secciÓn 2 las pequeÑas y medianas empresas · cualquier empresa con pocos individuos o empleados...
TRANSCRIPT
2-1
SECCIÓN 2
LAS PEQUEÑAS Y MEDIANAS EMPRESAS
Esta sección define el término pequeña y mediana empresa (PYME) y trata la importancia deestas empresas dentro del contexto del deterioro ambiental. Incluye una discusión sobre la repercusiónde los residuos industriales en la salud humana y el ambiente, una comparación entre las PYME ygrandes empresas y una descripción de los tipos de actividades económicas emprendidas por lasPYME. Además, presenta los perfiles de cuatro PYME altamente contaminantes que pueden serbuenas candidatas para la minimización y el tratamiento centralizado de residuos: curtiembres, textilescon procesos húmedos, talleres de galvanoplastia y procesadoras de alimentos. Estos perfiles examinanlas características de los residuos, las opciones de minimización de residuos y las opciones detratamiento in situ para cada sector industrial.
2.1 DEFINICIÓN DE LA PEQUEÑA Y MEDIANA EMPRESA
Este manual emplea con frecuencia el término "pequeña y mediana empresa" para designar acualquier empresa con pocos individuos o empleados comprometidos en actividades que generanresiduos como subproductos. Cualquier referencia en este manual a "pequeñas firmas" o "pequeñasempresas" hacen alusión a las PYME tal como se definen en este manual. Las PYME en los paísesrecién industrializados se caracterizan por emplear métodos industriales sencillos con uso predominantede mano de obra. A menudo, el equipo es de segunda mano y el proceso de fabricación ineficiente si secomparan con las industrias más grandes (Benavides, 1992). Las PYME son heterogéneas y difieren entamaño y composición de acuerdo a la ciudad y el país. Existen variaciones significativas entre elnúmero de empleados, producción, generación de residuos, niveles de capitalización, grado deconcentración espacial y los procesos tecnológicos que emplean (UMP, 1992). En consecuencia, lascaracterísticas y soluciones a los problemas de residuos peligrosos asociados con las PYME se basanesencialmente en su ubicación específica y el tipo de proceso productivo específico, y sólo las accioneslocales pueden resolver estos problemas (UMP, 1992).
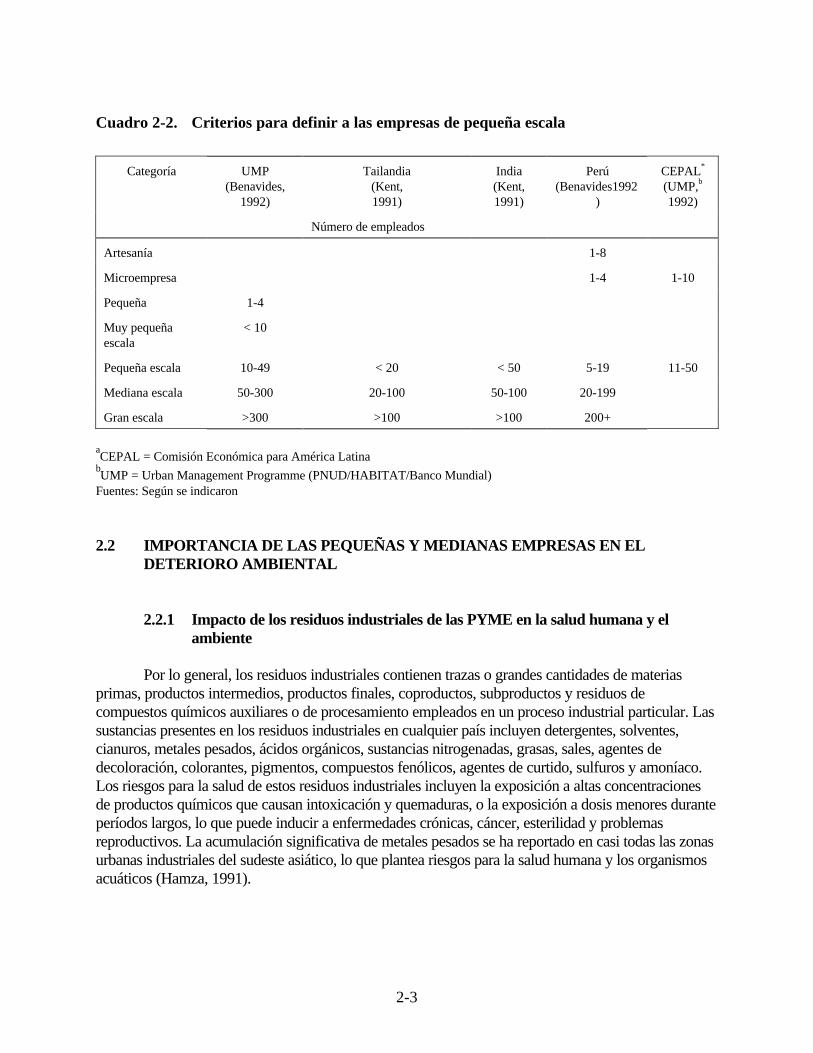
Se emplean diversos términos para describir y diferenciar las diferentes porciones de este sectoreconómico. El cuadro 2-2 identifica diversos términos y criterios empleados para definir las actividadeseconómicas basadas en el número de trabajadores o empleados involucrados. El Urban ManagementProgram (UMP) del Programa de las Naciones Unidas para el Desarrollo (PNUD)/Centro de lasNaciones Unidas para los Asentamientos Humanos (Hábitat)/Banco Mundial, emplea el términoindustria de pequeña escala (IPE) para referirse a las pequeñas empresas además de las PYMEformales registradas en los organismos del gobierno que establecen regulaciones o se encargan derecoger datos. Las pequeñas empresas realizan actividades comúnmente en talleres domésticos y por logeneral son resistentes al cambio. Las microempresas, por lo general ubicadas en el sector informal (esdecir, no están registradas), tienden a ser productores marginales que no están totalmente capitalizados,

2-2
pero que pueden crecer rápidamente y adaptarse a nuevas tecnologías. A modo de ejemplo, el cuadro2-1 contiene las definiciones de pequeña empresa empleadas comúnmente en el Perú.
Cuadro 2-1. La pequeña empresa. Definiciones usadas en el Perú
LA PEQUEÑA EMPRESA. DEFINICIONES EMPLEADAS EN EL PERÚ
a. Según una encuesta aplicada a 40 funcionarios de 13 bancos, la pequeña empresa se define como laque vende entre 40.000 y 750.000 dólares anuales y posee activos entre 20.000 y 300.000 dólares.
b. Según la Ley de Promoción de Microempresas y Pequeñas empresas (D.L. No. 705, del 5 denoviembre de 1991), la pequeña empresa se define como la que posee las siguientes características:número total de trabajadores y empleados no mayor de 20 personas y valor total de ventas no mayor de25 unidades impositivas tributarias (UIT, en 1995, US$ 50.000).
c. COFIDE define a la pequeña empresa, como aquella con activos fijos que no exceden los 250.000dólares, excluidos los terrenos e instalaciones, y cuyas ventas netas anuales no superen el millón dedólares.
d. Según Fernando Villarán (Reestructuración industrial: Subprogramas de Ajuste Estructural, Pequeña yMediana Empresa Industrial. Lima: PNUD-ONUDI), una pequeña industria es una empresa con 5 a19 trabajadores y un capital de US$ 3.000.
e. De acuerdo con Wong Cam, una pequeña empresa es la que emplea entre 5 y 49 trabajadores.
Fuente: Wong Cam, David. “Los grandes pequeños negocios”. Lima: Universidad del Pacífico. Centro deinvestigación; 1996.
Como lo indica el cuadro 2-2, los criterios para definir a las empresas por su tamaño varíanconsiderablemente. La distinción entre una pequeña empresa y una empresa de mediana escalacomprende un rango de 20 a 50 empleados y los criterios para diferenciar una empresa de medianaescala de una de gran escala abarca un rango de 100 a 300 empleados. Para evaluar la factibilidad delas plantas comunes de tratamiento de efluentes (PCTE) y de las plantas de tratamiento de residuospeligrosos (PTRP), las pequeñas y empresas de mediana escala deben clasificarse según el sistema quese emplea en el país interesado.
2-3
Cuadro 2-2. Criterios para definir a las empresas de pequeña escala
Categoría UMP(Benavides,
1992)
Tailandia(Kent,1991)
India(Kent,1991)
Perú(Benavides1992
)
CEPAL*
(UMP,b
1992)
Número de empleados
Artesanía 1-8
Microempresa 1-4 1-10
Pequeña 1-4
Muy pequeñaescala
< 10
Pequeña escala 10-49 < 20 < 50 5-19 11-50
Mediana escala 50-300 20-100 50-100 20-199
Gran escala >300 >100 >100 200+
aCEPAL = Comisión Económica para América Latina
bUMP = Urban Management Programme (PNUD/HABITAT/Banco Mundial)
Fuentes: Según se indicaron
2.2 IMPORTANCIA DE LAS PEQUEÑAS Y MEDIANAS EMPRESAS EN EL DETERIORO AMBIENTAL
2.2.1 Impacto de los residuos industriales de las PYME en la salud humana y elambiente
Por lo general, los residuos industriales contienen trazas o grandes cantidades de materiasprimas, productos intermedios, productos finales, coproductos, subproductos y residuos decompuestos químicos auxiliares o de procesamiento empleados en un proceso industrial particular. Lassustancias presentes en los residuos industriales en cualquier país incluyen detergentes, solventes,cianuros, metales pesados, ácidos orgánicos, sustancias nitrogenadas, grasas, sales, agentes dedecoloración, colorantes, pigmentos, compuestos fenólicos, agentes de curtido, sulfuros y amoníaco.Los riesgos para la salud de estos residuos industriales incluyen la exposición a altas concentracionesde productos químicos que causan intoxicación y quemaduras, o la exposición a dosis menores duranteperíodos largos, lo que puede inducir a enfermedades crónicas, cáncer, esterilidad y problemasreproductivos. La acumulación significativa de metales pesados se ha reportado en casi todas las zonasurbanas industriales del sudeste asiático, lo que plantea riesgos para la salud humana y los organismosacuáticos (Hamza, 1991).
2-4
Existen tres problemas prioritarios de salud ambiental que se asocian con el manejo inadecuadode materiales peligrosos y el control de residuos peligrosos en las PYME:
§ El primero incluye a los trabajadores expuestos a materiales peligrosos en el trabajo. Losprocesos empleados ejercen gran influencia en la salud de los trabajadores y la comunidad,así como los productos químicos que se usan y la proximidad de las empresas a áreasresidenciales, al agua y a otros recursos (UMP, 1992). Este problema se agrava por el grannúmero de empleados en muchas PYME.
§ El segundo problema es el deterioro ambiental como resultado de las descargasincontroladas de los residuos peligrosos que afectan especialmente a las aguas superficialesy subterráneas, al aire, los suelos y la cadena alimentaria (UMP, 1992).
§ El tercer problema se asocia al riesgo de salud de los manipuladores de residuos (formales einformales) y personas que viven cerca de vertederos no controlados de residuos.
Debido a que la mayoría de PYME están ubicadas en el corazón de las ciudades, a menudo, lacontaminación generada afecta agudamente a la población local, tanto por los efectos en la saludhumana como en el deterioro ambiental (PNUMA, 1987). El cuadro 2-3 indica los efectos de losdiversos contaminantes industriales en la salud y el ambiente.
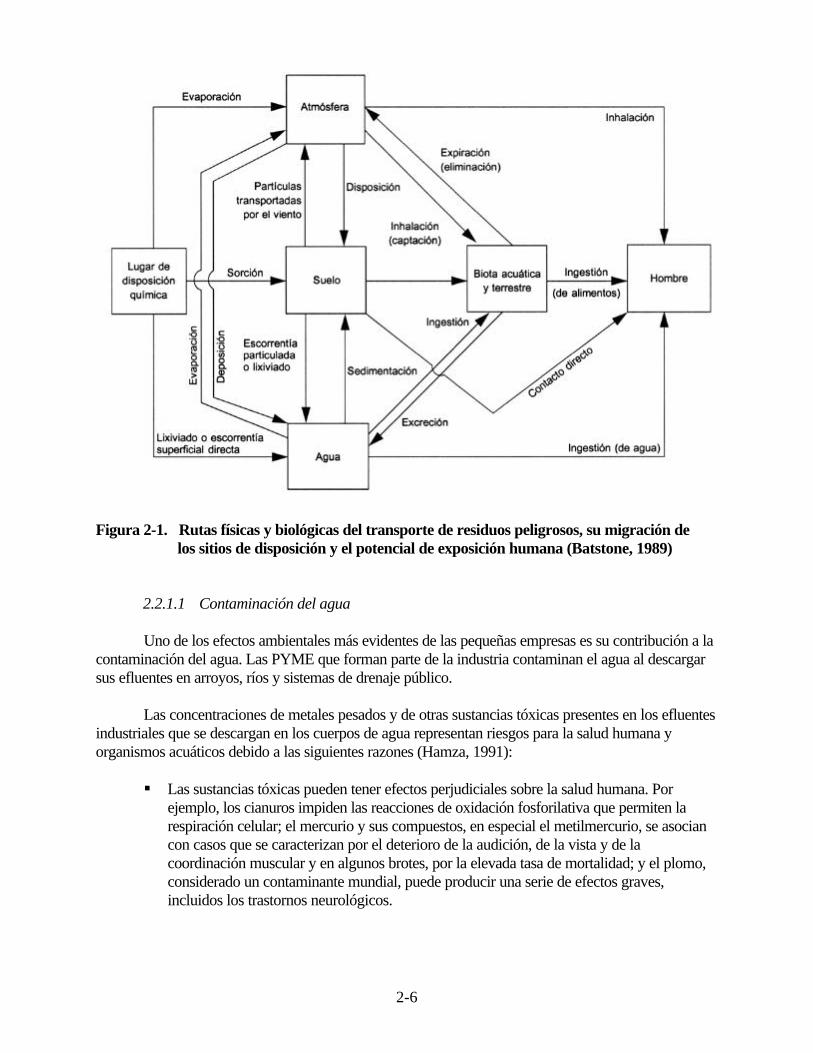
La figura 2-1 señala las vías potenciales por las que pueden introducirse los residuospeligrosos. Algunas vías corresponden a un insumo directo a un compartimiento ambiental, como laevaporación de un producto químico en la atmósfera. Otras vías representan insumos indirectos, comola deposición atmosférica de materia particulada llevada por el viento a aguas superficiales (Batstone yotros, 1989). El ambiente puede asimilar efluentes industriales a través de dos rutas principales:mediante la descomposición química en compuestos que ingresan a los ciclos naturales o comoalimento para organismos vivos cuyos residuos también pueden ingresar a los ciclos naturales. Enalgunos casos, la asimilación hace que el tóxico sea más accesible a formas animales superiores. Porejemplo, las sales de mercurio en los sedimentos pueden ser metiladas por bacterias ingeridas por pecescomo el metilmercurio y con el tiempo se acumulan en el cuerpo humano (Hamza, 1991). Según seincrementa la contaminación, en particular en centros urbanos con altas concentraciones de población eindustria, la sobrecarga de la capacidad asimilativa natural se vuelve evidente en corrientes de agua,tierra y aire (Hamza, 1991).

