tesis de grado previo la obtención del título de...
TRANSCRIPT
-1-
UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERIA INDUSTRIAL
DEPARTAMENTO DE GRADUACION SEMINARIO DE GRADUACION
TESIS DE GRADO
Previo la obtención del título de:
INGENIERO INDUSTRIAL
ORIENTACION:
GESTION EMPRESARIAL
TEMA: REORGANIZACION EN LA BODEGA DE PRODUCTO
TERMINADO Y DESPACHOS, EN LA EMPRESA CARTOPEL, CORRUPAC.
AUTOR:
ANDRADE GAVIRIA JUAN CARLOS
Director de tesis Ing. Ind. POMBAR VALLEJOS PEDRO GALO
2001 - 2002 GUAYAQUIL - ECUADOR
-2-
La responsabilidad de los hechos, ideas y doctrinas expuestas en esta tesis corresponden exclusivamente Al autor.
________________________________
FIRMA
JUAN CARLOS ANDRADE GAVIRIA C.I.# 0915825210

-3-
AGRADECIMIENTO Esta etapa por la cual estoy culminando, se manifiesta mediante esta tesis uno de mis más grandes deseos de superación, agradeciendo a todas las personas que colaboraron, entre ellas a los Profesores que a lo largo de mi carrera estudiantil me fueron formando, y un merecimiento especial a mis amigos profesores de la Facultad de Ingeniería Industrial. Alas personas que hicieron que esto fuera posible, mis padres, que sin ellos no hubiera concretado culminar esta carrera.
-4-
DEDICATORIA El presente trabajo, tomo mucho tiempo desarrollarlo, en el cual se tuvo el apoyo incondicional de mi Padre y mi Madre, los cuales se fueron con todas las adversidades para enviarme a estudiar, y saberme dar una herramienta con la cual trabajar y defenderme en la vida. Hago extensiva a mi esposa que ha sido un pilar importante en este objetivo que me trace hace mucho tiempo. A sí mismo hago extensivo mi más grande agradecimiento a mis profesores que me enrumbaron en este trabajo.

-5-
RESUMEN
El análisis del problema nace de la problemática de organización de la bodega
de la empresa “Corrugadora del Pacifico S.A.” Fue constituida el 5 de Febrero
de 1997, por medio del Grupo Cartopel, el mismo que se compro a la Empresa
denominada POLICARTON.
Actualmente Corrupac, cuenta con una infraestructura de 18.840 m2 de
los cuales 10.426.76. mt2 están construidos, mas el edificio administrativo de
191.09 mt2 y de parque 1.208 mt2 y se ha comprado Un terreno adyacente de
10.000 m2, el cual se lo Utilizara para recepción y almacenaje de Bobinas, se
proyectara, colocar en este lugar una planta Recicladora de papel, llamada
CARTOSURSA, la misma que actualmente esta ubicada en el Km. 4 ½ VIA
Daule.
………………………………………….
ANDRADE GAVIRIA JUAN CARLOS

-6-
INDICE GENERAL
CAPITULO I
GENERALIDADES
1.1 Antecedentes
1
1.2 Objetivos
1
1.3 Historia de la Empresa
2
1.4 Objetivos de Empresa
2
1.5 Misión
3
1.6 Visión
4
1.7 Ubicación de la Empresa
4

-7-
CAPITULO II
PRESENTACION DE LA EMPRESA.
2.1 Estructura Orgánica. 5
2.2 Descripción física. 5
2.3 Descripción del proceso. Productivo. 6
2.4 Materia Prima 14
2.5 Control de calidad de producto terminado 15
2.6 Zonas de Influencia. 17
2.7 Clientes Externos e Internos. 18
CAPITULO III
ANALISIS Y EVALUACION DE LA GESTION EMPRESARIAL
3.1 Análisis de las Ventas de la empresa CORRUPAC
19
3.2 Análisis de la demanda del mercado
26

-8-
3.3 Análisis del Factor Humano
28
3.4 Análisis de la Capacidad Financiera
31
3.5 Análisis de la Capacidad tecnológica.
34
3.6 Representación del Análisis Foda.
36
CAPITULO IV IDENTIFICACION DE LOS PROBLEMAS EN EL DEPARTAMENTO
DE ALMACENAMIENTO, GESTION Y ENTREGA
4.1 Identificación de problemas
37
4.2 Diagrama causa efecto
40
-9-
4.3 Análisis de las causas
41
4.4 Ordenamiento de los problemas por medio del diagrama de Pareto de
la Frecuencia
45
CAPITULO V
CUANTIFICACION DE PROBLEMAS
5.1 Cuantificación de los problemas en el Dpto. de
46 Almacenamiento, Gestión y entrega.
5.2 Ordenamiento de los costos por problema mediante
50 el diagrama de Pareto
5.3 Conclusión.
51
CAPITULO VI
ALTERNATIVAS DE SOLUCION 6.1 Problema y Solución con el recurso humano
52

-10-
6.2 Problemas y Solución con la Logística
65
6.3 Problemas y Solución con Controles
72
6.4 Problema y Solución con el transporte.
76
CAPITULO VII
IMPLANTACION DE SOLUCIONES Y EVALUACION ECONOMICA 7.1 Programa para la implantación de las soluciones
82
7.2 Cuantificación de la inversión.
87
7.3 Determinación de las perdidas
87
7.4 Análisis de costo beneficio
88
7.5 Conclusiones y recomendaciones.
89

-11-
ANEXOS
DESCRIPCIÓN Pag.
1 Vision y mision de la empresa 91
2 Estructura organica
92 3 Descripcion fisica de la planta
93 4 Diagrama de flujo de proceso
94 5 Diagrama de proceso 1
95
6 Diagrama de proceso 2 96
7 Diagrama de proceso 3
97 8 Diagrama de proceso 4
98 9 Especificaciones del papel
100 10 Formato diseño de cajas
101
-12-
11 Analisis box compresion 102
12 Clasificacion por el test de la lamina 103
13 Pruebas de calidad
104 14 Certificado de calidad
105 15 Encuesta de empresa market
106 16 Reclamos de los clientes
107 17 Formato de reclamos de clientes
108 18 Inventario
109 19 Datos sobre precio de las cajas
110 20 Despachos del año 2001
111 21 Formato del palletizado
112
-13-
CAPITULO I
GENERALIDADES
1.1 ANTECEDENTES
El Grupo CARTOPEL, es uno de los lideres en el sector Cartonero, y
cuenta con varias industrias Anexas, una de ellas es CORRUPAC, la cual se
encarga de la fabricación de cajas de Cartón Corrugado.
El departamento de Despachos, ocupa un sitio muy alto en esta Fabrica,
pues se encarga del almacenaje y recepción del producto terminado, y del
despacho del mismo.
1.2 OBJETIVOS
Al finalizar el presente trabajo, se espera que los cambios y sugerencias
que se plantean, fundamentadas en los conocimientos y técnicas adquiridas de
la Ingeniería Industrial, logren los objetivos para tener el mejor desempeño del
departamento de Despachos, y por ende contribuir a un mejor desarrollo de la
Empresa.
1.3 HISTORIAL DE LA EMPRESA.- La Empresa CORRUPAC
-14-
“Corrugadora del Pacifico S.A.” Fue constituida el 5 de Febrero de 1997, por
medio del Grupo Cartopel, el mismo que se compro a la Empresa denominada
POLICARTON.
Actualmente Corrupac, cuenta con una infraestructura de 18.840 m2 de
los cuales 10.426.76. mt2 están construidos, mas el edificio administrativo de
191.09 mt2 y de parque 1.208 mt2 y se ha comprado Un terreno adyacente de
10.000 m2, el cual se lo Utilizara para recepción y almacenaje de Bobinas, se
proyectara, colocar en este lugar una planta Recicladora de papel, llamada
CARTOSURSA, la misma que actualmente esta ubicada en el Km. 4 ½ VIA
Daule.
1.4 OBJETIVOS DE LA EMPRESA
Corrupac tiene como objetivo, solucionar los problemas de Empaques,
que tengan los infinitos clientes potenciales, logrando la satisfacción, tanto de
los clientes externos como internos, y poder liderar en este Mercado que es tan
Competitivo.
1.5 MISION DE LA EMPRESA
Nuestra visión es crear valor y riqueza para nuestros clientes, proveedores,

-15-
colaboradores y accionistas, con excelencia en calidad, y servicio,
Manteniendo un compromiso decidido con la comunidad y el medio ambiente.
1.6 VISION DE LA EMPRESA
Satisfacer totalmente a nuestros clientes, consolidando, con ellos,
relaciones estratégicas de negocios. Fortalecer nuestro liderazgo comercial en
el país. Reconocer altos reconocimientos de calidad otorgados nacional e
internacionalmente, en adición a los ya conseguidos. Desarrollar nuevos
negocios orientados hacia la integración de operaciones. (ver anexo #1)
1.7 UBICACIÓN DE LA EMPRESA
Corrupac, se encuentra ubicada en la provincia del Guayas, ciudad
GUAYAQUIL; en el Km. 6 1/2 VIA A Daule, en la Cdla. Prosperina en la
calle primera y la cuarta
Ubicación de la empresa
CAPITULO II
AV. PRIMERA KM 6 1/2
VIA. DAULE
CARTOPEL
N
E
O
S
-16-
PRESENTACION DE LA EMPRESA.
2.1 ESTRUCTURA ORGANICA
La empresa CORRUPAC, cuenta desde sus inicios con una organización
de tipo funcional la cual permite una actividad organizada (anexo # 2)
Este organigrama consta en los registros del sistema de calidad de la
empresa, el mismo que indica que el primer nivel es la junta de accionistas
Grupo Mesalles (Costa Rica), luego está el Directorio de donde se distribuye las
decisiones a la Gerencia General y este a su vez administra con sus vario
Gerentes Departamentales.
2.2 DESCRIPCION FISICA
La planta CORRUPAC, cuenta con maquinas Importantes para llevar
acabo el acabado de una caja de cartón Corrugado. (ver anexo 3).
1. - Una Corrugadora. 2. - Dos Imprentas (Hooper 1, con 4 colores y la Hooper 2 con 1 color). 3. - Maquina cortadora de Botton Pad (klarck aiken). 3. - Embaladora (Neumática).

-17-
4. - Bodegas (Producto terminado y materia prima.). 5. - Calderos, compresores, balanzas de Pacas, Montacargas. 6.- Dos tanques de Almacenaje de Búnker. 7. - Otros (Edificio Administrativo). 2.3 DESCRIPCION DEL PROCESO PRODUCTIVO.
El proceso de fabricación de la caja de cartón corrugado comprende
3 etapas que son: (anexo 4)
Corrugado. Impresión Tapas. Impresión Bases. CORRUGADO.
La materia prima es transportada desde las bodegas hasta los porta rollos
de la corrugadora por medio de los montacargas denominados clan, la materia
prima viene en bobinas de papel, las mismas que se enhebran en los rodillos de
la corrugadora.
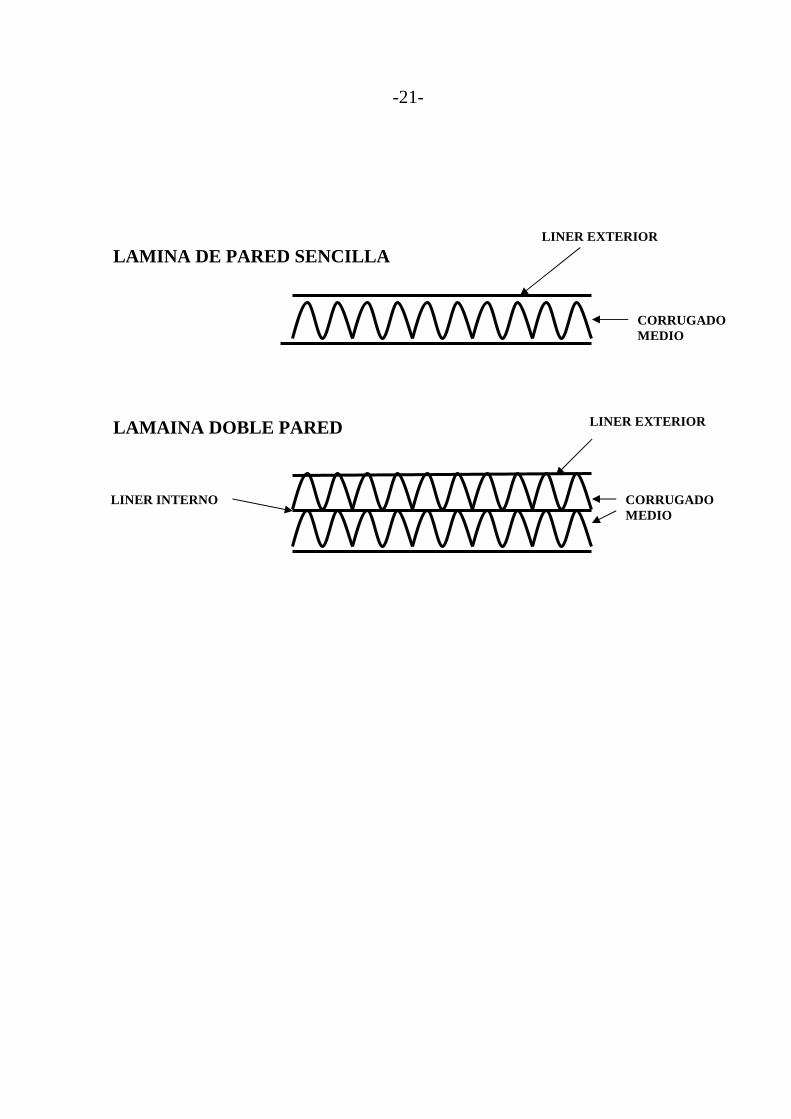
La fabricación de una lamina de cartón corrugado de pared sencilla, o
doble pared, se necesita 2 clases de papel, el liner exterior y el corrugado
medio.
-18-
Para obtener la lamina de pared sencilla, se necesitan 2 bobinas de liner
exterior y 1 bobina de corrugado medio. Esta lamina es utilizada en cajas
regulares y tapas de las cajas de banano. (anexo 5 y 6).
Se colocan las tres bobinas en los porta rollos, luego el primer paso es
enhebrar el liner exterior en los diferentes rodillos para darle tensión al papel,
luego pasa por una banda transportadora hacia el single fase (cilindro
corrugador), el mismo que tiene como función principal la de formar flautas
(Ondas), en el corrugado medio y por medio de calor y propiedad del papel se
mantenga con estas ondulaciones denominadas flautas, luego de salir de esta
fase es transportado a la torre de precalentadores en donde pasa a la glue
machine, luego se pegan los papeles en las planchas del doble backer, luego
Pasa por unas cuchillas que le dan un corte longitudinal y se escorea en el
triples, el corte transversal se lo realiza en la sección denominada CUT OFF,
que es un cuchillo que se lo calibra según la medida que se necesite.
Luego es apilado en los STACKER, en donde se coloca las laminas en
palles para ser almacenados, en esta etapa son inspeccionadas por el
departamento de calidad para ver si cumplen con todos los estandares.
-19-
Esta lamina debe tener un par de horas, antes de ingresar a las imprentas,
para que todos los gases que se desprenden, no afecten la impresión de la
misma.
IMPRESIÓN DE LAS TAPAS:
Las laminas obtenidas de la corrugadora son ingresadas en la
alimentadora de las imprentas, (HOOPER 1) esta tiene capacidad para imprimir
4 colores a la vez, y la capacidad de producir 4.000 a 7.000 golpes por hora.
Esta lamina es transportada a la mesa alimentadora, en donde se espera
hasta que se coloquen los troqueles, clisés, tintas y se cuadre el cuerpo
ranurador y scoreador, por ultimo se cuadra la fólder, la engomadora, secadora
y el cuchillo.(ver anexo 7).
Una vez hecha la impresión y el armado requerido son almacenados en
bultos de 25 unidades, y estos a su vez son puestos en palles de 81 bultos por
palle.

