sistemas de manufactura
DESCRIPTION
TAYLORISMOTRANSCRIPT
TAYLORISMO
El taylorismo, en organización del trabajo, hace referencia a la división de las distintas tareas del proceso de producción. Fue un método de organización industrial, cuyo fin era aumentar la productividad y evitar el control que el obrero podía tener en los tiempos de producción. Está relacionado con la producción en cadena.
Frederick taylor
Elaboró un sistema de organización racional del trabajo, ampliamente expuesto, en un planteamiento integral que luego fue conocido como “taylorismo”. Se basa en la aplicación de métodos científicos de orientación positivista y mecanicista al estudio de la relación entre el obrero y las técnicas modernas de producción industrial, con el fin de maximizar la eficiencia de la mano de obra, máquinas y herramientas, mediante la división sistemática de la las tareas, la organización racional del trabajo en sus secuencias y procesos.
La organización del trabajo taylorista transformó a la industria en los siguientes sentidos:
Aumento de la destreza del obrero a través de la especialización y el conocimiento técnico.
Mayor control de tiempo en la planta, lo que significaba mayor acumulación de capital.
Idea inicial del individualismo técnico y la mecanización del rol.
Estudio científico de movimientos y tiempo productivo.
La división del trabajo planteada por Taylor efectivamente reduce los costos y reorganiza científicamente el trabajo, pero encuentra un rechazo creciente del proletariado, elemento sumado a la crisis de expansión estructural de mercado.
La aplicación del sistema de Taylor provocó una baja en los costos de producción porque significó una reducción de los salarios. Para estimular a los obreros a incrementar la producción, muchas empresas disminuyeron el salario pagado por cada pieza. Hacia 1912 y 1913 se produjeron numerosas huelgas en contra de la utilización del sistema de Taylor.
Los principales puntos del modelo de organización de Taylor fueron determinar científicamente trabajo estándar, crear una revolución mental y un trabajador funcional. Los fines del modelo consistían en aumentar la productividad, consiguiendo más por menos, cuestión que desemboca en la descualificación de

los obreros. Con la división del trabajo se eliminan costos y el trabajo artesanal, se consigue que el conocimiento pase a los ingenieros, los oficios dejan de tener la posición preferente y negociadora que tenían hasta el momento, así el trabajador pierde ese poder negociador como resultado de la conversión a tareas simples.
Taylorismo digital
Taylorismo digital o taylorismo informático, referido a la organización del trabajo, se denomina a la organización global del trabajo profesional y técnico del conocimiento -tradicionalmente desempeñado por las clases medias profesionales- bajo las condiciones de automatización mediante la digitalización e informatización.
T A Y L O R I S M O
CONTEXTO HISTÓRICO
Durante el siglo XIX se inician los procesos de producción industrial con el surgimiento de USA como potencia económica
A mediados este siglo, la oferta de trabajo cualificado era escasa.
Los patronos necesitaban maquinaria que generara producción y ahorrara a la vez; los clientes demandaban bienes de consumo masivo.
Estas condiciones impusieron la producción en serie.
En este escenario Frederick Taylor desarrollo investigaciones con las que ideó la gestión científica del trabajo.
Fundador del modelo
El principal exponente del modelo fue su creador, Frederick Taylor.

Sus estudios buscaron la administración científica del trabajo.
Condiciones que impulsaron su desarrollo
Bajo rendimiento productivo
Ausencia de procesos de gestión entre producción y personal
Distribución y ubicación inadecuada de maquinarias.
Empleo de máquinas y materiales inapropiados
Operarios no aptos para sus oficios
Aportes del modelo
Mayor destreza del trabajador (especialización y el conocimiento técnico)
Mayor control de tiempo en la planta, favoreciendo la acumulación de capital
Estudio científico de movimientos y tiempo productivo.
Reducción de los costos y reorganización científica del trabajo
Mecanismos de desarrollo
Desarrollo de un proceso de cientificidad del trabajo
Separación de procesos, diferenciando funciones de dirección y planeación de las tareas operativas.
Selección científica de los trabajadores
Formación o cualificación del trabajador
Relación positiva entre dirección y personal
Principios del modelo
Principio de Planeación
Principio de preparación
Principio de Control
Principio de Ejecución

Mecanismo de aplicación del modelo: Los estudios de Taylor
Hallar obreros hábiles en la ejecución del trabajo por analizar.
