septiembre 2014 • nº 144 - tratamientos térmicos · tratamientos termicos septiembre 2014 •...
TRANSCRIPT

TR
AT
AM
IEN
TO
S T
ER
MIC
OS
SE
PT
IEM
BR
E 2
014
• N
º 14
4
21-7-14 TT 144 SEPBRE 2014 CUB_81027 TT- CUBIERTA fabril N107 25/08/14 18:35 Página 1

POLONIA, RUSIA, ALEMANIA, EE.UU., INDIA, CHINA, BRASIL
www.secowarwick.com
Representantes Independientes de Productores
Estamos buscando representantes para vender equipamiento de tratamientos térmicos en todo el
mundo. Las empresas candidatas deberían tener por lo menos 5 años de experiencia y el
conocimiento de los procesos de los tratamientos térmicos.
Las condiciones de cada contrato del representante se negociarán caso por caso. Se
considerarán solamente a los candidatos serios, con experiencia, o actualmente involucrados en
venta de los productos relacionados con el tratamiento térmico, como aleaciones, elementos
térmicos, combustión u otros suministros de mantenimiento.
Los candidatos interesados pueden enviar su resumen, curriculum o el perfil de la empresa a
21-7-14 TT 144 SEPBRE 2014 CUB_81027 TT- CUBIERTA fabril N107 25/08/14 18:35 Página 2

POLONIA, RUSIA, ALEMANIA, EE.UU., INDIA, CHINA, BRASIL
www.secowarwick.com
Representantes Independientes de Productores
Estamos buscando representantes para vender equipamiento de tratamientos térmicos en todo el
mundo. Las empresas candidatas deberían tener por lo menos 5 años de experiencia y el
conocimiento de los procesos de los tratamientos térmicos.
Las condiciones de cada contrato del representante se negociarán caso por caso. Se
considerarán solamente a los candidatos serios, con experiencia, o actualmente involucrados en
venta de los productos relacionados con el tratamiento térmico, como aleaciones, elementos
térmicos, combustión u otros suministros de mantenimiento.
Los candidatos interesados pueden enviar su resumen, curriculum o el perfil de la empresa a
21-7-14 TT 144 SEPBRE 2014 CUB_81027 TT- CUBIERTA fabril N107 25/08/14 18:35 Página 2

TR
AT
AM
IEN
TO
S T
ER
MIC
OS
SE
PT
IEM
BR
E 2
014
• N
º 14
4
21-7-14 TT 144 SEPBRE 2014 CUB_81027 TT- CUBIERTA fabril N107 25/08/14 18:35 Página 1

SEPTIEMBRE 2014 - N.º 144
AlbertDirector
David VarelaPublicidad
PabloAdministración
José María Palacios1991-2008RedacciónCOLABORADOR
Juan Martínez Arcas
MAQUETACIÓNPreiser Preimpresión
IMPRESIÓNEdén Artes Gráficas, S.L.
Depósito legal: M. 11.224-1991ISSN: 1132 - 0346
Pág.
EDITORIAL ......................................................................... 2
LAS INFORMACIONES ..................................................... 4
ARTÍCULOS
Ladrillos de Aislamiento.Maximizando Ahorros de Energía para Aplicacione en la Industria delHierro & Acero con Selección de ProductoAndy Wynn, Ermanno Magni & Massimiliano Marchetti,Steve Chernack & Chris Johnson, .................................................... 17
TERMITEC - TENIFER® - Propiedades del proceso TENIFER® ........ 23
ENGLISH NEWS .................................................................. 25
EMPLEO - SEGUNDAMANO ............................................ 36
GUÍA ...................................................................................... 38
SERVICIO LECTOR ........................................................... 40
EDITACAPITOLE PRESS
DISEÑOLyPr
TRATAMIENTOS TÉRMICOS aparece seis veces al año. Los au-tores son los únicos responsables de las opiniones y conceptos porellos emitidos. Queda prohibida la reproducción total o parcial decualquier texto o artículos de TRATAMIENTOS TÉRMICOS sin pre-vio acuerdo con la revista.
Calle Cid, 3, 2a - E 28001 MADRIDTel. 91 576 56 09
En portada deTRATAMIENTOS TERMICOS:
BEST-SELLERAtmosphere technology -
modular and versatile
Ipsen International GmbHFlutstrasse 78 • 47533 Kleve • Germany
Phone: 0049 2821 804 0 •[email protected]
www.ipsen.de
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:47 Página 1

Con estas 6 jornadas, es posible obtener contactos muyinteresantes para los profesionales de los tratamientostérmicos.
Es ayudar la concretización de pedidos.
Dar a conocer las mejores técnicas es indispensabletanto a nivel de las propias empresas del sector como de
las secciones de tratamientos térmicos de las empresas(industriás del automóvil, OEM, aeronáuticas, moldes,ferrocariles, fundiciones, forjas...) para que estas indus-trias siguen las más competitivas con los equipos y con-sumibles de tratamientos térmicos más adecuados.
Con un precio muy razonable, se pueden dar a conocersus técnicas al tener un stand, presentar conferencia,aprovechar la pausa café y la comida para un networking100% tratamientos térmicos.
Todas informaciones sobre estas 6 Jornadas en Bilbao,México, USA, India, Polonia y de Brasil:
http://metalspain.com/jornada.htm
En estas jornadas, se distribuye en exclusiva su revistaTratamientos Térmicos para dar a conocer más a lascompañías prestigiosas presentes en la revista.
La Redacción
EDITORIAL
EXCELENTE NETWORKING EN BILBAO, POLONIA, INDIA,CHICAGO, QUERETARO Y SAO PAULO
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:47 Página 2

21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:47 Página 3

TT. INFORMACIONES
ÉXITO DE LA JORNADATRATAMIENTOS TERMICOS2014 EN MEXICO
Presencia de los más importantesprofesionales del sector
Fue inaugurada la Jornada por el IngAlfredo Saab Asbun, Director de laSecretaría de Desarrollo Sustentable,Dirección de Desarrollo Empresarialdel Gobierno de Querétaro en repre-sentación del Lic. Gobernador JoséCalzada.
El discurso enfocó lo importante queson las industrías automovil, aeronaú-tica y del metal al nivel industrial eeconómico en Querétaro y lo rele-vante de esta Jornada para aumentarlos contactos entre los profesionalesdel sector Tratamientos Térmicos, alnivel nacional e internacional.
Querétaro es el centro de la zona eco-nómica más dinámica de México. ElHotel-Centro de Congresos CROWNEPLAZA Resort/HOLIDAY INN Dia-mante es un espacio ideal para reunirconferencias, stands, Buffet perma-nente y una excelente comida.
Para la Jornada 2015, ya se puede re-servar Sponsor de Plata y Sponsor deOro en http://metalspain.com/spon-sor.html
Las stands y conferencias 2014 hacenune lista impresionante de excelentesprofesionales de los tratamientos tér-micos.
Ing Alfredo Saab Asbun.
TENOVA es el sponsor de Oro y IPSEN es elSponsor de Plata de la Jornada.
PROGRAMA DE LA JORNADA
09:00 - Conferencia de bienvenidadde la Secretaría de Desarollo Sustenta-ble, Dirección Desarollo Empresarial,Gobernación Querétaro.
09:15 - Conferencia de introducción :nuevos mercados de los tratamientostérmicos
09:30 - FORD CQI-9 Heat Treat Pro-cess Control Requirements for globalsupply base - FORD MOTOR COM-PANY
10:00 - Últimos avances en tecnologíade hornos de vacío, IPSEN
10:30 - Últimos desarollos en tecnolo-gía de atmósferas, IPSEN
11:00 - La nitruración baja presiónBMI, TENOVA LOI THERMPROCESS
11:30 - coffee break y visita de stands
12:00 - Ladrillos de aislamiento - Ma-ximizando el ahorro de energia enaplicaciones de acero y de hierro,MORGAN THERMAL CERAMIC
12:30 - Nueva tecnología de Nitru-rado en México: la calidad y la diver-sidad de aplicaciones de los procesosNitrex a su servicio, NITREX
13:00 - Las ultimas actualizaciones enla cementación baja presión, ECM
13:30 - System 250 Modular batch so-lutions , CODERE - REPRESENTACIO-NES TERMICAS Industriales
14:30 - Comida
15:30 - Desechos de metales de altatemperadura en la industria de trata-mientos térmicos, ECOWIDIA
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:47 Página 4

21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:47 Página 5

TT. INFORMACIONES
16:00 - Ventajas del sistema EloFlex
TM, en los procesos de tratamiento
térmico, SMS-ELOTHERM
16:30 - Vacuum Oil Quench Techno-
logy with PreNit and LPC,
SECO/WARWICK
17:00 - Nitrocarburación ferretico
(FNC) : procesos y aplicaciones, SUR-
FACE COMBUSTION
17:30 - Ventajas y oportunidades de la
simulación de tratamientos térmicos y
soldadura. ESI group. Consultores
CPM.
Los stands reservados son muy intere-
santes: TENOVA, IPSEN, NITREX, SO-
LAR MANUFACTURING, SECO/ WAR-
WICK, AJAX TOCCO, CARRASCO, PE-
TROFER, RAMSA, GRAFTECH, ECM,
ACROSS USA, NOXMAT, TAV VA-
CUUM, KUREHA, SMS ELOTHERM,
CIATEQ, CODERE, ECOWIDIA, CUS-
TOM ELECTRIC, LUZARS, SGL CAR-
BON, TOYO TANSO, FYRE, SURFACE
COMBUSTION, CIMSA, BUSCH VA-
CUUM, LUFHISSA, DÜRR, NUFER, TE-
LEVAC, REPRESENTACIONES TERMI-
CAS E INDUSTRIALES, TRATAMIEN-
TOS TERMICOS, SAFE CRONITE, MER-
SEN, ECLIPSE, MEISA, AMERICAN
STRESS TECHNOLOGIES, WIRE-MESH
PRODUCTS INC, IOB, ENTREPRISE,
ALD HOLCROFT, TERMITEC, OERLI-
KON LEYBOLD VACUUM, SANDVIK
KANTHAL, INEX …
La sala llena para escuchar las conferencias.
Stand TENOVA que está visitando untratamentista muy conocido: ETSA.
BMI presenta una conferencia sobre lanitruración baja presión.
IPSEN: stand y presentación de dosinteresantes conferencias sobre optimizacón
de hornos de vacÍo y de atmósfera.
STT NITREX Querétaro: un stand de muchoéxito para NITREX.
SOLAR MANUFACTURING promocionandosus interesantes hornos de vacío.
SAFE Cronite: Better by Design.
NITROGAS (importante Tratamentista enArgentina) y SOLAR MANUFACTURING.
AJAX TOCCO: especialistas internacionalesmuy dinamicos de la inducción para los
tratamientos térmicos. También presentes enla Jornada de Chicago y en la Jornada
Fundición de Querétaro el día siguiente.
En el stand IOB, visita de ALDTRATAMIENTOS TERMICOS.
6 TRATAMIENTOS TERMICOS. SEPTIEMBRE 2014
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:47 Página 6

21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:47 Página 7

TT. INFORMACIONES
CARRASCO CARRASCO + ASOCIADOS:representan a compañías internacionales de
tratamientos térmicos como CASTALLOY,EFD, AJAX ELECTRIC, LUCIFER FURNACES,CEC, ENTERPRISE EQUIPMENT, HEATBATH,ALCON, THERMEX THERMATRON, SELAS y
ahora SECO/WARWICK.
TAV: especialista italiano de los hornos devacío. También especialistas de reparaciones y
mantenimiento de hornos de vacÍo de todasmarcas, en todos los paises.
OERLIKON LEYBOLD VACUUM – standMEISA con las bombas de vacío para los
tratamientos térmicos y la fundición(degassing).
RAMSA : herramentales de excelente calidaden aceros refráctarios.
TELEVAC: sensores para vacío.
LUZARS: especialista de la inducción. Equiposy maquila de calentamiento, temple,
soldadura por inducción de excelente calidad.
REPRESENTACIONES TERMICAS EINDUSTRIALES y CODERE en su stand dandoa conocer las ventajas del Systema Modular
250 Modular batch. REPRESENTACIONES TERMICAS E
INDUSTRIALES representa a ECONOX,NABERTHERM, PROTECH.
ECLIPSE: soluciones inovadoras paraquemadores.
PETROFER: medios de enfriamiento deseadosa través de temple fabricados a medida.
CIATEQ: fortaleciendo a la industría contecnología e innovación.
BUSCH: también presentes en las bombas devacío para hornos de Tratamiento Térmico.
SMS ELOTHERM: servicio directo delfabricante de equipos de inducción de temple
de fama mundial.
8 TRATAMIENTOS TERMICOS. SEPTIEMBRE 2014
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:47 Página 8