-20-
IMPRESIÓN DE BASES.
Las bases al igual que las tapas ingresan a la maquina denominada
HOOPER 2, la cual tiene dos colores para la impresión de cada base, según lo
requiera.
El proceso comienza cuando se transportan las laminas a la mesa
alimentadora, luego se montan los clisés de impresión, se coloca la tinta, se
cuadra el cuerpo ranurador y scoreador , se montan los troqueles, se cuadra los
fólder, el sistema engomador, secador, (ver anexo 8), y por ultimo se cuadra el
cuchillo en donde sale la base lista para ser amarada en bultos de 20 unidades y
esta a su vez es puesta en palles de 63 bultos por palle.
Las cajas de banano siempre requieren de una protección en forma de
cartulina de por lo menos 80 x 40 cm la cual es procesada en una maquina
denominada KLAR-AIKEN, el proceso comienza con la transportación de la
materia prima (bobinas) hacia los porta rollos, de aquí son procesados
cortados y según el requerimiento troquelados.
Este aditamento se lo denomina BOTTON PAD el cual tiene la
propiedad de absorber la húmeda existente y de mantener sin filtraciones la
caja.
-21-
LAMINA DE PARED SENCILLA
LAMAINA DOBLE PARED
LINER EXTERIOR
CORRUGADO MEDIO
CORRUGADO MEDIO
LINER EXTERIOR
LINER INTERNO

-22-
DIAGRAMA DE FLUJO DE PROCESO. CORRUGADORA
TRANSPORTACIÓN DE M.P. al corrugador
Formación de flautas, al corrugado medio
Formado del single face
Glue machine
CORTE
Pegado en doble backer
NO
P.T EN PROCESO.
-23-
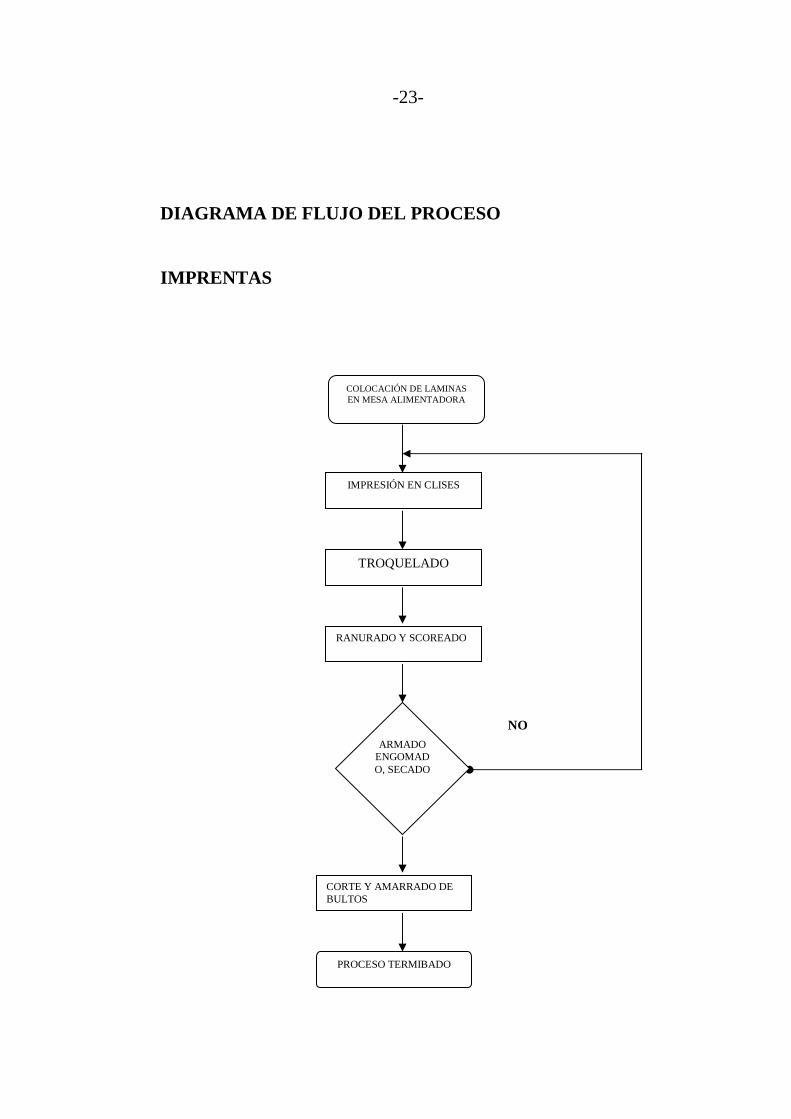
DIAGRAMA DE FLUJO DEL PROCESO IMPRENTAS
COLOCACIÓN DE LAMINAS EN MESA ALIMENTADORA
IMPRESIÓN EN CLISES
TROQUELADO
RANURADO Y SCOREADO
NO ARMADO
ENGOMADO, SECADO
CORTE Y AMARRADO DE BULTOS
PROCESO TERMIBADO

-24-
A continuación mostraremos los modelos de las cajas más comunes:
Cajas de Banano
TAPA
BASE
Estos dos elementos que componen la caja de banano, llevan además una
cartulina denominada Botton pads, el cual se lo incluye como protección de la

-25-
fruta. Además esta caja es utilizada para el embalaje de muchos productos
agrícolas como la piña, melón, etc.
La caja que a continuación se muestra es denominada caja regular, la misma
que esta constituida por una lamina de pared sencilla, en nuestra empresa esta
caja es utilizada por varios clientes como Unilever Andina Jaboneria, (Aceites,
margarinas, helados, detergentes), La Fabril (aceites), Ecuaplantation, etc.
CAJA REGULAR
2.4 MATERIA PRIMA
La materia prima principal es la bobina de papel, la cual viene en
diferentes espesores, y especificaciones, esto se muestra en el anexo # 9.
CARTOPEL CAJA
REGULAR

-26-
Estas Bobinas se las importa en un 70 % de Diferentes países (EE.UU.,
EUROPA, etc.) y un 30% del producto es elaborado en el molino del cartpel,
este molino esta instalado en la ciudad de cuenca.
La goma se la prepara en la planta, y se provee principalmente de
ALMIDON el cual es comprado en el mercado local.
Las tintas que se consumen se las compran en un 20 % en el mercado
internacional y el 80 % se compra en el mercado local.
La planta cuenta con un departamento especifico para el diseño y la
elaboración de logotipos de las diferentes impresiones que lleva la caja. Este
departamento se denomina ingeniería de empaques y los diseños se los muestra
en el anexo 10.
2.5 CONTROL DE CALIDAD DEL PRODUCTO TERMINADO El control de calidad se lo realiza a todos los procesos de fabricación, así pues
tenemos que a la materia prima (papel), se le ensayan las diferentes pruebas que
a continuación mencionaremos.

-27-
Gramaje. Calibre. Humedad. No. Cobb. Ring crush. Mullen. U.block. Rasgado. Wax pick. Resistencia humedo %. Doblez.
Al producto terminado, se le realizan diferentes pruebas, entre las más
estrictas esta, la resistencia de la caja armada, al peso que soporta por centímetro
cuadrado.
Este test es realizado por una maquina box compresión (bct), la cual
gráfica la resistencia de la caja en una hoja de excell, la misma que se refleja en
el certificado de calidad que se le envía al cliente. (anexo 11), los resultados
están deacuerdo a la composición del test, los mismos que se muestra en el
anexo 12. El test es la composición de los gramajes de cada liner que
interviene para formar la lamina de cartón corrugado.
-28-
Otra prueba que se realiza es el denominado pin adheison, la cual nos
indica que pegado se encuentra el liner con el corrugado, (flautas). (anexo 13).
Esta prueba es muy estricta, ya que de esta depende si la caja pega en sus
aletas, y a su vez nos indica que resistencia vertical va a obtener la caja, esto es
cuando la caja esta armada, nos indicara cuantas Lbf soportara, en una columna
de acción.
Las especificaciones de las cajas se las muestra en el certificado de calidad que se le entrega al cliente, el certificado lo mostramos en el anexo # 14. 2.6 ZONAS DE INFLUENCIA
Las zonas en la cual la empresa tiene mayor participación es en la costa
y el litoral, siendo sus principales clientes de las zonas de las provincias del
ORO, GUAYAS, LOS RIOS, MANABI, ESMERALDAS. Siendo su fuerte,
Guayas, Machala y Los Ríos, ya que en estas zonas se encuentran las principales
BANANERAS del País.
2.7 CLIENTES EXTERNOS E INTERNOS.
Nuestros clientes internos (trabajadores, colaboradores, proveedores) se
encuentran compenetrados con la empresa ya que esta a su vez retribuye por
medio de incentivos, Los clientes externos son nuestro mayor pilar, y nuestra
-29-
empresa ofrece las cajas con mejor calidad y precio, esto se demuestra en la
encuesta realizada por la empresa MARKET la cual nos coloca en primer lugar
de aceptación. (Anexo 15).

-30-
CAPITULO III
ANALISIS Y EVALUACION DE LA GESTION EMPRESARIAL 3.1 Análisis de las Ventas y Oportunidades de Mercado.
Las ventas de la Empresa se dividen en dos grandes grupos, domestico y
banano.
Corrupac dedicándose a la fabricación de cajas, para el sector Bananero
y Ondutec dedicándose al sector Domestico.
Las cajas para el sector bananero están conformadas por dos cuerpos,
Base y Tapa, y cajas para el sector de domestico compuesto por un solo
cuerpo al que se denomina caja regular.
Las ventas de la empresa CARTOPEL -CORRUPAC en el año 2001, se
reflejan en el siguiente cuadro.
2001 VENTAS BANANO DOMESTICO TOTAL ENERO 4.325.652 320.540 4.646.192 FEBRERO 5.430.329 250.235 5.430.579 MARZO 5.101.230 325.264 5.426.494 ABRIL 4.565.289 350.265 4.915.554 MAYO 4.325.674 364.245 4.689.919 JUNIO 3.652.325 301.100 3.953.425

-31-
JULIO 2.299.951 298.245 2.598.196 AGOSTO 3.785.255 345.124 4.130.379 SEPTIEMBRE 3.102.547 305.155 3.407.702 OCTUBRE 3.843.210 378.987 4.148.365 NOVIEMBRE 4.102.301 320.248 4.422.549 DICIEMBRE 4.258.439 380.215 4.638.654 Para saber la demanda futura de los próximos años se utilizara el método de mínimos cuadrados para proyectar las ventas de futuros años.
Años PERIOD
OS Demanda Y X XY X 2 1991 1 15.265.162 -5 -76.325.810 25 1992 2 18.236.548 -4 -72.946.192 16 1993 3 17.542.365 -3 -52.627.095 9 1994 4 18.887.542 -2 -37.775.084 4 1995 5 18.654.339 -1 -18.654.339 1 1996 6 19.244.124 0 0 0
1997 7 21.025.368 1 21.025.368 1 1998 8 32.098.857 2 64.197.714 4 1999 9 65.754.663 3 197263989 9 2000 10 59.063.877 4 236.255.508 16 2001 11 52.408.008 5 262.040.040 25
TOTAL 338.180.853 0 522.454.099 110
Estos datos se los tomo del reporte mensual que el departamento de
serviclientes le pasa a Gerencia General, y a su vez estos datos se los
proporciona diariamente al departamento de Serviclientes, esto se lo practica
con el animo de tener un radiografía de la empresa diariamente. También se le
siguió el historial de despachos de la anterior empresa denominada policarton.

-32-
Se realiza la proyección de la demanda de los próximos años por medio
de las siguientes formulas.
Y`=a + bx n ∑XY-(∑X)( ∑Y) b=----------------------- n∑x2 – (∑x)2 Y x a=----- - b( ----) n n
DATOS:
X= 0
∑Y= 338.180.853
∑XY= 522.454.099
X2= 110 n= 11 11(522.454.099) – (0)(338.180.853) b= ----------------------------------------- 11(110)2 – (0)2
5746995089 - 0 b= ---------------------------- 133100 - 0 b= 43178,02 338.180.853 0

-33-
a= ------------- - 43.178,02(----) 11 11 a= 30.743.713,90 X= 6 Y´= 30.743.713,90 + 43.178,02(6) Y´= 31.002.782,02 X=7 Y´=31.045.960,04 X=8 Y´=31089138.06
De esta manera se observa que en los próximos años esta en tendencia se
mantendría a una ligera alza.
En el sector BANANERO existen diferentes clientes entre los cuales
mencionaremos los más importantes:
0
5000000
10000000
15000000
20000000
25000000
30000000
35000000
X
Ý´
X 6 7 8
Ý´ 31002782.02 31045960.04 31089138.06
1 2 3

-34-
Proexba s.a. Exbanecua. Capralba. Vioecuador. Belzi. Ayapal. Banana don francisco. Le fruit. Costatrading. Shidar. Faproban. Palmar. Lady franco. Bananeros el guabo Capralba En el sector DOMESTICO se encuentran los siguientes clientes, de los cuales
mencionaremos los más importantes:
Unilever andina jaboneria. Unilever andina ecuatoriana. Cia. Agri. E. Industrial ecuaplantation.

