t e s i s148.204.210.201/tesis/1471977793666tesisabigailc.pdfindice de figuras figura 1. indicadores...
TRANSCRIPT
INSTUTITO POLITÉCNICO NACIONAL
UNIDAD PROFESIONAL INTERDISCIPLINARIA
DE INGENIERÍA Y CIENCIAS SOCIALES
Y ADMINISTRATIVAS
SECCIÓN DE ESTUDIOS DE POSGRADO E INVESTIGACIÓN
IMPLEMENTACIÓN DE HERRAMIENTAS
DE LEAN MANUFACTURING EN EL ÁREA DE EMPAQUE
DE UN LABORATORIO FARMACÉUTICO
T E S I S
QUE PARA OBTENER EL TÍTULO DE:
MAESTRA EN INGENIERÍA
PRESENTA:
ABIGAIL CASTREJÓN GALLEGOS
DIRECTOR DE TESIS:
M. en C. MANUEL GUERRERO BRICEÑO
México, D.F. Mayo 2016

AGRADECIMIENTOS
A los honorables miembros de mi comité tutorial:
Dr. Joás Gómez García
Dr. Juvenal Mendoza Valencia
Dra. Claudia Alejandra Hernández Herrera
M.C. Angel Rivera González
Por su valiosa contribución y asesoría en la realización de esta tesis.
Al M.C. Manuel Guerrero Briceño por su gran apoyo y dirección en la elaboración de la tesis.
A mi familia y amigos por su apoyo incondicional.
INDICE
Resumen…………………………………………………………………………………………. I
Abstract…………………………………………………………………………………………… III
Introducción………………………………………………………………………………………. V
Capítulo 1. Generalidades de la filosofía Lean Manufacturing…..….……………………… 1
1.1 Industria farmacéutica……………………………………………………………………. 1
1.1.1 Contexto general…………………………………………………………………….. 1
1.1.2 Normatividad en la Industria Farmacéutica Mexicana.………………………….. 2
1.2 Fundamentos de la filosofía Lean Manufacturing…...………………………………… 3
1.2.1 Concepto de Lean Manufacturing………………………………………………….. 3
1.2.2 Historia de la filosofía de Lean Manufacturing…...……………………………..... 4
1.2.3 Los siete desperdicios …………………………………………………………….... 6
1.2.4 Herramientas de Lean Manufacturing………..……………………………………. 9
1.2.4.1 VSM (Value Stream Mapping)………………………………………………... 9
1.2.4.2 Eventos Kaizen………………………………………………………………… 11
1.2.4.3 5´S……………………………………………………………………………….. 14
1.2.4.4 ANDON (Control visual)….…………………………………………………… 18
1.2.4.5 KANBAN (Control de materiales y de producción)………………………… 19
1.2.4.6 SMED…………………………………………………………………………… 20
1.2.4.7 TPM……………………………………………………………………………… 21
1.2.4.7.1 Mediciones importantes………………………………………………….. 22
1.2.4.8 Estandarización del trabajo…………………………………………………… 22
1.2.4.9 AMEF (Análisis de Modo y Efecto de Fallas)……………………………….. 23
1.2.4.10 POKA-YOKE………………………………………………………………..... 24
1.2.5 Beneficios de la implementación de Lean Manufacturing………………………. 25
Capítulo 2. Metodología………………………………………………………………………… 26
2.1 Tipo de investigación……………………………………………………………………... 26
2.2 Etapas de la investigación……………………………………………………………….. 26
2.3 Instrumentos de recolección de datos………………………………………………….. 27
2.4 Instrumentos de análisis de los datos…………………………………………………... 27
2.5 Consideraciones éticas………………………………………………………………….. 27
Capítulo 3. Situación del laboratorio farmacéutico…………………………………………... 28
3.1 Diagnóstico………………………………………………………………………………… 28
3.1.1 Identificación de las líneas clave de desempeño…………………………………. 33
3.2 Objetivos…………………………………………………………………………………. 34
3.2.1 Objetivo general………………………………………………………………………. 34
3.2.2 Objetivos específicos………………………………………………………………… 34
3.3 Preguntas de investigación……………………………………………………………….. 35
3.4 Justificación de la investigación………………………………………………………….. 35
Capítulo 4. Análisis de los datos del laboratorio farmacéutico…………………..…………. 36
4.1 Estudio de caso………………………………………………………………………….. 36

4.1.1 Descripción general del laboratorio farmacéutico.……………………………….. 37
4.1.1.1 Misión y Visión…………………………………………………………………. 37
4.1.1.2 Política de calidad……………………………………………………………… 37
3.1.1.3 Organigrama…………………………………………………………………… 37
4.1.1.4 Productos………………………………………………………………………. 38
4.1.2 Descripción del área de empaque del laboratorio farmacéutico……………….. 38
4.2 Instrumento de Recolección de datos………………………………………………...... 38
4.3 Recolección de datos…………………………………………………………………...... 39
4.4 Procesamiento de los datos……………………………………………………………... 41
4.5 Análisis de los resultados……………………………………………………………….. 46
4.6 Interpretación de los resultados…………………………………………………………. 49
Capítulo 5. Implementación de las herramientas de Lean Manufacturing………………… 53
5.1 Dirección Estratégica en el Laboratorio Farmacéutico……………………………….. 53
5.2 Simplificación de documentación (Evento Kaizen)……………………………………. 55
5.3 Implementación de 5´s…………………………………………………………………… 59
5.4 Implementación de estandarización de ajustes……………………………………….. 62
5.5 Implementación de estandarización de limpiezas…………………………………….. 65
5.6 Resultados de la implementación de las herramientas de Lean Manufacturing…… 68
5.6.1 Resultados de la simplificación de Documentación (Evento KAIZEN)………… 68
5.6.2 Resultados de la implementación de 5´s…………………………………………. 69
5.6.3 Resultados de la estandarización de ajustes y limpiezas……………………….. 71
Discusión……....…………………………………………………………………………………. 72
Conclusiones…………………………………………………………………………………….. 73
Referencias Bibliográficas……………………………………………………………………… 76
INDICE DE FIGURAS
Figura 1. Indicadores Industria Farmacéutica en México…………………………………… 2
Figura 2. Máquinas que pueden parar automáticamente cuando detectan problemas…. 5
Figura 3. Actividades por día para un evento Kaizen……………………………………….. 13
Figura 4. Pasos de las 5´s……………………………………………………………………… 14
Figura 5. Criterios de selección………………………………………………………………… 15
Figura 6. Ejemplo de Seiri (seleccionar)………………………………………………………. 15
Figura 7. Ejemplo de Seiton (Organizar)……………………………………………………… 16
Figura 8. Ejemplo de Seiso (Limpiar)…………………………………………………..……… 16
Figura 9. Ejemplo de Seiketsu (Estandarizar)…………………………………………..……. 17
Figura 10. Ejemplo Shitsuke (Seguimiento)………………………………………………….. 17
Figura 11. Ejemplo de ANDON………………………………………………………………… 19
Figura 12. Formato AMEF……………………………………………………………………… 24
Figura 13. Organigrama del laboratorio farmacéutico………………………………………. 37
Figura 14. Área general Acondicionamiento……………………………………………..…… 38
Figura 15. Mapeo general del área de empaque……………………………………………. 40
Figura 16. Diagrama de Ishikawa para clasificar los problemas del área de empaque…. 49
Figura 17. Ejemplo 1 de muebles de herramental…………………………………………… 50
Figura 18. Ejemplo 2 de muebles de herramental…………………………………………… 51
Figura 19. Mapeo de documentación por paquete…………………………………..……… 55
Figura 20. Mapeo Procedimiento de Acondicionamiento Primario………………………… 56
Figura 21. Mapeo Procedimiento de Acondicionamiento Secundario…………………….. 57
Figura 22. Propuesta de Procedimiento de Acondicionamiento Primario y Secundario… 59
Figura 23. Trabajo con personal operativo para implementar 5´s…………….…………… 60
Figura 24. Ayudas visuales en cuartos de herramental…………………………………….. 61
Figura 25. Evaluación 5´s………………………………………………………………………. 61
Figura 26. Ejemplo colocación de regletas y códigos en máquinas…………………….…. 63
Figura 27. Pruebas en piso para recibir retroalimentación en el formato…………………. 64
Figura 28. Ejemplo de formato de Estandarización de ajustes…………………………….. 64
Figura 29. Ejemplo de tarjetas de estandarización de limpiezas…………………………... 67
Figura 30. Ejemplo de implementación 5´s…………………………………………………… 69
Figura 31. Ejemplo de implementación 5´s…………………………………………………… 70
Figura 32. Ejemplo de implementación 5´s…………………………………………………… 70
Figura 33. Ejemplo de implementación 5´s…………………………………………………… 70
Figura 34. Esfuerzos para lograr cambios significativos……………………………………. 72
INDICE DE TABLAS
Tabla 1. Los 8 desperdicios………………………………………………..…………………... 8
Tabla 2. Simbología que se utiliza en un mapa de valor……………………………………. 10
Tabla 3. Pasos para realizar un evento Kaizen………………………………………………. 11
Tabla 4. Tipos de Kanban………………………………………………………………………. 18
Tabla 5. Reglas básicas para la implementación de Kanban………………………………. 18
Tabla 6. Ventajas de SMED……………………………………………………………………. 20
Tabla 7. Ventajas de TPM……………………………………………………………………… 21
Tabla 8. Pilares del TPM………………………………………………………………………... 21
Tabla 9. Utilidades trabajo estándar…………………………………………………………… 22
Tabla 10. Utilidades AMEF……………………………………………………………………... 23
Tabla 11. Utilidades Pokayoke…………………………………………………………………. 24
Tabla 12. Porcentaje de OEE por línea obtenido durante el año 2012…….……………... 29
Tabla 13. Costo Anual (horas no productivas)..……………………………………………… 33
Tabla 14.Intrumentos de recolección de datos….…………………………………………… 39
Tabla 15. Tiempos promedio de set-up reportado durante el año 2012…..………………. 42
Tabla 16. Porcentajes estimados para documentación, ajustes y limpiezas…..…………. 42
Tabla 17. Tiempos promedio de documentación reportados durante el año 2012………. 43
Tabla 18. Tiempos promedio de limpieza reportados durante el año 2012……………… 43
Tabla 19. Tiempos promedio de ajustes reportados durante el año 2012………………… 44
Tabla 20. Tiempos promedios de máquina y horas hombre reportadas durante el año 2012……………………………………………………………………………………………….. 44
Tabla 21. Porcentajes de rendimientos promedio reportados durante el año 2012……… 45
Tabla 22. Resultado del análisis de los procesos área de empaque……………………… 46
Tabla 23. Los cinco por qué ´s para el problema de los ajustes…………………………… 47
Tabla 24. Los cinco por qué ´s para el problema de las limpiezas………………………... 47
Tabla 25. Los cinco por qué ´s para el problema de la documentación………………….. 48
Tabla 26. Los cinco por qué ´s para el problema de los paros en equipos………………. 48
Tabla 27. Propuestas de mejora para los diferentes problemas identificados……………. 52
Tabla 28. Metodología para la realización del Evento Kaizen “Simplificación de Documentación”…………………………………………………………………………………. 56
Tabla 29. Metodología para la implementación de 5´s en el área de empaque………….. 60
Tabla 30. Metodología para la estandarización de ajustes…………………………………. 62
Tabla 31. Metodología para la estandarización de limpiezas………………………………. 65
Tabla 32. Resultados obtenidos durante el evento e firmas y hojas………………………. 68
Tabla 33. Resultados obtenidos durante el evento e firmas y hojas………………………. 68
Tabla 34. Resultados obtenidos en la implementación de 5´s……………………………... 69
Tabla 35. Resultados obtenidos de la implementación de estandarización de limpiezas. 71
Tabla 36. Resultados obtenidos de la implementación de estandarización de ajustes.… 71

INDICE DE GRÁFICAS
Gráfica 1. Gráfica anual de porcentaje de OEE 2012 Área Acondicionamiento…………. 29
Gráfica 2. Pareto de paros línea 1…………………………………………………………….. 30
Gráfica 3. Pareto de paros línea 2…………………………………………………………….. 30
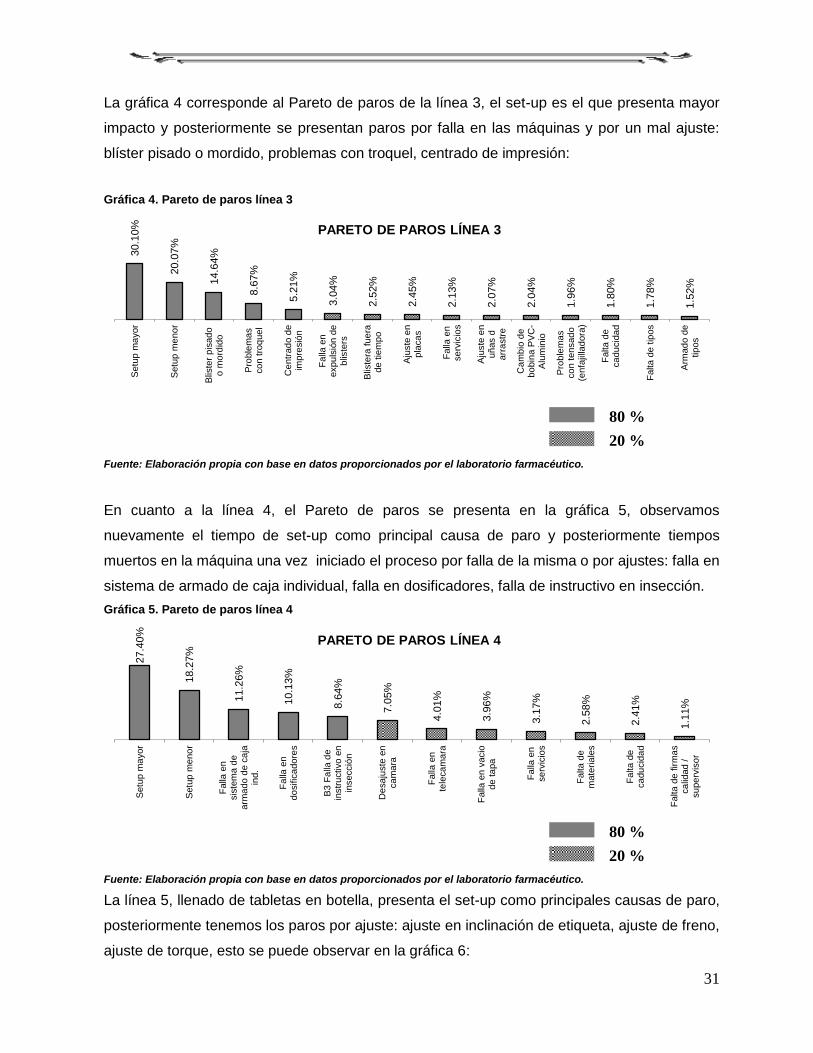
Gráfica 4. Pareto de paros línea 3…………………………………………………………….. 31
Gráfica 5. Pareto de paros línea 4…………………………………………………………….. 31
Gráfica 6. Pareto de paros línea 5…………………………………………………………….. 32
Gráfica 7. Pareto de paros línea 6…………………………………………………………….. 32
Gráfica 8. Volumen proyectado para el año 2013 por línea para el área de empaque…. 33
Gráfica 9. Ventas generadas durante el periodo 2012 por línea…………………………… 34
Gráfica 10. Ponderación de objetivos para el laboratorio farmacéutico para el año 2013. 54
Gráfica 11. Balanceo de actividades Línea 1………………………………………………… 66
Gráfica 12. Balanceo de actividades Línea 2………………………………………………… 66
Gráfica 13. Balanceo de actividades Línea 3………………………………………………… 66
Gráfica 14. Resultado OEE año 2014……………………………………............................. 74
I
RESUMEN
El presente trabajo tiene por objetivo diseñar una estrategia de mejora en el área de empaque
de un laboratorio farmacéutico realizando un análisis del proceso para identificar las principales
áreas de oportunidad, proponiendo la aplicación de las herramientas de Lean Manufacturing
para su resolución, así como desarrollando las metodologías de implementación.
El análisis nace de uno de los indicadores más importantes del laboratorio farmacéutico, el
OEE (Efectividad Total de los Equipos), el cual nos muestra que el área de empaque presenta
una baja eficiencia, sólo la tercera parte del tiempo disponible de los equipos se está usando
para la producción, esto debido principalmente a el tiempo perdido considerado como tiempo
de set-up (tiempo conformado por los ajustes, limpiezas y documentación entre lote y lote), así
como paros por fallas en los equipos. Mediante el análisis de la demanda y ventas anuales, se
definen como las líneas clave de desempeño a las blisteras.
La filosofía Lean Manufactiring nos ayuda a eliminar aquellas actividades que no agregan
valor, existen diferentes herramientas entre las que tenemos: VSM (Mapa de Valor), Eventos
Kaizen, ANDON (ayudas visuales), 5´s, POKA-YOKE, KANBAN, TPM, SMED. El presente
trabajo enfatiza la disminución de los tiempos de set-up mediante la estandarización de los
mismos.
La hipótesis del trabajo es que mediante la realización del análisis de los procesos del área
de empaque de un laboratorio farmacéutico se podrá realizar un diagnóstico del área e
identificar las principales áreas de oportunidad, así como diseñar e implementar una propuesta
de mejora utilizando las herramientas de Lean Manufacturing para resolver dichos problemas,
incrementando la eficiencia de los procesos.
Se revisaron datos históricos, en cuanto a tiempos de producción, limpieza, ajustes,
documentación, tiempos de paro y porcentaje de OEE, los cuales se compararon vs los tiempos
estándar y se observaron variaciones negativas en cuanto a tiempos de set-up mayor, tiempos
de ajustes, documentación y limpiezas. Para identificar las causas raíz de dichas variaciones se
usó la metodología de los 5´s ¿por qué´s?, como resultado se obtuvo que se tienen problemas
en cuanto al método y en cuanto a la maquinaría. Lo primero se debe a que no se encuentran
estandarizadas las actividades de limpieza ni de ajustes, estas actividades se realizan de
acuerdo a la experiencia de cada operador. La falta de orden y limpieza en cuartos de
herramental está provocando un incremento en las actividades de ajuste. La documentación es
otro problema importante, es muy robusta lo que provoca errores documentales constantes. En
lo que se refiere a la maquinaría, el problema es que el personal operativo no tiene un buen
conocimiento sobre el mantenimiento de las máquinas.
II
A partir de lo anterior se desarrollaron las metodologías para la implementación de las
diferentes herramientas de Lean Manufacturing que ayudaron a resolver los diferentes
problemas. La primera de ellas es la realización de un evento Kaizen para simplificar la
documentación del área de empaque, posteriormente tenemos la implementación de 5´s, la
estandarización de ajustes y la estandarización de limpiezas. Con la implementación de dichas
herramientas el laboratorio logró incrementar en un 30% el OEE, los siguientes pasos es atacar
las fallas de los equipos mediante la aplicación de mantenimiento autónomo.

III
ABSTRACT
This paper aims to develop a strategy for improvement in the area of packaging of a
pharmaceutical laboratory by analyzing your process to identify key areas of opportunity,
proposing the implementation of Lean Manufacturing tools for resolution, as well as developing
implementation methodologies.
The analysis stems from one of the most important indicators of the pharmaceutical
laboratory, the OEE (Overall Equipment Effectiveness), which shows that the packaging area
has low efficiency, only a third of the available time of the equipment is using for production, this
mainly due to lost time considered as time set-up (made up of the adjustments, cleaning and
documentation from batch to batch time) and stoppages due to faulty equipment. By analyzing
demand and annual sales are defined as key performance lines to blister machines.
Manufactiring Lean philosophy helps to eliminate those activities that add no value, there are
different tools among which are: VSM (Value Map) Kaizen Events, ANDON (visuals), 5's, poka-
yoke, Kanban, TPM, SMED. This paper emphasizes the reduction of set-up times by
standardizing them.
The working hypothesis is that by performing the analysis of the packing process of a
pharmaceutical laboratory may make a diagnosis of the area and identify key areas of
opportunity as well as design and implement a proposal for improvement using tools Lean
Manufacturing to solve these problems, increasing process efficiency.
Historical data were reviewed, in terms of production time, cleaning, adjustments,
documentation, downtime and OEE percentage, which vs standard times were compared and
negative variations were observed in terms of set-up times greater, times settings,
documentation and cleanings. To identify the root causes of these changes the methodology
used 5's why?, as a result was obtained that have problems regarding the method and terms of
machinery. The first is because they are not standardized cleanup activities or adjustments,
these activities are performed according to the experience of each operator. The lack of order
and cleanliness in the quarter-tooling is causing an increase in the activities of adjustment.
Documentation is another important issue, which is very robust documentaries causes constant
errors. As regards machinery, the problem is that the operating personnel do not have good
knowledge about the maintenance of the machines.

IV
From the above methodologies for implementing the various tools of Lean Manufacturing that
helped solve different problems developed. The first is the realization of a Kaizen event to
simplify the packing documentation, then we have 5's implementation, standardization of
adjustments and standardization of cleaning. With the implementation of these tools the
laboratory managed to increase by 30% OEE, the following steps are attacking equipment
failures by applying autonomous maintenance.
V
INTRODUCCIÓN
La productividad y la eficiencia de los procesos se han convertido en factores claves para que
una empresa se conserve activa en el mercado.
Existen diversas herramientas que pueden ayudar a una empresa a lograr procesos más
eficientes y productos de calidad, Lean Manufacturing es una de ellas. Esta filosofía trata de
identificar y eliminar todas aquellas actividades que no agregan valor en un proceso, por
ejemplo tiempos excesivos de limpiezas y ajustes, paros continuos por fallas en las máquinas,
demasiado transporte de personal de un área a otra, etc. Dichas actividades generan altos
costos en la operación y vuelven más caro el producto, en consecuencia menos competitivo.
Las empresas que han adoptado la filosofía de Lean Manufacturing han convertido sus
procesos de complicados y robustos en simples y flexibles. La mayoría de las empresas cree
que el invertir en nueva tecnología las volverá más competitivas, sin embargo esta inversión
debe estar complementada por procesos balanceados, documentados y estandarizados.
La filosofía de Lean Manufacturing no sólo son herramientas que ayudan a volver eficientes
los procesos, esta gestión de operaciones va más allá, se trata de disciplina y orden, mejora el
balanceo del proceso y la continuidad del flujo.
Lean Manufacturing ofrece a los negocios de manufactura la alternativa para competir
exitosamente, alcanzar las metas de crecimiento, la creación de ventajas competitivas para
sobrevivir y crecer en este mundo global satisfaciendo las necesidades del cliente, dando
seguridad a los empleados y un retorno sobre inversión atractivo a los inversionistas.
La implementación de las herramientas de la filosofía Lean Manufacturing, no asegura que
los procesos se vuelvan eficientes, es necesario trabajar en la actitud de los trabajadores y en
la motivación ya que el éxito de esta filosofía depende en gran parte del capital humano.
El presente trabajo muestra la metodología para realizar un diagnóstico en cuanto a
eficiencia de los procesos del área de empaque de una laboratorio farmacéutico, y la propuesta
de mejora utilizando la filosofía Lean como pilar de resolución de dichos problemas.
1
CAPÍTULO 1. GENERALIDADES DE LA FILOSOFÍA LEAN MANUFACTURING
1.1 Industria Farmacéutica
1.1.1 Contexto general
La misión principal de la industria farmacéutica la producción de nuevos medicamentos con la
finalidad de mejorar la calidad de vida de las personas. En este contexto, las farmacéuticas
invierten millones en proyectos de investigación, esto es necesario debido a que los
medicamentos desarrollados para el humano deben tener una amplia base científica.
Este sector se caracteriza por una necesidad continua en investigación de nuevos
productos y desarrollo de nueva tecnología para la obtención de dichos productos. Lo anterior
afecta directamente al precio de los medicamentos ya que la inversión en I + D es muy
grande, sin embargo, permite el incremento de la competitividad y la perdurabilidad de la
empresa.
Las autoras Pérez & Sobredo (1990), nos dicen que la rentabilidad de la industria
farmacéutica garantiza la investigación y desarrollo de nuevos productos que den lugar a
medicamentos más eficaces y seguros, y que puedan cubrir la demanda en el mercado.
También hacen hincapié en que el sistema de patentes permite rentabilizar económicamente
el proceso de investigación pues proporciona un monopolio legal que permite recuperar el
dinero invertido en las etapas de I + D. Lo anterior permite que la empresa permanezca activa
en el mercado y competir con las demás empresas del sector.
En cuanto a la Industria farmacéutica en México, según datos de la Cámara Nacional de la
Industria Farmacéutica, México es uno de los principales mercados de insumos para la salud
en el mundo y la Industria Farmacéutica establecida en el país es considerada sólida y
competitiva a nivel regional. México es el segundo mercado más importante para la industrial
de América Latina y ha recibido flujos del extranjero superiores a 3 mil mdd de inversiones
hacia el sector entre 2005 y 2013, según cifras de la secretaría de Economía.
La industria farmacéutica representa un promedio de 0.6% del PIB nacional y 3.6% del PIB
manufacturero, lo que ubica a México como uno de los principales centros manufactureros a
nivel mundial y el segundo mercado más importante de América Latina, según un estudio
sobre la industria elaborado por ProMéxico.
2
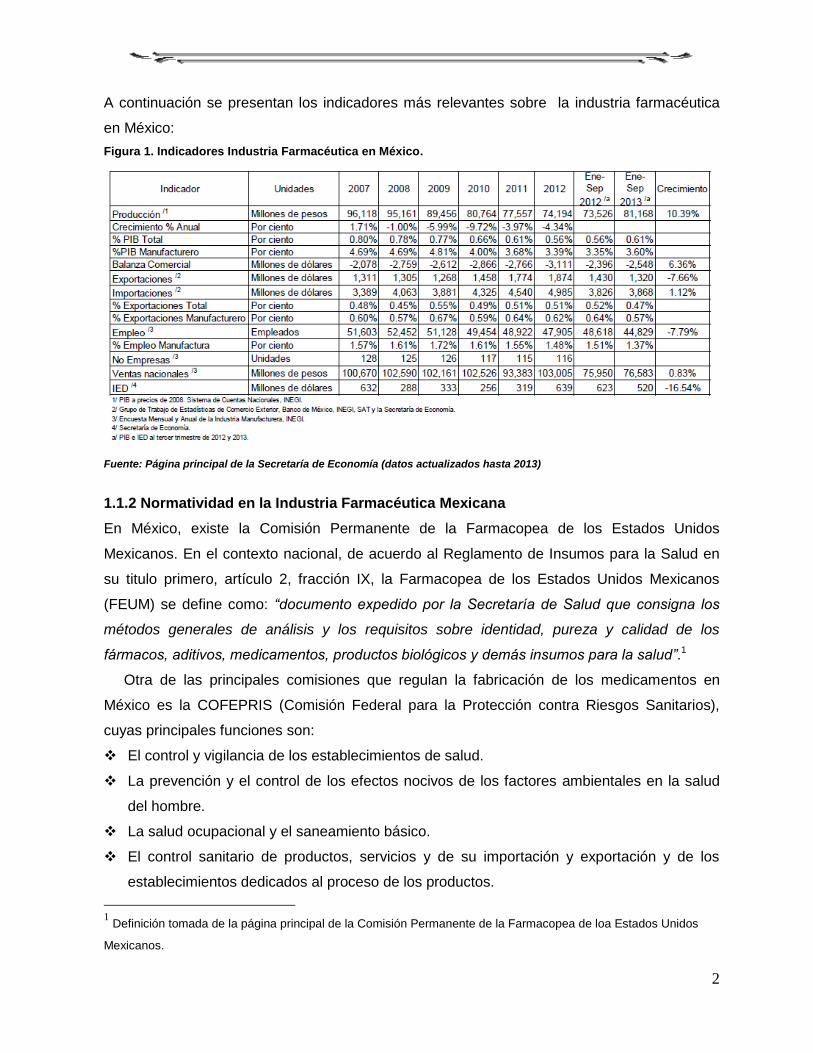
A continuación se presentan los indicadores más relevantes sobre la industria farmacéutica
en México:
Figura 1. Indicadores Industria Farmacéutica en México.
Fuente: Página principal de la Secretaría de Economía (datos actualizados hasta 2013)
1.1.2 Normatividad en la Industria Farmacéutica Mexicana
En México, existe la Comisión Permanente de la Farmacopea de los Estados Unidos
Mexicanos. En el contexto nacional, de acuerdo al Reglamento de Insumos para la Salud en
su titulo primero, artículo 2, fracción IX, la Farmacopea de los Estados Unidos Mexicanos
(FEUM) se define como: “documento expedido por la Secretaría de Salud que consigna los
métodos generales de análisis y los requisitos sobre identidad, pureza y calidad de los
fármacos, aditivos, medicamentos, productos biológicos y demás insumos para la salud”.1
Otra de las principales comisiones que regulan la fabricación de los medicamentos en
México es la COFEPRIS (Comisión Federal para la Protección contra Riesgos Sanitarios),
cuyas principales funciones son:
El control y vigilancia de los establecimientos de salud.
La prevención y el control de los efectos nocivos de los factores ambientales en la salud
del hombre.
La salud ocupacional y el saneamiento básico.
El control sanitario de productos, servicios y de su importación y exportación y de los
establecimientos dedicados al proceso de los productos.
1 Definición tomada de la página principal de la Comisión Permanente de la Farmacopea de loa Estados Unidos
Mexicanos.
3
El control sanitario del proceso, uso, mantenimiento, importación, exportación y disposición
final de equipos médicos, prótesis, órtesis, ayudas funcionales, agentes de diagnóstico,
insumos de uso odontológico, materiales quirúrgicos, de curación y productos higiénicos, y
de los establecimientos dedicados al proceso de los productos.
El control sanitario de la publicidad de las actividades, productos y servicios.
El control sanitario de la disposición de órganos, tejidos y sus componentes, células de
seres humanos.
La sanidad internacional.
El control sanitario de las donaciones y trasplantes de órganos, tejidos células de seres
humanos.
La Norma Oficial Mexica, la cual tienen que cumplir los laboratorios farmacéuticos, es la
NOM-059-SSA1-2006, Buenas prácticas de fabricación para establecimientos de la industria
químico farmacéutica dedicados a la fabricación de medicamentos (modifica a la NOM-059-
SSA1-1993, publicada el 31 de julio de 1998). Esta norma “Establece los requisitos mínimos
necesarios para el proceso de los medicamentos comercializados en el país, con el objeto de
proporcionar medicamentos de calidad al consumidor. El cumplimiento de esta Norma Oficial
Mexicana debe demostrarse y documentarse. Esta Norma Oficial Mexicana es de observancia
obligatoria, para todos los establecimientos dedicados a la fabricación y/o importación de
medicamentos comercializados en el país, así como los almacenes de acondicionamiento,
depósito y distribución de medicamentos y materias primas para su elaboración.”2
1.2 Fundamentos de la filosofía Lean Manufacturing
En la siguiente sección comenzaremos a entender que es Lean Manufacturing así como las
herramientas que la conforman.
1.2.1 Concepto de Lean Manufacturing
Existen diferentes formas de definir Lean Manufacturing. Según Rajadell & Sánchez (2010) el
objetivo principal de esta filosofía es la eliminación del desperdicio, considerando como
desperdicio todas aquellas actividades que no agregan valor al producto y por las cuales el
cliente no está dispuesto a pagar, utilizando diferentes herramientas (TPM,5´s, SMED,
KANBAN, KAIZEN, HEIJUNKA, JIDOKA, etc.). Para estos autores los pilares de Lean
Manufacturing son la mejora continua, el control total de la calidad, la eliminación del
desperdicio, el aprovechamiento de todos los recursos a lo largo de la cadena de valor y la
participación activa del personal.
2 Información tomada de la NOM-059-SSA1-1993, p. 6.
4
Para Conner (2004) Lean manufacturing es el enfoque sistemático que ayuda a identificar y
eliminar el desperdicio (actividades que no agregan valor), y esto se logra a través de la
mejora continua y teniendo un sistema de “Jalón”.
Para autores como Aluka & Manos (2006) esta filosofía reduce el tiempo de entrega entre
los productos o servicios requeridos por el cliente, a través de la eliminación de desperdicio.
La implementación de Lean reduce costos, tiempos de ciclo y las actividades que no agregan
valor, aumentando la competitividad de la empresa.
Socconini (2008), por su parte, define a Lean Manufacturing como un proceso continuo y
sistemático para la identificación y eliminación del desperdicio o excesos, entendiendo como
exceso toda aquella actividad que no agrega valor en un proceso, pero si costo y trabajo. Para
este autor, la eliminación sistemática se logra mediante trabajo con equipos de personas bien
organizados y capacitados. Menciona que el verdadero poder de Lean Manufacturing radica
en descubrir continuamente todas aquellas oportunidades de mejora que están escondidas,
pues siempre habrá desperdicios susceptibles de ser eliminados.
Según Reyes (2002), en su artículo “Manufactura Delgada (Lean) y Seis Sigma en
empresas mexicanas: experiencias y reflexiones” define a Lean Manufacturing, como un grupo
de métodos utilizados para minimizar el uso de los recursos para lograr la satisfacción del
cliente, logrando entregas oportunas y tendencia a cero defectos. En su artículo “Lean
Knowlegde Work”, Upton & Staats (2011), mencionan que la filosofía Lean se basa
principalmente en el incremento de la eficiencia a través de la eliminación de los desperdicios.
Todas las definiciones anteriores tienen algo en común: la eliminación del desperdicio. Se
concluye que la filosofía de Lean Manufacturing nos ayuda optimizar costos y tiempo de
entrega del producto al cliente, aplicando una serie de herramientas enfocadas a la reducción
de desperdicio.
Es importante conocer las raíces de esta filosofía para poder entenderla con claridad, en la
siguiente sección se describe de forma breve la historia de Lean Manufacturing.
1.2.2 Historia de la filosofía de Lean Manufacturing
La historia de la filosofía de Lean Manufaturing comienza después de la Segunda Guerra
Mundial. Rajadell & Sánchez (2010) mencionan que después de esta época, los japoneses
tomaron conciencia de su situación económica mundialmente, ya que no contaban con
recursos energéticos, se dieron cuenta que dependía de ellos sobrevivir y desarrollarse.
Los pioneros de la filosofía de Lean Manufacturing fueron Sakichi Toyoda, su hijo Kiichiro,
su sucesor Eiji y el gerente de planta de Toyota Taiichi Ohno. No cabe duda que el padre del