TT. INFORMACIONES
American Stress technologies : especialistas demedidas para la calidad de sus tratamientos
térmicos.
GRAFTECH: con GRAFSCHIELD ©INSULATION, un interesante sistemacompacto, ligero y durable en grafito.
Interesante stand de FERRETTI IS con FYRES.A. de C.V: fuerte experiencia en la
instalación de revestimientos refractarios y ensu mantenimiento.
SURFACE CONBUSTION: recognized leadersin thermal Processing.
SGL GROUP: productos basados en grafitopara tratamiento térmico.
CUSTOM ELECTRIC: resistencias y equipospara calentar de forma eficaz y rentable sus
hornos.
ACROSS USA: 7 ventajas para escojer ACROSSUSA Inc. en los tratamientos térmicos.
Stand ECM: excelente conferencia presentadasobre las ultimas actualizaciones en la
cementación baja presión.
ENTERPRISE: presente en tus procesos deTratamientos Térmicos y Fundición (presente
también en la Jornada fundición el día siguiente).
9TRATAMIENTOS TERMICOS. SEPTIEMBRE 2014
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:47 Página 9

TT. INFORMACIONES
CIMSA: CARBONES INDUSTRIALESMEXICANO S.A. de C.V. Muy interesantes y
diferentes aplicaciones.
INEX: siempre innovadores con los tubosradiantes.
Stand DÜRR : excelentes soluciones conEcoDryScrubber y EcoBell3.
Stand de ESI Group y Consultores CPM conexcelente conferencia sobre ventajas y
oportunidades de la simulación detratamientos térmicos y soldadura.
KUREHA: especialista de la utilización delgrafito.
LUFHISSA: especialistas en tratamientotérmico, polimeros, fluidos y calidad constante
en aceites de temple.
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:47 Página 10

TT. INFORMACIONES
MERSEN: su socio para diseñar su próximo horno de tratamientotérmico : con un hornos más grande, menos energía.
PVA TePla: nitruración PulsPlasma©, soldadura bajo vacío, diffusionbonding.
NOXMA: una gama interesante de quemadores.
NUFER: Productos y servicios de alta cadidad, al mejor precio y conexcelencia de servicio.
11TRATAMIENTOS TERMICOS. SEPTIEMBRE 2014
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:47 Página 11

TT. INFORMACIONES
Mucha afluencia en el stand TERMITEC conpreguntas sobre nitruración, TENIFER©, y lasdiversas técnicas propuestas por TERMITEC.
Stand WIRE-MESH PRODUCTS: porque unacinta, no es solamente una cinta.
TOYO-TANSO: inspiración para innovación.
SANDVIK presenta la gama Kanthal© Globar©SD que permiten alcanzar 1650°C, y también
el Turbothal©.
SAFRAN también presente en la Jornada.
Excellente conferencia de MORGANTHERMAL CERAMIC que ha presentado dos
ponencias en la Jornada Fundición el díasiguiente:
http://metalspain.com/fundidores-jul2014.htm
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:47 Página 12
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:47 Página 13

TT. INFORMACIONES
Conferencia IPSEN
Conferncia BMI(TENOVA).
Conferencia NITREX.
Hay un Buffet abierto de forma permanentecon café, bebidas y comidas.
Destaca la presencia de FORD,DELPHI, VALEO, TRW, GKN,MAGNA, DANA, BODYCOTE y mu-chos otros grandes nombres presentesen la Jornada
En 2015, la Jornada TRATAMIENTOSTERMICOS es el 27 de Mayo 2015 enQuerétaro.
http://metalspain.com/mexico-2014.htm
Inscripción: 115 euros o $ 1,933 MNo US$ 151.
Después de las conferencias, un almuerzo encomún , con excelente comida , permitecontinuar las conversaciones entre los
provedores y los clientes
Stand: 399 euros o $ 6,707 MN o US$523,99.
La inscripción incluye : asistir a lasconferencias, visitar de los stands, Buf-fet abierto de forma continua, al-muerzo, documentación y revistaTRATAMIENTOS TERMICOS)
Informaciones: [email protected]
Servicio Lector 1
MUY INTERESANTE ELCONGRESO DETRATAMIENTOS TÉRMICOS DECHICAGO Networking al más alto nivel
FORD, TRW, Bodycote, Steel Trea-ting, Texas Heat Treating, Dayton Pro-gress Corp, Dowa, SPX, Certified heatTreating, Alfe Heat Treating ..todos
14 TRATAMIENTOS TERMICOS. SEPTIEMBRE 2014
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:47 Página 14

TT. INFORMACIONES
acudieron al Congress Plaza Hotelpara el evento de Chicago, excelentezona para los tratamientos térmicos.Todos las conferencias fueron exce-lentes :– FORD CQI-9 Heat Treat Process
Control Requirements for globalsupply base, FORD MOTOR COM-PANY - Heat Treat Technical Expert- STA- Global Purchasing.
– Innovation and better productivityin Vacuum furnaces, IPSEN.
– Innovation and better productivityin Atmosphere furnaces, IPSEN .
– Innovative cleaning solutions inHeat Treatment using solvent, wateror both in the same machine EMO -member of SURFACE ALLIANCE.
– Heating 400 Series Stainless Steel inAir without Scaling, MATERIAL IN-TERFACE, Inc.
– Maximizing Quenching And Coo-ling in Vacuum Heat Treating, TE-NOVA METALS DIVISION - LOIThermprocess GmbH.
– Vacuum Trends for Heat treatment -OERLIKON LEYBOLD VACUUM.
– Impact of Controlled Nitriding andFerritic Nitrocarburing on Qualityand Cost, NITREX.
– Vacuum Oil Quench Technologywith PreNit and LPC, SECO /WAR-WICK.
– Duplex Treatment based on PlasmaNitriding and PeCVD coatings forforming/molding tools and preci-sion components. PD2i North Ame-rica.
y muy interesantes stands para aprove-char los contactos: IPSEN, SECO/WAR-WICK, AJAX TOCCO, CIS- CONNERTINDUSTRIES, KUREHA, OERLIKONLEYBOLD VACUUM, AFFRI, TOYOTANSO, DATAPAQ RAYTECH, IOB,PHOENIX TM, ATP, SGL, SCHUNK
GRAPHITE, PD2I North America, TAV,MATERIAL INTERFACE, TELEVAC,PRAXAIR, FURNACE PARTS...
Muy importantes proveedores de lostratamientos térmicos están presentestambién : H.C. STARCK, AIRFLOWSIENCES, HEATBATH CORPORA-TION, FUCHS, GRAPHITE SALESINC, ECM USA, RÜBIG GmbH & Co,HOUGHTON INTERNATIONAL,PANGBORN, THERMO-FUSION,DAVIS, SKAKO...
15TRATAMIENTOS TERMICOS. SEPTIEMBRE 2014
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:47 Página 15

TT. INFORMACIONES
El alumerzo The Congress Plaza Hotely el coffee break son también excelen-tes oportunidades de networking.Se pueden ver todas las fotos a partirde la página 25 de esta revista con co-mentarios en inglés y enhttp://metalspain.com/chicago-papers.htmlEl Congreso de Tratamientos Térmicosde Chicago en 2015: 13 de Mayo 2015.Para presentar una [email protected] Es interesante aprovechar la calidadde los profesionales presentes para dara conocer su catálogo con un stand:US $599 o 445 euroshttp://metalspain.com/chicago.html
Servicio Lector 2
JORNADA TRATAMIENTOSTERMICOS BILBAO – 17 SEPT. 2014
La Jornada anual de los encuentros delos profesionales de los tratamientostérmicos en Bilbao.
Conferencias
- Inovaciones y mejoramiento de laproductividad en los hornos de vacíoy de atmósferas en los TratamientosTérmicos - IPSEN.- Gas Nitriding - TATA.- Especificaciones de Calidad en lostratmientos térmicos de soldaduras -TRATERME.- Temperature controlled laser heattreatment - Fraunhofer-Institut fürWerkstoff- und Strahltechnik IWS - Re-tained Austenite: non destructiveanalysis by XRD and ASTM E 975-03 -GNR..- Tratamiento térmico por plasma yPVD - OERLIKON METAPLAS- Temple por inducción flexible - SMSELOTHERM.- Las ventajas de un horno de alta tem-peratura móvil - CODERE. - Conferencia OERLIKON LEYBOLDVACUUM.- Environmental friendly controlledcooling - TATA.
- Las ultimas actuamizacones en la ce-mentación baja presión - ECM.- M-QUENCH : la evolución del trata-miento térmico - Mac Demid.- Lean Heat-treatment : integracióncompleta del proceso de cementación- MTC, ALD vacuum TechnologiesGmbH.Más por venir: ver horarios enhttp://metalspain.com/TT-2014.htm
Reservar un Stand (390 euros).Inscribirse 95 euros (incluye comida,pausa café, documentación)Al recibir su pago queda confirmadasu inscripción.http://metalspain.com/TT-2014.htm
Servicio Lector 3
HORNOS Y ESTUFAS“BAUTERMIC” PARACALENTAMIENTOS DIVERSOSA TEMPERATURAS HASTA200ºC/ 350ºC/ 450ºC Y 1.200ºC
Destinados para calentar y tratar tér-micamente cualquier tipo de piezacon sistema de calefacción eléctrico oa combustión con o sin recirculaciónforzada de aire para la distribuciónuniforme del calor por todo el interiorde las cámaras de trabajo. Se constru-yen en acero zincado y acero inoxida-ble y con refractario y aislante con ca-pacidades desde 20 dm3 hasta 12 m3.Llevan incorporado un cuadro de ma-niobra automático adaptado a las ne-cesidades de cada tratamiento. Todoel sistema constructivo está provistosegún la normativa C.E.
EJEMPLO DE ALGUNOS TIPOS DEHORNOS
Bautermic ha trasladado su nuevasede al Polígono Industrial El Pla deSant Feliu de Llobregat, C/ Industria 21Barcelona, en dónde dispone de nue-vas y más amplias instalaciones paraagrupar sus oficinas, almacenes y eltaller de construcción de máquinas.
Servicio Lector 4
Continuos. Muflas.
Crisoles. Tuneles.
Estufas.
16 TRATAMIENTOS TERMICOS. SEPTIEMBRE 2014
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:47 Página 16

INTRODUCCION
Ladrillos Aislantes (IFB por siglas en inglés) son produc-tos establecidos para resolver muchos problemas de sos-tenimiento de calor a alta temperatura en una variedadde aplicaciones en la industria del Hierro y del Acero, in-cluyendo Estufas de Altos Hornos, ductos en hornos deProceso de Reducción y Recalentamiento Directo ycomo aislamiento de soporte en Hornos de Coke, Artesasy Cucharones, y se usan ampliamente para formar pare-des laterales, techos y corazones en una varias aplica-ciones de tratamiento térmico, recocido y galvanizado(Figura 1).
El precio volátil de los recursos energéticos en años re-cientes ha incrementado la importancia de maximizarahorros de energía en estas aplicaciones. En algunas deestas aplicaciones, la energía se ha convertido en elcosto de operación más significativo. El control de la efi-ciencia de energía es influenciado principalmente por el
Figura 1. Ladrillos Aislante en Chimenea de Horno de Coke(izquierda) y Horno Túnel (derecha).
diseño de ingeniería y el material de revestimiento, es vi-tal que diseñadores industriales entiendan las ventajas ydesventajas de los diferentes materiales refractarios dis-ponibles en el mercado para diseñar sistemas que mini-micen el uso de energía durante la operación. En parti-cular, para optimizar el ahorro de energía los diseñado-res necesitan saber que Ladrillo Aislante provee perdidasmínimas.
Diferentes fabricantes fabrican Ladrillos Aislantes con di-ferentes técnicas (colados, lanzado, extrusión, espu-mado, prensado, etc.), pueden producir químicas y mi-croestructuras muy diferentes en el ladrillo, causando auna variedad de conductividades térmicas en los pro-ductos para un mismo rango de temperatura. Así mismoocasiona una amplia variación en la habilidad de los La-drillos Refractarios de controlar la perdida de energía enlas aplicaciones. Este articulo reporta los resultados deun estudio que cuantifica las diferencias del uso de ener-gía que ofrecen los tres tipos de Ladrillos Aislantes máspopulares disponibles en el mercado (colados, prensa-dos y extruidos) dentro de los Ladrillos Aislantes Clase 23y Clase 26. Perdidas de energía se midieron usando unhorno de laboratorio estándar, construido con una varie-dad de ladrillos de prueba. Este trabajo demuestra quehasta un 37% de diferencia en uso de energía puede sermedido entre Ladrillos Aislantes Clase 23 fabricados condiferentes métodos y hasta 38.5% entre Ladrillos Aislan-tes Clase 26.
17TRATAMIENTOS TERMICOS. SEPTIEMBRE 2014
LADRILLOS DE AISLAMIENTO.MAXIMIZANDO AHORROS DE ENERGIA PARA APLICACIONES EN LAINDUSTRIA DEL HIERRO & ACERO CON SELECCION DE PRODUCTO
Por: Dr. Andy Wynn, Thermal Ceramics UK Ltd; Ermanno Magni & Massimiliano Marchetti, Thermal Ceramics Italiana s.r.l.;Steve Chernack & Chris Johnson, Thermal Ceramics Inc. USA
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:47 Página 17

