para el reactor piscina jen-1 - ipen.br filetiempos de residencia de un elemento en una cierta tarea...
TRANSCRIPT

J.E.N. 236
le epara el reactor piscina JEN-1
porP. DE VILLOTA RUIZ; J. A. ESTEBAN HERNÁNDEZ;
J. M. CLEMENTE CASADO Y J. DÍAZ DÍAZ
JUNTA DE ENERGÍA NUCLEAR
MADRID, 1972

Toda correspondencia en relación con este traba-jo debe dirigirse al Servicio de Documentación Bibliotecay Publicaciones, Junta de Energía Nuclear, Ciudad Uni-versitaria, Madrid-3, ESPAÑA,
Las solicitudes de ejemplares deben dirigirse aeste mismo Servicio.
Las publicaciones señaladas con la signatura / ipertenecen a la categoría a, "Memorias Científicas Ori_ginales"; las señaladas con la signatura /N pertenecen ala categoría b, "Publicaciones Provisionales o Notas Imciales"; y los señalados con las signaturas /C, /CM, /B,/Conf pertenecen a la categoría c, "Estudios Recapitula-tivos" de acuerdo con la recomendación GC(VII)/RES/l50del OIEA, y la UNESCO/NS/l 77.
Se autoriza la reproducción de los resúmenesticos que aparecen en esta publicación.
Este trabajo se ha recibido para su impresión enEnero de 1972.
Depósito legal n° M-12892 - 1972

Í N D I C E
Págs,
INTRODUCCIÓN 1
1. DIAGRAMA DE FLUJO 3
2. PLANTA DE LA INSTALACIÓN 3
2. 1. Descripción de instalaciones y equipos 4
2.2. Laboratorios anejos. Equipos 4
2 .2 .1 . Laboratorios de Tratamientos Superficiales 42 . 2 . 1 . 1 . Equipos 4
2. 2. 2. Laboratorio de Radiografía 72.2.2. 1. Equipos 7
2. 2. 3. Laboratorio de Ultrasonidos 72. 2. 3. 1. Equipos 7
2.2.4. Laboratorio de Control Dimensional 8
2. 2.4. 1. Equipos 8
3. OPERACIÓN 8
4. BALANCE DE MATERIAL Y CALCULO DE LOS RECHAZOS 19
5. ESTUDIO ECONÓMICO 23
5. 1. Método utilizado 235. 2. Descripción resumida 235.3. Numero de elementos fabricados 245.4. Características laborales en la J .E.N. 245. 5. Valor medio anual de los turnos trabajados por día 285. 6. Cadencia de producción, (t) 285. 7. Tiempos de residencia de un elemento en una cierta
tarea (to) 285.8. Personal, (m) 285. 9. Salario medio 285. 10. Coste de los materiales nucleares (P-¡\j-) 3¿5. 11. Coste de los materiales ordinarios (Po) 325. 12. Costes de los materiales indirectos(P^) 335. 13. Fracción del Valor Inicial de los Rechazos Nucleares (P|\r-]j 33
5. 14. (x) Coste de la Energía Eléctr ica _ 345.15. Gastos fijos indirectos de fabricación CIF 34

Pags.
5. 16. Fracción del Valor inicial de los rechazos ordinarios(Pn-i 355. 17. Coeficiente de Gastos de Fabricación Indirectos K(Ptas/año) 355. 18. Gastos Fijos de Fabricación (GF) 365. 19. Coeficiente de Depreciación de equipo (Ke) 365. 20. Coeficiente de Espacio (Ks) 375.21. Coste de Equipos 37
5. 22. Espacio 40
6. RESULTADOS DE APLICACIÓN DEL PROGRAMA HALCÓN 43
APÉNDICE I 44
APÉNDICE II 50
APÉNDICE III 53
BIBLIOGRAFÍA 5 6

FABRICACIÓN DE ELEMENTOS COMBUSTIBLES PARA
EL REACTOR PISCINA JEN-1
Por
DE VILLOTARUIZ, P. ; ESTEBAN HERNÁNDEZ, J. A. ;
CLEMENT CASADO, J. M. ; DÍAZ DÍAZ, J.s
INTRODUCCIÓN
Desde el año 1. 965 la División de Metalurgia ha dedicado un esfuerzoconsiderable a la fabricación de elementos combustibles tipo placa, para suuso en el Reactor JEN-1.
Así", se ha desarrollado un método propio de núcleos de placas activasa partir de una reacción de aluminotermia bajo presión y en caliente.
Las reaciones más importantes que tienen lugar entre U3O3 y Al parala formación de compuestos intermetalicos son:
3 U3O8 4- 34 Al - - - * • 9 U Al2 4- 8 AI2O3 (1)
3 U3O8 4- 43 Al ---> 9 U Al3 4- 8 AI2O3 (2)
3 U3O8 -i- 52 Al ---> 9 U AI4 4- 8 A12O3 (3)
Del estudio comparativo de estas tres reacciones se ha deducido queel producto de reacción mas adecuado, como coxrponente principal del núcleo,es el de la reacción (2) ya que a pesar de no contener la mayor cantidad dematerial fisionable es el que ofrece mejores propiedades mecánicas capacesde resistir los esfuerzos propios del proceso de laminación sin fragmentarsey al mismo tiempo es el mas compatible con la matriz y con el revestimientoa las temperaturas empleadas en el proceso de fabricación.
Para lograr una máxima concentración de U Al3 se añade una peque-ña parte de Si para asi inhibir la formación del U AI4, material que poseeunas malas cualidades mecánicas y químicas.
División de Metalurgia.

Él producto de reacción obtenido según este criterio es un cermetalque se fragmenta y muele hasta un tamaño de grano adecuado, dispersándosea continuación en polvo de aluminio. Por compactacion de esta dispersión seobtiene un núcleo, en el cual el material fisionable contenido en el cermetalse encuentra disperso en una matriz de aluminio.
Idealmente, este núcleo de dispersión consiste en una distribución ho-mogénea de partículas portadoras de material fisionable, de granulometriabien controlada, en una matriz metálica continua; así" el calor generado me-diante el fenómeno de fisión se elimina a través de la matriz metálica dealta conductividad térmica hacia el refrigerante.
• Las pastillas de dispersión obtenidas por compactacibn se enmarcanpor el procedimiento de "marco de cuadro" y se recubren con dos tapas late-rales de aluminio, pasando posteriormente a laminar el conjunto hasta su es-pesor final, obteniéndose asi una placa, necesaria para su posterior montajedel elemento combustible.
Por este procedimiento se han fabricado gran numero de placas conuranio natural, lo cual ha permitido adquirir una experiencia muy considera-ble y al mismo tiempo estudiar muy detalladamente diversos problemas sobrela calidad del material del núcleo y las placas combustibles:
Calidad de soldadura
Homogeneidad del núcleo
Propiedades mecánicas
Resistencia a la corrosión en caso de exposición del nú-cleo al refrigerante.
Estabilidad dimensional del material del núcleo con dis-tintos tratamientos térmicos de larga duración.
Conductividad térmica
Homogeneidad en la distribución de uranio
Dilatometría del núcleo.
Este estudio finalizo con la irradiación de un elemento combustible conuranio enriquecido al 207o hasta un grado de quemado medio del 11%.
Como consecuencia de todos estos estudios se dedujo la viabilidad deutilización de este tipo de combustibles para las condiciones de potencia y que_mados típicos del reactor JEN-1, abordándose el problema de fabricar unacarga completa para dicho reactor.

En este trabajo se detallan el método de fabricación, y se hace unestudio económico de todo el proceso.
T A B L A I
TABLA DE LAS ESPECIFICACIONES DEL ELEMENTO JEN-1
Longitud
Dimensiones del núcleo : Anchura
Espesor
Espesor placa.
Enriquecimiento.
Cantidad de cermetal (70% UjOg) en el núcleo.
Peso de la pastilla dispersión
Cantidad de U-235 por placa.
Altura prevista pastilla.
Altura del marco.
Concentración de la dispersión.
Espesor previsto del revestimiento.
Anchura prevista del núcleo.
Longitud " " "
Espesor placas laterales.
Relación laminación.
Densidad prevista núcleo
600 mm.
60 mm.
1, 66 mm.
2, 5 mm¿ .
C-5 1 8 %
126, 4 gr. /placa
225, 70 gr./placa
13,5 gr.
1 7 mm.
16,5 mm.
56%0,416 mm.
59)4 mm.
600 mm.
3, 43 mm.
8, 24
3, 76 gr/cm^
1. DIAGRAMA DE FLUJO
Diagrama de fabricación de los elementos combustibles para el reactor de piscina JEN-1. Viene representado en la Fig. 1. . ,. . .
2 • PLANTA DE LA INSTALACIÓN
La cadena de fabricación de los elementos combustibles tipo placa seencuentra emplazada en la Nave 2a del Edificio de la División de Metalurgia,cuyo plano aparece en la Fig. 2.

La planta tiene una superficie de 257, 25 m y esta dividida en treszonas P, L, y M dedicadas, respectivamente, al manejo del material fisi-ble; a las operaciones de fabricación del combustible que no presentan peligropotencial de contaminación, y al Área Limpia.
2 .1 . Descripcion de instalaciones y equipos
La Tabla N2 2 resume los principales equipos e instalaciones de la
Planta de Fabricación ( i ) .
2.2. Laboratorios anejos. Equipos
2 .2 .1 . Laboratorios de Tratamientos Superficiales.
Se encuentra situado en un extremo de la nave de fabricación y posee
una superficie de 24¿ 50 m .
2 .2 .1 .1 . E quipo s
Los tratamientos superficiales se consideran divididos en dos clases:
1) Tratamientos superficiales de piezas que no llevan material fisible.
Se realiza en la instalación general de tratamientos superficiales destina-
da a dar servicio de decapado y anodizado para todas las dependencias de
l a J . E . N .
Dicha instalación consta de 6 cubas de dimensiones aproximadas 0, 80 x0, 60 x 1, 30 de altura dotadas dé sistemas de calefacción y agitación poraire»
Las cubas contienen los baños adecuados para efectuar este tipo de trata-
mientos.
Las necesidades dr. corriente continua se satisfacen con un generador de20 V x 500 Amperios.
2) Tratamientos Superficiales de placas combustibles.
Con objeto de impedir contaminaciones en la instalación general se ha con£truído una pequeña instalación formada por 6 cubas de 0, 40 x 1, 00 x 0, 40 m.de altura con características semejantes a las descritas anteriormente.

T A B L A II
Instalación
A - Caja de giíantes
B - Caja de guantes
C - Caja de guantes
E - Caja de guantes
H - Caja de guantes
F - Caja de guantes
G - Horno
Tareas
3,4,5,6,7,8,9,12, 13, 14, 16 y 18.
!, 15, 19
11
20, 21
10
INSTALACIONES Y E_QUIPOS_
Car ac te ri s ti case quipo s
Característicasinstalación ' OBSERVACIONES '
Capacidad: 1 m^Atmosfera: arrePresión - 1 cea
Capacidad: 5 m
Balanza METLER K7T
Balanza METLER K7TAtmósfera: aire seco Molino homogenizador
TamicesCalib-res y micrómetros
Tren de deshiimidifícacion
Presión - 1 cea
Capacidad: 2 m^
Capacidad: 1 m
Atmosfera: N2
Capacidad: 2
Atmósfera:
3
Fabricación JEN
Horno túnel800 °C temp. máx.
Prensa 100 T FramirHorno: 650 °C max.
Machacadora STURTEVANT PurificaciónMolino SK de F. KUR- (eliminación O2)TRETSCHTamizador ILM labor
Capacidad: 3 m^
Atmósfera: aire
Horno DEC,USAtemp. máx. 1000 Cvacío 10" 5 mm Hg
Grate ador a Filtros interiores yexteriores.

TABLA II (Cont. )
Instalación
I - Estufa
D - TamizadorDesengrasador
L - Laminador
K - Horno
J - Equipo desoldadura
O - Cizalla
R - Rectificadora
T - Negatoscopio
S - Armario
Tareas
17
23
23,24,28
22
27
30, 32
27
3 3
Características
instalación
Característicasequipos OBSERVACIONES
Estufa vacío HERAEUSRTV 500
temp. máx. : 250 °Cvacío: 10"^ mm, Hg.
Tamizador TONINDUS-TRIEJuego de TamicesDesengrasado!" por tolueno.
Laminador para caliente:ALBERTMAN 0 rodillos320 mm.para frío STANNAT.-0 rodillos 30 mm.
Horno mufla LLOYD temp.máx. : 800 °C.
Equipo para soldar SATURNmod. MKII
Cizalla
PAS-Bi mod. CP 13
long. corte 1050 mm.
R e c ti f i c ado r aJARBE mod. 1000
Negatoscopio
Caía fuerte
Modificada por JEN
Fabricado por JEN

2 .2 .2 . Laboratorio de Radiografía ' ' '• • . • • . - • • ••••. . /..
En otro extremo de la nave de: fabricación y separado dé ella por elpasillo general se encuentra ubicado el Laboratorio de Control 'por Rayos X.Este tiene una superficie de 30, 62 m 2 correspondientes a la superficie de dosmódulos y medio. • " ,•
Uno de los módulos constituye el recinto de exposiciones, en donde seencuentra el equipo de Rayos X. Este recinto está forrado con chapas de píomo de 6 mm. de espesor, teniendo acceso al mismo por medio de una puertacorredera blindada. Otro modulo, se utiliza para los procesos de lavado, se-cado y almacenamiento de las películas radiográficas. Por ultimo, el mediomodulo restante se utiliza como cámara oscura, para las operaciones de carga, revelado y fijado de las películas radiográficas-.
2 . 2 . 2 . 1 . Equipos . • •. • . • .
El equipo utilizado es un MG 150 de la firma Müeller de potencial cons_tante. Consta de un pupitre de control, un generador de alta tensión y un tubode Rayos X de 150 KV; el tubo posee dos focos, uno grueso y otro fino.
2 .2 .3 . Laboratorio de Ultrasonidos •-. •. .":-
Se encuentra situado al lado de Radiografía, teniendo una superficiede 12, 25 m 2 .
2 . 2 . 3 . 1 . Equipos -
El sistema de control automático por ultrasonidos consta-de tres uni-dades fundamentales:
a) Equipo de ultrasonidos USIP-10 y monitor de selección. Esta unidad espuramente electrónica. El-equipo de ultrasonidos es de la firmaKrautkramer, con posibilidades de utilizar frecuencias comprendidas en-tre 0, 5 Mhz y 12 Mhz. Posee lupa de profundidad incorporada para la me_dida de espesores. El monitor de selección, tipo WZ9, es también de lafirma Kautkramer. . • • '. .- .
b) Unidad de barrido o exploración. Consta de una cuba llena de agua (se uti-liza la técnica por inmersión) de dimensiones aproximadas 150 x 60 x 40cm . Sobre esta cuba descansa el sistema de portapalpadores, dotado desendos motores con el fin de suministrar un movimiento vertical y horizontal simultaneo.
c) Unidad de registro. Consta esencialmente de un registrador de hélice, ti-po .facsímil, con movimiento sincronizado al de los palpadores.