Definir la serie exacta de movimientos que los obreros realizaban para cumplir el trabajo analizado; así como los materiales y herramientas empleados.
Medir el tiempo necesario empleado para realizar cada movimiento y elegir el modo más simple de ejecución.
Eliminar todos los movimientos inadecuados, lentos o inútiles.
Desarrollar una nueva secuencia de movimientos rápidos que faciliten emplear mejor los materiales.
Criticas al modelo
La reducción de costos de producción implica la reducción de los salarios.
Aplicación de un modelo de pago por pieza de producción.
Predilección por la rapidez productiva más que por la satisfacción y las relaciones de trabajo
Ventajas
Facilidad para producir productos en masa.
Más productos en menos tiempo.
Cada trabajador se ocupaba siempre de la misma tarea.
Disminución de los precios.
Mayor acumulación de capital
Desventajas
Debido a la repetición de las tareas por parte del trabajador , este pierde control de su proceso de trabajo.
Este modelo se aplica solo para la producción en masa sin variaciones significativas en el producto o servicio final.

Dificultad de adaptación a cambios tecnológicos y tendencias de mercado
Dificultades para satisfacer las necesidades de los trabajadores
Dificultades para incorporar adecuadamente nuevas tecnologías.
Dificultad para crear motivación.
Insatisfacción.
Para que el sistema ideado por Taylor funcionara correctamente era imprescindible que los trabajadores estuvieran supervisados en sus tareas. Así se conformó un grupo especial de empleados, encargados de la supervisión, organización y dirección del trabajo.
Quedaba atrás, definitivamente, la época en que el artesano podía decidir cuánto tiempo le dedicaba a producir una pieza, según su propio criterio de calidad.
Ahora, el ritmo de trabajo y el control del tiempo de las tareas del trabajador estaban sujetos a las necesidades de la competencia en el mercado
Hacia 1912 y 1913 se produjeron numerosas huelgas en contra de la utilización del sistema de Taylor.
Influencia del Taylorismo
Las ideas de Taylor fueron recogidas por Henry Ford, que las utilizó como base para su modelo de producción en serie.
Las innovaciones en la forma de organización fabril que propuso Taylor fueron adoptadas en numerosas empresas industriales en los Estados Unidos y, posteriormente, en Europa. Estos cambios significaron una modificación en las relaciones laborales y en la forma de producir.
Taylorismo en el contexto colombiano
En Colombia han existido diversas organizaciones que han aplicado los principios de Taylor.
Tejicondor

Coltejer
Icollantas
Colmotores
Corona
Bavaria
Aumentaron sus activos y obtuvieron prosperidad económica con la aplicación del Taylorismo.
Formación especializada de empleados con expertos norteamericanos y entrenamiento de sus ingenieros en el exterior.
Ejemplo del Taylorismo en la actualidad
En la actualidad existe gran diversidad de empresas que utilizan las bases del Taylorismo, sin embargo, en algunos casos se trata de hibridaciones del modelo o el resultado de la mezcla con otro modelo como el Fordismo.
Un claro ejemplo de una empresa que aplica algunas o todas bases del Taylorismo es una que se dedica a la fabricación de automóviles, en la que cada trabajador tiene una tarea definida. Por ejemplo uno se dedica solo a colocar las llantas, mientras que otro coloca solo el parabrisas, etc.
Conclusión
En pocas palabras, la producción en las empresas de la época se realizaba con base en inercias sustentadas en la experiencia de los trabajadores y directivos, lo que sin duda provocaba infinidad de desperdicios de material y tiempos muertos.
Para lograr un mayor rendimiento, es decir, para disminuir los desperdicios en los procesos de trabajo, Taylor ubicó la solución no en buscar al trabajador ideal, sino en diseñar e implantar sistemas de trabajo ideales.
FORDISMO
Antecedentes
El fordismo apareció en el siglo XX promoviendo la especialización, la transformación del esquema industrial y la reducción de costos.
El término fordismo se refiere al modo de producción en cadena.
Fue llevado a la práctica por Henry Ford, fabricante de automóviles de Estados Unidos, a partir de 1908.
Este sistema supone una combinación de cadenas de montaje, maquinaria especializada, altos salarios y un número elevado de trabajadores en plantilla
Este modo de producción resulta rentable siempre que el producto pueda venderse a un precio bajo.
Las mercancías , con escasa o ninguna diferenciación, se producen en masa, en forma programada y en el menor tiempo posible. Esto permite reducir el costo unitario de los productos.