-35-
Osram. Industrias lacteas toni. Plasticos industriales. Indutamsa. Indurama. La fabril. Industrias ales. Negocios industriales real.nirsa. Agripac. Celnasa. Industrial pesquera sta. Priscila. Cartones villa marina. Cferveceria suramericana.cervesursa. Confoco s.a. Aliservis. Pizza domino. Ecuamaiz. Eurofish s.a. Frutarica Costasur Inepaca Langosmar
-36-
Papiyus Pinturas ecuatorianas
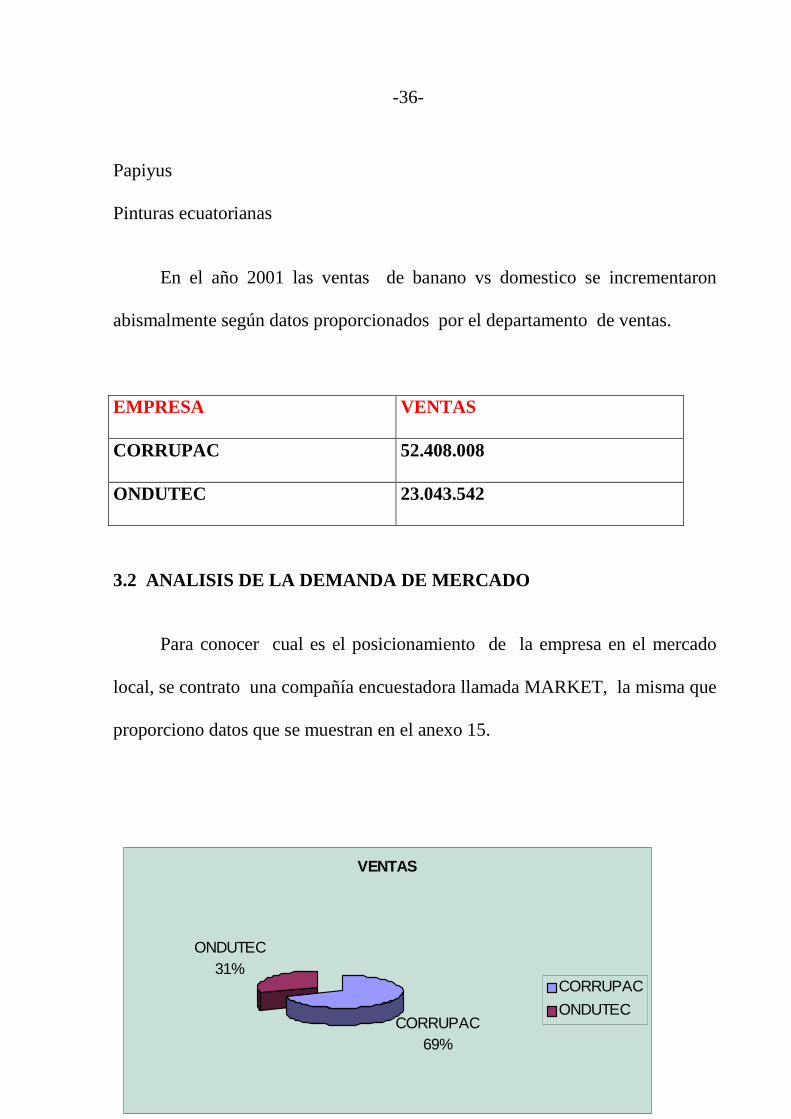
En el año 2001 las ventas de banano vs domestico se incrementaron
abismalmente según datos proporcionados por el departamento de ventas.
EMPRESA VENTAS
CORRUPAC 52.408.008
ONDUTEC 23.043.542
3.2 ANALISIS DE LA DEMANDA DE MERCADO
Para conocer cual es el posicionamiento de la empresa en el mercado
local, se contrato una compañía encuestadora llamada MARKET, la misma que
proporciono datos que se muestran en el anexo 15.
VENTAS
CORRUPAC69%
ONDUTEC31%
CORRUPAC
ONDUTEC

-37-
PARTICIPACION DE MERCADO
EMPRESAS PRODUCCION PORCENTAJE
Mt2 % CARTOPEL 48,569,741.00 24.29 PROCARSA 35,890,542.00 17.95
CARTORAMA 34,987,241.00 17.50 GRUPASA 20,365,987.00 10.19
ICE 29,875,412.00 14.94 CARTONERA
ANDINA 30,254,781.00 15.13
TOTAL 199,943,704.00 100.00
Análisis de las FORTALEZAS, OPORTUNIDADES, DEBILIDADES,
AMENAZAS.
3.3 ANALISIS DE EL FACTOR HUMANO.- Uno de los pilares
fundamentales es el talento Humano con el que cuenta el grupo Cartopel, el
CART O NERAS
CA RTOP EL25%
PROCARS A18%
CARTORA M A17%
GRUPA S A10%
ICE15%
CARTONE RA A NDINA
15%
CARTOPE L PROCARS A CARTORA M A GRUP AS A ICE CARTONE RA A NDINA
-38-
cual lo analizaremos en su aspecto, académico, técnico, y esfuerzos realizados
por la empresa.
En lo que se refiere al aspecto académico, y técnico, se encuentra muy
elevado, pues la empresa brinda seminarios, a todos los empleados para que
tengan un buen desempeño en sus labores. El compromiso que la empresa tiene
con todos los trabajadores de la empresa, es ofrecerle estabilidad laboral, y un
sueldo deacuerdo a conocimientos y capacidades.
Esta nueva faceta del grupo, en la cual se da a conocer como una de las
más fuertes en el mercado, se lo corrobora con estudios hechos por la empresa
market.
El nivel de Remuneración de jefatura y supervisores esta muy por arriba,
con respecto alas de la competencia, ya que actualmente constamos con personal
que ha salido de las empresas competidoras a la nuestra, por mayor
remuneración salarial y cumplimientos de ley, como por ejemplo Las utilidades.
En cuanto a los accidentes en la fabrica se deja mucho que desear ya que en el
2001 ocurrieron muchos incidentes, los cuales en lo que va del año 2002 se
encuentra en cero.

-39- FACTOR HUMANO ANALISIS FODA
CAPACIDAD
HUMANA
CAPACIDAD HUMANA FORTALEZA DEBILIDAD IMPACTO
BUENA REGULAR DEFICIENTE BUENA REGULAR DEFICIENTE BUENA REGULAR DEFICIENTE
PERMANENCIA X X
ACADEMICO X X
TECNICA X X
ACCIDENTES X X
INCETIVOS X X
SUELDOS X X
ROTACION X X
PERMANENCIA X X

-40-
3.4 CAPACIDAD FINANCIERA
La empresa consta a un grupo muy fuerte reconocido mundialmente
en el sector papelero. Con lo cual una de las fortalezas es el capital con el
que cuenta este grupo.
Uno de los accionistas que mayor capital aporta es el GRUPO
VERSALLES, de Costa Rica, teniendo como accionista minoritario al grupo
MOELLER.
La inversión tiene un retorno, estable, ya que gracias al importante
desarrollo que ha tenido el Grupo se pudo, comprar maquinaria, y poder
renovar en un 70 % la maquinaria en sus dos compañías.
El grupo cuenta con una rápida respuesta hacia la demanda de cajas
de cartón ya que con las dos plantas que cuenta en Ecuador, puede suplir las
necesidades del sector de la Sierra y costa.
Los precios que la empresa ofrece al publico, están por debajo de la
competencia, esto se logra gracias a que cuenta con un molino de papel
-41-
(Corrugado Medio) en Cuenca, y una Recicladora (Cartosursa), con lo cual
baja los costos de reciclaje y fabricación de papel.
La empresa tiene una política de dar mas plazo que la competencia en
los créditos hasta tres meses, pues cuenta con capital extranjero y
nacional, para solventar imprevistos.

-42-
CAPACIDAD FINANCIERA
CAPACIDAD FINANCIERA
CAPACIDAD FINANCIERA
FORTALEZA DEBILIDAD IMPACTO
BUENA REGULAR DEFICIENTE
BUENA REGULAR DEFICIENTE BUENA REGULAR DEFICIENTE
CAPITAL X X
INVERSION X X
CAPACIDAD DE RESPONDER AL
MERCADO
X X
COSTOS DE PRODUCCION
X X
CREDITOS X X
P.V.P X X
INVERSIONISTAS X X
-43-
3.5 CAPACIDAD TECNOLOGICA
Actualmente la planta se ha renovado en un 30 % ya que mejoro el
sistema de fabricación de Laminas de Cartón Corrugado (CORRUGADOR).
La planta cuenta con experimentados técnicos los cuales, innovan
diariamente, prueba de esto es que se cambio la tracción de papel en el
Corrugador , antes era un sistema de agarre de papel por medio de dedos
metálicos en forma de bumerán, ahora el sistema es por absorción, el cual
aspira el papel y lo pega al cilindro corrugador.
Se ha mejorado el sistema de facturación y de Guías de Remisión, ya
que anteriormente por los equipos de computaciones eran obsoletos, con
respecto al mercado actual.
Se contrato una empresa para que dote de celulares a las empresas
transportistas para un mejor control de los despachos hacia el cliente.

-44-
Capacidad tecnológica
CAPACIDAD
TECNOLOGICA FORTALEZA DEBILIDAD IMPACTO
BUENA REGULAR DEFICIENTE BUENA REGULAR DEFICIENTE BUENA REGULAR DEFICIENTE
TECNOLOGIA MANOFACTURA
X X
INNOVACION X X
SISTEMAS COMPUTACIONALES
X X
ATENCION A CLIENTES
X X
ENTREGAS DE MERCADERIA
X X
ENRTREGA DE FACTURAS
X X
INFORMACION AL CLIENTE
X X
-45-
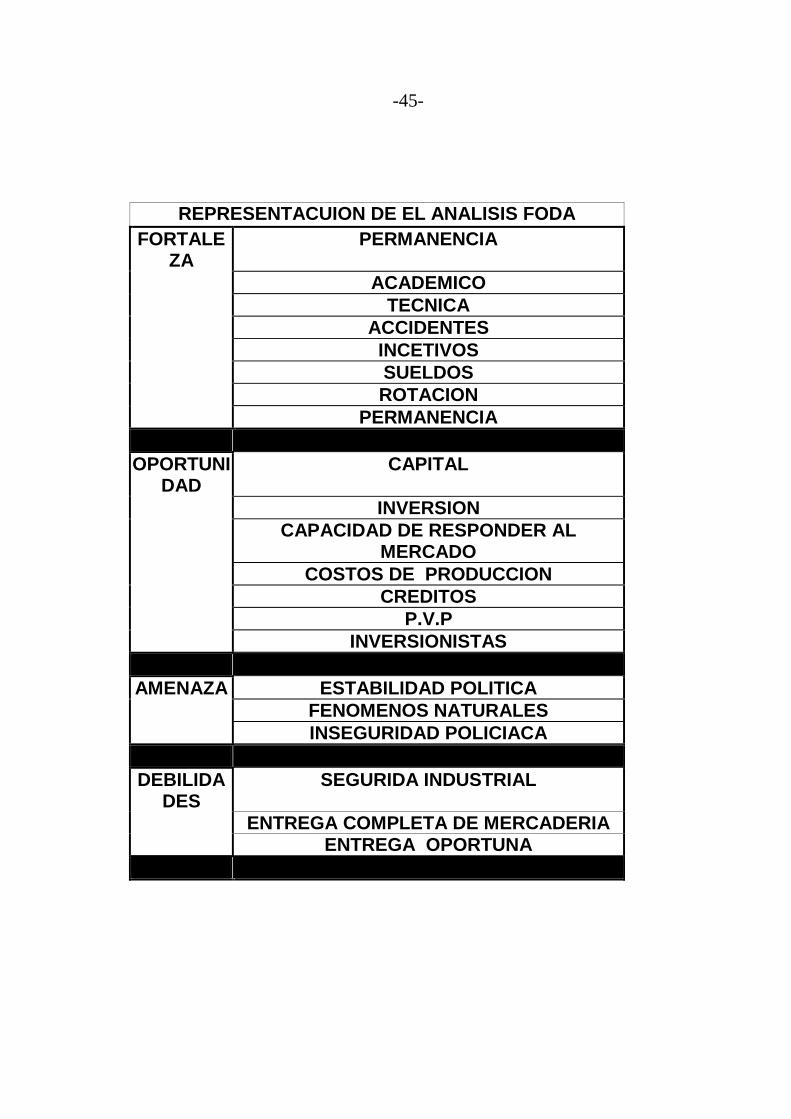
REPRESENTACUION DE EL ANALISIS FODA FORTALE
ZA PERMANENCIA
ACADEMICO TECNICA ACCIDENTES INCETIVOS SUELDOS ROTACION PERMANENCIA
OPORTUNIDAD
CAPITAL
INVERSION CAPACIDAD DE RESPONDER AL
MERCADO COSTOS DE PRODUCCION CREDITOS P.V.P INVERSIONISTAS
AMENAZA ESTABILIDAD POLITICA FENOMENOS NATURALES INSEGURIDAD POLICIACA
DEBILIDADES
SEGURIDA INDUSTRIAL
ENTREGA COMPLETA DE MERCADERIA ENTREGA OPORTUNA
-46-
CAPITULO IV
Identificacion De Los Problemas En El Departamento De
Almacenamiento, Gestion Y Entrega
4.1 Identificacion De Los Problemas
De acuerdo al análisis de todos los reclamos que manifestaban (ver
anexo 16) los clientes se evidencio que los problemas principales son
causados por el departamento de terminado, ventas, mantenimiento,
despachos.
Los reclamos de los clientes se los constata en el anexo 17, en el
mismo que se describe que clase de problema tiene el cliente.
Los principales problemas que manifiestan los clientes son: Faltantes,
demoras, deterioro de mercadería, etc.
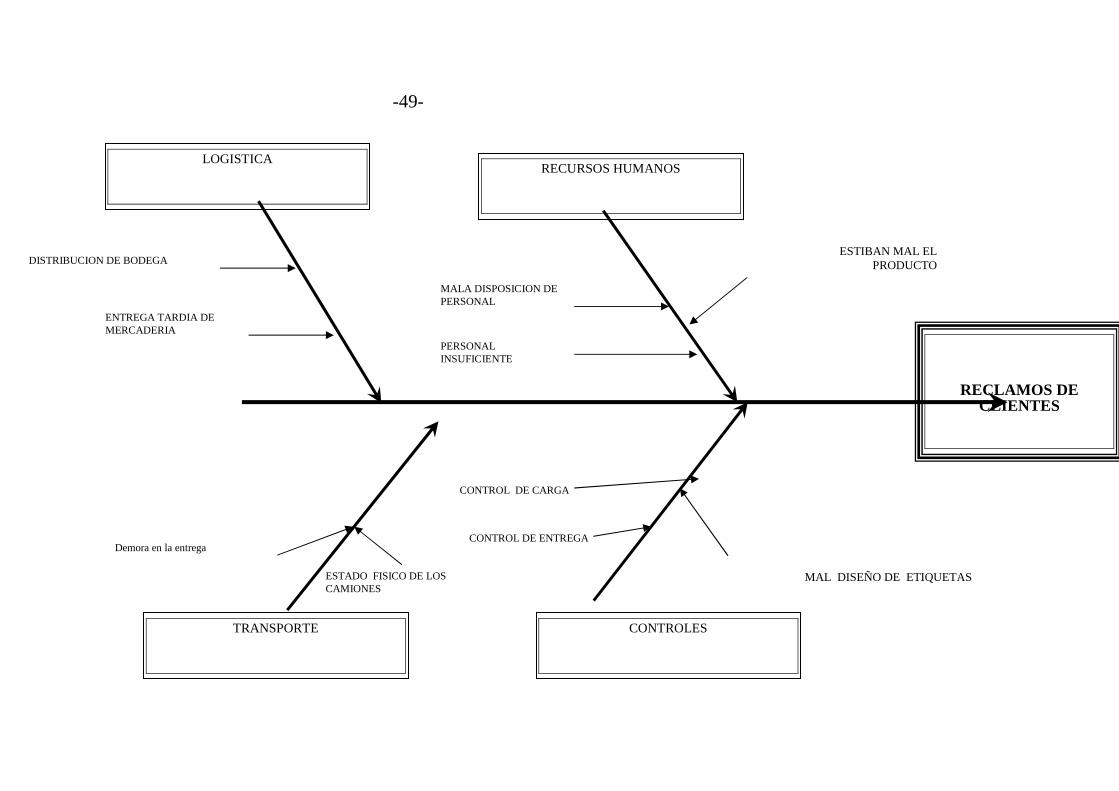
4.2 Evaluación de las causas
Para evaluar las causas se utilizará el diagrama de ishikawa o
espina de pescado, el cual nos indicara donde se encuentra los problemas y
cuales son sus causas.
-47-
La necesidad de eliminar los reclamos de los clientes nos llevo a
identificar las causas que generan problemas antes mencionados, los
mismos que los analizaremos y daremos sus posibles soluciones.
Las causas que ocasionan los problemas y a su vez delatan la
desorganización en el departamento de despacho, las hemos clasificado en
4 causas primarias.
RECURSOS HUMANOS
� Mala disposición de personal.
� Personal insuficiente.
� Mal cubicaje y estivaje de las cajas.
LOGISTICA � Entrega tardía
� Incumplimiento de la entrega de pedidos
TRANSPORTE � Demora en la entrega.