2.2.4¿ Laboratorio de Control Dimensional. - •
- .. Dentro dé los Laboratorios anejos se encuentra el Laboratorio de Control Dimensional con una superficie aproximada de 6, 13 m^.
2. 2. 4. 1 i Equipos
Los equipos necesarios para la ejecución de los trabajos necesarios
son:
Mármol de precisiónCalibre de 0, 02 mm. de precisiónComparador de 0,01 mm.Calibre matrix para la medida de la longitud.Escuadra.Juego de galgas.
3. OPERACIÓN
El proceso de fabricación del combustible viene esquematizado en eldiagrama de flujo (fig.1 l). Seguidamente se describen con detalle las opera-ciones de las diferentes tareas individuales.
Línea 1
Tarea 1. Recepción de ADU
El uranio enriquecido al 17, 73% en U-235 en forma de ADUH se reci-be de la planta de reproceso de la División de Combustibles Irradiados. Suanálisis químico se refleja en la Tabla III.
La transferencia de este material desde dicha Sección a la Planta deFabricación se realiza en unos recipientes apropiados contenidos en unos de*pósitos de acero inoxidable.
Una vez situado el ADU en la Planta de Fabricación se introduce en laCaja A, para sü control de recepción por pesada, distribuyéndose en fraccio-nes de 1.250:gr par-a su posterior tratamiento en la Instalación-C. Esta Cantidad está determinada por las .condiciones de operación y equipo.'
Tarea 2. Calcinación del diuranato amónico
Esta operación tiene por objeto transformar el diuranato amónico enmediante la reacción siguiente: . . \ •
Diuranato amónico

3 U2Ó7(NH4)2 9- 2 U 3 o 8 4- 6 NH3 4- 3 H2Ó 4- O2
Una carga de material,, correspondiente a 1250 gr. de ADU, se distri-buye en Cuatro bandejas de acero inoxidable para realizar su calcinación.Las bandejas entrañen un horno de calcinación continua de hora en hora, avanzando su posición a lo largo del horno, a medida que se introducen nuevasbandejas. La calcinación se efectúa a 700 C durante cuatro horas.
Una vez realizada esta operación y enfriado el material se introduceel U3Üg en un recipiente para poder trasladarlo así" a la Instalación B.
T Á B - L A I I I
Análisis medio Espectrografico de impurezas del nitrato de üranilo hexahidra-tado en concentración de U-250 mg/ml
Elementos ppm con UNH
Al 19,0
B 0,19
Ca 32,2
Cd 0,38
Co < 1,3
Cr <7,6
Cu < 7 ¡ 6
Fe 32,2
Mg <11,4
Mn 3, 8
Mo < 1, 3
Ni <7,6
Su < 1,9TÍ 5, 7
V < 7, 6
P 19,0
Si '417,4
Pb <7,6
10
Tarea 3. Tamizado de
Con el fin de evitar la presencia de aglomerados, el Ü3Og se pasa através del tamiz n° 60 de la serie TYLER. . ; :
Esta operación se realiza en uno de Tos-módulos de la Instalación B.
Tarea 4. Recepción del polvo del Si.
Por imperativos del programa de calculo económico ha sido necesariointroducir esta tarea a la cual no se le atribuyen ni tiempos ni superficie.
Tarea 5. Pesada de los productos reaccionantes.
Las operaciones de pesada de los productos que intervienen en la reacción: U^Og, Aluminio y Silicio, cuyos porcentajes son:
70% U3Og
27, 5% Al
2, 5% Si
se realizan en la Instalación B.
Tarea 6, Mezclado
En esta tarea se realiza el mezclado y homogeneizado de los productosreaccionantes para su posterior reacción. Esta operación se lleva a cabo enun mezclador cilindrico durante 1 hora en la Instalación B.
Tarea 7. Pesada en vasos
Una vez realizada la mezcla se distribuye en cantidades fijas de 250 gren va sitos de acero inoxidable para su trasvase a la instalación E.
Tarea 8. Reacción- : ••
Operación base para la obtención del compuesto intermetalico, que esel portador del uranio en este tipo de combustibles.
Esta reacción se efectúa en la Instalación E y en esencia es una alumi-notermia bajo presión y en caliente. Los vasitos que contienen la mezcla parareaccionar se colocan en un horno a 550 °C durante una hora y a continuaciónse vierte el contenido de los mismos en el molde de la prensa para efectuar la

11
reacción,, bajo una presión de 2500 Kg/cm\ La reacción es instantánea, ob-teniéndose una pastilla solida, dura y homogénea de. cermetal
Tarea 9. Pesada
El producto de reacción obtenido en forma de pastillas se traslada a lainstalación B para controlar las perdidas de material4 Estas pérdidas se de-ben principalmente al material que fluye a través de las uniones del molde,cuando se realiza la reacción y a los pequeños trozos de pastillas del produc-to de reacción que se producen cuando se fragmentan para poder realizar laetapa siguiente.
Tarea 1Q._ Estabilización
Se realiza con el fin de conseguir la estabilidad de los productos dereacción obtenidos en la etapa 8, para lo cual se les da un tratamiento térmi-co consistente en mantenerlas durante cuatro horas a 700 °C y bajo va-cío, enla Instalación G.
Tarea 11. Trituración, molienda y tamizado
Realizada la operación anterior las pastillas de reacción fragmentadasse trasladan a la instalación H, para triturarlas y molerlas hasta conseguirun tamaño de grano comprendido entre 50 y 250 , idóneo para lograr poste-riormente una buena dispersión y poder obtener una buena homogeneidad delmaterial fisionable en la placa combustible.
Tare.a 12. Pesada de la dispersión
En esta tarea se efectúan las pesadas de los materiales que formanparte de la dispersióní polvo de aluminio, con un tamaño de grano comprendj.do entre 40 y 50 ¿; , procedente de la tarea 3, línea 4, y el polvo del productode reacción obtenido en la tarea anterior, en las proporciones del 56% y 44%,respectivamente. Esta operación se realiza con la balanza de la Instalación B.
Tarea 13. Mezclado
Al producto de reacción se le añade una pequeña cantidad de disoluciónde polietilenglicol al 5% en alcohol con el fin de mojarlo, de tal forma que almezcladlo con el aluminio se logra una buena homogeneidad.
Esta operación se realiza en un mezclador análogo al de la tarea 6 dela línea 1, La duración del mezclado es de 1 hora 30 minutos y se efectúa enla instalación B» :

12
Tarea 14. Pesada en vasos de la dispersión . . •
Se pesan cantidades fijas de la dispersión de tal manera que cada vasocontenga 126,4 gr de producto de reacción, que corresponden a 90,03 gr deU^Og que contienen 13, 5 gr de U-235, de acuerdo con la especificación relativa al contenido de material fisible por placa.
La realización de esta tarea se efectúa en la Instalación B.
Tarea 15. Compactación
El contenido de los vasos de la etapa anterior se vierte sobre un mol-de rectangular de dimensiones 72, 30 x 54, 35 prensándose a continuación enfrío para obtener asilas pastillas que se introducen posteriormente en unmarco.
Esta operación se realiza en la Instalación E y los equipos empleadosson los mismos que los que se utilizan en la tarea 8.
Tarea 16. Control dimensional y pesada
Una vez obtenidas las pastillas se pesan y se miden sus dimensiones-jon micrometro, realizando cuatro medidas para el espesor y dos para cadamedida de longitud y de anchura.
Con estos datos que se reflejan en un estadillo, se calcula el espesordel marco para cada lote de 10 pastillas.
Estas operaciones se realizan en la instalación B. . . ..
Tarea 17. Eliminación del Polietilenglicol
El aglomerante introducido en la dispersión obtenida en la-tarea 12, seelimina a 250 °C en una estufa de vacío durante, unas 12 horas. Esta tarea serealiza en la Instalación I.
o " . - ' • . -Tarea 18, Control dimensional y pesada "_____ , , , : _,
Eliminado el PEG, y una vez que las pastillas tienen la temperaturaambiente, se realiza nuevamente un control dimensional y de pesada, identi-co al anterior (tarea 16)* Este control se efectúa para observar un posiblecambio en la geometría de las pastillas y la total eliminación del PEG.
Esta operación se realiza de forma análoga y en la misma instalaciónque la tarea 16.

13
Tarea 19._A|uste en fr_io_y en caliente
Las pastillas de dispersión se enmarcan en aluminio mediante dosprensados, uno en frío y otro en caliente, consiguiéndose un ajuste perfectoentre el marco y las pastillas. El enmarcado en caliente se realiza despuésdel ajuste en frío, para lo cual el conjunto pastilla-marco se introduce en unamufla a 3 50 C durante media hora y a continuación se somete a una presiónde 2500 Kg cm¿. Estas operaciones se realizan en la instalación E con losmismos equipos descritos para, la Tarea 15,
Tarea 20, Rasp_ado
Conseguido el ajuste de las pastillas al marco, se raspa la superficiedel conjunto con un cepillo de acero para facilitar la posterior soldadura conlas chapas laterales durante la la.minación.. Esta operación se realiza en laInstalación F,
Tarea 21. Montaje tocho
Seguidamente, y en la misma Instalación, se efectúa la operación demontaje del tocho, que consiste en la colocación de las chapas laterales, unaa cada lado del conjunto marco-pastillas y que se mantienen provisionalmentefijas por medio de unas pinzas hasta su sujeción por puntos de soldadura*
Tarea 22. Soldadura
Los tochos asi formados en la etapa anterior pasan a esta nueva tareapara soldar los ocho vértices del conjunto, de forma que queden fijas las doschapas al marco. El método empleado., de soldadura es el TIG, con corrientealterna y una intensidad de 260 A.
Esta tarea se realiza en la Instalación I.
T_area_23, Laminación en caliente
Los tochos de la tarea anterior se mantienen durante una hora en unhorno a 600 °C. A continuación se laminan en caliente en tres pasadas conreducciones del 197o, 34% y 48% respectivamente.
Entre pasada y pasada se introducen los tochos en el mismo horno y ala misma temperatura, durante 5 minutos, para asi mantener una temperaturaconstante de laminación,, A continuación se efectúa un cuarto paso del 47% dereducción, dejando el espesor del laminado a 3 mm aproximadamente»
14
Tarea 24. Ensayo de ampollas
Este ensayo tiene por objeto detectar la posible presencia de gasesocluidos en el interior de las placas, que se manifiestan por la aparición deunas ampollas en la superficie de la placa.
Esta prueba se realiza manteniendo a 600 °C durante una hora las píacas obtenidas en la etapa anterior, dejándolas a continuación enfriar fueradel horno y observando visualmente la posible aparición de dichas ampollas.
Si el resultado de este control de calidad es negativo se ajusta el es-pesor de la placa a las dimensiones especificadas por laminación en frío,en un laminador de precisión de tipo Laboratorio, pasando, a continuación,la placa a los controles posteriores.
Tarea 25. Control Rayos X
En esta tarea se realiza otro de los controles de las placas, consis-tente en radiografiarlas de dos formas: una de ellas para localizar la posi-ción del núcleo en la placa, con el fin de poder cortar esta a las dimensionespreestablecidas y la segunda para detectar los posibles defectos de homoge-neidad del material fisible - en el núcleo (radiografía del núcleo).
Esta operación se lleva a cabo en el Laboratorio de Radiografía, yadescrito.
Tarea 26. Control de soldadura revestimiento-núcleo por transmisión ultra-sónica.
El control de soldadura núcleo-revestimiento por ultrasonidos es eltercero a que se someten las placas. Con esta operación se detecta la posi-ble falta de soldadura entre la vaina y el núcleo.
Ésta tarea se realiza en el Laboratorio de Ultrasonidos.
Tarea 27. Corte a dimensiones
Tomando por base las radiografías de corte de la Tarea 25 y superpo-niéndolas sobre las placas combustibles en un negatoscopio se determina lazona del núcleo con unas pequeñas señales que indican su posición, de mane-ra que al proceder al corte de las mismas, a las dimensiones fijadas, elnúcleo queda centrado en el interior de la placa.
Tarea 28. Recocido
Una vez obtenidas las placas con sus dimensiones finales, se las somete a un tratamiento de recocido a 450 °C durante una hora para eliminar la

