ppp- control de calidad en el proceso de panetones - dueñas cotrina angeles
DESCRIPTION
AGROINDUSTRIASTRANSCRIPT
1
UNIVERSIDAD NACIONAL “HERMILIO
VALDIZAN” – HUÁNUCO
FACULTAD DE CIENCIAS AGRARIAS
ESCUELA ACADÉMICA PROFESIONAL INGENIERÍA
AGROINDUSTRIAL
INFORME DE PRÁCTICAS PRE - PROFESIONALES
EJECUTOR : DUEÑAS COTRINA, ANGELES YADINA
ASESOR : DR. SERGIO G. MUÑOZ GARAY
LUGAR DE EJECUCIÓN : INDUGA FELIX E.I.R.L
FECHA DE EJECUCIÓN : 16 DE SETIEMBRE DEL 2014 AL 16 ENERO DEL 2015
HUÁNUCO – PERÚ
2015
“CONTROL DE CALIDAD EN EL PROCESO
DE ELABORACIÓN DE PANETÓN”
2
3
4
5
6
AGRADECIMIENTO
Dar gracias a Dios, por estar conmigo en cada paso que doy, por
fortalecer mi corazón e iluminar mi mente y por haber puesto en mi
camino a aquellas personas que han sido mi soporte y compañía
durante todo el periodo de estudio.
Agradecer hoy y siempre a mis padres por el esfuerzo y apoyo
realizado en mis estudios, de ser así no hubiese sido posible, ya que
me brindan el apoyo, la alegría y me dan la fortaleza necesaria para
seguir adelante.
A mi asesor, Dr. Sergio Muñoz Garay, por su perseverancia y apoyo
incondicional en todo momento durante el proceso de elaboración de
este informe.
7
INDICE Pág.
RESUMEN…………………………………………………………………………………………………………….9
I. INTRODUCCIÓN .................................................................................. 10
II. OBJETIVOS ......................................................................................... 11
2.1. Objetivo general .......................................................................................... 11
2.2. Objetivos específicos .................................................................................... 11
III. GENERALIDADES DE LA EMPRESA ............................................. 12
3.1. ANTECEDENTES ............................................................................................................ 12 3.2. RAZÓN SOCIAL .............................................................................................................. 12 3.3. UBICACIÓN GEOGRAFICA ............................................................................................. 13 3.4. MISIÓN Y VISIÓN DE LA EMPRESA ............................................................................... 13 3.5. ORGANIZACIÓN Y ADMINISTRACIÓN ........................................................................... 13
3.1.1. Gerente General ............................................................................................. 13 3.1.2. Administrador ................................................................................................ 13 3.1.3. Contador ........................................................................................................ 14 3.1.4. Secretaria ....................................................................................................... 14 3.1.5. Asistente contable ......................................................................................... 14 3.1.6. Jefe de producción y control de calidad ........................................................ 14 3.1.7. Jefe de almacén y ventas ............................................................................... 14 3.1.8. Responsable de higiene y mantenimiento ..................................................... 15
IV. REVISIÓN BIBLIOGRÁFICA ............................................................ 16
4.1. GENERALIDADES DEL PANETÓN .................................................................... 16 4.1.1. Definición ................................................................................................................. 16 4.1.2. Requisitos generales ................................................................................................ 16 4.1.3. Requisito fisicoquímico ............................................................................................ 16 4.1.4. Requisitos de sanidad y aspecto .............................................................................. 16 4.1.5. Envase ...................................................................................................................... 17 4.1.6. Condiciones del almacenamiento............................................................................ 17 4.1.7. Rotulado .................................................................................................................. 17 4.1.8. Certificación ............................................................................................................. 18
4.2. ORIGEN DEL PANETÓN ................................................................................. 18
4.3. MATERIA PRIMA .......................................................................................... 19 4.3.1. El Trigo ..................................................................................................................... 19 4.3.2. Requisitos generales ................................................................................................ 19 4.3.3. Requisito fisicoquímico ............................................................................................ 19 4.3.4. Requisitos de sanidad y aspecto .............................................................................. 19 4.3.5. Envase ...................................................................................................................... 19 4.3.6. Peso ......................................................................................................................... 20 4.3.7. Certificación ............................................................................................................. 20 4.3.8. Rotulado .................................................................................................................. 20 4.3.9. Tipos de harinas ....................................................................................................... 20
4.4. INSUMOS ..................................................................................................... 21 4.4.1. Levadura .................................................................................................................. 21
4.4.1.1. Funciones de la levadura................................................................................ 22 4.4.1.2. Requisitos de la levadura ............................................................................... 23 4.4.1.3. Características de la levadura ........................................................................ 23
4.4.2. Generalidades del Azúcar rubia ............................................................................... 25 4.4.2.1. Definición ...........................................................¡Error! Marcador no definido.
8
4.4.2.2. Composición del azúcar ................................................................................. 26 4.4.2.3. Requisitos generales del azúcar ..................................................................... 26
4.4.3. Grasas ...................................................................................................................... 29 4.4.3.1. Manteca vegetal............................................................................................. 29 4.4.3.2. Propiedades de las grasas .............................................................................. 31
4.4.4. Agua ......................................................................................................................... 32 4.4.4.1. Clases de agua ................................................................................................ 32
4.4.5. Leche y productos lácteos ....................................................................................... 34 4.4.6. Huevos ..................................................................................................................... 34 4.4.7. Sal ............................................................................................................................ 34 4.4.8. Pasas ........................................................................................................................ 35
4.4.8.1. Fruta confitada ............................................................................................... 35 4.4.9. Aditivos aplicados en la elaboración del panetón ................................................... 35
4.4.9.1. Clasificación de los aditivos ............................................................................ 35
V. MATERIALES Y MÉTODOS ................................................................ 39
LUGAR Y FECHA DE EJECUCIÓN DE LAS PRÁCTICAS ...................................... 39 MATERIALES Y EQUIPOS ................................................................................ 39
Materia prima e Insumos ...................................................................... 39 Equipos y materiales ............................................................................. 39
METODOLOGÍA.............................................................................................. 42 Inspección higiénica sanitaria de la empresa INDUGA FÉLIX E.I.R.L. 42 Control de calidad del proceso productivo de panetones ................ 42 Caracterización del producto final .................................................... 42
VI. RESULTADOS Y DISCUSIONÉS .................................................... 43
VII. CONCLUSIONES ............................................................................. 62
VIII. RECOMENDACIONES ..................................................................... 63
IX. BIBLIOGRAFÍA ................................................................................ 64
9
RESUMEN
El presente informe de prácticas pre profesionales se desarrolló en la empresa
Industria Galletera Félix o INDUGA FÉLIX E.I.R.L., enfatizando la inspección
higiénica sanitaria recomendada por DIGESA, calificación que obtuvo 81
puntos correspondientes a las condiciones de regular.
Asimismo se realizó un control exhaustivo de calidad desde la recepción de
materia prima y en cada uno de los procesos, para cumplir con los parámetros
establecidos. En el mezclado/amasado 1 (tiempo de 15 a 20 min), reposo 1
(20 – 22°C por 90 min), mezclado/amasado 2 (tiempo de 30 min), cortado,
pesado/embolado (950 – 970 gr), reposo 2 (10 -15 min), fermentación
(humedad relativa de 60-65 %, temperatura de 28 – 30 °C por 3 – 5 hrs),
horneado (150 – 200 °C por 1 – 1.5 hrs), enfriamiento (temperatura mínimo
del producto 22°C temperatura máximo 27°C por 3 – 6 hras), embolsado,
sellado/empacado (cerrado hermético), como también se efectuaron los
análisis físicos químicos en el producto final reportando: Acidez 0,17 - 0.20 %
expresado en ácido láctico, cenizas 0.30- 0.45 %, humedad 22.31 – 22.96 %
y organoléptico de los atributos más importantes color (marrón claro
amarillento de la miga), olor y sabor (característico del panetón), textura
(blanda), estructura de la miga (uniforme) indicando que el producto se
encuentra dentro de los parámetros establecidos por la Resolución Ministerial
Nº 1020-2010/MINSA.
10
I. INTRODUCCIÓN
El presente informe de Prácticas Pre Profesionales realizado en
la empresa “INDUGA FELIX E.I.R.L”, cuenta con la línea agroindustrial
de procesamiento de productos de panadería, y comercialización,
dedicado a la producción de panetones, galletas de agua, chancay, pan
coliza, turrones, biscochos, pasteles que son comercializados a nivel
local como también nacional y rural, actividades que permitieran
complementar los conocimientos teóricos con la participación directa
en la producción de panetones y manipulación de los equipos que tiene
la planta.
Por otro lado el consumo y producción nacional de este pan dulce
se da en todo el país , produciéndose alrededor de 14 millones de
unidades al año, de los cuales el 36 % representa la producción de
pequeñas panaderías y el 64% restante de grandes empresas
panificadoras tales como: Grupo Nestlé, Todinno, Bimbo, Wong-Metro
entre otros (Calaveras, 2004).
Panetón es un producto obtenido por la cocción de una masa
debidamente desarrollada por un proceso de fermentación, hecha de
harina de trigo. Debe tener buena textura, suave a la masticación, de
aroma y sabor definido y un volumen adecuado. El origen de este
producto se remonta en el año XVI. Sin embargo, las formulaciones de
estos productos, sus tamaños, variedades y métodos de
procesamiento han evolucionado constantemente en la industria
panificadora (Calaveras, 2004).
Por lo expuesto se enfocó en el control de calidad del panetón en
cada una de sus etapas y generar antecedentes que mejoren los
procesos productivos de la empresa.
11
II. OBJETIVOS
2.1. Objetivo general
Realizar el control de calidad del panetón de la empresa
INDUGA FÉLIX E.I.R.L.
2.2. Objetivos específicos
Evaluar las condiciones higiénicas sanitarias de infraestructura
e instalaciones de la empresa.
Efectuar el control de calidad en cada uno de las etapas del
proceso productivo
Caracterizar al producto final que se elabora en la empresa.
12
III. GENERALIDADES DE LA EMPRESA
3.1. ANTECEDENTES
La empresa INDUGA FELIX E.I.R.L comenzó sus actividades
en el año 1973 en el departamento de Huánuco con el nombre
de Empresa de Productos Félix, fundado por Don Félix Aponte
Miranda dedicada a la producción, distribución y
comercialización de productos de la industria alimentaria,
principalmente en la línea galletera y panificación, bajo la marca
FÉLIX.
La Industria galletera FÉLIX E.I.R.L. se inicia en la preparación
de panetones en 1990 como parte de un grupo de pequeños
empresarios locales dispuestos a otorgar un producto de calidad
a nivel regional, el mismo que concluyo satisfactoriamente y dio
inicio a la producción de panetones Félix.
Dedica su rubro a la producción de galletas de agua; a la vez
productos de panificación como, pan coliza, pan chancay y
panetones en temporada navideña, todos ellos destinados al
comercio público y de algunas instituciones que lo licitan por
concurso.
En los años 2001 se inició un plan de desarrollo estratégico que
comprendió la constitución de la línea de producción de
panetones de la línea de panificación creando formalmente la
empresa INDUGA FÉLIX E.I.R.L. asumiendo la gerencia y como
único propietario el Sr. Félix Aponte Miranda.
3.2. RAZÓN SOCIAL
La empresa tiene como razón social INDUGA FÉLIX Empresa
Individual de Responsabilidad Limitada o E.I.R.L. con N° RUC
13222907096. Tiene como actividad principal la elaboración de
galletas de agua, pan coliza y su línea de panetones.
13
3.3. UBICACIÓN GEOGRÁFICA
Se encuentra ubicado en la Carretera Huánuco a Tingo María Nro.
1 Cpm Llicua Baja (Frente Grifo Ávila) en el distrito de Amarilis
provincia de Huánuco en el departamento de Huánuco.
3.4. MISIÓN Y VISIÓN DE LA EMPRESA
VISIÓN
Ser una empresa líder e innovadora en productos de
panificación con valor agregado para el mercado regional y
nacional generando una cultura de servicio y calidad.
MISIÓN
Producir productos de panificación de excelente calidad,
pensando en la nutrición y salud de las familias, con un gran
sentido de responsabilidad social y del medio ambiente
fundamentando su crecimiento en el desarrollo sostenible de
su gente.
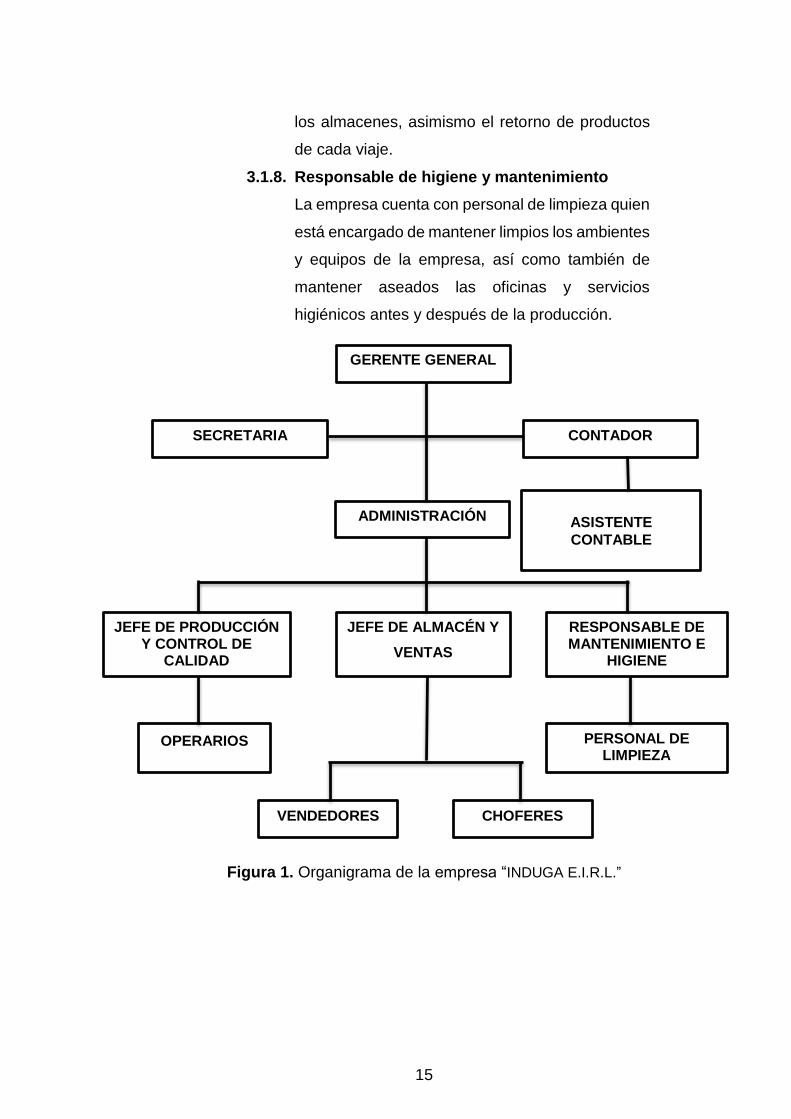
3.5. ORGANIZACIÓN Y ADMINISTRACIÓN
La empresa INDUGA FELÍX E.I.R.L. tiene una estructura
organizacional de la siguiente manera:
3.1.1. Gerente General
Se encuentra representada por el Sr. Feliz Aponte
Miranda que ejerce la representación legal y es de
su competencia ejercer las funciones ejecutoras
referidas al funcionamiento de la empresa así
como las decisiones que le competen a la misma.
3.1.2. Administrador
El presente cargo recae en el Sr. Juan Aponte
Espinoza quien administra la empresa y vela por
los intereses de la misma, es el encargado de
contactar a los proveedores y realizar los pagos
respectivos a los mismos, así como también es el
14
encargado de la planilla de sueldos y la orden de
pago de los servicios básicos de la empresa.
3.1.3. Contador
Es el encargado de llevar los libros contables y de
los ingresos y egresos de la empresa lleva un
control de los gastos, liquidación de ventas y
viajes, detalle de ventas, elaboración de registros
de compras y ventas por zona planilla.
3.1.4. Secretaria
Es la encargada de elaborar, recepcionar y
archivar los documentos necesarios dentro de la
empresa. Asimismo de llevar el libro de asistencias
de los trabajadores y además de recibir de los
proveedores, compradores y público en general.
3.1.5. Asistente contable
Es el encargado de las ventas realizadas en las
oficinas de la empresa, su vez está a su cargo la
caja chica de la cual debe dar a su vez un informe
diario de los gastos ocurridos en la empresa
durante el día.
3.1.6. Jefe de producción y control de calidad
Es el encargado de dirigir y controlar el proceso
productivo en la elaboración de los panetones así
como también ejerce el rol de control de calidad
durante el proceso y de la eliminación de
productos defectuosos en cada área de
producción.
3.1.7. Jefe de almacén y ventas
Es la persona encargada del control de producción
diaria que es almacenada, así como también lleva
un Kárdex de cada producto que sale a la venta de
15
los almacenes, asimismo el retorno de productos
de cada viaje.
3.1.8. Responsable de higiene y mantenimiento
La empresa cuenta con personal de limpieza quien
está encargado de mantener limpios los ambientes
y equipos de la empresa, así como también de
mantener aseados las oficinas y servicios
higiénicos antes y después de la producción.
Figura 1. Organigrama de la empresa “INDUGA E.I.R.L.”
ADMINISTRACIÓN
GERENTE GENERAL
CONTADOR SECRETARIA
JEFE DE PRODUCCIÓN Y CONTROL DE
CALIDAD
JEFE DE ALMACÉN Y
VENTAS
RESPONSABLE DE MANTENIMIENTO E
HIGIENE
ASISTENTE
CONTABLE
OPERARIOS
VENDEDORES CHOFERES
PERSONAL DE LIMPIEZA
16
IV. REVISIÓN BIBLIOGRÁFICA
4.1. GENERALIDADES DEL PANETÓN
Según la Norma Técnica Nacional, 1979. ITINTEC. 205.011, un
panetón es:
4.1.1. Definición
Es un producto obtenido por la cocción de una masa debidamente
desarrollada por un proceso de fermentación, hecha de harina de
trigo. Debe tener buena textura, suave a la masticación, de aroma
y sabor definido y un volumen adecuado.
4.1.2. Requisitos generales
a. El panetón no deberá contener olores y sabores extraños, causados
por agentes químicos, físicos y microbiológicos.
b. Producto elaborado por una mezcla de harina de trigo, pasas, frutas
confitadas, azúcar, levadura natural, yemas de huevos, margarina,
leche entera en polvo, emulsionantes, sal refinada, esencias
naturales permitida por la Resolución Directoral Nº
0683/2003/DIGESA/SA.
4.1.3. Requisito fisicoquímico
Humedad : 40.00% Máximo.
Ceniza : 3.00% Máximo.
Acidez (exp. Ácido láctico) : 0.70% Máximo
4.1.4. Requisitos de sanidad y aspecto
Textura : Suave
Sabor : Agradable y característico
Olor : Aroma característico.
17
Color : Superficie marrón, interior amarillo, frutas rojas,
amarillas y verdes, pasas rubias o negras sin pepa. El producto
debe estar exento de microorganismos patógenos.
4.1.5. Envase
Según la Resolución Directoral Nº 0683/2003/DIGESA/SA, deberá
comercializarse en envases de polipropileno, en cajas de cartón o
en latas de primer uso que permitan, mantener sus características y
su muestreo e inspección, y que eviten pérdidas del producto en
condiciones normales de manipuleo y transporte. Asimismo el sobre-
empaque debería ser de cajas de cartón corrugado de seis (06)
unidades.
Estructura del Envase : Polietileno
Color : Transparente
Peso mínimo del envase: 10 g.
4.1.6. Condiciones del almacenamiento
Según la Norma Técnica Nacional, 1979. ITINTEC. 205.011. Se
debe conservar en óptimas condiciones en un ambiente limpio,
fresco, seco y ventilado, protegido de plagas y materiales extraños.
Estibado sobre Parihuelas de 20 centímetros de altura desde el
suelo y apil ados hasta en un máximo de Cinco (05) cajas de
panteones.
4.1.7. Rotulado
Según la Norma Técnica Nacional, 1979. ITINTEC. 205.011, en el
rotulado de los envases de panetón se deberá indicar lo siguiente:
Nombre del producto indicando los ingredientes.
Peso neto, en gramos
Nombre o razón social del proveedor.
La frase “Producto peruano”
Indicar la fecha de producción
18
Indicar la fecha de vencimiento.
Indicar el registro sanitario.
4.1.8. Certificación
Certificado de conformidad por certificadora acreditada que incluya
evaluación organoléptica. NTP ISO 2859-1:1999
4.2. ORIGEN DEL PANETÓN
Según Bedolla (2003), el panetón o panettone (en milanés
panetùn o panetton), llamado panetón o pan dulce en países
hispanohablantes, es un bollo hecho con una masa de tipo brioche,
pasas y frutas confitadas o cristalizadas tiene forma de cúpula y la
masa se elabora con harina, levaduras, huevos, mantequilla y
azúcar, postre tradicional de navidad en Milán – Italia. Dada su
popularidad internacional, se vienen realizando esfuerzos para
obtener una indicación geográfica y una denominación de origen
controlada para este producto. Estas iniciativas han cobrado mayor
importancia en los últimos años dada la creciente competencia en
diversas partes del mundo.