El trabajo es parcializado, rutinario y no cualificado.
A diferencia del Taylorismo, en que se nos ofrece un modelo de visión “teórica”, con una intención de interpretar el ámbito de la organización según esquemas sacados de la ciencia moderna, el Fordismo nos ofrece un modelo de observación-práctica, orientado esencialmente a la acción.
La idea principal de Ford era que, si fabricaba en serie los coches, los costos de producción del automóvil se reducirían ostensiblemente.
Tras solucionar los problemas con sus socios y optar por la compra del 58% de las acciones de los Dodge, Ford lanzó por fin, a principios de 1908, la primera serie de su flamante Ford-T.
Los hermanos Dodge se inclinaban por la fabricación de un coche de lujo y de alto precio, mientras que Ford defendía lo contrario.
500 DOLARES
El éxito fue fulminante y las ventas se multiplicaron por cinco.
En 1916 se vendieron medio millón de unidades, dos millones en 1923 y, para 1927, fecha de su retirada de producción, se había alcanzado la friolera cantidad de 15 millones de Ford-T.
Implementación de la cadena industrial en la que cada obrero ejecutaba un movimiento simple y repetitivo en la fabricación de una pieza que fue una innovación importantísima en la industria de su tiempo llamada a acelerar la producción y a conferir mayor eficiencia al trabajo de los obreros.
El fordismo llega para romper con ese monopolio del trabajo.
La fabricación en serie, característica del “fordismo”, llevó a la producción y al consumo masivos que después se extendieron a las demás ramas de la industria.
La optimación de la producción y productividad industriales fue enorme con la implantación de la cadena de ensamblaje. Las fábricas pudieron producir un número de unidades muchas veces mayor que en el sistema anterior.
Este sistema se consideró idóneo hasta la década de los 70 del siglo XX, en la que comenzaron a verse sus inconvenientes:
Complejidad de la organización y alta probabilidad de errores, que daban lugar a fallos de eficiencia.
La acumulación de un alto volumen de mano de obra hacía que los sindicatos de trabajadores obtuviesen un mayor peso y consiguiesen salarios más altos.
Dificultad para instalar cada fase productiva en el lugar en el que es más eficiente: en regiones o países donde la mano de obra fuese más barata, o subcontratarla a otras empresas que la ofrecen a menores costes.
VENTAJAS
Podemos contar como elementos centrales del modelo fordista:
Aumento de la división del trabajo.
Profundización del control de los tiempos productivos del obrero (vinculación tiempo/ejecución).
Reducción de costos y aumento de la circulación de la mercancía e interés en el aumento del poder adquisitivo de los asalariados.
Políticas de acuerdo entre obreros organizados y el capitalista.
Producción en serie.
DESVENTAJAS
Este sistema se consideró idóneo hasta la década de los 70 del siglo XX, en la que comenzaron a verse sus inconvenientes:
Complejidad de la organización y alta probabilidad de errores, que daban lugar a fallos de eficiencia.
La acumulación de un alto volumen de mano de obra hacía que los sindicatos de trabajadores obtuviesen un mayor peso y consiguiesen salarios más altos.
Dificultad para instalar cada fase productiva en el lugar en el que es más eficiente: en regiones o países donde la mano de obra fuese más barata, o subcontratarla a otras empresas que la ofrecen a menores costes
Elevado riesgo de perturbaciones técnicas (averías, problemas de mantenimiento )
TOYOTISMO
Concurre a finales de los años ´60 y a principios de los ´70.
Es el nuevo paradigma productivo surgido a partir de la crisis económica que terminó con el modelo fordista.
Quería llevar adelante una reestructuración económica, social y política.
Sus principios son: la producción “en el momento justo”, y el sistema de “cero existencias”.
Concurre a finales de los años ´60 y a principios de los ´70.
Es el nuevo paradigma productivo surgido a partir de la crisis económica que terminó con el modelo fordista.
Quería llevar adelante una reestructuración económica, social y política.
Sus principios son: la producción “en el momento justo”, y el sistema de “cero existencias”.
TOYOTISMO: No hay línea de producción específica
Contexto histórico y socioeconómico de la época en la que surgió el modelo
En esencia este modelo surge como una respuesta para la optimización del uso de las innovaciones tecnológicas generadas con el desarrollo del capitalismo, como una forma innovadora de organización y disciplina del trabajo, frente a los modelos de producción clásicos norteamericanos como el taylorista - fordista, que fueron para las décadas de los 50 y 60 muy productivos.
