operaciones de transformación parte ii nociones sobre …³n+de+alimentos... · master...
TRANSCRIPT
Università degli Studi di Parma (UNIPR)Universidad de Buenos Aires (UBA) Faculdad de Agronomia
Parma-Buenos Aires, 1 de octubre 2016
Operaciones de transformación – Parte IINociones sobre los procesos de estabilización, con particular referencia a la exigencia de profundo conocimiento específicos para llegar a los efectos queridos, minimizando los no deseados.
Master universitario internazionale in Tecnologia degli alimentiMaestrìa Internacional en Tecnologìa de los Alimentos – MITA VII
Roberto Massini – Experto en tecnología de los alimentos.anteriormente profesor de ciencia y tecnología de los alimentos
de la Universidad de [email protected]
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
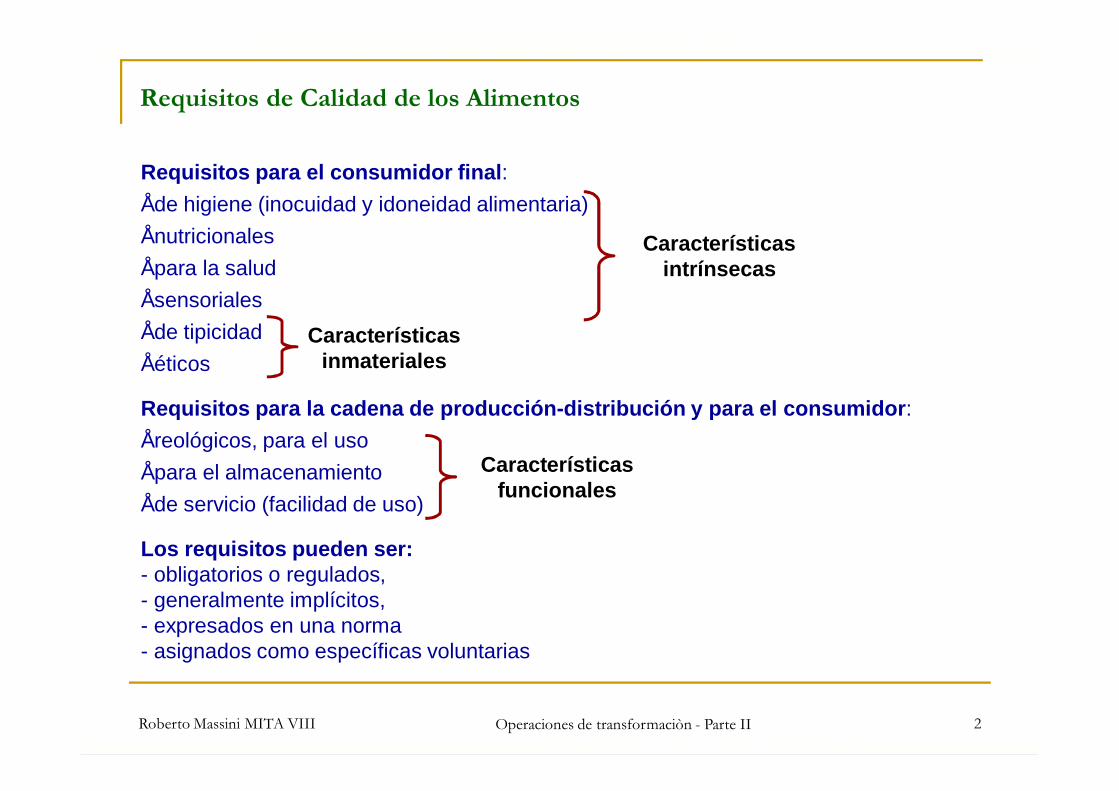
Requisitos de Calidad de los Alimentos
Requisitos para el consumidor final:• de higiene (inocuidad y idoneidad alimentaria)• nutricionales • para la salud• sensoriales• de tipicidad• éticos
Requisitos para la cadena de producción-distribución y para el consumidor:• reológicos, para el uso• para el almacenamiento• de servicio (facilidad de uso)
Los requisitos pueden ser:- obligatorios o regulados,- generalmente implícitos,- expresados en una norma- asignados como específicas voluntarias
Características intrínsecas
Características inmateriales
Características funcionales
2
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
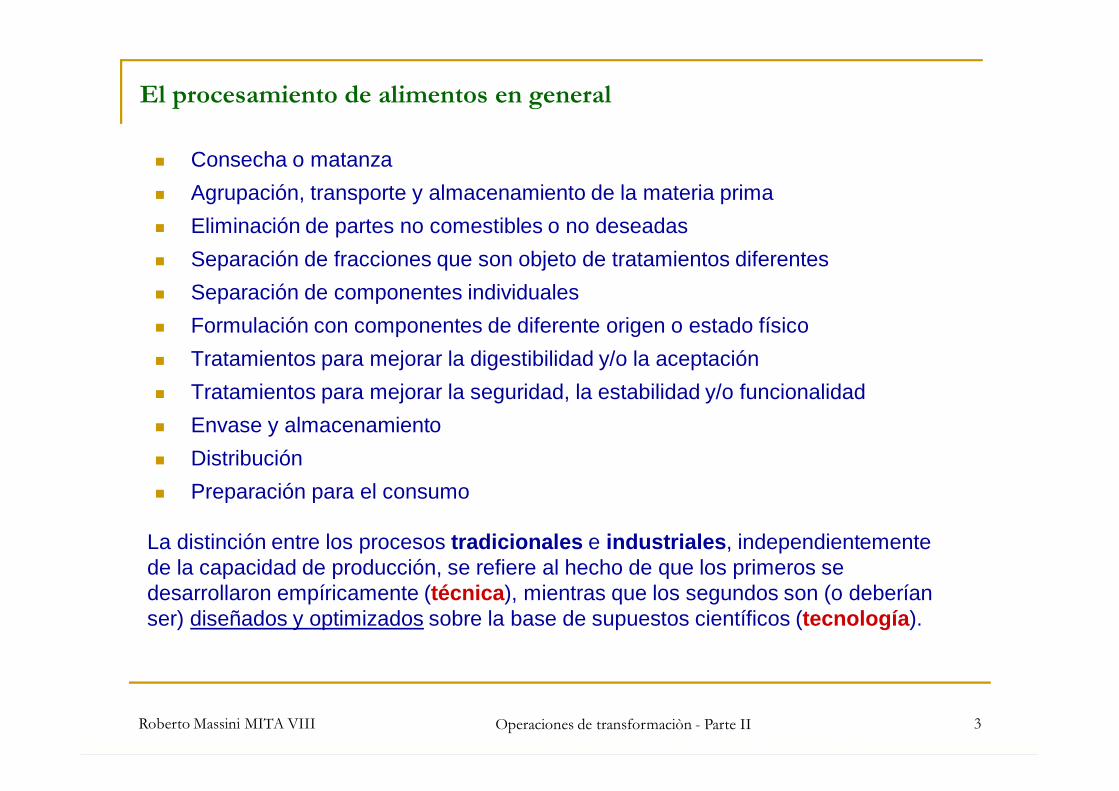
El procesamiento de alimentos en general
n Consecha o matanzan Agrupación, transporte y almacenamiento de la materia prima n Eliminación de partes no comestibles o no deseadasn Separación de fracciones que son objeto de tratamientos diferentesn Separación de componentes individualesn Formulación con componentes de diferente origen o estado físicon Tratamientos para mejorar la digestibilidad y/o la aceptaciónn Tratamientos para mejorar la seguridad, la estabilidad y/o funcionalidadn Envase y almacenamienton Distribuciónn Preparación para el consumo
La distinción entre los procesos tradicionales e industriales, independientemente de la capacidad de producción, se refiere al hecho de que los primeros se desarrollaron empíricamente (técnica), mientras que los segundos son (o deberían ser) diseñados y optimizados sobre la base de supuestos científicos (tecnología).
