sistemas de planificación de requerimientos de materiales final
TRANSCRIPT
5/11/2018 Sistemas de Planificación de Requerimientos de Materiales Final - slidepdf.com
http://slidepdf.com/reader/full/sistemas-de-planificacion-de-requerimientos-de-materiales-final 1/26
Sistemas deSistemas de Planificación deRequerimientos de Materiales (MRP II) yy Sistemas de Requerimiento de RecursosSistemas de Requerimiento de Recursos
(MRP II)(MRP II)
Sistema de Planificación de Requerimiento de Materiales MRP I y Sistema dePlanificación de Requerimiento de Recursos MRP II
1

5/11/2018 Sistemas de Planificación de Requerimientos de Materiales Final - slidepdf.com
http://slidepdf.com/reader/full/sistemas-de-planificacion-de-requerimientos-de-materiales-final 2/26
INTRODUCCIÓN
Las técnicas MRP I y MRP II (Materials Requirement Planning, Planificación de lasnecesidades de Materiales y Recursos) son una solución relativamente nueva a un problema clásico en producción: el de controlar y coordinar los materiales para que sehallen a punto cuando son precisos y al propio tiempo sin necesidad de tener unexcesivo inventario.
El objetivo principal de estos sistemas es controlar el proceso de producción enempresas cuya actividad se desarrolla en un entorno de fabricación. La producción eneste entorno supone un proceso complejo, con múltiples etapas intermedias, en las quetienen lugar procesos industriales que transforman los materiales empleados, se realizan
montajes de componentes para obtener unidades de nivel superior que a su vez puedenser componentes de otras, hasta la terminación del producto final, listo para ser entregado a los clientes externos. La complejidad de este proceso es variable,dependiendo del tipo de productos que se fabriquen. Los sistemas básicos para planificar y controlar estos procesos constan todos ellos de lasmismas etapas, si bien su implantación en una situación concreta depende de las
particularidades de la misma. Pero todos ellos abordan el problema de la ordenación delflujo de todo tipo de materiales en la empresa para obtener los objetivos de producción
eficientemente: ajustar los inventarios, la capacidad, la mano de obra, los costes de producción, los plazos de fabricación y las cargas de trabajo en las distintas secciones alas necesidades de la producción. Sin excesos innecesarios que encubren gran parte delos problemas de producción existentes, ni rigideces que impidan la adecuación a loscambios continuos en el entorno en que actúa la empresa
Sistema de Planificación de Requerimiento de Materiales MRP I y Sistema dePlanificación de Requerimiento de Recursos MRP II
2

5/11/2018 Sistemas de Planificación de Requerimientos de Materiales Final - slidepdf.com
http://slidepdf.com/reader/full/sistemas-de-planificacion-de-requerimientos-de-materiales-final 3/26
OBJETIVOS DE LA INVESTIGACIÓN
Objetivos General
Estudiar el funcionamiento y objetivos de técnicas especializadas para el control ymanejo de materiales y recursos a través del “Sistema de Planificación deRequerimientos de Materiales (MRP I)” y del “Sistema de Planificación deRequerimientos de Recursos (MRP II)”, así como analizar el impacto que producen losmismos en la productividad y sobre los beneficios económicos de las empresas que losimplementan.
Objetivos Específicos
• Estudiar la Evolución, objetivos y el funcionamiento de los Sistemas MRP I yMRP II, así como el impacto que produce su aplicación en los costos y la
productividad de las Empresas que lo implementan.
• Exponer características, beneficios y diferencias entre cada uno de los sistemasmencionados.
• Identificar las aplicaciones de los sistemas MRP I y MRP II a nivel empresarial.
Sistema de Planificación de Requerimiento de Materiales MRP I y Sistema dePlanificación de Requerimiento de Recursos MRP II
3
5/11/2018 Sistemas de Planificación de Requerimientos de Materiales Final - slidepdf.com
http://slidepdf.com/reader/full/sistemas-de-planificacion-de-requerimientos-de-materiales-final 4/26
HISTORIALa Historia del MRP I se remonta a la época de la Segunda Guerra Mundial, cuando elgobierno estadounidense empleó programas especializados que se ejecutaban en lasenormes y complejas computadoras recién surgidas en el principio de la década de los
años 40 para controlar la logística u organización de sus unidades en acciones bélicas.Estas soluciones tecnológicas, son conocidas como los primeros sistemas para la
planeación de requerimiento de materiales (Material Requirements Planning Systems oMRP Systems).
Para el final de los años 50, los sistemas MRP brincaron las trincheras del ejército parahallar cabida en los sectores productivos en especial de los Estados Unidos de América.Las compañías que los adoptaron se dieron cuenta de que estos sistemas les permitíanllevar un control de diversas actividades como control de inventario, facturación, y pago
y administración de nómina.
De manera paralela, la evolución de las computadoras favoreció el crecimiento de estossistemas en cuanto al número de empresas que optaban por ellos. Claro que esascomputadoras eran muy rudimentarias pero contaban con la capacidad dealmacenamiento y recuperación de datos que facilitaban procesar transacciones, esdecir, manejar información y canalizarla de manera apropiada a aquellas áreas que, alintegrarla, podían ejecutar acciones mucho más rápidas. En las décadas de los años 60 y70, los sistemas MRP evolucionaron para ayudar a las empresas a reducir los niveles deinventario de los materiales que usaban, esto porque, al planear sus requerimientos de
insumos con base en lo que realmente les demandaban, los costos se reducían, ya que secompraba sólo lo necesario.
La gran cantidad de datos que hay que manejar y la enorme complejidad de lasinterrelaciones entre los distintos componentes trajeron consigo que, antes de los añossesenta, no existiera forma satisfactoria de resolver el problema mencionado, lo que
propició que las empresas siguiesen, utilizando los stocks de seguridad y las técnicasclásicas, así como métodos informales, con el objeto de intentar evitar en lo posible
problemas en el cumplimiento de la programación debido a falta de stocks, por
desgracia, no siempre conseguían sus objetivos, aunque casi siempre incurrían enelevados costos de posesión. Hubo que esperar a los años sesenta para que la aparicióndel ordenador abriera las puertas al MRP, siendo ésta, más que una simple técnica degestión de Inventarios. El MRP no es un método sofisticado surgido del ambienteuniversitario, sino que, por el contrario, es una técnica sencilla, que procede de la
práctica y que, gracias al ordenador, funciona y deja obsoletas las técnicas clásicas en loque se refiere al tratamiento de artículos de demanda dependiente. Su aparición en los
programas académicos es muy reciente.
Cabe señalar que los sistemas MRP no constituyen un cuerpo de conocimientos cerrado,sino que han estado evolucionando en forma continua. Inicialmente se usaba el MRP
Sistema de Planificación de Requerimiento de Materiales MRP I y Sistema dePlanificación de Requerimiento de Recursos MRP II
4
5/11/2018 Sistemas de Planificación de Requerimientos de Materiales Final - slidepdf.com
http://slidepdf.com/reader/full/sistemas-de-planificacion-de-requerimientos-de-materiales-final 5/26
para programar inventarios y producción (Sistemas MRP I) luego se fue incluyendo la planificación de capacidad de recursos (Sistemas MRP II ) , y por último una vezdesarrollado los otros sistemas, se amplía el sistema a la planificación y control de otrosdepartamentos de la empresa (Sistemas MRP III ).
En múltiples aplicaciones se considera como sistema MRP II a todos los avances posteriores al sistema MRP I, es decir, planeamiento de capacidad de recursos, eintegración de todas las áreas funcionales de la empresa.
Es interesante resaltar que mediante esta técnica se consigue coordinar conjuntamentelas actividades de las distintas áreas de la empresa, lo cuál está de acuerdo con laconcepción sistémica de la misma y es la mejor forma de conseguir beneficiossustanciales en la aplicación del MRP.