ANTECEDENTES
Para entender el efecto de los diferentes métodos de fa-bricación de Ladrillos Aislantes en la conductividad tér-mica y la perdida de energía, se seleccionaron tres tiposde Ladrillos Aislantes Clase 23 y Clase 26 disponibles co-mercialmente, representando los tres procesos más im-portantes usados por proveedores. La Tabla 1 muestra laspropiedades físicas correspondientes. Más detalles rela-cionados al proceso de fabricación están disponibles enliteratura de la industria1,2.
i) El proceso de “colado” (cast) utiliza yeso gypsumcomo medio de fraguado rápido para mezclas de ar-cilla con algo contenido de agua, y conteniendo adi-tivos de quemado adicionales.
ii) El proceso de “lanzado” (slinger) es una forma de ex-trusión de baja presión de una mezcla de arcilla hú-meda conteniendo altos niveles de aditivos de que-mado, con el paso de fabricación adicional que per-mite que el material semi-extruido sea “lanzado” auna correa continua para generar porosidad adicio-nal, antes del secado y el horneado
iii) El proceso de “extrusión” (extrusion) empuja unamezcla de arcilla húmeda conteniendo aditivos dequemado a través de una boquilla de extrusión,donde el material extruido se corta en forma de la-drillos, se seca y se hornea.
Como los Ladrillos Aislantes son usados principalmentepor sus propiedades aislantes, la conductividad térmicaes usualmente la propiedad más importante de estos pro-ductos. Los estudios de conductividad térmica de todoslos productos se muestran en la Figura 2, medidos bajoASTM C-182.
Estas graficas ilustran la gran influencia que el método defabricación tiene en la conductividad térmica. Una ten-dencia emerge de estos resultados; en cada clase de La-drillo Aislante, la conductividad térmica es siempre el la-
Tabla 1. Propiedades Físicas Estudiadas de Ladrillos Aislantes Clase23 & 26.
Figura 2. Conductividad Térmica para Ladrillos Aislantes Clase 23(izquierda) y Clase 26 (derecha).
drillo colado, seguido de ladrillo lanzado, con el ladrilloextruido mostrando la conductividad térmica más alta.Los ingenieros expertos en refractarios a veces usan ladensidad como indicador típico de la habilidad de aisla-miento de un Ladrillo Refractario, asociando la baja den-sidad con mejores propiedades de aislamiento. Compa-rando los valores de densidad de los Ladrillos Aislantesen la Tabla 1 con la gráfica de conductividad térmica enla Figura 2 muestra un caso de comparación de densida-des diferente. Particularmente, en los Ladrillos AislantesClase 23, el producto con mayor densidad (lanzados)tiene valores de conductividad térmica intermedia. Enlos Ladrillos Aislantes Clase 26, la similitud de densida-des de los productos Lanzados y Extruidos no ofrece nin-guna indicación de la diferencia de conductividad tér-mica entre ellos. Por lo tanto, para asegurar el mejor ais-lamiento posible cuando se diseñan equipos o instala-ciones con Ladrillos Aislantes, la selección del productono debe hacerse basados en las densidades del producto.
EXPERIMENTAL
Dos hornos eléctricos de laboratorio tipo mufle de di-seño y consumo energético idéntico se fabricaron connuestras especificaciones por un fabricante de hornos(Figura 3).
Para el estudio de los Ladrillos Aislantes Clase 23, la cá-mara del primer horno fue recubierta con el LadrillosAislante Colado en la Tabla 1. Este fue el punto de refe-rencia, ya que este Ladrillos Aislante tiene la conductivi-dad térmica más baja en su clase. La cámara del segundohorno se recubrió con los Ladrillos Aislantes Clase 23Lanzados y los estudios de consumo energético se com-pletaron como se muestra abajo. El revestimiento de lacámara del segundo horno después fue reemplazado conLadrillos Aislantes Clase 23 Extruidos y la misma pruebade consumo energético se repitió. Para el estudio de La-drillos Aislantes Clase 26, el mismo procedimiento seaplicó, excepto que el primer horno se recubrió con La-drillos Aislantes Clase 26 Colados según característicasen la Tabla 1 como punto de referencia y los LadrillosAislantes Clase 26 Lanzados y Extruidos se probaron in-dependientemente como el revestimiento de la cámaraen el segundo horno. La medición del consumo energé-tico durante los horneados de prueba para cada horno se
Figura 3. Horno de laboratorio construido para el estudio energético
18 TRATAMIENTOS TERMICOS. SEPTIEMBRE 2014
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:47 Página 18

hizo con un medidor de potencia instalando entre lafuente de poder y el control del horno. En cada estudio lacomparación de cada Clase, 23 y 26, se realizaron dospruebas de horneado:
Prueba 1. Calentamiento de 3oC /minuto desde tempera-tura ambiente a 800oC, manteniendo por 15 horas, y en-friando naturalmente.
Prueba 2. Calentamiento de 3oC /minuto desde tempera-tura ambiente a 1000oC, manteniendo por 15 horas yenfriando naturalmente.
RESULTADOS
Los resultados de las pruebas de consumo energético semuestran en la Tabla 2.
Monitoreando los hornos durante las pruebas usandouna cámara infrarroja (VarioCAM, detector FPA 320x240pixel, 25 mm FOV 32°x25°) la temperatura superficialdel horno puede ser medida. La Figura 4 muestra comoel calor se emana a través del cuerpo del horno con cá-mara interna recubierta con el Ladillo Aislante de másalta conductividad térmica y como la temperatura super-ficial del horno muestra sobrecalentamiento. Este com-portamiento ilustra el efecto combinado de aplicacionesde desperdicio de costos energéticos y representa pro-blemas de salud y seguridad en términos de temperaturasde trabajo peligrosas.
DISCUSION
La Tabla 2 muestra que usando diferentes tipos de Ladri-llo Aislante como revestimiento interno en el hornopuede tener efectos considerables en l energía requerida
Tabla 2: Resultados de Pruebas de Consumo Energético con LadrillosAislantes Clase 23 & 26.
Figura 4. Termográfico IR del horno tipo Mufle durante una pruebade horneado a 1000oC.
para calentar el horno. Para los Ladrillos Aislantes Clase23 Colados se requirió menos del 37% de energía du-rante el ciclo de prueba hasta 1000oC comparándoloscon los Extruidos. Para los Ladrillos Aislantes Clase 26los Colados requirieron menos de 38% de energía com-parados con los Extruidos durante el ciclo de pruebahasta 1000oC. Esto muestra los beneficios de usar los La-drillos Aislantes con la menor conductividad térmica po-sible para maximizar ahorros energeticos. Estas diferen-cias en el consumo energético se deben al diferencial dela conductividad térmica de los Ladrillos Aislantes. Enmateriales de químicas similares, la conductividad tér-mica es controlada por la estructura del material. Los di-ferentes procesos de fabricación de los Ladrillos Aislan-tes estudiados producen diferencias inherentes en macroy microestructura en los materiales y estos procesos defabricación son los que controlan el comportamiento delas propiedades térmicas de los productos. La Figura 5muestra la diferencia entre las microestructuras de losLadrillos Aislantes Clase 23 estudiados.
La Figura 5 muestra que la textura de los Ladrillos Aislan-tes es más fina en los productos Colados y más gruesa enlos productos Extruidos. Esto también se observa en la mi-croestructura bajo un microscopio electrónico (Figura 6).El Ladrillos Aislante Extruido tiene orificios más grandes enla estructura, de entre 300 a 1000 micras. Estos tamañosde poro grandes se forman cuando los materiales combus-tibles (orgánicos) son agregados a la mezcla antes de ex-trusión y son quemados durante el proceso de horneado.Usualmente, esferas de polímero expandidas de 0.5-1.5mm de diámetro son usadas por los fabricantes para crearaltos niveles de porosidad en el productos horneado. Estotiene un efecto reductor de la densidad, haciendo que alladrillo más ligero en peso, pero no contribuye tanto paramejorar las propiedades de aislamiento en los LadrillosAislantes, como descubriremos más tarde. Los LadrillosAislantes Colados tienen una microestructura mucho másfina que es creada por descomposición de los ligantes or-gánicos durante el horneado.
Figura 5. Macroestructura de Ladrillos Aislantes Clase 23.
Figura 6a. Microestructura de Ladrillos Aislantes Clase 23 Colados.
19TRATAMIENTOS TERMICOS. SEPTIEMBRE 2014
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:47 Página 19

La Figura 7 muestra la distribución del tamaño de porode los Ladrillos Aislantes Clase 23 Colados, Lanzados yExtruidos como una medida de la porosimetría de mer-curio. Estudios de microscopio y porosimetría muestranque los Ladrillos Aislantes Colados tienen una propor-ción de tamaño de poro más alta en el rango de <10 mi-cras comparados a los Lanzados y Extruidos. Esta combi-nación de estructura porosa ultra fina acompañada de laausencia de poros de gran tamaño ofrece a los productosColados la conductividad térmica más baja. El estudiomacroscópico permite observar claramente que los La-drillos Aislantes Extruidos tiene el volumen más alto deporos de gran tamaño en la estructura (Figura 5), contra-rio a los resultados de porosimetría (hasta 600-800 mi-cras, porosimetría de mercurio alcanza su capacidad li-mite en términos de medición exacta del tamaño deporo). Características estructurales similares fueron en-contradas en productos Clase 26, con los Ladrillos Ais-lantes Colados teniendo poros de tamaño en micras ultrafinas y los Ladrillos Aislantes Extruidos con tamaño deporo en milímetros como consecuencia de los aditivosorgánicos.
Estas estructuras muy diferentes en Ladrillos AislantesColados vs. Lanzados vs. Extruidos interfieren con losmecanismos de transferencia de calor de diferentes ma-neras, por lo que se observa tanta diferencia en el con-sumo energético para las pruebas de horneado. Los La-drillos Aislantes se usan normalmente en aplicacionesmayores a 1000oC, porque a estas temperaturas estosproveen la mejor rentabilidad disponible, comparadoscon aislamientos refractarios alternativos (Figura 8). Atemperaturas mayores a 1000oC, la radiación se con-vierte en el mecanismo de transferencia de calor más im-portante, en lugar de la convección y la conducción, que
Figura 6b. Microestructura de Ladrillos Aislantes Clase 23 Extruido.
Figura 7. Distribución del Tamaño de Poro de Ladrillos AislantesClase 23.
son los mecanismos de transferencia de calor más signi-ficativos a temperaturas más bajas. Los tamaños de porograndes en Ladrillos Aislantes Extruidos son ineficientespara retardar la transferencia de energía en las longitudesde onda de rayos infrarrojos involucrados, y este tipo deLadrillos Aislantes exhiben una conductividad térmicamás alta comparados con los Ladrillos Aislantes Colados.A la inversa, la estructura microporosa de los LadrillosAislantes Colados es mucho más eficiente en interferircon la transferencia de energía en longitudes de onda in-frarrojos porque los tamaños de poro tienen una longitudde onda similar a la radiación infrarroja, y este tipo deLadrillos Aislantes exhiben la conductividad térmica másbaja de todos los Ladrillos Aislantes estudiados.
CALCULOS DE AHORRO ENERGETICO
Los resultados de pruebas de laboratorio demostraron laposibilidad de minimizar el consumo energético con laapropiada selección de Ladrillos Aislantes en la instala-ción de un revestimiento refractario. Para entender cómopuede afectar instalaciones industriales reales y de grantamaño, se hicieron cálculos de flujo (usando los mismosLadrillos Aislantes Colados y Extruidos en los estudios delaboratorio) para evaluar costos operativos de energía ensitios estratégicos de dos aplicaciones de recocido queutilizan Ladrillos Aislantes como material de revesti-miento refractario, un Horno de Recocido de Cadena yun Horno de Recocido de Hierro Fundido (Tabla 3).
Observe que la sección de pared modelada para elHorno de Recocido de Cadena es una capa de LadrillosAislantes Clase 26 en la cara caliente, respaldado por La-drillos Aislantes Clase 23 y Tabla de Vermiculita, mien-tras que la sección del techo modelada para el Horno de
Figura 8. Conductividad Térmica vs. Temperatura para VariosRefractarios.
Tabla 3. Condiciones de Operación para Cálculos de Flujo de Calor.
20 TRATAMIENTOS TERMICOS. SEPTIEMBRE 2014
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:47 Página 20

