resolución del capitulo 8 de control estadístico de calidad y seis sigma de humbero gutierrez -...
TRANSCRIPT

7/24/2019 Resolución del Capitulo 8 De Control Estadístico de calidad y Seis Sigma de Humbero Gutierrez - UAP 2015
http://slidepdf.com/reader/full/resolucion-del-capitulo-8-de-control-estadistico-de-calidad-y-seis-sigma 1/29
Capítulo 8
1) ¿Qué tipo de variables se analizan con las cartas de atributos y cuáles con lascartas para variables?
En las cartas de atributos se analizan la proporción de defectuosos, numero dedefectuosos, numero de defectos y defecto por unidad.
2) e manera !eneral, ¿cómo se obtienen los l"mites de control en las cartas decontrol de #$e%$art? E&emplifi'ue con la carta p.
() ¿Qué tipo de variables se analizan mediante una carta p o np?
Carta P: uestra las variaciones en la fracción de art"culos defectuosos por muestra osub!rupo* es ampliamente utilizada para evaluar el desempe+o derocesos.
Carta np: ia!rama 'ue analiza el n-mero de defectuosos por sub!rupo* se aplicacuando el tama+o de sub!rupo es constante.
) ¿/uándo se prefiere la carta p sobre la np?
En estos casos, si el producto no tiene la calidad deseada no se permite 'ue pase a lasi!uiente etapa del proceso* además, es se!re!ado y se le denomina art"culo defectuoso.
0) En una empresa del ramo metalmecánico se fabrican válvulas. espués delproceso de fundición se realiza una inspección y las piezas 'ue no cumplen conciertas caracter"sticas son rec$azadas. 1as razones del rec$azo son diversaspiezas incompletas, porosas, mal formadas, etc. ara evaluar la variabilidad y lama!nitud de la proporción de piezas defectuosas en el proceso de fundición se
decide implementar una carta p. El proceso de fundición se $ace por lotes.
En la tabla 3.4 se muestran los datos obtenidos durante una semana para ciertotipo de válvulas. 5un'ue re!ularmente el tama+o de lote es fi&o, n 6 (77, enocasiones, por diferentes motivos, en al!unos lotes se $acen unas cuantas piezasde más o de menos, como se aprecia en la tabla 3.4.

7/24/2019 Resolución del Capitulo 8 De Control Estadístico de calidad y Seis Sigma de Humbero Gutierrez - UAP 2015
http://slidepdf.com/reader/full/resolucion-del-capitulo-8-de-control-estadistico-de-calidad-y-seis-sigma 2/29
a) /alcule los l"mites de control utilizando el tama+o de sub!rupo 8lote) promedio.
1/# 293.0: ; (8desv < ra"z 82=) ) 6 (7=.341/ 293.0:1/> 293.0: (80.7< ra"z 82=) )6 290.2:
b) ¿/ómo e@plicar"a los l"mites de control 'ue obtuvo a al!uien 'ue no tieneconocimientos profundos de estad"stica?
Que los tama+os del lote como minimo debe ser de 294 y como má@imo (72.
7/24/2019 Resolución del Capitulo 8 De Control Estadístico de calidad y Seis Sigma de Humbero Gutierrez - UAP 2015
http://slidepdf.com/reader/full/resolucion-del-capitulo-8-de-control-estadistico-de-calidad-y-seis-sigma 3/29
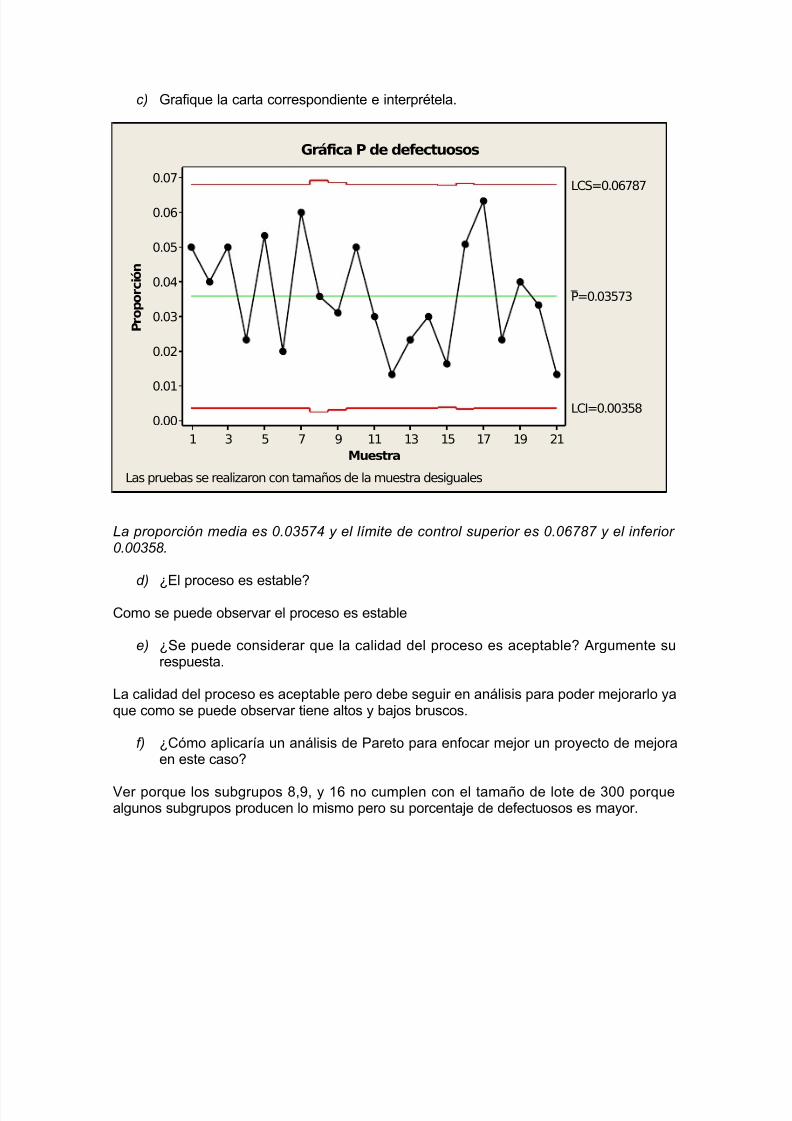
c) Arafi'ue la carta correspondiente e interprétela.
21191715131197531
0.07
0.06
0.05
0.04
0.03
0.02
0.01
0.00
Muestra
P r o p o r c i ó n
_ P=0.03573
LCS=0.06787
LCI=0.00358
Gráfica P de defectuosos
Las pruebas se realizaro !o "a#a$os %e la #ues"ra %esi&uales
La proporción media es 0.03574 y el límite de control superior es 0.06787 y el inferior 0.00358.
d) ¿El proceso es estable?
/omo se puede observar el proceso es estable
e) ¿#e puede considerar 'ue la calidad del proceso es aceptable? 5r!umente surespuesta.
1a calidad del proceso es aceptable pero debe se!uir en análisis para poder me&orarlo ya'ue como se puede observar tiene altos y ba&os bruscos.
f) ¿/ómo aplicar"a un análisis de areto para enfocar me&or un proyecto de me&oraen este caso?
Ber por'ue los sub!rupos 3,9, y =4 no cumplen con el tama+o de lote de (77 por'ueal!unos sub!rupos producen lo mismo pero su porcenta&e de defectuosos es mayor.