El modelo fordista tenía cierta debilidad reconocida en su lenta respuesta ante las nuevas necesidades o requerimientos impuestos por la demanda, debido a la rigidez de la cadena de producción.
Una de las respuestas ante estos cambios surge en Japón. País que ha sido la cuna, el campo de experimentación, del modelo Toyotista o sistema corporativo japonés.
Descripción de las empresas y sectores industriales donde empezó a ser utilizado
El Toyotismo trae consigo una serie de modificaciones en los procesos de producción que empezaron a ser implantados en la fábrica Toyota y que se fueron progresivamente extendiendo a otras corporaciones. Por ejemplo en 1986 la fábrica Nissan en Sunderland surge con el modelo totalmente implantado
El argumento central del Toyotismo es que la tecnología necesaria para la implantación del sistema de producción flexible demanda una fuerza de trabajo
apta para un proceso laboral donde la inteligencia del obrero debe ser movilizada. De modo que la separación taylorista entre el “pensar” y el “hacer” es transformada para que el obrero pueda hacer, de manera continua, sugerencias e implementar cambios en un proceso productivo. A esta característica se le denomina Kaizen.
Características del Toyotismo
Flexible: Trabajo que va variando en diversas tareas.
Producción de pequeños lotes de acuerdo con la demanda.
Maquinaria diversificada y flexible.
Se fabrica “justo a tiempo” (just in time).
Almacén mínimo. Se fabrica lo pedido por la demanda y se traslada al punto de venta.
Principales premisas del modelo
La tecnología necesaria para la implantación del sistema de producción flexible demanda una fuerza de trabajo apta para un proceso laboral donde la inteligencia del obrero debe ser movilizada.
La “producción flexible” pone fin al trabajo en detalle especializado, es decir, que a cada trabajador no se le asigna una tarea simple para ser realizada repetidamente.
Orientación hacia el aseguramiento continuo de la calidad, de tal manera que los obreros deben ser capaces de diagnosticar problemas en la línea de producción y corregirlos inmediatamente
Descripción del tipo de técnicas y herramientas utilizadas por el modelo
Sistema corporativo Japonés o Toyotismo
Herramienta kaizen
Producción flexible
Trabajo multiespecializado
Aseguramiento continuo de la calidad

Sistema Just in time (justo a tiempo)
Sistema de obligaciones recíprocas
Capitalismo micro
Principales críticas y debilidades que han sido identificadas para el modelo
Una crítica del modelo se establece en las oportunidades que muchos empleados pueden tener gracias a las habilidades y destrezas que han conseguido, pero la misma forma de contratación termina por limitarlos, haciéndolos parte integral de los procesos en las empresas de por vida.
Sin embargo, la disciplina y compromiso que el talento humano debe tener, ha sido un obstáculo permanente en las empresas que lo consideran, repercutiendo en el abandono inmediato del modelo en las empresas que lo han querido implementar.
OPEX
PRECURSORES
Las bases de la excelencia operacional están fundamentadas en los principios de Toyotismo, por lo que entre los precursores de este modelo de producción nos encontramos autores como Shigeo Shingo, Taiichi Ohno, Eiyi Toyoda, quieres a su vez se basaron en los principios del Dr. William Edwards Deming.
OPEX
DEFINICION: Excelencia operacional. Es una filosofía de liderazgo, trabajo en equipo y resolución de problemas que da como resultado la mejora continua en la organización, a través del enfoque en las necesidades del cliente, “empowerment” de los empleados y la optimización de los procesos.
Busca conducir a las empresas a aumentar la productividad, la rentabilidad y la competitividad en el mercado.
ANTECEDENTES
La excelencia operacional se basa en dos herramientas principales: la manufactura Esbelta (Lean Manufacturing) y el Six Sigma.
El Seis sigma fue introducido por primera vez en la empresa Motorola en 1987 por un grupo de directivos encabezados por Bob Galvin, presidente de la compañía.
La manufactura esbelta fue introducida en Japón por Taiichi Ohno y Eiji Toyoda después de la segunda guerra mundial, basada en los principio de Deming.
Eiji Toyoda visito una industria automotriz en Detroit, dirigida por el sistema Fordista, donde el flujo normal era producir primero y vender después.
Buscando soluciones a este paradigma, Eiji Toyoda y su especialista en producción Taichi Ohno, iniciaron un proceso de cambios en la producción.