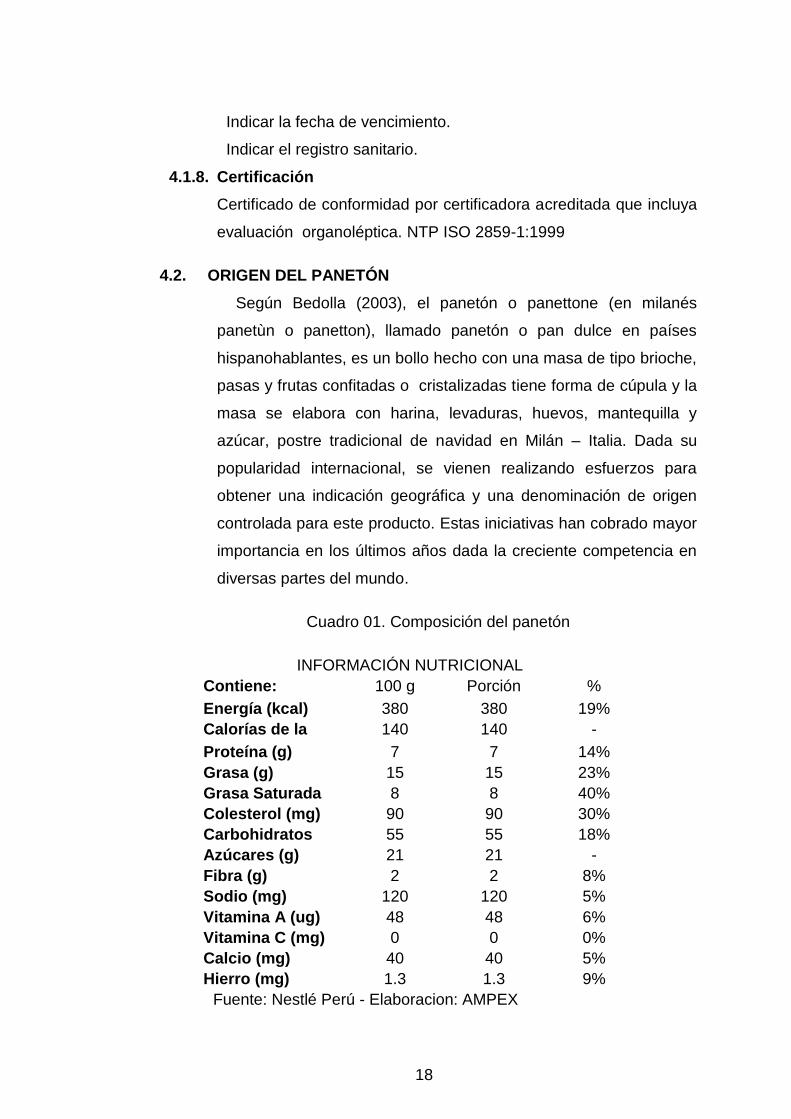
Cuadro 01. Composición del panetón
INFORMACIÓN NUTRICIONAL
Contiene: 100 g Porción
(100 g)
%
VRN(
*)
Energía (kcal) 380 380 19%
Calorías de la
grasa (Kcal)
140 140 -
Proteína (g) 7 7 14%
Grasa (g) 15 15 23%
Grasa Saturada
(g)
8 8 40%
Colesterol (mg) 90 90 30%
Carbohidratos
(g)
55 55 18%
Azúcares (g) 21 21 -
Fibra (g) 2 2 8%
Sodio (mg) 120 120 5%
Vitamina A (ug) 48 48 6%
Vitamina C (mg) 0 0 0%
Calcio (mg) 40 40 5%
Hierro (mg) 1.3 1.3 9%
Fuente: Nestlé Perú - Elaboracion: AMPEX
19
4.3. MATERIA PRIMA
4.3.1. El Trigo
Según la Norma Técnica Nacional. 1979. ITINTEC. 205.011. Es el
grano procedente de cualquier variedad de la gramínea “Triticum
aestivun L.
4.3.2. Requisitos generales
Según la Norma Técnica Nacional. 1979. ITINTEC. 205.011. el trigo
no deberá contener olores y sabores extraños, causados por
agentes químicos físicos y microbiológicos.
4.3.3. Requisito fisicoquímico
Humedad: 14.00% Máximo
4.3.4. Requisitos de sanidad y aspecto
Según Ficha de bolsa corresponde al Trigo
Granos tizosos : 6.00 % Máximo
Granos quebrados : 2.00 % Máximo
Extrañas : 0.35 % Máximo
Granos dañados : 2.00 % Máximo
Color : Característico de este cereal
No deberá contener insectos o sus huevos; granos mohosos,
germinados, picados y sucios, causados por agentes químicos,
físicos o microbiológicos.
4.3.5. Envase
Según la Norma Técnica Nacional. 1979. ITINTEC. 205.011. Deberá
comercializarse en envases de polipropileno de primer uso que
permitan, mantener sus características y su muestreo e
inspección, y que eviten pérdidas del producto en condiciones.
20
Estructura del Envase : Polipropileno tejido
Color : Transparente
Peso mínimo del envase : 75 grs.
Tejido : Trama 10 cintas/pulgada
4.3.6. Peso
El peso neto del producto por envase será de 50kg.
4.3.7. Certificación
Certificado de conformidad por certificadora acreditada que incluya
evaluación organoléptica. Sistema de certificación N7. NTP 2859-1-
1999, en caso de ser adquirido por bolsa.
En caso de compras locales, a proveedores de la zona, la
evaluación, deberá ser realizada por personal del Ministerio de
Agricultura emitiendo una constancia de calidad que incluya
evaluación.
4.3.8. Rotulado
Según la Norma Técnica Nacional. 1979. ITINTEC. 205.011. En el
rotulado de los envases de trigo se deberá indicar lo siguiente:
Logotipo de la Municipalidad Provincial de Contumazá; Distribución
Gratuita; Nombre del producto indicando clase o variedad; Peso
aproximado, en kilogramos; Nombre o razón social del productor;
La frase “Producto Peruano”; Indicar el año y mes.
4.3.9. Tipos de harinas
a) Harina integral. En la elaboración de la misma no se realiza ninguna
separación de las partes del grano de trigo y por lo tanto llevaran
incorpora
b) das la totalidad del salvado del mismo.
c) Harinas acondicionadas. Harinas cuyas características
organolépticas, plásticas y fermentativas se modifican y
21
complementan para mejorarlas mediante tratamientos físicos. Esta
debe llevar en su etiqueta la denominación, fecha de envase y la
referencia numérica de la autorización.
d) Harina enriquecida. Aquella a la que se ha añadido alguna
sustancia (proteínas, vitaminas, minerales, ácidos grasos) que se
eleve su valor nutritivo, con el fin de transferir esta cualidad a los
productos con ella elaborados.
e) Harinas de fuerza. Harina de extracción t – 45 Y t – 55, procedentes
de trigos duros, con un contenido mínimo de proteínas del 11%.
Admitiéndose una tolerancia en efecto del 10%. Es una harina que,
preferentemente se utiliza en bollería y para panes que en su
formulación utilizan leche, grasa y huevos.
f) Harina mezclada. Es la harina que resulta de mesclar harinas de
distintos cereales, En su envase deberá figurar la definición de
harina mesclada. Seguida de la denominación de las harinas que lo
integran, indicando tanto sus cantidades como sus cualidades.
g) Harina dextrinada. Aquella que bien por su tratamiento térmico o
por la adición de una pequeña cantidad de ácido no perjudicial,
contiene dextrinas.
h) Harina de germen. Harina a la que se ha adicionado un porcentaje
de germen de trigo, generalmente tostado. La adición del germen
hace a la harina mucho más nutritiva y con más sabor.
i) Harina forticada. Es la adición de uno o más nutrientes a un
alimento, que no los contiene normalmente (R.M. Nº 451-
2006/MINSA).
4.4. INSUMOS
4.4.1. Levadura
Según Quaglia (1991), la levadura es un organismo vivo capaz de
crecer y reproducirse cuando encuentra el ambiente propicio.
Conocida técnicamente como Saccharomyces Cerevisae, es un
vegetal unicelular o específicamente un hongo. La levadura
presenta la particularidad de actuar principalmente sobre dos
azucares: azúcar común o sacarosa y azúcar natural de harina o
22
maltosa, transformándolas en alcohol y anhídrido carbónico, gas
que hace que las masas tomen volumen. Este proceso es conocido
como fermentación. Merece también ser destacada la importancia
de la levadura por el gran poder alimenticio que provee al
organismo, ya que posee un alto contenido de proteínas y complejo
vitamínico del grupo B.
Antes de nada debemos distinguir entre levadura biológica y
gasificante, las primeras realizan la fermentación biológica del
producto, transforma los azucares en CO2, alcohol etílico y energía,
además de descomponer los azucares complejos fermentables en
otros más simples por mediación de la enzima Zymasa. Los
gasificantes son productos empleados para provocar la hinchazón
o elevación de la masa sin llegar a transformar ningún componente
de la harina, en el modo que ocurre en la biológica. Son
compuestos alcalinos como el bicarbonato amónico, sódico, etc.
La levadura nos la podemos encontrar en el mercado en los
siguientes formatos:
Levadura actica seca: En forma granulada
Levadura seca instantánea
Levadura prensada o en pasta
Levadura liquida
4.4.1.1. Funciones de la levadura
Según Calaveras (2004), las principales funciones de la levadura
son las siguientes:Las principales funciones de la levadura son la
transformación de la masa, creando un cuerpo fermentativo a partir
de un cuerpo poco activo, desarrollo del aroma, debido a formación
de compuestos de alcohol y éteres, y por último la producción de
CO2, que permite el crecimiento de la masa.
23
4.4.1.2. Requisitos de la levadura
Según Calaveras (2004), indica que la levadura para actuar
necesita:
Humedad: sin agua no puede asimilar ningún alimento.
Azúcar: es el alimento de la levadura.
Materias hidrogenadas: la levadura las toma de las proteínas de
la harina.
Minerales: los obtiene de la harina, del agua y azúcar.
Temperatura: la recomendada para una buena acción de la
levadura es 26ºC. Temperaturas más bajas retendrán la acción,
temperaturas altas debilitan su acción (sobre 35ºC) sobre los 60ºC
se muere totalmente. Para una buena conservación se puede
refrigerar a 5ºC.
4.4.1.3. Características de la levadura en el rubro de panificación según
Calaveras (2004).
Tiempo de fermentación: fermentaciones largas necesitan menos
levadura.
Riqueza de la fórmula: fórmulas con alto contenido de azúcar, sal,
leche grasas y huevos deben llevar más levadura.
La fuerza de la harina: harinas duras requieren más tiempo de
fermentación y menos cantidad de levadura: harinas blandas
requieren más levadura para reducir el tiempo de fermentación.
Según Calaveras (2004), la levadura es gris-amarillenta y no es
otra cosa que un enorme número de células de levadura
fuertemente prensadas entre sí. El paquete de medio kilo contiene
cerca de 5.000.000.000.000 (5 billones) de células. Las células de
levadura son cultivadas en cultivos especiales puros (fábricas de
levaduras) Condiciones de vida.
Según Calaveras (2004), para que la levadura pueda desarrollarse
plenamente y cumplir con su función de leudar la masa, le
preparamos las condiciones más favorables para su existencia.
Alimentación: Según Calaveras (2004), la levadura la encuentra
abundantemente en las masas. Vive de los nutrientes de la harina
24
y agregados de azúcar, que son degradados por las enzimas de la
harina y de la levadura, para ser entonces consumidos. Esto
produce una pérdida de peso por fermentación, que puede
alcanzar, según el tipo de conducción de la masa, entre 1 a 4,5%.
El alimento preferido por la levadura es la glucosa.
Humedad: Según Calaveras (2004), las células de levadura sólo
pueden tomar nutrientes disueltos através de los finos poros de su
pared celular. Para ello debe disponerse de suficiente cantidad de
agua. Masas blandas facilitan el trabajo de la levadura.
Oxígeno: Según Calaveras (2004), durante el crecimiento y
reproducción, la levadura necesita mucho oxígeno para respirar, lo
obtiene del aire de la harina ventilada y suelta, y con el agregado
de líquidos ricos en aire. También es favorable una conducción de
la masa aireándola durante el trabajo mecánico. El oxígeno es
necesario para la combustión de la glucosa (oxidación).
Calor: Según Calaveras (2004), la levadura necesita calor, las
mejores temperaturas son entre 20 y 40ºC. Para su crecimiento y
multiplicación prefiere temperaturas más bajas, durante la
fermentación temperaturas superiores. Temperatura más
conveniente para la multiplicación = 25 a 27ºC
Temperatura más conveniente para la fermentación = 35ºC
La levadura no resiste temperaturas sensiblemente superiores
A 55ºC suspende su actividad de vida
A 60ºC muere la célula de levadura, coagula su proteína celular.
La célula de levadura obtiene la energía y el calor necesarios de la
combustión de la glucosa. La levadura posee una importante
enzima: la zimasa, ésta transforma a la fermentación alcohólica.
glucosa en alcohol y dióxido de carbono. Con esta reacción se
libera además calor, ambos productos de la fermentación son
excretados. Este proceso es la fermentación y como en él se
produce alcohol, se le llama también El dióxido de carbono gaseoso
queda retenido en pequeños poros en la masa, produciendo así el
levado o esponjado de la misma. Como la levadura es un eficiente
25
productor de gas, resulta muy adecuada para el levado de las
masas.
La mejor fuerza de esponjado la tiene siempre la levadura fresca.
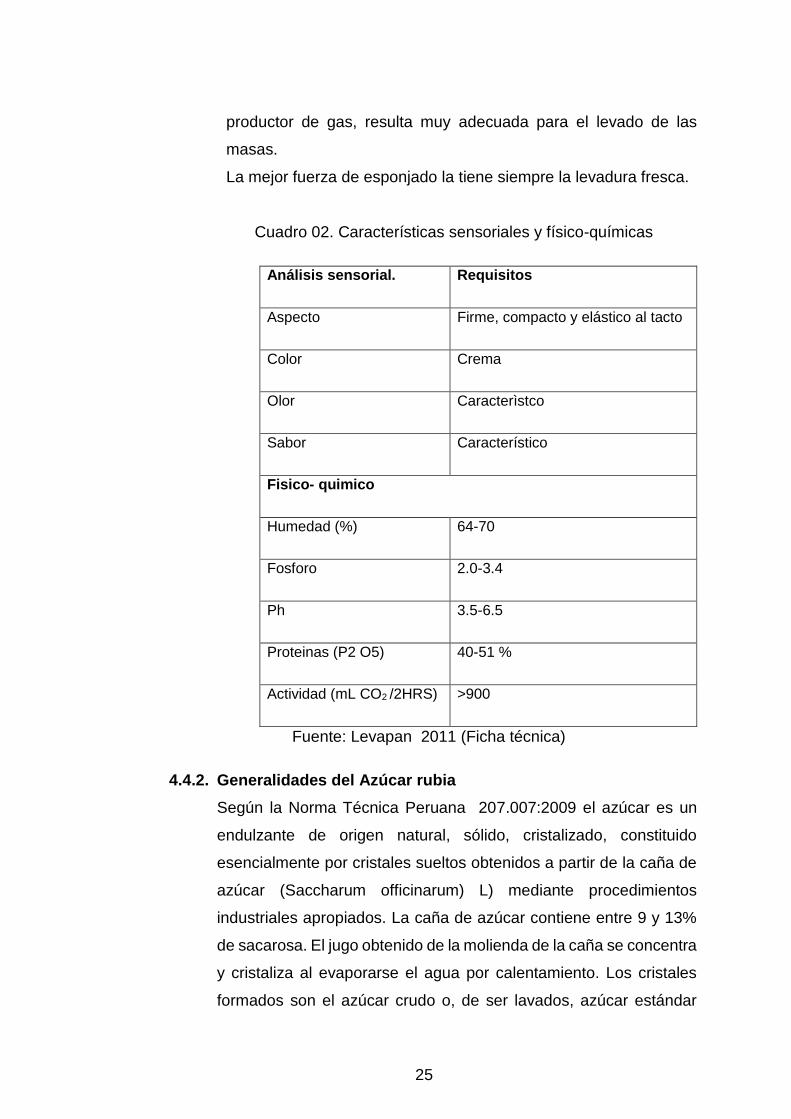
Cuadro 02. Características sensoriales y físico-químicas
Análisis sensorial. Requisitos
Aspecto Firme, compacto y elástico al tacto
Color Crema
Olor Caracterìstco
Sabor Característico
Fisico- quimico
Humedad (%) 64-70
Fosforo 2.0-3.4
Ph 3.5-6.5
Proteinas (P2 O5) 40-51 %
Actividad (mL CO2 /2HRS) >900
Fuente: Levapan 2011 (Ficha técnica)
4.4.2. Generalidades del Azúcar rubia
Según la Norma Técnica Peruana 207.007:2009 el azúcar es un
endulzante de origen natural, sólido, cristalizado, constituido
esencialmente por cristales sueltos obtenidos a partir de la caña de
azúcar (Saccharum officinarum) L) mediante procedimientos
industriales apropiados. La caña de azúcar contiene entre 9 y 13%
de sacarosa. El jugo obtenido de la molienda de la caña se concentra
y cristaliza al evaporarse el agua por calentamiento. Los cristales
formados son el azúcar crudo o, de ser lavados, azúcar estándar
26
industrial. El azúcar estándar industrial se obtiene mediante proceso
similar al utilizado para producir azúcar crudo y estándar,
optimizando las etapas de clarificación y centrifugación.
4.4.2.1. Composición del azúcar
Según la Norma Técnica Peruana 207.007:2009. El azúcar es
sacarosa, un carbohidrato de origen natural compuesto por
carbono, oxígeno e hidrógeno (carb-o-hidrato). Los azúcares
estándar industrial son alimentos muy puros con más del 99% de
sacarosa. Los azúcares crudos poseen un contenido algo menor
de sacarosa (>94%) pues conservan aún parte de la miel a partir
de la cual fueron fabricados.
El Azúcar estándar industrial es utilizado como ingredientes en la
elaboración de diversos alimentos de consumo humano.
4.4.2.2. Requisitos generales del azúcar
Según la Norma Técnica Peruana 207.007:2009.
Ingredientes
Sacarosa de caña de azúcar
Nombre Químico o IUPAC : Sacarosa (alfa-D-glucopiranosil-1-2-B-
fructofuranosido)
Nombre Comercial : Azúcar Estándar Industrial
Familia Química : Carbohidratos
Sinónimos : Azúcar de caña
Tipo de producto : Alimento
Propiedades químicas
Humedad : 0.06 % máximo
27
sacarosa aparente (pol) a 20° C. 99.50 % mínimo
cenizas conductimetricas: 0.10 % máximo
color 300 unidades icumsa máximo
partículas metálicas 10 ppm máximo
materia insoluble 150 ppm máximo
azucares reductores 0.09 % máximo
Propiedades físicas
Tamaño de partículas: 5.5. % máximo en malla 65
Temperatura de fusión: 188 grados centígrados
Temperatura de auto ignición: 150 grados centígrados
Peso molecular 342
Material extraño: libre de cualquier material extraño. Incluyendo
bagazo, piedras, pedazos de madera, partículas metálicas o
cualquier otra sustancia que degrade las características físicas, o
que sean peligrosas al consumo humano.
Propiedades organolépticas
OLOR: Deberá ser el olor característico del azúcar, sin presentar
olor a humedad, fumigantes u otros olores extraños.
SABOR: Deberá ser el sabor dulce característico, sin otros sabores
extraños.
ASPECTO: Cristales blancos.
28
Propiedades microbiológicas
Según R.M. Nº 591-2008/MINSA que aprueba la “Norma Sanitaria
que establece los criterios microbiológicos de calidad sanitaria e
inocuidad para los alimentos y bebidas de consumo humano” (NTS
071MINSA/DIGESA-V-01)
BACTERIAS MESOFILICAS : 200/10 gr. MAXIMO
LEVADURAS : < 15/10 gr. MAXIMO
HONGOS : < 15/10 gr. MAXIMO.
No contiene microorganismos patógenos, toxinas microbianas ni
inhibidores microbianos y debe estar en conformidad con los límites
establecidos en las diferentes regulaciones, normas fitosanitarias,
agrícolas, etc.
Aspecto general
El envase que contiene el producto debe ser de material inocuo,
estar libre de sustancias que puedan ser cedidas al producto en
condiciones tales que puedan afectar su inocuidad, y estar
fabricado de manera que mantenga la calidad sanitaria y
composición del producto durante toda su vida útil. (Art. 118 del
“Reglamento sobre Vigilancia y Control Sanitario de Alimentos y
Bebidas”, D.S. 007-98-SA).
Este envase deberá corresponder al autorizado en el Registro
Sanitario (saco de polipropileno, polipropileno con liner de
polietileno y polipropileno laminados, sacos de papel kraft, bolsa de
polietileno, etc.), de primer uso y del mismo tamaño, que cumpla
con lo establecido en la “NTP 207.055 AZÚCAR. Envases (…)” y
en el Art. 119 del D.S. 007-98-SA “Reglamento sobre Vigilancia y
Control Sanitario de Alimentos y Bebidas”.