2-5
Cuadro 2-3. Efectos de los contaminantes en la salud y el ambiente (Hamza, 1991)
GRUPO DECOMPONENTES
EFECTOS
1. Biooxidable expresado comoDBO (L,S,P,A)
Desoxigenación, condiciones anaerobias o anóxicas, muerte de peces,pestilencia debido a la producción de H2S
2. Tóxicos primarios: As, CN,Cr, Cd, Cu, P, Hg, Pb, Zn, Co,Ni, Sn, Mn. (L,S,P,A)
Disturbios cardíacos por Ba, falla miocordial por Co, enfermedadescardiovasculares a causa del Cd, cáncer a la piel por As, desórdenesneurológicos a causa del Pb, cáncer al pulmón producido por Ni,enfermedad de Minamata a causa del Hg, fotofobia producida por el Sn,síntomas que simulan el síndrome de Parkinson producto del Mn,muerte de peces, acumulación en la carne de peces y moluscos
3. Ácidos y alcalinos (L, A) Reducción de la capacidad regulada de pH del cuerpo receptorafectando a los ecosistemas
4. Desinfectantes Cl2, H2O2,formalín, fenol (G, L)
Formación de residuos clorofenoles extremadamente venenosos queplantean riesgos para la salud del hombre y la vida acuática, muerteselectiva de microorganismos, sabor y olores
5. Formas iónicas: Fe, Ca, Mg,Mn, Cl-, SO---
(S, P, L, A)
Características cambiantes del agua, decoloración, dureza, salinidad,incrustaciones
6. Óxido y reducción de agentes:NH3, NO2, NO3, S
--, SO3--
(S, P, L, A)
El NO3 causa metahemoglobinemia infantil (más de 40 mg/l), el NO2
forma nitrosaminas (carcinógenos potentes), altera balances químicosque oscilan entre la disminución rápida del oxígeno hasta la recarga denutrientes y olores, y el desarrollo masivo de plancton y eventualmenteeutroficación
7. Aceites y grasa evidentes a lavista y olfato (I)
Sólidos espumosos, flotantes y estables; pestilencia; sedimentosanaerobios; aceites y grasas, daño a aves acuáticas y peces
8. Organismos patógenos(L, A, S)
Infecciones en el hombre, reinfección del ganado, enfermedades a lasplantas regadas con agua contaminada con hongos; leptospira, hongotóxico
G Si el contaminante es un gasL Si el contaminante es un líquidoS Si el contaminante es un sólidoP Si el contaminante es una partículaA Si el contaminante es una solución o suspensión acuosa.
2-6
Figura 2-1. Rutas físicas y biológicas del transporte de residuos peligrosos, su migración de los sitios de disposición y el potencial de exposición humana (Batstone, 1989)
2.2.1.1 Contaminación del agua
Uno de los efectos ambientales más evidentes de las pequeñas empresas es su contribución a lacontaminación del agua. Las PYME que forman parte de la industria contaminan el agua al descargarsus efluentes en arroyos, ríos y sistemas de drenaje público.
Las concentraciones de metales pesados y de otras sustancias tóxicas presentes en los efluentesindustriales que se descargan en los cuerpos de agua representan riesgos para la salud humana yorganismos acuáticos debido a las siguientes razones (Hamza, 1991):
§ Las sustancias tóxicas pueden tener efectos perjudiciales sobre la salud humana. Porejemplo, los cianuros impiden las reacciones de oxidación fosforilativa que permiten larespiración celular; el mercurio y sus compuestos, en especial el metilmercurio, se asociancon casos que se caracterizan por el deterioro de la audición, de la vista y de lacoordinación muscular y en algunos brotes, por la elevada tasa de mortalidad; y el plomo,considerado un contaminante mundial, puede producir una serie de efectos graves,incluidos los trastornos neurológicos.
2-7
§ La mortandad de peces a menudo se debe a la toxicidad aguda causada por la descarga delodos o descargas accidentales de materia sumamente tóxica en la masa de agua. Latoxicidad crónica causada por constantes descargas de contaminantes tóxicos de bajo nivelaltera todo el equilibrio de la población acuática al destruir especies sensibles y promoverque las especies menos deseables pero más tolerantes prosperen, disminuye la provisión dealimentos de algas e invertebrados y reduce el potencial reproductivo ya que los huevos yalevinos son más susceptibles que los adultos a las concentraciones subletales de tóxicos.
§ Muchos materiales orgánicos pueden degradarse biológicamente en los cursos de agua yproducen demandas excesivas de oxígeno. El agotamiento completo del oxígeno disueltoen un arroyo contaminado impedirá la supervivencia de la vida acuática; debido a laausencia del oxígeno disuelto, algunos de los microorganismos emplearían el oxígenocombinado en ciertos materiales como los sulfatos, creando de esta manera, pestilencia ymolestia.
§ La materia colorante puede reducir sustancialmente la penetración de la luz y enconsecuencia, afectar la producción de oxígeno fotosintético; la elevada turbiedad y lascargas bacterianas representan otros problemas estéticos que también afectansustancialmente la calidad del agua.
Las pequeñas empresas industriales también generan residuos sólidos y lodos que confrecuencia se eliminan indebidamente en terrenos públicos o rellenos no revestidos (Kent, 1991). Conel tiempo, los elementos tóxicos de estos residuos sólidos pueden lixiviar, lo que ocasionaría lacontaminación de las aguas subterráneas. El agua subterránea es aquella que fluye naturalmente y sealmacena en el suelo y cuerpos rocosos que se encuentran debajo de la tierra. Es la fuente principal deagua potable y del agua empleada en la industria. La contaminación de aguas subterráneas puedeocurrir cuando los líquidos (generalmente aguas pluviales) fluyen a través de vertederos de residuoshasta llegar a las aguas subterráneas, portando los contaminantes con ellos. Una vez contaminadas, lasaguas subterráneas son costosas y difíciles y a veces hasta imposibles de limpiar. Por lo general, laescala de tiempo real del movimiento de los contaminantes fuera de un lugar de residuos es muy larga.Un contaminante puede demorar décadas para migrar de un vertedero hacia un pozo de agua potablecercano. Sin embargo, una vez que el producto químico aparece en el agua del pozo, puedepermanecer allí en cantidades elevadas durante muchos años, aun si se toma una acción correctiva en ellugar de la disposición. Además, la llegada de un contaminante al agua bien puede significar la llegadade docenas de otros contaminantes en el curso de muchos años.
2.2.1.2 Contaminación del suelo
La contaminación del suelo puede ocurrir por los siguientes motivos: (Hamza, 1991):
§ La disposición incontrolada de residuos industriales sólidos y peligrosos como lodos concontenido de metales, concentraciones de ácidos y álcalis agotados, residuos orgánicos yaceites residuales.
§ La quema incontrolada de residuos sólidos en los terrenos deja residuos de ceniza, gomaquemada, productos tóxicos y otros detritos quemados.

2-8
§ El almacenamiento, temporal o permanente, de productos químicos desechados, residuosde la producción, desechos tóxicos, materia putrescible y material industrial desechado.
§ Las emisiones de chimeneas industriales que transfieren sustancias tóxicas de la atmósfera ala tierra.
§ Efluentes industriales que fluyen de manera incontrolada sobre el terreno, incluyendo lascausas accidentales.
Los residuos industriales depositados en el terreno pueden ser mezclas complejas de productosquímicos peligrosos, tanto orgánicos como inorgánicos, combinados con otros residuos no peligrosos.Estos residuos pueden presentarse en forma de sólidos, lodos o líquidos o mezclas de los tres. Lasprácticas incontroladas de disposición de residuos tienen diversos efectos sobre la salud y la seguridad,incluida la reproducción de vectores de enfermedades en lugares donde se descompone la sustanciaorgánica. La descarga directa o el lixiviado de vertederos también produce contaminación de cultivos,de peces y del agua potable; y el almacenamiento indebido de residuos peligrosos puede ocasionarincendios y explosiones. También se producen efectos estéticos, incluida una vista desagradable debidoa la acumulación de residuos cerca a áreas industriales y residenciales y a la emisión de oloresdesagradables producto de la quema o descomposición de la sustancia orgánica.
2.2.1.3 Contaminación del aire
Muchas PYME generan humo y gases que agravan los problemas de contaminación del aire delas principales ciudades. Las fundiciones pequeñas, molinos de arroz, panaderías, restaurantes,procesadores de alimentos, fábricas de ladrillos y fundiciones de plomo queman combustibles fósiles,leña u otros materiales, que generan emisiones (Kent, 1991). En comparación con las plantas de granescala, las PYME contribuyen con pequeñas cargas a la contaminación del aire. Sin embargo, por lapoca eficiencia de combustión de estos procesos, sus efectos son a veces más pronunciados originandoun efecto acumulativo de las concentraciones de pequeños establecimientos contaminantes ubicadosdentro de un área residencial. Los contaminantes emitidos, aparte de los efectos negativos de salud, afectan de manera directa a los edificios, a la pintura, a las estructuras de acero que no cuentan conprotección alguna y a los monumentos públicos, además, crean un ambiente sucio y desagradable.
Los problemas de contaminación del aire se intensifican debido a la existencia de fábricas depequeña escala que operan con equipo obsoleto y generan importantes emisiones de gases y partículassin tomar provisiones para controlar la contaminación. Los solventes empleados en estas plantas,incluidos los hidrocarburos alifáticos y aromáticos, alcoholes, aldehídos, cetonas e hidrocarburosclorados, emiten vapores tóxicos. La causa de un gran número de riesgos ocupacionales se debe a ladescarga incontrolada de sustancias tales como plomo, mercurio, cadmio, hidrocarburos policlorados yasbesto (OMS, 1985). La exposición puede ocurrir en diferentes procesos, como el desengrase demetales en la industria de maquinarias, extracción de grasas o aceites, limpieza en seco, pintura eindustrias plásticas. Los vapores solventes se introducen en el cuerpo principalmente por inhalación,aunque puede ocurrir alguna absorción por la piel. Los vapores absorbidos por los pulmones llegan
2-9
hasta la sangre y se distribuyen principalmente por los tejidos y órganos con un alto contenido de grasay lípidos como el sistema nervioso central, el hígado y la médula ósea (Hamza, 1991).
La dispersión a través del viento es otra vía potencial de descarga a la atmósfera (que afecta alas personas a través de la inhalación). Ciertos residuos sólidos (por ejemplo, asbesto) sonparticularmente sensibles a la dispersión a través del viento. La movilización del suelo contaminado olos contaminantes mismos puede representar un problema específico en vertederos de residuospeligrosos mal manejados.
2.2.2 Las pequeñas y medianas empresas y el deterioro ambiental en relación con lasgrandes empresas
Es difícil evaluar con exactitud el efecto global de las PYME en el ambiente debido a lacomplejidad del tema, diversidad de actividades y a la falta de datos. Las PYME pueden ser máscontaminantes que las grandes empresas ya que son menos eficientes técnicamente, más difíciles devigilar y con menos probabilidades de adoptar tecnologías de minimización (Kent, 1991). Confrecuencia, los pequeños fabricantes carecen de conocimientos técnicos y de medios financieros paracontrolar o reducir los efluentes de sus operaciones. En consecuencia, las PYME en conjunto son unagran fuente de contaminantes con volúmenes significativos de residuos tóxicos y peligrosos que luegoson transportados por el agua y el aire. (Banco Mundial, 1994).
Un informe de 1991 preparado para la Agencia de Desarrollo Internacional de los EstadosUnidos (U.S. AID) examinó la relación entre las PYME y el deterioro ambiental con énfasis en Asia(Kent, 1991). Este informe concluye que si bien las PYME, pueden no ser responsables de la mayorparte del deterioro ambiental, por unidad de producción, probablemente son contaminadores másgraves que las grandes empresas. Según este informe, las PYME contaminan más por unidad deproducción debido a cuatro razones:
§ ineficiencia técnica en la producción;§ ineficiencia técnica en el tratamiento de residuos y manejo inadecuado de residuos;§ limitaciones con respecto a la vigilancia y la reglamentación de las PYME;§ insuficiente capacitación sobre asuntos ambientales.
El análisis del Banco Mundial sobre la contaminación industrial en la India indica que lasescalas subóptimas de la producción pueden deberse a deficiencias técnicas que aumentan lacontaminación por unidad (Kent, 1991). Generalmente, las pequeñas empresas tienen una producciónen lotes, y no en serie, con mayores niveles de contaminación asociados (por ejemplo, la contaminacióndel agua por la limpieza de maquinaria de impresión, curtido y tintura después de cada lote pequeño).Los fabricantes de pequeña escala también tienden a emplear equipo no automatizado y menos costoso(Hamza, 1991). El uso de este tipo de equipo puede producir residuos excesivos así como pérdidasconsiderables de materias primas, aceites lubricantes, energía y productos procesados.
2-10
A menudo, los residuos de las PYME no se manejan de manera adecuada. Los residuos entrana formar parte del sistema de aseo urbano municipal y terminan en basureros, rellenos, desagües o ríos.El tratamiento de residuos es inusual en las pequeñas industrias debido a la falta de control, personalcapacitado y espacio adecuado para sistemas tradicionales de tratamiento, así como por el elevadocosto de la tecnología de minimización de la contaminación (Benavides, 1992). En un informe recienteque examina el manejo de residuos peligrosos en diversos países, ninguno de los países de los estudiosde casos (es decir, India, México, Perú y Zimbabwe) tenía políticas específicas de manejo de residuospara las PYME (Benavides, 1992).
El tercer argumento que explica por qué las pequeñas empresas parecen contaminar más quelas grandes empresas por unidad de producción es que las PYME son más difíciles de vigilar y regular.Los fabricantes de gran escala son una meta relativamente fácil para las autoridades que reglamentan ycontrolan las emisiones y descargas, mientras que no siempre sucede lo mismo con los pequeñosfabricantes debido a su gran número y a la variedad de actividades industriales que se realizan(PNUMA, 1987).
Además de lo anterior, una variedad de estudios realizados bajo la supervisión del BancoMundial concluyó que el control de la contaminación en las PYME se ve obstaculizado por la falta derecursos financieros y de personal capacitado y también por limitaciones de espacio. Las PYME no soncapaces de adoptar medidas de minimización ya que no pueden asumir sus costos y no pueden explotareconomías de escala en tecnologías de minimización; cuando se establecen medidas de reducción, laausencia de personal capacitado hace que no se pueda garantizar la operación adecuada y eficaz; yfinalmente, las PYME tienen limitaciones de espacio, por ello tienen dificultades para instalar sistemasde tratamiento.
2.2.3 Tipos de actividades económicas de las pequeñas y medianas empresas
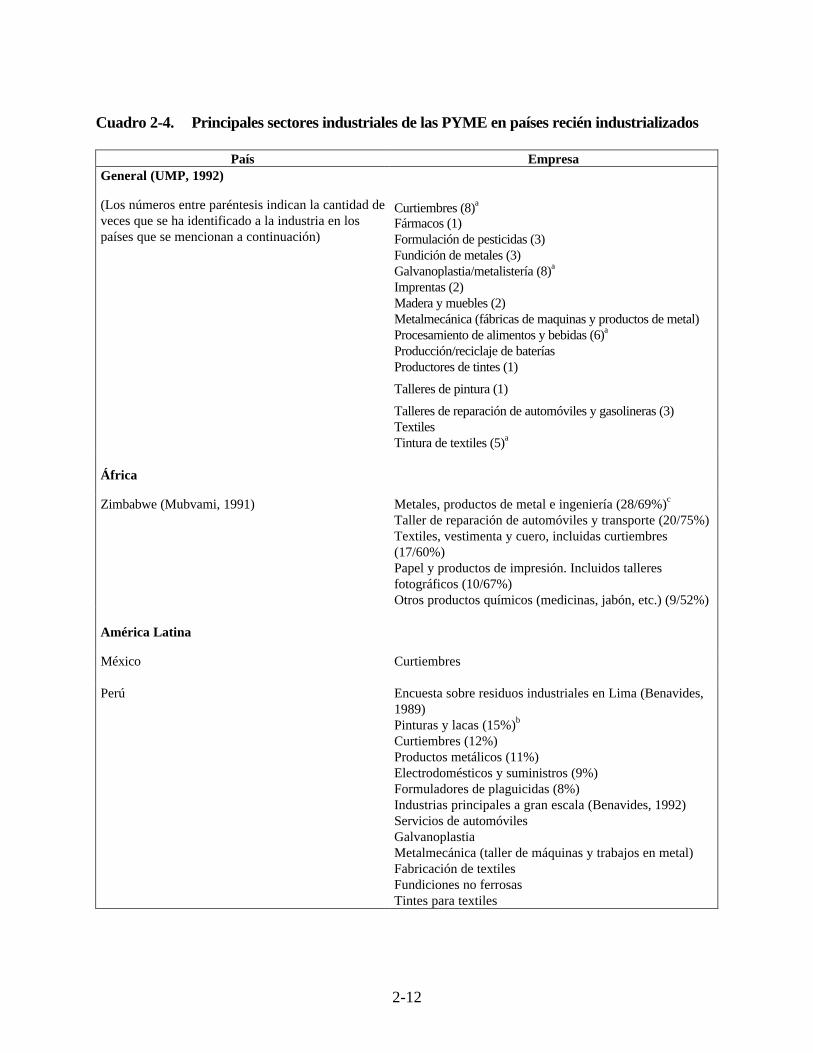
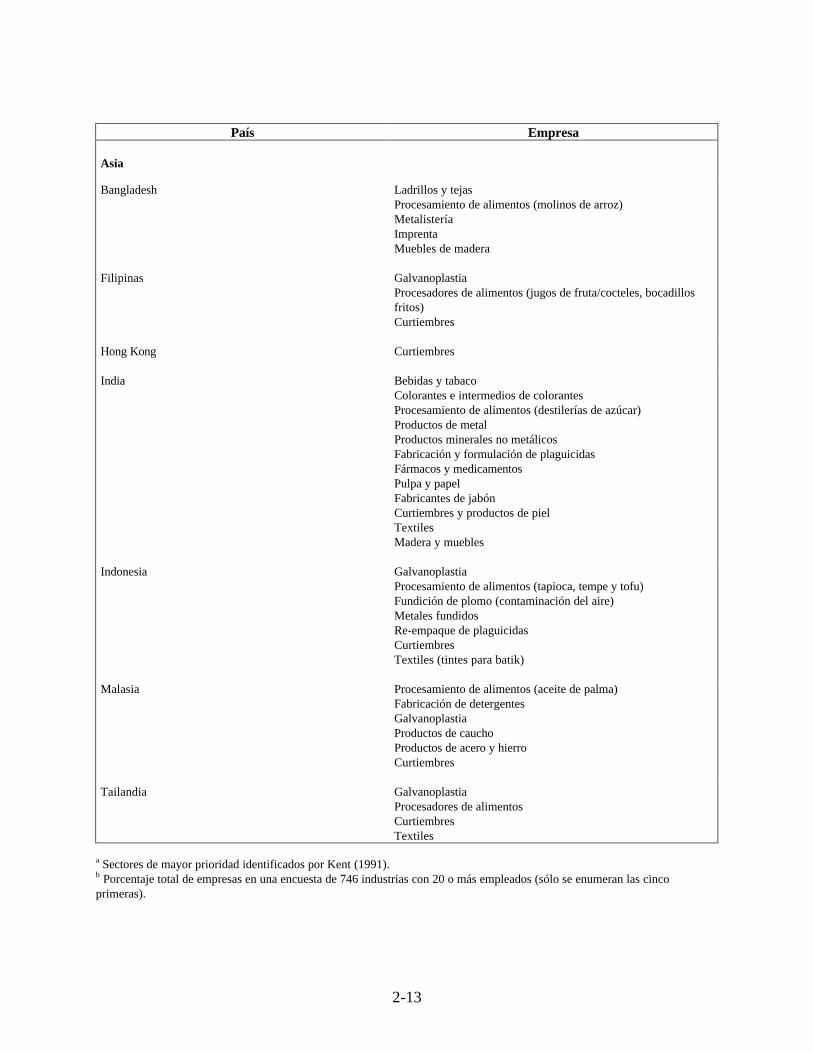
Las PYME están involucradas en cientos de actividades diferentes en el mundo reciénindustrializado, algunas de las cuales son potencialmente más nocivas para el ambiente que otras.Individualmente, una PYME puede producir una cantidad pequeña de residuos peligrosos; sinembargo, colectivamente, un número de PYME produce una gran cantidad de residuos peligrosossuficientes como para representar un riesgo sustancial para la comunidad y el ambiente. El cuadro 2-4identifica los sectores industriales en los que las PYME representan una fuente principal de produccióny generación de residuos en el mundo recién industrializado. La lista general al inicio del cuadro 2-4incluye todos los sectores identificados como importantes según el 1992 Expert Group Meeting onLocal Management of Hazardous Wastes From Small-Scale and Cottage Industries (UMP, 1992)(Reunión del Grupo de Expertos en el Manejo Local de Residuos Peligrosos de Empresas de PequeñaEscala y Empresas Caseras).
Diversos informes recalcan que se deben evitar generalizaciones y exageraciones sobre lasPYME y el deterioro ambiental (Kent, 1991; Benavides, 1992). La importancia relativa de las PYMEen la contaminación es menor en ciertos sectores de países específicos y mayor en otros (Kent, 1991).En muchas actividades económicas y países, las PYME son mucho más numerosas que las empresas de