-48-
� Estado fisico de los camiones.
CONTROLES � Control de carga
� Control de entrega
� Mal diseño de etiquetas
-49-
RECLAMOS DE CLIENTES
LOGISTICA RECURSOS HUMANOS
TRANSPORTE CONTROLES
ESTADO FISICO DE LOS CAMIONES
Demora en la entrega
CONTROL DE CARGA
ESTIBAN MAL EL PRODUCTO
MALA DISPOSICION DE PERSONAL
ENTREGA TARDIA DE MERCADERIA
DISTRIBUCION DE BODEGA
PERSONAL INSUFICIENTE
CONTROL DE ENTREGA
MAL DISEÑO DE ETIQUETAS
-50-
4.3 ANALISIS DE LAS CAUSAS
Este análisis se lo utiliza para ratificar cuales son los pocos vitales y
cuales son los muchos triviales.
Los problemas que se plantean son datos que se escogen de los
reportes de reclamo los cuales nos indican los diferentes inconvenientes que
tienen los clientes.
Los clientes describen en los reportes de reclamo sus problemas, a
estos problemas le analizamos sus posibles causas las mismas que según la
incidencia por mes las enumeramos en el cuadro, que se muestra a
continuación.

-51-
RECURSOS HUMANOS
DESCRIPCION DE LAS CAUSAS
EN
E
FE
B
MA
AB
R
MA
JUN
JUL
AG
OS
SEP
TI
OC
TU
NO
VI
DICIE
TO
TA
L
ES
TIB
AN
M
AL
PR
OD
UC
TO
1
3
5
4
1
1
1
2
2
2
2
2
26
MA
LA
DIS
PO
SIC
ION
DE
EL
PE
RS
ON
AL
2
1
0
1
1
2
2
1
2
3
4
4
23
PE
RS
ON
AL
INS
UF
ICIE
NT
E
5 6
4
3
5
5
4
4
6
2
8
7
59
TOTAL
108
Según las incidencias que se muestran en este cuadro se denota que el
mayor problema es el faltante unidades por bulto. El cual se da por un
deficiente desempeño en la recepción y entrega del producto terminado.

-52-
LOGISTICA
DE
SCR
IPC
IO
N D
E
LA
S E
NE
FE
B
MA
AB
R
MA
JUN
JUL
AG
OS
SEP
TI
OC
TU
NO
VI
DIC
IE
TO
TA
L
DIS
TR
IBU
CIO
N
DE
B
OD
EG
A
5 3 2 5 8 6 3 2 3 5 7 8 57
EN
TR
EG
A
TA
RD
IA
DE
M
ER
CA
DE
RI
A
2 2 3 3 4 2 4 3 4 5 3 2 37
TOTAL
94
Según las incidencias que se muestran en este cuadro se denota que el
mayor problema es el cumplimiento de entrega de pedidos.
-53-
TRANSPORTE
DESCRIPCION DE LAS CAUSAS
ENE
FEB
MA
ABR
MA
JUN
JUL
AGOS
SEPTI
OCTU
NOVI
DICIE
TOTAL
DEMORA EN LA
ENTREGA 5 3 2 5 8 6 3 2 3 5 7 8 57
ESTADO FISICO DE LOS CAMIONES
3 1 2 4 7 5 4 5 4 3 2 3 43
TOTAL
100
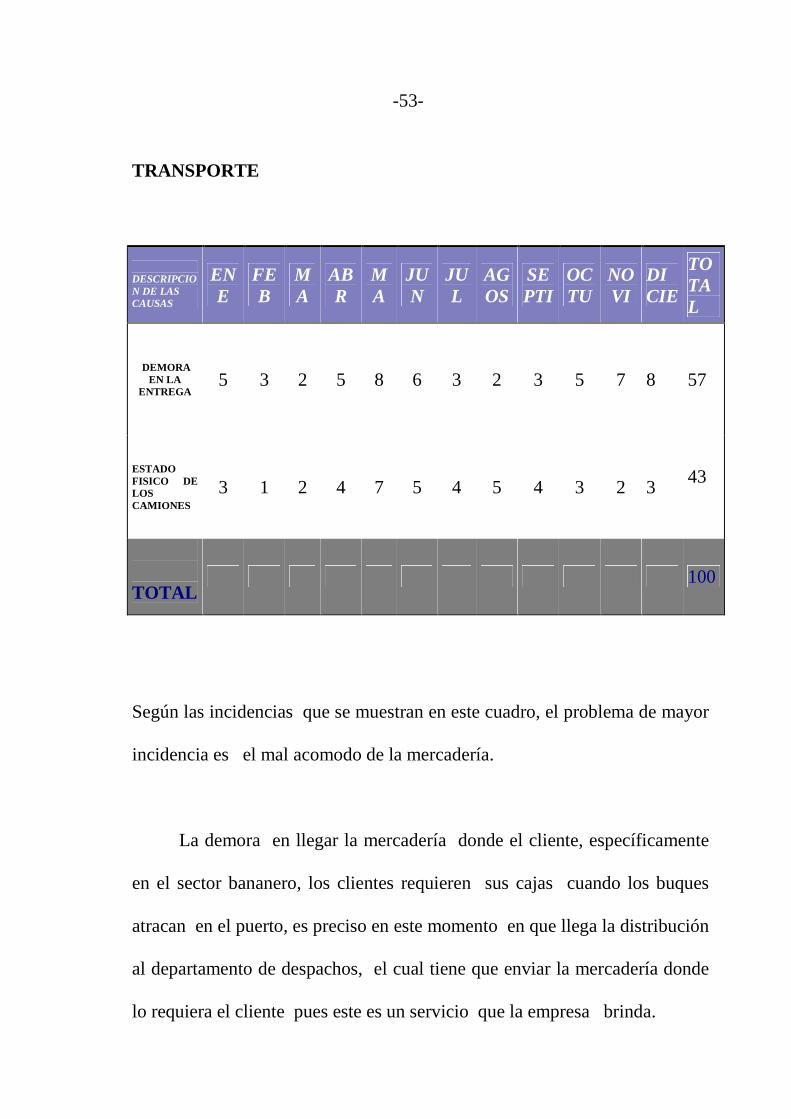
Según las incidencias que se muestran en este cuadro, el problema de mayor
incidencia es el mal acomodo de la mercadería.
La demora en llegar la mercadería donde el cliente, específicamente
en el sector bananero, los clientes requieren sus cajas cuando los buques
atracan en el puerto, es preciso en este momento en que llega la distribución
al departamento de despachos, el cual tiene que enviar la mercadería donde
lo requiera el cliente pues este es un servicio que la empresa brinda.
-54-
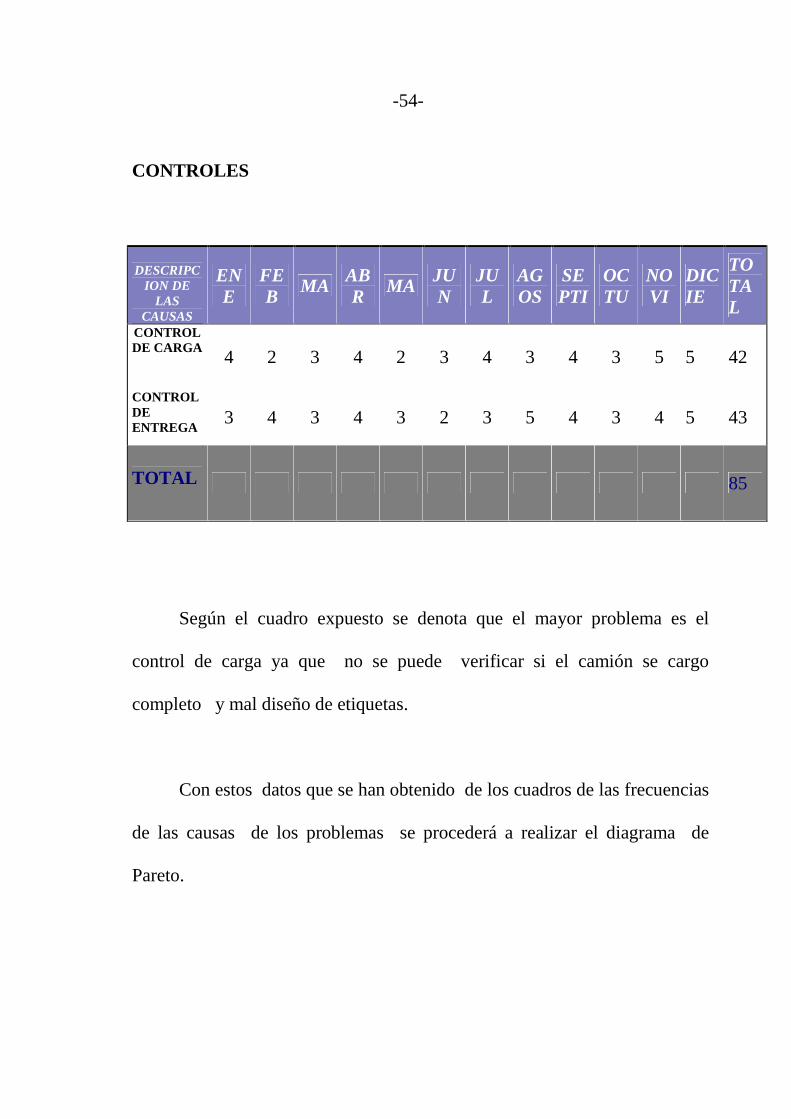
CONTROLES
DESCRIPC
ION DE LAS
CAUSAS
ENE
FEB
MA ABR
MA JUN
JUL
AGOS
SEPTI
OCTU
NOVI
DICIE
TOTAL
CONTROL DE CARGA
4 2 3 4 2 3 4 3 4 3 5 5 42
CONTROL DE ENTREGA
3 4 3 4 3 2 3 5 4 3 4 5 43
TOTAL 85
Según el cuadro expuesto se denota que el mayor problema es el
control de carga ya que no se puede verificar si el camión se cargo
completo y mal diseño de etiquetas.
Con estos datos que se han obtenido de los cuadros de las frecuencias
de las causas de los problemas se procederá a realizar el diagrama de
Pareto.