Sistema de Planificación de Requerimiento de Materiales MRP I y Sistema dePlanificación de Requerimiento de Recursos MRP II
5
5/11/2018 Sistemas de Planificación de Requerimientos de Materiales Final - slidepdf.com
http://slidepdf.com/reader/full/sistemas-de-planificacion-de-requerimientos-de-materiales-final 6/26
OBJETIVOS DE LOS SISTEMAS MRP I Y MRP II
•
El objetivo Fundamental de los Sistemas MRP es disminuir el volumen deexistencia a partir de lanzar la orden de compra o fabricación en el momentoadecuado según los resultados del Programa Maestro de Producción.
• Optimizar los procesos empresariales.
• Permiten el acceso a información confiable, precisa y oportuna.
• Propician la posibilidad de compartir información entre todos los componentesde la organización.
• Generan la eliminación de datos y operaciones innecesarias.
• Reducen los tiempos y los costes de los procesos.
Sistema de Planificación de Requerimiento de Materiales MRP I y Sistema dePlanificación de Requerimiento de Recursos MRP II
6
5/11/2018 Sistemas de Planificación de Requerimientos de Materiales Final - slidepdf.com
http://slidepdf.com/reader/full/sistemas-de-planificacion-de-requerimientos-de-materiales-final 7/26
El MRP I o Planificación de necesidades de Materiales.CARACTERÍSTICAS
Es un sistema de planificación de la producción y de gestión de stocks que responde a
las preguntas:¿QUÉ?¿CUÁNTO?¿CUÁNDO?Se debe fabricar y/o aprovisionar.
El Objetivo del MRP (al MRP I le llama también simplemente MRP) es brindar unenfoque mas efectivo, sensible y disciplinado a determinar los requerimientos demateriales de la empresa.
El procedimiento del MRP está basado en dos ideas esenciales:• La demanda de la mayoría de los artículos no es independiente, únicamente lo esla de los productos terminados.
• Las necesidades de cada artículo y el momento en que deben ser satisfechasestas necesidades, se pueden calcular a partir de unos datos bastantes sencillos:las demandas independientes, la estructura del producto
Así pues, MRP I consiste esencialmente en un cálculo de necesidades netas de losartículos (productos terminados, subconjuntos, componentes, materia prima, etc.)
introduciendo un factor nuevo, no considerado en los métodos tradicionales de gestiónde stocks, que es el plazo de fabricación o compra de cada uno de los artículos, lo queen definitiva conduce a modular a lo largo del tiempo las necesidades, ya que indica laoportunidad de fabricar (o aprovisionar) los componentes con la debida planificaciónrespecto a su utilización en la fase siguiente de fabricación.
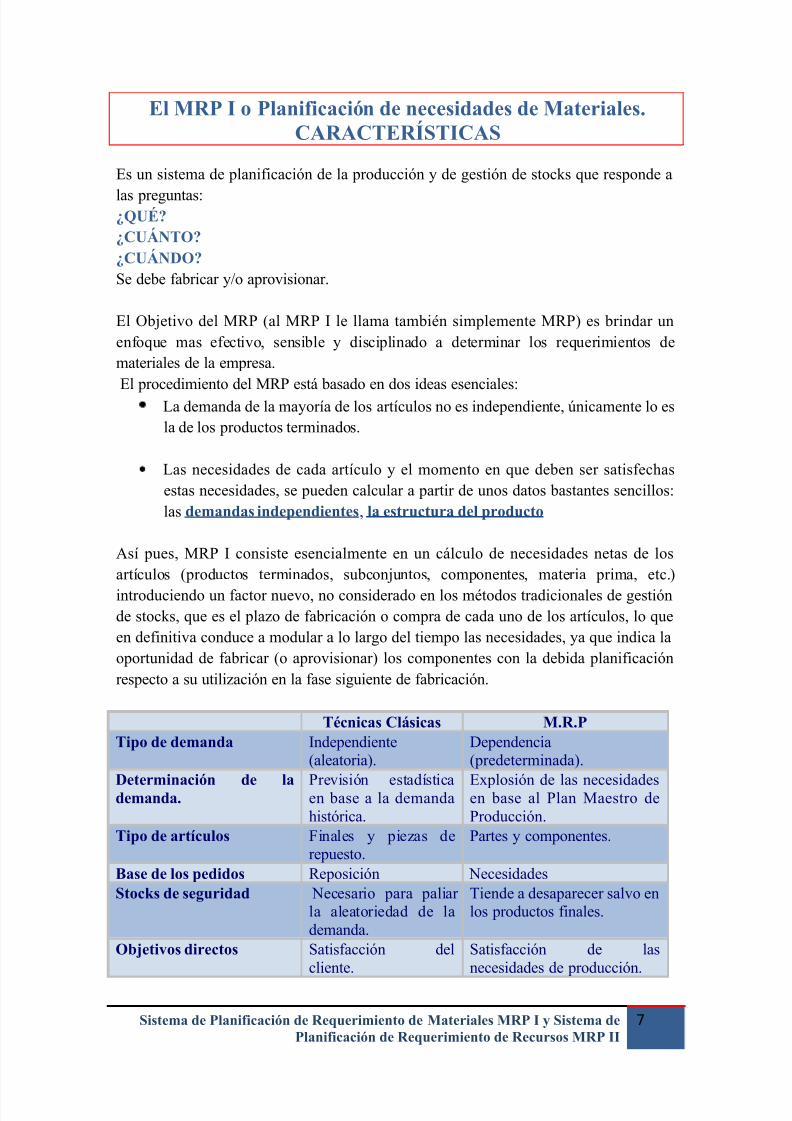
Técnicas Clásicas M.R.PTipo de demanda Independiente
(aleatoria).Dependencia(predeterminada).
Determinación de lademanda. Previsión estadísticaen base a la demandahistórica.
Explosión de las necesidadesen base al Plan Maestro deProducción.
Tipo de artículos Finales y piezas derepuesto.
Partes y componentes.
Base de los pedidos Reposición NecesidadesStocks de seguridad Necesario para paliar
la aleatoriedad de lademanda.
Tiende a desaparecer salvo enlos productos finales.
Objetivos directos Satisfacción delcliente.
Satisfacción de lasnecesidades de producción.
Sistema de Planificación de Requerimiento de Materiales MRP I y Sistema dePlanificación de Requerimiento de Recursos MRP II
7
5/11/2018 Sistemas de Planificación de Requerimientos de Materiales Final - slidepdf.com
http://slidepdf.com/reader/full/sistemas-de-planificacion-de-requerimientos-de-materiales-final 8/26
Demanda IndependienteSe entiende por demanda independiente aquella que se genera a partir de decisionesajenas a la empresa, por ejemplo la demanda de productos terminados acostumbra aser externa a la empresa en el sentido en que las decisiones de los clientes no son
controlables por la empresa (aunque sí pueden ser influidas). También se clasificaríacomo demanda independiente la correspondiente a piezas de recambio.
Demanda Dependiente
Es la que se genera a partir de decisiones tomadas por la propia empresa , por ejemplo aún si se pronostica una demanda de 100 coches para el mes próximo(demanda independiente) la Dirección puede determinar fabricar 120 este mes, para loque se precisaran 120 carburadores , 120 volantes, 600 ruedas,.... ,etc. La demanda decarburadores, volantes, ruedas es una demanda dependiente de la decisión tomada por la
propia empresa de fabricar 120 coches.
Mediante un ejemplo veremos la diferencia entre las demandas dependiente eindependiente y sus implicancias al aplicar el punto de pedido. El producto terminado P está formado por tres componentes H, A y B. La demanda de Pes homogénea en el tiempo, es decir, tiene un nivel constante al que se sumanoscilaciones de carácter aleatorio, sin embargo, el comportamiento de las existencias delas componentes es totalmente diferente. Consideremos H, por ejemplo. Si es unacomponente exclusiva de P el consumo de H no se distribuirá en el tiempo, sino que se
concentrará en instantes muy concretos (aquellos que corresponden a la fabricación deun lote de P). Todo ello llevará a tener en stock una cantidad importante de lacomponente H durante mayor parte del tiempo. Un sistema MRP sólo lanzará un reaprovisionamiento de H cuando esté prevista lafabricación de P, en consecuencia la mayor parte del tiempo el stock de H será reducido(cuando no nulo), y sólo alcanzará un valor apreciable inmediatamente antes de quedicha componente vaya a necesitarse para fabricar P.
