tecnologia mecanica
DESCRIPTION
Formulas de engranes de trnasportadorasTRANSCRIPT

1
Departamento de Ingeniería Mecánica
Tecnología Mecánica I
67.15
Unidad 6: Alesadoras, fresadoras, divisores
Ing. Guillermo Orlando Castro
2
TEMARIO
- Alesadoras: Distintos tipos, de montante fijo y móvil,verticales y horizontales, punteadoras etc. Principio delalesado, trabajos típicos, accionamiento y cadenacinemática. Herramientas y dispositivos auxiliares.- Fresadoras: Distintos tipos, horizontales, verticales,universales simples o especiales, de uno o dos montantes,de producción. Principios del fresado: frontal, periférico, deforma, en concordancia y en oposición. Esfuerzos actuantes.Accionamiento y cadenas cinemática. Herramientas ydispositivos auxiliares.- Divisores: Horizontal y vertical. División directa, indirecta ydiferencial. Usos y aplicaciones. Ejemplos de división yelección de engranajes. Fresado helicoidal y obtención deengranajes.
3
ALESADO
4
ALESADO
Las máquinas alesadoras son otra variedad del torno,destinadas principalmente al tornear superficies cilíndricasinteriores de gran longitud.
Llamadas también Mandrinadoras horizontales, esta máquinaherramienta es derivada de la Taladradora, y se utiliza sobretodo y por excelencia para el torneado interior de piezascomplicadas y voluminosas. Pueden efectuar operaciones detaladrado, alesado, fresado, roscado y frenteado, querequieran un alto grado de precisión y excelente acabado.
Con estas máquinas, se asegura un perfecto paralelismo delos agujeros con las demás partes trabajadas, ya que no secambia la sujeción la pieza durante el mecanizado.

5
ALESADORA O MANDRINADORA HORIZONTAL

6
ALESADORA O MANDRINADORA HORIZONTAL

7
ALESADORA O MANDRINADORA HORIZONTAL

8
ALESADORA O MANDRINADORA HORIZONTAL
9
ALESADORA
Una máquina alesadora se compone de las siguientes partes:
Base ó bancada tiene la forma de una caja con nervaduraspara evitar deformaciones, asegurando resistencia interna.Es de fundición de elevada resistencia y dureza. En su partesuperior van las guías para el deslizamiento del carrolongitudinal.
Montante – columna del cabezal también llamado bastidor,se levanta a la izquierda de la bancada y va fijado sobre ella.Es hueco y de sección cuadrangular. En la parte anteriorestán dispuestas las guías para el deslizamiento del cabezalcon regulación de altura. Es de fundición de alta resistencia yconformada interiormente con nervaduras.
10
ALESADORA
Cabezal es el órgano más importante de la máquina, puesdel mandril porta herramientas que recibe del husillo elmovimiento de giro y del montaje del mismo sobre las guíasdel montante, depende la precisión de la máquina y de losagujeros obtenidos.Se desplaza en sentido vertical en forma automática, yendoasí al punto deseado y frentear superficies de planosverticales a través del giro del plato que lleva la herramienta.Lleva a la izquierda una cama ó cuna para alojar la barramandril cuando ésta es retirada de su posición de trabajo.Interiormente, cuenta con el husillo porta plato giratorio, lacaja de velocidades y los mandos para las maniobras, quese hallan centralizados en un panel al frente.
11
ALESADORA
El cabezal, por una serie de mecanismos internos, permite:
1) Hacer girar solo el husillo2) Hacer girar el plato con el husillo3) Hacer girar a ambos solidariamente4) Hacer girar a ambos independientemente a velocidadesdiferentes, para efectuar operaciones simultáneas
El cabezal recibe su movimiento de un motor directamenteacoplado y se halla equilibrado por medio de contrapesos,cadenas y roldanas, por razones de facilidad de traslaciónsobre las guías del montante.
12
ALESADORA
Plato de frentear tiene por objeto efectuar los rebajesnormales al eje de giro, y puede desmontarse fácilmente dela máquina. Para el alesado de cámaras internas (cajeado) seemplea un plato especial, el cual permite un desplazamientoradial del eje, para obtener diversos diámetros a la medidadeseada, y para roscados.
Mandril ó barra de alesar lleva en su extremo un agujero acono Morse, pudiéndose montar herramientas varias paraejecutar diversas operaciones en una misma pieza, ademásde alesado y frenteado.
La barra de alesar es cilíndrica y posee estrías para dejarsalida a la virutas.
13
ALESADORA
Mesa horizontal la mesa en que se fijan las piezas amecanizar tiene una superficie plana horizontal que, provistade ranuras en T, sirven para sujeción por medio de tornillos.Va montada sobre carros a través de los cuales tomamovimientos longitudinal y transversal. Sobre el transversalhay una pieza llamada trineo, con guías circulares anulares,para obtener movimiento giratorio, pudiendo bloquearse encualquier punto, para trabajar la pieza en diversas posicionessiempre sujetada.Existen alesadoras cuya mesa de sujeción es fija (para piezasgrandes). En este caso, las columnas de la máquinas puedendesplazarse transversalmente en forma manual ó automática.
14
ALESADORA
Montante porta luneta definida como órgano complementodel cabezal, es una columna auxiliar de sección cuadrangularde fundición y nervada interiormente. Se alinea sobre lasmismas guías de la bancada que sirven para la mesa, ypuede fijarse en cualquier posición. Lleva guías verticalesque sirven para deslizar y fijar la luneta una vez regulada enaltura.
Cuando se precisen tornear interiores de gran longitud con eluso de la barra porta herramientas, es necesario apoyarlo ensu extremo opuesto por medio de la luneta, que sostiene yguía a la barra de alesar. Puede desplazarse verticalmente, yla regulación de altura puede hacerse a mano ó en formaautomática, junto con el cabezal, sincronizadamente.
15
ALESADORAS: CLASIFICACION
De acuerdo a su manera de trabajar
1) Alesadoras de cabezal fijo2) Alesadoras de cabezal desplazable verticalmente3) Alesadoras de montantes desplazables ó corredizos4) Alesadoras de montantes inclinables (semiuniversales)5) Alesadoras de montantes girables en todas direcciones
(universales)
De acuerdo a la cinemática de los movimientos de la mesa
a) Alesadoras con mesa fijab) Alesadoras con mesa móvil
16
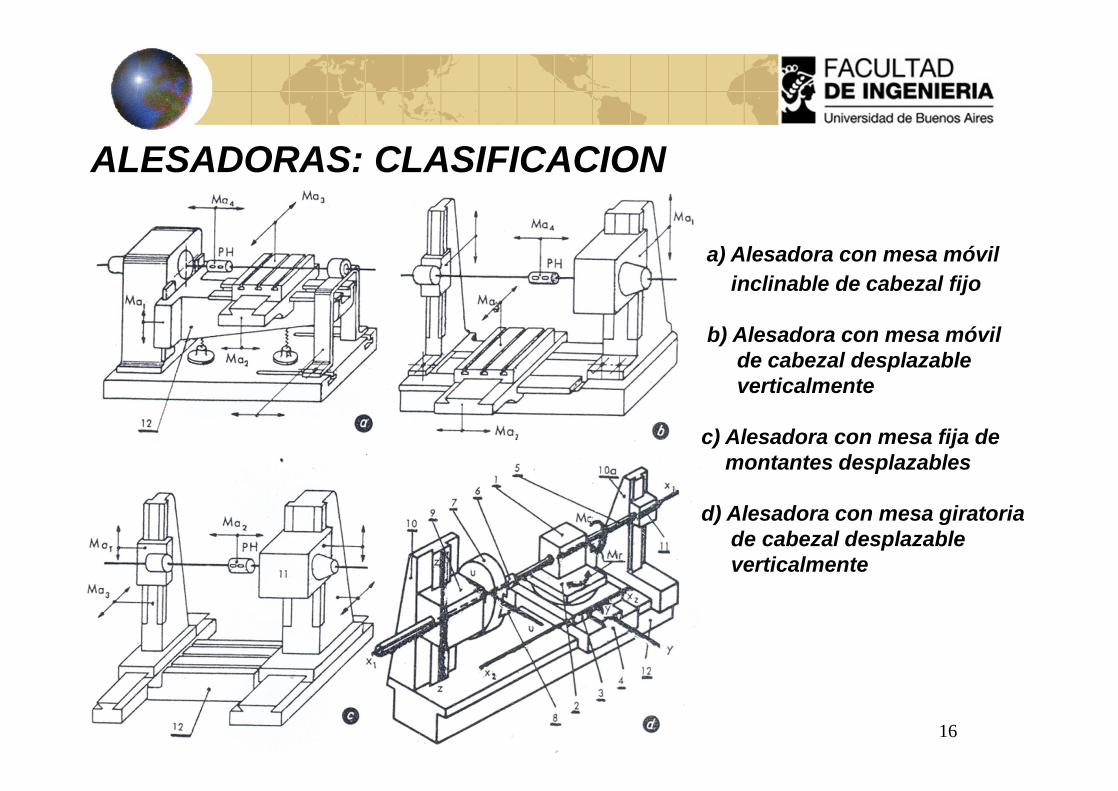
ALESADORAS: CLASIFICACION
a) Alesadora con mesa móvilinclinable de cabezal fijo
b) Alesadora con mesa móvilde cabezal desplazableverticalmente
c) Alesadora con mesa fija demontantes desplazables
d) Alesadora con mesa giratoriade cabezal desplazableverticalmente
17
ALESADORAS: CLASIFICACION
De cabezal fijo igual que el torno, el mandril solamenterecibe el movimiento de rotación. La mesa que se hallamontada sobre una ménsula, debe proveer los variosmovimientos en los tres ejes (vertical, transversallongitudinal), para llevar la pieza de trabajo hasta el eje de lamáquina. Se emplean para piezas no muy pesadas.
De cabezal desplazable verticalmente colocada la pieza atrabajar sobre la mesa, se puede centrar la barra de alesardeslizando el cabezal y el porta luneta a lo largo de lasrespectivas guías de ambos montantes. La mesa se desplazalongitudinal y transversalmente. Se emplean para el trabajoen piezas medianas.

18
ALESADORAS: CLASIFICACION
Alesadoracon mesa móvil
y cabezal desplazable

19
ALESADORAS: CLASIFICACION
Alesadoracon mesa móvil
y cabezal desplazable

20
ALESADORAS: CLASIFICACION
Alesadoracon mesa giratoria
y cabezal desplazable
21
ALESADORAS: CLASIFICACION
De montantes desplazables ó corredizos destinadas parapiezas pesadas y difíciles de manipular, la mesa escompletamente fija. Los montantes pueden deslizar sobreuna base muy robusta, y el husillo de trabajo y su contrasoporte van soportados por dos columnas verticales,guiadas cada una por una bancada especial.Una vez fijada la pieza, el centrado de la barra de alesar conrespecto al agujero se obtiene haciendo desplazarverticalmente el cabezal sobre sus guías en el montante, yambos montantes sobre las guías dispuestas en la base(desplazamiento transversal).Solo las herramientas reciben los movimientos necesarios.

22
ALESADORAS: CLASIFICACIONAlesadora de
mesa inclinabley montantesdesplazables
23
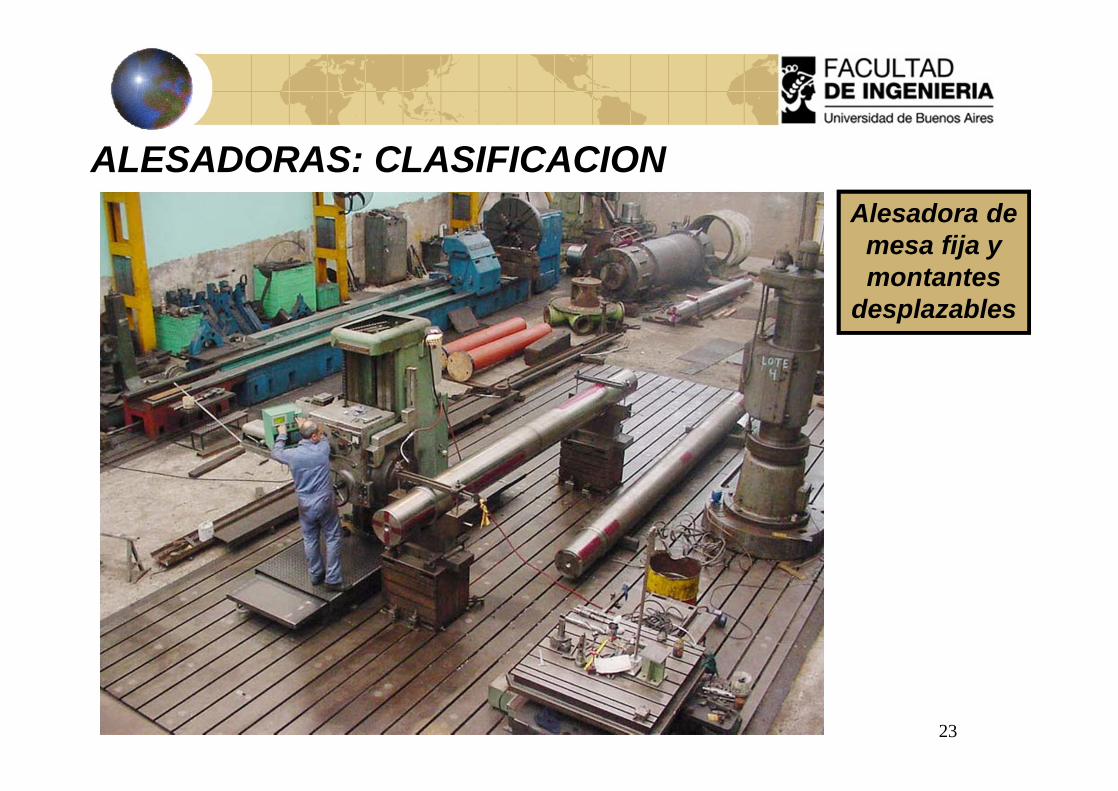
ALESADORAS: CLASIFICACIONAlesadora de
mesa fija ymontantes
desplazables
24
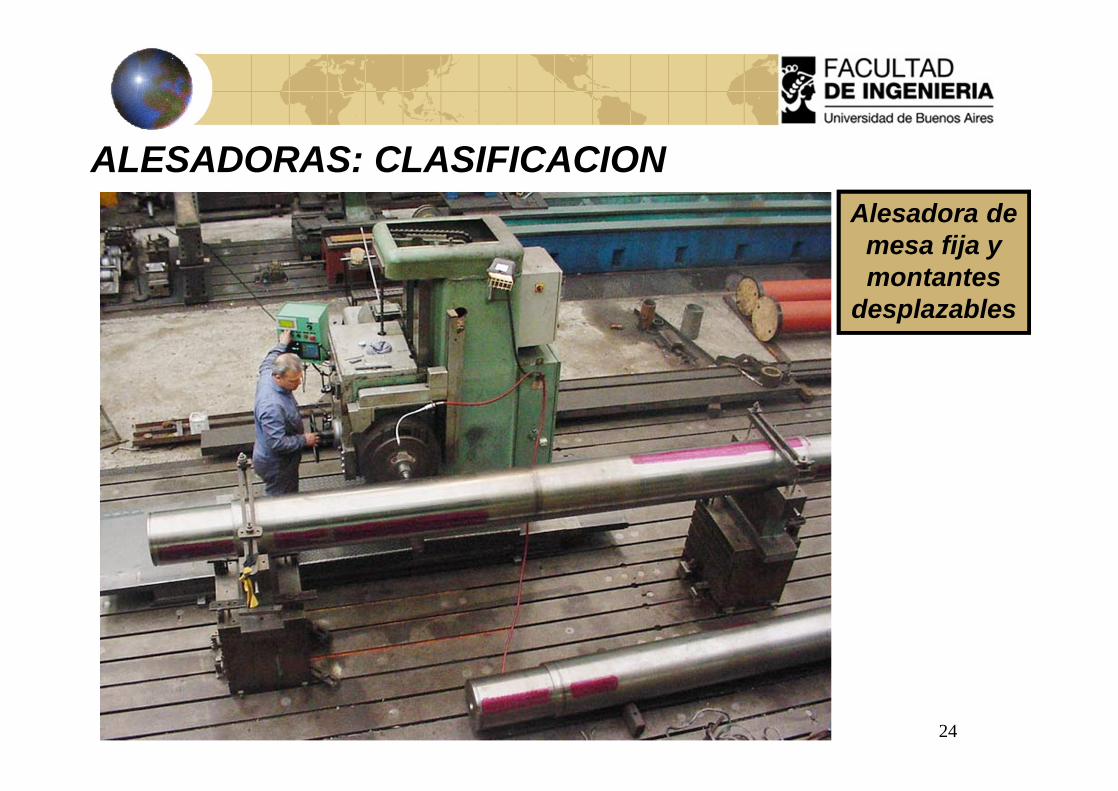
ALESADORAS: CLASIFICACIONAlesadora de
mesa fija ymontantes
desplazables
25
ALESADORAS: CLASIFICACION
De montantes inclinables (semi-universales) el cabezalpuede girar sobre las guías del montante. De esta manera, seobtiene el torneado de agujeros cónicos.
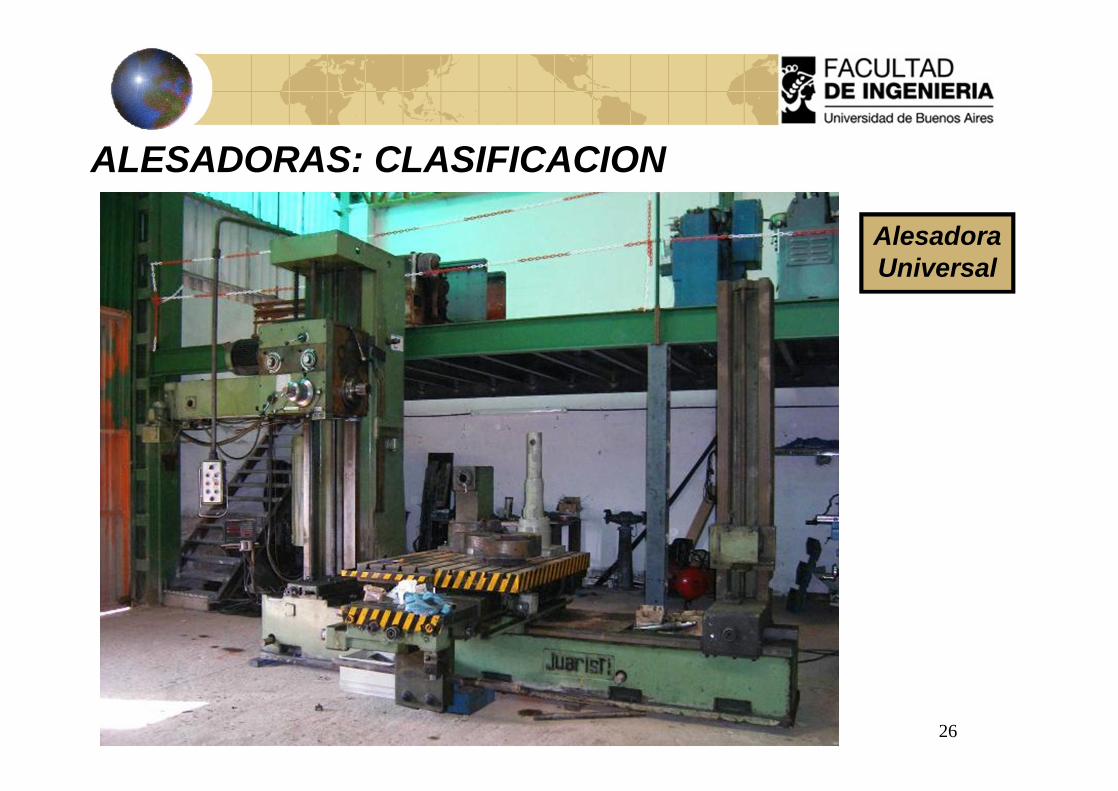
Universales el montante principal puede girar tambiénsobre su base, facilitando así a la barra de alesar ocuparcualquier posición en el espacio.
26
ALESADORAS: CLASIFICACION
AlesadoraUniversal