acritud introducida en la misma como consecuencia del laminado final en frió.
Esta tarea se realiza en la Instalación K.
Tarea 29. Alodizado placas
Consiste en dar un tratamiento superficial a las placas, tipo cromata-do, que se aplica sumergiéndola pieza en una solución acuosa de Alo diñe1200 con concentración 1% en peso, La temperatura del baño es de 30 ÜC»
Esta operación se realiza en el Laboratorio de Tratamientos Superfi-ciales»
Tarea 30 y 31. Recepción de chapas estruc_tura_les y cabezas
De forma análoga a como se hizo en la tarea 4 ha sido necesario in-cluir estas dos tareas por necesidades del programa de calculo*
La tarea 30 tiene por objeto la recepción de las dos chapas estructura'les para la sujección por medio del grapado de las 10 placas combustibles.
La operación 31 incluye la recepción de las dos cabezas para formarcon las chapas estructurales y las placas el conjunto del elemento.
Tarea 32, Ensamblado
Con el conjunto de 10 placas combustibles, dos chapas estructuralesy dos cabezas, se ensambla el elemento combustible en una maquina adapta-da para la fijación de las placas laterales y la colocación, taladro y remacha-do de estas, a las cabezas de amarre del elemento combustible.
Esta operación se realiza en la Instalación R.
Tarea 33. Control dimensional
El control dimensional del elemento incluye los aspectos siguientes;
1. Medida de la longitud2. Determinación de las cotas máximas de la sección transversal;3. Determinación de la distancia entre caras de las cabezas,4. Control de la planeidad del cuerpo.5. Control de la altura de los resaltes.6. Control de la planeidad, inclinación y situación relativa de la.s
cabezas.
70 Control de la perpendicularidad entre las caras del cuerpo dt-ielemento.
16
Esta tarea se realiza en el Laboratorio de Control. Dimensional.
Línea 2
Tarea 1. Recepción Silicio
El silicio empleado'en este proceso es de la firma Dr, TheodorSchuchardt elaborado en Barcelona por la casa FEROSA con una pureza del99, 7fo y un tamaño de grano < 60 !i , Este producto se recibe dentro delas especificaciones exigidas para su entrada en la Linea, 1. tarea 4.
Línea 3
Tarea 1> Tamizado
En esta tarea se tamiza el polvo de aluminio 2S hasta un grado de fi-nura comprendido entre 50 y 11 //.. „ Esta operación se realiza en el tamiza-dor vibrador de la instalación-D,-separándose dos fracciones: una de ellascomprendida entre 50 y >1\ ÍJ- que entra en la Línea 1. Tarea 5 y la otra de50 y 40/;. , correspondiente ^ la Linea 4, Tarea 1.
Un análisis químico espectrografico típico de este polvo de Aluminio¿e encuentra detallado>en la Tabla IV.
T A B L A IV
Análisis químico espectrografico del Aluminio empleado en la fabricación delos marcos y de las chapas laterales y estructurales.
B 30 ppmCd 8 "Cu 90 "
Fe 0,2 5%Si 340 ppmZn 360 "
Análisis espectrografico cuantitativo® y espectrografico semicuantitativo delpolvo de Aluminio empleado en la dispersión y mezcla;
Co 1 8 ppmCr 15 '"Cu 200 s
Fe 2200H
Mg 4Mn 30Ni 5 5Pb 40Si 1040H
Zn 150
17
Línea 4
Tarea 1. Tamizado
La fracción 40-50 ,„.. de polvo de aluminio obtenida en la Tarea 1. Línea3 es la que se emplea en la Tarea 12, Línea 1, una vez realizadas.las tareas2 y 3 de esta linea 4,
Tarea 2. Desengrasado en tolueno
La fracción de polvo obtenida en la T a c a 1. Línea 4 se somete a undesengrasado en tolueno,
Esta operación se realiza en un equipo especial, situado en la instala-ción D.
Tarea 3. Secado
Una vez desengrasado el polvo de aluminio se traslada a una. caja deguantes (Instalación B) que contiene una atmosfera seca con el fin de evitar lé.-absorcion de humedad por el polvo,
Linea 5
Tarea 1. Recepción de marcos
La fabricación de los marcos se realiza en el Taller Mecánico Generalde la J.E.N. por lo que en este trabajo no se describen las diversas operacio-'nes para la ejecución de los mismos. En esta linea entran totalmente mecani-zados, A efectos de calculo de costes se utiliza el coste real del material ymecanizado proporcionado por dicho Taller,. Estos marcos de aluminio tienenunas dimensiones exteriores de 150 x 90 x 17 rnm . El análisis químico delaluminio empleado se detalla en la Tabla IV4
Tarea 2. Decapado de marcos
La operación de decapado, realizada en el Laboratorio de Tratamien-tos Superficiales, tiene por objeto someter los marcos a un tratamiento superficial por inmersión en una solución acuosa de hidróxido sódico al 8% en pesodurante un tiempo variable en función del estado superficial del material,grado de acabado, etc. La temperatura del baño durante el tratamiento es de60 °C. " : • . . _ • _ . . . ..
Línea 6 ' '
Tarea 1, Corte
En esta tarea se efectúan las operaciones de corte de las chapas-de .aluminio, de dimensiones 2.800 x 1000 x 7 mm^ en bandas de 1000 x 90 x 7 ^
El análisis químico de este material es el mismo que el de los marcos. (VerTabla IV).
Esta operación se realiza en una cizalla. Instalación Oi
Tarea. 2. .Laminación
Las bandas de aluminio obtenidas en la tarea anterior se laminan alespesor de 3,43 mm. que es valor calculado para que al final del proceso delaminación en unión de los marcos, se obtenga el espesor del revestimientofijado en las especificaciones.
Tarea 3. Corte
Una vez realizada la laminación, se cortan en la instalación O las bandas de aluminio obtenidas anteriormente a las dimensiones de anchura y lon-gitud iguales a las de los marcos.
Tarea 4. Decapado
Tarea análoga a la descrita en la Línea 5, Tarea 2.
Tarea 5. Raspado
Como ya se indicó en la Tarea 20, Línea 1, es necesario realizar untratamiento mecánico de la superficie para facilitar la unión entre tocho ychapas laterales. Este tratamiento consiste en un grateado de la superficiede las chapas laterales que va a estar en contacto directo con la pastilla ymarco.
Línea 7
Tarea 1. Recepción de cabezas
Las cabezas de los elementos combustibles, que se obtienen por fundición en un taller ajeno a la J.E.N. , se reciben en esta taíea para su mecani-zado de cantos y caras, trabajo que se realiza en el Taller Mecánico de laDivisión de Metalurgia. (Ver Línea 8, Tarea 1, final).
Tarea.2.. Anodizado
Una vez mecanizadas las cabezas de aluminio pasan al Laboratorio deTratamientos Superficiales donde se someten a un tz*atamiento de anodizacionen una solución acuosa al 20% en peso de SO4K2 66 Be a temperatura ambien-te. El potencial anodico es del orden de 20 voltios y la duración del tratamiento de uno-s 20 minutos.

19
Línea 8
Tarea 1» Recepción de chapas estructurales
Estas chapas son las que en unión con las cabezas forman la armaduradel elemento combustible y se mecanizan en el Taller Mecánico de la Divisiónde Metalurgia. Por imperativos del programa de calculo económico en estatarea solo se tiene en cuenta el precio de las chapas facilitado por el TallerMecánico y no se adjudica coeficiente de espacio ni de tiempo.
Tarea 2. Anodizado
Taíea análoga a la descrita en la Línea 1, Tarea 7.
Línea 9
Tarea 1. Recepción de los remaches de aluminio
La fijación entre las cabezas y las chapas estructurales se hace pormedio de doce remaches de aluminio, seis en cada extremo.
Estos remaches, de tipo especial,, se fabrican en el Taller Mecánicode la División de Metalurgia»
Tarea 2. Alodizado
Tarea análoga a la descrita en la Linea 1, Tarea 29.
4° BALANCE DE MATERIAL Y CALCULO DE LOS RECHAZOS
La contabilidad del material fisionable durante todo el proceso de fa-bricación se ha realizado por pesada, que tiene la particularidad de ser unmétodo muy rápido y exacto»
Debido a las diversas formas químicas en que se encuentra el uranioa lo largo del proceso ha requerido el criterio de expresar todos los numero;del balance de material referidos a
A continuación se justifican todos aquellos números que aparecen enla Tabla V y que requieren una mayor información*
Tarea 1. Recepción ADU
Por el elevado numero de pesadas realizadas en esta tarea del ordende 150, es comprensible pensar que la pérdida de 1. 60 gr. de ADU no solopuede representar un valor de las perdidas, sino también un error sistemático en la pesada.

' " I ' ••'•, V
BALANCE DE MATERIALES
/ínea Tarea
1 12345678
9101112
131415161718
19202122
2324252627282930313233
Entrada
30.975,4030.973, 8026.907, 07
026.904,4526.896, 02
026. 890, 1026.870, 1426. 870,. 1426.-870, 1417.896, 3517.825, 0017^825, 0017. 825, 0017. 825, 0017.825, 0017.82 5,0017. 825, 0017. 825, 0017.825, 0017. 825, 0017. 825, 0017.825, 0017.82 5, 0017.094, 8016.204, 5516.-204, 5516. 204, 5516. 204, 5516.204; 5516.204,5516^.204, 55
Salida
30o 973.. 8026.907,0726.904,45
026. 986, 0226. 890, 10
026. 870, 1426. 870, 1426.870 ,1417.896,3517.825, 0017.825, 0017.825,0017. 825,0017.825,0017. 825, 0017.825, 0017. 825, 0017. 82 5, 0017..825, 0017..82 5,0017. 825, 0017. 82 5,0017. 094, 8016. 204. 5516. 204, 5 516. 204, 5 516. 204, 5 516. 204, 5 516.204, 5 516. 204, 5 516. 204, 55
Rechazos
8. 807' 8971' 35
720'209001 25
Residuos
I1 60
2'62
8'435'92
19'96
165'90
Forma materialexpresada
ADU y U3O8
ADU '"ADU U 3 O 8
U "2 O QI l
1 1
1 1
1 1
1 1
1 1
1 1
M
1 1
i i
1 1
1 1
1 1
1 1
1 1
1 1
1 1
1 1 .
i i
n1 1
1 1
1 1
1 1
1 1
1 1
i i
1 1
Forma material
Polvo ADU" u3o8II M
0 0Polvo U 3 O 8
ii ii
Producto reacciónM ii
ii ii
n u
11 (250-50 y;ii ii
198 pastillasii ii
n ii
ii ii
ii M
ii n
198 tochosII M
198 Placasii ii
190 "180 "180 "
ii ii
ii n
n ii
0 "0 "
1 8 elementos1 8 elementos
t\)

21
Tarea 2i Calcinación
Los datos de salida del material en esta tarea son los que se tomancomo base de pérdida para toda la contabilidad del uranio; En esta tarea nose da ningún otro dato de perdidas de material, ya que la presencia de hume-dad encontrada en el ADU hace que sea imposible este control.
Tarea 3, Tamizado
Las pérdidas que se reflejan en la Tabla V son lo suficientemente im-portantes para que figuren en el calculo económico (columna de rechazos dela tabla VI de datos del programa).
En esta columna se da la fracción de rechazos definida por la formula:
p • • • F s = flujo de rechazosH
F e +• F r e Fre - " " reciclado
Dado que Fre = 0, por no existir reciclados de material, el valor de S parala tarea 3 Linea 1 es;
2, 62S = _ —. = 91 7 x 1 0 ~ 5 ^
'26. 907, 07
que es la fracción de rechazos en la operación de tamizado,
Tarea 5. Pesada
Las perdidas que se obtienen en esta tarea son las correspondientesa la pesada de los materiales que forman la mezcla antes y después de efec-tuada la homogenizacion de los productos. Corresponde a un valor de 8,43gr. , que en fracción de rechazos es igual a 3, 1 x 1 0 .
Tarea 6. Mezclado
Igualmente a la tarea anterior los resultados obtenidos correspondena las perdidas sufridas en el mezclado y en el fraccionamiento de la mezclaen los vasitos con cantidades de 250 gr cada uno. Su valor es de 5, 92 gr y lafracción de rechazos 2, 2 x 10" .
Tarea 8t Reacción
El valor de las pérdidas sufridas en esta tarea es de 19, 96 gr, que ex-presado en fracción de rechazos corresponde a 7, 4 x 10"^.

Tarea 11. Trituración, molienda y tamizado
Esta tarea es la de mayor pérdida del producto (165, 90 gr) y al mismotiempo es donde se separan las fracciones de polvo como rechazos, para suposterior reprochado. En el calculo de la fracción de rechazos se conside-ra todo el producto como rechazos.
8 .807 '89-J - 165 ,90 = 8. 973 ! 79
correspondiente a una fracción de rechazos de 3, 3 x 10" 4
Tarea 12. Pesada
Los 71, 35 gr que figuran en la Tabla V es la cantidad del producto dereacción sobrante de este período de fabricación, que se considera como pér-dida en la fracción de rechazo, pero que en realidad es un material que no ne-cesita reprocesado y que se utilizara en posteriores fabricaciones.
Esta fracción de rechazos corresponde a un valor de 4; 0 x 10" .
Tarea 25 y 26. Control Rayos X y Ultrasonidos
En la columna 3 de la Tabla VI de los datos del programa figuran estastareas separadamente por motivos de cálculo.
. « •
La suma de las dos fracciones es:
(4'0 -h 5'1) 10~2 = 9, 1 x 10"2
1.620,45S = — = 9' 1 x ÍO'11-
17.824,95
Las demás tareas por tener unas perdidas tan poco importantes, no se consi-deran en este apartado, figurando únicamente aquellas que su valor monetariorepresenta una cantidad apreciable.
Datos complementarios de la Tabla - VI
rP NP N 2
p o l
P°2Nr er
098. 127 Pta.s000133,20,04750, 10
Datos complementarios de la Tabla -VI (cont. )
TN/10 = 0,621/10T'/IO = 1/10t ' = 13' 58Cm = 65'00 ptas/hora
5 - ESTUDIO ECONÓMICO
5.1. Método utilizado
Para el cálculo del coste de fabricación de los elementos combustiblespara el reactor JEN-1 se ha aplicado el programa Halcón desarrollado por laJunta de Energía Nuclear para la calculadora UNIVAC U. C. T.
El programa suele utilizarse para predecir el coste de fabricación deelementos combustibles una vez establecidas ciertas hipótesis preliminaresconcernientes a la capacidad de la planta y numero de turnos utilizados. Losdatos de entrada se obtienen directamente de la experiencia en la Planta Pilo_to. La rapidez del cálculo permite realizar estudios de optimización.
En el caso presente, la fabricación de los Elementos tipo placa se harealizado en la J.É.N. en instalaciones proyectadas con fines más generalesde investigación, utilizando equipos y áreas no siempre ajustados a los míni-mos necesarios, lo que pudiera producir un incremento en los costes.
Aparte del conocimiento global del coste de la operación, el estudioeconómico mediante el programa Halcón permite determinar los factores queinfluyen mas profundamente y las tareas que deben ser vigiladas o corregidasen posteriores fabricaciones para mejorar el rendimiento económico.
5. 2. Descripción resumida
El programa Halcón está desarrollado en detalle (2) y (3). A continua^cion damos un breve resumen de sus características principales.
En primer termino se debe establecer el diagrama de fabricación queconstara de secuencias de tareas individuales formando lineas de trabajo quese conectaran con ciertos puntos para dar lugar al proceso completo*
Partiendo de datos experimentales se puede determinar,, para cadatarea, el flujo de materiales rechazados o reciclado.s, y por tanto, calcularlos diferentes flujos por tarea para producir un elemento final completo.
El programa descompone el coste global en dos partes fundamentales.La primera representa los costes por elemento final fabricado, que dependende las características particulares de cada tarea de fabricación.