En consecuencia, el sistema MRP comprende la información obtenida de al menos tresfuentes o ficheros de Información principales que a su vez suelen ser generados por otros subsistemas específicos, pudiendo concebirse como un proceso cuyas entradasson:
• El plan maestro de producción (MPS), el cual contiene las cantidades y fechasen que han de estar disponibles los productos de la planta que están sometidos ademanda externa (productos finales fundamentalmente y, posiblemente, piezasde repuesto).
Sistema de Planificación de Requerimiento de Materiales MRP I y Sistema dePlanificación de Requerimiento de Recursos MRP II
8
5/11/2018 Sistemas de Planificación de Requerimientos de Materiales Final - slidepdf.com
http://slidepdf.com/reader/full/sistemas-de-planificacion-de-requerimientos-de-materiales-final 9/26
• El estado del inventario (Stock), que recoge las cantidades de cada una de lasreferencias de la planta que están disponibles o en curso de fabricación. En esteúltimo caso ha de conocerse la fecha de recepción de las mismas.
•
La lista de materiales (BOM: Bill of Materials), que representa la estructurade fabricación en la empresa. En concreto, es la lista precisa y completa de todoslos materiales y componentes que se requieren para la fabricación o montaje del
producto final, reflejando el modo en que la misma se realiza.
A partir de estos datos la explosión de las necesidades proporciona como resultado lasiguiente información:
• El plan de producción de cada uno de los items que han de ser fabricados,especificando cantidades y fechas en que han de ser lanzadas las órdenes defabricación. Para calcular las cargas de trabajo de cada una de las secciones de la
planta y posteriormente para establecer el programa detallado de fabricación.
• El plan de aprovisionamiento, detallando las fechas y tamaños de los pedidos a proveedores para todas aquellas referencias que son adquiridas en el exterior.
• El informe de excepciones, que permite conocer que‚ órdenes de fabricaciónvan retrasadas y cuales son sus posibles repercusiones sobre el plan de
producción y en última instancia sobre las fechas de entrega de los pedidos a losclientes.
Sistema de Planificación de Requerimiento de Materiales MRP I y Sistema dePlanificación de Requerimiento de Recursos MRP II
9
5/11/2018 Sistemas de Planificación de Requerimientos de Materiales Final - slidepdf.com
http://slidepdf.com/reader/full/sistemas-de-planificacion-de-requerimientos-de-materiales-final 10/26
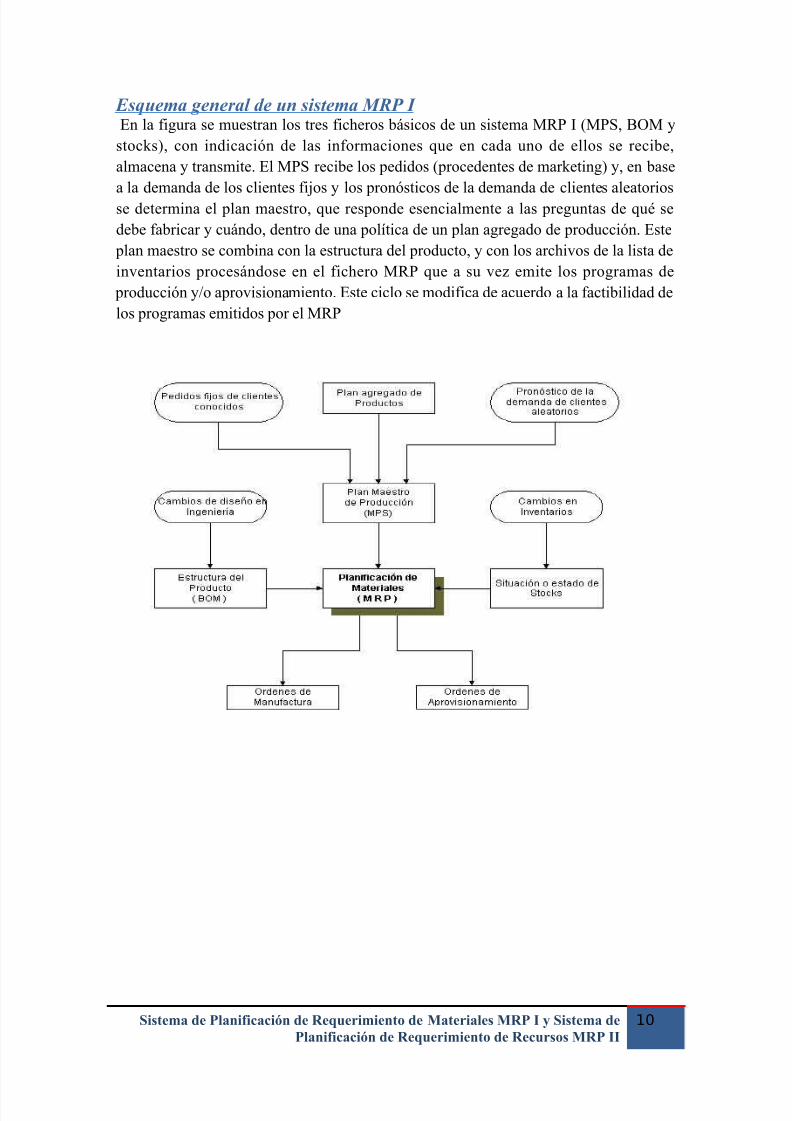
Esquema general de un sistema MRP I En la figura se muestran los tres ficheros básicos de un sistema MRP I (MPS, BOM ystocks), con indicación de las informaciones que en cada uno de ellos se recibe,almacena y transmite. El MPS recibe los pedidos (procedentes de marketing) y, en base
a la demanda de los clientes fijos y los pronósticos de la demanda de clientes aleatoriosse determina el plan maestro, que responde esencialmente a las preguntas de qué sedebe fabricar y cuándo, dentro de una política de un plan agregado de producción. Este
plan maestro se combina con la estructura del producto, y con los archivos de la lista deinventarios procesándose en el fichero MRP que a su vez emite los programas de
producción y/o aprovisionamiento. Este ciclo se modifica de acuerdo a la factibilidad delos programas emitidos por el MRP
Sistema de Planificación de Requerimiento de Materiales MRP I y Sistema dePlanificación de Requerimiento de Recursos MRP II
10
5/11/2018 Sistemas de Planificación de Requerimientos de Materiales Final - slidepdf.com
http://slidepdf.com/reader/full/sistemas-de-planificacion-de-requerimientos-de-materiales-final 11/26
EL MRP II o Planificación de Necesidades de Recurso (ManufacturingResource Planning). CARACTERÍSTICAS
Según la mecánica del MRP, resulta obvio que es posible planificar a partir del Plan
Maestro Detallado de Producción (MPS) no solamente las necesidades netas demateriales (interiores y exteriores) sino de cualquier elemento o recurso. Así se produce
paulatinamente la transformación de la PLANIFICACIÓN DE NECESIDADES DEMATERIALES en una PLANIFICACIÓN DE NECESIDADES DEL RECURSO DEFABRICACIÓN, que es a lo que responde las siglas MRP II ( Manufacturing ResourcePlanning).
Sin embargo, hay otros aspectos que suelen asociarse al MRP II. Uno de ellos es elestablecimiento de unos procedimientos para garantizar el éxito del sistema,
procedimientos que incluyen fases anteriores al cálculo de necesidades: las de preparación y elaboración del Plan Maestro Detallado de Producción. En dichas fases seefectúan los controles globales de factibilidad del Plan Maestro. El Plan Maestro, por su
parte se conecta a los aspectos financieros inferidos, como una forma de extender laguía del MRP no sólo la producción, sino a toda la empresa (es de carácter global).