27
ALESADORAS: CLASIFICACION
AlesadoraUniversal

28
ALESADORAS: CLASIFICACION
AlesadoraUniversal
29
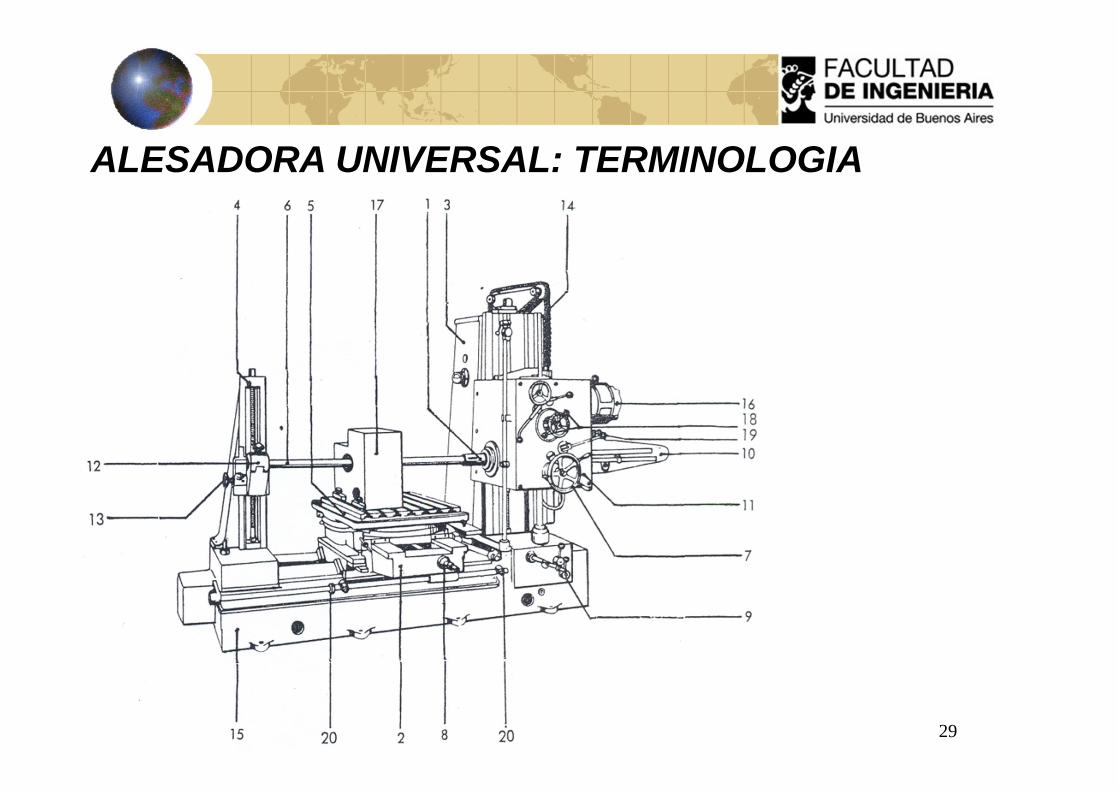
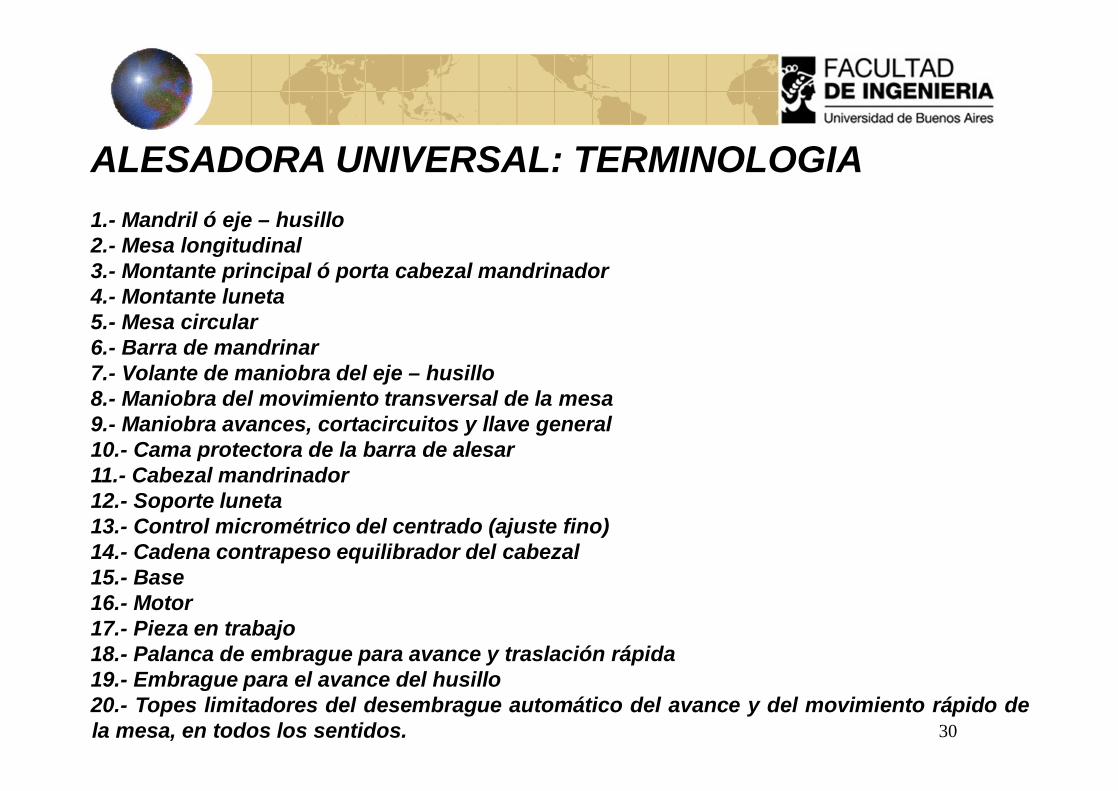
ALESADORA UNIVERSAL: TERMINOLOGIA
30
ALESADORA UNIVERSAL: TERMINOLOGIA1.- Mandril ó eje – husillo2.- Mesa longitudinal3.- Montante principal ó porta cabezal mandrinador4.- Montante luneta5.- Mesa circular6.- Barra de mandrinar7.- Volante de maniobra del eje – husillo8.- Maniobra del movimiento transversal de la mesa9.- Maniobra avances, cortacircuitos y llave general10.- Cama protectora de la barra de alesar11.- Cabezal mandrinador12.- Soporte luneta13.- Control micrométrico del centrado (ajuste fino)14.- Cadena contrapeso equilibrador del cabezal15.- Base16.- Motor17.- Pieza en trabajo18.- Palanca de embrague para avance y traslación rápida19.- Embrague para el avance del husillo20.- Topes limitadores del desembrague automático del avance y del movimiento rápido dela mesa, en todos los sentidos.
31
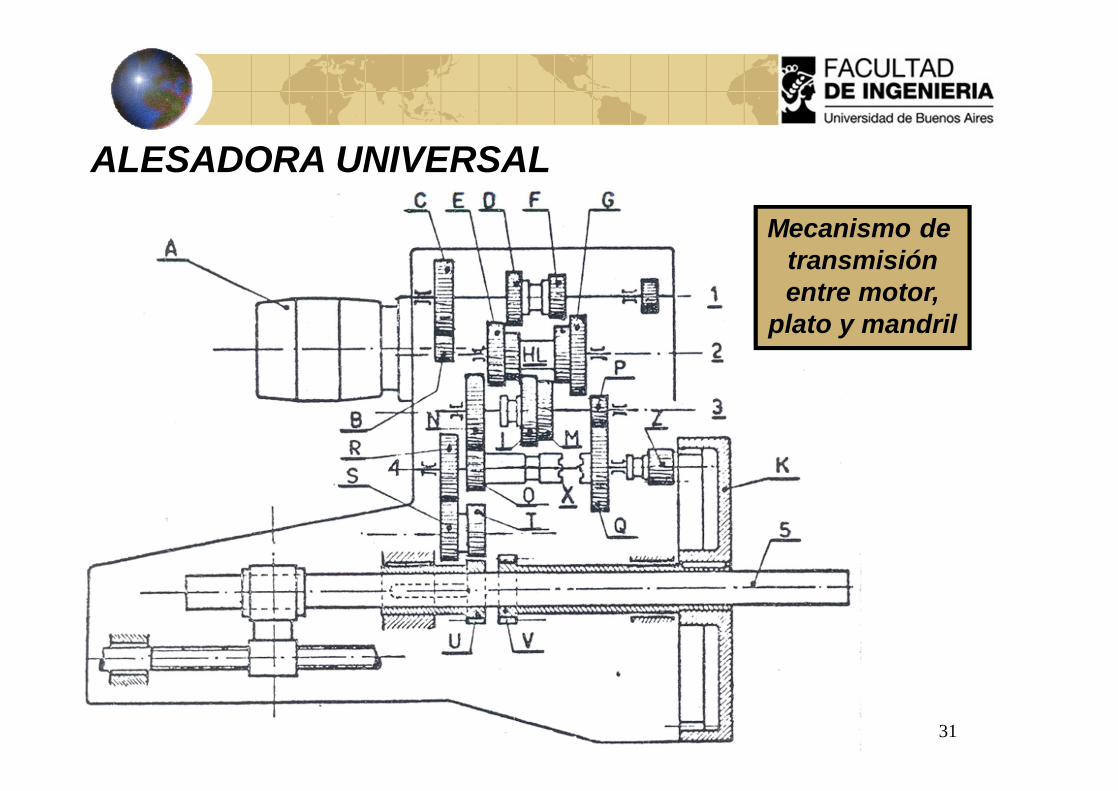
ALESADORA UNIVERSAL
Mecanismo de transmisiónentre motor,
plato y mandril
32
ALESADORA UNIVERSAL: OPERACIONES
Alesado cilíndrico haciendo avanzar el carro – mesa con lapieza montada en la mesa del mismo, en dirección paralela aleje de rotación del movimiento principal.Frenteado haciendo avanzar la herramienta radialmentecon respecto al eje de rotación.Alesado cónico mediante movimiento combinado del carrocon el plato.Alesado esférico mediante la acción de una cremallera através del eje hueco, que al desplazarse lentamente, hacegirar un piñón que hace desplazar la herramienta en formagiratoria.Taladrado con broca
33
ALESADORA UNIVERSAL: OPERACIONES
Escariado agrandado a medida de agujeros existentes.
Fileteado corte de roscas interiores mediante el cabezal dealesar ajustable fijado en el husillo de la máquina, porembragado del avance longitudinal del husillo. Corte deroscas exteriores mediante herramienta de forma, montadaen porta herramienta telescópico. El movimiento de avancelo cumple la mesa en forma longitudinal. Corte de roscas pormacho y mediante herramienta sujetada a la barra de alesar.
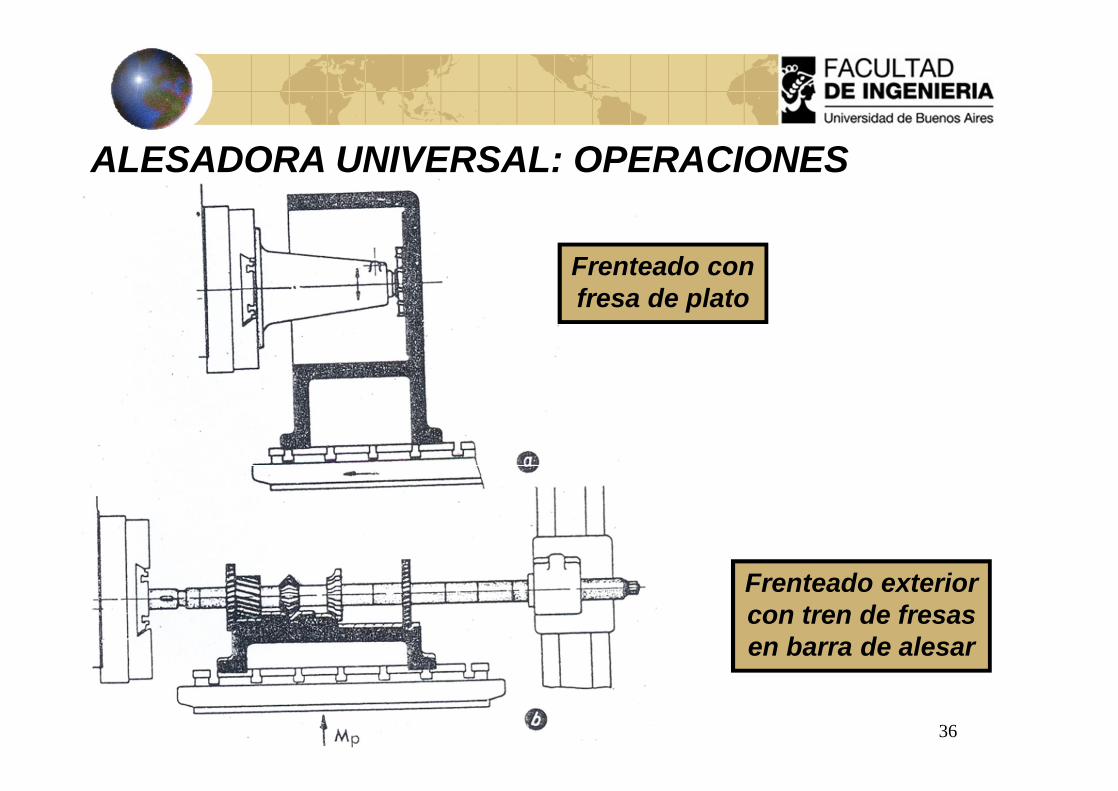
Fresado frenteado de grandes superficies, mediante lautilización de una fresa de disco con cuchillas postizas,empleando un soporte guía. Fresado de formas exteriores,para fresados poco profundos.
34
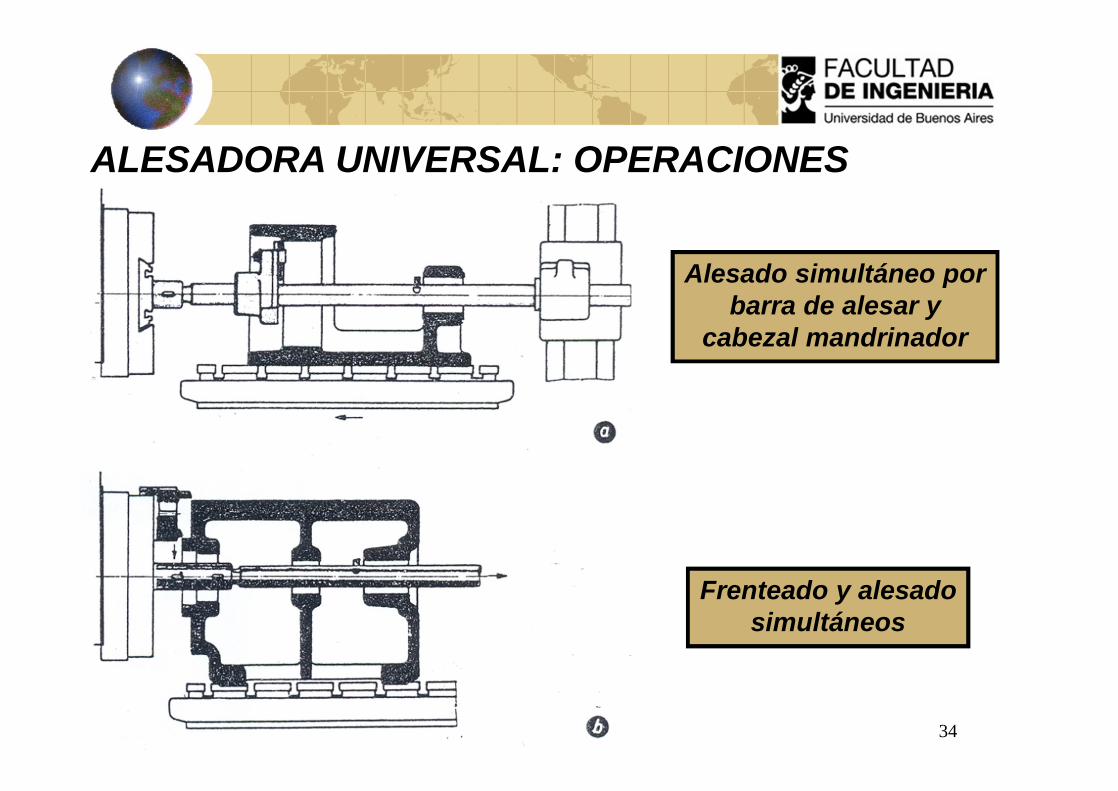
ALESADORA UNIVERSAL: OPERACIONES
Alesado simultáneo porbarra de alesar y
cabezal mandrinador
Frenteado y alesadosimultáneos
35
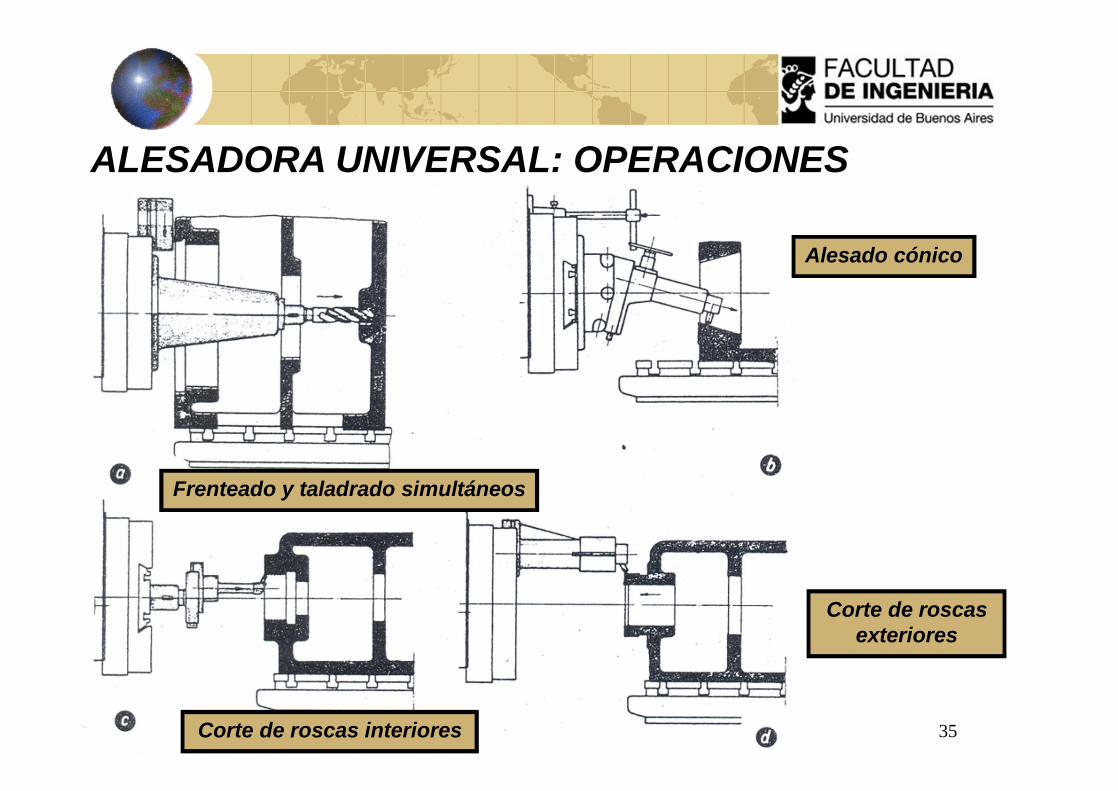
ALESADORA UNIVERSAL: OPERACIONES
Frenteado y taladrado simultáneos
Alesado cónico
Corte de roscas interiores
Corte de roscasexteriores
36
ALESADORA UNIVERSAL: OPERACIONES
Frenteado confresa de plato
Frenteado exteriorcon tren de fresasen barra de alesar

37
ALESADORA UNIVERSAL: OPERACIONES
Roscado con machoen la alesadora

38
ALESADORA UNIVERSAL: OPERACIONES
Roscado con machoen la alesadora
39
ALESADORAS: CLASIFICACION
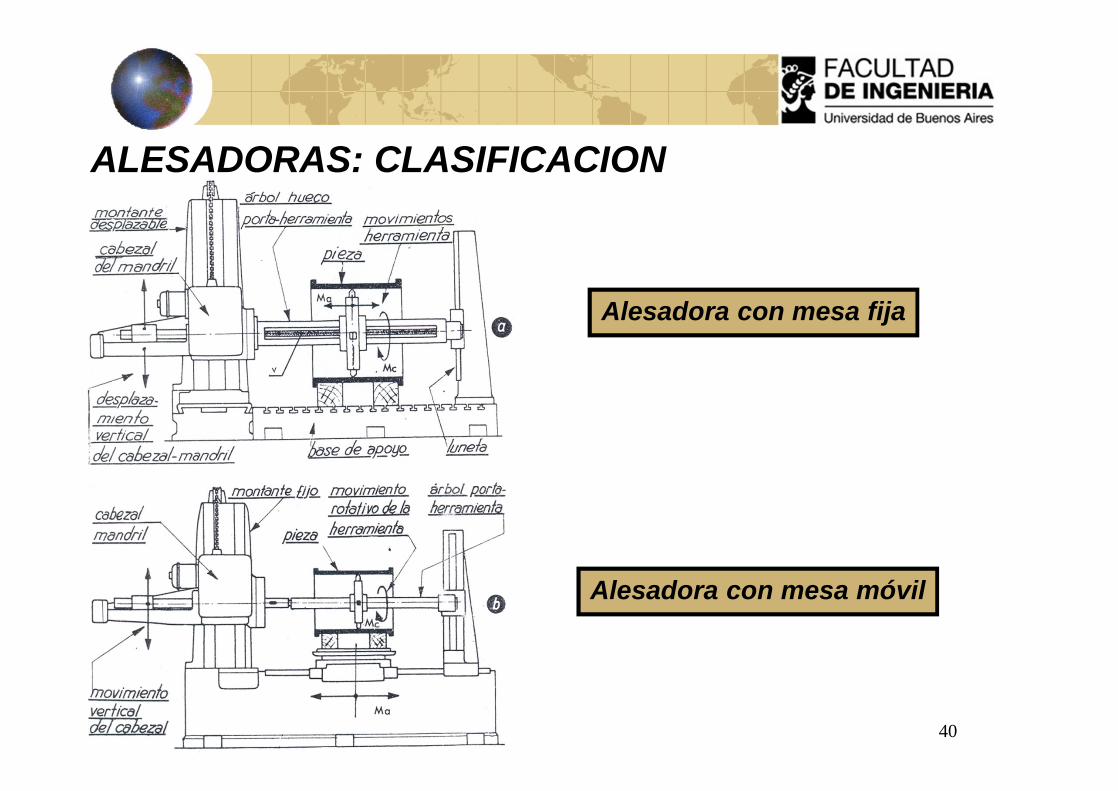
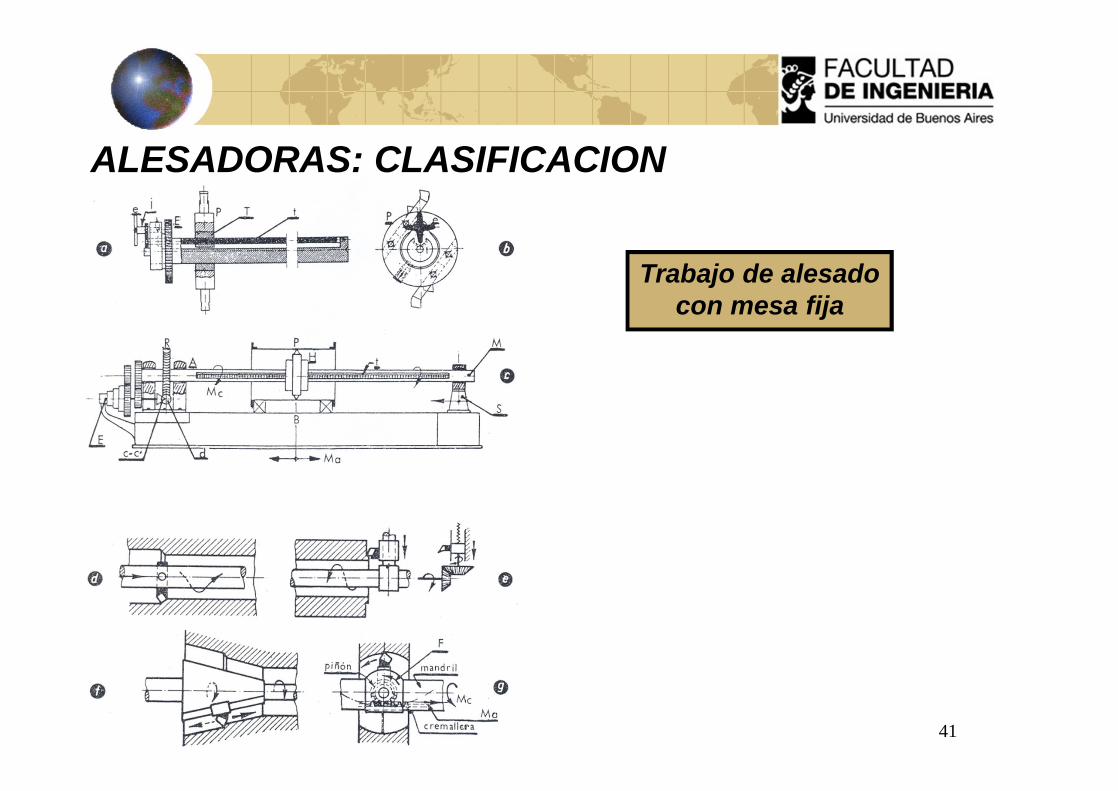
Con mesa fija los modos de trabajo corren todos a cargode la herramienta, en tanto que la pieza permanece fija. Elcabezal puede moverse verticalmente, deslizando sobre elmontante que, a su vez, se desplaza transversalmente. Con elárbol principal es hueco, mediante un tornillo de transporte,se hace accionar la herramienta por todo el largo de la piezaque se trabaja.
Con mesa móvil el modo de trabajo rotativo está confiadoa la herramienta, mientras se imprime avance a la mesa. Sonde gran fortaleza, para evitar toda vibración que puede sercausa de producción de superficies rayadas y de medidaspoco precisas en los agujeros a obtenerse.
40
ALESADORAS: CLASIFICACION
Alesadora con mesa fija
Alesadora con mesa móvil
41
ALESADORAS: CLASIFICACION
Trabajo de alesadocon mesa fija
42
ALESADORA: MOVIMIENTOS DE AVANCE
Avance longitudinal se le comunica a la mesa ó al husillo
Avance transversal se le comunica a la mesa ó a lascolumnas en las máquinas de mesa fija
Avance radial se le comunica a la corredera del plato, enoperaciones de frenteado
Avance de la barra de alesar se desliza longitudinalmenteen forma automática dentro de su alojamiento.
43
ALESADO: HERRAMIENTAS - FORMA DE TRABAJO
Las herramientas de alesar son las mismas utilizadas en lostornos. De reducidas dimensiones, ya que deben actuar en elinterior de las piezas, son fijadas mediante tornillos, clavijasó cuñas, pudiendo colocarse varias herramientas para entraren acción sucesiva.
Son confeccionadas de aceros rápido ó extra rápido, y desección cuadrada ó rectangular. En algunos casos son fijas yen otros graduables, para ejecutar las varias pasadas hastallegar a la cota exigida por el plano.
Existen herramientas de desbaste, aproximación y calibrado.
44
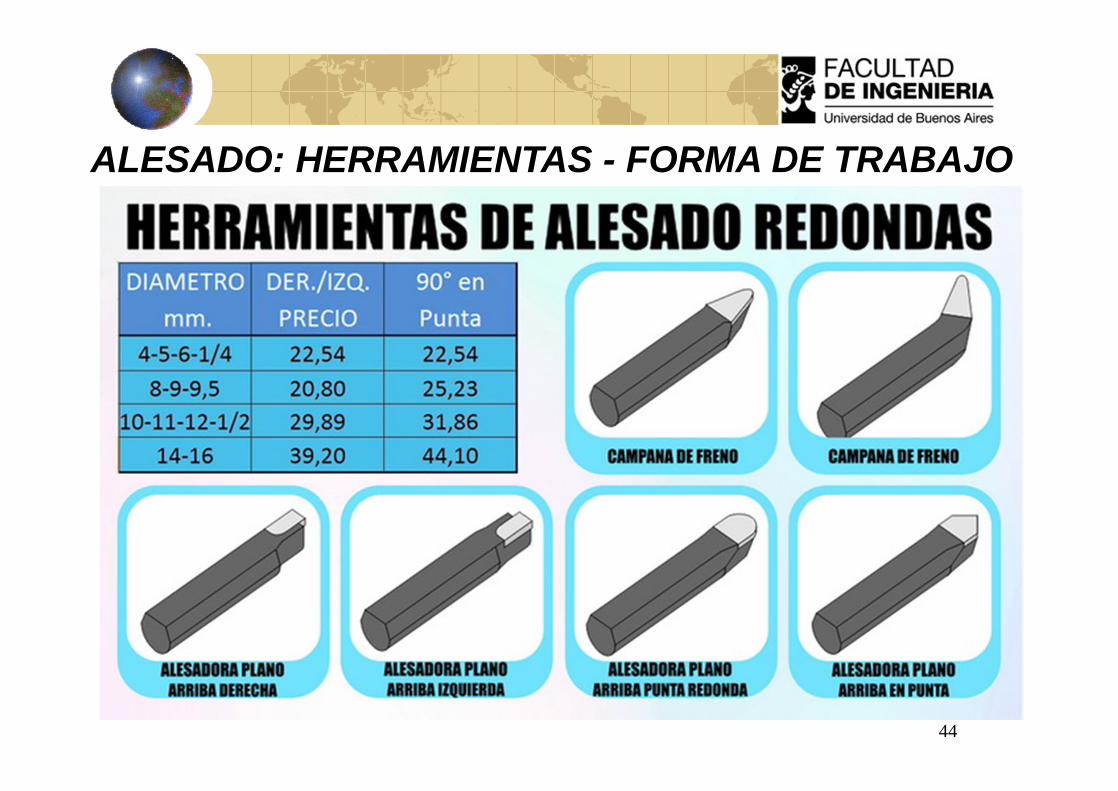
ALESADO: HERRAMIENTAS - FORMA DE TRABAJO
45
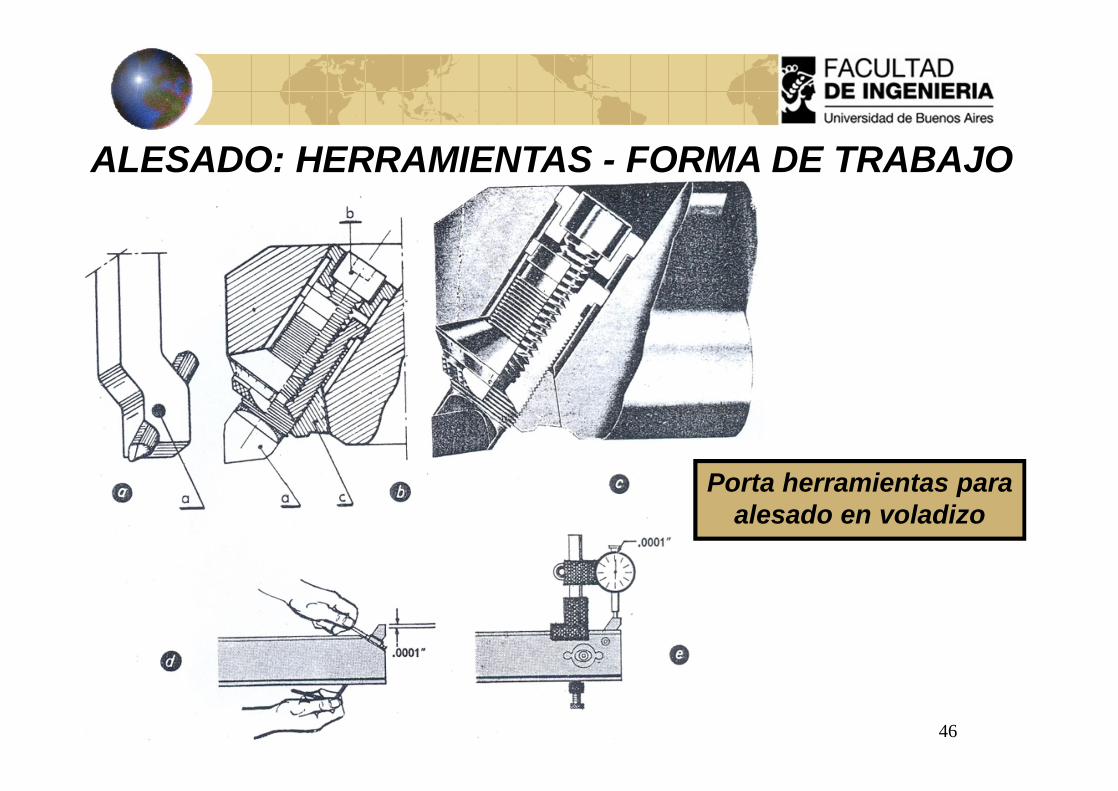
ALESADO: HERRAMIENTAS - FORMA DE TRABAJO
Las herramientas de alesar pueden actuar en 2 situaciones:
En voladizo para tornear piezas montadas al aire. Paraalesados cortos y accesibles. La herramienta se fija en formarígida sobre el husillo ó sobre el plato, trabajando por unextremo. El porta herramientas posee reglaje micrométrico.
Las herramientas van montadas en un soporte centrado ódescentrado sobre el plato, para frenteados, cajeados ytorneados cilíndricos, tanto interiores como exteriores.
En el plato existe una corredera radial, con guías paralelas,que recibe el porta herramientas apropiado para operaciónde frenteado.
46
ALESADO: HERRAMIENTAS - FORMA DE TRABAJO
Porta herramientas paraalesado en voladizo