Recocido de Hierro Fundido es una capa gruesa de La-drillos Aislantes Clase 23. Estos representan dos de lasinstalaciones de Ladrillos Aislantes más comunes, dondelas paredes normalmente se construyen usando ladrillosde tamaño estándar, y los techos se construyen con blo-ques especiales pre-ensamblados. Los resultados de laconductividad térmica mostrados en la Figura 2 fueronusados para el cálculo del flujo de calor en ambas insta-laciones de dos maneras; uno de los álcudos asume to-dos los Ladrillos Aislantes Colados y el otro calculadoscon todos los Ladrillos Aislantes Extruidos. Los resultadosse muestran en las Figuras 9 y 10.
La Tabla 4 muestra los resultados de Cálculos de Flujo deCalor e ilustra las diferencias significativas que las tem-peraturas de carcaza pueden alcanzar cuando se usandiferentes tipos de Ladrillos Aislantes. Usando LadrillosAislantes Colados producen mucha menos temperaturade carcaza que usando Ladrillos Aislantes Extruidos. Latemperatura de superficie más baja obtenida usando La-drillos Aislantes Colados produce un ambiente de tra-bajo mucho más agradable para los operadores y mini-
Figura 9. Cálculos de Flujo para Horno de Recocido de Cadenausando Ladrillos Aislantes “Colados” (derecha) & “Extruidos”
(izquierda).
Figura 10. Cálculos de Flujo de Calor para Techo del Horno deRecocido para Hierro Fundido usando Ladrillos Aislantes ‘Colados’
(izquierda) y Ladrillos Aislantes ‘Extruidos’ (derecha).
Tabla 4. Resultados de Cálculos de Flujo de Calor y Ahorro deEnergía.
miza el riesgo de quemaduras si los operadores entran encontacto con la superficie del equipo.
Pared del Horno de Recocido de Cadena
Los cálculos de flujo de calor muestran que para la Pa-red del Horno de Recocido de Cadena, la estructuradel revestimiento con Ladrillos Aislantes Extruidos re-quiere 271W/m2 mas de anergia para mantener los1200oC de temperatura de operación comparando conla estructura del revestimiento de Ladrillos AislantesColados, debido a la conductividad térmica más bajade los Colados contra los Extruidos. Así para los 127m2 de área de superficie, la diferencia de consumoenergético entre las dos paredes de los hornos simula-dos equivale a un ahorro de 42,450 m3 de gas naturalpor ano usando Ladrillos Aislantes Colados y compa-rando con los Extruidos. Asumiendo el precio del gas aUS$0.192/m3, esto equivale a un ahorro anual deUS$8,150 para esta sección de pared solamente. Asu-miendo que la vida útil del revestimiento de la pareden el horno es de 10 años, el ahorro total durante lavida del revestimiento del horno serían US$81,500.Mientras que este modelo estudia solo la estructura dela pared, los ahorros que pueden obtenerse en la es-tructura completa pueden ser mucho más significati-vos que los calculados con la selección apropiada delos Ladrillos Aislantes y el soporte refractario. Un áreade trabajo de 127 m2 en la pared del Horno de Reco-cido de Cadena necesitaría ~7,200 Ladrillos Aislantesde tamaño estándar. Basados en el diferencial de pre-cio en el mercado actual entre Ladrillos Aislantes Co-lados y Extruidos, a pesar que el precio del LadrilloAislante es un poco mayor, en este ejemplo la diferen-cia de precios entre ladrillos podría pagarse en solo 3meses. Después de este periodo de retorno de la inver-sión, el resto de los 10 años de servicio proveerá aho-rros energéticos continuos debido a los disminuidosrequerimientos energéticos.
Techo del Horno de Recocido de Hierro Fundido
Para el Techo del Horno de Recocido de Hierro Fundido,la estructura del revestimiento con los Ladrillos AislantesExtruidos requieren 434W/m2 mas de energía para man-tener los 930oC de temperatura de operación que la es-tructura de revestimiento de Ladrillos Aislantes Colados.Para el área de trabajo de 46.5 m2, la diferencia de con-sumo energético entre los dos techos de horno simuladosequivale a un ahorro de 17,615 m3 de gas natural al añousando Ladrillos Aislantes Colados en vez de Extruidos,lo que equivale a US$3,382 al año por esta pequeña sec-ción de techo. Asumiendo que el revestimiento del techode un horno es de 10 años, los ahorros totales durante lavida del horno pueden ser US$33,820. Mientras este mo-delo solo estudia la estructura del techo, los ahorros quepueden ser alcanzados con la estructura completa pue-den ser significativos con la selección apropiada de los
21TRATAMIENTOS TERMICOS. SEPTIEMBRE 2014
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:48 Página 21
Ladrillos Aislantes y refractarios de soporte. El área deltecho de 46.5 m2 necesitaría ~2,600 Ladrillos Aislantesde tamaño estándar, y en este caso el retorno de la in-versión estaría por debajo de los 3 meses.
Impacto Adicional en la Selección de Ladrillos Aislantes
Otra consecuencia importante en el ahorro de energíalogrado al Ladrillos Aislantes con conductividad tér-mica más baja es la reducción de emisiones de CO2.Los Ladrillos Aislantes Colados en vez de Extruidos re-ducen el impacto ambiental de la operación del horno.En los ejemplos anteriores, ya que las paredes delHorno de Recocido de Cadena requiere 42,450 m3 me-nos al año de gas natural para operar usando LadrillosAislantes Colados vs Extruidos, y sabiendo que 1 m3 degas natural produce ~ 1 m3 de CO2, hay una reducciónpotencial en emisiones de CO2 de ~42,000 m3 al año.1 m3 de CO2 equivale a 1.96 kg, lo que equivale ~83 tal año de reducción de CO2 producido o 830 t durantela vida del revestimiento. Para el Techo del Horno deRecocido de Hierro Fundido, 17,615 m3 menos al añode gas natural es usado para operar el horno cuando sereviste con Ladrillos Aislantes Colados vs Extruidos, loque equivale a una reducción potencial en emisionesde CO2 de ~17,600 m3 al año o ~34.5 t al año de re-ducción de CO2 producido. La decisión de Ladrillos deAislamiento en el revestimiento del horno también im-pactaría otros aspectos prácticos del uso del horno enun ambiente de producción. Seleccionando LadrillosAislantes Colados en vez de Extruidos permitiría un ca-lentamiento y enfriamiento más rápidos, por la densi-dad más baja de los Ladrillos Aislantes Colados tienenuna masa térmica menor, como evidencia de la bajacapacidad de almacenamiento calórico en la Tabla IV.Este efecto fue observado en los estudios de energía re-portados anteriormente en este artículo. Durante ambaspruebas de horneado de 800oC y 1000oC, los LadrillosAislantes Colados alcanzaron la temperatura progra-mada de manera más rápida que los Ladrillos AislantesExtruidos.
CONCLUSIONES
Monitoreando uso de energía en los hornos de laborato-rio con revestimiento de Ladrillos Aislantes fabricadospor diferentes procesos, y modelando los efectos delflujo de calor usando los Ladrillos Aislantes fabricadospor diferentes procesos en dos importantes aplicacionesen la industria del Hierro y del Acero, se ha podido de-mostrar:
Para Ladrillos Aislantes Clase 23:
– Ladrillos fabricados por procesos de Colado ofrecenla conductividad térmica más baja en su clase.
– Ladrillos fabricados por procesos de Colado puedenreducir el consumo energético hasta un 37%.
– Ladrillos fabricados por procesos de Colado reducenlas temperaturas de carcaza y emisiones de CO2 ypermiten calentamientos y enfriamientos más rápidoscomparados con otros procesos de fabricación de La-drillos Aislantes.
Para Ladrillos Aislantes Clase 26:
– Ladrillos fabricados por procesos de Colado ofrecen laconductividad térmica más baja en su clase
– Ladrillos fabricados por procesos de Colado puedenreducir el consumo energético hasta un 38%
– Ladrillos fabricados por procesos de Colado reducenlas temperaturas de carcaza y emisiones de CO2 ypermiten calentamientos y enfriamientos más rápidoscomparados con otros procesos de fabricación de La-drillos Aislantes.
Este estudio ofrece las siguientes directrices para los di-señadores industriales que desean minimizar las pérdi-das de calor en sus instalaciones y equipos:
– Los Ladrillos Aislantes no deben seleccionarse basa-dos en sus densidades aparentes, ya que no hay corre-lación directa entre densidad y capacidad de aisla-miento.
– Mucha atención debe prestarse al reporte de conduc-tividad térmica de Ladrillos Aislantes. Resultados so-bre conductividad térmica publicados comercial-mente varían en calidad y exactitud, con algunas ho-jas técnicas omitiendo el método de prueba, haciendolos resultados engañosos cuando se comparan y se se-leccionan productos.
– La conductividad térmica publicada debe medirse aun estándar internacional reconocido (e.g. ASTM C-182) y debe ser lo más bajo posible.
– Seleccionando un Ladrillo Refractario basado solo enprecio puede traducirse en un ahorro económico falsoy un error muy costo a largo plazo
– Ladrillos Aislantes fabricados por procesos de Coladoofrecen la conductividad térmica más baja disponibleen Ladrillos Aislantes en la actualidad en aplicacionesde la temperatura de operación y por lo tanto proveengrandes ahorros energéticos.
REFERENCIAS
1. K.J. Moody, J.P. Street, E. Magni, “Insulating Firebrick:Manufacturing Processes and Product Quality,” Con-ferencia Alafar, Guatemala, Nov. 7-11, 2004.
2 A.M. Wynn, M. Marchetti, J.P. Street, T. Yin, “Insula-ting Firebrick – Effect of Manufacturing Method onProduct Performance,” Conferencia UNITECR 09,Brazil, Oct. 13-16, 2009.
Servicio Lector 30 ■
22 TRATAMIENTOS TERMICOS. SEPTIEMBRE 2014
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:48 Página 22