3
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
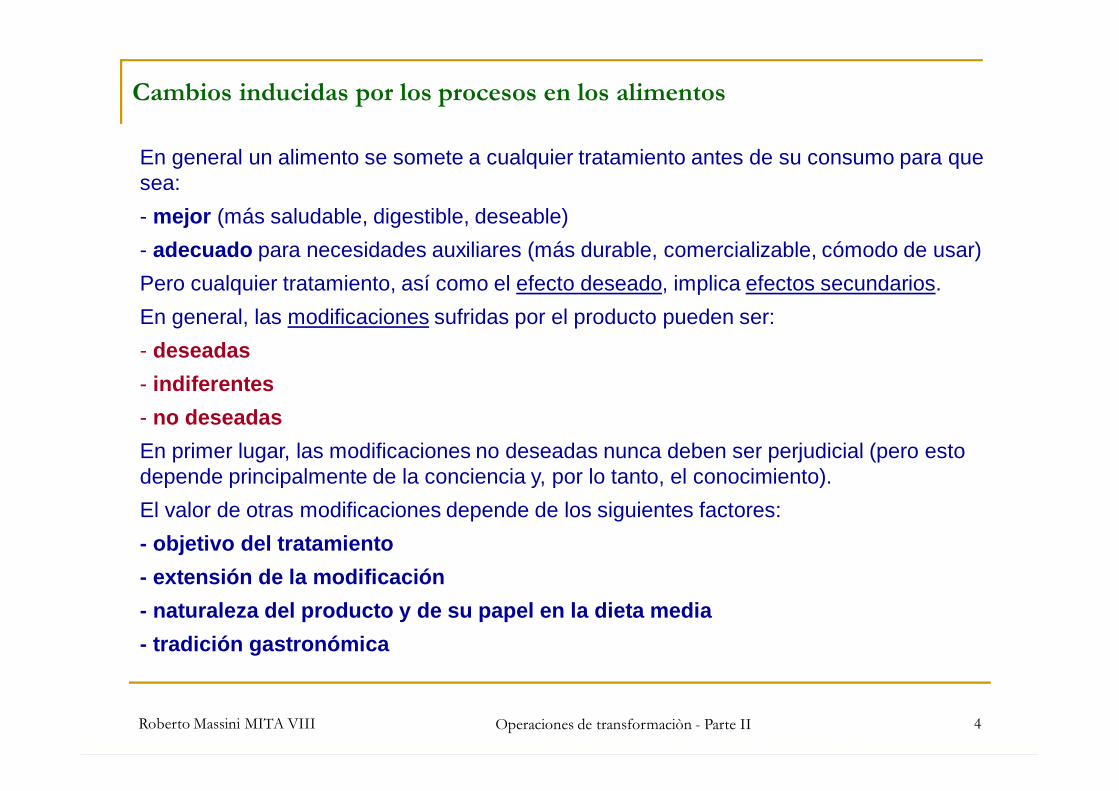
Cambios inducidas por los procesos en los alimentos
En general un alimento se somete a cualquier tratamiento antes de su consumo para que sea: - mejor (más saludable, digestible, deseable) - adecuado para necesidades auxiliares (más durable, comercializable, cómodo de usar)Pero cualquier tratamiento, así como el efecto deseado, implica efectos secundarios. En general, las modificaciones sufridas por el producto pueden ser:- deseadas- indiferentes- no deseadasEn primer lugar, las modificaciones no deseadas nunca deben ser perjudicial (pero esto depende principalmente de la conciencia y, por lo tanto, el conocimiento). El valor de otras modificaciones depende de los siguientes factores:- objetivo del tratamiento- extensión de la modificación- naturaleza del producto y de su papel en la dieta media- tradición gastronómica
4
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
Procesos en la industria alimentaria
Proceso: conjunto de actividades mutuamente relacionadas o que interactúan,las cuales transforman entradas en salidas (ISO 9000:2005)
Procesos de transformación, de acuerdo con el agente:n Físicos (separación, desintegración, estructuración)n Bioquímicos (fermentación, enzimación)n Químicos (hidrólisis, caramelización, oscurecimiento no enzimático)
Procesos de estabilización (de conservación), de acuerdo con el efecto: n Bioquímicos (inactivación y/o inhibición de microorganismos y enzimas) n Químicos (impedimento o ralentización de las reacciones)n Físicos (impedimento o ralentización de los cambios estructurales)
Los mismos cambios bioquímicos, químicos y físicos pueden ser de vez en cuando, un efecto deseado de un proceso o de evitar con un proceso
5
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
Ambigüedad de los procesos
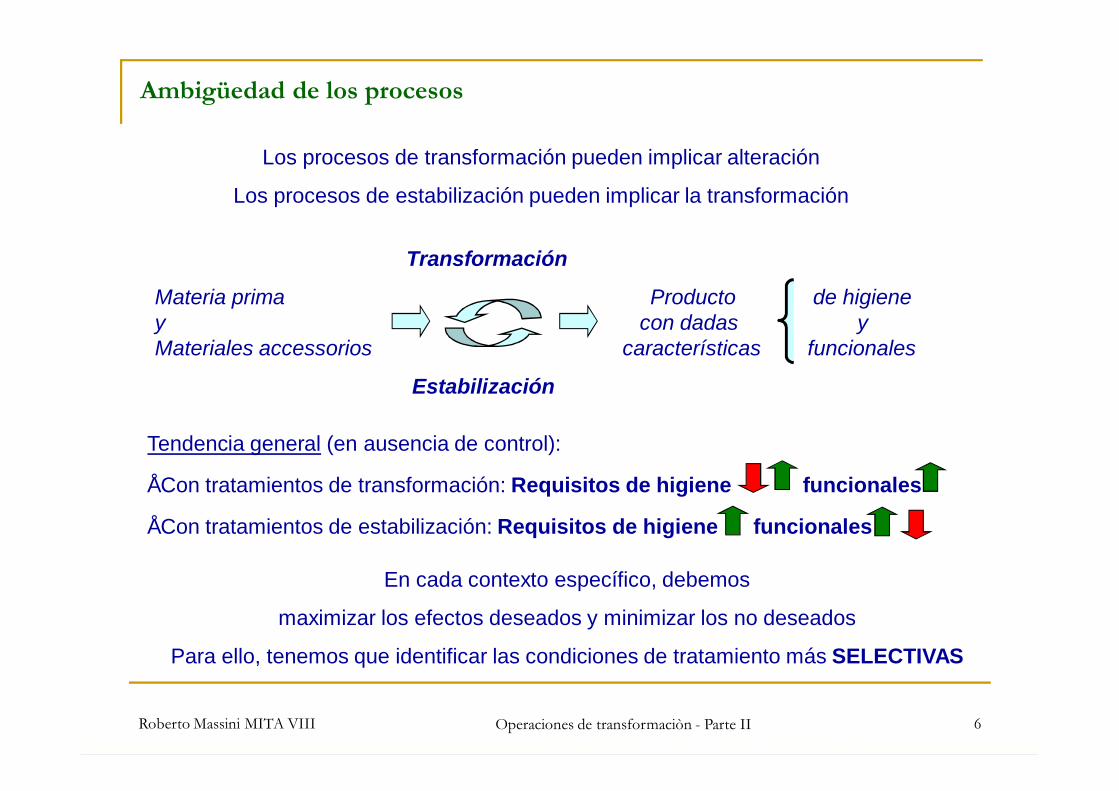
Transformación
Materia prima Producto de higiene y con dadas yMateriales accessorios características funcionales
Estabilización
Tendencia general (en ausencia de control):
• Con tratamientos de transformación: Requisitos de higiene funcionales
• Con tratamientos de estabilización: Requisitos de higiene funcionales
En cada contexto específico, debemos
maximizar los efectos deseados y minimizar los no deseados
Para ello, tenemos que identificar las condiciones de tratamiento más SELECTIVAS
Los procesos de transformación pueden implicar alteración
Los procesos de estabilización pueden implicar la transformación
6
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
Optimización de Procesos
Eficacia = lograr el resultado esperadoEficiencia = lograrlo sin disipaciónes innecesarias
Eficacia + Eficiencia SELECTIVIDAD
Efectos previsto: maximizados con condiciones de proceso adecuadasEfectos adversos: minimizados (de equipos y de gestión)Costos directos e indirectos: minimizados predeterminadas científicamente
DISEÑO
7

Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
La legislación alimentaria establece la "calidad obligatoria" El marketing identifica la "calidad esperada" de los consumidores EL I+D objetiva "calidad diseñada"definiendo el "estándare de calidad" La producción mide la "calidad producida" La Autoridad publicará comproba la "calidad jurídica" El mercado evalúa la "calidad percibida".