5
Sistema Toyota y por consecuencia de la filosofía de Lean Manufacturing es Sakichi Toyoda.
Blanck (2008) nos cuenta un poco sobre este gran personaje, nos menciona que a Sakichi se
le atribuye el invento de los telares automáticos, los cuales se detenían si se detectaba algún
hilo roto e indicaba con una señal visual al operador que la máquina se había detenido y que
necesitaba atención, como se muestra en la figura 3:
Figura 2. Máquinas que pueden parar automáticamente cuando detectan problemas.
Fuente: Black, John R “Lean Production: Implementing a World Class System”, 2008, p. 19
Blanck (2008) hace hincapié en que esta invención cambio radicalmente el trabajo de los
telares ya que permitía a los operadores manejar decenas a la vez, redujo los defectos e
incremento los rendimientos. La invención de Sakichi fue la base del Sistema de Producción
Toyota. Una vez que Toyota se convirtió en una empresa manufacturera de automóviles, el
hijo de Sakichi, Kiichiro encabezó la nueva empresa. Socconini (2008) menciona que Kiichiro
se dio cuenta de la baja competitividad que presentaban los obreros japoneses al lado de
alemanes o estadounidenses, por lo que decidió crear un sistema que asegurara rentabilidad y
una sana participación en un mercado fuertemente competitivo.
Los autores Alukal & Manos (2006) nos cuentan que el sucesor de Kichiro, fue su sobrino
Eiji Toyoda, el cual visitó las industrias americanas automovilísticas para aprender de ellas y
trasplantar las prácticas de la producción automovilística de los Estados Unidos en las plantas
de Toyota. Con la ayuda eventual de Taiichi Ohno y Shigeo Shingo, la compañía Toyota Motor
introdujo y mejoro un sistema de manufactura cuyo objetivo era la reducción o eliminación de
las actividades que no agregan valor (actividades que el cliente no está dispuesto a pagar).
Taiichi Ohno nació en Manchuria, China, en 1912 y se graduó de la Escuela Técnica de
Nagoya. Empezó a trabajar para Toyota en 1932. En la década de 1940 y principios de la de
1950, Taiichi Ohno fungió como gerente de ensamble, donde desarrolló muchas mejoras.

6
Por otro lado, Shingeo Shingo nació en la ciudad de Saga, Japón en 1909. Ahí estudio en la
escuela técnica de Saga. Durante muchos años estuvo relacionado con la Asociación
Japonesa de Gerentes y trabajó para mejorar la industria en muchas plantas de manufactura.
“Mientras en la industria automovilística norteamericana se utilizaba un método de
reducción de costos al producir automóviles en cantidades constantemente crecientes y en
una variedad restringida de modelos, en Toyota se plantea la fabricación, a un buen precio, de
pequeños volúmenes de muchos modelos diferentes. El reto de los japoneses fue lograr
beneficios de productividad sin aprovechar los recursos de las economías de escala y la
estandarización taylorista y fordiana.” (Rajadell & Sánchez, 2010, p. 5)
“Los conceptos y técnicas que intervienen en este sistema son ahora conocidos como el
Sistema de Producción Toyota y fueron recientemente reintroducidas y popularizadas por el
grupo de James Womack en los Estados Unidos bajo el nombre de Lean Manufacturing.”
(Aluka & Manos, 2006, p.2,3)
Rajadell & Sánchez, (2010) mencionan que el Sistema de Producción Toyota se resume en
los siguientes puntos:
1. Eliminación del despilfarro y suministro just in time de los materiales.
2. La relación, basada en la confianza y la transparencia, con los proveedores elegidos en
función de su grado de compromiso en la colaboración a largo plazo.
3. Una importante participación de los empleados en decisiones relacionadas con la
producción: parar la producción, intervenir en tareas de mantenimiento preventivo, aportar
sugerencias de mejora, etc.
4. El objetivo de la calidad total, es decir, eliminar los posibles defectos lo antes posible y en el
momento que se detecten, incluyendo la implantación de elementos para certificar la calidad
en cada momento.
En la siguiente sección se presentará una de las bases más importantes de la filosofía de
Lean Manufacturing, los siete desperdicios, entenderlos es de suma importancia ya que al
identificarlos podemos comenzar a generar mejoras en los procesos.
1.2.3 Los sietes desperdicios
Ya que la filosofía de Lean Manufacturing está enfocada a la reducción de desperdicios, es
necesario entender cuáles son estos desperdicios y como impactan directamente en los
costos de la empresa. Alukal & Manos, (2006) hacen hincapié en que el desperdicio impacta
en costo, la calidad y la entrega del producto o servicio. El resultado de la eliminación del
desperdicio incrementa la satisfacción del cliente, la rentabilidad, el rendimiento y la eficiencia.

7
Para estos autores el exceso de inventario, movimientos innecesarios, el potencial humano no
explotado, paros no planeados y los tiempos de cambio no óptimos son sinónimos de
desperdicio.
Existen muchos ejemplos de actividades que no agregar valor dentro de un proceso.
Chiarini (2012) nos da dos ejemplos muy sencillos de actividades que no agregan valor, el
primero de ellos es sobre el proceso de una orden de producción solicitada por el cliente, la
cual tiene que ser descargada en el sistema de gestión de descargas, el segundo ejemplo es
el departamento interno de un hospital, el cual requiere un análisis por el laboratorio. Si la
orden de producción en el primer ejemplo es cargada incorrectamente o el reporte de
laboratorio en el segundo ejemplo contiene datos redundantes, se gastará más tiempo y
recursos, se crea así el desperdicio.
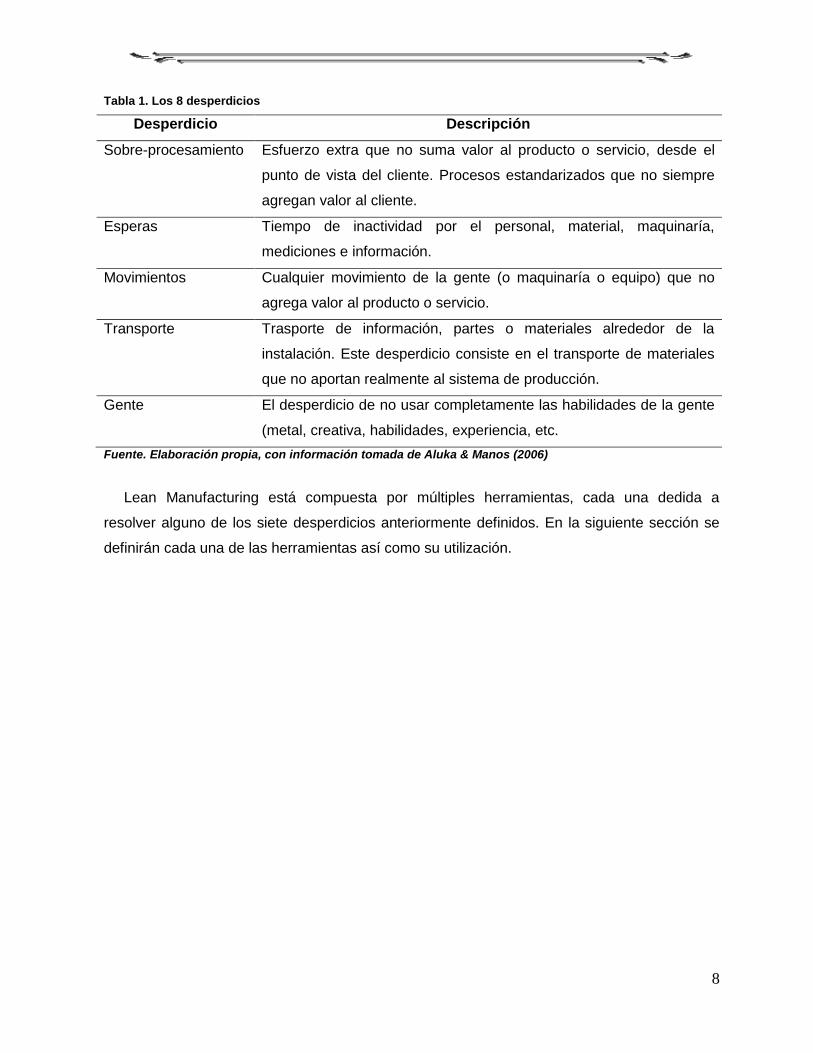
Para Ohno eran los siete desperdicios mortales. En su libro Aluka & Manos (2006)
mencionan que existe un octavo desperdicio que es vital considerar: el talento de la gente.
Estos autores consideran que existen ocho desperdicios los cuales se mencionan a
continuación:
Tabla 1. Los 8 desperdicios
Desperdicio Descripción
Sobreproducción Hacer más, más rápido o antes de lo que es requerido por el
siguiente proceso. También se puede definir a este desperdicio como
producir más de lo que se necesita, producir más rápido de lo que se
requiere, manufacturar productos antes de que se necesiten.
Sobreinventario Materiales en exceso o más material del que se necesita. El
sobreinventario es cualquier material, producto en proceso o
productos terminados que exceden lo que necesita para satisfacer la
demanda del cliente.
Producto o Servicio
defectivo
Producto que requiere inspección, clasificación, sustitución o
reparación. Esto también puede afectar a la información, si ésta no
es precisa o completa. Este desperdicio se refiere a la pérdida de los
recursos utilizados para producir un producto o un servicio
defectuosos, ya que se emplean materiales, tiempo-máquina, tiempo
de una persona que después de todo no sirvió de nada ya que no
agrega valor al cliente.
Continúa página siguiente
8
Tabla 1. Los 8 desperdicios
Desperdicio Descripción
Sobre-procesamiento Esfuerzo extra que no suma valor al producto o servicio, desde el
punto de vista del cliente. Procesos estandarizados que no siempre
agregan valor al cliente.
Esperas Tiempo de inactividad por el personal, material, maquinaría,
mediciones e información.
Movimientos Cualquier movimiento de la gente (o maquinaría o equipo) que no
agrega valor al producto o servicio.
Transporte Trasporte de información, partes o materiales alrededor de la
instalación. Este desperdicio consiste en el transporte de materiales
que no aportan realmente al sistema de producción.
Gente El desperdicio de no usar completamente las habilidades de la gente
(metal, creativa, habilidades, experiencia, etc.
Fuente. Elaboración propia, con información tomada de Aluka & Manos (2006)
Lean Manufacturing está compuesta por múltiples herramientas, cada una dedida a
resolver alguno de los siete desperdicios anteriormente definidos. En la siguiente sección se
definirán cada una de las herramientas así como su utilización.
9
1.2.4 Herramientas de Lean Manufacturing
Una de las herramientas básicas de Lean Manufactiring es el VSM (Value Stream Mapping), el
cual nos proporciona una fotografía del procesos actual y nos ayuda a identificar los cuellos de
botella, a continuación se presenta una definición más completa de esta herramienta.
1.2.4.1 VSM (Value Stream Mapping)
Según Socconini (2008) una mapeo de la cadena de valor (en inglés Value Sream Mapping)
es una representación gráfica de todos los elementos que conforman un proceso (producción
e información), permite conocer la situación actual del proceso ya que te ayuda a identificar
que actividades agregan valor al producto. En el mapa de la cadena de valor se puede
entender el flujo de la información y de los materiales.
Para Rajadell & Sánchez (2010) es una herramienta que nos muestra el flujo de material y
de información, permitiéndonos conocer la situación actual del proceso. Por otro lado, Aluka &
Manos (2006) y Quarteman & Snyder (2006) concuerdan en que herramienta te permite
identificar de todas las actividades específicas que se requieren para la producción de una
familia de productos, desde la materia prima hasta el producto terminado, concentrándose en
la gestión de la información y en las actividades de transformación. Para otros autores como
Duggan (2002) o Sarkar (2007), es un método de visualización que nos permite mapear el
flujo de valor desde la materia prima hasta el cliente.
Socconini (2008) nos menciona dos tipos de mapas:
1. Mapa del estado actual: Documento de referencia para determinar excesos en el proceso y
documentar la situación actual de la cadena de valor.
2. Mapa del estado futuro: Presenta la mejor solución a corto plazo, para la operación,
tomando en cuenta las mejoras que se implementarán en el sistema de producción.
Algunas de las mediciones importantes para Socconini (2008) y para Rajadell & Sánchez
(2010) son las siguientes:
Tiempo de ciclo individual: Tiempo que dura cada operación, este tiempo a su vez se puede
dividir en actividades específicas.
Tiempo de ciclo Total: Tiempo que duran todas las operaciones, se calcula sumando los
tiempos de ciclo individuales de cada operación de un proceso.
Tiempo Takt: Es la velocidad a la que el cliente compra el producto, es el tiempo en el que
el sistema de producción debe adaptarse para satisfacer la demanda.
En conclusión un mapa de valor nos sirve para identificar de manera gráfica todas las
operaciones e información de una familia de productos que agregan valor, detectar áreas de
oportunidad, reconocer los desperdicios del proceso y los cuellos de botella.
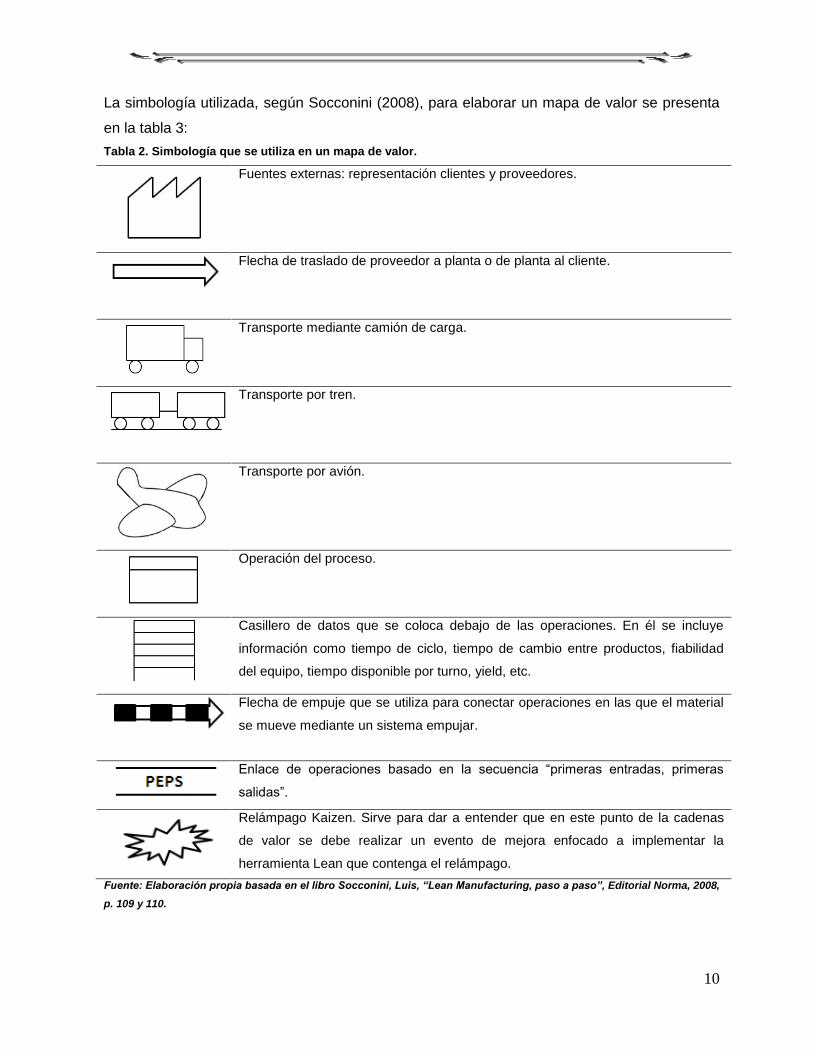
10
La simbología utilizada, según Socconini (2008), para elaborar un mapa de valor se presenta
en la tabla 3:
Tabla 2. Simbología que se utiliza en un mapa de valor.
Fuentes externas: representación clientes y proveedores.
Flecha de traslado de proveedor a planta o de planta al cliente.
Transporte mediante camión de carga.
Transporte por tren.
Transporte por avión.
Operación del proceso.
Casillero de datos que se coloca debajo de las operaciones. En él se incluye
información como tiempo de ciclo, tiempo de cambio entre productos, fiabilidad
del equipo, tiempo disponible por turno, yield, etc.
Flecha de empuje que se utiliza para conectar operaciones en las que el material
se mueve mediante un sistema empujar.
Enlace de operaciones basado en la secuencia “primeras entradas, primeras
salidas”.
Relámpago Kaizen. Sirve para dar a entender que en este punto de la cadenas
de valor se debe realizar un evento de mejora enfocado a implementar la
herramienta Lean que contenga el relámpago.
Fuente: Elaboración propia basada en el libro Socconini, Luis, “Lean Manufacturing, paso a paso”, Editorial Norma, 2008,
p. 109 y 110.
11
Otra de las herramientas básicas de la filosofía Lean Manufacturing es el Kaizen, el cual nos
ayuda a realizar mejoras rápidas para un problema determinado, a continuación se define el
evento Kaizen y su utilización.
1.2.4.2 Eventos Kaizen
Kaizen es una palabra japonesa que significa mejora continua. Un evento Kaizen, según
Socconini (2008) son acciones realizadas por un equipo multidisciplinario cuyo objetivo es
mejorar un proceso determinado.
Para autores como Mika (2006), los eventos Kaizen comenzaron como círculos de calidad,
los cuales estaban enfocados en resolver problemas de calidad que entorpecían la producción
constante. Los círculos de calidad estaban compuestos por un equipo de trabajo que
analizaban el problema e identificaban la causa raíz, formulando una solución e
implementándola.
Los eventos Kaizen sirven para mejorar rápidamente un proceso mediante la
implementación de herramientas que ayudan a reducir los desperdicios, mejorar la calidad y
reducir la variabilidad, mejorar las condiciones de trabajo
Con los eventos Kaizen se pueden lograr:
Mejoras rápidas en el desempeño de los procesos.
Tiempos cortos de cambios de productos.
Mejor desempeño de la maquinaría.
Mejor orden y limpieza.
Mejor calidad.
Mejor comunicación.
Mejor capacidad de producción.
Condiciones de trabajo más seguras y ergonómicas.
El procedimiento para llevar a cabo un evento Kaizen es el siguiente:
Tabla 3. Pasos para realizar un evento Kaizen
Paso Descripción
1 Se planea el evento Kaizen hasta con dos meses de anticipación.
2 Se elige el líder del equipo (persona con capacidad de liderazgo y conocimiento
en el tema)
3 Se elige al patrocinador del evento (persona con autoridad y capaz de tomar
decisiones)
Continúa página siguiente.

12
Tabla 3. Pasos para realizar un evento Kaizen
Paso Descripción
4
Se elige al equipo, se recomienda que sean de 7 a 10 participantes. Se
recomienda 3 participantes que no estén familiarizados con el proceso para
evitar la ceguera de taller, 3 participantes expertos del proceso y 3 mecánicos.
5 Se prepara la logística del evento (sala de juntas, presentaciones, etc.)
6 Se comunica a los participantes.
7 Se prepara la información necesaria para cada tipo de evento.
8
El líder del equipo presenta a todo los participantes (posición en la empresa,
habilidades, fortalezas, etc.) y proporciona los objetivos, el alcance, la agenda,
las reglas y los entregables del evento.
9
Se proporciona una introducción sobre el tema del evento y una breve
semblanza sobre las herramientas de Lean, mediciones importantes, beneficios
de la implementación, cuál será el procedimiento para llevarlo a cabo, etc.
10
Se establece la situación actual, se analiza el mapa de la cadena de valor y se
destacan las entradas y salidas del proceso. Se revisan gráficas, tendencias,
etc.
11
En el segundo día se realiza una visita al área donde se realizará la mejora, a
este paso se le conoce como “Descubriendo el proceso”. Es de suma
importancia que todo el equipo conozca el proceso y visite el área ya que para
resolver un problema, el lugar de los hechos es el punto de partida para
cualquier análisis. Durante este día se identifican las áreas de oportunidad.
12
En el tercer día se realiza una lluvia de ideas para conocer la cusa raíz del
problema. Este paso se conoce como “Implementación y validación de mejoras”.
Se llevan a cabo aquellas que puedan ejecutarse en ese mismo evento. Las
ideas se clasifican como A, B, C, donde A son ideas que se ejecutarán
inmediatamente (1 a 4 días), B se llevarán a cabo durante el evento o un poco
después (1 a 2 semanas) y C se implementarán máximo dos meses después.
Continúa página siguiente.