2-11
gran escala pero generan una producción total menor y probablemente una menor contaminación (porejemplo, las curtiembres en Indonesia). En otras actividades y países, las pequeñas empresas son lasmás numerosas en un número limitado de industrias y probablemente sean las más contaminadoras enese sector industrial (por ejemplo, las curtiembres en la India) (Kent, 1991).
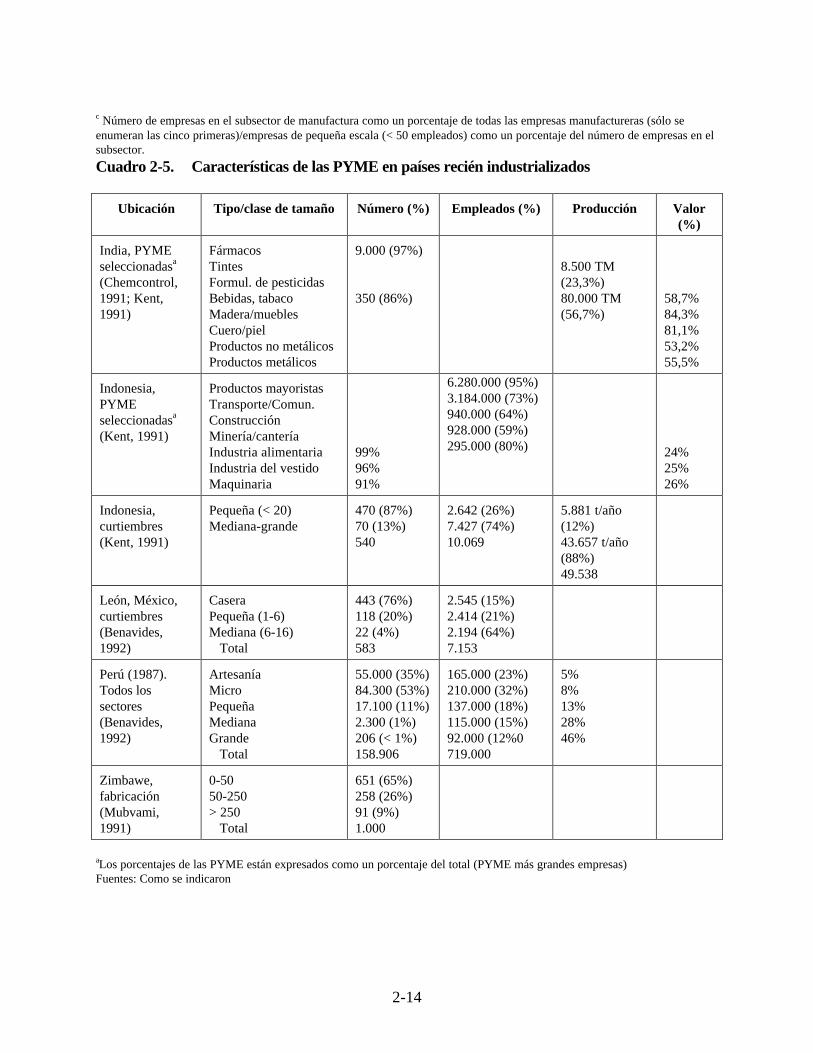
El cuadro 2-5 resume la información sobre las PYME en algunos países recién industrializadose indica las grandes variaciones entre países y sectores. Las diferentes fuentes y sistemas declasificación dificultan las comparaciones directas. A pesar de que las PYME representan un granporcentaje del número total de empresas o empleados, por lo general, no mantienen una producción ovalor agregado proporcional. Por ejemplo, en el Perú, el 99% de las empresas se encuentran dentro delas categorías de pequeña microempresa y artesanía, no obstante representan sólo el 26% de laproducción total.
Por otro lado, en la India, las PYME representan más de la mitad de la producción o valor totalen las seis categorías industriales/comerciales: formulación de pesticidas, bebidas y tabaco, productosde madera y mueblería, cuero y piel, productos no metálicos y metálicos.
En el caso de las microempresas de América Latina, la mayor proporción de estas se dedican aactividades de comercio y prestación de servicios. Estas actividades salvo algunas excepciones,normalmente no tienen un impacto significativo al ambiente. Sin embargo, se pueden producirproblemas por falta de higiene o de servicios adecuados en el propio ambiente de trabajo. Por su parte,las actividades productivas generalmente involucran mayores posibilidades de riesgo a la salud humanay al medio inmediato debido a los insumos y productos de desechos de estas actividades, así como porla presencia de las PYME en zonas residenciales. las personas más afectadas pueden ser el dueño y susfamiliares, los empleados y vecinos (BID, 1997).
2-12
Cuadro 2-4. Principales sectores industriales de las PYME en países recién industrializados
País EmpresaGeneral (UMP, 1992)
(Los números entre paréntesis indican la cantidad deveces que se ha identificado a la industria en lospaíses que se mencionan a continuación)
Curtiembres (8)a
Fármacos (1)Formulación de pesticidas (3)Fundición de metales (3)Galvanoplastia/metalistería (8)a
Imprentas (2)Madera y muebles (2)Metalmecánica (fábricas de maquinas y productos de metal)Procesamiento de alimentos y bebidas (6)a
Producción/reciclaje de bateríasProductores de tintes (1)
Talleres de pintura (1)
Talleres de reparación de automóviles y gasolineras (3)TextilesTintura de textiles (5)a
África
Zimbabwe (Mubvami, 1991) Metales, productos de metal e ingeniería (28/69%)c
Taller de reparación de automóviles y transporte (20/75%)Textiles, vestimenta y cuero, incluidas curtiembres(17/60%)Papel y productos de impresión. Incluidos talleresfotográficos (10/67%)Otros productos químicos (medicinas, jabón, etc.) (9/52%)
América Latina
México Curtiembres
Perú Encuesta sobre residuos industriales en Lima (Benavides,1989)Pinturas y lacas (15%)b
Curtiembres (12%)Productos metálicos (11%)Electrodomésticos y suministros (9%)Formuladores de plaguicidas (8%)Industrias principales a gran escala (Benavides, 1992)Servicios de automóvilesGalvanoplastiaMetalmecánica (taller de máquinas y trabajos en metal)Fabricación de textilesFundiciones no ferrosasTintes para textiles
2-13
País Empresa
Asia
Bangladesh Ladrillos y tejasProcesamiento de alimentos (molinos de arroz)MetalisteríaImprentaMuebles de madera
Filipinas GalvanoplastiaProcesadores de alimentos (jugos de fruta/cocteles, bocadillosfritos)Curtiembres
Hong Kong Curtiembres
India Bebidas y tabacoColorantes e intermedios de colorantesProcesamiento de alimentos (destilerías de azúcar)Productos de metalProductos minerales no metálicosFabricación y formulación de plaguicidasFármacos y medicamentosPulpa y papelFabricantes de jabónCurtiembres y productos de pielTextilesMadera y muebles
Indonesia GalvanoplastiaProcesamiento de alimentos (tapioca, tempe y tofu)Fundición de plomo (contaminación del aire)Metales fundidosRe-empaque de plaguicidasCurtiembresTextiles (tintes para batik)
Malasia Procesamiento de alimentos (aceite de palma)Fabricación de detergentesGalvanoplastiaProductos de cauchoProductos de acero y hierroCurtiembres
Tailandia GalvanoplastiaProcesadores de alimentosCurtiembresTextiles
a Sectores de mayor prioridad identificados por Kent (1991).b Porcentaje total de empresas en una encuesta de 746 industrias con 20 o más empleados (sólo se enumeran las cinco primeras).
2-14
c Número de empresas en el subsector de manufactura como un porcentaje de todas las empresas manufactureras (sólo seenumeran las cinco primeras)/empresas de pequeña escala (< 50 empleados) como un porcentaje del número de empresas en elsubsector.
Cuadro 2-5. Características de las PYME en países recién industrializados
Ubicación Tipo/clase de tamaño Número (%) Empleados (%) Producción Valor(%)
India, PYMEseleccionadasa
(Chemcontrol,1991; Kent,1991)
FármacosTintesFormul. de pesticidasBebidas, tabacoMadera/mueblesCuero/pielProductos no metálicosProductos metálicos
9.000 (97%)
350 (86%)
8.500 TM(23,3%)80.000 TM(56,7%)
58,7%84,3%81,1%53,2%55,5%
Indonesia,PYMEseleccionadasa
(Kent, 1991)
Productos mayoristasTransporte/Comun.ConstrucciónMinería/canteríaIndustria alimentariaIndustria del vestidoMaquinaria
99%96%91%
6.280.000 (95%)3.184.000 (73%)940.000 (64%)928.000 (59%)295.000 (80%) 24%
25%26%
Indonesia,curtiembres(Kent, 1991)
Pequeña (< 20)Mediana-grande
470 (87%)70 (13%)540
2.642 (26%)7.427 (74%)10.069
5.881 t/año(12%)43.657 t/año(88%)49.538
León, México,curtiembres(Benavides,1992)
CaseraPequeña (1-6)Mediana (6-16) Total
443 (76%)118 (20%)22 (4%)583
2.545 (15%)2.414 (21%)2.194 (64%)7.153
Perú (1987).Todos lossectores(Benavides,1992)
ArtesaníaMicroPequeñaMedianaGrande Total
55.000 (35%)84.300 (53%)17.100 (11%)2.300 (1%)206 (< 1%)158.906
165.000 (23%)210.000 (32%)137.000 (18%)115.000 (15%)92.000 (12%0719.000
5%8%13%28%46%
Zimbawe,fabricación(Mubvami,1991)
0-5050-250> 250 Total
651 (65%)258 (26%)91 (9%)1.000
aLos porcentajes de las PYME están expresados como un porcentaje del total (PYME más grandes empresas)Fuentes: Como se indicaron

2-15
Si bien la gran mayoría de las PYME no trabaja con materiales peligrosos ni genera residuospeligrosos, un número menor de subcategorías industriales crea problemas significativos y requiereatención urgente (UMP, 1992). Existen cuatro categorías de PYME que requieren una atenciónespecial en diversos países, por dos razones: (a) pertenecen a industrias que generan grandescantidades de contaminantes o residuos sumamente tóxicos y (b) pertenecen a industrias en las que lasPYME son responsables de la mayor parte de la producción total (Kent, 1991). Estas incluyen:
§ curtido del cuero§ textiles en húmedo (tintura y acabado)§ galvanoplastia y acero§ procesamiento de alimentos.
Estos sectores industriales contribuyen al deterioro ambiental como sigue:
§ Las pequeñas curtiembres de cuero descargan cantidades significativas de cromo querepresentan una amenaza para las aguas subterráneas destinadas al consumo humano.
§ La decoloración y tintura de textiles generan aguas residuales altamente contaminadas quefluyen directamente hacia los ríos o canales públicos.
§ Las pequeñas fábricas de galvanoplastia también descargan metales pesados a las aguassuperficiales.
§ Las industrias de procesamiento de alimentos generan grandes cantidades de residuos conuna alta demanda biológica de oxígeno (DBO) que se vierten a los arroyos y alcantarilladopúblico.
Estos cuatro sectores de PYME parecen ser importantes en la mitad o más de la mitad de lospaíses enumerados en el cuadro 2-4: curtiembres (ocho países); tintura de textiles, también calificadascomo textiles en húmedo (cinco países); galvanoplastia (ocho países); y procesamiento de alimentos(seis países). Los mismos cuatro sectores fueron identificados por Kent (1991) como fuentesprincipales de residuos sólidos y líquidos. En consecuencia, esta sección otorga especial importancia aestos sectores. Otros sectores significativos se discuten con menos detalle en la sección 2.3.7.
2.3 PRINCIPALES PERFILES DE LAS PEQUEÑAS Y MEDIANAS EMPRESAS
La mayoría de las actividades industriales incluyen procesos unitarios múltiples y a menudodisponen de varias modalidades para completar un paso específico en el proceso industrial general ymuchas configuraciones posibles de inicio a fin. En consecuencia, las opciones apropiadas y específicaspara manejar el tratamiento de residuos en cualquier categoría industrial dependen de los materialesespecíficos, productos químicos y procesos empleados. Esta sección proporciona información generalsobre las opciones de minimización y pretratamiento de residuos para las cuatro PYME sumamentecontaminantes identificadas anteriormente. Algunos elementos conceptuales sobre minimización y
2-16
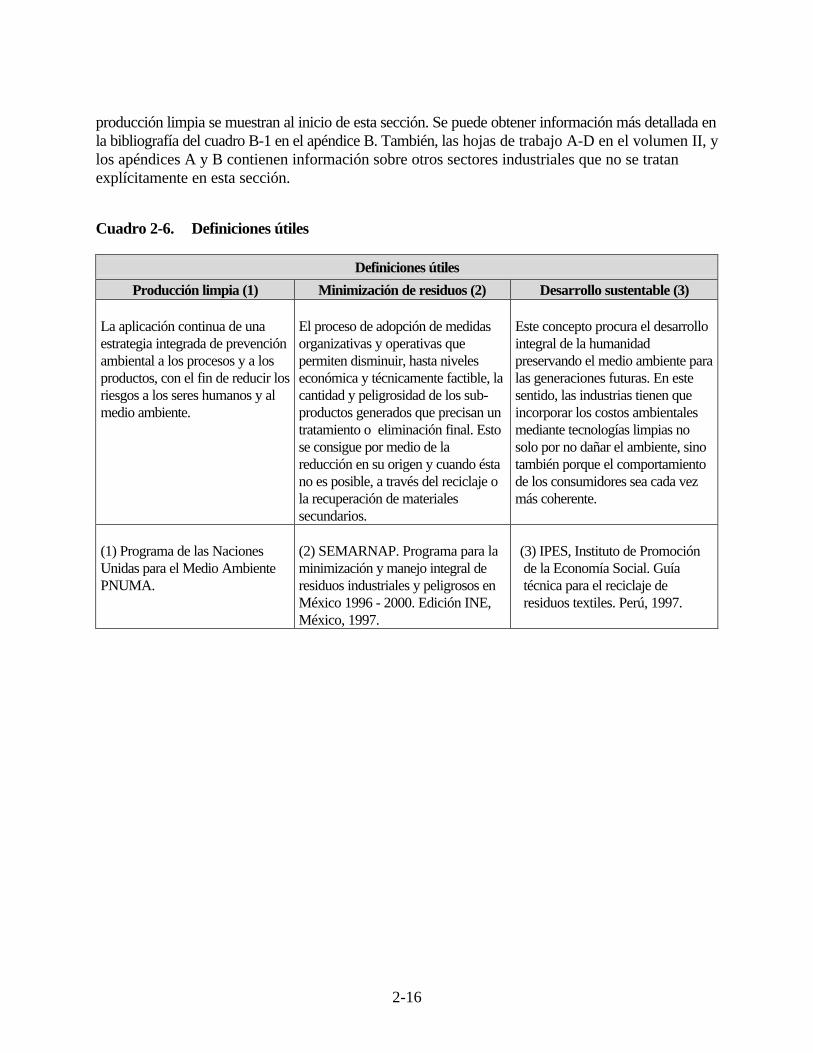
producción limpia se muestran al inicio de esta sección. Se puede obtener información más detallada enla bibliografía del cuadro B-1 en el apéndice B. También, las hojas de trabajo A-D en el volumen II, ylos apéndices A y B contienen información sobre otros sectores industriales que no se tratanexplícitamente en esta sección.
Cuadro 2-6. Definiciones útiles
Definiciones útiles
Producción limpia (1) Minimización de residuos (2) Desarrollo sustentable (3)
La aplicación continua de unaestrategia integrada de prevenciónambiental a los procesos y a losproductos, con el fin de reducir losriesgos a los seres humanos y almedio ambiente.
El proceso de adopción de medidasorganizativas y operativas quepermiten disminuir, hasta niveleseconómica y técnicamente factible, lacantidad y peligrosidad de los sub-productos generados que precisan untratamiento o eliminación final. Estose consigue por medio de lareducción en su origen y cuando éstano es posible, a través del reciclaje ola recuperación de materialessecundarios.
Este concepto procura el desarrollointegral de la humanidadpreservando el medio ambiente paralas generaciones futuras. En estesentido, las industrias tienen queincorporar los costos ambientalesmediante tecnologías limpias nosolo por no dañar el ambiente, sinotambién porque el comportamientode los consumidores sea cada vezmás coherente.
(1) Programa de las NacionesUnidas para el Medio AmbientePNUMA.
(2) SEMARNAP. Programa para laminimización y manejo integral deresiduos industriales y peligrosos enMéxico 1996 - 2000. Edición INE,México, 1997.
(3) IPES, Instituto de Promociónde la Economía Social. Guíatécnica para el reciclaje deresiduos textiles. Perú, 1997.

