sistema autónomo de control de calidad en la producción de
TRANSCRIPT

SISTEMA AUTONOMO DE CONTROL DE CALIDAD
EN LA PRODUCCION DE LIBROS Y REVISTAS
DIEGO MEJIA ECHE'VERRY//
Trabajo de Grado presentado co-rno requis ito parc ial para oPtaral t[tu[o de Ingeniero lledustrial.
Director: JUAN B. CALDERON G
osif
Universiu..¡ .,,r,rll0 ds 0ccidenlces:r;f¡ gibliotet0
a-
97 6I 'Tlr8f
rruuilfl[liüüfiüruuru
CORPORACION UNIVERSITARIA AUTONOMA DE OCCIDENTE
DTV ISION DE INGENIER IAS
PRCGRAMA DE INGENIERIA INDUSTRIAL
CALI, 1987

--T-
b3r -
AA ,_ I/' j /: 1' lvi') -l--{
r-OQ
de 19 87
Aprobado por el Comité de Trabajode Crado en curnplirniento de los requis itos exigidos por la C6rporac iónUnivers itar ia Autónorna de Occ iden-te para optar al tltulo de lngen ieroI¡e d us tr ial .
Jurado
I
!
ttÁ
tt
D lrec to
Ca[i, Noviembre

A CRADEC IMTENTOS
EI autor expresa sus agradec irnientos:
A JUAN B. CALDERON C;oIll4EZ, directivo de CARVAJAL S. A. yDirector de la Tes is.
A JAIME HUERTAS, Profesor de la C6rp6¡ación Universitaria Au-tónorna de Occ idente y Asesor de la Tesis.
A CARVAJAL S. A.
A todas aquellas personas que en una u otra forrna colaboraron enla reallzaci6n de la presente Tes is.
ttt

TABLA DE CONTENIDO
Pág.
IINTRODUCC ION
4.L
4.2
4.2. L
4.2.2
4.3
TRANSFORMAR LoS MANUALES OPERA-TTVOS DE LAS MAQUINAS EN MANUALESFORMATIVOS Y DE PROCEDIMIENTOS . .
R EVISIONCA LIDAD
Y AJUSTE DE LAS NORMAS DE
orsrño DE cERTIFIcADoS DE cALIDAD
CREACICN DEL DEPARTAMENTO TEC -NICO
DISENO DE CURSOS DE CAPACITACIONY NTVELACICN PARA EL PERSONAL DEOPERARIOS Y AYUDANTES
CURSOS DE INDUCCION
Objetivo
Ac t ividade s
NORMAS DEC LIENTES
CALIDAD ACCRDADAS CON
23
25
z7
4.53
54
55
55
58
Lv
6Z

4.3. r
4.3.2
4.3.3
4.3.4
5
5.1
5. r.l
5.1.2
5.2
5.2.I
5.2.t.r
5.Z.r.Z
5.2. r.3
5.2. t.4
5.2. r.5
5.2. r.6
Irnpre s ión
Enc uadernac ión
Refiles
Ernpaque
ELA BORAC ION DE ESPEC IFICAC ICNES DEMA TERIAS PR IMAS, MATER IA LES
FORMA DE OBTENCION
Lista de rnateriales y rnaterias prirnas dernás usoEspec lficac ión de rnater tales s lstematizada
CONTROL DE CALIDAD EN LA ADQUISICION DE MATERIAS PRIMAS Y SUMINISTRO S
Etapas fundarnentalesdel rnater iaI adqulrido
a seguir en eI control
Solic itud del rnater iaI y desarrollo de susespec if icaciones
Situac ión de Ies pedides
Recepc ión del rnater ial
Exarnen del rnater ial
Dispos ic ión del rnater ial
Forrnac ión de registros y rev is ione s poste -r to res
E LA BORA C IONDE PRODUCTO
63
o?
66
67
'7477
69
69
78
80
80
8l
84
84
87
87
DE ESPEC IFICACIONESB9

6.1 LIBROS EN RUSTICA CCN PEGANTE CA-LIENTE
6.2 LIBROS EN RUSTICA CON CCSTURA DEHII-O Y PECANTE CALIENTE
6.3 LIBRCS EN RUSTICA CCN C?STURA DEÁ LAMBR E A L CA BA LLETE 9I
6.4 LIBROS EN RUSTICA CON ESPIRAL . . . 9I
6.5 LIBROS EN RUSTICA CCN PAST¿I DURAY PEGANTE FRIC O CALIENTE 91
6.6 LIBROS EN PASTA DURA CCN COSTURADE HILC PEGANTE FR IO . .
6.7 ESPECIFICACION DE PRODUCTO SISTE-MATiZADA . ..
6.7 PRCGRAMA DE CCMPUTADOR PARAESPECIFICACIONES. IOO
7 CONC LUSIONES I I I
GIOSARIO . . 1I3
BiB LI OGRA FIA lr8
90
90
a?
98
vt

LISTA DE FICURAS
Pág.
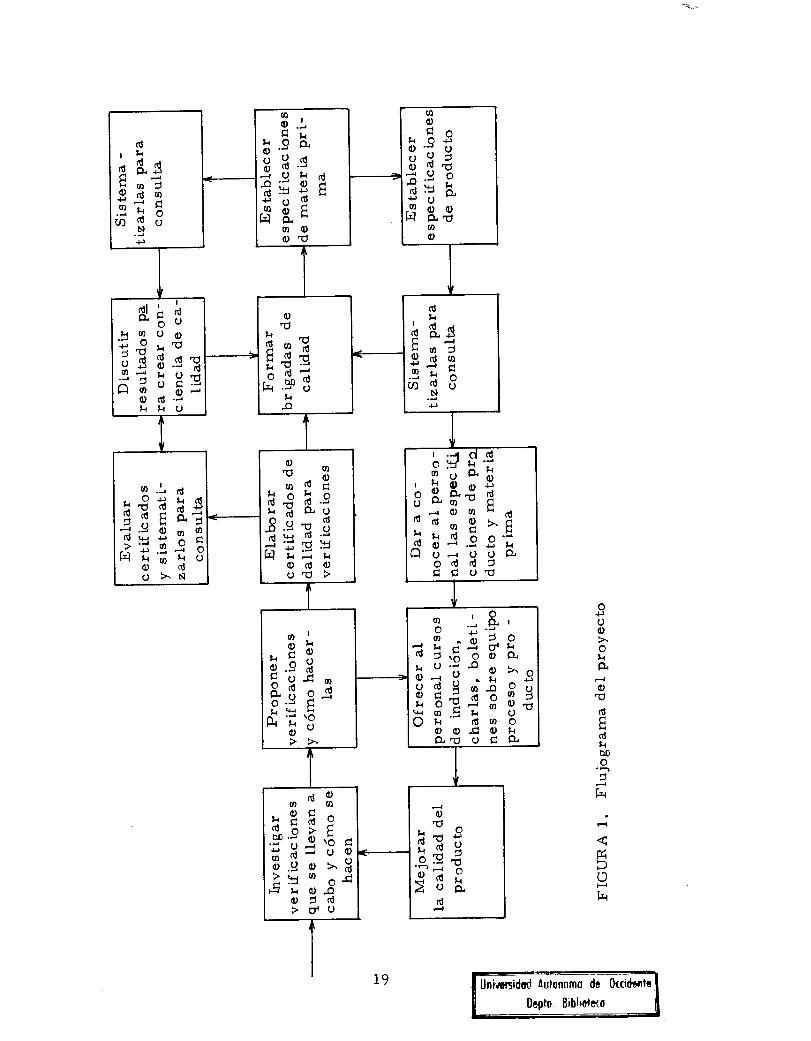
I9FIGURA I Flujograrna del proyecto .
FICURA 2 Diagrama de flujo del proceso de ernportalado en rústica con o sin costura de hjlc.. Z0
FIGURA 3 Diagrarna de flujc del emportalado enpasta dura con o sin costura de hilo .... ZI
FIGURA 4 Partes del libro ZZ
FIGURA 5 Etapa I. Inspección l00To en prirner6slote s 85
FICURA 6 Etapa II. Inspección por rnuestreo enlos Lotes s ubsec uente s 86
vtt
LISTA DE FORMATOS
FORMATO I Certif icado de calidad: Montaie decubiertas
FORMA TO ?, Certif icado de calidad: Montaje/prueba ozalid
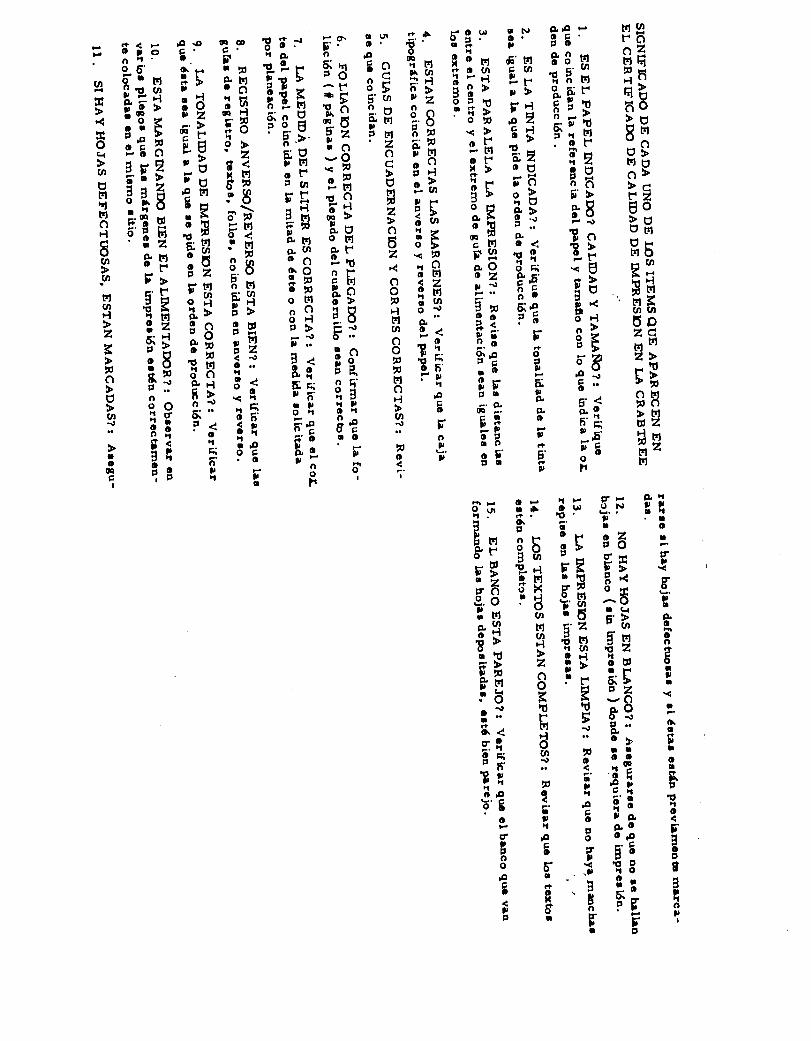
FORMATO 3 Certif icado de calidad: Irnpresiónc rabtree
Pá9.
30
31
3Z
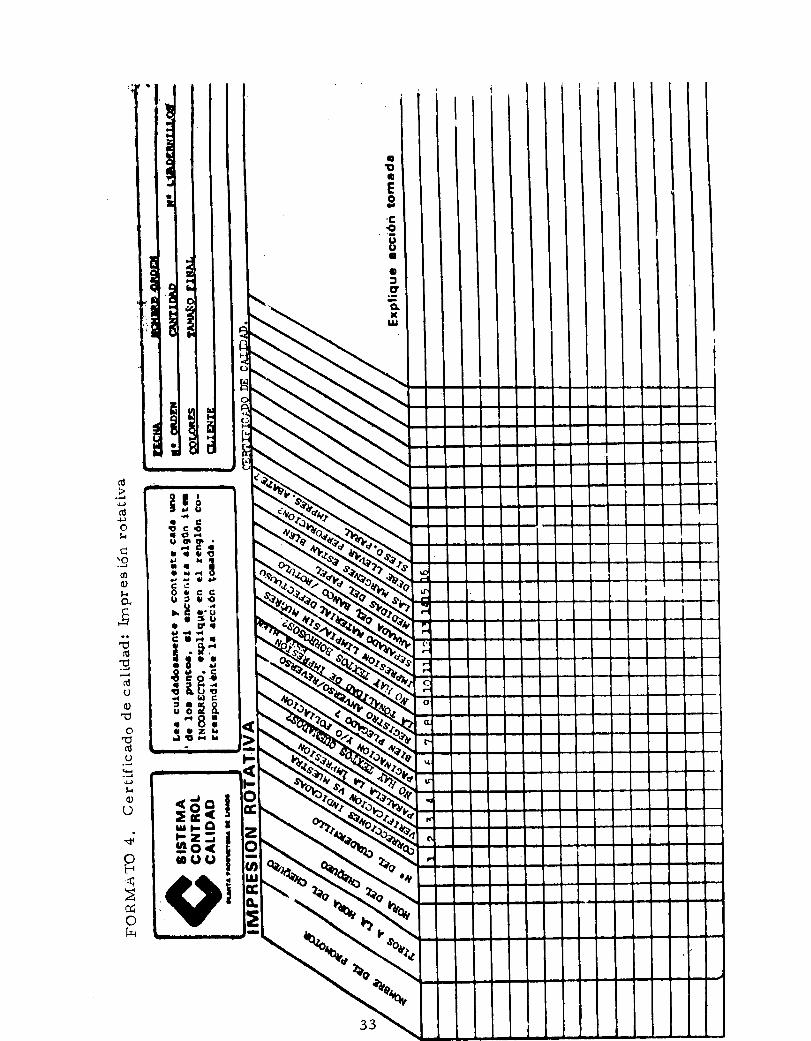
FoRMAro 4 :;,:lil:*:.::.:ii'11:: .T:::::',:. 33
FORMATO 5 Certif icado de calidad: Irnpresión/estarnpado y recubrirniento de cu-biertaseinsertos . 34
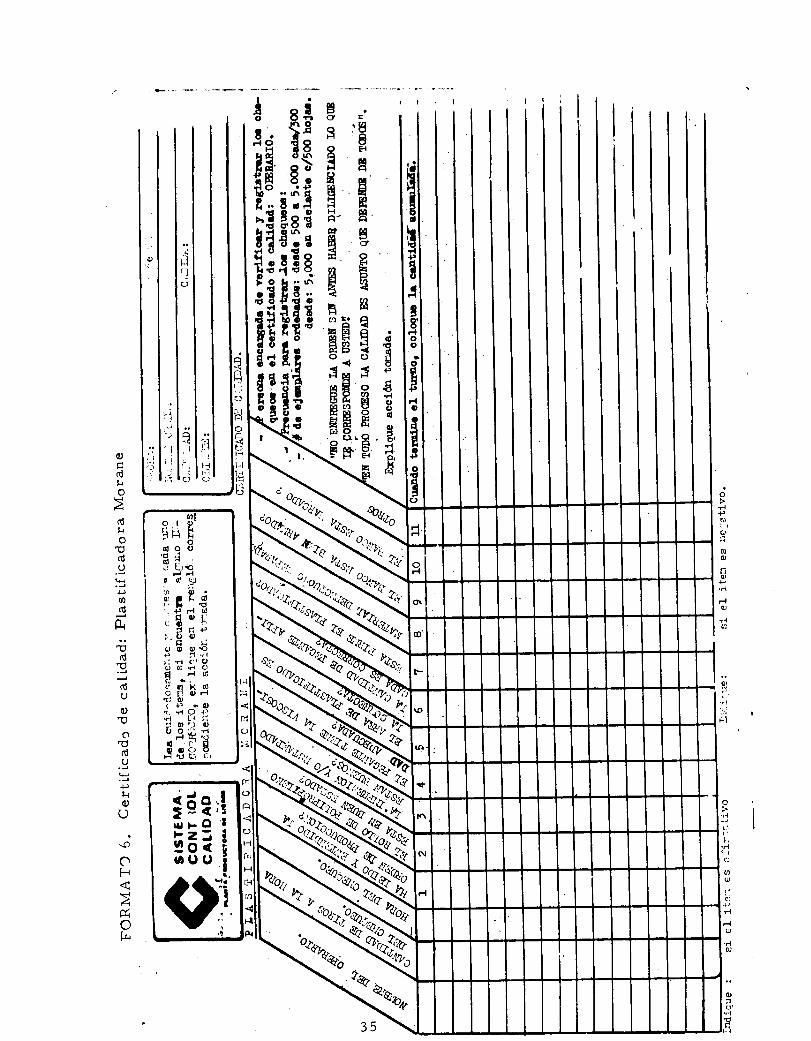
FORMATO 6 Certif icado de calidad: Plastif ica-dora Morane 35
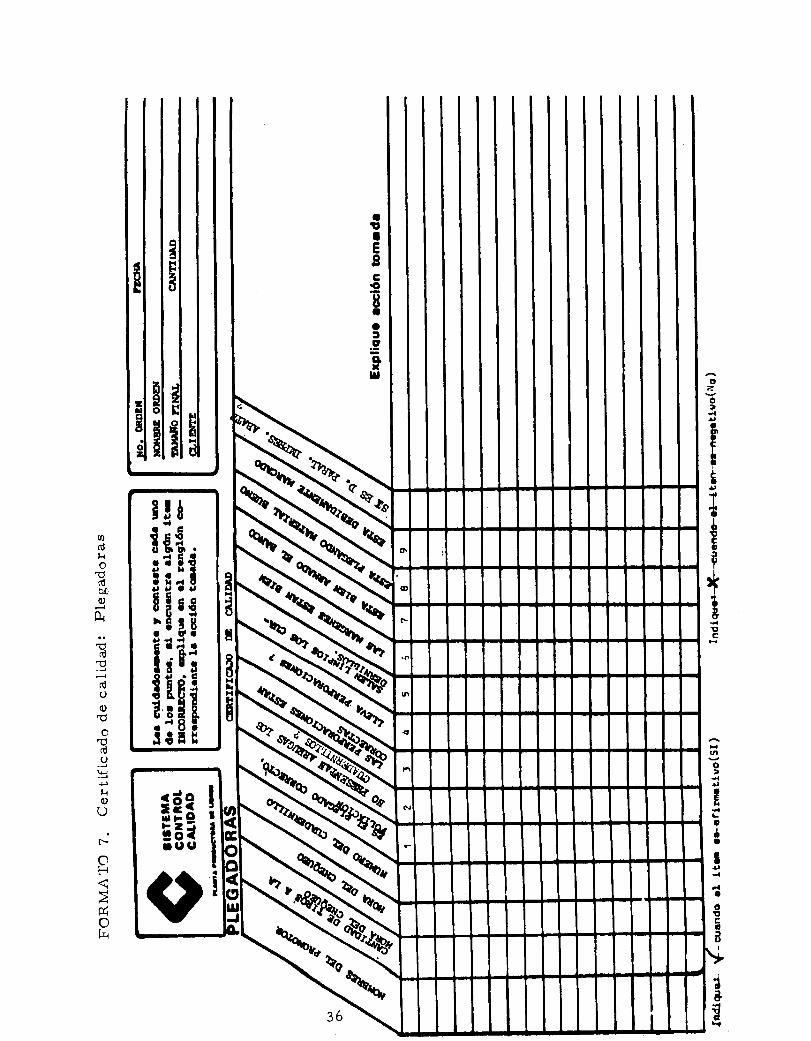
FORMATO 7 CertUicado de calidad: Plegaderas 36
FORMA TO 8 Certif icado de calidad: Pega deguardas
FORMATO 9 Certif icado de calldad: Ernportala-da Martini - Rotor
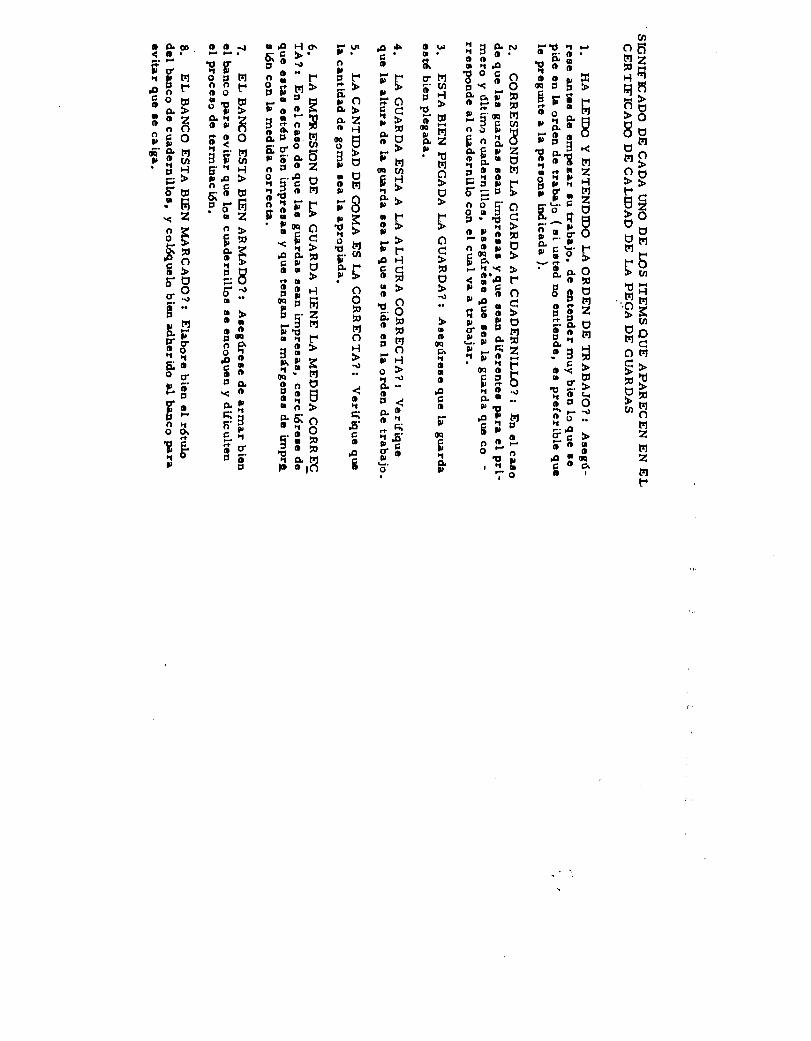
FORMA TO l0 Certif icado de calidad: Costura dealarnbre al caballete 39
FORMATO f I Certif icado de calidad: Ce¡¿s 40
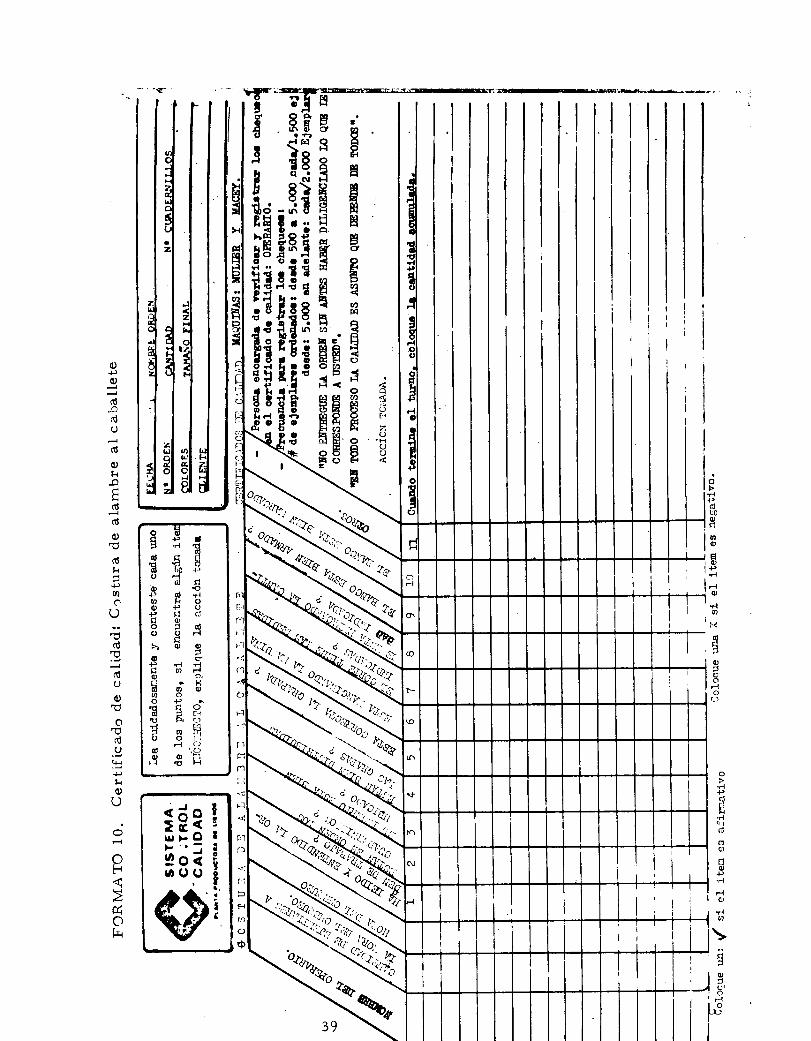
FORMATO lZ Certif icado de calidad: Cesturacon hilo al caballete
37
38
v IlI
4l