13
Tabla 3. Pasos para realizar un evento Kaizen
Paso Descripción
13
En el último día del Kaizen se hace una presentación a los directivos en que
participan todos los miembros del equipo. Esta presentación contiene la
situación que encontraron, las acciones que se llevaron a cabo y los resultados
que obtuvieron.
14 Finalmente durante las siguientes cuatro semanas se da seguimiento a las
mejoras para que los dueños del proceso lleven a cabo de manera cotidiana.
Fuente: Elaboración propia con información tomada de Soccconini (2008)
Figura 3. Actividades por día para un evento Kaizen.
Fuente: Imagen tomada de la guía de Implementación de Lean Six Sigma de la Consultoría TBM (2010).
Durante un evento Kaizen se debe tener una mente abierta para realizar cambios, una
actitud positiva, ayudar a crear un ambiente de cooperación, respeto mutuo, tratar a los demás
como le gustaría que lo trataran, no quedarse con dudas.
Otra de las herramientas más importantes de la filosofía Lean Maufacturing son las 5´s, las
cuales nos ayudan a soportar toda la implementación mediante una estructura basada en la
cultura del personal. A continuación se presenta una breve descripción de esta herramienta:
14
1.2.4.3 5´S
Esta herramienta consiste en una disciplina cuyo objetivo es estandarizar los hábitos de orden
y limpieza. Lo anterior se logra implementando cambios en los procesos en cinco etapas, cada
una de las cuales servirá como base del siguiente, para poder mantener los beneficios a largo
plazo (Socconini 2008). Para otros autores como Sacristán (2005) esta herramienta es “un
programa de trabajo para talleres y oficinas que consiste en desarrollar actividades de orden/
limpieza y detección de anomalías en el puesto de trabajo, que por su sencillez permiten la
participación de todos a nivel individual/ grupal, mejorando el ambiente de trabajo, la
seguridad de las personas, equipos y la productividad.” (p.17)
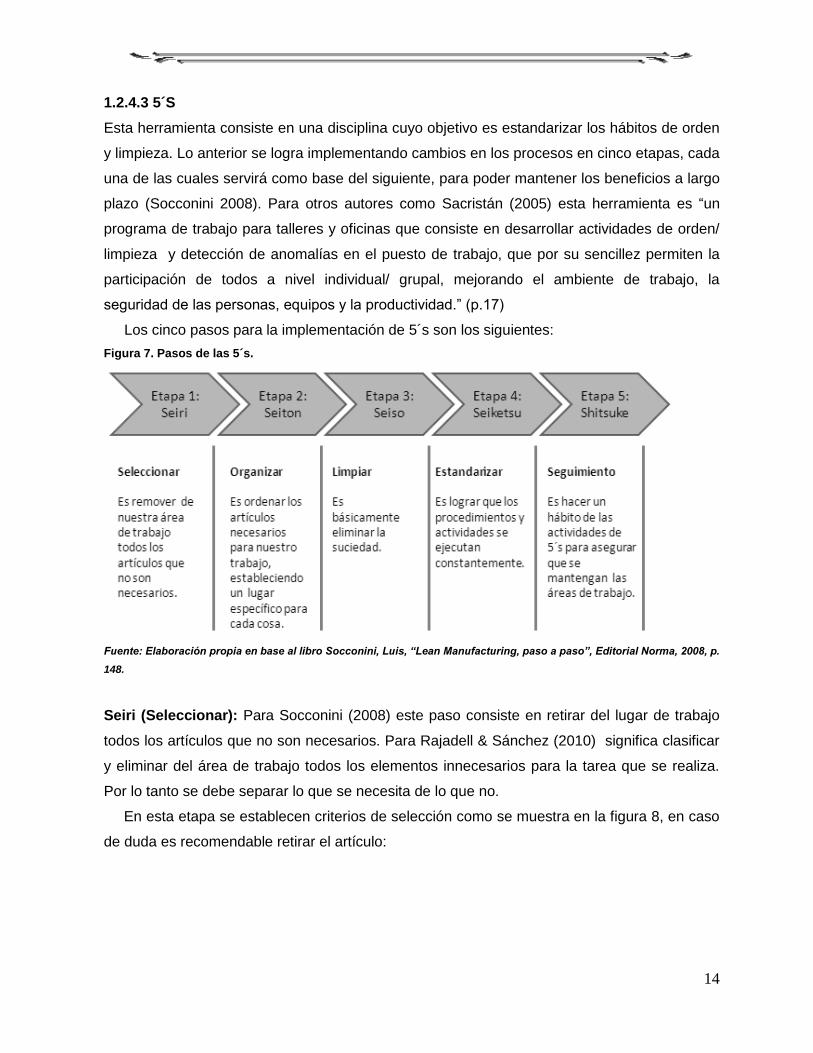
Los cinco pasos para la implementación de 5´s son los siguientes:
Figura 7. Pasos de las 5´s.
Fuente: Elaboración propia en base al libro Socconini, Luis, “Lean Manufacturing, paso a paso”, Editorial Norma, 2008, p.
148.
Seiri (Seleccionar): Para Socconini (2008) este paso consiste en retirar del lugar de trabajo
todos los artículos que no son necesarios. Para Rajadell & Sánchez (2010) significa clasificar
y eliminar del área de trabajo todos los elementos innecesarios para la tarea que se realiza.
Por lo tanto se debe separar lo que se necesita de lo que no.
En esta etapa se establecen criterios de selección como se muestra en la figura 8, en caso
de duda es recomendable retirar el artículo:
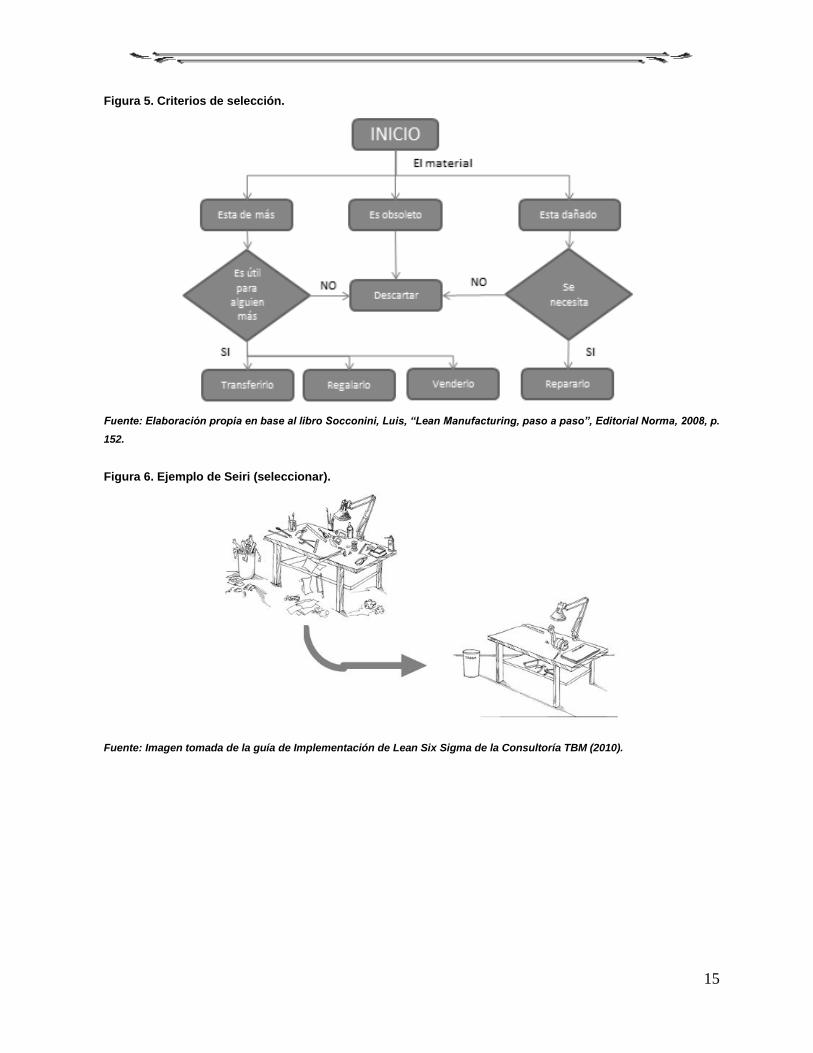
15
Figura 5. Criterios de selección.
Fuente: Elaboración propia en base al libro Socconini, Luis, “Lean Manufacturing, paso a paso”, Editorial Norma, 2008, p.
152.
Figura 6. Ejemplo de Seiri (seleccionar).
Fuente: Imagen tomada de la guía de Implementación de Lean Six Sigma de la Consultoría TBM (2010).

16
Seiton (Organizar): Según Socconini (2008) este paso consiste en ordenar los artículos que
necesitamos para realizar el trabajo, estableciendo un lugar específico para cada cosa, con
esto se facilita si identificación, localización, disposición y regreso al mismo lugar después de
usarla. Para Rajadell & Sánchez (2010) en este paso se ordenan los elementos clasificados
como necesarios, de manera que se facilite encontrarlos.
En este paso es necesario marcar límites de las áreas de trabajo, almacenaje y zonas de
paso, disponer de un lugar adecuado, evitar duplicables (cada cosa en su lugar y un lugar
para cada cosa.
Figura 7. Ejemplo de Seiton (Organizar).
Fuente: Imagen tomada de la guía de Implementación de Lean Six Sigma de la Consultoría TBM (2010).
Seiso (Limpiar): El autor Socconini (2008) define este paso como eliminar la suciedad y evitar
ensuciar, al implementar esta actividad se pueden encontrar averías que no son detectadas
con facilidad. Rajadell & Sánchez (2010) nos mencionan que este paso nos da una idea
anticipada para prevenir defectos.
Figura 8. Ejemplo de Seiso (Limpiar).
Fuente: Imagen tomada de la guía de Implementación de Lean Six Sigma de la Consultoría TBM (2010).
17
Seiketsu (Estandarizar): Socconini (2008) define este paso como lograr que los
procedimientos, prácticas y actividades implementadas en las tres primeras etapas se
ejecuten de manera regular y consistentemente. Para Rajadell & Sánchez (2010) este paso
es el que permite consolidar las metas que se alcanzaron aplicando las tres primeras “S”.
Figura 9. Ejemplo de Seiketsu (Estandarizar).
Fuente: Imagen tomada de la guía de Implementación de Lean Six Sigma de la Consultoría TBM (2010).
Shitsuke (Seguimiento): Este último paso, lo define Socconini (2008) como convertir en un
hábito las actividades de las 5´s, mediante el compromiso de todos y la participación activa en
eventos Kaizen que surgen de las necesidades de mejora en el lugar del trabajo. Rajadell &
Sánchez (2010) nos mencionan que shitsuke se puede traducir como disciplina o
normalización. La clave es motivar para sostener.
Figura 10. Ejemplo Shitsuke (Seguimiento)
Juntas de seguimiento Reconocimiento
Fuente: Imagen tomada de la guía de Implementación de Lean Six Sigma de la Consultoría TBM (2010).
En la siguiente sección revisaremos una de las herramientas que nos permite tener un control
sobre la producción y con esto evitar errores en la misma.
18
1.2.4.4 KANBAN (Control de materiales y de producción)
Socconini (2008) define esta herramienta como el sistema “Jalar”, el cual consiste en un
sistema de comunicación que permite controlar la producción, sincronizar los procesos con la
demanda y apoyar la programación de la producción.
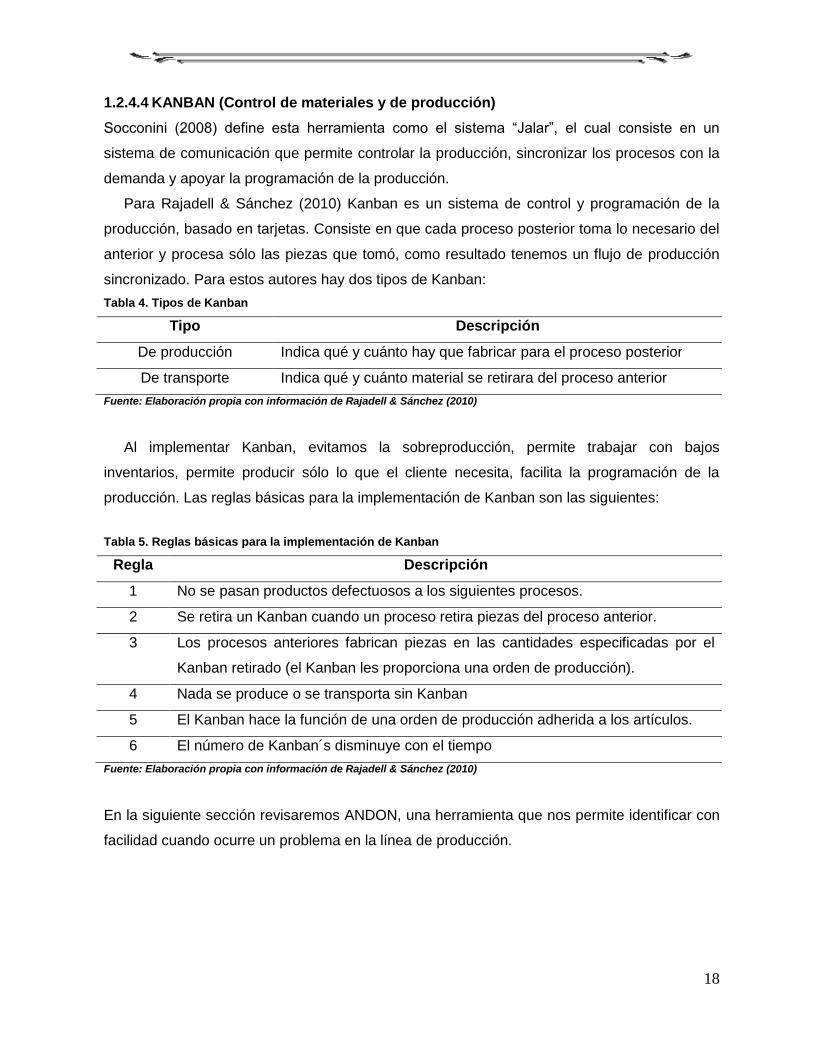
Para Rajadell & Sánchez (2010) Kanban es un sistema de control y programación de la
producción, basado en tarjetas. Consiste en que cada proceso posterior toma lo necesario del
anterior y procesa sólo las piezas que tomó, como resultado tenemos un flujo de producción
sincronizado. Para estos autores hay dos tipos de Kanban:
Tabla 4. Tipos de Kanban
Tipo Descripción
De producción Indica qué y cuánto hay que fabricar para el proceso posterior
De transporte Indica qué y cuánto material se retirara del proceso anterior
Fuente: Elaboración propia con información de Rajadell & Sánchez (2010)
Al implementar Kanban, evitamos la sobreproducción, permite trabajar con bajos
inventarios, permite producir sólo lo que el cliente necesita, facilita la programación de la
producción. Las reglas básicas para la implementación de Kanban son las siguientes:
Tabla 5. Reglas básicas para la implementación de Kanban
Regla Descripción
1 No se pasan productos defectuosos a los siguientes procesos.
2 Se retira un Kanban cuando un proceso retira piezas del proceso anterior.
3 Los procesos anteriores fabrican piezas en las cantidades especificadas por el
Kanban retirado (el Kanban les proporciona una orden de producción).
4 Nada se produce o se transporta sin Kanban
5 El Kanban hace la función de una orden de producción adherida a los artículos.
6 El número de Kanban´s disminuye con el tiempo
Fuente: Elaboración propia con información de Rajadell & Sánchez (2010)
En la siguiente sección revisaremos ANDON, una herramienta que nos permite identificar con
facilidad cuando ocurre un problema en la línea de producción.

19
1.2.4.5 ANDON (Control visual)
ANDON se define como una señal visual que nos ayuda a identificar que existe una condición
normal o anormal y que se puede requerir alguna acción. Según Socconini (2008) esta
herramienta nos permite detectar cuando una falla ocurre, esto último mediante una señal
visual que avisa al operador que hay un problema. Es una herramienta muy útil ya que son
lámparas especiales que iluminan los problemas Para autores como Hirano (2011). La
palabra ANDON significa luz en japonés, Middleton & Sutton (2005). Este autor considera a
esta herramienta como un control visual que alerta a los empleados si aparecen defectos,
problemas en las máquinas u otras anomalías.
Existen diferentes tipos de controles visuales:
1. Alarmas. Proporciona una señal de aviso en situaciones urgentes y pueden utilizarse con
diferentes sonidos según sea la aplicación.
2. Lámpara y torretas. Se utilizan para conocer el estado de los equipos o áreas mediante
señales de colores en torretas. Cada uno de los colores indica diferentes situaciones.
3. Kanban. Sistema de información visual que indica cuándo iniciar una actividad de
producción. También nos sirve para identificar cuando se requiere reponer material, por
ejemplo en los supermercados, con lo cual previene el desabasto.
4. Tableros de información. Son útiles para dar seguimiento continuo y automático al plan de
producción.
5. Listas de verificación.
6. Marcas en piso. Delimita áreas y equipos.
Figura 11. Ejemplo de ANDON.
Fuente: Imagen tomada de la guía de Implementación de Lean Six Sigma de la Consultoría TBM (2010).
La siguiente herramienta a revisar es SMED, herramienta que nos ayuda a reducir los
cambios de producción.

20
1.2.4.6 SMED
SMED (Single Minute Exchange of Die) en español significa cambio de herramentales en un
solo dígito de minutos, es decir, en menos de 10 minutos. El tiempo de cambio o de set-up en
inglés, es el tiempo que pasa desde que sale la última pieza buena del lote anterior hasta que
sale la primera pieza buena de lote siguiente. De lo anterior se concluye que es una actividad
que no agrega valor. Esta herramienta se utiliza cuando se requiere reducir los tiempos de
ciclo y aprovechar al máximo la disponibilidad de las máquinas para producir. Lo anterior sólo
se puede lograr reduciendo el tiempo del cambio de herramentales.
Algunas de las ventajas de esta herramienta, como lo menciona Socconini (2008) son las
siguientes:
Tabla 6. Ventajas de SMED
Ventaja Descripción
1 Hace posible fabricar gran variedad de productos
2 Aumenta la capacidad de producción
3 Reduce las pérdidas de material
4 Incrementa el número de cambios
5 Reduce el tamaño de lotes
6 Disminuye los niveles de inventario
7 Reduce el tiempo de entrega
8 Incrementa la flexibilidad para responder ante la demanda de los clientes
9 Minimiza el tiempo perdido durante el cambio
Fuente: Elaboración propia con información de Socconini (2008)
Entre los principales problemas que enfrenta el operador al realizar un cambio de producto
son:
No encontrar con facilidad las herramientas necesarias para el cambio.
La comunicación de un cambio no se da con simplicidad.
Deficiencia en la comunicación con el Supervisor.
Demasiado papeleo e inspecciones para realizar el cambio.
Rajadell & Sánchez (2010) nos mencionan que el mercado actual nos obliga a tener
sistemas flexibles que permitan la adaptación contante a estos cambios, por lo que cada vez
es más importante reducir los tamaños de lote y a su vez, reducir los niveles de inventario.
A continuación se explicará TPM, herramienta que optimiza las actividades de
mantenimiento.

21
1.2.4.7 TPM
El TPM (Total Productive Maintenance) o en español Mantenimiento Productivo Total es una
herramienta enfocada al Mantenimiento de los equipos. Aplica conceptos como prevención,
cero defectos ocasionados por las máquinas, cero accidentes, participación total de las
personas. Un buen mantenimiento representa la continuidad de la producción y menos
desperdicios debido a un mal funcionamiento del equipo.
A continuación se presentan algunas de las ventajas del TPM:
Tabla 7. Ventajas del TPM
Ventaja Descripción
1 Mejora la calidad, ya que máquinas más precisas producen partes con menos
variación y, por ende, de mejor calidad
2 Mejora la productividad al aumentar la disponibilidad del equipo
3 Permite mejorar el servicio a los clientes, y por consecuencia, su confianza
4 Da continuidad a las operaciones de la planta
5 Mejora el uso y aprovechamiento de los equipos
6 Involucra a los operadores en el cuidado y mantenimiento de sus equipos
7 Reduce significativamente los gastos por mantenimiento correctivo
8 Reduce el número de defectos y productos rechazados que son generados por
máquinas en mal estado
9 Reduce los costos operativos hasta un 30 %
Fuente: Elaboración propia con información de Socconini (2008)
Los seis pilares del mantenimiento productivo total:
Tabla 8. Pilares del TPM
Pilar Descripción
1 Mejoras enfocadas. Enfocadas a reducir los tiempos muertos por paros inesperados
2 Mantenimiento autónomo. Enfocado a atacar los tiempos muertos por cambios de
productos
3 Mantenimiento planeado. Enfocado a reducir paros menores
4 Mantenimiento de calidad. Enfocado a reducción en tiempos de arranque y defectos
en el proceso
5 Capacitación. Enfocada a reducir tiempos de arranque, reducción de velocidad
6 Seguridad. Enfocado a reducir paros menos, reducción de velocidad
Fuente: Elaboración propia con información de Socconini (2008)
22
1.2.4.7.1 Mediciones importantes del TPM.
1. Efectividad Total de Equipos
La Efectividad Total de los Equipos u OEE (siglas en inglés de Overall Equipment
Effectiveness) nos indica la capacidad real de producción sin defectos.
El autor Belohlavek (2002), menciona que el OEE integra datos de la disponibilidad del
equipo, la eficiencia de la producción y la tasa de calidad que se logra.
Estos tres datos se calculan de la siguiente manera:
Disponibilidad= Tiempo de operación disponible (descontando paros, tiempo de set-up y
comidas) / Tiempo de operación total
Productividad= producción total / velocidad nominal * tiempo disponible
Calidad= Producción total – defectos y retrabajos / Producción total
OEE = Disponibilidad * Productividad * Calidad
2. Tiempo medio entre reparaciones
Es un indicador que se obtiene sumando todos los tiempos de reparación de un equipo y
dividiendo el resultado entre el número de reparaciones realizadas. Este número nos indica el
tiempo estimado que un equipo estará parado mientras es reparado.
3. Tiempo medio entre fallas
Es un indicador que se obtiene sumando todos los tiempos de falla y dividiendo el resultado
entre el número de fallas observadas. Este número indica el periodo aproximado que una
máquina funciona sin fallas.
1.2.4.8 Estandarización del trabajo
Tomando como referencia la definición de Socconni (2008), podemos definir al trabajo
estándar como la herramienta que permite que las operaciones se realicen de la misma
manera. Al estandarizar las operaciones se establece la línea base para administrar y evaluar
los procesos, así como su desempeño.
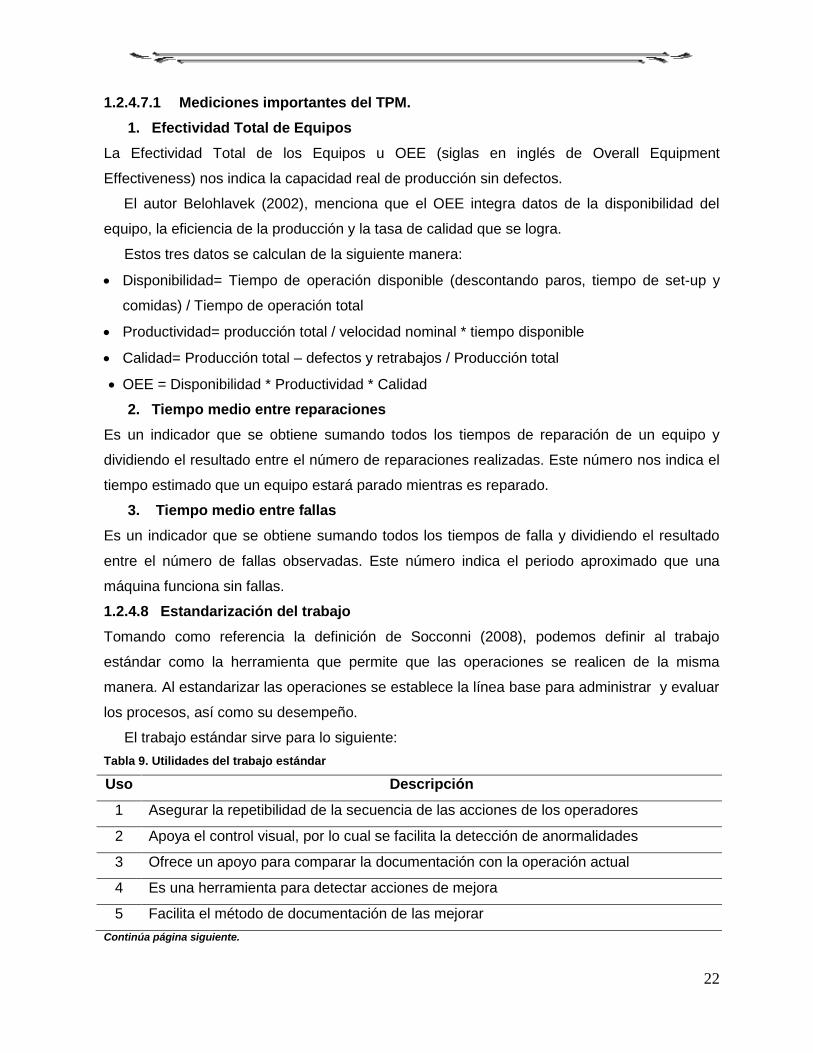
El trabajo estándar sirve para lo siguiente:
Tabla 9. Utilidades del trabajo estándar
Uso Descripción
1 Asegurar la repetibilidad de la secuencia de las acciones de los operadores
2 Apoya el control visual, por lo cual se facilita la detección de anormalidades
3 Ofrece un apoyo para comparar la documentación con la operación actual
4 Es una herramienta para detectar acciones de mejora
5 Facilita el método de documentación de las mejorar
Continúa página siguiente.
23
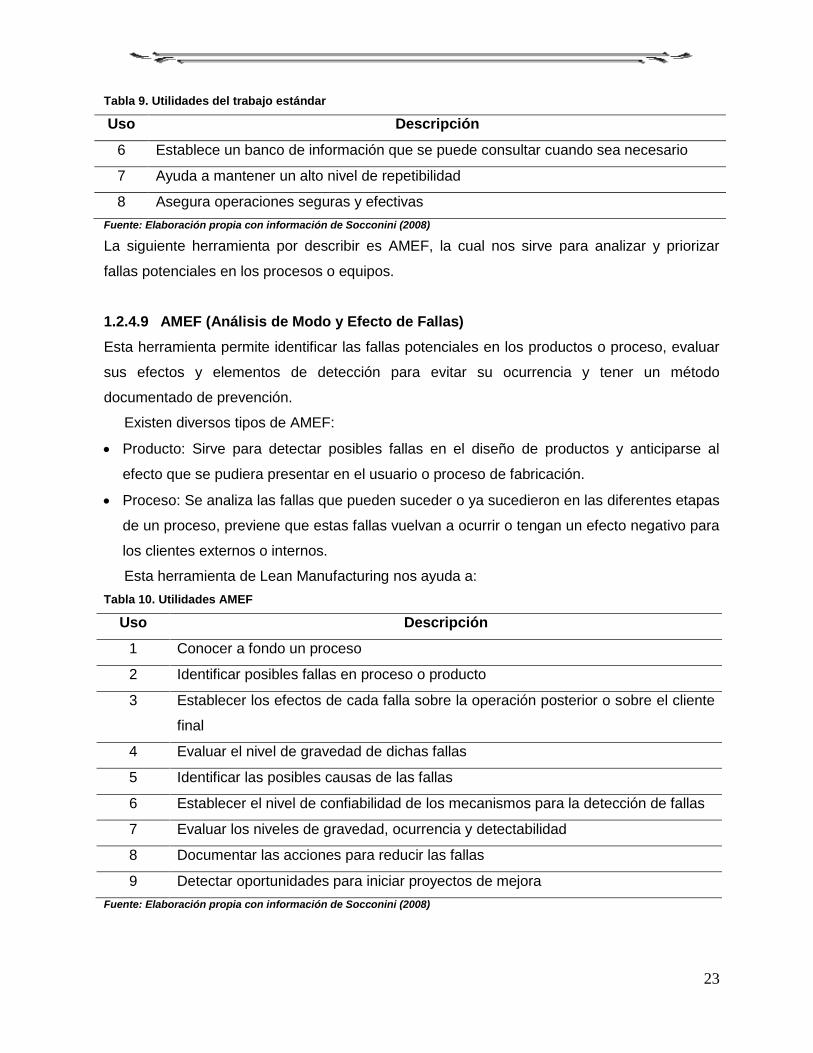
Tabla 9. Utilidades del trabajo estándar
Uso Descripción
6 Establece un banco de información que se puede consultar cuando sea necesario
7 Ayuda a mantener un alto nivel de repetibilidad
8 Asegura operaciones seguras y efectivas
Fuente: Elaboración propia con información de Socconini (2008)
La siguiente herramienta por describir es AMEF, la cual nos sirve para analizar y priorizar
fallas potenciales en los procesos o equipos.
1.2.4.9 AMEF (Análisis de Modo y Efecto de Fallas)
Esta herramienta permite identificar las fallas potenciales en los productos o proceso, evaluar
sus efectos y elementos de detección para evitar su ocurrencia y tener un método
documentado de prevención.
Existen diversos tipos de AMEF:
Producto: Sirve para detectar posibles fallas en el diseño de productos y anticiparse al
efecto que se pudiera presentar en el usuario o proceso de fabricación.
Proceso: Se analiza las fallas que pueden suceder o ya sucedieron en las diferentes etapas
de un proceso, previene que estas fallas vuelvan a ocurrir o tengan un efecto negativo para
los clientes externos o internos.
Esta herramienta de Lean Manufacturing nos ayuda a:
Tabla 10. Utilidades AMEF
Uso Descripción
1 Conocer a fondo un proceso
2 Identificar posibles fallas en proceso o producto
3 Establecer los efectos de cada falla sobre la operación posterior o sobre el cliente
final
4 Evaluar el nivel de gravedad de dichas fallas
5 Identificar las posibles causas de las fallas
6 Establecer el nivel de confiabilidad de los mecanismos para la detección de fallas
7 Evaluar los niveles de gravedad, ocurrencia y detectabilidad
8 Documentar las acciones para reducir las fallas
9 Detectar oportunidades para iniciar proyectos de mejora
Fuente: Elaboración propia con información de Socconini (2008)
24
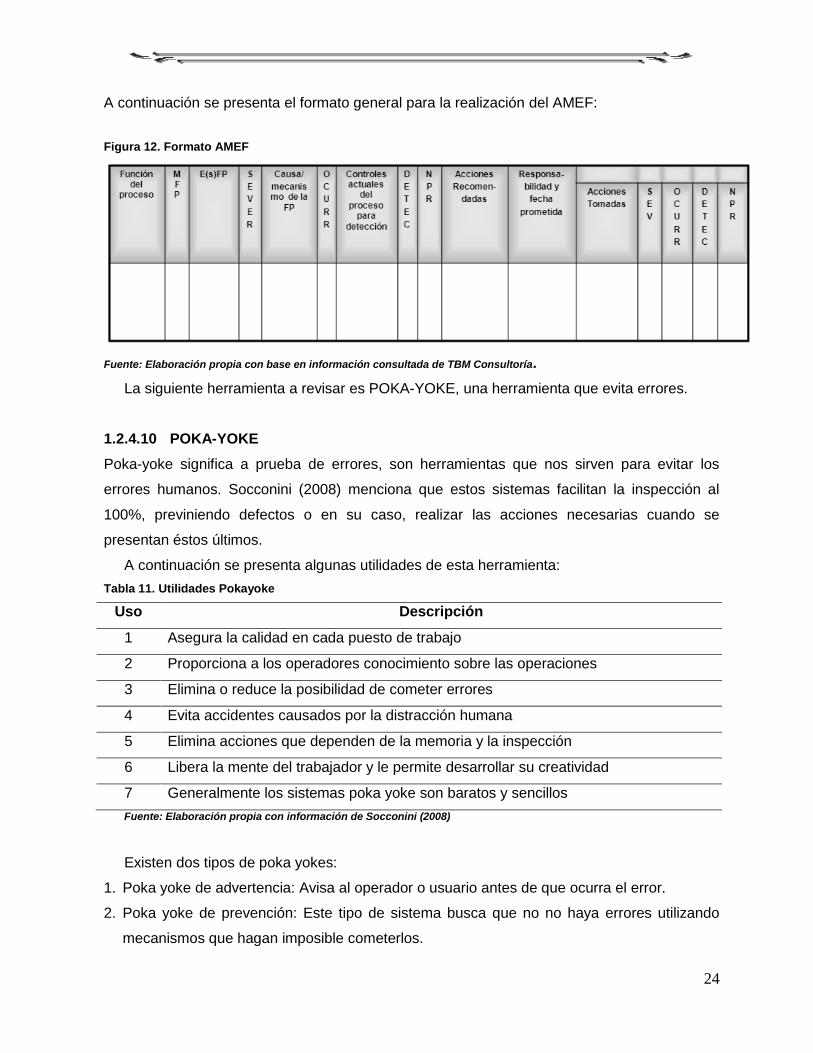
A continuación se presenta el formato general para la realización del AMEF:
Figura 12. Formato AMEF
Fuente: Elaboración propia con base en información consultada de TBM Consultoría.
La siguiente herramienta a revisar es POKA-YOKE, una herramienta que evita errores.
1.2.4.10 POKA-YOKE
Poka-yoke significa a prueba de errores, son herramientas que nos sirven para evitar los
errores humanos. Socconini (2008) menciona que estos sistemas facilitan la inspección al
100%, previniendo defectos o en su caso, realizar las acciones necesarias cuando se
presentan éstos últimos.
A continuación se presenta algunas utilidades de esta herramienta:
Tabla 11. Utilidades Pokayoke
Uso Descripción
1 Asegura la calidad en cada puesto de trabajo
2 Proporciona a los operadores conocimiento sobre las operaciones
3 Elimina o reduce la posibilidad de cometer errores
4 Evita accidentes causados por la distracción humana
5 Elimina acciones que dependen de la memoria y la inspección
6 Libera la mente del trabajador y le permite desarrollar su creatividad
7 Generalmente los sistemas poka yoke son baratos y sencillos
Fuente: Elaboración propia con información de Socconini (2008)
Existen dos tipos de poka yokes:
1. Poka yoke de advertencia: Avisa al operador o usuario antes de que ocurra el error.
2. Poka yoke de prevención: Este tipo de sistema busca que no no haya errores utilizando
mecanismos que hagan imposible cometerlos.