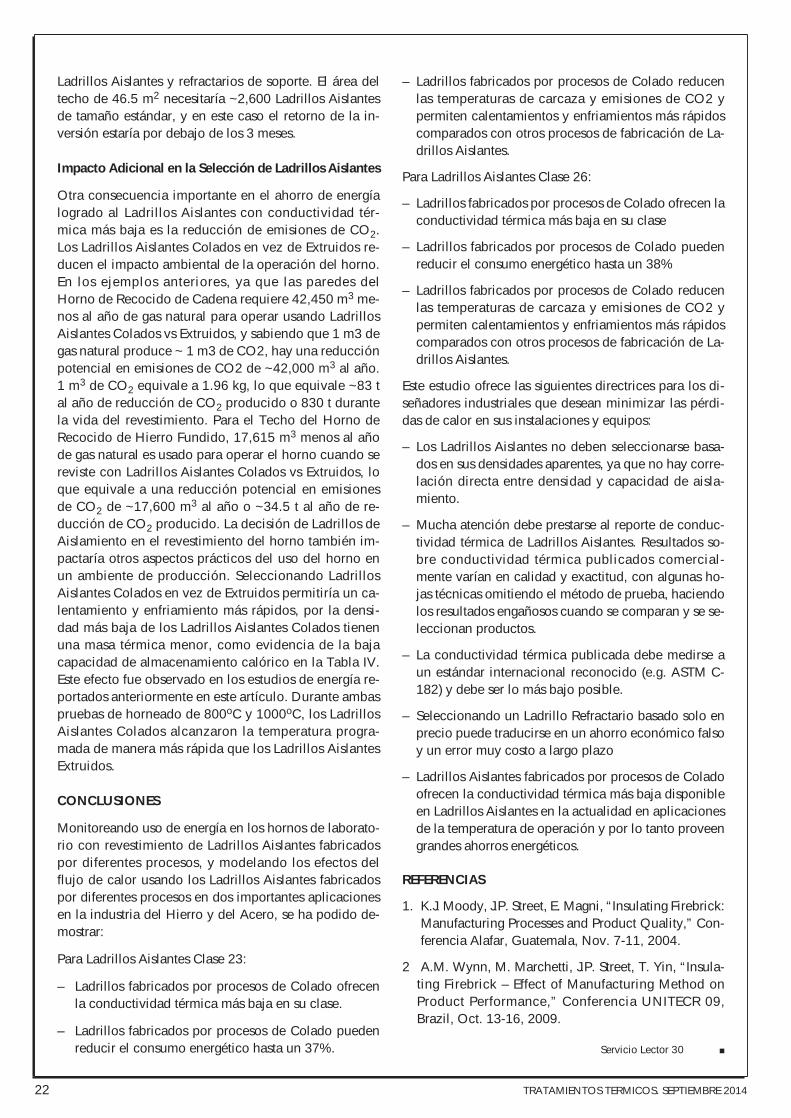
El nitrurado en sales de piezas de acero, fundición o pie-zas sinterizadas bajo el proceso TENIFER®, se ha llevadoa cabo mundialmente durante décadas en diferentes ra-mos de la industria. Es utilizado para aumentar la resis-tencia al desgaste, a la corrosión y a la fatiga. En muchoscasos el proceso TENIFER® es una alternativa a otros tra-tamientos superficiales como es el caso de la cementa-ción y del cromo duro, obteniéndose una calidad similaro superior.
Proceso
El proceso TENIFER® también es conocido como MELO-NITE® o TUFFTRIDE® desarrollado por la empresa ale-mana Durferrit GmbH. El nitrurado bajo el proceso TENI-FER® se lleva a cabo a temperaturas entre 480-620°C, aun-que la temperatura estándar es de 580ºC. El proceso se
lleva a cabo en un crisol de material especial con aerea-ción, la sal fundida está compuesta por cianato y carbo-nato. El agente activo en un baño de nitrurado es el cia-nato. Al reaccionar con la superficie del acero se forma car-bonato. Al regenerar el baño el carbonato se reduce nue-vamente en cianato. Esto se lleva a cabo sin cambio de vo-lumen con un regenerador plástico compuesto por unaunión orgánica de carbón, nitrógeno e hidrógeno.
En la siguiente tabla seobservan las diferenciasentre el nitrurado viejo yel nuevo de manera es-quemática. Ya que la re-generación del baño selleva a cabo sin cambiode volumen, no se gene-ran sales agotadas.
Al nitrurar en sales bajoel proceso TENIFER® seforma una capa de ni-truro, la cual está com-
puesta por una capa externa de unión de nitruro de hie-rro e + y una capa de difusión. La formación, estructuray propiedades de la capa de unión son casi indepen-dientes del material utilizado. Por el tipo de estructura lacapa de unión ya no tiene propiedades metálicas. Se ca-racteriza por una gran resistencia al desgaste, y a la co-rrosión y es casi resistente a la provocación del incre-mento de temperatura. En la capa de unión se miden du-rezas Vickers de 800 a 1500 HV según el material utili-zado.
17TRATAMIENTOS TERMICOS. SEPTIEMBRE 2014
TERMITEC - TENIFER®
PROPIEDADES DEL PROCESO TENIFER®
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:48 Página 23
La capa de unión está compuesta de uniones entre hie-rro, nitrógeno, carbón y un poco de oxígeno. El conte-nido de nitrógeno se encuentra entre 7 a 9% y el conte-nido de carbón de un 1%. Si después del nitrurado se en-fría la pieza en un baño salino oxidante, aumenta el con-tenido de oxígeno a 6%. Al verificar la pieza nitruradametalográficamente, contrasta la capa de unión con lacapa total de nitrurado como una zona atacada suave-mente. Para los tiempos de nitrurado utilizados alcanzala capa de unión una profundidad de 10-20 µm.
FORMACION Y ESPESOR DE LA CAPA DENITRURADO
Capa de unión
La empresa Termitec es una empresa comprometida con lainvestigación científica. En convenio con el Instituto Poli-técnico Nacional se han desarrollados distintos estudios re-lacionados con el proceso termoquímico de nitruración debaño de sales (TENIFER®). Los estudios permiten controlarel espesor de capa formada sobre la superficie de los dife-rentes aceros utilizados en la industria nacional.
Las durezas y profundidades alcanzables en la capa de di-fusión son dependientes del material utilizado. Mientrasmás aleado sea el acero, menor será la profundidad alcan-zada para un mismo tiempo de nitrurado. La dureza au-menta con los elementos aleantes. En la siguiente figura seproporciona la profundidad de la capa de difusión para unacero AISI H13 en función al tiempo de tratamiento.
Dureza superficial y del núcleo
El cambio en la dureza superficial por el nitrurado es enfunción del material. Si se aumentan los elementos ale-antes que favorecen el nitrurado la dureza superficial au-menta. En la tabla se proporcionan valores nominales dela dureza del núcleo y la superficie en aceros nitrurados.
El manejo del tratamiento para llevar a cabo el procesoQ.P.Q.® es sencillo. Como en el tratamiento de piezasen sales, serán las piezas primeramente precalentadas alaire a 350°C. Posteriormente se lleva a cabo el nitruradodurante 30-120 minutos de 500 a 600°C luego serán en-friadas a una temperatura de 330-400°C en el baño desal. En el baño de enfriamiento permanecen normal-mente entre 10 y 15 minutos. Después un enjuague y la-vado de la carga.
Servicio Lector 31 ■
24 TRATAMIENTOS TERMICOS. SEPTIEMBRE 2014
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:48 Página 24
(Beginning of the article published inmagazine 143)
DEVELOPMENT OFINNOVATIVE WAYS OFSURFACE HARDENING BYMEANS OF CREATION OFWEAR-RESISTANT LAYERSWITH METASTABLESTRUCTURE,STRENGTHENING AT WEARD. Sc, Prof., O.P. Cheiliakh, PhD,Y.A. Cheiliakh, N.E. Karavaieva,PhD, Ass. Prof., M. Ryabikina
Priazovskyi State TechnicalUniversity, Mariupol, Ukraine
The hardness of the temperingtemperature of the plasma may beapproximated by:
HRA= -3,2857t2+17,514t+56
with a high correlation coefficient R2≈0,9.
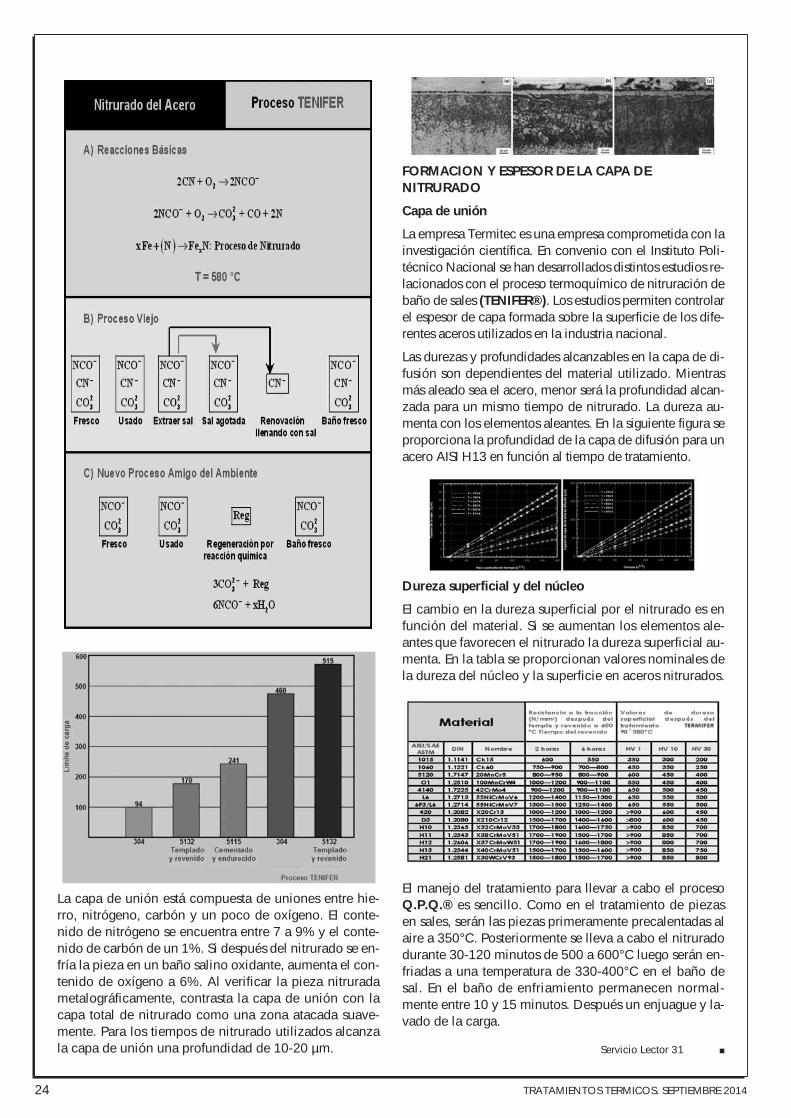
Thus, the plasma treatment ofcarburized steel 18CrMnTi,depending on the heat input and aheating temperature can significantlychange the microstructure of thesaturated layer, which achieves asuperior dispersibility, with differentnumbers increased content Ares.
According to [2] different number ofAres and its structure determining thedegree of dispersion stability and itsdeformation ability to deformationres ´ martensite transformation inwear (DMTW), which significantlyaffects the performancecharacteristics.
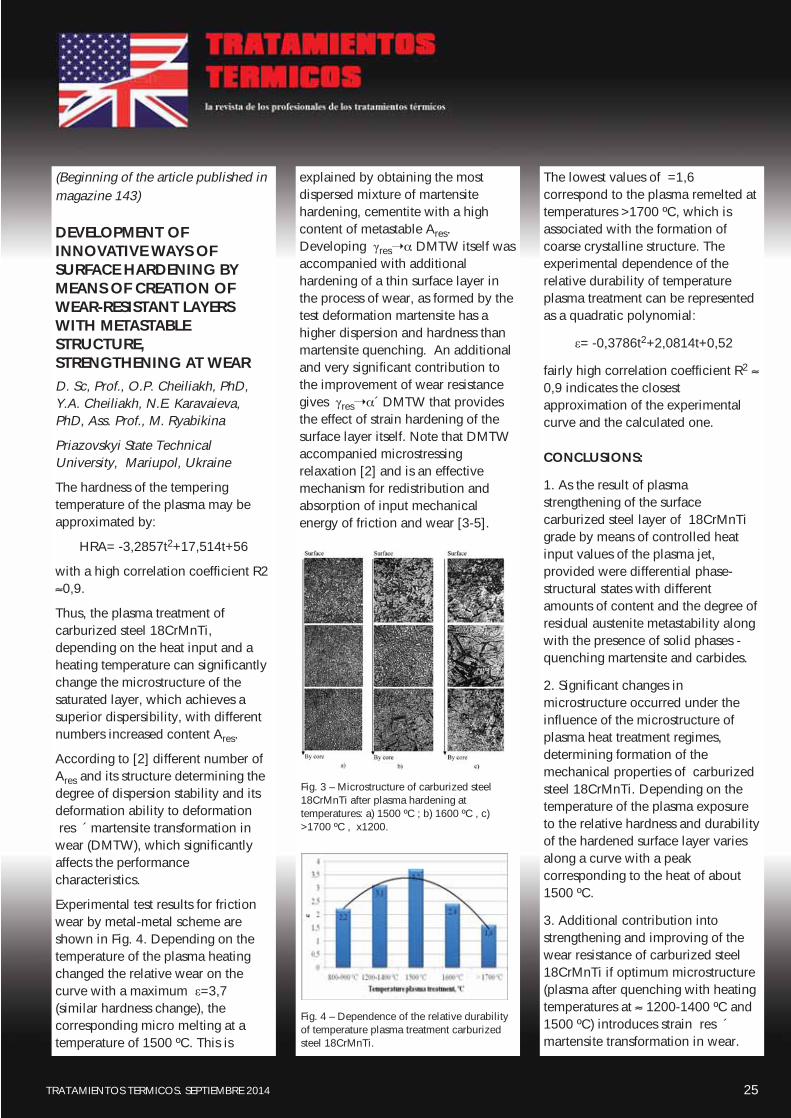
Experimental test results for frictionwear by metal-metal scheme areshown in Fig. 4. Depending on thetemperature of the plasma heatingchanged the relative wear on thecurve with a maximum ε=3,7(similar hardness change), thecorresponding micro melting at atemperature of 1500 ºC. This is
explained by obtaining the mostdispersed mixture of martensitehardening, cementite with a highcontent of metastable Ares.Developing γres➝α DMTW itself wasaccompanied with additionalhardening of a thin surface layer inthe process of wear, as formed by thetest deformation martensite has ahigher dispersion and hardness thanmartensite quenching. An additionaland very significant contribution tothe improvement of wear resistancegives γres➝α´ DMTW that providesthe effect of strain hardening of thesurface layer itself. Note that DMTWaccompanied microstressingrelaxation [2] and is an effectivemechanism for redistribution andabsorption of input mechanicalenergy of friction and wear [3-5].
Fig. 4 – Dependence of the relative durabilityof temperature plasma treatment carburizedsteel 18CrMnTi.
Fig. 3 – Microstructure of carburized steel18CrMnTi after plasma hardening attemperatures: a) 1500 ºC ; b) 1600 ºC , c)>1700 ºC , x1200.
The lowest values of =1,6correspond to the plasma remelted attemperatures >1700 ºC, which isassociated with the formation ofcoarse crystalline structure. Theexperimental dependence of therelative durability of temperatureplasma treatment can be representedas a quadratic polynomial:
ε= -0,3786t2+2,0814t+0,52
fairly high correlation coefficient R2 ≈0,9 indicates the closestapproximation of the experimentalcurve and the calculated one.
CONCLUSIONS:
1. As the result of plasmastrengthening of the surfacecarburized steel layer of 18CrMnTigrade by means of controlled heatinput values of the plasma jet,provided were differential phase-structural states with differentamounts of content and the degree ofresidual austenite metastability alongwith the presence of solid phases -quenching martensite and carbides.
2. Significant changes inmicrostructure occurred under theinfluence of the microstructure ofplasma heat treatment regimes,determining formation of themechanical properties of carburizedsteel 18CrMnTi. Depending on thetemperature of the plasma exposureto the relative hardness and durabilityof the hardened surface layer variesalong a curve with a peakcorresponding to the heat of about1500 ºC.
3. Additional contribution intostrengthening and improving of thewear resistance of carburized steel18CrMnTi if optimum microstructure(plasma after quenching with heatingtemperatures at ≈ 1200-1400 ºC and1500 ºC) introduces strain res ´martensite transformation in wear.
25TRATAMIENTOS TERMICOS. SEPTIEMBRE 2014
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:48 Página 25