29
Rotulado: Los envases de Azúcar Rubia Doméstica deberán llevar
rotulado, en forma destacada, el nombre del producto y las
siguientes indicaciones, en caracteres legibles (según lo señalado
en el Art. 117 del D.S. 007-98-SA “Reglamento sobre Vigilancia y
Control Sanitario de Alimentos y Bebidas y la “NTP 207.007
AZÚCAR. Azúcar rubia. Requisitos”), los mismos que deberán
concordar con la “NMP 001:1995 PRODUCTOS ENVASADOS:
Rotulado”, “NTP 209.038 ALIMENTOS ENVASADOS. Etiquetado”
y la “NTP 207.058 AZÚCAR. Rotulado”, según corresponda: a)
Forma en que se presenta, por ejemplo: granulado b) Peso neto en
kilogramos, del producto envasado c) Nombre o razón social del
fabricante o de la entidad comercial bajo cuya marca se expende
el producto d) La identificación del lote de producción e) Nombre
del país donde se elaboró el producto f) Número del Registro
Sanitario
Transporte: El medio de transporte empleado no deberá transmitir
al Azúcar Rubia Doméstica características indeseables que
impidan su consumo, y deberá ajustarse a lo señalado en el Título
V Capítulo II “Del transporte” del “Reglamento sobre Vigilancia y
Control Sanitario de Alimentos y Bebidas” (D.S. Nº 007-98-SA).
4.4.3. Grasas
Según Calaveras (2004), las funciones básicas de la
manteca/grasas incluyen la formación de películas de aceite
lubricante que ablandan el producto horneado y el entrampamiento
y retención de aire durante las operaciones de mezclado o batido.
Entre ellas se encuentran las mantecas, margarinas o los aceites
4.4.3.1. Manteca vegetal
Según Calaveras (2004), señala que debemos determinar que
aceites y grasas comestibles, son aquellos productos que mediante
modernos procedimientos industriales como la refinación,
hidrogenación y endurecimiento, esterificación o la
30
transesterificación; han sido preparados para su transformación y
aplicación en distintos usos. Así el Código Alimentario los defines
como aquellos productos cuyo componente mayoritario es la
materia grasa de origen animal, vegetal o sus mezclas, que tienen
como constituyentes principales los glicéridos de los ácidos grasos.
La manteca vegetal hidrogenada tiene una importante función.
Actúan como agente lubricante mejorando el comportamiento de la
masa durante e mezclado, disminuyendo principalmente el
problema de porosidad. Sin embargo, su principal función es
mejorar la textura, esto debido a que la manteca forma pequeñas
películas entre la red del gluten y otros constituyentes interfiriendo
con el fenómeno de retrogradación del almidón, el cual está
asociado con la pérdida progresiva de textura del panetón.
Cuando el almidón se mezcla con el agua y se calienta, la amilosa
se disuelve y poco a poco con el enfriamiento, forma un gel de larga
cadena de los ácidos grasos de los lípidos añadidos como
emulsionantes se fijan a la hélice de la amilosa, retardando por
consiguiente el proceso de retrogradación del almidón. La
formación de estos complejos el efecto retardante de los lípidos
sobre endurecimiento y la mejora de las características de la masa.
Actualmente, la adición de emulsionantes confiere a la masa una
estructura fina y homogénea en lo que se refiere al gluten,
existiendo la posibilidad de estirarla sin romperse, retiene las
burbujas de gas evitando la fusión de las mismas con formación de
una burbuja más grande. En general, se puede afirmar que
mientras que los mono glicéridos mejoran el aspecto y la
consistencia de la masa los saturados permiten un mejor
esponjamiento y por lo tanto un mayor volumen en el producto.
31
4.4.3.2. Propiedades de las grasas en la panificación
Según Calaveras (1996), hace ver que las propiedades de las
grasas en la panificación se dividen en varios factores.
Lubricación. Es el factor que tienen las grasas para elaborar
productos de panificación crujientes y suaves. Facilita cortezas de
características más suaves.
Extensibilidad. Este e factor es muy notable sobre todo en
aquellos procesos automáticos, que necesitan masas muy
extensibles y es la grasa en poco porcentaje, quien ayuda a
convertir una masa de pan tenaz en algo más extensible.
Volumétrica. Las grasas proporcionan mayor volumen y más
hojaldrado en la bollería de utilización de grasas un mayor volumen
en los productos.
Emulsificantes. La grasa se dispersa en el amasado en pequeñas
cavidades. Cuanto más finas con estas cavidades, se producen
panes más finos, además favorece un alveolado más uniforme y
fino como sucede en el pan de molde.
Según Manley (1989), refiere que las grasas repelen el agua, pero
al interconectarse con moléculas de agua producen un efecto
emulsionador, donde tiene mucho que ver el gluten de la harina.
Por lo tanto podemos resumir diciendo que las grasas en los
productos de panificación, galletería y bollería.
Ayudan a dar sabor al producto
Aumentan el volumen del pan
Aumentan la extensibilidad de la masa
Produce cortezas más finas
Aumenta la flexibilidad durante más tiempo con lo que conserva
mejor
Aumento del valor nutritivo
32
Existen inconvenientes con las grasas ya que como no son
miscibles con el agua, se presenta un problema para su
incorporación a la masa hay que prestar atención a las técnicas de
dispersión. Todas las grasas se descomponen con el tiempo dando
lugar a sabores desagradables. Estas alteraciones se denominan
enrancia miento y surgen por oxidación y saponificación de las
grasas.
4.4.4. Agua
Según Quaglia (1991), indica que el agua es el elemento
fundamental para solubilizar los ingredientes, activa la levadura y
las enzimas de la malta, hidrata a los gránulos de almidón y sobre
todo es el agente necesario para el desarrollo y formación del
gluten una vez que la harina hidratada es sujeta a la acción
mecánica del mezclado y amasado.
El agua que se emplea en la industria de los productos horneados
y en particular en la formación de la masa debe ser potable. La
potabilidad se determina mediante parámetros de diversa
naturaleza, como organolépticos químicos y bacteriológicos. El
agua para ser declarada potable debe tener una temperatura
constante, que oscile entre los 6 y 12°C, no debe tener sabores
anormales o desagradables, ni ningún olor ya este fría a 60°C.
El gluten se desnaturaliza y prácticamente pierde su función
ligadura de agua. La dureza del agua puede afectar la calidad de
los productos de panificación, se recomienda utilizar agua
clasificada como media – dura o 50 – 100 ppm de carbonato de
calcio o sulfato de calcio.
4.4.4.1. Clases de agua y su efecto en panificación
Según Quaglia (1991), clasificaremos el agua según la dureza. La
dureza la representa el contenido en sales de magnesio y calcio en
forma de bicarbonatos (dureza temporal), o en forma de sulfatos
(dureza permanente). Así tenemos los siguientes tipos de aguas:
33
Agua blanda (contenido en sales menor a 50 p.p.m). Ablanda el
gluten y produce una masa suave y pegajosa. Para su tratamiento
utilizaremos menos alimento para la levadura o se aumentara la sal
en la formula.
Agua dura (contenido en sales entre 50 y 200 p.p.m). Las aguas
duras si provienen de sulfatos, actúan como nutrientes de las
levaduras y fortalecen el gluten, pero en exceso, endurecen el
gluten y retrasan la fermentación, por lo que en su caso conviene
utilizar más levadura o alimento de esta. Si provienen de
bicarbonatos es conveniente depurarlas antes de su uso.
Agua salina (contenido en sales superior a 200 p.p.m). Produce
ese sabor característico y en exceso debilita y retrasa la
fermentación, por lo que hay que reducir la sal en la formula
Agua alcalina (contenido en sales superior a 200 p.p.m). Reduce
la fermentación, por lo que conviene utilizar más levadura o usar
ácido láctico, masa madre acida.
El agua ideal para la panificación es el agua medianamente y que
contiene sales minerales suficientes para fortalecer el gluten y así
servir como alimento para la levadura. Además, tenemos el efecto
sobre el sabor del pan, en cambio el agua blanda da al pan un sabor
desagradable.
Se ha visto que el empleo de agua clorada provoca la reducción
del tiempo de fermentación y mejora la calidad de los productos de
panificación, especialmente si se emplean harinas débiles. El
efecto del cloro puede variar según se presente combinado o como
cloro residual del tratamiento de esterilización. En definitiva, las
características del agua tienen una notable influencia en el
desarrollo de las diversas fases del proceso de panificación y sobre
la calidad del producto final, por lo que es necesario aplicar un agua
apropiada.
34
4.4.5. Leche y productos lácteos
Según Calaveras (2004), ofrece cualidades únicas que contribuyen
tanto a la calidad como al valor nutritivo de los productos de
panificación, aporta color ya que como el objetivo de la levadura no
es el azúcar de la leche (lactosa) esta se encuentra libre para
brindar el color en el horneado, la lacto albumina al igual que la
lactosa ejercen efecto ablandador en la estructura de la miga, la
caseína es un fortalecedor de masa que da cuerpo y elasticidad a
la miga.
4.4.6. Huevos
Según Reyes y Mejia (2006), los huevos son raramente usados en
la elaboración del pan común, sin embargo en panificación dulce
como en el caso del panetón aportan con la textura de la masa, y
por su alto contenido de proteína pueden aportar con la firmeza, ya
que en el caso del panetón es muy común la diversidad de
ingredientes
Precauciones: Deben mantenerse en refrigeración y antes de usar
deben ser lavados, ya que la cáscara se contamina con
microorganismos nocivos, cuando pasa por el tubo digestivo de la
gallina.
4.4.7. Sal
Según Quaglia (1991), es un compuesto de cloro y sodio llamado
también cloruro de sodio. Comercialmente se obtiene de salinas,
lagos subterráneos y de minas. La sal para uso de panificación
debe poseer las siguientes características: Granulación fina. Libre
de impurezas. Fácilmente soluble en agua. Cumple diversas
funciones, tales como el acentuar los sabores de los ingredientes,
fortalecer el gluten de las masas de pan haciéndolas más firmes y
menos elásticas. Controla la excesiva actividad de la levadura, e
inhibe las reacciones de microorganismos productores de ácidos.
35
Otros: Calaveras (2004), en el caso del panetón es muy común ver
en su formulación la presencia de frutas cristalizadas o bien
conocidos como confitadas, pasas, frutos secos o chispas de
chocolates.
Estos aportan indudablemente con sabor y distinción propia del
panetón de otros productos.
4.4.8. Pasas
Según la ITINTEC 209.144. (1980), las pasas son producto
elaborado con uvas provenientes de las diferentes variedades de
la especie Vitis Vinífera L. fitosanitariamente sanas, limpias,
convenientemente maduras y libres de cualquier residuo pesticida,
a las cuales se las ha deshidratado.
4.4.8.1. Fruta confitada
Según la ITINTEC 203.105. (1985), la fruta confitada es un
producto obtenido de pulpa de la especie de caricia papaya L.
verde, que ha sido sometido a un proceso gobernado por las leyes
de osmosis y capilaridad con la adición de colorantes,
saborizantes, acidulantes E330, conservante E211 y otros aditivos
e ingredientes permitidos.
4.4.9. Aditivos aplicados en la elaboración del panetón
Según Braverman (1980), los aditivos que usa la industria
panificadora en este tipo de productos de larga vida son muchos
entre ellos están aquellos mejoradores que lo ayudan a soportar la
gran carga de frutas en la masa, mejoradores para la fuerza,
mejoradores para ayudar al volumen, mejoradores para mejorar la
vida de anaquel. Por ellos estos mejoradores son mezclas de
oxidantes, emulsificantes, etc.
4.4.9.1. Clasificación de los aditivos
Modificadores de características
Colorantes
36
Saborizantes
Edulcorantes
Artificiales
Mejoradores o correctores de las propiedades de los alimentos
Reguladores de pH
Gasificantes
Leudantes
Mejoradores del aspecto físico
Emulsificantes
Humectantes
Espesantes y Gelificantes
Antiaglomerantes
Fuente: Calaveras (2004).
Algunos de ellos son:
Emulsificantes
Según Braverman (1980), permiten la formación y estabilización de
la dispersión de dos o más sustancias que no son miscibles y se
les hace referencia con varios nombres como surfactantes,
suavizantes de corteza, agentes antiendurecimiento y
acondicionadores de masa. Los emulsificantes producen suavidad
a las masas facilitando su trabajo en las maquinas amasadoras,
suavizan la miga dando textura más uniforme y mayor volumen al
producto final, ayudan a retener mejor el gas obtenido de la
fermentación por leudantes o gasificantes y finalmente ayudan a
incorporar de manera uniforme a las grasas y a los líquidos de la
formulación evitando la separación de los mismo aun y cuando las
masas o batidos permanezcan por algún tiempo en reposo. Entre
los emulsificantes se pueden mencionar a las lecitinas, mono y
diglicéridos de ácidos grasos, esteres de poliglicerol, esteroil
lactilato de sodio, mono y diglicéridos etoxilados, etc.
37
Espesantes y gelificantes
Según Braverman (1980), se tienen principalmente a las gomas
naturales o hidrocoloides, los cuales son polisacáridos y proteínas
que se usan mucho actualmente, en soluciones acuosas,
estabilizando espumas, emulsiones, dispersiones y que controlan
el tamaño de de cristal de azúcar y del hielo; también controlan la
liberación del sabor.
Coadyuvantes de la fermentación
Según Braverman (1980), se puede mencionar a las enzimas, las
cuales son cadenas de proteínas que en medios óptimos de pH y
temperatura hidrolizan enlaces de productos de cadena larga como
proteínas, almidones, grasas, etc., haciéndolos de menor tamaño
y de mayor biodisponibilidad para las levaduras del sistema,
provocando un incremento en el volumen final del pan, así como
buenos aspectos de color y crujencia de la superficie del mismo.
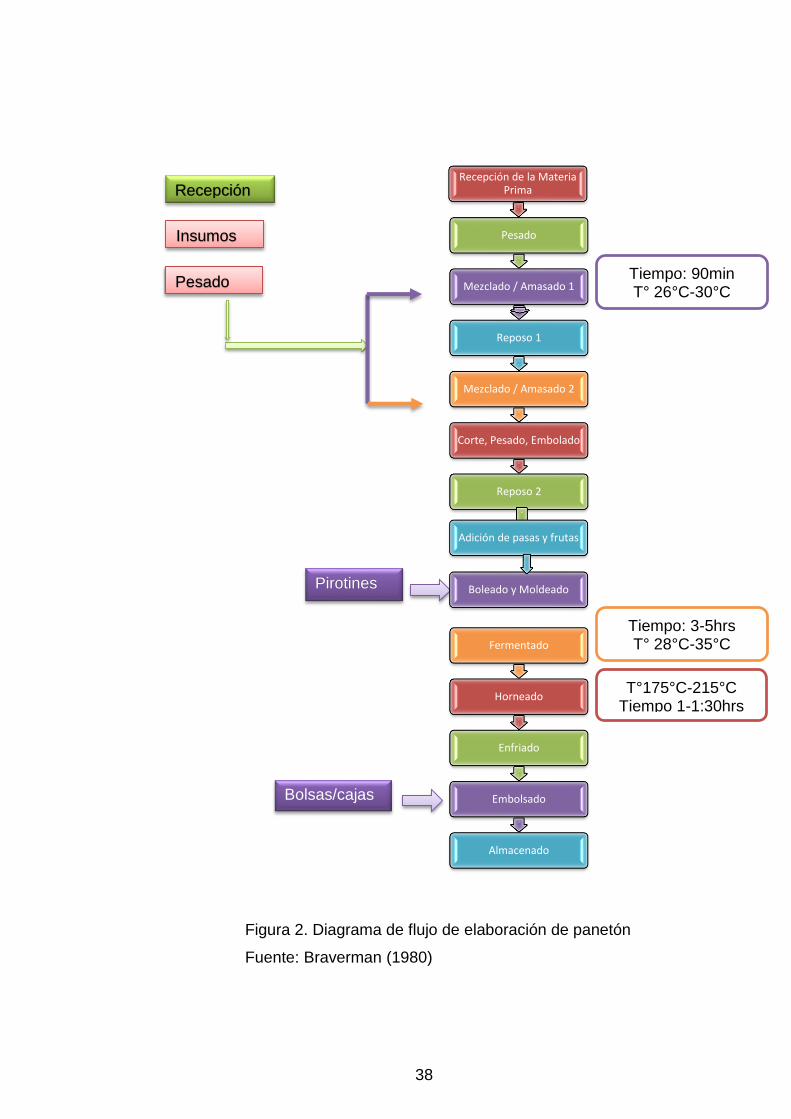
A continuación en la figura 2 se muestra el flujo de operación para
obtener el panetón.
38
Pirotines
Bolsas/cajas
Figura 2. Diagrama de flujo de elaboración de panetón
Fuente: Braverman (1980)
Insumos
Pesado
Recepción Recepción de la Materia
Prima
Pesado
Mezclado / Amasado 1
Reposo 1
Mezclado / Amasado 2
Corte, Pesado, Embolado
Reposo 2
Boleado y Moldeado
Adición de pasas y frutas
Fermentado
Horneado
Enfriado
Embolsado
Almacenado
Tiempo: 90min T° 26°C-30°C
T°175°C-215°C Tiempo 1-1:30hrs
Tiempo: 3-5hrs T° 28°C-35°C
39
V. MATERIALES Y MÉTODOS
LUGAR Y FECHA DE EJECUCIÓN DE LAS PRÁCTICAS
Las Prácticas Pre – profesionales fueron realizadas en la empresa
Industria Galletera Félix E.I.R.L. ubicada en el km 5 de la Carretera
Huánuco, - Tingo María en Llicua Baja, distrito de Amarilis, provincia
de Huánuco., durante el periodo del 16 de Setiembre del 2014 al 16
Enero del 2015.
MATERIALES Y EQUIPOS
Materia prima e Insumos
Premezcla
Levadura
Agua
Azúcar
Sal
Yema de huevo
Manteca
Esencia panetón
Pasas
Fruta confitada roja
Fruta confitada verde
Nueces, almendras
Equipos y materiales
a) Equipos proceso
Amasadora discontinua con artesa desmontable
Con tasa de acero inoxidable
Marca sermipal argental
Con motor de 6.3 Hp de potencia
Capacidad: 75 kg/20min
40
Horno rotatorio
De acero inoxidable
Color plateado, motor trifásico 2 Hp
Control automático de tiempo y temperatura
Capacidad: 72 band/coche
Balanza mecánica
Marca PRECISIÓN
Con platillo de aluminio plateado
Capacidad: 20 kg
Balanza electrónica
Marca OHAUS
Con platillo de aluminio plateado
Con precisión de 0.005 gr
Capacidad: 50 kg
Selladoras manuales eléctricas
Marca barrios.
Con pedal, uso manual a corriente
Capacidad: 40cm
b) Equipos de laboratorio
Mufla
Modelo: Fb1300
Procedencia: Japón
Estufa
Marca: Binder
Procedencia: Alemania
41
Balanza analítica
Capacidad: 0.01 – 311 gr
Marca: Ohaus
Modelo: Xp – 311
Procedencia: USA
c) Laboratorio
Materiales
Placas Petri
Matraz de 250 ml
Embudo
Vaguetas
Bureta
Vaso precipitado
Picetas
Pinza para placas
Papel filtro
Peras de extracción
Probeta de 100 ml
Instrumentos
Termóhigrometro
Equipo de titulación
Balanza Analítica
Reactivos
Hidróxido de sodio 0.1 N
Agua destilada
Alcohol 70 %
42
METODOLOGÍA
Inspección higiénica sanitaria de la empresa INDUGA FÉLIX
E.I.R.L.
Consistió en hacer un reconocimiento y evaluación higiénica
sanitaria de la planta industrial identificando las instalaciones o
áreas, maquinarias, equipos e instrumentos que posee para
luego realizar la constatación con la normatividad existente para
determinar si estas se encuentran dentro de lo establecido, para
la cual se trabajó de acuerdo al formato recomendado por
DIGESA. Ver anexo N°01
Control de calidad del proceso productivo de panetones
En esta etapa se realizó el control de calidad en la materia
prima y en las distintas etapas de elaboración de panetones
para así garantizar la inocuidad del producto. Se realizó un
control de temperatura, tiempo, humedad relativa, peso en las
etapas del proceso productivo de la elaboración de los
panetones, tomando en cuenta los parámetros tecnológicos.
Caracterización del panetón
Esta etapa nos permitió realizar los análisis fisicoquímicos y
sensoriales del panetón para el análisis de acidez, humedad y
cenizas se siguió los procedimientos establecidos en la NTP
2006.008.1976 (revisada el 2011). Ver anexo N°02.
43
VI. RESULTADOS Y DISCUSIÓN
6.1. INSPECCIÓN HIGIÉNICA SANITARIA DE LA EMPRESA INDUGA
FÉLIX E.I.R.L.
6.1.1. Ubicación
La empresa INDUGA FÉLIX E.I.R.L., está ubicada en una zona
urbana no apropiada, libre de proliferación de insectos, malos
olores, humo, polvo y otros contaminantes; la planta no cuenta
con los sistemas de seguridad para garantizar la inocuidad de los
productos. Al respecto no se cumple con lo establecido en el
Artículo 30 del D.S. 007-98-SA.
Vías de acceso
Todas las vías de acceso y áreas libres de desplazamiento se
encuentran pavimentadas; de manera que no se levante polvo ni
se acumule el agua. Por lo que la empresa cumple con lo
establecido en el art. 32º del D.S. 007-98, puesto que las vías de
acceso y áreas de desplazamiento son aptas para el tráfico de
vehículos destinados a sus operaciones.
Alrededores
Los exteriores de la planta, no se ha diseñado, construido y
mantenido de forma que se previenen la entrada de
contaminantes y plagas, hay aberturas sin protección, las tomas
de aires se encuentran localizadas inadecuadamente; el techo,
las paredes, los cimientos se mantienen de manera que se
previene el goteo hacia el interior.
Los pisos exteriores no son de concreto y permanecen limpias y
secas sin presencia de residuos físicos u orgánicos.