2-17
2.3.1 Producción más limpia y minimización de residuos
La adopción de tecnologías limpias y la ejecución de controles eficaces en las fábricas, comoprácticas operativas modificadas, buen mantenimiento, mantenimiento preventivo y reciclaje desubproductos, representan opciones racionales para que las PYME reduzcan la contaminación ycumplan con los principios ambientales de manera rentable (Hamza, 1991). Un estudio de diferentessectores industriales en países recién industrializados realizado por el Banco Mundial reveló el alcancede la minimización de residuos y recuperación de recursos dentro de la industria (Banco Mundial,1991). Esta es la alternativa menos costosa para resolver muchos problemas asociados con laeliminación de residuos industriales y debe combinarse con el esfuerzo de adoptar tecnologías limpiasal momento de evaluar nuevos proyectos. El potencial para la minimización de residuos debedesarrollarse a través de esfuerzos que incluyan incentivos al uso eficiente del agua y energía y reciclajede agua, el análisis de oportunidades de reciclaje de residuos que vayan más allá de las unidadesindividuales que generan residuos y la promoción de la modernización de procesos y auditoríasambientales en fábricas establecidas. Para asegurar la rentabilidad, el tratamiento al final del procesoindustrial sólo debe considerarse una vez que las oportunidades de modificación de procesos,minimización de residuos y recuperación de recursos se hayan examinado a fondo (Banco Mundial,1991).
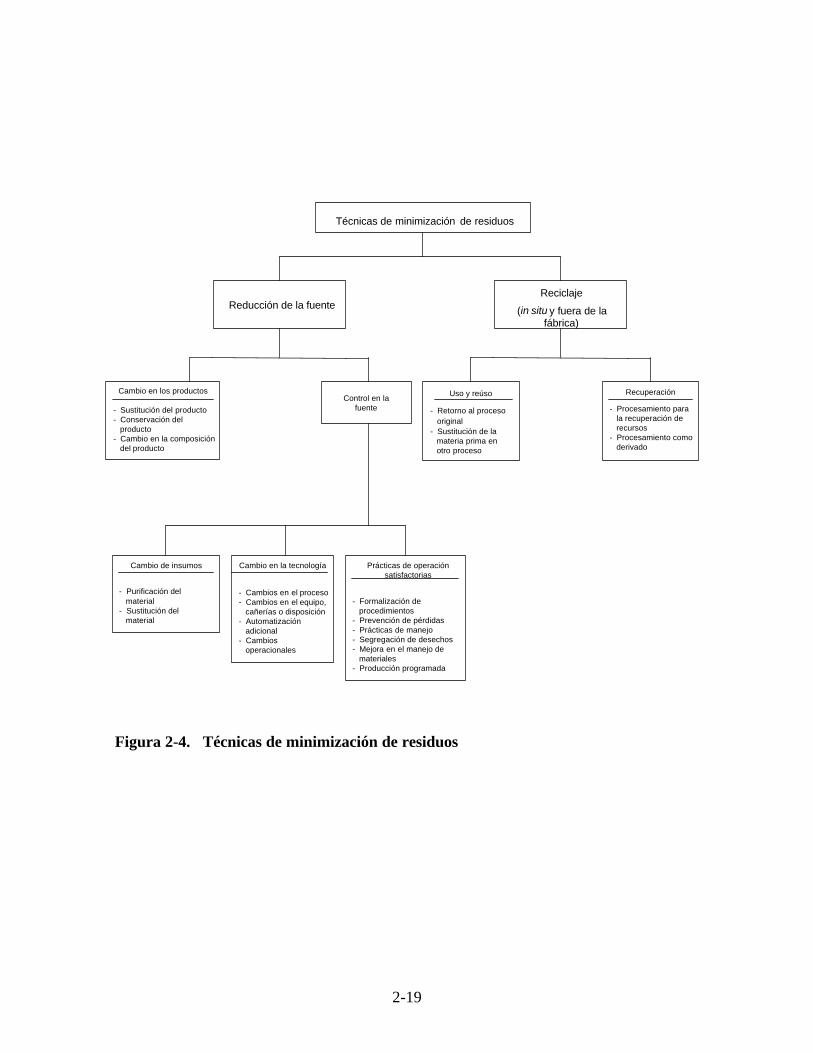
Según la definición que actualmente emplea la Agencia de Protección Ambiental de los EstadosUnidos, la minimización de residuos consiste en la reducción en la fuente y el reciclaje. Este conceptode minimización de residuos se presenta en la figura 2-3. De los dos enfoques, se prefiere la reducciónen la fuente por sus beneficios ambientales antes que el reciclaje. Tanto la reducción en la fuente comoel reciclaje comprenden una serie de prácticas y enfoques que se ilustran en la figura 2-4. Las opcionesde minimización de residuos se presentan en cada una de las industrias analizadas.
Prevención ambiental
PROCESOSConservación de materia prima y energía
Eliminación de sustancias tóxicasMinimizaciónde residuos
PRODUCTOSReducción de todos los impactos
durante el ciclo de vida del producto
INICIATIVA E INGENIO MEJORA DE TECNOLOGÍA CAMBIO DE ACTITUDES
Reducción de los riesgos a losseres humanos y al medio
ambienteDESARROLLO SUSTENTABLE
Producción limpia
Figura 2-2. La producción limpia según el Programa de las Naciones Unidas para elMedio Ambiente

2-18
MINIMIZACIÓN DE RESIDUOSReducción, en la medida de lo posible, de los residuos peligrosos generados o posteriormentetratados, almacenados o dispuestos. Incluye toda actividad de reducción en la fuente o reciclajerealizada por un generador que resulta en (1) la reducción del volumen o cantidad total de residuospeligrosos o (2) reducción de la toxicidad de los residuos peligrosos; o ambas, siempre que dichareducción sea compatible con el objetivo de minimizar las amenazas actuales y futuras para lasalud y ambiente (EPA’s Report to Congress, 1986, EPA/530-SW-86-033).
REDUCCIÓN EN LA FUENTEToda actividad para reducir o eliminar los residuos peligrosos en la fuente, generalmente dentro de unproceso (op. cit.)
RECICLAJEUn material es “reciclado” cuando es usado, reusado o recuperado (40 CFR 261.1 (c) (7)). Un materiales “usado o reusado” si es (1) empleado como ingrediente (incluido su uso como intermediario) paraelaborar un producto. Sin embargo, un material no cumplirá esta condición si distintos componentes delmaterial se recuperan como productos finales separados (como en el caso de la recuperación de metalesde materiales secundarios) o (2) usado como un sustituto efectivo de un producto comercial (40 CFR261.1 (c) (5)). Un material es “recuperado” cuando es procesado para recuperar un producto útil ocuando es regenerado. Los ejemplos incluyen recuperación de plomo de baterías gastadas y regeneraciónde solventes gastados (40 CFR 261.1 (c) (4)).
Figura 2-3. Definiciones de minimización de residuos
Minimización de residuos
Reducción en la fuente
Reciclaje
Primero Último
Alta Baja
Orden de exploración
Conveniencia ambiental
2-19
Técnicas de minimización de residuos
Reducción de la fuenteReciclaje
(in situ y fuera de lafábrica)
Control en lafuente
Cambio en los productos
- Sustitución del producto- Conservación del producto
- Cambio en la composición del producto
Uso y reúso
- Retorno al proceso original- Sustitución de la materia prima en otro proceso
Recuperación
- Procesamiento para la recuperación de recursos- Procesamiento como derivado
Cambio de insumos Cambio en la tecnología Prácticas de operaciónsatisfactorias
- Purificación del material- Sustitución del material
- Cambios en el proceso- Cambios en el equipo,
cañerías o disposición- Automatización adicional- Cambios operacionales
- Formalización de procedimientos- Prevención de pérdidas- Prácticas de manejo- Segregación de desechos- Mejora en el manejo de
materiales- Producción programada
Figura 2-4. Técnicas de minimización de residuos

2-20
2.3.2 Pretratamiento de residuos en PYME
Algunas aguas residuales industriales destinadas a descargarse en una PCTE deben tratarsepreviamente en las industrias para extraer las sustancias tóxicas que afectarían de manera negativa lasoperaciones de la PCTE. Cada uno de los siguientes perfiles industriales presenta información referentea opciones de tratamiento de residuos in-situ para las PYME. La sección 5 trata en detalle elpretratamiento en las PYME y sus principios. También, algunas PYME pueden implementar medidasde minimización y reciclaje de residuos en general, algunos casos específicos y sus ventajas económicassobre este tema, se podrán encontrar al final de la sección 8.
2.3.3 Curtiembres
La figura 2-5 muestra las principales etapas del proceso de curtido, que incluye (1) pelambre ydescarnado del cuero crudo, (2) divididora y curtido del cuero, (3) curtido con cromo, (4) enjuaguedespués del curtido y (5) acabado. El cuadro A-1 en el apéndice A identifica referencias adicionalessobre aspectos ambientales de las curtiembres.
2.3.3.1 Características de los residuos
La figura 2-5 también muestra los insumos químicos, efluentes líquidos y residuos sólidostípicamente relacionados con cada etapa del proceso de curtido. Por lo general, una tonelada de cuerocrudo produce 200 kg de cuero y requiere 50 m3 de agua (50.000 L). Las aguas residualesprovenientes de procesos de curtido tienen gran cantidad de sólidos en suspensión y una alta demandabiológica de oxígeno (véase el cuadro 2-5), así mismo, los residuos de cuero “wet blue” y otrosresiduos sólidos también poseen alto grado de contaminación. Los contaminantes principales son elcromo y el sulfuro (véase el cuadro 2-5). Kent (1991) indica que las pequeñas empresas en Indonesiadescargan 65% más de cromo por tonelada de cuero procesado que las medianas y grandes empresas yofrece dos explicaciones posibles: (1) las técnicas de pequeña escala son menos eficaces en la etapa deabsorción del cromo, lo que conlleva a un mayor agotamiento de cromo en aguas residuales y (2) lasempresas de pequeña escala tienen menos posibilidades de tratar sus efluentes antes de descargarlos. Elcuadro A-11 (véase la hoja de trabajo A en el volumen II) contiene una lista más detallada de losproductos químicos y contaminantes que se relacionan con el curtido del cuero.
2.3.3.2 Opciones de minimización de residuos
El cuadro 2-5 identifica una serie de opciones de minimización de residuos para las diversasetapas del proceso de curtido y acabado del cuero. Para el caso del cromo, el principal contaminanteinorgánico tóxico, la opción más factible para las PYME es mejorar la etapa de absorción y emplearinsumos menos contaminantes, como extractos de Acacia para el teñido del cuero. Los costos decapital para la recuperación y reciclaje del cromo y para alternativas de curtido con cromo, tales comoprocesos basados en el aluminio/titanio, representan una barrera para la mayoría de las PYME.
Compuestos orgánicos Etapa del proceso Efluente Residuos sólidos