Las especificaciones del producto (materias primas y producto terminado) deben ser definidos por valores numéricos y gamas de aceptabilidad comprobables, a fin de garantizar, además de cumplir con los requisitos legales y contractuales, una calidad constante percibida por el consumidor.
Teniendo en cuenta las especificaciones del producto y la capacidad del proceso deben ser definidas las especificaciones del proceso, mensurables (en tiempo real), con el fin de mantener el proceso bajo control estadístico y evitar la producción de productos no conformes al estándar.
El proceso debe ser estable, es decir, los resultados no deben cambiar de forma impredecible en el tiempo, si los elementos que lo gobiernan no cambian.
Calidad y Procesos
8
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
Estándar de producto y de proceso
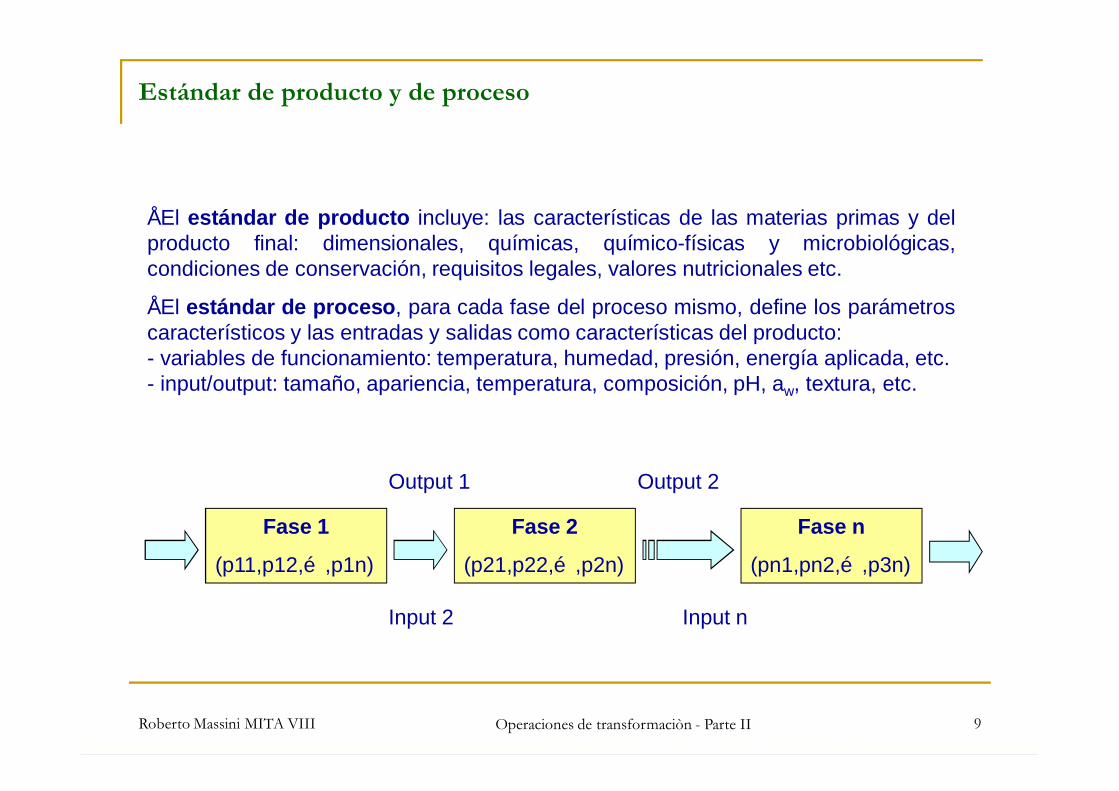
• El estándar de producto incluye: las características de las materias primas y delproducto final: dimensionales, químicas, químico-físicas y microbiológicas,condiciones de conservación, requisitos legales, valores nutricionales etc.
• El estándar de proceso, para cada fase del proceso mismo, define los parámetroscaracterísticos y las entradas y salidas como características del producto:- variables de funcionamiento: temperatura, humedad, presión, energía aplicada, etc.- input/output: tamaño, apariencia, temperatura, composición, pH, aw, textura, etc.
Fase 1
(p11,p12,…,p1n)
Fase 2
(p21,p22,…,p2n)
Fase n
(pn1,pn2,…,p3n)
Output 1
Input 2
Output 2
Input n
9
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
Gestión de la Calidad
n Desde el “Control de Calidad” Tradicional de materia prima y producto, como pruebas por muestreo para verificar el cumplimiento al estándar de los lotes,basado en capacidad de análisis y responsabilidad individual (proceso empírico),ineficaz para la inocuidad alimentaria e, en todos los casos, ineficiente
n Al Control de Procesocomo medición y ajuste de los parámetros operativos con el fin de mantener el cumplimiento con el estándar, a su vez, determinado de acuerdo con lasespecificaciones del producto y de la materia prima, basado en enfoque de sistema y en responsabilidad difusa, más eficaz y eficiente cuanto mayor es el conocimiento tecnológico
n En Aseguramiento de la Calidad Sistema de gestión de la calidad (que incluye las BPH para los prerrequisitos higiénicos, el sistema HACCP para la inocuidad alimentaria, el sistema deidentificación para la trazabilidad y las BPM para otros requisitos), haciendo concalidad los siguientes pasos: diseño, validación, implementación, monitoreo, pruebas(analíticas, de supervisión, de documentación) y revise para identificar oportunidadesde mejora incremental
10
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
Distribución estadística “normal” de una no conformidad (defecto)
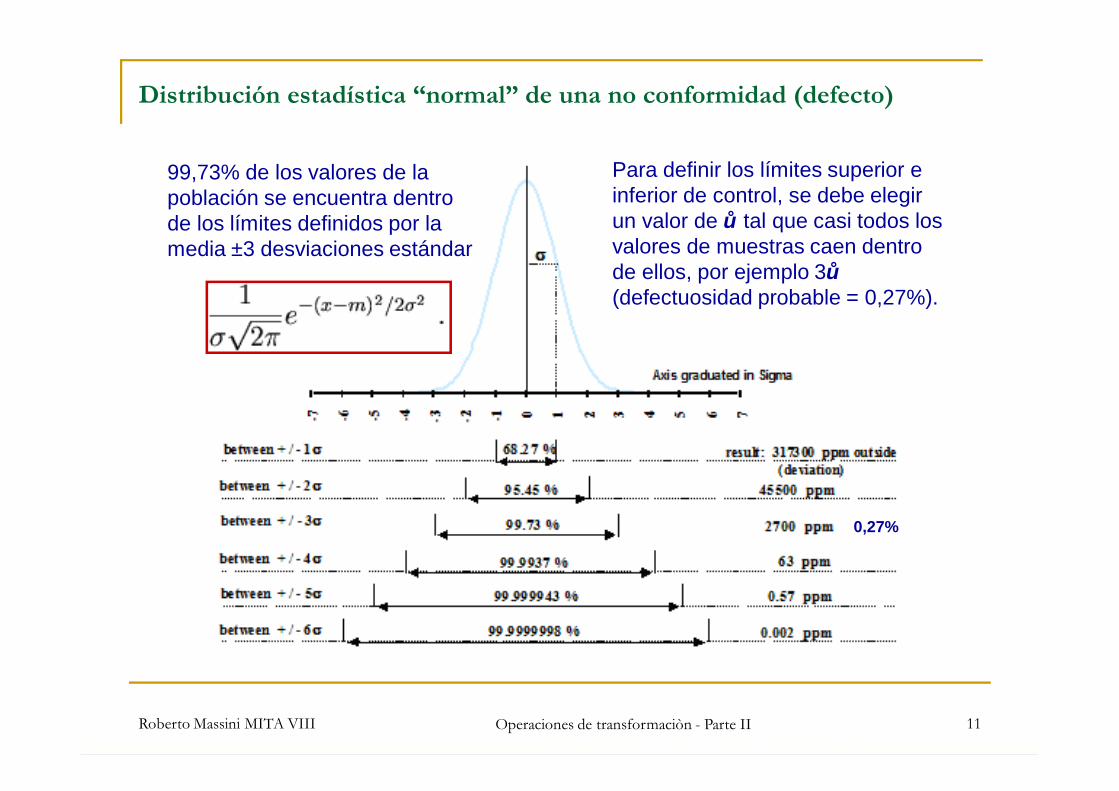
Para definir los límites superior e inferior de control, se debe elegir un valor de σ tal que casi todos los valores de muestras caen dentro de ellos, por ejemplo 3σ(defectuosidad probable = 0,27%).