44
6.1.2. Infraestructura e instalaciones de las áreas de proceso
a) Infraestructura
Para la producción de panetones, la empresa INDUGA FÉLIX
E.I.R.L., cuenta con una infraestructura adecuada con paredes de
material noble, lisas y pintadas con pintura lavable de color
blanco, la unión de las paredes con el piso tienen terminaciones
cóncavas para su mejor limpieza y evitar la acumulación de
suciedad, con canaletas para el desfogue de aguas residuales y
como medio de protección contra el ingreso de roedores. Las
ventanas y la puerta a la sala de proceso están protegidas con
mallas para evitar el ingreso de insectos, u otros animales
pequeños, las instalaciones de gas por tuberías, así como
también con instalaciones eléctricas trifásicas para el
funcionamiento de las máquinas y la iluminación de cada área.
Por lo que la empresa se encuentra en cumplimiento por lo
dispuesto en el art. 33° del Decreto Supremo 007 – 98.
b) Iluminación
Referente a la iluminación la planta tiene un déficit, en la
iluminación natural que ingresa por las ventanas de la planta, y
completamente con la iluminación artificial es limitada debido a la
altura en que se encuentran los fluorescentes sobre todo en el
área de envasado, no siendo consistente con lo establecido por
el art.34° del Decreto Supremo 007 – 98 que estipula lo siguiente
“La intensidad, calidad y distribución de la iluminación natural y
artificial deben ser adecuadas al tipo de trabajo, considerando los
niveles mínimos de iluminación:
540 LUX en las zonas donde se realice una inspección
detallada.
220 LUX en las salas de producción.
45
110 LUX en otras zonas.
c) Ventilación
La empresa no cuenta con una ventilación apropiada, con
excepción de la zona de enfriado, esto ocasiona un calor excesivo
en la sala de procesos debido a que los hornos se encuentran
instalados cerca al área de enfriamiento. Esta situación se
encuentra en contraposición a lo establecido en el art. 35° del
Decreto Supremo 007 – 98 que indica que las instalaciones de la
fábrica deben estar provistas de una ventilación adecuada para
evitar el calor excesivo así como la condensación de vapor. La
corriente de aire no deberá desplazarse desde la zona sucia a otra
limpia.
d) Instalaciones sanitarias
Servicios higiénicos
Los servicios higiénicos tienen un área total de 3m2 para caballeros
y 3 m2 para damas acondicionados con: 1 lavatorio, 1 inodoro, 1
ducha y 1 urinario en los servicios higiénicos para caballeros, los
cuales están cubiertos con mayólicas en los pisos y paredes, por lo
que permiten una limpieza permanente en el área, que es suficiente
para las 8 personas que laboran por turno, con respecto a esto, la
empresa cumple con lo establecido en el art. 54° del Decreto
Supremo 007 – 98.
e) Higiene del personal y saneamiento de la planta
Presentación del personal
Los trabajadores cuentan con zapatillas blancas, guardapolvos,
mandil blanco, mascarillas, guantes. Por lo que se viene
cumpliendo con lo establecido en el capítulo V artículos 49, 50, 51
y 52 del D.S. N° 007-98 S.A. que menciona, la fabricación de
46
productos debe realizarse cumpliendo las Buenas Prácticas de
Manufactura y los Programas de Higiene y Saneamiento (PHyS)
que establezca la empresa para garantizar las condiciones de
higiene, lo cual será verificado por la Autoridad sanitaria durante la
vigilancia.
Vestuarios
La empresa tiene vestuarios tanto para mujeres y varones.
Existen repisas para guardar la ropa de trabajo y colgadores para
guardar la ropa de calle en un número apropiado para el personal.
6.1.3. Distribución de ambientes de la planta
a) Almacén de materia prima
A esta área le corresponde la recepción de la materia prima y los
insumos provenientes de los proveedores, posee una puerta
directa al patio que ayuda en el descargo directo de los productos
los cuales provienen en su mayoría de la ciudad de Lima y se van
ordenando según conforme van llegando, estos se hallan sobre
en parihuelas que se encuentran a 20cm del suelo según la
norma. Posee otra puerta que la conecta con el área de proceso,
y que ayuda a que los trabajadores no carguen los sacos por
largas distancias, debido a estas dos puertas, se hace una
constante limpieza para evitar la contaminación cruzada. Con
respecto a la colocación de parihuelas las empresas cumplen con
lo establecido por el art. 70° del Decreto Supremo 007-98, que
indica que las materias primas deberán depositarse en tarimas
(parihuelas) cuyo nivel inferior estará a no menos 0.20 metros del
piso y el nivel superior a 0.60 o más del techo, y que para permitir
la circulación del aire y un mejor control de insectos y roedores el
espacio libre entre filas y la pared serán de 0.50 metros como
mínimo. Al respecto Calaveras (1996), indica que la harina es un
producto higroscópico y por lo tanto tiene la capacidad de
47
absorber o perder humedad por ello es muy importante su lugar
de almacenamiento, esta área debe ser exclusivamente para el
almacenamiento de la materia prima. En tal sentido la empresa no
cumple a cabalidad, ya que en el área se almacenan las harinas
e insumos utilizados en el proceso de elaboración de panetones
como de otros productos.
b) Almacén de producto terminado
La presente área se encuentra a una corta distancia de la sala de
proceso, la cual se utiliza exclusivamente para panetones los
cuales son ordenaos y acomodados sobre parihuelas a 20 cm del
suelo, según su tipo y fecha de vencimiento, en concordancia con
las normas estipuladas. Posee otra puerta con dirección al patio
que ayuda a que los productos puedan descargarse directamente
a los carros repartidores. Según la Norma Sanitaria para la
fabricación, elaboración y expendio de productos de
panificación y galletería (2010) indica que la “rotación de los
productos responderá a la aplicación del principio PEPS,
respetando la fecha de vencimiento”. Al respeto del principio
PEPS la norma indica que “es el sistema de rotación que se aplica
a los alimentos en almacenamiento respetando el principio de
utilizar los alimentos que han ingresado primero a almacén,
considerando las fechas de vencimiento”. (Primero en entrar,
Primero en salir) cumpliendo la empresa con lo estipulado en la
Norma Sanitaria.
c) Sala de procesos
Es el área de mayor tamaño de la empresa en su interior y
encuentran ordenadas cada una de las maquinarias utilizadas
para la elaboración de panetones, cuenta con un lavadero
próximo a la zona de mezclado que permite el abastecimiento de
agua según como la mezcla lo requiera. Esta sala cuenta con una
iluminación natural y artificial, las paredes se encuentran
48
revestidas con pintura lavable que facilita su limpieza, cuenta con
pisos que están unidos a las paredes de forma cóncava para
evitar la acumulación de suciedad y facilitar su limpieza, posee
ventanas protegidas con mallas que impiden la entrada de
suciedad e insectos, la puerta también se encuentra protegida por
mallas que ayudan a contrarrestar los vientos fuertes y la
entrevista de insectos.
d) Área de dosimetría.
El área de dosimetría de la empresa INDUGA FÉLIX E.I.R.L
cuenta con balanzas de 10 y 200 kg de capacidad debidamente
calibrados y certificados, donde realizan el pesado de los
ingredientes y aditivos tomando nota en los formatos de peso,
para luego ser trasladada al área de amasado. Además el
personal de dicha área cuenta con los equipos de protección
personal para evitar cualquier tipo de irradiación.
Es importante la precisión del pesaje ya que podría alterar las
características del panetón
e) Área de mezclado
Se encuentra al costado del almacén de pesado y está compuesto
por una mezcladora de acero inoxidable marca Argental con un
motor de 6.3 Hp de potencia de 20 kg.
f) Área de amasado
En esta área se encuentran 2 amasadoras de brazos mecánicos
que son manejados por un maestro masero y dos ayudantes,
recepción de los pirotines, además de contar con coches
contenedores de masa de 250 kg de capacidad que se usan para
preparar las esponjas para luego ser llevadas a las cámaras de
leudado respetando los líneas de circulación y evitar accidentes.
49
Según Mejía (2006), dentro del puesto de trabajo encontramos
diferentes áreas, las cuales son distribuidas de acuerdo a las
dimensiones que tiene el taller, aunque en general es más
conveniente llevar cada área en línea recta para una labor más
rápida, sabemos que en los talleres están distribuidos de una
manera diferente, esto se debe a que gran parte de los talleres
están ubicados en áreas pequeñas dentro de los mismos hogares
de los propietarios.
Esta planificación exige:
Primero: Que cada medio y objeto de trabajo esté dispuesto en
un determinado lugar de la zona del puesto de trabajo, lo cual
debe asegurar su localización más cómoda sin que implique
gastos innecesarios de trabajo ni de energía.
Segundo: Los materiales e instrumentos, deben colocarse de
forma tal que asegure el ritmo sucesivo de los movimientos del
obrero. Al colocarse los medios y objetos de trabajo, deben de
hacerse de forma tal que reduzca los movimientos del obrero al
mínimo.
g) Área de horneado
Esta área es la que se encuentra más alejada de las demás,
cuenta con dos hornos eléctricos rotatorios de acero inoxidable de
la marca JR con control automático de tiempo y temperatura, aquí
podemos encontrar los coches con bandejas y un par de guantes,
que ayudan a protegerse las manos del calor al sacar los coches
del horno.
h) Área de enfriado
Esta área cuenta con dos ventiladores axial eléctrico, se
encuentra cerca de los hombros a la dirección de la puerta de
modo que el aire caliente proveniente de las bandejas se dirige
50
en dirección a la puerta, esto ayuda a que el enfriamiento de los
panetones sea en un tiempo más corto.
La empresa extranjera Puratos (2013), recomienda almacenar
los panetones en lugares frescos y secos de 15°C a 25°C y
alejado de luz solar. Según lo indicado la empresa si cumple con
los especificado.
i) Área de sellado
Esta área se encuentra al otro extremo de la sala de procesos
donde son realizadas las operaciones de selección pesado,
sellado y empacado de los panetones, en esta área se retiran los
panetones con defectos que no pasen el control de calidad,
finalmente cuentan con una selladora eléctrica a pedal, el
producto previamente es envasado en bolsas de polipropileno y
empacadas en cajas de cartón.
51
6.2. CONTROL DE CALIDAD DEL PROCESO PRODUCTIVO DE
PANETONES
a) Recepción de materias primas
La materia prima e insumos son adquiridos de proveedores
calificados. Se realiza un muestreo para verificar el peso y
características organolépticas de estos. Para la recepción se
utilizan el FORMATO 01-HA - IF - RMP: RECEPCIÓN DE
MATERIA PRIMA, INSUMOS Y MATERIAL DE EMPAQUE. Al
respecto, el capítulo 6 de la norma sanitaria para la fabricación,
elaboración y expendio de productos de panificación y
galletería (NTS N°088-MINSA/DIGESA- 2010) indica que la
empresa debe contar con especificaciones técnicas de calidad
escritas, para cada uno de los productos o grupos de productos, a
fin que el personal responsable del control de calidad en la
recepción, pueda realizar con facilidad la evaluación de aspectos
sanitarios y de calidad por métodos rápidos que le permitan decidir
la aceptación o rechazo de los mismos; con la cual la empresa se
encuentra en cumplimiento de la norma.
b) Almacenamiento de materias primas e insumos
La materia prima e insumos son colocados sobre parihuelas
evitando la humedad y la luz cuenta con ventilación adecuada y se
le da buena rotación de los productos "lo primero que entra es lo
primero que sale, se mantendrá el orden y la limpieza en el
almacén, se recomienda conservar las sgtes. Distancias: 50 cm.
de la pared, 60 cm. del techo y 20 cm. del piso. Todos los datos de
los productos son KARDEX - IF - DE ALMACEN (MATERIA PRIMA
E INSUMOS).
Así mismo se registra la temperatura y la humedad relativa de
ambiente en el FORMATO 02 - HA - IF: CONTROL DE HUMEDAD
Y TEMPERATURA EN ALMACEN.
52
c) Pesado
Es una operación manual para lo cual se encuentra con 02
balanzas. Una balanza de pesas cuya capacidad es de 200 kg.
Para los insumos mayores y una balanza de precisión de 10kg. la
cual es empleada para pesar los insumos menores. Estas balanzas
deben ser calibradas periódicamente por una empresa o institución
la cual entregara un certificado o un sello de calibración.
Según Calaveras (2004), indica que es una normativa en todas las
panaderías e industrias que trabajan con harina el realizar un
pesaje de la materia prima y los insumos para garantizar una
regularidad en la masa; por lo tanto la empresa cumple lo dicho por
el autor.
d) Mezclado / amasado 1
En esta operación llamada también ESPONJA, se mezclan
convenientemente la harina (60% del total ), levadura, mejorador
(40% del total), azúcar blanca (40% del total) , el agua y la manteca.
A medida que avanza el amasado, se produce el estiramiento y
relajamiento de la masa, desarrollando a su vez la película de
gluten. El amasado se realiza durante aproximadamente 15 a 20
minutos, manteniendo la temperatura entre 20° a 22°C, hasta
conseguir mediana elasticidad.
Según Manley (1991), menciona que la masa se hace normalmente
con un procedimiento de 2 o más etapas de amasado en la que, en
primer lugar, se obtiene una crema para disolver el azúcar y
emulsionar la grasa antes de introducir la harina; según lo anterior
es un sistema típico de dos etapas, ya que se colocan en la
amasadora todos los ingredientes y a una velocidad suave se
procede a la mezcla durante varios minutos. Los objetivos es
disolver todo el azúcar en el agua disponible, dispersar y disolver
las sustancias químicas, saborizantes y emulsionar en conjunto
con la grasa. El resultado es una crema semiconsistente. Se añade
53
luego la harina a esta crema y se procede de nuevo al amasado a
velocidad normal durante un periodo calculando para que sea el
mismo para conseguir la dispersión razonablemente uniforme de
la crema por toda la harina.
e) Reposo 1
Viene a ser pre-fermentación. Se deja en reposo durante 90
minutos a temperatura 20°C. La esponja se obtiene al cabo de
este tiempo, al aumentar su volumen hasta 5 veces al inicial.
f) Mezclado / amasado 2
En esta operación, llamado también REFUERZO, se añaden los
siguientes ingredientes pero por partes; amasando para asegurar
una buena mezcla. Primero se añaden las yemas, el azúcar, la sal,
emulsionante y agua. Se mezcla para luego agregar la harina (el
resto del 100%), el mejorador, la leche en polvo y el antimoho. Se
amasa de tal forma que se produzca un estiramiento repetido de la
masa (elasticidad). Esta es una etapa muy importante puesto que
la calidad de la masa influye en las siguientes operaciones. La
masa no debe estar muy “dura” porque esto dificultará su cortado
posterior y, si es muy “aguada”, será difícil obtener la forma
deseada. El amasado se realiza durante 30 minutos. Los primeros
20 minutos a velocidad lenta, cuando la masa tome elasticidad se
agregan la mantequilla y el emulsionante.Faltando tres minutos
para culminar esta operación se agregan las pasas, frutas
confitadas y esencias sin descuidar la elasticidad de la masa. Se
agregan casi al final para evitar que las pasas y frutas confitadas
se maltraten durante el amasado.
Según Serna (1996), menciona para evitar la contaminación
cruzada se debe: establecer en la sala de proceso la distribución
a través de un flujo continuo de las operaciones pudiendo ser en
forma de U, C o L. Los ambientes deben estar bien diferenciados
o señalados, delimitando la zona sucia y limpia. Con lo
54
mencionado la distribución de la sala de proceso se adecua en
forma de “L” volteada. En la actualidad solo falta reordenar y así
adecuarse al flujo continuo en forma de “L” para evitar la
contaminación cruzada.
g) Cortado, pesado y embolado
La masa entra al proceso de corte en unidades de acuerdo a la
forma final de presentación. Puede cortarse por peso, siempre
dejando un margen de un 10% aproximadamente por la pérdida de
humedad (y por lo tanto de peso) que sufrirá durante el horneado.
El embolado tiene por objeto acondicionar la masa para el moldeo
y el de extraer el gas que aún se mantiene encerrado en la masa.
Tanto el cortado como el boleado se hacen en forma manual. El
corte manual se realiza con ayuda de un cuchillo y una balanza. El
boleado manual se hace apretando suavemente la porción de
masa y dando un ligero movimiento de rotación hacia dentro.
h) Reposo 2
Viene a ser una segunda pre-fermentación. La masa redondea se
deja en reposo en condiciones ambientales durante 10 a 15
minutos. Es necesario observar que el objetivo de este pre-
fermentación es el de ir activando la levadura.
i) Boleado y moldeado
Se realiza un segundo boleado y los trozos de masa redondeados
son colocados en los pirotines de papel. Si es necesario, las
paredes interiores de los pirotines se engrasan con manteca
vegetal, esto cuando no se cuenta con un adecuado parafinado
de los mismos. Las unidades así acondicionadas se colocan en
los respectivos estantes y/o carritos transportadores para ser
llevados a cámara.
55
j) Fermentación
Consiste en la fermentación final de la masa, teniendo como
objetivo el dar volumen a la pieza. La cámara debe tener una
temperatura entre 28 °C a 30°C y una humedad relativa (HR) entre
60% a 65%. La fermentación final tiene por objeto dar volumen a
la pieza. Es importante el control de la temperatura y humedad,
ya que en otro caso se produce una textura irregular en el panetón
acabado producido por el ritmo desigual de la producción de gas.
El tiempo de fermentación puede variar entre 3 a 5 horas
dependiendo de cómo se desarrolle el hinchamiento de la masa.
Para la fermentación se utiliza el FORMATO 03-HA - IF:
CONTROL DE HUMEDAD RELATIVA, TEMPERATURA Y
TIEMPO.
k) Greñado y barnizado
Cuando las unidades alcanzan el volumen deseado y son
retiradas de la cámara, se recomienda hacer un corte en forma de
cruz o aspa que abarque toda la superficie superior de las
unidades de masa. Esto se da con la finalidad de facilitar el
crecimiento de la pieza durante el horneado posterior. También se
puede optar por el pintado de las superficies de cada pieza con
un poco de huevo batido, para lograr un aspecto brilloso y
atractivo en el producto.
l) Horneado
Esta es la etapa de cocción del panetón, durante los primeros
momentos del horneado la masa se hincha rápidamente hasta un
30% de su volumen, debido al aumento de la actividad de la
levadura, producido por la elevación de la temperatura y también
por la expansión de gases y vapor en la masa. La levadura queda
sin efecto y muere por calor sobre los 55°C, en tanto que el almidón
se gelatiniza a los 65°C, coagulándose el gluten a los 75°C.
56
La parte exterior de la masa alcanza una temperatura mucho más
elevada que la interior formando una corteza seca y marrón
característica de este producto. Este color oscuro se debe a tres
procesos bioquímicos diferentes: Primero, parte del almidón se
descompone en dextrinas, de la misma forma que el pan tostado.
En segundo lugar parte de los azúcares se caramelizan. En tercer
lugar se da una combinación llamada Reacción Maillard entre parte
de las proteínas y los azúcares.
El horneado se da durante 1 -1.5 Horas a una temperatura que
oscila los 150- 200°C, Los datos de esta operación se registrara
en el FORMATO 7 – HA – IF – PCC1: CONTROL DE HORNEADO.
Manley (1991) menciona que es importante que durante toda la
cocción se mantengan uniformes las condiciones de la atmosfera
del horno; pues si no, las piezas de la masa, que a la entrada del
horno son semejantes, aparecerán como panetones de diferentes
forma, espesor y color; ya que en muchos hornos el movimiento de
los gases y en algunos casos en que los coches se han detenido
dentro del horno ocasionando que los panetones que están más
cerca a las ondas de calor se quemen, generando pérdidas para la
empresa, es por ello que los operarios están en constante
monitoreo de la operación.
Manley (1991) refiere que un problema latente es que el aire que
reemplaza al que escapa, penetra principalmente en los extremos
del horno. También es común encontrar ventanas de inspección a
un lado del horno por donde podría ingresar el aire como resultado
del hermetismo deficiente. Al respecto la empresa cumple con
renovar las cintas que se encuentran en las puertas de los hornos
cada vez que se encuentran deterioradas, para asegurar el
hermetismo de la misma y evitar el posible ingreso de aire al horno.
57
m) Enfriamiento
Concluido el horneado, las piezas son evacuadas y colocadas en
estantes para su enfriamiento a temperatura (aprox. 22 – 27 °C)
durante 3 a 6 horas. Al respecto el capítulo 6 de la norma sanitaria
para la fabricación, elaboración y expendio de productos de
panificación(N.T.S.N°088-MINSA/DIGESA-2010) establece que el
área donde se realiza el enfriado del producto debe ser exclusiva
para tal fin, separada de las anteriores y mantenerse limpio y en
perfecto estado de conservación. Se debe evitar el riesgo de
contaminación cruzada por lo cual los manipuladores que laboran
en esta área no pueden haber trabajado el producto crudo
previamente; el personal debe cumplir con las condiciones de
higiene y protección en forma rigurosa. Al respecto la empresa
cumple con lo establecido por la norma. FORMATO 05 – HA – IF:
CONTROL DEL ENFRIAMIENTO.
n) Empacado y embalaje
Es el proceso de acondicionamiento final del producto para su
salida a la venta. Antes de esto se rocía sobre la superficie de cada
pieza alcohol preparado con esencia aromatizante, el cual tiene
tres componentes el ácido ascórbico, que actúa como preservante.