FORMATO 13 Certif icado de calidad: Strobelt ... . 42
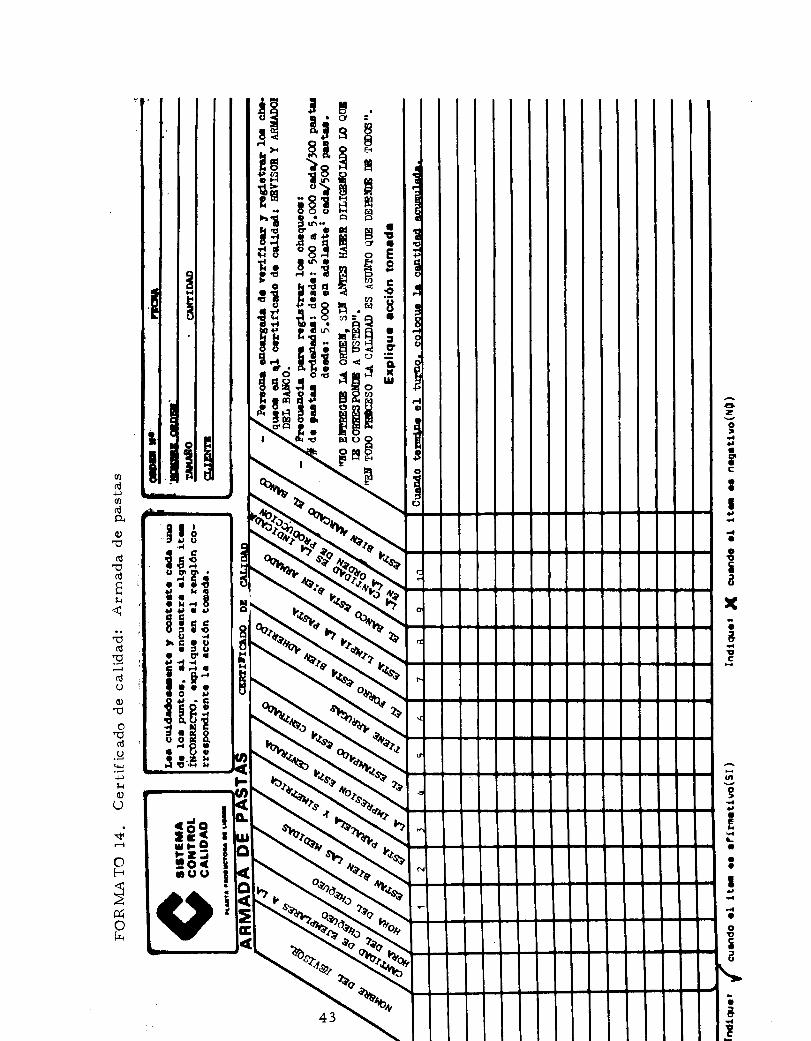
FORMATO 14 Certlf icado de calidad: Arrnada depastas 43
FORMATO 15 Certif icado de calidad: E¡¡q61¿do deLlcrnc 44
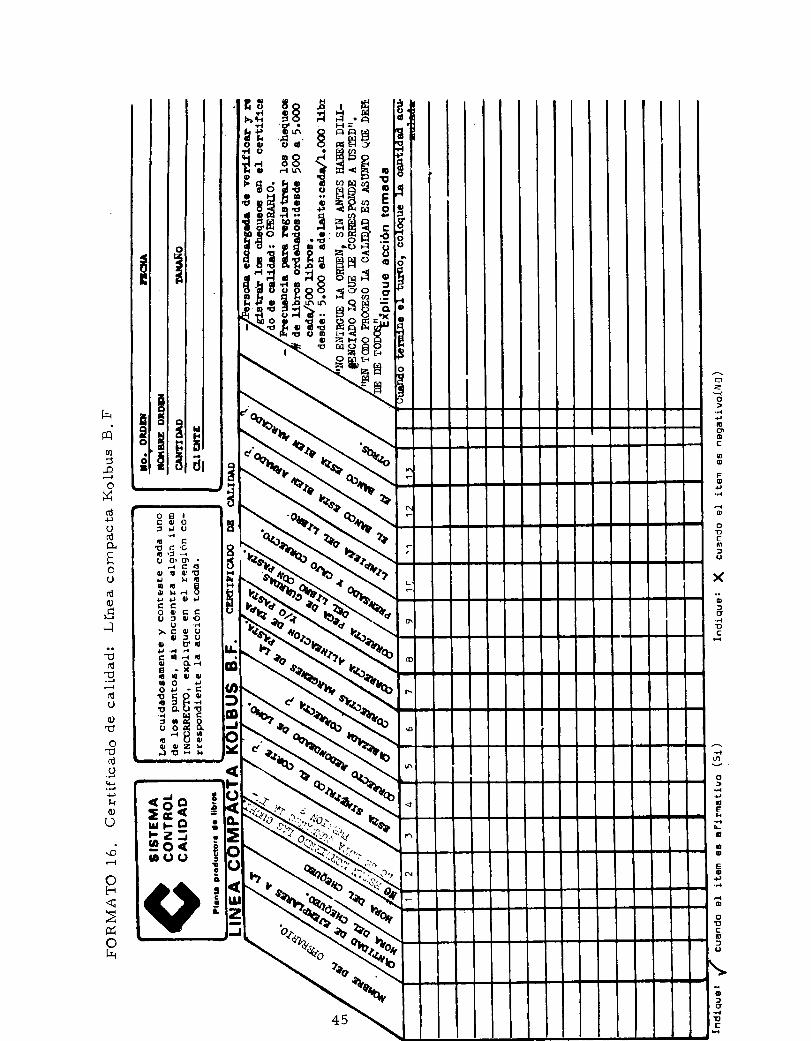
FORMATO 16 Certif icado de calidad: Llnea cornpagta Kolbus B. F.
FORMATO 17 Certlf icado de calidad: Ernpaque enbolsa plástica y cartón
FCRMATO lB Certif icado de calidad: Montaje dec ub iertas
FoRMA To I9 certif icado de caLidad: Irnpres iónrotat iva
FORMATO Z0 Certif icado de calidad: ImpresiónCrabtree 49
FORMATO 2l Certif icado de calidad: Plegado-ras
FORMATO 22 Certif icado de calidad: ErnportaladaMartini Rotor
FORMATO 23 Certif icado de calidad: Ernpaque enbolsa plástica y cartón
FORMA TO 24 F icha técn ica
FCRMATO 25 Callf icaclón del desernpeño de tra -bajo 57
FORMA TO 26 Espec if icac ión de mater iales 7l
FORMA TO 27 Espec if icac iones de producto 93
45
46
47
48
50
5I
5Z
30
Lx

RESUMEN
Cen el sisterna autónomo de control de calidad se quiere desviar la
supuesta responsabiLidad centrada en la jefatura del departarnento
de calidad y hacer que cada una de las personas que intervienen a
lo largo del proceso se responsabilicen de las r:nidades que prodq
cen. Lo anterior previa entrega de rnétodos, sistemas, aparatos de
medic ión, etc. r pára su logro.
Con este sisterna de autocontrol de caIidad se quiere forrnar una
brigada de calidad, cornpuesta por personas claves en eI proceso
para que en un mornento dado brinden asesor[a en su rnáguina o la-
bor.
Para LLegar a lo anterior se real.Lzarán las siguientes actividades:
- Se revisarán las norrnas de calidad existentes y se ajustarán pa-
ra obtener unas rnás concisas y deterrninar asl un control autónorno
entre las personas que llevan a cabo cada uno de los pasos en el
Proceso.
- se tornarán todos y cada uno de los requisitos de calidad, deter -
rninando el método o mecanisrno de control para llevar a cabo la vg
rificac ión en cada uno de [os casos, corrro tarnbién los aparatos de
rnediclón que se deben adquirir para su logre.
- Los posibles defectos o problernas que se presenten en una orden
de producción, quedarán contenidos en un prograrna de c6rnputader
que adernás dará un registro estad[stico global de cada uno de ellos.
- Cornc consecuencia de 1o anteri6r, estos problemas se anaLizarán
deterrninando los pasos a seguir para su corrección y gue en lo su-
ceslvo no se incurra en ellos.
- Se deterrninarán tanto las especif icaciones de rnateria prima co-
rno las de producto f se hará un prograrna de c6rnputador d6nde quq
den conten idas .
XL

INTRODUCCION
La calidad de un producto es parte indispensable en el proceso de
fabricación, ya que sin su control, el cont[nuo fluir de la produc -
c ión ser fa irnpos ible.
El controL de calidad a nivel corporativo es posible solarnente si
las actividades de control y las funciones relacionadas con la cali
dad son llevadas a cabo en todos Ios departarnentos y a todos los
n iveles adrn [n istrativos.
Las actividades de cada departarnento deben ser planeadas de tal
rnanera que sean colnplernentadas Por otros departamentos, adi -
cionaftnente, estos se benef iciarán de todas las actividades rela -
c lonadas con la calidad en toda la ernpresa.
Para el caso de la producción de libros y revistas y bajo el cono -
c irniento de c iertas norrrlas de calldad pre-establec idas, se busca
concient'rzar a cada una de las personas llue intervlenen en eI Pro-

ceso, entregando formas y métodos conctsos para que elles rnisrnos
hagan revisión de las unidades de su pr6duccLón y asIrninlrn'rzar u-
nidades defectuosas entre procesos. Adernás se brindará una debida
capacltación mediante cursos de inducción en cada área.
La gran cornpetencia que knpera en el rarno de las artes gráf icas
lleva atratar de rnejorar d[a a d[a sisternas y rnétodos de control de
calidad. EL sisterna autónorno de control de calidad parte de la base
que la calidad tiene que ver con la totalidad de las funciones de una
ernpresa y sus relaciones internas o externas; es decir, la ernpresa
se trata corno un s isterna, dentro de un ecos isterna y todos los corn
ponentes de estos tlenen que ver directarnente con las actuaciones o
realizaclones de las personas o procesos y con la calidad de sus ag
tos. En todos y cada uno de l6s precesos operatlvos y adrninistrati-
vos, asÍcorno en las relac iones entre les rnism.os se debe estable -
cer una planeación de Ia calidad, la cual irnplica la definición de:
polfticas, objetivoe, ñretas, estrategias. En algunos casos se justi-
f ica llegar al detalle de prograrnas, norrnas, espec if icac iones y rná
todos, todos ellos tendientes a asegurar la calldad de lo plare ado.
IJna vez def inido este plan de acción y córno lograrlo, se debe corn-
probar si se está curnpliendo Io previsto y éste es el propósito del
controL y eI autocontrol; por 1o tanto no puede existir un proceso op9-

rativo o adrninistrativo ef iciente sin que se pueda rnedir y verif icar
la efectividad del rnisrno.
En el caso de la planta en que se llevó a cabo eI proyecte, es una
planta relativarnente nueva, que inició labores a rnediados d,e l9T9
con un núrnero de 35 personas y con equipos con un costo en ese en
tonces de $60 millones, con eI pass de estos años se han incremen
tado los equipo", hasta eI punto que para l98Z se tlene una inversión
aproxirnada de $2.000 millones, la cual está en manos de 165 per-
sonas, incluyend6 el personal administratlvo.
Debido a este vertiginoso crecirniento y a La irnperiosa necesidad de
rnejorar d[a a dla más, se han tecnif icado los procesos, dando ase-
sor[a y capacitación al personal de la región que se ha forrnado en
el transcurso de estos años y que adernás se debe seguir forrnando
y tecnif icand6, para hacerlos más idóneos y polifuncionales.
Es de anotar que la planta productora de libros, en la cual se lleva
a cabo cornpletarnente el proceso de producción de un Iibro, ha re -
clutado personal de la reglón ( Departarnento del Cauca ), sin rnayq
res conocimlentos en artes gráficas, lo cual ha hecho rnás ardua la
labor de forrrrac ión.
Por Lo anterlor se tiene el plen6 convencirniento que llevando a ca-
bo el plan,de trabajo bosquejado en este pr6y€ctor esta planta 6
cualquier similar, rnejorará ostensiblernente Ia caLidad y produc -
tividad en sus procesos.
R ESEÑA HISTOR ICA
El s iguiente paralelo rnuestra históricamente corrto ha evoluc iona-
do Ia planta donde se lleva a cabo el proyecto.
Nornbre de fundación: PLANTA PRoDUcTORA DE LIBRosARvA-
JAL S. A.
Ubicación: Santander de Quilichao (Cauca )
Iriciación de labores: mayo 1979
AñrE lqTq - 1qS2 Años 1083. - lqg.7
- Se fundó con I0 equipos. - En l98Z se tienen Zg.
- Valor de los equipos $ 6O' - Valor de los actuales $ Z. OOO'
- Núrnero de personas: 35 - Nri.rnero de personas: 165
- Area construida: 3.000 rnZ - Area constru[d az 7.000 mZ
- Producc ión en el prirner año: - Producción año 19g6: g' 500.000
I t 500.000 libros I ibro s
- se fundó bajo la dependencia - En ener"/gz se independizó y pa-
4
Años 1979 - l98Z
de la D iv is ión de
de Publ lcac iones
A.il
Años 1983 - 1987
só a ser una divis [ón con eI norn-
bre de 'tlrnprellbros Carvajal S.
A. rl
- Se tlene Ia mejor rnáquina irnpre
sora de C¿rvajal S.a. y de Arné-
rica l¿tina, adquirida en el pre -
sente añ6 per un valor de $ 600t .
"Irnpres ión
Carvajal S.
FOR QUE DEL CONTROL DE CALIDAD
Mediante el control total de la calidad con la participaci.ón de to -
dos los einpleados, incluyende eI pres idente, cualquier ernpresa
puede crear rnejores productos (o servicios ) a menor costo, al
tiernpo que aurnenta sus ventas, rnejora las utilidades y convierte
la ernpresa en una organ izac Lón super ior.
EI control de calidad fué invento nortearnericano y ahora tiene a-
pIicaclón universal. Pero el control de calidad ha tenido los rnejq
res resultados en su rnanifestación japonesa. Esto obedece a va -
rias razones. ras japoneses han insistido en la participac ión de
todos, desde eL presidente de La ernpresa hasta Los obreros, rnie4
tras que en Ios Estados unidos el control de calidad suele delegag

se a los especialistas y asesores en este rarno, en el Japón el
comprornLso es,tctal y trpara slemprer'. Deberá prolongarse por
toda la existencia de la ernpresa. No se puede encender y apagar
a voluntad. Una vez cornenzado, eL rnovirniento tiene que prorno -
verse y renovarse continuamente.
Las ventajas deI control de calidad son rnuchas. Dá una verdadera
garant(a de calidad. Es posible desarrollar calidad en Ios pasos
de todos los procesos y lograr una pr6ducción 100% libre de defec
tos. Esto se hace rnediante eI control de procesos. No basta encoll
trar los defectos y fallas y corregirlos, lo que se debe hacer es
encontrar las causas de los defectos y fallas rnediante estos con -
troles.
El controL total de la calidad abre canales de comunicación dentro
de La ernpresa, dejando entrar un soplo de aire fresco. Perrnlte
que las ernpresas descubran una fatla antes que se convierta en dg
sastre, porque todos se acosturnbran a diri.girse a los dernás de
rnanera franc a, vetaz y útit.
EI control total de la calidad perrrrlte que las divisiones de diseño
producto se ajusten de rnanera ef iciente y pre-
en los gustos y actitudes de los consurnidores,
rnanufactura delv
c isa a los carnbios

de
Ia
lnanera que se puedan fabricar productos s iernpre acordes con
preferencia de los cllentes. ( Ver Cuadro I )
POR QUE LA PRODUCTTViDAD AUMENTA MEJORANDO LA
CALIDAD
Baja calidad signif ica alto costo de produccL6n y pérdida de posi.-
ción competitiva. Sln ernbargo, hay quienes piensan que calidad y
producción son incornpatibles, que no pueden existir juntas. Un
jefe de planta puede opinar que si lrnpulsa la calidad va a decaer
Ia producc ión.
Una respuesta clara y concisa a la pregunta porllué Ia productivj
dad aurnenta rnejorando Ia calidad? es: ttHay menos trabajo de rg
pos ic ión ! . La gente gue trabaja en producc ión sabe Ia irnportanc ia
de la calLdad para su trabaj6; saben que la calidad se logra con g
na rnejora en el proceso y ésto significa un nlvel de uniforrnidad
en el preducto, reducc iín de errores y rePosiclones, reducc ión
de desperdicio en tiernpo de hornbre, tiernpo de rnáquina y rnate-
r iales y as f se lncrernenta lo produc ido, con rnenos esfuerzo.
Los benef icios de la calldad son: rnenores costes, gente más sa-
tisfecha en su trabajo y rnejor pos ición cornpetitiva de Ia errrpre-
s3, y grac ias a esto últirno, más trabajo.

óbo.E
o .9,U)tvg.s.{ . .. €sx 3 3
SE E i-d Hdü o .9qd o o!g'|c . drdoCF>o >ñ..H,.!¡.e 6.e{ É <tn
drddro
!rÉüis;itEti¡;.gl Ei ;. :['s gjr o> s;5E;, j;¡*ü ;gE rsi IÉ ;s5[ü* ;ÉE¡g É.gs.n ttst *€*Ere
rfi$ I$í[j ri;{ ;¡¡e !ir;ifie ; É!$É¿ $g[i Et;g gfi;fi;
, ..1- {ldñ#o <tFo6 l5c j É¡o-9 (u (|)
É¡6 ld\O rr \O ¡.{nt
9o 9i5.ü E li '''ct= 5 d
E }J €€f-r H r-r -JH+¡H=
o€d
.t{-r bOdo+) +jod!.r
dd€€ddOOoo
ooS{ ¡.{+) +)
oooo
o
ñlñ.Ydoo
oo+¡
f.ill \o
$c¡cO.i q)
¡i. o.
ÁÉ
I
doo
q)
o+)ao
a1
\c)
oC)
oXEü
doooo,.h:üisñ o
B ES H.!!Hd.rC),9 d.:Á "¡¡ o'i rd
o.¿ 3 qc¡.:9JHB4'g-E F.! €t¡ [ [El
9oa9ti:o.i<¡
;-oot<6 hacoh o88. oo orF@ro:E*; sürT d E-B"üe s 3P óñ .9 crfl Ao tDE
d-hoq¡{
.tO.:o(dd
H3EA¡¡dr \O:
Nt f,XU{5oÁEÉ
o)
.gOnFóv11o-
T\ Ñvo
(n
o
¡{toCl noñtJ6
Éüg ,c)qEnd
o)aU)-d
.5 ol
.aoo ¡.r|r)p.
t4Fz14
g
()o¡H
ZIfl
o)+)
o
oooo
d\oP{d
F-
o¡{I
c)
dd
doo
+¡
oooñdoc)¡{o
=I
oH
U

; .;' q: i fr:Hi,g Fji?.rid -qv{ t¡ i t;; 3+ *,I; qfi- 3 HH- €t Hfr;¡{.{ H,,H E i9; -q¿ üf;$qs E*$ iiE3S:ir -?$-?E; ao3¿ ¿:tÁii5t .t;s
I
op.
oo
¡{do.o.{dots
.9o)i .5'¡{
-dl¡{ ¡{
roooboho.9dooloE-!9aroEO'i c)6ÉoI
I
o)
oh+¡
o
c)ño
Ft
Q.-¡r tt.TdUrd
I
d
+)o(1
ddHÁll¡¡b0dhoP{;o
Uninn¡¿¡¡ autonomo de ftrídcntc
[)egto. Eibltotxo
HHzf'lH
o¡t"l
ZpH{
F-
\oUd-.t
+i
Éo|J.l
¡'r

La reducción del desperdicio hace que el tiernpo de hornbre y de
rnáquina gastads en desperdicio se transf iera a produc ir unidades
buenas. Ns se lrata de trabajar rnás dure, sino rnás ef iclentemeg
te.
La gente rnuchas veces se Pregunta cuál nivel de defectos o erro
res es aceptable. Podr[a ser un 2% aceptable? La respuesta es
NO: el únieo nivel aceptable es CERO. Sin ernbargo, el pretender
cero defecfes no signif ica nada: nlnguna rnejora tendrá lugar sin
anális is y planes de acc ión.
Y otra cosa lrnportante: el rnedir productividad y cal idad no lle-
va a una rnejora en ellas. Es corno estad[sticas de accidentes:4!
cen cuantos se producen, dónde y cuánd6r p€r6 no cómo reducil-
los. Las gráficas y rnedidas dlcen a [a dirección córno van las cq
sas, pero no cornc rnejorarlas.
QUE DEBE HACER LA DIRECCION PARA MEJORAR LA
PRODUC TIVIDAD
A Ia pregunta ttCórnc se está haciendo para rrrejorar la productivj
dad y la calidad? t'puede respondersesrtCada quien está haciendo
su rnejor esfuerzorr. Para lograr una rnejora, la voluntad y el es
10
fuerzo son indispensables, pero para que sean efectiv6s requieren
de una gula para que vayan orientados en La dirección correcta.
Por esto, es irnportante que la dirección sepa cuál es su labor.
Cuando la dirección siente pérdida de posición cornpetitlva y no sa
be qué hacer, se ernbarca en acciones sin rurnbo deflnido, tratando
una idea tras otra. Pero nadie en una organización puede trabajar
efectivarnente cuando las señales que vienen de Ia dlrección están
continuarnente carnb iando de rurnbo.
Por otro lado, las utilidades en el corto plazo no son [ndice de ha-
bilidad ni de buen rnanejo. Un mejor indicador es e[ efecto en pro-
ducción. El rnejorarniento en la calidad y en la productlvidad slcolr
tribuyen efectivarnente a un rnejor vivi:r para todos.
La base para las conferencias con errrpresarios del Japón iniciada
en 1950 es una lista de 14 puntos que persiguen la perrnanencia de
una ernpresa en eI rnercado y la protección de la inversión y del
traba io.
Los 14 puntos son obviarnente responsabilldad de Ia dirección. Na -
die puede asurni.rlas. La calidad es trabajo de todes, pere debe ser
liderada por la dirección.
1'1

I. Crear constanc ia del propóslto hac ia el rnejoramlento del pro-
ducto y del servicio. Hacer un plan para llegar a ser competltivo y
perrnanecer en el rnercado, distlnguiendo entre problernas de hoy y
de rnañana. Destinar recursos para eI planearniento en el largo pla
zo ( desarrollo de nuevos productos y servicios, nuevas rnaterias
primas, nuevos rnétodos, nuevos equipos de producción, entrena
miento y ro-entrenarniento al personal ).
Z. Adoptar la nueva f ilosof [a. Estarnes en una nueva era econórni-
Cd, y n6 pedernos seguir conviviendo con los niveles hasta hoy acep
tados de desperdicio, dañes, reclarn6s, tlempos de espera, etc.
Hernos aprendido a vivir en un arnbiente de errores y deficiencias,
corno si fueran necesari6s, para vivir; pero es tiernpo de adoptar
una nLleva f ilosofla. Un itinerario de trenes en el Japón puede estar
prograrrrado para que usted llegue en un tren a las 1lz3?, debe tras-
bordar y salir en otro que está prografirado para las ll:33. No hay
lugar a errores ni dernoras.
3. Acabar la dependencla de Ia inspección en rnasa. La rutina de
inspeccionar el 100% del preducto es planear teniendo en cuenta los
defectos, es reconocer que no se puede pr6ducir correctarrrente. La
inspecc lón es tard[a, irnproductiva, costosa. La calidad no viene de
la inspecc ión sino de la rnejora en el proceso.
T2