LITERATURE:
1. Самотугин С.С. Плазменное
упрочнение инструментальных
материалов / С.С. Самотугин, Л.К.
Лещинский. – Донецк: Новый мир,
2003. – 338 с.
2. Чейлях А.П.
Экономнолегированные
метастабильные сплавы и
упрочняющие технологии / А.П.
Чейлях. – Мариуполь:
издательство ПГТУ. – 2009. – 483
с.
3. Попов В.С. Структурные
изменения в нестабильно
аустенитных сталях при
абразивном изнашивании / В.С.
Попов, Н.Н. Брыков // МиТОМ. –
1971. – № 9. – С. 54–55.
4. Малинов Л.С. Повышение
абразивной износостойкости
цементированных сталей 18ХГТ и
12ХНЗА за счет получения
метастабильного аустенита /
Л.С. Малинов, Е.Л. Малинова,
Е.Я. Харланова // Металлы. – 1993.
– № 2. – С. 108–111.
5. Геллер А.Л. Остаточный аустенит
и износостойкость легированных
цементованных сталей / А.Л.
Геллер, В.Н. Юрко // Изв. ВУЗов.
Черная металлургия. – 1991. – №6.
– С. 66-69.
SUCCESS OF CHICAGO HEATTREATMENT CONGRESS 2014Top nivel Heat Treatmentnetworking
FORD, NITREX and TRW are present at thecongress.
FORD, TRW, Bodycote, SteelTreating, Texas Heat Treating,Dayton Progress Corp, Dowa, SPX,Certified heat Treating, Alfe HeatTreating ... are present at the ChicagoHeat Treatment Congress located atThe Congress Plaza Hotel, onMichigan Avenue, by Grant park.
Papers
- FORD CQI-9 Heat Treat ProcessControl Requirements for globalsupply base, FORD MOTORCOMPANY - Heat Treat TechnicalExpert - STA- Global Purchasing- Innovation and better productivityin Vacuum furnaces, IPSEN- Innovation and better productivityin Atmosphere furnaces, IPSEN - Innovative cleaning solutions inHeat Treatment using solvent, wateror both in the same machine EMO -member of SURFACE ALLIANCE
FORD CQI-9 Heat Treat Process ControlRequirements for global supply base,excellent paper.
- Heating 400 Series Stainless Steel inAir without Scaling, MATERIALINTERFACE, Inc- Maximizing Quenching AndCooling in Vacuum Heat Treating,TENOVA METALS DIVISION - LOIThermprocess GmbH-Vacuum Trends for Heat treatment -OERLIKON LEYBOLD VACUUM- Impact of Controlled Nitriding andFerritic Nitrocarburing on Qualityand Cost, NITREX- Vacuum Oil Quench Technologywith PreNit and LPC, SECO/WARWICK- Duplex Treatment based on PlasmaNitriding and PeCVD coatings forforming/molding tools and precisioncomponents. PD2i North America.
and very interesting stands with Topquality technical and businesscontacts on the stands of: IPSEN,SECO/WARWICK, AJAX TOCCO,CIS- CONNERT INDUSTRIES,KUREHA, OERLIKON LEYBOLDVACUUM, AFFRI, TOYO TANSO,DATAPAQ RAYTECH, IOB,PHOENIX TM, ATP, SGL, SCHUNKGRAPHITE, PD2I North America,TAV, MATERIAL INTERFACE,TELEVAC, PRAXAIR, FURNACEPARTS...
Important Heat treatment Supplierssuch as H.C. STARCK, AIRFLOWSIENCES, HEATBATHCORPORATION, FUCHS, GRAPHITESALES INC, ECM USA, RÜBIGGmbH & Co, HOUGHTONINTERNATIONAL, PANGBORN,THERMO-FUSION, DAVIS,SKAKO...are registered at thecongress.
26 TRATAMIENTOS TERMICOS. SEPTIEMBRE 2014
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:48 Página 26

IPSEN presenting TITAN in the stand. Veryappreciated papers about Vacuum furnacesand Atmosphere furnaces.
SECO/WARWICK: interesting stand andpaper about Vacuum Oil QuenchTechnology with PreNit and LPC.
Stand TAV CAUUM, from Italy, presentingVacuum furnaces TAV H Series. Additionally,TAV offers fast assistance vacuum furnaces,any brand and model. See advert publishedin this edition.
Stand AJAX TOCCO: international specialistof induction furnaces. Exc Stellent company.
Aerospace Testing & Pyrometry, Inc.specializes in the onsite calibration oftemperature processing instrumentation,calibration of vacuum measuring systems andtemperature uniformity surveys for thermalprocessing equipment.
FURNACEPARTS : excellence inTemperature Measurement.
BODYCOTE visiting the stand of PD2i NorthAmerica.PD2i North America presents an interestingpaper : « Duplex Treatment based on PlasmaNitriding and PeCVD coatings forforming/molding tools and precisioncomponents.
FORD visiting the stand EMO – Veryinteresting paper from EMO : Innovativecleaning solutions in Heat Treatment usingsolvent, water or both in the same machine.More information in the advert EMOpublished in this edition.
Stand KUREHA presenting excellentproducts: rigid Insulation, long & short fiber(boards, cylinders, discs), Carbon & Graphite.
The stand IOB – Heat Treatment «made inGermany » furnaces for differenttechnologies: hardening, quenching,annealing, nitriding, carburizing, forging andcasting.
27TRATAMIENTOS TERMICOS. SEPTIEMBRE 2014
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:48 Página 27

Excellent paper «Heating 400 Series StainlessSteel in Air without Scaling » fromMATERIAL INTERFACE. Nano technologiesare the future…and the applications startnow.
Stand OERLIKON LEYBOLD VACUUM :interesting paper: « Vacuum Trends for Heattreatment ». Oerlikon offers excellentstandard and custom vacuum pumpsolutions.
PHOENIX TM: Developed for heat treatmentprocesses up to 800°C the PhoenixTMGeneral Purpose Furnace Profiling System isperfect for heat treatment applications.
SCHUNK: Hot zone components, such asventilators & fans. A very good specialist.
TELEVAC: interesting stand presentingexcellent vacuum measurement controlinstrumentation.
Stand AFFRI: Quality hardness testers(Brinell, Rockwell, Vickers).
PRAXAIR: excellent quality and service forfurnace atmospheres. Brazing, Quenching,Neutral Hardening, Sintering.
Datapaq is the industry leader in the designand manufacture of temperature profilingsystems renowned for reliability, accuracyand rugged design to withstand the harshestenvironments found in hostile heat treatmentprocesses.
Toyo Tanso USA is the premier manufacturerof iso-molded graphite in the world. ToyoTanso is known industry wide for quality andconsistency. Toyo Tanso offers world classmachining and purification as well as CVDsilicon carbide coatings to protect oursubstrates.
FORD visiting the stand of IPSEN.
28 TRATAMIENTOS TERMICOS. SEPTIEMBRE 2014
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:48 Página 28
TRW visiting the stand of SGL CARBON:excellent graphite based products for heattreating.
Excellent paper: Impact of ControlledNitriding and Ferritic Nitrocarburing onQuality and Cost, NITREX.
Interesting paper from TENOVA :Maximizing Quenching And Cooling inVacuum Heat Treating, TENOVA METALSDIVISION - LOI Thermprocess GmbH.
Interesting paper presented by PD2i NorthAmerica : Duplex Treatment based onPlasma Nitriding and PeCVD coatings forforming/molding tools and precisioncomponents.
Vacuum Oil Quench Technology with PreNitand LPC, paper presented bySECO/WARWICK.
Very interesting paper: Heating 400 SeriesStainless Steel in Air without Scaling,MATERIAL INTERFACE, Inc.
See photos athttp://metalspain.com/chicago-papers.htmlSee you next year at the ChicagoHeat Treatment congress 2015: May13th 2015.To present a paper, please send thetittle for approval [email protected] Stand reservation is US$ 599 oreuros 445.Reservation online athttp://metalspain.com/chicago.html
Another excellent paper: Innovative cleaningsolutions in Heat Treatment using solvent,water or both in the same machine EMO -member of SURFACE ALLIANCE.
The lunch at The Congress Plaza Hotel andthe coffee break are good oportunities tonetworking.
29TRATAMIENTOS TERMICOS. SEPTIEMBRE 2014
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:48 Página 29

HEAT TREATMENTCONGRESS BILBAO -SEPT. 17TH, 2014
The annual meeting of the heattreatment professionals in Spain andPortugal
Papers- Innovation and better productivityin Heat Treatment Vacuum andatmospheres furnaces - IPSEN.
- Gas Nitriding - TATA.
- Especificaciones de Calidad en lostratmientos térmicos de soldaduras -TRATERME.
- Temperature controlled laser heattreatment - Fraunhofer-Institut fürWerkstoff- und Strahltechnik IWS.
- Retained Austenite: non destructiveanalysis by XRD and ASTM E 975-03.
- GNR.
- Tratamiento Térmico por plasma yPVD - OERLIKON METAPLAS.
- Las ventajas de un horno de altatemperatura móvil CODERE.
- Temple por inducción flexible -SMS ELOTHERM.
- Environmental friendly controlledcooling - TATA.
- Paper OERLIKON LEYBOLDVACUUM.
- Las ultimas actuamizacones en lacementación baja presión - ECM.
- M-QUENCH : la evolución deltratamiento térmico - Mac Demid.
- Lean Heat-treatment: integracióncompleta del proceso decementación - MTC, ALD vacuumTechnologies GmbH.
- (more to come)
See http://metalspain.com/TT-2013-english.htm
Stand: 390 euros
Registration: 95 euros
includes coffee break, lunch,documentation
Info: http://metalspain.com/TT-2013-english.htm
HEAT TREATMENT CONGRESS -KRAKOW - OCT 8TH, 2014
Call for papers
The papers should present the bestinnovations in Heat Treatment.
The audience is composed of heattreatment professionals of main HeatTreating Shops and clients in allmetals industries in Poland (Automobile, OEM, Aerospace,Defense, Foundries, Forges, Moldsindustries etc.) and of countries ofCentral Europe.
Papers
- FORD CQI-9 Heat Treat ProcessControl Requirements for globalsupply base, FORD MOTORCOMPANY.
- STA GTS- Heat Treatment SpecialistEurope.
- Modern heat treatment of large diesin HPGQ vacuum furnaces. SECO/WARWICK.
- Consumption of ammonia in theregulated Zero Flow gas nitriding andused so far processes. SECO /WARWICK.
- Virtual numerical simulation of heattreatment process as direct support ofindustrial cases. MECAS ESI.
- Computer simulation of thermalprocesses of metals. University ofRijeka.
- New innovative equipment for thehardening of tools. University ofZagreb.
- Retained Austenite: non destructiveanalysis by XRD and ASTM E 975-03.
- GNR - ITA spólka z ograniczonaodpowiedzialnoscia sp.k
30 TRATAMIENTOS TERMICOS. SEPTIEMBRE 2014
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:48 Página 30