24
El código calcula los siguientes apartados por tarea y elemento finalfabricado.
1) Mano de obra2) Mano de obra de reelaboracion3) Costes de material ordinario (Al, etc.)4) Costes de los rechazos de material nuclear5) Costes de rechazos de material ordinario6) Costes de la superficie de edificios por tarea.7) Costes de depreciación de equipo8) Gastos indirectos de fabricación9) Alquiler de materiales nucleares
10) Intereses del capital de trabajo
Una vez calculados estos costes para cada tarea y elemento final fa-bricado, el programa suma todos los valores para dar el coste correspon-diente a la primera parte.
En la segunda parte se incluyen los costes administrativos, gastos fi-jos, de fabricación, etc. independientes del numero de elementos fabricados.
La aplicación del programa Halcón al coste de fabricación del combustibie JEN-1 ha requerido algunas suposiciones y adaptaciones. Seguidamentese analizan los criterios adoptados en la preparación de los datos de entradaal programa.
5.3. Numero de elementos fabricados
El dato de entrada al programa se refiere al numero de elementos fa-bricados por año. A partir de los datos reales se ha extrapolado la cifra quefigux-a en la Tabla General 6.
Aunque el numero de elementos fabricados se ha limitado aproximada-mente a una carga del reactor JEN-1, las instalaciones, equipo y personal podrían producir 133, 2 elementos/año, trabajando la jornada normal, y este esel valor que-se ha adoptado como dato de entrada. (En 35 días hábiles se pro-dujeron 18 elementos).
5.4. Características laborales en la J .E .N. (Datos oficiales para 1.970).
Tiempo útil de trabajo
Días : 259
Horas 1. 813

a
03
*P oA
tQ
PH
oo
M
>—<
w
F
Pts
/
W
tD
PH
woí
E-i
Wn
CO
TA
RE
A
<
O
ooo
o
o©oO
p - l
o
vO
PO
O
ooovO
o
~*ot—1
oooo(—1
O
O
oof="4
o
F-4
©©©
cr-
o©
mg
o
r~
o
o©O
o
tn
<*
©
oO
o
o©
©
Otñ•=«
f>3
OO©
vn
CO
0
©
10
N1—<
en
m
©
CO
1=4
0
• - i
esa
00mp°
p-
00^
O
•
<*1©
ca
vO
COO
©
0
0fO
OOO
vO^ *
0
©
©
0©
m
00^
O©©
msO
m
0
0
O
inp»
1
0
có
enp=©
©
0©
e~4
O
OOO
in^*4
O
is-4
©
©©O
P»
OP4sA
CO
0©0
©©
©
©
©
©©©
r-
Qm
©
©©©
m
eñ
000
©
©m
1©
0
©
©
O
>sO
©
O©©
un
©OO
<=!
en¡O
©
-
©V©«*•>
O<*}5=4
©©
P«»
©©
OO«n©
©
^=4
©©©
F=4
©
©O©
O0«n
OO©
1=4
m
i n
CO
©
OOp=
O
0
OO©
N O
©
O
©
OO0
m
0N O
^
00i n
0©
p-
-

aoü
H
s
ro(ti
o u*> 0
CO S
Ce
x lO
OO
/Pts
i—4
PH
Pts
/EL
E
W
o yPH ^
034-1
P<
TA
RE
AL
INE
A
m
TA
RE
A1
LIN
EA
roF-H
o
1,40
02,
13
04
6,0
00
co1—4
«—1
0,20
7 j
2,0
00
6,39
01
17
,00
0
O "
oo
O
1,60
05,
112
70
.10
0
o
O
O
2,0
00
5,5
38
70
,80
0
i—i
-
0,0
74
1,90
01
0,6
50
30
,00
0
roco
0,38
1 1
2,50
060
,918
3. 1
80,0
00
o
ro
0,04
62
,60
06,
390
30,0
00
0,2
86
7,00
08,
720
170,
000
0,99
8832
1500
o
Xo
un
0,28
6 1
6.00
03,
490
100,
000
0,99
8832
150
rjio
í—4
irT
0,30
7 1
1,00
08,
520
65,0
00
r-
0,0
43
1,00
06,
390
30.0
00
co
0,28
66
,00
0 .
1,34
025
.000
o
co
cr-
i
0,00
00
,85
2
o
oen
•
ooo
O
1,27
3
o
0,19
87
,00
017
,040
300,
000
s
oro
o"
7,00
00
,79
075
0
8

TAB LA VI (cont. )
LINEA
2
3
4
-'
•'
5
»
6
n
„
„
7
ti
8
n
9
'•
TAREA
1
1
1
2
1
2
1
2
3
4
5
1
2
1
2
1
S LINEA
01
01
01
01
01
01
01
01
TAREA
4
Pts/ELE
105
5 60
60
12
; 1,000
19
20
31
30
32
150
300
400
240
Pts/ELE PNjCe
x 1000/Pts
0 , 0
10,000
10,000
2,000
10,000
0 , 0
25,000
20,000
50,000
20,000
25,000
2,000
0 , 0
25,000
0 , 0
25,000
0 , 0
25,000
S
0
2, 130
2, 130
8,520
0,426
0
1,340
4,260
21,300
4,260
1, 340
4s260
0
1,340
0 , 0
1,340
0 , 0
1,340
horas m
0
0,239
0,259
0,047
0,006
-
0,008
0,034
0,068
0,034
0,016
0,194
-
0,008
-
0,004
-
0,006

28
5.5. Valor medio anual de los turnos trabajados por día (Tu)
Se calcula mediante la expresión:
1.813 x 3Tu •• = 0 , 6 2 1
- 8.760
donde 1. 813 son las horas útiles/año y 8. 760 horas totales año.
Los turnos por día normal Tu-"- = 1
5.6. Cadencia de producción (t)
Se calcula mediante la expresión:
t = — = 13, 58 horas útiles/elemento.- 3 N
5.7. Tiempos de residencia de un elemento en una cierta tarea, (to)
Los datos experimentales obtenidos están resumidos en la Tabla Ge-
neral, 6.
En to se incluyen el tiempo real de la operación por elemento, adicio-nado del tiempo que ha permanecido en reposo en la tarea considerada. Lasuma de los tiempos de todas las tareas corresponde con 14 días laborales.
5.8. Personal, (m)
Se define como el numero de personas que trabajando simultáneamen-te durante el tiempo de cadencia produzcan la parte correspondiente a un ele-mento en cada tarea considerada.
5.9. Salario medio
Seguidamente se indica la categoría y salario del personal dedicado ala fabricación:
n9 de personal Categoría Sueldo anual
111111' 61
Salario medio horario = 6 5 , -
A - lOficial 2a
Oficial 2a
Oficial 2a
Oficial 3 a
Oficial 2 a 1' 61
ptas hora x hombre.
102. 205-, -121.050,-121.050, -121.050,-111.341,-
x (121. 050, -)

29
El control de tiempos de cada una de las tareas se ha realizado muyminuciosamente, para lo cual se han tomado los tiempos reales de trabajo detodos los operarios, en fracciones de cinco minutos, a lo largo de los 35 díasde fabricación.
La ejecución de este trabajo ha sido realizada por un titulado superior,como Jefe de Fabricación, cinco operarios, cuya dedicación al mismo ha si-do del 100%, y la colaboración de un personal eventual para desarrollar algu-nas de las tareas que no requerían un trabajo regular.
Las horas x hombre reales trabajadas, y obtenidas por control de tiempos por los cinco operarios fijos fue de 734, 17 h. (Tabla VII).
Si se considera que la jornada de trabajo es de 7 horas el numero totalde horas x hombre trabajadas hubiera sido de
35 x 7x 5 = 1.225 horas x hombre
Esta diferencia existente se debe a los tiempos muertos de fabricaciónque en la mayoría de los casos son inevitables por tratarse de un solo turnode trabajo y a las instalaciones que no han sido proyectadas para una produc-ción industrial, sino mas bien con fines de investigación.
El programa necesita como dato de entrada las fracciones de hombrepor tarea, por lo cual es necesario conocer el numero de horas x hombreteóricas en cada una de las tareas. Como se conocen los tiempos reales bas-ta multiplicar estas por un factor de corrección para así* disponer de las horasx hombre.
Este coeficiente o factor de corrección se calcula mediante el cocienteentre las horas x hombre totales teóricas y las horas x hombre reales totales.
1.225/734, 17 = 1, 67
U-.j. vez conocidas las horas x hombre teóricas por tarea, el n2 de elementos de fabricación en los 35 días y la cadencia, se calcula la fracción dehombre por tarea mediante la formula:
horas x hombre (por cada tarea)numero de elementos x cadencia
Los datos para cada tarea están resumidos en la tabla VII.
Asi, por ejemplo, el calculo de la fracción de hombre en la tarea 11,es el siguiente (ver Tabla VII)
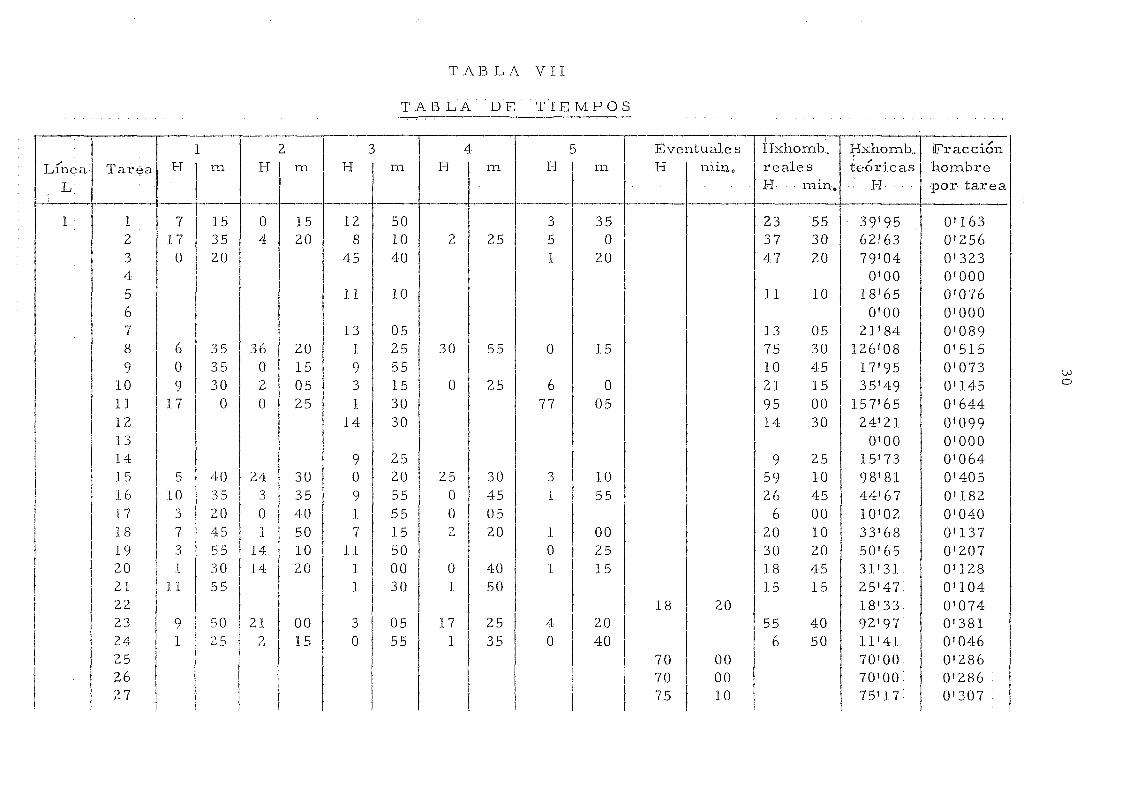
TABLA VII
TAB LA' DE TIEMPOS
Línea:
L;
1
Tarea
1234
5678
9101112131415161718
19202122232 425262 7
I-I
• ' " '
717
0
609
17
510
o
7Q
111
91
1m
153 520
353530
0
4035204 5553055
502 5
2H
04
3602
0
2 43
01
1414
2.12
ITT.
1520
20150 525
3035
4 0501020
0015
H
128
4 5
11
131
931
14
90
917
1111
30
na
501040
10
052 555153030
2520555515500030
0555
4I-I
2
30
0
2 5002
01
171
m
2 5
55
2 5
304 5
0520
4 050
2535
P
H
351
0
677
31
101
40
m
350
20
15
0
05
1055
002515
2040
EventualesH
18
707075
rriin o
20
000010
i
Hxhomb.,realesH nain.
23 5537 3047 20
11 10
13 0575 3010 4521 1595 0014 30
9 2559 1026 45
6 0020 1030 2018 4515 15
55 406 50
Hxhomb,.teó ricas.:. H-
• 39 '9562.'6379'04
O ' O O18'65
O'OO21 '84
126'0817'9535'49
157'6524'21
O'OO15 '7398'8144'6710'0233 '6850 '6531' 31.25'47.18'33.92'9711 '41.70'0070'00:75'17
¡Fracciónhombrepor tarea
011630'2560 '323O'OOO0*076O'OOO0'0890' 5150 '0730'1450'6440'099O'OOO0'0640'4050*182
0'0400' 1370'2070'1280'1040'0740 '3810'0460'2860'286 :0'307 :
o