4. Terrninar la práctica de otorgar negocios por precios. No se
puede dejar la calidad y el servicio expuestas a la cornpetencia por
precio. El precio no tiene sentido sin una rnedida de calidad de lo
que se compra. Una gran porción de Los problemas de baja calldad
y baja productividad se le deben a baja calidad de las rnaterias pri
mas,de herramientas y de rnáquinas. Los jefes de carnpras tienen
un nuevo trabajo: eIIos deben entender los problernas de usar Los
materiales cornprad6s. El objetivo de un proveedor debe ser rnejq
rar la calidad y reduclr costos al punto donde él no necesita buscar
clientes. En eI Japón es rnás ¿irnportante que el precio de un pro -
veedor tener en cuenta estabilidad y responsabilidad en contratos
a largo térrnins. Deben elirninarse [os proveedores que no dernueg
tren evidenc ia estad[stica de caLidad.
5. Mantener siernpre el hábito de rnejorar. Slgn if ica reducc [ón
contúrua del desperdicio y rnejora contú:ua de Ia calidad en todas
las actividades, lo que trae un aurnento contúruo en Ia productivi -
dad. Es responsabilidad de la dirección trabajar continuarnente en
eI s lsterna, detectar problernas y soluc lonarlos, a través del con-
trol estadlstico y estudio del proceso.
6. I¡rstitu[r rnefodos modernos de entrenarniento en el trabajo. Eg
trenarnlento pobre de ernpleados por horas y dependenc ia de instruc
13

ciones escritas no entendibles parecen ser una forrna de vlda. De
ben usarse rnétodos estad[sticos para Prograrnar el entrenarniento
y re - entrenarn iento.
7. Institu[r rnétodos rnodernos de sup€rvis[ón. Rernover |a barrg
ra que irnpide al ernpleado por horas ejecutar su trabajo con satis
facción. Los supervtsores deben inforrnar a Ia dirección sobre si
tuaciones que necesitan corrección y Ia dirección debe Prepararse
para tornar acción inmediata.
B. Hacer que Ia gente se sienta estable, para que pueda trabajar
efectivarnente para la ernpresa. Muchos tienen rniedode Preguntar
o de tornar una posición, pe16 es necesarlo ¡rara rnejorar caLidad
y productividad que la gente se sienta segura, que pueda expresar
ideas, preguntar, rePortar el equipo descornPuesto o rnaterial rn¿
[o, etc .
9. Elirninar las barreras entre secciones. El personal de las dj
[erentes áreas de una ernpresa debe trabajar en equipo.
10. Elirninar notas nurnéricas, afiches, etc. Pidiendo a Ia gente
rnejor preductividad sin proveer rnétodos. Eso no ayuda a la gente
a trabajar mejor; lo que se necesita es una gula para rnejorar. Las
t4

carteLeras que explican lo que se está haciendo Ines a lnes para IrF¿
jorar el sisterna, para hacer posible eI rnejorarniento en calidad y
pr6ductividad, no por trabajar más duro sino rnás ef icienternente'
son una histor ia d lf erente: ellas s f rnotivan.
11. Elirninar las rnetas (o estándares ) que irnplican cuotas nurn{
ricas. Estas cuotas sólo rniden núrneros, no calidad. Los estánda -
res de trabajo (corno se usan en los Estados Unidos ) son garant[a
de inef iciencia. Alguien dijo: rrYo podrla produclr 106 unidades en
6 horasr p€ro si Io hiciera, eI estándar serta 106 y todos tendrfa -
rrro s qlue c urnpl ir [o r' .
12. Rernover las barreras que irnpiden aI trabajador por horas Lc-
grar satisfacción en su trabajo. Corno puede alguien estar satisfe -
cho en sutrabaj6 sino esla seguro sobrequé es aceptable yqué no
lo es, s i sus instrurnentos y galgas están fuera de servicio y eI su-
pervisor presiona para obtener una cuota diaria de núrnerosr no de
calidad. Para rernover esas barreras' se requiere deL cornprorn[so
de la dirección: los ernpleades se cornprorneterán y Ia calidad de la
vida laboraI rnejorará una vez Ia dirección asurna la labor de devol
ver Ia dignidad aI trabajador Por horas.
13. hstituÍr un vigoroso Prograrna de educac ión y entrenalniento.
15

Mientras las condiclones sean apropi.adas, el entrenarniento de
personaL selecclonado en rnétodos estad[sticos sirnples los ayuda-
rá a hacer rnejor su trabajo, con rrrenos esfuerzo y con lnayor sa-
tisfacción. La dirección debe institulr un vigoroso prograrna con-
t[nuo para re-entrenarniento en nuevos conocirnientos y habilidades.
14. Crear una estructura en la dirección que irnpulse dla a dla
los 13 puntos anteriores. Todos en una elnPresa necesitan una gu[a
hacia el mejorarniento constante en conocirniento y efectividad.
PLAN DE TRABAJO
A ralz de una visita realizada a la naclón del Japón, particularlneq
te a la fábrica de autornotores t'Toyotat', llevada a cabo por las al
tas d irectivas de la ernPresa, se d ivulgaron una ser ie de inquietu-
des sobre:
- Métodos de producc ión.
- Et autocontrol en les pasos del Proceso.
- Las forrnas de adrninistrar el personal y Ia producción'
Se dlctaron una serie de conferencias y serrrinarios para la alta
gerenc ia sobre e1 s isterna de producc ión de la Toyota; los as isteg
r6

tes dlfundieron estos conoc irnientos entre sus colaboradores re-
calcando gue las altas directlvas de la elnpresa estaban rnuy ernpg-
ñadas en La lrnplantación de estos rnétodos.
En vista de lo anterior, a cornienzos de 1985 y tenlendo en cuenta
una serle de insucesos y adelantos en nuestra planta, tales corno:
- Et visible crecirniento de la Planta.
- La llegada de nuevos equlpos.
- La necesidad de aurnentar eI personal adrninistrativo.
- La necesidad de actualizar en conocirnientos el personal antiguo.
- La neces idad de capac itar el personal de enganche para produc -
c ión.
- I-,a dlta cornpetencia en eI rarno de las artes gráficas.
- La escasez de rnano de obra capacitada en artes gtáf.icas.
- La prelación de enganchar persnal de Ia región.
- üa necesidad de rnejorar tecn'rf icando nuestros Inecanisrnos de
control de calidad y producción.
Por todo lo anterior, se bosguejó el siguiente plan de trabajo, el
cual ser[a coordlnado por un cornité Para la calidad y el rnejora -
rniento de la productividad.
t7

- Transforrnar los rnanuales operatlvos de las rnáquinas en rna -
nuales forrnativos y de procedirnientos'
- Revisar las norrnas de calidad y ajustarlas si fuere necesario'
- Crear rnecanisrnos o forrnatos (lue perrnitan eI autocontrol de
cada una de las operaciones productivas'
- Crear un dePartarnento técnico.
-Elaborarlasespecificacionesdernateriales'materiasprirnas
y productos. ( Ver Figuras' l, Z V 3 )
t8
o+)
o)
l{Fo
dd
kboo
h
úp
tti
oo)E¡r¡{ o¡o': q
OY9-9 ü?f:r, E
,? a¡ c¡l¡l O. d(n
c)
3.:¡rE¡.!Eid,É:fiEr'i LEo0)
OE
dr¡{I8.sH rE'lu, d oú1 rX,Sü.i
d¡{. Setr-J
e.óó9¡.X;Ádxn-'i
q)
d¡{9eHF*eH 5¡
Éüsk
d(.,
o
d€Udc.=o:
rol Io.EF{(,)(J.ri; ¡{
383.9i r,A -ot)
od¡{ ¡r
(l
c)+¡d(<
-rd>iH
¡¡{UO.E
Fgo
oq)
oOdo
ril9u
b rFci Q)
¡tr.dA o)¡t-{ c, rodn.l
*oI,oP
¡r^¡{Ad;í d-:r< X oo
dl
_ñ.e q üdrHO'J'Y.rdq¡
;= €.Y'Jl¡l k: ¡{odc)o¡d
o..! c.. o +i rr rd
g E E &i4..9í),"6.[:üii ÉF{FrotOoño >.N
i .1.$ '
rg.É{+iu i i 1g *s
gg:ifrg*Arú o C o
Ebü.eHlqlo3ü g3¡=.xH{bó
o)
,.o afTE.93 óg,cízoo.
d
a0)t,)
lHñei"n.9 R Efsi:fio.9 a¡ >ói= t o!Fr ¡{ o-o()td
> crro
Uninnidcd autonomo da 0crida¡tr
Depto Biblideto

C ub ierta [naa lntc r iore a
MONTAJE
Gu illot ina
Imprea idnRoland 32(Roland 8oo
lmpree i6nHarr ie V -2 5(2, z)
lmprcs iónRotand 800
(4, 4 )
lmpree iónGrabtrce
( r, r )
ecubr fm ien Ple gad6rrae
Plag t if icadorM6rane
Rccolecc [ónMa¡tini
C os cdo raede h ilo
EncoLadoKolbug
EmportaladoMartin i
otorb inder
Rcf llcde matcr ial
Librote rm inado
FIGURA 2. Diagrarna de flujo del proceeo de emportalado en rúetlca con o aincostura de hilo
z0

MONTAJE
Cu lllo t ina
Roland 800Harrie V-25
Roland 32Plcgadora
ecubr im len
Recolecc iónMartini .
Plastif icadoraMorane
Coeedorade hito
Strobe Itrane formar
c ar tón RcfuerzoMartln I
Encolado raKotbue
R cf ilctr llat cra I
Armadora
Ernp6rtaladoraKolbue
Llbroterm inado
inte r io re e
FICURA 3, Dlagrarna de fl.ujo del emportalado cn pasta dura con o !in coEtura de hito
zl

gessÉilEI Édjs
E;IEE!i
¡igi;EitE $ *'**¡aJ .. .
- l'l
b 9*lo H;o-E-et Ei;É 3 I eE.É
t¡3:fi8"t:€ A'at$$tÉ;R€;aüd.sSgE
l:st:Eiiril}: s
sIF B;E;
;rH€;iÉ:;giE;;aHRl* s
HEs ¡ü rt*s'Es f,
7 i i i i i i i i i i! i i ii I ii i ii !lti I
i i i ! i i I t ii tii I t iiii i ! iiiiiii
t¡lliliilllll
ol

TRANSFORMAR IOS MANUALES CPERATTVOS DE
LAS MAQUINAS EN MANUALES FORMATIVOS
Y DE PROCEDIMIENTOS
Para tal fin se enganchó un hgeniero Industrial quien deberla tornar
cada uno de los rnanuales de operación de las rnáquinas surninistrados
por eL fabrlcante y Ios convertir[a en rnanuales forrnativos o de aPreA
dizaje; 16 anterior se consigue dialogando con les operarios Y supervj
sores y al f inal se logra averiguar cuáles son los pasos cotidlanos que
se llevan a cabo en cada una de las rnáquinas y por cada una de las pe¿
sonas que intervienen en su operación (operarios, ayudantes, etc. )
Estos rnanuales perrn itirán en un rnornento dado forrnar rnás f.ác ikneg
te un operario o ayudante en una rnáquina u operación especffica.
Claro gue es necesario llevar a cabo traducciones, tornar fotos, ha -
cer diagrarnas, lograr diapositivas, hacer f iknaciones y grabaciones,
de tal forma que alf inal se facilite la labor didáctica rnás clara posl-
ble para su fác il interpretación y aprendizaje.
I.
z3

A rnás de 1o anterior, se anexaron rnétodos adrnlnistrativos prop'os
de |a planta colTlo son: la interpretac ión de una orden de producc ión
y su diligenciarniento, aI igual que 16s reportes de producción y for
rnas de mantenimiento y lubricación.
La elaboracrón de los rnanuales se creyó conveniente por las siguieg
tes razones:
- Recordar las operaciones cotidlanas que se llevan a cabo en una
rnáquina u operación.
- Indicar las funcLones a llevar a cabo por cada uno de los rniern -
bros de Ia tr ipulac ión.
- Nerrnal,fuar cada uno de los pasos en la operac ión de la rnáqulna.
- Dar instrucclcnes sobre el rnanejo y funcionarniento de la rnáqui-
na.
- Prevenir posibles fallas.
- Formar más fác iknente un nuevo operar io o ayudante de La rná-
qurna.
z4

Z. REVISION Y AJUSTE DE I,AS NORMAS DE CALIDAD
Se llevaren a cabo una serie de diliggncias y entrevistas entre las
cuales se pueden anotar las s iguientes:
- Se hizo contacto con los representantes de los clientes para co-
nocer sus inquietudes acerca de Ios productos que llegaban a sus
bodegas al igual que [as toleranclas perrnitidas.
- Se tornaron cada uno de los reguisitos de calidad para cada Paso
en eI proceso.
- Se dialogó con las personas lnvolucradas en eI Proceso para co-
nocer la forrna cotidiana de analizat situaciones.
- Se investigó sobre La forrna de llevar a cabo las verificaciones
de cada uno de los requisitos de calidad.
- Se propusieron y rnodificaron algunas forrnas o rnétodos de veri-
z5
f icac ión.
- Se adquirleron algunos aparatos de rnedición para facilitar y agi-
Lizar Ias verif icaciones. Por ejernplo, se cornpró un dens itórnetro
para Ia verificación en las prensas de dos o rnás colores. Se adqui-
rió una baLanza digital electrónica para agilizar eI pesaje de elerneq
tos livianos. Se cornpró tarnbién un viscos [metro para rápidarnente
efectuar la verif icación de las viscosidades de pegantes y recubri -
rn ientos.
Se dotó adernás de un cornpleto surtido de herramientas a cada una
de las rnáquinas para agiLizar de esta forrna los carnbios que se pI¿
d lesen presentar.
z6

3. DISENO DE CERTIFICADCS DE CALIDAD
se diseñaron los certificados de calidad para cada una de tas rnáqr¡i
nas u operaciones, a saber:
- Montaje y planchas.
- Irnpres ión de cubiertas.
- Impres ión de páginas inter lores
- Recubr imientos
- Plegado
- Pega de guardas
- Recolecc ión
- C os tura de h ilo
- Encolado
- ErnportaLado en rústica con pegante caliente.
- Emportalado en pasta dura con pegante frlo
- Ernportalado en rústica con costura de alarnbre, etc.
Les certlf lcados de calidad son unas llstas de chequeo que van a
z7

permitir la autoverif icacrón de L6s pases en el proceso por parte
de las personas que los llevan a cabo
Estos certif icados sen de vital importanc ia debido a que perrnitirán
1o s iguiente:
- Hacer un autocontroL de las operaciones productivas por parte de
s us protagon istas
- Consignar dlcha información por escrito, ya que antes estaba só-
lo en su mernoria.
- Detectar oportunarnente problemas o defecf6s, antes de pasar al
proceso s iguiente.
- Minimizar r¡nidades defectuosas entre procesos.
- Analizar pos ibles preblernas para anteponerse y nD incurrir en
ellos
- Crear crnc ienc ia de calidad entre eI personal
A continuac ión se encontrarán algunos de los certif icados de calidad
z8

con [os comentarios de cada itern
jernplos prácticas de ver if icac ión
veri.ficar. También algunos e
[a acc lón tornada.
a
Y
Terrninada una orden de producc ión, se recogen los cert'rf i.cados de
calidad, extractando de eI[os la inforrnac ión arrojada por los che
gueos periódlcosi se ordena estad[sticarnente y se consigna en un
Prograrna de cornputad6r que contiene toda la información basada en
La orden de pr6ducción recibida deL departamento de ventas.
cuando un tltulo se produce de nuevo, se acude a la pantalla citando
toda la inforrnación sobre la orden anterior para verif icar o consta-
tar el comportarnlento y desarr6 llo anterior.
Úninni¿o¿ autonomo fu &cidmft
f)epto Bibliofro
?g

¡a
Iu
ÉB
Bct
gE
BÉeF
;
Ht!
sEl
¡E'
EHFHr)g.ot
B:¡3eBH EEi
isl
¡Éooact
gH
.l¡a<o2;ü¡ItoÉÍttaat{€to¡traO
f,$tt
isItH8trOr{oa
l¡ril?¡€t!:¡t!Ítt
3
onriFI
FIfl
dt'tIa¡.
a
ao
!a,
¡+ao
aagrt'c
w
q,*
q
ódfqt¡oIr
6.-loodqtHo{rrio
.d
áo.oti
35 ¿tPoddÉE€:(, '.0 lo
F{Ég"g3É-P+0)8E dc¡ 5 o¡'
¡'¡s go ('.Prldt:uF{on,rJ;5q'oo.€.€É8'¡t ll¡ ()d t-lHPtr-;ij6r),9 € i'i
od¿J¡rc)
{a.1
c)ñod:lulo'
d
U
c)ño
o:l€¡ro
oL¡
H
o
aÉoEOlt¡Éo¡iHH|¡neHO1a(J(J

; lil[; i; lil g; r*irsn li: r; rl; le
:iÍtl íE lifi
li lÉ lla ltg iE llE EE
g iill i, ip rF lÉ tis 'i
lE ilq iÉ
F ri*É,E {i [¡ i: iaü il ii l; iB
illlllillillrlli1i'11gi' i'l? i ii11l1 lli li 1 * B
€?r :iF ?F [: ii; gF EF n¡ I?p ?p FF ;
'i; li; is iE rrÉ lt íi [i ila is ;a i
irE iíE l; iE tin *É rs FH lin i: i$ ii[E [iH lE r: lie iE
.F ;e i*5 EE lÉ i
iFÉ FBq ;H li iÉs Fx t ;H frla iE iF i
iil iE 'l
[! l[, 1; I i;,[l l¡ iE ilig ri ir lÉ ili li I ÉÉ
ll lt lÉ íilÉ iF Éi itlgi *' i I rarü rF,li
il,1 1l í1l'1
I 1 li ll i

.Y
No
Q)Fl
¡r
c)
d.{Ja_i
o
d
do
ñd
€¡{o
Q
N
oF
o
T'ta=E8Hg
BnIF¡
E;IsEl
8:!!el:glá:lHflBtlo
Á.-*3EnfiqE
ohc)Han
.HaHtstoÉgsEt5HH8É{ r¡noHEI=.
EEB
ál'lIEIF¡01
e(),Eqt€dF{
d(,3do8c,r{qt{+'t{oo
'a
Iotd.Et
o
I.l¡a{tP
ÉI6rt
ó'F¡E¡OHr1áH9+tHF¡E14
fdr{Uo<!loBtcto.<e6otn€f;t-,{ tq
¡'3EfP6Q(,Qs
¿Fr
I?{+rdho
aEafüeF¡o
I
a2
t!o|ioclttID
Eol
@
o!crú:l
oú!c
(U
I
ooo
Éo,4
oo!c
'o)o
ofgEc
aáH};|
ú
8út{frHC.
E
WWWWffiwÍÉ3
!6¡oo(J
I¡
a
I
wN

F i: É: i; ffi;; $'i* lo ii- ;r' iÍ,- HH
3 ie is i¡ it¡ e iE ;t iu il¡ iE 5[i
Égi il ÍÉ [¡ FÉ n rE r3 iÉ [i* ie Es HH
F Éi ÉE ;n iE É tH iH FH ulÉ t ;r EE
F ta iÉ $l iil E ii [g ; iE I i¡,ÉÉiE lu l; ii Er:"Q i rs itÍ HF
i'i ii iH ii g I ;n I ii i íE EH
i liíri ll i{l i ll l lE ñI lii i il ir,"i i¡ Fi; E
'liffii'llill¡iliilig'iglgll*liiiiiiF íl E? Fs ¡lilÉiÉlliiFi'igllí[Í li li ry
i'ií i

¡l!lalEIcBEaatgcxt¡
?go
p
F.¿
$t+
oo!c6o
\ü
t1l,q
oq)
¡r€d
U
)9o
¡r
(1I
ñ4l
oo
oEdo
=+i¡roU
co
oF{
al,
oh
Ntt..t99||{ra ¡a ut¡€$Eo tr¡..{otaa¡tü.t'ot orr9attEÉvaCoa at¡tÉrlraa}¡É Faaooa Aa¡¡rl O Oc a t.tto t'o a!;i5ir o ¡-{ 3O¡J lJ¡üEO.¡€e6ior{ ¡¡a¡.tadaoUOÉ.Q¡..-8o !a a.2 a¡¡!H!O
NNkNffiw*J.$ÉÉil
o)i N
FlIr.osñ3nqB6oüE-oU>trt u6Db6r2EoBHU¡.ttt bEIIE1 t'lKcn (n
6ozdt{ Fr
z>Fg,oFtrobFt6zH t'lítztrl
f;r $iH
iÉuie}5 Eq
iÉls'1la
I Fg
F TS
?;:F "'l_ ?- E[- E:' BY €f E'aP
1lll lÉ la tlE
lB lE
lB
ull
HiiÉ iE e$ l; il -l; i[ItlEiHiH i;iE BrF iüH ir ;c c6 ls iE i'E Fg
s áH rF [! ir ig E lF i;?iÉ iÉ te llir Hii 1i
iiE l¡ i; 1* ia Hii i?F irr:3i ilffi i i ii¡ ii 6 i? Fi'F [ { ;i? ig i g g , ,
[;r;i;i;'iIa'BiEIiiiiriÉi?E;3 É F gl ií* ? i :r sEiii?iii i iii r
: E'1ii i
BP g?:
d
.J{J
!oh
\O
a
¡{
11
F?
d
dU
o
q{
!)F{
U
rli
oF.t
(^4,
oir
¡!3Eot,gg(¡o¡¡tEext¡¡
N NN8t¿t.Jl¡aco coaOrl¡ |'lt.
dCa¡.t olt! |.a¡a ¡a ¡d O
C¡:ooÉcu r ]0n I .'óo aua ttaCaF.a0 C\-.C.x'aaao.o ,O9.É€ coaa t F..rrr ¡Qor.(0uoÉq.-8:oozr.t¡ox¡
ffiNWRffi
wffiWWsÉÉ3
[3¡o(,l'
:NW

li lE'i lt li lE 1l3 il,l tl lE lliE ll liE lE ii l:a il Eiil ffi li
ie i i ii ir'i is rr $'[i rf EÉ
ll i I i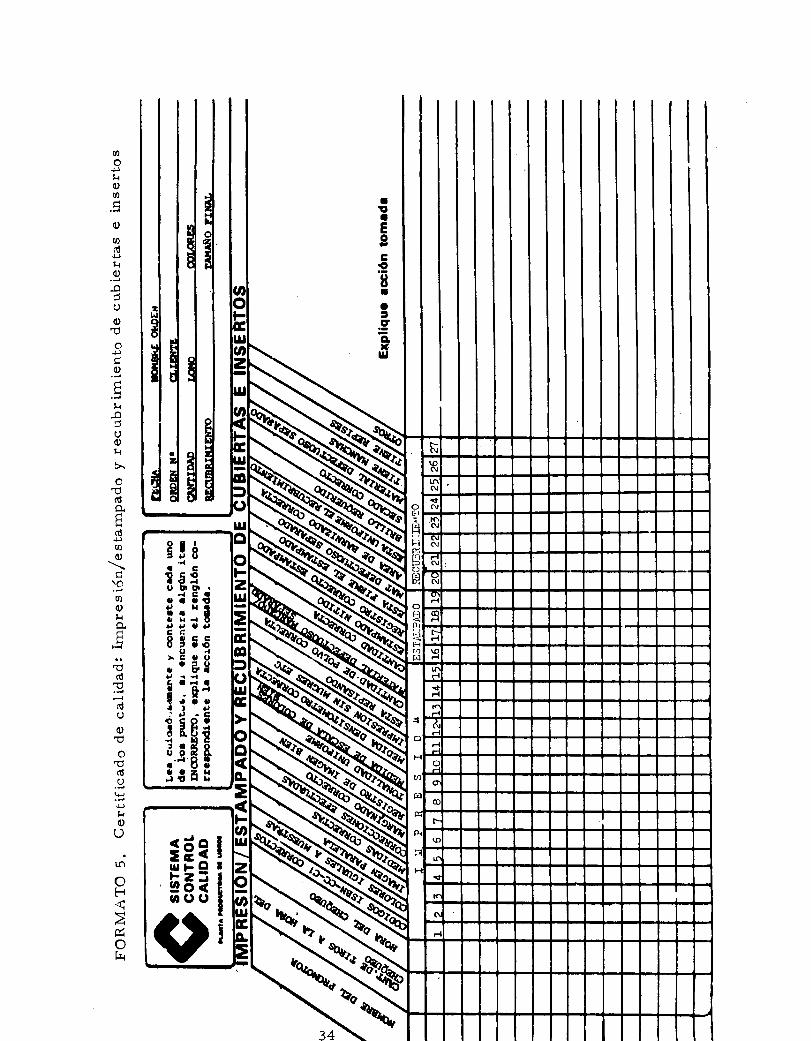
a!aEotcpI¡at.gcx¡r¡
¡¡H
Ed
I,EEo
I
d
N*wNWWwP¡¿5 a,, l,
ac! Éoag-l(, bUt.-,tcao a ac6a, l.a!l-l¡r9 09EÉo.|cco t ao(, 'f>cotatu¡ ttal, rlqaF.aa c..a¡ -xtaaf¡¡ Yl9.E?5P:: qHtü;É8..'-8!aoat¡¡.ÚHl¡
ffiNWffiWNwWNNw
il lt ili'líli lll ii'l; llltilli l i rÉÉ
uEE; F{? iuti lli ti it
'ireitiiá i
ufiE
l;g iiF i [[ iit iI ii É!;iaÉili í úb
iil ['i i ri til li li lllll?1'l I tg
; á I I I a[ iil rl ?t ?illtll I í EE
li'lllliilll, li E ffii
-1;' r;
il {ii r il il illii ff1iíil l1í il lliii íl
0)
d¡ro
Át
h
o
!od
ts{
ñ
(.)
o
o
do
=€
U
ofr
fr'oh
-.1
ü,]
httt.P
Ea.1
:f,3
ald.dBP
Itl(,o6ou.o'fr.{.J-'lH
=':8IÉ
HHH
BIapg
Bl.AA<
HFb<4c)!4ÉElo9U'HBBE3.9.H'E
H
S
3IEHF¡
E-gr
$
r
Há
E
É
HHH,
3F
sgq8€8g:i:i3e€Otñ¡Écrao
¡EqH¡:+r(t or a('rltr Oúo o¿E'Énr!.1flTBt8{i
ál.F{O
lE$8E[..xt-6l¡?tg?+{1€Bo''toarrO
da+{dr{gtfto6(,(,cl ,{oo
l8Itoos3
aot'.c)
r{
'-lu.-l0
q,
oi'rl
6.oAI
hP
.o
o
?{
ot)r"o)rlqJ
I
oto''jii h'odoo,dJd tl r:U LJIO
.lJnd:l¡iúllÉf...Pd'90,
CO5t:,,3 tqr@0,
,: rt (,oü)dÉrrci -:rulxono,(j0)(+!.(-;Oel Eri ot)
"SÉilr'838
ffi,rcN*ük.*xffi3üffistuffiffiffiÍi3'i
'e6? ioorJ i wQ%
o
+r0¡'o
vtqJ
o..{
Flo'rl