25
Los niveles de Poka yoke son los siguientes:
Nivel 1. Detecta el defecto cuando ha ocurrido, pero generalmente se asegura de que
no llegue a la siguiente estación.
Nivel 2. Detecta el error en el momento en que surge y antes de que se convienta en
un defecto.
Nivel 3. Elimina o impide la generación de errores antes de que éstos ocurran y
generen defectos.
En la última sección se mencionarán algunos beneficios de la implementación de Lean
Manufacturing.
1.2.5 Beneficios de la implementación de Lean Manufacturing
El mercado actual y las grandes transformaciones de la economía, han provocado que los
clientes sean más exigentes. Lo anterior obliga a las empresas a ser más flexibles, sin perder
de vista la calidad, la rapidez de respuesta y los costos.
Rajadell & Sanchez (2010) mencionan que el principio fundamental de Lean Manufacturing
es que el producto o servicio deben ajustarse a las necesidades del cliente, para lo cual las
empresas deben eliminar los desperdicios. Estos autores hacen énfasis en que para que una
empresa incremente su competitividad, deben innovar y mejorar continuamente. Muchos
empresarios piensan que la innovación tecnológica resolverá los problemas de productividad,
sin embargo, no es así, se necesitan herramientas que proporcionen pequeñas y frecuentes
mejoras en los procesos.
Otro punto importante que mencionan Rajadell & Sanchez (2010), es que la
implementación de Lean Manufacturing reduce considerablemente los costos indirectos,
mientras se mantienen los estándares de calidad y disminuyen los tiempos de ciclo de
fabricación.
26
CAPÍTULO 2 METODOLOGÍA
2.1 Tipo de investigación
El siguiente trabajo presenta una investigación de campo, que es aquella que se efectúa en el
lugar y tiempo en que ocurren los fenómenos objeto de estudio (Zorrilla, 1993), así como una
investigación del tipo descriptiva ya que se midieron variables con el fin de especificar las
propiedades importantes del fenómeno bajo análisis (Babbie, 1979), en este caso el objetivo
es identificar las actividades que están mermando la eficiencia en el área de empaque de un
laboratorio farmacéutico e implementar herramientas de Lean Manufacturing para el
incremento de la misma.
De acuerdo al periodo de tiempo en que se desarrolló el estudio, el presente trabajo es del
tipo trasversal, ya que apunta a un momento y tiempo definido, el estudio se desarrolló en
2012 donde se realizó un diagnóstico en cuanto a la eficiencia del área de empaque del
laboratorio farmacéutico, las actividades para mejorar dicha eficiencia se desarrollaron entre
2013 y 2014.
2.2 Etapas de la investigación
El trabajo se desarrolla en 5 etapas:
1. Marco teórico, presentado en el capítulo 1, donde se desarrollaron diferentes
conceptos acerca de la metodología Lean Manufacturing, historia y herramientas.
2. Diagnóstico, presentado en el capítulo 3, donde se realizó un análisis por línea de las
principales actividades que están reduciendo la eficiencia del área del empaque.
3. Análisis de datos históricos, presentado en el capítulo 4, donde a partir del diagnóstico,
se realizó un análisis más detallado para identificar las actividades que presentaban
variaciones negativas.
4. Definición de estrategias, presentado en el capítulo 5, donde se definen las
herramientas de Lean Manufacturing que se usarán para incrementar la eficiencia del
laboratorio farmacéutico ,así como las metodologías para su implementación.
5. Resultados de la implementación, presentado en el capítulo 5, muestran el resultado
final de la implementación de las herramientas de Lean Manufacturing y cómo
ayudaron a la eficiencia del área de empaque.
27
2.3 Instrumentos de recolección de datos
Para la realización del presente trabajo se usaron los datos históricos de las siguientes
variables (este paso se describe con mayor profundidad en capítulo 4):
1. Tiempos de limpieza
2. Tiempos de ajustes
3. Tiempos de documentación
4. Tiempos de paro
5. Tiempos de producción
6. Porcentaje de OEE
2.4 Instrumentos de análisis de los datos
Los instrumentos para realizar el análisis de los datos fueron los siguientes:
1. Mapeo de los procesos de set-up del área de empaque, usando la metología DILO
para identificar el tiempo requerido para cada actividad
2. Uso de la metodología de los 5 porque´s para la identificación de las causas raíz de los
problemas de la baja eficiencia del área.
3. Diagrama de Ishikawa para definir las causas por categoría de las principales
actividades por las cuales se tiene una baja eficiencia.
2.5 Consideraciones éticas
El presente estudio se realizó en el área de empaque de un laboratorio farmacéutico, no se
mencionará el nombre del laboratorio por políticas de confidencialidad de la empresa.

28
CAPITULO 3 SITUACIÓN ACTUAL DEL LABORATORIO FARMACÉUTICO
3.1 Diagnóstico
El sujeto de estudio de la investigación es un laboratorio farmacéutico y el objeto de estudio es
el área de empaque, la cual está conformada por seis líneas:
1. Línea 1 Blistera 1 (acondicionamiento de tabletas/cápsulas en blister)
2. Línea 2 Blistera 2 (acondicionamiento de tabletas / cápsulas en blister)
3. Línea 3 Blistera 3 (acondicionamiento de tabletas / cápsulas en blister)
4. Línea 4 Llenadora de polvos / gránulos (acondicionamiento de polvos / gránulos en frasco)
5. Línea 5 Llenadora de Tabletas (acondicionamiento de tabletas en frasco)
6. Línea 6 Llenadora de Líquidos (acondicionamiento de líquidos)
Actualmente el área de empaque está presentando problemas en cuanto a la eficiencia de
sus procesos, lo anterior se puede observar claramente en uno de los principales indicadores
del área de producción: el OEE (Overall Equipment Effectiveness, o Eficiencia Total de los
Equipos). La ventaja del OEE respecto de otros cocientes es que cuantifica en un único
indicador todos los parámetros fundamentales de la producción industrial: La disponibilidad, la
eficiencia y la calidad. El OEE es el resultado del producto de tres factores: OEE=
Disponibilidad x Rendimiento x Calidad
El promedio general de porcentaje de OEE generado durante el año 2012 en el área de
empaque fue de 34.22%. La calidad y la productividad no son un factor que esté influyendo
de manera considerable en el porcentaje de OEE del área de empaque, la disponibilidad, por
el contrario, está afectando de manera importante.
En la gráfica 1 se desglosa el porcentaje de disponibilidad para el área de empaque, donde
podemos concluir que el tiempo de set-up y los paros contantes están influyendo
considerablemente en el bajo porcentaje de disponibilidad, y como consecuencia en el
porcentaje de OEE.
La gráfica 1 está dividida en 3 partes casi iguales: la primera es el porcentaje de OEE que
es de 34.22%, la segunda parte es la correspondiente a los paros con 34.59% y el set-up
representa un 31.29%. Lo anterior significa que sólo una tercera parte del tiempo que se tiene
disponible los equipos, se están usando para producción, las otras dos terceras partes no
están agregando valor al proceso.

29
Gráfica 1. Gráfica anual de porcentaje de OEE 2012 Área Acondicionamiento
Fuente: Elaboración propia con base en datos proporcionados por el laboratorio farmacéutico.
La tabla 1 nos muestra el resumen por cada una de las líneas en cuanto a porcentaje de OEE
obtenido en el año 2012. Como se puede observar, las líneas con el porcentaje más bajo es la
línea 6 y la línea 1, esto se debe principalmente a que sus tiempos de set-up son demasiados
altos, lo que provoca que la disponibilidad disminuya.
Tabla 12. Porcentaje de OEE por línea obtenido durante el año 2012
% de OEE
LÍNEA 1 34.21
LÍNEA 2 36.12
LÍNEA 3 36.11
LÍNEA 4 34.15
LÍNEA 5 38.07
LÍNEA 6 30.66
Fuente: Elaboración propia con base en datos proporcionados por el laboratorio farmacéutico.
Las gráficas del Pareto de paros para cada línea confirman el problema de disponibilidad de
los equipos. La gráfica 2 nos presenta en color gris obscuro los paros más significativos de la
línea 1, como podemos observar los dos principales paros son el tiempo de set-up, siendo el
set-up mayor el más considerable. Los siguientes paros se deben principalmente a los malos
100%
34.22%
34.59%
31.23%
OEE PAROS SETUP TOTAL

30
ajustes una vez que se arrancó el proceso: ajuste en el traslado del blíster, falla en cierre de
solapas, ajuste en enfajilladora.
Gráfica 2. Pareto de paros línea 1
Fuente: Elaboración propia con base en datos proporcionados por el laboratorio farmacéutico.
La gráfica 3 nos presenta los paros más importantes para la línea 2 en color gris obscuro,
como vemos nuevamente el paro por set-up es el que tiene mayor impacto, los siguientes
paros se deben en parte a un mal ajuste una vez iniciado el proceso y por otro lado a falta de
mantenimiento de la máquina: blistera fuera de tiempo, centrado de impresión, cierre de
solapas.
Gráfica 3. Pareto de paros línea 2
Fuente: Elaboración propia con base en datos proporcionados por el laboratorio farmacéutico.
31.6
2%
21.0
8%
14.3
5%
7.2
0%
4.8
7%
3.2
6%
2.8
9%
2.5
3%
2.2
1%
1.9
9%
1.9
1%
1.6
9%
1.5
0%
1.5
0%
1.3
9%
Setu
p m
ayor
Setu
p m
eno
r
Aju
ste
en t
rasla
do
de
blis
ter
Falla
en
cie
rre
de
so
lap
as
Aju
ste
en
en
fajil
lado
ra
Aju
ste
en a
pila
do
rde
blis
ter
Falta
de
mate
ria
les
Falta
de
fir
ma
sca
lidad
/su
pe
rvis
or
Re
inic
io d
epro
ceso
Re
vis
ión
de
pro
ducto
rech
aza
do
Falta
de
ca
du
cid
ad
Ca
mb
io d
e b
ob
ina
PV
C-A
lum
inio
Falta
de
tip
os
AI A
juste
en
ap
ilad
or
de
blis
ter
Arm
ad
o d
e t
ipo
s
PARETO DE PAROS LÍNEA 1
33.5
0%
22.3
4%
14.4
2%
5.0
7%
3.9
3%
3.7
2%
3.2
9%
3.2
7%
3.0
4%
2.4
2%
1.8
5%
1.6
4%
1.5
2%
Setu
pm
ayo
r
Setu
pm
en
or
Blis
tera
fuera
de
tie
mp
o
Ce
ntr
ad
o d
eim
pre
sió
n
Cie
rre
de
so
lap
as
Arr
astr
e d
eblis
ter
Pro
ble
ma
sco
n t
roq
ue
l
Re
inic
io d
epro
ceso
Falla
en
se
rvic
ios
Ca
mb
io d
ebo
bin
aP
VC
-A
lum
inio
Falta
de
ca
du
cid
ad
Falta
de
tip
os
Arm
ad
o d
etip
os
PARETO DE PAROS LÍNEA 2
80 %
20 %
80 %
20 %
31
La gráfica 4 corresponde al Pareto de paros de la línea 3, el set-up es el que presenta mayor
impacto y posteriormente se presentan paros por falla en las máquinas y por un mal ajuste:
blíster pisado o mordido, problemas con troquel, centrado de impresión:
Gráfica 4. Pareto de paros línea 3
Fuente: Elaboración propia con base en datos proporcionados por el laboratorio farmacéutico.
En cuanto a la línea 4, el Pareto de paros se presenta en la gráfica 5, observamos
nuevamente el tiempo de set-up como principal causa de paro y posteriormente tiempos
muertos en la máquina una vez iniciado el proceso por falla de la misma o por ajustes: falla en
sistema de armado de caja individual, falla en dosificadores, falla de instructivo en insección.
Gráfica 5. Pareto de paros línea 4
Fuente: Elaboración propia con base en datos proporcionados por el laboratorio farmacéutico.
La línea 5, llenado de tabletas en botella, presenta el set-up como principales causas de paro,
posteriormente tenemos los paros por ajuste: ajuste en inclinación de etiqueta, ajuste de freno,
ajuste de torque, esto se puede observar en la gráfica 6:
30.1
0%
20.0
7%
14.6
4%
8.6
7%
5.2
1%
3.0
4%
2.5
2%
2.4
5%
2.1
3%
2.0
7%
2.0
4%
1.9
6%
1.8
0%
1.7
8%
1.5
2%
Setu
p m
ayor
Setu
p m
eno
r
Blis
ter
pis
ad
oo m
ord
ido
Pro
ble
ma
sco
n t
roq
ue
l
Ce
ntr
ad
o d
eim
pre
sió
n
Falla
en
expu
lsió
n d
eblis
ters
Blis
tera
fue
rade
tie
mp
o
Aju
ste
en
pla
ca
s
Falla
en
se
rvic
ios
Aju
ste
en
uñ
as d
arr
astr
e
Ca
mb
io d
ebo
bin
a P
VC
-A
lum
inio
Pro
ble
ma
sco
n t
ensad
o(e
nfa
jilla
dora
)
Falta
de
ca
du
cid
ad
Falta
de
tip
os
Arm
ad
o d
etip
os
PARETO DE PAROS LÍNEA 3
27.4
0%
18.2
7%
11
.26
%
10.1
3%
8.6
4%
7.0
5%
4.0
1%
3.9
6%
3.1
7%
2.5
8%
2.4
1%
1.1
1%
Setu
p m
ayor
Setu
p m
eno
r
Falla
en
sis
tem
a d
earm
ado
de c
aja
ind
.
Falla
en
do
sific
ado
res
B3 F
alla
de
instr
uctivo
en
insecció
n
De
saju
ste
en
ca
ma
ra
Falla
en
tele
ca
ma
ra
Falla
en
vacio
de
ta
pa
Falla
en
se
rvic
ios
Falta
de
mate
ria
les
Falta
de
ca
du
cid
ad
Falta
de
fir
ma
sca
lidad
/su
pe
rvis
or
PARETO DE PAROS LÍNEA 4
80 %
20 %
80 %
20 %

32
Gráfica 6. Pareto de paros línea 5
Fuente: Elaboración propia con base en datos proporcionados por el laboratorio farmacéutico.
La última línea, la llenadora de líquidos, presenta como principal causa de paros, el set-up
mayor y menor, posteriormente tenemos los paros por ajuste o fallas en el equipo por falta de
mantenimiento: ajuste de volumen, problemas con toma y armado de estuche.
Gráfica 7. Pareto de paros línea 6
Fuente: Elaboración propia con base en datos proporcionados por el laboratorio farmacéutico.
En cuanto a costos, la tabla 2 muestra el costo por hora/máquina sumado al costo de
horas/hombre multiplicado por las horas no productivas, este indicador nos da un valor
aproximado del dinero perdido por tiempos de set-up largos y paros contantes en las
diferentes líneas, es decir, el costo por no usar productivamente las máquinas.
34.8
4%
23.2
3%
8.2
7%
5.9
3%
5.1
2%
4.8
7%
4.6
6%
4.2
2%
3.3
1%
2.7
6%
1.7
6%
1.0
5%
Setu
p m
ayor
Setu
p m
eno
r
Aju
ste
en
inclin
ació
nde
etiqu
eta
Aju
ste
de
fren
o
Aju
ste
de
Torq
ue
Bote
llaato
rada
Bote
lla m
al
ce
rra
da
Aju
ste
de
gu
ias
Aju
ste
de
altura
de
etiqu
eta
Aju
ste
de
inclin
ació
nde
etiqu
eta
Falta
de
ca
du
cid
ad
Falta
Gra
nel
PARETO DE PAROS LÍNEA 5 31.3
2%
20.8
8%
14.5
4%
10
.50
%
5.4
3%
4.5
5%
3.7
6%
3.0
8%
2.4
1%
1.5
7%
1.1
9%
0.7
7%
Setu
p m
ayor
Setu
p m
eno
r
Aju
ste
de v
olu
me
n
Pro
ble
ma
co
n to
ma
yarm
ado
de e
stu
che
Re
aju
ste
de c
olo
cació
nde
ta
pa
Torn
illerí
a (
Barr
ida,
rota
y c
uerd
a)
(Ma
nn
to)
Fre
nos d
e to
rqu
e
Co
nsu
mo
ad
icio
nal d
em
ate
ria
les
Ru
ptu
ra d
e b
ote
lla e
n(L
len
ad
ora
/Re
tap
ad
ora
)
Aju
ste
de a
ltu
ra d
ech
ucks d
e to
rqu
e
Falta
Gra
nel
Paro
por
estr
ella
su
cia
(Reta
po
na
dora
)
PARETO DE PAROS LÍNEA 6
80 %
20 %
80 %
20 %

33
Tabla 13. Costo Anual (horas no productivas)
COSTO ($)
(hr/máquina) (hr/hombre) Total
LÍNEA 1 222.9 222.9 1194713.69
LÍNEA 2 222.9 222.9 1093542.05
LÍNEA 3 222.9 222.9 1093712.35
LÍNEA 4 277.74 277.74 797568.18
LÍNEA 5 277.74 277.74 650898.13
LÍNEA 6 277.74 277.74 597252.10
COSTO ANUAL $5,427,686.49
Fuente: Elaboración propia con base en datos proporcionados por el laboratorio farmacéutico.
3.1.1 Identificación de las líneas clave de desempeño
A pesar de que las seis líneas están presentado una problemática similar, es necesario
identificar aquellas líneas que son clave para el desempeño del área de empaque. No todas
las líneas te estarán dando los mismos beneficios ya que algunas de ellas no representan un
porcentaje significativo en cuanto a utilidades. La siguiente gráfica nos muestra el Pareto de
volumen proyectado para el año 2013:
Gráfica 8. Volumen proyectado para el año 2013 por línea para el área de empaque.
Fuente: Elaboración propia con información proporcionada por la empresa
32.08%
24.15%
18.85%
13.57%
8.54%
2.81%
LINEA 3 LINEA 2 LINEA 1 LINEA 6 LINEA 5 LINEA 4

34
En cuanto a volumen, podemos ver que las tres blisteras representan el 80 % de la producción
en el área de empaque, veamos cuanto representan en ventas:
Gráfica 9. Ventas generadas durante el periodo 2012 por línea.
Fuente: Elaboración propia con información proporcionada por la empresa
Como se puede observar, nuevamente las tres blisteras representan el 80 % de las ventas
establecidas durante el año 2012. De lo anterior concluimos que es necesario enfocarse en las
tres blisteras para poder generar ahorros significativos.
3.2 Objetivos
3.2.1 Objetivo general
Realizar un análisis del proceso de empaque de las líneas blisteras en un Laboratorio
Farmacéutico para identificar las principales áreas de oportunidad e implementar
herramientas de Lean Manufacturing para su resolución, desarrollando para cada herramienta
una metodología que permita su implementación.
3.2.2 Objetivos específicos
1. Realizar el diagnóstico de las líneas blisteras para identificar las áreas de oportunidad en
los procesos de empaque.
2. Diseñar la propuesta de mejora, considerando la aplicación de las herramientas de Lean
Manufacturing para la solución de las áreas de oportunidad detectadas.
3. Desarrollar una metodología adecuada para cada herramienta de Lean Manufacturing a
implementar.
28.50%
22.33% 20.14%
12.98% 10.56%
5.49%
LINEA 1 LINEA 3 LINEA 2 LINEA 6 LINEA 5 LINEA 4
35
3.3 Preguntas de investigación
1. ¿El análisis del proceso de empaque permitirá obtener las áreas de oportunidad en las
líneas blisteras?
2. ¿La implementación de las herramientas de Lean Manufacturing en las líneas blisteras
permitirán resolver los problemas de eficiencia de sus procesos, principalmente en el
proceso de set-up?
3. ¿El desarrollo de las metodologías para cada herramienta facilitará su implementación?
3.4 Justificación de la investigación
El presente trabajo muestra el diseño e implementación de una propuesta metodológica para
identificar áreas de oportunidad en las líneas blisteras del área de empaque de un laboratorio
farmacéutico y la importancia de la aplicación de las herramientas de Lean Manufacturing para
su resolución.
La aportación sobresaliente del trabajo se centra principalmente en los siguientes aspectos:
1. Diseño de una metodología que ayude a identificar con facilidad las áreas de oportunidad
en el proceso de empaque.
2. Diseño de un plan de mejora para minimizar dichas áreas de oportunidad.
3. Desarrollo de metodologías para la implementación de las herramientas de Lean
Manufacturing como principal instrumento para el incremento de la eficiencia en el proceso
de empaque de las líneas blisteras.