-55-
Frecuencia del Problema
DESCRIPCION DE EL PROBLEMA
FRECUENCIA DEL PROBLEMA
TIPOS DE DEFECTO
DESCRIPCION DEL DEFECTO
FRECUENCIA DEL DEFECTO
PORCENTAJE DE
FRECUENCIA
PORCENTAJE ACUMULATIVO
A RECURSOS HUMANOS
108 27.91 27.91 %
B LOGISTICA 94 24.29 52.20 % C TRANSPORTE 100 25.84 78.04 % D CONTROLES 85 21.96 100.00 %
0
50
100
150
200
250
300
350
400
450
A B C D TOTAL
TIPOS DE DEFECTO
FR
EC
UE
NC
IA D
EL
DE
FE
CT
O
0.00
20.00
40.00
60.00
80.00
100.00
120.00
PO
RC
EN
TA
JE D
E F
RE
CU
EN
CIA
FRECUENCIA DEL DEFECTO
PORCENTAJE ACUMULATIVO

-56-
CAPITULO V
5.1.- Capitulo Cuantificacion De Los Problemas En El
Departamento De Almacenamiento, Gestion Y Entrega
Los costos ocasionados por la mala gestión y desorganización en el
departamento de Despachos, se determino en función de pedidos rezagados
y devueltos que se mantienen en stock, los mismos que se manifiestan en el
inventario mensual, (ver anexo 18), como pedidos de lento movimiento,
estos pedidos se los cuantifica mediante lo que es el costo de fabricación de
una caja, así tenemos lo que cuesta cada uno de los elementos que
componen la caja de Banano. (anexo 19)
HOOPER 1 ELEMENTO TEST PRECIO POR MT2
TAPA 175 0.315 TAPA 250 0.370 TAPA 250B 0.400
TOTAL DE PRECIOS 1.085/3=0.361
HOOPER 2 ELEMENTO TEST PRECIO POR CAJA
BASE 350 0.515 BASE 400 0.550 BASE 450 0.590
TOTAL DE PRECIOS 1.655/3=0.551
-57-
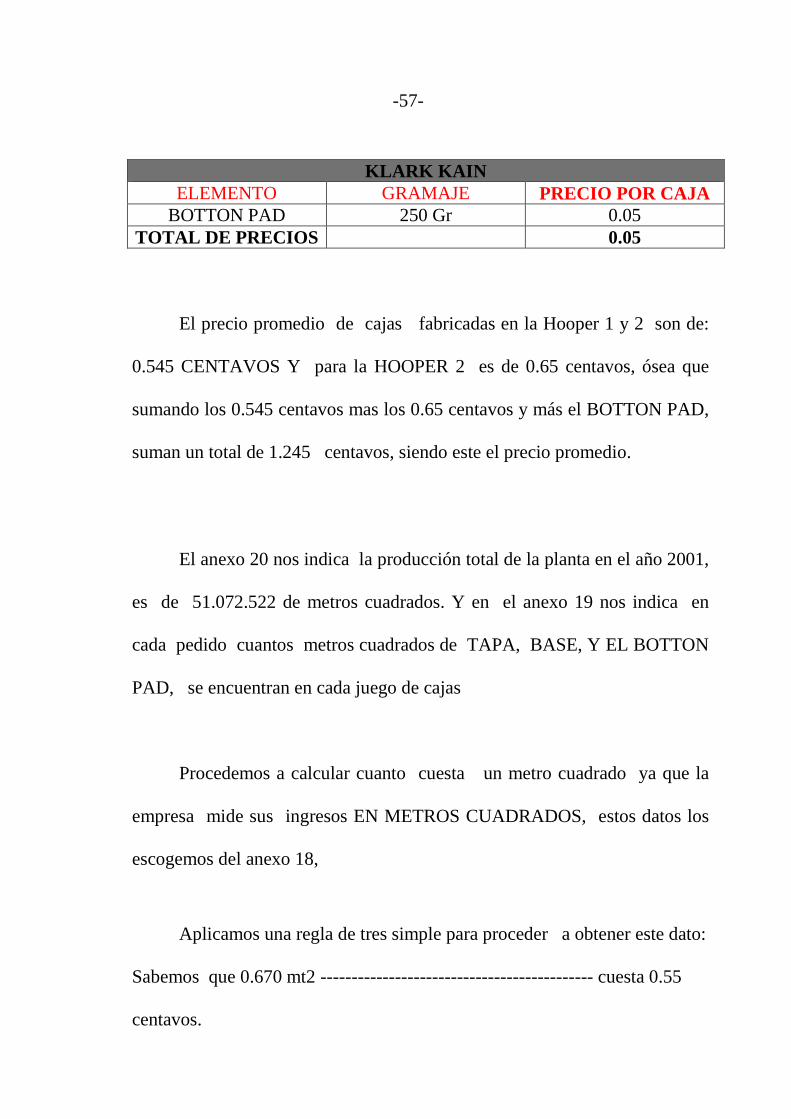
KLARK KAIN ELEMENTO GRAMAJE PRECIO POR CAJA
BOTTON PAD 250 Gr 0.05 TOTAL DE PRECIOS 0.05
El precio promedio de cajas fabricadas en la Hooper 1 y 2 son de:
0.545 CENTAVOS Y para la HOOPER 2 es de 0.65 centavos, ósea que
sumando los 0.545 centavos mas los 0.65 centavos y más el BOTTON PAD,
suman un total de 1.245 centavos, siendo este el precio promedio.
El anexo 20 nos indica la producción total de la planta en el año 2001,
es de 51.072.522 de metros cuadrados. Y en el anexo 19 nos indica en
cada pedido cuantos metros cuadrados de TAPA, BASE, Y EL BOTTON
PAD, se encuentran en cada juego de cajas
Procedemos a calcular cuanto cuesta un metro cuadrado ya que la
empresa mide sus ingresos EN METROS CUADRADOS, estos datos los
escogemos del anexo 18,
Aplicamos una regla de tres simple para proceder a obtener este dato:
Sabemos que 0.670 mt2 -------------------------------------------- cuesta 0.55
centavos.

-58-
1 mt2 --------------------------------------------X ¿
X = 0.820 centavos
Las cajas devueltas se las puede evidenciar en el inventario mensual,
las mismas que están catalogadas como de lento movimiento. Esto se debe a
las causas que se mencionaron anteriormente.
Existe entre los pedidos de lento movimiento 128976.44 MT2 los
cuales se los recopiló del inventario mensual, multiplicando esto por los
.0820 centavos tenemos un total de 105760.684 estos datos lo exponemos
en el siguiente cuadro.
TOTAL DE COSTOS
TOTAL DE MT2 COSTO X MT2 TOTAL 128976.44 $ 0.820 $ 105760.68
5.2.- ORDENAMIENTO DE LOS COSTOS POR PROBLEMA
MEDIANTE EL DIAGRAMA DE PARETO. - En el siguiente cuadro
mostraremos el costo de las causas del problema distribuidas de acuerdo a
su porcentaje.
-59-
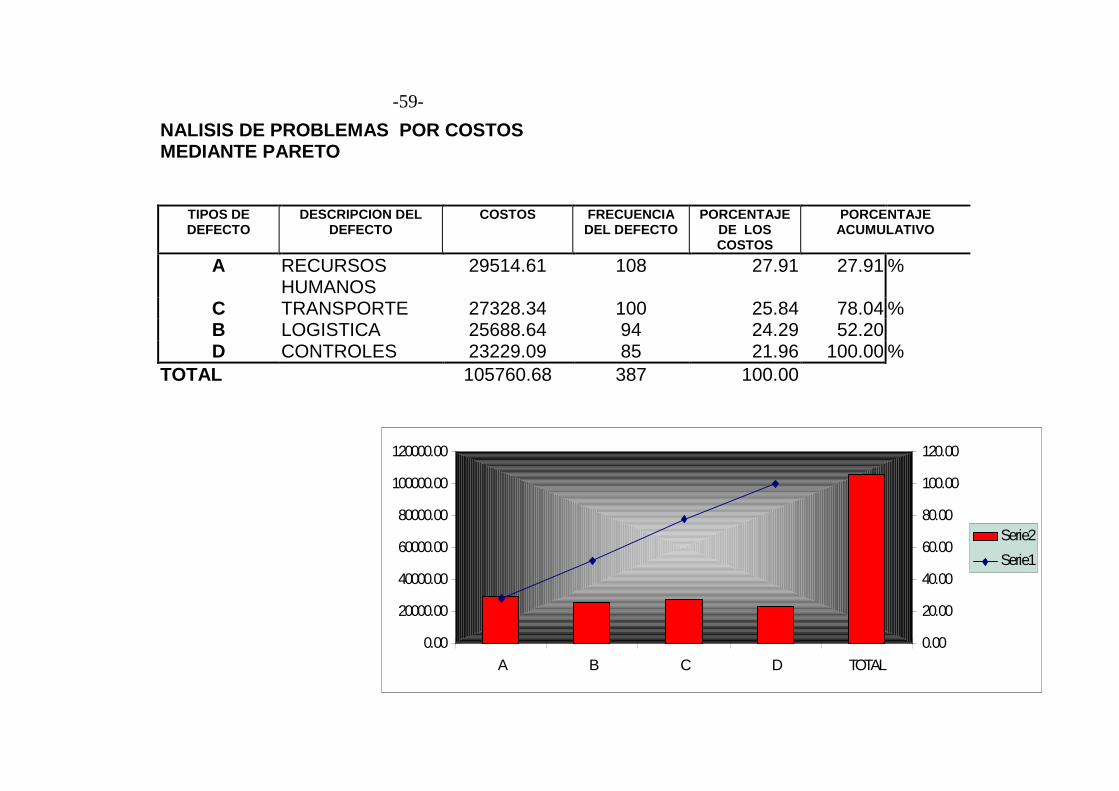
NALISIS DE PROBLEMAS POR COSTOS MEDIANTE PARETO
TIPOS DE DEFECTO
DESCRIPCION DEL DEFECTO
COSTOS FRECUENCIA DEL DEFECTO
PORCENTAJE DE LOS COSTOS
PORCENTAJE ACUMULATIVO
A RECURSOS HUMANOS
29514.61 108 27.91 27.91 %
C TRANSPORTE 27328.34 100 25.84 78.04 % B LOGISTICA 25688.64 94 24.29 52.20 D CONTROLES 23229.09 85 21.96 100.00 %
TOTAL 105760.68 387 100.00
0.00
20000.00
40000.00
60000.00
80000.00
100000.00
120000.00
A B C D TOTAL
0.00
20.00
40.00
60.00
80.00
100.00
120.00
Serie2
Serie1

-60-
CAPITULO VI
6.1 ALTERNATIVAS DE SOLUCION Las alternativas que se plantean para solucionar los diferentes
problemas que inciden en el departamento de despachos lo analizaremos
de la siguiente manera:
A) RECURSOS HUMANOS. CAUSA # 1: PERSONAL INSUFICIENTE METODO ACTUAL: Un despacho comprende una serie de procesos,
como son: recepción, almacenamiento, y el respectivo despacho, todos
estos procesos los controla una sola persona, saturando su desempeño, por
tal motivo no se realiza una correcta recepción ni distribución de bodega.
Esta persona es la encargada de administrar las cajas para el sector
bananero y para el sector domestico, descuidando procesos importantes,
pues en el momento que se esta despachando no se puede verificar lo que
entrega produccion, pues tiene que estar controlando la carga que se esta
colocando en los camiones. En el siguiente flujograma se muestra lo
anteriormente expuesto.

-61-
FLUJOGRAMA DE RECEPCION
ALTERNATIVAS DE SOLUCION:
El metodo descrito anteriormente se plantea dar solución a este cuello de
botella mediante los siguientes pasos a seguir:
Este control tendrá los siguientes pasos como función principal.
1.- Recepción de pallets.
2.- Verificacion de Unidad por bulto.
RECIBIR PTO. Corrupac ondutec TERMINADOcruupac
Contabilizar y ALMACENAJE DE P.T.O
ENTREGA DE RECIBI CONFORME DE RECEPCION
FIN
INICIO
Despacho Corrupac Ondutec

-62-
3.- Verificación de la cantidad exacta de cada pedido.
4.- Entrega de un documento denominado INGRESO POR
RECEPCION al supervisor de planta.
INGERSO POR RECEPCION DE P.T.O.
HOJA DE RUTA BASES TAPAS B.P
PEDIDO CLIENTE SIMBOLO UNIDADES POR BULTO
TOTAL FECHA HORA TURNO NOMBRE FIRMA
5.- Ingresar los datos al sistema CONNET de la empresa para que se
pueda realizar la guía de remisión en la sección de entrega.
6.- Verificar saldos existentes en la bodega.
7.- Comunicación al Asistente de Despacho cuando planta entrega
cada pedido.
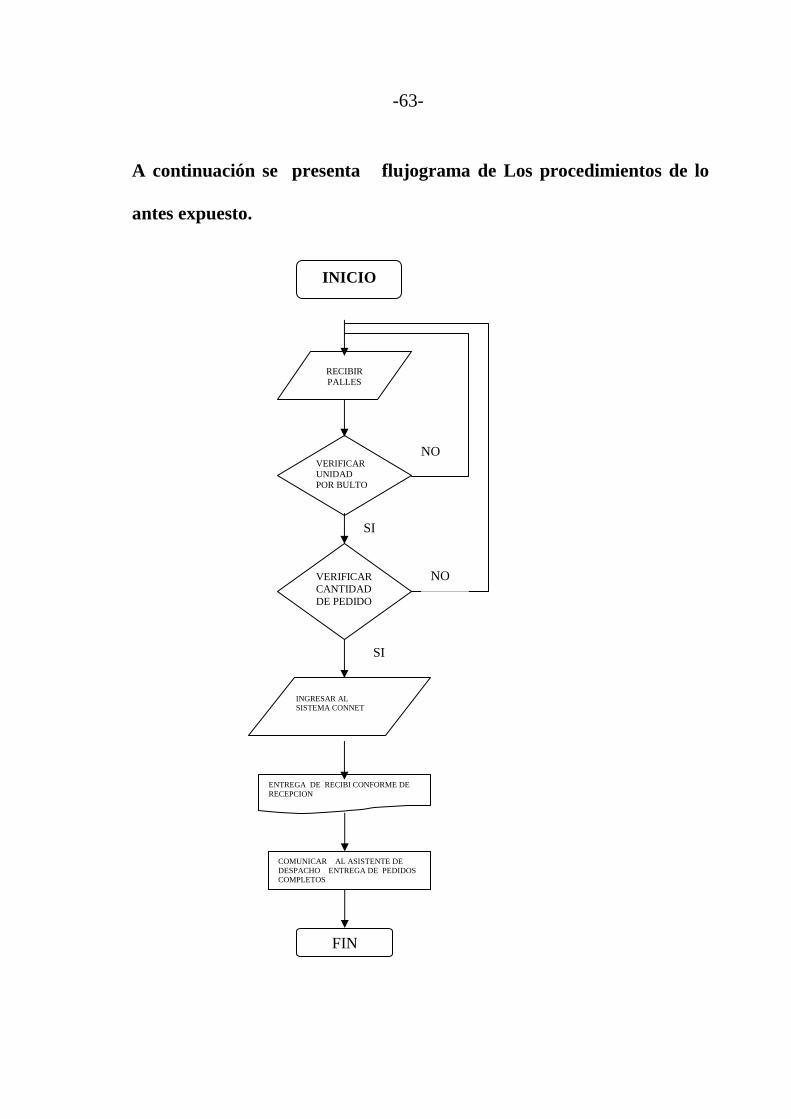
-63-
A continuación se presenta flujograma de Los procedimientos de lo
antes expuesto.
INICIO
RECIBIR PALLES
VERIFICAR UNIDAD POR BULTO
INGRESAR AL SISTEMA CONNET
ENTREGA DE RECIBI CONFORME DE RECEPCION
COMUNICAR AL ASISTENTE DE DESPACHO ENTREGA DE PEDIDOS COMPLETOS
FIN
VERIFICAR CANTIDAD DE PEDIDO
SI
NO
SI
NO

-64-
De esta manera se crearía un control que tendra como funcion
principal, recibir y verificar cantidades completas, creando de esta manera
un punto de control y responsabilidad.
CAUSA # 2: MALA DISPOSICION DE PERSONAL METODO ACTUAL
Actualmente existe una persona que se dedica a despachar las
cajas de banano y las cajas de domésticos. El volumen de las cajas de
Banano es superior al de domestico por lo cual se crea un cuello de botella
al momento de despachar, pues los clientes de cajas de domésticos tienen
horarios de recepción muy estrictos que por lo general son hasta las 15:00
horas y no se alcanza satisfacer a los clientes bananeros.