47
ALESADO: HERRAMIENTAS - FORMA DE TRABAJO
Herramientas para trabajo en voladizo

48
ALESADO: HERRAMIENTAS - FORMA DE TRABAJO
Herramientas para trabajo en voladizo
49
ALESADO: HERRAMIENTAS - FORMA DE TRABAJO
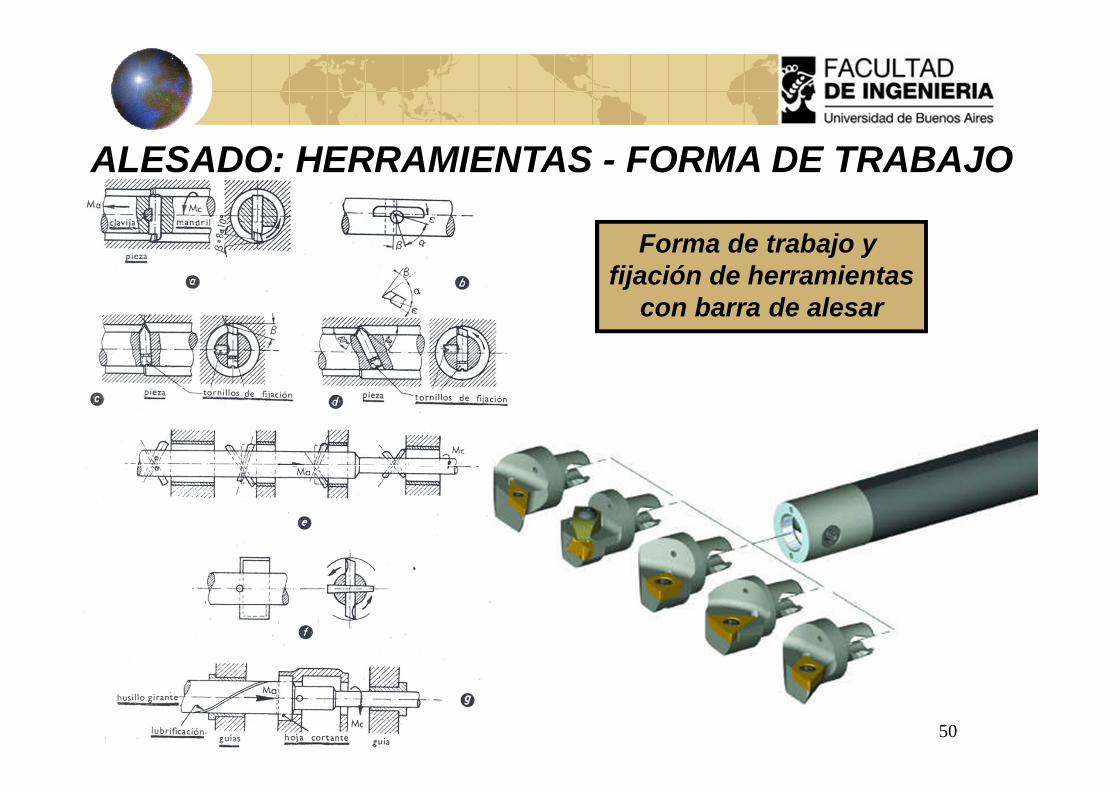
Con barra de alesar resulta el único método posible paraalesados largos ó en zonas distantes pero alineadas, dondeel trabajo en voladizo presentará falta de rigidez.
La barra mandrinadora debe apoyarse sobre cojinetes que seencuentran soportados mediante lunetas, en el montanteopuesto de la máquina. La fijación de las herramientas puedeser con clavija ó por tornillo.
Para ciertos trabajos especiales, como el alesado del asientodestinado a alojar el aro exterior de un rodamiento, se colocaen el mandril una herramienta que tiene la forma de una hojacortante generalmente calibrada.
50
ALESADO: HERRAMIENTAS - FORMA DE TRABAJO
Forma de trabajo y fijación de herramientas
con barra de alesar

51
ALESADO: HERRAMIENTAS - FORMA DE TRABAJO
Alesadoconbarra de alesar
52
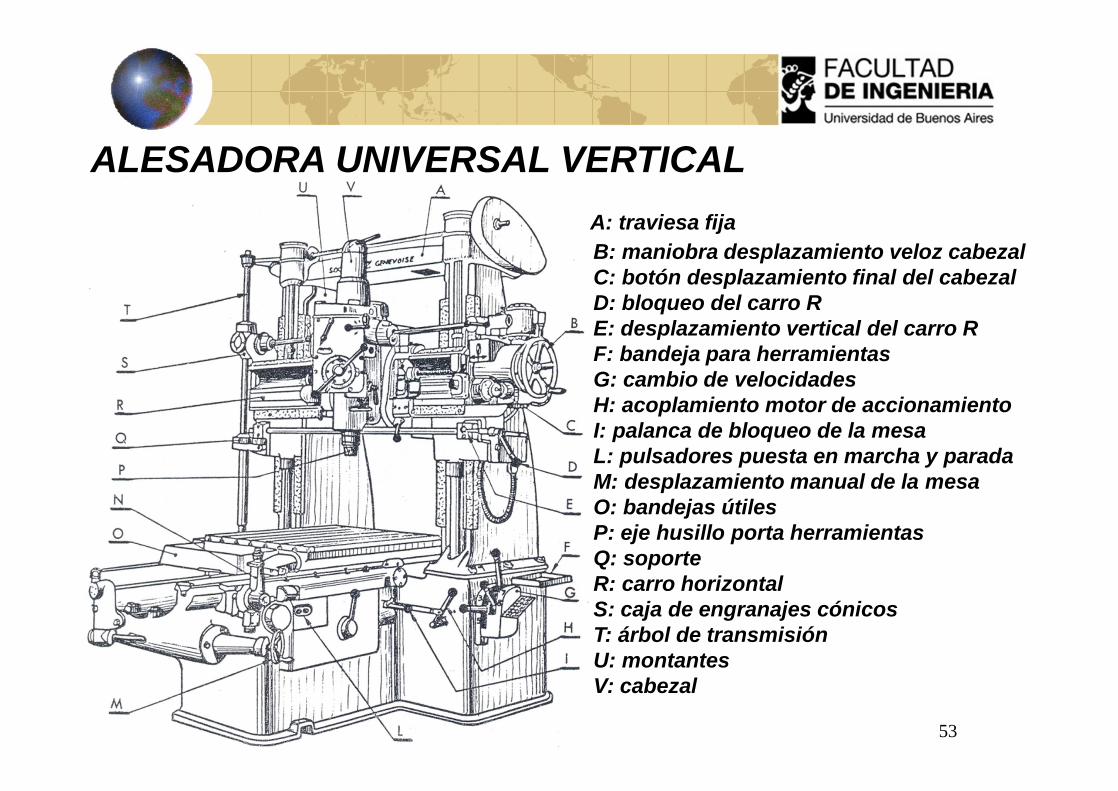
ALESADORA UNIVERSAL VERTICAL
En los trabajos de serie se presentan a menudo elementos ópiezas que deben someterse a una sucesión ordenada deoperaciones a realizar en máquinas herramientas diferentes.
Este inconveniente queda eliminado si se hacen sucedertodas las fases hasta su terminación, sin desmontar la pieza.Esta exigencia puede satisfacerse con el uso de máquinasespeciales, que están construidas de modo de desarrollarvarias operaciones en una sola máquina.
Una de estas máquinas es la Alesadora Universal Vertical,una especie de combinación de un torno vertical y unafresadora vertical.
53
ALESADORA UNIVERSAL VERTICALA: traviesa fijaB: maniobra desplazamiento veloz cabezalC: botón desplazamiento final del cabezalD: bloqueo del carro RE: desplazamiento vertical del carro RF: bandeja para herramientasG: cambio de velocidadesH: acoplamiento motor de accionamientoI: palanca de bloqueo de la mesaL: pulsadores puesta en marcha y paradaM: desplazamiento manual de la mesaO: bandejas útilesP: eje husillo porta herramientasQ: soporteR: carro horizontalS: caja de engranajes cónicosT: árbol de transmisiónU: montantesV: cabezal
54
FRESADO
55
FRESADO
El fresado es una operación que consiste en el cepillado desuperficies de las más variadas formas, con una herramientade corte circular llamada fresa.
Las virutas son arrancadas por medio de la rotación de lafresa, entrando en acción los dientes que se hallan repartidosy dispuestos regularmente en todo el perímetro de lacircunferencia de la fresa.
La fresa es una herramienta de corte múltiple, y para poderseintroducir en el material de la pieza de trabajo, los filos decada diente tienen la forma clásica de cuña.
56
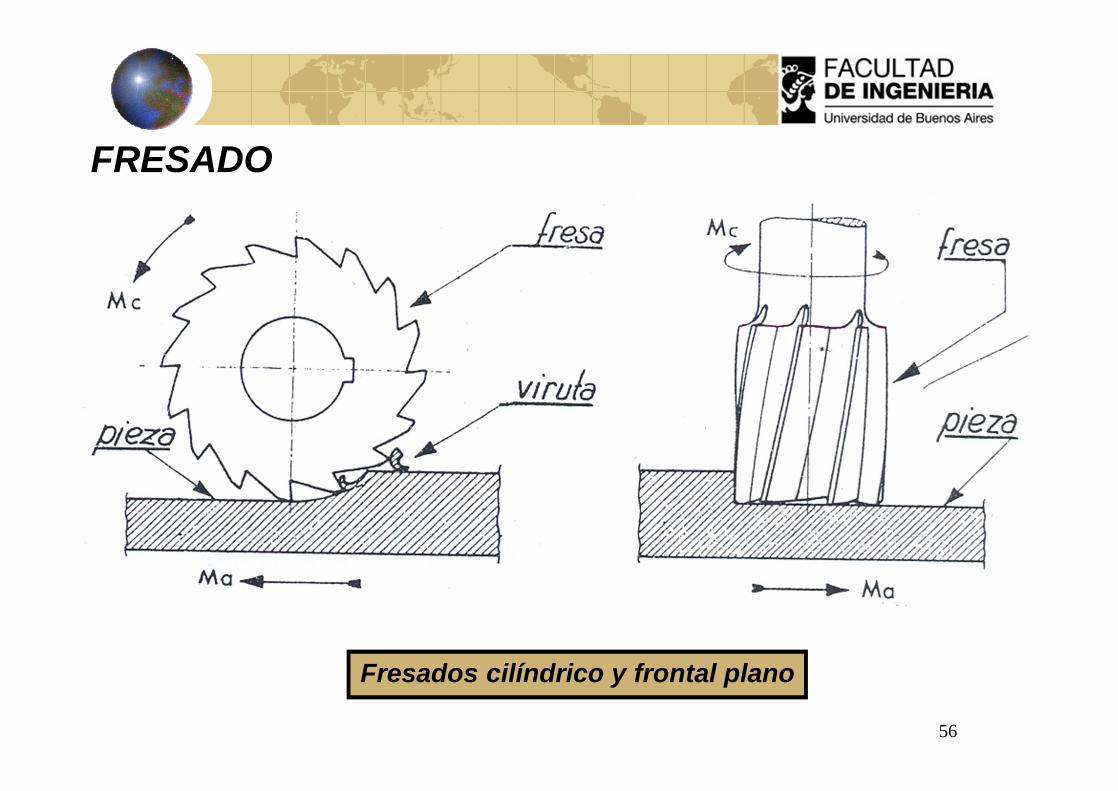
FRESADO
Fresados cilíndrico y frontal plano
57
FRESADO
En las máquinas de fresar, la fresa posee el movimiento derotación (movimiento principal ó de corte), montada en un ejede posición fija. Para conseguir el espesor de viruta, la piezaposee el movimiento de alimentación lineal ó avance, que sederiva del movimiento principal.
Durante la operación de fresado, el diente está dedicado alarranque de viruta solo una parte de la revolución: el restodel tiempo gira en el aire y se enfría.
Dada la velocidad que lleva la fresa y su gran número dedientes, el trabajo resulta continuo, ofreciendo las fresadorasmayor capacidad de producción, precisión y versatilidad enel uso que otras máquinas herramientas.
58
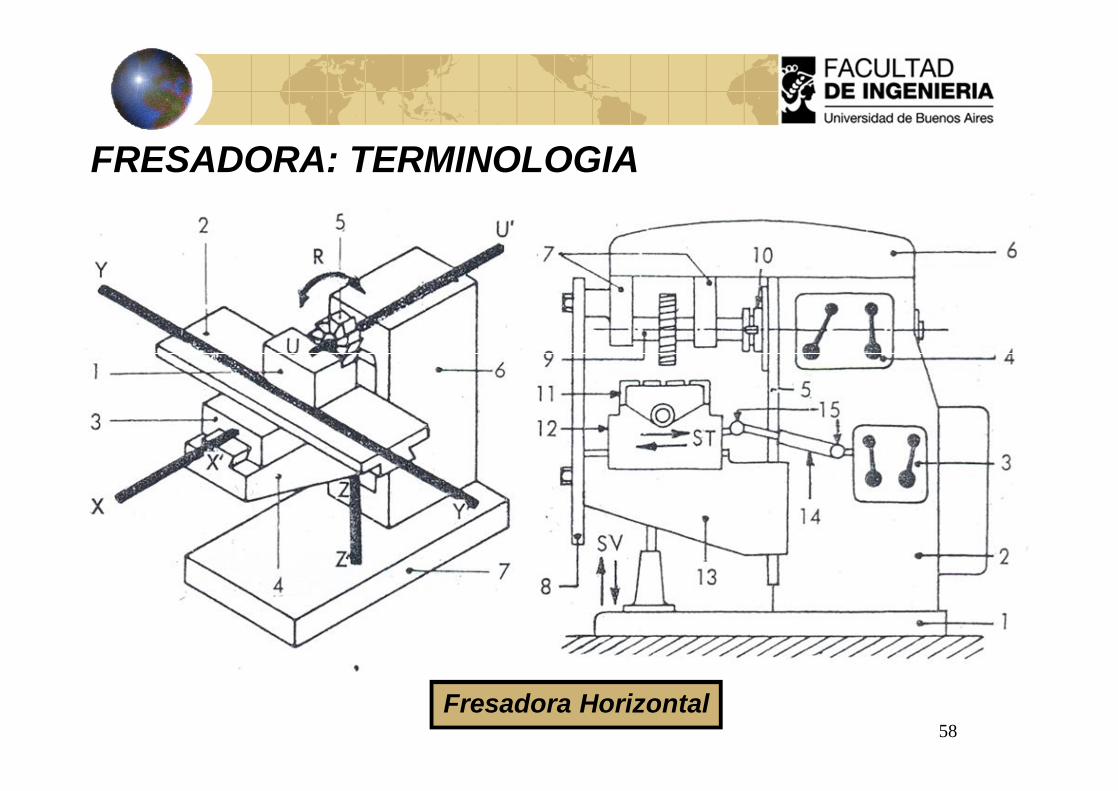
FRESADORA: TERMINOLOGIA
Fresadora Horizontal

59
FRESADO
Fresadoras Horizontal y Vertical
60
FRESADO
Dadas las innumerables formas de utilizarlas, las fresadoraspueden ejecutar los trabajos más variados, hasta los quecorresponden a otras máquinas herramienta: cepillar, limar,cortar, agujerear, alesar, cajear, mortajar, roscar.
Dadas las características constructivas y la variedad de lasfresas, la Fresadora se utilizan para reemplazar al Cepillo y ala Alesadora, sustituyendo el útil de cepillar y de alesar poruna fresa, arrancando mucho más material sin calentarse.
También se pueden construir piezas de perfiles complicadose irregulares que no se pueden obtener en otras máquinas.
61
FRESADO: HERRAMIENTAS Y PROCESO
Una fresa puede considerarse como formada por asociaciónde varias herramientas simples, iguales entre sí, dispuestassimétricamente y equidistantes, fijadas sobre un cuerpocomún (insertos de metal duro), ó talladas en la masa delcuerpo (acero rápido). Cada diente de la fresa opera comouna cuchilla en forma de cuña, sacando viruta.
La superficie engendrada por fresado, es la resultante de laacción sucesiva de estas diferentes herramientas simplesque la componen.
La fresa presenta la forma de sólido de revolución, provistode un agujero de forma circular, que permite introducirla yajustarla sobre un eje porta fresa vertical ú horizontal.
62
FRESADO: HERRAMIENTAS Y PROCESOLa diferencia entre una Fresadora y otras máquinasherramienta reside en que el corte comienza con valor cero,para aumentar gradualmente en su longitud de ataque;mientras que en otras máquinas, se mantiene el filo cortantecontinuamente en contacto con la pieza a trabajar.Según el modo de actuar de la fresa, se tienen dos formas defresado:Fresado cilíndrico el eje de la fresa es paralelo a lasuperficie de trabajo. La fresa es cilíndrica y arranca la virutacon los filos de su periferia, en forma de “coma”.Fresado frontal el eje de la fresa es perpendicular a lasuperficie de trabajo. La fresa corta con los dientes de superiferia y con los laterales. La viruta es de espesor uniforme.
63
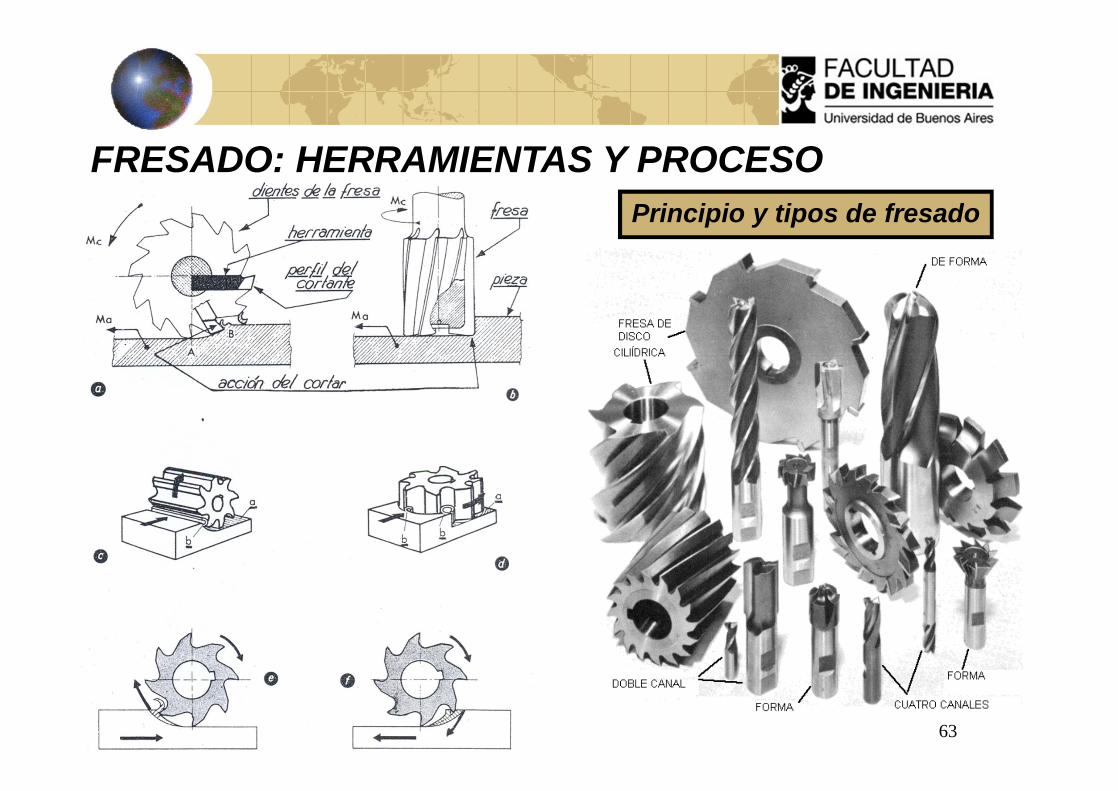
FRESADO: HERRAMIENTAS Y PROCESOPrincipio y tipos de fresado

64
FRESADO: HERRAMIENTAS Y PROCESO
Fresado cilíndrico Fresado frontal
65
FRESADO: HERRAMIENTAS Y PROCESO
Con respecto a los movimientos de herramienta y pieza, y ala relación que hay entre ellos, pueden distinguirse 2 casos:
Fresado normal, en oposición ó en contracorriente serealiza resbalando los dientes de la fresa sobre la superficieque se trabaja antes que los mismos penetren el material demenor a mayor. Se obtienen superficies brillantes y finas.
Fresado escalado, paralelo ó en concordancia los filos dela fresa atacan a la pieza por el sitio más grueso, y como lapieza es fuertemente presionada contra su apoyo, se prestapara el fresado de piezas delgadas, con gran profundidad decorte. Existe el riesgo de que la fresa se monte en la pieza. Seobtienen superficies rugosas y no muy brillantes.
66
FRESADO: HERRAMIENTAS Y PROCESO
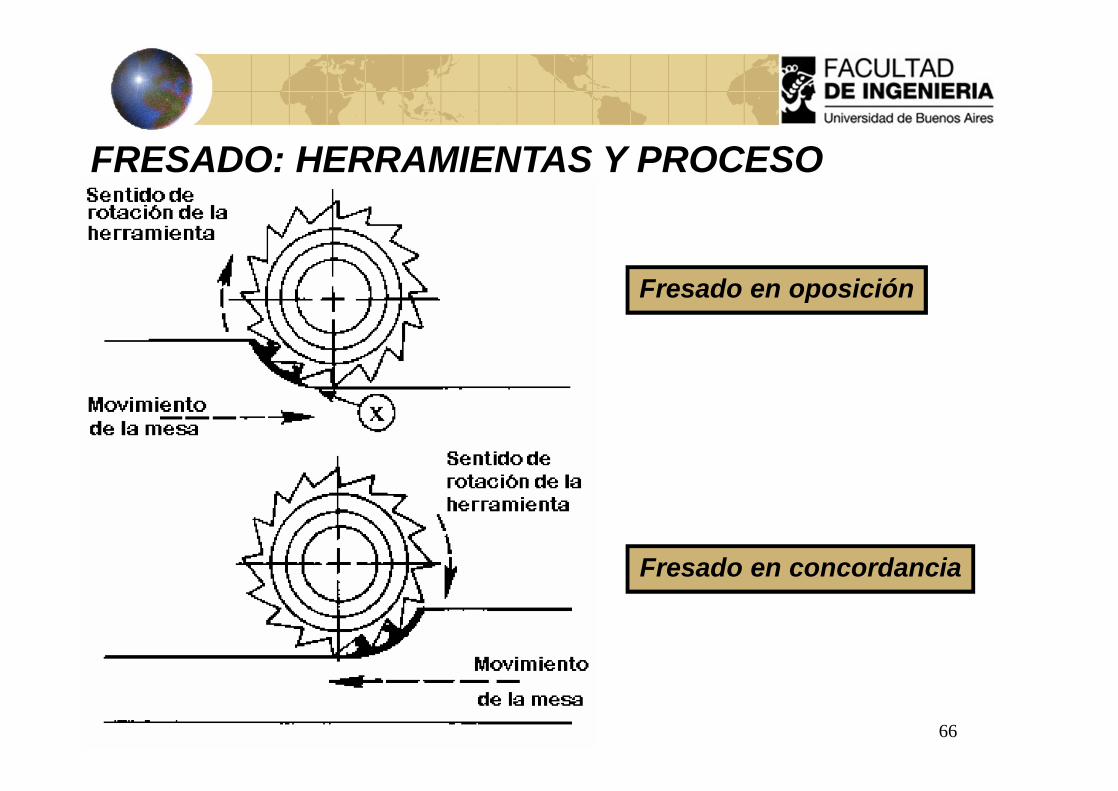
Fresado en oposición
Fresado en concordancia
67
FRESADO: HERRAMIENTAS Y PROCESO
Cuando se esté obligado a utilizar el fresado en concordanciadeberán observarse las siguientes precauciones:
1) La velocidad de avance deberá reducirse a la mitad
2) La velocidad de corte deberá aumentarse al doble
3) La lubricación y la refrigeración deberá hacerse en formamás abundante que en los fresados normales
4) Los dientes cortantes de las fresas deberán tener losángulos de despojo y de incidencia (γ y α) más grandes, ódirectamente utilizar fresas diseñadas especialmente parafresado en concordancia.
68
FRESADO: HERRAMIENTAS Y PROCESO
La herramienta fresa queda caracterizada por la forma ydisposición (frontal y/o lateral) de sus dientes, y por eltrabajo que realiza.
En la forma de los dientes con relación al eje de la fresa, sedebe distinguir su sección transversal y su direcciónlongitudinal.
Según la sección transversal, se tienen dientes triangulares ódientes de perfil constante. Según la dirección longitudinal,los dientes pueden ser rectilíneos (paralelos al eje de lafresa) ó helicoidales (inclinados con respecto al eje de lafresa).
69
FRESADO: HERRAMIENTAS Y PROCESO
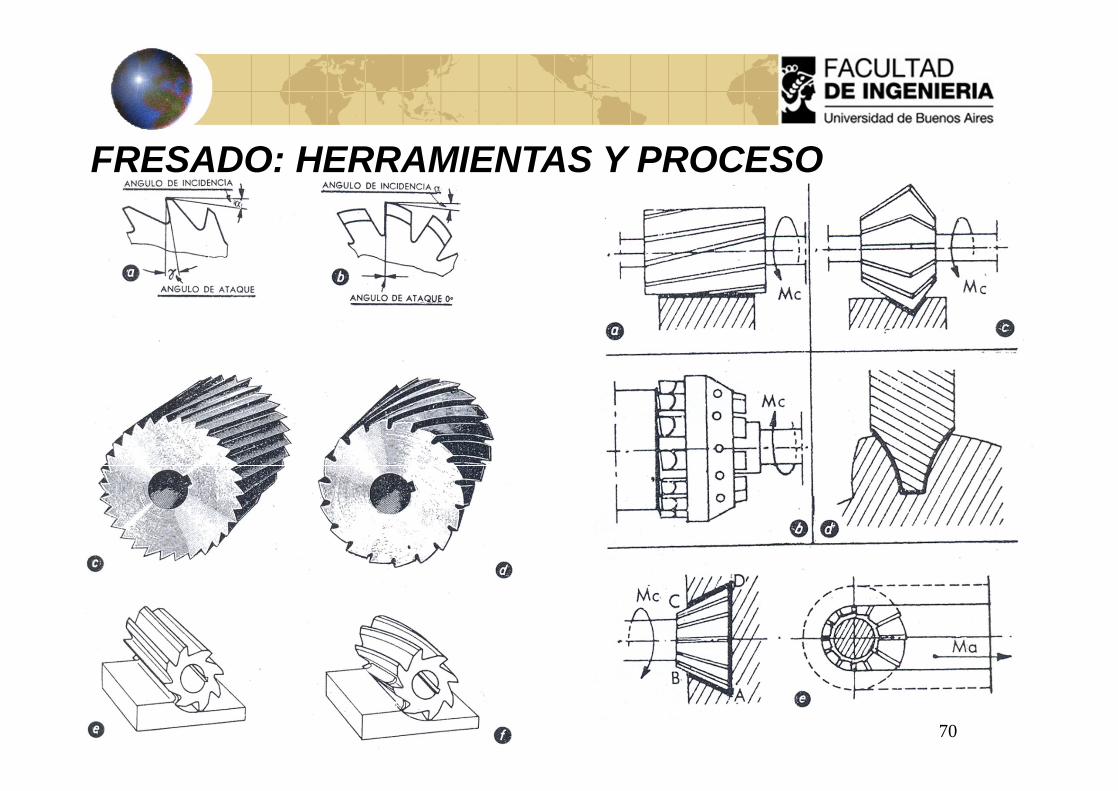
De acuerdo a donde la fresa presente sus aristas cortantes,será la superficie que engendre:
Aristas cortantes en la superficie cilíndrica (tangenciales) superficies planas y paralelas con relación al eje de la fresa
Aristas cortantes en la superficie lateral (radiales) superficies planas y oblicuas con relación del eje de la fresa
Aristas cortantes en ambas superficies superficiesplanas y perpendiculares al eje de la fresa, ó superficies decualquier forma y posición
70
FRESADO: HERRAMIENTAS Y PROCESO
71
FRESADO: HERRAMIENTAS Y PROCESO
Según su forma geométrica, las fresas se clasifican en:
1) Cilíndricas (acción frontal y radial)2) Cónicas (angulares, de acción frontal y/o radial)3) De forma (perfiladas ó combinadas)
A su vez, se subdividen en:
a) Fresa cilíndrica de planear f) Fresa vertical (ranuras en T)b) Fresa frontal g) Fresa de acabadoc) Fresa cilíndrica frontal h) Fresa perfilada (de forma)d) Fresa angular i) Fresa con insertose) Fresa de ranurar

72
FRESADO: HERRAMIENTAS Y PROCESO

73
FRESADO: HERRAMIENTAS Y PROCESOa/c: Fresas para ejecución de superficies planasd: Fresa con rompevirutase: Producción de una superficie planaf/g: Fresas para ranurar ó acanalarh) Producción de un chavetero en un eje

74
FRESADO: HERRAMIENTAS Y PROCESO
Fresas para superficies planas con plaquitas intercambiables

75
FRESADO: HERRAMIENTAS Y PROCESOa/b: Fresas de tipo normalc/d: Fresas de alto rendimientoe: Fresa de corte frontal y lateralf: Utilización de a pares