36
CAPÍTULO 4 ANÁLISIS DE LOS DATOS DEL LABORATORIO FARMACÉUTICO
4.1 Estudio de caso
Tomando en cuenta que el objetivo de la investigación se basará principalmente en identificar
mejoras en el proceso de empaque de un laboratorio farmacéutico, se utilizará el concepto de
estudio de caso. Pérez (1999), menciona que este método se utiliza cuando lo que nos
interesa es la particularización y no la generalización de resultados, este método nos ofrece
una perspectiva contextualizada. No debemos confundir el estudio de casos con una muestra,
ni tampoco la suma de casos puede considerarse como muestra , ya que debemos entender
que ésta sólo es posible si fuéramos capaces de descontextualizar muchos casos iguales, lo
que nos impide la formulación de generalizaciones.
Stake (1998) define al estudio de caso como “el estudio de la particularidad y de la
complejidad de un caso singular, para llegar a comprender su actividad en circunstancias
importantes”. Otros autores como Guazmayán (2004) lo definen como un tipo de investigación
particularmente apropiado para estudiar un caso o situación con cierta intensidad en un
periodo de tiempo corto. El potencial del estudio de caso radica en que permite centrarse un
caso concreto para identificar los distintos procesos que lo conforman.
Pérez (1999), menciona las características principales del estudio de caso:
1. El caso supone un ejemplo particular, como unidad individual, ya sea un individuo, una
organización, un programa, un fenómeno o acontecimiento, etc.; debe estar delimitado en
un contexto temporal y geográfico, con integridad fenomenológica, donde se muestra la
estabilidad interna y situado en un marco teórico determinado.
2. Exige un examen holístico intensivo y sistemático, requiere de un exhaustivo estudio y
análisis para llegar a una comprensión global y profunda.
3. Necesita la obtención de la información, desde múltiples perspectivas, la comprensión del
caso será más precisa en la medida que las perspectivas del análisis sean diversas.
4. Implica la consideración del contexto, resulta imprescindible considerar las variables que
definan la situación.
5. Precisa de un carácter activo, donde la concepción dinámica desde el análisis de las
interacciones que se producen en una situación determinada cobra especial relevancia.
6. Se constituye en una estrategia encaminada a la toma de decisiones, la potencialidad de
esta metodología radica en su capacidad de generar descubrimientos para proponer
iniciativas de acción.
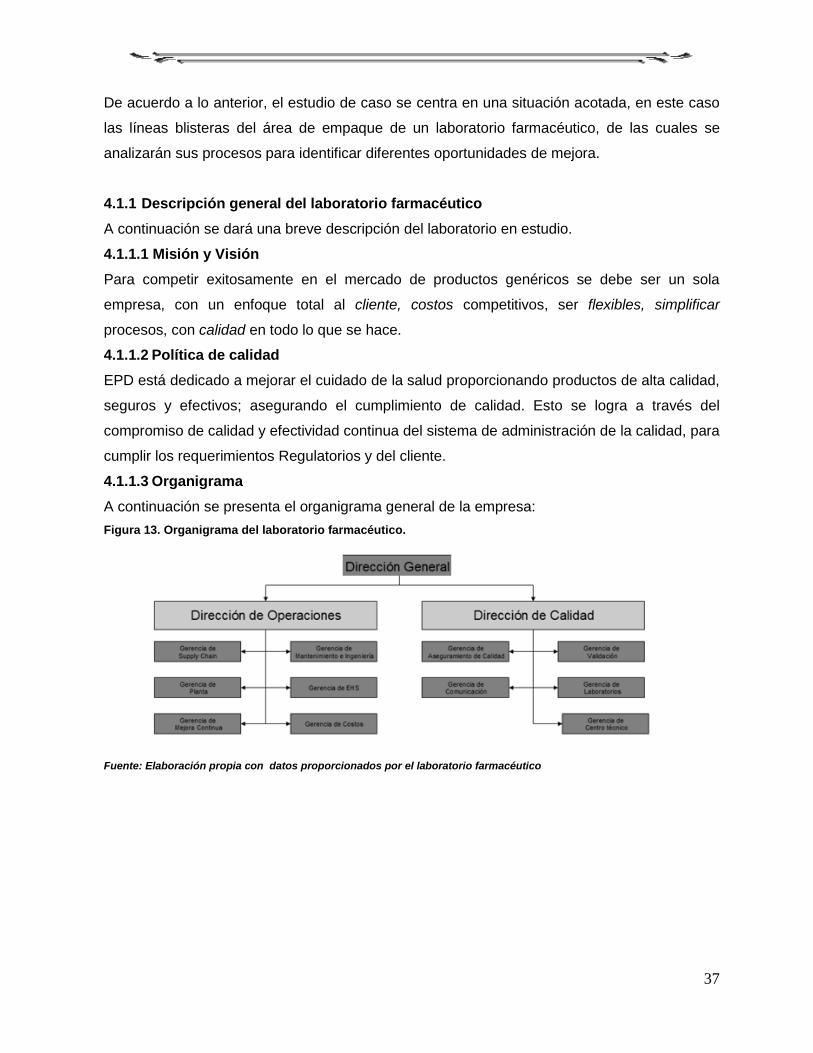
37
De acuerdo a lo anterior, el estudio de caso se centra en una situación acotada, en este caso
las líneas blisteras del área de empaque de un laboratorio farmacéutico, de las cuales se
analizarán sus procesos para identificar diferentes oportunidades de mejora.
4.1.1 Descripción general del laboratorio farmacéutico
A continuación se dará una breve descripción del laboratorio en estudio.
4.1.1.1 Misión y Visión
Para competir exitosamente en el mercado de productos genéricos se debe ser un sola
empresa, con un enfoque total al cliente, costos competitivos, ser flexibles, simplificar
procesos, con calidad en todo lo que se hace.
4.1.1.2 Política de calidad
EPD está dedicado a mejorar el cuidado de la salud proporcionando productos de alta calidad,
seguros y efectivos; asegurando el cumplimiento de calidad. Esto se logra a través del
compromiso de calidad y efectividad continua del sistema de administración de la calidad, para
cumplir los requerimientos Regulatorios y del cliente.
4.1.1.3 Organigrama
A continuación se presenta el organigrama general de la empresa:
Figura 13. Organigrama del laboratorio farmacéutico.
Fuente: Elaboración propia con datos proporcionados por el laboratorio farmacéutico

38
4.1.1.4 Productos
El laboratorio farmacéutico se dedica a la fabricación y acondicionamiento de medicamentos
para diversas enfermedades, entre las que tenemos enfermedades: respiratorias,
gastroenterólogas, neurológicas, metabólicas, cardiovasculares, urológicas, etc.
4.1.2 Descripción del área de empaque del laboratorio farmacéutico
La investigación se enfoca en las tres líneas de empaque de blíster, el siguiente diagrama
muestra el área general de Acondicionamiento:
Figura 14. Área general Acondicionamiento
Fuente: Elaboración propia con base en información proporcionada por el laboratorio farmacéutico
4.2 Instrumento de Recolección de datos
Para la realización de la investigación, se utilizaron diversas herramientas que me ayudaron a
identificar las áreas de oportunidad de los procesos de las líneas de blíster del área de
empaque en estudio.

39
La siguiente tabla nos muestra los diferentes instrumentos de recolección de datos que fueron
utilizados en esta investigación:
Tabla 14. Instrumentos de recolección de datos
INSTRUMENTO OBJETIVO
Mapeo del proceso de empaque Identificar los pasos más importantes del
proceso de empaque.
Revisión de datos históricos:
Tiempos de limpieza
Tiempos de ajustes
Tiempos de documentación
Tiempos de paro
Tiempos de producción
Porcentaje de OEE
Analizar los tiempos históricos para identificar
problemas en cuanto a variación, tiempos
prolongados por fallas en equipos, cantidad de
mermas, etc.
Uso de metodología “5 ¿por qué?”
Identificar las causas raíces de los problemas
identificados de la revisión de los datos
históricos.
Uso de diagrama de Ishikawa
Clasificar las diferentes causas raíz de los
problemas identificados de la revisión de los
datos históricos.
Uso de la metodología “DILO Day in the life
of…”
Observar la realización de las limpiezas,
ajustes, documentación y procesos de
producción para poder identificar esperas,
búsquedas innecesarias, etc.
Fuente: Elaboración propia.
4.3 Recolección de datos
Ya que el objetivo principal de la investigación, es el incremento de la eficiencia de los
procesos del área de empaque de las líneas de blister, es necesario mapearlos para poder
identificar las áreas de oportunidad. A continuación se presenta el mapeo general de las
actividades que se realiza en el área de empaque:

40
Figura 15. Mapeo general del proceso de empaque
Fuente: Elaboración propia con base en datos proporcionados por la empresa.
Documentación (revisión del procedimiento,
rendimientos)
OP
Limpieza del
equipo y del área ¿Es del mismo
activo pero de
menor concentración o es
de diferente
activo? OP
Realizar limpiza profunda de área y equipo
OP
Realizar limpieza parcial de área y equipo
OP
Revisión del despeje de línea ,
firma de bitácora de limpieza de
equipo y área SP
Revisión del despeje de línea , firma de bitácora de limpieza de
equipo y área
SP
Ingreso de los materiales a la
línea OP
Ingreso de los materiales a la
línea OP
Ajustes de las máquinas con material de empaque
OP
Realización de retos
OP
Realización de retos
OP
Verificación de retos OP
Verificación de retos
OP
Inicio de proceso de empaque
SP Inicio de proceso de empaque
SP
Termino de proceso de empaque
SP Termino de proceso de empaque
SP
NO
SI
41
Tamayo (2004) menciona que en la etapa de recolección de datos se explica el procedimiento,
lugar y condiciones bajo las cuales se realizó la recolección de los datos. Para el caso de la
investigación, se siguieron los siguientes pasos para poder recaudar los datos necesarios para
la realización del diagnóstico del área:
1. Se identificaron los pasos más importantes del proceso de empaque de blister para poder
realizar el mapeo y poder acotar los procesos a analizar.
2. Se pidió al área de Supervisión la base de datos “Reporte diario” del año 2012 donde se
registraron los tiempos de set-up, las horas hombre, las horas máquina, los tiempos de
paro y los rendimientos para cada orden de acondicionamiento.
3. Se eligió la información de utilidad de la base de datos para poder analizar los tiempos
reales.
4. Se solicitó al área de Mejora Continua la base de datos con los estándares de los tiempos
de set-up, horas hombre y máquina para el año 2012.
5. Se solicitó al área de Mejora Continua el reporte de OEE (Efectividad Total de los Equipos)
para el año 2012, volumen proyectado para el año 2013 y ventas registradas durante el
año 2012, presentados en el capítulo I.
6. Se pidió al área de Mejora Continua los reportes de paro registrados para cada línea,
presentados en el capítulo I.
4.4 Procesamiento de los datos
Una vez recolectados los datos necesarios para la investigación, es decir, las bases de datos
con los diferentes tiempos de proceso, se procedió a realizar el procesamiento de los mismos.
Como se mencionó con anterioridad, el instrumento principal que se uso para la recolección
de los datos, es la revisión de datos históricos. Se analizaron los tiempos de set-up, ajustes,
limpiezas, documentación, producción, así como porcentajes de rendimientos reportados
durante el año 2012, los cuales me dieron la pauta para identificar las áreas de oportunidad en
el proceso de empaque de blister.
Las siguientes tablas nos muestran un resumen sobre cada uno de los tiempos que
influyen en el proceso de empaque de las líneas bliteras. La tabla 5 nos muestra el tiempo
promedio se set-up, tanto mayor como menor, para cada una de las tres líneas. Como
podemos observar el tiempo de set-up mayor está teniendo variaciones negativas contra el
tiempo estándar, mientras el set-up menor no tiene variaciones. Lo anterior nos indica que en
cuanto a tiempo de set-up, nos tenemos que enfocar en reducir el set-up mayor.

42
Tabla 15. Tiempos promedio de set-up reportado durante el año 2012.
Mayor Menor
LINEA
Promedio
de Set up
lineal real
Promedio
de Set up
lineal STD
Promedio de
Variación
Promedio
de Set up
lineal real
Promedio de
Set up lineal
STD
Promedio de
Variación
LINEA 1 6.24 4.86 28.40% 3.39 3.58 -5.31%
LINEA 2 7.91 4.93 60.45% 4.36 4.57 -4.60%
LINEA 3 6.73 4.94 36.23% 3.25 3.47 -6.34%
Fuente: Elaboración propia con base en datos proporcionados por la empresa.
El tiempo de set-up se conforma por tres actividades: la documentación, los ajustes y las
limpiezas. Cabe destacar que estos tiempos no se reportan por separado, sino en un tiempo
de set-up total, por lo que se calcularon porcentajes estimados de acuerdo al tiempo que toma
realizar cada actividad. Esto se realizó mediante observaciones para tomar los tiempos
promedios de cada set-up, así como de las actividades por separado, se realizaron 5
observaciones. Los porcentajes estimados para cada una de estas actividades se muestran en
la tabla 6:
Tabla 16. Porcentajes estimados para documentación, ajustes y limpiezas.
Actividad Porcentajes estimados
Documentación 20%
Limpiezas 45%
Ajustes 35%
Fuente: Elaboración propia.
La tabla 7 nos muestra los tiempos promedios de documentación reportados durante el año
2012, como se mencionó con anterioridad, estos tiempos son estimados. De acuerdo a la
tabla, vemos que si se calcula un estándar estimado, nuevamente el tiempo real para el set-up
mayor se encuentra por arriba del estándar. Como se puede ver, la variación es la misma que
en la tabla 4, esto se debe a que el tiempo de set-up es la suma de cada uno de los tiempos
de documentación, ajuste y limpieza.
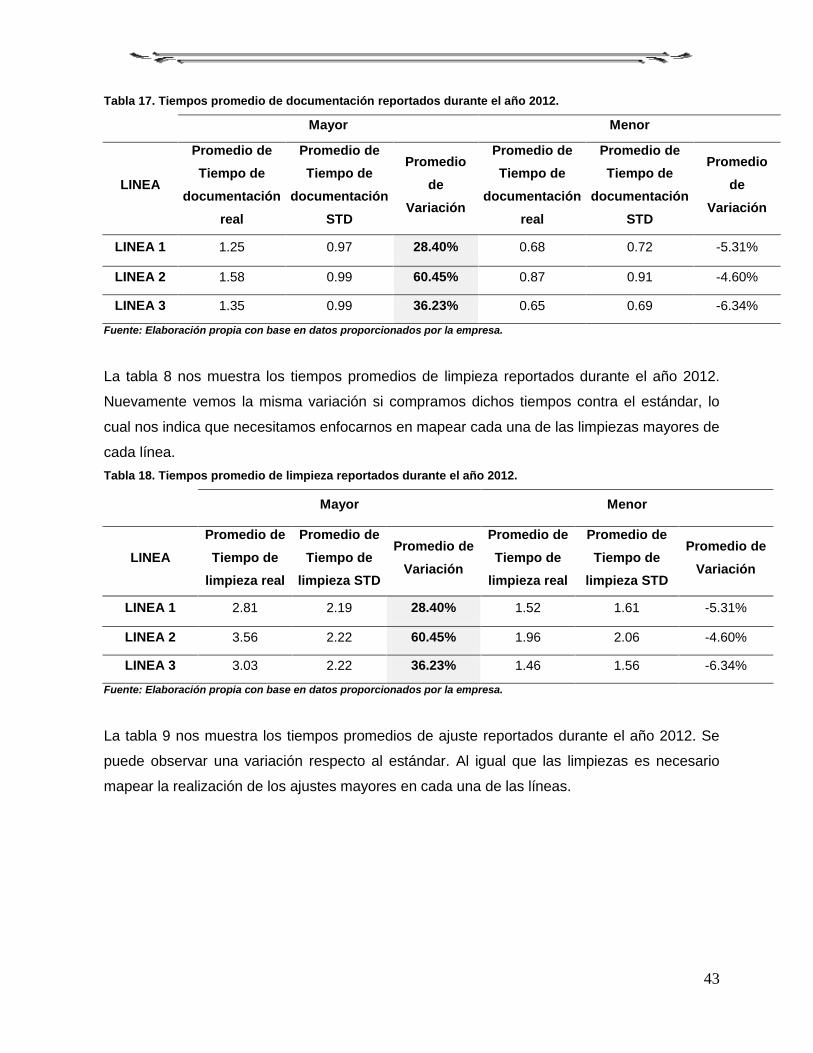
43
Tabla 17. Tiempos promedio de documentación reportados durante el año 2012.
Mayor Menor
LINEA
Promedio de
Tiempo de
documentación
real
Promedio de
Tiempo de
documentación
STD
Promedio
de
Variación
Promedio de
Tiempo de
documentación
real
Promedio de
Tiempo de
documentación
STD
Promedio
de
Variación
LINEA 1 1.25 0.97 28.40% 0.68 0.72 -5.31%
LINEA 2 1.58 0.99 60.45% 0.87 0.91 -4.60%
LINEA 3 1.35 0.99 36.23% 0.65 0.69 -6.34%
Fuente: Elaboración propia con base en datos proporcionados por la empresa.
La tabla 8 nos muestra los tiempos promedios de limpieza reportados durante el año 2012.
Nuevamente vemos la misma variación si compramos dichos tiempos contra el estándar, lo
cual nos indica que necesitamos enfocarnos en mapear cada una de las limpiezas mayores de
cada línea.
Tabla 18. Tiempos promedio de limpieza reportados durante el año 2012.
Mayor Menor
LINEA
Promedio de
Tiempo de
limpieza real
Promedio de
Tiempo de
limpieza STD
Promedio de
Variación
Promedio de
Tiempo de
limpieza real
Promedio de
Tiempo de
limpieza STD
Promedio de
Variación
LINEA 1 2.81 2.19 28.40% 1.52 1.61 -5.31%
LINEA 2 3.56 2.22 60.45% 1.96 2.06 -4.60%
LINEA 3 3.03 2.22 36.23% 1.46 1.56 -6.34%
Fuente: Elaboración propia con base en datos proporcionados por la empresa.
La tabla 9 nos muestra los tiempos promedios de ajuste reportados durante el año 2012. Se
puede observar una variación respecto al estándar. Al igual que las limpiezas es necesario
mapear la realización de los ajustes mayores en cada una de las líneas.

44
Tabla 19. Tiempos promedio de ajustes reportados durante el año 2012.
Mayor Menor
LINEA
Promedio de
Tiempo de
ajustes real
Promedio de
Tiempo de
ajustes STD
Promedio de
Variación
Promedio de
Tiempo de
ajustes real
Promedio de
Tiempo de
ajustes STD
Promedio de
Variación
LINEA 1 2.18 1.70 28.40% 1.19 1.25 -5.31%
LINEA 2 2.77 1.73 60.45% 1.53 1.60 -4.60%
LINEA 3 2.35 1.73 36.23% 1.14 1.21 -6.34%
Fuente: Elaboración propia con base en datos proporcionados por la empresa.
Las tablas anteriores nos mostraron una idea del comportamiento de los tiempos se set-up
para cada una de las líneas. Lo que podemos concluir es que es necesario enfocarnos en lo
que es el set-up mayor, ya que el menor no presenta variaciones. Se necesitan mapear las
actividades de documentación, limpiezas y ajustes de los set-up mayores para observar
porque están teniendo variaciones respecto a los tiempos estándar.
Otro de los tiempos que necesitamos considerar dentro de la investigación es el tiempo de
producción, el cual está conformado por el tiempo máquina y las horas hombre utilizadas. Las
siguientes tablas nos muestran el resumen reportado de dichos tiempos durante el año 2012.
La tabla 10 nos muestra los tiempos máquina promedio y las horas hombre promedio para
cada una de las líneas reportadas durante el año 2012, se presenta además la variación para
cada uno de los tiempos respecto a los tiempos estándar. Como se puede observar, los
tiempos máquina y horas hombre no presentan una variación negativa, lo cual nos indica que
no se tienen problemas en cuanto a tiempos de producción.
Tabla 20. Tiempos promedios de máquina y horas hombre reportadas durante el año 2012.
LINEA Promedio de
Máquina real
Promedio de
Máquina STD
Variación
Máquina
Promedio de
Hombre real
Promedio
de Hombre
STD
Variación
Hombre
LINEA 1 4.34 10.74 -59.62% 15.11 41.52 -63.60%
LINEA 2 9.39 72.50 -87.05% 20.85 237.01 -91.20%
LINEA 3 6.41 22.08 -70.96% 12.42 77.18 -83.90%
Fuente: Elaboración propia con base en datos proporcionados por la empresa.
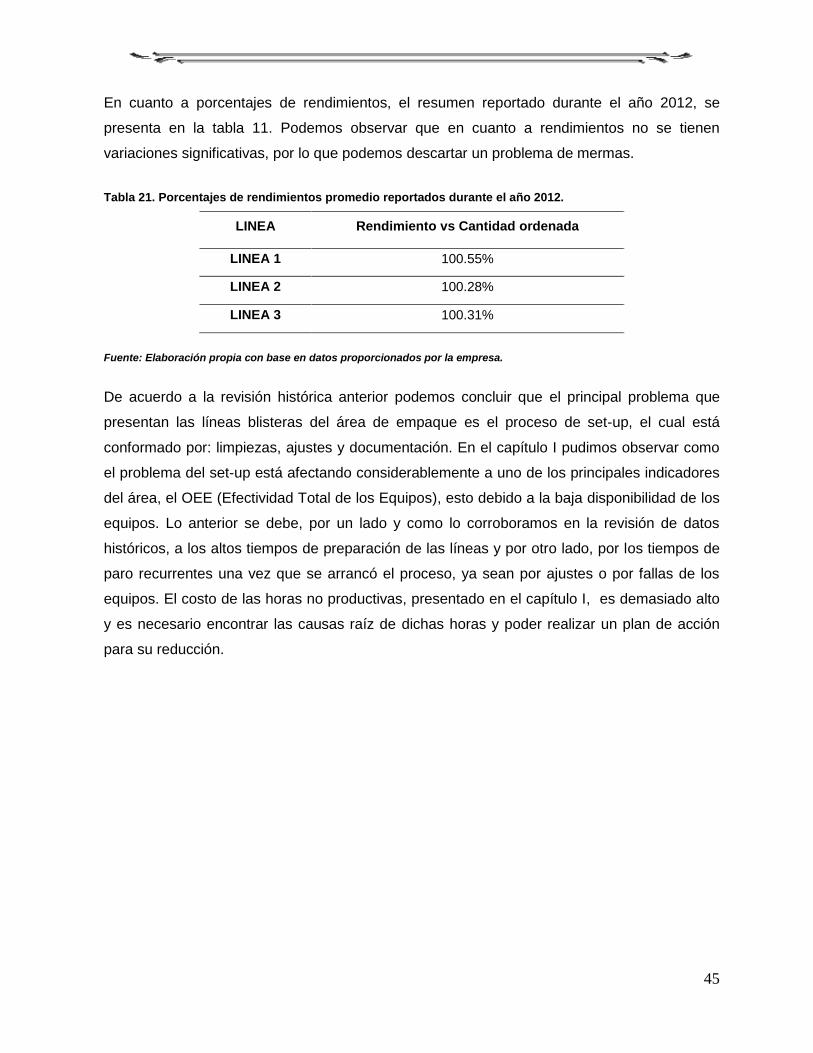
45
En cuanto a porcentajes de rendimientos, el resumen reportado durante el año 2012, se
presenta en la tabla 11. Podemos observar que en cuanto a rendimientos no se tienen
variaciones significativas, por lo que podemos descartar un problema de mermas.
Tabla 21. Porcentajes de rendimientos promedio reportados durante el año 2012.
LINEA Rendimiento vs Cantidad ordenada
LINEA 1 100.55%
LINEA 2 100.28%
LINEA 3 100.31%
Fuente: Elaboración propia con base en datos proporcionados por la empresa.
De acuerdo a la revisión histórica anterior podemos concluir que el principal problema que
presentan las líneas blisteras del área de empaque es el proceso de set-up, el cual está
conformado por: limpiezas, ajustes y documentación. En el capítulo I pudimos observar como
el problema del set-up está afectando considerablemente a uno de los principales indicadores
del área, el OEE (Efectividad Total de los Equipos), esto debido a la baja disponibilidad de los
equipos. Lo anterior se debe, por un lado y como lo corroboramos en la revisión de datos
históricos, a los altos tiempos de preparación de las líneas y por otro lado, por los tiempos de
paro recurrentes una vez que se arrancó el proceso, ya sean por ajustes o por fallas de los
equipos. El costo de las horas no productivas, presentado en el capítulo I, es demasiado alto
y es necesario encontrar las causas raíz de dichas horas y poder realizar un plan de acción
para su reducción.
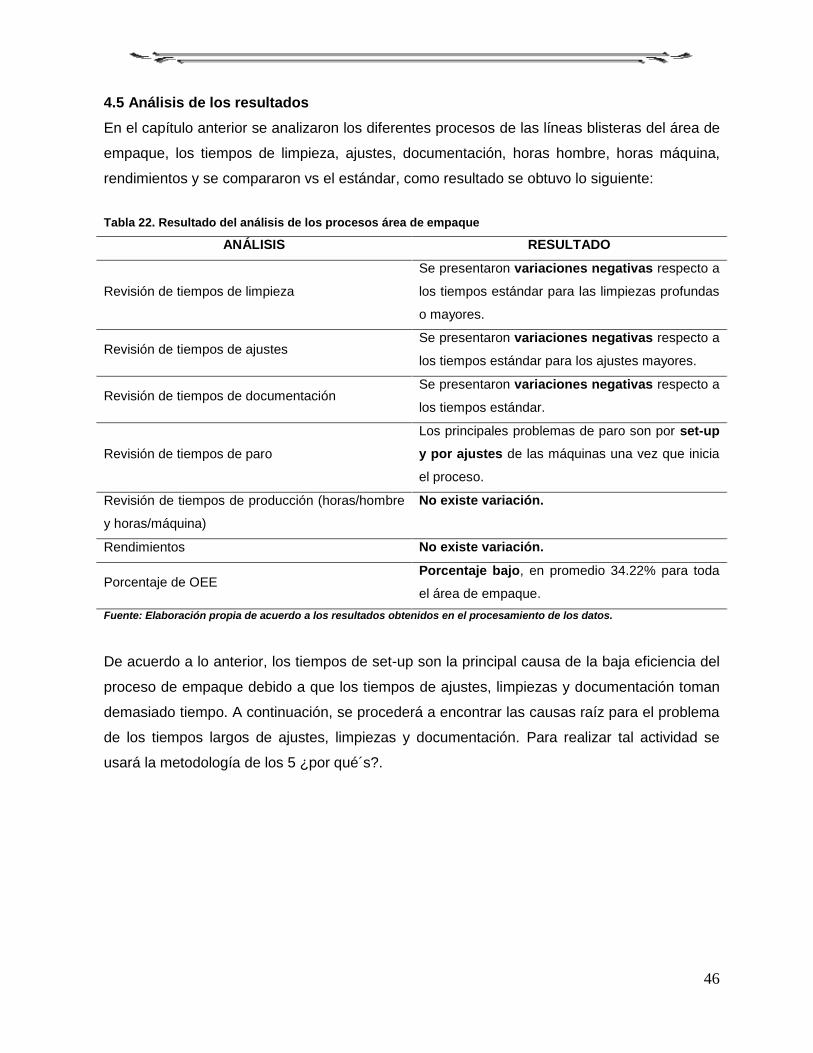
46
4.5 Análisis de los resultados
En el capítulo anterior se analizaron los diferentes procesos de las líneas blisteras del área de
empaque, los tiempos de limpieza, ajustes, documentación, horas hombre, horas máquina,
rendimientos y se compararon vs el estándar, como resultado se obtuvo lo siguiente:
Tabla 22. Resultado del análisis de los procesos área de empaque
ANÁLISIS RESULTADO
Revisión de tiempos de limpieza
Se presentaron variaciones negativas respecto a
los tiempos estándar para las limpiezas profundas
o mayores.
Revisión de tiempos de ajustes Se presentaron variaciones negativas respecto a
los tiempos estándar para los ajustes mayores.
Revisión de tiempos de documentación Se presentaron variaciones negativas respecto a
los tiempos estándar.
Revisión de tiempos de paro
Los principales problemas de paro son por set-up
y por ajustes de las máquinas una vez que inicia
el proceso.
Revisión de tiempos de producción (horas/hombre
y horas/máquina)
No existe variación.
Rendimientos No existe variación.
Porcentaje de OEE Porcentaje bajo, en promedio 34.22% para toda
el área de empaque.
Fuente: Elaboración propia de acuerdo a los resultados obtenidos en el procesamiento de los datos.
De acuerdo a lo anterior, los tiempos de set-up son la principal causa de la baja eficiencia del
proceso de empaque debido a que los tiempos de ajustes, limpiezas y documentación toman
demasiado tiempo. A continuación, se procederá a encontrar las causas raíz para el problema
de los tiempos largos de ajustes, limpiezas y documentación. Para realizar tal actividad se
usará la metodología de los 5 ¿por qué´s?.
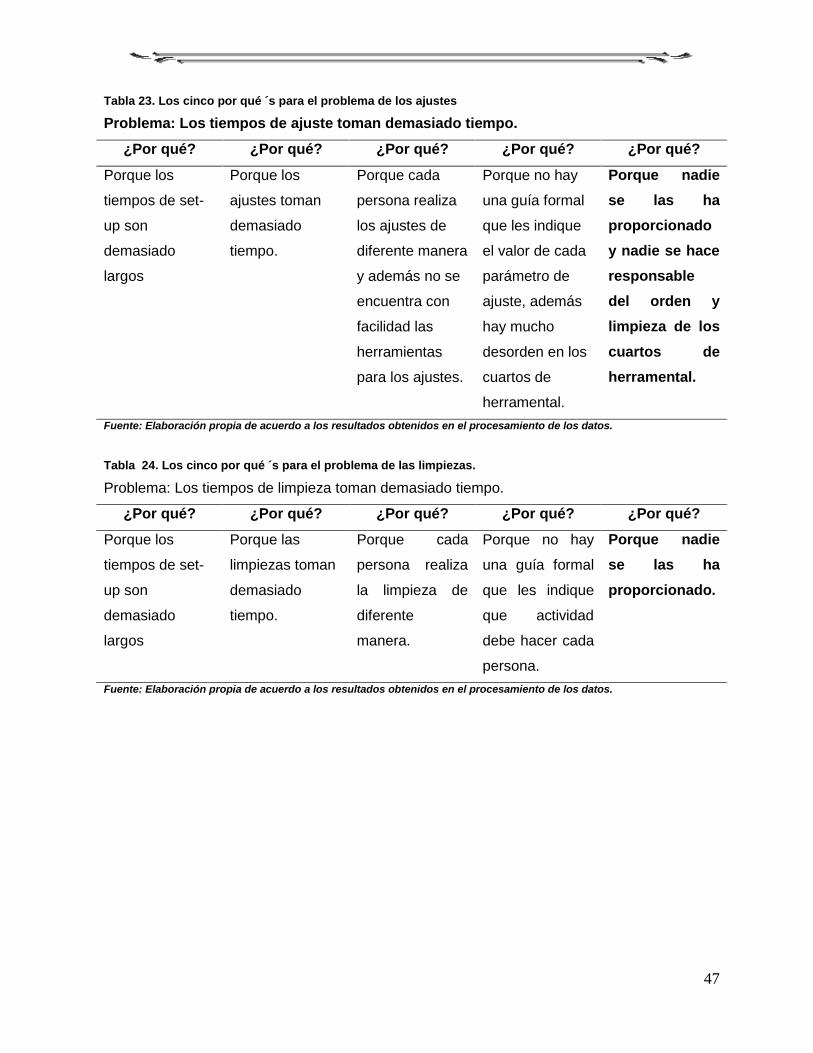
47
Tabla 23. Los cinco por qué ´s para el problema de los ajustes
Problema: Los tiempos de ajuste toman demasiado tiempo.
¿Por qué? ¿Por qué? ¿Por qué? ¿Por qué? ¿Por qué?
Porque los
tiempos de set-
up son
demasiado
largos
Porque los
ajustes toman
demasiado
tiempo.
Porque cada
persona realiza
los ajustes de
diferente manera
y además no se
encuentra con
facilidad las
herramientas
para los ajustes.
Porque no hay
una guía formal
que les indique
el valor de cada
parámetro de
ajuste, además
hay mucho
desorden en los
cuartos de
herramental.
Porque nadie
se las ha
proporcionado
y nadie se hace
responsable
del orden y
limpieza de los
cuartos de
herramental.
Fuente: Elaboración propia de acuerdo a los resultados obtenidos en el procesamiento de los datos.
Tabla 24. Los cinco por qué ´s para el problema de las limpiezas.
Problema: Los tiempos de limpieza toman demasiado tiempo.
¿Por qué? ¿Por qué? ¿Por qué? ¿Por qué? ¿Por qué?
Porque los
tiempos de set-
up son
demasiado
largos
Porque las
limpiezas toman
demasiado
tiempo.
Porque cada
persona realiza
la limpieza de
diferente
manera.
Porque no hay
una guía formal
que les indique
que actividad
debe hacer cada
persona.
Porque nadie
se las ha
proporcionado.
Fuente: Elaboración propia de acuerdo a los resultados obtenidos en el procesamiento de los datos.
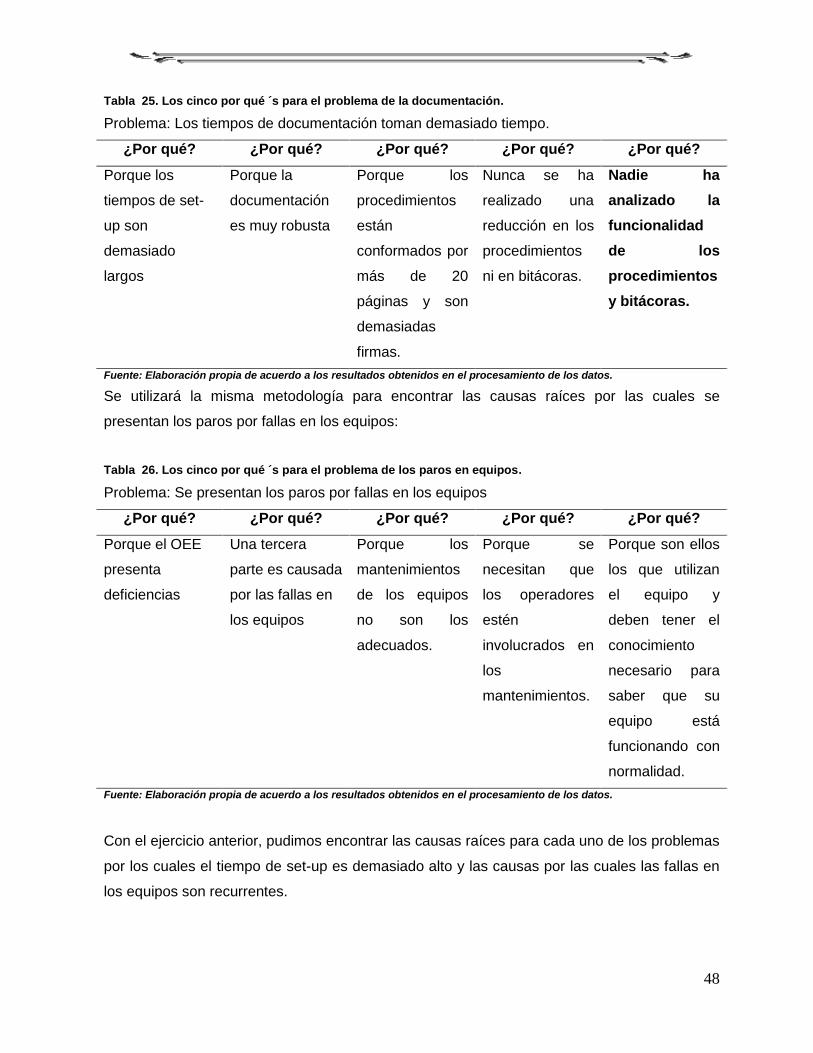
48
Tabla 25. Los cinco por qué ´s para el problema de la documentación.
Problema: Los tiempos de documentación toman demasiado tiempo.
¿Por qué? ¿Por qué? ¿Por qué? ¿Por qué? ¿Por qué?
Porque los
tiempos de set-
up son
demasiado
largos
Porque la
documentación
es muy robusta
Porque los
procedimientos
están
conformados por
más de 20
páginas y son
demasiadas
firmas.
Nunca se ha
realizado una
reducción en los
procedimientos
ni en bitácoras.
Nadie ha
analizado la
funcionalidad
de los
procedimientos
y bitácoras.
Fuente: Elaboración propia de acuerdo a los resultados obtenidos en el procesamiento de los datos.
Se utilizará la misma metodología para encontrar las causas raíces por las cuales se
presentan los paros por fallas en los equipos:
Tabla 26. Los cinco por qué ´s para el problema de los paros en equipos.
Problema: Se presentan los paros por fallas en los equipos
¿Por qué? ¿Por qué? ¿Por qué? ¿Por qué? ¿Por qué?
Porque el OEE
presenta
deficiencias
Una tercera
parte es causada
por las fallas en
los equipos
Porque los
mantenimientos
de los equipos
no son los
adecuados.
Porque se
necesitan que
los operadores
estén
involucrados en
los
mantenimientos.
Porque son ellos
los que utilizan
el equipo y
deben tener el
conocimiento
necesario para
saber que su
equipo está
funcionando con
normalidad.
Fuente: Elaboración propia de acuerdo a los resultados obtenidos en el procesamiento de los datos.
Con el ejercicio anterior, pudimos encontrar las causas raíces para cada uno de los problemas
por los cuales el tiempo de set-up es demasiado alto y las causas por las cuales las fallas en
los equipos son recurrentes.