31
_J
c•H
u o o oO O O O O ' - H ' - i O O O t M O O O O O O O O ' - i O O O O O O
ALO
6»o ü
A ;
a- nr . - ¡ ! I
II
co i,
<!!
oü

32
157, 65 horas x hombre teóricas • .-.i j ^ = 0, 644 hombre.
7, i_lij
35 días 7 horas 35x 718 elementos x . ~- x —
18 elementos día
Los operarios eventuales por su tipo de trabajo no han necesitado uncontrol de tiempos reales en cada tarea, sino que se ha utilizado un valormedio, que corresponde a su participación y que incluye los tiempos muertos,
Este valor multiplicado por el número de elementos fabricados da elnumero de horas teóricas totales empleadas, que es de 394,45 h. (Ver tablaVII).
Aplicando la formula anterior se obtiene el numero de obreros even-tuales :
394,45- I A l
-35 x 7
Si en lugar de las horas teóricas totales empleadas figurase en el nu-merador el número de horas teóricas por tarea, se obtendrían las fraccionesde hombre para cada una de las tareas en que contribuyen los operarios eventuales.
Por todo lo anteriormente expuesto se ha determinado que el númerode operarios que han intervenido en esta fabricación es de 5 fijos y 1,61 eventuales; en total 6, 61.
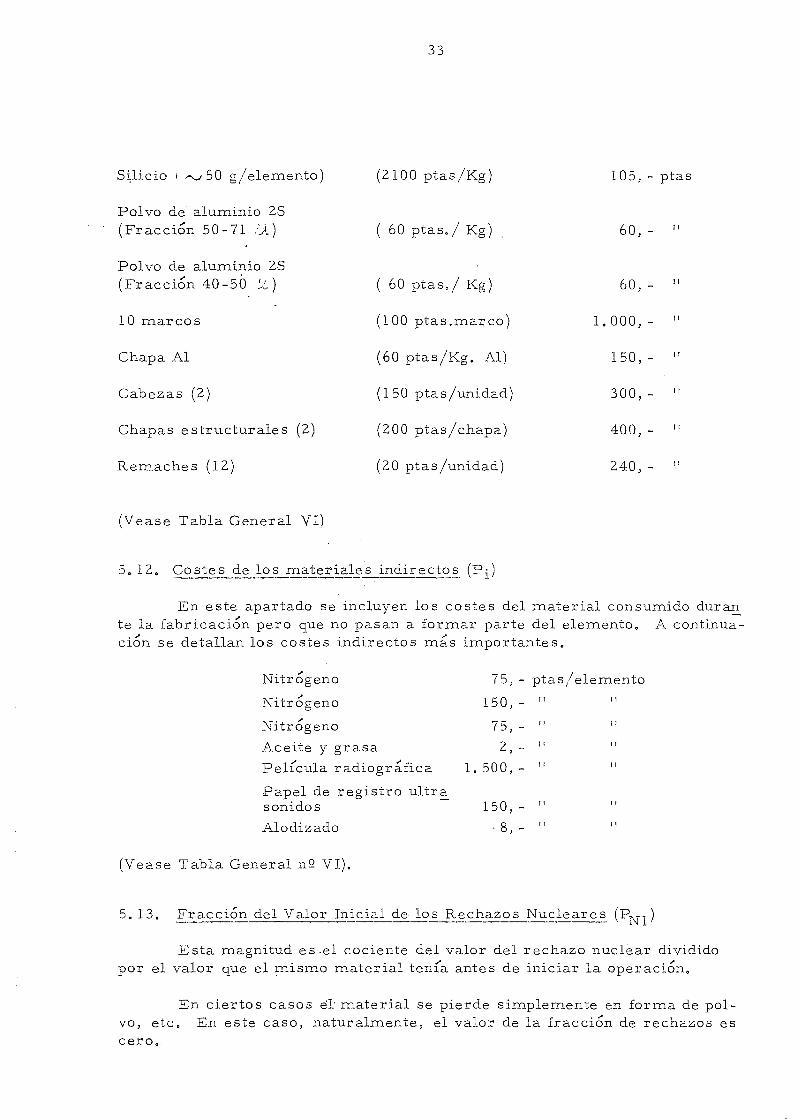
50 10» Coste de los materiales nucleares (Pj\y)
Cada combustible contiene aproximadamente 0, 900 Kg. de U3O3(17,73% U-235). De acuerdo con las A.E.C. Charges and SpecificationsSuplement n9 1, J armar y 1, 1968, el coste del Kg. de uranio como UF¿, dela composición isotópica citada es 1.846,03 $/Kg. U, es decir aproximada-mente 129.222, - ptas. El valor equivalente por Kg. de U3O8 es de 109.000, -ptas. Por lo tanto 98. 127, - ptas es el valor adoptado como dato de entrada(Tabla general VI).
5. 11. Coste de los materiales ordinarios (Po)
El material ordinario que forma parte del elemento combustible estaconstituido por Al (Tipo 2S). El precio de los diversos componentes se des-compone como sigue:
33
Silicio í *-v 50 g/elemento)
Polvo de aluminio 2S(Fracción 50-71 Ü.)
Polvo de aluminio 2S(Fracción 40-50 U.)
10 marcos
Chapa Al
Cabezas (2)
Chapas estructurales (2)
Remaches (12)
(2100 ptas/Kg)
( 60 ptas./Kg) .
( 60 ptas./ Kg)
(100 ptas.marco)
(60 ptas/Kg. Al)
(150 ptas/unidad)
(200 ptas/chapa)
(20 ptas/unidad)
105,- ptas
60, - "
60, - "
1.000,- "
150,- "
300, - "
400,- "
240,- "
(Véase Tabla General VI)
5.12. Costes de los materiales indirectos (P ¿)
En este apartado se incluyen los costes del material consumido durante la fabricación pero que no pasan a formar parte del elemento. A continua-ción se detallan los costes indirectos más importantes.
Nitrógeno
Nitrógeno
Nitrógeno 75, - "
Aceite y grasa 2, - "
Película radiográfica 1.500,- "
Papel de registro ultrasonidos 150, - "
75, - ptas/elemento
150,- "
Alodizado
(Véase Tabla General n° VI).
5. 13. Fracción del Valor Inicial de los Rechazos Nucleares (P,,-,)
Esta magnitud es-el cociente del valor del rechazo nuclear divididopor el valor que el mismo material tenia antes de iniciar la operación.
En ciertos casos él' material se pierde simplemente en forma de pol-vo, etc. En este caso, naturalmente, el valor de la fracción de rechazos escero..

34
En la mayor parte de los casos el material rechazado se recupera,pero debe ser reprocesado. El valor de este tratamiento debe restarse delvalor inicial para tener el correspondiente al rechazo, En lo que sigue seha adoptado 18 $/Kg U^Og como valor de reproceso del uranio.
Los valores de PNj y PQI se encuentran en la Tabla VI para cadatarea individual.
Por ejemplo en la Tarea 11, linea 1 se pierden 165, 90 gr. de polvode U3O8 completamente y 8.807,89 gr, de U3O8 se reprocesan. El cálculode P]\n es el siguiente:
0, 1659 Kg. x 98. 127, - ptas/Kg. = 16. 279 ptas. Perdida de U3Og
8, 80789 Kg. x 18 x 70 ptas/$ = 11. 097, 9414 ptas reprocesado
Valor inicial-pérdidasPN1
Valor inicial
26, 8714 x 98. 127 (0, 1659 x 98. 127 4- 8, 80789 x 1260)= — . = 0, 989
26.87014 x 98127
5. 14. (x) Coste de la Energía Eléctrica
El cálculo del coste de energía eléctrica se ha tomado a partir de lasuma de todas las potencias eléctricas de los distintos equipos, teniendo encuenta el tiempo de funcionamiento de dichos equipos a lo largo de todo elaño.
Esta suma ha sido de 15. 300 KwH año y supuesto el precio del Kwhde 1, 57 ptas, resulta, así", que el coste de la energía eléctrica por año esde 240.000, - ptas, aproximadamente.
5.15. Gas tos fijos indirectos de fabricación GIF
El criterio adoptado para la determinación de este aparato, de dificildelimitación en el caso presente, es el que sigue, para obtener los gastos correspondientes a los haberes del personal.
1) Se han determinado el numero de personas que realizan trabajos generales:
a) Para la Junta en general
b) Para la Dirección de Plantas Piloto e Industriales.
c) Para la División de Metalurgia

35
Como resultado se ha estimado en 249 las personas dedicadas a admi-nistración, medicina, transporte, etc.
2) Se ha calculado el sueldo medio del personal de la JEN como sigue:
Salario total anual 480. 500. 000Sueldo medio = ————— = = 203. 515, -
Personal de la JEN 2. 361
A partir de 1) y 2) se calcula el gasto anual de los servicios generales(salarios). Dividiendo esta cifra por el personal total de la JEN se conoce loque corresponde a cada persona y multiplicando el cociente por el numero depersonas que han intervenido en la fabricación del combustible, se obtiene elvalor correspondiente a los haberes.
Es decir:
249 x 203.515 x 9- ™ _ _ - =193.171
2, 361
Los gastos de material se calculan por el mismo procedimiento;
76.000.000 x 249 x 9_, , ,___ „ - 30,553,- ptas
2. 361 x 2. 361
El valor de GIF es por tanto 193. 171 4- 30. 553 = 223. 724, - ptas.
5.16. Fracción del Valor inicial de los rechazos ordinarios (PQ 1)
Ninguno de los rechazos de material ordinario se considera; por tan-to su valor es nulo y también es cero la fracción del valor inicial.
5.17. Coeficiente de Gastos de Fabricación Indirectos K (Ptas/año).
Los gastos de fabricación indirectos por año se descomponen cumusigue:
- Personal administrativo 102.205 ptas/año _,„ . . ,. , - - - - . - . « / - - — = 20. 441, - ptas. ño.(Secretaria A-l para o Grupos) 5
- Personal subalterno 115.909 ptas/año _ ___« • • —•—' =» = i, 727, - ptas/ano.
(1 mozo para 15 Grupos) 15

3 /o
- Servicio de Protección y Contabilidad(1 Lab, 3a) 110.149 ptas/año 110. 149, - (Ptas/año)
- Vestuario y equipo de producción(18 trajes para 9 personas) 19. 350, - Ptas
- Útiles y herramientas mano(estimación) 1.000,- "
- Material vario de consumo
(estimación) 10. 000, - "
- Energía Eléctrica (x) 240.000,- "
- Transportes 1. 000, - "
- Residuos (4 bidones/año ) . 4. 000, - "
TOTAL 413. 667, - Ptas
5.18. Gastos Fijos de Fabricación (GF)
Se descompone como sigue:
Jefe de Fabricación 318. 145, - Ptas/año
Oficinas Técnicas (l/lO delineante A-l) 11. 134, -
Custodia y vigilancia (l/lO vigilante), . 11. 590, -
Gastos de almacén y repuestos 0
¡ i
I! II
TOTAL GF 340. 869, - Ptas/ano
5.19. Coeficiente de Depreciación de equipo (Ke)
Se considera que el equipo se deprecia totalmente en 10 años. Por tanto:
1 1Ke = - . - " - . - - - . - - - - . = 0,00075 x ,.-.
10 x 133,2 elementos totales

37
5.20. Coeficiente de Espacio (Ks)
Se obtiene dividiendo el coste de amortización anual de los edificiosy de los gastos de calefacción, agua, alcantarillado, alumbrado, entreteni-miento, e tc por la superficie útil de fabricación y por el número de horasde un año:
De acuerdo con los datos facilitados por el Servicio de Obras de laJ.E.N. el valor estimado para Ks en el caso presente es:
Pts.K_ = 0,356 — — — _
2m hora
5• 1. Coste de Equipos
En la Tabla VIII se detallan los costes del equipo correspondiente alas diferentes tareas.
Para el cálculo de coste de los equipos se ha considerado el valorque figura en sus facturas de adquisición.
En aquellas instalaciones que no existe ninguna factura por haber sidoconstruidos en los Talleres de la JEN se ha tomado el precio de los materia-les necesarios, cargándoles el coste de la mano de obra que se invirtió en suconstrucción y montaje.
Así" para las Cajas de Guantes:
Materiales ordinarios necesariosen la construcción de un módulode Cajas de Guantes 40. 000, - Ptas0
Mano de obra para el montaje . . 20. 000, - 11
Accesorios eléctricos y montajede éstos 10.000,- "
TOTAL 70. 000, - Ptas,
En la relación de los costes de los equipos que a continuación se de-tallan, figuran en algunos aparatos unos coeficientes que indican su grado deutilización en esa tarea, repartiéndose asi el coste verdadero de la instala-ción entre las diversas tareas que utilizan dicho aparato según su factor deutilización.