Entre las nuevas técnicas implantadas se encontró la posibilidad de modificar maquinas rápidamente durante la producción, ampliando así la variedad del producto.
CARACTERÍSTICAS
Proporcionar productos, servicios y soluciones que satisfagan las expectativas de los clientes.
Llevar a cabo las operaciones de una manera eficiente y fiable.
Aplicar la mejora continua a productos, servicios y procesos como parte integrada del desarrollo de la empresa y del mercado.
¿DÓNDE APLICA LA EXCELENCIA OPERATIVA?
En la cadena de valores
Aprovisionamiento
Producción
Distribución

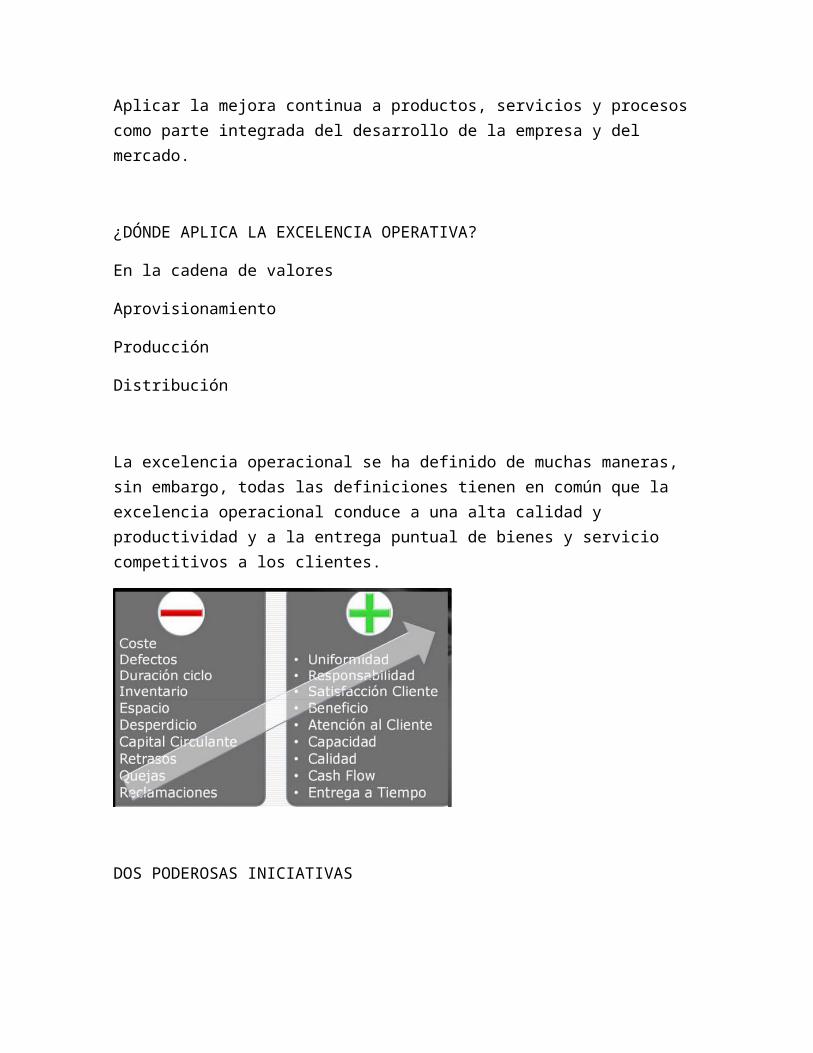
La excelencia operacional se ha definido de muchas maneras, sin embargo, todas las definiciones tienen en común que la excelencia operacional conduce a una alta calidad y productividad y a la entrega puntual de bienes y servicio competitivos a los clientes.
DOS PODEROSAS INICIATIVAS
Lean Seis Sigma es la combinación de dos poderosas iniciativas de mejora continua que por sí mismas tienen un alto potencial en la mejora de procesos.
Unidas en una misma iniciativa potencian su capacidad transformadora. Por un lado Lean simplifica los procesos de manera radical eliminando todo tipo de desperdicio y Seis Sigma ataca la variación de los procesos y optimiza sus funciones.
Lean aporta un componente de cambio cultural muy fuerte en las organizaciones y Seis Sigma aporta un componente técnico metodológico muy sólido.
Lean y Seis Sigma se complementan ampliamente e incluso en algunos casos ambas iniciativas pueden utilizarse indistintamente.
La implantación de un modelo de Operación excelente, mediante técnicas Lean Manufacturing, Six Sigma, implica.