Los panetones serán embolsados (bolsas plásticas impermeables)
también se colocaran en cajas de cartón unitarios para luego ser
colocadas en cajas de cartón corrugado por seis unidades. Al
respecto, la norma sanitaria para la fabricación, elaboración y
expendio de productos de panificación (NTS N°088-
MINSA/DIGESA- 2010)
Indica que el envasado debe hacerse con el producto
perfectamente enfriado para evitar el desarrollo de mohos, en un
ambiente protegido que minimice el riesgo de contaminación
cruzada. En el caso que sea manual, la higiene del manipulador y
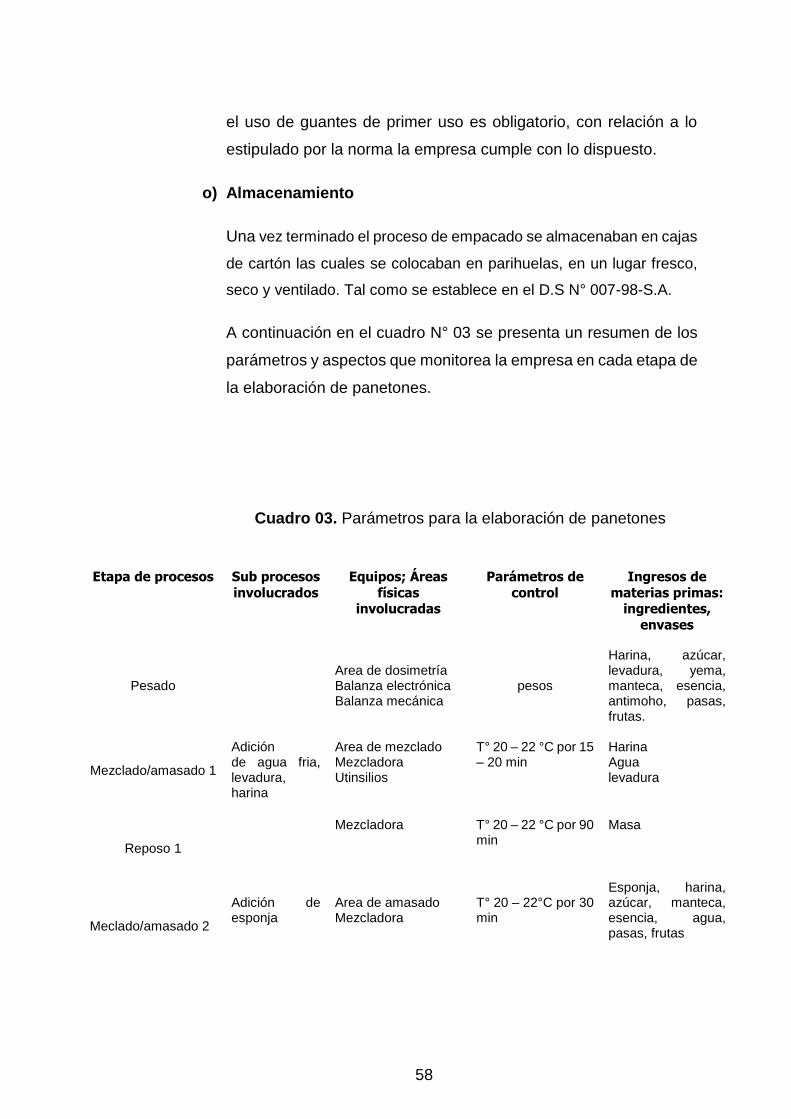
58
el uso de guantes de primer uso es obligatorio, con relación a lo
estipulado por la norma la empresa cumple con lo dispuesto.
o) Almacenamiento
Una vez terminado el proceso de empacado se almacenaban en cajas
de cartón las cuales se colocaban en parihuelas, en un lugar fresco,
seco y ventilado. Tal como se establece en el D.S N° 007-98-S.A.
A continuación en el cuadro N° 03 se presenta un resumen de los
parámetros y aspectos que monitorea la empresa en cada etapa de
la elaboración de panetones.
Cuadro 03. Parámetros para la elaboración de panetones
Etapa de procesos
Sub procesos
involucrados
Equipos; Áreas
físicas involucradas
Parámetros de
control
Ingresos de
materias primas: ingredientes,
envases
Pesado
Area de dosimetría Balanza electrónica Balanza mecánica
pesos
Harina, azúcar, levadura, yema, manteca, esencia, antimoho, pasas, frutas.
Mezclado/amasado 1
Adición de agua fria, levadura, harina
Area de mezclado Mezcladora Utinsilios
T° 20 – 22 °C por 15 – 20 min
Harina Agua levadura
Reposo 1
Mezcladora
T° 20 – 22 °C por 90 min
Masa
Meclado/amasado 2
Adición de esponja
Area de amasado Mezcladora
T° 20 – 22°C por 30 min
Esponja, harina, azúcar, manteca, esencia, agua, pasas, frutas
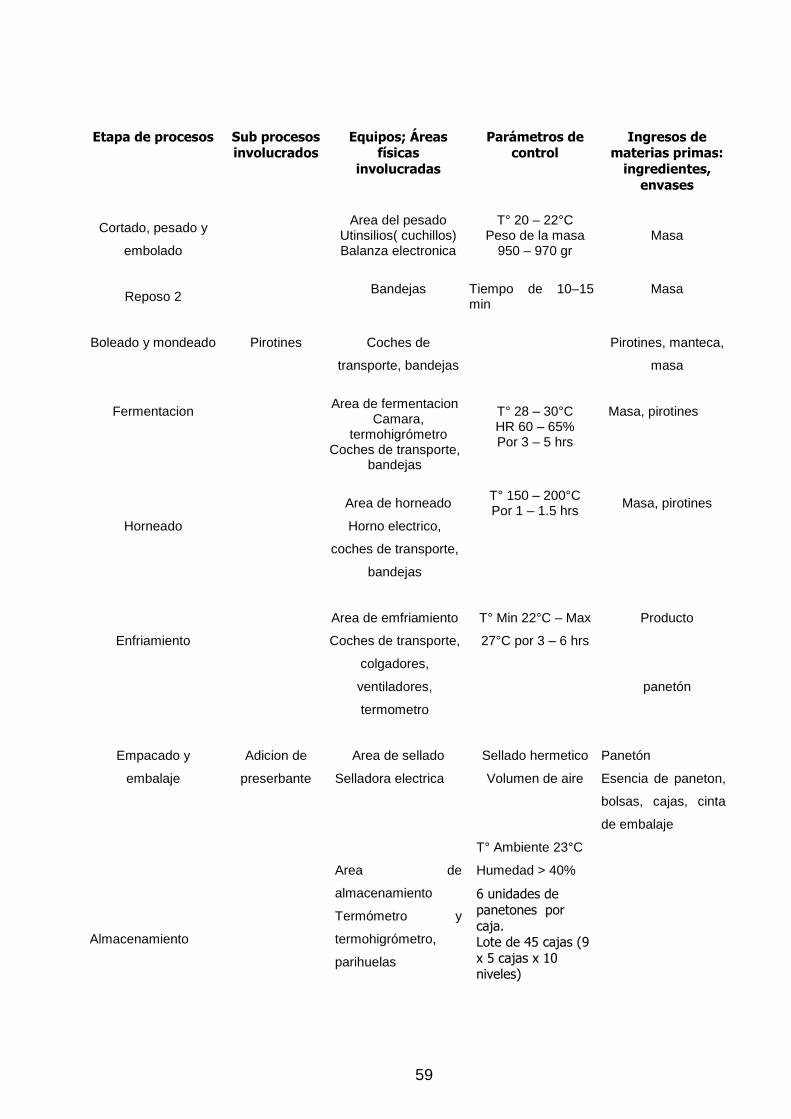
59
Etapa de procesos
Sub procesos involucrados
Equipos; Áreas físicas
involucradas
Parámetros de control
Ingresos de materias primas:
ingredientes,
envases
Cortado, pesado y
embolado
Area del pesado
Utinsilios( cuchillos) Balanza electronica
T° 20 – 22°C
Peso de la masa 950 – 970 gr
Masa
Reposo 2
Bandejas
Tiempo de 10–15 min
Masa
Boleado y mondeado
Pirotines
Coches de
transporte, bandejas
Pirotines, manteca,
masa
Fermentacion
Area de fermentacion
Camara, termohigrómetro
Coches de transporte, bandejas
T° 28 – 30°C HR 60 – 65% Por 3 – 5 hrs
Masa, pirotines
Horneado
Area de horneado
Horno electrico,
coches de transporte,
bandejas
T° 150 – 200°C Por 1 – 1.5 hrs
Masa, pirotines
Enfriamiento
Area de emfriamiento
Coches de transporte,
colgadores,
ventiladores,
termometro
T° Min 22°C – Max
27°C por 3 – 6 hrs
Producto
panetón
Empacado y
embalaje
Adicion de
preserbante
Area de sellado
Selladora electrica
Sellado hermetico
Volumen de aire
Panetón
Esencia de paneton,
bolsas, cajas, cinta
de embalaje
Almacenamiento
Area de
almacenamiento
Termómetro y
termohigrómetro,
parihuelas
T° Ambiente 23°C
Humedad > 40%
6 unidades de
panetones por
caja. Lote de 45 cajas (9
x 5 cajas x 10 niveles)
60
6.3. CARACTERIZACIÓN DEL PANETÓN
En el cuadro 04 se presenta los resultados de los análisis
realizados al panetón según las especificaciones de la Norma
Técnica Peruana 206.011:1981 (revisada el 2011).
La acidez (expresada en ácido láctico) reportó en el rango
0.17 a 0.20 % valores que se encuentra dentro de la Resolución
Ministerial Nº 1020-2010/MINSA
En cuanto a cenizas el rango fluctúa de 0.30 a 0.45 %,
registros que están de acuerdo al rango 3 % establecido por la
Resolución Ministerial Nº 1020-2010/MINSA
Respecto a la humedad la variación se encuentra de 22.31
a 22.96 %, valores que están de acuerdo rango de 40 %
establecido por la Resolución Ministerial Nº 1020-2010/MINSA
Finalmente en la evaluación sensorial se registró (color, olor
y sabor, textura, estructura de la miga, peso). Las muestras
analizadas se tomaron mediante un muestreo al azar de cada
lote, estos controles se realizaron en las instalaciones de la
Empresa INDUGA FELÍX E.I.R.L., y en el laboratorio de
bromatología – UNHEVAL.
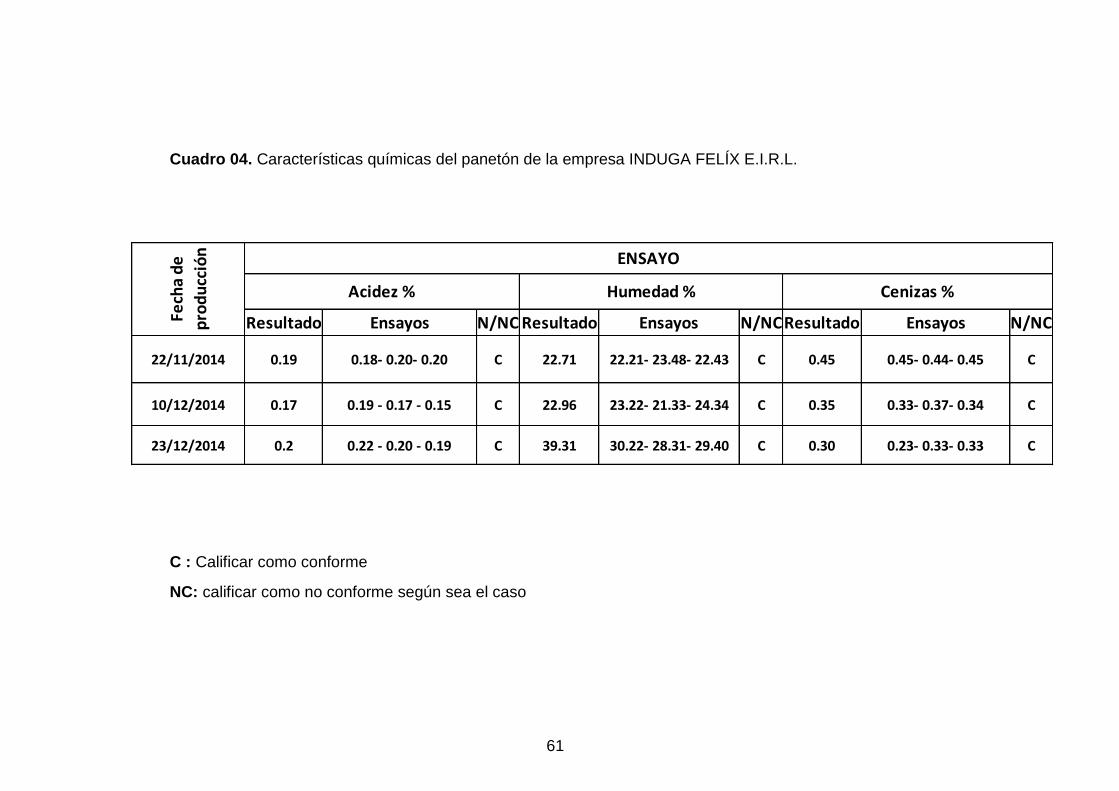
61
Cuadro 04. Características químicas del panetón de la empresa INDUGA FELÍX E.I.R.L.
C : Calificar como conforme
NC: calificar como no conforme según sea el caso
Resultado Ensayos N/NC Resultado Ensayos N/NCResultado Ensayos N/NC
22/11/2014 0.19 0.18- 0.20- 0.20 C 22.71 22.21- 23.48- 22.43 C 0.45 0.45- 0.44- 0.45 C
10/12/2014 0.17 0.19 - 0.17 - 0.15 C 22.96 23.22- 21.33- 24.34 C 0.35 0.33- 0.37- 0.34 C
23/12/2014 0.2 0.22 - 0.20 - 0.19 C 39.31 30.22- 28.31- 29.40 C 0.30 0.23- 0.33- 0.33 C
Fech
a d
e
pro
du
cció
n
Acidez % Humedad % Cenizas %
ENSAYO
62
VII. CONCLUSIONES
La empresa INDUGA FÉLIX E.I.R.L. cuenta con un total de 520 m2, de los
cuales 320 m2 están destinados a la producción y 80 m2 para oficinas
Administrativas, presenta: instalaciones de gas por tuberías, así como
también con instalaciones eléctricas trifásicas para el funcionamiento de las
máquinas e iluminación de cada área.
Asimismo la inspección higiénica sanitaria de acuerdo a lo establecido en
el Decreto Supremo 007-98-S.A obtuvo un calificativo de regular.
Las operaciones para elaborar el panetón fueron: recepción de materia
prima a través del análisis organoléptico (color, empaque, material),
pesado, mezclado/amasado 1, reposo 1, mezclado/amasado 2, cortado,
pesado y embolado, reposo 2, boleado y moldeado, fermentación, greñado
y barnizado, horneado, enfriamiento, empacado y embalaje,
almacenamiento y en el proceso productivo el control se enfatizó en la
temperatura, tiempo y H.R. como también de los almacenes.
La caracterización del producto final reportaron: Acidez 0,17 - 0.20 %
expresado en ácido láctico, cenizas 0.30- 0.45 %, humedad 22.31 – 22.96
% y en cuanto a las características organolépticas se tuvo en cuenta el color
(marrón claro amarillento de la miga), olor y sabor (característico del
panetón), textura (blanda), estructura de la miga (uniforme) indicando que
el producto se encuentra dentro de los parámetros establecidos por la
Resolución Ministerial Nº 1020-2010/MINSA.
63
VIII. RECOMENDACIONES
Instalar un sistema de ventilación en la sala de procesos.
Fumigación de la planta periódicamente o cuando sea necesarias.
Capacitación constantemente en cuanto a temas de buenas prácticas de
manufactura y seguridad durante el proceso.
Realizar el mantenimiento preventivo y constante a los equipos de la línea
de proceso.
Diseñar e implementar un sistema de trazabilidad que permita llevar un
control exhaustivo en todos los procesos de los productos elaborados en
la empresa.
Instalar laboratorio para el análisis físico químico y sobre todo
microbiológico del producto final.
64
IX. BIBLIOGRAFÍA
BEDOLLA , 2003 “introducción a la tecnología de alimentos” México,
editorial AGT.485pp
BRAVERMAN, 1980. Bioquímica de los Alimentos. Nueva Edición Z.
Berk Editorial el manual moderno.
CALAVERAS, Jesús. Nuevo tratado de panificación y bollería. Madrid,
AMV ediciones, 2004: 355.
CALAVERAS, Jesús. 1996 “Tratado de panificación y bollería” Madrid
– España, Editorial Iragra S.A. 450pp
CODEX ALIMENTARIUS, 1995: Reglamentario sanitario de los
alimentos. Editorial: Continental, México.
Decreto Supremo Nº 007-98-SA. “Reglamento sobre Vigilancia y Control
Sanitario de Alimentos y Bebidas” (27-07-1998).
Ley Nº 28314. “Ley que dispone la fortificación de harinas con
micronutrientes” (03-08-2004).
MADRID, Antonio. 1994. “Manual de pastelería y confitería/ MADRID,
Antonio” Madrid – España. Editorial Iragra S.A. 422pp
MANLEY D.J.R. 1989 “Tecnología de la industria panificación /
MANLEY D.J.R.” Zaragoza – España, Editorial Acribia S.A. 483pp
MANLEY D.J.R 1991: Tecnología de la industria galletera, galletas
Krakers y otros: Editorial: Acribia S.A, Zaragoza (España).
NORMA CODEX ALIMENTARIUS (Código de Alimentación). 1995
“Normas para harinas de trigo y sus derivados”
Norma Técnica Nacional, 1979. ITINTEC. 205.011.
Norma Técnica Peruana 2006.013, 1981. Norma Técnica Peruana.
Biscochos, Galletas, Pastas y Fideos. Determinación de la acidez.
QUAGLIA, Geovanni. 1991 “Ciencia y tecnología de la panificación/
QUAGLIA, Geovanni” Zaragoza – España, Editorial Acribia S.A. 600pp.
Resolución Directoral Nº 0683/2003/DIGESA/SA. “Otorgan autorización
sanitaria a aditivos alimentarios y mezcla de aditivos de producción
65
nacional o extranjera y los destinados a exportación permitidos por el
Codex Alimentarius” (17-06-2010).
Resolución Ministerial Nº 1020/2010/MINSA. “Norma Sanitaria para la
Fabricación, Elaboración y Expendio de Productos de Panificación,
Galletería y Pastelería” (30-12-2010).
Reyes, Rómulo y Melecio Mejía 2006, Panadería y pastelería. Lima.
SERNA, Saldivar. 1996. “Quimica almacenamiento e industria de
cereales/ SERNA, Saldivar” Mexico D.F. Editorial AGT. 385pp
VASQUEZ, Lilia. 1994. “Manual de tecnología del trigo Control de
calidad y elaboración de productos/ VASQUEZ, Lilia” Mexico D.F.
Editorial Limusa. 385pp

66
ANEXOS
67
ANEXO 01
PROCEDIMIENTO DE DETERMINACIÓN DE ACIDEZ, HUMEDAD Y CENIZAS
68
I. INTRODUCCIÓN
Las determinaciones efectuadas en el laboratorio de bromatología basadas
en las especificaciones de la Norma Técnica Peruana 206.011:1981
(revisada el 2011) son: % de acidez (expresado en ácido láctico), % de
humedad y % de cenizas otros componentes que son indicadores de
calidad y de gran importancia en el campo de la agroindustria como una
herramienta para la toma de decisiones y la mejora de los procesos.
II. OBJETIVO:
Determinar % de acidez, humedad, cenizas..
Conocer una metodología para evaluar los productos que se
comercializan.
III. MATERIALES Y MÉTODOS:
4.1. MATERIALES Y EQUIPOS
a) Muestras
Panetón de la empresa INDUGA FELÍX E.I.R.L.
b) Materiales de laboratorio
Vasos precipitados de 250 ml
Matraz de 250 ml
Pipetas de 5 y 10 ml
Probeta de 100 ml
Pipeteador
Piceta
Placas Petri
Crisoles
Papel filtro
Embudo
c) Equipos e instrumentos de control
Mufla
Estufa
Balanza analítica
69
d) Reactivos NaOH 0.1 N
Fenolftaleína 1%
Agua destilada
4.2. MÉTODOS
ENSAYO N° 1: Determinación de acidez
Se tomó 10 gr de muestra representativa se agrega 100 ml de agua
destilada fría y ello se mezcla cada 10 min eventualmente durante.
Se filtra atraves del papel filtro corriente sobre un matraz aforado de
200 ml y se completa el volumen con agua.
Se toma una alícuota de 20 ml del filtrado y se lleva a un Erlenmeyer.
Luego se adicionó 3-4 gotitas de fenolftaleína
Se tituló con NaOH de 0.1 N hasta alcanzar un pH de 5.00
Se reportó el gasto de NaOH 0,1 N para calcular la acidez
expresada en ácido cítrico.
ENSAYO N° 2: Determinación de % de humedad
Se parte de una muestra de una muestra representativa de por lo
menos 100 gr
Se muele la muestra hasta que el producto pase por un tamiz N°18
Antes de tomar la muestra para el ensayo se le homogeneiza
se coloca en placas Petri 3 gr d muestra triturada.