76
FRESADO: HERRAMIENTAS Y PROCESOFresas paraescuadrar
con plaquitasintercambiables

77
FRESADO: HERRAMIENTAS Y PROCESO
Fresas frontales paraescuadrar con plaquitas
intercambiables
78
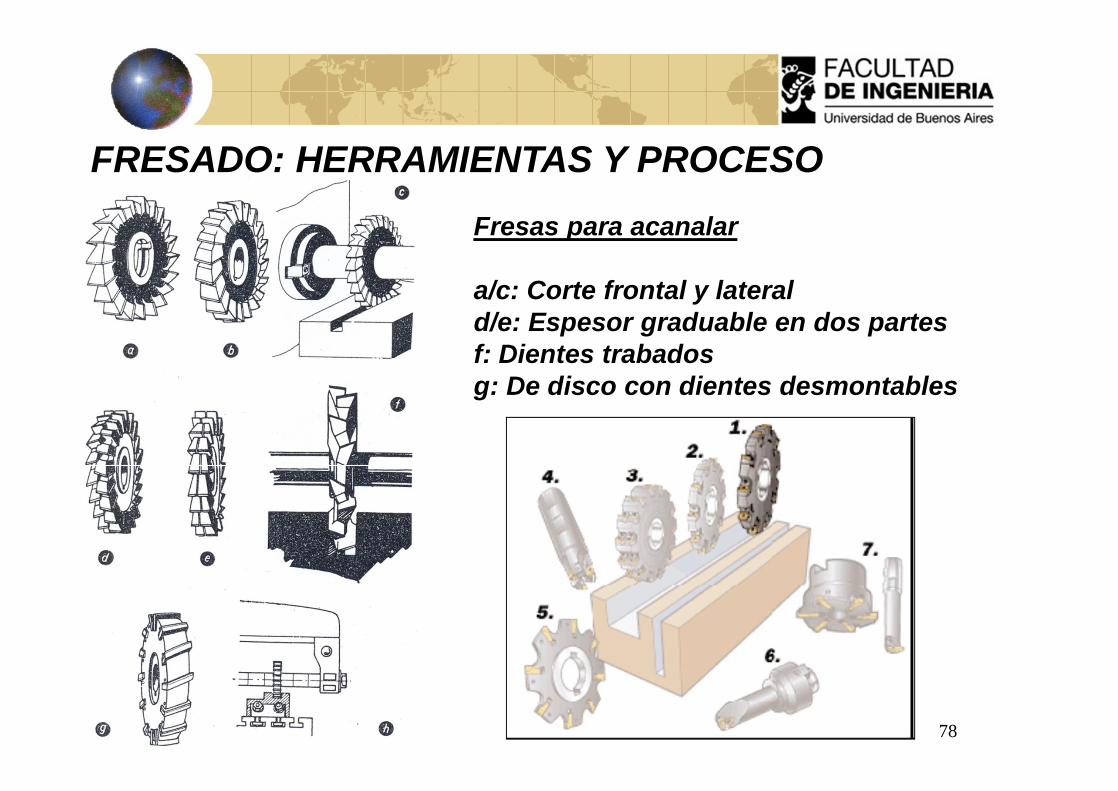
FRESADO: HERRAMIENTAS Y PROCESOFresas para acanalar
a/c: Corte frontal y laterald/e: Espesor graduable en dos partesf: Dientes trabadosg: De disco con dientes desmontables

79
FRESADO: HERRAMIENTAS Y PROCESOFresas para ranuras
con plaquitas intercambiables

80
FRESADO: HERRAMIENTAS Y PROCESO
Fresas para chaveteros
81
FRESADO: HERRAMIENTAS Y PROCESO
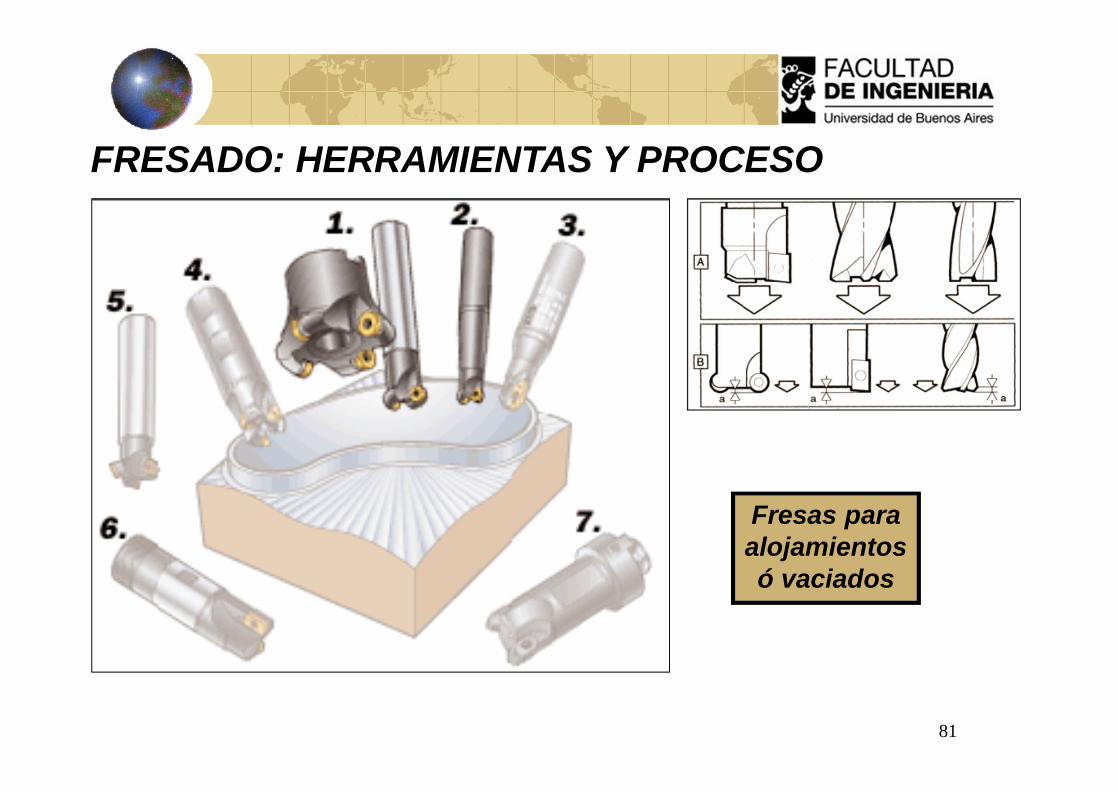
Fresas paraalojamientosó vaciados
82
FRESADO: HERRAMIENTAS Y PROCESOFresas paraalojamientosó vaciados

83
FRESADO: HERRAMIENTAS Y PROCESO
Fresas paraalojamientosó vaciados

84
FRESADO: HERRAMIENTAS Y PROCESO
Fresas para perfiles
85
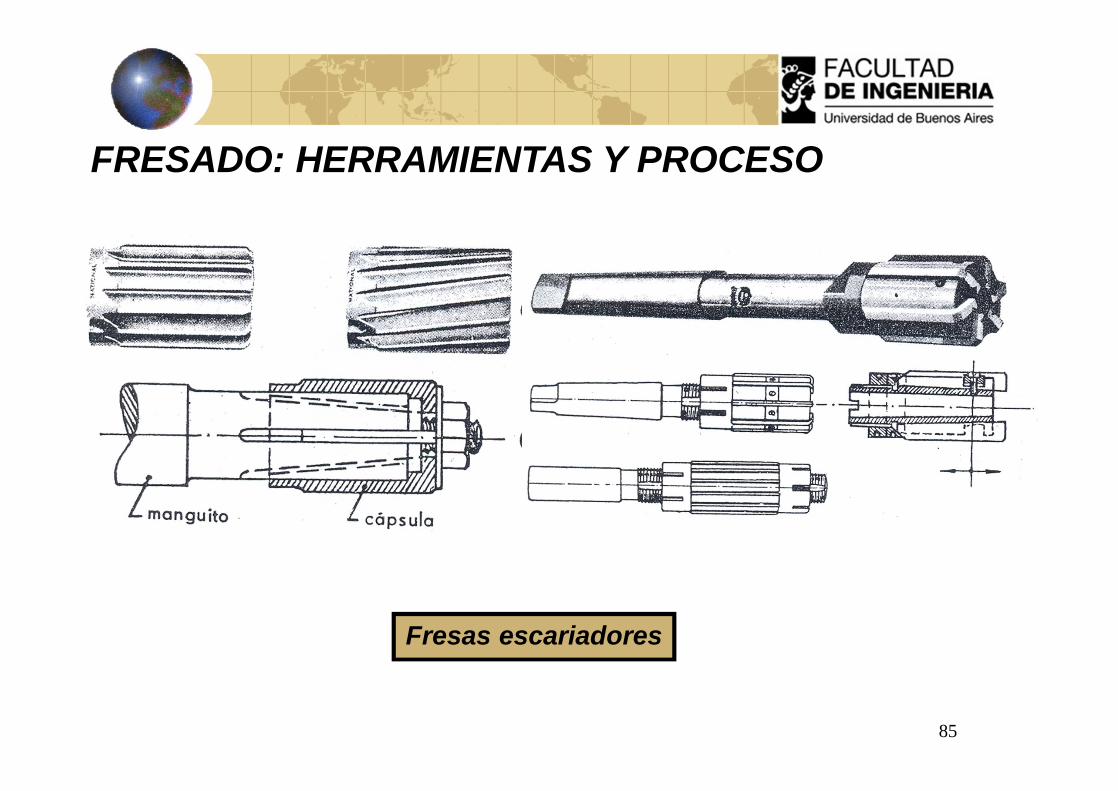
FRESADO: HERRAMIENTAS Y PROCESO
Fresas escariadores

86
FRESADO: HERRAMIENTAS Y PROCESOFresas angulares
a/b: Tronco cónicas de ángulo planoc/g: Tronco cónicas cola de cisned: De avellanare/f: De doble ángulo
87
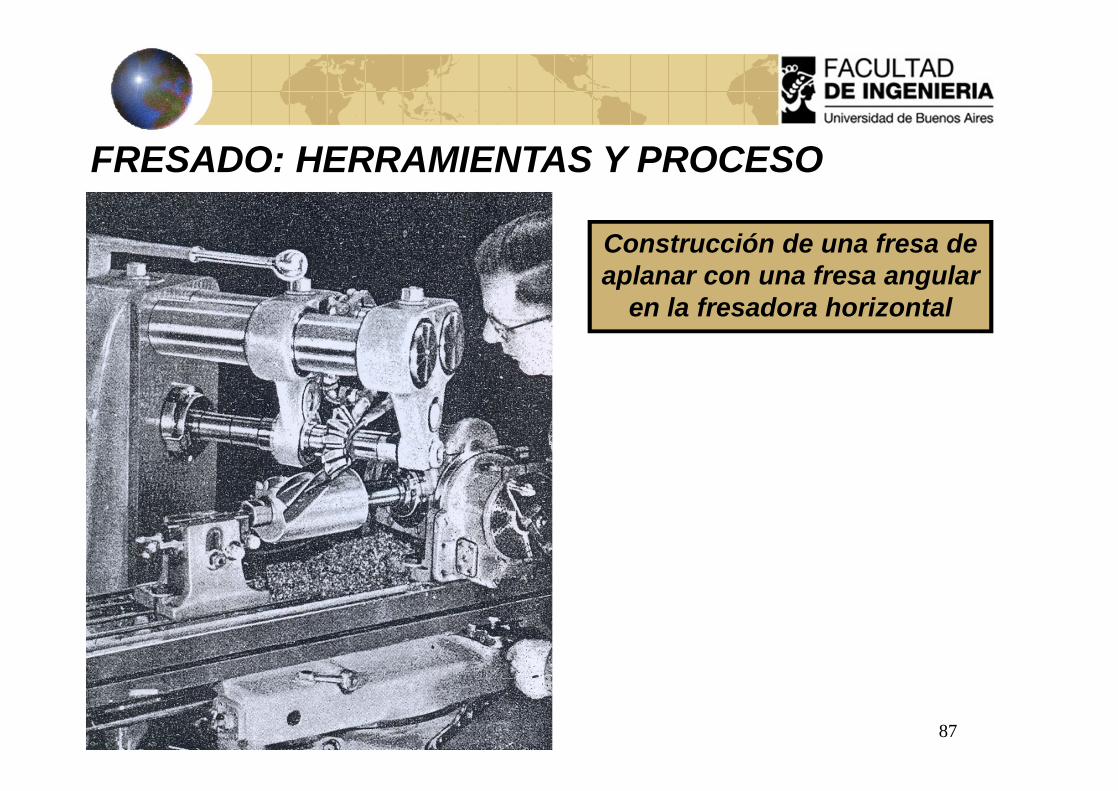
FRESADO: HERRAMIENTAS Y PROCESO
Construcción de una fresa deaplanar con una fresa angular
en la fresadora horizontal

88
FRESADO: HERRAMIENTAS Y PROCESO
Fresas sierra
89
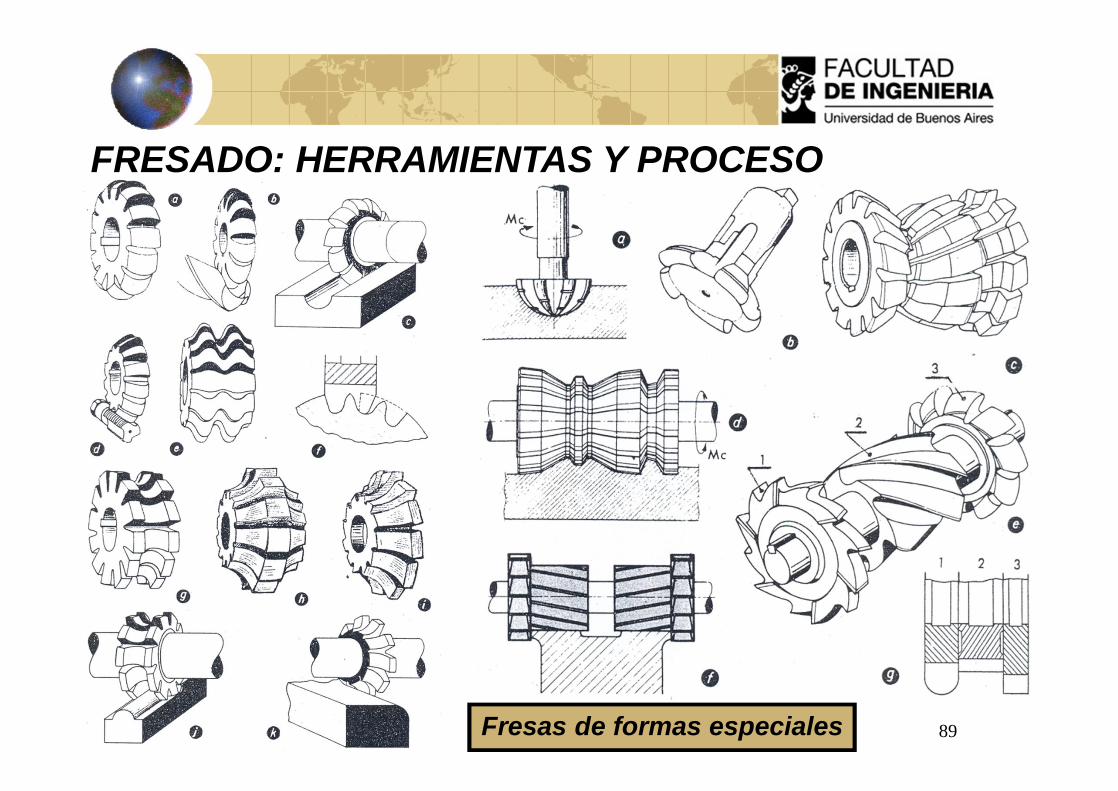
FRESADO: HERRAMIENTAS Y PROCESO
Fresas de formas especiales

90
FRESADO: HERRAMIENTAS Y PROCESO
Fresas de vástago
91
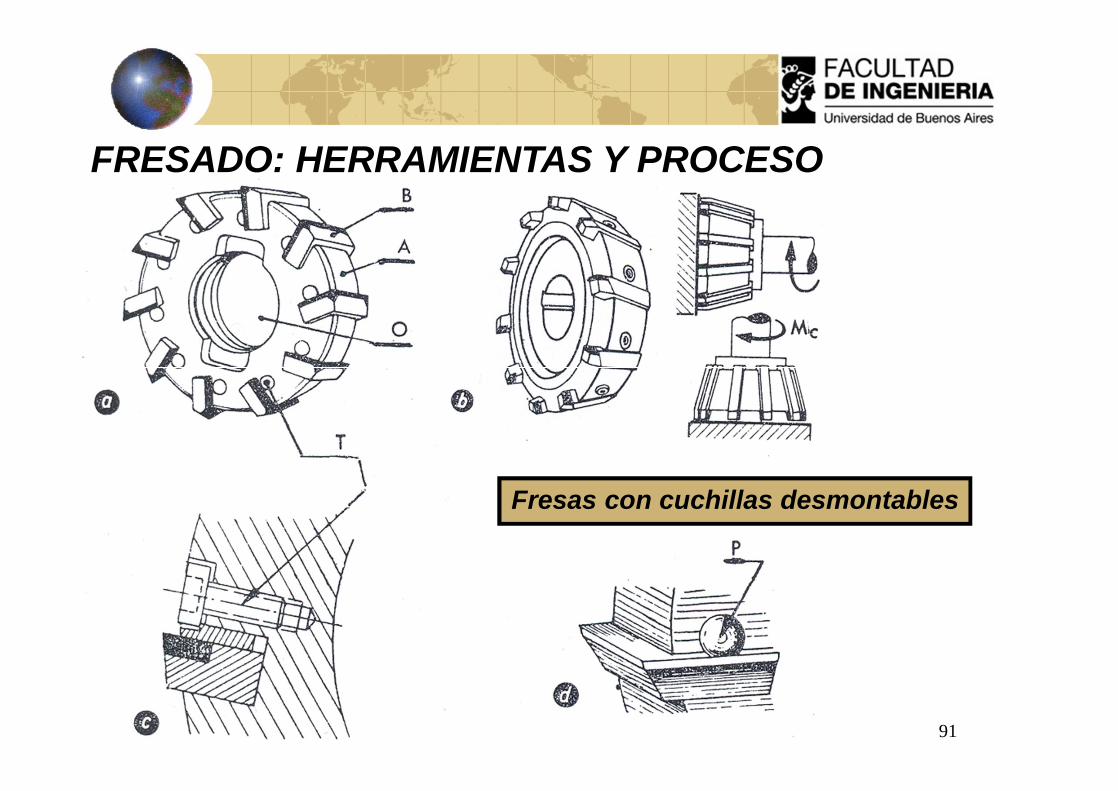
FRESADO: HERRAMIENTAS Y PROCESO
Fresas con cuchillas desmontables

92
FRESADO: HERRAMIENTAS Y PROCESO
Fresas de diversos tipos con plaquitas intercambiables

93
FRESADO: HERRAMIENTAS Y PROCESO
Fresas de diversos tipos con plaquitas intercambiables

94
FRESADO: HERRAMIENTAS Y PROCESO
Fresas de diversos tipos con plaquitas intercambiables

95
FRESADO: HERRAMIENTAS Y PROCESO
Inserto para fresas con plaquitas intercambiables

96
FRESADO: HERRAMIENTAS Y PROCESO
Fresas con filos de corte escalonados Twincut
97
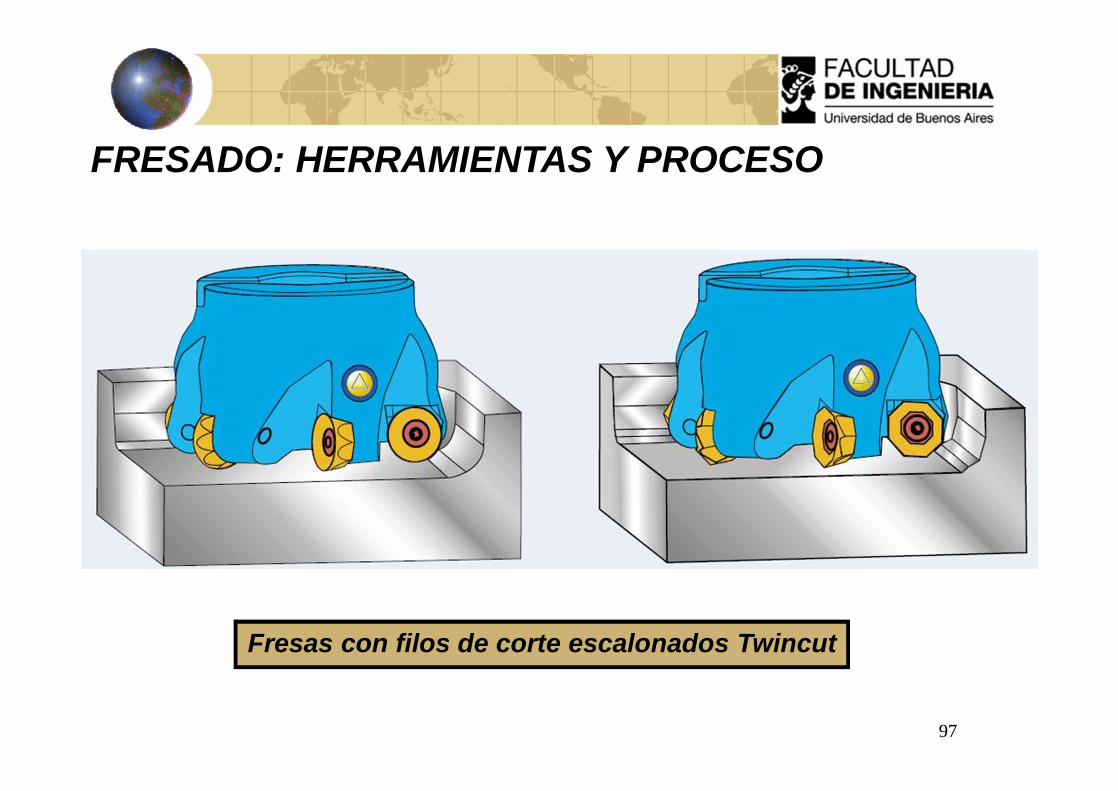
FRESADO: HERRAMIENTAS Y PROCESO
Fresas con filos de corte escalonados Twincut

98
FRESADO: HERRAMIENTAS Y PROCESO
Fresas modulares paratallado de engranajes
99
FRESADO: TALLADO DE ENGRANAJES
Las fresas de módulo son fresas de forma a perfil constante,construidas según las dimensiones, el perfil y el número dedientes de las ruedas dentadas que se quieren tallar, deacuerdo a un módulo determinado.
Según el número de dientes, resulta diferente el perfil queafecta el flanco de los mismos; por lo que, para cada móduloes necesario utilizar una fresa distinta, ó un juego de ellas,compuesto por una fresa de desbaste ó otra de terminación.
La fresa de módulo, al tallar el vacío entre dos dientesconsecutivos, labra al mismo tiempo los dos flancos dedichos dientes con un perfil que se aproxima a la evolventede circulo.
100
FRESADO: TALLADO DE ENGRANAJES
Pueden fabricarse engranajes de dientes rectos, helicoidales,exteriores e interiores.
Las fresas de módulo para tallar engranajes llevan grabadoslos siguientes datos de identificación en sus caras laterales:
- Módulo- Número de la fresa (juego formado por ocho fresas)- Número de dientes para el cual es apropiada- Paso en milímetros (múltiplos del valor de π)- Altura del diente
101
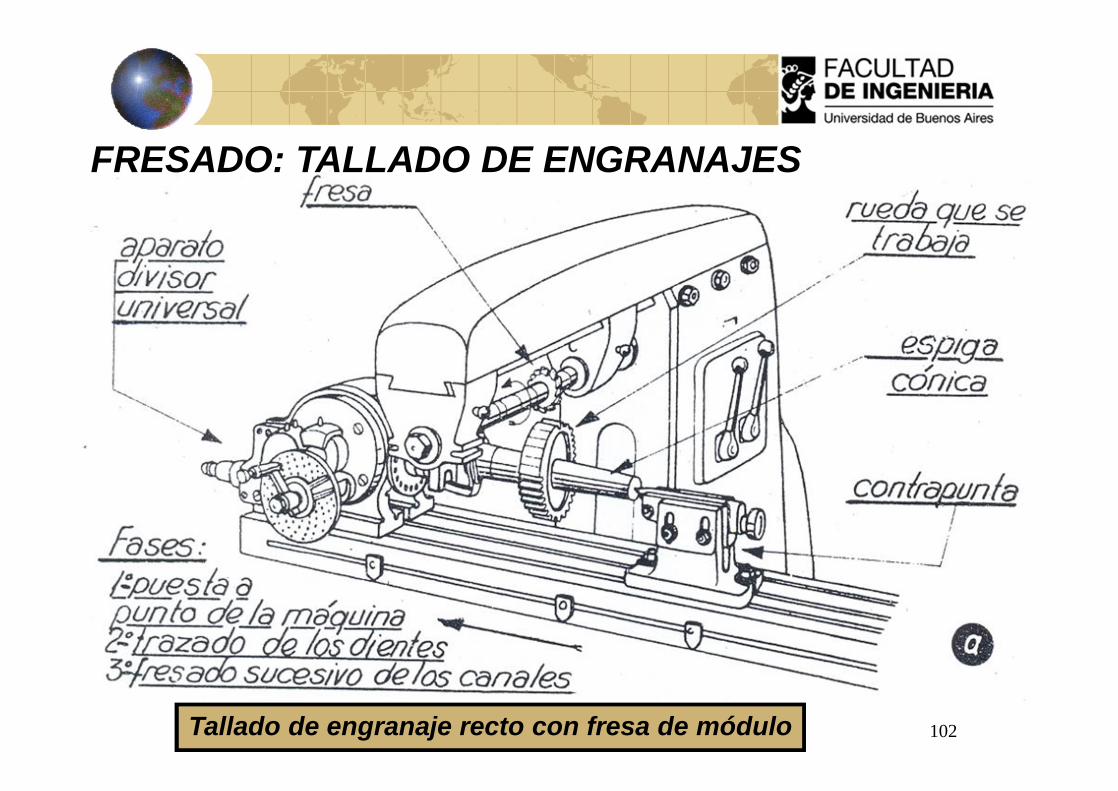
FRESADO: TALLADO DE ENGRANAJES
La fresa de módulo se utiliza principalmente para el fresadode ruedas dentadas rectas ó helicoidales de tamaño pequeñoen la fresadora horizontal ó universal, reduciéndose su labora un simple corte de surcos sucesivos.
Después de fresar un vacío entre dos dientes consecutivos,se hace girar el cuerpo de la pieza a tallar, con la ayuda delplato divisor, en la magnitud del paso requerida, quedandolista para fresar el siguiente hueco, hasta terminar todos losdientes.
Este procedimiento se emplea principalmente para fabricarengranajes sueltos, piezas únicas ó series reducidas.
102
FRESADO: TALLADO DE ENGRANAJES
Tallado de engranaje recto con fresa de módulo
103
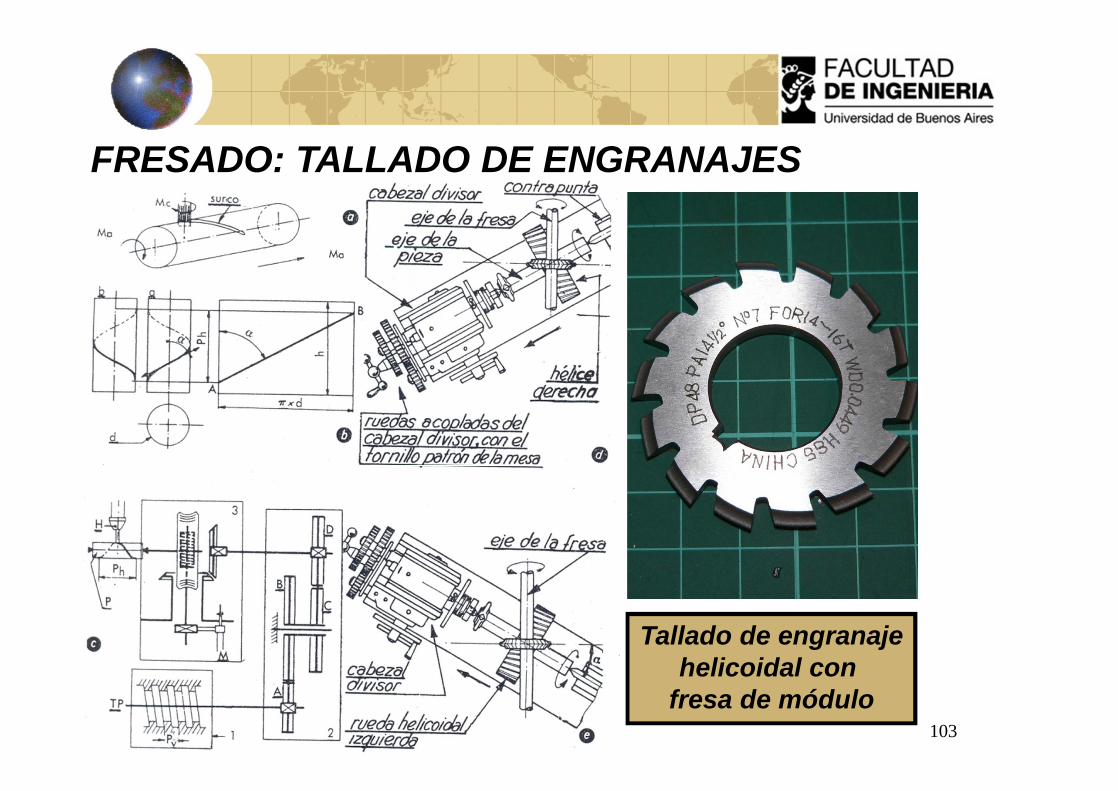
FRESADO: TALLADO DE ENGRANAJES
Tallado de engranajehelicoidal con
fresa de módulo
104
FRESADO: TALLADO DE ENGRANAJES
Para el corte de dientes helicoidales, los más apropiado esutilizar la fresa creador ó fresa de tornillo, teniendo presentela diversa inclinación de los dientes a fresar y los de la fresaque se emplea, como también el sentido de los cortantes delcreador (derecha ó izquierda).
La fresa creador consiste en un tornillo de acero templado,cuyo filete se halla interrumpido regularmente, a los fines deformar los dientes que cortan como una fresa.
Basada su construcción en el principio de las fresas de perfilconstante, deben afilarse repetidas veces por la cara quecorresponda, conservando así el mismo perfil y dimensiones.