Book a Stand
You can take advantage of theaudience and the quality of thepapers by renting an economicalstand including a table, 3 chairs anda poster place.
Reservation euros 390.
To present a paper or book a stand,contact [email protected]
www.metalspain.com/poland.html
HEAT TREATMENTCONGRESS INDIA –PUNE - NOV 5TH,2014
To present a paper:[email protected]
Stand: 390 euros.
Registration: 95 euros.
includes coffee break, lunch,documentation.
See approved papers athttp://metalspain.com/india.html
Information: [email protected]
SUCCESS OF MEXICO HEATTREATMENT CONGRESS 2014
More than 50 Stands : TENOVA,IPSEN, NITREX, SOLARMANUFACTURING, SECO/WARWICK, AJAX TOCCO, CARRASCO,PETROFER, RAMSA, GRAFTECH,ECM, ACROSS USA, NOXMAT, TAVVACUUM, KUREHA, SMSELOTHERM, CIATEQ, CODERE,ECOWIDIA, CUSTOM ELECTRIC,LUZARS, SGL CARBON, TOYOTANSO, FYRE, SURFACECOMBUSTION, CIMSA, BUSCHVACUUM, LUFHISSA, DÜRR,NUFER, TELEVAC,REPRESENTACIONES TERMICAS EINDUSTRIALES, TRATAMIENTOSTERMICOS, SAFE CRONITE,MERSEN, ECLIPSE, MEISA,AMERICAN STRESSTECHNOLOGIES, WIRE-MESHPRODUCTS INC, IOB, ENTREPRISE,ALD HOLCROFT, TERMITEC,OERLIKON LEYBOLD VACUUM,SANDVIK KANTHAL, INEX and veryinteresting papers.
All photos published in the first pagesof this edition and athttp://metalspain.com/mexico-2014-english.htm
See you at MEXICO HEATTREATMENT CONGRESS 2015, May27th 2015.
Stand: US.$ 523,99 or euros 399.
Direct flight to Queretaro fromDallas, Houston… More info andhotel at:http://metalspain.com/mexico-2014-english.htm
SPECIALTY STEEL TREATINGADDS NEW AFC-HOLCROFTUBQ BATCH FURNACESpecialty Steel Treating, acommercial heat treater with
locations in Michigan andConnecticut, is adding a new AFC-Holcroft UBQ (Universal BatchQuench) integral quench furnace totheir Fraser, Michigan, USAoperation.
The UBQ batch furnace, size 36-48-36, is equipped with a top coolchamber, which offers additionalcooling capacity for a variety ofprocesses. The new furnace will beserviced by a new, double-endedUBTC (Universal Batch Transfer Car),which will be delivered in the sametimeframe; both pieces will beintegrated with furnace equipmentalready in production.
As a supplier of both standard andcustom equipment, AFC-Holcroftcustomized their standard equipmentdesigns to meet several specificrequests from Specialty SteelTreating. The new UBQ furnace willmeet all of the requirementsestablished in AMS2750E for a Class2, Instrument Type C furnace system.At Specialty Steel Treating’s request,both nitrogen and endothermic gaswill be delivered to the top coolsystem on the UBQ. The rail spacingwas also adjusted on both the UBQand the UBTC to accommodate thecustomer’s existing tray designs.
Specialty Steel Treating has had along relationship with AFC-Holcroft,and uses several different varieties ofAFC-Holcroft furnaces in theirproduction facilities. They alsorecently ordered a new AFC-Holcroftmulti-row pusher furnace designedfor high capacity output, as well assome large capacity 36-72-38 UBQbatch equipment.
About Specialty Steel Treating:
Specialty Steel Treating offerscommercial heat treating services inMichigan and Connecticut. TheirMichigan operations consist of fourmanufacturing facilities and one
31TRATAMIENTOS TERMICOS. SEPTIEMBRE 2014
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:48 Página 31
distribution center, along with onemanufacturing facility in Connecticut.The company holds severalprestigious quality approvals andprovides heat treating services tonumerous industries such asAerospace (military and commercialaircraft), Automotive & Truck,Industrial Bearing, Heavy Equipmentand Tool & Die.
CARRASCO CARRASCO YA.S.C. TO REPSECO/WARWICK IN MEXICOFor nearly 50 years, Carrasco,Carrasco y Asociados has been aleader in sales of heat treatingfurnaces in Mexico. They sell avariety of industrial furnaces (andrelated equipment) to the heattreating industry, and offeraftermarket service and parts.
Piotr Zawistowski, Sales/ProductManager, has appointed the additionof Carrasco, Carrasco y Asociados,S.C.to the SECO/WARWICK group ofIndependent Sales Representatives forMexico.
About Carrasco, Carrasco yAsociados, S.C.
According to owner manager,Carlos Carrasco, “For nearly 50years, Carrasco, Carrasco yAsociados has been a leader insales of heat treating furnaces inMexico. We sell a variety ofindustrial furnaces (and relatedequipment) to the heat treatingindustry, and offer aftermarketservice and parts. Carrascocurrently represents a number offurnace manufacturers who sell tocompanies worldwide, includingMexico.
Unlike other sales organizations,We focus solely on furnaces usedfor heat treating. We are experts inthe field, having garnered vastexperience through hands-onexperience and formal trainingoffered by U.S, European andCanadian furnace manufacturers.Customers look to Carrasco toprovide advice on heat treatment aswell as serve as a sales channelthrough which they can orderneeded equipment. As of July 2014,Carrasco has been involved in over400 successful installationsthroughout Mexico.”
Along with Carlos Carrasco inMexico City, Carrasco, Carrasco yAsociados, S.C. has a salesengineer and a service technicianbased in the city of Queretaro.
MATTHIAS BARZ ISASSIGNED AS NEW CEO OFEMA INDUTEC GMBH
Dr.-Ing. Matthias Barz assumed hisnew role as CEO of EMA IndutecGmbH in Meckesheim, Germanyon May 5th, 2014.The previousCEO, Dipl.-VW Philip Bartzsch willcontinue to advise the company
and his successor for a transitionalperiod.
“We would like to express oursincere thanks to Mr. Bartzsch forhis long-term engagement at EMAIndutec GmbH. During this time hedeveloped the company in manyaspects as well as the subsidiary inChina was founded.”, says Dipl.-Ing. Dr. Peter Schobesberger,president of EMA Indutec ownerAICHELIN Holding GmbH.
After finalizing his studies inmechanical engineering with aPhD, Mr. Barz started his career asa sales engineer at Johann A.Krause Maschinenfabrik GmbH.Subsequently, he changed over toThyssenkrupp Krause S.A.Barcelona/ Spain and managed inhis function as general manager thecompany’s development over thenext years to a fully productive site.Recently, Mr. Barz has beenworking as CEO for the Group AFTIndustries in Germany and wasresponsible for the respective sitesin Europe and China.
Dr. Matthias Barz, CEO of EMA IndutecGmbH.
About AICHELIN:
The AICHELIN group, which is partof the Austrian Berndorf AG hasbeen a global leader in the supplyof plants for the heat treatment of
32 TRATAMIENTOS TERMICOS. SEPTIEMBRE 2014
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:48 Página 32

metal components since 1868, with aturnover of approximately € 150 mio.In addition to the manufacturing andservice of industrial furnace plants forvarious sectors, Aichelin Groupproduces induction heating plants aswell as industrial gas burner systems.
EMA Indutec GmbH has been anintegral part of the AICHELIN Groupsince the year 2000 and is the centreof competence of Inductive Heatingand Hardening Systems. Withapproximately 135 employees aturnover of about € 24 mio isachieved. EMA has gatheredexperience in the development,planning, construction, andfabrication of Inductive HeatingSystems and Frequency Convertersfor more than 60 years now.
SECO/WARWICKCORPORATION ANNOUNCESTHE ADDITION OF TEXAS T &M TO THE NORTH AMERICANSALES TEAMPiotr Zawistowski, Sales/ProductManager, has announced theaddition of Texas T&M Instruments tothe SECO/WARWICK group ofIndependent Sales Representativesincluding Jace and Kendra Curtis(Central and West Texas), ChrisVinson (South Texas and Louisiana),and Jason Lott (North Texas,Oklahoma and Arkansas).
About T&M Instruments
T&M Instruments is dedicated tosupporting the engineers, scientists,and technicians who need not onlythe equipment, but the equipmentexpertise to get their jobs done.Located within Lakeway, Texas, thisarea thrives with research, innovationand industry. Today, the areaprocesses over half of the country’soil and gas, and is instrumental in
both military and aerospaceapplications.
SOLAR MANUFACTURING Solar Manufacturing is offering a newhigh powered production vacuumfurnace and it’s ready to ship to you.Model HFL-5748-2IQ is a horizontalfront loading vacuum heat treatingand brazing furnace generallydesigned for highproduction commercial and captiveheat treating shops.
It is a high temperature, highvacuum, batch-type furnace withelectrical resistance heating elements.
Hot zone measuring 36” W x 36” H x48” D
• Weight capacity of 5,000 pounds.
• Energy efficient graphite feltinsulation for operating temperaturesup to 2650°F.
• Curved, graphite resistance heatingelements for uniform radiant heat-up.
• Temperature uniformity ofapproximately ±10°F.
• Safe, convenient, autoclave-typelocking ring door eliminates door sealproblems.
• High performance 150 HP internalgas quenching for positive pressurequenching up to 15 PSIG (2 Bar).
• SolarVac® 5000 fully automatedand programmable industrial controlspackage.
• Unique, forward tapered graphitegas nozzles directed at the work loadfor optimum cooling.
• Edwards Stokes model 412mechanical pump and model 615booster blower.
• Varian 20” diffusion pump andright angle, high vacuum poppetvalve.
• Hunterdon VRT’s power supplyrated at 240 KVA, 460 volt, 3 phase,60 Hertz.
• Designed for easy maintenance andminimal downtime.
• Backed by fully stocked spare partswarehouse and the best technicalsupport in the business.
• Full one (1) year warranty.
NITRION TECHNOLOGY ANDSECO/WARWICK DO BRASILSIGN A COOPERATIONAGREEMENT TOMANUFACTURE AND MARKETCOLD WALL PLASMANITRIDING EQUIPMENT INSOUTH AMERICA
The Brazilian companies NitrionTechnology Ltda (Guamirim/SC) andSECO/WARWICK do Brasil Ltda(Jundiaí/SP) agreed in a cooperationfor manufacturing and marketing ofmodern cold wall plasma nitridinginstallations for the South Americanmarket.
Installations for plasma nitriding withNitrion®-technology.
33TRATAMIENTOS TERMICOS. SEPTIEMBRE 2014
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:48 Página 33

These modern installations for theeco-friendly plasma nitriding withoutammonia will be offered “SECO/WARWICK plasma nitridinginstallations with Nitrion®”-technology and will be manufacturedby SECO/WARWICK do Brasil Ltda.with the technological support ofNitrion Technology Ltda.
This partnership offers fort hecustomer deciding advantages:
• SECO/WARWICK do Brasil,formerly Engefor Ltda. and taken overby the SECO/WARWICK in 2013, hasmore than 30 years of experience inthe manufacturing of complex andreliable heat treatment systems withmore than 40 employees in a modernmanufacturing site with own fieldservice team and spare parts stock inSouth America
• Nitrion Technology Ltda has morethan 30 years of experience in theGerman sister companies and boughtby constant development theinstallation technology to perfectionusing the Nitrion®-cold wall plasmatechnology. This technology is usedwith success globally already and canbe offered via this new sales channelto many potential new customers.
• Existing reference systems at thecommercial heat treater for plasmanitriding Nitrion do Brasil Ltda(Guaramirim/SC) can be used forsamples, test parts, pre-seriesproduction ans as backup solution forthe South American continent.
• The SECO/WARWICK plasmanitriding installations with Nitrion®-technology will be manufactured inBrazil with national components andenable funding/financing by the
Controls and Software.
FINAME/BNDES programs of theBrazilian government .
CASE STUDYABB INSTRUMENTTRANSFORMERS
SECO/WARWICK has commissioneda roller hearth furnace system toABB, Pinetops, North Carolina, aninstrument transformer facility.Pinetops is a leading supplier ofVoltage and Current Transformersproviding to Utility and OEMcustomers.
Instrument transformers are aprecision device designed toaccurately meter either current orvoltage on an electrical circuit. Theyalso provide a means to protect themetering instrumentation from thepower available in the circuit. TheABB Pinetops plant is considered byABB as its "World- wide Center ofExcellence" for instrumenttransformers. The ABB Pinetops plantoccupies 160,000 square feet andemploys over 300 people. ABBPinetops is widely recognized as anindustry leader in delivering qualityproducts and dedicated to providingsuperior customer responsiveness.
Project Goals
SECO/WARWICK partnered withABB to develop a system to increase
capacity, provide business continuity,improve employee safety andimprove product quality by replacing(3) batch pit-style vacuum furnaceswith a high efficiency, fullyautomated continuous operatingsystem.
Results
ABB engineers Mike Bricker andJessica Warren led the project andcommented installation process ofthe roller hearth furnace was asuccess through hard work and strongcommunication between bothcompanies. The technologiesallowing us to track the furnacetemperature throughout the annealingcycle and detect problems themoment they occur. This informationand control system provides ABB theability to produce a stable annealwhich is critical to the electricalperformance of our products. Thenew furnace has more than doubledour annealing capacity.
The installation of the new furnacegives ABB the ability to offer lowerlead times to OEM customers. Thisnew layout has positively changedthe flow process in the annealingarea by reducing work in process andtransportation time. The new systemalso includes safety devices thatprovides a safe work environment foroperators and ergonomically friendly.Altogether the new roller hearthfurnace has positively effected thebusiness in Pinetops and met ourneeds and goals,
34 TRATAMIENTOS TERMICOS. SEPTIEMBRE 2014
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:48 Página 34