7/24/2019 Resolución del Capitulo 8 De Control Estadístico de calidad y Seis Sigma de Humbero Gutierrez - UAP 2015
http://slidepdf.com/reader/full/resolucion-del-capitulo-8-de-control-estadistico-de-calidad-y-seis-sigma 4/29
4) En el caso del e&ercicio 0
a) Cbten!a una carta p con l"mites de control variables.
b) ¿Qué diferencias observa con respecto a la carta obtenida en el e&ercicio anterior?
1os datos se comportan de manera similar pero los l"mites establecidos anteriormente enel !rafico p cambian
:) En el caso del e&ercicio 0
a) #upon!a 'ue todos los lotes tienen el mismo tama+o 8el promedio), calcule losl"mites de control para una carta np e interprételos.
D6(77
67.7(0(3
7/24/2019 Resolución del Capitulo 8 De Control Estadístico de calidad y Seis Sigma de Humbero Gutierrez - UAP 2015
http://slidepdf.com/reader/full/resolucion-del-capitulo-8-de-control-estadistico-de-calidad-y-seis-sigma 5/29
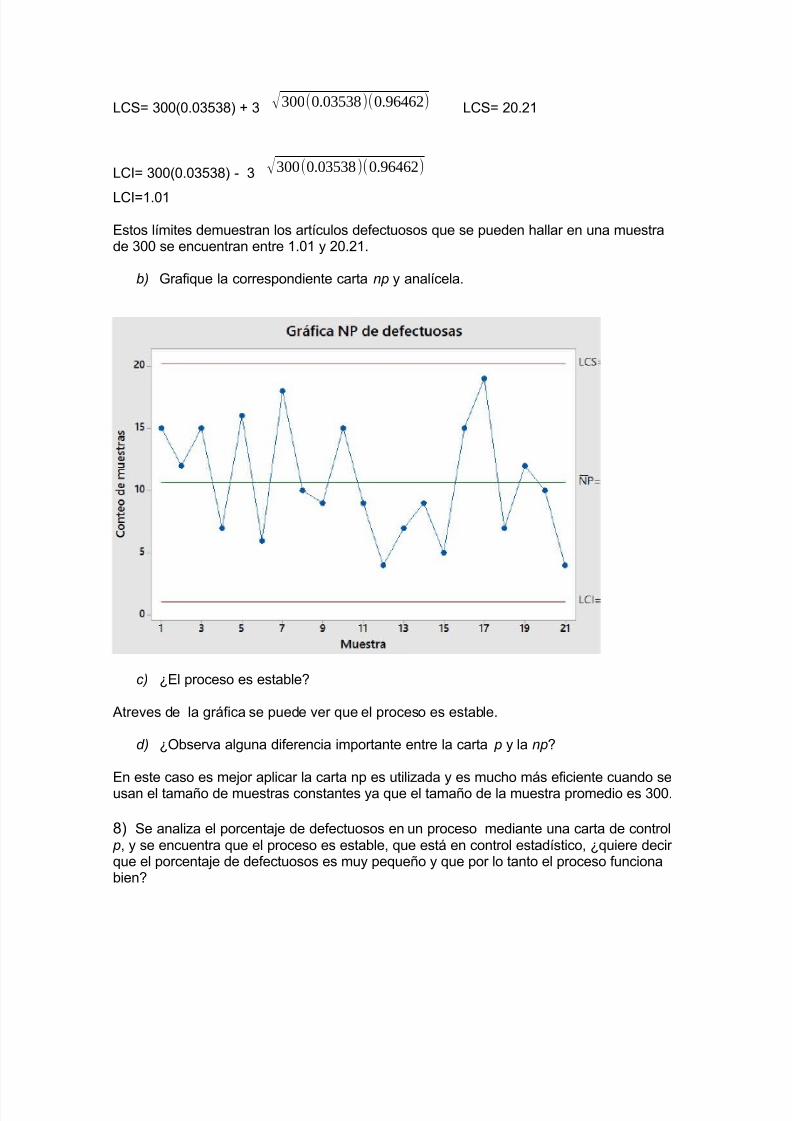
1/#6 (7787.7(0(3) ; ( √ 300(0.03538)(0.96462) 1/#6 27.2=
1/>6 (7787.7(0(3) ( √ 300(0.03538)(0.96462)
1/>6=.7=
Estos l"mites demuestran los art"culos defectuosos 'ue se pueden $allar en una muestrade (77 se encuentran entre =.7= y 27.2=.
b) Arafi'ue la correspondiente carta np y anal"cela.
c) ¿El proceso es estable?
5treves de la !ráfica se puede ver 'ue el proceso es estable.
d) ¿Cbserva al!una diferencia importante entre la carta p y la np?
En este caso es me&or aplicar la carta np es utilizada y es muc$o más eficiente cuando seusan el tama+o de muestras constantes ya 'ue el tama+o de la muestra promedio es (77.
3) #e analiza el porcenta&e de defectuosos en un proceso mediante una carta de control p, y se encuentra 'ue el proceso es estable, 'ue está en control estad"stico, ¿'uiere decir'ue el porcenta&e de defectuosos es muy pe'ue+o y 'ue por lo tanto el proceso funcionabien?
7/24/2019 Resolución del Capitulo 8 De Control Estadístico de calidad y Seis Sigma de Humbero Gutierrez - UAP 2015
http://slidepdf.com/reader/full/resolucion-del-capitulo-8-de-control-estadistico-de-calidad-y-seis-sigma 6/29
Que el porcenta&e m"nimo de defectos no afecta al proceso ya 'ue está en un estado deestabilidad y solo 'ueda saber si es capaz o incapaz pero si sabemos 'ue el procesofunciona bien aun'ue no sabemos el estado de capacidad.
9) En un proceso se lleva una carta p, cuya l"nea central es 7.73. #i se toma un lote de
=77 art"culos y se obtienen =4 defectuosos, ¿ese lote es anormal? Es decir, ¿enla producción de ese lote el proceso estuvo fuera de control estad"stico? /alcule losl"mites de control considerando n 6 =77 y p 6 7.73.
LS =0.08'3 (0.081 * 0.08) +
L,= 0.08
LS =0.08-3 (0.081 * 0.08) +
=7) En un proceso de producción se produce por lotes de tama+o 077, en la inspecciónfinal de los -ltimos (7 lotes se obtuvo la si!uiente cantidad de art"culos defectuosos 8losdatos están en orden $orizontal).
== =2 =0 =: == =7 =( 20 =: =( == =2 =: 3 =2 == 27 =0 =2 =: =3 = =7 3 =7 4 : 0 9 4
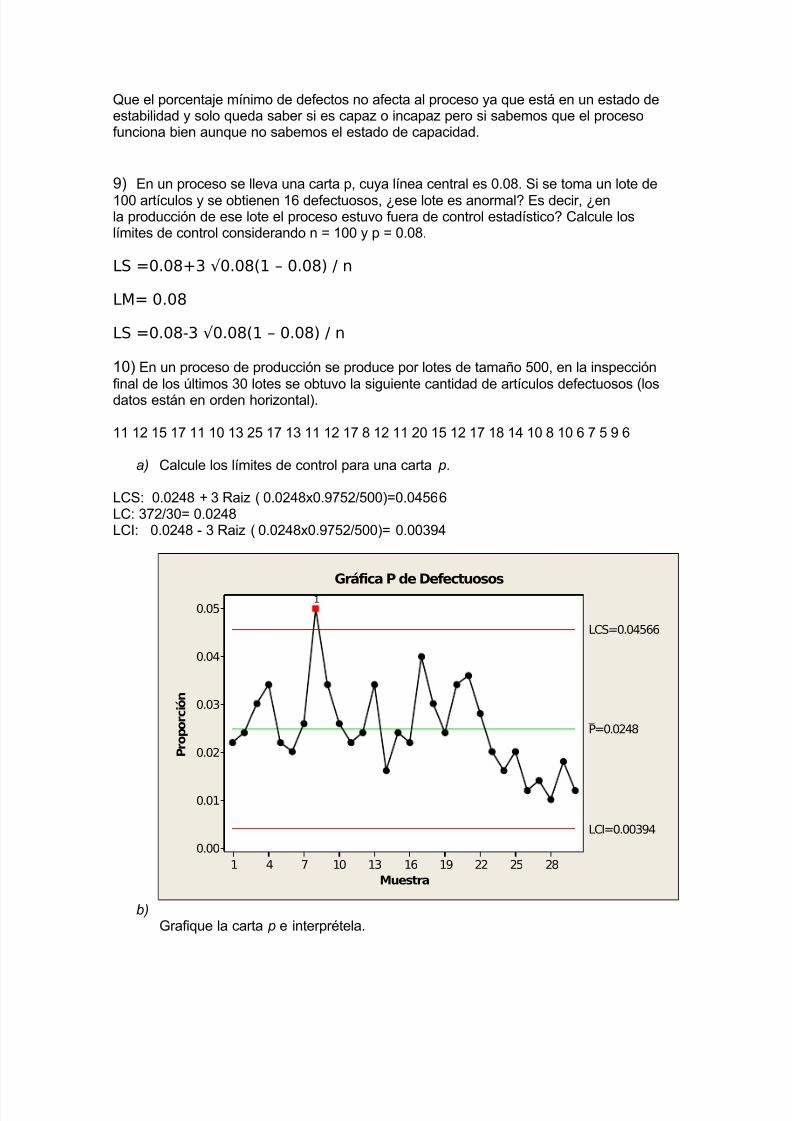
a) /alcule los l"mites de control para una carta p.
1/# 7.723 ; ( aiz 8 [email protected]:02<077)67.70441/ (:2<(76 7.7231/> 7.723 ( aiz 8 [email protected]:02<077)6 7.77(9
b)
28252219161310741
0.05
0.04
0.03
0.02
0.01
0.00
Muestra
P r o p o r c i ó n
_ P=0.0248
LCS=0.04566
LCI=0.00394
1
Gráfica P de Defectuosos
Arafi'ue la carta p e interprétela.