i; i; rll; lfi il;
ril n'l lil ll!
!E
illlíllllillilllili¡igrElil;illll¡ii'l!gigiiiggili 'i
'lli iE [i il lll FF :; aH
i¡ts .lt¡ts9p Oo()6. I g':s B$E
t'ií'ii"$ rg ItI is's
ii ;g F;: Fs ,ig fiE! ria'g i:Ís F i¡F tie $^
o
tioñdc)
tsl
d
doo)
o
d.9
!¡rc)
U
¡.-
oFr
í.otr
¡ItIEIC€¡aatgcIu ?z
o)doIftt.1.
t¿
?opI
Ta3Ec
ttlo
aE
!e¡a
a
aó!catCI
rl
ieÉ
tt{bE
ffiWNffirws
ÉÉirlJl¡
I¡I
Ii
$,x

iA'" Fl* i" E' f* ü3i' Fl'9" ?'r. gg
rir iir iF il it iii¡ iiI iÍ lI- EE
rrs rii;u FH lE iiiÉ Erg l3 Eiü iEii; ii¡ is iü iH ;il¡ g[a iÍ lil rl
ílÍ ii¡ i; FÉ iH ii[F 'ig ff iíE 'g
íFI rE íl'l tÉ iíii iE iH iii E
Éii ii ii ; i'[ii r$ .? 'lF E'iiliiritíi[ii;líF
ii,iiitiliiii¡iiI

il,EI
EIól1lrtd
É{AE
g
i.Po
t9
t3tot{,
IIC'
to
áH!t9Eúot..F,E
!ÍC'ód'f€Fo
E3Érrt o+{a${tÍS¡.fr'o
EoC.looat8oEtp?g
t'8IF|
É
HEH
BooEqg
eBl¡
osotr)rr¡IEoAIEs
B
H
Hfil
4o*H
zH
4
.iBQis
iqg(, -ol E¡olEi8.;Hs: ta¡sE$8io."A of'l
g{ eE.|¡ o .Et.no^;ú- -tt€p'ST EE
;EÍflE Etn{ É¡OP É?. HÉ{ tt fq
X.-gP(ú(uq)r-.j
g,0)
o
F{(u
+{a
qt
Jo
or-{
r{ci'¡l
ql
ID0)
E{l)+)rl
d0)
do
10t
o.oAoO
\ü
Süffi*<i;ffiXr,#ffiffiw
37
olÉooil:dct(úO€oFtdoFoSPFI{rmcúoFJ€d'od ti '.{óPOor:c)qd.i>7 oooÉ.1+) 0)É01o .rl :JEoq'o.dD6FloÉo,.dOXCüPO)tt "{d4|oou o fr.{Od rtÍ¿ofl
Htl
!a
o
!oI
¡
ÍÉ?r¡>o¡6ioQ()
oñ¡rd
bo
oñdboQ)
tsl
rlal
dU(t)
o
^l
:l€¡{Q)
O
IF
É{ott{
i;; if; i!i' r* ?n r" il;: ífl; 3g
ilr IiF liíg iI il fig
llig IIi; llsBFiEi
É['iÉ'liE ii li I [íiF iiFE gE

¡ru?a.P
¡a,
t
EnEI
BgBg
B
a
a(,Iov,
BEoIc{
hE
H
Éo(t!EC'
Ig<t
9-fúRÉi¡tr¡Eil H
ii!;iE
¡Í!¡Ísrd
t:lt|tül
tdfll
oHIioirúIt,
TÍütrlttt,eeId
t
th
it9o€aIrIIEa
?3ot7IC
I!?
t¡l.?,ÜalI
¡I
.aaItItllaaI
¡t,
7
t3
).taIII
¡!ü
! li,Erl I,ra9[ í ¡sl! ¿i?li rl¡9ii iülliÉi N*WNiÉtolrl,
II
i .NN
¡ro+)o
H
cl
+J${d
dtddd€¡r
o.(1.
|rI
ál
dO
c)
oñdo
rg
€F{o)
tl
-oFr
H
oh

l¡'ll ig iil il'ig ii¡ l¡ [i il ÉlE
Iü iü ig IH iE iH iIE [r íE Ii EI
iE Ig íg $I ii rI Éiü iI ÉE
IE FEi;iiíiiifiiliEFliriFF
iiflliiiiíiFÍír il'i ii i li'it i i I rg
g [o I Etsir I:st)o Ít'lo¡o; jx?,. C e H-p.F
f H gl F
ifiFiE
isiif;:fl F:si $ ilri [H[t ]sg; ÉsgiFtt;i
EIH
HEH
BoaEvt
K
eF
;oÉ3l83E88-üE?FB
H
Éogoet{IÉ¡IJHr¡HFEI
tr
ÉeBtn'EG.
HgotnD
É<BHHRHQñHÉooFo
o
1J
!0o
v,oEq,
.1c)
Xit
o
oF{
ot)
I
I
.A
flcltdaq)
o)€.A
F{!J
da
\
ft
l-
rl
t',
tno ffi
_J$
lr3o]q
RNffi
.-.N-''*q
str^"=
*\:nüat
xü
39
c).¡Jc)
a)
(,)
d
0)t{(1tld
oñ¡r
{J
oo
d
d
Q
o
od
=€¡{o
IH
úo(-

Íii r:i il lti 1l 11 l! il g
ll lltl Hll
ilg ll il il ll ll lÉ'll il iE$E i
iÉltiila$iilililígí}g¡gillilillllllllliílllll3{iiL$+lt'[1'llíIiliii

a!aEoacBEaO3gcxt¡
NNkWffiwrÉe IFEg I56i Iagc, I
!
('i =ffi{=**W

tP Fr F.- -:.- sr FP gP i- l8
stl;[;iiiiaitieieeÉe íá ri lrs EH üB t[ :A ggó nu ;2 l]n 39 iA:2 t9 Éau :u ",s táE rF rÉ lf, Fñ ggI [s :t ;aB ;t -7 Ai ll :"E e, E F'EeiEiñEitgÉ E:iiF s,,
ElÉisiil}lgiE[?i;Fi:rrj srÉH Í t.E? e;;Br?ñ :ÉiF i itl HH
F x; :; [i ? í o 13 D
ilt?i ii í; i'i itlFliiF?li;H[*arl 1[ ii i i at .' -F ó P
q)+¡c)
á{
d
u
do
oO
?nAt{É(
Ioo
O
ñ
c)ñodO
fJ
o)
O
N
oFr
H
ot'{
EE{
HHeEH€8EeBEc6€
;se!Fó¡{=ó-9f' u¡
otngEH
oEC{
g
I¡()aül-tHAÉHEI
ÉvAHr
;FIHBo<fHgR
ÉH¡ton('8H
o88"1
*t;g:a.o5 ¡ñ.t¡
E ..1
iñ¡.{alt"'Í 'Í€g1.. .Ét^IE;¡ 5lIE€.lo
i¡AA
rg
sd.{A1E{EñHE<t..l.l-atr vlútrl a,}{frlos!ó*É3E&Irll Flaa
l¡
kN9!áaÉE€:l, ttur.
dÉao a 3!I ¡.a!!-t¡ra¡aa¡EÉE i 5€O-{>c o oltoo ttaa¡ rl rlG lFa a¡ -s-t3.!Or¡ .c358:! ao|orl ¡¡C6tÉ&.-8!s3¡!
kNNNNNWÍÉ3!6¡aoc,
II
i ffifuww

i; r'u;u lli [¡ l;*l; iliiil iE H;E
ill 13 l¡ iiÉ gE tÉ i6 iÉ ifiÉ 'i=
Éü
í ll il íll [l tl il íl 111É ll gl
i lÉ
ig ffillE H {l 'F iir in É;
lililli['iililiiilEEillilliiílllliíi[E

ÉEI
Hff¡
Eá
aREooó
qa
ÍÉ3!6i6(J(J
,I¡Itc¡¡¡.l!tt
p
c)
¡r€a
dt
d
o
o
O
€¡ro)U
(f')
ol¡
H
oh
='8oH8¿Fl trlEH.=BoÉtE{
ogaBotn<HfroooB
{H=
=oD
fntrtt/<.f)
BEo
É¡
EoeH
oeH
'.()at5HH
H
aFI
aHIAE
6z
Bots
zoA=
o(t
}{r{,Pf{0,C'
|{o
o@ooJ6acIoo
.-a
hE"PCAPr{Aut6go'
"8e^p{qloEr{()q
O..8foúf{ T{
É{ F{
st
oHtríÉBo
€Erl?.|c(,odo8C',{
q.{r.l+'
J;oor{o)
Ito-da
(,(,
ooFl
tlÉ+roÍ{utEodc€UhIqa,
Tó@¡{d
NffiWffiffiffiffiffi
oEg
2af.l I
EIFl t
HF¡
H@
xEI
EÉ
oHF
'Hao
EH.HFl
Ha
\g8
3*"

il tF tb'[; lll lH 1í! lii 1l ll! EE
ll lt 1l
11 nt tl tl ll 11
11l n
il?g E ffiiitl1lll tlts ii llffi6 i i- rBEtíiE iEtÉ iÉ EE
F; [i i ?i iE il rL; i$ür ir Er:i I i? ?q3l iÉ ilÉi;¡ s
E [ É li i;'l;; sra.i ffi 2
(,)
dPo
o.Q)
fr
dñÁla¡{
dPl
oiq)ñod'
.Y
€F{c)
ril
oFr
F{
oh
='8t;HHf¡¡
B€da9EE9ln-
frEAae3?es9
t¡¡3t'¡
PH
IoHF
Bq
3
E
tHHHa!l
H
nE¡
áFH.
^Af,HHBo<fHts8
HH
FH
iri8¡nf!
iersiQ.5 t^€troa tt{¡€aI.E:ir€oaoo
f;jeua .O órt\'l -ffi!a otr{attt¡oll.fr{ tj
afimÉÉa
ET
xtrlo(nHbE
f6
Ita
G'
o¡c)
dr{.P
BC'
ACEIo
tt
-cr
t(,.E
1.tt
üa¡r
f+{
Ét3áa
rIItt
Il'
fl
€l2otaoacaa
¡a,
ace5I
a3EC
an
o
+taCI
!aaa
-
ao!EatU
¡e
E
".(""
x¡
H
'o.* \i*o"
8f¿auoac¡€:l, t¡t¡...Cao a ao¡, ta:;-tt¡tJt¡,tEo.u E n:hÉ a uatto ttlarl-{E a-..1a A-.l¡!.ao IO¡r.É¡ tP:t ao€al ¡¡Ct aÉ oooÉq¡-83s €..8 x
fu"ñwrutureNfuNWw-xsÉ:1
('i Rü-\w43
%"t

{: r?; Fii F; [r iil ir [¡ ii il g3
lH iig Él¡ i[ lÉ'ii iB ]É ll ip g[
rE i; eF ri $r iÉ 'É
3 rE iE rb
ig [i lEgüiE ii i ¡ri;H rE
ip *H aiiiiÉ ii É EfE iE EÉ
iEii:iiriErteliriiiEF: sÉ Lrrti; lE :;¡;5s;sii iE Ft ii ii il í íil l? :Eig *3 !s FE *t !i ; ? [f ri Eü
si lE it illi l[ f ?ii Í*err l¡ [i t; [; Él i iFT i v
p

oF
c)ña)ñ
ciq
'l
d
o)
o
do
=!¡{q)
.oF{
H
ol-H
¡.ctI.4,
¡(,.1
É
IE.3
qt
tC{
ÉÉeHts
B
BáIEÜI. e{l
.ü al
FA EI
1-= tlHÍ HIEN EI
EH O'
;E
rg ;ot{|.l
xtog:BEHr{A€¡r.H8ÉgH"ie¡HEU'O.T' F¡
HoIBttHEl'¡
$tt'qu\a
flO€!aú
tToEatJA3r?oa
fó
I,á
!EaÉ?,
I
oEIüo
¡¡rtAoa€o¡odrltao,{a¡tae
iE
I¡¡
a
f9
€
f,afl
ct¿o
d¡oocao
ta¡
aoEc¡fIJ
xae!c
oá
¡Io
3l-at
E
lno
4¡aE¡¡G¡3a
-.¡ootcatC¡
a¿Ec
8ttt¡rl,aÍi¡€:u oo.?aCao a ao.¡ ¡.a:!-t,ara9ccoacco t a9t, ,{iÉ¡urtua ttaÉaÉaaa q,{l.Ia¡aato a)O9.ÉÉc0o! eEiBrÉ&'.-8!aazr{¡¡Ota|.
Nffi*$wk;Rü
iÉtitEu :
ór Nwq

rlÉ,liiiillEliiFEl
iliillliil'l[i!¡
iiÍiilliiriE*ii I'liíi F , i "a
hrn
oñ
o\ld+rOñl
ar
odc)
r5.t
d
o)
o
d(.)
!hoU
oh
t¿{
ot-H
o!oEo
cp(Jo@
olgcl
_.x;!J!<oHfr¡
gHfr¡A
EJ
IE4aF¡
A;$FI|¡
Éot,f¡lIÉAoIfrEE¡
It{É.F{=ERÉElHBÉ<A' F¡FIBEñ
an
EH@Éo-()aBHpq
"B{ctRS('oEALr<74Hr'¡ ()AOEI¡. ¡,
Hpr{r{
gA
rt3:lo.+,
3o''. 'da(úEoporl"óx--rf\ 1^
rfodrtoo3(t
9s'ol .|,rf\.É(,cr8,{1r\kosl r,f{o+toadrft oootrEg8Í,?o||r{ogPopA?loF{l.
É. .d
oHÉEo
t.C'r{F{
6o€ort
¡odf.rdP¡{¡,o
of¡o
toa(foÁc,
tr{
i.PoÉ
tF¡]e
or{$rfo
odItH3l,
gof.
cl¿o
ootlocooFo
o
Ecoo
;g
Dc
etH>¡
ú
B
8úH¡rr{Et¡U
HI
dl
%
tC;
6
o
6FILoooE@o
@
oEcao
ofEItc
NwRKo8lcoot.Ju|!co c.oart-<u o'(¡.
dÉ('rt, ! c!I !Oo¡! Sü |-i O9¿J [)9ÉcoocqlJ r 0¡o
cl .d>Couofoo ttlcEdóo qiE -xaol¡oÉo IO¡J'C358:1' qcro'á ¡¡c,ocouoÉq"-83{¡OZ|-¡¡oHr.
R$NNwffiÍÉ? i|¡¡Fo :E6? E|ooo s
!A
,1 :|I.^t iv ffiW
iill iii ii il! ll! lli lt'il fil 'lgiiil
íil ig lig lll lll ll il *ll
ii
iiiíE[É1llili1llrii;iliElli ii il rlí ill ill í Éi ít rÉlfi ttli ;r ii il I l[ ii Pü
T.s rEFF FFE ;8É. tr;F'liF ;Eie FBp Ér:> 5nD ÉEEA SI3 FE8 ll8 gx
IE nE tFIt E'rb ;-Le eie sbB'g :sE eB¡F--:F sEñ oEF á;3 Yxo ooD EiB ¡rB 't
Es ;!: E6" HEr ó
Es rr3 t:.'r' E< ¡ f8F á*r *il l:t ;I'o Bi; ii: ;Fí BP; ¡Tü g
É ..8il:,
F
I 8,5- ,
P¡

\o+Jt{doxdo
-¡J
o\do.du¡
oal
clc)
o
dd(1r
d
o
ño
d
i;+J¡rc)
I\
D-
IrrtY,
oh
a!IEIcBEao:goTul
;t'{aC'ó
E!rlPÉ(,
Jo,I
F{
o(,
odkp
ot+{
Ío
I
ott
I
ctb{
Éla
Htsf¡laB,J
g5rn
nqF|¡
Íot{óEoIFE¡Er
SoIF{<)ar¡¡t5Hr¡HotrH
n)rnE-<=
EFina.Da<
mFÉIóF-.Rr¡ (/,
gH(5oHoEHr¡oElZd=
iarto
Ia€(,oPflooErl.'
8so
tó
aod
7oot\óE
..3ttsOo5doQOgr\(,
qt
totr€o¡f{oPG'5..EE30"?É88?lor{lolCno€8"3a{.t
P¡-pq.J
HÉ¡
f'¡D
ittIdooóortc(,tfc{Y{Pt{oo
F{oc¡o
t
lú
l¿l>¡á(,tlTt{o
a6IrtItúá(,Éc,
Irt 4C
2o
oocao
f;
doof,cItIJ
aJg€c
rn
o
aEu
t!ao
E
@
oc
'6 :o>
o)aoc
t! ü
feáa¡ 5€
!¡i!6árE
;jss¡;É;
tigi¡-8 !s€¡ !
kNRTNfuñNWNÉEti
el w%,NV Qr,
Llill!ia1llilíllglffitl il Fl lÉ l'll Él
tlllllbnisHí:ÉEi;sllÉ[;illHei ii?[til 1 ll EgI FliE;nB; iÉ HÉ

aooc!o¡ou'x
)h
,bv
;\.T\
$
ti$
,3
hü
t
EH
Bo
gB
EÉeE
;
psl
HEI
¿8'
üÉeq,Htst/,B
ii'is3nEEÉI
cHoHq'
EHB
Ea(tHE
eo;t.E
flto4toE(,
f;o(,
F{
Io!d.g
;
iIÉe
I
.tIE
ig
e
IIt,
irtl(,
oor{HfkEr{oÉo
tI(t.EC'
If.lt!É
?,
Dr
'.1gI
¡_)
f'la)
FI()
a
toEorJd,t3rlq
ot$!cH
NiN
N
sW$"t
%\
oA
oobo
Qál€¡.1
o
U
o)
o
€r'1
o
d
d
q)rl
o
d.9
€¡{c)
-ofr
lf{
ott

a!aEoc,c€(,I¡3J.go,xl¡¡
ttt\,tü
g!ü.Crt coa<,at oo.dcaa a ol'a, ¡a¡a aa ¡d O
Ct:oaccu r ta¡I ¡.Éa 5uo ltaC l.. at.s:aa¡oro Jtto'5a tf.'a!! a(Jo1 r|CtatouoÉq.-8!otz¡.r¡!x..
KNffiNWffifuWffiw**d
sÉÉ3 
¡0
U
,)t
p
tt
I.0üt.
vt\tN{
a!aEIcIEaatgcxI|
o¿
o
ñt¡!cnoEo
ootcF
o
ort
c
6o
IttiooI'cú(,
\ta
É
oá
B
To
3El{¡{EU
8lc.t.,0||r.{ta ttXESE
'tt, Iaa¡tt.t'aL o.r 9 a€CC.{CE!c!lraa¡É -aaoua '{a.,ra O Oc ¡ t rta tto al¡i8ia O ¡'{ t
iEaS€!OUl{ra IO¡BIÉ¡B.-8o!S€E€o
NffiwffiÉ:io(J(J.
I¡
I Nsbo
rddoobo
oo¡{
d
¡r(,)
)9o0)¡{
F
d
oc)
o€dU
€hc)U
N
oF{
a(.
oh

o
d
{)bo
od¡rodbootu
d
doorrloñ
.9:lI¡{o
N
of4
F{
oh
Jü
$
ta
L,
!)
R
{{
a!¡E8C€Eaotgtg
It{
b'!
e¡¡
$
a
E
IñNI(\,
l"I :¡lIdt
o
el
li{lüa
IItspo
lo
f$
3o?
F!!Iü
E
frF
IEC
I,|
ót
aE
!a¿a
¡a,
ao!caE
.l
Ée
3
q
J
I!lüqt
iü
sN*NWNwwÉÉÉi.r¡e
I
9i N

¡rlt+l,a¡
T
I
C.
IEI
BIEIBe
aC'
Iovt
H
tt{¡
IttA.
!B
liEHt!E3
I3
g
i!tT
i¡frBEJ:.!o5¡tlo€
túiltfasd
!¡lNl
rül
Íg
¿t
dHfioirtIt,
E
fütt4o
It,íIra
r
¡¡
Tt9ai,atrIIIe
a]ü
{{
oIg.tt
I
$t(¡v,
t aIitIC
I!e,a.
It7:tatI
-aat9tIeala
t¡=7
I¡;.aIt
It
¡I
,¡!ü
! li,Srlf,rt9ff¡¡l! ¿li!! rl¡31
ilElr;g¡
"\
N
NII
a
I
iÉ3!r1,1, u N
Ál
od
^l
a{
c)b!
ñ
¡r
€oí.d
+Jf{dl
dtñdd.{J
ho-
f-r
;dÁ
Goo)
o
do
!f{c)U
NN
ol¿
\.r'.
ott{

od
U
c)bo
¡.{A
o
d
.9o
\d
o.doo
aa
c)
c)-iddó!
|l]
doo)ño
+)¡{
O
coc\¡
oF
tY,
ot'{
N
f
tr¡a,iod
I3
id
E
E
:t
a
0l
et>
ñü
Éej
E?
ñi,HiE
:'<t{c
B: TElt<F'|¡
;atgñ; ÉiEE"ü8f,B8tctH
go3gBHo¡l
lH6QñatrfoH8É1aEHOE¡-l!¡lHo-qtz46.Hc'Eoo8ft¡g€(,!H'rt E.{a
fd
;a
E
..¡t?ao3olo¡loó
.!.e¡€a¡¡.o.|'E
T..UIoa
;Et"lfor{lQ'
Ertata rtt
Et
ts
Ho¡!t
irtI(,o€o
Tt*¡|{o(,
?aoco
l!rt!(,r{TLots
a€
tH(,rlo
Itfi
3
¡ ,ta¿o
oaC'acaC
¡0aoE.caJtt
aBoc
JtI..1s
üs
EErI
úE
lrlota,aEI
!r|aa
!,¿3ottc-at(,
>
teDC
9! ü
¡is
iiiill;ri tÉ;
llíÍ
RSNNNfu"Nfu"TN
iÉÉti
ol Sü$qñ%dq\ '.?¿,