99,73% de los valores de la población se encuentra dentro de los límites definidos por la media ±3 desviaciones estándar
0,27%
11
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
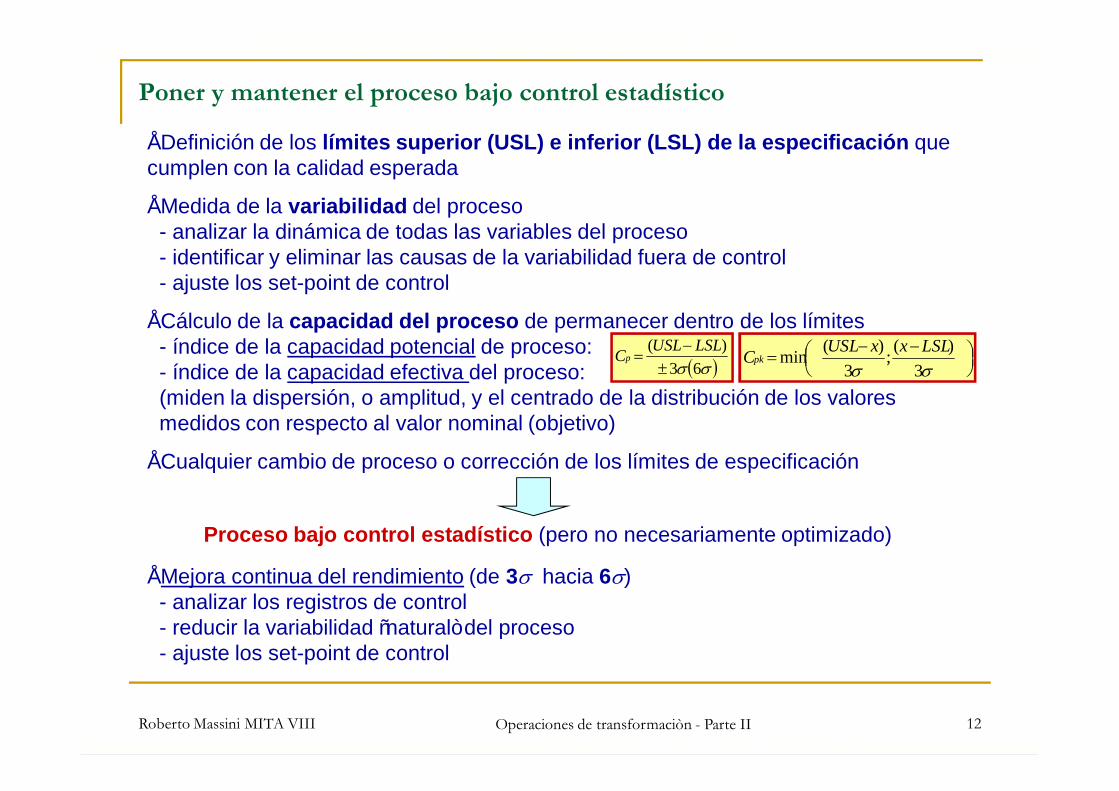
• Definición de los límites superior (USL) e inferior (LSL) de la especificación que cumplen con la calidad esperada
• Medida de la variabilidad del proceso- analizar la dinámica de todas las variables del proceso- identificar y eliminar las causas de la variabilidad fuera de control- ajuste los set-point de control
• Cálculo de la capacidad del proceso de permanecer dentro de los límites- índice de la capacidad potencial de proceso: - índice de la capacidad efectiva del proceso:(miden la dispersión, o amplitud, y el centrado de la distribución de los valoresmedidos con respecto al valor nominal (objetivo)
• Cualquier cambio de proceso o corrección de los límites de especificación
• Mejora continua del rendimiento (de 3σ hacia 6σ)- analizar los registros de control- reducir la variabilidad “natural” del proceso- ajuste los set-point de control
Poner y mantener el proceso bajo control estadístico
( )σσ 63)(
±−
=LSLUSLCp
−−
=
σσ 3)(;
3)(min LSLxxUSLCpk
Proceso bajo control estadístico (pero no necesariamente optimizado)
12
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
Producto de la panadería - variabilidad del contenido de humedad(R. Massini - Investigacion por contrato no publicada)
Carta x medio
12
13
14
15
16
1 6 11 16 21 26 31 36 41 46 51n° campione
Um
idit
à %
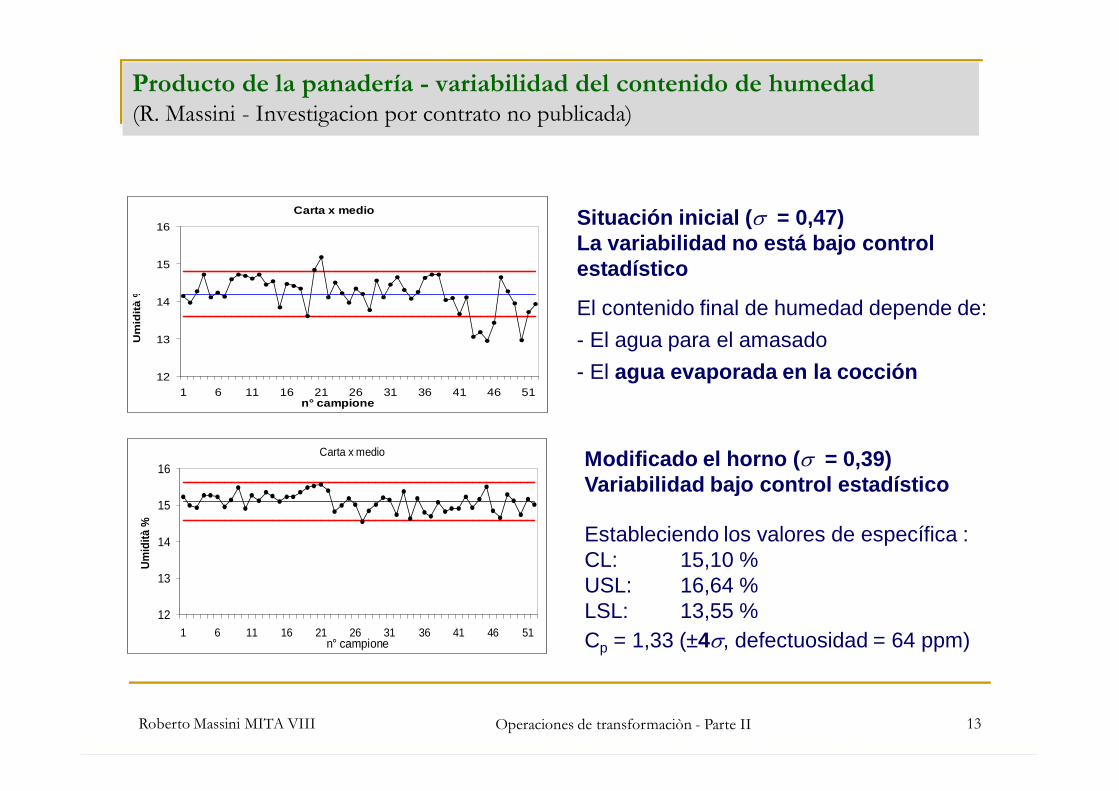
Situación inicial (σ = 0,47)La variabilidad no está bajo control estadístico
El contenido final de humedad depende de: - El agua para el amasado - El agua evaporada en la cocción
Carta x medio
12
13
14
15
16
1 6 11 16 21 26 31 36 41 46 51n° campione
Umid
ità %
Modificado el horno (σ = 0,39)Variabilidad bajo control estadístico