7/24/2019 Resolución del Capitulo 8 De Control Estadístico de calidad y Seis Sigma de Humbero Gutierrez - UAP 2015
http://slidepdf.com/reader/full/resolucion-del-capitulo-8-de-control-estadistico-de-calidad-y-seis-sigma 7/29
c) ¿El proceso es estable?
/omo se puede observar en el !ráfico, el proceso es inestable.#t6 =<(= 6 (.2(
d) /on sus palabras di!a 'ué si!nifican los l"mites de control y la l"nea central.
1a proporción media de defectuosos es 7.723, la proporción má@ima de defectuosos por
lote es de 7.7044 y la m"nima de 7.77(9.
e) 5 partir del lote 27 se empezó a e&ecutar un plan de me&ora, ¿$ay al!-n tipo deevidencia de 'ue el plan $aya dado resultado?
#e puede observar 'ue a partir del lote 27 la proporción de defectuosos disminuyo.
==) ara medir la eficacia de un proceso en una empresa se cuantifica la proporción deart"culos defectuosos. e acuerdo con los datos $istóricos, se tiene 'ue el porcenta&epromedio de art"culos defectuosos es de (.0F. 1a meta es reducir ese porcenta&e a 2.0Fy para ello desean apoyarse en una carta de control. /onteste lo si!uiente
a) ¿Qué carta de control les recomendar"a usar?
#e recomienda una carta
b) ¿El l"mite de control superior o la l"nea central de tal carta debe ser 2.0? E@pli'ue.
El 2.0F debe ser la l"nea central de la carta de control.
=2) En una empresa se $a usado una carta p para analizar la variación en la proporciónde art"culos defectuosos.

7/24/2019 Resolución del Capitulo 8 De Control Estadístico de calidad y Seis Sigma de Humbero Gutierrez - UAP 2015
http://slidepdf.com/reader/full/resolucion-del-capitulo-8-de-control-estadistico-de-calidad-y-seis-sigma 8/29
a) #i la l"nea central de esta carta es 7.70, el tama+o de sub!rupo es de =07, calculelos l"mites de control de la carta e interprételos.
67.70D6=07
LCI = P−3√ P(1− P)/ N
LCS= P+3√ P(1− P)/ N
1/>6 7.70 ( √ 0.05(0.95)/150
1/>67
1/#6 7.70 ; ( √ 0.05(0.95)/150
1/#67.03 1os l"mites de control de art"culos defectuosos están en el intervalo 7 y 7.03.
b) 1a proporción de defectuosos de nueve lotes consecutivos de tama+o =07 fue lasi!uiente 7.72, 7.740, 7.7:, 7.73, 7.79, 7.7:, 7.==, 7.=7, 7.79. 5nalice estos datoscon la carta del inciso anterior y se+ale si en la producción de estos lotes elproceso estuvo en control estad"stico o si $ubo al!-n cambio importante.
espuesta e acuerdo a los l"mites de control $allados anteriormente los datos de los-ltimos lotes se encuentran en su mayor"a se encuentran en el intervalo se puede decir 'ue el proceso está ba&o control estad"stico por'ue $ay datos 'ue superan los l"mites.
c) Ga!a lo mismo 'ue en el inciso a) pero utilizando un tama+o de sub!rupo de (77,e interprete los l"mites 'ue obten!a.
67.70D6(77
LCI = P−3√ P(1− P)/ N
LCS= P+3√ P(1− P)/ N
1/>6 7.70 ( √ 0.05(0.95)/300
1/>67.7=2
1/#6 7.70 ; ( √ 0.05(0.95)/300

7/24/2019 Resolución del Capitulo 8 De Control Estadístico de calidad y Seis Sigma de Humbero Gutierrez - UAP 2015
http://slidepdf.com/reader/full/resolucion-del-capitulo-8-de-control-estadistico-de-calidad-y-seis-sigma 9/29
1/#67.733 1os l"mites de control de art"culos defectuosos están en el intervalo 7.7=2 y 7.733.
d) ¿Qué efecto tiene el tama+o de sub!rupo en la amplitud de los l"mites de controlde una carta p?
espuesta el tama+o de las muestras de los lotes influyen entonces el cálculo de losl"mites de control pues más !rande el tama+o el ran!o de los limites se ampliademasiado.
e) ¿/uál carta p o la np ser"a la más conveniente en este caso? 5r!umente.
1a carta np es utilizada y es muc$o más eficiente cuando se usan el tama+o de muestrasconstantes ya 'ue el tama+o de la muestra promedio es (77.
=() ara analizar el desempe+o de un proceso y tratar de me&orarlo, se decide analizar laproporción de defectuosos. ara ello, se toman sub!rupos de tama+o 277 y se cuantiHca
la cantidad de defectuosos. 1os datos obtenidos durante seis d"as son los si!uientes
=7 4 =2 : 9 4 3 9 3 4 =7 9 =( 9 == 4 =0 : 3
a) /alcule los l"mites de control para una carta p, y e@pli'ue el si!niHcado de losl"mites de control 'ue obtuvo.
#e!-n el initab