105
FRESADO: TALLADO DE ENGRANAJES
Fresas creadores
106
FRESADO: TALLADO DE ENGRANAJES
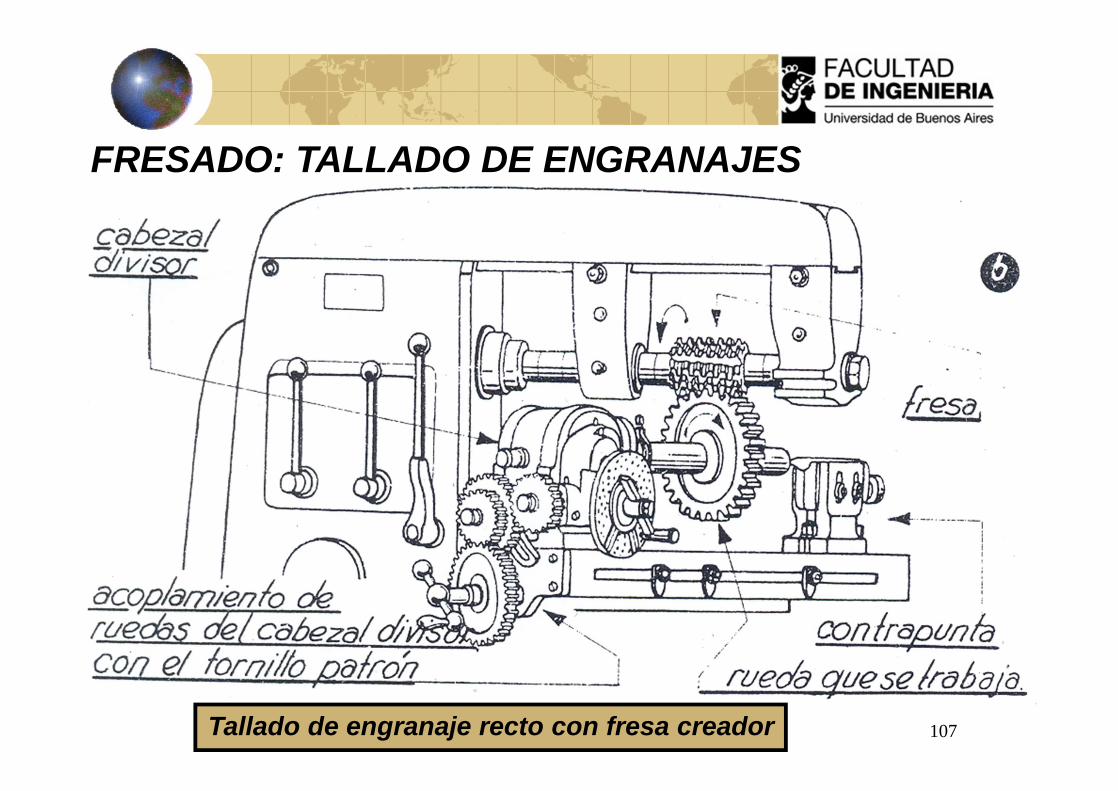
El trabajo se efectúa por el arrastre del creador contra lapieza, penetrando las aristas cortantes en el cuerpo de lapieza, y otorgando a la pieza un movimiento de rotación queestará en directa relación al giro de la hélice del creador.
Esto se denomina fresado continuo, y también es aplicablepara engranajes rectos y para fresas de módulo; con estasúltimas solo se hará de a un huelgo entre dos dientesconsecutivos por vez.
107
FRESADO: TALLADO DE ENGRANAJES
Tallado de engranaje recto con fresa creador
108
FRESADO: TALLADO DE ENGRANAJES
Para la construcción del par formado por tornillo sin fin yrueda helicoidal (piñón y corona), la rueda debe trabajarseinicialmente con una fresa común de módulo, cuidando lainclinación de la fresadora universal.
Luego, para conseguir el engrane de precisión entre los doselementos, se efectúa la terminación con fresa creador. Elmódulo y el diámetro de la fresa creador deben ser iguales alos del tornillo sin fin que conducirá a la rueda helicoidal.

109
FRESADO: TALLADO DE ENGRANAJES
Tallado de conjunto tornillo sin fin – rueda helicoidal
110
FRESADO: TALLADO DE ENGRANAJES
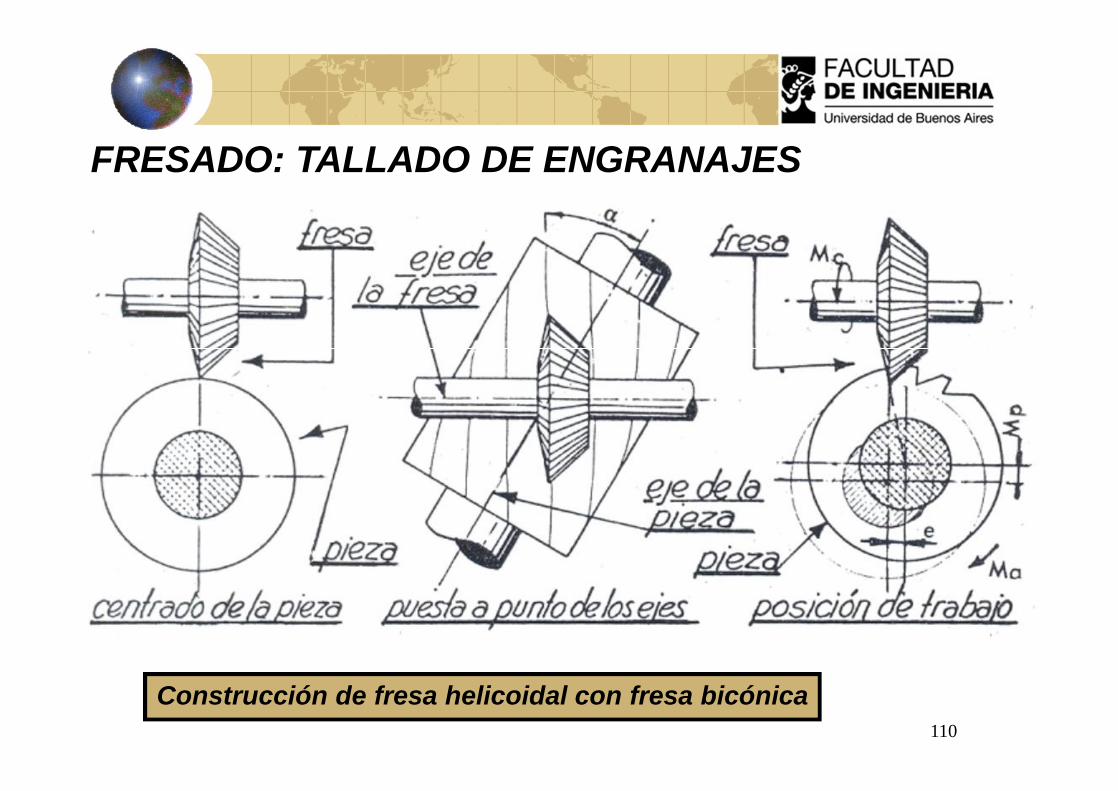
Construcción de fresa helicoidal con fresa bicónica
111
FRESADO: TALLADO DE ENGRANAJES
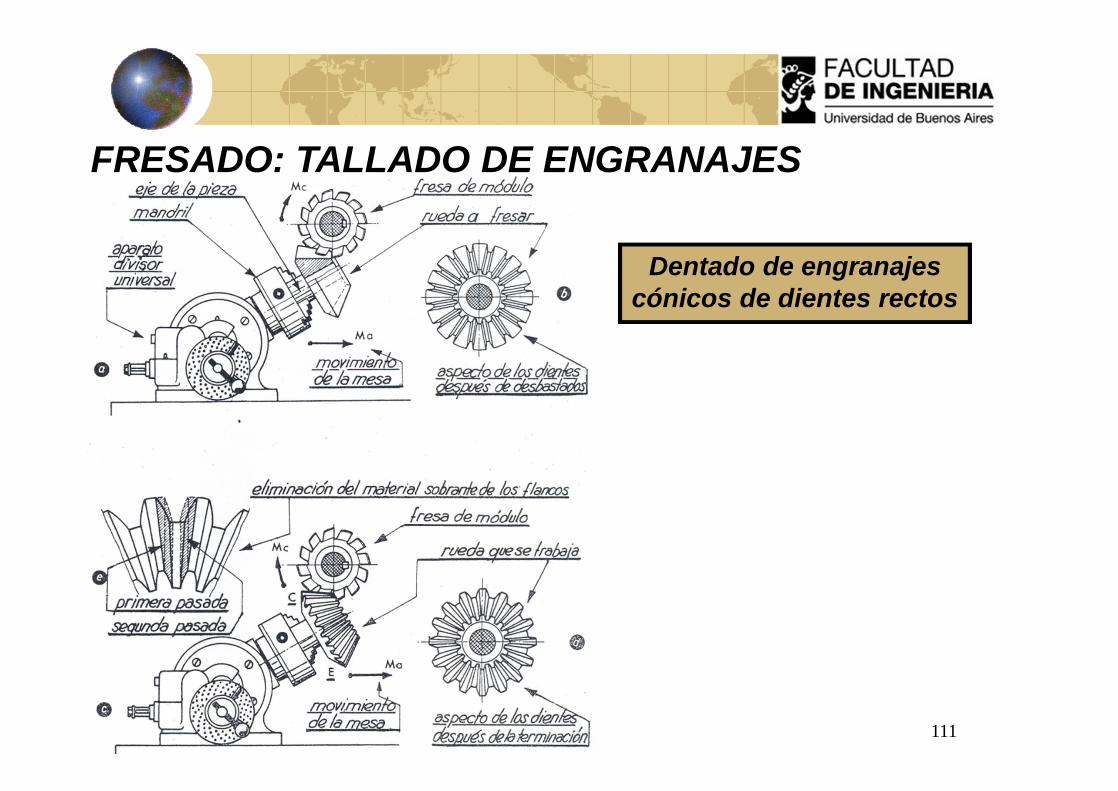
Dentado de engranajescónicos de dientes rectos
112
FRESADO: FILETEADO DE ROSCASLas fresas para filetear tanto externa como internamente sonmuy empleadas por sus óptimas características de precisióny rendimiento. Para roscas largas se emplean fresas de discoy para roscas cortas, fresas múltiples.La pieza a trabajar va sostenida entre plato y contrapunta, aligual que en el torno, y la mesa de la fresadora se desplazalongitudinalmente por el tornillo patrón de la misma. Seimprime a la fresa un movimiento de rotación con velocidadde corte Vc, y a la pieza velocidad de avance Va y rotaciónmuy lenta, de manera que por cada vuelta de la pieza ésta sedesplace axialmente en la magnitud del paso.La relación entre el paso del filete a construir y el paso deltornillo patrón se consigue y se realiza por medio de un trende engranajes similar a la lira ó guitarra del torno.
113
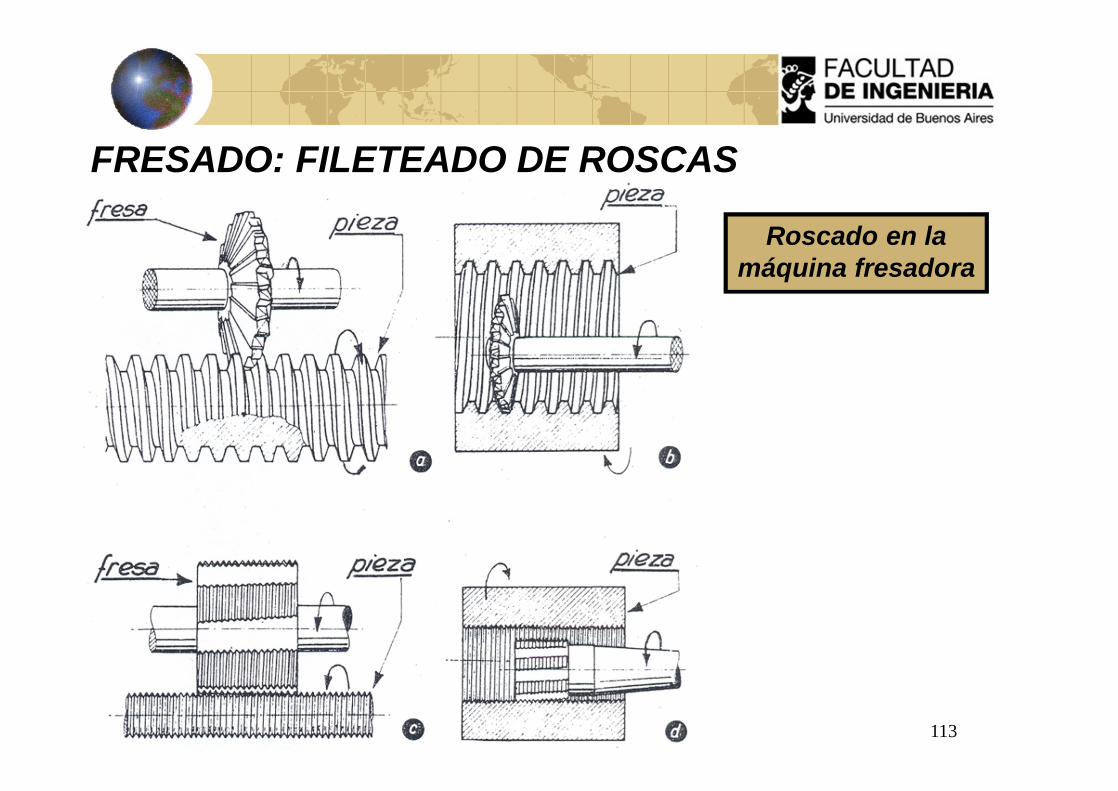
FRESADO: FILETEADO DE ROSCAS
Roscado en lamáquina fresadora
114
FRESADO: FILETEADO DE ROSCAS
La fresa de disco posee dientes de perfil constante, trabadosy con rompe virutas laterales.
La fresas múltiples son fresas especiales formadas por larosca del filete que se desea, tallado sobre el cuerpo de lafresa. Los filetes están interrumpidos regularmente porescotaduras con el fin de formar los cortantes las que, almismo tiempo, acumulan y evacuan las virutas.
Para obtener excelente acabado, rapidez y mayor exactitud,se emplean fresas especiales con estrías en espiral pararoscas externas, y con estrías rectas paralelas al eje de lafresa para roscas internas.
115
FRESADO: ANGULOS DE CORTE
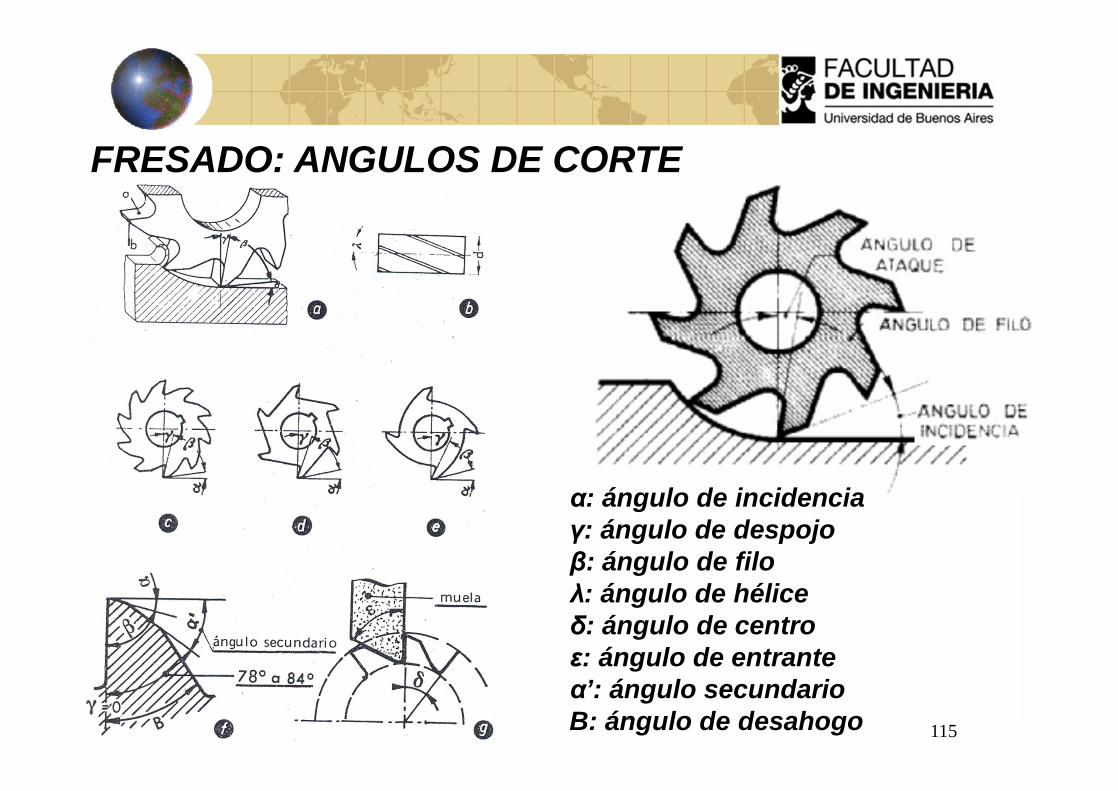
α: ángulo de incidenciaγ: ángulo de despojoβ: ángulo de filoλ: ángulo de héliceδ: ángulo de centroε: ángulo de entranteα’: ángulo secundarioB: ángulo de desahogo
116
FRESADO: ANGULOS DE CORTE
Valores característicos
Angulo de incidencia (α) 2° - 7°
Angulo de despojo (γ) 0° - 30°
Angulo de filo (β) 83° - 89°
Angulo de centro (δ) δ = número de dientes/360
Angulo de entrante (ε) ε = δ + 360/Z
Angulo de desahogo (B) 60° - 80°
117
FRESADO: SUJECION DE HERRAMIENTA Y PIEZA
Las fresas deben ser montadas en el mandril porta fresasadecuado para el tipo de fresa que se trate, de modo quequeden perfectamente centradas, no se desplacen durante elmecanizado, y se mantengan firmemente sujetadas al mismo,formando un solo cuerpo.
Desde el punto de vista de la sujeción y el montaje, existendos tipos básicos de fresas: las de agujero liso, normalmentefresas periféricas para uso en fresadoras horizontales, y lasde vástago ó cola, normalmente fresas frontales para uso enfresadoras verticales.
118
FRESADO: SUJECION DE HERRAMIENTA Y PIEZA
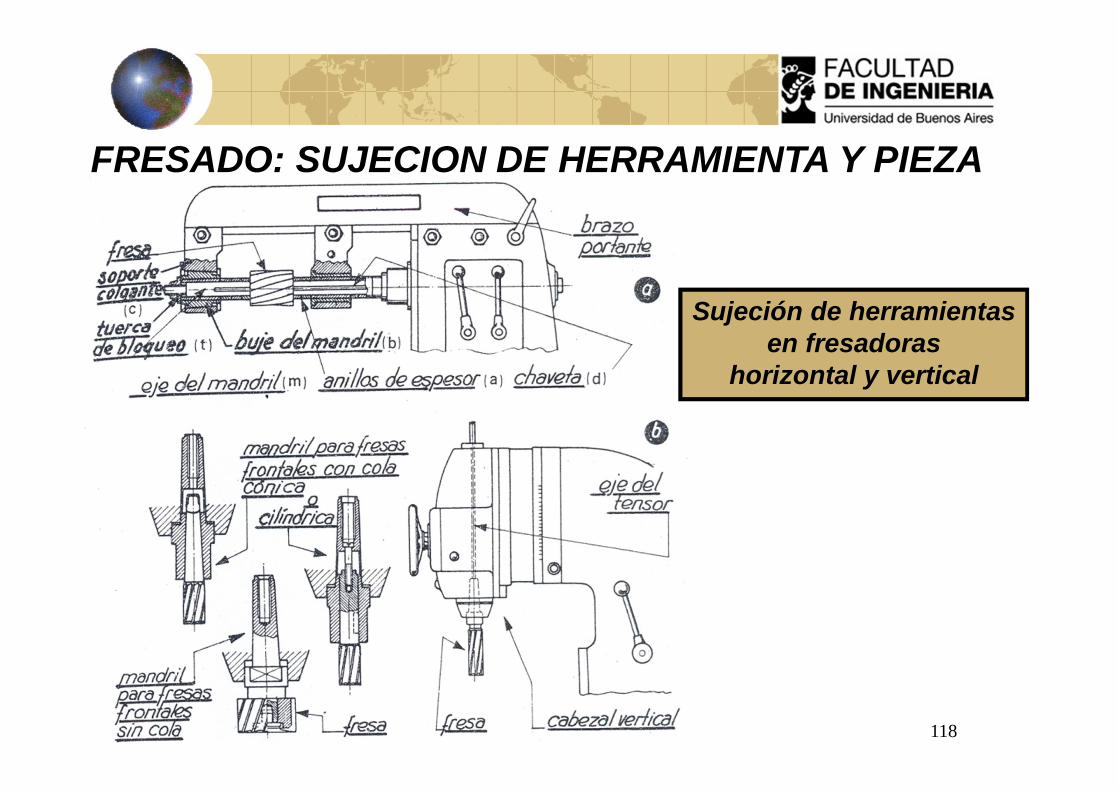
Sujeción de herramientasen fresadoras
horizontal y vertical
119
FRESADO: SUJECION DE HERRAMIENTA Y PIEZA
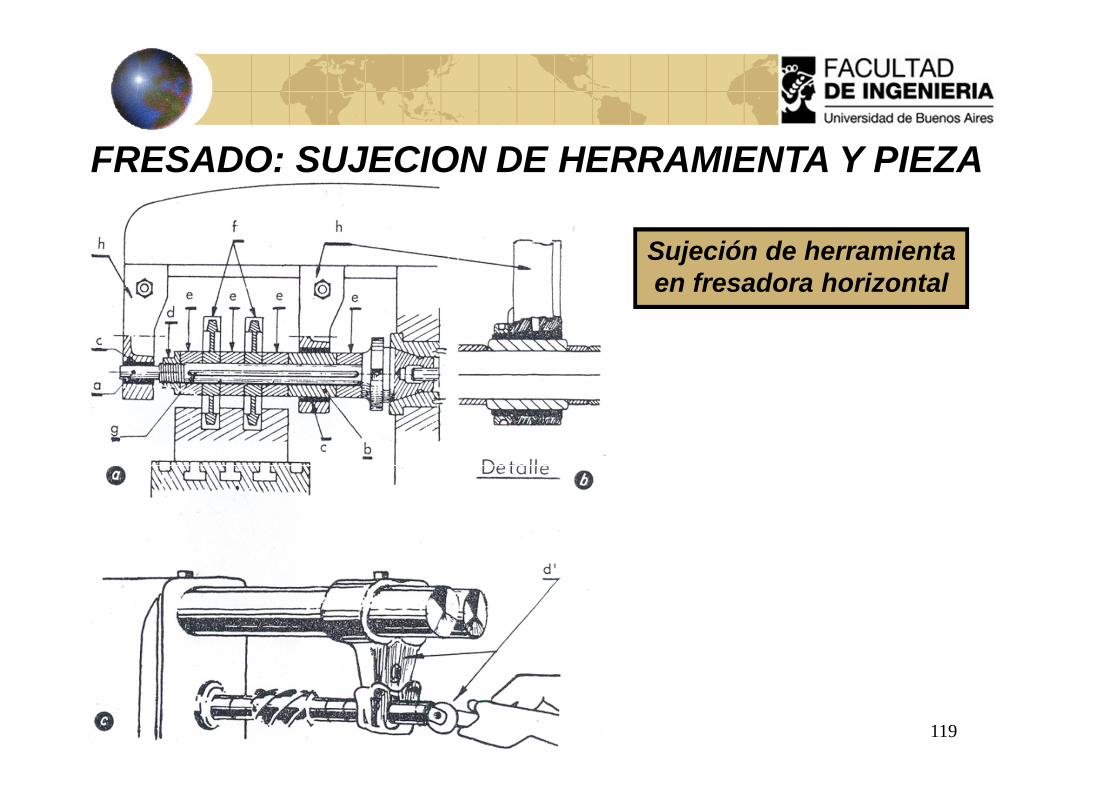
Sujeción de herramientaen fresadora horizontal