49
4.6 Interpretación de los resultados
En la sección anterior se aplicó la metodología de los 5 por qué´s para encontrar las causas
raíces de los diferentes problemas identificados, dichas causas se llevaran a un diagrama de
Ishikawa, para poder clasificarlas, ya sea en mano de obra, materiales, maquinaría, método,
medio ambiente.
Figura 16. Diagrama de Ishikawa para clasificar los problemas del área de empaque.
Fuente: Elaboración propia.
De lo anterior, podemos observar que las líneas blisteras del área de empaque presentan
problemas en cuanto a los métodos de trabajo y maquinaría. A continuación se analizarán
cada una de las causas raíz del problema en los procesos de empaque de dichas líneas:
1. Documentación robusta: Uno de los factores importantes que afectan al tiempo de set-up
es la documentación, la cual se conforma del paquete para cada lote. El Procedimiento de
Acondicionamiento (PDA´s) se conforma de alrededor 7 hojas entre las actividades de
Acondicionamiento Primario como Secundario, en cada procedimiento se tienen que
acreditar que la actividad se realizó colocando una firma, se tienen en promedio alrededor
de 70 firmas por procedimiento, lo cual conlleva a un tiempo excesivo en la revisión del
paquete y errores continuos en la documentación.
2. No se encuentran estandarizados los ajustes: La realización de los ajustes no se realiza
de manera uniforme, cada operador los realiza de forma diferente, el tiempo de los ajustes
depende de la experiencia de cada operador. No se cuenta con una guía formal, los
El personal operativo no
tiene un buen conocimiento sobre el mantenimiento de
las máquinas
Toma demasiado tiempo
encontrar las herramientas y
formatos de las máquinas
La documentación es
demasiado robusta
No se encuentran
estandarizadas las actividades de limpieza
Problemas en el
proceso del área de
empaque
Mano de
obra
Maquinaría Método
No se encuentran
estandarizadas las
actividades de ajuste
Materiales Medio
ambiente

50
operadores se basan en apuntes informales, los cuales muchas veces están incompletos,
lo que incrementa el tiempo de set-up, ya que los ajustes se basan en prueba y error.
3. No se encuentran estandarizadas las limpiezas: El tiempo más significativo del set-up se
debe a las limpiezas, representan alrededor del 45% del tiempo total de set-up. Al igual que
los ajustes, las actividades de limpieza no se encuentran estandarizadas, el personal
operativo se organiza en el momento de comenzar una limpieza por lo que muchas veces
la carga de trabajo no es equitativa y los tiempos muertos son muy frecuentes.
4. Toma demasiado tiempo encontrar las herramientas y formatos de las máquinas: Un
problema que está afectando directamente a los tiempos de ajuste, es la desorganización
en los cuartos y muebles de herramental. Se pierde tiempo excesivo buscando las distintas
piezas y herramientas a usar cuando se cambia de un producto a otro.
Figura 217. Ejemplo 1 de muebles de herramental
Fuente: Fotografía tomada en el interior del laboratorio farmacéutico.

51
Figura 18. Ejemplo 2 de muebles de herramental
Fuente: Fotografía tomada en el interior del laboratorio farmacéutico.
5. El personal operativo no tiene un buen conocimiento sobre el mantenimiento de
las máquinas: Los paros por fallas en los equipos son otra de las principales causas por las
que se tiene un bajo porcentaje de OEE. Además de realizar mantenimientos preventivos, es
necesario capacitar el personal operativo en realizar actividades sencillas para mantener el
buen funcionamiento de sus equipos. Actualmente el mantenimiento de los equipos es
responsabilidad sólo del personal de esta área.
Tomando en cuenta lo anterior, se presentan las siguientes propuestas de mejora para
solucionar los diferentes problemas previamente identificados en las líneas blisteras del área
de empaque, cabe destacar que para cada problema se utilizará una herramienta de la
filosofía Lean Manufacturing para su resolución, ya que, como se mencionó en el Capítulo 2,
esta filosofía está enfocada al incremento de los procesos y eliminación de todas aquellas
actividades que no agregan valor, la tabla 18 nos muestra las propuestas de mejora :
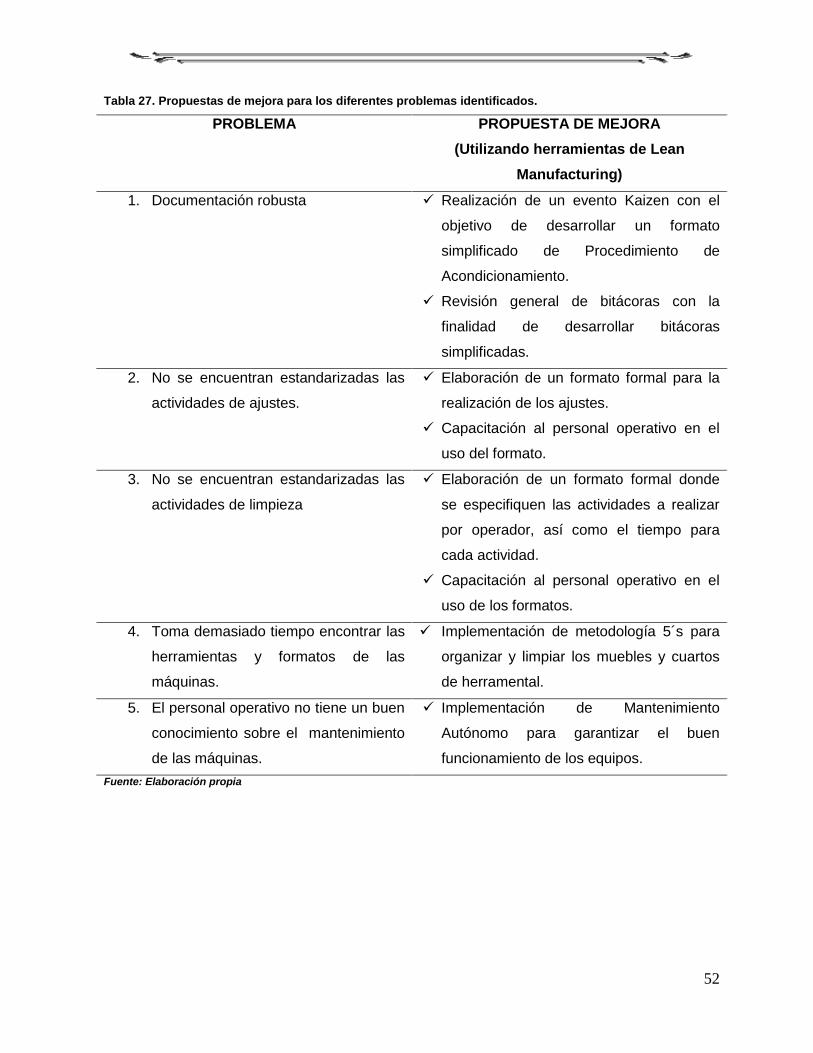
52
Tabla 27. Propuestas de mejora para los diferentes problemas identificados.
PROBLEMA PROPUESTA DE MEJORA
(Utilizando herramientas de Lean
Manufacturing)
1. Documentación robusta Realización de un evento Kaizen con el
objetivo de desarrollar un formato
simplificado de Procedimiento de
Acondicionamiento.
Revisión general de bitácoras con la
finalidad de desarrollar bitácoras
simplificadas.
2. No se encuentran estandarizadas las
actividades de ajustes.
Elaboración de un formato formal para la
realización de los ajustes.
Capacitación al personal operativo en el
uso del formato.
3. No se encuentran estandarizadas las
actividades de limpieza
Elaboración de un formato formal donde
se especifiquen las actividades a realizar
por operador, así como el tiempo para
cada actividad.
Capacitación al personal operativo en el
uso de los formatos.
4. Toma demasiado tiempo encontrar las
herramientas y formatos de las
máquinas.
Implementación de metodología 5´s para
organizar y limpiar los muebles y cuartos
de herramental.
5. El personal operativo no tiene un buen
conocimiento sobre el mantenimiento
de las máquinas.
Implementación de Mantenimiento
Autónomo para garantizar el buen
funcionamiento de los equipos.
Fuente: Elaboración propia
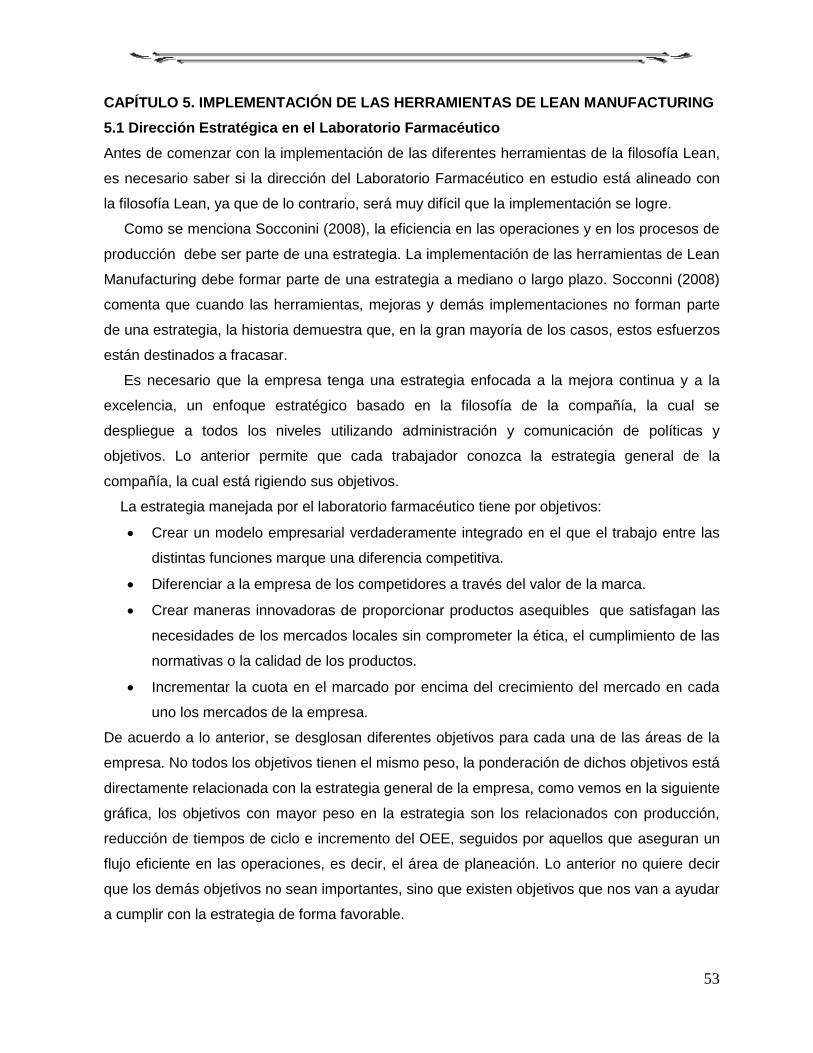
53
CAPÍTULO 5. IMPLEMENTACIÓN DE LAS HERRAMIENTAS DE LEAN MANUFACTURING
5.1 Dirección Estratégica en el Laboratorio Farmacéutico
Antes de comenzar con la implementación de las diferentes herramientas de la filosofía Lean,
es necesario saber si la dirección del Laboratorio Farmacéutico en estudio está alineado con
la filosofía Lean, ya que de lo contrario, será muy difícil que la implementación se logre.
Como se menciona Socconini (2008), la eficiencia en las operaciones y en los procesos de
producción debe ser parte de una estrategia. La implementación de las herramientas de Lean
Manufacturing debe formar parte de una estrategia a mediano o largo plazo. Socconni (2008)
comenta que cuando las herramientas, mejoras y demás implementaciones no forman parte
de una estrategia, la historia demuestra que, en la gran mayoría de los casos, estos esfuerzos
están destinados a fracasar.
Es necesario que la empresa tenga una estrategia enfocada a la mejora continua y a la
excelencia, un enfoque estratégico basado en la filosofía de la compañía, la cual se
despliegue a todos los niveles utilizando administración y comunicación de políticas y
objetivos. Lo anterior permite que cada trabajador conozca la estrategia general de la
compañía, la cual está rigiendo sus objetivos.
La estrategia manejada por el laboratorio farmacéutico tiene por objetivos:
Crear un modelo empresarial verdaderamente integrado en el que el trabajo entre las
distintas funciones marque una diferencia competitiva.
Diferenciar a la empresa de los competidores a través del valor de la marca.
Crear maneras innovadoras de proporcionar productos asequibles que satisfagan las
necesidades de los mercados locales sin comprometer la ética, el cumplimiento de las
normativas o la calidad de los productos.
Incrementar la cuota en el marcado por encima del crecimiento del mercado en cada
uno los mercados de la empresa.
De acuerdo a lo anterior, se desglosan diferentes objetivos para cada una de las áreas de la
empresa. No todos los objetivos tienen el mismo peso, la ponderación de dichos objetivos está
directamente relacionada con la estrategia general de la empresa, como vemos en la siguiente
gráfica, los objetivos con mayor peso en la estrategia son los relacionados con producción,
reducción de tiempos de ciclo e incremento del OEE, seguidos por aquellos que aseguran un
flujo eficiente en las operaciones, es decir, el área de planeación. Lo anterior no quiere decir
que los demás objetivos no sean importantes, sino que existen objetivos que nos van a ayudar
a cumplir con la estrategia de forma favorable.
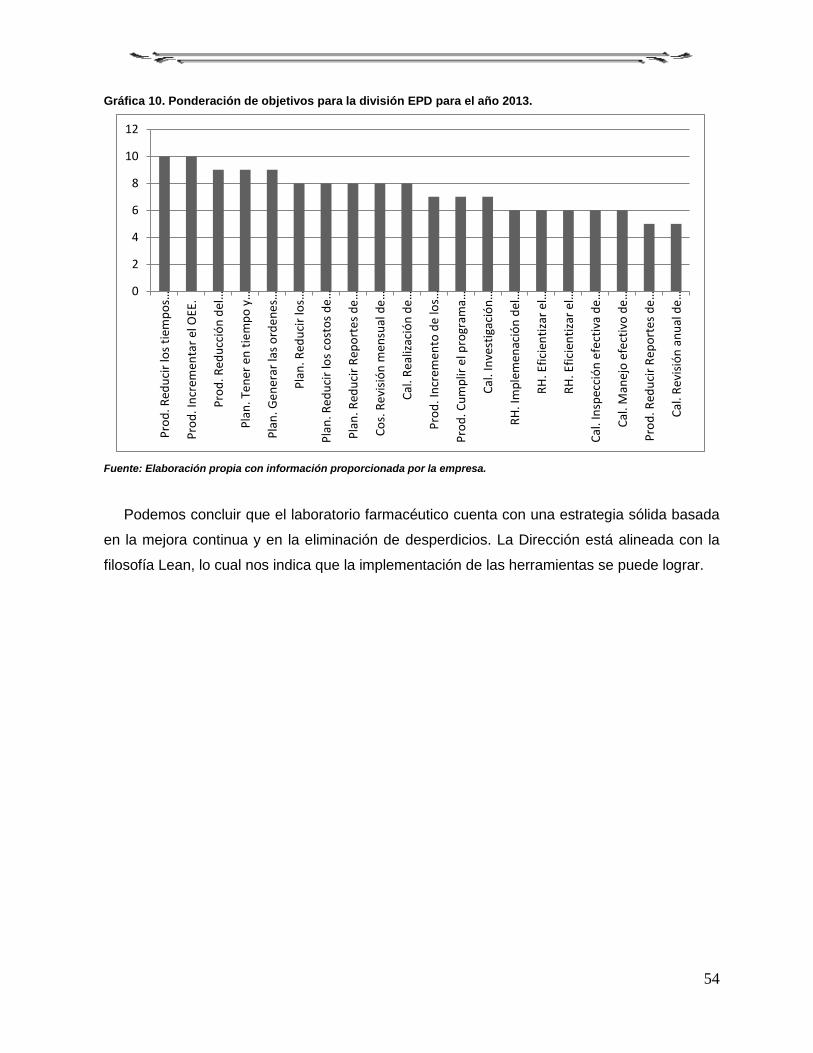
54
Gráfica 10. Ponderación de objetivos para la división EPD para el año 2013.
Fuente: Elaboración propia con información proporcionada por la empresa.
Podemos concluir que el laboratorio farmacéutico cuenta con una estrategia sólida basada
en la mejora continua y en la eliminación de desperdicios. La Dirección está alineada con la
filosofía Lean, lo cual nos indica que la implementación de las herramientas se puede lograr.
0
2
4
6
8
10
12
Pro
d. R
edu
cir
los
tiem
po
s…
Pro
d. I
ncr
emen
tar
el O
EE.
Pro
d. R
edu
cció
n d
el…
Pla
n. T
en
er e
n t
iem
po
y…
Pla
n. G
en
erar
las
ord
en
es…
Pla
n. R
edu
cir
los…
Pla
n. R
edu
cir
los
cost
os
de…
Pla
n. R
edu
cir
Rep
ort
es d
e…
Co
s. R
evi
sió
n m
en
sual
de
…
Cal
. Rea
lizac
ión
de…
Pro
d. I
ncr
emen
to d
e lo
s…
Pro
d. C
um
plir
el p
rogr
ama…
Cal
. In
vest
igac
ión
…
RH
. Im
ple
men
ació
n d
el…
RH
. Efi
cien
tiza
r el
…
RH
. Efi
cien
tiza
r el
…
Cal
. In
spec
ció
n e
fect
iva
de…
Cal
. Man
ejo
efe
ctiv
o d
e…
Pro
d. R
edu
cir
Rep
ort
es d
e…
Cal
. Rev
isió
n a
nu
al d
e…