2-21
Figura 2-5. Proceso típico del curtido y acabado del cuero, los compuestos químicos que se emplean y sus residuos (Alexander y Donohue, 1990, “Cleaner technologies in
the tanning industries”. En: Proceedings of the International Conference on Pollution Prevention: Clean technologies and clean products. (EPA, Washington, DC)
Sal
Sulfuro/cal
Sales de amonioEnzimasácidos, sal
Sulfato básico de cromoCompuestos químicos auxiliares,ácidos, sales, etc.
Agentes de recurtidoTintes, sales estabilizadorasLubricantes
Cuerosalado
RecortesCuero sin curtir
Soluciones de salProteína soluble (DBO) sólidosPelambre degradado (DQO) suspend.Sulfuro, cal
Lodos, cal, proteína
Carnaza grasosaSales de amonioGrasaÁcido salino
Cromo IIIsales, ácido
(Divisiones muy delgadas)Afeitadas de cromo
Licores que contienen compuestosquímicos agotados en el proceso deconcentración baja
Recortes de cuero
Polvo de este teñido
(Vapor del solvente)
Recortes de cuero
Cuero divididoacabado
Cuero sin dividiracabado
Cuero piquelado
Remojo -----------------Pelambre ---------
Descarnado --------Remoción de calMacerado de enzimasÁcido piquelado
CurtidoCurtido con cromo
División -------Afeitado ------
Wet blueCuero dividido
Wet blueCuero sin dividir
Cuerodividido
Cuero sindividir
Acabado
Teñido de color ante -----
Recubrimiento dela superficie ---- Recortes -----
Clasificación
Curtido posteriortrabajo en húmedo
------ Recurtido------ Teñido
----- Lubricación Recorte en seco ----Ablandamiento de
presión
2-22
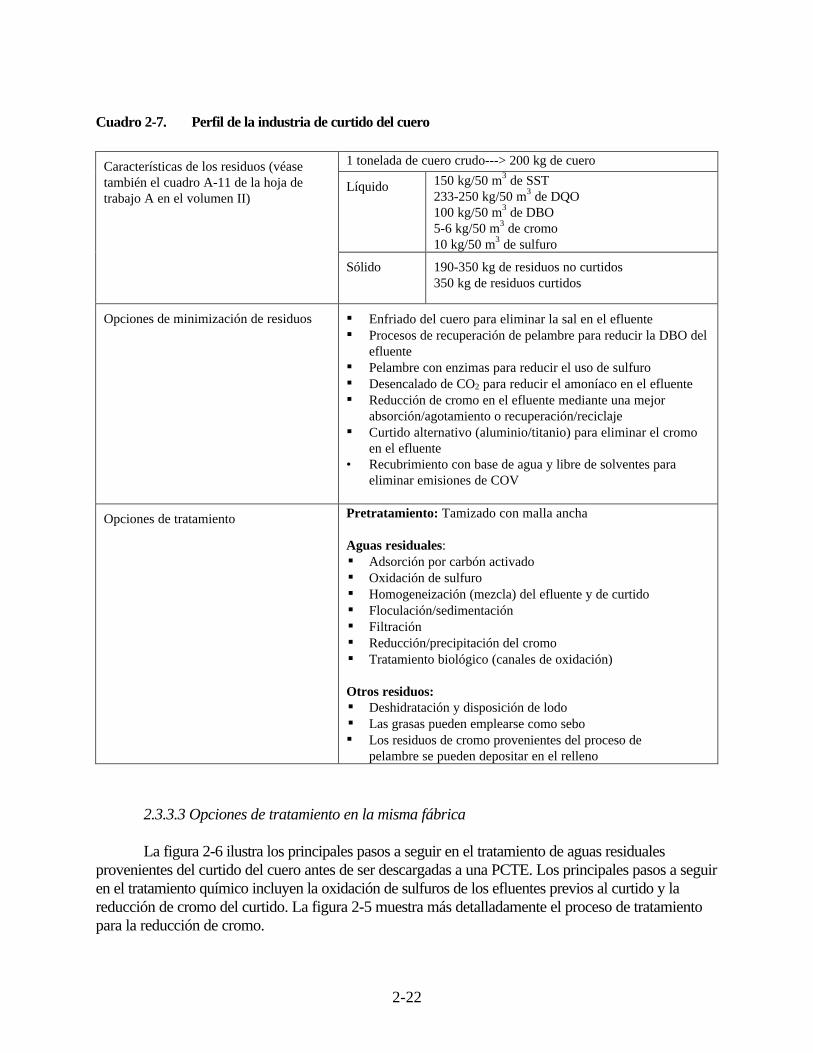
Cuadro 2-7. Perfil de la industria de curtido del cuero
1 tonelada de cuero crudo---> 200 kg de cuero
Líquido 150 kg/50 m3 de SST233-250 kg/50 m3 de DQO100 kg/50 m3 de DBO5-6 kg/50 m3 de cromo10 kg/50 m3 de sulfuro
Características de los residuos (véasetambién el cuadro A-11 de la hoja detrabajo A en el volumen II)
Sólido 190-350 kg de residuos no curtidos350 kg de residuos curtidos
Opciones de minimización de residuos § Enfriado del cuero para eliminar la sal en el efluente§ Procesos de recuperación de pelambre para reducir la DBO del
efluente§ Pelambre con enzimas para reducir el uso de sulfuro§ Desencalado de CO2 para reducir el amoníaco en el efluente§ Reducción de cromo en el efluente mediante una mejor
absorción/agotamiento o recuperación/reciclaje§ Curtido alternativo (aluminio/titanio) para eliminar el cromo
en el efluente• Recubrimiento con base de agua y libre de solventes para
eliminar emisiones de COV
Opciones de tratamiento Pretratamiento: Tamizado con malla ancha
Aguas residuales:§ Adsorción por carbón activado§ Oxidación de sulfuro§ Homogeneización (mezcla) del efluente y de curtido§ Floculación/sedimentación§ Filtración§ Reducción/precipitación del cromo§ Tratamiento biológico (canales de oxidación)
Otros residuos:§ Deshidratación y disposición de lodo§ Las grasas pueden emplearse como sebo§ Los residuos de cromo provenientes del proceso de
pelambre se pueden depositar en el relleno
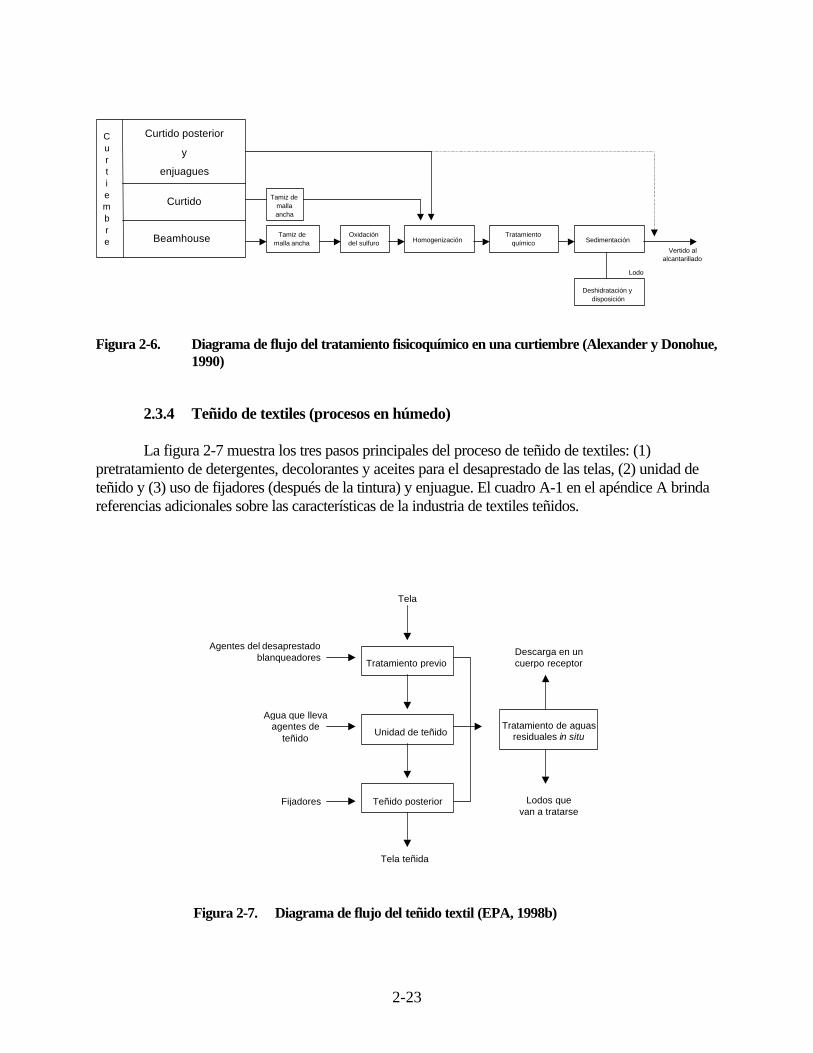
2.3.3.3 Opciones de tratamiento en la misma fábrica
La figura 2-6 ilustra los principales pasos a seguir en el tratamiento de aguas residualesprovenientes del curtido del cuero antes de ser descargadas a una PCTE. Los principales pasos a seguiren el tratamiento químico incluyen la oxidación de sulfuros de los efluentes previos al curtido y lareducción de cromo del curtido. La figura 2-5 muestra más detalladamente el proceso de tratamientopara la reducción de cromo.
2-23
Figura 2-6. Diagrama de flujo del tratamiento fisicoquímico en una curtiembre (Alexander y Donohue,1990)
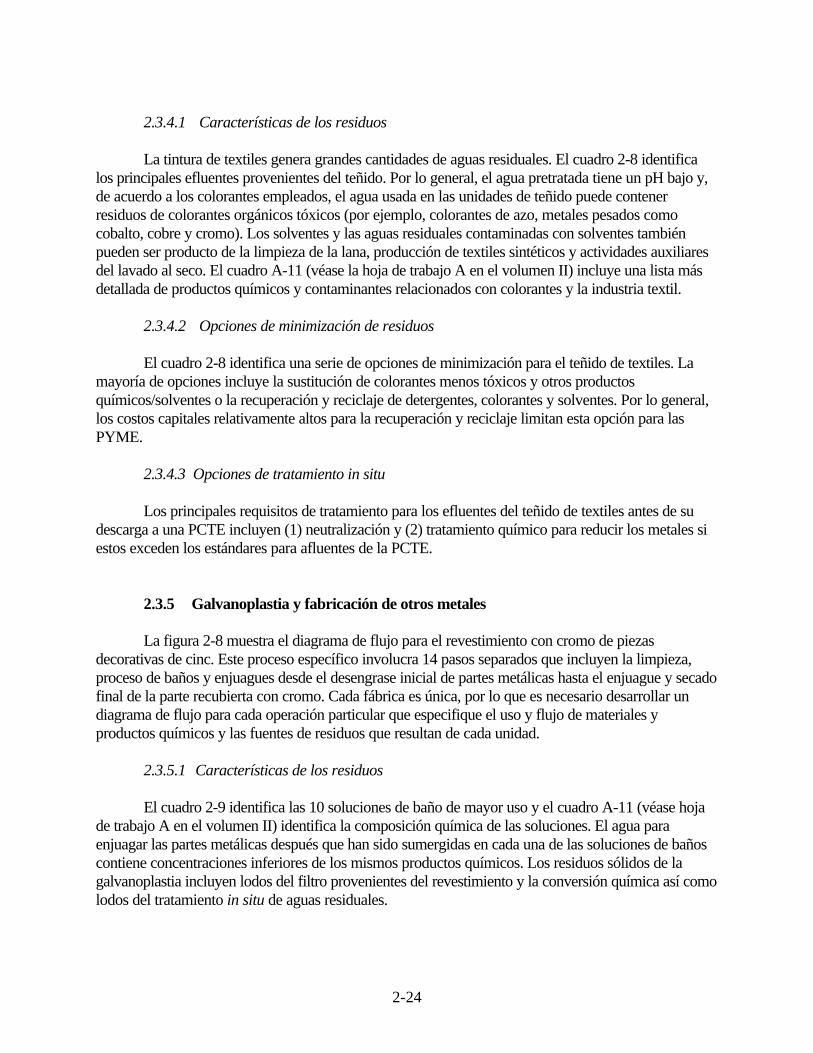
2.3.4 Teñido de textiles (procesos en húmedo)
La figura 2-7 muestra los tres pasos principales del proceso de teñido de textiles: (1)pretratamiento de detergentes, decolorantes y aceites para el desaprestado de las telas, (2) unidad deteñido y (3) uso de fijadores (después de la tintura) y enjuague. El cuadro A-1 en el apéndice A brindareferencias adicionales sobre las características de la industria de textiles teñidos.
Figura 2-7. Diagrama de flujo del teñido textil (EPA, 1998b)
Curtido posterior
y
enjuagues
Curtido Tamiz demallaancha
Tamiz demalla ancha
Oxidacióndel sulfuro
Tratamientoquímico Sedimentación
Lodo
Deshidratación ydisposición
Vertido alalcantarillado
Curtiembre Beamhouse Homogenización
Tela
Tratamiento previo
Unidad de teñido
Teñido posterior
Tela teñida
Lodos quevan a tratarse
Tratamiento de aguasresiduales in situ
Descarga en uncuerpo receptor
Agentes del desaprestadoblanqueadores
Agua que llevaagentes de
teñido
Fijadores
2-24
2.3.4.1 Características de los residuos
La tintura de textiles genera grandes cantidades de aguas residuales. El cuadro 2-8 identificalos principales efluentes provenientes del teñido. Por lo general, el agua pretratada tiene un pH bajo y,de acuerdo a los colorantes empleados, el agua usada en las unidades de teñido puede contenerresiduos de colorantes orgánicos tóxicos (por ejemplo, colorantes de azo, metales pesados comocobalto, cobre y cromo). Los solventes y las aguas residuales contaminadas con solventes tambiénpueden ser producto de la limpieza de la lana, producción de textiles sintéticos y actividades auxiliaresdel lavado al seco. El cuadro A-11 (véase la hoja de trabajo A en el volumen II) incluye una lista másdetallada de productos químicos y contaminantes relacionados con colorantes y la industria textil.
2.3.4.2 Opciones de minimización de residuos
El cuadro 2-8 identifica una serie de opciones de minimización para el teñido de textiles. Lamayoría de opciones incluye la sustitución de colorantes menos tóxicos y otros productosquímicos/solventes o la recuperación y reciclaje de detergentes, colorantes y solventes. Por lo general,los costos capitales relativamente altos para la recuperación y reciclaje limitan esta opción para lasPYME.
2.3.4.3 Opciones de tratamiento in situ
Los principales requisitos de tratamiento para los efluentes del teñido de textiles antes de sudescarga a una PCTE incluyen (1) neutralización y (2) tratamiento químico para reducir los metales siestos exceden los estándares para afluentes de la PCTE.
2.3.5 Galvanoplastia y fabricación de otros metales
La figura 2-8 muestra el diagrama de flujo para el revestimiento con cromo de piezasdecorativas de cinc. Este proceso específico involucra 14 pasos separados que incluyen la limpieza,proceso de baños y enjuagues desde el desengrase inicial de partes metálicas hasta el enjuague y secadofinal de la parte recubierta con cromo. Cada fábrica es única, por lo que es necesario desarrollar undiagrama de flujo para cada operación particular que especifique el uso y flujo de materiales yproductos químicos y las fuentes de residuos que resultan de cada unidad.
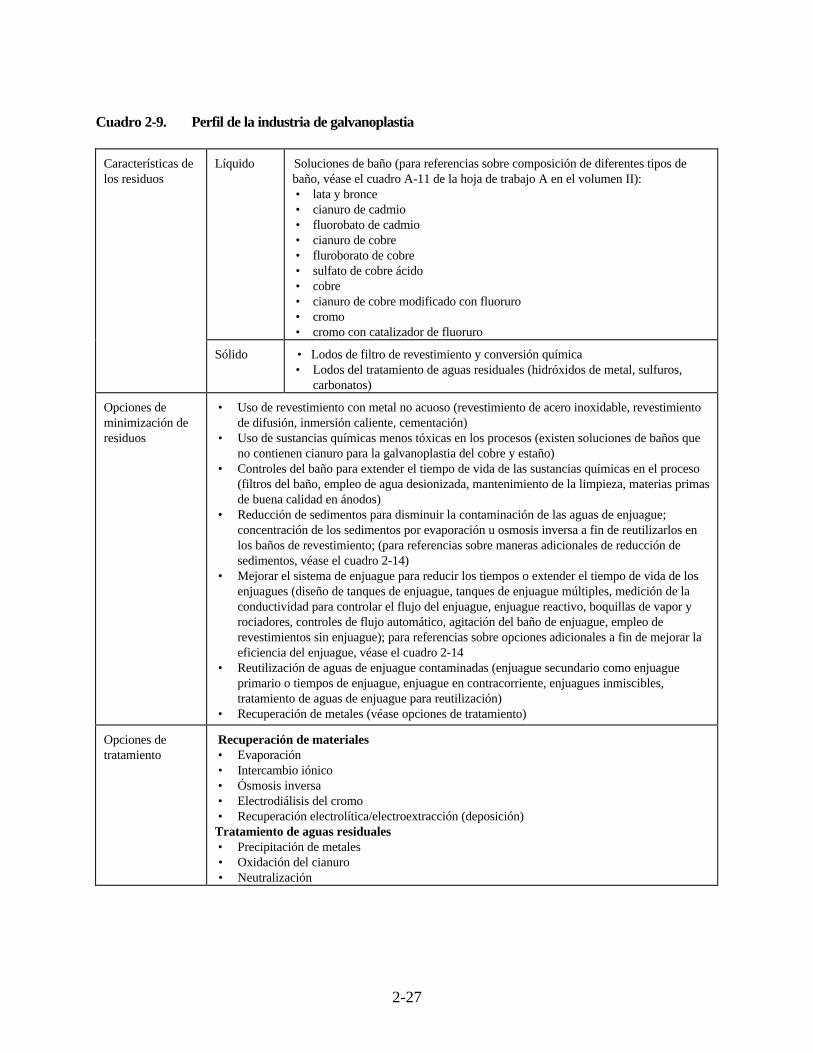
2.3.5.1 Características de los residuos
El cuadro 2-9 identifica las 10 soluciones de baño de mayor uso y el cuadro A-11 (véase hojade trabajo A en el volumen II) identifica la composición química de las soluciones. El agua paraenjuagar las partes metálicas después que han sido sumergidas en cada una de las soluciones de bañoscontiene concentraciones inferiores de los mismos productos químicos. Los residuos sólidos de lagalvanoplastia incluyen lodos del filtro provenientes del revestimiento y la conversión química así comolodos del tratamiento in situ de aguas residuales.

2-25
Cuadro 2-8. Perfil de la industria de tintura textil
Líquido • Agua empleada en el pretratamiento (detergentes,decolorantes, desaprestadores)
• Agua empleada en el teñido en lotes o en serie(colorantes orgánicos tóxicos, cobalto, cobre, cromo)
• Agua con fijadores agotados• Solventes y aguas residuales contaminadas con
solventes (limpieza de lana, textiles sintéticos yactividades de lavado al seco relacionadas con el teñidode textiles)
Características de los residuos (véasetambién cuadro A-11 de la hoja de trabajo Aen el volumen II)
Sólido • Contenedores químicos vacíos
Opciones de minimización de residuos • Sustitución de colorantes con base de carbón y alquitrán porcolorantes menos tóxicos
• Uso de colorantes reactivos de fibra con base de triazina parareducir el uso de colorantes azo con mayor grado de toxicidad yreducir las concentraciones de tintes durante el lavado y enjuague
• Sustitución del uso de cromatos para oxidar colorantes por otrosproductos químicos
• Reducción o eliminación de formaldehídos para el teñido yacabados de pliegues permanentes
• Recuperación de aguas del proceso de teñido, renovación deproductos químicos ya empleados y reutilización
• Empleo de la hiperfiltración para recuperar aguas residualescáusticas provenientes de la abrasión
• Recuperación y reciclaje de colorantes • Recuperación y reciclaje de solventes • Sustitución de solventes tóxicos por limpiadores no tóxicos
Opciones de tratamiento • Neutralización • Tratamiento biológico • Coagulación/precipitación • Ecualización • Filtración • Adsorción de resinas poliméricas
2.3.5.2 Opciones para la minimización de residuos
El cuadro 2-9 identifica varias opciones de minimización de residuos en la galvanoplastia. Lamayoría de las opciones controlan los baños para extender la vida de las sustancias químicas, reducen eldragado para disminuir la contaminación de las aguas de enjuague y mejoran el diseño de las aguas deenjuague. Muchas de estas opciones pueden realizarse a un costo relativamente bajo. Otras opciones,como la sustitución de procesos de revestimiento de metal que no utilizan agua y la recuperación demetales, generalmente requieren una inversión significativa de capital.