Centrarse en producto o servicio que estamos “produciendo”.
Centrarse en el cliente y en la demanda del mercado.
Orientación a la mejora incremental o rápida.

Cambios organizativos según necesidades y mercado.
Ser veloces y flexibles.
LOS 5 ELEMENTOS DE LA EXCELENCIA OPERATIVA
CALIDAD. Del producto o servicio generado.
RAPIDEZ. Tiempo transcurrido desde la petición del cliente hasta la entrega.
FIABILIDAD. Cumplimiento sistemático de los plazos acordados de entrega.
FLEXIBILIDAD. Capacidad para hacer cambios rápidamente (diseño, variedad, volumen, fechas), etc.
COSTOS. Gestión de los procesos de transformación para generar el producto o servicio.
VECTORES DE ACTUALIZACIÓN
Mejora continua.
Aprendizaje continuo.
Reingeniería de procesos.
Organización por procesos críticos.
Objetivos estratégicos.
Costos ABC.
Análisis de la competencia.
MEJORA CONTINUA
EL CICLO DE MEJORA CONTINUA
Seleccionar el área de mejora.
Identificar los resultados y métricos actuales.

Determinar las expectativas del cliente.
Describir el proceso actual.
Identificar las oportunidades de mejora.
Analizar las causas raíz-diagnostico.
Probar e implantar soluciones.
Consolidar los resultados
VENTAJAS
Se concentra el esfuerzo en ámbitos organizativos y de procedimientos competitivos.
Consiguen mejoras en un corto plazo y resultados visibles.
Si existe reducción de productos defectuosos, trae como consecuencia una reducción en los costos, como resultado de un consumo menor de materias primas o sea los productos son de mejor calidad.
Incrementa la productividad y dirige a la organización hacia la competitividad, lo cual es de vital importancia para las actuales organizaciones.
Contribuye a la adaptación de los procesos a los avances tecnológicos.
Permite eliminar procesos repetitivos de poco rendimiento evitando así gastos innecesarios.
DESVENTAJAS
Cuando el mejoramiento se concentra en un área específica de la organización, se pierde la perspectiva de la interdependencia que existe entre todos los miembros de la empresa.
Requiere de un cambio en toda la organización, ya que para obtener el éxito es necesaria la participación de todos los integrantes de la organización y a todo nivel.
En vista de que los gerentes en la pequeña y mediana empresa son muy conservadores, el Mejoramiento Continuo se hace un proceso muy largo.
Hay que hacer inversiones importantes
APRENDIZAJE CONTINUO
Creación de un entorno donde se fomenta el aprendizaje y el desarrollo del conocimiento por la necesidad de producir innovaciones de manera continua para elevar la ventaja competitiva.
REINGENIERIA DE PROCESOS
Análisis de negocios desde la perspectiva de los procesos, en lugar de las funciones y rediseño de los procesos para optimizar la eficiencia operativa.
Pasos:
Identificar los procesos a innovar.
Identificar los agentes de cambio.
Desarrollar la visión del proceso consistente en la estrategia de la empresa.
Comprender los procesos existentes.
Diseñar los nuevos procesos
ORGANIZACIÓN POR PROCESOS CRÍTICOS.
Gestión y estructuración por procesos críticos en lugar de por funciones.
OBJETIVOS ESTRATÉGICOS (BALANCED SCORECARD).
Enfoque tradicional: objetivos relativos a productividad.Nuevo enfoque: objetivos para atender a todos los grupos de interés de la empresa.
• Accionistas• Clientes
COSTOS ABC (ACTIVITY BASED COSTING).
Filosofía de asignación de costos a las actividades de fabricación o servicios (basada en la cadena de valor y el análisis de as actividades) para determinar el costo de un determinado producto o servicio, y poder a su vez identificar qué actividades aportan mayor o menor valor al mismo.
ANÁLISIS DE LA COMPETENCIA (BENCHMARKING)
Medición continúa de los productos y procesos de la organización frente a los líderes de la competencia.
CONCLUSION
Es una filosofía de liderazgo, trabajo en equipo y resolución de problemas
Da como resultado la mejora continua en la organización
A través del enfoque en las necesidades del cliente “empowerment” de los empleados y la optimización de los procesos
Enfoque tradicional: objetivos relativos a productividad.Nuevo enfoque: objetivos para atender a todos los grupos de interés de la empresa.
• Accionistas• Clientes