4. CREACION DEL DEPARTAMENTO TECNICO
Debldo a La trascendencia que estas rnedidas de control trajeron coq
sigo, se vió la necesidad de crear un departamentc técnico. Se con-
forrnó inicialrnente con un profesional en quftnica, una persona téc-
nicamente preparada en el área de prensas y otra en el átea de ter-
rninac lón; estar[an bajo la responsabilidad de un ingeniero de produg
tividad. Sus func iones pr inc ipales ser [an:
- Brindar asesor[a v asistencia técnica en eL análisis y solución de
problernas que afectan a procesos o productos
- Desarrollar, evaluar y d'rfund ir y/o adaptar tecnologlas que rrle -
joren la pr6ductividad de cada proceso de preducc ión.
- Establecer y ajustar cuando sea necesario, los requisitos que de-
terminan el büen desernpeño de los productos.
- Establecer los procedirnlentos para investigar, ar.aL'war, rnedir
53

y controlar Los Parárnetros que perrrriten verificar la cali.dad de rna
terias primas, surninistros, procesos y productos,
- Determ inar y acordar espec if icac iones de rnater ias pr knas, s u-
rninistros, procesos y preductos
- Diseñar prograrnas de inducción para capacitar al pers6nal ope-
rat ivo y adm in istratlvo.
4.T DISEÑO DE CURSOS DE CAPACITACION Y NIVELACION
PARA EL PE'RSONAL DE OPERARIOS Y AYUDANTES
El departarnento técnico se entregó a La tarea de investigar el nlvel
técnico de cada una de las personas que laboran en el área de pr6 -
ducción. Para tal f in se hicieron una serie de Druebas acadérnlcas
tanto escritas corno prácticas sobre aptitudes rnecánlcas, numéri-
cas v técnicas.
De acuerdo a los resultados de estas pruebas se seleccionó un Iista
do de temas y con ellos los grupos que recibir[an los cursoe de ca-
pac itac ión.
Los cursos se estructuraron y se bosquejargn teniendo en cuenta
54

su contenido, duración, expositor y a qué clase de personas esta _
r lan d ir ig idos.
Paralelo a estos cursos se cornenzó a trabajar en Ia f icha técnica de
cada uno de los operarios y ayudantes de las rnáquinas u operaciones
a todo lo largo del proceso .. Esta f icha puede rnostrar en un rnorrren-
to dado cuá[ es Ia experiencia o grado de técnica que tiene deterrnin¿
da persona Para ser promocionada. Contiene adernás eI historial deI
trabajador con la correspondiente calificaclón del desernpeño en ca-
da uno de los cargos o puestos de trabajo.
A continuación se encontrará un bosguejo del forrnato de la f icha téc
nica (Ver Figuras 5 V 6).
4.2 CURSOS DE INDUCCION
El siguiente es uno de
departarnento técn ico .
los cursos de lnducc ión establec idos por eI
4.2.1 Objeti.vo
Llevar a cabo la
tras actividades
contratac ión de personal nuevo y la prornoc ión a o-
del personal existente, con su respectiva capac lta-
55

vtt¡¡
6úÉaóo
6Iutr
U
6l,ÉB
uU
Hóouoo5I
IE
IqüzEI(,u
oFzTfrJ
zEIug
zooFI4
U
((,I
-(,IFrtaII
$(\J
oF
a/,
oh
útI=u¡É1r,IoDFrnl¡¡
Uúa6{oz
cA¡cosrrstrPEÑADos' FICHA TECNICA (cot'tinuación' ' ' )FCRMATO 25.
cA¡@/ ¡t^ol.llN^ ñr|o@ stccloNc^uf.D€SEnt.
.EfE D{¡AEDIAIO
OTSIRVACIO}ES:
57

ción y entrenamiento, para prepararlos en la operación de les nug
vos equipos ( Man y Roland 800 ).
4.2.? Acttvidades
- Evaluación de concclrnientos nurnéricos y razonarniento abstrag
to: Para personal existente ( 36 personas ).
- Nlvelac ión rnaternática: Se lnic iará el 1o. de octubre para las
personas que lo requ[eran de acuerdo con la evaluación que se esté
llevando a cabo.
El personal nuevo se selecc lonará con conocirniehtos adecuados en
esta rnater ia.
- Curso básico de artes gráf lcas:
[: ic iac ión: septiernbre 15 de 1986
Terrnlnac[ón: octubre 30 de 1986
As istentes: l0 personas nuevas
Metodolog[a: Una introducclón de dos dlas sebre aspectos genera-
les de seguridad, calldad, etc. Luego, tornando corno base la nueva
edición del Pocket PaI en españel, con conferencias, visitas y de -
rrrostrac iones, cornplernentadas con rnaterial didáctico audlo visual
58

de CATF ( Ver cronograrna adjunto ).
- Técnicas de operación de equipos exlstentes:
+ Entrenamiento en CaIi, en la prensa MAN:
Dirigido a: señores Héctor Polanco, Rodrigo velasco y orlando
Ledezrna ( Participará un ingeniero que elaborará los
rnanuales de operación ).
trr ic iac ión: oc tubre I de I 9 86
Terminac ión: febre ro 2l de 1987
La capacitación en [a operación de la prensa se coordinará con eI
señor José Noé M6ntes ( actual prens ista de MAN, Mancol ). EI in
geniero con la asesor [a de Capac itac ión escriblrá Ios proced lrnien-
tos de operac ión y graduac isnes de la prensa, para capac ltar a o
tras personas.
+ Curso básico teórico de artes gráficas
Dirigldo a ayudantes de las prensas: Crabtree ( cuatr6
(dos )
( cuatre
Uniwsidcd Auhnomo do 0ddcntü
Ocgto. Eiblíotcro
Roland 32
Harris V25
Duración: del 10 aI 12 de septiembre de 1986
59

,gLtt
d.o
r¡oo^
rñ
o.,
FFoo+tÉcPP++h'o,33
o
o
-_o_
o
ú
0' , 83üü(cL L r\rr ro
b l,'lliit- F D 0 u., d Y"'.J $YN N TO
E P SJbrotqrLuI G >O !,¡;;:,Ll() al
c,3
oL
ctoj
F
c'9
L
Ig
o
3lo
o
'8F
oo--ou¡--ooott
aooUUULLL'8 '8 '8FFF
ofc- ¡o a:ú-rO-o>oo.Loo+Loo+>9{
Ii85úQ
oo-Joo6f
-oxxü5DU
JJ
ooooUOUU-itii.c .n '9 'RFFFF
oo
-+-a--roFoc6O> O - UtL6>oO+ L Lo.+:a *e I R-"éÉ¡n óo EP-OP=u$!auc co oro .ro8l-"-, 8E I-.LCUÉ-O.bael .bt .bO O O-- O a oFOOO FO F
QO
FF
!tr!
oq,W ',t
I6
;o!<t:tú¡qbl JrG<EBr
l.
=-<+6Tg.5to
!¡
--d¡{b0oa{
o¡{u',.
;s€
;
c!oErorol-c- aO6o- o ou o d+o- o o ! d I
$9-"^i I I 6-_1 |bo;a r t pt I*isi I s i i g; I
Eilq i i i ; ; 1H l.[zge : 9 'ü : I _p-= llütg: E ¡ ; ü : s;' li*i:*':sltr -Lllq -i[i *l:titEl iF : ; C i € l F ;is p ; tql;fti it ; !r { i ; : ; €ill ÉX ¡ lr
lÉ;;¡ ii Éli t i ri'liéittl;
j
:{=
!
E>
60

A partir del 15 de septiernbre entrarán a laborar en
vas tripulaciones y con la asesorla del ingeniero de
y entrenarn iento, in i.c iarán c apac itac ión práct ica en
con Ios rna¡ruales d. op"""ción ya elaborados.
sus respectl -
productiv idad
sus equipos
Los operarios de estas prensas tarnblén partlciparán en este proce
so (exceptuando los dos que en ese morrlento estarán en Cali capa-
citándose en l" oper".ión de MAN ). Este proceso debe terrninar eI
27 de febrero de 1987.
Este curso servirá para seleccionar les ayudantes que serán pro -
rnocionados a operar es6s equipos, en adición a que.servirá de de-
tector de las habilidades de las personas (operarios ) qte posteriol
rnente podrán operar la MAN y la Roland.
- Técnicas de operación de les equlpoa nuevos:
+ Entrenarniento teórico y práctico prensa Roland 800
Dirigido a: Dos operarios y cuatro ayudantes prensa Roland 800
L¡r ic lac ión: d ic iernbre I de 1986
Terrninac[ón: febrero 2l de 1987
C6n el rnanual de la Roland ya traducido, se iniciará el precese de
/abr

entrenamiento teórlco de quienes fueron escagidos corno operarios
y ayudantes para dlcha prensa.
Al llegar la prensa, estas personas participarán del proceso de
mentaje y la capacitaclón en La operación del equipo, asistldos por
el técnico de Roland; luego al irse este técnico, continuarán el per
feccionarniento de sus funcbrnes con La avuda de los rnanuales de [a
prensa.
+ Entrenarniento práctica MAN: En rnarzo de I987 se inic lará [a
preparación de la MAN. Una vez se lnstale en Santander (aproxirna
damente en agosto de f987 ), se iniciará el curso de entrenarniento
de los operarios y ayudantes prevlarnente escogidos para taL f in.
El curso [o dlctará e1 señor Héctor Polanco con la asesorla en capa
citación de los señores Rodrlgo Velasco y OrLando l,edezrna, quie -
nes se capac itaron en Ia prensa MAN en CaLi.
4.3 NORMAS DE CALIDAD ACORDADAS CON CLIENTES
Exlsten casos en que se reciben ciertas normas o espec if icaciones
que se deben tener en cuenta para fabricar sus productcs. Tal es el
caso de Editorial N6rrna.
6Z
4.3 .I Irnpres ión
- Las áreae de trarna deben quedar lirnpias y uniforrnes.
- Se debe evitar el ernbotarniento del punto en las ilustraciones.
- La intensidad de la tlnta es aquella donde no haya rcrnpirniento
del puntc, f eue no perrnita que las ilustraciones pierdan profundidad
o que Los colores carnbien de función; es decir, que [6s tonos piel
sean pie[, los verdes sean verdes, los personajes o elernentos de cL
Ior rnoreno no se conviertan en morados, etc.
- Favor tener en cuenta los color Ueys y/o cromalines Para gu[a de
colores y c6ntrol de la lmpresión.
- EL registro de Las tintas se debe rnantener a través de todo el li-
bro .
- Cuando se trata de libros para niñcs, d6nde se Les enseña córno dg
ben escribir, sin salirse del renglón, eI registro entre eI texto y [a
lfnea gula ( renglón ferrocarrll o sirnilares ) aeUe ser perfecto
- En relaci=on con la irnpresión de las cubiertas, no se aceptan li -
63

bros con carátulas rnal irnpresas, repisadas, con desregistro o
rnal colorido.
- Cuando se trate de lmpresión de llbros nuevos (libros de prime-
ra vez ), es necesario que nos envlen pruebas Ozalid o azules, pa-
ra ver if icar rnontaje.
- EI papel que se utilice en la irnpresión debe ser de un rni,smo 1o-
te de producción para que en 1o posible no se presenten problernas
de variación de coLor y otras especif icaciones.
- En los libros a color, asf colnc en carátulas, Ia irnpresión debe
ser siernpre en eI sentldo correcto de La fibra. Lafibra siernpre de
be ser paralela al lorno del libro. En las páginas interiores de los
libros a un color esta regla no se aplica estrlctamente.
- Debe haber un perfecto registro entre el tiro y el retiro, de tal
manera que las cornisas y Los folios casen a través de la página cuaq
do se rniran a trasluz.
- En la irnpresión de los pllegos de las carátulas, se deben usar es-
calas de color o de grises cuando sea a un solo color.
64

do
Para que eI prens ista rnantenga
el libro, debe usar como gula el
la rnisma tonalidad a través de to-
prirner p[iego aprobado .
4.3.2 Encuadernación
- I-'a aplicación deL pegante debe ser
rrluy poco pegante que se descuaderne
te un aspecto desagradable.
unijorme. No puede haber ni
el libro, ni rnucho que presen-
- No puede haber faltantes en cuadernill6s, nI cuadernillos ernpasrg
lados o puestos a[ revés.
- Et pegante debe estar garantizado qoe no se cristalice, y por lo
tanto que el Iibro no se descuaderne posteriormente por este defecto.
- En eI proceso de encuadernac ión no se deben producir problernas
adicionales que deterloren eI libro, tales corno rayado de carátulas,
manchas de grasa y cuaLquier otro.
- Si este producto va cosido al caballete, Los ganchos deben ir cen_
trados al lorno y en el rnomento de hacer la irnposición de las páginas
se deben hacer los desplazarnientos de éstas de tal manera que cuaq
do se ref ile, los ,anchos de la franja blanca del canto queden igual
of
en todas las páglnas.
- Se debe tener especial cuidado en
cen parte de trna colecc ión . EI corte
altura del logo que va irnpres6 en e[
través de toda la colección.
los lornos de los libros que ha
debe ser de tal rnanera que la
Iorno sea s iernpre la rnisrna a
- En los libros con
puntadas que llevará
costura de hilo, se
la enc uadernac lón.
especlf lcará el núrnero de
4.3 .3 Ref iles
- Para el refile se debe respetar el tarnaño indicado en la orden de
irnpresión y que sea uniforrne a través de todo el lote de pr6ducción
- Et corte superior e inferior debe ser tal que respete los blancos
establecidos en [a caja tipográf ica para rnárgen superior e inferior.
Los rnárgenes superior e inferior nunca sorn iguales, sino que se ha-
cen de tal forma que produzcan un buen efecto estético en la página.
- Se debe verificar que aI hacer el corte, ne se esté sacrif icando
ni.ngún texto o ilustraciin, tante en Las páginas interiores como en La
c arátula.
66
- Cuando se trate de libros de una colección, debernos usar corrlo
referencia siempre uno de Los libros anteriores, de tal forrna que al
forrnar la colección no se note variación en los tarnaños.
- Se deben evltar las arrugas en el lorno ocasionadas por el corte
con la gulllotina trilateral .
4 .3 .4 Ernpaque
- La calidad del corrugado debe ser buena y resistente .
- Los libros se deben ernpacar en forrna horizontat y deben quedar
Io suf icienternente ajustados para evitar que se deter ioren durante
el transperte y facilitar un correcto aknacenarniento en las estibas.
- La,s dirnensiones de las cajas a utilizar, en cada caso son las da-
das en la orden de irnpresión respectiva.
- Los rótulos deben quedar colocados en forrna taI que su lectura
sea correcta cuando la caja está en poslción norrnal de ernpaqueta -
rn iento y deben te ner las s igu ientes carac ter [st lc as :
+ Cada dÍgito o letra del rótulo debe ser de aproximadamente un
ot
centknetro y gnedio de alto.
+ El contenido del rótulo debe ser el siguiente:
EDITOR IA L NORMA S. A.
Cód igo del art [c ulo
Referenc ia o t[tulo
Unldad de ernpaque
Orden de irnpres ión N6._
Peso
- Las tapas de la caja ne deben ir cruzadas.
- La unldad de ernpaque debe ser única a través de todas las cajas.
- Las cajas se deben sellar con cinta autoadhesiva de buena calidad,
en nlngún caso se podrán u-sar grapas o zuncho en las cajas.
68

5. ELABORAC ION DE ESPECIFICAC IONES
MATERIAS PRIMAS, MA TERIALES
DE
5.I FORMA DE OBTENCION
Para su obtención se acudió a otros negocios o dlvlslones que mane-
jaban las rnisrnas rnaterias prlmas o sirnilares.
Se dirigieron cornuntcaciones a algunes proveedores y se negoc[ó
con ellos las caracter ls ticas para adaptarlas a[ producto.
Fué de gran ayuda el departarnento técnico principal de la cornpañ[a,
pues en Ia mayor parte de las veces, sirvió depuente con los provee
dores o fabricantes dlrectos.
Lo que se busea con el establecirniento de estas especif icaclones es
Ie s ig u iente :
- Establecer rnétodos de verif icación de rnateriales y rnaterias pri-
rnas.
Unirrsidod Áutonomo ds 0(cidüttü |
I
AA
- Conocer los rangos Para certif icar la calidad de loe miernos.
- Eetablecer forrnae de alrnacenarniento.
- Negociar con proveedores teniendo en cuenta los requerlmientoe
y cond ic ione e amb ientale s "
- Grear prograrnas de cornputador donde ee alrnacene la información.
5e llevaron a cabo las espeóif icactones Para: papeles, tintasr pegan-
tea, cartones, recubr irn ientos, eolventes, planchas,cauchos y suml-
nlstros en general.
Se incluyeron en eetas espec if icac iones los e iguientes datos:
- Nornbre técnico
- ComPosición qu[rnica
- Eetado f [s ico
- Caracterlsticas generales
- Valor
- Tole¿anc ias
- Métodoe de análisie
70

CARVAJAL I}IPRELIBROS. ESPECIFICACION DDMATERIATES¡
ESPDCIFICACION DE:
TITILOT .
I. ESPECIFICACIONES DE MA TERIALES
DESCR IPCION
Nombre técnico y comcrclalGornpoeición qulmicaEatado f [e icoCarac ter [eticae gcncralea
REQUER IMIEbITOS
Valor idealToleranc iaeMétodo(e) ae análieie
PROVEEDOR (ES) AUTORTZADO (S)
Razón eoc i¿IDirccc ión completaReferencia y nombrc del materlal
EMPAQUE
Garac ter let icaePeeo unitarioIdentif icac i6n
MUESTREO
Frecuenc iaAnálie ie
ALMACENAMIENTO Y MANEJO
Revlai,ón No.Fecha¡Pógin¡ de¡
PrrprrtdtrRovl¡rda¡Aprobrda:Aprobadrr
Depcndenclr Reemplaza a laEcpcciflcaclónNo.Rcvlalón No.
Fectr¡¡
Espec if icac ión de materialesFORMA TO 26.
7l

CARVAJAL S.A. I }I P R D L I B R O S. DSPECIFICACION DEHATIIRIALES¡
ESPECIFICACION
AITULO¡ Barniz
PP¡ Barniz T-5550
solre imprqs ión T-5550
Revlaión No. IFecbr: Sept 0?/8?Póglnr de¡ I/Z
DESCRIPCIONBarniz nltrocelul6e ico.
NOMBRE TECNICO Y COMERCIALBarniz eobre irnprcs ión T-5550
ESTADO FISICOColor: Máximo 2 G¿rdner llotd ( traneparente )Viacosidad:35 -3?n copaFordNo.4 (gS - 90CPS)attuiao I a I porpcEoconalcohol
ie6propÍlico.Viecogidad barniz puro: 2000 - 2500 CPSGravedad eepecIica: I. 02Contcnido de eóltdoar 40.7
CARACTERISTICASDieolventce: Atcohol etllico, propOico e isopropIico, metiL-etil-cetono ( MEK ), ctil
acetato y celloeolve.Tolerancia de dilución: Con los alcoholes, puede haceree la dilución en la proporctón
I a I por vqlumen, ein preeentarEe preclpitacidn o turbidez.Con loe dernás dieolventee, la tolerancia es inf inita, a mayordilr¡c ión, menor brillo.
Propiedades esp€c Lalee: Alto brillo, buena dureza, buena flexibilidad, Iibre de olor,tibre de toxlcidad, buena reeistoncia al jabón, alcali y graaas,reeistente a temperaturas haet¿ 13OoC, buena resietoncia a[ rqce y al rayado.
REQUER IMIENTOSValor:Toleranciae: 2000 a 2500 CPS puro.Método de análiele: copa Ford No.4
PROVEEDOR (ES) AUTORTzADO (S)
Razón eocial: Tintae S.A.Direcc ión:Referencia y nombre del rnaterial: Barniz eobrcimpreeión T€550
Reemplaza a laEspcclflcaclónNo.Rcvl¡Lón No.
I- ectrr ¡
PrrprndrrR¡vI¡rda¡AprobrderAprobedrr

CARVAJAL I}tPRELIBROS.
ESPECIFICACION
tfflrl,0t Barniz
DE¡ Barniz T{550
qobreirnpreeión T5550
Revlai.ún No. IFech¡¡ Sept O?/8?Póglnr det 2/2
EMPAQUERecipientee pláetlcgs de 5, l0 y l5 galones
MUESTREO: IOO%
A LMACENA MIENTOTcmperatu¡a ambientc l8 - 28oC
Reemplaza a l¡EspeclficaclónNo.Rcvl¡lón No.
Fcchr¡
Dependenci.aPrcpurdrrRrvirtd¡¡AprobrdrrAprobrdrr
ESPECIFICACION DD}IATERIALES¡.

Proveedo res ac tual izado s
E.npaque
Muestreo
Manejo y aknacenarn iento
A continuac ión se enconttatá
queda s isternati zada, al Lgual
para introducir los datos.
un ejernplo de especif icaciones y córno
que el forrnato y diseño del prograrna
5. f .l Lista de rnateriales y materias piirnas de más uso
Off set rnarf iI lLS gr/rn}
Off set rnarf ll 60 gr/rnZ
Off set 'rnarf il 70 gr/rnZ
Off set bLanco 70 gr/rnZ
Offset blanco 90 gr/rnZ
Off set blanco lO5 gr/rnT
Electrabr ite 55 gr/rnZ
Propalcote blanco CZS heat seat 90 gr/rnZ
Propalcote blanco CZS 9O gr/rnZ
Propalcote web offset rnat HS LL5 gr/rn?
Propalcote blanco CZS IL5 gr/rn}
Propalcote royal CIS 25O gr/rnZ
Hojas y
Hojas y
Hojas y
Hojas y
Hojas y
Hojas y
Hojas y
Hojas y
Hojas y
Hojas y
Hojas y
Hojas y
ro llo s
ro llo s
ro llo s
ro llo s
ro llo s
ro llo s
ro llo s
rollos
ro llo s
ro llos
ro llo s
ro llo s
74
Prepalcote blanco CIS Z5O gr/rnZ Hojas y ro[os
Pr6palcote blanco CIS 2I0 gr/rn} Hoja" y rollos
Per iód ico blanco
Periódico blanco
Kivar MK - 6
488 gr /rn?
40 gr /rnT
Scobertar bicolor rojo f.or 710 - I - A
Cartón f lbra dura calibre 2.5 rnrn
Cartón f ibra dura calibre 2.0 rnrn
Cartón f ibra dura calibre 1.5 rnrn
Cartón f ibra dura calibre 1. 0 rnrn
T intas off s et
T intas heaset
Tintas rnetálicas
Tintas especiales
Aditivo tinta para flujo barniz #00 - I95
Acetato de ethilo
Glieerina
R ecubr irn iento d lspers ión barn iz sobre irnpres ión
Laca indra Ref - 910
Solvente para laca Ref - 909
Endurecedor Ref - 910
Adhesivo adherite ECH
Adhesivo indra lith 2581 - E
T)