55
5.2 Simplificación de Documentación (Evento KAIZEN)
Como se mencionó en la sección de Interpretación de Resultados, uno de los problemas que
presenta el área de empaque del Laboratorio Farmacéutico en estudio es la documentación
robusta. Un paquete del área de Acondicionamiento cuenta con la siguiente documentación:
Figura 19. Mapeo de documentación por paquete
Fuente: Elaboración propia con base en información proporcionada por el laboratorio farmacéutico.
La orden de Acondicionamiento es expedida por planeación una vez que se tiene listo el
granel. El despeje de línea es un documento que por norma se tiene que llenar, con éste se
asegura que una vez terminado un lote de acondicionamiento, el área y los equipos se
encuentran libres de granel o empaques del lote anterior, evitando una contaminación
cruzada. El procedimiento de Acondicionamiento es el documento donde se explican los
pasos a seguir para realizar el acondicionamiento de un producto. Los controles en proceso
son documentos que permiten llevar un registro de los diferentes parámetros a verificar
durante el proceso.
Donde se detectó un área de oportunidad es en el Procedimiento de Acondicionamiento, ya
que algunas veces llegan a tener hasta 12 hojas con 90 firmas por paquete. Se identificó que
era necesario hacer mucho más simples los procedimientos, con instrucciones claras que
permitieran tener sólo las indicaciones necesarias y reducir como consecuencia el número de
firmas.
Observando el problema en la documentación, se decidió realizar un evento Kaizen cuyo
objetivo sería: Elaborar un nuevo formato simplificado para los Procedimientos de
Acondicionamiento. El equipo estaba conformado por personal de diversas áreas
involucradas en el proceso: Documentación Producción, Documentación Calidad, Producción,
Ingeniería de Empaque, Operaciones de Calidad, Validación, Planeación, EHS y Mejora
Continua.
La tabla 28 muestra el desarrollo de la metodología para la realización de dicho evento
Kaizen.
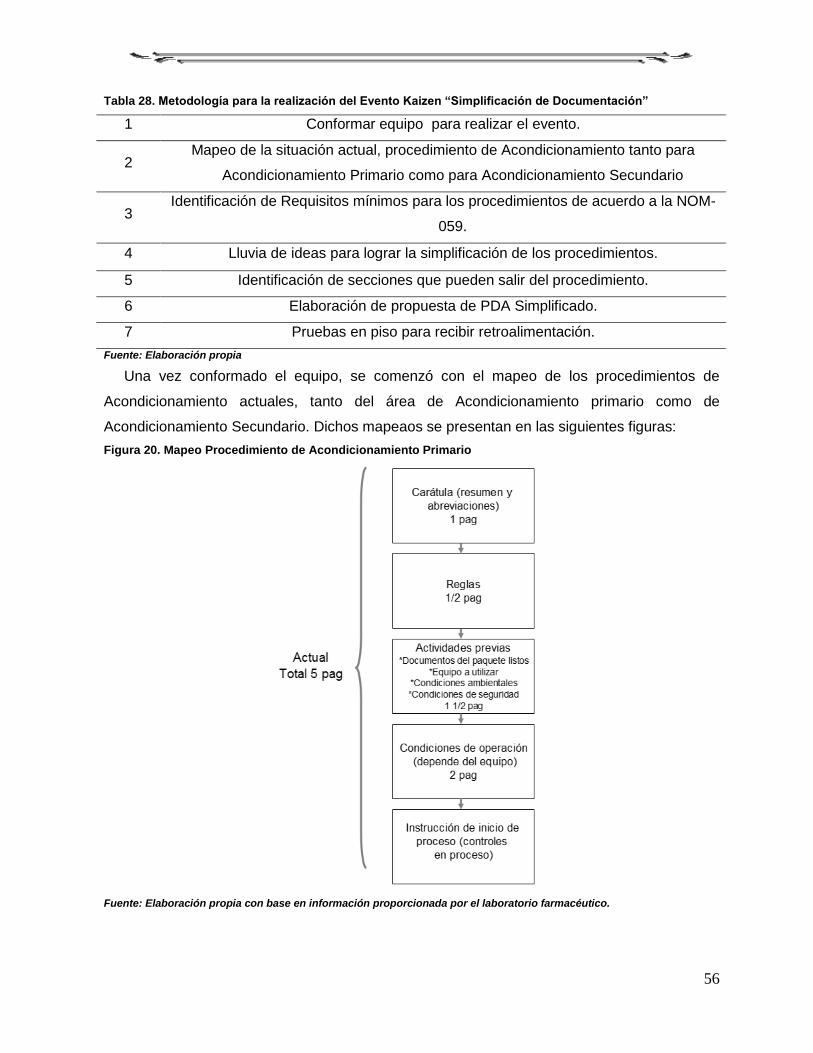
56
Tabla 28. Metodología para la realización del Evento Kaizen “Simplificación de Documentación”
1 Conformar equipo para realizar el evento.
2 Mapeo de la situación actual, procedimiento de Acondicionamiento tanto para
Acondicionamiento Primario como para Acondicionamiento Secundario
3 Identificación de Requisitos mínimos para los procedimientos de acuerdo a la NOM-
059.
4 Lluvia de ideas para lograr la simplificación de los procedimientos.
5 Identificación de secciones que pueden salir del procedimiento.
6 Elaboración de propuesta de PDA Simplificado.
7 Pruebas en piso para recibir retroalimentación.
Fuente: Elaboración propia
Una vez conformado el equipo, se comenzó con el mapeo de los procedimientos de
Acondicionamiento actuales, tanto del área de Acondicionamiento primario como de
Acondicionamiento Secundario. Dichos mapeaos se presentan en las siguientes figuras:
Figura 20. Mapeo Procedimiento de Acondicionamiento Primario
Fuente: Elaboración propia con base en información proporcionada por el laboratorio farmacéutico.
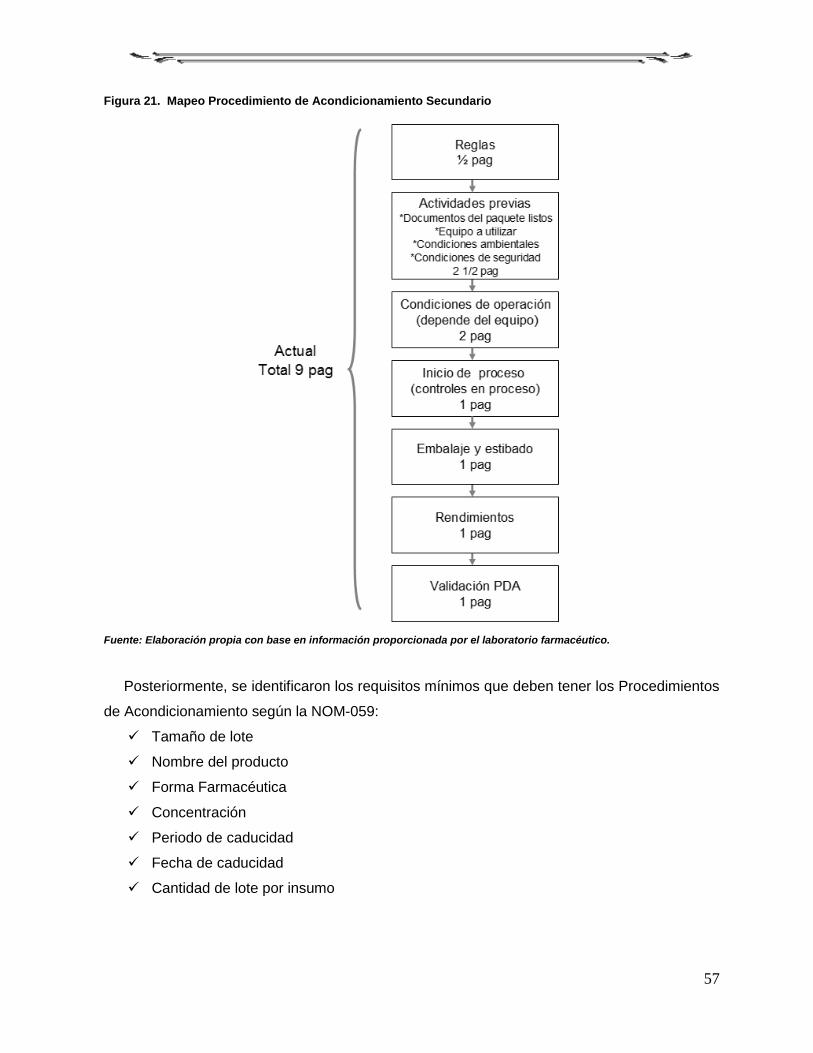
57
Figura 21. Mapeo Procedimiento de Acondicionamiento Secundario
Fuente: Elaboración propia con base en información proporcionada por el laboratorio farmacéutico.
Posteriormente, se identificaron los requisitos mínimos que deben tener los Procedimientos
de Acondicionamiento según la NOM-059:
Tamaño de lote
Nombre del producto
Forma Farmacéutica
Concentración
Periodo de caducidad
Fecha de caducidad
Cantidad de lote por insumo

58
Instrucciones: Equipo, parámetros críticos, controles en proceso, precauciones,
rendimientos teóricos max-min para cada etapa y al final del proceso, registro de
operaciones críticas, conciliación de materiales.
Una vez identificados los requisitos mínimos que debe contener el procedimiento de
Acondicionamiento, se realizo una lluvia de ideas con la finalidad de proponer de qué manera
se podía simplificar el Procedimiento de Acondicionamiento. Se identificaron tres secciones
que se podían sacar del Procedimiento para poder proponer un procedimiento genérico por
línea:
Actividades Previas
Parámetros de operación por equipo
Embalaje y estibado
De acuerdo a lo anterior, se generaron tres formatos externos al procedimiento para poder
obtener un solo procedimiento simplificado por línea, cabe destacar que en la situación actual
se tenían aproximadamente 156 Procedimientos de Acondicionamiento, uno por producto. Los
documentos externos que se propusieron se describen a continuación:
Actividades Previas (Acondicionamiento Primario): Se describen las actividades
previas al arranque (verificación de materiales, condiciones ambientales y condiciones
de seguridad)
Actividades Previas (Acondicionamiento Secundario): Se describen las actividades
previas al arranque (verificación de materiales, condiciones ambientales y condiciones
de seguridad)
Parámetros de Operación por equipo: Se enlistan los parámetros críticos a verificar
durante el proceso por equipo. Se controlaran bajo versiones.
Norma de Empaque por línea: Se enlista el embalaje y estibado de cada presentación
por línea. Aplica sólo para Acondicionamiento Secundario. Se controlaran bajo
versiones.
Teniendo lo anterior, se propusieron Procedimientos de Acondicionamiento de 6 páginas
en total, considerando el área primaria y secundaria, en promedio una reducción de 65% en
páginas:
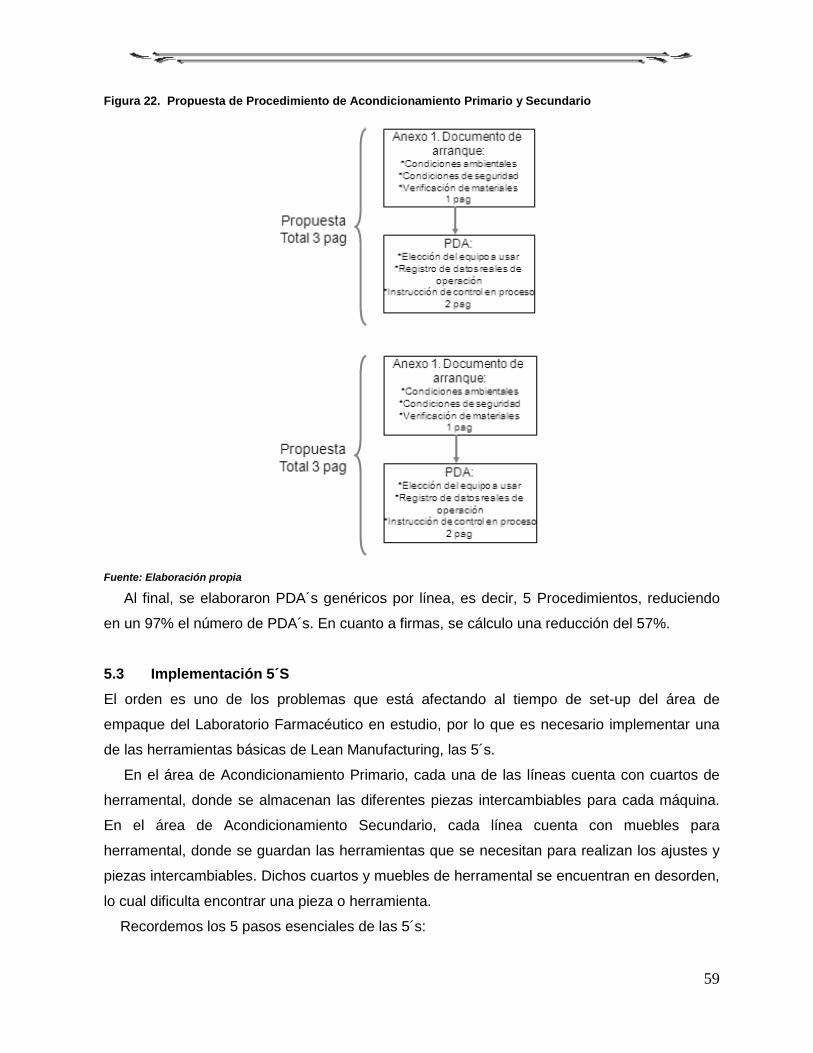
59
Figura 22. Propuesta de Procedimiento de Acondicionamiento Primario y Secundario
Fuente: Elaboración propia
Al final, se elaboraron PDA´s genéricos por línea, es decir, 5 Procedimientos, reduciendo
en un 97% el número de PDA´s. En cuanto a firmas, se cálculo una reducción del 57%.
5.3 Implementación 5´S
El orden es uno de los problemas que está afectando al tiempo de set-up del área de
empaque del Laboratorio Farmacéutico en estudio, por lo que es necesario implementar una
de las herramientas básicas de Lean Manufacturing, las 5´s.
En el área de Acondicionamiento Primario, cada una de las líneas cuenta con cuartos de
herramental, donde se almacenan las diferentes piezas intercambiables para cada máquina.
En el área de Acondicionamiento Secundario, cada línea cuenta con muebles para
herramental, donde se guardan las herramientas que se necesitan para realizan los ajustes y
piezas intercambiables. Dichos cuartos y muebles de herramental se encuentran en desorden,
lo cual dificulta encontrar una pieza o herramienta.
Recordemos los 5 pasos esenciales de las 5´s:

60
1. Seleccionar
2. Ordenar
3. Limpiar
4. Estandarizar
5. Seguimiento
A continuación se presenta la metodología que se desarrolló y se siguió para poder
implementar las 5´s:
Tabla 29. Metodología para la implementación de 5´s en el área de empaque.
1 Seleccionar las herramientas y las piezas intercambiables necesarias para la
operación.
2 Las herramientas y piezas no necesarias, evaluar si pueden usarse en otra línea, de
lo contrario desecar.
2 Las herramientas y piezas necesarias ordenarlas de acuerdo a frecuencia de uso,
asignarles un lugar específico.
3 Limpiar las herramientas, muebles y piezas intercambiables.
4 Realizar auditorías semanales para poder evaluar el nivel de implementación por
línea.
5 Comunicar al personal del área de empaque los resultados de las auditorías
semanales para poder trabajar en las áreas de oportunidad en cada línea.
Fuente: Elaboración propia
El primer paso en la implementación de 5´s fue seleccionar las herramientas y piezas
necesarias para cada una de las líneas. Se trabajó con el personal operativo para poder
realizar esta selección.
Figura 23. Trabajo con personal operativo para implementar 5´s
Fuente: Fotografías tomadas al interior de la empresa.

61
Una vez seleccionada las herramientas y las piezas intercambiables necesarias, se procedió a
ordenarlas en los diferentes muebles de herramental, se generaron listas por cuarto de
herramental dónde se pudieran identificar rápidamente donde se encontraba cada pieza en los
diferentes muebles.
Figura 24. Ayudas visuales en cuartos de herramental
Fuente: Fotografía tomada al interior de la empresa.
Las herramientas que no eran necesarias, se evaluaron si podrían serviles a otras líneas o
de lo contrario, se procedería a desecharlas. Los muebles y herramientas se limpiaron con
alcohol etílico al 70%.
Una vez implementadas las etapas seleccionar, ordenar y limpiar, se desarrollaron auditorías
internas semanales con la finalidad de mantener la implementación. A continuación se
presenta un ejemplo de la auditoría aplicada a las líneas de empaque:
Figura 25. Evaluación 5´s
Fuente: Elaboración propia
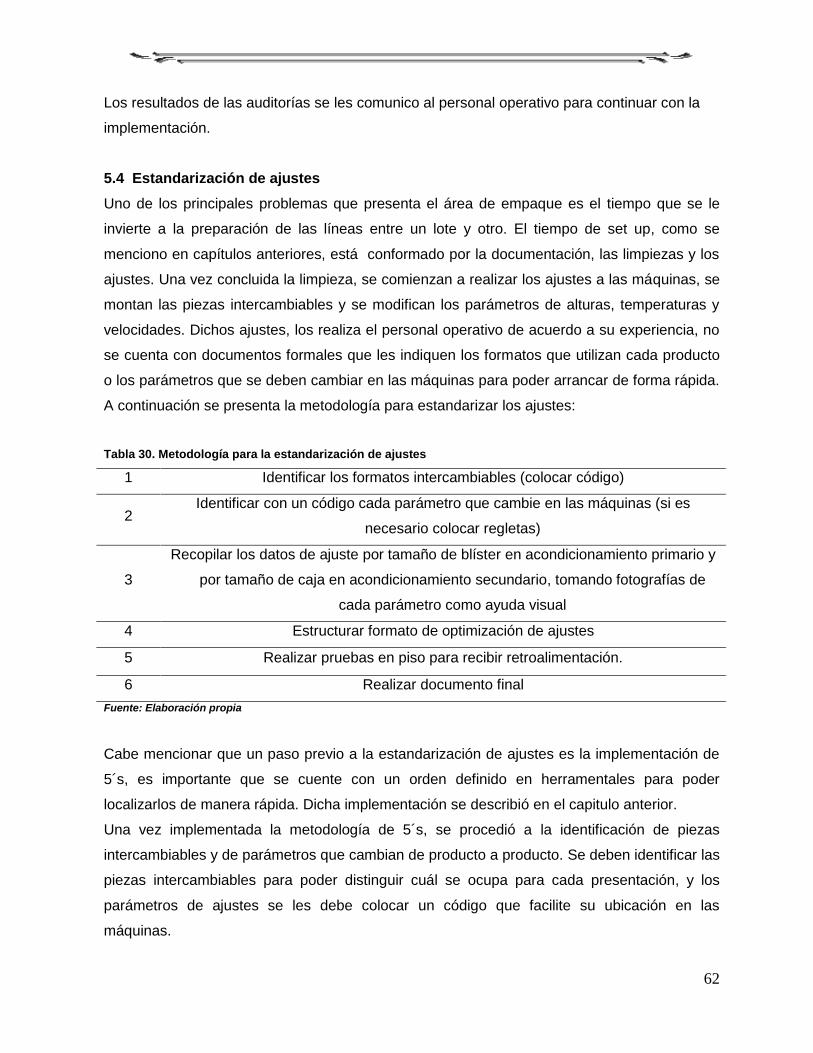
62
Los resultados de las auditorías se les comunico al personal operativo para continuar con la
implementación.
5.4 Estandarización de ajustes
Uno de los principales problemas que presenta el área de empaque es el tiempo que se le
invierte a la preparación de las líneas entre un lote y otro. El tiempo de set up, como se
menciono en capítulos anteriores, está conformado por la documentación, las limpiezas y los
ajustes. Una vez concluida la limpieza, se comienzan a realizar los ajustes a las máquinas, se
montan las piezas intercambiables y se modifican los parámetros de alturas, temperaturas y
velocidades. Dichos ajustes, los realiza el personal operativo de acuerdo a su experiencia, no
se cuenta con documentos formales que les indiquen los formatos que utilizan cada producto
o los parámetros que se deben cambiar en las máquinas para poder arrancar de forma rápida.
A continuación se presenta la metodología para estandarizar los ajustes:
Tabla 30. Metodología para la estandarización de ajustes
1 Identificar los formatos intercambiables (colocar código)
2 Identificar con un código cada parámetro que cambie en las máquinas (si es
necesario colocar regletas)
3
Recopilar los datos de ajuste por tamaño de blíster en acondicionamiento primario y
por tamaño de caja en acondicionamiento secundario, tomando fotografías de
cada parámetro como ayuda visual
4 Estructurar formato de optimización de ajustes
5 Realizar pruebas en piso para recibir retroalimentación.
6 Realizar documento final
Fuente: Elaboración propia
Cabe mencionar que un paso previo a la estandarización de ajustes es la implementación de
5´s, es importante que se cuente con un orden definido en herramentales para poder
localizarlos de manera rápida. Dicha implementación se describió en el capitulo anterior.
Una vez implementada la metodología de 5´s, se procedió a la identificación de piezas
intercambiables y de parámetros que cambian de producto a producto. Se deben identificar las
piezas intercambiables para poder distinguir cuál se ocupa para cada presentación, y los
parámetros de ajustes se les debe colocar un código que facilite su ubicación en las
máquinas.

63
Figura 26. Ejemplo colocación de regletas y códigos en máquinas
Fuente: Fotografía tomada al interior de la empresa.
Después de colocar identificaciones en piezas intercambiables y en parámetros de la
máquina, se recopilaron los datos de acuerdo a lo siguiente:
1. Línea 1 Acondicionamiento Primario. Se clasificaron los datos de acuerdo a los
formatos usados por producto, en total 19 formatos diferentes.
2. Línea 1 Acondicionamiento Secundario. Se clasificaron los datos de acuerdo a los
diferentes tamaños de cajas, en total 6 formatos.
3. Línea 2. Acondicionamiento Primario. Se clasificaron de acuerdo a los formatos usados
por producto. En total 26 formatos.
4. Línea 2 Acondicionamiento Secundario. Se clasificaron los datos de acuerdo a los
diferentes tamaños de cajas, en total 7 formatos.
5. Línea 3 Acondicionamiento Primario. Se clasificaron los datos de acuerdo a los
formatos usados por producto, en total 26 formatos diferentes.
6. Línea 1 Acondicionamiento Secundario. Se clasificaron los datos de acuerdo a los
diferentes tamaños de cajas, en total 7 formatos.
Posteriormente se realizaron los documentos preliminares de estandarización de ajustes, los
cuales fueron probados por personal de línea para recibir retroalimentación:

64
Figura 27. Pruebas en piso para recibir retroalimentación en el formato
Fuente: Fotografía tomada al interior de la empresa.
La retroalimentación fue muy importante ya que fue ahí donde los usuarios del documento nos
comentaron que eran necesarias las ayudas visuales, fotografías de la máquinas que les
indicaran dónde se encontraba cada parámetro y fuera más rápido el ajuste. Fue así como se
generaron los manuales finales.
Figura 28. Ejemplo de formato de Estandarización de ajustes
Fuente: Elaboración propia

65
5.5 Estandarización de limpiezas
Al igual que los ajustes, las limpiezas representan una de las mayores oportunidades para la
mejora de la eficiencia del área de empaque. Actualmente las limpiezas se realizan de una
forma desorganizada, los operadores llegan al área y se reparten las actividades de acuerdo a
como ellos creen es la manera más rápida. Las limpiezas en las líneas blisteras tardan
demasiado tiempo debido a que se cuenta con pocos operadores para su realización.
Normalmente la Línea 1 cuenta con 4 operadores, mientras que las líneas 2 y 3 cuentan con
sólo 2 operadores cada una, en estas últimas líneas, un operador limpia el área de
acondicionamiento primario y el otro operador el área de acondicionamiento secundario,
mientras en la línea 1, dos operadores limpian el área de acondicionamiento primario y dos
operadores limpian el área de acondicionamiento secundario. El área de acondicionamiento
primario necesita una limpieza más profunda ya que en esta área se tienen expuestas las
tabletas o cápsulas, se tienen que lavar las paredes, secarlas, limpiar el piso y por último
sopletear y limpiar la máquina. El área de acondicionamiento secundario lleva una limpieza
más superficial, se lava las paredes, se secan, se sopletea la máquina, se sanitiza y se limpia
el piso. Cabe destacar que el área de acondicionamiento secundario de las tres líneas en
estudio es mucho más pequeña que el área de acondicionamiento primario, de ahí que las
actividades de limpieza lleven más tiempo en acondicionamiento primario.
A continuación se describe la metodología que se siguió para la estandarización de las
limpiezas:
Tabla 31. Metodología para la estandarización de limpiezas
1 Mapear dos limpiezas por cada línea, para ver las actividades que hace cada
operador y tomar tiempos de cada actividad.
2 Balancear las actividades, de tal manera que todos los operadores realicen el mismo
número de actividades y el mismo tiempo.
3 Realizar los tarjetas de estandarización de limpiezas, una por operador
Fuente: Elaboración propia
El primer paso para la estandarización de limpiezas es el mapeo de dos limpiezas por cada
línea, el mapeo consiste en tomar tiempos por cada actividad que realiza cada operador. Se
observó la manera en que se organizan y cuánto tiempo toma iniciar y terminar la limpieza.
Posteriormente se descargaron dichas actividades por operador en Excel para observar si se
encontraban balaceadas, las siguientes gráficas muestran los resultados:

66
Gráfica 11. Balanceo de actividades línea 1 (Actual- Tiempo en minutos).
Fuente: Elaboración propia con información proporcionada por la empresa
Gráfica 12. Balanceo de actividades línea 2 (Actual- Tiempo en minutos).
Fuente: Elaboración propia con información proporcionada por la empresa
Gráfica 13. Balanceo de actividades línea 3 (Actual- Tiempo en minutos).
Fuente: Elaboración propia con información proporcionada por la empresa
282
222
180 210
Operador 1 Operador 2 Operador 3 Operador 4
450
360
Operador 1 Operador 2
420
390
Operador 1 Operador 2