Estableciendo los valores de específica :CL: 15,10 %USL: 16,64 %LSL: 13,55 %Cp = 1,33 (±4σ, defectuosidad = 64 ppm)
13
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
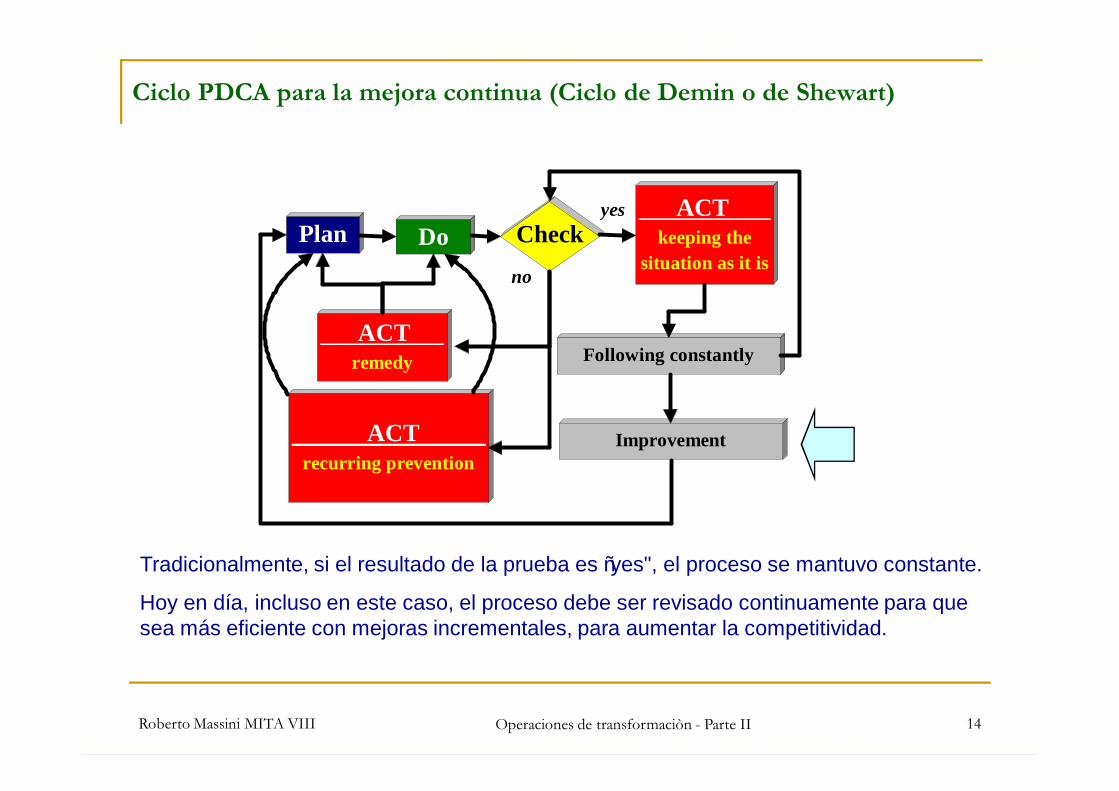
Ciclo PDCA para la mejora continua (Ciclo de Demin o de Shewart)
Plan
ACT remedy
ACT recurring prevention
ACT keeping the
situation as it is
Following constantly
Improvement
CheckDoyes
no
Tradicionalmente, si el resultado de la prueba es “yes", el proceso se mantuvo constante.
Hoy en día, incluso en este caso, el proceso debe ser revisado continuamente para que sea más eficiente con mejoras incrementales, para aumentar la competitividad.
14
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
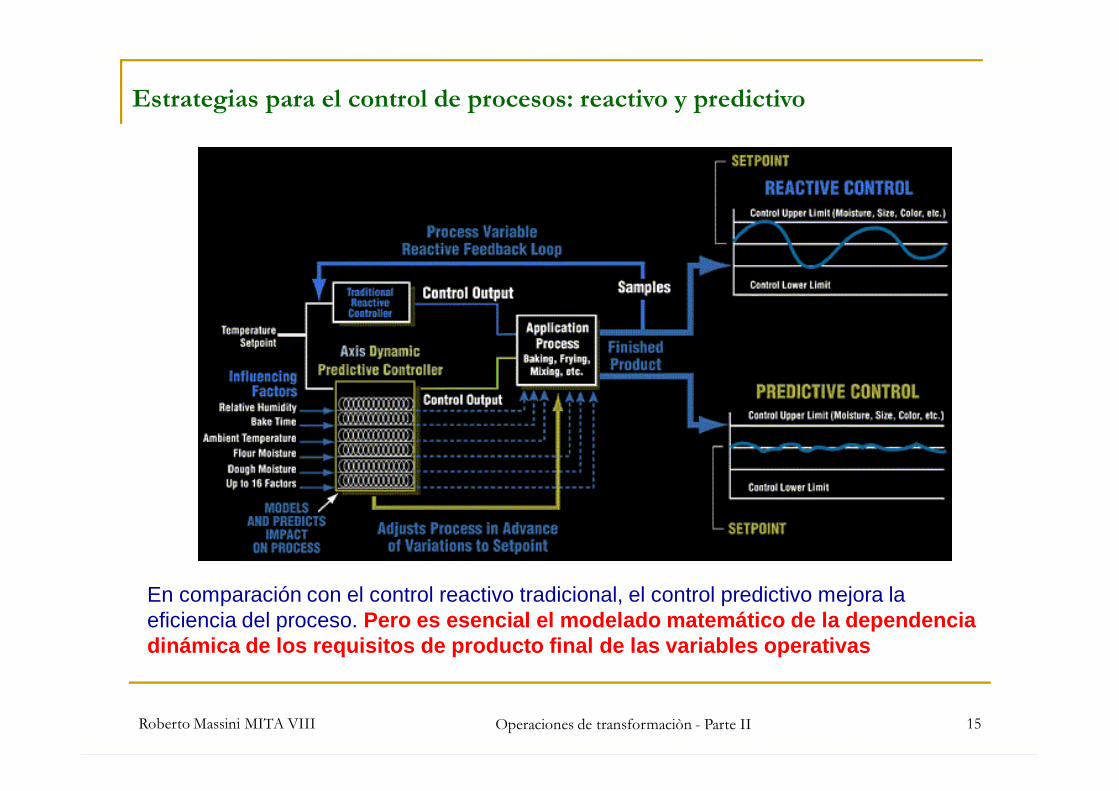
Estrategias para el control de procesos: reactivo y predictivo
En comparación con el control reactivo tradicional, el control predictivo mejora la eficiencia del proceso. Pero es esencial el modelado matemático de la dependencia dinámica de los requisitos de producto final de las variables operativas
15

Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
Control de la temperatura en un esterilizador aséptico en flujo continuo(R. Massini - Investigacion por contrato no publicada)
Control FEED-BACK
REACTIVO
Control FEED-FORWARD
PREDICTIVO
PC
intercambio de calor
intercambio de calor
16

Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
continuación
Con el ajuste reactivo (feedback) Con el ajuste predictivo (feedforward)
El control feedforward no requiere resintonizar y mantiene un control óptimo con transitorios accidentales
Para conseguir un buen ajuste a valores de caudal muy lejos de la nominal, el controlde realimentación requiere re-sintonización de PID y esto no es posible paravariaciones en el flujo accidentales no planificadas.Sin embargo, el control reactivo no es capaz de compensar rápidos cambios detemperatura (transitorios).