7/24/2019 Resolución del Capitulo 8 De Control Estadístico de calidad y Seis Sigma de Humbero Gutierrez - UAP 2015
http://slidepdf.com/reader/full/resolucion-del-capitulo-8-de-control-estadistico-de-calidad-y-seis-sigma 10/29
El proceso var"a entre los limites I77.73J.
b) ediante una carta p analice los datos y obten!a conclusiones.
#e observa muc$a variación en los l"mites obtenidos mediante la cartap.
c) e acuerdo con los costos de producción el nivel de defectuosos má@imotolerable es de 0F. /on base en esto, al!uien su!iere 'ue el l"mite de controlsuperior dela carta p debe ser 7.70, ¿es correcta esta su!erencia?
=) En el caso del e&ercicio anterior se aplica un plan de me&ora y se llevan a cabovarias acciones. 1os datos obtenidos en la semana posterior a las me&oras son

7/24/2019 Resolución del Capitulo 8 De Control Estadístico de calidad y Seis Sigma de Humbero Gutierrez - UAP 2015
http://slidepdf.com/reader/full/resolucion-del-capitulo-8-de-control-estadistico-de-calidad-y-seis-sigma 11/29
: 0 0 4 ( : 4 4 4 0 3 ( : 3
a) Ktilice los l"mites de control obtenidos antes de la me&ora para analizar estos-ltimos datos mediante una carta p.
=0) En un proceso se produce por lotes y éstos se prueban al =77F. #e lleva un re!istrode la proporción de art"culos defectuosos por diferentes causas. 1os datos de los -ltimos20 lotes se muestran en la tabla 3.:.
a) Cbten!a una carta p usando el tama+o de sub!rupo 8lote) promedio.
987654321
1.0
0.8
0.6
0.4
0.2
0.0
P r o p o r c i ó n
_ P=0.
LCS
LCI=
Gráfca P de datp

7/24/2019 Resolución del Capitulo 8 De Control Estadístico de calidad y Seis Sigma de Humbero Gutierrez - UAP 2015
http://slidepdf.com/reader/full/resolucion-del-capitulo-8-de-control-estadistico-de-calidad-y-seis-sigma 12/29
252321191715131197531
0.20
0.15
0.10
0.05
Muestra
P r o p o r c i ó n
_ P=0.1178
LCS=0.2056
LCI=0.0300
Gráfica P' de Laney de DefectuososSi&#a = 0.0907354
b) ¿/ómo e@plicar"a los l"mites de control 'ue obtuvo a al!uien 'ue no tieneconocimientos profundos de estad"stica?
1a proporción media de defectuosos es 7.==:3, la proporción má@ima de defectuosos por lote es de 7.2704 y la m"nima de 7.7(.
c) Cbten!a una carta p con l"mites de control variables.

7/24/2019 Resolución del Capitulo 8 De Control Estadístico de calidad y Seis Sigma de Humbero Gutierrez - UAP 2015
http://slidepdf.com/reader/full/resolucion-del-capitulo-8-de-control-estadistico-de-calidad-y-seis-sigma 13/29
252321191715131197531
0.200
0.175
0.150
0.125
0.100
0.075
0.050
Muestra
P r o p o r c i ó n
_ P=0.1178
LCS=0.1862
LCI=0.0494
1
Gráfica P de Defectuosos
Las pruebas se realizaro !o "a#a$os %e la #ues"ra %esi&uales
d) #uponiendo 'ue todos los lotes tienen el mismo tama+o 8el promedio), obten!auna carta np para tales datos.
252321191715131197531
40
35
30
25
20
15
10
Muestra
C o n t e o d e m u e s t r a s
__ /P=23.56
LCS=37.24
LCI=9.88
1Gráfica NP de Defectuosos
Las pruebas se realizaro !o "a#a$os %e la #ues"ra %esi&uales

7/24/2019 Resolución del Capitulo 8 De Control Estadístico de calidad y Seis Sigma de Humbero Gutierrez - UAP 2015
http://slidepdf.com/reader/full/resolucion-del-capitulo-8-de-control-estadistico-de-calidad-y-seis-sigma 14/29
e) ¿Cbserva al!una diferencia importante entre la carta p y la np?
Do se muestra nin!una diferencia importante entre la carta p y np.
f) ¿e 'ué depende la elección entre la carta p o np?
se utiliza cuando n es constante y np cuando n no es constante.
g) ¿Qué l"mites de control usar"a para analizar datos futuros mediante las cartas p ynp?
1/>8D) 7.741/>8D)91/8D) 7.=1/8D)2(1/#8D) 7.2
1/#8D) (9
) ¿/ómo aplicar"a el análisis de areto para enfocar me&or un proyecto de me&ora?
Ber por 'ué el sub!rupo 4 tiene tanta cantidad de defectuosos.
=4. En una fábrica de art"culos de plástico inyectado se tiene el problema de la rebaba enlas piezas, 'ue es necesario eliminar con re traba&o. /on el propósito de evaluar larealidad actual y detectar posibles causas especiales de variación se decide implementaruna carta de control para el producto 'ue más se fabrica, los datos obtenidos en 2 lotesde tama+o 077, en cuanto a la cantidad de piezas con rebaba se muestran acontinuación
34, 90, ==(, 9(, 33, =7=, 97, 30, ===, 37, 94, 39, 93, =24, 94, =2, =29, ==0, 90, :3, 9:,==7, =73, ==3
a) /alcule los l"mites de control para una carta p e interprételos.
p= 24
500=0.048
LCS=0.048+3(√ 0.048 (1−0.048 )500 )=0.076