Otro aspecto incluido en el MRP II es la posibilidad de simulación, para apreciar elcomportamiento del sistema productivo (o de la empresa) en diferentes hipótesis sobresu constitución o sobre las solicitudes externas. Debemos convenir que cualquier sistema MRP realiza una simulación respecto a acontecimientos futuros; es la extensión
de estas posibilidades lo que se solicita para el MRP II. Finalmente, como última característica que se asocia generalmente con MRP II es elcontrol en bucle cerrado, lo que claramente lo hace trascender de relativamente unsimple sistema de planificación. Se pretende en ésta forma que se alimente el sistemaMRP II con los datos relativos a los acontecimientos que se vayan sucediendo en elsistema productivo, lo que permitirá al primero realizar las sucesivas replanificacionescon un mejor ajuste a la realidad.
En síntesis podemos definir el MRP II como: Sistema de planeamiento y control de laproducción totalmente integrado de todos los recursos de manufactura de lacompañía (producción, marketing, finanzas e ingeniería) basado en un soporteinformático que responde a la pregunta: ¿QUÉ PASA SÍ ... ?
NIVELES DEL MRP II El MRP II consta de cinco niveles, cuatro de ellos son de planeamiento y uno de
control y producción, cada nivel responde a ¿Cuánto y Cuándo se va a producir? y¿Cuáles son los recursos disponibles?, teniendo en cuenta para esto la capacidad de laempresa. Es así como se implanta el Sistema.
Sistema de Planificación de Requerimiento de Materiales MRP I y Sistema dePlanificación de Requerimiento de Recursos MRP II
11
5/11/2018 Sistemas de Planificación de Requerimientos de Materiales Final - slidepdf.com
http://slidepdf.com/reader/full/sistemas-de-planificacion-de-requerimientos-de-materiales-final 12/26
PRIMER NIVEL: Plan EmpresarialDe acuerdo al informe elaborado por el nivel ejecutivo respecto a la condición futura delsector industrial de los fabricadores de Tijeras (plan de 3 a 5 años), por ejemplo, se
prevee la compra de alguna maquinaria para llevar a cabo una estrategia y aumentar los
niveles de producción de las mismas considerando las exigencias del mercado y susniveles de demanda.
SEGUNDO NIVEL: Plan Agregado EmpresarialEn este plan se agrupa los recursos disponibles, incluyendo las maquinarias previstas
para llevar a cabo el plan empresarial. Al evaluar los recursos, por ejemplo, la situaciónde las maquinarias en conjunto, se analiza el costo para realizar el mantenimiento, lacantidad de personal necesaria para llevarlo a cabo. Cada agrupación de maquinariarequiere de su propio plan de mantenimiento, a este nivel se ignora el detalle delmantenimiento por máquina. El plan reconoce la política de subcontratación para los
tipos de mantenimiento que tienen que ser realizados por la casa matriz de las diversasmáquinas.
TERCER NIVEL: Plan Maestro de ProducciónSe refiere a la elaboración de las necesidades de recurso, en este caso, mantenimiento acada máquina. En este plan se define la programación de los diferentes tipos demantenimiento en detalle para cada maquinaria. Dicho plan se elabora en concordanciacon el área de producción para definir la programación respectiva de la máquina deacuerdo al uso y así lograr el cumplimiento del plan de producción.
CUARTO NIVEL: Plan de Requerimientos de Materiales (MRP I)El plan maestro de mantenimiento es la fuerza que mueve el sistema MRP I, este
procesa la información conjuntamente con la lista de materiales y los stocks, muestralos requerimientos señalados en el tiempo para la salida y recepción de materiales.
La lista de materiales estará preparada de acuerdo al tipo de mantenimiento a realizarse por cada máquina. Con ello se sabe, de acuerdo al plan maestro de mantenimiento,cuándo debe adquirirse el material o repuesto para el momento en que se va a realizar elmantenimiento. Se sabe que en algunos casos, la compra de los repuestos deben ser realizados con anticipación debido al tiempo de espera para su llegada (LEAD TIME).
Sistema de Planificación de Requerimiento de Materiales MRP I y Sistema dePlanificación de Requerimiento de Recursos MRP II
12
5/11/2018 Sistemas de Planificación de Requerimientos de Materiales Final - slidepdf.com
http://slidepdf.com/reader/full/sistemas-de-planificacion-de-requerimientos-de-materiales-final 13/26
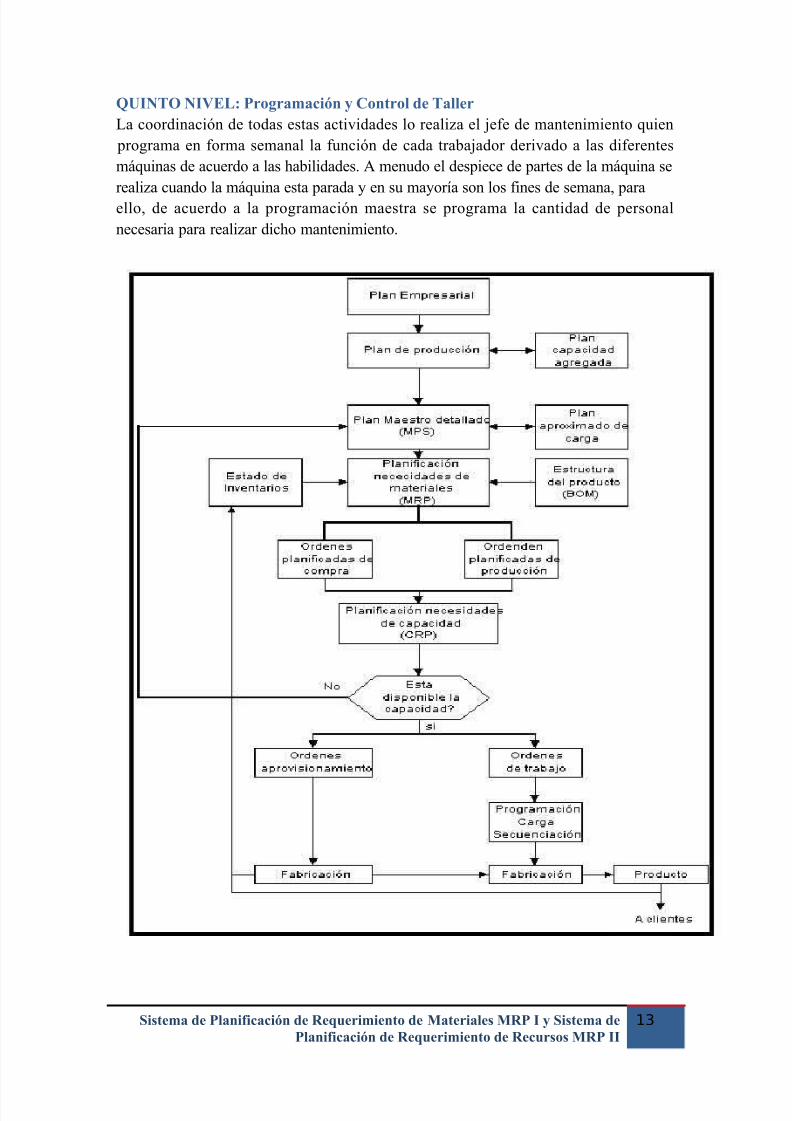
QUINTO NIVEL: Programación y Control de TallerLa coordinación de todas estas actividades lo realiza el jefe de mantenimiento quien
programa en forma semanal la función de cada trabajador derivado a las diferentesmáquinas de acuerdo a las habilidades. A menudo el despiece de partes de la máquina se
realiza cuando la máquina esta parada y en su mayoría son los fines de semana, paraello, de acuerdo a la programación maestra se programa la cantidad de personalnecesaria para realizar dicho mantenimiento.