120
FRESADO: SUJECION DE HERRAMIENTA Y PIEZA
Sujeción en fresadora horizontal
121
FRESADO: SUJECION DE HERRAMIENTA Y PIEZA
Al utilizar fresas helicoidales, se origina un empuje axialimportante, que debe ser soportado y absorbido por elcabezal de la máquina. Con el objetivo de anular este empuje,se acoplan mediante encastres dos fresas helicoidales con lainclinación de sus dientes en sentidos opuestos, cuidandoque los empujes axiales de ambas sean concurrentes y nodivergentes (fresa girando a derecha, espiral a izquierda).
Se dice que una fresa gira a derecha, cuando mirando defrente al árbol porta fresas, la fresa gira en sentido contrarioa las agujas de un reloj; y a izquierda, cuando lo hace en elsentido de la agujas del reloj.
122
FRESADO: SUJECION DE HERRAMIENTA Y PIEZA
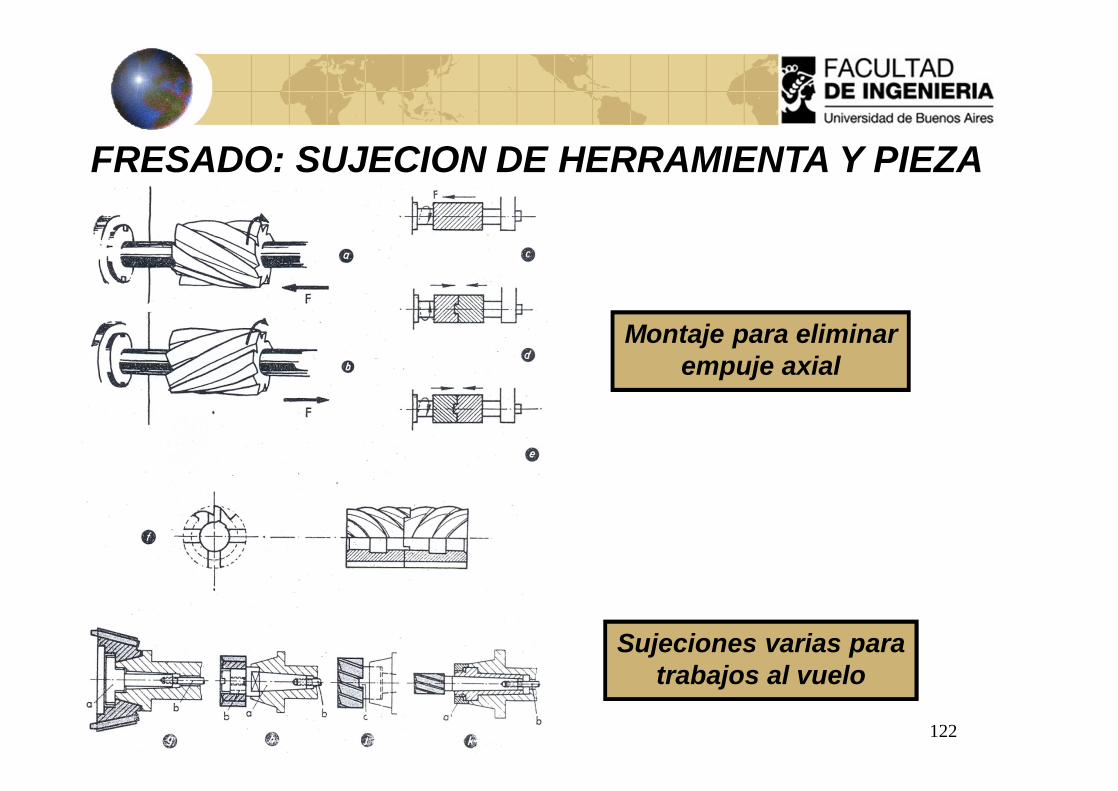
Montaje para eliminarempuje axial
Sujeciones varias paratrabajos al vuelo
123
FRESADO: SUJECION DE HERRAMIENTA Y PIEZA
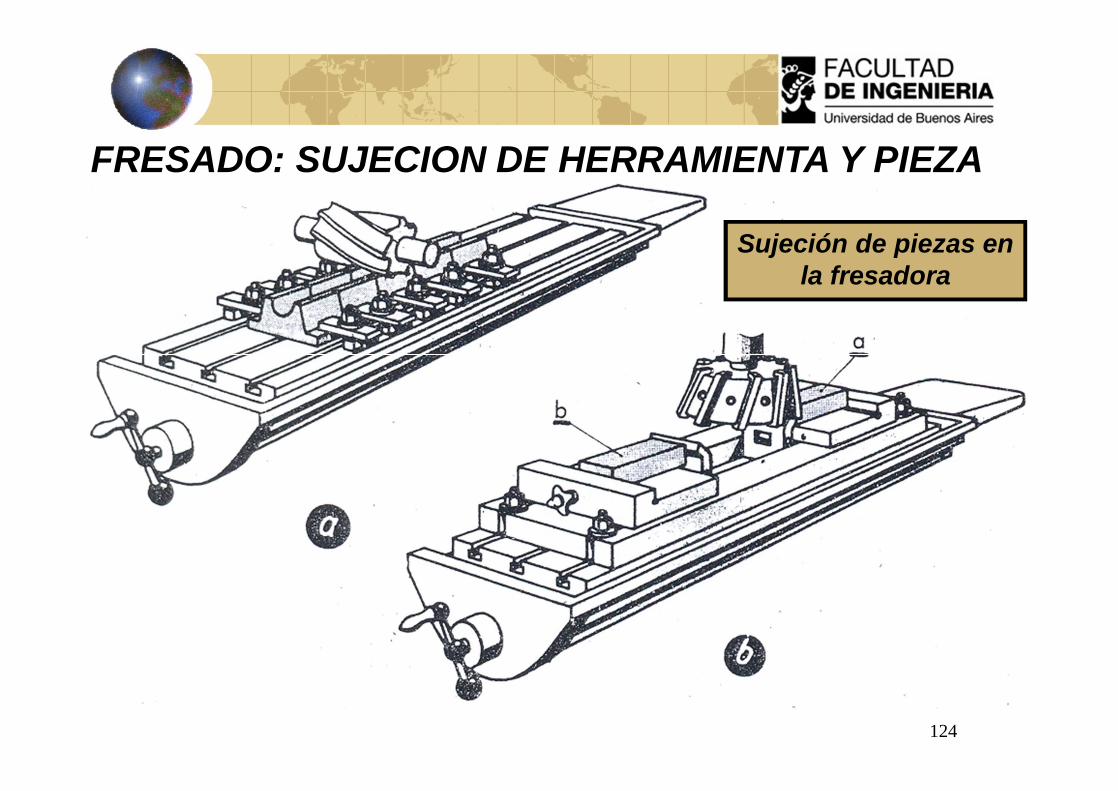
Para la sujeción de piezas se utilizan morsas de dimensionesadecuadas y aseguradas en las guías T invertidas dispuestasen la mesa, ó por dispositivos especiales de montaje.
En caso de que la pieza no se pueda asegurar en morsas, ysiempre que las magnitudes lo permitan, habrá posibilidad deapoyo y fijación directa sobre la mesa, mediante grampas ytornillos dispuestos adecuadamente.
La sujeción más delicada y compleja es la que se hace con elaparato divisor, que es el accesorio más característico de lasfresadoras, en el cual la pieza va sujetada entre el plato deldivisor y una contrapunta que se fija a la mesa.
124
FRESADO: SUJECION DE HERRAMIENTA Y PIEZA
Sujeción de piezas enla fresadora
125
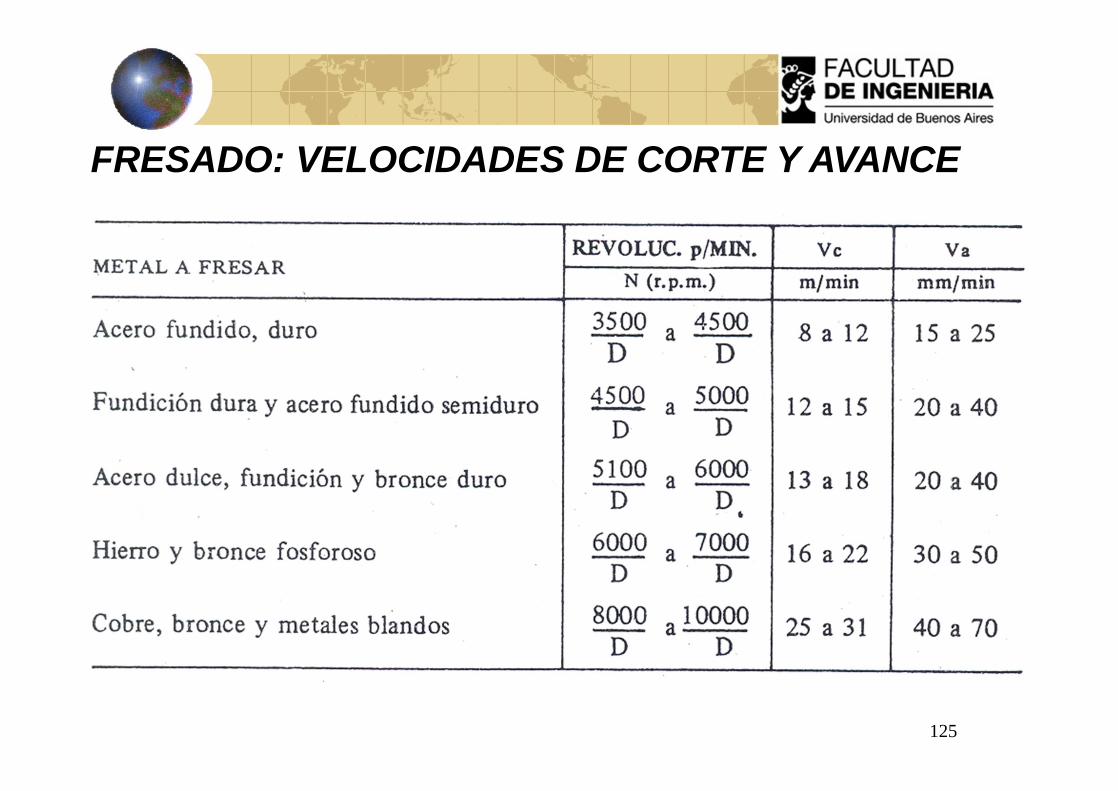
FRESADO: VELOCIDADES DE CORTE Y AVANCE
126
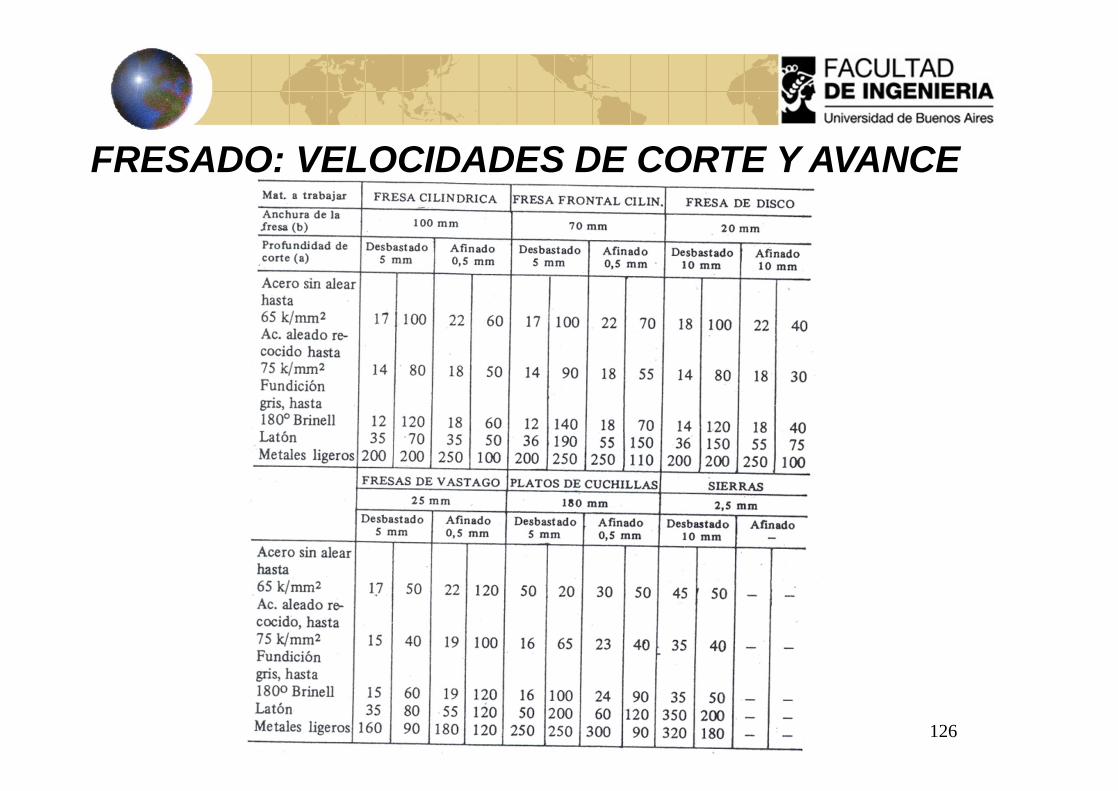
FRESADO: VELOCIDADES DE CORTE Y AVANCE
127
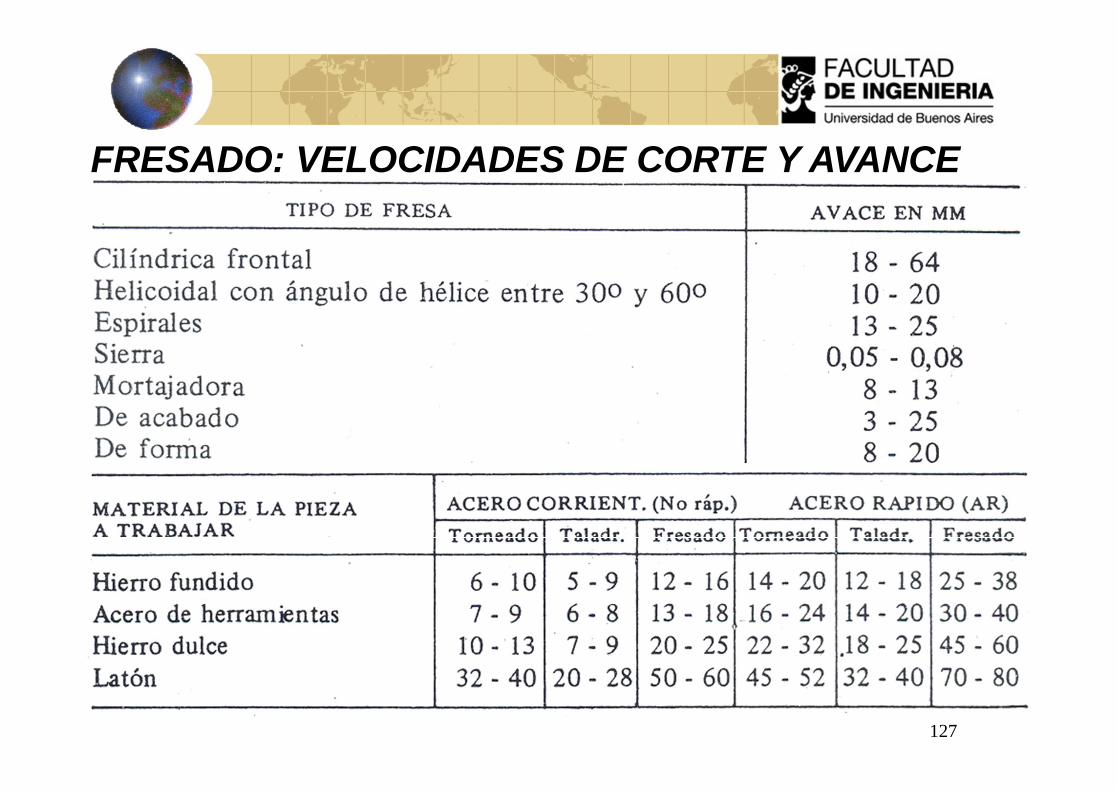
FRESADO: VELOCIDADES DE CORTE Y AVANCE
128
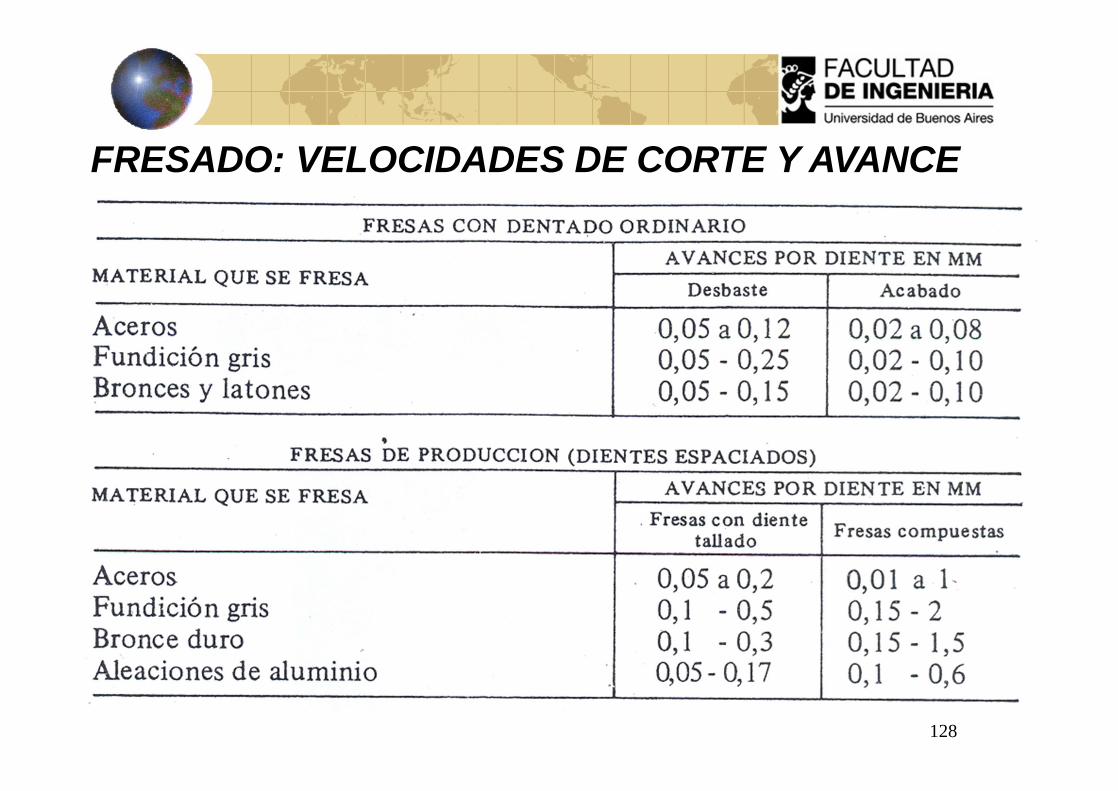
FRESADO: VELOCIDADES DE CORTE Y AVANCE
129
FRESADORA HORIZONTALEn este tipo de fresadora, el eje principal está dispuesto deforma horizontal, por lo que es la máquina típica para laejecución de superficies planas y dentado rectilíneo.Está formada por un bastidor rígido, que se asemeja a unapirámide de base cuadrangular, ligada con una amplia placade base. Las robustas nervaduras internas del bastidorproporcionan al conjunto una rigidez excepcional, y casisiempre, el bastidor y la base forman una sola pieza.La cara delantera del bastidor está provista de sendas guíasprismáticas a cola de milano, sobre las que desliza en formavertical una escuadra llamada cartela, hueca y moldeada, lacual a su vez tiene dispuesta sobre su cara superior y en cruzguías iguales por las cuales de desplaza el carro transversal,el cual soporta la mesa de trabajo.
130
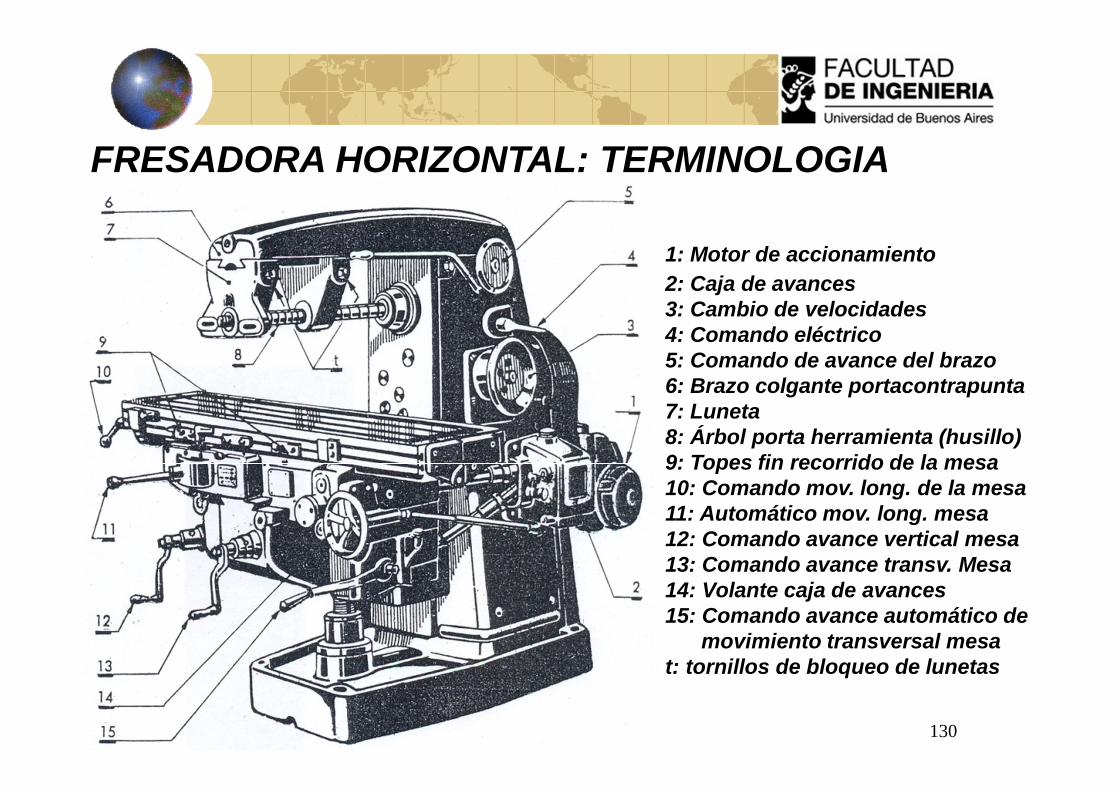
FRESADORA HORIZONTAL: TERMINOLOGIA
1: Motor de accionamiento2: Caja de avances3: Cambio de velocidades4: Comando eléctrico5: Comando de avance del brazo6: Brazo colgante portacontrapunta7: Luneta8: Árbol porta herramienta (husillo)9: Topes fin recorrido de la mesa10: Comando mov. long. de la mesa11: Automático mov. long. mesa12: Comando avance vertical mesa13: Comando avance transv. Mesa14: Volante caja de avances15: Comando avance automático de
movimiento transversal mesat: tornillos de bloqueo de lunetas