Se colocó en una estufa a 105 °C por 24 horas
ENSAYO N° 3: Determinación de % de cenizas
Pesar de 1 -2 gr de muestra en un crisol
Reportar el peso del crisol seco más la muestra
Se coloca en una mufla a 500 °C por 6 horas

70
71
ANEXO 02
DISTRIBUCIÓN DE PLANTA
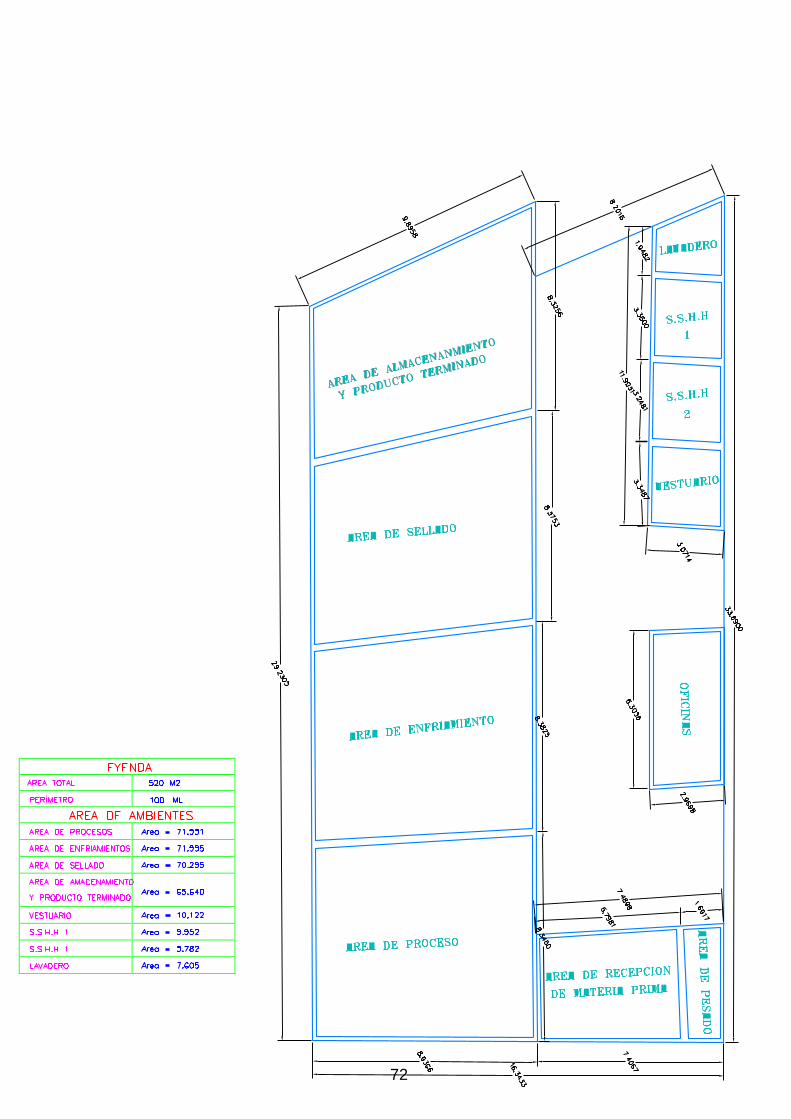
72
73
ANEXO 03
PANEL FOTOGRÁFICO
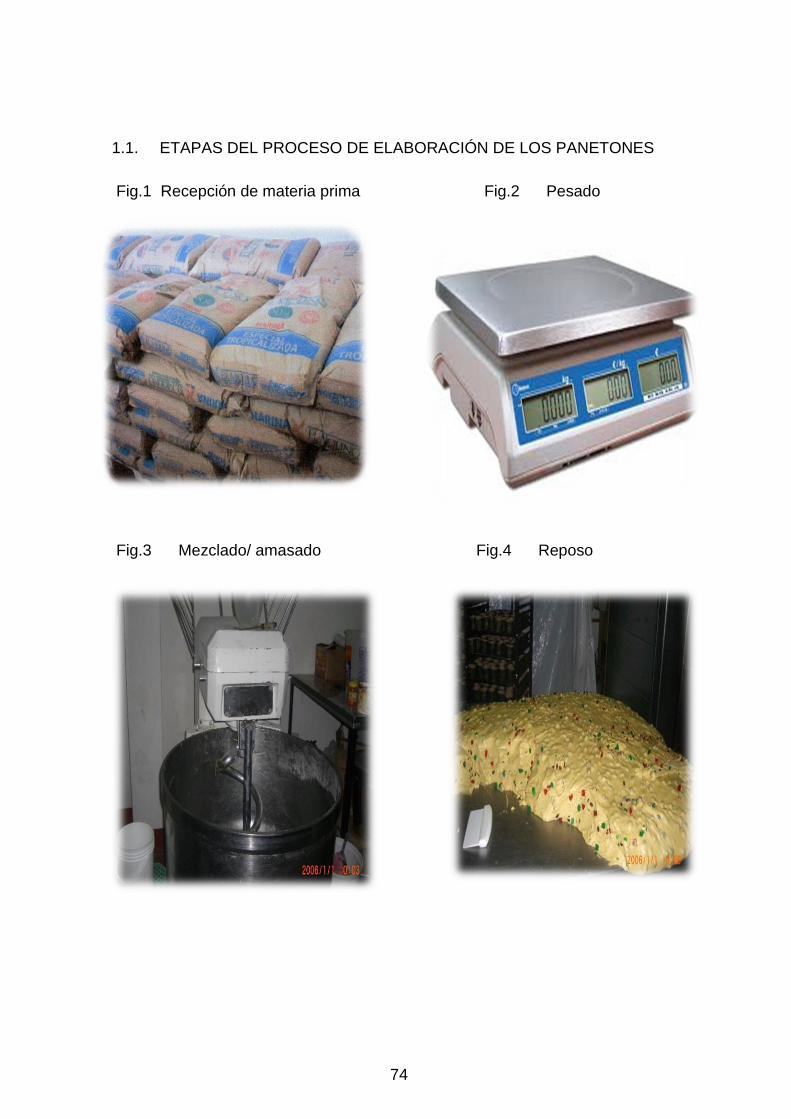
74
1.1. ETAPAS DEL PROCESO DE ELABORACIÓN DE LOS PANETONES
Fig.1 Recepción de materia prima Fig.2 Pesado
Fig.3 Mezclado/ amasado Fig.4 Reposo
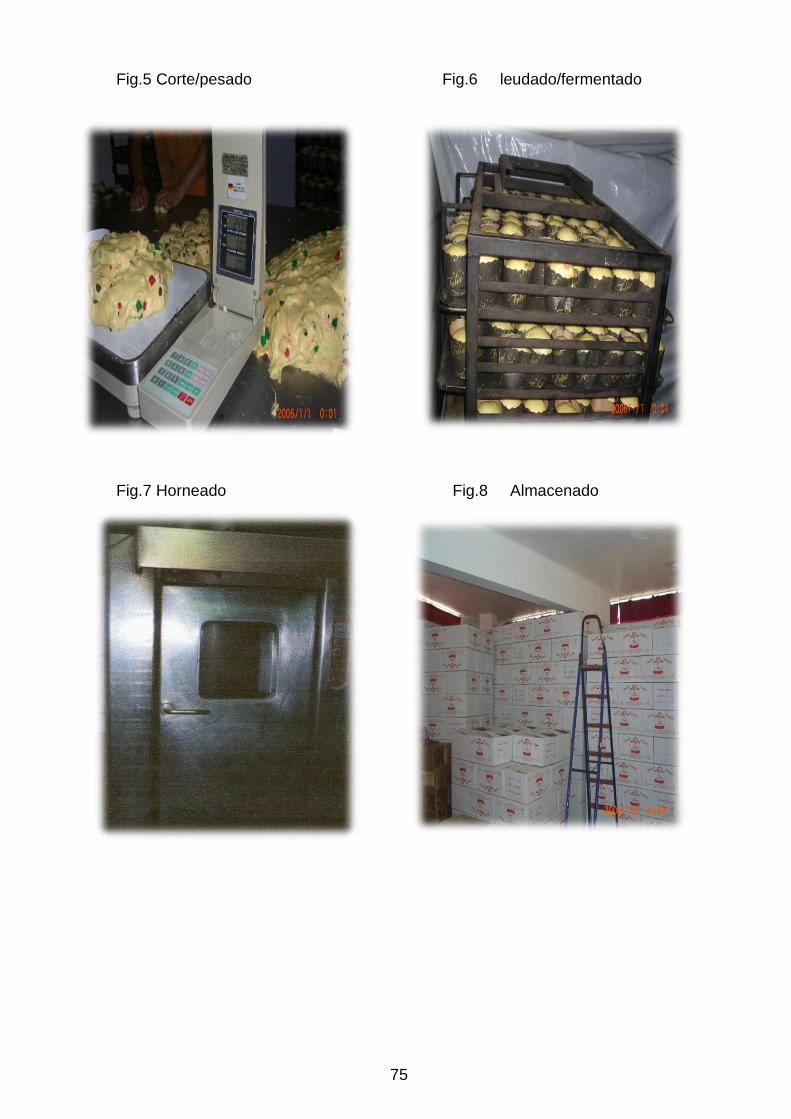
75
Fig.5 Corte/pesado Fig.6 leudado/fermentado
Fig.7 Horneado Fig.8 Almacenado
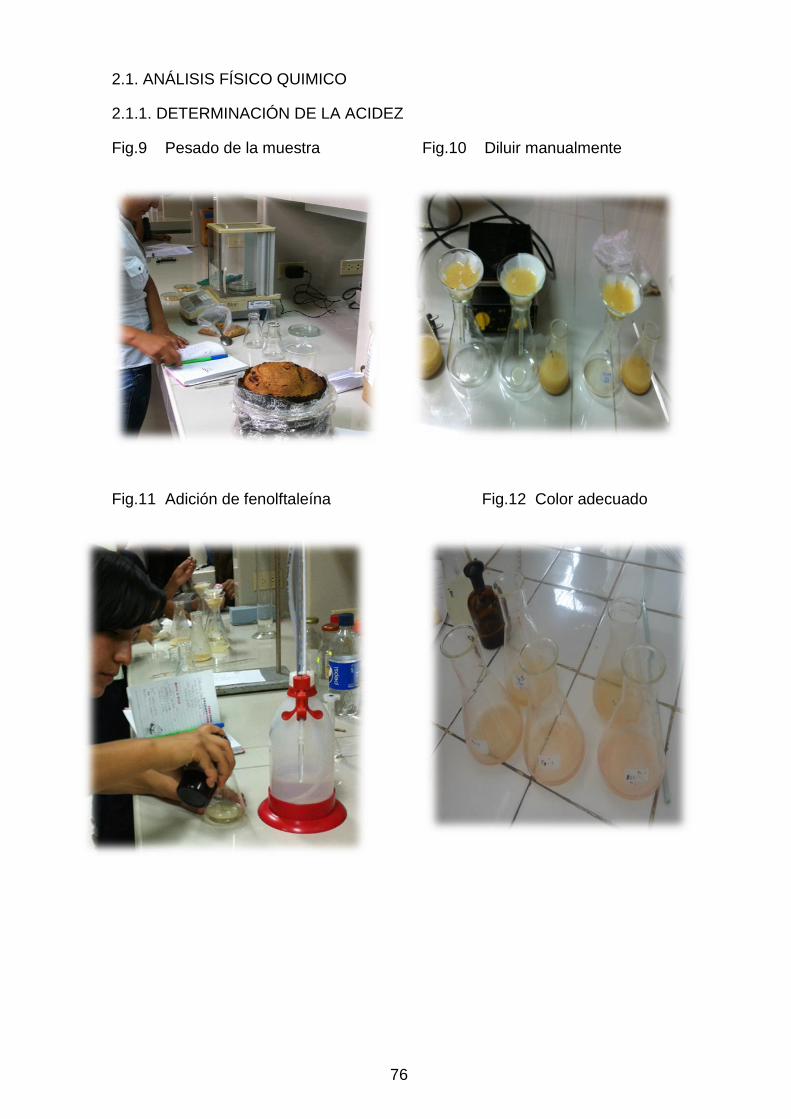
76
2.1. ANÁLISIS FÍSICO QUIMICO
2.1.1. DETERMINACIÓN DE LA ACIDEZ
Fig.9 Pesado de la muestra Fig.10 Diluir manualmente
Fig.11 Adición de fenolftaleína Fig.12 Color adecuado
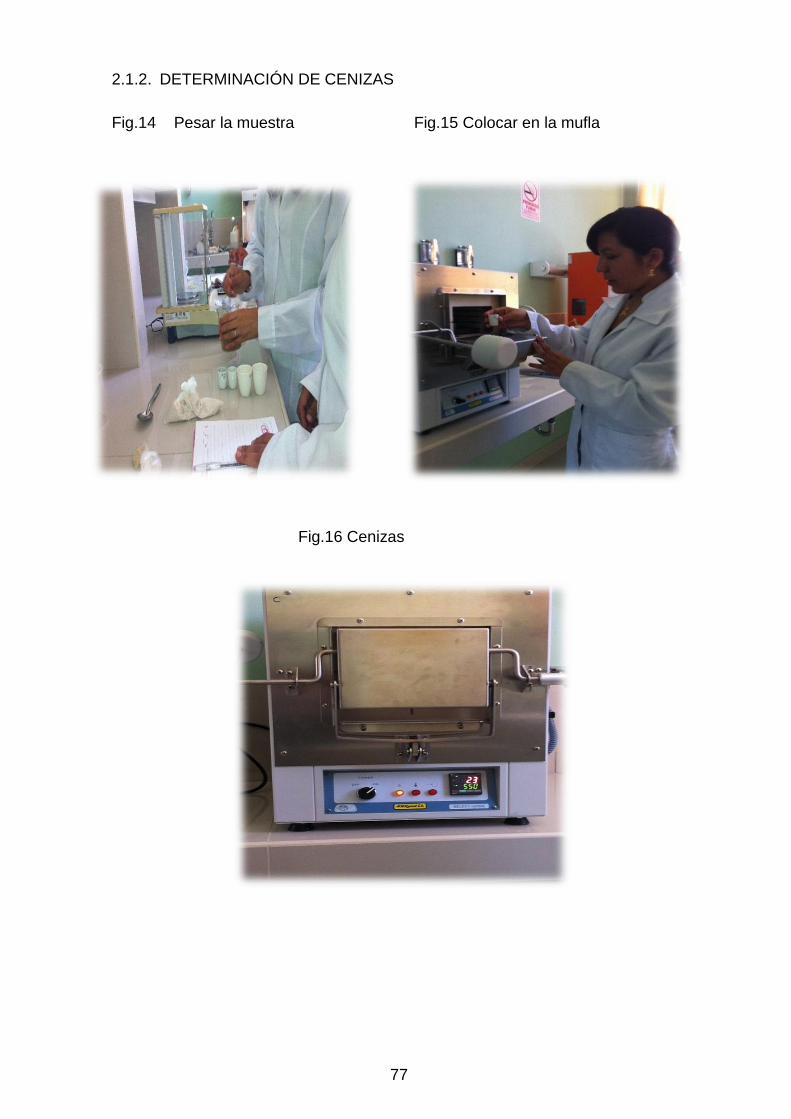
77
2.1.2. DETERMINACIÓN DE CENIZAS
Fig.14 Pesar la muestra Fig.15 Colocar en la mufla
Fig.16 Cenizas

78
2.1.3. DETERMINACIÓN DE HUMEDAD
Fig.17 Pesar la muestra Fig.18 Adicionar en placas Petri
Fig.19 en la estufa por 24 hr
79
ANEXO 04
FICHAS TÉCNICAS
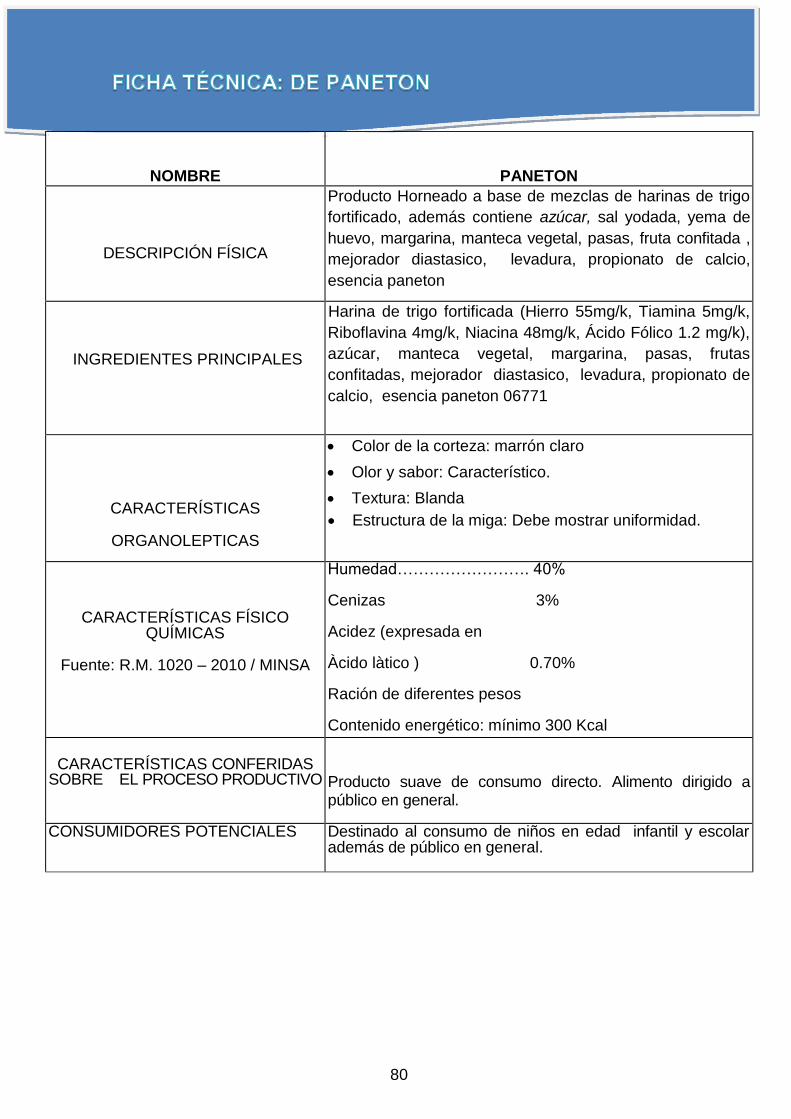
80
NOMBRE
PANETON
DESCRIPCIÓN FÍSICA
Producto Horneado a base de mezclas de harinas de trigo
fortificado, además contiene azúcar, sal yodada, yema de
huevo, margarina, manteca vegetal, pasas, fruta confitada ,
mejorador diastasico, levadura, propionato de calcio,
esencia paneton
INGREDIENTES PRINCIPALES
Harina de trigo fortificada (Hierro 55mg/k, Tiamina 5mg/k,
Riboflavina 4mg/k, Niacina 48mg/k, Ácido Fólico 1.2 mg/k),
azúcar, manteca vegetal, margarina, pasas, frutas
confitadas, mejorador diastasico, levadura, propionato de
calcio, esencia paneton 06771
CARACTERÍSTICAS
ORGANOLEPTICAS
Color de la corteza: marrón claro
Olor y sabor: Característico.
Textura: Blanda
Estructura de la miga: Debe mostrar uniformidad.
CARACTERÍSTICAS FÍSICO QUÍMICAS
Fuente: R.M. 1020 – 2010 / MINSA
Humedad……………………. 40%
Cenizas 3%
Acidez (expresada en
Àcido làtico ) 0.70%
Ración de diferentes pesos
Contenido energético: mínimo 300 Kcal
Energía proveniente de proteínas: de 12-15 % de energía total.
Energía proveniente de grasas: 20-30% de energía total.
Energía proveniente de carbohidratos 60-74% de la energía total.
CARACTERÍSTICAS CONFERIDAS SOBRE EL PROCESO PRODUCTIVO
Producto suave de consumo directo. Alimento dirigido a público en general.
CONSUMIDORES POTENCIALES
Destinado al consumo de niños en edad infantil y escolar además de público en general.