7/24/2019 Resolución del Capitulo 8 De Control Estadístico de calidad y Seis Sigma de Humbero Gutierrez - UAP 2015
http://slidepdf.com/reader/full/resolucion-del-capitulo-8-de-control-estadistico-de-calidad-y-seis-sigma 15/29
LCI =0.048−3(√0.048 (1−0.048 )500 )=0.019
Estos l"mites representan cuales son los valores 'ue no se deben sobrepasar para
'ue el proceso se manten!a en control.b) Arafi'ue la carta p y anal"cela.
El punto =: está fuera de los l"mites de control. El proceso es inestable.
7/24/2019 Resolución del Capitulo 8 De Control Estadístico de calidad y Seis Sigma de Humbero Gutierrez - UAP 2015
http://slidepdf.com/reader/full/resolucion-del-capitulo-8-de-control-estadistico-de-calidad-y-seis-sigma 16/29
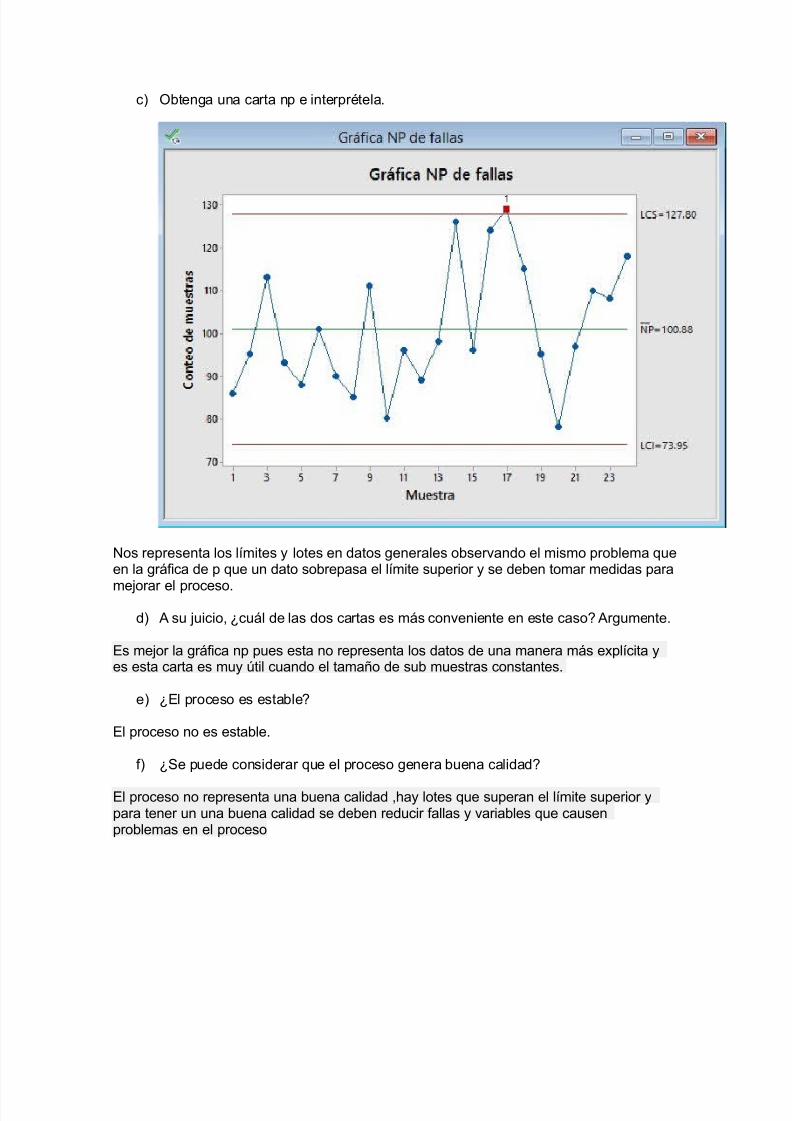
c) Cbten!a una carta np e interprétela.
Dos representa los l"mites y lotes en datos !enerales observando el mismo problema 'ueen la !ráfica de p 'ue un dato sobrepasa el l"mite superior y se deben tomar medidas para
me&orar el proceso.
d) 5 su &uicio, ¿cuál de las dos cartas es más conveniente en este caso? 5r!umente.
Es me&or la !ráfica np pues esta no representa los datos de una manera más e@pl"cita yes esta carta es muy -til cuando el tama+o de sub muestras constantes.
e) ¿El proceso es estable?
El proceso no es estable.
f) ¿#e puede considerar 'ue el proceso !enera buena calidad?
El proceso no representa una buena calidad ,$ay lotes 'ue superan el l"mite superior ypara tener un una buena calidad se deben reducir fallas y variables 'ue causenproblemas en el proceso

7/24/2019 Resolución del Capitulo 8 De Control Estadístico de calidad y Seis Sigma de Humbero Gutierrez - UAP 2015
http://slidepdf.com/reader/full/resolucion-del-capitulo-8-de-control-estadistico-de-calidad-y-seis-sigma 17/29
=:) ¿Qué tipo de variables se analizan mediante las cartas c y u?
/arta c6 el n-mero de defectos por sub!rupo y unidad.
/arta u6 el n-mero de defectos promedio
=3) ¿/uándo se aplica una carta c y cuándo una u?
Carta c #e utiliza para analizar la variabilidad del n-mero de defectos por sub!rupo ounidad con un tama+o de sub!rupo constante.Carta u #e usa cuando el tama+o del sub!rupo no es constante.
=9) En una empresa se re!istra el n-mero de 'ue&as por mal servicio. 1os datos de las-ltimas 20 semanas se muestran ense!uida 8el orden es por ren!lón)4 2 ( 0 4 : 3 9 7 = 2 ( 0 4 : 3 9 7 = 2 ( 0
a) ¿Es adecuado $acer un análisis mediante una carta p?
5r!umente.
Do por'ue para poder analizarlo mediante una carta p se debe de tener la proporcióndefectuosa, en este caso no lo tenemos, solo tenemos el n-mero de defectos, y se utilizala carta c.
b) /alcule los l"mites de control.
/6 =77< 206
1/# 6 ;( L6=7
1/ 6
1/> 6 M ( L67
c) Cbten!a la carta c y anal"cela.
7/24/2019 Resolución del Capitulo 8 De Control Estadístico de calidad y Seis Sigma de Humbero Gutierrez - UAP 2015
http://slidepdf.com/reader/full/resolucion-del-capitulo-8-de-control-estadistico-de-calidad-y-seis-sigma 18/29
252321191715131197531
12
10
8
6
4
2
0
C o n t e o d e m u e s t r a s
_ C=4.
LCS=
LCI=
Gráca C de C1
d) ¿El proceso es estable?
Do es estable.
e) ¿El nivel de calidad se puede considerar satisfactorio?
Do se puede considerar satisfactorio
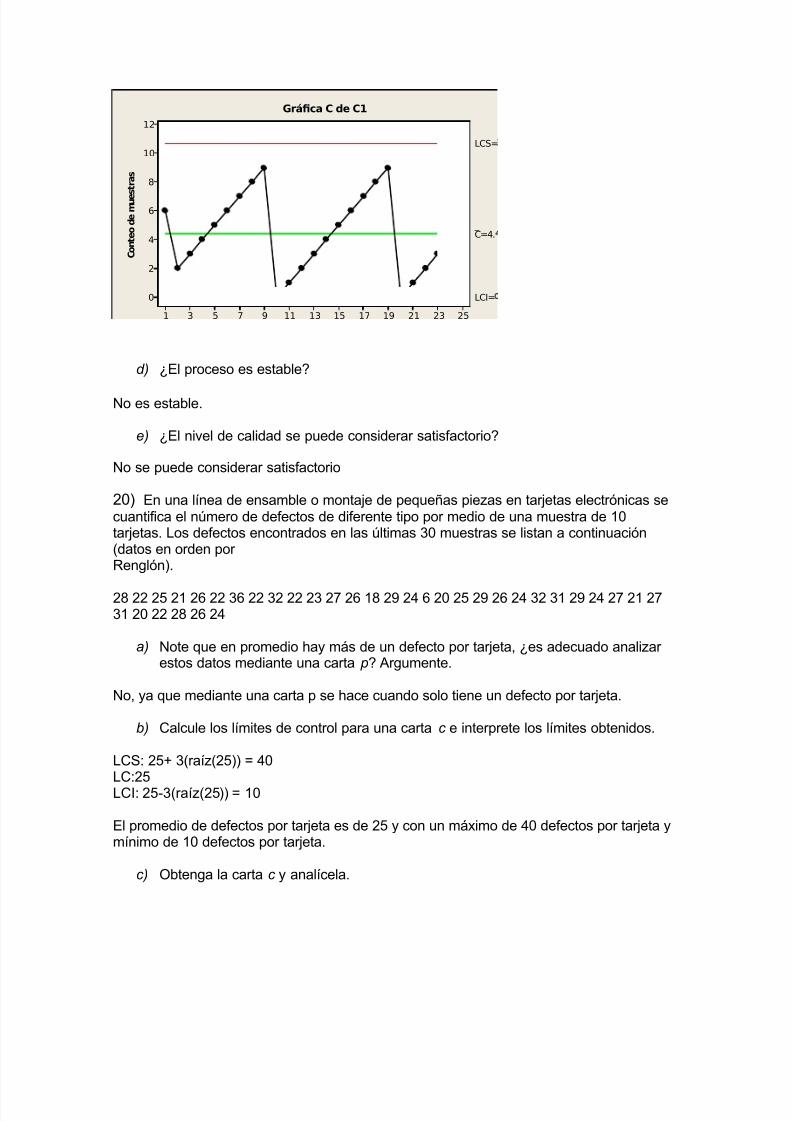
27) En una l"nea de ensamble o monta&e de pe'ue+as piezas en tar&etas electrónicas secuantifica el n-mero de defectos de diferente tipo por medio de una muestra de =7tar&etas. 1os defectos encontrados en las -ltimas (7 muestras se listan a continuación8datos en orden por en!lón).
23 22 20 2= 24 22 (4 22 (2 22 2( 2: 24 =3 29 2 4 27 20 29 24 2 (2 (= 29 2 2: 2= 2:(= 27 22 23 24 2
a) Dote 'ue en promedio $ay más de un defecto por tar&eta, ¿es adecuado analizarestos datos mediante una carta p? 5r!umente.
Do, ya 'ue mediante una carta p se $ace cuando solo tiene un defecto por tar&eta.
b) /alcule los l"mites de control para una carta c e interprete los l"mites obtenidos.
1/# 20; (8ra"z820)) 6 71/201/> 20(8ra"z820)) 6 =7
El promedio de defectos por tar&eta es de 20 y con un má@imo de 7 defectos por tar&eta ym"nimo de =7 defectos por tar&eta.
c) Cbten!a la carta c y anal"cela.