Roller Hearth Furnace System
The furnace is designed forcontinuous operation with a netcapacity of 2,080 pounds/hour ofwound transformer cores based onloading trays 48 wide x 48 long.The system is designed to achieveoptimum temperature andatmosphere control with anautomated material handling systemthat integrates with other plantproduction processes.
For more information on ABBInstrument Transformers, please visittheir website:
http://www.abb.com/ and search forInstrument Transformers.
About SECO/WARWICK
The SECO/WARWICK Groupprovides industrial metal heattreatment furnaces used in a varietyof processes for material finishing andcomponent manufacturingapplications. We supply furnaces tocustomers involved with steel,titanium and aluminum production aswell as aluminum recycling, forging,automotive, aerospace, commercialheat treating, HVAC/R, electronics,wind energy, medical equipment andnuclear industries.
The SECO/WARWICK Groupproduces vacuum furnaces,atmosphere furnaces, controlled
atmosphere aluminum brazingfurnaces (CAB), aluminum processfurnaces and vacuum metallurgyequipment in manufacturing sites inPoland (SECO/WARWICK Europe),the United States (SECO/WARWICKCorp., RETECH Systems LLC), India(SECO/WARWICK Allied Ltd.), China(SECO/WARWICK RETECH Mfg.Tianjin Co., Ltd.) and Brazil(SECO/WARWICK do Brasil Ltda.).Sales, service & spare parts offices inGermany (SECO/WARWICK ServicesGmbH) and Russia (SECO/WARWICKRussia) complete the worldwidecustomer care network. Visit ourwebsite below for more information.
FASTENAL TO INSTALL NEWAFC-HOLCROFT UBQ BATCHFURNACE FACILITY
Fastenal Company, North America’slargest distributor of industrial andconstruction materials such asscrews, bolts, and fasteners, haspurchased a complete UBQ(Universal Batch Quench) furnaceline from AFC-Holcroft. Theequipment will be installed in one ofthe customer’s plants in Winona,Minnesota, USA.
As is typical for a complete batchfurnace production cell, this orderconsists of a UBQ batch furnacesized 36-48-36, two UBT temperfurnaces, a spray/dunk washer, adouble- ended transfer car, and a4500 cfh E-Z series endothermic gasgenerator.
Fastenal requested customization tothe stock equipment to meet theirspecific requirements. This is the firstinstallation of heat treat equipment atFastenal’s Winona location. Theequipment is expected to bedelivered and installed in the 3rdquarter 2014.
About Fastenal
Fastenal is North America’s largestfastener distributor and an efficientsingle source for a vast range ofindustrial and construction supplies.The company’s distribution system isdesigned to provide local productand service at more than 2,500stores, each offering tailoredinventory to provide a high rate ofsame-day service. Fastenal supportsits product offering with a lineup ofservices and solutions, includingFastenal Automated SupplyTechnology, custom manufacturing,engineering support, and wide-ranging industrial services.
About AFC-Holcroft:
AFC-Holcroft is one of the world’slargest manufacturers of heat treatingfurnaces. The legacy companies thatcomprise AFC-Holcroft have acombined 225+ years of thermalprocessing experience. The companymanufactures turn-key heat treatingsystems for applications includingcommercial heat treating, bearings,automotive, aerospace, mining,military, aluminum heat treatment,gear manufacturing, fastenermanufacturing, and alternativeenergy industries.
AFC-Holcroft, headquartered in theUnited States, has a global reach withdirect sales coverage in NorthAmerica and worldwide, while AFC-Holcroft Europe serves majorindustrial markets in Germany,France, and other Europeanlocations. AFC-Holcroft’s AsianOperations manages partners inChina, India, South Korea, and othercountries in the region, and thecompany also extends into markets inAustralia, Brazil, Mexico, Poland,Russia, and Spain, throughrelationships with partners, many ofwhom have manufacturingcapability.
35TRATAMIENTOS TERMICOS. SEPTIEMBRE 2014
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:48 Página 35
GRANALLADORA DE GANCHO DE OCASIÓN– MARCA: ALJU– MODELO: REGINA 161-A– INTERIOR TODO DE MANGANESO– TOTALMENTE REVISADA Y GARANTIZADA.
GRANALLATECNICTel. 93 715 00 00 FAX 93 715 11 52
Email: [email protected]
www.metalspain.com/second-hand.htm
BAR-IPSEN VACUUM FURNACE HR26x36This 1989 model vacuum furnace was extensively refurbished by
Ipsen in 2012 with a new hot zone (graphite insulation &molybdenum elements), water system clean, chart recorder etc.Vacuum pumps were all serviced in 2014. Overall the furnace is
in very good condition, but it needs a new cooling tower. Specifications: Work space 600mm x 450mm x 900mm, 450kg.
0.9bar nitrogen/argon pressure quench. 415V/3 phase/50 hzpower supply, 188 Amps
Price A$ 95,000.00Location – Melbourne, Australia
We can assist with packing, relocation, installation &commissioning if required
Email enquiries to: [email protected]
Más información en http://metalspain.com/empleo.htm
JUAREZ. +5 YEARS EXPERIENCE IN AUTOMOTIVEMANUFACTURING, ENGLISH 100%, DESIRABLE
GERMAN. Send your resume [email protected]
LOOKING HEAD OPERATION (CEO) STEELINDUSTRY
Looking Head Operation (CEO) for Steel Plant. Personshould be from Production Operation not from Projects.
Person should be from continuous rolling mill. CTC wouldbe 1+ Cr. PA.
We are looking who can head Steel Plant.
Contact with me for further discussion 01165654009 or mailme resume urgently
We are currently in need of a Materials Manager, preferablywith industrial manufacturing experience. Bachelor’s degreein business or logistics, or technical degree with an MBA, or
equivalent preferred OR five to ten years of progressiveresponsibilities in material functions, with supervisory
experience. APICS/NAPM certification a plus. Feel free toshare with anyone who might have an interest. Meadville is
located in northwestern Pennsylvania. This position isresponsible for: • Assuring that Stock/Expense inventory
levels are adequate to minimize stock- outs as well asinventory investment. • Maintaining slow moving inventory
program to help assure accurate inventory records andoptimum utilization of storage space. • Providing a focused
overview of the manufacturing process function to assureactions are in concert with the short and long term
SECO/WARWICK objectives. • Utilizing Lean methodsrelated to Purchasing to drive continuous improvementefforts. • Providing Senior Management with the timelyinformation needed to give them an accurate picture of
where we are now, and proposals for future improvements.• Managing receiving dock including ownership of anyreceiving issues. Tracking of material availability for in
process jobs. • Maintaining inventory accuracy byperforming spot audits and routine cycle counts. Monitoring
and taking corrective/improvement action on keydepartmental metrics. • Performing and overseeing variousbudget related tasks. Send resume to [email protected] Seco/Warwick Corp., Att: HR, P.O. Box 908, Meadville,
PA 16335. SECO/WARWICK CO. is an equalopportunity/affirmative action employer.
JOB OPPORTUNITY: GLOBAL SALES ENGINEERFOR THERMAL APPLICATIONS AT A TEC GRECO
A TEC GRECO Combustion Systems, a company of theLoesche Group, is looking for a Global Sales Engineer for
Thermal Applications.Your tasks:
Global customer relationship management for thermalapplications (Combustion Systems) Implementation of salestargets and development of sales strategies for the individual
regions worldwideCost estimating and preparation of quotations
Contract negotiation and technical and commercial onsitenegotiation with customers
Individual customer support and technical onsiteconsultation, and representation of the company and its
range of products and servicesCanvassing for new customers and build up and cultivation
of the established clientele with the corresponding CRMtools
Preparation and delivery of technically superiorpresentations
Cooperation with the Sales Engineers within theGroup Systematic market cultivation, observation and
analysis Implementation and maintenance of sales-relevantcontrolling for the relevant region
If you are interested in this position please submit yourapplication via our online recruiting system at
http://www.loesche.com/en/careers/vacancies/
TRATAMIENTOS TERMICOS. SEPTIEMBRE 201436
Laboratory furnace LH –New in 2004
Second Hand Furnace, new in 2004• New heating elements• New lining• Very good condition• PRICE EURO 1.500,-- ex worksTechnical details ;• Temperature 1340 Degr. C. max• Volume 6 litres• External dimensions ; 600x590x715 mm.• Internal dimensions ; 200x150x230 mm.• Voltage ; 230 V• Weight ; 72 kg.• Energy 1,5 kw
This set of the furnace can be flexibly used in laboratories fortesting the different materials by the heat processing
where is no slagging any incursive matters from the charge,which can attack the coils or the brick lining. It can be
used for the heat processing of the metal materials, glass firingor ceramics.
Volume (wxhxd) (wxhxd) Input Weight Voltage°C l mm mm kW kg V
LH06/13 1340 6 600x590x715 200x150x230 1,5 72 230LH09/13 1340 9 600x590x715 230x170x230 2,0 73 230LH15/13 1340 15 620x670x715 250x250x250 2,4 82 230LH30/13 1340 30 680x770x800 310x310x310 3,2 120 230
For further information please contact;Andre Schreuder
Schreuder Gieterij Techniek Willem Kesstraat 1 7558 KB Hengelo Nederland T: +31 (0)74851 48 66 F: +31 (0)74 851 48 67 E: [email protected] http://www.schreudergt.nl
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:48 Página 36
http://metalspain.com/second-hand.htmhttp://metalspain.com/second-hand.htm
HARDENING LINE FOR THE HEAT TREATMENTOF ALUMINUM CASTINGS
The line consists of hardening furnace and hardening waterquenching bath The line is controlled by PLC. The PLC controls
the temperature profile of the furnace and the watertemperature in the quenching bath.
Technological process: Solution annealing aluminum castingfollowed by water bath quenching. The charge is loaded into the
furnace from the bottom and pulled into the furnace with achain driven electro-motor with gearbox. After processing the
charge is automatically loaded into the quenching bath using achain-driven electro-motor with gearbox. The furnace is
equipped with an electric trolley that moves along rails built intothe floor.
Solution annealing: - Max. Temperature: 600°C - Workingtemperature: 450-550°C
Hardening: - Transport to quenching bath: max. 18 secondsBenefits:
Complete line for hardening aluminum alloy partsSemi-automatic line operation
Rapid and automatic transport of the charge to the quenchingbath
High-quality insulation materials result in low furnace operatingcosts and the dynamic progress of the thermal cycle
Precise temperature distribution in the furnace chamberStandard equipment of the line includes:
Water quenching bathHardening furnace
Electrically-powered furnace movementHydraulically-powered doors opening to the back
PLC Simatic S7-1200 with operating panelFor further information please contact ;
Andre SchreuderSchreuder Gieterij Techniek Willem Kesstraat 1 7558 KB
Hengelo Nederland T: +31 (0)74 851 48 66 F: +31 (0)74 851 4867 E: [email protected] http://www.schreudergt.nl
37TRATAMIENTOS TERMICOS. SEPTIEMBRE 2014
VENTA LAVADORA INOXIDABLE ALCALINA
PERFECTO ESTADO, SEMINUEVAMARCA: LAVALTERMSISTEMA DE SECADO
POTENCIA: 140KW2 CUBAS DE AGUA
MEDIDAS DE CARGA: 1500X1500X1500INCLUYE DECANTADOR PARA
SEPARAR ACEITE
CONTACTO: 605739726 SRA.CRISTINA
VENTA LAVADORA INOXIDABLE ALCALINA
PERFECTO ESTADO, SEMINUEVAMARCA: DBM
SISTEMA DE SECADOPOTENCIA: 45KW2 CUBAS DE AGUA
MEDIDAS DE CARGA: 2COMPARTIMENTOS DE 46X38X24
CADA UNOINCLUYE DECANTADOR PARA
SEPARAR ACEITECONTACTO: 605739726 SRA.
CRISTINA
FOUR CODERE SYSTEME 230-40/60
- 1 Four à pot électriquePuissance: 25 kW
Température max.: 650°CDimensions utiles:
- Æ 380 mm- H 680 mm
Charge max. brute : 180 kg- 2 stations de refroidissement à air
pulsé
Le four à pot CODERE Système 230 -40/60 est destiné à la réalisation de recuit
sous atmosphère protectrice detype azote (N2) + hydrogène (H2) à une température de travail
de 280°C à 650°C.Caractéristiques techniques
L’installation est équipée d’un châssis métallique sur lequel sontfixés 2 pots.
Un automate de transfert permet le transfert latéral synchronisédes 2 pots dans le four et l’une ou l’autre des
stations de refroidissement (fonctionnement semi-automatique).Une pompe à vide primaire évacue l’air avant l’introduction de
l’atmosphère de protection.
Type de pièces
Résultats obtenusAprès traitement les pièces conservent leuraspect initial brillant tout en obtenant les
caractéristiquesmétallurgiques demandées.
CODERE SARoute de Miécourt 12
CP 1472942 Alle
SWITZERLANDT : +41 32 465 10 10F : +41 32 465 10 11
Pièces décolletées enbronze et en laiton.
1 HORNO DE AUSTENITIZACION PARA TEMPLEACEITE Y CEMENTACION, TAMANO T 7
- Dimensiones cámarainterior: 760 x 1220 x 510
mm, carga máxima 600 kg .- Calentamiento gas naturalvía 12 quemadores y tubos
radiantes.- Cámara interior renovada y
turbina de mezcla deatmosfera.
- Panel de gas para generarla atmosfera con control
sonda oxigeno +comparación con
analizador de gas.- 1 autómata Omron para entrar en los programas y controlar los
movimientos.- 1 regulador de temperatura y atmosfera EUROTHERM.
1 horno de revenido IPSEN de calentamiento gas de lasmismas dimensiones.
1 lavadora IPSEN de calentamiento eléctrico :Muy sencilla, con agitación de agua en la cuba.
2 carros de manipulación de cargas, delantero y trasero +mesas de traslado y
almacenamiento + conjunto de utillajes (cestas + utillajes tipomecano).
APLITEC - Aplicaciones Termotécnicas, S.L.Polígono Erletxe - Plataforma B - Nave 5
48960 GALDACANO - ESPAÑATelf. (+34) 944 262 522Fax. (+34) 944 262 262
more at www.metalspain.com/second-hand.htm
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:48 Página 37
38 TRATAMIENTOS TERMICOS. SEPTIEMBRE 2014
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:48 Página 38

GUIA
39TRATAMIENTOS TERMICOS. SEPTIEMBRE 2014
Oct. 5th 2014
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:48 Página 39

40 TRATAMIENTOS TERMICOS. SEPTIEMBRE 2014
GUIA
http://metalspain.com/suscripcion-tt.htm
21-7-14 TT 144 SEPBRE 2014_80378 TT-FEBRERO 08 n106 26/08/14 9:48 Página 40