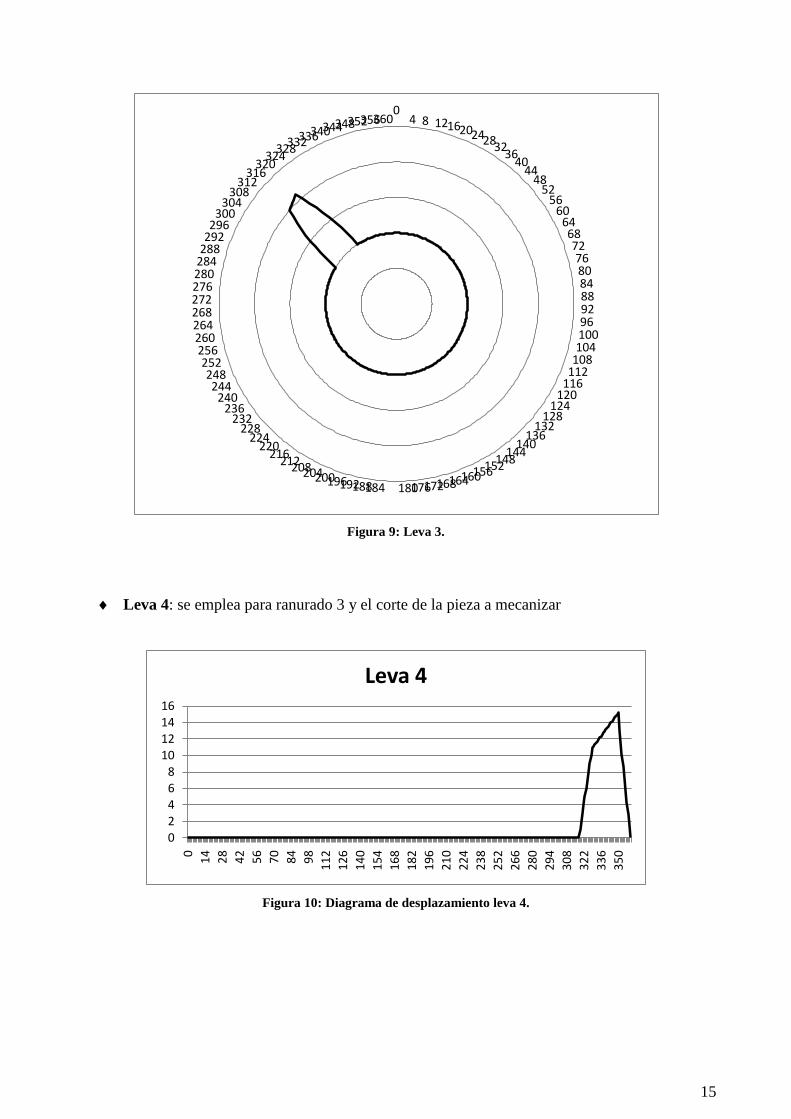
Figura 9: Leva 3.
Leva 4: se emplea para ranurado 3 y el corte de la pieza a mecanizar
Figura 10: Diagrama de desplazamiento leva 4.
04 8 121620242832
3640
4448
5256
60646872768084889296100104
108112
116120
124128
132136
140144
148152156160164168172176180184188192196200204208212216
220224
228232
236240
244248
252256260264268272276280284288292296300
304308
312316
320324
328332336340344348352356360
02468
10121416
0
14
28
42
56
70
84
98
11
2
12
6
14
0
15
4
16
8
18
2
19
6
21
0
22
4
23
8
25
2
26
6
28
0
29
4
30
8
32
2
33
6
35
0
Leva 4

16
Figura 11: Leva 4.