Sistema de Planificación de Requerimiento de Materiales MRP I y Sistema dePlanificación de Requerimiento de Recursos MRP II
13
5/11/2018 Sistemas de Planificación de Requerimientos de Materiales Final - slidepdf.com
http://slidepdf.com/reader/full/sistemas-de-planificacion-de-requerimientos-de-materiales-final 14/26
APLICACIÓN Y BENEFICIOS
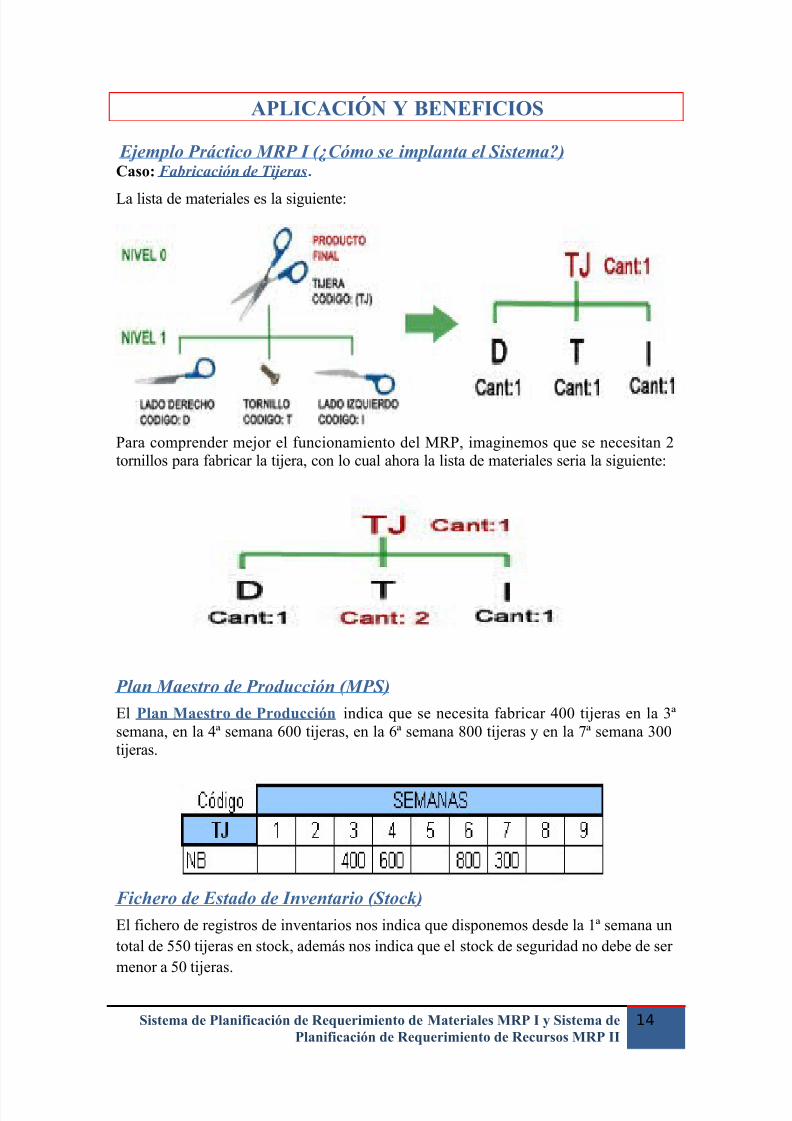
Ejemplo Práctico MRP I (¿Cómo se implanta el Sistema?)Caso: Fabricación de Tijeras.
La lista de materiales es la siguiente:
Para comprender mejor el funcionamiento del MRP, imaginemos que se necesitan 2tornillos para fabricar la tijera, con lo cual ahora la lista de materiales seria la siguiente:
Plan Maestro de Producción (MPS)El Plan Maestro de Producción indica que se necesita fabricar 400 tijeras en la 3ªsemana, en la 4ª semana 600 tijeras, en la 6ª semana 800 tijeras y en la 7ª semana 300tijeras.
Fichero de Estado de Inventario (Stock)
El fichero de registros de inventarios nos indica que disponemos desde la 1ª semana untotal de 550 tijeras en stock, además nos indica que el stock de seguridad no debe de ser menor a 50 tijeras.
Sistema de Planificación de Requerimiento de Materiales MRP I y Sistema dePlanificación de Requerimiento de Recursos MRP II
14
5/11/2018 Sistemas de Planificación de Requerimientos de Materiales Final - slidepdf.com
http://slidepdf.com/reader/full/sistemas-de-planificacion-de-requerimientos-de-materiales-final 15/26
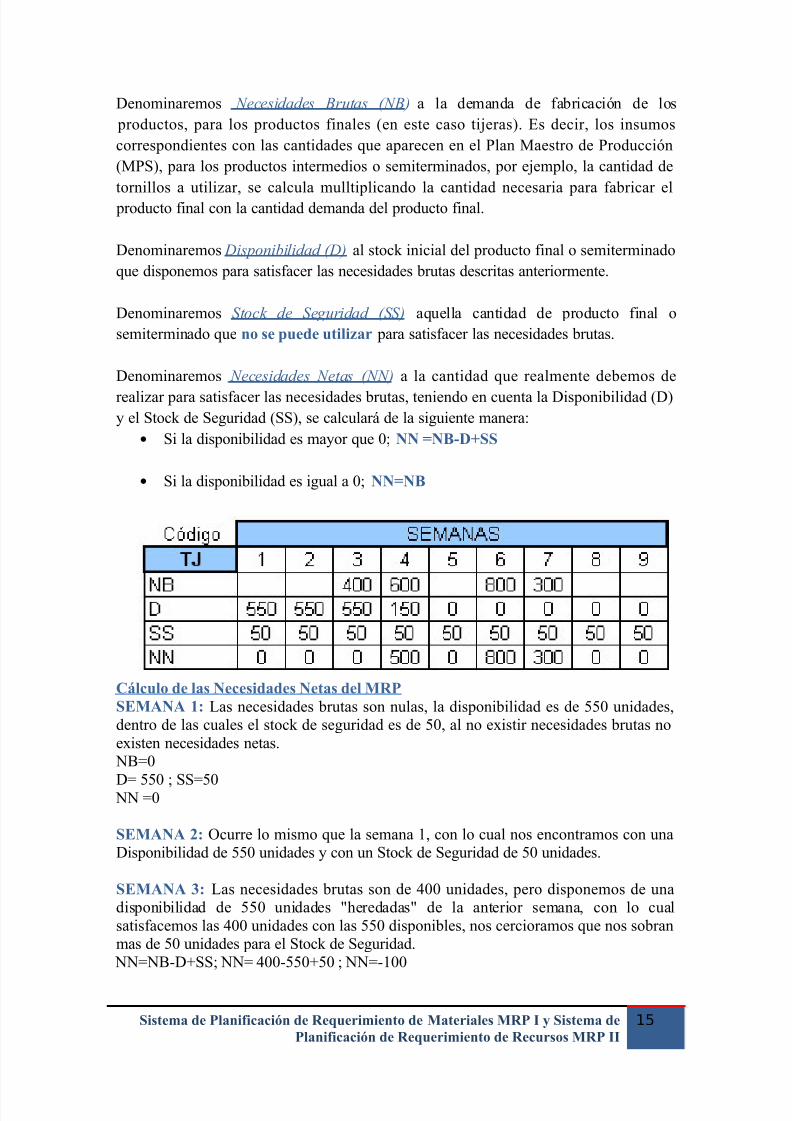
Denominaremos Necesidades Brutas (NB) a la demanda de fabricación de los productos, para los productos finales (en este caso tijeras). Es decir, los insumoscorrespondientes con las cantidades que aparecen en el Plan Maestro de Producción(MPS), para los productos intermedios o semiterminados, por ejemplo, la cantidad de
tornillos a utilizar, se calcula mulltiplicando la cantidad necesaria para fabricar el producto final con la cantidad demanda del producto final.
Denominaremos Disponibilidad (D) al stock inicial del producto final o semiterminadoque disponemos para satisfacer las necesidades brutas descritas anteriormente.
Denominaremos Stock de Seguridad (SS) aquella cantidad de producto final osemiterminado que no se puede utilizar para satisfacer las necesidades brutas.
Denominaremos Necesidades Netas (NN) a la cantidad que realmente debemos de
realizar para satisfacer las necesidades brutas, teniendo en cuenta la Disponibilidad (D)y el Stock de Seguridad (SS), se calculará de la siguiente manera:
• Si la disponibilidad es mayor que 0; NN =NB-D+SS
• Si la disponibilidad es igual a 0; NN=NB
Cálculo de las Necesidades Netas del MRPSEMANA 1: Las necesidades brutas son nulas, la disponibilidad es de 550 unidades,dentro de las cuales el stock de seguridad es de 50, al no existir necesidades brutas noexisten necesidades netas.
