procesos de manufactura 1
DESCRIPTION
procesosTRANSCRIPT

PROCESOS DE MANUFACTURA
INTEGRANTES:
Juan David Diaz Bermudez Cod:0221310021Camilo Andres Gracia Yanez Cod:0221220014Alvaro Javier Romero Ospino Cod:0221220041
Universidad de La GuajiraFacultad de IngenieriaIngenieria MecanicaRiohacha La Guajira
2015

INRODUCCION

COMPARADORES DE CARÁTULA DE AMPLIFICACIÓN MECÁNICA
es un instrumento de medición de dimensiones que se utiliza para comparar cotas mediante la medición indirecta del desplazamiento de una punta de contacto esférica cuando el aparato está fijo en un soporte

Principio de Funcionamiento.• El vástago internamente termina en una cremallera (eje dentado) que
engrana por medio de un piñón a un tren de engranajes el cual
amplifica la señal (movimiento axial del vástago).
• El índice o aguja indicadora señala la lectura que entrega la escala
principal (normalmente en centésimas de milímetro).
• Siempre va montado sobre un soporte.

Clasificación.
Debido a su gran campo de aplicación existe una amplia gama de comparadores. Sin embargo encuentra aquí información para que adquiera un conocimiento general de los tipos de comparadores que hay en el mercado.
La clasificación es:
* Comparadores de amplificación mecánica
*Comparadores Digitales *Comparador Horizontal

Procedimiento para medir.
• Cuando el palpador entra, la aguja se mueve en el sentido de las manecillas del reloj (SMDR) o positivo; cuando el palpador sale, la aguja se mueve en el sentido contrario a las manecillas del reloj (SCMDR) o negativo.
• En la escala principal móvil (se puede girar) el cuadrante tiene 200 trazos y cada uno indica 0,001 mm. Esto quiere decir que cada vuelta son 200 milésimas de milímetro o 0,2 mm y están indicados en la escala auxiliar como 2.
• Cada vuelta entonces de la escala auxiliar son 0,2 mm y con 5 vueltas alcanza el recorrido que es 1 mm como lo indica la figura.

Medición Indirecta
Una medida es indirecta cuando se obtiene, mediante cálculos, a partir de las otras mediciones directas.
Cuando, mediante una fórmula, calculamos el valor de una variable, estamos realizando una medida indirecta.
Defectos de forma.
Diferencias entre la forma (línea o superficie) real de la pieza y la forma geométrica (ideal) representada en el diseño o pieza prototipo. Se consideran defectos de forma, las deficiencias.
Pueden ser de 3 tipos: a)Dimensionales, b) de forma, c) de posicion.
Errores de medición.
El error de medición se define como la diferencia entre el valor medido y el valor verdadero.
Afectan a cualquier instrumento de medición y pueden deberse a distintas causas. Las que se pueden de alguna manera prever, calcular, eliminar mediante calibraciones y compensaciones, se denominan determinísticos o sistemáticos y se relacionan con la exactitud de las mediciones.
Los que no se pueden prever, pues dependen de causas desconocidas, o estocásticas se denominan aleatorios y están relacionados con la precisión del instrumento.