7/24/2019 Resolución del Capitulo 8 De Control Estadístico de calidad y Seis Sigma de Humbero Gutierrez - UAP 2015
http://slidepdf.com/reader/full/resolucion-del-capitulo-8-de-control-estadistico-de-calidad-y-seis-sigma 19/29
343128252219161310741
40
35
30
25
20
15
10
5
Muestra
C o n t e o d e m u e s t r a s
_ C=25
LCS=40
LCI=10
1
Gráfica C de C1
Kna muestra se encuentra fuera del l"mite de control, #t6 =<(06 2.3F el proceso esestable.
d) El dato de la muestra =: es especial, por lo 'ue $abr"a 'ue buscar las posiblescausas 'ue ocasionaron esto, ¿por 'ué?
El operario a car!o.
e) ¿Qué opina de la estabilidad del proceso?
#t6 =<(06 2.3F el proceso es estable.
f) ¿El nivel de calidad se puede considerar satisfactorio?
1# 20;(80.=94) 6 7.0331> 20(80.=94) 6 9.=2
El 99.:4F se encuentra entre los limites, el nivel de calidad se puede considerarsatisfactorio.
g) ¿/ómo aplicar"a un análisis de areto para enfocar me&or un proyecto de me&ora?
Ber por'ue la muestra =4 obtuvo 4 defectos por una tar&eta, y copiarla $acia las demás.

7/24/2019 Resolución del Capitulo 8 De Control Estadístico de calidad y Seis Sigma de Humbero Gutierrez - UAP 2015
http://slidepdf.com/reader/full/resolucion-del-capitulo-8-de-control-estadistico-de-calidad-y-seis-sigma 20/29
2=) En el caso del problema anterior los datos también pueden analizarse mediante unacarta u, si se dividen los defectos por muestra entre el tama+o de muestra 8=7). e estamanera se analizar"a el n-mero de defectos por tar&eta por sub!rupo o muestra. Ga!a loanterior y realice las si!uientes actividades.
a) /alcule los l"mites de control para la carta u e interprete los l"mites obtenidos.
U =2.5
n=10
LCS=2.5+3√ 2.5
10=4
LCI =2.5−3 2.5
10=1
Estos l"mites representan el n-mero de defectos por unidad encontrados, se espera 'ueno se encuentre más de cuatro defectos por unidad o art"culo.
7/24/2019 Resolución del Capitulo 8 De Control Estadístico de calidad y Seis Sigma de Humbero Gutierrez - UAP 2015
http://slidepdf.com/reader/full/resolucion-del-capitulo-8-de-control-estadistico-de-calidad-y-seis-sigma 21/29
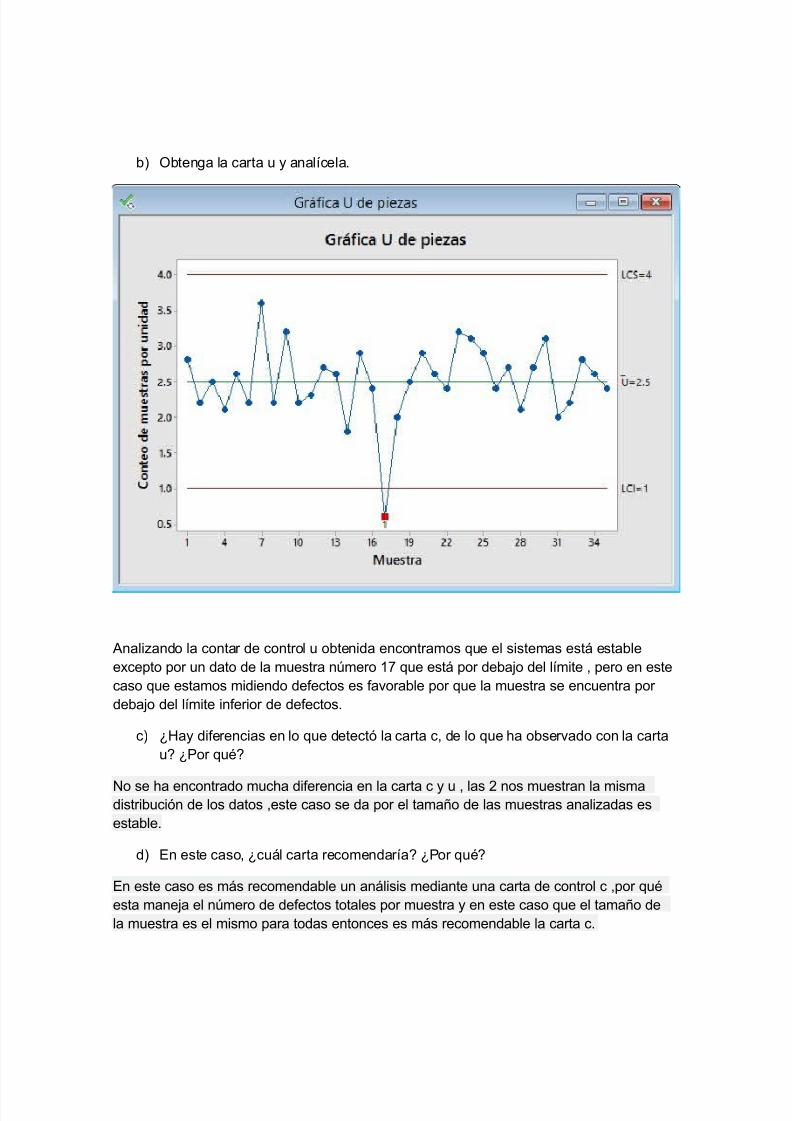
b) Cbten!a la carta u y anal"cela.
5nalizando la contar de control u obtenida encontramos 'ue el sistemas está establee@cepto por un dato de la muestra n-mero =: 'ue está por deba&o del l"mite , pero en estecaso 'ue estamos midiendo defectos es favorable por 'ue la muestra se encuentra pordeba&o del l"mite inferior de defectos.
c) ¿Gay diferencias en lo 'ue detectó la carta c, de lo 'ue $a observado con la cartau? ¿or 'ué?
Do se $a encontrado muc$a diferencia en la carta c y u , las 2 nos muestran la mismadistribución de los datos ,este caso se da por el tama+o de las muestras analizadas esestable.
d) En este caso, ¿cuál carta recomendar"a? ¿or 'ué?
En este caso es más recomendable un análisis mediante una carta de control c ,por 'uéesta mane&a el n-mero de defectos totales por muestra y en este caso 'ue el tama+o dela muestra es el mismo para todas entonces es más recomendable la carta c.