38
TABLA VIII
Tarea
Tarea
Tarea
Tarea
Tarea
1
2
3
4
5
Caja ABalanza
Caja CHorno
l/2, 8 de modulo Caja BTamizador
0
1/2 modulo Caia Bl/7 de balanza
Tarea 6 l/2 modulo Caja Bl/2 molino
Tarea 7 l/2 modulo Caja B1/7 de balanza1 0 vasos
Tarea 8 1/3 modulo Caja El/3 de prensa0, 8 Horno2 moldes
Tarea 9 l/2 modulo Caja B1/7 balanza
Tarea 10 1 horno vacío
70.000, -70.000, -
70.000, -40.000, -
25.000, -1.000, -
140.
110.
26.
000,
000,
000;
35.000, -10.000, -
35.000, -2.500, -
35.000, -10.000, -1.000, -
50.000, -55.000, -50.000, -10.000, -
35,000, -10.000, -
100.000, -
45.000,
37.500,
46. 000,
165.000,
45.000,
100. 000,
Tarea 11 2 Cajas 150.000,1 molino 50.000,2 machacadoras 150.000,1 juego de tamices y vibrador
Tarea 12 l/2 modulo caja Bl/7 balanza
Tarea 13 1/2 modulo Caja Bl/2 molino
Tarea 14 1/2 modulo Caja Bl/7 balanza20 vasos
5. 000, -
35.000, -10.000;-
35.000, -2. 500: -
35. 000, -10.000, -2.000, -
355.000,
45, 000:
37,500,
47.000,

3 9
Tarea 15
Tarea 16
Tarea 17
Tarea 18
Tarea 19
Tarea 20
Tarea 21
Tarea 22
Tarea 23
T A B
1/3 modulo Caja1/3 prensa2 moldes
1/2 modulo Cajal/7 balanza1/2 micro1/2 micrómetro
Horno vacío4 bandejas
1/2 modulo Cajal/7 balanza1/2 micrómetro
1/3 modulo Cajal /3 prensa0, 2 horno
1 modulo Caja F6 gratas
1 modulo Caja F20 piezas
0,7 de soldador1 equipo vacio
Laminador MAN
L A
E
B
B
" STANAT1/3 horno Lloyd
VII I (cont. )
50.000,55.000,10.000,
35.000,10.000,
500,500,
100.000,500,
35.000,10.000,
500,
500,
50.000,
55.000..1.2, 000,
71!, ÜÜU,
100,
70.U00,800,
10.000,20.000.,
3.000.000,150.000,30.000,
Tarea
Tarea
Tarea
Tarea
2 4
2 5
26
27
1/3 horno Lloyd
0,28 Rayos X0,28 Cámara oscura
0, 28 Ultrasonidos
CizallaNegatoscopio
Tarea 28 1/3 horno Lloyd
30.000, -
140 ,000 , -.30,000, --
100 ,000 , -
55.000, -10.000, -
30. 000, -
1.15.000, -
46.000,
100.500,
4b.000, -
I 17,000, -
70. 100, -
70 .800 , -
30.000, -
.5. 180.000, -
30,000. -
170.000, -
100.OUÜ. -
65.000, -
30.000, -

40
T A B L A V I I I (cont.
Tarea
Tarea
T a.r e a
Tarea
29
30
31
3¿
1/ 6 alodizadü
0
0
Rectificadora
placas
33 0! 1 3 mesa marmol2 micros
25,000, - 25.000, -
300. 000, -
500, -250. -
300 .000,
750,
L 2 1
L 3 1
L 4 1
.u 5 i
L 7 I
L 8 1
L 9 1
1/2 Vibrador
1/2 VibradorAparato desengrasado To1/7 modulo Caja B
01/6 Decapado
6 1?
545
CorteLaminaciónCorte1/6 DecapadoRa.spado
01/6 Anodizadu
01/6 Anodizado
01/6 Alodizado
10. 000, -
10. 000, -2. 000, -
10. 000, -
25.000, -
20,000, -5 0 . 0 0 0 , -20.. 000, -25.000, -
2.000. -
25.000, -
25. 000, -
25.000. -
10.000, -
10.000, -2.000, -
10.000, -
25.000, -
20.000, -50.000, -20.000, -25.000, -2.000, -
25.000,
25.000,
25.000,
5» 22, E_s_D_aci_o
La superficie en m1- para cada t a r e a individual es ta r e sumida en lasTablas VI y IX.

41
Las dimensiones de la nave son de 7 módulos de largo por 3 de ancho,equivalente a 257,25 m^, teniendo en cuenta que cada modulo tiene una super_ficie de 12, 25 m^.
La superficie que ocupan los equipos que se encuentran en la nave esde 60,40 m*-, siendo necesario corregir estos espacios para obtener las super_ficies útiles para cada tarea. El factor de corrección es:
} . = 4,2560,40
Para el cálculo de las superficies correspondientes a los laboratoriosanejos no se ha utilizado este factor de corrección, sino que se ha obtenidomediante el producto de la superficie real por la fracción de horas x hombrede utilización.
La superficie dedicada alas instalaciones de Rayos X, Ultrasonidos,Tratamientos Superficiales y Control Dimensional (Laboratorios anejos) es de6 módulos.
Al mismo tiempo, se ha considerado que existen unas superficies asig_nadas como despachos y servicios, según el siguiente criterio:
1 modulo = Despacho Jefe de Fabricación
1 modulo = Vestuario y Servicios
1/5 modulo = Secretaria

4?.
T A B L A IX
CALCULO DE LA SUPERFICIE S
Superficie Superficie útilLínea Tarea Instalación real m Laboratorios anejos por tarea
4,26019,170
1, 704O'OOO
L
LLL
L
1
234
5
12345678
910111213141516171819202122232425262728
29303132331112312
ACBBBBBEBGHBBBEBIBEFFJLKMNOKPRRRRBDDJBRP
1400000102200010101112141
301221400460002004
'0•'5
'4•0'5•5
'5'5'5'0•5
'5' 5•5!5'5•0
'5'5' 2'3'5'3'5,62,25!0•5
'08'2'3!0'13
'5•5'01 1
!08
(21 /2 modui.os)xOl 286^8, 72(1 modulo) x 0!286 ^ 3, 49
(2/6 módulos )x0' 3 2 8 = 1 . 34
(1/2 modulo) x0 ! 130-01 79
z,22,
2,2,2,
130130
. 1306,3902, 1308, 52010,650
130130
. 1306, 3902, 1304,2602, 1306,3905,112
5, 53810,65060,9186, 390
8, 5206, 390
0 ' 8 5 2
1 •• 2 7 317*040
02. 1302, 1308.. 5200'4260
(2/ 6 modul o ¿ )x0; 3 2 8 = 1! 34

43
T A B L A IX (cont. )
Superficie. Superficie útilLínea Tarea Instalación real m Laboratorios anejos por tarea
L 6 1 O l'O 4,2602 L 5'0 21,3003 O l'O 4,2604 P 4'08 (2/6 modulo)x0'328=1'345 U l'O 4,260
L 7 1 R 0 02 P 4!08 (2/6 módulo)x0'328=1, 34
L 8 1 R 0 02 P 4'08 (2/6 módulo)x0' 328 = 1' 34
L 9 1 R 0 02 P 4'08 (2/6 módulo)x0' 328 = 1, 34
6. RESULTADOS DE APLICACIÓN DEL PROGRAMA HALCÓN
La distribución de costes y el coste total del elemento combustibleJEN-1 realizado en las instalaciones de la JEN están presentados en laTabla siguiente:
T A B L A
Coste por:
Mano de obra
Mano de Obra de reelaboración
Material ordinario
Rechazo de material nuclear
Rechazo de material ordinario
Espacio
Por depreciación de equipo
Gastos indirectos
Alquiler material nuclear
Intereses del capital de trabajo
Gastos fijos
COSTE TOTAL DEL ELEMENTO COMBUS- 3 2 > 3 8 2 i _ -pUfí
5.848, -
1 . 6 9 8 , -
2.315, -
597 , -225, -
6.495, -5.314, -
5 . 3 5 5 , -
1 9 1 , -86, -
4.258,-
Ptasn
11
i i
11
"
! 1
11
II
II
1 !
El coste total de fabricación de las 10 placas combustibles éxcer,'•.do el montaje de las m i s m a s pa ra formar el elemento es de 29. 038, - Fu-:.

44
APÉNDICE I
MEDIDAS ACEPTADAS POR LA COMISIÓN DE SEGURIDAD DE LA JEN EN
LA PLANTA DE FABRICACIÓN PARA PREVENIR UN ACCIDENTE POR
CRITICIDAD
1. La cantidad total de U-235 a precesar durante el periodo estudiado de fa-bricación es de 4, 12 Kg para una carga completa.
El material de partida es ADU enriquecido al 18% aproximadamente,
2. Diagrama de fabricación. En la Fig. 1 se ha representado el diagrama deflujo de materiales y la secuencia de operaciones del proceso de fabrica-ción.
2. 1. La nave de fabricación, como ya se ha dicho anteriormente, está di-vidida en tres zonas, (fig. 2). En la zona P se maneja el materialfisible únicamente: en la zona L tochos y placas laminadas y fi-nalmente en la zona M placas y combustibles terminados.
2. 2. Para facilitar la observación de las medidas limitativas y como unaseguridad adicional, cada instalación esta dotada de un letrero indi-cador, situado en un lugar bien visible, en el que figura, de formaexpresa, la cantidad límite de material en el estado de elaboraciónque corresponde a la instalación en cuestión.
3. Control de criticidad.
3. 1. El único criterio a seguir para el control de criticidad es el de limitacion de masa.
Los límites de masa elegidos tienen un margen de seguridadelevado, como puede deducirse de las estimaciones que se detallanen la Tabla I de este Apéndice.
Este sistema ha sido elegido por su buena adaptación al siste_ma contable de U-235, necesario durante la fabricación.
3. 2. Las limitaciones en peso de material fisible contenido en cadainstalación se detallan en la Tabla I de este Apéndice;
Para limitar la masa de material debido a simultaneidad delas transferencias el numero de estas es de:

45
Dos transferencias, como máximo dentro de la zona P.
Una transferencia dentro de la zona P si hay una transferenciasimultanea entre esta y la zona L o el exterior.
Una dentro de la zona M o entre esta zona y el exterior.
Para limitar la simultaneidad de transferencias en el exte-rior, éstas se realizan por una única persona destinada al efectoentre el personal del Grupo de Fabricación.
Los valores límites para transferencias se detallan en laTabla I de este apéndice.
3. 3. Los elementos combustibles montados se entregan en partidas de4 unidades al Grupo de Operación del Reactor,
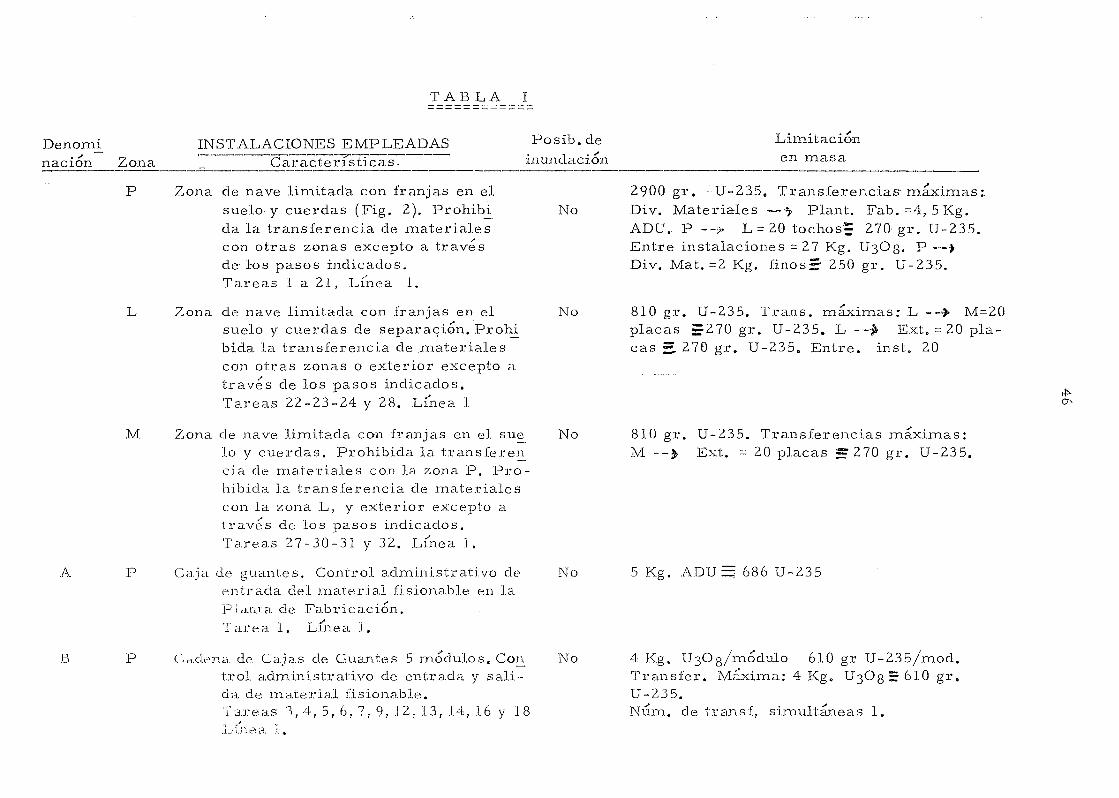
TAB LA I
Denorninación Zona
INSTALACIONES EMPLEADAS
Caracteristicas-
Posib. de
inundación
Limitaciónen masa
L
M
A
B
Zona de nave limitada con franjas en el
suelo y cuerdas (Fig. 2). Prohibi_ Noda la transferencia de materialescon otras zonas excepto a travésde los pasos indicados.Tareas 1 a 21, Línea 1.
Zona de nave limitada con franjas en el Nosuelo y cuerdas de separación. Prohibida. la transferencia de .materialescon otras zonas o exterior excepto através de los pasos indicados.Tareas 22-23-24 y 28. Línea 1
Zona de nave limitada con franjas en el sue Nolo y cuerdas. Prohibida la transierencia de materiales con la zona P. Pro-hibida la transferencia de materialescon la zona L, y exterior excepto através de los pasos indicados.Tareas 27-30-31 y 32. Línea 1.
Caja de guantes. Control administrativo de Noentrada del. material fisionable en lapiania de Fabricación,Tarea. 1. Linea 1.
Cadena de Caja.s de Guantes 5 módulos. Con Notrol administrativo de entrada y sali-da de material fisionable.Tareas 3, 4, 5, 6, 7, 9, 12, 13, 14, 1.6 y 18
2900 gi*. -U-235. Transferencias- máximas •Div. Materiales —*p Plant. Fab. =4, 5Kg.ADU. P --•*• L = 2G tochos= 270 gr. U-235.Entre instalaciones = 27 Kg. U3Og. P —>Div. Mat. =2 Kg. finosr 250 gr. U-235.
810 gr. U-235. Trans. máximas: L -—> M=20placas =270 gr. U-235. L - - £ Ext. = 20 pla-cas S 270 gr. U-235. Entre, inst. 20
o
810 gr. U-235. Transferencias máximas:M --> Ext. = 20 placas s 270 gr. U-235.
5 Kg. ADU5 686 U-235
4 Kg. U3O8/módulo 610 gr U-235/mod.Transfer. Máxima: 4 Kg. U3O3E6IO gr.U-235.Num, de transf, simultaneas 1.