4.3 Tiempo de mecanizado: activo y pasivo
Primeramente se calcula la producción de piezas por hora de la siguiente manera:
Lo que equivale a:
Las revoluciones necesarias para la producción de una pieza es la siguiente:
04 8 1216202428
3236
4044
4852
5660
646872768084889296100104
108112
116120
124128
132136
140144
148152156160164168172176180184188192196200204208
212216
220224
228232
236240
244248
252256
260264268272276280284288292296
300304
308312
316320
324328
332336340344348352356360

17
El tiempo para cada operación se calcula de siguiente manera:
Resultando para todas las operaciones los siguientes tiempos:
Operaciones Le Tm(seg)
Poner a tope y sujetar 40 15,278
Acercar T1 10 3,819
Perforado Broca 3 mm 52 81,323
Retirar T1 16 6,111
Acercar R1 10 3,819
Ranurado 1 60 8,700
Retirar R1 10 3,819
Acercar R2 10 3,819
Ranurado 2 63 2,396
Retirar R2 10 3,819
Acercar R3C 10 3,819
Ranurado 3 y Corte 69 8,416
Retirar R3C 10 3,819 Tabla 5: Tiempos activos y pasivos.
Tiempo total = 137,5 segundos.
Tiempo activo = 100,83 segundos.
Tiempo pasivo = 36,66 segundos.
4.4 Control de calidad de los elementos y plan de control de calidad
Para realizar el control de calidad de las piezas mecanizadas, se puede tomar un lote de 100
piezas y evaluar si cuenta con las dimensiones requeridas las cuales se encuentran en el plano de la
pieza. Si las piezas cumplen con las especificaciones se acepta el lote.
5. Accesorios
5.1 Refrigerante y lubricantes
Los líquidos lubricantes-refrigeradores se usan, principalmente, para la extracción del calor
del instrumento cortante. Ellos hacen descender la temperatura en la zona de maquinado, con lo que
elevan la resistencia de la herramienta, mejora la calidad de la superficie que se trata y protegen
contra la corrosión la herramienta cortantes y la pieza bruta que se trabaja.
Se utilizarán líquidos refrigerantes a base de agua como ser los aceites emulsionables.
18
Aceite emulsionable: se logran mezclando el aceite mineral con agua en distintas
proporciones de donde se obtienen diferentes combinaciones según el trabajo a realizar.
Las emulsiones medias (8 al 15%) serán las utilizadas ya que las mismas son utilizadas en
mecanizados de materiales de mediana dureza con velocidades medianamente alta.
Este tipo de aceite se encuentra en una gran variedad de marcas en el mercado, para nuestro
caso se utilizará un aceite emulsionable “Shell Dromus BL” el cual es de uso general para
mecanizado de metales.
Características: es un aceite soluble que forma emulsiones estables con agua para ser usado
como refrigerante y lubricante en mecanizados de todo tipo como ser: torneado, fresado, taladrado,
esmerilado y aserrado de los materiales más comunes.
6. Selección de Máquinas y equipos
6.1 Tipo de máquinas herramientas a utilizar
Torno
El torno se elige en base a las exigencias del trabajo a realizar, se opto por un torno
automático de industrias Camporesi, ya que los cálculos se realizaron en base a los catálogos
provistos por la empresa.
Figura 12: Torno automático Camporesi.

19
Especificaciones Técnicas
Precio: $ 50.000
7. Cálculo del costo de la pieza
7.1 Costo del material
El material que se va a comprar es una barra de acero 1045 de 15,9 mm de diámetro y 6 m de
longitud, considerando que esta barra posee un peso de 9,35 kg y además se utilizarán 800 de ellas a
un precio de 7 $/kg incluyendo IVA se tiene:
7.2 Determinación del costo unitario
7.2.1. Costo de la mano de obra directa e indirecta
La mano de obra considerada será la de la mano de obra directa, la cual está formada por la
fuerza de trabajo que se encarga del proceso de transformación de la materia prima en el producto
final.