7/24/2019 Resolución del Capitulo 8 De Control Estadístico de calidad y Seis Sigma de Humbero Gutierrez - UAP 2015
http://slidepdf.com/reader/full/resolucion-del-capitulo-8-de-control-estadistico-de-calidad-y-seis-sigma 22/29
22) #e re!istra en una $o&a de verificación la cantidad de art"culos defectuosos, dondetambién se re!istra el nombre del traba&ador 'ue realizó tal tipo de piezas. 5nalizando losdatos de los -ltimos cinco meses, se tiene 'ue en promedio cada traba&ador !enera 20piezas malas por semana 8c M 6 20).
a) /alcule los l"mites de control de la carta de control c para el n-mero de piezasmalas por traba&ador por semana e interprételos en forma simple.
/620
1#/6 / ; ( √ C
1#/6 20 ( √ 20
1#/67
1>/6 / M ( √ C
1>/6=7
1os datos obtenidos del proceso por medio de los limites es 'ue cada traba&ador puedesolo causar el má@imo 7 fallas por semana y m"nimo =7 fallas.
b) #i un traba&ador $izo =2 piezas malas en una semana 8la mitad del promedio),¿si!nifica 'ue tuvo un buen desempe+o y por lo tanto se le debe premiar deal!una forma?
#i por ese traba&ador $izo un !ran desempe+o y por tanto es un !ran e&emplo para losdemás y necesitan un incentivo.
c) Kn traba&ador $izo 0 piezas malas en una semana, lo cual es mayor 'ue el l"mitesuperior de la carta c * por lo tanto, cometió más fallas de las 'ue ordinariamentese esperar"a. /on base en lo anterior, ¿se debe llamar la atención o casti!ar a ese
traba&ador?
Decesita un reprenderse por su mal desempe+o por lo tanto podr"a ocasionar ba&a calidaddel proceso después de una llamada de atención debemos realizar un estudio para ver lascausas del mal desempe+o del traba&ador.
d) En !eneral, ¿cómo aplicar"a esta carta para detectar 'ué traba&ador está fuera delsistema 8tiene un desempe+o si!nificativamente diferente 'ue el resto)?
7/24/2019 Resolución del Capitulo 8 De Control Estadístico de calidad y Seis Sigma de Humbero Gutierrez - UAP 2015
http://slidepdf.com/reader/full/resolucion-del-capitulo-8-de-control-estadistico-de-calidad-y-seis-sigma 23/29
Esta carta es aplicada para fi&arte los l"mites a los traba&adores para 'ue estos nocometan errores o fallas superiores de 7.
e) #i aplicara un pro!rama para reducir el n-mero de fallas por traba&ador8entrenamiento, me&ora de métodos de traba&o, etc.), ¿cómo se refle&ar"a en lacarta si $ubo me&oras importantes?
#i las me&oras demuestran un impacto en el me&oramiento del proceso el n-mero deerrores por traba&ador semanal, disminuye en este caso la cantidad promedio de fallas por traba&ador puede ser a&ustado nuevamente.
f) 1o 'ue se $a se+alado es para errores por traba&ador, pero supon!amos 'uetambién está interesado en llevar un análisis del total de piezas buenas porsemana 'ue $ace cada traba&ador. E@pli'ue con detalle cómo se calcular"an losl"mites de control de la carta y 'ué tipo de información obtendr"a con la misma.
El primer paso para tomar los datos del n-mero de piezas de fábrica por cada traba&ador
en total por semana después de esto se calcular"a el promedio c del n-mero de piezasfabricadas, con el promedio c ya podemos calcular los l"mites de control. 1os resultadosobtenidos nos e@presa el numero l"mite m"nimo de piezas debe producir cada traba&adorpor semana y el n-mero má@imo producido por traba&adores.
2() En una fábrica de productos de plástico se tiene el problema de las ru!osidades 8omarcas de Nu&o) 'ue afectan el aspecto o estética de los productos, aun'ue no sufuncionamiento. /on el propósito de analizar la estabilidad del proceso y tratar de localizar causas especiales de variación, se inspeccionan 07 piezas de cada lote de ciertoproducto. El n-mero de ru!osidades encontradas en los lotes producidos en dos semanasse muestra a continuación 8el orden es por ren!lón).
=00 =3= =03 =04 =02 =33 =4( =4( =:7 =0 =07 =33 =00 == =4( =0 =0( =4: =23 =0(=29 =47
a) ivida los defectos por sub!rupo entre el tama+o de sub!rupo, para de esa formaanalizar los datos mediante una carta u.
• El tama+o de sub!rupo es 07.
b) /alcule los l"mites de control para una carta u e interprételos.
•
El problema de ru!osidad es afectada con una variación de los l"mites deI2.=7(.9=9J

7/24/2019 Resolución del Capitulo 8 De Control Estadístico de calidad y Seis Sigma de Humbero Gutierrez - UAP 2015
http://slidepdf.com/reader/full/resolucion-del-capitulo-8-de-control-estadistico-de-calidad-y-seis-sigma 24/29
c) AraHca 'ue la carta u y anal"cela.
• #e observa una variabilidad respecto a la media de (.=40.
d) ) ¿El proceso es razonablemente estable?
• Do, ya 'ue se observa muc$a variabilidad.
e) ¿Ksted estar"a satisfec$o con el nivel de calidad 'ue tiene el proceso?
Do, ya 'ue se podr"a me&orar la estabilidad.
f) or medio de dise+o de e@perimentos se modiHcaron las temperaturas de fundidoy del molde, as" como la fuerza de cierre del molde* después de ello, se obtuvieron
las si!uientes cantidades de ru!osidades en 07 piezas de tres lotes consecutivos :7, 07, 0.
/on base en la carta de control 'ue obtuvo investi!ue si las modiHcaciones dieronresultado.

7/24/2019 Resolución del Capitulo 8 De Control Estadístico de calidad y Seis Sigma de Humbero Gutierrez - UAP 2015
http://slidepdf.com/reader/full/resolucion-del-capitulo-8-de-control-estadistico-de-calidad-y-seis-sigma 25/29
#i ya 'ue la variación es m"nima respecto a la K.
g) 1os datos de este problema también podr"an analizarse con una carta c ,¿cuáles ser"an las posibles venta&as y desventa&as de ello?
1as posibilidades de venta&as no son muy notorias ya 'ue los resultados son casilo mismo respecto a la variabilidad 'ue se observa en el !ráfico.