67
Como se puede observar, las actividades no están balanceadas, por lo que es necesario
balancearlas para tratar que todos los operadores hagan el mismo número de actividades en
el mismo tiempo y minimizando los tiempos muertos.
Una vez balanceadas las actividades, se elaboraron las tarjetas de estandarización de
limpiezas por operador, las cuales muestran las actividades que deben realizar, en qué orden
y cuánto tiempo toma hacer cada actividad. La idea es que cada operador se guíe con estas
tarjetas para realizar cada limpieza y las actividades se encuentren balanceadas.
A continuación se presenta un ejemplo de la tarjeta de estandarización de limpiezas:
Figura 29. Ejemplo de tarjetas de estandarización de limpiezas
Fuente: Elaboración propia
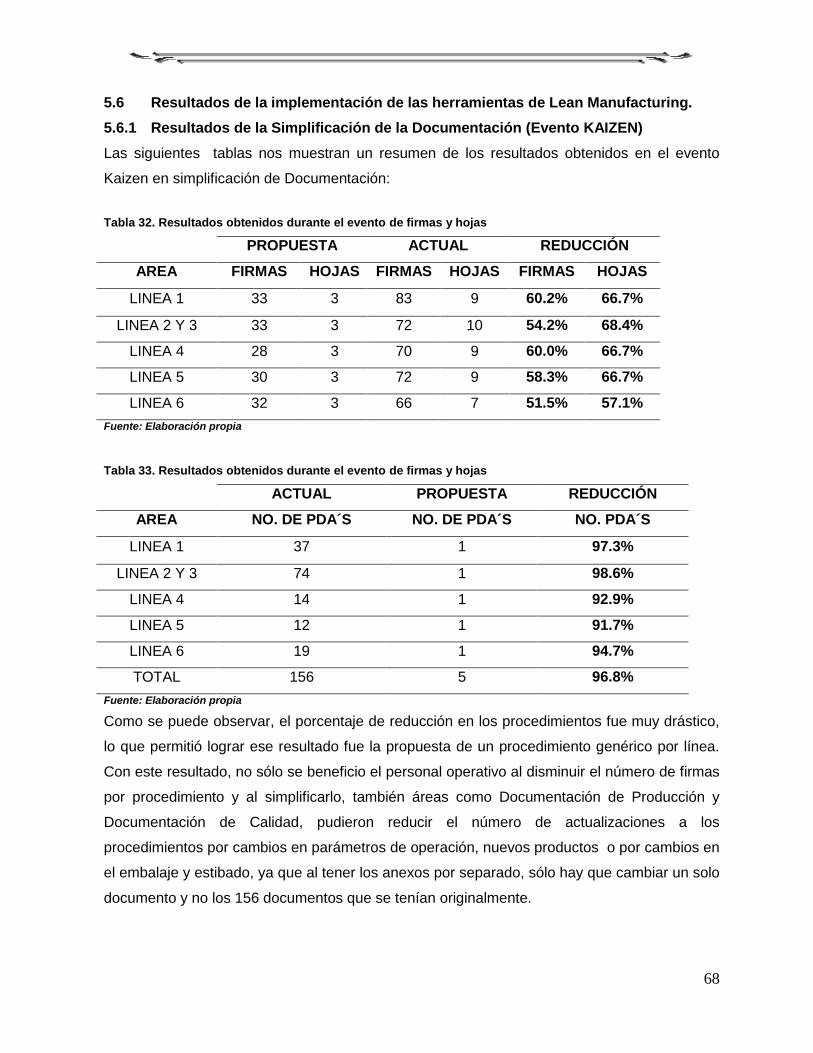
68
5.6 Resultados de la implementación de las herramientas de Lean Manufacturing.
5.6.1 Resultados de la Simplificación de la Documentación (Evento KAIZEN)
Las siguientes tablas nos muestran un resumen de los resultados obtenidos en el evento
Kaizen en simplificación de Documentación:
Tabla 32. Resultados obtenidos durante el evento de firmas y hojas
PROPUESTA ACTUAL REDUCCIÓN
AREA FIRMAS HOJAS FIRMAS HOJAS FIRMAS HOJAS
LINEA 1 33 3 83 9 60.2% 66.7%
LINEA 2 Y 3 33 3 72 10 54.2% 68.4%
LINEA 4 28 3 70 9 60.0% 66.7%
LINEA 5 30 3 72 9 58.3% 66.7%
LINEA 6 32 3 66 7 51.5% 57.1%
Fuente: Elaboración propia
Tabla 33. Resultados obtenidos durante el evento de firmas y hojas
ACTUAL PROPUESTA REDUCCIÓN
AREA NO. DE PDA´S NO. DE PDA´S NO. PDA´S
LINEA 1 37 1 97.3%
LINEA 2 Y 3 74 1 98.6%
LINEA 4 14 1 92.9%
LINEA 5 12 1 91.7%
LINEA 6 19 1 94.7%
TOTAL 156 5 96.8%
Fuente: Elaboración propia
Como se puede observar, el porcentaje de reducción en los procedimientos fue muy drástico,
lo que permitió lograr ese resultado fue la propuesta de un procedimiento genérico por línea.
Con este resultado, no sólo se beneficio el personal operativo al disminuir el número de firmas
por procedimiento y al simplificarlo, también áreas como Documentación de Producción y
Documentación de Calidad, pudieron reducir el número de actualizaciones a los
procedimientos por cambios en parámetros de operación, nuevos productos o por cambios en
el embalaje y estibado, ya que al tener los anexos por separado, sólo hay que cambiar un solo
documento y no los 156 documentos que se tenían originalmente.
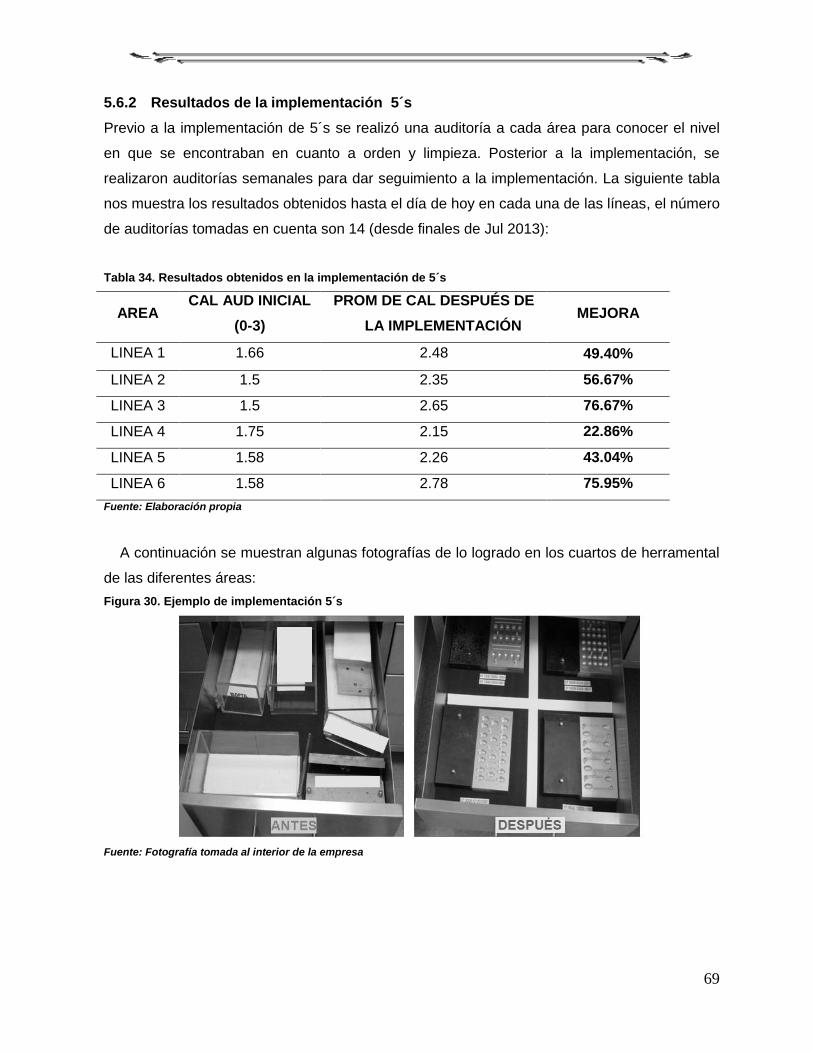
69
5.6.2 Resultados de la implementación 5´s
Previo a la implementación de 5´s se realizó una auditoría a cada área para conocer el nivel
en que se encontraban en cuanto a orden y limpieza. Posterior a la implementación, se
realizaron auditorías semanales para dar seguimiento a la implementación. La siguiente tabla
nos muestra los resultados obtenidos hasta el día de hoy en cada una de las líneas, el número
de auditorías tomadas en cuenta son 14 (desde finales de Jul 2013):
Tabla 34. Resultados obtenidos en la implementación de 5´s
AREA CAL AUD INICIAL
(0-3)
PROM DE CAL DESPUÉS DE
LA IMPLEMENTACIÓN MEJORA
LINEA 1 1.66 2.48 49.40%
LINEA 2 1.5 2.35 56.67%
LINEA 3 1.5 2.65 76.67%
LINEA 4 1.75 2.15 22.86%
LINEA 5 1.58 2.26 43.04%
LINEA 6 1.58 2.78 75.95%
Fuente: Elaboración propia
A continuación se muestran algunas fotografías de lo logrado en los cuartos de herramental
de las diferentes áreas:
Figura 30. Ejemplo de implementación 5´s
Fuente: Fotografía tomada al interior de la empresa
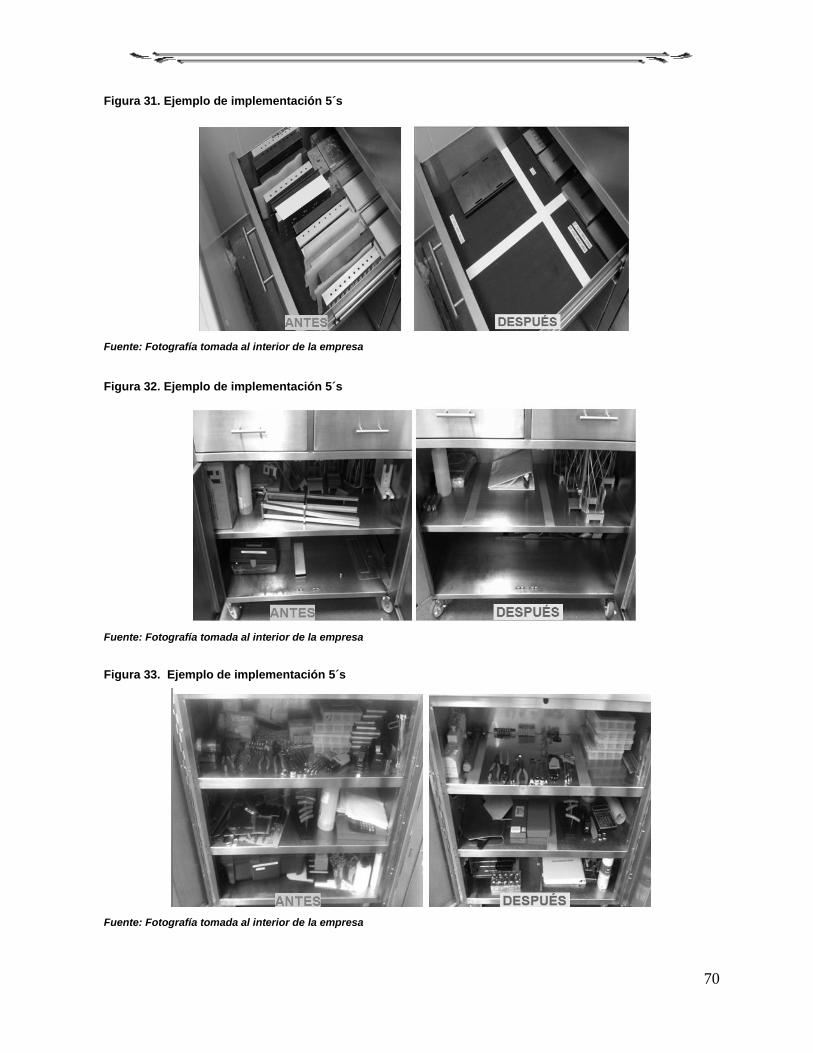
70
Figura 31. Ejemplo de implementación 5´s
Fuente: Fotografía tomada al interior de la empresa
Figura 32. Ejemplo de implementación 5´s
Fuente: Fotografía tomada al interior de la empresa
Figura 33. Ejemplo de implementación 5´s
Fuente: Fotografía tomada al interior de la empresa

71
Como se puede observar, la mejoría fue significativa, es necesario continuar con las auditorías
semanales para que la implementación se mantenga y se genere una cultura de orden y
limpieza.
5.6.3 Resultados de la estandarización de ajustes y limpiezas
Con la estandarización de ajustes y limpieza se redujeron los tiempos en promedio de un 30%,
así como las variaciones entre el tiempo real vs estándar, permitiendo que los ajustes se
realizaran de una manera más rápida y eficiente y por ende tener más tiempo efectivo de
producción.
Tabla 35. Resultados obtenidos de la implementación de estandarización de limpiezas
Mayor
LINEA Promedio de Tiempo de
limpieza real Promedio de Tiempo de
limpieza STD Promedio de
Variación
LINEA 1 2.16 2.19 1.20%
LINEA 2 2.21 2.22 0.58%
LINEA 3 2.18 2.22 1.73%
Fuente: Elaboración propia
Tabla 36. Resultados obtenidos de la implementación de estandarización de ajustes
Mayor
LINEA Promedio de Tiempo de
ajustes real Promedio de Tiempo
de ajustes STD Promedio de
Variación
LINEA 1 1.68 1.7 1.26%
LINEA 2 1.72 1.73 0.73%
LINEA 3 1.69 1.73 2.20%
Fuente: Elaboración propia

72
DISCUSIÓN
La mayoría de los autores consultados sobre la filosofía Lean concuerdan con la idea en que
gran parte del éxito de la implementación depende del grado de compromiso que tenga el
personal de cada empresa.
En mi experiencia la idea anterior es acertada, aquellas empresas que intentan aumentar
la productividad y que apuestan todo a la filosofía Lean, deben saber que no basta con seguir
los pasos para implementar cada una de las herramientas, se necesita tener una visión clara y
el compromiso para poder sostener la implementación.
En México, una implementación de este tipo implica un cambio de cultura ya que romper
paradigmas no es sencillo. Socconni (2008) menciona algunos aspectos que considera clave
para lograr cambios significativos:
Figura 34. Esfuerzos para lograr cambios significativos
Fuente: Socconini, Luis, “Lean Manufacturing, paso a paso”, 2008, p. 17
De acuerdo a lo anterior, vemos que la actitud del personal cuenta mucho, si no hay
motivación o no se tiene claro cuál es el objetivo que se persigue, los cambios tardarán mucho
en darse y se produciría un ambiente de incertidumbre.
En mi opinión lo más complicado es la mentalidad ganadora, es una actitud que no se
puede enseñar, es algo innato que depende mucho de cada persona. En este tipo de
implementaciones la resistencia al cambio siempre se encuentra presente, el hecho de
cambiar mentalidades no es nada fácil, se necesita que la persona vea que realmente los
cambios beneficiarán a la empresa y por consecuencia a todo el personal.
La implementación de Lean Manufacturing no es algo simple, debemos enfocar los
esfuerzos en romper paradigmas para lograr cambios significativos.
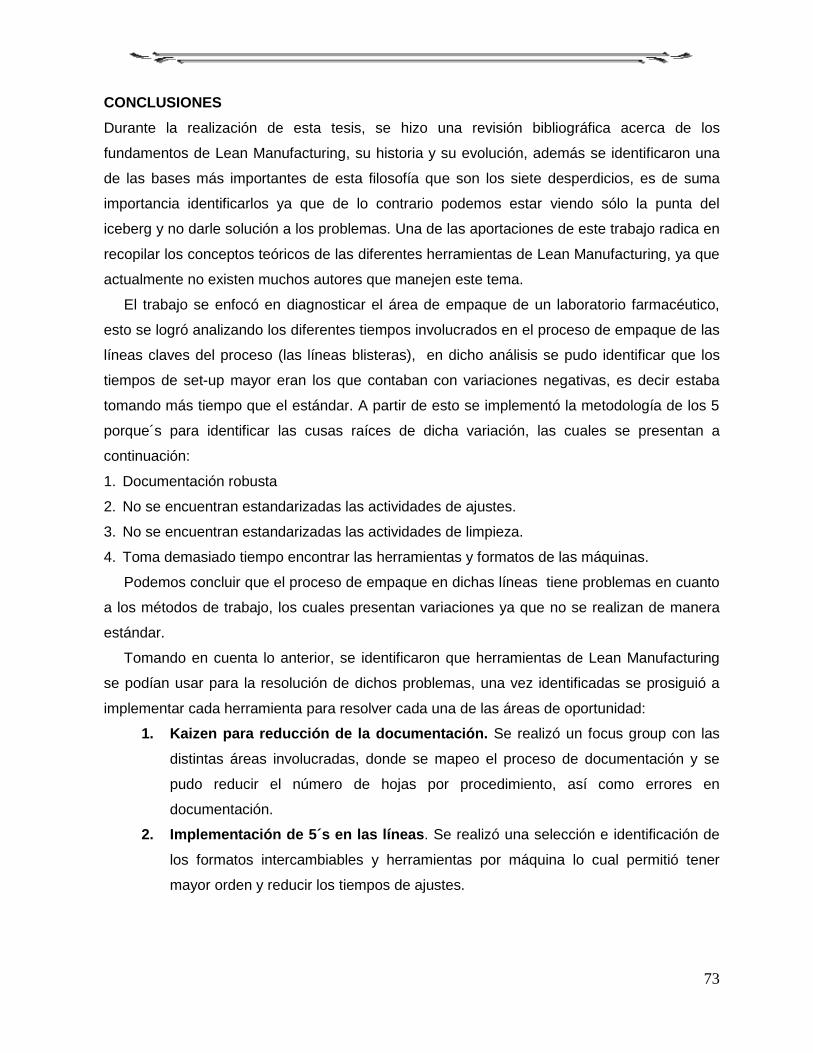
73
CONCLUSIONES
Durante la realización de esta tesis, se hizo una revisión bibliográfica acerca de los
fundamentos de Lean Manufacturing, su historia y su evolución, además se identificaron una
de las bases más importantes de esta filosofía que son los siete desperdicios, es de suma
importancia identificarlos ya que de lo contrario podemos estar viendo sólo la punta del
iceberg y no darle solución a los problemas. Una de las aportaciones de este trabajo radica en
recopilar los conceptos teóricos de las diferentes herramientas de Lean Manufacturing, ya que
actualmente no existen muchos autores que manejen este tema.
El trabajo se enfocó en diagnosticar el área de empaque de un laboratorio farmacéutico,
esto se logró analizando los diferentes tiempos involucrados en el proceso de empaque de las
líneas claves del proceso (las líneas blisteras), en dicho análisis se pudo identificar que los
tiempos de set-up mayor eran los que contaban con variaciones negativas, es decir estaba
tomando más tiempo que el estándar. A partir de esto se implementó la metodología de los 5
porque´s para identificar las cusas raíces de dicha variación, las cuales se presentan a
continuación:
1. Documentación robusta
2. No se encuentran estandarizadas las actividades de ajustes.
3. No se encuentran estandarizadas las actividades de limpieza.
4. Toma demasiado tiempo encontrar las herramientas y formatos de las máquinas.
Podemos concluir que el proceso de empaque en dichas líneas tiene problemas en cuanto
a los métodos de trabajo, los cuales presentan variaciones ya que no se realizan de manera
estándar.
Tomando en cuenta lo anterior, se identificaron que herramientas de Lean Manufacturing
se podían usar para la resolución de dichos problemas, una vez identificadas se prosiguió a
implementar cada herramienta para resolver cada una de las áreas de oportunidad:
1. Kaizen para reducción de la documentación. Se realizó un focus group con las
distintas áreas involucradas, donde se mapeo el proceso de documentación y se
pudo reducir el número de hojas por procedimiento, así como errores en
documentación.
2. Implementación de 5´s en las líneas. Se realizó una selección e identificación de
los formatos intercambiables y herramientas por máquina lo cual permitió tener
mayor orden y reducir los tiempos de ajustes.
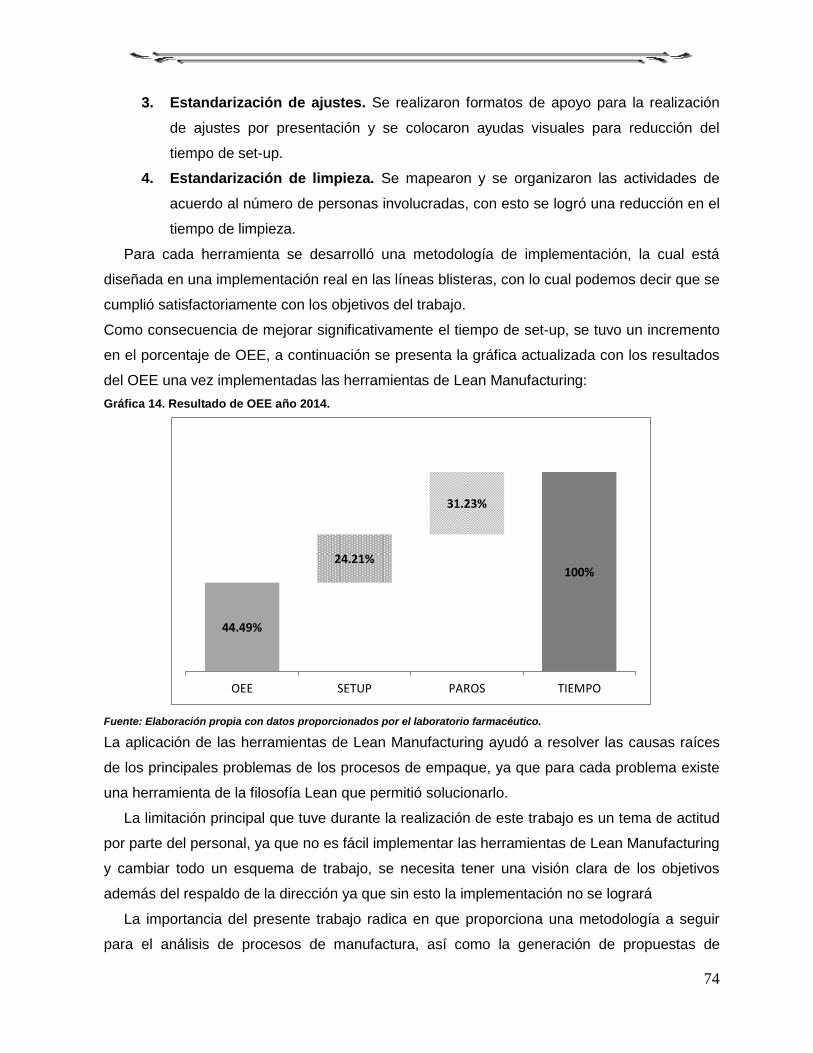
74
3. Estandarización de ajustes. Se realizaron formatos de apoyo para la realización
de ajustes por presentación y se colocaron ayudas visuales para reducción del
tiempo de set-up.
4. Estandarización de limpieza. Se mapearon y se organizaron las actividades de
acuerdo al número de personas involucradas, con esto se logró una reducción en el
tiempo de limpieza.
Para cada herramienta se desarrolló una metodología de implementación, la cual está
diseñada en una implementación real en las líneas blisteras, con lo cual podemos decir que se
cumplió satisfactoriamente con los objetivos del trabajo.
Como consecuencia de mejorar significativamente el tiempo de set-up, se tuvo un incremento
en el porcentaje de OEE, a continuación se presenta la gráfica actualizada con los resultados
del OEE una vez implementadas las herramientas de Lean Manufacturing:
Gráfica 14. Resultado de OEE año 2014.
Fuente: Elaboración propia con datos proporcionados por el laboratorio farmacéutico.
La aplicación de las herramientas de Lean Manufacturing ayudó a resolver las causas raíces
de los principales problemas de los procesos de empaque, ya que para cada problema existe
una herramienta de la filosofía Lean que permitió solucionarlo.
La limitación principal que tuve durante la realización de este trabajo es un tema de actitud
por parte del personal, ya que no es fácil implementar las herramientas de Lean Manufacturing
y cambiar todo un esquema de trabajo, se necesita tener una visión clara de los objetivos
además del respaldo de la dirección ya que sin esto la implementación no se logrará
La importancia del presente trabajo radica en que proporciona una metodología a seguir
para el análisis de procesos de manufactura, así como la generación de propuestas de
100%
44.49%
24.21%
31.23%
OEE SETUP PAROS TIEMPO
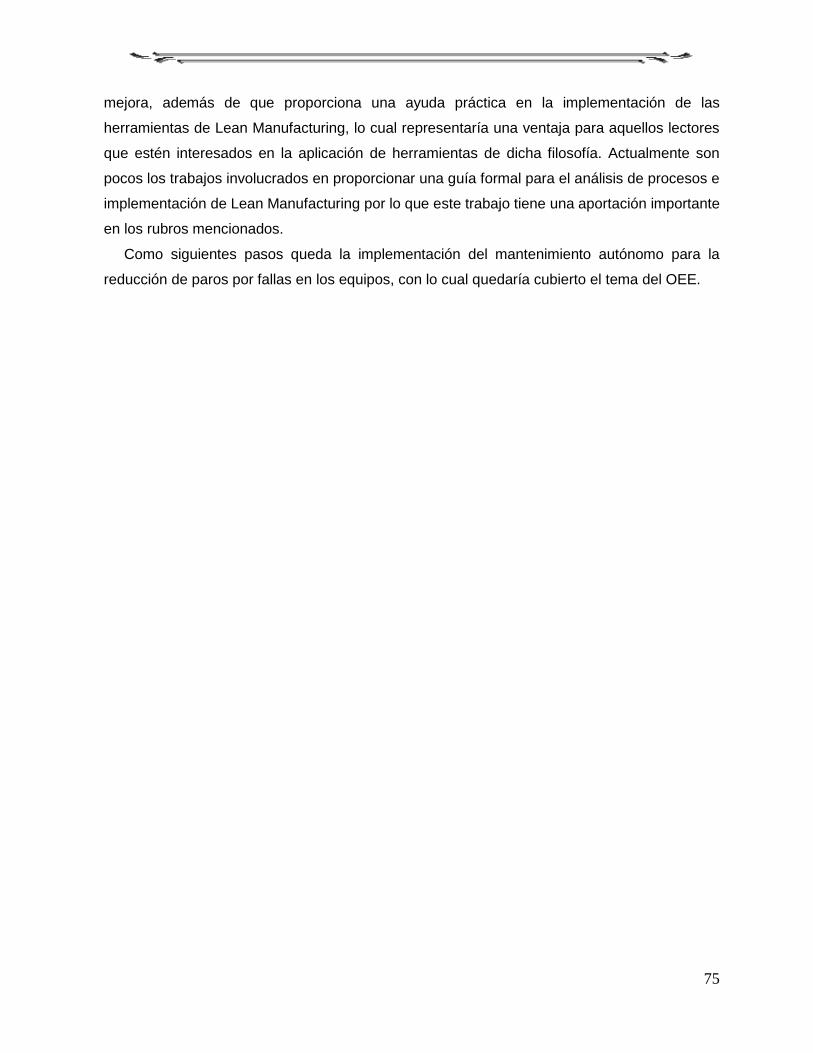
75
mejora, además de que proporciona una ayuda práctica en la implementación de las
herramientas de Lean Manufacturing, lo cual representaría una ventaja para aquellos lectores
que estén interesados en la aplicación de herramientas de dicha filosofía. Actualmente son
pocos los trabajos involucrados en proporcionar una guía formal para el análisis de procesos e
implementación de Lean Manufacturing por lo que este trabajo tiene una aportación importante
en los rubros mencionados.
Como siguientes pasos queda la implementación del mantenimiento autónomo para la
reducción de paros por fallas en los equipos, con lo cual quedaría cubierto el tema del OEE.
76
REFERENCIAS BIBLIOGRÁFICAS
1. Rajadell, Manuel y Sánchez, José Luis, “Lean Manufacturing, la evidencia de una
necesidad”, Editorial Díaz Santos, 2010.
2. Socconini, Luis, “Lean Manufacturing, paso a paso”, Editorial Norma, 2008.
3. Conner, Gary, “Lean Manufacturing, participant guide”, Lean Enterprise Training, 2004.
4. Alukal, George y Manos, Anthony, “Lean Kaizen, a simplified approach to process
improvements”, ASQ Quality Press, 2006.
5. Chiarini, Andrea, “Lean Organization: from the Tools of the Toyota Production System to
Lean Office”, Springer, 2012.
6. Black, John R, “Lean Production: Implementing a World Class System”, Industrial Press
Inc., 2008.
7. Belohlavek, Peter, ”OEE: Overall Equipment Effectiveness”, Blue Eagle Group, 2002.
8. Duggan, K,J, “Creating Mixed Model Value Streams: Practical Lean Techniques for Building
to Demand”, Productivity Press, 2002
9. Quarterman, Lee & Snyder, Brad, “The Strategos Guide to Value Stream & Process
Mapping”, Enna Products Corporation, 2006
10. Sarkar, Debashis, “Lean for Service Organizations and Offices: A Holistic Approach for
Achieving Operational Excellence and Improvements”, ASQ Quality Press, 2007
11. Mika, Geoffrey L., “Kaizen Event Implementation Manual”, SME, 2006
12. Sacristán, Francisco Rey, “Las 5S: orden y limpieza en el puesto de trabajo”, FC Editorial,
2005
13. Middleton, P. & Sutton, James, “Lean Software Strategies: Proven Techniques For
Managers And Developers”, Productivity Press, 2005
14. Hirano, Hiroyuki, “JIT Implementation Manual”, CRC Press, 2011
15. Pérez, Paloma & Sobredo, Asunción, “Industria farmacéutica y patentes”, Oficina
Española Patentes Ma, 1990
16. Pérez, Gloria, “Modelos de Investigación Cualitativa en Educación Social y Animación
Sociocultural: Aplicaciones Prácticas”, Narcea Ediciones, 1999.
17. Guazmayán, Carlos, “Internet y la investigación científica: el uso de los medios y las nuevas
tecnologías en la educación”, Editorial Magisterio, 2004
18. Stake, Robert, “Investigación con estudio de caso”, Ediciones Morata, 1998.
19. Tamayo, Mario, “El Proceso de la investigación científica: incluye evaluación y
administración de proyectos de investigación”, Editorial Limusa, 2004.

77
20. Staats, Bradley R & Upton, David M., “Lean Knowledge Work”, Revista Harvard Business
Review, 2011,
21. Reyes, Primitivo, “Manufactura Delgada (Lean) y Seis Sigma en empresas mexicanas:
experiencias y reflexiones”, Revista Contaduría y Administración, No. 205, 2002.
22. NOM-059-SSA1-1993, apartado Objetivo y campo de aplicación.
23. Página principal de la Cámara Nacional de la Industria Farmacéutica (CANIFARMA)
www.canifarma.org.mx
24. Página principal de la Comisión Federal para la Protección contra Riesgos Sanitarios
(COFEPRIS) www.cofepris.gob.mx
25. Página principal de la Comisión Permanente de la Farmacopea de los Estados Unidos
Mexicanos (FEUM) www.farmacopea.org.mx
26. Página principal de la Secretaría de Economía www.economia.gob.mx
27. http://tgrajales.net/investipos.pdf