17

Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
Procesos de estabilización parcial o completa
n Reducción de la actividad de agua con sal, azúcar, alcohol etílico
n Acidificación, Fermentación láctica (bacteriocinas) y / o la adición de Vinagre
n Ahumado y Condimentar (adición de productos bacteriostáticos o bactericidas)
n Deshidratación parcial y Secado en corriente de aire, Liofilización
n Blanqueo, Pasteurización y Esterilización por calor
n Tratamientos de Inactivación microbiana y enzimática en frío
n Refrigeración, Super-refrigeración, Congelación, Ultracongelación
n Exclusión de oxígeno, vacío o en atmósfera protectora
n Técnicas mixtas (tecnología de obstáculos)
18

Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
Conservación
n Enzimas: - inactivadas o inhibidasn Microorganismos: - inactivados o inhibidos n Reacciones químicas : - impedidas o ralentizadasn Daños mecánicos : - evitados o reducidosn A costos: - compatiblesn Con efectos secundarios: - aceptables
Un alimento alterado que ha sido tratado para ocultar los signos de alteración se considera sofisticado (adulterado), y no es apto para el consumo humano, incluso cuando no es perjudicial para la salud del consumidor
Se debe prevenir la alteración con tecnologías de preservación
Los procesos de conservación deben ser diseñados, validados y controlados sobre la base de conocimientos técnicos y científicos completos
19

Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
Enzimas degradantes (que pueden causar degradaciones macroscópicas)
n Oxidorreductasas ⇒ causan oscurecimiento y modificación del aroma
n Amilasas ⇒ descomponen los almidones
n Celulasas ⇒ descomponen las estructuras celulósicas
n Pecticas ⇒ descomponen las estructuras pécticas
n Proteasas ⇒ descomponen las estructuras proteiche
n Lipasas ⇒ descomponen los lípidos
Las enzimas endógenas están presentes en el tracto digestivo de los animales y en muchas matrices vegetales. Las enzimas exógenas son liberadas en los alimentos por bacterias o hongos que se reproducen.
20
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
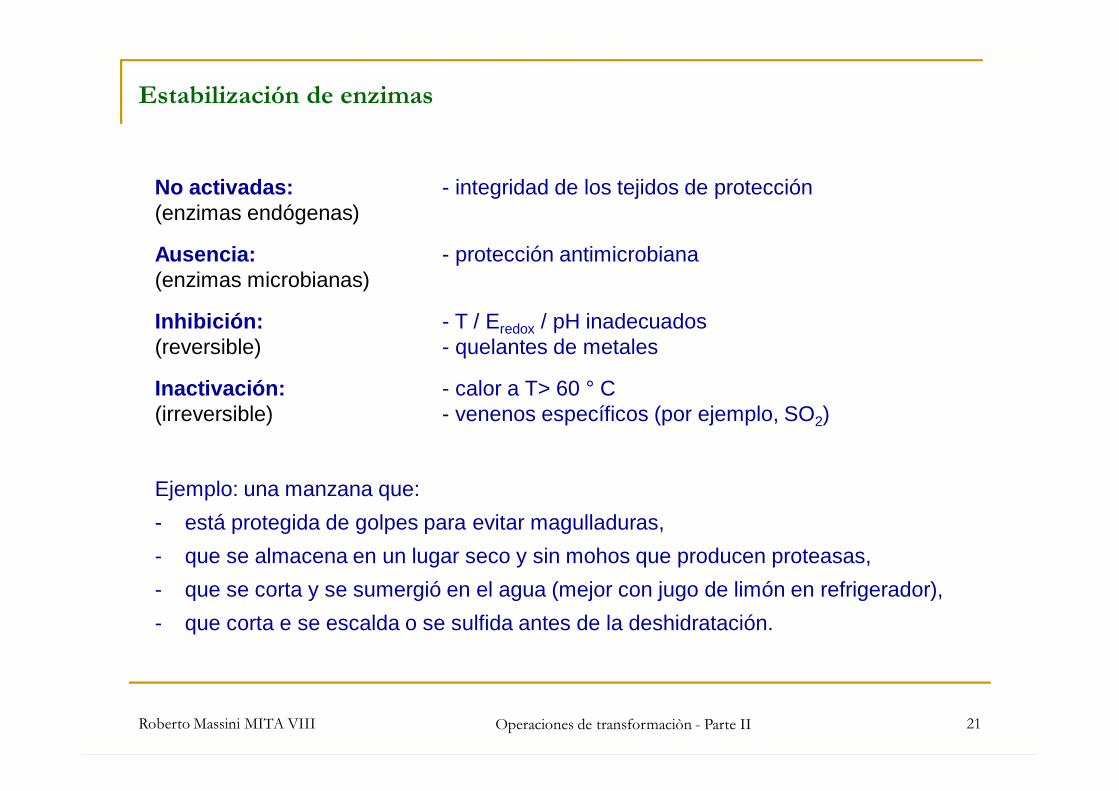
Estabilización de enzimas
Ejemplo: una manzana que:- está protegida de golpes para evitar magulladuras, - que se almacena en un lugar seco y sin mohos que producen proteasas,- que se corta y se sumergió en el agua (mejor con jugo de limón en refrigerador),- que corta e se escalda o se sulfida antes de la deshidratación.