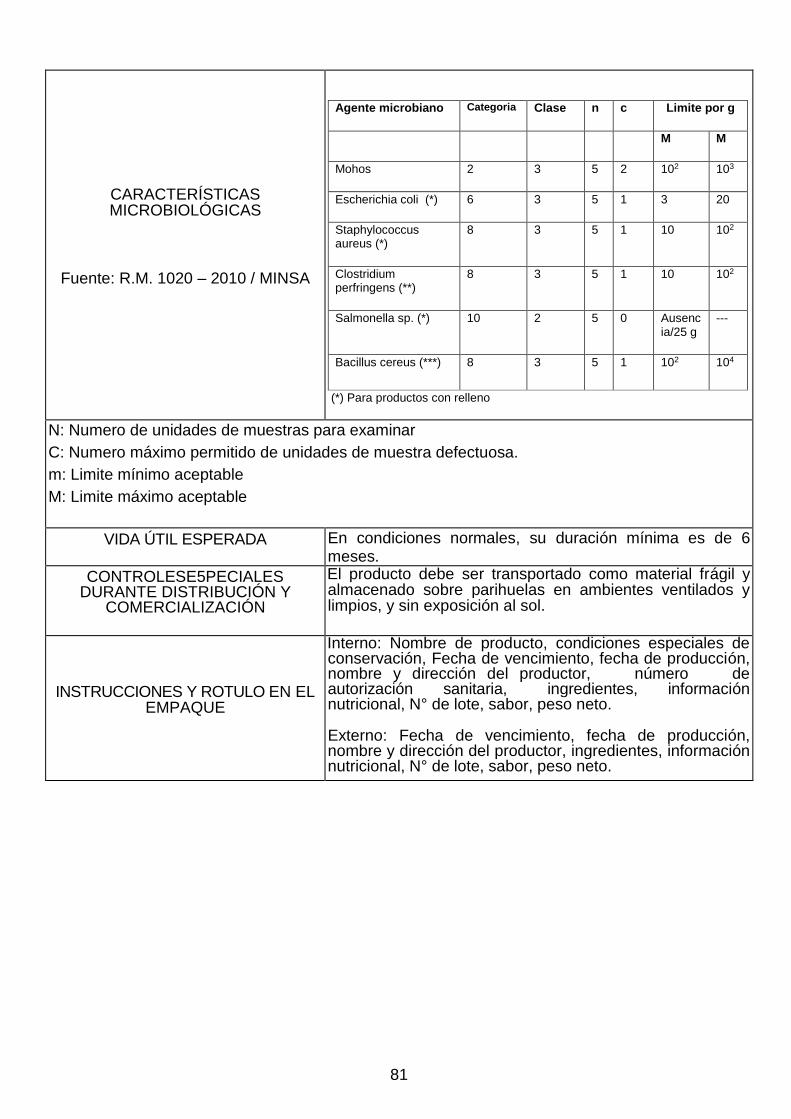
81
CARACTERÍSTICAS MICROBIOLÓGICAS
Fuente: R.M. 1020 – 2010 / MINSA
Agente microbiano Categoria Clase n c Limite por g
M M
Mohos 2 3 5 2 102 103
Escherichia coli (*) 6 3 5 1 3 20
Staphylococcus aureus (*)
8 3 5 1 10 102
Clostridium perfringens (**)
8 3 5 1 10 102
Salmonella sp. (*) 10 2 5 0 Ausencia/25 g
---
Bacillus cereus (***) 8 3 5 1 102 104
(*) Para productos con relleno
(**) Adicionalmente para productos con rellenos de carne y/o vegetales
(***) Para aquellos elaborados con harina de arroz y/o maíz.
N: Numero de unidades de muestras para examinar
C: Numero máximo permitido de unidades de muestra defectuosa.
m: Limite mínimo aceptable
M: Limite máximo aceptable
VIDA ÚTIL ESPERADA En condiciones normales, su duración mínima es de 6 meses.
CONTROLESE5PECIALES DURANTE DISTRIBUCIÓN Y
COMERCIALIZACIÓN
El producto debe ser transportado como material frágil y almacenado sobre parihuelas en ambientes ventilados y limpios, y sin exposición al sol.
INSTRUCCIONES Y ROTULO EN EL EMPAQUE
Interno: Nombre de producto, condiciones especiales de conservación, Fecha de vencimiento, fecha de producción, nombre y dirección del productor, número de autorización sanitaria, ingredientes, información nutricional, N° de lote, sabor, peso neto.
Externo: Fecha de vencimiento, fecha de producción, nombre y dirección del productor, ingredientes, información nutricional, N° de lote, sabor, peso neto.
82
FICHA TÉCNICA: HARINA DE TRIGO
1) CARACTERÍSTICAS GENERALES DEL BIEN
Denominación del bien: HARINA DE TRIGO
Denominación técnica:
Tipo de Alimentos: No perecibles
Grupo de Alimentos: Cereales y derivados
Unidad de medida: Kilogramo (kg) Descripción General: Es el producto resultante de la molienda del grano limpio de trigo con o sin la separación parcial de la cáscara, cualquiera que sea su granulometría o denominación comercial, a la cual se le ha agregado los micronutrientes en las cantidades especificadas en el Decreto Supremo N° 012-2006-SA “Reglamento de la Ley N° 28314 - Ley que dispone la fortificación de harinas con micronutrientes” y que cumple con las especificaciones técnicas de las normas vigentes.
2) CARACTERÍSTICAS TÉCNICAS DEL BIEN
a) CARACTERÍSTICAS
Deberá estar libre de toda sustancia o cuerpo extraño a su naturaleza, excepto de aditivos y micronutrientes autorizados.
Deberá estar libre de toda sustancia tóxica propia o extraña a su naturaleza.
La harina de trigo no debe proceder de materia prima en mal estado de conservación.
No podrá obtenerse a partir de granos fermentados o a partir de granos descompuestos como consecuencia del ataque de hongos, roedores o insectos.
No se permitirá aquella harina de trigo que tengan características organolépticas diferentes de las normales de la harina.
Deberán tener la consistencia de un polvo fluido en toda su masa, sin grumos de ninguna clase, considerando la compactación natural del envasado y estibado.
No se permitirá aquella harina de trigo que tenga olor rancio o en general olor diferente al característico de la harina
La harina deberá ser fortificada para dar cumplimiento al D.S. N° 012-2006-S.A “Reglamento de la Ley N° Ley N° 28314 - Ley que dispone la fortificación de harinas con micronutrientes”.
b) REQUISITOS
i) Documentación obligatoria
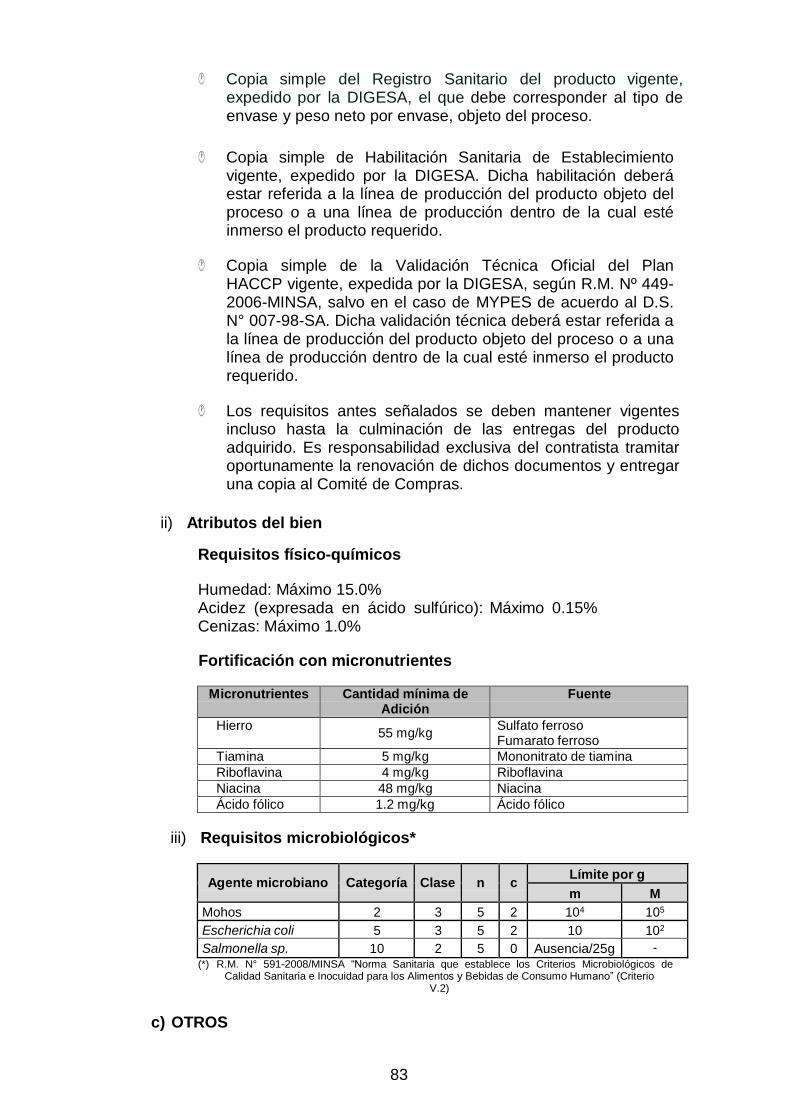
83
Copia simple del Registro Sanitario del producto vigente, expedido por la DIGESA, el que debe corresponder al tipo de envase y peso neto por envase, objeto del proceso.
Copia simple de Habilitación Sanitaria de Establecimiento vigente, expedido por la DIGESA. Dicha habilitación deberá estar referida a la línea de producción del producto objeto del proceso o a una línea de producción dentro de la cual esté inmerso el producto requerido.
Copia simple de la Validación Técnica Oficial del Plan
HACCP vigente, expedida por la DIGESA, según R.M. Nº 449-2006-MINSA, salvo en el caso de MYPES de acuerdo al D.S. N° 007-98-SA. Dicha validación técnica deberá estar referida a la línea de producción del producto objeto del proceso o a una línea de producción dentro de la cual esté inmerso el producto requerido.
Los requisitos antes señalados se deben mantener vigentes
incluso hasta la culminación de las entregas del producto adquirido. Es responsabilidad exclusiva del contratista tramitar oportunamente la renovación de dichos documentos y entregar una copia al Comité de Compras.
ii) Atributos del bien
Requisitos físico-químicos
Humedad: Máximo 15.0% Acidez (expresada en ácido sulfúrico): Máximo 0.15% Cenizas: Máximo 1.0%
Fortificación con micronutrientes
Micronutrientes Cantidad mínima de
Adición Fuente
Hierro
55 mg/kg Sulfato ferroso Fumarato ferroso
Tiamina 5 mg/kg Mononitrato de tiamina
Riboflavina 4 mg/kg Riboflavina
Niacina 48 mg/kg Niacina
Ácido fólico 1.2 mg/kg Ácido fólico
iii) Requisitos microbiológicos*
Agente microbiano
Categoría
Clase
n
c Límite por g
m M
Mohos 2 3 5 2 104 105
Escherichia coli 5 3 5 2 10 102
Salmonella sp. 10 2 5 0 Ausencia/25g -
(*) R.M. N° 591-2008/MINSA “Norma Sanitaria que establece los Criterios Microbiológicos de Calidad Sanitaria e Inocuidad para los Alimentos y Bebidas de Consumo Humano” (Criterio
V.2)
c) OTROS
84
i) Envase
Sacos de papel, polietileno, polipropileno, tocuyo, bolsas de polipropileno y/o bolsas de papel multipliego kraft, de primer uso, que permitan mantener sus características y su muestreo e inspección y sean resistentes al almacenamiento (manipuleo) y transporte. Los envases deben ser fabricados con sustancias que sean inocuos y adecuadas para el uso al que se destinan. No deberán transmitir al producto ninguna sustancia tóxica ni olores ni sabores desagradables.
Los envases deben cumplir con lo establecido en los en los artículos 118° y 119° del D.S. N° 007-98-SA “Reglamento sobre Vigilancia y Control Sanitario de Alimentos y Bebidas”.
ii) Tiempo de vida útil
Mínimo (06) meses contados desde la fecha de producción.
iii) Presentación
Envases de 0.25 kg, 0.5 kg, 0.75 kg, 1.0 kg, 2.0 kg, 5.0 kg, 10.0 kg, 20.0 kg.
Consideración para la modalidad productos: El proveedor
para efectos de entrega bajo la modalidad productos con el fin de
minimizar riesgos de contaminación durante la utilización del
producto, podrá ofertar dependiendo de la información que figure
en el “Reporte de Requerimiento de Alimentos No Perecibles”,
las siguientes presentaciones comerciales:
a) Chicas: 0.25 kg, 0.5 kg. b) Grandes: 0.75 kg, 1.0 kg, 2.0 kg, 5.0 kg, 10.0 kg, 20.0 kg.
iv) Rotulado
Los envases del producto deberán llevar rotulado, en forma destacada el nombre del producto y las siguientes indicaciones en caracteres legibles, según lo señalado en el artículo 117° del D.S. N° 007-98-SA “Reglamento sobre Vigilancia y Control Sanitario de Alimentos y Bebidas” y artículo 5° del D.S. N° 012-2006-SA ““Reglamento de la Ley N° Ley N° 28314 - Ley que dispone la fortificación de harinas con micronutrientes”, los mismos que deberán concordar con la NMP 001:1995 “PRODUCTOS ENVASADOS: Rotulado”, y NTP 209.038 “ALIMENTOS ENVASADOS. Etiquetado” y Codex Stan 1-1985 “NORMA GENERAL PARA EL ETIQUETADO DE ALIMENTOS PREENVASADO” - Adoptada 1985, enmendada 1991, 1999, 2001, 2003, 2005, 2008 y 2010, según corresponda:
a) Nombre del producto. b) Forma en que se presenta.
85
c) Declaración de los ingredientes, micronutrientes y aditivos (indicar nombre específico y codificación internacional, en caso de contener) que se han empleado en la elaboración del producto, expresados cualitativa y cuantitativamente y en orden decreciente según las proporciones empleadas.
d) Peso del producto envasado. e) Nombre, razón social y dirección del fabricante. f) Sistema de identificación del lote de producción. g) Fecha de producción y fecha de vencimiento. h) Número del Registro Sanitario. i) Condiciones de conservación. El rótulo se consignará en todo el envase de presentación unitaria, con caracteres de fácil lectura, en forma completa y clara. Para la impresión de estos rótulos deberá utilizarse tinta indeleble de uso alimentario, la que no debe desprenderse ni borrarse con el rozamiento ni manipuleo.
v) Transporte
El medio de transporte a utilizarse deberá ser de uso exclusivo para transportar alimentos, el mismo que no debe transmitir al producto características indeseables que impidan su consumo, y deberá ajustarse a lo establecido en los artículos 75°, 76° y 77° del Título V Capítulo II del “Reglamento sobre Vigilancia y Control Sanitario de Alimentos y Bebidas” (D.S. Nº 007-98-SA).
vi) Almacenamiento
El almacenamiento del alimento debe cumplir con lo establecido en los artículos 70° y 72° del Título V Capítulo I del “Reglamento sobre Vigilancia y Control Sanitario de Alimentos y Bebidas” (D.S. N° 007-98- SA).
FICHA TÉCNICA: SAL DE COCINA
1) CARACTERÍSTICAS GENERALES DEL BIEN
Denominación del bien: SAL DE COCINA Denominación técnica: Tipo de alimentos: No Perecibles Grupo de alimentos: Condimentos Unidad de medida: Kilogramo (kg) Descripción General: Es la sal yodada y fluorada de venta directa para consumo humano, de granulometría grosera, con o sin adición de antihumectantes y que cumple con los requisitos de calidad e inocuidad establecidos en la norma sanitaria.
2) CARACTERÍSTICAS TÉCNICAS DEL BIEN
a) CARACTERÍSTICAS
La sal para el consumo humano debe estar libre de nitritos y de cualquier otra sustancia tóxica peligrosa que determine la norma sanitaria y debe contener agregados de yodo y flúor en la proporción que fije el Ministerio de Salud (artículo 28° del Decreto Supremo N° 007-98-SA “Reglamento Sobre Vigilancia y Control Sanitario de Alimentos y Bebidas”).
El producto sal de cocina debe conservarse en un lugar que la proteja contra la exposición directa a la humedad, al calor y a la luz solar.
La sal de cocina debe ser fortificada para dar cumplimiento al Decreto Ley N° 17387 y su Reglamento aprobado por Decreto Supremo N° 0223-71-SA; así como, el Decreto Supremo N° 015-84-SA.
b) REQUISITOS
i) Documentación obligatoria
Copia simple del Registro Sanitario del producto vigente,
expedido por la DIGESA, el que debe corresponder al tipo de envase y peso neto por envase, objeto del proceso.
Copia simple de Habilitación Sanitaria de Establecimiento
vigente, expedido por la DIGESA. Dicha habilitación deberá estar referida a la línea de producción del producto objeto del proceso o a una línea de producción dentro de la cual esté inmerso el producto requerido.
Copia simple de la Validación Técnica Oficial del Plan
HACCP vigente, expedida por la DIGESA, según R.M. Nº 449-2006-MINSA, salvo en el caso de MYPES de acuerdo al D.S. N° 007-98-SA. Dicha validación técnica deberá estar referida a la
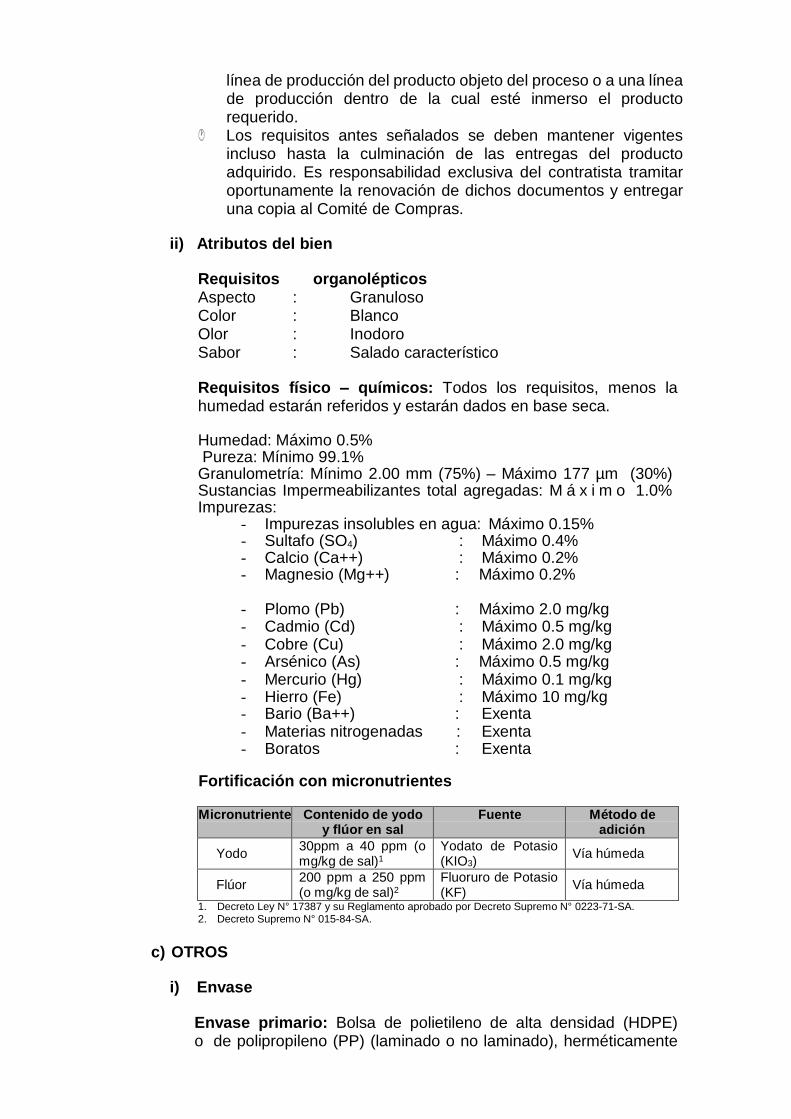
línea de producción del producto objeto del proceso o a una línea de producción dentro de la cual esté inmerso el producto requerido.
Los requisitos antes señalados se deben mantener vigentes incluso hasta la culminación de las entregas del producto adquirido. Es responsabilidad exclusiva del contratista tramitar oportunamente la renovación de dichos documentos y entregar una copia al Comité de Compras.
ii) Atributos del bien
Requisitos organolépticos Aspecto : Granuloso Color : Blanco Olor : Inodoro Sabor : Salado característico
Requisitos físico – químicos: Todos los requisitos, menos la humedad estarán referidos y estarán dados en base seca.
Humedad: Máximo 0.5% Pureza: Mínimo 99.1% Granulometría: Mínimo 2.00 mm (75%) – Máximo 177 µm (30%) Sustancias Impermeabilizantes total agregadas: M á x i m o 1.0% Impurezas:
- Impurezas insolubles en agua: Máximo 0.15% - Sultafo (SO4) : Máximo 0.4% - Calcio (Ca++) : Máximo 0.2% - Magnesio (Mg++) : Máximo 0.2%
- Plomo (Pb) : Máximo 2.0 mg/kg - Cadmio (Cd) : Máximo 0.5 mg/kg - Cobre (Cu) : Máximo 2.0 mg/kg - Arsénico (As) : Máximo 0.5 mg/kg - Mercurio (Hg) : Máximo 0.1 mg/kg - Hierro (Fe) : Máximo 10 mg/kg - Bario (Ba++) : Exenta - Materias nitrogenadas : Exenta - Boratos : Exenta
Fortificación con micronutrientes
Micronutriente Contenido de yodo
y flúor en sal Fuente Método de
adición
Yodo 30ppm a 40 ppm (o mg/kg de sal)1
Yodato de Potasio (KIO3)
Vía húmeda
Flúor 200 ppm a 250 ppm (o mg/kg de sal)2
Fluoruro de Potasio (KF)
Vía húmeda
1. Decreto Ley N° 17387 y su Reglamento aprobado por Decreto Supremo N° 0223-71-SA. 2. Decreto Supremo N° 015-84-SA.
c) OTROS
i) Envase
Envase primario: Bolsa de polietileno de alta densidad (HDPE) o de polipropileno (PP) (laminado o no laminado), herméticamente
sellado. Envase secundario: Bolsas de polietileno u otro material apropiado. El envase primario y secundario debe cumplir con lo establecido en los artículos 118° y 119° del D.S. N° 007-98-SA “Reglamento sobre Vigilancia y Control Sanitario de Alimentos y Bebidas”.
ii) Tiempo de vida útil
Mínimo un (01) año contados desde la fecha de producción.
iii) Presentación
Envases de 0.5 kg, 1.0 kg.