Adhesivo acercol 350
Adhes ivo hot - rnelt B - I4Z
Adhesi.vo hot - rnelt blanoo
Magel ( gelatina cornestible )
Hilo kobarn # 50 Ref - N -488 M.
C6rrugado C - 48:- S -7, C -4, C - 6
TeLa toldillo BCA
C inta encuadernari ión cabezada Ref - 522
Pellcula CUF -4 cronar llnea 24t'x 2O0l
Pellcula litex RD 610 P 24t' x l00l
Pellcula litex 07I1 P 30t' x 100'
Plancha P3S 975 x 755 x 0.3 rnrn Roland 32
Plancha N6 975 x 755 x 0.3 rnrn Roland 42
Plancha lttográf ica negativa N - 55 calibre 20 915 x 600
Plancha Litográf ica positiva P - 55 calibre 20 915 x 600
Plancha P 35 1651 x 1245 x 0.5 rnrn Crabtree
Plancha N6S I65I x 1245 x 0.4 rnrn Crabtree
Plancha N4S 165I x 1245 x 0.5 rnrn
Rel¡elador Lister G9Of parte A y B
Fijador G - 333 -G
Revelador CP - 296 B
Revelador Crornalith C - 42 D
to
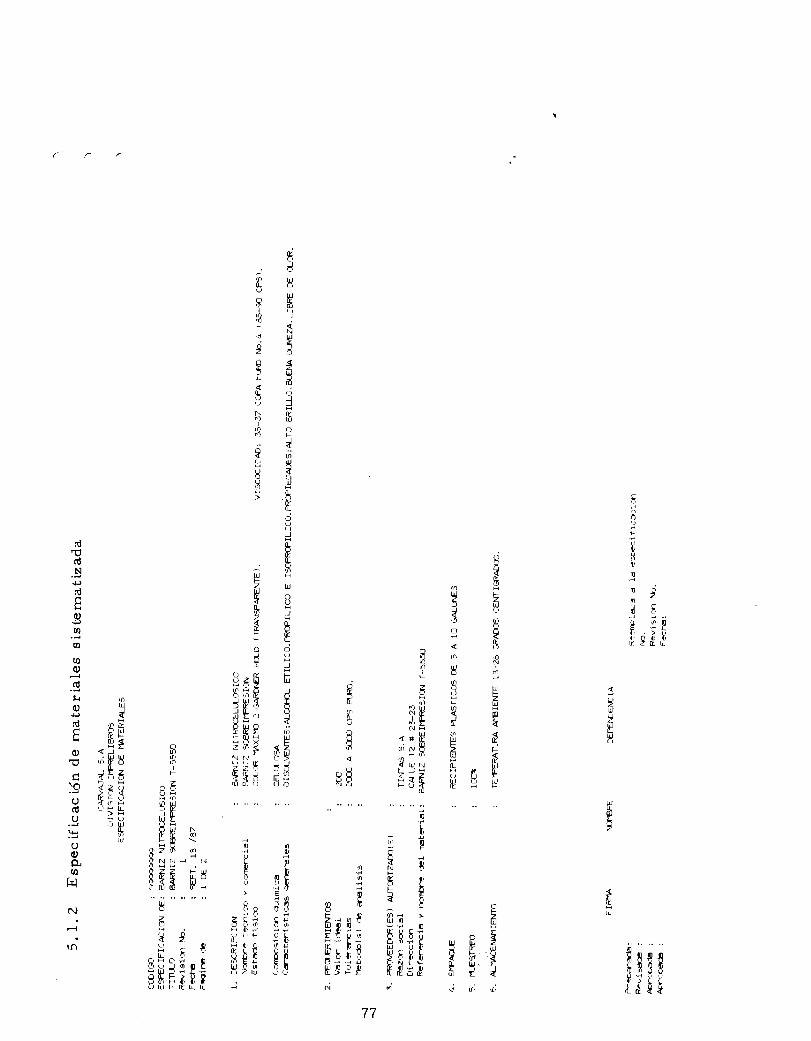
t
'l)2
Iñ{r
.9
2fJ
5.2 CONTROL DE CALIDAD EN LA ADQUISICION DE MATERIAS
PRIMAS Y SUMINISTROS
La calidad deI materlal o producto que el proveedor surninistra al
pcoductor o cornerciante, tiene una irnplicación directa en la cali -
dad f inal del art[culo elaborado y dlstribuldo. Pcr Io tanto, la ca -
lidad deI proveedor puede ocasionar graves problernas en la fabri-
cación y venta de los productos.
T6das las ernpresas adquieren divers6s rnateriales para ernplear -
Ios en sus operaciones de rnanufactura y cornercialización. Por e -
jernplo tenernos: la panaderla adquiere la harina, colorantes y de -
rnás ingredientes necesarios para la elaboración del pan; eI confec
c ionista requiere telas, hilos, botones, rnarqu[las, elnpaques,
etc., rnateriales estos ernplead6s en la confección de una prenda
de vestir; el corrrerciante o distribuidor corrrpra los art[culos que él
vende de acuerdo a la clase de negocio que posee.
Es esenc ial que la calidad de estos rnateriales esté de acuerdo con
16s requisitos para su ernpleo en la preducción o distribución. Na-
da conseguirnos con un peoducto perfectarnente diseñado, si los rng
teriales ernpleados en su fabricación no reunen Las condiciones rnl-
nirnas especif icadas. Cuántas veces una errrpresa ha tenldo que pa-
78
tar su producción o Le han sido devueltos pedidos carnpletos, por
mala calldad de los rnateriales adquiridos? ya gue éstos no curn
pllan con las espec if icac iones dadas?
Existe una larga historia de las actividades industriales, pa¡a po
der controlar la caLidad requerida de Ios rnateriales cornprados.
Esta hlstoria refleja eL hecho de que se han utilizado una gran va -
riedad de rnedios para ejercer ose control.
Por otra parte se encuentran las ernpresas que no utilizan ninguna
técnica o procedirniento de control y sencillarnente se atienen a su
buena suerte para que el mateiial adquirido resulte aceptable al ser
ernpleado en su fabricación.
En eI extrerno opuesto se encuentran aguellas plantas que inspecc iq
nan su rnateiial hasta La exageración, gastando rnás tiernpo y dine-
ro del necesario en eL control adecuado de la calidad del rnaterial.
La segunda tarea del control de calidad, o sea un control del rnate-
rial adquirido, trata de las técnicas para lograr eI objetivo del cog
trol, evltando caer en esos dos extrernos.
Por consiguiente, el control del rnaterial adquirido cornprende Ia
Uninrifu Auionomo de ftcidc¡trDapto B¡bliotero
79

recepclón y aknacenarniento, a los más económlcos nlveles de cali
dad, de só1o aquellos productos cuya caLidad está de acuerdo con
los requis itos de las espec if icac iones.
5.2.r Etapas fundarnentales a seguir en el control del rnaterial
adquir ido
Seis son las etapas generales a utilizar dentro de la rutina del con
trol del rnaterial adquirido en la rnayor parte de las errrpresas, €s-
tas son:
- La solic ltud del rnater ial y sus espec if icac iones correspondientes.
- La s ituac ión de los ped ido s.
- La recepé ión del rnater ial.
- El examen del mater ial.
- La d ispos ic ión del rnater ial.
- La forrnulac ión de registres y su rnantenirniento hasta el f inal.
Verernos a continuación a qué se refiere cada una de estas etapas.
5.Z.I.I Solic ltud deI material y desarrollo de sus espec if [cac lones
Antes de que Ia sección de cornpf,as haga las solicitudes de los pedi-
80
dos de rnaterlales correspondientes a los proveedores, se debe cog
tar con las espec if icac iones dadas del rnaterial. Estas espec if ica
ciones necesarlarnente ya han sido establecidas previarnente por el
departamento de diseño.
Los pedidos norrnales que la ernpresa hace los podernos clasiflcar
as [:
- Materiales flue se necesitan para productos nuevos.
- I4ls que se solic itan nuevarnente para productos anteriores aún
en proceso.
- Las rnaterias prirnas utilizadas en larnayorla de los productos y
que por econornfa hay que pedir en grandes lotes.
Las especif icaciones que deben reunir los rnateriales tienen gue es-
tar de acuerdo con la calidad f inal a producir y vender al consurni -
dor, es decir, que el rnaterial debe curnplir requisitos colno: colrl-
posic ión qu[rnica, propledades f [s icas, acabado y toleranc ias en sus
d irnens iones.
5.2.1.? Situac ión de los pedidos
TJna vez la sección de cornpras reciba las especif icaciones, inic iará
81

eI estudio para deterrnlnar donde debe hacer Ios pedidos, para obtg
ner los precios rnás econórnicos, calidad rnás apr6piada y dernás re
quisitos esenciales.Son dos las fuentes de las que se puede obtener
rnateriales para la ernpresa:
De otras secciones 6 plantas de la rnisrna compañ[a.
De pr6veedores ajenos a la planta
Cuando las partes, componentes o materiales son recibidos de otras
secciones o plantas de la rnlsrna cornpañfa, se requiere de una ml -
nirna activldad de control deI rnaterial adquirido, salvo casos espe-
ciales en que por ser un rnaterial nuevo o haya presentado dif iculta-
des en su rnanejo, se requiera de una verificac[ón de su calidad. Pg
ror bajo condiciones norrnales en [a recepción de rnateriales, una
doble inspección ( en la planta proveedcra y en la receptcra ) resul-
ta extremadarnente antleconórn ic o .
Cuando los proveedores son ajenos a la ernpresa, se ejercerá un
control deI rnaterlal adquirldo rnucho rnás extenso que en eI caso ap
terior. Para la determlnación del proveedor deben analizat estoer
según la selección que se haya hecho, en lo que se ref lere a sus prg
cios, a La calidad del rnaterial y a la puntualidad para sitisfacer los
82
ped ido s .
La selección se hace en base a los anáLisis efectuados de los regis-
tros que existan en Ia planta sobre [a inspección de recepción de los
proveed6res, con el f in de darse cuenta deL curnplirniento en su cali
dad anter icr.
Si no existe ningrln registre del vendedor o vendedores, se envfan cq
t'wac iones de cornpra a estos, incluyendo las especif icac iones del
rnaterial a adquirir y Ios niveles aceptables de calldad con que deben
curnplir. Si se está dudoso de la calidad, lo rnejor es enviar a la plag
ta del proveedor a un rniernbro calif icado del grupo de control de ca-
lidad. De esta forrna, se obtendrá inforrnaci6n acertada sobre la ca-
lidad del rnaterial o parte a cornprar.
Al elaborar Ias órdenes de cornpra se deben anexar a éstas las espe-
cificaciones que el rnaterial ha de satisfacer y el procedirniento de
inspección de recepc ión utilizado por la planta.
La c6nveniencia de hacer conocer a los vendedores lb¡s Procedirnlen-
tos de aceptación y las especif icaciones de la calidad, es de mucha
utiLidad toda vez que se elirninan posibles fricciones entre compra -
dor y vendedor cuando se presentan los rechazos de rnateriales, 9u€
83
no están de conformidad con las norrnas establecidas y acordadas
entre arnbas.
5.2.I.3 Recepc i6n del rnater ial
Una vez expedldas todas las aprobaciones prelirninares analizadas en
el apartado anter ior, [a etapa s iguiente del control deL rnaterial ad-
qurido se iniciará cuando se reciba [a prirnera rernesa de material
del proveedor elegido. Los Ictes deben ser identif icados con etique-
tas, con el fin de que sigan un control conveniente. Cornúnmente los
lotes se conducen a Ia zor:,a de inspección de recepción; algunos ma-
teriales habrá gue llevarIos a lcs laboratorios de la empresa para
sus pruebas f [sicas o qu[micas 6 bien para cornprobar eL certificado
de pruebas e inspección del vendedor. En cualquier forma, el encar-
gade de control del proceso, revisará cuidadosarnente la validez de
las c onc lus ione s .
El rnanejo de los rnateriales para su transporte a las áreas de ins -
pección debe hacerse con rapidezr p€ro con cuidado.
5 .2 . I .4 Examen de l rnater ial
haga a los rnateriales debe estar de acuerdo conE[ exarnen que se
84

los planes de inspección establecldos con anterioridad para cada
clase de rnaterial. La inspección de recibo será más estricta en
16s prirneros lotes rec ibidos del proveedor que en los lotes poste-
rlores cuando ya se tenga una ldea clara de Ia calidad del materlal
cornprado. En Ia sección de inspección se debe disponer de las ta¿
jetas en las que se indica ésta y que servirán de gula a los inspec-
tores.
Cuando no se conozca la calidad del vendedor y el rnaterial adquiri
do es rnuy delicado, éste se sornete a una inspecci6n f 00% con eI f in
de verif icar La calidad del proveedor, el valor del NAC (Nivel acep
table de calidad ) que se especif ique en Ia tarjeta del plan de inspec
c ión, se ernpleará durante el rnuestreo de los lotes subsecuentes.
En las f iguras adjuntas se presenta la forrna de proceder en cada caso.
Etapa I. Inspección I00% en prirneros lotes
Planeac ión de lainspecc ión
lespección 100%pr irners s lote s
Establec irniento del nivel decalidad en la producción delvendedor
Tomar una acción si lo requiere la calidad deI vendedor
FICURA 5
85

Muestrec de los Iotes Anotar los resultados en latarjeta del vendedor
Seguir con el procedirnientosi no se requiere acciónD ispos ic ión de lote s
rechazados
FIGURA 6 Etapa II. Inspecc[ón por rnuestreo en los lotes sub-
secuente s
Tienen aplicación en esta parte Ias diferentes técnicas de muestreo
como los planes MIL -STD - 106 D para inspecci6n por lctes. Para
Ia utilización de estos planes se f i.ja prirnero que todo eI NAC, una
vez f. ijado el NAC apropiado se elige entre muestreo s irnple, doble
o rnrlltipLe y entre niveles reducide, n6rrnal o estricto segrln el ca-
so. Una vez terrninado eI trabajo de inspección con un vendedor, se
expide posteriorrnente a éste el certi.f icado de Ia lnspección y prue-
bas de gu rernesa.
AI material aprobado por el laboratorlo se Ie estarnpa el seLlo de
inspección y se le coloca su etlqueta; si el rnaterlal se encuentra de
fectuoso, se le coloca Ia etiqueta correspondiente con esa clasifica-
c ión.
86
5 . Z. | .5 D ispos ic ión del rnate r ial
Terrninado el análtsis del rnaterial se alrnacena en forrna apropiada,
con eI f in de que el rnovimiento del rnaterial en la zona de inspec
ción sea rnáxirncr con un rnlnirno de espacio ocupado en el taller.
Sin ernbargo, es preferible, desde el punto de vista deL control de
inventarios, aslcorno del control de calidad, gue este rnaterial per
manezca aknacenado el más corto tiempo posible. Durarte el perio-
do de estacionarniento, e1 rnaterlal se coloca en lugares que reunan
condiciones de ternperatura apropiada para que no se dañe.
5.2.1.6 Forrnación de registr6s y revisiones posteriores
Les resultados obtenidos durante la inspección deben ser registra -
dos en una tarjeta para cada clase de rnaterial c número de pieza.
Entre los datos,obtenidos en la tarieta se tienen la fecha de la rerne
sa, eI nornbre de los vendedores, eI tarnaño de los lotes, Ios resul
tados de la inspección y la disposición dada a cada lote exarninado.
En cada tarjeta se hará un breve análisls del curnplimiento del ven -
dedor, como resultado de cada nuevo lote que se registre. Adernás
de esta cornprobación informal, se examinarán periódicarnente to -
87

das las tarjetas, cornc procedlrniento regular. EI rendirnlento de
la calidad de deterrn inados vendedores se analizará en Ia forrna
que sea necesario. Este sisterna de registro de inforrnación sirve
posteriorrnente a la sección de cornpras para la elección de futuros
Proveedores.
88

6. ELABCRACION DE ESPECTFICACIONES
DE PRODUCTO
Después de haber visitado otras divisiones y de haber indagado sobre
su ejecución y adernás de haber realizado entrevistas ccn represen -
tantes de los clientes y de can6cer sus inquietudes y tolerancias per-
rnitidas, se cornenz6 a trabajar en aquellas que concernlan a nuestros
productos, en este caso libros y revlstas; para tal f in se hizo la si
guiente c las if icac ión:
- Libros en rrlstica con pegante caliente.
- Libros en rri.stlca con costura de hilo y pegante callente.
- Libros en rrLstica con costura de alarnbre al caballete.
- Llbros en rrlstica con esplral de alarnbre.
- Llbros en rústica con pasta dura y pegante fr[o o caliente.
- Libros en pasta dura con costura de hilo y pegante fr[o.
Las anteriores especificaclones se apllcarán a lo siguiente:
Uninnidcd Autonomo úg Occidcfltü
Ocpto Bibltofc(o
89

- Texto s de estud io.
- Novelas y o bras I iterar ias .
- Publ ic ac ione s per iód ic a s .
- Colecc iones.
- Enc ic loped ias .
Para su elaboración se tuvieron en cuenta los materiales para su fa
bricac ión y las caracterlsticas propias del llbro terrninade, tarnaño,
cantidad de páginas, cortes o ref iles y rnárgenes.
6. I LIBROS EN RUSTICA CCN PEGANTE CALIENTE
S6n aeuellos llarnados tarnbién en pasta blanda y cuyo ernportalado
o adherencia de taco y cubierta se lleva a cabo por rnedio de una ca-
pa uniforrne de pegante caliente.
6.2 LIBROS EN RUSTICA CON COSTURA DE HII.O Y PEGANTE
CA LIENTE
S6n aquellos que adernás de tener las rnisrnas caracterlsticas del an
terior, sus cuadernillos están unidos por costuras de hilo al caballe
te.
90
6.3 LIBROS EN RUSTICA CON CCSTURA DE ALAMBRE AL
CA BA LLETE
Son aquellos cuya cubierta es papel o caitulina y Ia unión o pega en -
tre la cubierta y las páginas interiores se lleva a cabo por interrne -
dio de grapas de alarnbre.
6.4 LIBROS EN RUSTICA CON ESPIRAL
Aquelles cuya cubierta es cartulina o similar y La unión entre esta y
las páginas interiores se hace por rnedio de un espiral de alarnbre o
de plástico a 1o largo del Lorno atravezando unas perforaciones hechas
previarnente en dicho lomo.
6.5 LIBROS E'N RUSTICA CON PASTA DURA Y PEGANTE FRIC O
CA LIENTE
A este tipo de ernportalado previamente se le hace la unión o pega de
las páginas interiores por medio de pegante bien sea frlo o caliente;
posteriorrnente se torna eI taco, se ref [Ia y se adhiere a la pasta, la
cual está conforrnada por cartón forrado en papel.
91

6.6 LIBROS EN PASTA DTIRA CON COSTURA DE HII.O Y
PEGANTE FRIO
El ernportalado de estos se lleva a cabo cosiendo previarnente con
hilo los cuadernillos, después encolando eI taco que resulta de ellos
ref llándolo y posteriorrnente pegándolo a una pasta forrnada por car-
tón forrado en papel o s imilar.
A continuación está el forrnato general de eepec if icaciones y tarn
bién un ejernplo práctico de espec;if icaciones de producto.
9Z

CA¡VAat¡L S. l.D¡V¡SIOf, Ir|PBET.IBROS
NF¡O DT CILINAI)
¡sPECrFrCrcrON IEECU¡{o. lPfGIfA
r¡tERarc¡l @DI@
XI,T.E)TII¡O FOR rPnoBN)o Pon ¡E.RET¡Its DE DIVISION
CIIIEN.DE PRODUE¡O RttDRDTI¡rF - nt Pt..lú,F,l
'EFEDE PI.ANEACION 3ERE|TB DE VEIITA'S
rEFE DPIO TECT¡ICf) DIRN¿1NR DE (aIÍ.TD¡D
FORMATO 27. Especif icacicnes de producto
93

Sept.07{7CABVf JI¡. S.A.D¡V¡SIOII ¡¡IP¡EL¡BNOS
TEXTOS DE ESTUDIO
l. DEqCRIPCION
Textos en pasta dura o blanda quc Be utilizan para gufa de cetudio o para con8ulta.La cantldad de páginas interioreg es indeterminada, sn generaloscila entre L?O y
400.
Z. MATERIALES
Z.l Páginaa interloree
Papel Propat bla¡rco o marf il 60 a ?0 gt/crn} !A5 gt/ctn?
Z.Z Guardae
Para el cago de paota dura papol Propal blanco o rnarf il dc 90 gr/crnZ !4.5 gt/crnl;f 15 gr/cm2 + 10. 8 gr/crn?
2.3 Cubierta
Propalcote de 2lO gr./crn} C15 ! lO gr/crn}Prpalcote de 250 gr/ern? Cf 5 ! 12.5 gt/crn?
?.4 Sobrecubicrta
Para el cago de pasta dura:Propalcote CIS áe 90 gt/crn} J 4.5 gr/crn?Propalcote CIS de Il5 gr/crn? !5 gt/crn?Medida de la aolapa ! 5 mrn
2.5 Forro de paeta
Para cl caso de paeta dura:PercalinaKivar MKScobertarPrepalcote CIS de 90 gr/crn} + 4.5 gr/crnZPropalcote CIS de l15 gr/ern} !5 gr/crn}Medida del doblcz del forro 15 mm l2 mm
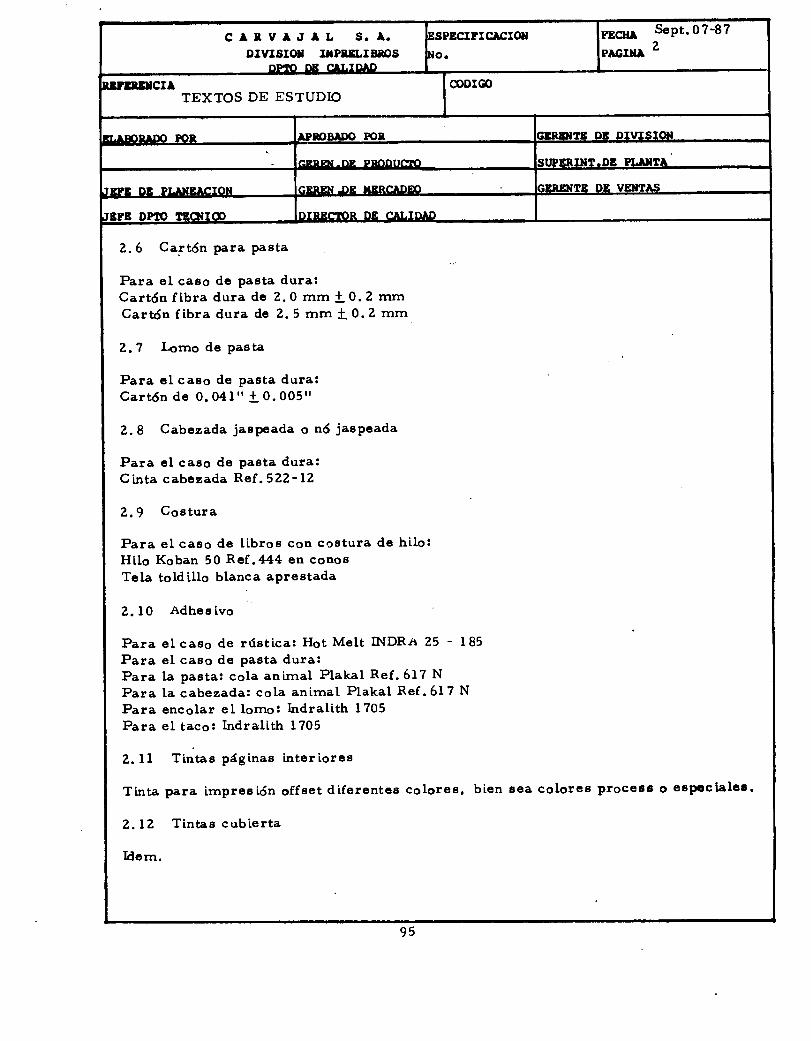
Cl¡V¡J¡¡. S.A.D¡I'IS¡q ¡TP¡¡LIBNOS
DP¡O N TTT.ID¡¡IÍ)
¡sPgcrF¡qtcroüfOo
F'ctfr Sept. 07-87
P¡G¡üT Z
uttn¡fc¡¡TEXTOS DE ESTUDIO
@D¡@
tt.lmprffi Inn SINET|FE DI DII'ISIOII
GENN^DE PRODUCIIo
IETE DE PI¡I¡EACION CNNEN .r)P IARCIDED :np¡rr|TE DB vEl|nAS¡
'EFE DSIO IECNICÍ) DINFd¡ON. DE CALIDID
2.6 Cartdn para Pasta
Para el caso de paata dura:Cartdn f lbra dura de 2.0 mrn ! 0.2 mmGartón f lbra dura de 2. 5 mm ! 0.2 rnm
Z.? lorno de paeta
Para el caso de paeta dura:Cartón de 0.041" ! 0.005rt
2.8 Cabezada jaepeada o nd jasPcada
Para el caao de paeta dura:Cinta cabczada F.ef .5?2-L2
2,9 Coetura
Para eI caso de libroe con costura de hllo:Hilo Koban 50 Rcf .444 en conogTela toldillo blanca aPreetada
Z.lO Adheaivo
Para eI caso de rrletica: Hot Melt INDR¿ ZS - 185Para e[ caeo de paeta dura:Para la paata: cola anirnal Plakal Ref.6l7 NPara la cabezada: cola anirnat Ptakal Ref .617 NPara encolar el lomo: I¡rdralitl l?05Para el taco: I¡rdralit! 1705
Z,lL Tintae pág inae heter ioree
Tint¿ para irnpregtcín offeet diferentca coloree, bien gea coloreg Procees o eBpccLalc¡.
2.lZ Tintae cubierta
Idcm.
95
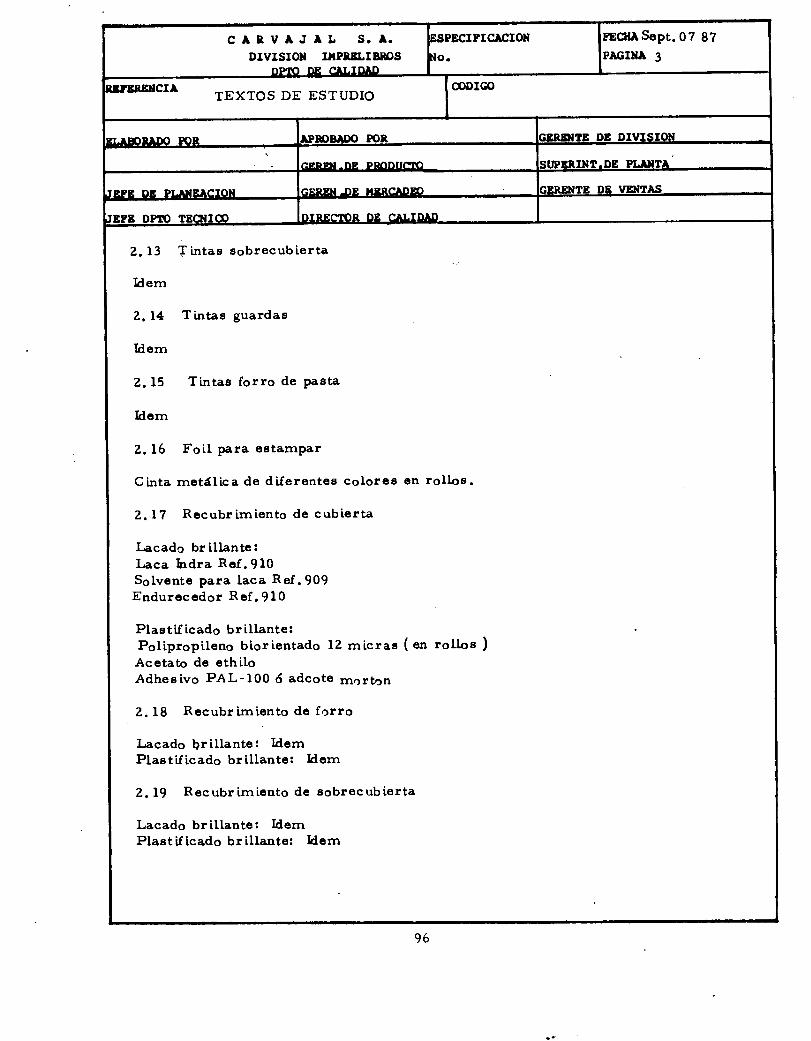
CABVAJTL S.I.DIVISIOX IIIP¡¡LIB8OS
DP¡O DE CILIDID
¡SPECIFICACION
lO¡
rECtlASopt.07 8?PAGIHT 3
.'tEaExc¡r TExros DE ESTUDIo@DIGO
Rr.l|¡OErrI.l I¡On TPEOBTTX) POI :AN,E¡TE DE DIVISIOI¡
Í:FDllN nt 9ffiDnlit() IIIIDTDTN'F^DE I¡I-¡XTA
fnpE DE PLTXE CIOII GERENÍB DE VENTAS
'EPE DSIO TECN¡@ nrnBfl¡oR DE cal.rfltl)
Z.13 T intae eobrecub ierta
Idem
Z.14 Tintag guardae
Idem
Z.l5 Tintas forro de Paata
Idcm
Z.16 Foil para estamPar
Cinta metál'rca de diferentee coloree En rolLoe.
Z.17 Recubrimiento de cubierta
Lacado br illantc:I¿ca trdra Rcf.9l0Solvente para laca Ref .909Endurcccdor Ref,9l0
Plastif icado br ilIante:Potiproplleno biorientado 12 micrac (en rotloe )Acetato de ethiloAdheeivo PAL-f 00 6 adcote morton
2. l8 Recubr i¡niento dc forro
I¿,cado br lllante: IdemPlastificado brtllante: Idcrn
Z. 19 Recubr[miento de sobrecubierta
Lacado brillante: IdernPlaetif lcado brillante: Hem
96