NB=0
D= 550 ; SS=50 NN =0
SEMANA 2: Ocurre lo mismo que la semana 1, con lo cual nos encontramos con unaDisponibilidad de 550 unidades y con un Stock de Seguridad de 50 unidades.
SEMANA 3: Las necesidades brutas son de 400 unidades, pero disponemos de unadisponibilidad de 550 unidades "heredadas" de la anterior semana, con lo cualsatisfacemos las 400 unidades con las 550 disponibles, nos cercioramos que nos sobranmas de 50 unidades para el Stock de Seguridad.
NN=NB-D+SS; NN= 400-550+50 ; NN=-100
Sistema de Planificación de Requerimiento de Materiales MRP I y Sistema dePlanificación de Requerimiento de Recursos MRP II
15
5/11/2018 Sistemas de Planificación de Requerimientos de Materiales Final - slidepdf.com
http://slidepdf.com/reader/full/sistemas-de-planificacion-de-requerimientos-de-materiales-final 16/26
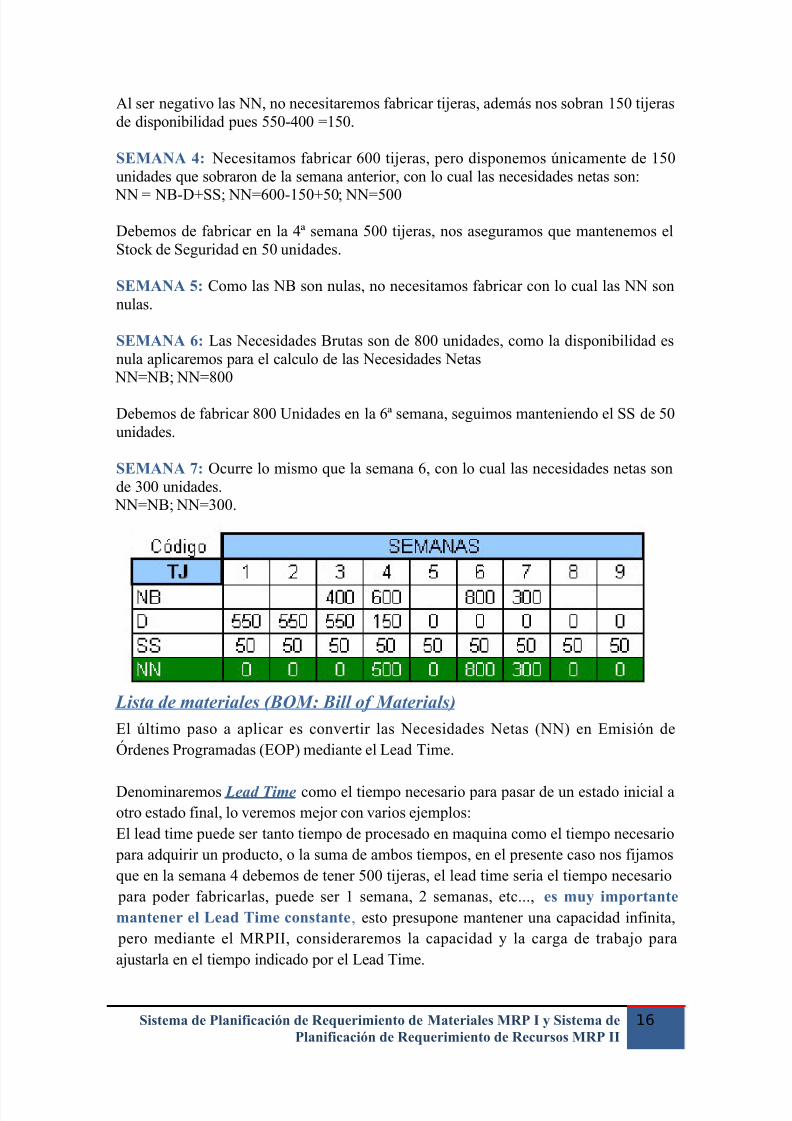
Al ser negativo las NN, no necesitaremos fabricar tijeras, además nos sobran 150 tijerasde disponibilidad pues 550-400 =150.
SEMANA 4: Necesitamos fabricar 600 tijeras, pero disponemos únicamente de 150unidades que sobraron de la semana anterior, con lo cual las necesidades netas son:
NN = NB-D+SS; NN=600-150+50; NN=500
Debemos de fabricar en la 4ª semana 500 tijeras, nos aseguramos que mantenemos elStock de Seguridad en 50 unidades.
SEMANA 5: Como las NB son nulas, no necesitamos fabricar con lo cual las NN sonnulas.
SEMANA 6: Las Necesidades Brutas son de 800 unidades, como la disponibilidad esnula aplicaremos para el calculo de las Necesidades Netas
NN=NB; NN=800
Debemos de fabricar 800 Unidades en la 6ª semana, seguimos manteniendo el SS de 50unidades.
SEMANA 7: Ocurre lo mismo que la semana 6, con lo cual las necesidades netas sonde 300 unidades.
NN=NB; NN=300.
Lista de materiales (BOM: Bill of Materials)El último paso a aplicar es convertir las Necesidades Netas (NN) en Emisión deÓrdenes Programadas (EOP) mediante el Lead Time.
Denominaremos Lead Time como el tiempo necesario para pasar de un estado inicial aotro estado final, lo veremos mejor con varios ejemplos:El lead time puede ser tanto tiempo de procesado en maquina como el tiempo necesario
para adquirir un producto, o la suma de ambos tiempos, en el presente caso nos fijamosque en la semana 4 debemos de tener 500 tijeras, el lead time seria el tiempo necesario
para poder fabricarlas, puede ser 1 semana, 2 semanas, etc..., es muy importantemantener el Lead Time constante, esto presupone mantener una capacidad infinita,
pero mediante el MRPII, consideraremos la capacidad y la carga de trabajo paraajustarla en el tiempo indicado por el Lead Time.
Sistema de Planificación de Requerimiento de Materiales MRP I y Sistema dePlanificación de Requerimiento de Recursos MRP II
16

5/11/2018 Sistemas de Planificación de Requerimientos de Materiales Final - slidepdf.com
http://slidepdf.com/reader/full/sistemas-de-planificacion-de-requerimientos-de-materiales-final 17/26
La Emisión de Órdenes Planificadas (EOP) consiste en indicar la cantidad y la fecha ala cual se ha de lanzar el aviso de fabricación o compra para cumplir las necesidadesnetas, la EOP se calcula trasladando en tiempo las cantidades resultantes del calculo delas Necesidades Netas, dicha traslación viene definido por el Lead Time.
Consideramos por tanto que el Lead Time para el código TJ es de 2 semanas, con locual las Emisiones de Ordenes Planificadas (EOP) se calcularía trasladando en tiempo 2semanas las Necesidades Netas (NN).
Cálculo de la emisión de órdenes planificadas del MRP:El análisis final seria que en la semana 2 necesitamos de 500 unidades de materia prima
para fabricar las 500 unidades en 2 semanas de tal forma que en la semana 4satisfagamos las Necesidades Netas, estas 500 unidades de materia prima se refiere a lastuercas, lado izquierdo y lado derecho de la tijera, pero según la lista de materiales, parafabricar 1 tijera necesitamos 1 lado derecho, 1 lado izquierdo y 2 tuercas, con lo cual
para fabricar 500 tijeras necesitaremos 500 lado derecho, 500 lado izquierdo y 1000tuercas., en la segunda semana., para asegurarnos de que la materia prima se encuentredisponible en la segunda semana debemos de EXPLOSIONAR el MRP con losartículos del nivel inferior.
EXPLOSIÓN MRP.La explosión del MRP no es mas que aplicar los anteriores pasos a los artículos que
pertenecen a los niveles inferiores de la lista de materiales, pero teniendo en cuenta queahora las Necesidades Brutas de los artículos, son las Emisiones de Ordenes
Planificadas (EOP) del nivel superior.