Diámetro máximo del material a trabajar: RA-42
Acero de alta resistencia 40 mm
Acero para automáticas y demás metales ligeros 42 mm
Hexagonal, distancia entre caras 36 mm
Cuadrado, distancia entre caras 29 mm
Diámetro máximo de roscas con fresador 35 mm
Longitud máxima a cilindrar con cilindrador 100 mm
Revoluciones de husillo 12 velocidades 200-2500 rpm
Motor de husillo ,7/3 HP
Motor de avance 1,5 HP
Rendimiento en piezas/hora 13-1246
Peso neto aproximado 1200 Kg
Dimensiones caja de embalaje en mm 1,90x0,95x1,90
Volumen para embalaje marítimo 3,5 m3
Recorrido soporte vertical, hasta 35 mm
Recorrido de contrapunta de taladrar, hasta 120 mm
Diámetro de sujeción pinzas de contrapunta, hasta 18 mm
Cono morse (opcional) contrapunta de taladrar, Nº 2-3
Herramientas a utilizar normales mm 12x12x200
Herramientas de cortar mm 15,87x3x200

20
El costo de la mano de obra será entonces $12,94 por hora sin impuestos según la UOM.
Considerando los impuestos, el precio de la mano de obra total es de 19,037 $/hs. (Ver Matriz de
mano de obra productiva).
Como el tiempo para producir las 1 pieza es de 137,5 seg, se puede calcular el costo de la
mano de obra:
7.2.2. Matriz de mano de obra productiva
Para comenzar se debe calcular los días de inactividad por parte del operario, para ello se
realiza la siguiente tabla con información estadística:
Información Estadística
Licencia Ordinaria 18 días/año 144 hs/año
Feriados Nacionales 10 días/año 80 hs/año
Enfermedades y Accidentes 9,4 días/año 75,2 hs/año
7 de septiembre día del trabajador metalúrgico 1 día/año 8 hs/año
Licencias Especiales 4,2 días/año 33,6 hs/año
Total días de inactividad 42,6 días/año 340,8 hs/año
Tabla 6: Información estadística.
A continuación se procede al cálculo de los días de presencia que va tener el operario por año:
Tabla 7: Presencia del obrero.
Con estos datos se procede a realizar la matriz de mano de obra productiva, considerando que
nuestro obrero va a poseer la categoría de “operario calificado” el cual según el acuerdo entre la