2-26
Figura 2-8. Diagrama de flujo del revestimiento con cromo de piezas decorativas de cinc
Limpiezaalcalina
Enjuague Neutralización yprecipitación
Inmersión enácido
Enjuague
Baños de cianurode cobre
Enjuague
Oxidación delcianuro
Precipitación decobre
Sedimenta-ción
Lodo Aguatratada
Sólidosdel filtro
Agualimpia
Inmersión enácido
Revestido encobre ácido
Enjuague
Revestido enníquel
Enjuague
Revestido concromo
Enjuague ysecado
Precipitacióndel cromo
Reduccióndel cromo
Precipitación delcromo y níquel
Emisiones al aireEmisiones al aire
Solventes agotados y lodo
Piezas de metal
Sólidosdel filtro
Emisiones al aire
Sólidos del filtro
Desengrasado
2-27
Cuadro 2-9. Perfil de la industria de galvanoplastia
Líquido Soluciones de baño (para referencias sobre composición de diferentes tipos debaño, véase el cuadro A-11 de la hoja de trabajo A en el volumen II): • lata y bronce • cianuro de cadmio • fluorobato de cadmio • cianuro de cobre • fluroborato de cobre • sulfato de cobre ácido • cobre • cianuro de cobre modificado con fluoruro • cromo • cromo con catalizador de fluoruro
Características delos residuos
Sólido • Lodos de filtro de revestimiento y conversión química • Lodos del tratamiento de aguas residuales (hidróxidos de metal, sulfuros,
carbonatos)
Opciones deminimización deresiduos
• Uso de revestimiento con metal no acuoso (revestimiento de acero inoxidable, revestimientode difusión, inmersión caliente, cementación)
• Uso de sustancias químicas menos tóxicas en los procesos (existen soluciones de baños queno contienen cianuro para la galvanoplastia del cobre y estaño)
• Controles del baño para extender el tiempo de vida de las sustancias químicas en el proceso(filtros del baño, empleo de agua desionizada, mantenimiento de la limpieza, materias primasde buena calidad en ánodos)
• Reducción de sedimentos para disminuir la contaminación de las aguas de enjuague;concentración de los sedimentos por evaporación u osmosis inversa a fin de reutilizarlos enlos baños de revestimiento; (para referencias sobre maneras adicionales de reducción desedimentos, véase el cuadro 2-14)
• Mejorar el sistema de enjuague para reducir los tiempos o extender el tiempo de vida de losenjuagues (diseño de tanques de enjuague, tanques de enjuague múltiples, medición de laconductividad para controlar el flujo del enjuague, enjuague reactivo, boquillas de vapor yrociadores, controles de flujo automático, agitación del baño de enjuague, empleo derevestimientos sin enjuague); para referencias sobre opciones adicionales a fin de mejorar laeficiencia del enjuague, véase el cuadro 2-14
• Reutilización de aguas de enjuague contaminadas (enjuague secundario como enjuagueprimario o tiempos de enjuague, enjuague en contracorriente, enjuagues inmiscibles,tratamiento de aguas de enjuague para reutilización)
• Recuperación de metales (véase opciones de tratamiento)
Opciones detratamiento
Recuperación de materiales • Evaporación • Intercambio iónico • Ósmosis inversa • Electrodiálisis del cromo • Recuperación electrolítica/electroextracción (deposición)Tratamiento de aguas residuales • Precipitación de metales• Oxidación del cianuro• Neutralización

2-28
2.3.5.3 Opciones de tratamiento in situ
Por lo general, en la galvanoplastia el grado de toxicidad de los baños agotados y de las aguasresiduales del enjuague requieren un tratamiento in situ antes de ser descargados a una PCTE. Lafigura 2-9 señala que las aguas de enjuague producto de la limpieza con agentes alcalinos y de lainmersión en ácidos se mezclan y neutralizan y los metales se precipitan. El cianuro en las aguasresiduales del baño de cianuro de cobre debe oxidarse y el cobre debe precipitarse. Los baños de cobreácido requieren filtración para remover sólidos y las aguas de enjuague y los baños de níquel se tratanpara precipitar el níquel y el cobre. Finalmente, las aguas de enjuague del baño de cromo deben tratarsepara reducir y luego precipitar el cromo. Después de la precipitación, las aguas residuales se combinanpara permitir la sedimentación de los sólidos antes de su descarga. Cualquier lodo residual que nopueda tratarse a fin de recuperar los metales, debe transportarse a una PTRP para su tratamientoadicional y disposición.
La figura 2-9 muestra detalladamente un sistema de tratamiento de aguas residualesconvencionales para galvanoplastia que incluye baños de cianuro y cromo. La oxidación del cianuro yla reducción del cromo se producen en unidades separadas y las sustancias químicas resultantes secombinan con otras aguas de enjuague así como con residuos ácidos y álcalis para mezclarlos antes dela neutralización y la precipitación. En este ejemplo, se añade un polímero para flocular el precipitado yun clarificador para sedimentar los sólidos. El lodo se espesa y se filtra, luego el material filtrado seenvía a una PTRP u otro lugar autorizado de disposición.
Figura 2-9. Tratamiento convencional de aguas residuales de la galvanoplastia