7/24/2019 Resolución del Capitulo 8 De Control Estadístico de calidad y Seis Sigma de Humbero Gutierrez - UAP 2015
http://slidepdf.com/reader/full/resolucion-del-capitulo-8-de-control-estadistico-de-calidad-y-seis-sigma 26/29
2) En un $otel se $a llevado el re!istro de 'ue&as de los clientes desde $ace =0semanas con el n-mero de clientes por semana, los datos se muestran en la tabla 3.3.
a) /alcule los l"mites de control para una carta u para el n-mero de 'ue&as porcliente.
K 6 =3< 2=90 6 7.73 n 6 2=90<=0 6 =4.((
1/# 6 7.73 ; ( L7.73< =4.((6 7.=00
1/ 6 7.73
1/> 6 7.73 ( L7.73< =4.((6 7.7=2
b) Arafi'ue la carta u correspondiente.
151413121110987654321
2.0
1.5
1.0
0.5
0.0
C o n t e o
d e m u e s t r a s p o r u n i d a d
_ =0.
LCS=
LCI=
1
Gráca de !ue"as

7/24/2019 Resolución del Capitulo 8 De Control Estadístico de calidad y Seis Sigma de Humbero Gutierrez - UAP 2015
http://slidepdf.com/reader/full/resolucion-del-capitulo-8-de-control-estadistico-de-calidad-y-seis-sigma 27/29
20) En el problema anterior tome en cuenta sólo el n-mero de 'ue&as y anal"celasmediante una carta de control c . Espec"ficamente
a) /alcule los l"mites de control para una carta c e interprete los l"mites obtenidos.
1/# =2.2:; (8ra"z8=2.2:)) 6 22.::1/=2.2:1/> =2.2:(8ra"z8=2.2:)) 6 =.:4
b) Cbten!a la carta c y anal"cela.
151413121110987654321
30
25
20
15
10
5
0
Muestra
C o n t e o d e m u e s t r a s
_ C=12.27
LCS=22.77
LCI=1.76
1
Gráfica C de n#mero de !ue"as
El promedio de 'ue&as por cliente es de =2 y con un má@imo de 2( 'ue&as por cliente ym"nimo de =7 'ue&as por cliente. #t6 =<=06 4.44F el proceso es inestable.
c) ¿Cbtiene los mismos resultados 'ue con la carta u? E@pli'ue

7/24/2019 Resolución del Capitulo 8 De Control Estadístico de calidad y Seis Sigma de Humbero Gutierrez - UAP 2015
http://slidepdf.com/reader/full/resolucion-del-capitulo-8-de-control-estadistico-de-calidad-y-seis-sigma 28/29
151413121110987654321
0.20
0.15
0.10
0.05
0.00
Muestra
C o n t e o d e m u e s t r a s p o r u n i d a d
_ =0.0838
LCS=0.1631
LCI=0.0045
Gráfica de n#mero de !ue"as
Las pruebas se realizaro !o "a#a$os %e la #ues"ra %esi&uales
En la !ráfica / se obtiene 'ue el proceso es inestable en la carta u se muestra 'ue elproceso es estable,
24) /on el propósito de analizar la posibilidad de eliminar los estándares de traba&o en unsector de una fábrica, se decide analizar el n-mero de cierto tipo de operaciones 'uerealiza cada traba&ador por d"a y semana. 5 continuación se muestran los resultadosobtenidos en una semana para = traba&adores 8cada dato corresponde a un traba&ador).
7/24/2019 Resolución del Capitulo 8 De Control Estadístico de calidad y Seis Sigma de Humbero Gutierrez - UAP 2015
http://slidepdf.com/reader/full/resolucion-del-capitulo-8-de-control-estadistico-de-calidad-y-seis-sigma 29/29
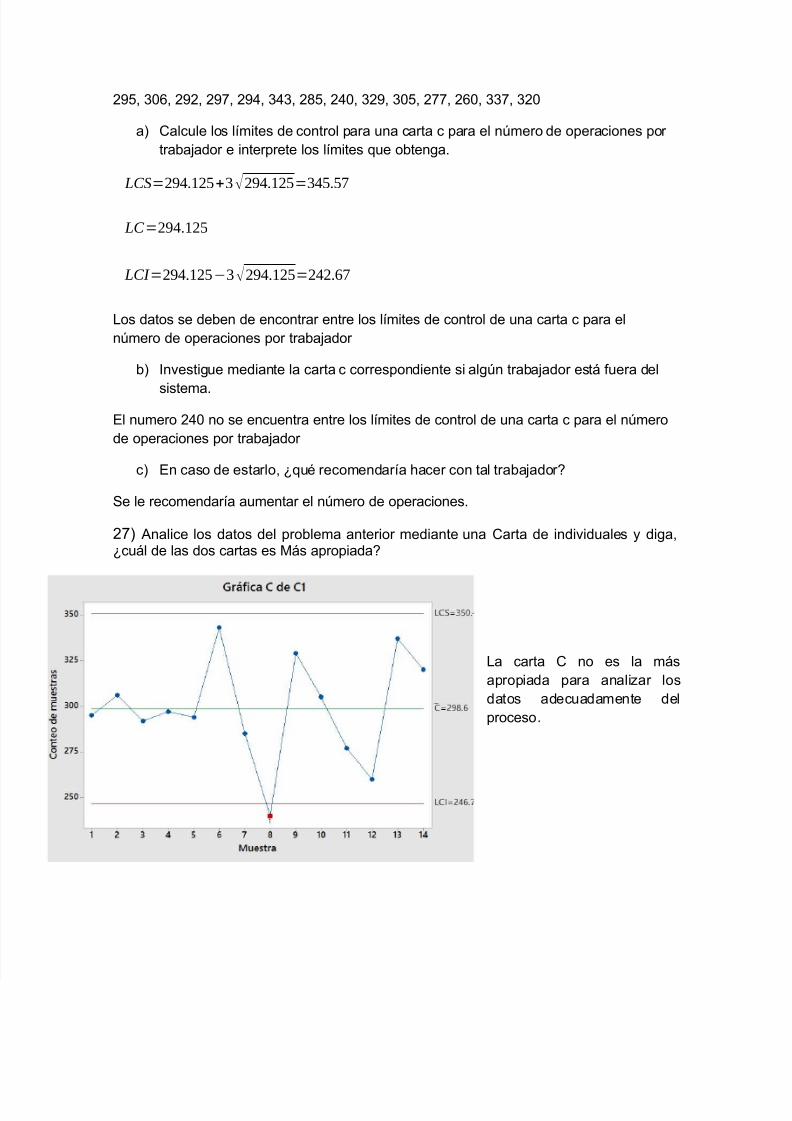
290, (74, 292, 29:, 29, ((, 230, 27, (29, (70, 2::, 247, ((:, (27
a) /alcule los l"mites de control para una carta c para el n-mero de operaciones portraba&ador e interprete los l"mites 'ue obten!a.
LCS=294.125+3√ 294.125=345.57
LC =294.125
LCI =294.125−3√ 294.125=242.67
1os datos se deben de encontrar entre los l"mites de control de una carta c para eln-mero de operaciones por traba&ador
b) >nvesti!ue mediante la carta c correspondiente si al!-n traba&ador está fuera del
sistema.El numero 27 no se encuentra entre los l"mites de control de una carta c para el n-merode operaciones por traba&ador
c) En caso de estarlo, ¿'ué recomendar"a $acer con tal traba&ador?
#e le recomendar"a aumentar el n-mero de operaciones.
2:) 5nalice los datos del problema anterior mediante una /arta de individuales y di!a,¿cuál de las dos cartas es ás apropiada?
1a carta / no es la másapropiada para analizar losdatos adecuadamente delproceso.