Sistema de Planificación de Requerimiento de Materiales MRP I y Sistema dePlanificación de Requerimiento de Recursos MRP II
17
5/11/2018 Sistemas de Planificación de Requerimientos de Materiales Final - slidepdf.com
http://slidepdf.com/reader/full/sistemas-de-planificacion-de-requerimientos-de-materiales-final 18/26
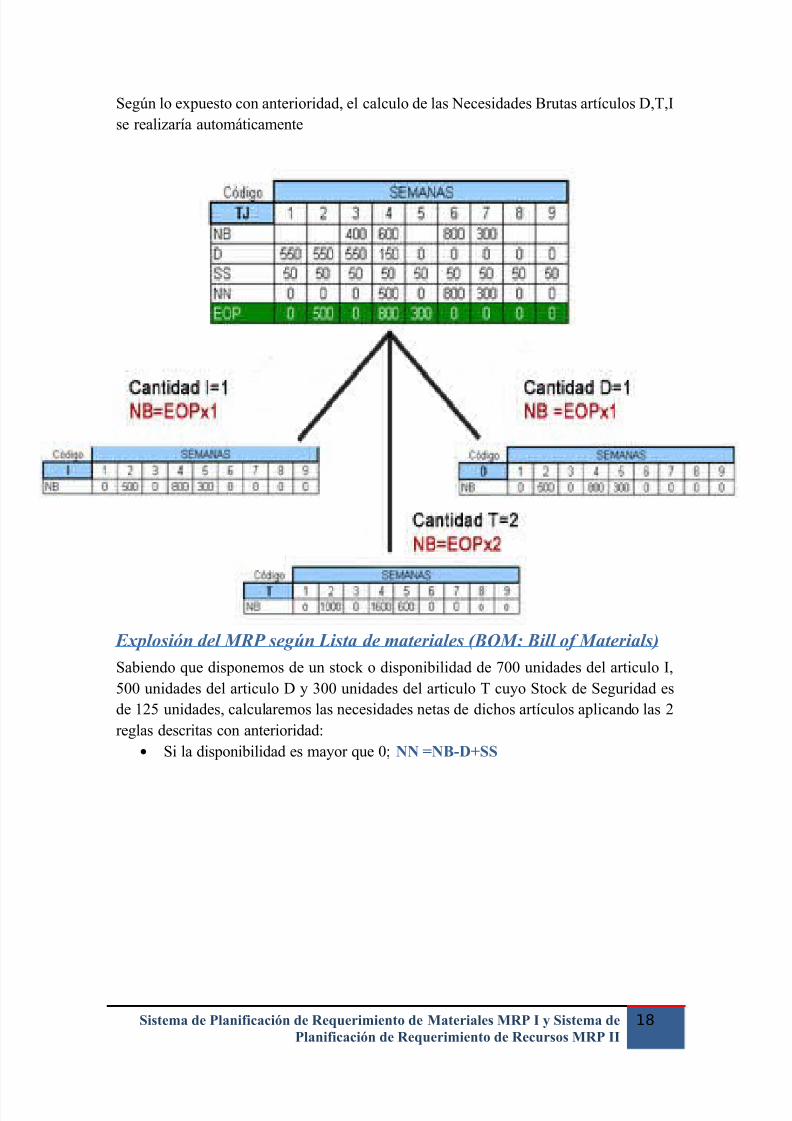
Según lo expuesto con anterioridad, el calculo de las Necesidades Brutas artículos D,T,Ise realizaría automáticamente
Explosión del MRP según Lista de materiales (BOM: Bill of Materials)Sabiendo que disponemos de un stock o disponibilidad de 700 unidades del articulo I,500 unidades del articulo D y 300 unidades del articulo T cuyo Stock de Seguridad esde 125 unidades, calcularemos las necesidades netas de dichos artículos aplicando las 2reglas descritas con anterioridad:
• Si la disponibilidad es mayor que 0; NN =NB-D+SS
Sistema de Planificación de Requerimiento de Materiales MRP I y Sistema dePlanificación de Requerimiento de Recursos MRP II
18

5/11/2018 Sistemas de Planificación de Requerimientos de Materiales Final - slidepdf.com
http://slidepdf.com/reader/full/sistemas-de-planificacion-de-requerimientos-de-materiales-final 19/26
• Si la disponibilidad es igual a 0; NN=NB
Sistema de Planificación de Requerimiento de Materiales MRP I y Sistema dePlanificación de Requerimiento de Recursos MRP II
19
5/11/2018 Sistemas de Planificación de Requerimientos de Materiales Final - slidepdf.com
http://slidepdf.com/reader/full/sistemas-de-planificacion-de-requerimientos-de-materiales-final 20/26
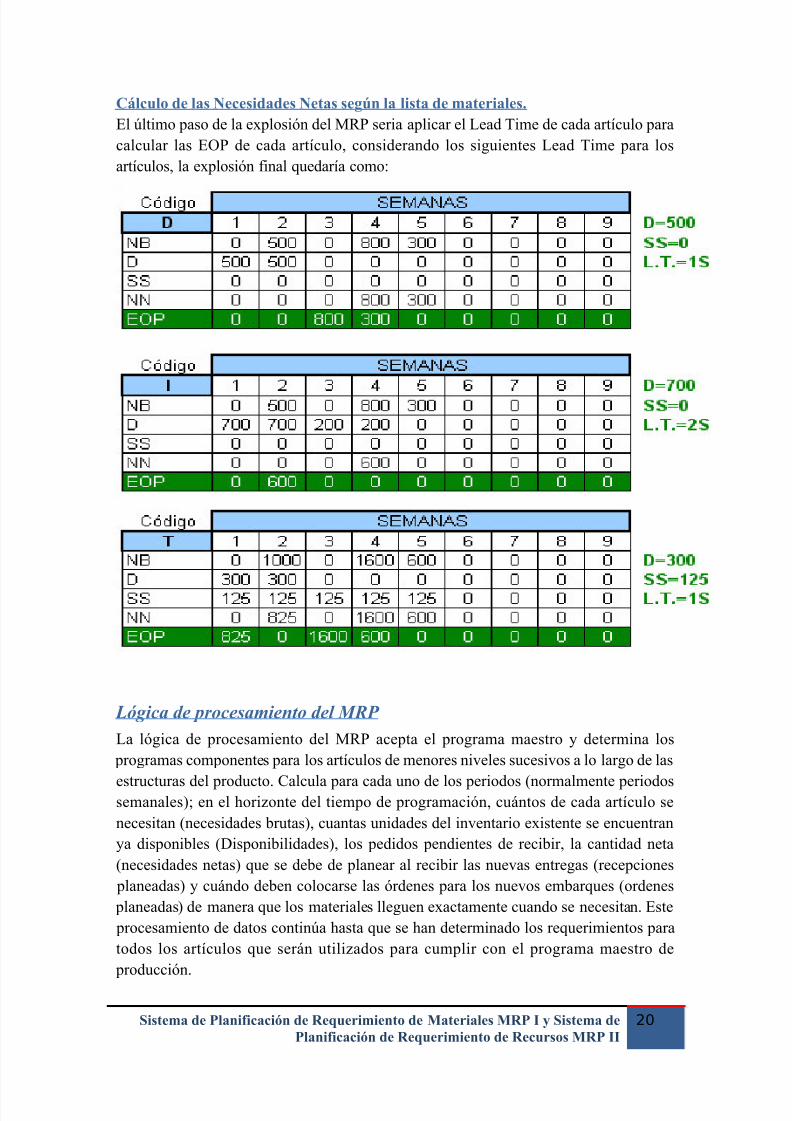
Cálculo de las Necesidades Netas según la lista de materiales.El último paso de la explosión del MRP seria aplicar el Lead Time de cada artículo paracalcular las EOP de cada artículo, considerando los siguientes Lead Time para losartículos, la explosión final quedaría como:
Lógica de procesamiento del MRP La lógica de procesamiento del MRP acepta el programa maestro y determina los
programas componentes para los artículos de menores niveles sucesivos a lo largo de las
estructuras del producto. Calcula para cada uno de los periodos (normalmente periodossemanales); en el horizonte del tiempo de programación, cuántos de cada artículo senecesitan (necesidades brutas), cuantas unidades del inventario existente se encuentranya disponibles (Disponibilidades), los pedidos pendientes de recibir, la cantidad neta(necesidades netas) que se debe de planear al recibir las nuevas entregas (recepciones
planeadas) y cuándo deben colocarse las órdenes para los nuevos embarques (ordenes planeadas) de manera que los materiales lleguen exactamente cuando se necesitan. Este procesamiento de datos continúa hasta que se han determinado los requerimientos paratodos los artículos que serán utilizados para cumplir con el programa maestro de
producción.