Consideración para la modalidad productos: El proveedor
para efectos de entrega bajo la modalidad productos con el fin de
minimizar riesgos de contaminación durante la utilización del
producto, podrá ofertar dependiendo de la información que figure
en el “Reporte de Requerimiento de Alimentos No Perecibles”,
las siguientes presentaciones comerciales: a) Chicas: 0.5 kg. b) Grandes: 1.0 kg.
iv) Rotulado
Los envases del producto deberán llevar rotulado, en forma destacada el nombre del producto y las siguientes indicaciones en caracteres legibles, según lo señalado en el artículo 117° del D.S. N° 007-98-SA “Reglamento sobre Vigilancia y Control Sanitario de Alimentos y Bebidas”, los mismos que deberán concordar con la NMP 001:1995 “PRODUCTOS ENVASADOS: Rotulado”, y NTP 209.038 “ALIMENTOS ENVASADOS. Etiquetado” y Codex Stan 1-1985 “NORMA GENERAL PARA EL ETIQUETADO DE ALIMENTOS PREENVASADO” - Adoptada 1985, enmendada 1991, 1999, 2001, 2003, 2005, 2008 y 2010, según corresponda:
a) Nombre del producto. b) Forma en que se presenta. c) Declaración de los ingredientes, micronutrientes y aditivos
(indicar nombre específico y codificación internacional, en caso de contener) que se han empleado en la elaboración del producto, expresados cualitativa y cuantitativamente y en orden decreciente según las proporciones empleadas.
d) Peso del producto envasado. e) Nombre, razón social y dirección del fabricante. f) Sistema de identificación del lote de producción. g) Fecha de producción y fecha de vencimiento. h) Número del Registro Sanitario. i) Condiciones de conservación “mantener en lugar seco, fresco y
protegido de la luz”.
El rótulo se consignará en todo el envase de presentación unitaria, con caracteres de fácil lectura, en forma completa y clara. Para la impresión de estos rótulos deberá utilizarse tinta indeleble de uso
alimentario, la que no debe desprenderse ni borrarse con el rozamiento ni manipuleo.
v) Transporte
El medio de transporte a utilizarse deberá ser de uso exclusivo para transportar alimentos, el mismo que no debe transmitir al producto características indeseables que impidan su consumo, y deberá ajustarse a lo establecido en los artículos 75°, 76° y 77° del Título V Capítulo II del “Reglamento sobre Vigilancia y Control Sanitario de Alimentos y Bebidas” (D.S. Nº 007-98-SA).
vi) Almacenamiento
El almacenamiento del alimento debe cumplir con lo establecido en los artículos 70° y 72° del Título V Capítulo I del “Reglamento sobre Vigilancia y Control Sanitario de Alimentos y Bebidas” (D.S. N° 007-98- SA).
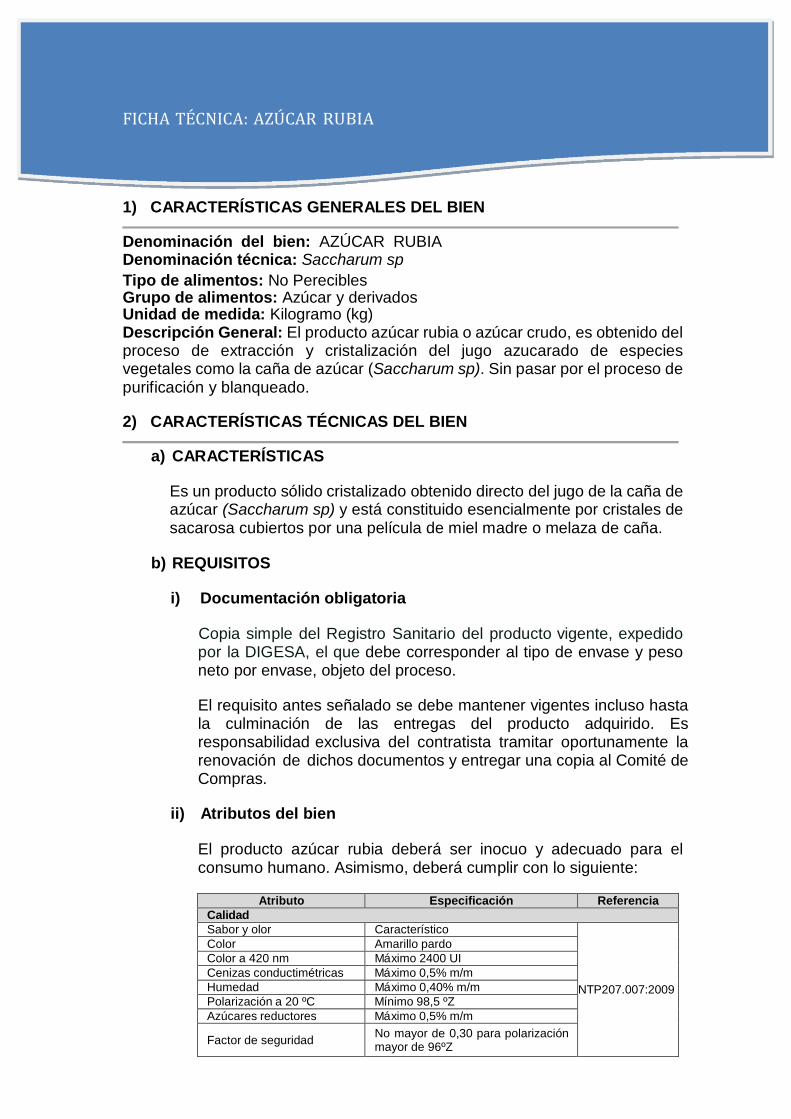
FICHA TÉCNICA: AZÚCAR RUBIA
1) CARACTERÍSTICAS GENERALES DEL BIEN
Denominación del bien: AZÚCAR RUBIA Denominación técnica: Saccharum sp
Tipo de alimentos: No Perecibles Grupo de alimentos: Azúcar y derivados Unidad de medida: Kilogramo (kg) Descripción General: El producto azúcar rubia o azúcar crudo, es obtenido del proceso de extracción y cristalización del jugo azucarado de especies vegetales como la caña de azúcar (Saccharum sp). Sin pasar por el proceso de purificación y blanqueado.
2) CARACTERÍSTICAS TÉCNICAS DEL BIEN
a) CARACTERÍSTICAS
Es un producto sólido cristalizado obtenido directo del jugo de la caña de azúcar (Saccharum sp) y está constituido esencialmente por cristales de sacarosa cubiertos por una película de miel madre o melaza de caña.
b) REQUISITOS
i) Documentación obligatoria
Copia simple del Registro Sanitario del producto vigente, expedido por la DIGESA, el que debe corresponder al tipo de envase y peso neto por envase, objeto del proceso.
El requisito antes señalado se debe mantener vigentes incluso hasta la culminación de las entregas del producto adquirido. Es responsabilidad exclusiva del contratista tramitar oportunamente la renovación de dichos documentos y entregar una copia al Comité de Compras.
ii) Atributos del bien
El producto azúcar rubia deberá ser inocuo y adecuado para el consumo humano. Asimismo, deberá cumplir con lo siguiente:
Atributo Especificación Referencia
Calidad
Sabor y olor Característico
NTP207.007:2009
Color Amarillo pardo
Color a 420 nm Máximo 2400 UI
Cenizas conductimétricas Máximo 0,5% m/m
Humedad Máximo 0,40% m/m
Polarización a 20 ºC Mínimo 98,5 ºZ
Azúcares reductores Máximo 0,5% m/m
Factor de seguridad No mayor de 0,30 para polarización mayor de 96ºZ
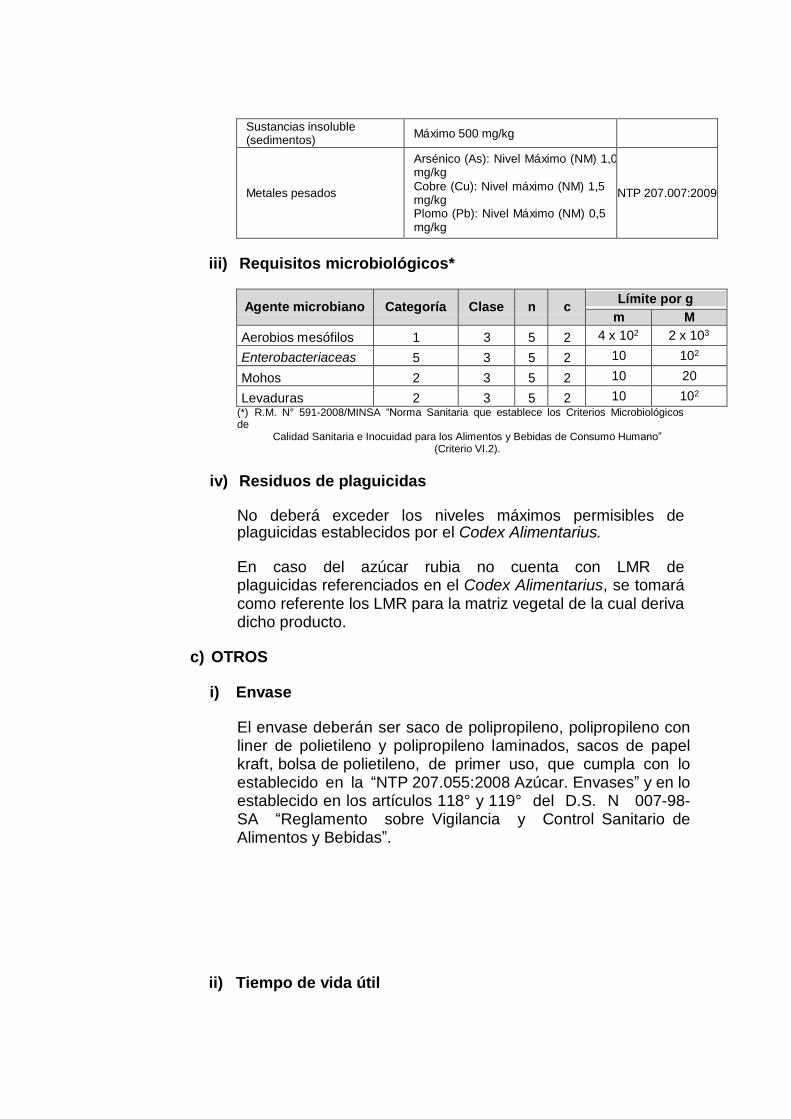
Sustancias insoluble (sedimentos)
Máximo 500 mg/kg
Metales pesados
Arsénico (As): Nivel Máximo (NM) 1,0 mg/kg
Cobre (Cu): Nivel máximo (NM) 1,5 mg/kg Plomo (Pb): Nivel Máximo (NM) 0,5 mg/kg
NTP 207.007:2009
iii) Requisitos microbiológicos*
Agente microbiano
Categoría
Clase
n
c Límite por g
m M
Aerobios mesófilos 1 3 5 2 4 x 102 2 x 103
Enterobacteriaceas 5 3 5 2 10 102
Mohos 2 3 5 2 10 20
Levaduras 2 3 5 2 10 102
(*) R.M. N° 591-2008/MINSA “Norma Sanitaria que establece los Criterios Microbiológicos de
Calidad Sanitaria e Inocuidad para los Alimentos y Bebidas de Consumo Humano” (Criterio VI.2).
iv) Residuos de plaguicidas
No deberá exceder los niveles máximos permisibles de plaguicidas establecidos por el Codex Alimentarius.
En caso del azúcar rubia no cuenta con LMR de plaguicidas referenciados en el Codex Alimentarius, se tomará como referente los LMR para la matriz vegetal de la cual deriva dicho producto.
c) OTROS
i) Envase
El envase deberán ser saco de polipropileno, polipropileno con liner de polietileno y polipropileno laminados, sacos de papel kraft, bolsa de polietileno, de primer uso, que cumpla con lo establecido en la “NTP 207.055:2008 Azúcar. Envases” y en lo establecido en los artículos 118° y 119° del D.S. N 007-98-SA “Reglamento sobre Vigilancia y Control Sanitario de Alimentos y Bebidas”.
ii) Tiempo de vida útil
Mínimo un (01) año contado desde la fecha de producción.
iii) Presentación
Envases de 0.1 kg, 0.25 kg. 0.5 kg, 0.75 kg, 1.0 kg, 2.0 kg, 5.0 kg, 10.0 kg, 20.0 kg, 25.0 kg, 50.0 kg.
Consideración para la modalidad productos: El
proveedor para efectos de entrega bajo la modalidad
productos con el fin de minimizar riesgos de contaminación
durante la utilización del producto, podrá ofertar dependiendo
de la información que figure en el “Reporte de
Requerimiento de Alimentos No Perecibles”, las siguientes
presentaciones comerciales:
a) Chicas: 0.1 kg, 0.25 kg.
b) Grandes: 0.5 kg, 0.75 kg, 1.0 kg, 2.0 kg, 5.0 kg, 10.0 kg, 20 kg, 25.0 kg, 50.kg.
iv) Rotulado
Los envases del producto deberán llevar rotulado, en forma destacada el nombre del producto y las siguientes indicaciones en caracteres legibles, según lo señalado en el artículo 117° del D.S. N° 007-98-SA “Reglamento sobre Vigilancia y Control Sanitario de Alimentos y Bebidas”, los mismos que deberán concordar con la NMP 001:1995 “PRODUCTOS ENVASADOS: Rotulado”, y NTP 209.038 “ALIMENTOS ENVASADOS. Etiquetado” y Codex Stan 1-1985 “NORMA GENERAL PARA EL ETIQUETADO DE ALIMENTOS PREENVASADO” - Adoptada 1985, enmendada 1991, 1999, 2001, 2003, 2005, 2008 y 2010, según corresponda:
a) Nombre del producto. b) Forma en que se presenta. c) Declaración de los ingredientes y aditivos (indicar nombre
específico y codificación internacional, en caso de contener) que se han empleado en la elaboración del producto, expresados cualitativa y cuantitativamente y en orden decreciente según las proporciones empleadas.
d) Peso del producto envasado. e) Nombre, razón social y dirección del fabricante. f) Sistema de identificación del lote de producción. g) Fecha de producción y fecha de vencimiento. h) Número del Registro Sanitario. i) Condiciones de conservación.
En caso de fraccionamiento de productos sujeto a Registro Sanitario, el contenido del rotulado debe cumplir con lo establecido en el artículo 80° del D.S. N° 007-98-SA
“Reglamento sobre Vigilancia y Control Sanitario de Alimentos y Bebidas”.
v) Transporte El medio de transporte a utilizarse deberá ser de uso exclusivo para transportar alimentos, el mismo que no debe transmitir al producto características indeseables que impidan su consumo, y deberá ajustarse a lo establecido en los artículos 75°, 76° y 77° del Título V Capítulo II del “Reglamento sobre Vigilancia y Control Sanitario de Alimentos y Bebidas” (D.S. Nº 007-98-SA).
vi) Almacenamiento
El almacenamiento del alimento debe cumplir con lo establecido en los artículos 70° y 72° del Título V Capítulo I del “Reglamento sobre Vigilancia y Control Sanitario de Alimentos y Bebidas” aprobado por D.S. N° 007-98-SA.
FICHA TÉCNICA: BIZCOCHO
FICHA TÉCNICA: BIZCOCHO 1) CARACTERÍSTICAS GENERALES DEL BIEN
Denominación del bien: BIZCOCHO Denominación técnica: Tipo de alimentos: Perecibles Grupo de alimentos: Panificación y galletería Unidad de medida: Kilogramo (kg) Descripción General: Es el producto obtenido por la cocción de una masa debidamente desarrollada por un proceso de fermentación, cuya composición puede tener mezcla de harinas cereales, granos andinos, leguminosas, tubérculos, azúcar,manteca vegetal, leudantes, derivados lácteos u otra proteína de origen animal, sulfato ferroso, etc., mediante los cuales se obtiene un producto final de buena textura, suave a la masticación, de sabor y aroma definido y de aprobada aceptabilidad.
2) CARACTERÍSTICAS TÉCNICAS DEL BIEN
a) CARACTERÍSTICAS
El producto es elaborado en base a harina de trigo fortificada, manteca vegetal, azúcar rubia, levadura, mejorador de masa, sal fortificada, agua y esencias, aprobadas por el Codex Alimentarius.
No se permite el uso de bromatos en la preparación de pan, en cumplimiento con lo establecido en la Ley N° 27932 “Ley que prohíbe el uso de la sustancia química bromato de potasio en la elaboración del pan y otros productos alimenticios destinados al consumo humano” y su Reglamento.
Su proceso y composición deberá ajustarse a lo dispuesto en la Resolución Ministerial N° 1020-2010/MINSA “Norma Sanitaria para la Fabricación, Elaboración y Expendio de Productos de Panificación, Galletería y Pastelería”.
b) REQUISITOS
i) Documentación obligatoria
Copia simple del Registro Sanitario del producto vigente,
expedido por la DIGESA, el que debe corresponder al tipo de envase y peso neto por envase, objeto del proceso.
Copia simple de Habilitación Sanitaria de Establecimiento
vigente, expedido por la DIGESA. Dicha habilitación deberá estar referida a la línea de producción del producto objeto del proceso o a una línea de producción dentro de la cual esté inmerso el producto requerido.
Copia simple de la Validación Técnica Oficial del Plan
HACCP vigente, expedida por la DIGESA, según R.M. Nº 449-2006-MINSA, salvo en el caso de MYPES de acuerdo al D.S. N° 007-98-SA. Dicha validación técnica deberá estar referida a la línea de producción del producto objeto del
proceso o a una línea de producción dentro de la cual esté inmerso el producto requerido.
Los requisitos antes señalados se deben mantener vigentes
incluso hasta la culminación de las entregas del producto adquirido. Es responsabilidad exclusiva del contratista tramitar oportunamente la renovación de dichos documentos y entregar una copia al Comité de Compras.
ii) Atributos del bien
Requisitos organolépticos Color : Marrón oscuro, amarillo cremoso. Sabor : Característico Textura: Suave y esponjosa. Olor : Característico
Requerimiento físico – químico
Humedad :
Cenizas :
Acidez (expresada en ácido
láctico):
Máximo 40%
Máximo 3%
Máximo 0.7%
iii)
Requisitos microbiológicos*
Agente microbiano
Categoría
Clase
n
c Límite por g
m M
Mohos 2 3 5 2 102 103
(*) R.M. N° 1020-2010/MINSA “Norma Sanitaria para la Fabricación, elaboración y expendio de
productos de Panificación de Galletería y Pastelería”.
c) OTROS
i) Envase
Envase primario: Bolsas de polietileno de 3 milésimas de espesor con capacidad para 30 unidades, herméticamente sellado al calor.
Envase secundario: Jabas de plástico de uso alimentario o cajas de cartón corrugado de primer uso.
El envase primario y secundario debe cumplir con lo establecido en los artículos 118° y 119° del D.S. N° 007-98-SA “Reglamento sobre Vigilancia y Control Sanitario de Alimentos
y Bebidas” y en el numeral 6.5.9 de la R.M. N° 1020-2010/MINSA “Norma Sanitaria para la Fabricación, Elaboración y Expendio de Productos de Panificación, Galletería y Pastelería”.
ii) Tiempo de vida útil
Máximo tres (03) días contado desde la fecha de producción.
iii) Presentación
Unidad contenido mínimo de 30 g, el que debe estar contenido en envase secundario (bolsa) de 30 unidades sellado herméticamente al calor.
iv) Rotulado
Los envases del producto deberán llevar rotulado, en forma destacada el nombre del producto y las siguientes indicaciones en caracteres legibles, según lo señalado en el artículo 117° del D.S. N° 007-98-SA “Reglamento sobre Vigilancia y Control Sanitario de Alimentos y Bebidas” y la R.M. N°1020-2010/MINSA “Norma Sanitaria para la Fabricación, Elaboración y Expendio de Productos de Panificación, Galletería y Pastelería”, los mismos que deberán concordar con la NMP 001:1995 “PRODUCTOS ENVASADOS: Rotulado”, y NTP 209.038 “ALIMENTOS ENVASADOS. Etiquetado” y Codex Stan 1-1985 “NORMA GENERAL PARA EL ETIQUETADO DE ALIMENTOS PREENVASADO” - Adoptada 1985, enmendada 1991, 1999, 2001, 2003, 2005, 2008 y 2010, según corresponda:
a) Nombre del producto. b) Forma en que se presenta. c) Declaración de los ingredientes y aditivos (indicar nombre
específico y codificación internacional, en caso de contener) que se han empleado en la elaboración del producto, expresados cualitativa y cuantitativamente y en orden decreciente según las proporciones empleadas.
d) Peso del producto envasado. e) Nombre, razón social y dirección del fabricante. f) Sistema de identificación del lote de producción. g) Fecha de producción y fecha de vencimiento. h) Número del Registro Sanitario. i) Condiciones de conservación.
El rótulo se consignará en todo el envase de presentación unitaria, con caracteres de fácil lectura, en forma completa y clara. Para la impresión de estos rótulos deberá utilizarse tinta indeleble de uso alimentario, la que no debe desprenderse ni borrarse con el rozamiento ni manipuleo.
v) Transporte
El medio de transporte a utilizarse deberá ser de uso exclusivo para transportar alimentos, el mismo que no debe transmitir al producto características indeseables que impidan su consumo, y deberá ajustarse a lo establecido en los artículos 75°, 76° y 77° del Título V Capítulo II del “Reglamento sobre Vigilancia y Control Sanitario de Alimentos y Bebidas” (D.S. Nº 007-98-SA).
vi) Almacenamiento
El almacenamiento del alimento debe cumplir con lo establecido en los artículos 70° y 72° del Título V Capítulo I del “Reglamento sobre Vigilancia y Control Sanitario de Alimentos y Bebidas” aprobado por D.S. N° 007-98-SA.