131
FRESADORA HORIZONTAL
132
FRESADORA HORIZONTAL
133
FRESADORA HORIZONTAL
134
FRESADORA HORIZONTAL
Tres husillos roscados llamados tornillos patrones gobiernanpor mandos mecánicos los tres movimientos en las tresdirecciones que deben proveerse a la pieza en trabajo fijadasobre la mesa de la máquina (longitudinal, transversal yvertical).
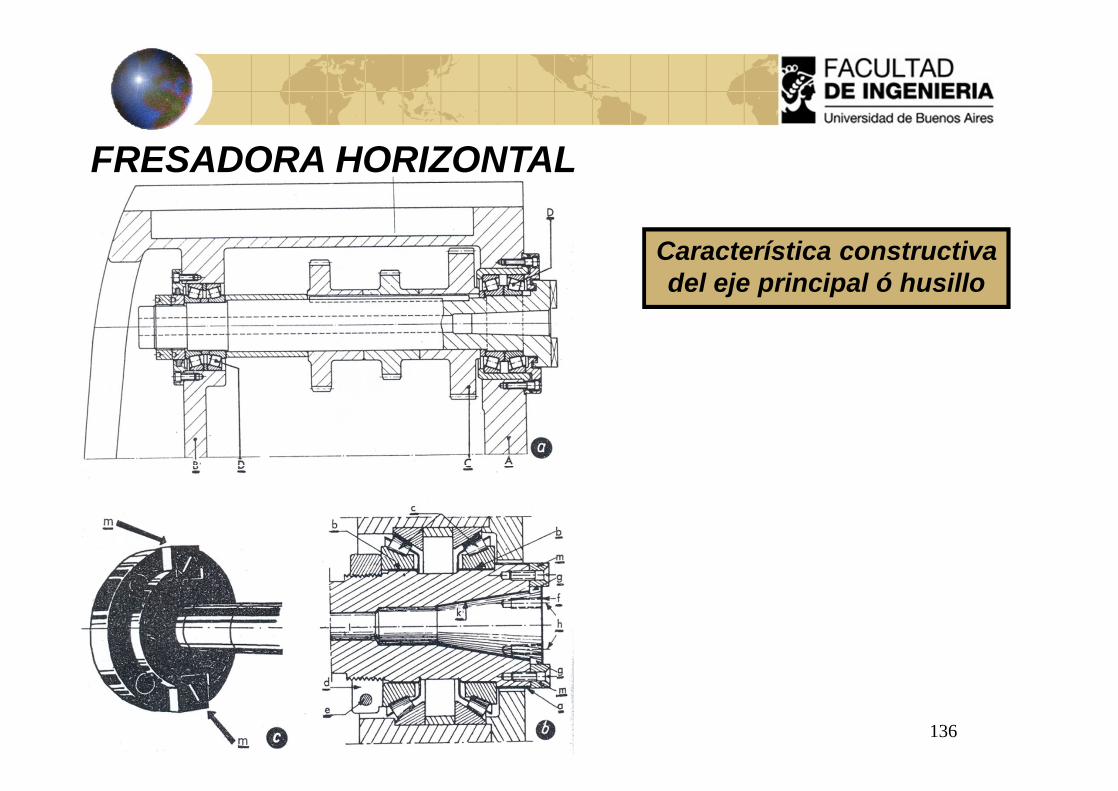
Dentro del bastidor hueco se encuentra el cabezal donde seencuentran alojados los cojinetes del eje principal, cuyomovimiento de giro es trasmitido por la caja de velocidades.
El mandril porta fresas es sostenido por su otro extremo porun brazo soporte colgante, que se hace deslizar a voluntadsobre una guía superior mediante un volante de maniobra.
135
FRESADORA HORIZONTAL
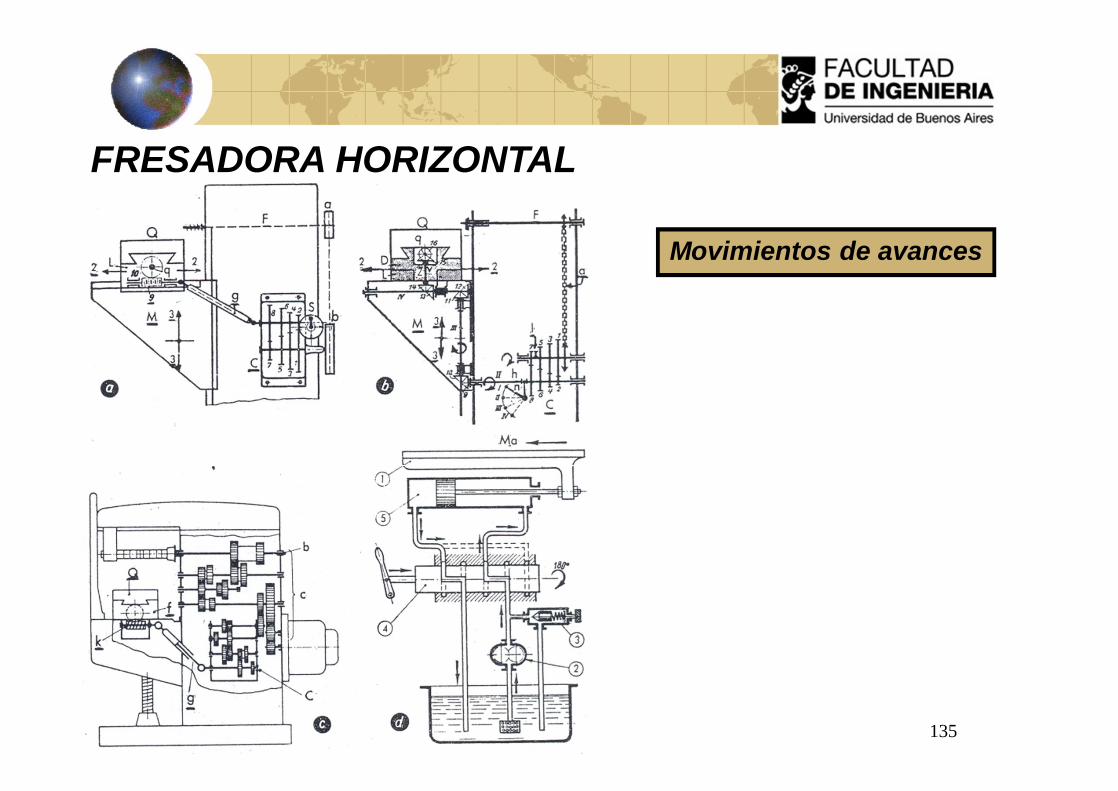
Movimientos de avances
136
FRESADORA HORIZONTAL
Característica constructivadel eje principal ó husillo
137
FRESADORA HORIZONTAL
En la mesa de la fresadora, movimientos y desplazamientosde la cartela, el carro transversal y la mesa se obtienen tantomanualmente para acercar, como en forma automática. Paraesto, se tiene la caja de velocidades de los avances, querecibe el accionamiento desde el husillo a través de correas.
Los diversos sentidos de los movimientos de avances se danpor acoplamientos electromagnéticos, y los desplazamientos(cualquiera de los tres) con cualquier velocidad elegidapueden realizarse simultáneamente en los tres sentidos.
En las máquinas fresadoras horizontales, la mesa no esgiratoria.
138
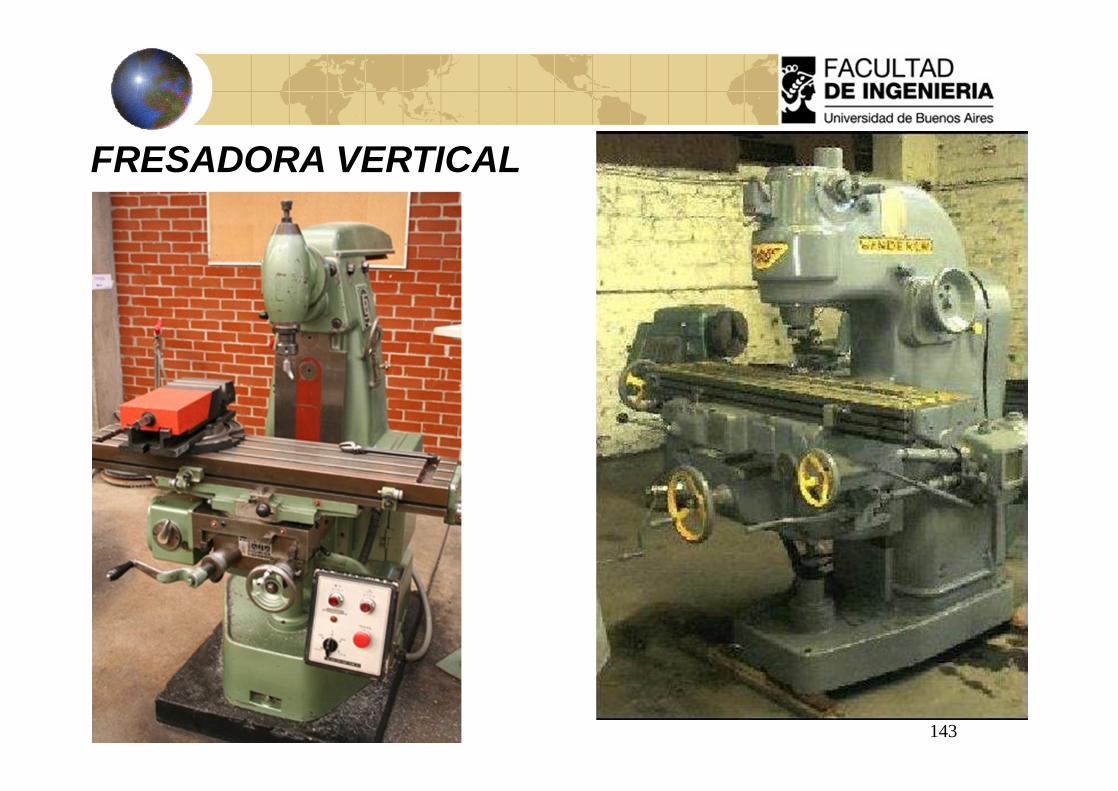
FRESADORA VERTICAL
Difiere de la horizontal por tener el eje porta fresas dispuestosegún la dirección vertical, siendo y teniendo las demáspartes los mismos movimientos automáticos.
Posee una construcción más sólida que la horizontal, y seemplea preferentemente para trabajos pesados, siendo eltrabajo que efectúa parecido al de la limadora, taladradora ymortajadora, a las que puede reemplazar con ventaja.
La disposición vertical del husillo introduce una variante enel mecanismo de transmisión del movimiento, pues no soloposee el movimiento de rotación sino que también puededesplazarse en dirección vertical y en ambos sentidos, conavances automáticos.
139
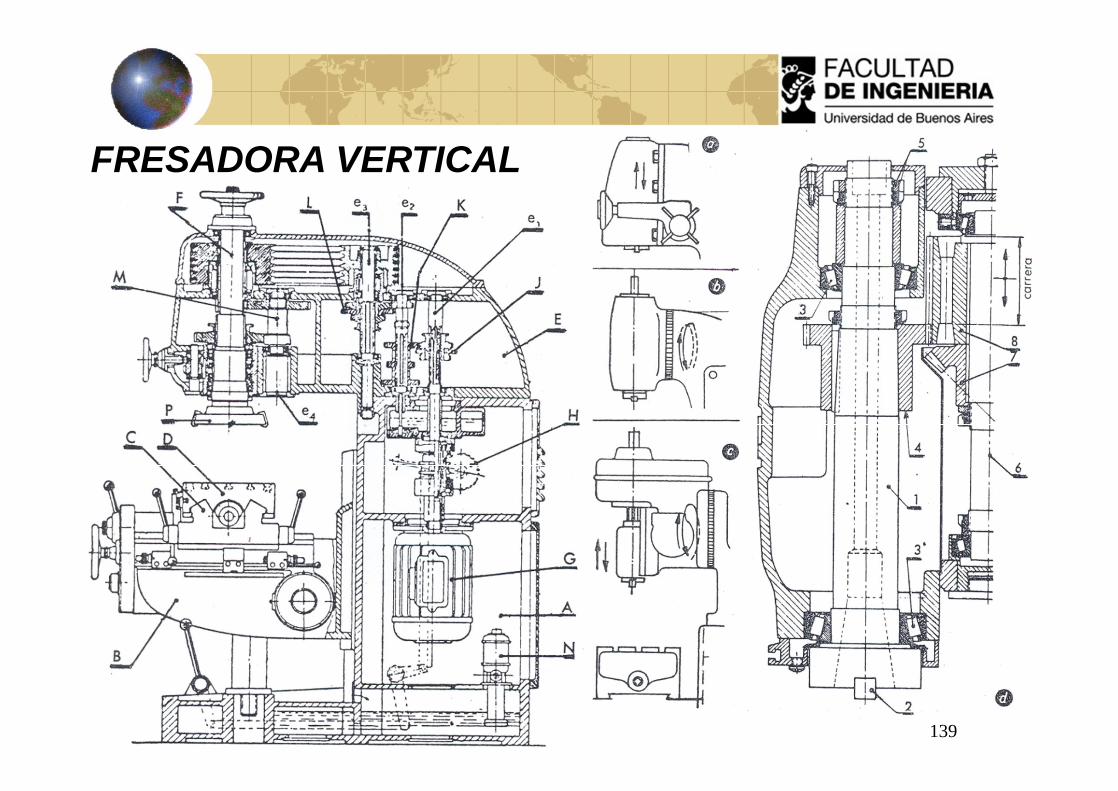
FRESADORA VERTICAL
140
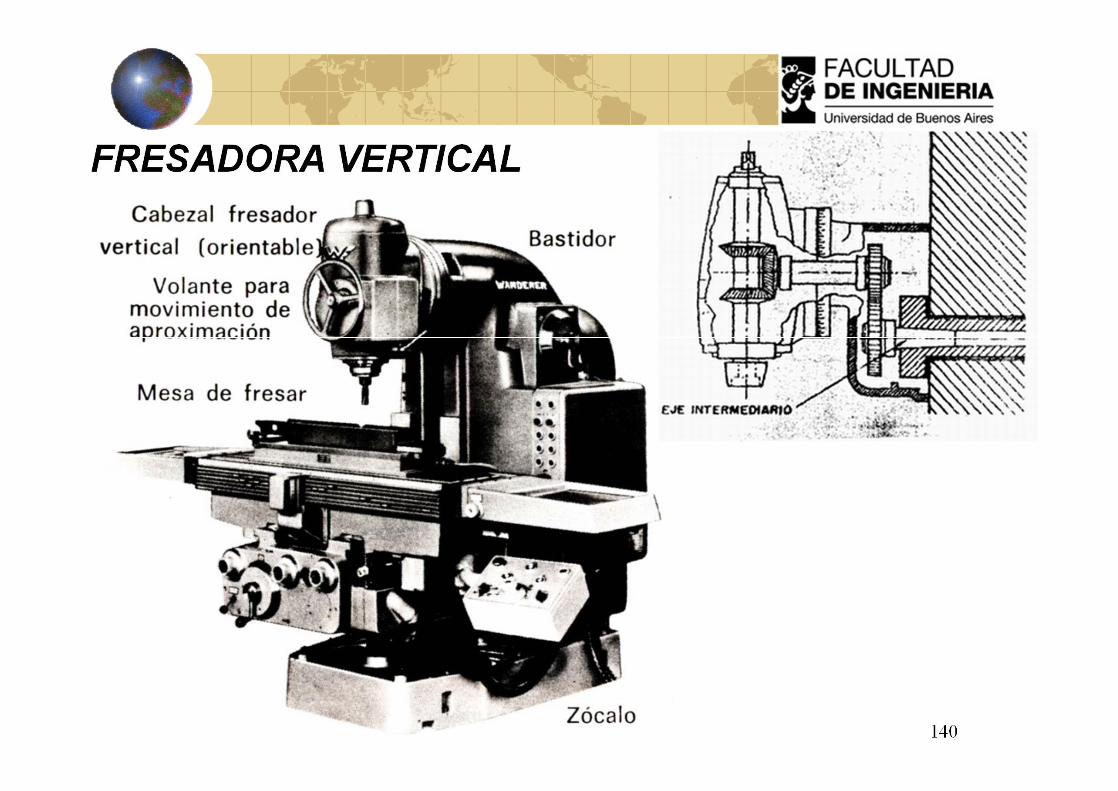
FRESADORA VERTICAL
141
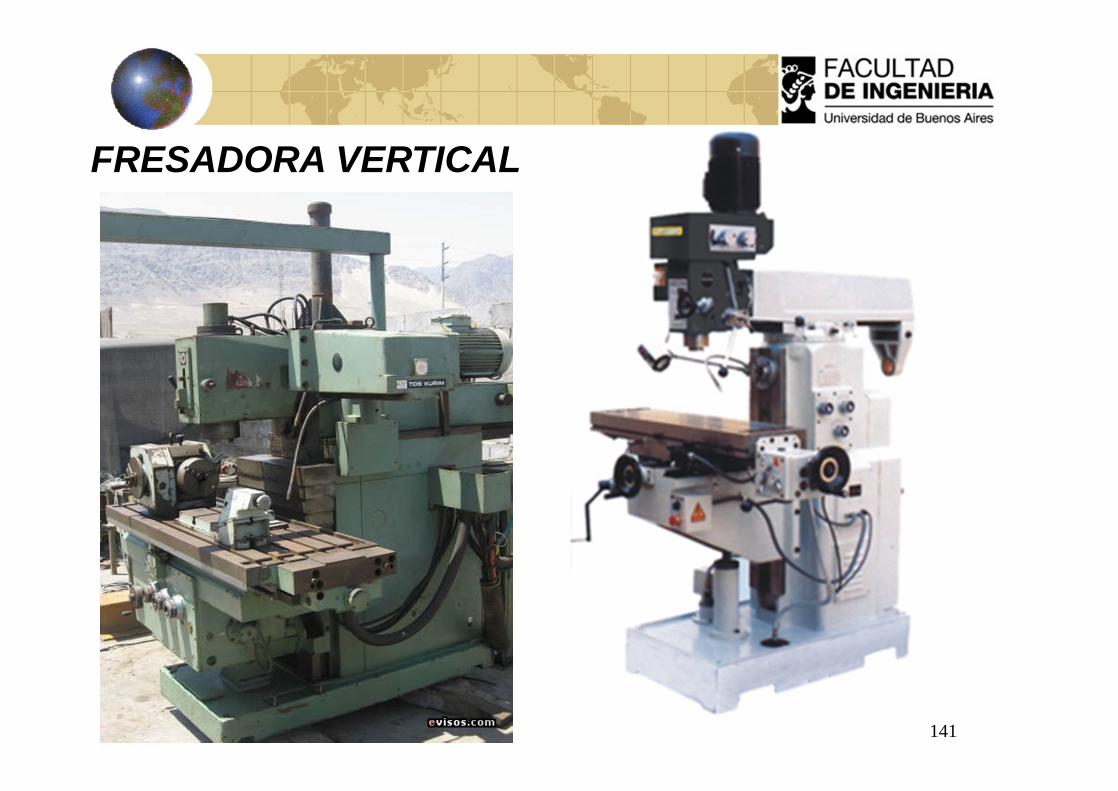
FRESADORA VERTICAL

142
FRESADORA VERTICAL
143
FRESADORA VERTICAL

144
FRESADORA VERTICAL
En las máquinas modernas, el cabezal es giratorio en elplano vertical y hacia ambos lados de su eje, bajo ángulosiguales de 45°, permitiendo dar una posición oblicua al eje.
El cabezal puede presentar tres variantes constructivas:
1) Cabezal porta fresas unido al cuerpo por un plato circulargiratorio colocado en posición vertical
2) Cabezal porta fresas montado sobre una guía rectilíneavertical por la que puede deslizarse, permitiendo ajustes
3) Combinación de variantes anteriores
145
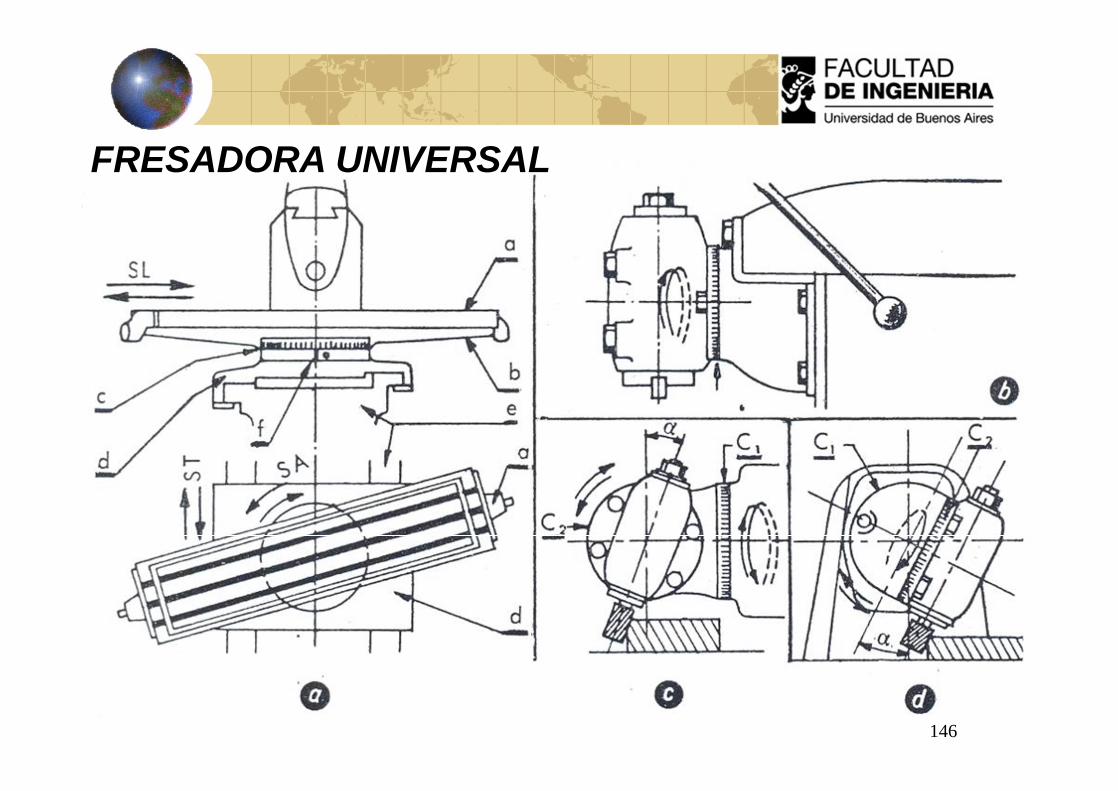
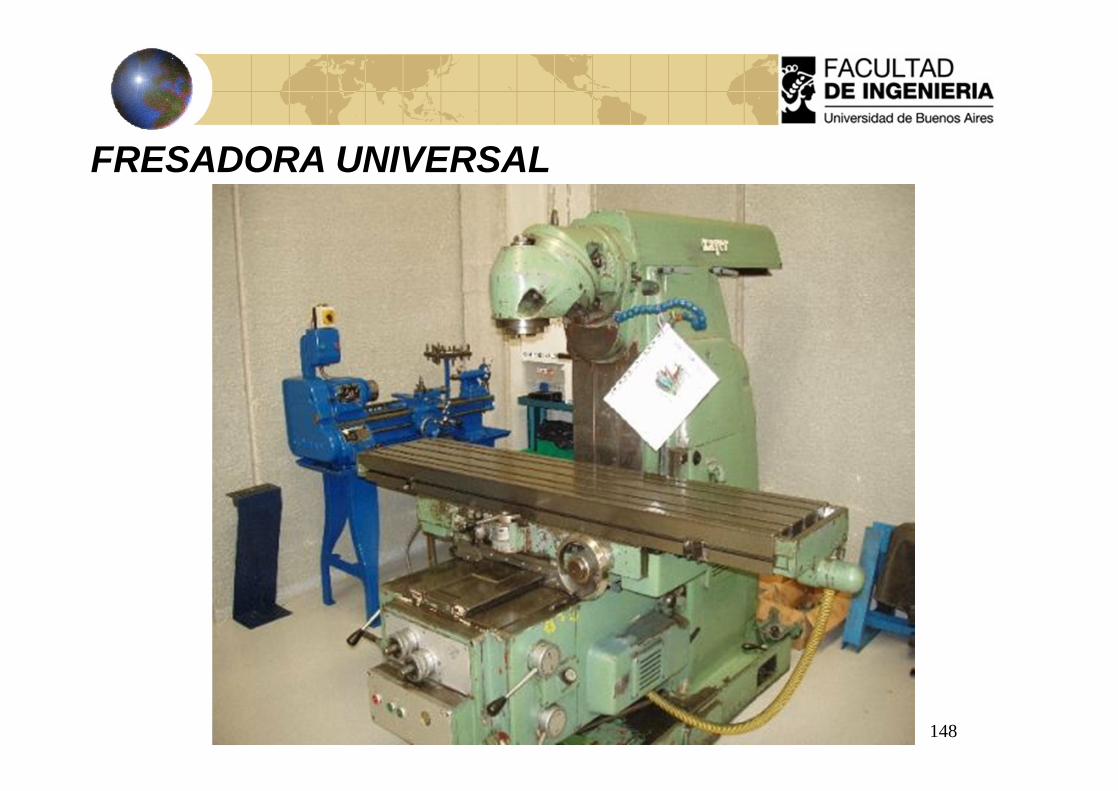
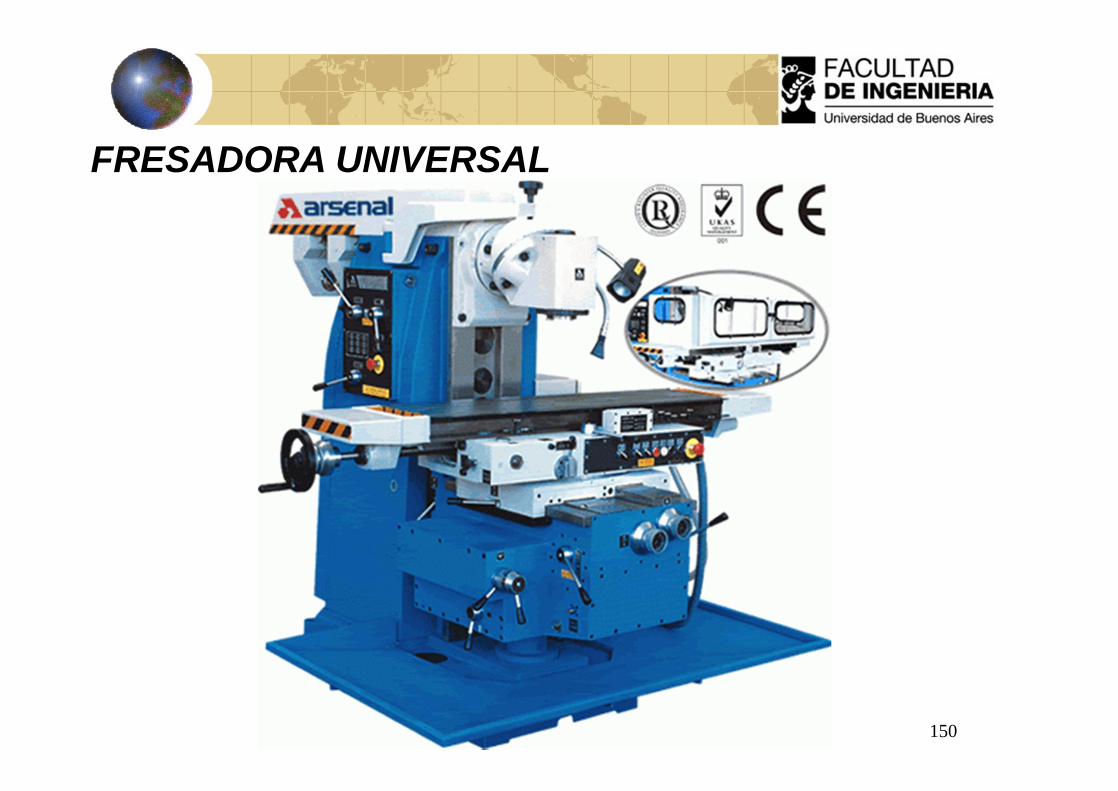
FRESADORA UNIVERSAL
Esencialmente son fresadoras horizontales que puedentrabajar como tales y además como verticales, mediante uncabezal fresador universal constituido por un dispositivoorientable, que cuenta con dos platos giratorios situados endos planos perpendiculares entre sí, y que, combinados susmovimientos con los de la mesa, permite fresar en cualquierángulo.
La otra característica distintiva es poseer la mesa giratoria enel plano horizontal alrededor de un eje vertical, permitiendoel fresado de ranuras helicoidales y la confección de ruedasdentadas también helicoidales.
146
FRESADORA UNIVERSAL

147
FRESADORA UNIVERSAL
Cabezal fresador universal
148
FRESADORA UNIVERSAL

149
FRESADORA UNIVERSAL
150
FRESADORA UNIVERSAL
151
FRESADORA UNIVERSAL
La mesa puede colocarse en un ángulo cualquiera respectodel eje, gracias aun soporte intermedio orientable quedescansa sobre el plato que va colocado entre la cartela y elcarro transversal. La base circular posee un disco graduadoque indica la magnitud del ángulo que toma la mesa.
La fresadora universal viene normalmente provista delaparato divisor universal (cabezal divisor y contrapunta),cuyo movimiento deriva directamente de la cadenacinemática de la mesa.
La mesa está provista interiormente de un mecanismo que lepermite efectuar un retroceso rápido después de cadapasada.
152
FRESADORA ESPECIALES
- Fresadora universales de mesa inclinable- Fresadora horizontal mixta (con cabezal fresador universal)- Fresadora horizontal con dispositivo de fresado vertical- Fresadora universal con cabezal mortajador- Fresadora plana longitudinal ó de pórtico- Fresadora múltiple- Fresadora para copiar- Fresadora para copiar- Fresadora para perfilar- Fresadora talladora de engranajes

153
FRESADORA ESPECIALES
Fresadoras horizontalescon dispositivo de
fresado vertical
154
DIVISORES
155
DIVISORES
Una de las operaciones principales para la fabricación deengranajes es la división exacta de la circunferencia. Paraeste fin, se dispone en la Fresadora un ingenioso accesoriollamado plato divisor, que constituye el elemento básico delaparato de dividir.En general, el aparato de dividir se emplea para efectuarsobre la periferia de una pieza cilíndrica, plana ó troncocónica, divisiones para ranurar espacios igualmentedistanciados para dientes de ruedas dentadas.El plato divisor es un disco de hierro provisto de una serie deorificios dispuestos en círculos concéntricos igualmenteseparados y en cantidades distintas, establecidas parafacilitar todas las divisiones posibles.