Scpt. 0 7-8?CABVAJ¡L S.I.DIVISIOX ItIPnlLIBROS
TEXTOS DE ESTUDIO
3. CARACTERISTICAS
3. I Tamaño
Ancho por alto: variado, eegrln tftulo !2.0 rnm
3.2 Nrlmero de páginae
Variado, aegún el tftulo
3.3 Corte de cabeza : 5.0 rnrn ! 2.0 mrn
3.4 Corte de pata: 5.0 rnm 12. O mrn
3.5 Cortc de freea: 5.0 mm I 2.0 mm
3.6 Margen eupcr ior
Según pellculae o artes eurninietrados por el cliente, en caso dc tcner cornizaa, cEtatdeben coincidir en altura con el resto de lae páginae.
3.7 Margen inferior: Idem
3. 8 Margen lateral lzguierd6
Segtfn pellculae o artes surninietrados Por el cliente.
3.9 Margen lateral derecho: Idem
d{g
tlt 'l¡.1 "15-Éfi
F; ii .ñI f h FE.;.IEÉx{ f5i ,q 6 : Fsri 4C ñ u <'j< at H '' EliE nnHF t É i[. r r"- ¿ f-i I r.1¡ lt¡¡ d i lF"
ll|*i f E ro'E aa{i ; : {a lls9 É n E E E É r Er u'rHH F H H O fi o, ql
";s É ; i 5!tEq-¡J'i f E 3 q ,,,ni E tq1üii¡n E s ü , - h ;!: u s
Er::p: = h ü á ; l; ñjñ F ec¿r:b6 ur ñ ñ 5 E I i¡l ñ ÉpFpFpp h r, l/ r ii ü Er: ; iI¡,I,P¡P É F E g É ", ti¡ q q
¡Nú$..2 z z z z t iZjL ¡ tJ*rcioioiñ. E E F I E E *", p EÉÉÉÉ:iÉ : ] : I '.j i ::L :t ,¡
"iri¡iciñ¡i oi ñ ci ri oi ci ci^ici d ,.i
Ee
;.1:t!vI
q.áPPILY
JOUJJt?InHi H ñKbE i s<P; I Eq..,o F g
,5s ; filiit,"ÉE H
tFsDHq :S :-t'6t-l'il 5q F:- ' :ci :'- vu,...¡¡,, ,,
; f{'11*ü.,;'t -, Q w: i E d 5n- {d'--?üo"É tH:'HiFs,fi
- [[croH <fI :-,idlÉ3"i }PIIftFPFFS-' FTEEFSI"?
NFr
Áf-rF(n
aoF{
i
oHA(\
¿iHiI-J 8HEÉz gtr^i
<JrlJU .,;H'JU dTIf 3s3v tñtt,, '';¡
H lrlH ., llt\\JUt4
at'l
t-
o
t .Íp !tr.1d! eb t$.ü ;A ,"r Ici;P i'e 5¡nPi{l*sn HE ;itrbl,ol. ij\K 15.;Lill!QQ¡.rX trl¡{¡{|lhliFtYlH É'iÍ¿n,¡(ij;1 i od(\tsl.Jr(r¡.4ñ dr ^tcf c!^lNalcl.lftN r\
o7.Yxtrúul \
.rH"ii ,^l#.l¡F:[jtipSr
ililf, P
Fiijf;á¡E {i úL'üLn
98

B
cITE"
o8finóOo$e
'.':¡{htó[
8tptñ-flc4a)
shPs 9n .rrild
F F{if;PIGi{x *i;;tE!!FEEr¡¡FFFF3I).q888!!I.1c'l'11":911q
(f)
Á
frF(r'
F'1añ
(^l!
to
Fr-,{ q,a'tsi i'o'C' UN OH.¡ . I I;;".Tlf If
l{EEE;,2PP^^-¡'(É¡laa:::üEú>>6ún0H'nEH
pri
,4ñÉÉñit,ilu,FB
?6úEOL(J>o
6H
99

6.8 PRCGRAMA DE CCMPUTADOR PARA ESPECIFiCACIONES
r" f.¡-flPiG,i. i'i I itrli¡-¡.ñtrim,¡r:i r"1 f i,:11 |'.'' ' FTirlt:lilAfl\ t.{ [. rl..'rfi'-i-llJA l'.¡- f4t i'.]l.i i:r. If.l{ 1l ¡\l-'':,T',+ii: Tr r r^{:i 1r-{rl,':,TCfíE r'l lir r'r_Afl rl('Ir-'Nl( Li:/S[¡l,r l^fl-l Il fi r'r'flfl r j r' ] r-rf,l :: i'r
rq :,'".lr, l :/r'r ' ¡ /lt::i/tl/l :.. /¡,
tQ /:.. .ir,] :+\\ ' ,*"0'-,.t*t.r'',tr 7. .il.:, i,A'i ' l't ¡r.l F1;: I ¡\1. I lr Al. '
rtr L::..:1-1 :,Ay 't.. ,.:j,F1Fi_.[FT.r"¿\(_]rnl l{. i"t¿'^.fF..i.. 1¡r.l .,.,-,
ti l¿i.:'| :,A\' ' .:. i-->l-{-r'TF t(.llt, Ir.N trt'- lrhr'il r h lrt '
rO l,r.;ifJ :,4\'/ '..':'" l"'lN¿\{-Ii:lA(lIrrl\J L{:ll. IRN:iA..lr:r '
tar ..'f..r"-.lt_¡ :,^'l Irtr.l ti: :J.j '.I.1'l[{\l í#-i i'¡i:" Irf\]FF.¡\i.'lF- rFY'I(T'l '.
'1.'
Ir.' A: li':r{/r.-r''F.I\I) IFIF ff i-'Ir-N = '.-''
l^.{.t A:i_:,[:1it -'ib trilt I F
IF r-,Fr--_ILIN : :,
l,JAl T 'F.:'1'¡\ -:.Fr jl-thr-i f X: -iAl. If-, l ,' f\.1 , Tr-t r+-r,i- r'r' Ir-fi|Ii :ri:-L-f:-C{IiNl =
-:.'(-'LE Aia
l-l:tr3 I..1.;"f-¡ I,AY :''.' i. LFl f-{.-l-, If-l/-\F.'A. I'J
Rl:.1 í A,.,t: Al,[,r.J-r I I
[: Nll'r I i.:
[:t, iii:-
iil .-,r"r. :l.r .,é\'l 'r^FY. lr f\l ¡ u_l l\¡f i\[.rr\ '
Cl- F-l'rt:.Nl-' li:.,T11+-T. t-t 1 r-l r- t-'f\tr) I (-- [ I rhl
C l.-Elt}i
L--l'ICLl
I00
'' F]t'lrl|1fit:. lf:1.-. l-:'Rtj_+Avk\::t: :i¡!l¡\--(:r r'-: ¡i.jf.lf.. [r , r.-fr( I{'Nl ¡':,F. A: l'lATi.F. I¿{.t l-f:..¡¡ri:l T r -rtilÉ- i:t l-ijr (- f .{\{.r l (. I r rl\.1
lr.' tJl.lTL F LrlVrI(- lt.N = [rr-.[ -[. r{\*li:xf
t l+rV¡\-lAl :.'. AI l'tsRF.L .[f,Ri-i''
ia-':Fl-:r^ If- lf ,¿Vllr.N t-.L fAIf:l',lIA E.i
1 . Lt! I hA 'A r.{: t- A I t\¡--Cf{'U{- I ( r\i-rll:/ ¡- lA t{"-- L.A JIü-,.1{'A(-lr-N
¡r,. t-.1 ll'1 ll'J/${ l.N i<F['l':lhxr¡. " l.!,,i.rIf' L(.:¿\R r..N l.ü_r-rI:,TRf:,^ IPli'tt':, lt,I\if," lirhl't fil\A¡\* A- ftNl,J l-fiIM:IPA_
F l.DItXTIJ/rIT i_rtr,i f É :t-J a}Jt ILI{ : ' T(_) iF,r.tICNRE'AI)
IF. r:f'{:li^N = 'L'I r-r A: f:f'lA-r
i:.frtr¡lf-IF t¡i-i tifrl = ',r'
I r. r A .: i- -1'lA-':.]
ihf,Ii-l¡ r-{-t-. ir-fil : ' r''
f tt. t /i ¡ [inl'!¡* :',
il-l\Jt], ] F
Ii' r:f.r:1r. I! = 'e'f.{l A: h.:.l"Vl-4
h.türIñlf' ll{:r. Lr-N = '5'
lr-t 4;6'^1'¡4*''F.ITL¡ i FtF iFi. lr.fiJ = 'r-,'
(-LEAi,
Rf-_ ft_h-N
h-.1-:'E
'p -.1'.... 1.1 :+f l r.]{,r- It fJ F.rj*Jlt./{-(-Al.rAr-'L.l- l.ila
L'-hlt.'IF
:, It kE Lr Tr:r í-r.J\l(-rl.(-Ir-ñl
t-*M Jt{¡
t0I

' ^lUTlf{-Jt L{:.1 i'F\(-rJiA|1A: L'j.f'lA- l ^ '1/ fJRr,-r+(Alllt t.!Í- t.Ii-C.t lTlr LA Éj.l{lliÉrl.t/r LJ:: t..ir lltlii-fll"lAl. ltllrj'/r: Lt:l\R[,t'r ¡¡¡1., 1.{.:. r.l-.rLiIr-ir,r ! ) 't.t'AFPt:.Nll' brt-Alú'.tll ..1. l:,'lA'r' r:(.tr)J{:,;r-i:. ¡.rl- l' i-L{ r[(-r'lRr /{'l.f (. l-{ I I r-{-r -: l-l
r-l-rTl-r t1:)f Tr^ry|
i(. L"El t:ii'Ai:1":.
i t-ÉAf..Ff Tr.l\T!
r-¡lf .r I i-
rij .,t , tilll ;,¡y '¡i.a,7 1 ',,¡,¡¡ 1; ¡:F-'i- ñl--V l.:.,1.r-{\tc .i . :- :,AY i: l-Ei- [ii t i--l\(- 1r rfrJ l f- ; ' i.:,i: f t-- :iPr'-.1''lA T
riJ'¡..':.r'.r.\'r 'lrlLl{-r r; ' r{:l l'ifl{.r-rfi ',.1¡., ^,/¡1 'f-*,.1r¡:: r',r:I irt'.llAr!?.¡..::{l:A'l 'fr;l,rirri,-1¡.r: ' r:LT r¡\f.. IFI,A
r.i, c,.l, ..,/rr' i. t.{,:r l(Ifl- IrI'lr : r-i'T Lrr-::n iilf:.iij ¡:,. :', .AY Í\¡-rlt-{- i. 1..:.(..f ¡I(-'-, / !: r-'llx:i'f,;Idl; trt- I h¡,..'f f-Ut-,tp r'.,, ::¡¿.\\' ' i ,:flf-¡.r: lr,r1,-yt ,-T t1tllr,.:.1 : ' Íd-. f l:r-¡"¡i¡1-i1rii ::,.,:; :.,A'l i::t.t:,.í:lr I L!-. 1, C,: ¡:fiT Li, IAF-.1 ::IrL: 11.''' :¡ir (-¡.i.i¡:tr.l t'.,tr,-d:-: r¡t:I r-Al{[,t-{tlu Io. 'i :.'Af ... r<Er.il.J{':nJfllL:.Nlt¡::LcJ 1-l.'., iA\ VaI,:r. 1,.14"i:r : C:Fl VAL..I Rtg 1,.,'r :,AY l'r¡L.:r',:tr. Itii:..: , ir:.f lt,rL.-f:.RA
l.-i: 1':. '' :,/it ' ["]:tr'1.i:i, ',]. ,:¡"r..ri L:t:': ' rl:-l I't: tt,[]..1,-C l':).'., .r¿,,Y'.-:,- l'rli.f-r\¡[-,Eit]<,'{jir-if(1..'¡! r-r:l!' -lt-]. -' :,/rl irr¡i,.t'i ::r.r, lcl1: : r-.i l ii/\::il-{\lr.g -:t.r. i:, r+r\Y ' i)lf ¡.a-¡.'Ir-yt: ' r_,FT t^illif:Cr: IL{\.llj,, -. I.i' :,lri ' ii-f .:i r:t¡-tc, ). t'f.-{id-t i: i-irl tlrlt,:r'r¿I: ' {-r:T N:I"fJh'f.r! :':. *¡ r¡\'l 'o.. Fl'f-i\r.1"{: : r:{'- i É:Pt-¡\tl-F_Él :,:..i:l iÁi 'f.- f,t-Í:c, I'Fii:_r,: r-'t..l l,1 E r, Iht;rJlg '-:l'..:, :,,.\'í 'r.,. ¡.\l flA(ii:rf']AfllFNlr,r : r;1"-T AL-P!\:ENr1l É1r I
ülr{)tr..tr'¡..rI[.r Fr'rí li[/iI.4.:l.-F TF
i'lrill'L L-fAJiR': I¡ hT!
LoZ

" :.ET I-'RINTÉ.R ':FF. [r-¡ A I i. iY\- l:
.-' lVllflF.E [:!il., Ffd'i:+\Af1A-¡-:,{.|A-:' '^' ÉRr r-:'¡i,/,J"]A r.¡_t{: L::[.:t.l-JIA [_A c]r,Nqt-l- I¡1 i..* L.A INF'r.)itl't4l.IO{\i ^.(. L- f: ¡lh¡\t.(.Lf-l 'trIr,IlL- i-L- (:r,-{.r.i Lr-r LtL ¡rB.r:l:,fRrt A trJ\:.i-L]AX: ' IO (-if,)lrrljüt.''{../¡ii:. Fii.. i r-rlrl(r.r = '&(-:rL)ICr:{-''lF Ér.É i I
t I i.lrl.Rt: I l-lf<l\
b f\f., I i:
i-r I:Ft-.¡\'lhVr't I
í.,1-F.A¡i
i<t-, I I,hT{
103

-' ¡ül{"lu¡-.1t-: r'1:1. tsl-\r-r;f(Avk\*:.'¡¡\- t''>' PRr-j^iiAvu\ PAfIA FL-IrINAR tf\ RLr,I:r'rR,.r'['L.,E.Af(
A( '(:rLi:l' 't.r I r-'J.l.E í,'r DiIr-i-] trt',L REC.I:,Tfir-r A [t- If'lIllAR:t-r t'Al-t_ t:l'Fi (-.r,lrIr_l! ;- ,Y(r-f.rll.r(,lF Fr'É t I
Lt i¡{.'
ñfTr_fd!f'*fü 'li-(:t f:AhLr I -:Fl-Ér'¡'
[,}\IT(-'t..bAr\'
A( CF-Pf h.f'lfRt- Fl.- M-fit-F\rr [¡:t hEr]'I'¡llrt.r A t'-Lll1lNl¡lR:L -{:. t^[ I i:, Rl- ( r.JR[ ' &R1--i, I :,T t<t-]
('l [:-¡\f.r
LrI :r'1. ./,r t'
iIr'j-(L l{l r:l-(:Ir-Nc], t- Aii:¡i(--ftF- 1i [t-t t" [r,[-ú[)_r l'^l]li-E ('It_'l-t r = [rrÉ :,. -fi :+\Y lt-, llfkr, r.Fr f\l'L.l\It.'AL) '
E 1I.;r..r i/.\l F*Nl'n€ :' :.;l E:' t-[. Rtr¡l:1-;l'l-it'i tr ALIIIINU¡J-(rÉ l,¿.. ?[t :,AY r.t N FARA {.-L (-At,r t]},lTtiAti tüu 1¿" 3J úi: I rI-'C I r-N
Rh,AI)
lF i.tH.'I(N = ":.'F,ALI"
:: Jt f.rL I l iJ I IC.[-r-t
i-t,rt.IF t-Fl-Ir-trl = 'N
KTi A-L:'T(:fif 1 Tut i.'ICLt-r
EL:Elit L3"+rl iAY 'r:fi'Ir-N hr¡-tIVCf:ADA"
t:Nf..rl F
klrf iF.(_--l .fAfiF,M-{ rlr t r: ¡1¡\-
RF: I t,{'iT\
I-ú (-r:[]1(]f
Tr,l REr-:'I!;l'R(r
104

'' lv.rf liiRt-- t'i:..i- Pf<r !-+\At/¡.-:¡ lw!d- r¡' ''
'' ftl-r;R¡Jt¿ l-'AfrA Pl-IlrIF I(lAk' I,N Í:if:r,l':l'[rrt*'(".L1-../¡ñ
Ai:(:EPT '[)IriITI Ll . i-(:{ rIr"ir t_{:-L fr.Er-, t;TF\1r A l1-Í_'r1F ]CAR: ', TO C.r:¡¡1*Lt t Al F- i"LH (.I,f,Il-j'i=' &Cr:{)IL'il'IF' ir-F { I
( L t'AhRE I r. fil\
Flr[ ¡ Il,.'l-[:.Af<
['rl:Pl .Ar'I^JAI T'
í.:{-f; ¿¡¡: Tüih- ' f(-r r'{-I:ILnl,:;Tr_wÍ- [t Ir] (-t-lNl-)1('tLta\l
t rl l^fi]LE rlr-nlL,,IC Jr'I\l : rlf"p -,":[] :,A'f', t_f,-TltlA r],LHIt [JlL¡A[,'rii, L I . -:11 :AY h.-N rRF- ':, .; i h:, F_L Kl r,l:,l Rr.t A ttJ)IF ICAR ',
& 1-',.-l-l :,AY " t.r N PAIIA b.L CA'-l-t (:tlrllRARlr-"t0 l;/.:t_r rlEf rJFlll.rlf.¿
Rf-ALr
IF r,fl-. Ir-/|\ = :;Ct.EAftAC(:L-FT "fNThf- Nl,f€ñj l-É- KEr;I::,TRr.r A |Í-üIFICAR: " fO RrGI:TFCC,I- L IVii:^T)I T RLCÍ:RÜ VAT. I Rf'JI.:.TRt,I J
:, tr:F€ 1 rri Lrr:Iür1(: Ir.u!fl^:{--
IF r-{:-llIr-N = 'irl"
CLLARr(h I UFiN
EL:f:É 1.7.5{:r .:AY '(:F( ICN ¿1,¡-1ttir..{)Af+\'
f r\frlFF.F¡f TF'
ct.,F-Ai?
rtü:ülRTTI.F\N
105

a' NKIIBRf-- DEL PRLT3RAI%=[:]'l¡i¡-rj>:z(, PRC{]RAIIA PARA IIT,RESI{J\ IjL REI"C{TTTS I,JE IIATERIA.ÉS*'-;f,I Ilü.K iFI:i:1.[,4F?
A((-'F.FT ENTTIE.h.I- (:i,f)IüJ TEI- RL,PT.fiiTE A IIf'RII"1]R: TO CCDIqJDLr*IATÉ Fr:]R Crfl'lt-i:, - '&C-Cf)I'jcD'IF TCF( I
CLTARRETLRN
F,f{ ' lF
JF.f ÍÍARGIN IO 1ÚSfT IffINT CN.?
1'.?, C;ARVAJA_ :.A ,
.'., [.)TVIS,I(N II'FRELIBRL}5''i' ETFECIFICACITII D€ flATERlA-ft'tt'
,',t,r,1at, : " "C{}Ita".¡'?'F-:FE(-Il- ICACfCf{ tE: ' . E5FEIIAI,], TITLLO :, . TITU_Oi" Revi:i,:*¡ Mr. :' . RLVISII.N,"F*,:f-s :'.FF-(ltA'i'Pe¡.¡rrn cJe :'.PAltl.,lA'tt
trt
;,' r. CESCRIPCITN : ',[-ESí-RIP?' fvJrüre t:,:,:-'ni(:fi y cófr|er-c.ial : '.frflTF.-CCr';" Estado fisi<:r.¡ : '.ESTAFISI
t:' Ca-a-'ter'¡^sttr:as \Jer-er'ales : '.CARGEN';'
??,?. REü*ER]NIENTOS : '
?' folerercras : '.fü-ERA'?' fl:tcdc¡f s) de.r-r¿llisiE : '.tfT(U.).,,
'¡'-1. FRÍIVEEDTJI(E:; ) AJTORIZAI(5) .''i' Razcrr sc¡:lal : ' ,RAZCITI'7' nircr:r:lü-l : '.üIRECCIo\',' R.:l'er-eñ:i¡: y n-¡lt¡-e de] nute¡'ral: ' .f\I}Gf\€;'.
,'o. ,-rfO,r*- : '.EPFArj¡{,E?,
?'5- ft-E5Tñfi'l?i', ó. A-I,1ACF.MT4IENTO
: ' ,|tESTF€O
: , . A-I'IACEN
r06