No activadas: - integridad de los tejidos de protección(enzimas endógenas)
Ausencia: - protección antimicrobiana (enzimas microbianas)
Inhibición: - T / Eredox / pH inadecuados (reversible) - quelantes de metales
Inactivación: - calor a T> 60 ° C (irreversible) - venenos específicos (por ejemplo, SO2)
21
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
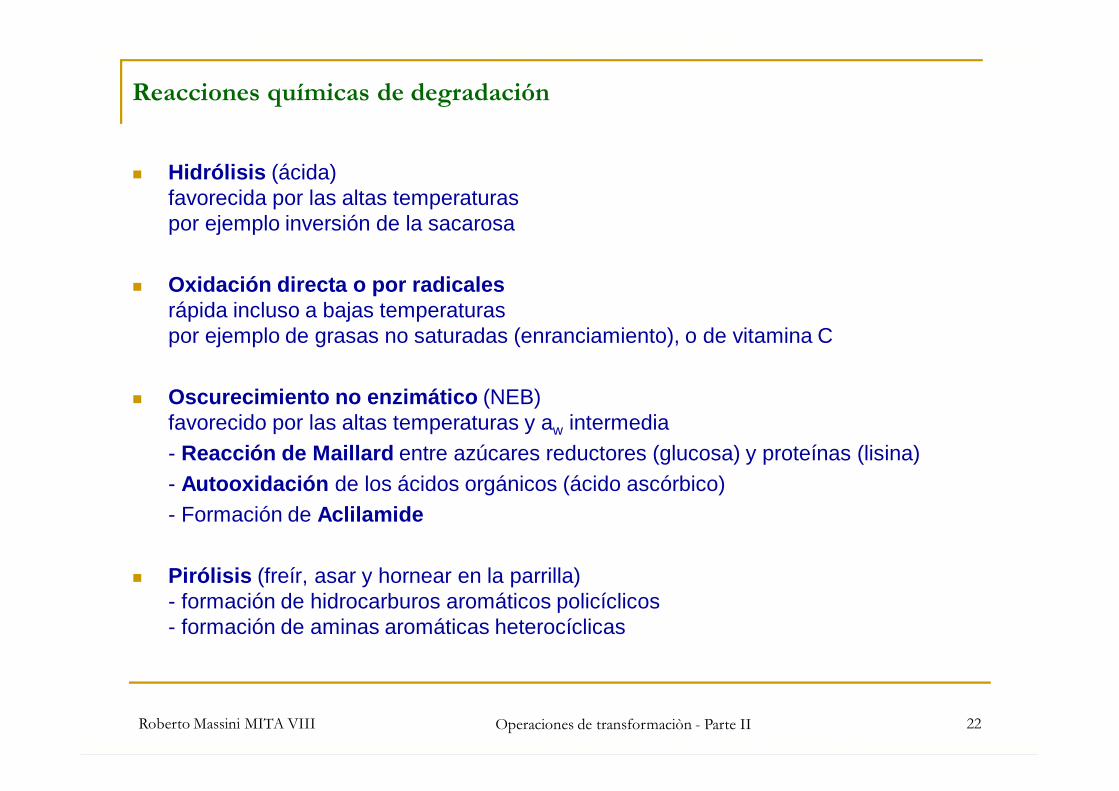
Reacciones químicas de degradación
n Hidrólisis (ácida)favorecida por las altas temperaturaspor ejemplo inversión de la sacarosa
n Oxidación directa o por radicales rápida incluso a bajas temperaturas por ejemplo de grasas no saturadas (enranciamiento), o de vitamina C
n Oscurecimiento no enzimático (NEB) favorecido por las altas temperaturas y aw intermedia - Reacción de Maillard entre azúcares reductores (glucosa) y proteínas (lisina) - Autooxidación de los ácidos orgánicos (ácido ascórbico) - Formación de Aclilamide
n Pirólisis (freír, asar y hornear en la parrilla) - formación de hidrocarburos aromáticos policíclicos - formación de aminas aromáticas heterocíclicas
22

Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
Control de las reacciones químicas
Impedimento: - ausencia de contacto entre los reactivos- falta de disponibilidad de un reactivo o del medio de reaccion (agua)- adición de un reactivo sacrificial- modificación de pH, Eredox, etc.
Ralentización: - baja temperatura - accesibilidad limitada de un reactivo
EjemploLa oxidación directa de vegetales crudos rebanados se puede prevenir, además de la refrigeración, con el envasado al vacío o en atmósfera modificada (en un envase parcialmente o completamente impermeable al oxígeno), o mediante la adición de ácido ascórbico y refrigeración.
23

Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
Daño mecánico
Evitado: - prevención (si no es necesario) - protección
- amortiguación
Reducido: - minimización (si es necesario) - especialización
- control
EjemploCuando se corta un producto fibroso, el daño de deshilachado y de compresión se pueden reducir mediante el uso de una cuchilla con baja componente de compresión y dentada, con con impacto rápido, mientras se mantiene la temperatura baja y la hoja limpia (cerámica antiadherente o ultrasonido)
24
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
Estabilidad física
• Soluciones concentradas- cristalización
• Suspensiones, emulsiones, espumas - separación
• Matrices con bajo o intermedio contenido de agua (*)- endurecimiento o ablandamiento - aglomeración y la adherencia de polvo - cristalización
(*) para la transición del estado vítreo a gomoso y viceversa
Efectos de la cristalización • Los ingredientes amorfos se pueden cristalizar debido a:
- absorción de humedad - abuso térmico - almacenamiento demasiado largo
• Con la cristalización es liberada agua, para reducción de la capacidad de retención.• Esta agua se redistribuye en el alimento causando:
- aumento de la actividad de agua- disminución de la temperatura de transición vítrea de las partes todavia amorfas- adicional degradación química y física
25
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
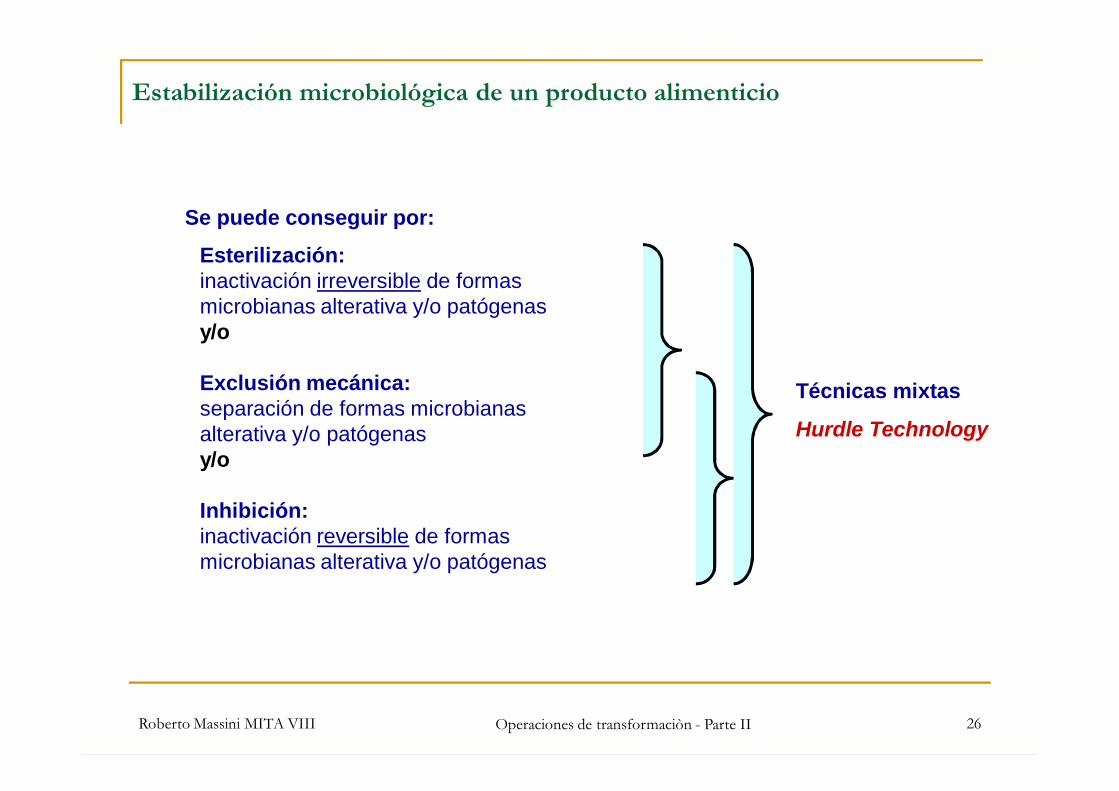
Esterilización:inactivación irreversible de formas microbianas alterativa y/o patógenasy/o
Exclusión mecánica:separación de formas microbianas alterativa y/o patógenas y/o
Inhibición: inactivación reversible de formasmicrobianas alterativa y/o patógenas
Estabilización microbiológica de un producto alimenticio