UOMRA y la cámara, le corresponde un salario básico de $12,94.
Cálculo de presencia del obrero
Jornada de trabajo 8 hs/día
Descanso diario 0,5 hs/día
Año 365 días/año
Sábados y Domingos 105 días/año
Días de inactividad 41,6 días/año
Presencia 218,4 días/año
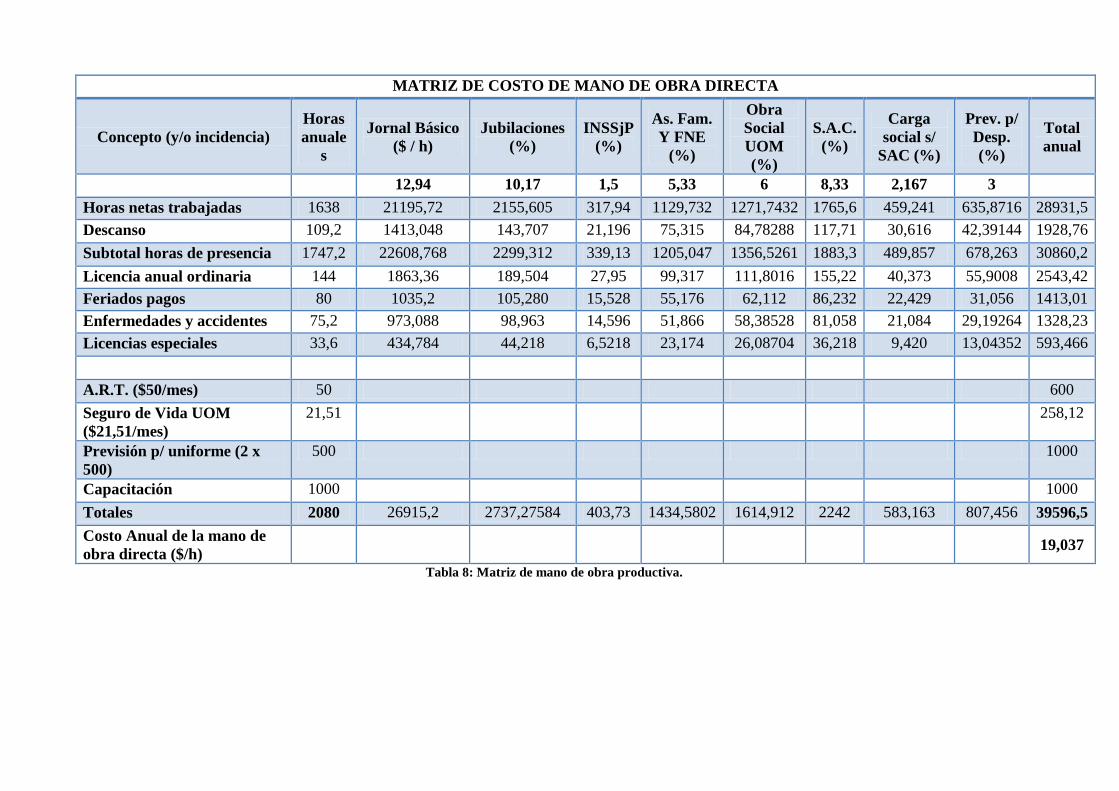
MATRIZ DE COSTO DE MANO DE OBRA DIRECTA
Concepto (y/o incidencia)
Horas
anuale
s
Jornal Básico
($ / h)
Jubilaciones
(%)
INSSjP
(%)
As. Fam.
Y FNE
(%)
Obra
Social
UOM
(%)
S.A.C.
(%)
Carga
social s/
SAC (%)
Prev. p/
Desp.
(%)
Total
anual
12,94 10,17 1,5 5,33 6 8,33 2,167 3
Horas netas trabajadas 1638 21195,72 2155,605 317,94 1129,732 1271,7432 1765,6 459,241 635,8716 28931,5
Descanso 109,2 1413,048 143,707 21,196 75,315 84,78288 117,71 30,616 42,39144 1928,76
Subtotal horas de presencia 1747,2 22608,768 2299,312 339,13 1205,047 1356,5261 1883,3 489,857 678,263 30860,2
Licencia anual ordinaria 144 1863,36 189,504 27,95 99,317 111,8016 155,22 40,373 55,9008 2543,42
Feriados pagos 80 1035,2 105,280 15,528 55,176 62,112 86,232 22,429 31,056 1413,01
Enfermedades y accidentes 75,2 973,088 98,963 14,596 51,866 58,38528 81,058 21,084 29,19264 1328,23
Licencias especiales 33,6 434,784 44,218 6,5218 23,174 26,08704 36,218 9,420 13,04352 593,466
A.R.T. ($50/mes) 50 600
Seguro de Vida UOM
($21,51/mes)
21,51 258,12
Previsión p/ uniforme (2 x
500)
500 1000
Capacitación 1000 1000
Totales 2080 26915,2 2737,27584 403,73 1434,5802 1614,912 2242 583,163 807,456 39596,5
Costo Anual de la mano de
obra directa ($/h)
19,037
Tabla 8: Matriz de mano de obra productiva.

7.2.3. Costo fijo y variable
Costo variable
Energía consumida:
La energía total consumida entre todas las operaciones según la tabla de consumos y tiempos
es la siguiente:
Sabiendo que el precio de la energía eléctrica es de:
Costo fijo
El costo fijo a considerar será de alquiler del local donde se ubicaran las maquinas y oficinas,
el mismo se considerará de 500 $/mes ya que no es necesario que esté ubicado en una zona con
elevados precios de alquiler.