156
DIVISORES
PlatoDivisor
157
DIVISORES
Los platos divisores son intercambiables; proveen divisionesmuy variadas y muy exactas por medio de mecanismos quepermiten obtener, mediante vueltas y fracciones de vuelta deuna manivela y la intercalación de ruedas dentadasauxiliares, los giros previstos para el desplazamiento que seha calculado deberá experimentar la pieza que se va a dividir.
El número de divisiones que se pueden efectuar es de 2hasta 400, y para cada aparato divisor se suministra un juegode platos intercambiables de 2, 3 ó 4 unidades, con distintascircunferencias de agujeros.
158
DIVISORES
Existen una variedad de aparatos divisores, a saber:
1) Divisores directos de plato2) Divisores de plato y tornillo sin fin3) Divisores de engranajes y tornillo sin fin4) Divisores de plato y engranajes hipoidales
En general resulta necesario utilizar una contrapunta similara la del torno, cuando haya que sujetar piezas por sus dosextremos.
A continuación, se enumeran algunos juegos de platosdivisores presentados por distintos fabricantes.
159
DIVISORES
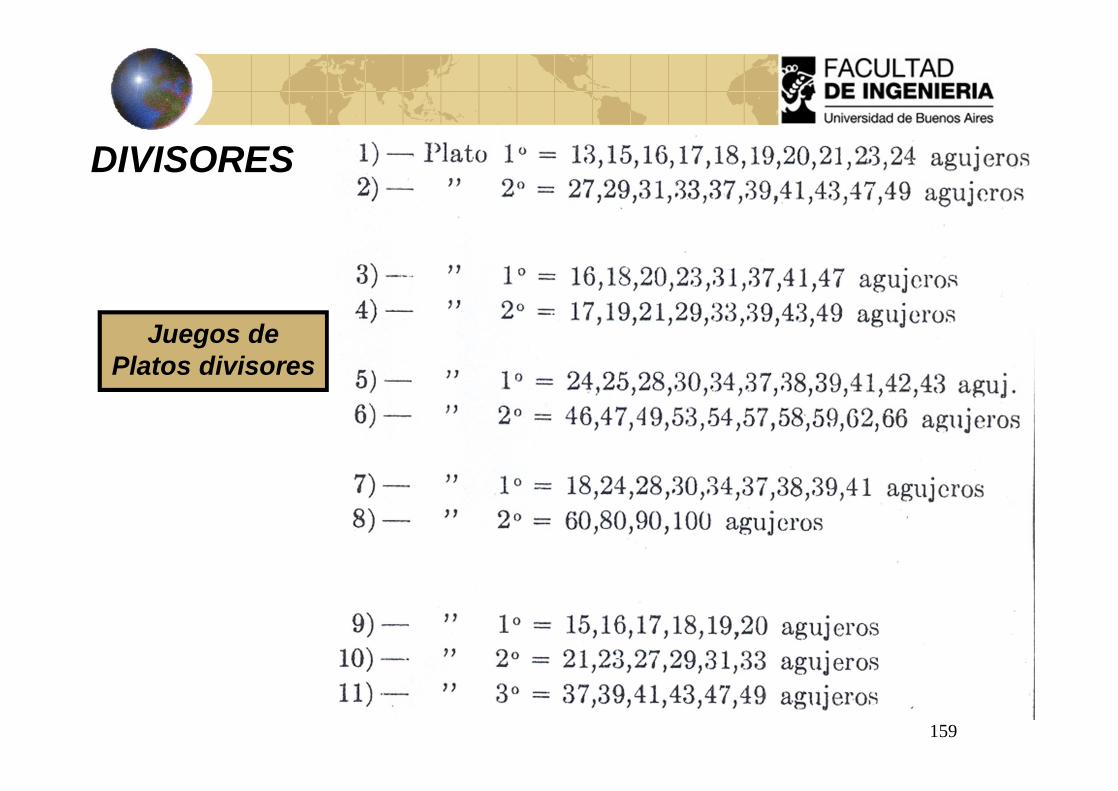
Juegos dePlatos divisores
160
DIVISOR DIRECTO DE PLATO
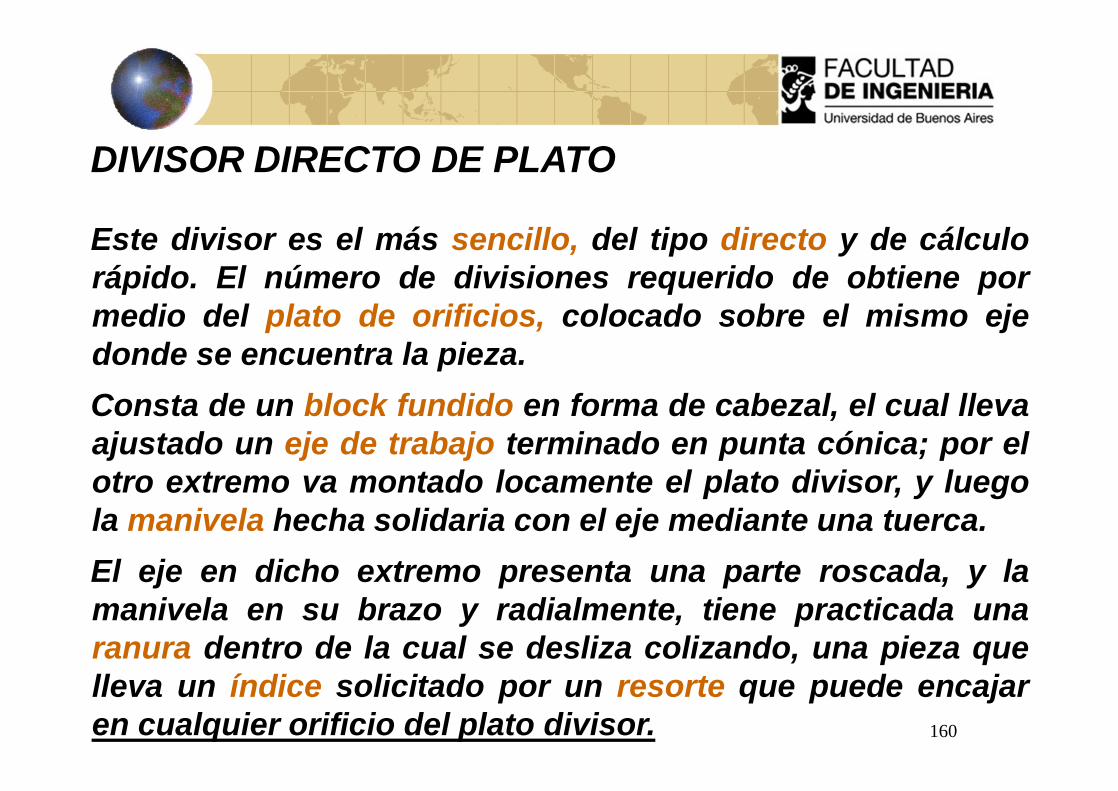
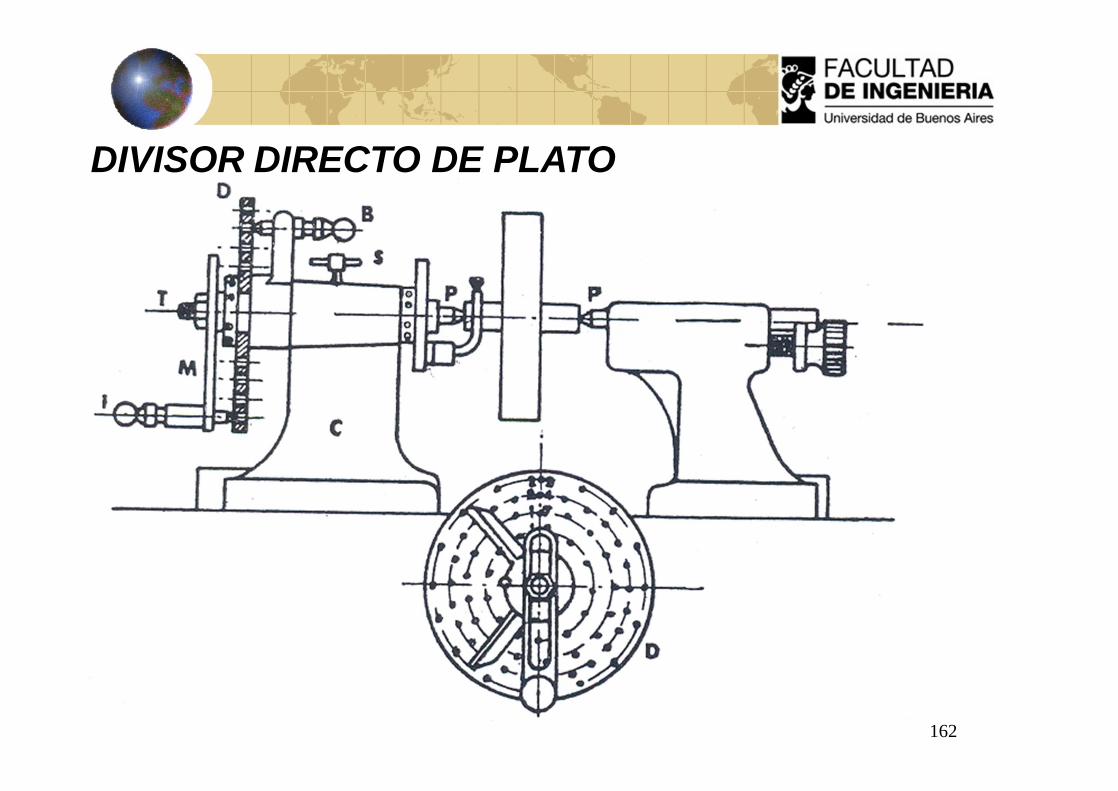
Este divisor es el más sencillo, del tipo directo y de cálculorápido. El número de divisiones requerido de obtiene pormedio del plato de orificios, colocado sobre el mismo ejedonde se encuentra la pieza.Consta de un block fundido en forma de cabezal, el cual llevaajustado un eje de trabajo terminado en punta cónica; por elotro extremo va montado locamente el plato divisor, y luegola manivela hecha solidaria con el eje mediante una tuerca.El eje en dicho extremo presenta una parte roscada, y lamanivela en su brazo y radialmente, tiene practicada unaranura dentro de la cual se desliza colizando, una pieza quelleva un índice solicitado por un resorte que puede encajaren cualquier orificio del plato divisor.
161
DIVISOR DIRECTO DE PLATO
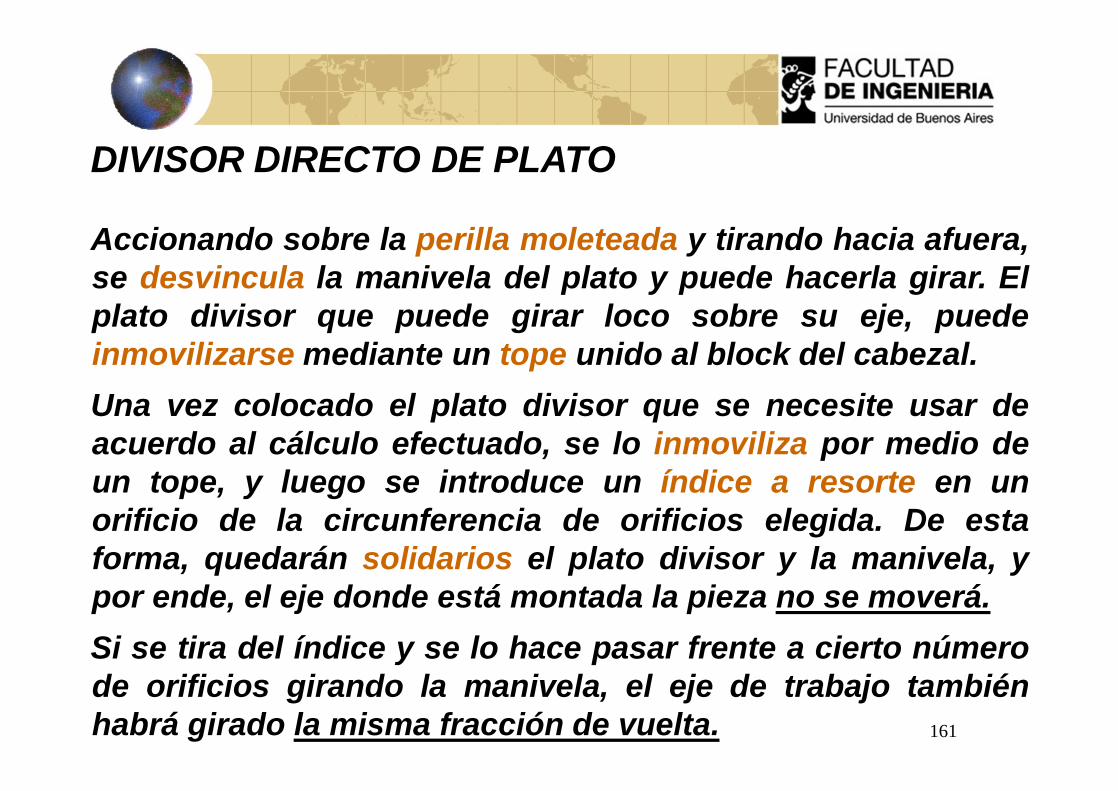
Accionando sobre la perilla moleteada y tirando hacia afuera,se desvincula la manivela del plato y puede hacerla girar. Elplato divisor que puede girar loco sobre su eje, puedeinmovilizarse mediante un tope unido al block del cabezal.Una vez colocado el plato divisor que se necesite usar deacuerdo al cálculo efectuado, se lo inmoviliza por medio deun tope, y luego se introduce un índice a resorte en unorificio de la circunferencia de orificios elegida. De estaforma, quedarán solidarios el plato divisor y la manivela, ypor ende, el eje donde está montada la pieza no se moverá.Si se tira del índice y se lo hace pasar frente a cierto númerode orificios girando la manivela, el eje de trabajo tambiénhabrá girado la misma fracción de vuelta.
162
DIVISOR DIRECTO DE PLATO
163
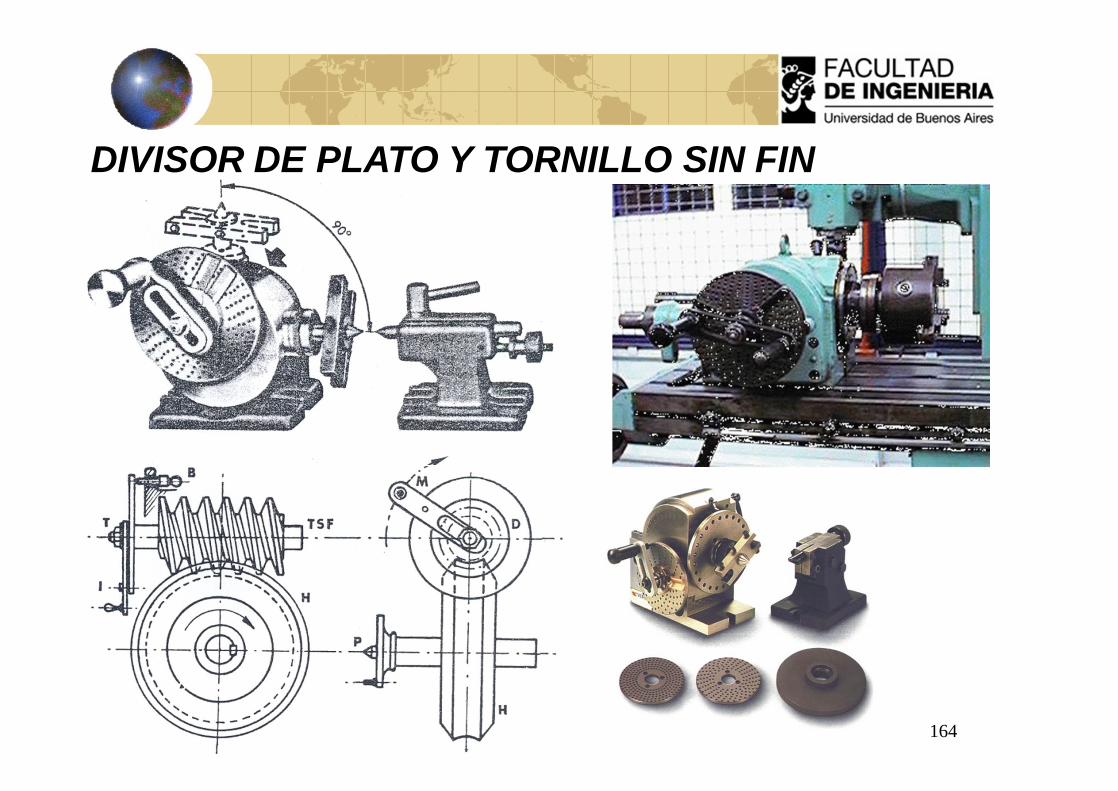
DIVISOR DE PLATO Y TORNILLO SIN FIN
Este divisor se utiliza para números que se encuentran fuerade las posibilidades de la división directa, obteniéndose unamás amplia gama y una mayor exactitud.
Difiere del anterior en que el eje de trabajo ya no es el mismoen que está montado el plato divisor, sino que su movimientoahora le es comunicado a través de una transmisión detornillo sin fin y rueda helicoidal.
Para el cálculo en este divisor, es necesario hacer intervenirla relación de transmisión entre el paso del tornillo sin fin y elnúmero de dientes de la rueda helicoidal, que es una relaciónfija e invariable: una constante.
164
DIVISOR DE PLATO Y TORNILLO SIN FIN

165
DIVISOR DE PLATO Y TORNILLO SIN FIN
166
DIVISOR DE PLATO Y TORNILLO SIN FIN
Cada aparato divisor que identificado por esa constante (C).Vale decir, que al dar una vuelta entera el eje de trabajo ó lapieza que se trabaja, será preciso dar a la manivela (y altornillo sin fin) tantas vueltas como dientes tenga la ruedahelicoidal.
La relación fundamental para calcular las divisiones que sedeseen efectuar en este divisor es la siguiente:
Constante/N° de divisiones a efectuar = C/Z= N° vueltas de lamanivela
167
DIVISOR DE PLATO Y TORNILLO SIN FIN
Para efectuar la rotación exacta de la manivela, sin tener encuenta el índice en su colocación exacta cada vez que senecesite hacerlo, se ha dispuesto insertar entre el plato y lamanivela un compás de dos brazos.
Estos brazos pueden girar alrededor del eje del tornillo sinfin, haciendo variar su abertura de tal modo que puedanabarcar el número de agujeros requeridos, y solidarizarlospor medio de una tuerca moleteada.
Estos brazos vienen a cumplir la misión de topes para ubicarel índice donde corresponda.

168
DIVISOR DE PLATO Y TORNILLO SIN FIN
Compás de dos brazos
169
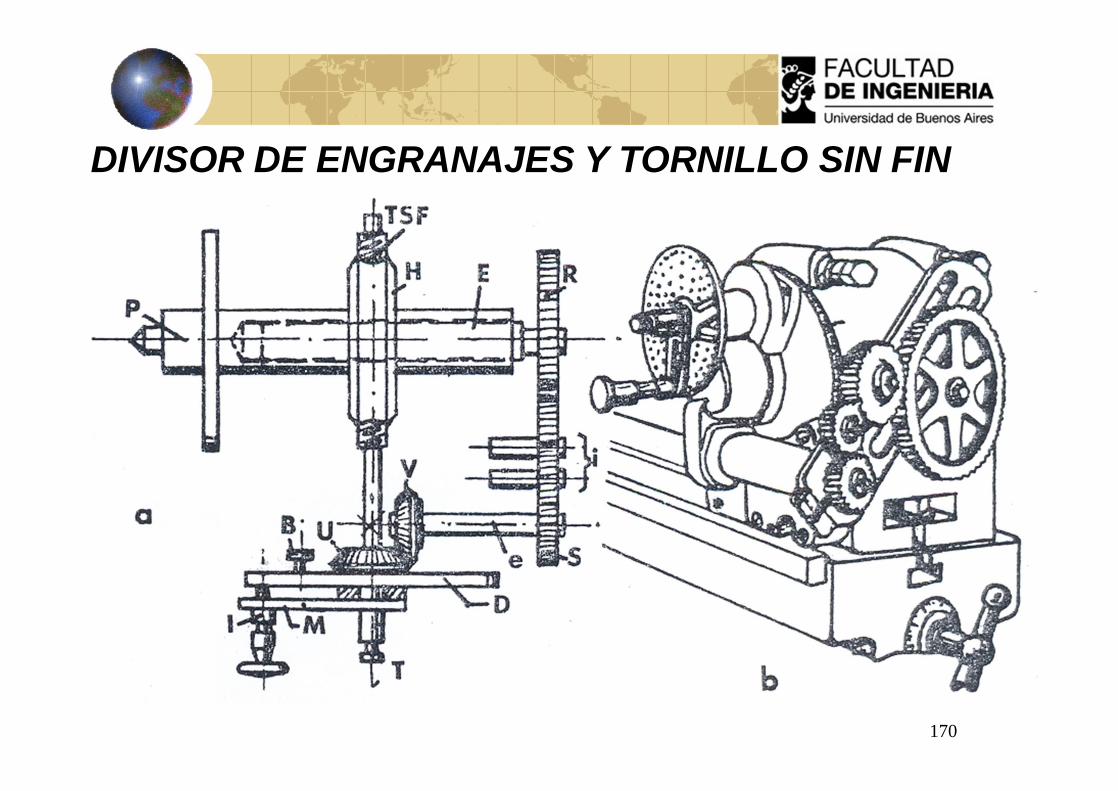
DIVISOR DE ENGRANAJES Y TORNILLO SIN FIN
Este divisor aplica el método de división diferencial, el cualresuelve la división cuando se trata de hacerla con númerosque son primos, no comprendidos dentro de la gama de ladivisión normal, obteniendo hasta 400 divisiones iguales,con pocas excepciones de algunos números.
Esta división es posible, agregando al divisor de plato ytornillo sin fin, un juego de engranajes que conectan al eje detrabajo con el plato divisor, de manera tal que el plato divisorpuede girar con un cierto movimiento al operar la maniveladel aparato.
170
DIVISOR DE ENGRANAJES Y TORNILLO SIN FIN
171
DIVISOR DE ENGRANAJES Y TORNILLO SIN FIN
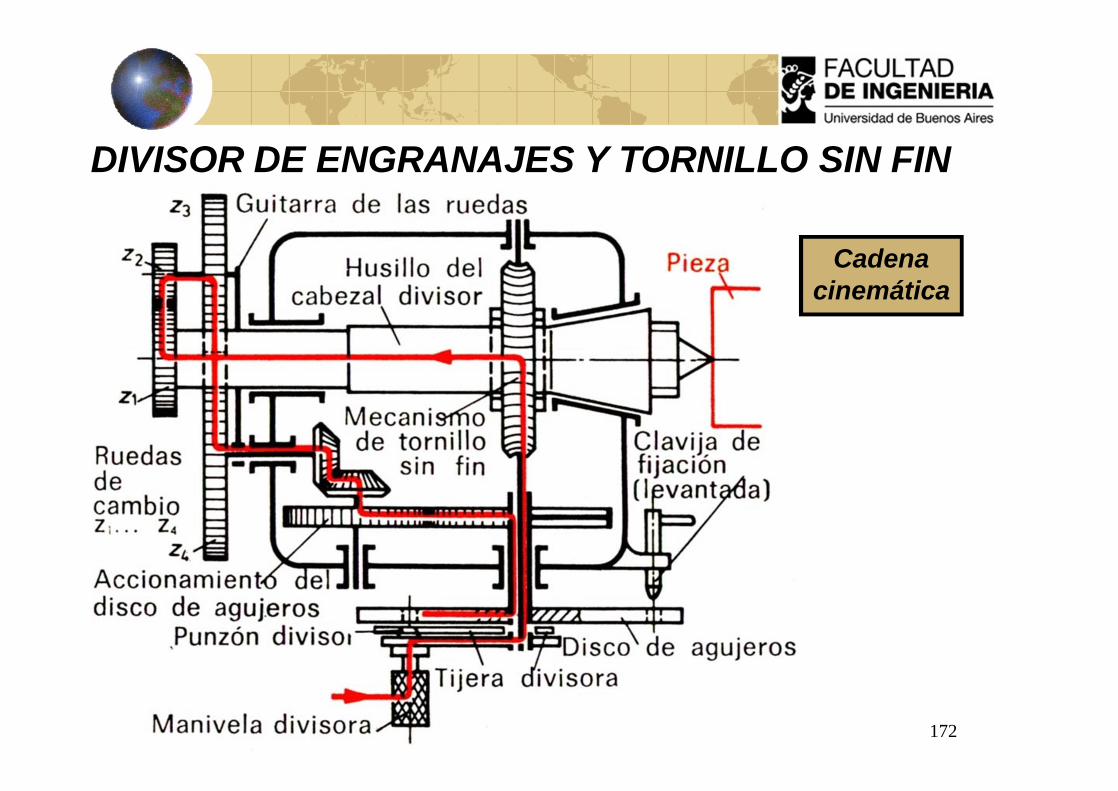
Generalmente, el eje de trabajo es hueco por el extremo queda hacia la parte posterior del aparato para introducir otroeje, quedando acoplado en forma rígida y constituyendo unaprolongación del eje de trabajo. En su extremo va montadauna rueda dentada recta.
El plato divisor es solidario a un engranaje cónico queengrana con otro cónico igual, estando éste último montadoen el extremo de otro eje, el cual en su otro extremo posteriortiene otro engranaje recto.
Los dos engranajes rectos puede conectarse por medio deotras ruedas dentadas rectas (en general 2), que se colocansobre una lira similar al tren de engranajes del torno.
172
DIVISOR DE ENGRANAJES Y TORNILLO SIN FIN
Cadenacinemática
173
DIVISOR DE ENGRANAJES Y TORNILLO SIN FIN
Por medio de esta disposición, el plato divisor puede tenerun giro rápido ó lento y de sentido contrario al giro de lamanivela.
Esta diferencia de giro entre plato y manivela depende de larelación de transmisión que existe entre las dos ruedasdentadas, y por consecuencia, el cálculo de las divisionesdescansa sobre el valor de esa relación de transmisión.
174
DIVISOR UNIVERSAL
Cuando el aparato divisor se dispone de manera que el eje detrabajo pueda inclinarse respecto a su eje horizontal hastalos 90°, de modo que el mismo quede verticalmentecolocado, éste se denomina divisor universal.
Esto es necesario cuando se tenga que fresar engranajescónicos y engranajes rectos cuyo diámetro supere lacapacidad entre la punta del eje de trabajo y la mesa de lafresadora.
El eje de trabajo solidario a la rueda helicoidal puede hacersegirar conservando su engrane con el tornillo sin fin, ya quesu giro está gobernado por el eje del tornillo.
175
DIVISOR UNIVERSAL
La inclinación en grados y minutos se lee sobre unagraduación en el exterior de la caja, de forma circular.
El desplazamiento del eje de trabajo en forma angular es de90°, pasando a ocupar la posición vertical para los casos detener que fresarse ruedas de diámetro mayor a la distanciaentre la punta y la mesa de la fresadora.

176
DIVISOR UNIVERSAL
177
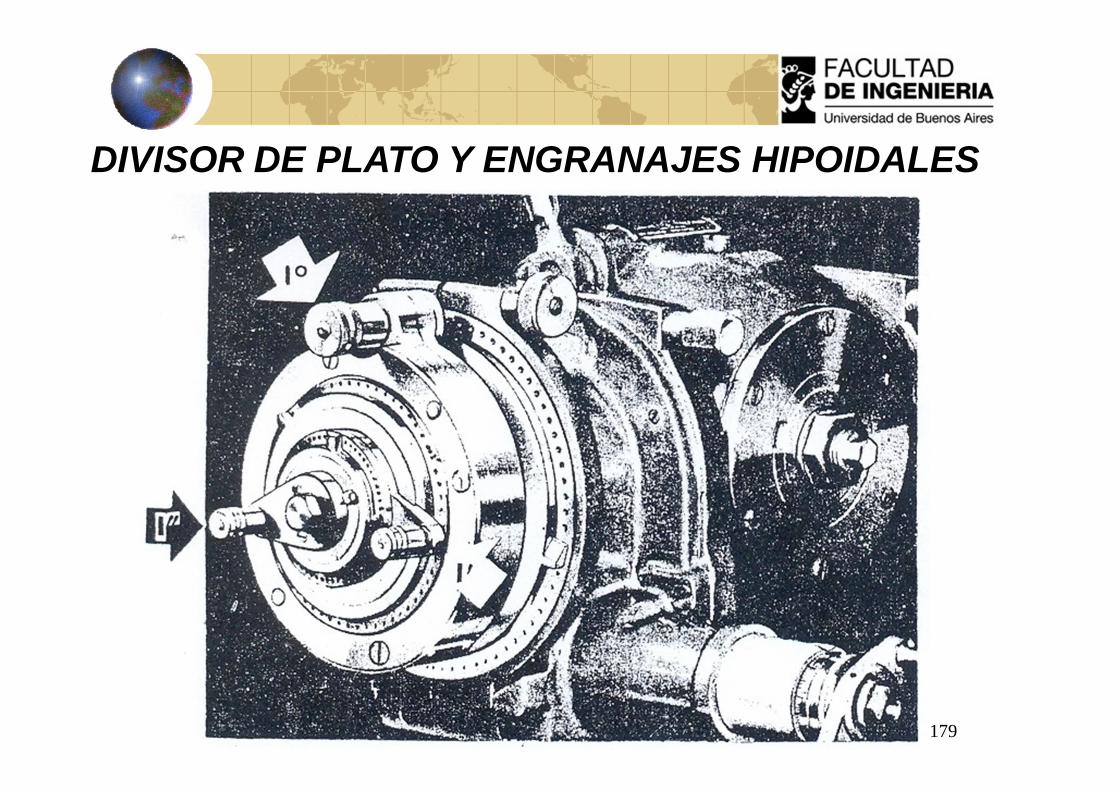
DIVISOR DE PLATO Y ENGRANAJES HIPOIDALES
Este dispositivo, denominado “Astronomical” ó de divisiónangular, es utilizable con un cabezal divisor provisto de unmecanismo interior a engranajes hipoidales, cuya relación detransmisión es de 5 a 1.
Constituye una verdadera máquina de dividir, pues suconcepción permite que una circunferencia sea dividida en1.296.000 partes iguales, por el más simple de los métodosde división.
El dispositivo consta de 3 platos separados (para grados,minutos y segundos), contando cada uno con una solacircunferencia de orificios, y para cada plato sucorrespondientes manivela, índice y compás.
178
DIVISOR DE PLATO Y ENGRANAJES HIPOIDALES
El plato mayor tiene 72 orificios, representando cada uno unarco de 1°; así que, para un arco de 360° (circunferencia)habrá que dar 5 vueltas a la manivela, lo que equivale a unavuelta completa del eje de trabajo.
El plato intermedio y el menor tienen 60 orificios cada uno, ycada orificio representa 1’ y 1’’ de arco, respectivamente.
Entonces, para efectuar un desplazamiento angular queposea grados, minutos y segundos, solo habrá que girar lasrespectivas manivelas de los platos la cantidad de orificioscorrespondiente a cada valor angular, iniciando la operacióncon el plato de los segundos, pues los movimientos vansumándose por arrastre sobre el mismo eje.
179
DIVISOR DE PLATO Y ENGRANAJES HIPOIDALES
180
GRACIAS POR VUESTRAATENCION
Ing. Guillermo Castro