COMPARADOR DE CARÁTULA
ERROR RECOMENDACIÓN
Instrumento no patronado Siempre, pero SIEMPRE hay que patronar antes de iniciar una serie de lecturas. Adicionalmente establecer una frecuencia de control.
Precisión no adecuada
No olvidar que para tomar una lectura con un grado de precisión determinado, se debe utilizar un instrumento de una precisión 10 veces mayor. Por ejemplo, si la exigencia es en milímetros, se debe utilizar un instrumento con una capacidad en décimas de milímetro. Si se exige en décimas, medir con un instrumento que tenga capacidad de medición en centésimas de milímetro.
Medir piezas calientes No olvide que la temperatura de referencia es de 20° C. y si la pieza está caliente se debe dejar enfriar y luego tomar la lectura, de lo contrario, la misma será errónea.
Palpado inadecuado
Siempre hay que colocar el vástago o husillo perpendicular a la superficie a medir. De no ser así el husillo se puede atascar y adicionalmente no toma la lectura real. Hay que verificar que el husillo descansa sobre la superficie a medir libremente.
Error de mas de 1 mm. Importante observar las dos agujas o índices cuando se hace una lectura: es error grave y frecuente el ignorar la aguja pequeña por concentrarse únicamente en el índice principal.
ParalajeEs un error fácil de cometer. Por favor tome la lectura con el instrumento totalmente de frente de tal forma que la aguja esté enfrentada a la escala.
Pieza o palpadores del instrumento sucios Siempre limpie muy bien las piezas a medir. Una pequeña partícula extraña genera un gran error cuando se miden décimas o centésimas de milímetro.
Calibres limite.
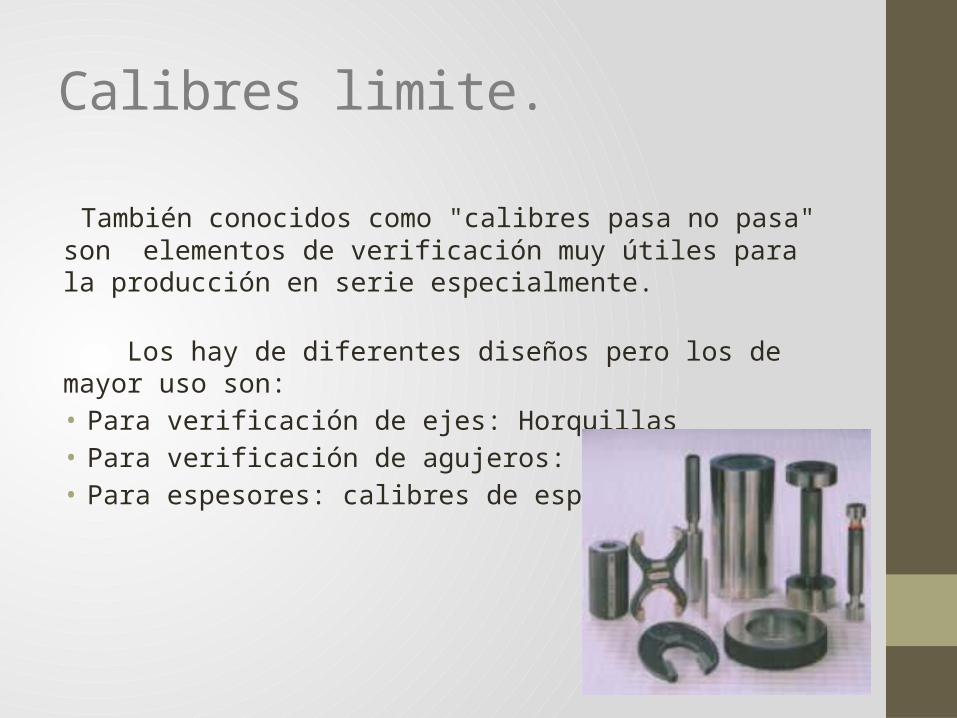
También conocidos como "calibres pasa no pasa" son elementos de verificación muy útiles para la producción en serie especialmente.
Los hay de diferentes diseños pero los de mayor uso son: • Para verificación de ejes: Horquillas • Para verificación de agujeros: Tampones • Para espesores: calibres de espesores

Tampones.
El tampón es utilizado como un patrón de referencia en ajuste de instrumentos de medida de diámetros exteriores o como útil de verificación.
Calibrar tampones es comparar la medida de un patrón de referencia trazable con la medida del mensurando.
Al calibrar los tampones estamos aportando niveles de fiabilidad y seguridad en los procesos donde la medición resultante del uso del instrumento tenga lugar.
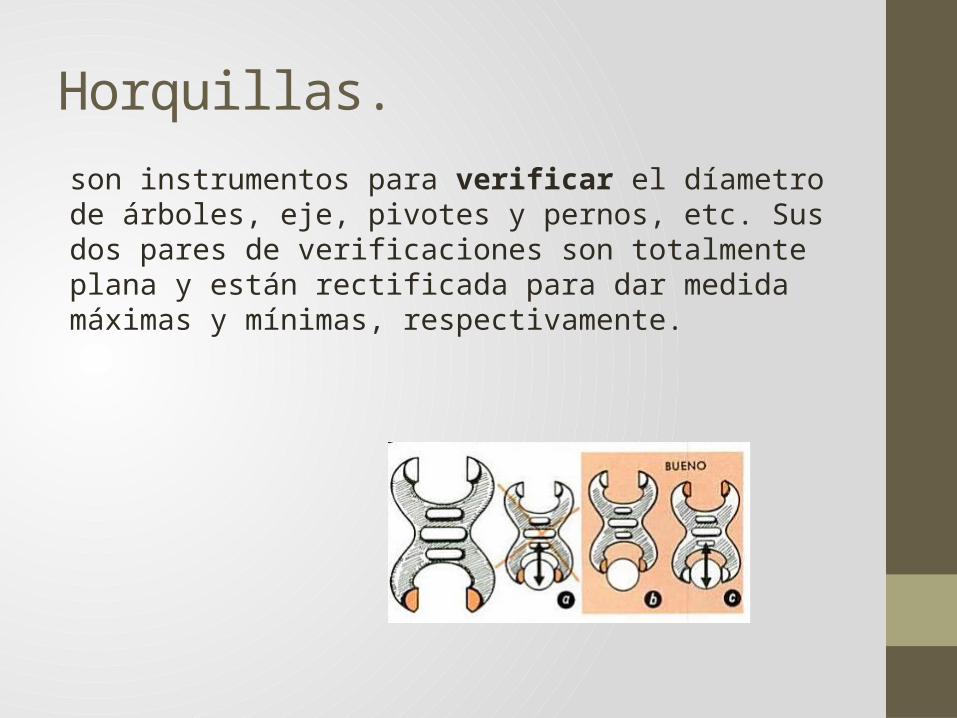
Horquillas.
son instrumentos para verificar el díametro de árboles, eje, pivotes y pernos, etc. Sus dos pares de verificaciones son totalmente plana y están rectificada para dar medida máximas y mínimas, respectivamente.

Calibre de espesores
Consisten en delgadas hojas de acero que varían de espesor y sirven para medir ranuras estrechas, entalladuras o espacios entre superficies que no están en contacto pero sí muy cercanas.