-65-
FLUJOGRAMA DE DESPACHOS
Recepción de mercadería corrupac
Verificación de pto
CARGAR MERCADERIA
DESPACHAR
FIN
INICIO
NO
SI
Recepción de mercadería corrupac
-66-
ALTERNATIVA DE SOLUCION:
El volumen de los despachos de banano vs domestico, es mucho
mayor, por lo que analizando el flujograma anterior se dividiría la bodega
en dos, se tendría que colocar una persona especifica para despachar los
pedidos de domestico y otra para despachar los pedidos de Banano.
A continuación mostraremos los pasos respectivos que tendrá que cumplir
el despachador de Domestico
1.- Recibir la mercadería proveniente de Ondutec Cuenca.
2.- Verificar que todos los pedidos lleguen completos y en buen estado.
3.-. Almacenar p.t.o.
4.- Despachar a los clientes.
5.- Realizar la guía de remisión en el sistema CONNET
-67-
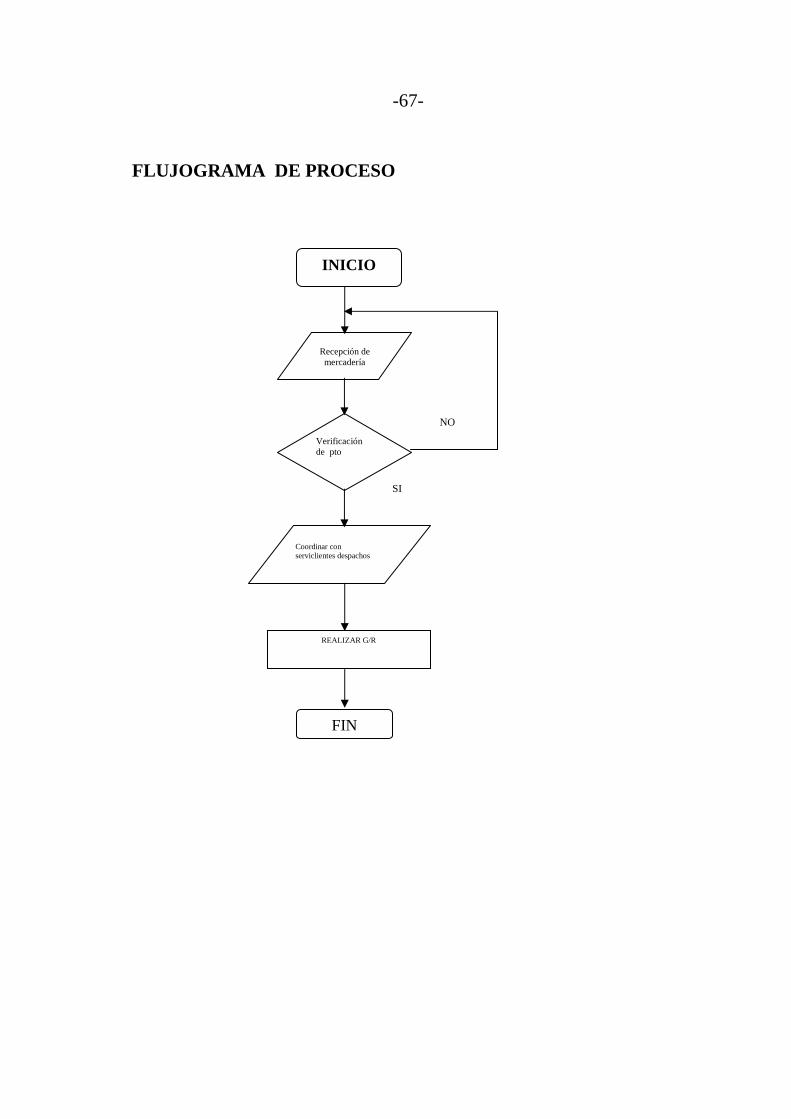
FLUJOGRAMA DE PROCESO
Recepción de mercadería
Verificación de pto
Coordinar con serviclientes despachos
REALIZAR G/R
FIN
INICIO
NO
SI
-68-
CAUSA # 3 ESTIBAN MAL EL PRODUCTO
METODO ACTUAL: Actualmente el estibado de los camiones se lo
hace al granel sin llevar un procedimiento establecido, Esto trae muchos
problemas, pues produce abolladuras a la caja, ya que los bultos se los
coloca a presion, inclusive parandose sobre el bulto hasta que entre en la
fila, produciendo el doblado del corrugado.
ALTERNATIVA DE SOLUCION
Capacitar al personal periódicamente coordinando con el
departamento de Recursos Humanos.
Procedimientos que se deben instruir al personal de estiba.
DESCRIPCION
1.- Capacitación sobre la resistencia de la caja
2.- Como estibar los camiones deacuerdo a su capacidad
Analizaremos este punto de la siguiente forma:

-69-
Pequeños
Sencillos
Mulas
Trailer
Estos datos se los obtuvo de las medidas de cada furgón de los camiones,
que prestan servicios a la empresa
Para saber que capacidad tiene cada furgon seguimos los siguientes
pasos:
- Tomar medidas de los furgones.
- Tomar medidas de bulto.
Calculamos la capacidad de la siguiente forma.
Cogemos un carro clasificado como pequeño por la empresa, para realizar el
ejemplo.
Pequeños:
C=capacidad
C=Area del furgón /Area del bulto.
b = 50.6 cm

-70-
h = 36.6 cm
L = 23.2 cm
Area del bulto = (50.6 *36.6)*23.2= 42965.472 cm3
Furgon
B = 180 cm
H = 350 cm
L = 200
Area del furgón = (180*350) * 200 = 12600000 cm3
C = 12600000 / 42965.47
C = 297.25 bultos
Se sabe que cada bulto viene de 20 laminas si es base y 25 laminas si
es tapa.
Así multiplicamos los 297.25 bultos por 20 laminas que tiene cada
bulto nos da un total de 5.865.17 laminas (cajas).
Sabemos que las cajas de banano están compuestas por dos cuerpos
(tapa y base) entonces dividimos 5865.17 laminas para dos, dándonos como

-71-
resultado 2932.58 laminas lo que quiere decir que un camión pequeño puede
llevar hasta 2500 cajas, ya que hay que reducirle un 12% por el botton pad
que, es el aditamento de la caja.
De esta manera podemos saber que capacidad real tiene cada camion.
PEQUEÑOS 1000 2500
SENCILLOS 6000
MULAS 9000
TRAILER 11000
3.- Responsabilizarse de la manipulacion de las cajas
4.- Estibar los camiones según la capacidad de cada pedido según la
formula anterior.
MAL CUBICAJE
Se planteara una manera de cubicar, sin pisar, ni golpear las cajas.
Se enseñara en forma visual como ubicar los bultos según el cajón del
camión.
-72-
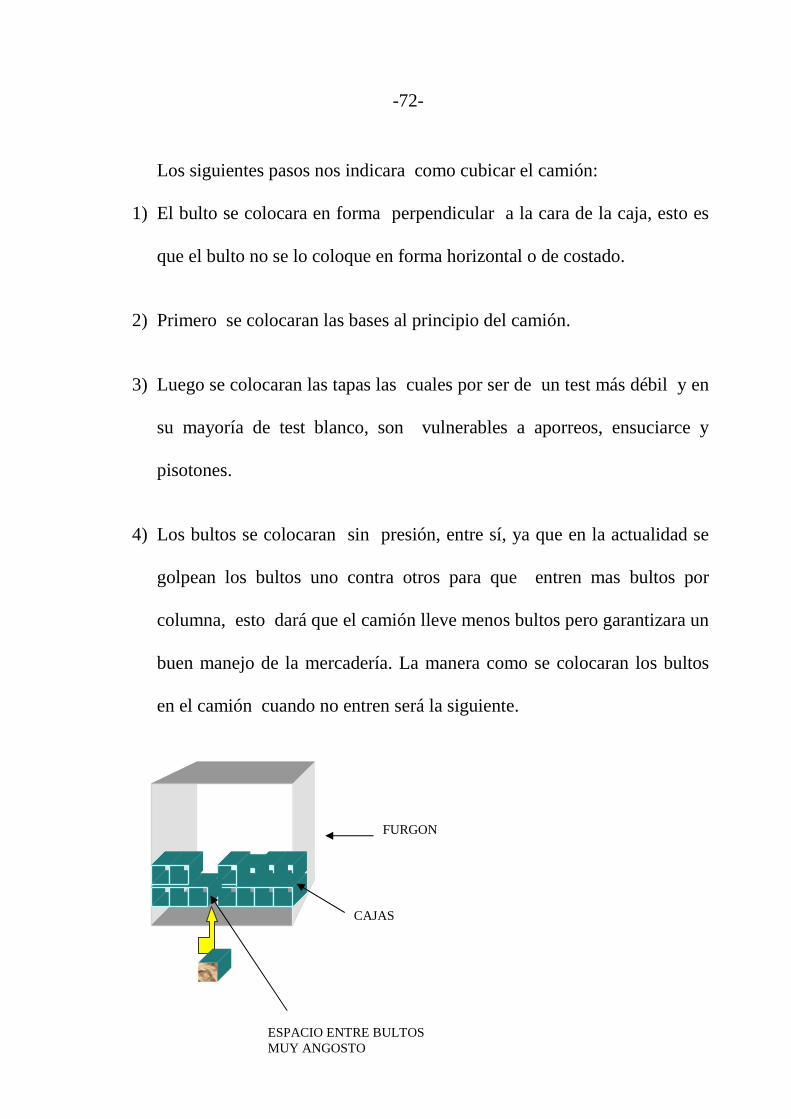
Los siguientes pasos nos indicara como cubicar el camión:
1) El bulto se colocara en forma perpendicular a la cara de la caja, esto es
que el bulto no se lo coloque en forma horizontal o de costado.
2) Primero se colocaran las bases al principio del camión.
3) Luego se colocaran las tapas las cuales por ser de un test más débil y en
su mayoría de test blanco, son vulnerables a aporreos, ensuciarce y
pisotones.
4) Los bultos se colocaran sin presión, entre sí, ya que en la actualidad se
golpean los bultos uno contra otros para que entren mas bultos por
columna, esto dará que el camión lleve menos bultos pero garantizara un
buen manejo de la mercadería. La manera como se colocaran los bultos
en el camión cuando no entren será la siguiente.
FURGON
CAJAS
ESPACIO ENTRE BULTOS MUY ANGOSTO

-73-
En estos casos cuando sobra este espacio entre los bultos no se colocara a
presión y empujándolo con otro bulto hasta que entre, lo que deforma las
cajas.
En estos casos cuando no que da espacio para un bulto mas, se sacara un
bulto y se colocara un bulto en forma horizontal para no ejercer presioón
entre los mismos.
Esta forma de cargar un camion se daria solamente en banano, pues
para el sector de domestico se propone palletizar las cajas, la forma de
palletizar varia deacuerdo al tamaño de la caja, ya que las medidas del pallet
siempre seran las mismas, pues estan especificadas en las normas ISSO el
cual estandariza que las medidas sean:
1 metro de frente, 1,20 metro de largo y 0.15 metros de alto.
FURGON
CAJAS
CORRECTO APILAMIENTO DE LOS BULTOS
-74-
De esta forma la ubicación de la caja en el pallet dependeria solo de la
medida, pues las medidads del pallet seran iguales siempre, cabe indicar que
el pallet debe ir enzunchado para evitar que se desplome en el trayecto. Este
formato de palletizar se la realizo con la ayuda del departamento de
ingenieria de empaques, ya que cuenta con todas las medidas de las cajas
que se producen en esta planta. Este palletizado lo podemos observar en el
anexo 21.
6.2 PROBLEMAS CON LA LOGISTICA 1) ENTREGA DE MERCADERIA TARDIA. METODO ACTUAL: Se cuenta con cuatro estibadores, para poder
cargar cuatro carros, ósea un estibador por carro.
ALTERNATIVA DE SOLUCION:
Se planteo colocar otro estibador por cada carro ya que según el
análisis de tiempos que se realizo no se abastecía con un solo estibador para
cargar satisfactoriamente cada camión. Con un estibador se demora 2
horas y 30 minutos en cargar un camión con 6000 cartones de Banano.
Diseminados de la siguiente manera.