T A B L A I ( c o n t . )
Denominación
C
ZonaINSTALACIONES EMPLEADAS
CaracterísticasPosib. de
inundaciónLimitación
en masa
F
G
H
P Caja de Guantes con horno-túnel de calcina Noción. Control administrativo de entra-da y salida de material fisionable.Tarea 2, Línea 1.
P Caja de. Guantes, acoplada a prensa 10 Tn. SiHorno acoplado con mufla acero refrac_tario. Refrigeración de la puerta delhorno. Control administrativo de entrada y salida de material fisionable.Tarea 8, 15 y 19. Línea 1.
P Cadena de Cajas de Guantes. Control admi Nonistra.ti.vo de entrada y salida de material fisionable.Tareas 20 y 21. Linea 1
P Horno aJ'to vacio. Refrigeración bridas. Control administrativo de material fisionableTarea, 10. Línea 1.
P Cadena de Cajas de guantes con atmosfera Node nitrógeno. Control administrativo deentrada y salida, de material fisionableTarea, ! 1. Linea. 1.,
P Estufa de vacío. Refrigeración en la brida Remotade Cüá'i'e. Control administrativo.Twcs 1.7 Línea, i .
5 Kg. ADU 5 686 gr. U-235
4 Kg. U3O8 5 610 gr. U-235
20 pastillas de dispersión/módulo E 270 grU-23 5/modulo.Transíer. Máxima: interior 10 pastillas£ 135 gr. U-235,Núm. de transí, simultaneas: 1
7 Kg. (UAl3-Al2O3)r 750 gr. U-235
4 Kg. UA13 - Al2O3/módulos - 427 gr.U~235/módulo, Transí, máxima interior:4 Kg. UA13-A12O3 = 427 gr. U-235
30 pastillas dispersión —405 gr. U-235.
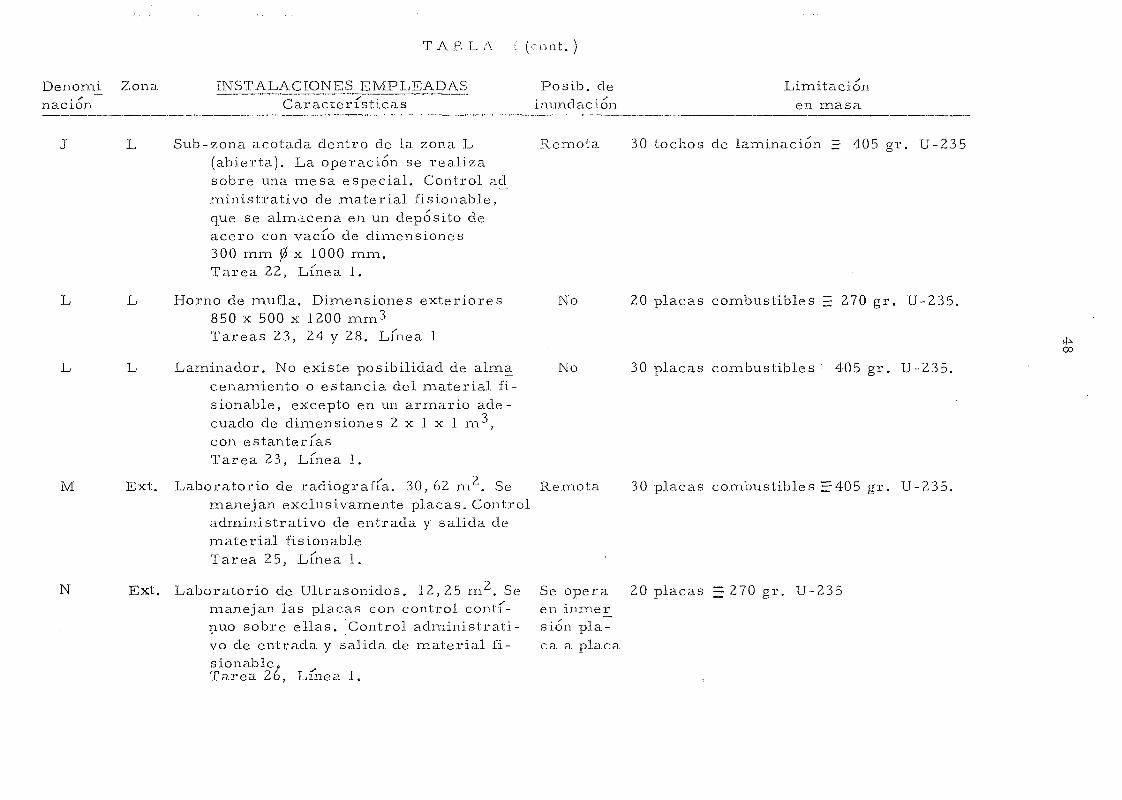
T A B L A i (cont. )
Denorm Zonanación
INSTALACIONES EMPLEADASCaracterísticas
Pos ib. deinundación
Limitaciónen masa
J L Sub-zona acotada dentro de la zona L(abierta). La operación se realizasobre una mesa especial. Control administrativo de material fisionable,que se almacena en un depósito deacero con vacio de dimensiones300 mm 0 x 1000 mm.Tarea 22, Linea 1.
L L Horno de mufla. Dimensiones exteriores850 x 500 x 1200 mm3
Tareas 23, 24 y 28. Línea 1
L L Laminador. No existe posibilidad de almacenamiento o estancia del material fi-sionable, excepto en un armario ade-cuado de dimensiones 2 x 1 x 1 m ,con estanteríasTarea 23, Línea 1.
M Ext. Laboratorio de radiografía. 30, 62 m . Semanejan exclusivamente placas. Controladministrativo de entrada y salida dematerial fisionableTarea 25, Linea 1.
N Ext. Laboratorio de Ultrasonidos. 12,25 m . Semanejan las placas con control conti-nuo sobre ellas. Control administrati-vo de entrada y salida de material fi-sionable.Tarea 26, Línea 1.
Remota 30 tochos de laminación — 405 gr. U-235
No 20 placas combustibles — 270 gr. U-235.
No 30 placas combustibles • 405 gr. U-235.oo
Remota 30 placas combustibles —405 gr. U-235.
Se operaen inmersion pla-ca a placa
20 placas = 270 gr. U-235

TABLA I(cont. )
Denomi Zonanación
INSTALACIONES EMPLEADAS
Características
O. T.
V
Pos ib. deinundación
M Cizalla para corte de las placas a dimensiones NoNegatoscopio y armario de almacenamiento con control administrativo, de dimen-siones 2 x 1 x 1 m Tarea 27. Linea 1
Ext. Laboratorio de ti*atamientos superficiales 24'50 Inmersióncm . Control administrativo de entrada y placa a pla-salida de material fisionable. No se utili- ca en un baza como almacenamiento. ño especialTarea 29. Línea 1.
R M Dispositivo para el montaje de los elementoscombustibles. Imposibilidad de alma.ce-namiento. Conti*ol administrativo de lazona M.Tareas 30 y 32, Línea 1
No
M
Q Ext.
Armario. Dimensiones 880x480x1900Se utilizara para el almacenamiento delcombustible terminado. Control administrativo de entrada y final de salida de laPlanta de Fabricación.Tarea 33. Línea 1.
Laboratorio control dimensional 6, 13 m/.Control administrativo de entrada y sali.da. No se utiliza para almacenamiento.Tarea 33.
N o
N o
Limitaciónen masa
30 placas =405 gr. U-235
30 placas •= 405 gr. U-235
1 elemento combustible ?'.• 10 placas5 135 gr. U-235.
3 elementos combustibles — 405 gr.U-235
3 elementos combustibles —405 gr..U-235
50
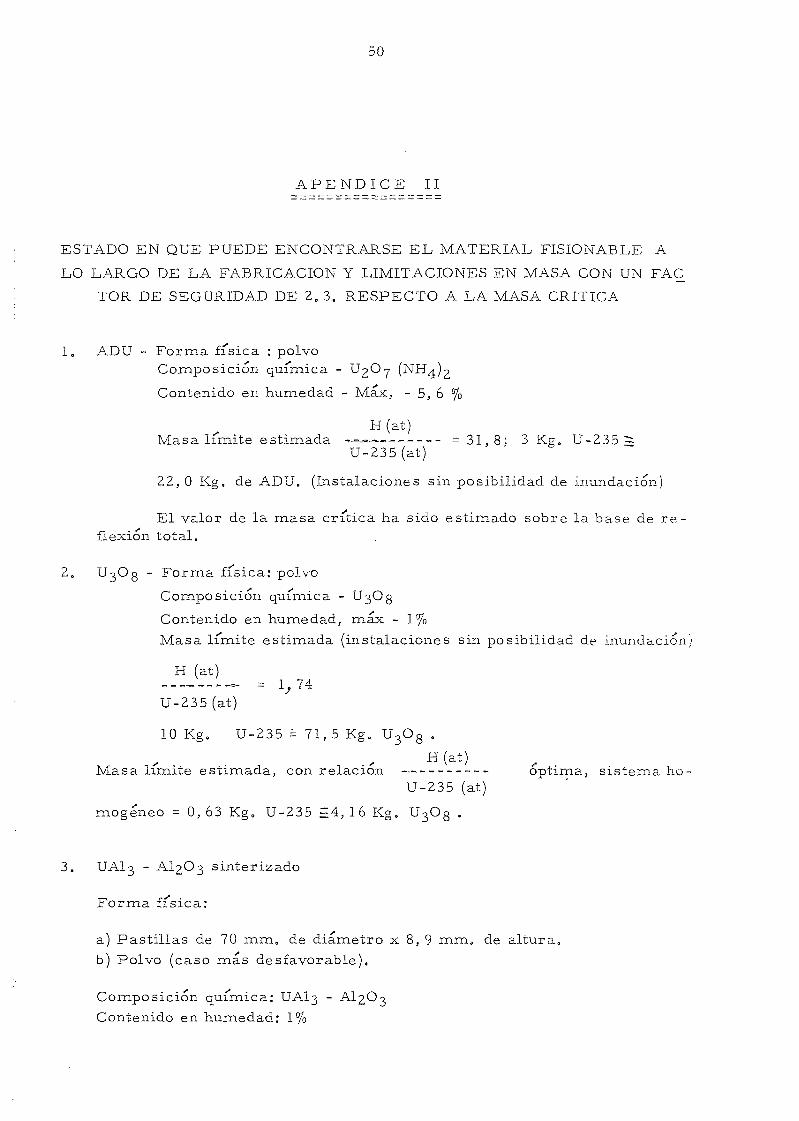
A P É N D I C E II
ESTADO EN QUE PUEDE ENCONTRARSE EL MATERIAL FISIONABLE A
LO LARGO DE LA FABRICACIÓN Y LIMITACIONES EN MASA CON UN FAC
TOR DE SEGURIDAD DE 2, 3. RESPECTO A LA MASA CRITICA
1. ADU - Forma física : polvoComposición química - U2O7 (NH^Jn
Contenido en humedad - Max, - 5, 6 %
H(at)Masa limite estimada ~-—.,~--. = 31,8; 3 Kg. U-235 ~
U-235 (at)
22,0 Kg, de ADU. (Instalaciones sin posibilidad de inundación)
El valor de la masa crítica ha sido estimado sobre la, base de re-flexión total.
2. U^Og - Forma física: polvo
Composición química - U3Og
Contenido en humedad, max.- 1%
Masa limite estimada (instalaciones sin posibilidad de inundación)
= 1,74H (at) ^
U-235 (at)
10 Kg. U-235 = 71,5 Kg. U3Og .
H (at)Masa limite estimada, con relación óptima, sistema ho-
U-235 (at)
mogéneo = 0, 63 Kgo U-235 =4, 16 Kg. U3O8 .
3. UAI3 - AI2O3 sinterizado
Forma física:
a) Pastillas de 70 mm. de diámetro x 8, 9 mrru de altura.
b) Polvo (caso mas desfavorable).
Composición química: UAI3 - AI2O3
Contenido en humedad: 1%
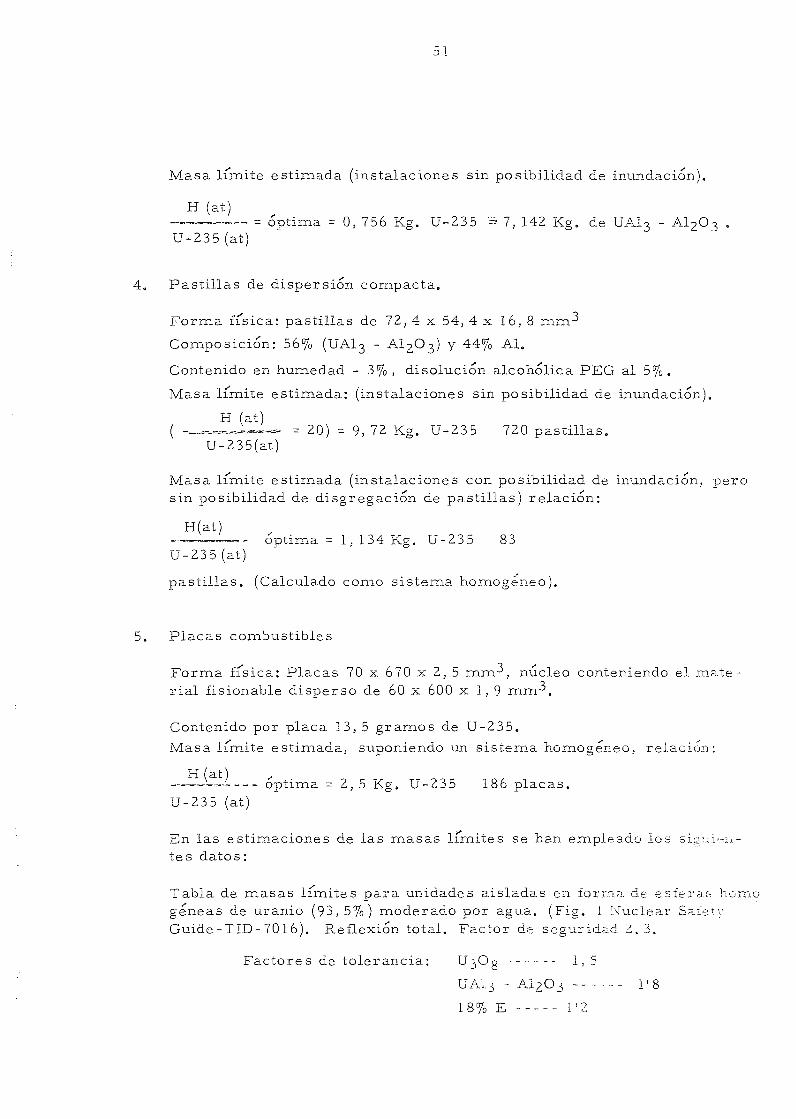
51
Masa limite estimada (instalaciones sin posibilidad de inundación).
H (at)„_„,_,. = óptima = 0, 756 Kg. U-235 ^ 7, 142 Kg. de UA13 - A12O3 .
U-235(at)
4, Pas t i l l a s de dispersión compacta,
Fo rma física: past i l las de 72, 4 x 54, 4 x 16, 8 mm-^
Composición: 56% (UAI3 - A12O3) y 44% Al.
Contenido en humedad - 3%, disolución alcohólica PEG al 5%.
Masa l ímite es t imada: (instalaciones sin posibilidad de inundación).
H (at)( - . _^_=^^ -~~ = 20) = 9, 72 Kg. U-235 720 pas t i l l a s .
U-235(at)
Masa l ímite es t imada (instalaciones con posibilidad de inundación, perosin posibilidad de disgregación de past i l las) re lac ión:
H(at)_—___„— óptima = 1, 134 Kg. U-235 83U-235 (at)
pas t i l l a s . (Calculado como s i s tema homogéneo).
5. P lacas combustibles
Forma física: P lacas 70 x 670 x 2, 5 mm , núcleo conteniendo el mate -r i a l fisionable d isperso de 60 x 600 x 1, 9 m m .
Contenido por placa 13, 5 granaos de U-235.
Masa l ímite es t imada, suponiendo un s i s tema homogéneo, relación:
--——= óptima = 2, 5 Kg. U-235 186 p lacas .U-235 (at)
En las est imaciones de las masas l imi tes se han empleado los sigui^ii-tes datos :
Tabla de masas l imites para unidades a is ladas en forma de esferas homogeneas de uranio (93,5%) moderado por agua, (Fig. i Nuclear SafeívGuide-TID-7016). Reflexión total. Factor de seguridad 2 , 3 .
Factores de to lerancia : U3Og 1,5
UAI3 - A12O3 i '8
18% E 1' Z