Sistema de Planificación de Requerimiento de Materiales MRP I y Sistema dePlanificación de Requerimiento de Recursos MRP II
20
5/11/2018 Sistemas de Planificación de Requerimientos de Materiales Final - slidepdf.com
http://slidepdf.com/reader/full/sistemas-de-planificacion-de-requerimientos-de-materiales-final 21/26
La información suministrada por el MRP hacen de ella algo más que una técnica degestión de inventarios, constituyendo simultáneamente un método de programación dela producción, pues no solo nos indica cuando deben emitirse los pedidos a los
proveedores y en que cuantía, sino también cuando debemos comenzar la fabricación
y/o el montaje entre los distintos lotes que deban producirse en la empresa.
Sistema de Planificación de Requerimiento de Materiales MRP I y Sistema dePlanificación de Requerimiento de Recursos MRP II
21

5/11/2018 Sistemas de Planificación de Requerimientos de Materiales Final - slidepdf.com
http://slidepdf.com/reader/full/sistemas-de-planificacion-de-requerimientos-de-materiales-final 22/26
Beneficios obtenidos de la aplicación del MRP I y MRP II
Beneficios obtenidos de la aplicación del MRP
Lógicamente los beneficios derivados de la utilización de un sistema MRP variarán en
cada empresa y dependerán de la calidad del sistema antiguo en comparación con elnuevo en la cual incluirá de forma decisiva en el grado de cumplimiento de los factoresmencionados.
• De las aplicaciones realizadas con éxito se deducen, entre otras las siguientesventajas:
• Disminución en los stocks, que ha llegado en algunos casos al 50% aunquenormalmente es de menor entidad.
• Mejora del nivel de servicio al cliente, o incrementos hasta el 40%
• Reducción de Horas extras, tiempos ociosos y contratación temporal. Ello sederiva de una mejor planificación productiva
• Disminución de la subcontratación.
• Reducción substancial en el tiempo de obtención de la producción final.
• Incremento de la productividad.
• Menores costos
• Aumento significativo en los beneficios.
• Mayor rapidez en la entrega y en general mejora respuesta a la demanda delmercado.
• Posibilidad de modificar rápidamente el programa maestro de producción antecambios no previstos en la demanda.
• Mayor coordinación en la programación de producción e inventarios.
• Mayor rapidez de reprogramación en base a los posibles cambios y en funciónde las distintas prioridades establecidas y actualizadas previamente.
•
Guía y ayuda en la planificación de la capacidad de los distintos recursos.
Sistema de Planificación de Requerimiento de Materiales MRP I y Sistema dePlanificación de Requerimiento de Recursos MRP II
22

5/11/2018 Sistemas de Planificación de Requerimientos de Materiales Final - slidepdf.com
http://slidepdf.com/reader/full/sistemas-de-planificacion-de-requerimientos-de-materiales-final 23/26
• Rapidez en la detección de dificultades en cumplimiento de la programación
DIFERENCIAS ENTRE MRP I Y MRP II
MRP I MRP IIPlanifica las necesidades de
aprovisionarse de materia prima
(programar inventarios y producción)
Planifica la capacidad de recursos de la
empresa y control de otros departamentos
de la empresaBasado en el Plan Maestro de
Producción como principal elemento
Basado como principal punto de apoyo en
la demanda y estudios de mercadoSólo abarca la producción Abarca más departamentos, no sólo
producción sino también el de compras,calidad, financiero…
Surge de la práctica y la experiencia de
la empresa (no es un método
sofisticado)
Surge del estudio del comportamiento de
las empresas
Sistema Abierto Sistema de Bucle Cerrado (permite la
mejora continua en cuanto a la calidad de
los productos), para en caso de error
replanificar la producciónMejora adaptación a la demanda del
MercadoRight First Time (acciones correctas a la
primera vez)Cave la posibilidad de realizar una
simulación para apreciar el
comportamiento del sistema productivo
(respecto a acontecimientos futuros)Mejora la capacidad organizativa con el
fin de aumentar la competitividad
Sistema de Planificación de Requerimiento de Materiales MRP I y Sistema dePlanificación de Requerimiento de Recursos MRP II
23

5/11/2018 Sistemas de Planificación de Requerimientos de Materiales Final - slidepdf.com
http://slidepdf.com/reader/full/sistemas-de-planificacion-de-requerimientos-de-materiales-final 24/26
EMPRESAS NACIONALES E INTERNACIONALES QUEIMPLEMENTAN MRP I Y MRP II EN SUS OPERACIONES
• General Motors
• Toyota Motors Corporation
• Daimier Crysler
• Ford
• Sauto Ltda. (Empresa Productora y Comercializadora de Auto partes. CompañíaColombiana)
• Embotelladora la Reina S.A. de C.V.
• Lovable
Sistema de Planificación de Requerimiento de Materiales MRP I y Sistema dePlanificación de Requerimiento de Recursos MRP II
24
5/11/2018 Sistemas de Planificación de Requerimientos de Materiales Final - slidepdf.com
http://slidepdf.com/reader/full/sistemas-de-planificacion-de-requerimientos-de-materiales-final 25/26
CONCLUSIONES
• El MRP I (sobre todo el MRP II) constituye un sistema casi completo de gestiónde la producción cuyos puntos fuertes se encuentran principalmente en la
planificación, por lo que se demuestra una vez más la importancia de laPlaneación en las Empresas.
• El compromiso pleno de la gerencia y de todos los empleados resulta crucial para la implementación exitosa, tomando en cuenta que los cálculos quedesarrolla el sistema no son excesivamente complejos, pero exigen disciplina yfiabilidad de datos
• Los sistemas MRP (MRP I, MRP II) son aplicables a empresas, en donde losartículos terminados son producidos a partir de muchos subcomponentes quedependen de la demanda de ensambles y materiales, dentro de una secuenciaestable y conocida de integración del producto, en consecuencia, los mismosresultan especialmente útiles en las operaciones complejas, en donde nuevasórdenes de los clientes llegan para una gran variedad de productos y donde lasórdenes de taller para diversas partes y componentes se encuentran en diferentesetapas de terminación.
• Los sistemas MRP (MRP I, MRPII) no son aplicables a las empresas deservicios. Esto básicamente porque la concepción de estos sistemas fue para la
empresa de manufactura, sin embargo, debido al auge de estos sistemas se estátratando de adaptar los conceptos de esta teoría a estos tipos de empresa(principalmente en los EE.UU.)
• La tecnología ha desempeñado un papel preponderante en el incremento de la productividad en la mayor parte de los países, y le ha dado una ventajacompetitiva a las empresas que la han adoptado pronto y la han aplicado con
éxito.
Sistema de Planificación de Requerimiento de Materiales MRP I y Sistema dePlanificación de Requerimiento de Recursos MRP II
25

5/11/2018 Sistemas de Planificación de Requerimientos de Materiales Final - slidepdf.com
http://slidepdf.com/reader/full/sistemas-de-planificacion-de-requerimientos-de-materiales-final 26/26
BILIOGRAFÍA
• Wikipedia. La Enciclopedia Libre
• elprisma.com
•sap.com
• linuxmaya.com
• javeriana.edu.com
• Intelligenterp.com
Sistema de Planificación de Requerimiento de Materiales MRP I y Sistema dePlanificación de Requerimiento de Recursos MRP II
26