2-29
La mayoría de actividades de fabricación de metales, además de la galvanoplastia, generaresiduos peligrosos. El cuadro A-11 (véase la hoja de trabajo A en el volumen II) identifica losprocesos específicos y las características de los residuos: (1) endurecimiento superficial, (2) cobre, (3)joyerías/revestimiento de metales, (3) fábricas de maquinaria y metalmecánica, (4) acabado de metales,(5) moldeado y fundición de metales, incluidas las fundiciones, (6) pulido de metales y (7) estampadode metales. El apéndice A identifica referencias sobre la recuperación y minimización de residuos paralos siguientes procesos asociados con la metalmecánica: (1) acabados y revestimientos, (2) desengrasey solventes, (3) limpieza de partes metálicas, y (4) fluidos de metalmecánica.
2.3.6 Procesamiento de alimentos
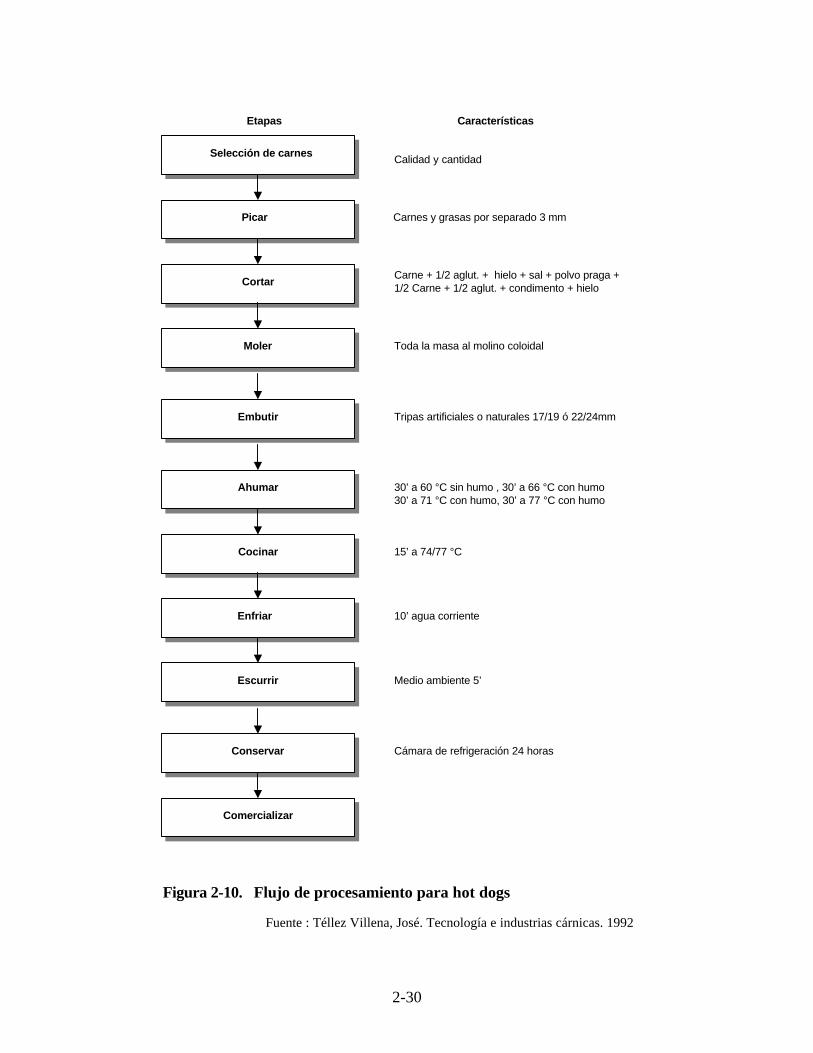
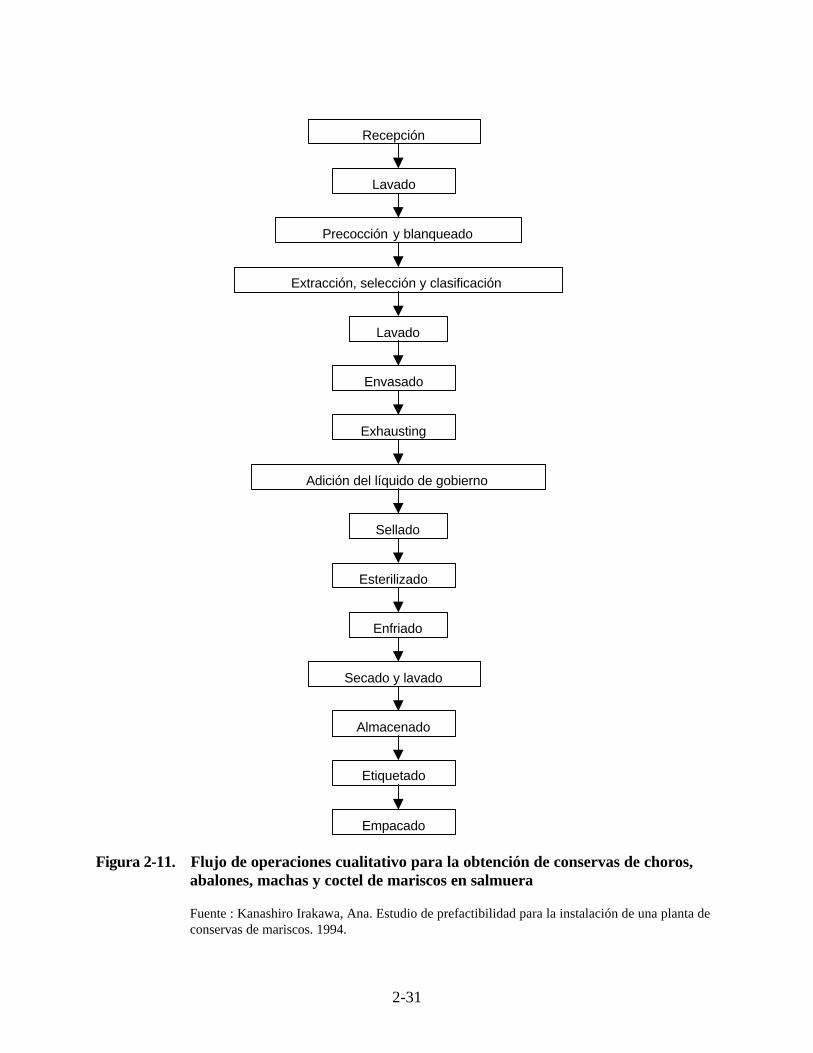
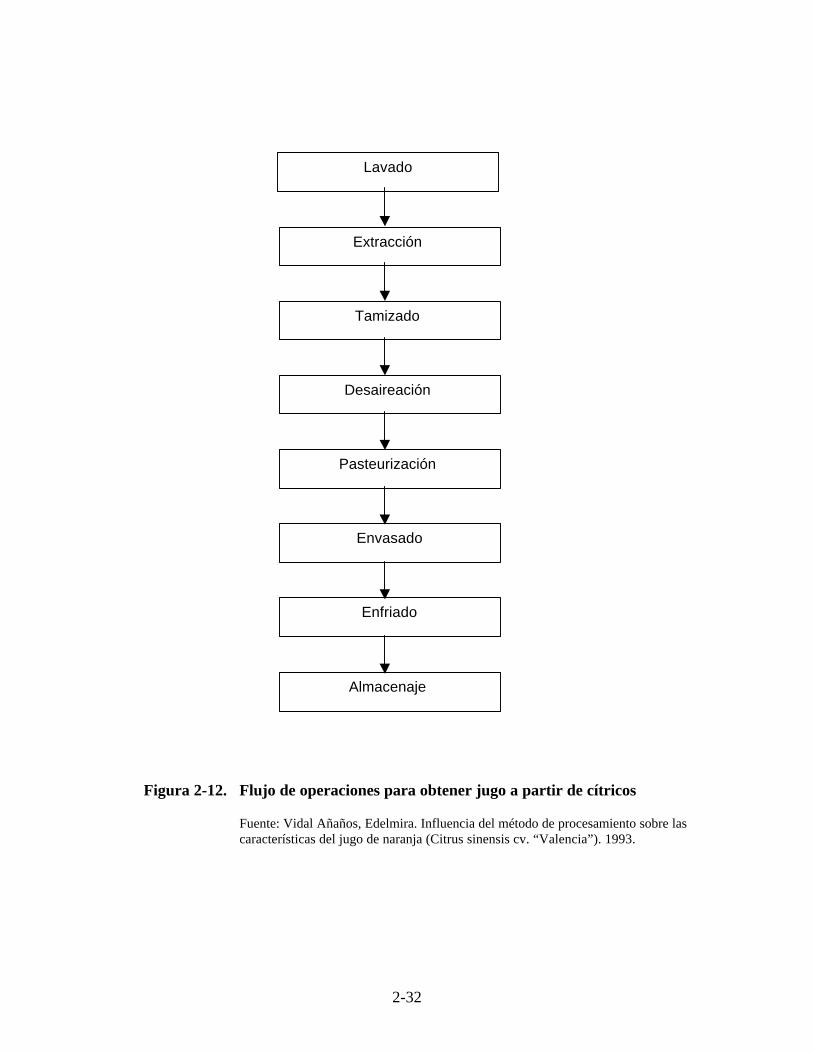
El procesamiento de alimentos representa un sector industrial extenso y variado, difícil decaracterizar de manera sucinta. Los diagramas de flujo del proceso deben desarrollarseespecialmente para las empresas en cuestión (véase figuras 2-10, 2-11 y 2-12). En las siguientespáginas se muestran algunos diagramas de flujo de producción de alimentos. Además, el cuadroA-1 en el apéndice A identifica referencias adicionales sobre las características de los diferentessectores de la industria de procesamiento de alimentos.
2.3.6.1 Características de los residuos
El cuadro 2-10 identifica los tipos principales de aguas residuales que pueden estarrelacionados con el procesamiento de alimentos y el cuadro A-11 (véase la hoja de trabajo A en elvolumen II) identifica los productos químicos relacionados con las siguientes categoríasespecíficas del procesamiento de alimentos: (1) bebidas, (2) frutas y vegetales enlatados y enconserva, (3) procesamiento de productos lácteos, (4) procesamiento de grasas comestibles, (5)procesamiento de aceites comestibles, (6) fábricas de granos, (7) productos derivados de la carney desengrasado, y (8) procesamiento de azúcar. Generalmente, los residuos tóxicos no están tanrelacionados con el procesamiento de alimentos como lo están con otras industrias tratadas enesta sección, si bien algunos procesos pueden generar residuos de solventes y metales pesados deconsideración. Sin embargo, este sector productivo comúnmente genera residuos líquidos ysólidos con alta carga orgánica.
2.3.6.2 Opciones de minimización de residuos
El cuadro 2-10 identifica algunas opciones generales de minimización de residuos delprocesamiento de alimentos.
2-30
Figura 2-10. Flujo de procesamiento para hot dogs
Fuente : Téllez Villena, José. Tecnología e industrias cárnicas. 1992
Selección de carnes
Etapas Características
Picar
Cortar
Moler
Embutir
Ahumar
Cocinar
Enfriar
Escurrir
Conservar
Comercializar
Calidad y cantidad
Carnes y grasas por separado 3 mm
Carne + 1/2 aglut. + hielo + sal + polvo praga +1/2 Carne + 1/2 aglut. + condimento + hielo
Toda la masa al molino coloidal
Tripas artificiales o naturales 17/19 ó 22/24mm
30’ a 60 °C sin humo , 30’ a 66 °C con humo30’ a 71 °C con humo, 30’ a 77 °C con humo
15’ a 74/77 °C
10’ agua corriente
Medio ambiente 5’
Cámara de refrigeración 24 horas
2-31
Figura 2-11. Flujo de operaciones cualitativo para la obtención de conservas de choros,abalones, machas y coctel de mariscos en salmuera
Fuente : Kanashiro Irakawa, Ana. Estudio de prefactibilidad para la instalación de una planta deconservas de mariscos. 1994.
Recepción
Lavado
Precocción y blanqueado
Extracción, selección y clasificación
Lavado
Envasado
Exhausting
Adición del líquido de gobierno
Sellado
Esterilizado
Enfriado
Secado y lavado
Almacenado
Etiquetado
Empacado
2-32
Figura 2-12. Flujo de operaciones para obtener jugo a partir de cítricos
Fuente: Vidal Añaños, Edelmira. Influencia del método de procesamiento sobre lascaracterísticas del jugo de naranja (Citrus sinensis cv. “Valencia”). 1993.
Lavado
Extracción
Tamizado
Desaireación
Pasteurización
Envasado
Enfriado
Almacenaje
2-33
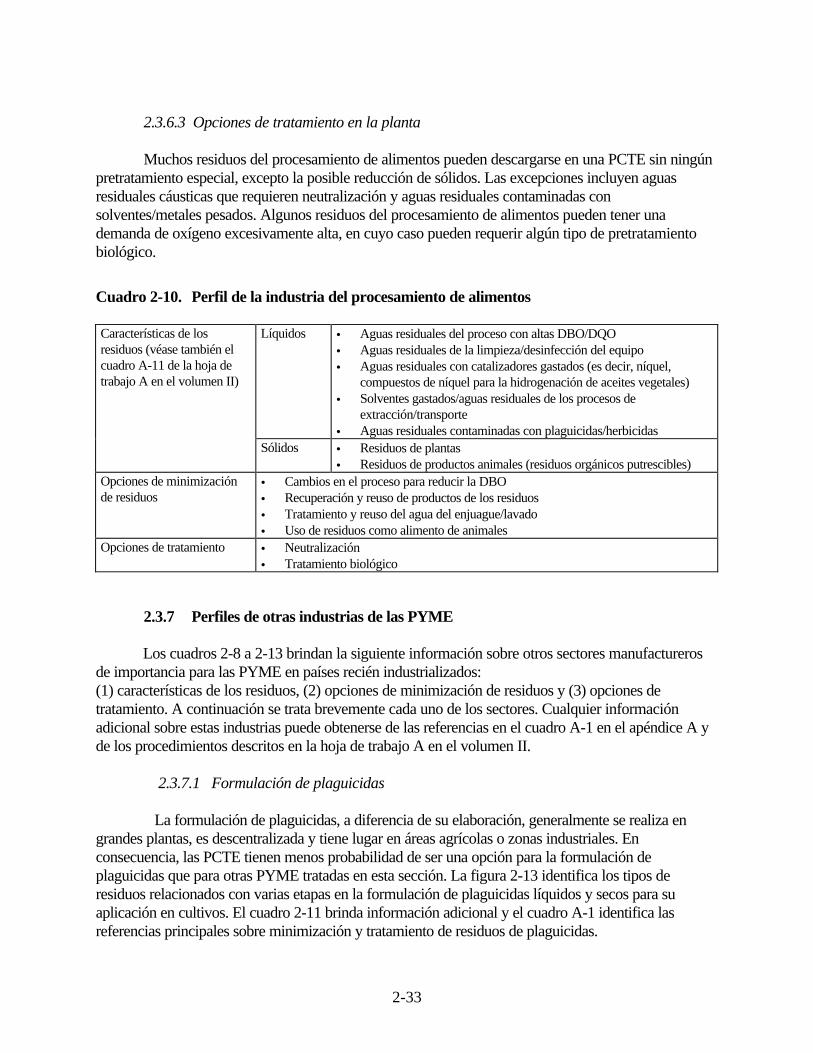
2.3.6.3 Opciones de tratamiento en la planta
Muchos residuos del procesamiento de alimentos pueden descargarse en una PCTE sin ningúnpretratamiento especial, excepto la posible reducción de sólidos. Las excepciones incluyen aguasresiduales cáusticas que requieren neutralización y aguas residuales contaminadas consolventes/metales pesados. Algunos residuos del procesamiento de alimentos pueden tener unademanda de oxígeno excesivamente alta, en cuyo caso pueden requerir algún tipo de pretratamientobiológico.
Cuadro 2-10. Perfil de la industria del procesamiento de alimentos
Líquidos • Aguas residuales del proceso con altas DBO/DQO• Aguas residuales de la limpieza/desinfección del equipo• Aguas residuales con catalizadores gastados (es decir, níquel,
compuestos de níquel para la hidrogenación de aceites vegetales)• Solventes gastados/aguas residuales de los procesos de
extracción/transporte• Aguas residuales contaminadas con plaguicidas/herbicidas
Características de losresiduos (véase también elcuadro A-11 de la hoja detrabajo A en el volumen II)
Sólidos • Residuos de plantas• Residuos de productos animales (residuos orgánicos putrescibles)
Opciones de minimizaciónde residuos
• Cambios en el proceso para reducir la DBO• Recuperación y reuso de productos de los residuos• Tratamiento y reuso del agua del enjuague/lavado• Uso de residuos como alimento de animales
Opciones de tratamiento • Neutralización• Tratamiento biológico
2.3.7 Perfiles de otras industrias de las PYME
Los cuadros 2-8 a 2-13 brindan la siguiente información sobre otros sectores manufacturerosde importancia para las PYME en países recién industrializados:(1) características de los residuos, (2) opciones de minimización de residuos y (3) opciones detratamiento. A continuación se trata brevemente cada uno de los sectores. Cualquier informaciónadicional sobre estas industrias puede obtenerse de las referencias en el cuadro A-1 en el apéndice A yde los procedimientos descritos en la hoja de trabajo A en el volumen II.
2.3.7.1 Formulación de plaguicidas
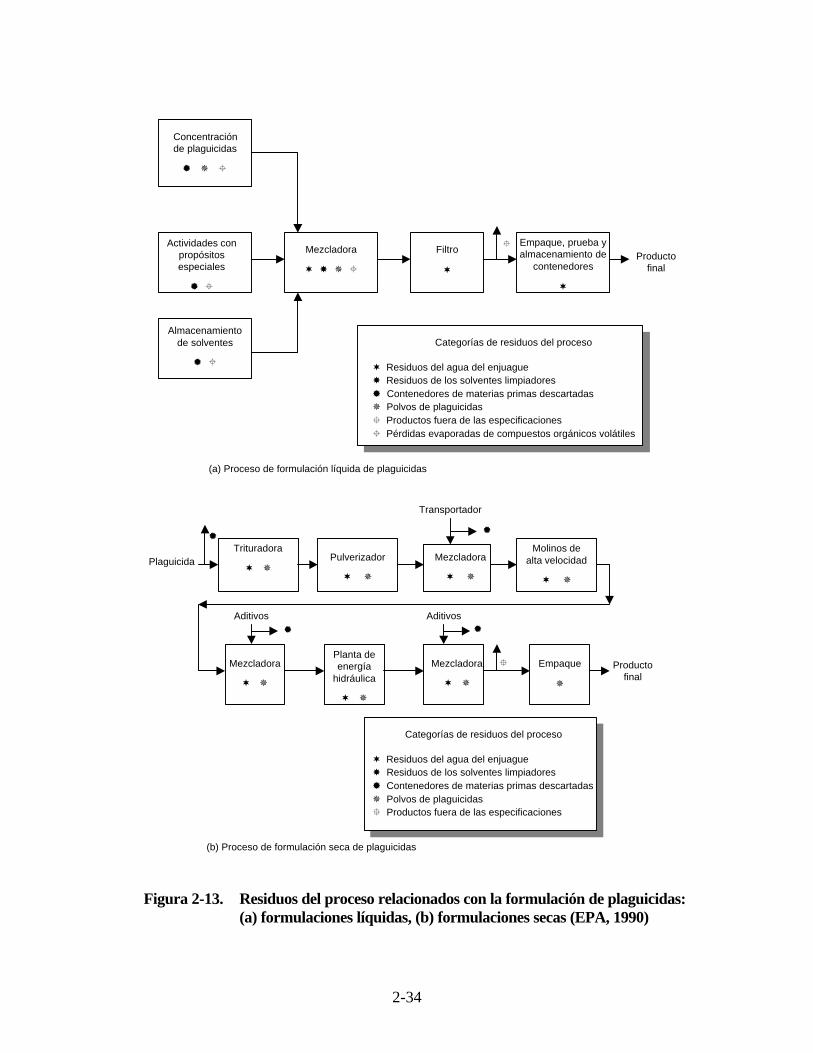
La formulación de plaguicidas, a diferencia de su elaboración, generalmente se realiza engrandes plantas, es descentralizada y tiene lugar en áreas agrícolas o zonas industriales. Enconsecuencia, las PCTE tienen menos probabilidad de ser una opción para la formulación deplaguicidas que para otras PYME tratadas en esta sección. La figura 2-13 identifica los tipos deresiduos relacionados con varias etapas en la formulación de plaguicidas líquidos y secos para suaplicación en cultivos. El cuadro 2-11 brinda información adicional y el cuadro A-1 identifica lasreferencias principales sobre minimización y tratamiento de residuos de plaguicidas.
2-34
Figura 2-13. Residuos del proceso relacionados con la formulación de plaguicidas:(a) formulaciones líquidas, (b) formulaciones secas (EPA, 1990)
Concentraciónde plaguicidas
® ¯ ±
Actividades conpropósitosespeciales
® ±
Almacenamientode solventes
® ±
Mezcladora
¬ ¯ ±
Filtro
¬
Empaque, prueba yalmacenamiento de
contenedores
¬
Productofinal
Categorías de residuos del proceso
¬ Residuos del agua del enjuague Residuos de los solventes limpiadores® Contenedores de materias primas descartadas¯ Polvos de plaguicidas° Productos fuera de las especificaciones± Pérdidas evaporadas de compuestos orgánicos volátiles
(a) Proceso de formulación líquida de plaguicidas
PlaguicidaTrituradora
¬ ¯Pulverizador
¬ ¯
Mezcladora
¬ ¯
Transportador
Molinos dealta velocidad
¬ ¯
AditivosAditivos
Mezcladora
¬ ¯
Planta deenergía
hidráulica
¬ ¯
Mezcladora
¬ ¯
Empaque
¯
Productofinal
Categorías de residuos del proceso
¬ Residuos del agua del enjuague Residuos de los solventes limpiadores® Contenedores de materias primas descartadas¯ Polvos de plaguicidas° Productos fuera de las especificaciones
(b) Proceso de formulación seca de plaguicidas
°
°
® ®
® ®

2-35
Cuadro 2-11. Perfil de la industria de formulación de plaguicidas
Características de losresiduos
Líquidos • Aguas del enjuague contaminadas con plaguicidas y solventes provenientes dela limpieza del equipo, lavado del área y baño de agua caliente para ladetección de fugas
• Aguas residuales contaminadas con plaguicidas provenientes del lavado devestimenta protectora
• Aguas limpiadoras contaminadas con plaguicidas y solventes provenientes deluso de equipo de contaminación del aire para descargar plaguicidas secos enlos tanques mezcladores
• Escorrentía de aguas pluviales contaminadas con el derrame de plaguicidas yresiduos atmosféricos del polvo de plaguicidas en las áreas abiertas del proceso
• Solventes contaminados con plaguicidas de la limpieza del equipo (lossolventes más usados incluyen metilo, alcohol, alcohol etílico, alcoholisopropílico, tolueno, xileno, cloroformo, tetracloruro de carbón, benceno ytetracloroetileno)
• Residuos de la formulación de plaguicidas líquidos de derrames accidentales(entre los solventes usados con mayor frecuencia están el MIBK, kerosene,metil isobutil cetona y acetato de amilo)
• Residuos de la formulación de plaguicidas fuera de las especificaciones yresiduos de análisis de laboratorio
Sólidos • Residuos de la formulación de plaguicidas de derrames accidentales• Residuos de la formulación de plaguicidas fuera de las especificaciones• Contenedores de productos químicos vacíos
Opciones de minimizaciónde residuos
• Rediseño de la planta, modificaciones en el proceso (sustituir de solventes y otras materiasprimas por materiales menos tóxicos; reformular para reducir los residuos del proceso yrequerimientos de limpieza; emplear solventes o agua usada en la formulación para limpiar elequipo antes de su adición al tanque mezclador; evitar productos fuera de las especificaciones;mezclar/usar el agua para producir productos comerciales)
• Disminución de la frecuencia de limpieza (reservar el equipo para determinadas fórmulas;incrementar la duración de los turnos de producción; formulaciones secuenciales que no requieranlimpieza entre lotes)
• Reducción del agua usada para limpieza (hojas limpiadoras; drenajes bien diseñados; tacos deplástico o espuma para limpiar las líneas; equipos de limpieza de alta eficiencia y bajo volumentales como limpiadores a vapor y rociadores de alta presión).
• Reuso de aguas residuales (usar el enjuague final como pre-enjuague para el siguiente ciclo delimpieza, en caso se usen enjuagues múltiples; almacenar el agua del enjuague y usarla enpróximas formulaciones; tratamiento en la planta para su reuso)
• Reducción de aguas residuales de la limpieza de derrames y lavado del área (absorbentes secos;trapeadores y escobas de goma; agua reciclada para la limpieza inicial; equipo de limpieza de altaeficiencia y bajo volumen; pavimentación de áreas de grandes derrames)
Opciones de tratamiento Aguas residuales• Carbón activado granulado• Tratamiento biológico• Desenmulsionado/absorción/filtración• Coagulación/precipitación• Evaporación• Oxidación química• Neutralización• Separación por aire/vaporSólidos• Incineración, pirólisis• Desabsorción térmica a bajas temperaturas
2-36
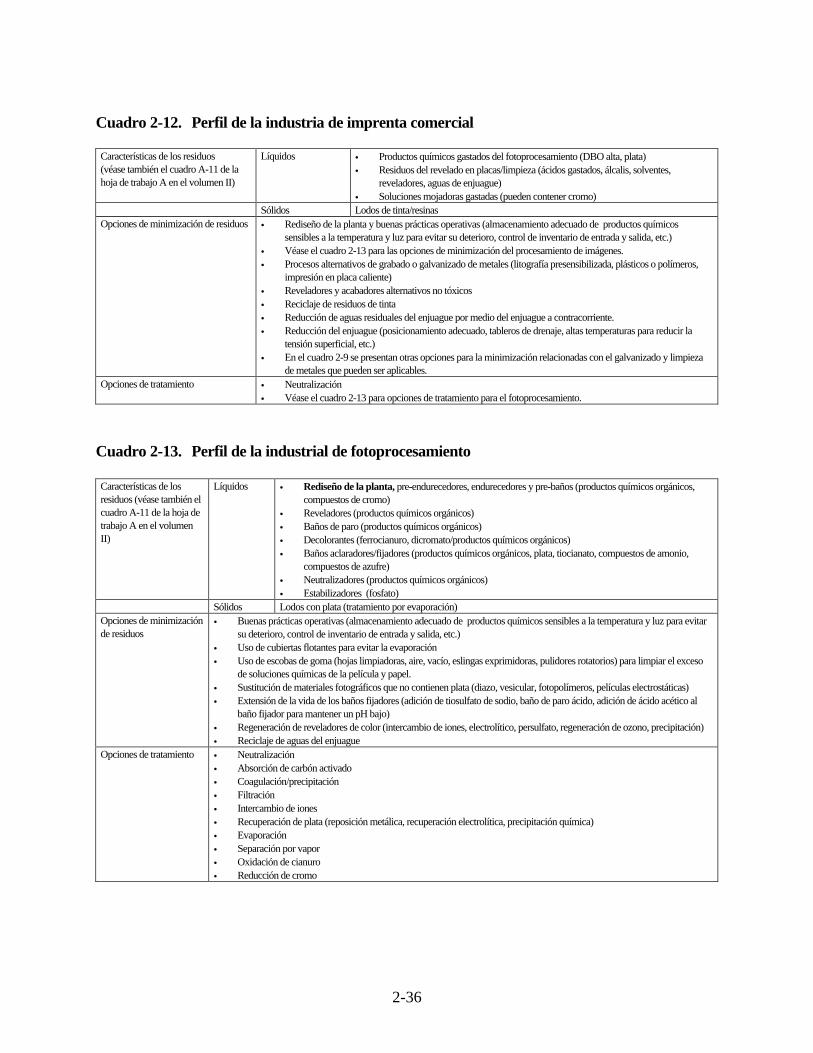
Cuadro 2-12. Perfil de la industria de imprenta comercial
Características de los residuos(véase también el cuadro A-11 de lahoja de trabajo A en el volumen II)
Líquidos • Productos químicos gastados del fotoprocesamiento (DBO alta, plata)• Residuos del revelado en placas/limpieza (ácidos gastados, álcalis, solventes,
reveladores, aguas de enjuague)• Soluciones mojadoras gastadas (pueden contener cromo)
Sólidos Lodos de tinta/resinasOpciones de minimización de residuos • Rediseño de la planta y buenas prácticas operativas (almacenamiento adecuado de productos químicos
sensibles a la temperatura y luz para evitar su deterioro, control de inventario de entrada y salida, etc.)• Véase el cuadro 2-13 para las opciones de minimización del procesamiento de imágenes.• Procesos alternativos de grabado o galvanizado de metales (litografía presensibilizada, plásticos o polímeros,
impresión en placa caliente)• Reveladores y acabadores alternativos no tóxicos• Reciclaje de residuos de tinta• Reducción de aguas residuales del enjuague por medio del enjuague a contracorriente.• Reducción del enjuague (posicionamiento adecuado, tableros de drenaje, altas temperaturas para reducir la
tensión superficial, etc.)• En el cuadro 2-9 se presentan otras opciones para la minimización relacionadas con el galvanizado y limpieza
de metales que pueden ser aplicables.Opciones de tratamiento • Neutralización
• Véase el cuadro 2-13 para opciones de tratamiento para el fotoprocesamiento.
Cuadro 2-13. Perfil de la industrial de fotoprocesamiento
Características de losresiduos (véase también elcuadro A-11 de la hoja detrabajo A en el volumenII)
Líquidos • Rediseño de la planta, pre-endurecedores, endurecedores y pre-baños (productos químicos orgánicos,compuestos de cromo)
• Reveladores (productos químicos orgánicos)• Baños de paro (productos químicos orgánicos)• Decolorantes (ferrocianuro, dicromato/productos químicos orgánicos)• Baños aclaradores/fijadores (productos químicos orgánicos, plata, tiocianato, compuestos de amonio,
compuestos de azufre)• Neutralizadores (productos químicos orgánicos)• Estabilizadores (fosfato)
Sólidos Lodos con plata (tratamiento por evaporación)Opciones de minimizaciónde residuos
• Buenas prácticas operativas (almacenamiento adecuado de productos químicos sensibles a la temperatura y luz para evitarsu deterioro, control de inventario de entrada y salida, etc.)
• Uso de cubiertas flotantes para evitar la evaporación• Uso de escobas de goma (hojas limpiadoras, aire, vacío, eslingas exprimidoras, pulidores rotatorios) para limpiar el exceso
de soluciones químicas de la película y papel.• Sustitución de materiales fotográficos que no contienen plata (diazo, vesicular, fotopolímeros, películas electrostáticas)• Extensión de la vida de los baños fijadores (adición de tiosulfato de sodio, baño de paro ácido, adición de ácido acético al
baño fijador para mantener un pH bajo)• Regeneración de reveladores de color (intercambio de iones, electrolítico, persulfato, regeneración de ozono, precipitación)• Reciclaje de aguas del enjuague
Opciones de tratamiento • Neutralización• Absorción de carbón activado• Coagulación/precipitación• Filtración• Intercambio de iones• Recuperación de plata (reposición metálica, recuperación electrolítica, precipitación química)• Evaporación• Separación por vapor• Oxidación de cianuro• Reducción de cromo