*'' I\ffBRE CEL PRü;RAIA=ESFR0-üLl¡t A:PftIr-Cltl3'fffiE '' " TO IFCIü{STCltE O fO CCI\DrCr0\¡CLEAfIü) I^FIILE CT.ITDICIO\ = tlCLEARTE.XT
CAR/'AJA- 5. AIfftüLrtsRf5
t5f-E(: IFICA(-' I(¡¡ DE Í¡RCD(J(ITCIS
1- ENTRAI¡/A Et t-A 1N'CRflACIO!
;. (-.{:N9.LTA Lt L¡\ INfOñflA(:].t1\J
3- ELtrltNtAR tN t,É-GtsTRO
a. IíJDIFICAR tN REGISTRO
5. IffRE:'I':r\
I,. fiETCÁI!AR Al. I€ÍVJ FRIN]CIPA_
e{DT€XT[¡AfT ' DIGITE SLJ ff€ICN: ' fO (F{]ICNIF Cf.(lICl\ = '1'
C(I A:EsFRC]-1rNDIFIF CPcIrfN = '2'
Cü A:ESI1A*2EIü)IFIF (FCICN = '3'
DCr A:ESfr'lA-3HNDIFfF (f!'1ü\ = '4'
Crf A: ESfiA-4E¡(JlFIF fCICf! = '5'
t¡l A:E:;Pfiú-5EI\DIFLF CFI_I0\ = 'o'
CLTARREILRN
ELSL¡iJ ?.3"4ü SAY 'OPCICN EGT-¡IVü:ADIC'
EJ'DIFSIffi O T'f CC{\DICIONENDI{)
107
*'' M'I"BF(E tf*L PRü;RA¡1A = E:laRrJ--l <.<
''. PRTÍ.JITA¡1A PARA ENTRADA DE ¡¿¡¡5 T'.(:L EA¡ii
nl l"hiILE ü(:DIL,{J ().'ü'AFFENIT BLA\h.ri) ?"5 5AY 'r:r-Dlr3:i, ' rÍ:T C(T)IG{JffiALrfF Cr-OIG¡J = '0'
('.lTO BJTTCfiDELETEFACKCLEARRÉTr_{\,¡
b.fu)IFtp ?.[U SAY'f-É.Cl-'A: ' rlET F[Cl-lAÉ, ,3.:. 5AY ,REFLFi€I'ICIA: ' GEJ- hÉ-FT1Rid ii"A] :-AY ,PAGTNA: , GET PA;IÍ\¡AtQ 4.5 ':iAY '1. tt,SCfllPCICN: ' üLl lrl'ic]ilIF Ó. 5 sAY ,2. IÍATERIA.ES :'@ 7.,' :)Ay '-,. 1 Ps¡s Inter'rt¡-es :' r:{T PAIINT@ ri,.5 SAY '2.
" rf¡-tñr-rlas : , rlET b{JARDASlé 9.1, :rAY '2...', Cubier.ta :' GLT CII3IERTAü 1O.5 :;AY ':.4 fi:t¡ ecubrerta :' GET SffiRECU[] 11.5::,AY':-5 Fcrr.l cle ¡:'.lsta ;' C€T FCFA5t0 1r.5:r\Y'1"6 C¿rt-,Ír t*: r¿aste¡ :' GET CARÍ-ASE 13. 5 :-A\' '2.7 Lcn)c, ch pastas : , GET L-CI(,¡te 1ri.5 3AY'2"n {:c$e¿aja :, GET CAF€7ADró,G L5.:' 5A\' 'J.9 Cr::tLr'a :, GET CJfSTURAtE lo. 5 i\Y '-'- 1D Ai-les,ivo : 'f9 17.I' SAY '2.1O. 1 Pa"a rr-lstrca :' GfT FARIStq 18"5 d-,AY' '2. 1O.? Peü^a Dasta ,i-¡^a
='(0 1'i.5 SAy '2. j-ú-'- _L p¿r-a l_a r.¡i:rsta :' GET pApAsre J:1.5:;AY'::.1ü.:.? Pér-a l& c¿te¿era¡ :, r{T pACABefst
"11 . :.' :lrY ';:. 1t:1. :..3 Pan-<t en:;c¡Ia-' l,:¡r¡:¡ : ' Gt-T pAts-fü_C,
lS ll .5;AY':.l0.l.+ pana l-a:o :, GF_T FATACTIRi-.AD
¿lLE¡rRre 2.5 :,É\Y '?.1"I Tir¡ta ExJs tnLerlcres :, GET TIPAINlé -r,.:' i/¡Y 'i:. 12 Trnta (;rl-rt":r.ta :' rlFT Tlf\f,l-l{g ¿r. t :;AY '?. l.i Tlnta :.¡_*¡-e':r-lcier-t¡ :, Gi:T Tffütü:UtF 5.1' :,A\' ':t. l(i Trrrta lrld-r:Lp :' r3ET 'f1f\ffJAfi19 o.5 :,AY ' ). Lt; J'irrba I'(}-ryj : " GET f II\FOlP 7. 5 i/fi '.1. 1o Fr:¡r I : ' r3ET FOIL|g 8.5 1AY '1" 17 Rer:ltr-inl. crl_rter-t¿ i'@ 9. 5 lAY 'l.¡. 17" 1 L,-avat' [r-r I la¡rte : ' r]ET LABRIg lt-|"5 :,AY 'i- l7.t Plastil-1.(:rí(r fx-lll¿-rte :, (iEl' PLAS8RIfl: 1.t . :i :A\' ' .:. 1,3. R,<r:l¡- rnl. f r.lt-rr_, ." riET Rf FOtq 1?.5
'AY '?. 19 Re,cu*.,r.'rnr. (|: i5olr.tscrb. :' Cf,T RESTIBRE
lg 1ú. 5 :,Ay '.i" I T¿:¡¡r:-¡¡ : , (iET TAflANÍ:l@ 15.:':,AY'3,f M:, c1:,.tr¡Ér(llrlcrl :' GLI-lu_tf€pA3irg 16,"5 :AY '.3..1 Ccx.te iie cabe¿a :' GET Cí--RCA¡p 77.a'SAY '.3.4 Ccx-te c1e oala :' GET C-{)RFA{g fA.5 :AY '.3.5,, Ci:r.tg qb f're,s¿t :' GLT CüiFREtP 1c/. t' :5A\' '3"r:, ffer-glijrr s¡_r¡:r.icl- :' Cf*l l,lAt?StJrP '-i|*l.5 5¿\Y '3- 7 yi.+-..}:n tnfer-jrt. :. tiET |IARIM:g :l.l .1' ':A\' ' i.., f|¿|^'Srrr l¡ter-¡l i¿.¡. :' riEI |IA¡ILAINlg ..r:.5 ':.,AY '.3.v fl¡r^.,prr Iat¡r'¿-I r:br,. :' (iET IIAhLADERf-A r
CLT.A/IENft-fl
108

,.* MJ€RE CÉL }¡R(fJf(A'IA = ESPF(J-s *X
''x PRC[ilAf4A PARA I¡fRlf4IR ESPE(ilfjIcACICt\ts-: De ñrcü'cTog "'jET fA-K '-FFU:;E A:PR([TT,TL)(:LEAR
AC(:EF,T ,ñNTRE L-rDTc[r Cf RE.GISTRI] A IIfRTMIR: ,. TO CÍDIGTfLIIATE FCII CCDItjr"r = 'tK-CDfGlF'IFECF I)
CLEAKIIETT-RN
EMUf".fT T1ARGIN TO 1L]
sET FRINT CX\';'
?,.',
¡' cAl(v'AlA- i.A '.:, NIVI.JI(.N ITFRÉ] ,IBR(I:;'¡' .:ffi iF ICACI{,N t- ttat-lClr.Tcr:r'
t
: 'r:lC,lri-, :: ' . (-r { ,lr-,¡-'l
l'f".t.Ff:.RL:NJt-'IA :' .RÍlf-t:-ii. F'..rrr : .Fl-(-ilA-,"1-'¡r.-ltry,r :'.F'lv,;INtA
, 1. l-rb..r-hlF1- Iü\ :'"tt:-j(-.ñ.I:
," -1 . l'1¿\ [t'-Rl¡rl.-r :: : '
i ' .:, 1 É,.¡ti- lilt,:r 'r, rr'r,r1. :' . f:'Érr.:l.Ni
;' J. *, r1r.r..j¡:r, j . rJ.lAiUA-,j ' .. .l ( .r-tt,t¿+'l-a : ' . i- tFJjE.R1 A- r *', x. ú.¡:,i:l'+,.r.ll:, I.(ir'l:,i ; ' . jr'rt-f<[r-l-l
.'' Ll" r, F, l-frl' r:1.? rxl',t-i:1 : ' . FIFA'.
. '*. r' r-,{'1.'.tr rJr:|r',:1 r-r:1.9t.r : .r-Af<FAl'':' .:. / [-.,'¡¡¡' ;-j', rti.if-¿¡ : ' . L,il'f.l. ' -:- ':. r:,'t1""-.1¿rjel 1 . t-r.\fiF.JAl-tA': ' ."'.) (-,,btt_.¡-ñ :'.(.'r_¡:,It,.Fr,4
t ' -l. .l t, Ai,fff::,I\/'rr :',".,j. 1t-t- 1 P.y'¡ r r. l:,1 r,tá : ' .tr/$\4-j':','' ,l- .i.Li- ^.1 ¡'ri¡rfi r.r:1:. t ,1 ,:.iLx"":i :
:'L -1" f r-t. -i" .L f:.:¡-'cl Ii: Ir'¡:ta : . P/y'A:':" *1- 1t-1.?- *l Fiv'.r I¿¡ r-"**r¡.¡e,:la : '"i:Ai-ACL
" "^ l¡-)-.,1- .i i:i:lr 'ñ er¡t.,tJLr:f I' qlr,: ' .P/rl:fV-r.l:':i. lLl.-: .+ F'¡t-¡: '...:I l.r:r¡ : '.f-Al-Ari-U
;':. ]" T .i'INTAI:, fl;:. JNTE.RILft'8.',,: ' ^ I IFAII.]
:':. lr TIIrI'1"¿\:',lt-IE,IFRTA :'.1'Ii\í,-l,J
: '.j- l.i IINTAi :t-iflh:h-i.l-tt',].L-Rf/r : ' . l-tl\S¡-I t.l
;''r. li TINT¿\:-, i:J.lA¡if,)É,: : '"lIl'üll-lAR
;':. I':' T Ii'lI¿1: ir'f\[ir'r t-F- P¿+>TA: ' . IINF(J:
" :. 1.,:, i:rlr li . ;r.ó,|!¡i É. :;l /^.Jf ñi : . Fr-rll-
r09Uninnidod Autonomo ds 0{tidcflla
0elto 8¡bliolüro

;':1" L;' RÉ.i-IJH,RINTENTIr Dd (:r,rB]Eiiil-¿\.',":.\^i" 1 l-¿¡v¡:¡:f..¡ l¡r-il la¡rl r : '.LArJ;:I',':r. .1./..-' Pl.risLrt l,:a.*r Ll-tllcrr¡te : ' .FLAÍÍ3RI
. hrF,F()
:'',:- l':.i iiLr.:LtshIf']It'-lrJTr-r [É- .i,{-iRt-ul.]BIh,R'lA: '.lit-:{-rFifiüIJLI T
: .i. (:AhA(,l i.R i :,I"ICA:: :
. 1- I [.-¡tr¡ r:' :
: ' .i. -,' hl fiÍ:l."l r-ir t:r,.!.tl I h.1 :
,'' .:1,..:-, i, tt.t-c. ¡-1. c¡*,i:.tcr i;'' ..:,. ú (:r'rr-t. rj ,:!e r:tlt ri )
:'' .¿, . tr) (- L:r't r ¡!= f f'e,...;l :
.'.j.- r:, Yl¿-rr-:rrt !J E>f-r¡-r :
,'.t'-;/ fl..lt '.:¡rr' llrf .J-r.',r :
,'-'1 .¡, f'1¡{^,Je.r't Lcrt: " I-',,t*lter',1¡:r:, ' .-j.'; fla ._r::r r le:t -,.-l,:r"e'.ln :
i
i' i-, I ¿*:..t'ark.' r-x,r'. '.-1,.Íc ,-Jr f: lr:{ }:.?:
':,l.- .I l-'f.lNT t-.¡l- f-
:,i. I IAL h. i-N1-l-.-[:iÁ
RE: Ttlil!
r:AF\i.'\,IAl- :,. A"[']Vl :,1r-[! IrFRtLi8ñu::'
i:.if'Erl lf' I C¿\(: lr.:fiJ tt- Ffif_[l,f:Tr_j,
' . lA"llrl{ r
' , tr.Í n'il +.Ar; I. L.r-t\.L É\
.r'(-RfA' , ( r-Ri:'F\t:
' . r¿¡¡^¡1 ,
' , mAh:If\ts-' ^ YFv\*|-A-LN' . flAJil_At:t-
r.\pra-l)¿¡ai L{..,-f. :
Jerc- Lt¡ti¡ t.:rünl(.u:
u0

7. CONC LUSIONES
El presente proyecto se desarrolló de acuerdo a Io planteado en Ios
objetivos generales y especlf icos señalados en el anteproyecto' con
lo cual se ha dado curnplirniento a 1o siguiente:
l. Diseño y aplicación de los certlf icados de calidad que garant'tza
rán el autocontrol deI proceso por parte de los oPerarios.
2. Capac itac ión al pers6nal de operar ios y/o personas claves en
el proces6.
3. Elaborac ión de espec if icac iones de rnater iales, rnater ias pr i -
rnas y producto, Ilegando hasta su s isternatlzación.
4. Conversión de los n-lanuales eperativos de las rnáquinas en rna-
nuales forrnativos que perrnitan en un rnornento dado una rnejor corn
prensión y aprend'tzaje para el personal de ayudantes y operarios.
rll

5. Desarrollar un archivo histórico sobre el desempeñ6 operati-
vo deL pers6nal de prcducc[ón, al cual se puede acudir para tornar
La decisión de prornccionar a alguien o de cornplernentar sus cono-
c irnientos y exper ienc ia.
6. Contribuir al rnejorarniento de la calidad en el proceso de pr6-
ducción de Iibros y revistas al igual que en su productividad.
lLz
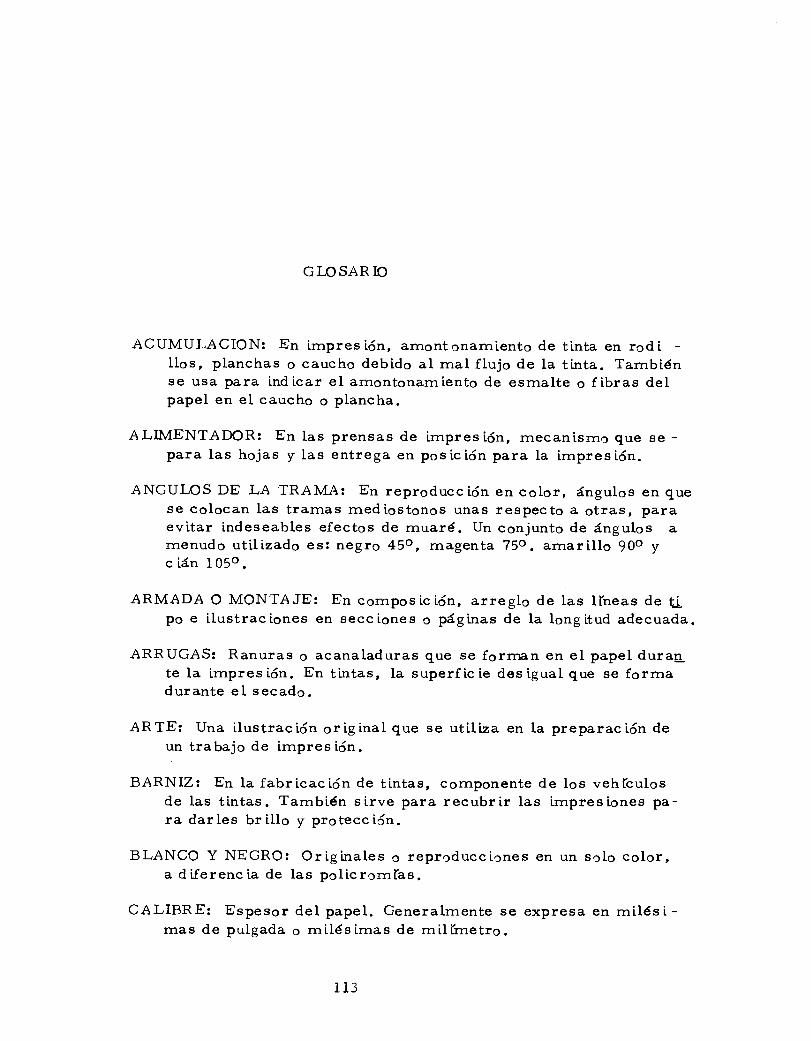
GI-o SAR IO
ACUMULACION: En impresión, arnontonarniento de tinta en rodl -I1os, planchas o caucho debi.do aI rnal flujo de la tinta. Tarnbiénse usa para indicar el arnontonarniento de esrnalte o f lbras delpapel en el caucho o plancha.
ALIMENTADOR: En las prensas de irnpresión, rnecanisrno gue se -para las hojas y las entrega en posición para la irnpresión.
ANGUr-os DE LA TRAMA: En reproducción en color, ángulos en quese colocan [as tramas rnediostonos unas respecto a otrasr paraevitar indeseables efectos de rnuaré. Un conjunto de ángulos arnenudo utilizado es: negro 45o, rnagenta 75o. arnarillo 90o yc ián 1050.
ARMADA O MONTAJE: En cornposición, arreglo de las l[neas de tLpo e ilustraciones en seccionee o páginas de la longitud adecuada.
ARRUGAS: Ranuras o acanaladuras que se forrrnn en el papel duragte Ia lrnpresión. En tintas, la superf icie deslgual que se forrnadurante el secado.
ARTE: Una ilustración orlginal que se utiliza en la preparación deun trabajo de impresión.
BARNIZ: En la fabricación de tintas, cornponente de los vehlculosde las tintas. Tarnbién sirve para recubrir Ias knpresiones pa-ra darles brlllo y protección.
BLANCO Y NEGRO:a d iferenc la de
CALIBRE: Espesorrnas de pulgada
Originales o reproducciones en un solo color,las policrornlas.
del papeI. Generalrnente se expresa en rn[1és io rnilés irnas de rnll[rnetro.
It3

cALIDAD DE IMPRESION: En paper, las propiedades del papel queafectan su apariencia y la calidad de la reproducción.
CIAN: Uno de los colores sustractivos prirnarlos ,([ue se utiliza enuna de las cuatro tintas de policrornfa, refleja la luz azur y ab-sorbe Ia luz verde.
coN LA FIBRA: Plegado o alia'rentaclón del papel a una prensa enel sentido de la f ibra del papel.
coNTRA LA FIBRA: Plegado o alimentaclón de paper en sentidoperpendicular a la dirección de Ia f ibra de papel.
coslDo AL OABALLETE: En encuadernac ión, método de asegurarun folleto con alarnbre por eI centro.
cUADERNILT-O: En irnpresión y encuadernación, nornbre dado a \rna hoja después de plegada.
DENSIMETRO o DENsrroMETRo: En fotograf fa, sensible instru-rnento fotoeléctrico que rnide la densidad de las irnágenes foto-gráficas o de sus colores. En irnpresión se utiliza un dens[rne_tro de reflexlón para rnedir y controLar Ia densidad del color.
DIRECCIoN DE LAS FIBRAS: En el papel, sentido o dlrección delas f ibras .
DoBLEFAZ: En el papel, La propiedad que i.ndtca Ia diferencia enapariencla e irnprlmibiLidad entre el lado de Ia felpa y el ladode la'rnalla.
DUOTONO: En fotomecánica, reproducción a dos colores de rnediostonos de una fotograf [a a un color.
EMPAREJAR: Alinear las hojas de papel en una pila cornpacta.
ENCOLADO: Tratarniento del papel que [e dá resistencla a la peng-tración de los ltquidos ( especialrnente agua ) o vapores.
ENCUADERNACION o EMPORTALADO EN ESPIRAL: Libro encuadernado con alarnbre en forma de espiral insertado a través deagujeros perf6rados a lo largo del Lado de encuadernación.
ENGOMADO: Proceso por el cual se apllca una f ina capa de gornaa algunas áreas o partes del libro, papel o plancha.
t14
ESCALA DE GRISES: Tira con los tonos norrnales de los grises,desde e[ blanco hasta eI negro, Ia cuar se coloca a un lado deloriginal durante la fotograf[a con eI f in de medir la graduacióntonal y el contraste obtenido.
ESTAMPADO: Proceso intaglio para la pr6ducción de rnembretes,tarjetas, etc., irnpreses con letras o diseños grabados en co-bre 6 acero.
FOLIO: El nrlrnero de cada página.
FRANJAS: En irnpres ión, franjas paralelas que aparecen a travésde la hoja irnpresa, en el rnisrnc intervalo de Ia rueda dentadadeL c llindro.
FRESADo: En encuaddrnación, corte que se hace aI [orno deI libroa le Largo de éste con cuchillas dentadas o en forma de slerrao fresa.
EXFOSICION: Paso en elluz pr6duce Ia imagen
FLUJO: En irnpresión, lasobre la superf icie de
GOFRADO: Diseño que se estarnpaun efecto de bajo relieve.
GRAMAJE: En eL sisterna métrico,báslco del papel. Es el peso ende papel, o sea, g/rrr}.
proceso f.otográf.ico, durante el cual Iasobre el recubrirnlento sens ible.
capacidad de una tlnta para extenderseIos rod illos de la prensa.
sin hoja rnetálica ni tinta y dá
término para expresar el pes6grarnos de un metro cuadrado
GRAPADO o ALAMBRADO LATERAL: En encuadernación, costu-ra con grapas de alambre de las hojas o cuadernillos de una revista, libro o folleto, en el lado cercano al lomo.
GUIA LA TER A L; En lasde alimentación paracuando se alimenta ael c iltndr6 de irnpres
prensas de hojas, una gu[a en el tablerocobocar en posición Ia hoja lateráLmente[as gu[as delanteras antes de entrar enión.
GUIAS DE REGISTRO: Marcas en forrna de cruz que ayudan a daruna posición exacta a las irnágenes tanto en fotocorrrposlción cqrnr en rnontaje y en lrnpresión rnulticolor.
IMFoSICIoN: Disposición de las páginas en una forma en la prensa,
115

de tal modo que aparezcar:' en orden una vez irnpresa, plegaday cortada la hoja.
IMPRESIoN: En irnprenta, la presión det tipo, plancha o plantillacuando se pone en contacto con el papel..
INSERTC: Pieza impresa preparada para su inserción en una publ[cac ión o en otro materlal irnpreso.
LACA: capa transparente, generalmente brillante que se aprlca ala hoja irnpresa para su protección o aparlencla.
LINEA O GUIA DE CORTE: En impresbn, marcas colocadas en eloriginal y en la hoja lrnpresa para indicar su borde.
LOGOTIPO: Nombre de una cornpañla o producto puesto en un dise-ño espec ial, que se usa corno distintivo en la propaganda.
LOMO: Parte de atrás de un libro donde se unen las dos tapas o cg_b iertas .
MAGENTA: Uno de los colores substrativos prirrrarios que se usapara una de las cuatro tintas de policrorn[a. Refleja Ia luz azulY roja y absorbe La verde.
MEDIDA: En cornposiclón, ancho deI tipo, que se expresa en picas.
MoNTAJE DE BI-"ANcos Y NEGROS: Especiarrnente en offset, elconjunto de los originales de arte ( incluyendo tipo, fotos, dibgjos,de llnea, etc. ) arrnados sobre una hoja de cartón y listospara ser fotograf iados.
NEGAT[VO: En fotograf la, pel[cula que contiene una irnagen en to-nos opuestos aI original de tal rnanera que las áreas oscuras aparecen claras y vlceversa.
OFFSET: En impresión, proceso que se utillza un cilindro interrne-dio de rnantilla para transferir la irnagen del portairnagen alsubstrato, abreviac lón de Iitograf [a off set.
oPACADo u oPAQUE: En fotornecánica, aplicación de opacad6 ¿los negativos; aplicac ión de una laca espec ial para proteger á-reas en los positivos en el remordido local de puntosi protec -ción de los rnedios tonos en una plancha durante el grabado enrelieve; protección de ciertas áreas de las planchas grabadasde tal manera que la tinta no se deposite en las áreas protegidas.
rt6
ORIGINAL: Cualquier rnaterial suministrado para su reproducciónimpresa, corno rnanuscr itos, fotograf fas, artes, etc.
PAGINACION: En composic ión, el proceso de arrnar las páginassecuenc iaknente, foliadas en orden nurnér ico.
PICA: Unidad de rnedida tipográf ica, usada sobre todo en cornposl-c[ón. Una pica es igual a t/t6 de pulgada, o sea, 4,2 rnrn.
PIGMENTo: En tintas de irnpresión, partfculas f lnas, sóIidas, utiIizadas para dar color, opacidad y cuerpo en las tintas.
PINZAS: En prensas de irnpres ión, uñas rnetálicas que cogen eI p¿pel y 1o llevan a través de Ia prensa.
PLEGADO: En encuadernacijn, término usado para signif icar quea una hoja de papel irnpreso se le han hecho uno o rnás quiebreso dobleces.
POSITIVO: En fotograf Ía, pellcula que contiene unacual los valores de luces y sombf as son lgualescontrarlo a negativo.
PRUEBA OZALIDI En irnpresión offset, transcribirpec ial, eI contenido de un rnontaje en pellculas,irnpres ión f inal.
irnagen en laal original.. Lo
a un papel es -s irnulando s u
REGISTRo: En irnpresión, sobreposición de dos o rnás irnágenesen la rnisma hoja, de rnodo que casen exactarnente una con otra.
REPISE: Mancha producida cuando la tinta arln húrneda, de una hoja,se transf iere aI reverso de la hoja coil,ocada encirna.
ROCIADO O POLVO ANTIREPISE: En irnpresión, rociado de unpolvo o un lfquido para evitar el repise, o que la tlnta hrfunedase pase de Ia parte superior de una hoja a la parte inferior deIa s igu iente.
SANGRADo: Es la cantidad extra de irnagen que se extiende fuerade las lúreas de corte de la hoja o de la páglna.
TAPA: En encuadernación, pa6ta dura de un libro.
TExro: El rnateriatdel cuerpo de una página o de un libro, a di-f er enc ia de los t,ftulo s .
VELO: En fotograf [a, densidad en las áreas de no lrnagen.
117
BIBLICGRAFIA
CIRCULOS DE CALIDAD. Cati, CARVAJAL S. A. 35p.
DEMING, Edward. calidad, productividad y posición cornpetitiva.1987 . Csnferenc ia.
INTERNATIONAL PAPER coMPANy' Manual de arte s gráf.icas.l3 ed. s.e. 1983.
ISHIKAWA KAORU. Qué es el control total de calidad? Norrna.t986.
KANO NORIAKI. El.fapón y el Occidente. I986. Conferencia.
SEMANA DE LA CALIDAD U. T. P. y A. C. C .C. Za. pereira, 1990.Ing. Fernando R. Crozco. Ponencia.
ltB