-75-
1) El estibador se demora en caminar y colocar cada bulto sin esfuerzo 05
segundos
2) Y los bultos que tiene que colocar en la parte de arriba con mayor
esfuerzo se demoran 11 segundos.
En total son 300 bultos de base y 240 bultos de tapa con 60 bultos
de Botton pads. Sumando los bultos que puede poner sin esforzarce son 50
bultos y 30 bultos con mucho esfuerzo.
Sacamos un promedio de los tiempos en que se demora en colocar los
bultos:
1 bulto sin mucho esfuerzo 9 segundos 1 bulto con mucho esfuerzo 25 segundos
------- 34 segundos / 2 = 17 segundos
Como son 540 bultos de base y tapa, los multiplicamos por el promedio
de 17 segundos por bulto, dandonos un total de 9180 segundos esto es
2.55 horas
300 bultos de base 240 bultos de tapa ------ 540 bultos x 17 segundos = 9180 segundos 9180 segundos x 1h / 3600 segundos = 2.55 horas
-76-
Tenemos también los bultos de BOTTON PAD el cual no lo tomamos
como sujeto a tiempo ya que son bultos maniobrables y muy angostos por
lo que la estibada de este elemento es estándar, pero tenemos que sumarlo
al total de la estiba total del camión, lo cual nos da un total de:
60 bultos de botton pads se demora un promedio de 6 segundos = 360
segundos
360 seg. x 1h/3600 seg. = 0.1 horas
Sumando los datos anteriores nos da un total de:
2.55 horas + 0.1 horas = 2.65 horas
Se coloco otro estibador para que dos personas carguen un camión
de 6000 cartones y se tomaron los siguientes tiempos.
Sacamos un promedio de los tiempos en que se demora en colocar
los bultos:
1 bulto sin mucho esfuerzo 9 segundos 1 bulto con mucho esfuerzo 15 segundos, ------- 24 segundos / 2 = 12 segundos
-77-
Esto se da gracias a que con la ayuda del otro estibador se puede
colocar uno arriba de los bultos y colocarlos con mas facilidad ya que el
un estibador le pasa al otro para colocar los bultos que son de mucho
esfuerzo
Como son 540 bultos de base y tapa, los que una sola persona estiba en el
camión, y ahora son dos personas las que estiban el camión lo dividiremos
para dos:
540 bultos dividido para dos personas nos da 270 bultos por persona,
esto es:
270 bultos x 12. segundos = 3240 segundos
3240 segundos x 1h / 3600 segundos = 0.90 horas
Tenemos también los bultos de BOTTON PAD el cual no lo tomamos
como sujeto a tiempo ya que son bultos maniobrables y muy angostos por
lo que la estibada de este elemento es estándar, pero tenemos que
igualmente dividirlo para dos ya que ahora están dos personas estibando el
camión 60 bultos botton pads dividido para 2 personas de nos da 30 bultos
por el promedio de 6 segundos, la estiba de cada bulto = 180 segundos

-78-
180 seg. x 1h/3600 seg. = 0.05 horas
Sumando los datos anteriores nos da un total de:
0.90 horas + 0.05 horas = 0.95 horas
Comparando la estiba con una sola persona y con dos personas nos
da un tiempo récord de estiba en:
1 persona se demora 2.55 horas en estibar un camión de 6000 cartones
2 personas se demoran 0.95 horas en estibar un camión de 6000 cartones.
2) DISTRIBUCION DE LA BODEGA
METODO ACTUAL: El Producto terminado es transportado por el
montacarguista hacia la bodega sin ninguna clase de distribución ni señales
que indiquen en que zonas colocar los diferentes productos.
Una vez en bodega no se colocan los pallets en una forma ordenada y
secuencial.
ALTERNATIVA DE SOLUCION: Se seccionara la bodega de acuerdo
al porcentaje de producto terminado que maneje cada cliente, estos datos los
tomaremos del ultimo mes del reporte mensual .
-79-
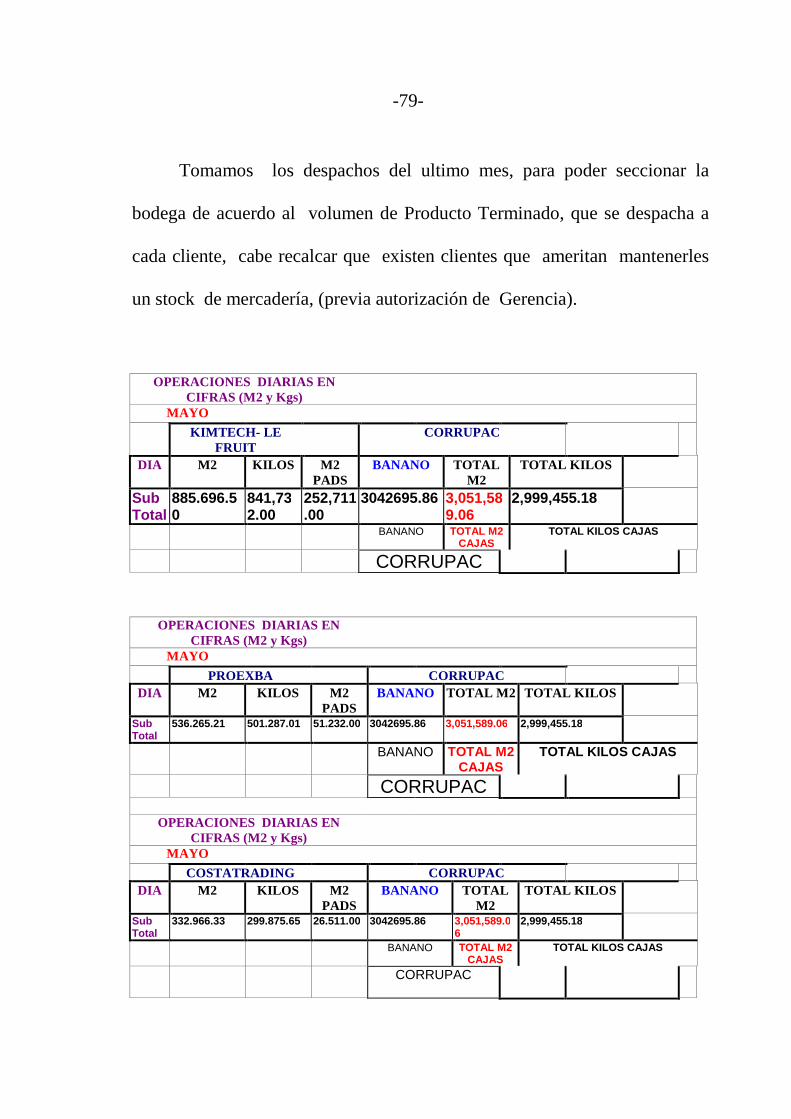
Tomamos los despachos del ultimo mes, para poder seccionar la
bodega de acuerdo al volumen de Producto Terminado, que se despacha a
cada cliente, cabe recalcar que existen clientes que ameritan mantenerles
un stock de mercadería, (previa autorización de Gerencia).
OPERACIONES DIARIAS EN CIFRAS (M2 y Kgs)
MAYO
KIMTECH- LE FRUIT
CORRUPAC
DIA M2 KILOS M2 PADS
BANANO TOTAL M2
TOTAL KILOS
Sub Total
885.696.50
841,732.00
252,711.00
3042695.86 3,051,589.06
2,999,455.18
BANANO TOTAL M2 CAJAS
TOTAL KILOS CAJAS
CORRUPAC
OPERACIONES DIARIAS EN CIFRAS (M2 y Kgs)
MAYO
PROEXBA CORRUPAC DIA M2 KILOS M2
PADS BANANO TOTAL M2 TOTAL KILOS
Sub Total
536.265.21 501.287.01 51.232.00 3042695.86 3,051,589.06 2,999,455.18
BANANO TOTAL M2 CAJAS
TOTAL KILOS CAJAS
CORRUPAC
OPERACIONES DIARIAS EN CIFRAS (M2 y Kgs)
MAYO
COSTATRADING CORRUPAC DIA M2 KILOS M2
PADS BANANO TOTAL
M2 TOTAL KILOS
Sub Total
332.966.33 299.875.65 26.511.00 3042695.86 3,051,589.06
2,999,455.18
BANANO TOTAL M2 CAJAS
TOTAL KILOS CAJAS
CORRUPAC
-80-
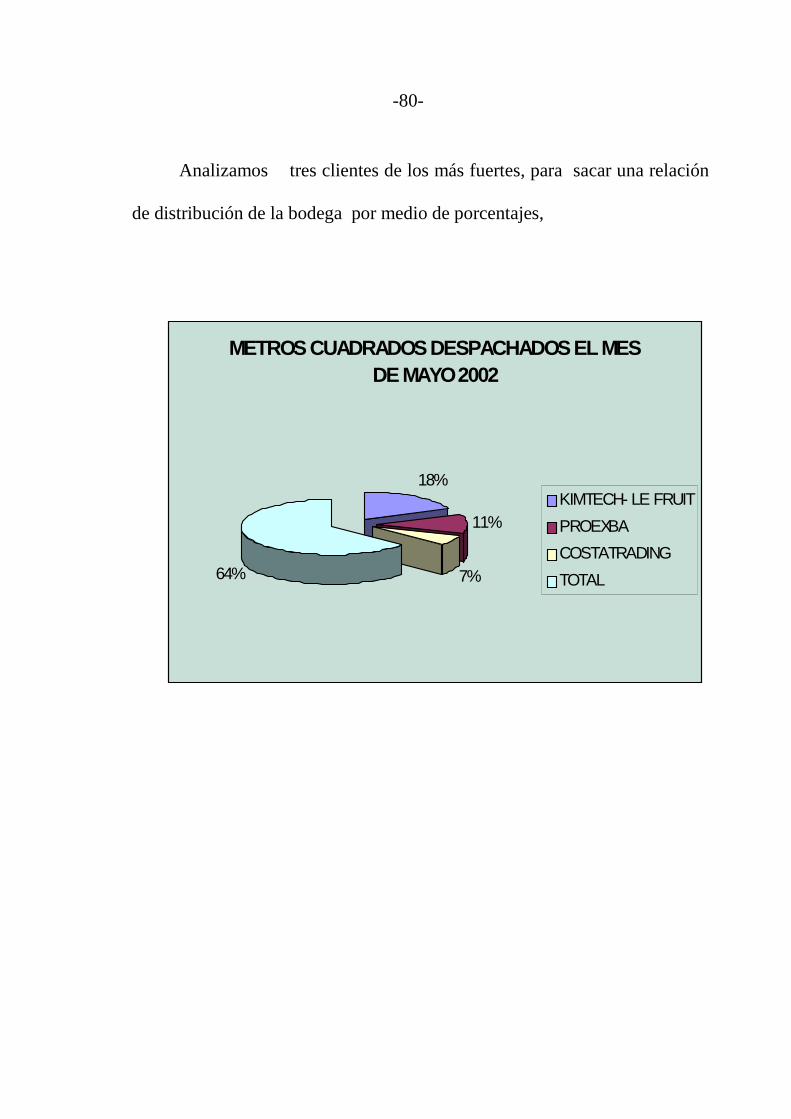
Analizamos tres clientes de los más fuertes, para sacar una relación
de distribución de la bodega por medio de porcentajes,
METROS CUADRADOS DESPACHADOS EL MES DE MAYO 2002
18%
11%
7%64%
KIMTECH- LE FRUIT
PROEXBA
COSTATRADING
TOTAL

-81-
DISTRIBUCION DE LA BODEGA DE PRODUCTO TERMINADO
DEACUERDO AL VOLUMEN DE CADA CLIENTE
CASETA PTO
LE FRUIT
PROEXBA VIOECUADOR
BELZI COSTATRADIN
G
OTROS CLIENTES
BODEGA ONDUTEC

-82-
CONTROLES
6.3 PROBLEMAS CON LOS CONTROLES 1) CONTROL DE CARGA.
METODO ACTUAL: Actualmente al cargar los camiones se lo hace se lo
hace simplemente contando cada palle que ingresa al camión sin tener un
control de cada camión que se carga para reclamos futuros.
ALTERNATIVA DE SOLUCION:
Se plantea colocar una etiqueta que esta compuesta por 3 secciones
desprendibles las cuales se irán almacenado en cada filtro del proceso.
La etiqueta tendrá el siguiente formato:

-83-
MODELO DE ETIQUETA 25 cm 8 cm 15 cm 8 cm 1) La primera sección se quedara pegada en él palle. 2) La segunda sección quedara en la oficina de despacho. 3) La tercera sección quedara en la nueva caseta de recepción de PTO. De esta manera cada vez que se cargue un camión quedaran almacenados tantos tickets por palle entran al camión
PEDIDO ................................................................................ CLIENTE .............................................................................. SIMBOLO ............................................................................. ELEMENTO........................................................................... UNIDADES X BULTO......................................................... BULTOS POR PALLERS....................................................
PALLET # PEDIDO................................................................................ CLIENTE.............................................................................. SIMBOLO............................................................................. ELEMENTO......................................................................... UNIDADES XBULTO......................................................... BULTOS POR PALLETS.................................................. FECHA.................................................................................
PALLET # PEDIDO................................................................................ CLIENTE.............................................................................. SIMBOLO............................................................................. ELEMENTO......................................................................... UNIDADES XBULTO......................................................... BULTOS POR PALLETS.................................................. FECHA.................................................................................