2-37
Cuadro 2-14. Perfil de la industria de elaboración de medicamentos
Características de los residuos(véase también el cuadro A-11de la hoja de trabajo A en elvolumen II)
Líquidos • Rediseño de la planta, aguas residuales provenientes de la limpieza deequipo y residuos de la extracción del enjuague.
• Aguas limpiadoras del equipo de contaminación del aire usado paraprocesos generadores de polvo o residuos peligrosos.
• Soluciones acuosas gastadas de los procesos de extracción de solventes• Caldo de fermentación gastado (alta demanda de oxígeno, sólidos
suspendidos)• Licores del proceso de síntesis orgánica (solventes, demanda de oxígeno,
sólidos suspendidos, pH alto/bajo)• Solventes gastados• Derrames accidentales• Productos fuera de las especificaciones o expirados provenientes de las
operaciones de elaboración.Sólidos Lodos
Opciones de minimización deresiduos
Modificaciones en el proceso:• Reducir el uso de solventes orgánicos (solventes con agua para el revestimiento de pastillas,
soluciones limpiadores acuosas)• Emplear solventes o agua usada en la formulación para la limpieza del equipo antes de su
adición al tanque mezclador.• Evitar productos fuera de las especificaciones• Mezclar/usar residuos para elaborar productos comerciales.• Mezclar soluciones de residuos ácidos y alcalinos para reducir los requerimientos de los
reactivos neutralizadoresReducción de los residuos de la limpieza del equipo• Usar formulaciones secuenciales que no requieran limpieza entre lotes• Reservar de equipo para las formulaciones• Reducir el mojante y residuos que requieren limpieza entre lotes (uso manual de hojas
limpiadoras, escobas de goma, trapeadores, limpiadores mecánicos en tanques mezcladores,reuso de residuos en los productos; limpieza de líneas con tacos de plástico/espuma; diseño detuberías de auto drenaje)
• Realizar una limpieza de bajo volumen y alta eficiencia (nuevas boquillas o mayor presión debombeo en las mangueras existentes; limpiadores en aerosol de alta presión; limpiadores avapor)
• Recoger y reusar residuos de aguas del enjuague y limpieza (uso del enjuague final como pre-enjuague en el siguiente ciclo de limpieza, reuso para la limpieza primaria o como parte deuna formulación compatible)
• Tratar residuos de la limpieza para su reuso (regeneración/recuperación de solventes a travésde destilación)
Mejoramiento de los procedimientos de limpieza para la limpieza de derrames y área:• Usar sistema al vacío (polvos)• Usar métodos de limpieza en seco (absorbentes secos)• Cerrar drenajes del piso para fomentar los métodos de limpieza en seco y desalentar el uso
excesivo de agua• Usar trapeadores y escobas de goma para reducir el uso de agua en el lavado de pisos• Usar agua reciclada para la limpieza inicial• Usar pulverizadores de chorro de alta presión en las mangueras para reducir la cantidad de
agua usada en el lavado de pisos• Pavimentar las áreas donde ocurren derrames frecuentes• Recuperar y reusar materiales derramados
2-38
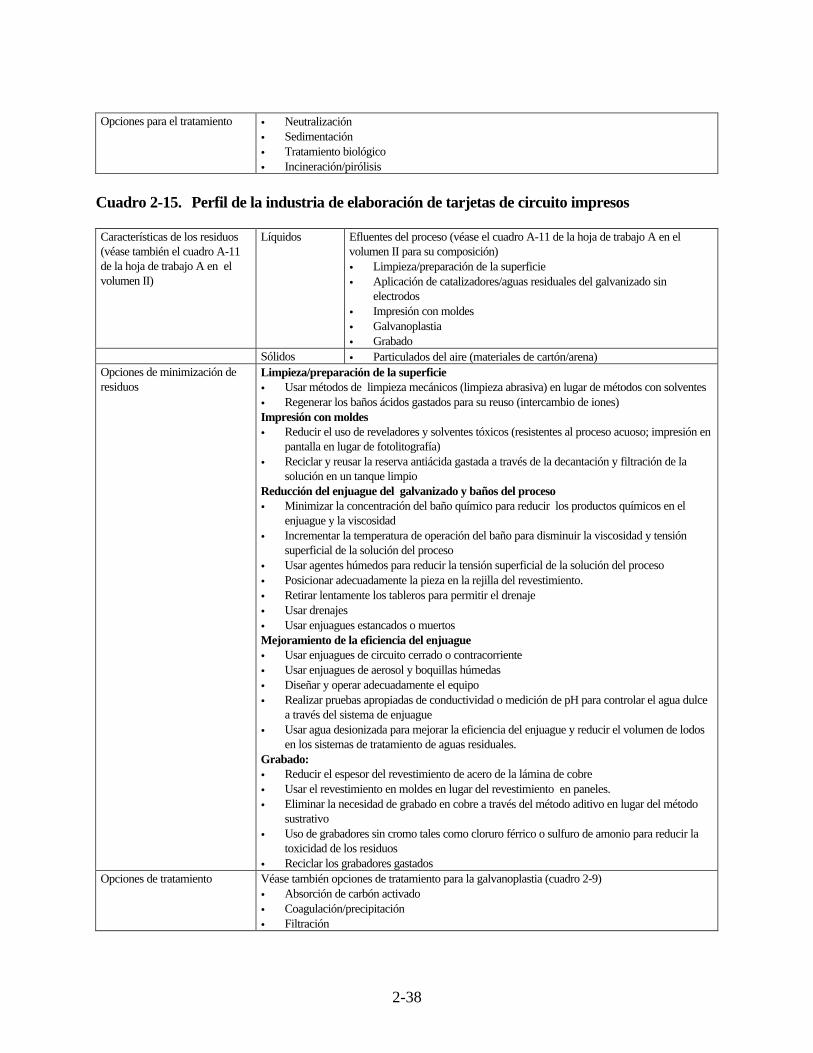
Opciones para el tratamiento • Neutralización• Sedimentación• Tratamiento biológico• Incineración/pirólisis
Cuadro 2-15. Perfil de la industria de elaboración de tarjetas de circuito impresos
Características de los residuos(véase también el cuadro A-11de la hoja de trabajo A en elvolumen II)
Líquidos Efluentes del proceso (véase el cuadro A-11 de la hoja de trabajo A en elvolumen II para su composición)• Limpieza/preparación de la superficie• Aplicación de catalizadores/aguas residuales del galvanizado sin
electrodos• Impresión con moldes• Galvanoplastia• Grabado
Sólidos • Particulados del aire (materiales de cartón/arena)Opciones de minimización deresiduos
Limpieza/preparación de la superficie• Usar métodos de limpieza mecánicos (limpieza abrasiva) en lugar de métodos con solventes• Regenerar los baños ácidos gastados para su reuso (intercambio de iones)Impresión con moldes• Reducir el uso de reveladores y solventes tóxicos (resistentes al proceso acuoso; impresión en
pantalla en lugar de fotolitografía)• Reciclar y reusar la reserva antiácida gastada a través de la decantación y filtración de la
solución en un tanque limpioReducción del enjuague del galvanizado y baños del proceso• Minimizar la concentración del baño químico para reducir los productos químicos en el
enjuague y la viscosidad• Incrementar la temperatura de operación del baño para disminuir la viscosidad y tensión
superficial de la solución del proceso• Usar agentes húmedos para reducir la tensión superficial de la solución del proceso• Posicionar adecuadamente la pieza en la rejilla del revestimiento.• Retirar lentamente los tableros para permitir el drenaje• Usar drenajes• Usar enjuagues estancados o muertosMejoramiento de la eficiencia del enjuague• Usar enjuagues de circuito cerrado o contracorriente• Usar enjuagues de aerosol y boquillas húmedas• Diseñar y operar adecuadamente el equipo• Realizar pruebas apropiadas de conductividad o medición de pH para controlar el agua dulce
a través del sistema de enjuague• Usar agua desionizada para mejorar la eficiencia del enjuague y reducir el volumen de lodos
en los sistemas de tratamiento de aguas residuales.Grabado:• Reducir el espesor del revestimiento de acero de la lámina de cobre• Usar el revestimiento en moldes en lugar del revestimiento en paneles.• Eliminar la necesidad de grabado en cobre a través del método aditivo en lugar del método
sustrativo• Uso de grabadores sin cromo tales como cloruro férrico o sulfuro de amonio para reducir la
toxicidad de los residuos• Reciclar los grabadores gastados
Opciones de tratamiento Véase también opciones de tratamiento para la galvanoplastia (cuadro 2-9)• Absorción de carbón activado• Coagulación/precipitación• Filtración

2-39
2.3.7.2 Imprenta comercial y fotoprocesamiento
Los cuadros 2-10 y 2-11 presentan las opciones de caracterización, minimización ytratamiento de residuos para las industrias de imprenta comercial y fotoprocesamiento. Mubvami(1991) señala que en Zimbabwe, debido al alto costo del reemplazo de productos químicos en losintervalos recomendados, los productos químicos fotográficos se reusan a tal grado que cuando sondescargados finalmente en los drenajes se encuentran sumamente debilitados.
2.3.7.3 Elaboración de medicamentos
El cuadro 2-14 brinda información sobre opciones de caracterización, minimización ytratamiento para la elaboración de medicamentos. En India, aproximadamente 9.000 PYME participanen la elaboración de medicamentos. Las PYME representan 97% del total de empresas. La informaciónen el cuadro 2-14 se aplica principalmente a empresas de gran escala y puede no ser del todo pertinentepara las PYME.
2.3.7.4 Fabricación de circuitos electrónicos
El cuadro 2-15 presenta opciones de caracterización, minimización y tratamiento para lafabricación de tarjetas de circuito impresas. La elaboración de tarjetas de circuito combina procesos delas industrias de galvanoplastia, imprenta y fotografía.
2.4. REFERENCIAS
Agencia de Protección Ambiental de los Estados Unidos. 1985. Environmental regulations andtechnology: the electroplating industry. Washington, DC: EPA. EPA/625/10-85/001.
Agencia de Protección Ambiental de los Estados Unidos. 1988a. Title III Section 313 Releasereporting guidance: estimating chemical releases from electroplating operations. Washington, DC:EPA. EPA. EPA/560/4-88/004g.
Agencia de Protección Ambiental de los Estados Unidos. 1988b. Title III Section 313 Releasereporting guidance: estimating chemical releases from textile dyeing. Washington, DC. EPA.EPA/560/4-88/004h.
Agencia de Protección Ambiental de los Estados Unidos. 1990. Guides to pollution prevention: thepesticide formulating industry. Washington, DC: EPA. EPA/625/7-90/004.

2-40
Alexander, K,; Donohue, V. 1990. Cleaner technologies in the tanning industries. En: Proceedings ofthe International Conference on Pollution Prevention: Clean Technologies and Clean Products.Washington, DC: EPA. EPA/600/9-90/039.
Banco Interamericano de Desarrollo. 1997. Guía para la aplicación de procedimientos ambientalesen operaciones de crédito para microempresas. Washington, DC: BID.
Banco Mundial. 1994. Staff appraisal report: India, Industrial Pollution Prevention Project. BancoMundial, Country Operations, Industry and Finance Division. Washington, DC: Banco Mundial.
Batstone, R.; Smith, J.E. Jr.; Wilson. D. 1989. The safe disposal of hazardous wastes: the specialneeds and problems of developing countries. Washington, DC: World Bank. (World Bank TechnicalPaper No. 93) 3 v.
Benavides, L. 1992. Hazardous waste management for small-scale and cottage industries indeveloping countries: overview. Expert Group Meeting on Management of Hazardous Wastes fromSmall-Scale and Cottage Industries. Nairobi: HABITAT, Urban Management Programme.
Chemcontrol. 1991. World Bank Industrial Pollution Control Projects. Feasibility assessment ofcommon treatment facilities: Gujarat, Maharashtra and Tamil Nadu, India. Washington, DC:Banco Mundial.
Hamza, A. 1991. Impacts of industrial and small-scale manufacturing wastes on urban environmentin developing countries. Nairobi: HABITAT, Urban Management Programme.
Kent, L. 1991. The relationship between small enterprises and environmental degradation in thedeveloping world (with emphasis on Asia). Bethesda, MD: DAI. Preparado para la Agencia para elDesarrollo Internacional de los Estados Unidos.
Mubvami, T. 1991. Hazardous waste management for small-scale manufacturing and cottageindustries in urban areas of Zimbabwe. Nairobi: HABITAT, Urban Management Programme.
Organización Mundial de la Salud (OMS). 1985. Environmental pollution control in relation todevelopment. WHO Tech. Rep. Ser. 718.
Programa de las Naciones Unidas para el Medio Ambiente. 1987. Industry and Environment (junio).
Urban Management Programme (UMP). 1992. Draft final report of the Expert Group Meeting onLocal Management of Hazardous Wastes From Small-Scale and Cottage Industries. [La reunión serealizó en Metepec y León, México, noviembre 23, y fue organizada por el UMT(PNUD/HABITAT/Banco Mundial) y coauspiciada por PNUMA, OMS, y ECO/OPS]. Editado porCarl Bartone.