Para calcular el precio por hora se realiza lo siguiente:
7.2.4. Amortizaciones
El tiempo de utilización de las maquinas es de 9,7 horas, y la amortización se calcula
mediante:
Torno: $50000
Vida útil: 25000hs
23
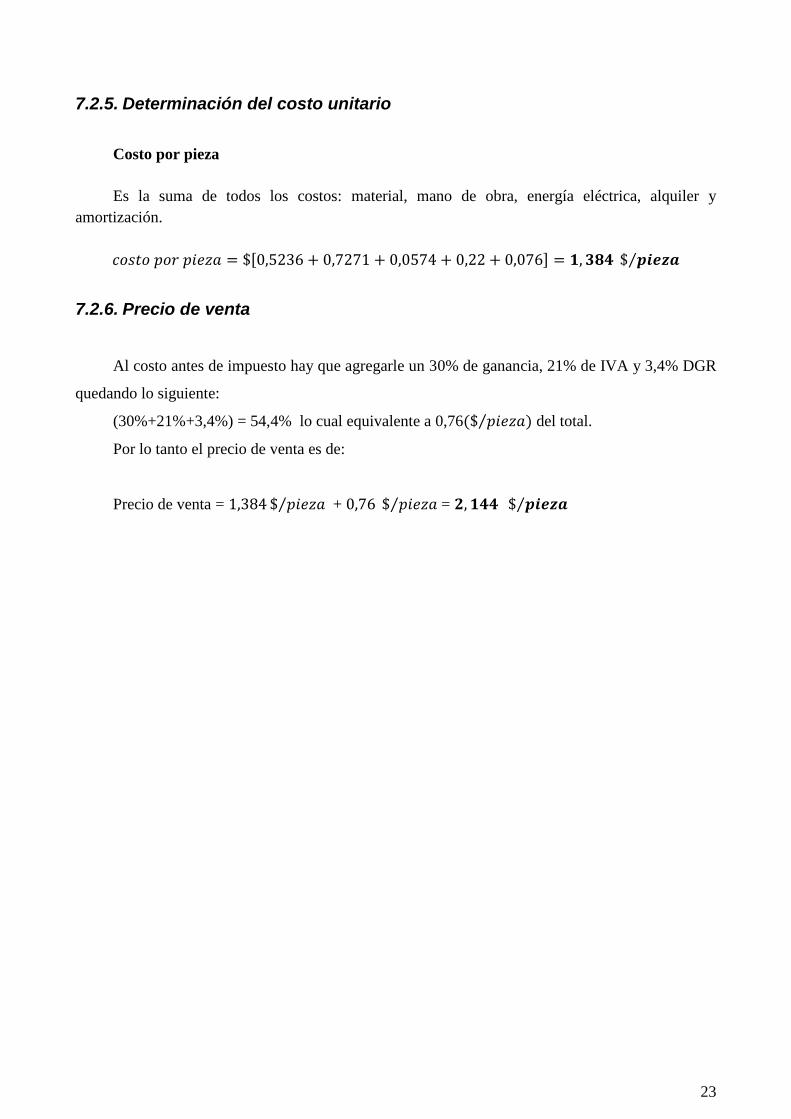
7.2.5. Determinación del costo unitario
Costo por pieza
Es la suma de todos los costos: material, mano de obra, energía eléctrica, alquiler y
amortización.
7.2.6. Precio de venta
Al costo antes de impuesto hay que agregarle un 30% de ganancia, 21% de IVA y 3,4% DGR
quedando lo siguiente:
(30%+21%+3,4%) = 54,4% lo cual equivalente a 0,76 del total.
Por lo tanto el precio de venta es de:
Precio de venta = + =

24
8. Referencias
MÁQUINAS-HERRAMIENTAS MODERNAS: Ing. Mario Rossi; vol 2; editorial Dossat S. A
MÁQUINAS-HERRAMIENTAS MODERNAS: Ing. Mario Rossi; vol 1; editorial Dossat S. A.
TORNOS AUTOMÁTICOS CAMPORESI. Manual de instrucciones para tornos automáticos.
25
Anexo

14 ±0,05
9 ±0,05
3 ±0,01
20,11 ±0,05
27,11 ±0,05
40,61 ±0,05
25,61±0,05
40,61±0,05
11 ±0,05
7 ±0,05