-84-
2) CONTROL DE ENTREGA. METODO ACTUAL: Actualmente produccion entrega por lote los
pedidos y no se lleva un conteo por pallet ni se pega ninguna clase de
ticket, por lo que no se puede llevar un registro de ninguna clase tanto en la
entrega que producción realiza a la bodega de PTO, como lo que se
despacha.
ALTERNATIVA DE SOLUCION:
Para llevar un control de entrega , el cual certifique lo que se le
entrega al cliente, se tomara la tercera sección de la etiqueta diseñada en el
punto anterior.
Esta etiqueta sera archivada por pedido, garantizando que cantidad
ingreso a bodega.
Este archivo servira de evidencia, para saber cuanto y cuando entrego
produccion el pto, de esta menra se tendra informado al cliente sobre a que
hora saldra el producto.
-85-
PROCEDIMIENTO PARA REALIZAR EL CONTROL DE
ENTREGA
1) Verificar que todo pallet tenga ticket de identificación.
2) Desprender el ticket del pallet y archivarlo con su respectiva hoja de
ruta.
3) Verificar que lo que esta descrito en el ticket sea lo que esta físicamente
en el pallet.
4) Cada vez que se complete cada pedido ingresar al sistema y verificar que
esta completo.
5) Archivar los tickets para respaldar que todos los pedidos los entrego
completo producción.
6) Fin.
-86-
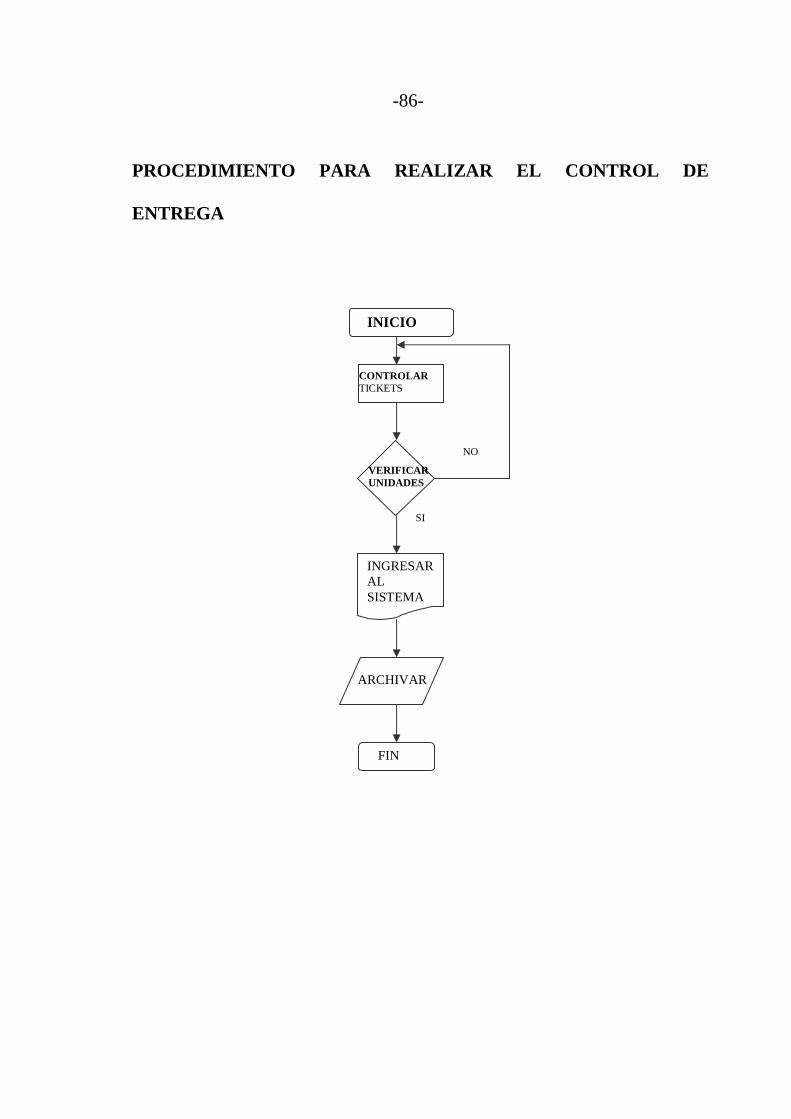
PROCEDIMIENTO PARA REALIZAR EL CONTROL DE
ENTREGA
INICIO
CONTROLAR TICKETS
VERIFICAR UNIDADES
NO
SI
INGRESAR AL SISTEMA
ARCHIVAR
FIN
-87-
6.5 PROBLEMA CON EL TRANSPORTE. 1) ESTADO FISICO DE LOS CAMIONES. METODO ACTUAL: Actualmente las cajas se embarcan en camiones que
no tienen ningún tipo de protección, principalmente con las cajas que son de
test blanco.
Los clientes continuamente se quejan, que las cajas llegan sucias,
mojadas y deterioradas. Esto se debe a que los camiones no tienen
ningun tipo de control o auditorias vehiculares, para constatar el
funcionamiento de los camiones.
ALTERNATIVA DE SOLUCION
Se plantea que se reúnan a todo los choferes y palnificar charlas con
el departamento de calidad los cuidados que tiene que tener el producto y
el papel importante que ellos cumplen en el eslabón de servicio al cliente.
Los puntos que se plantearían son los siguientes:
-88-
1) Se realizara auditoria vehicular cada tres meses a los camiones en la cual
se verificara el buen estado del vehículo.
2) Todos los camiones deberán usar un protector(plástico o lona) para la
parte del piso y la cubierta del camión.
3) Los cajones no deberán ningún desperfecto, como tablas rotas, clavos
sueltos, mal pegados.
4) Todos los camiones cumpliran con los requisitos de seguridad, como por
ejemplo extintor, frenos.
5) Fin.
2) DEMORA EN LA ENTREGA:
METODO ACTUAL: El departamento de despacho no cuenta con una
razón técnica en estimar el tiempo de entrega, pues al momento de que el
cliente envía una distribución ya sea por teléfono o fax, se le dice muy
someramente el tiempo estimado de llegada de la mercadería. Lo cual
genera una mala informacio al cliente, pues este se vale de ese dato para
llevar a cabo la coordinacion del personal que utilizara en el embarque.

-89-
ALTERNATIVA DE SOLUCION: Los problemas que se suscitan por la
demora del transporte, se debe a que no se utiliza ninguna técnica para
analizar la capacidad de carga que se puede despachar en un tiempo
determinado, contando con los muelles disponibles que son cinco.
Se utilizara una formula la cual nos indicara los tiempos en que la
mercadería llegara a su destino.
Así tenemos:
C = Q / T
C = Capacidad (hora)
Q = Cantidad de material.
T = Tiempo de desplazamiento.
Para saber la cantidad de material se puede enviar, en los camiones se
los ha dividido en los siguientes grupos:
PEQUEÑOS (1000)
SENCILLOS (3000-6000)
MULA (7000-9000)
TRAILER (10000)
-90-
Según el estudio antes realizado, el tiempo que se tarda en estibar un
camión con capacidad para 6000 cartones es de aproximadamente 1 hora,
por lo tanto sumaremos todos los tiempos que intervienen en la entrega.
T1= 1 hora (carga de un camión de 6000)
T2 = 5 horas (se tomo como ejemplo un destino Quevedo).
T3 = 1.30 horas (descarga)
T total = 7.30 horas en llegar al destino.
El departamento de despacho cuenta con cinco muelles destinados
para la carga de camiones, generalmente los camiones que prestan servicios
a la fabrica son de capacidad de 6000 cartones. Por lo tanto se calculara la
capacidad de carga por hora que el departamento tiene para responder
hacia un pedido de algun cliente.
Tomamos la capacidad de 6000 cajas, ya que la empresa cuenta con
camiones de esta capacidad. Asi tenemos:
C = Q/T C = Capacidad por hora Q = 6000 cajas

-91-
T = 7.30 horas capacidad maxima
C = 6.000 c / 7.30 horas. C = 821.91 c / h De esta manera se establecera las horas de llegada según la distribucion de
el cliente. Los tiempos estimados del desplazamiento para los sitios mas
frecuentes son:
Quevedo = 5 H Machala = 5 H Cuenca = 8 H Manta = 4 H Sto. Domingo = 7h San Juan = 3h El triunfo = 2h Milagro = 2h
Para obtener el tiempo según la capacidad del pedido, realizamos
una simple regla de tres, asi tenemos:
1 h ------------------821.91 c
x h-------------------5000 c
5000 c X = ---------------------- = 6.08 821.91 c
De esta manera podemos calcular los tiempos estimados hacia las
diferentes destinos que el cliente requiera. En el cuadro que a continuacion

-92-
mostramos tomamos como ejemplo un destino que es la ciudad de
quevedo, con diferentes cantidades de cajas.
Los tiempos que se toman varian deacuerdo a cada ciudad y a la capacidad
del carro.
SITIOS MAS FRECUENTES DE ENVIO DE CAJAS.
Tiempo de desplazamiento
Pedido de cajas
Tiempo Estimado h
QUEVEDO 5H 5000 6.08 QUEVEDO 5H 7000 8.51 QUEVEDO 5H 8000 9.733 QUEVEDO 5H 9000 10.95 QUEVEDO 5H 10000 12.16
Con estos datos se le podra, proporcionar al cliente un tiempo aproximado
de llegada
-93-
CAPITULO VII Implantacion De Soluciones Y Evaluacion Economica 7.1 Programa para la implantación de las soluciones
La implantación de las alternativas para poder solucionar los problemas
mencionados en él capitulo anterior, lo analizaremos mencionando todas
las actividades, duración de cada actividad y recursos necesarios para poner
en marcha las soluciones respectivas. Las mismas que se reflejaran en
programa de Microsoft PROJET.
DESARROLLO DE LA ACTIVIDAD # 1
Se contratara una persona la cual tendrá como función principal la de
manejar los cartones de domestico, la misma que según el departamento de
Recursos humanos tendrá un puesto como asistente de DESPACHOS,
teniendo un sueldo básico de 268.20 dólares + beneficios de ley que daría
un sueldo de 325.30 dólares.
Esta persona tendrá un periodo de prueba de 1 mes, por lo cual la
actividad durara un mes.
-94-
DETALLES CANTIDAD COSTO$ PERSONAL 1 325.30
DURACION: La duración de esta actividad es de 1 meses ya que es el
tiempo en que se entrena al empleado.
DESARROLLO DE LA ACTIVIDAD # 2
Para la recepción del PTO, se contratara 3 personas que tendrán una
función importantisima en lo que se refiere al almacenamiento y entrega,
estas tres personas tendrán el mismo cargo que la persona anterior
ASITENTE DE DESPACHOS, dando así que por las tres personas se
gastaría 325.30 dólares por 3 da un total de 975.90 dólares.
Estas personas tendrán un periodo de 1 meses de prueba por lo cual esta
actividad durara dos meses.
DETALLES CANTIDAD COSTO $ PERSONAS 3 975.9
DURACION: La duración de esta actividad es de 1 meses ya que es el
tiempo en que se entrena al empleado.
-95-
DESARROLLO DE LA ACTIVIDAD # 3
Para la realización de los controles se mando elaborar una s etiquetas
troqueladas desprendibles. Las mismas que cuestan en la imprenta 25
dólares cada paquete de 50 etiquetas.
Se comprara 30 paquetes para una duración de tres meses.
MATERIALES:
DETALLE CANTIDAD COSTO $ ETIQUETAS
TROQUELADAS 15000 750
DURACION : El tiempo empleado en realizar esta actividad es de 15 días.
DESARROLLO DE LA ACTIVIDAD # 4.- Para la realización de esta
actividad se la realizara junto con el departamento de DESARROLLO
ORGANIZACIONAL, para que dicte los seminarios para la buena
manipulación y estiba de las cajas. Esta actividad tendrá costo cero ya que
este departamento es el encargado para dictar este tipo de seminarios, el cual
tendrá 5 días para su realización. A continuación mostraremos todas las
actividades en software project.
-96-
7.2 CUANTIFICACION DE INVERSION.
Se cuantificara la inversión mediante la suma de los costos requeridos
para llevar a la practica las alternativas de solución para mejorar los
problemas ocasionados en el departamento de Gestión Almacenamiento y
entrega.
Estos datos se los toma de los cuadros anteriores:
INVERSION CANTIDAD COSTO$ PERSONAL ONDUTEC
1 325.30
PERSONAL CASETA DE PTO.
3 975.9
ETIQUETAS TROQUELADAS
15000 750
TOTAL 2051.2
7.3 DETERMINACION DE LAS PERDIDAS
En el estudio anterior en el diagrama de Pareto en el cual se
analizaron los problemas y los Costos que se han ocasionado en este
departamento, el mismo que lo mostraremos en el siguiente cuadro.

-97-
DESCRIPCION DEL PROBLEMA COSTOS $
RECURSOS HUMANOS 29514.61 CONTROLES 27328.34 LOGISTICA 25688.64 TRANSPORTE 23229.09 TOTAL 105760.68 7.3 ANALISIS COSTO BENEFICIO
Con la Implantación de las soluciones que se plantearon se espera
reducir en un 60 % los reclamos de los clientes, los mismos que representan
un costo de $ 63456.408 dólares, Por lo tanto la inversión en los recursos
de las soluciones menos lo que se espera reducir con el 60% de los costos,
nos dará el beneficio económico que se espera.
COSTO BENEFICIO DETALLES TOTAL
60 % DE LAS PERDIDAS 63.456,408 COSTO DE LOS RECUROS DE LAS SOLUCIONES
2.051,200
BENEFICIO 61.405,208
Este cuadro nos muestra el valor que se ahorraría con la puesta en marcha
de estas soluciones que se plantean.
-98-
7.5 CONCLUSIONES Y RECOMENDACIONES En la elaboración de este trabajo de investigación es el resultado de
muchas técnicas de Ingeniería Industrial aplicadas a la
El diagrama que denoto los principales problemas es el diagrama de
pareto estos problemas son: Recursos humano y Transporte.
El software, Microsoft Project nos detalla paso a paso la puesta en marcha
de la implantación de las Soluciones planteadas.
Cabe mencionar que todo el personal que labora en este
departamento es relativamente nuevo, ya que se han cambiado por no dar
resultados, y no solucionar los continuos reclamos de los clientes.
Se recomienda capacitar al personal en todos los procesos
planteados, para tener una sólida base sobre los procesos de Despachos, y a
si los reclamos de los clientes disminuyan.
En el sector de transporte se recomienda colocar en una pizarra el
tiempo de carga de cada furgon, con su respectivo destino, para que de esta

-99-
manera se tenga a diario un seguimiento de cada camion que que se envia,
y a si poder brindar un servicio de retroalimentacion al cliente.
-100-
BIBLIOGRAFIA 1- MAYNARD MANUAL DEL INGENIERO INDUSTRIAL CUARTA EDICION POR WILLIAN HODSON 2.- CEFE MANEJO DE BODEGAS Y TOMAS DE INVENTARIOS INSTRUCTOR: ING. RAMON BORJA. 3.-APROVISIONAMIENTO, ALAMACENAJE Y GESTION DE STOCKS. AUTOR: P. BAILEY R. BAROGGI. G. RAIMONDEI M.MALAVOLTI.