52
Dispersiones compactas: 1, 5 x 1, 2 x 1, 2 x 1,5
No se ha aplicado ningún factor de tolerancia por densidad como áridode los polvos.

APÉNDICE III
ANÁLISIS DE OTROS RIESGOS, DISTINTOS DEL DE CRITICIDAD, DURAN-
TE LA FABRICACIÓN DE PLACAS COMBUSTIBLES CON URANIO ENRI-
QUECIDO AL 18 %
1.
El material es toxico y radiactivo, por tanto existe un riesgo, directo o indi-recto, de inhalación, ingestión, e tc . . . del material procesado, por personas,que podría afectar a su salud.
20 Riesgos directos debidos a la producción de aerosoles
Dentro del esquema de fabricación el riesgo es directo en aquellas operacio-nes que suponen el manejo de polvos de las siguientes formas:
ADU (Diuranato amónico)
A12U3 - UA13
Es decir, durante las operaciones 1-15 (linea 1), ambas inclusive, deldiagrama de fabricación.
Para prevenir este riesgo, se han adoptado las siguientes medidas de segu-ridad.
2.1 .
Las cajas de guantes (instalaciones A, B, C,E, F y H) se mantienen de modocontinuado a una presión negativa (utilizando extractores) comprendida entre10 y 50 mm. de c.a. , respecto a la presión exterior, cuando no se efectúanoperaciones de entrada y salida de material.
2, 2. Durante las operaciones de introducción o salida de material, inclusoen las instalaciones con esclusa, se ha garantizado el flujo de aire a travésde las puertas hacia el interior de la instalación.
2 . 3 .
En las instalaciones B,H y F, en donde se realizan las operaciones (3, 11 y20, linea 1), que por su índole, producen necesariamente suspensiones depolvo en el aire y aerosoles, se utilizan cajas de guantes de gran hermetici-dad (velocidad de fuga 0, 5 % hora) y un sistema de extracción discontinuocon regulación automática de la presión con el fin de evitar al máximo eldesplazamiento del material suspendido en el aire.

54
2. 4.
En todos los casos el aire es extraído a través de filtros previos, de una eficacia del 99% para partículas de 5 U. y absolutos (99. 95 para partículas de0 3 ^ ) /
2. 5.
Todas las cajas de guantes tienen una gran hermeticidad (la hermeticidad mí-nima corresponde a una velocidad de fuga del 0, 5% hora, medida con el con-ducto de extracción sellado) y poseen un dispositivo de seguridad de entradade aire para evitar depresiones excesivas, que pudiesen originar la rotura deguantes o el colapsado de los paneles. Esta situación solamente puede presentarse durante la utilización, por el personal de las instalaciones. Este dispositivo es eléctrico y la entrada de aire posee filtros absolutos,
2 , 6 .
En la instalación G se realiza un tratamiento térmico (operación 10) del material AI2O3-UAI3 (en forma de pastillas solidas) a 700 C, bajo vacío.
El conducto de expulsión de las bombas previas de vacio se ha conectado alsistema de ventilación general de la nave. En caso de. fallo en el suministroeléctrico se mantiene el vacio en la instalación.
2, 7.
El material radiactivo, durante las transferencias entre instalaciones, estacontenido en frascos de plástico con cierre hermético,
2, 8.
La operación 8 consiste en hacer reaccionar, a unos 550-600 ÜC, U3O3 y Albajo una presión del orden de 2500 Kg/cm.2. La reacción es prácticamente instantanea y violenta, pero, puesto que se realiza en un molde de acero de suficiente resistencia, no supone riesgo alguno para el personal. Esta, reacciónha sido estudiada exhaustivamente en lo que SK refiere a temperaturas y pre-siones.
3, Riesgos derivados del carácter pirofórico del material AI7O3 - UAÍv cuando se halla finamente dividido.
3. 1.
Primitivamente, la molienda de este material (tarea 11) se. realizaba en la ins_talación B. Se observaron explosiones, aunque poco violentas, durante la ope_ración de molienda. La oxidación del material conduce a la formación de oxidos de uranio, indeseables en la fabricación, por lo que actualmente, la mo-

lienda se realiza bajo atmosfera de nitrógeno en la instalación H. Esta ins-talación se ha estado empleando durante los dos últimos años sin la menoranormalidad. Las cajas de guantes son de acero inoxidable y la cantidad deplástico utilizado se reduce a dos pequeñas ventanas por caja,
3 ,2 ,
La fracción de polvo (diámetros de partículas comprendidas entre 50 y 250,{4,)que se utiliza en la fabricación de las placas no es pirofórica. La tempera-tura mínima, a la cual la combustión puede ser autosostenida, es de unos600 °C.
En lo que se refiere a la fracción de finos no utilizada en la fabricación, latemperatura de ignición mínima es de unos 3 50 UC.
4. Riesgos derivados del carácter pirofórico del polvo de Al.
4. 1.
No existen riesgos, puesto que la fracción utiliza.da en la fabricación (40-50^)tiene una velocidad de oxidación muy baja, incluso a 600 °C,
5. Riesgos indirectos
5. 1. En cualquier fase de la fabricación, excepto en las tareas siguientes ala 23, linea 1, puede existir un riesgo, si existe un incendio que altere la in-tegridad de las instalaciones o de los materiales en las distintas etapas deelaboración.
No se manejan en toda la nave de fabricación líquidos ni gases inflamables,por lo que el riesgo de incendio, dada la baja combustibilidad de los materiales de construcción es muy improbable.
En cualquier caso, la existencia durante la noche de un servicio de vigij.ancla.del Centro, y un Servicio de incendios, durante el día, parece suficiente paraque este riesgo se considere como remoto.
6. Experiencia
Las instalaciones en donde se procede a la fabricación de placas combusti-bles con uranio enriquecido al 18% llevan en funcionamiento y utilizacióndesde el año 1961 bajo continua supervisión de la División de Medicina y Proteccion. El numero de placas combustibles fabricadas hasta la fecha, utili-zando uranio natural o uranio de diferentes enriquecimientos, es de 1,800aproximadamente. Existe, pues, una larga experiencia en la explotación delas instalaciones y en lo que se refiere a conocimientos del proceso de fabri-cación, lo que influye , indudablemente, en la eliminación de cualquier riesgo.
56
B I B L I O G R A F Í A
1. Energía Nuclear Enero-Marzo, 1.962 n2 2 pág. 105.
2. Calculo de costes de fabricación de elementos combustibles, J. M,Clement, T. Iglesias, J. Díaz. Energía Nuclear, n° 61 Sep. Oct. -69.
3. Programa para el calculo económico de la fabricación de combustiblesNucleares, T. Iglesias, J. M. Clement y J. Díaz. En preparación.
Se agradece a los Sres0 Calvo Rodríguez, Díaz Díaz,Ruiz Bauza y Srta. Montojo Belda por su colaboraciónen la realización de este trabajo.

ELEMENTO COMBUSTIBLE PLACAS PLANAS JEN-1
cCEPCIONAOU
Si . polvo
f2
ADU U,OS
3TAMIZADO
«CISO^
1í
RECEPCIÓNSi. POLVO
1c
PESADA
6
MEZCLADO
A l . DO
1 Ll NE
VO
A - t
7PESADA
EN VASOS
9
REACCIÓN PESADA
CONDIMSN
Y PE
PE
ROL16
510 NALSAOA
17JAC10NG
Remaches Al.| L I N E A - 9
32
33CONTROL
DIMENSIONAL
15
COMPACi ACCN
:sCONTROL
0IMEN5I0USJ.Y PESADA
Cabezas Al.| L I N E A- 7
r31
RECEPCIÓNCABEZAS
UPESADAVASOS
JL1NEA-5
1!ÍAJUSTE
EN FRIÓ Y E *CALIENTE
Chapas eslfucLINEA - 6
RECEPCIÓN
ÍRUCTURALES
53
MEZCLADO
1 L I N E A - E
2 0
RASPADO
urales
29ALODIZADO
PLACAS
12
P£ SADA
11TRITURACIÓN MOLIENDA
TAMIZADO
21MONTAJE
TOCHO
22
SOLDADURA
ESTA
ZAC
. 10B l L I -ON
nos
23
LAMÍ NACIÓNENSa
AMPC
26RECOCIDO
PLACAS
27CORTE
DIMENSIÓN
26CONTROL
ULTRASÓNICO
2tYOLLAS
25CONTROL
RAYCS- X
iL
i. poINEA
VO
- 2
•
RECEPOON
•el 60*;
7s i
AL poívo
L I N E A - 3
TAWfZAEX)50 -7 U
Al. polvoL I N E A - 4
l.tTAMIZADO
10-50/
2.4DESEHQÍASSOO
TOLUENO
3.¿
SECAOO
15
RECEPCIÓN MARCOS »2.5
DECAPADO
Al chapaL I N S A - 6
2.6LAMiNACOH
5 6
RASPADO
Cabezas ;UNEA-7
RECEPCIÓN CABEZAS ALUMINIO
2.7
ANOOlZADO
Chopas A LestructuralesL l N E A - 9
l.BRECEPCIÓN CHefaS ESTRUCTURALES
2.8ANOOlZADO
RemochesL I N E A - 9
RECEPCIÓN• REMACHES
ALUMINIO
2.9
• ALODIZADO
FiG. i

LABORATORIOOE CONTROLDIMENSIONAL
Q
LABORATORIODE
u u «ASOMÓOS
N
LABORATORIO
OERADXKAAriA
M
LABORATORIO OE1RATAMILNK3S
SUPERFICIA1 t!5
V
H - C A J A Vf CUANTES 01 i.'Ol,E.NOA'í TAMIZADO.
B = " " " PARA EL ME2CLAOO.
A = " ' " D6 RECEPCIÓN Y PE3AOA.
C -"= " " " PAfiA CALCINACIÓN DE ADÜ
E = PARA LA ALUMtNIOTERMtA
BAJO PRESIÓN,
F = CAJA OE GUANTES PARA EL CONTROL 0 1 .
MENSIONAL.
G-HORNO RECOCIDO.
O = TAMI2AOOR VIBRAOOR PARA EL POLVO DEALUMINIO.
I - MUFLA PARA ELIMINACIÓN DE AGLOME-R A N T E .
T = NEGATOSCOPIO.
RwEQUIPO OE MONTAJE,
O - C I Z A L L A .
L » LAMINADORAS,
K - M U F L A OE RECOCIDO.
J - S O L D A D U R A OE FIJACIÓN.
PLANTA DE FABRICACIÓN DE ELEMENTOS COMBUSTIBLES TIPO PLACA
Fig. 2

í ^V€¥m
-<:.- - . -?-• - .«-r---
\ \
Montaje de las placas para formar el elemento combustible.
Elemento Combustible tiPo JEN-1

Instalación para la aluminotermia bajo presión y compactacion de núcleos»
Laminadores Stannat y Mann,

Control dé placas combustibles por Ultrasonidos.
Horno para el precaleníamiento de la mezcla de U3O8 4=- Ale
Equipo de mezclado y dispersión.
= rgí. de me