Técnicas mixtas
Hurdle Technology
Se puede conseguir por:
26

Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
Esterilizacióninactivación irreversible de formas microbianas alterativa y/o patógenas
n Física: - Calor a altas temperaturas (amplio espectro) - Radiaciones ionizantes (amplio espectro) - Otras radiaciones electromagnéticas frías (selectivas)- Alta presión (potencialmente amplio espectro)
n Química: - Adición de bactericidas o fungicidas (selectiva)
n Bioquímica: - Fermentación (selectiva) - Enzimación (selectiva)
27
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
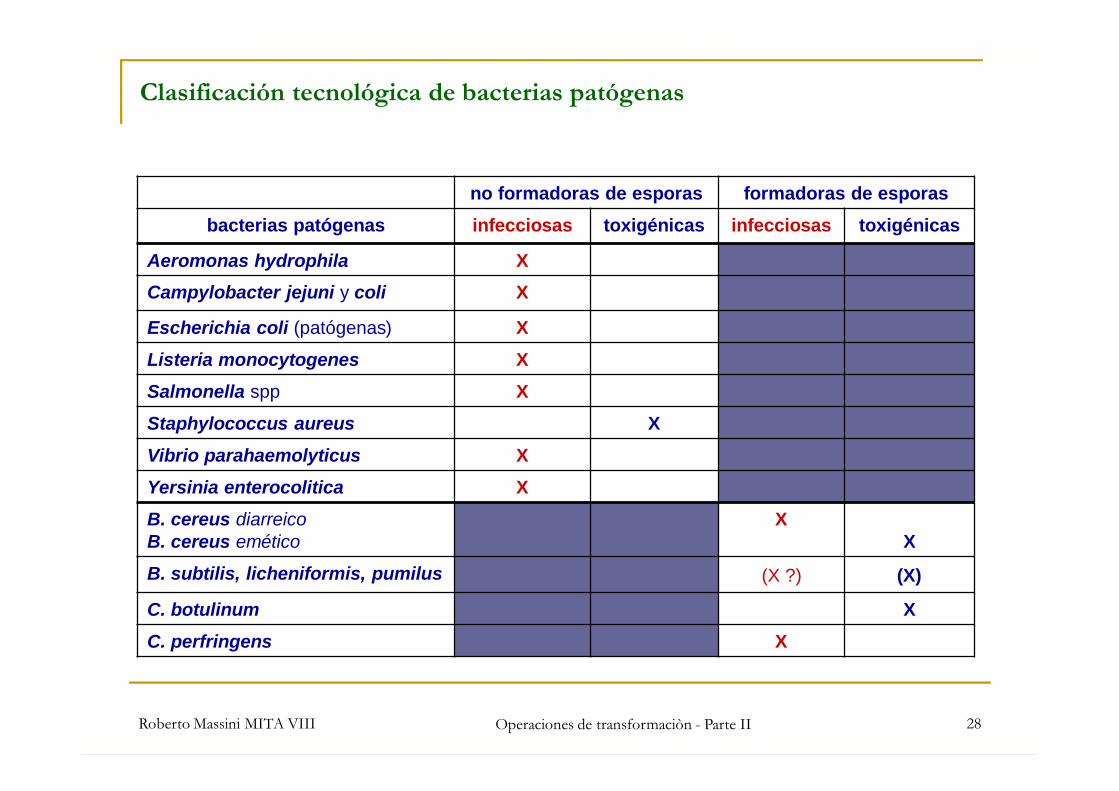
Clasificación tecnológica de bacterias patógenas
no formadoras de esporas formadoras de esporasbacterias patógenas infecciosas toxigénicas infecciosas toxigénicas
Aeromonas hydrophila XCampylobacter jejuni y coli X
Escherichia coli (patógenas) XListeria monocytogenes XSalmonella spp XStaphylococcus aureus XVibrio parahaemolyticus XYersinia enterocolitica XB. cereus diarreicoB. cereus emético
XX
B. subtilis, licheniformis, pumilus (X ?) (X)
C. botulinum XC. perfringens X
28

Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
Criterios para la destrucción de microorganismos
n Los virus son siempre un peligro real, pero en general no se tienen en cuenta, ya que son muy termolábiles y se destruyen de manera adecuada cuando es cualquier otro microorganismo. Sin embargo, siempre debe ser destruido, ya que incluso las concentraciones virales de 10 unidades/g pueden transmitir enfermedad.
n Las bacterias patógenas infecciosas, en su mayor parte, constituye un peligro real, incluso si no pueden crecer en el producto pero tiene una dosis mínima infecciosa baja (por ejemplo, se puede contraer listeriosis con la ingestión de alimentos contaminados con 100 ufc/g de L. monocytogenes).
n Las bacterias patógenas toxigénicas constituyen un peligro real sólo si pueden crecer en el producto (típicamente se alcanzan concentraciones peligrosas de la toxina en el producto cuando el crecimiento es en la fase exponencial).
n Los microorganismos de descomposición deben ser destruidos si pueden crecer en el producto. Un alimento en el que son reproducidos microorganismos no patógenos viola las obligaciones de higiene, ya que no es "apto para el consumo“.
n Para los patógenos, se da por descontado su posible presencia en el producto, aunque limitada por la buenas prácticas de higiene que deben evitar su proliferación.
n Para los microorganismos de descomposición más resistentes al calor (termófilos obligados) que pueden crecer en el producto, se debe utilizar materias primas que no las contienen, o asegurar temperaturas de distribución y almacenamiento <35°C.
29
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
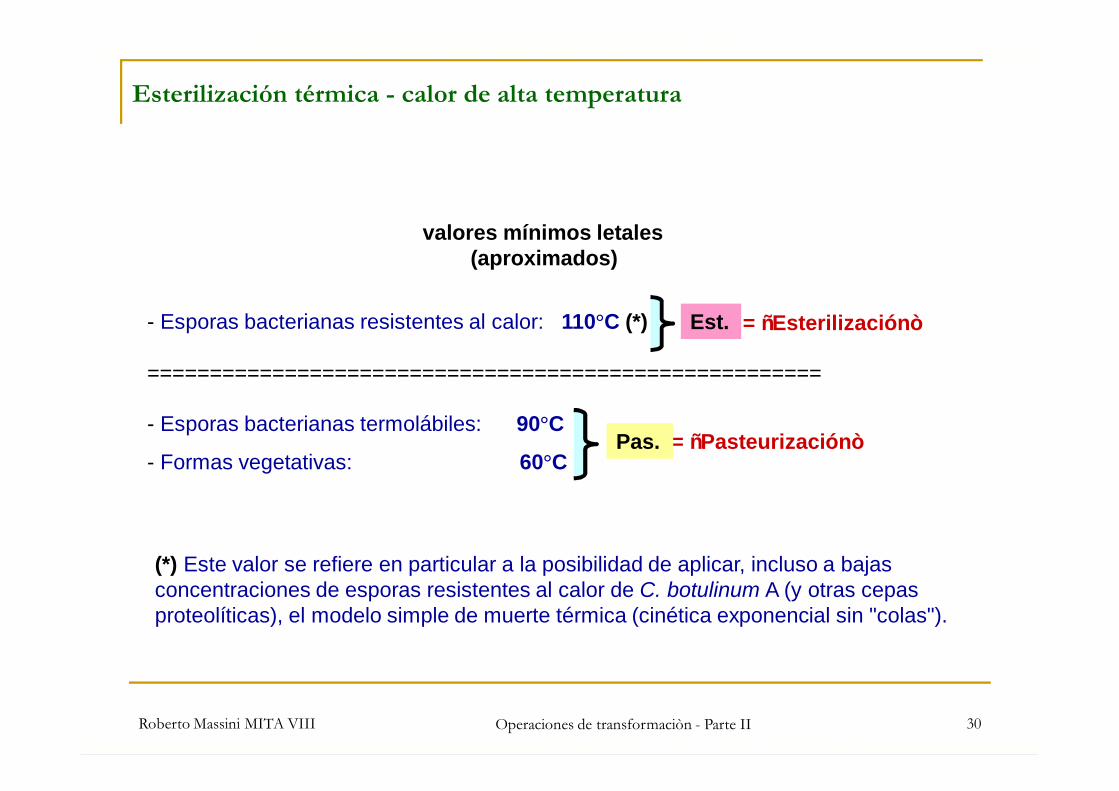
valores mínimos letales (aproximados)
- Esporas bacterianas resistentes al calor: 110°C (*)
======================================================
- Esporas bacterianas termolábiles: 90°C
- Formas vegetativas: 60°C
Esterilización térmica - calor de alta temperatura
= “Pasteurización”
= “Esterilización”Est.
Pas.
(*) Este valor se refiere en particular a la posibilidad de aplicar, incluso a bajas concentraciones de esporas resistentes al calor de C. botulinum A (y otras cepas proteolíticas), el modelo simple de muerte térmica (cinética exponencial sin "colas").
30
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
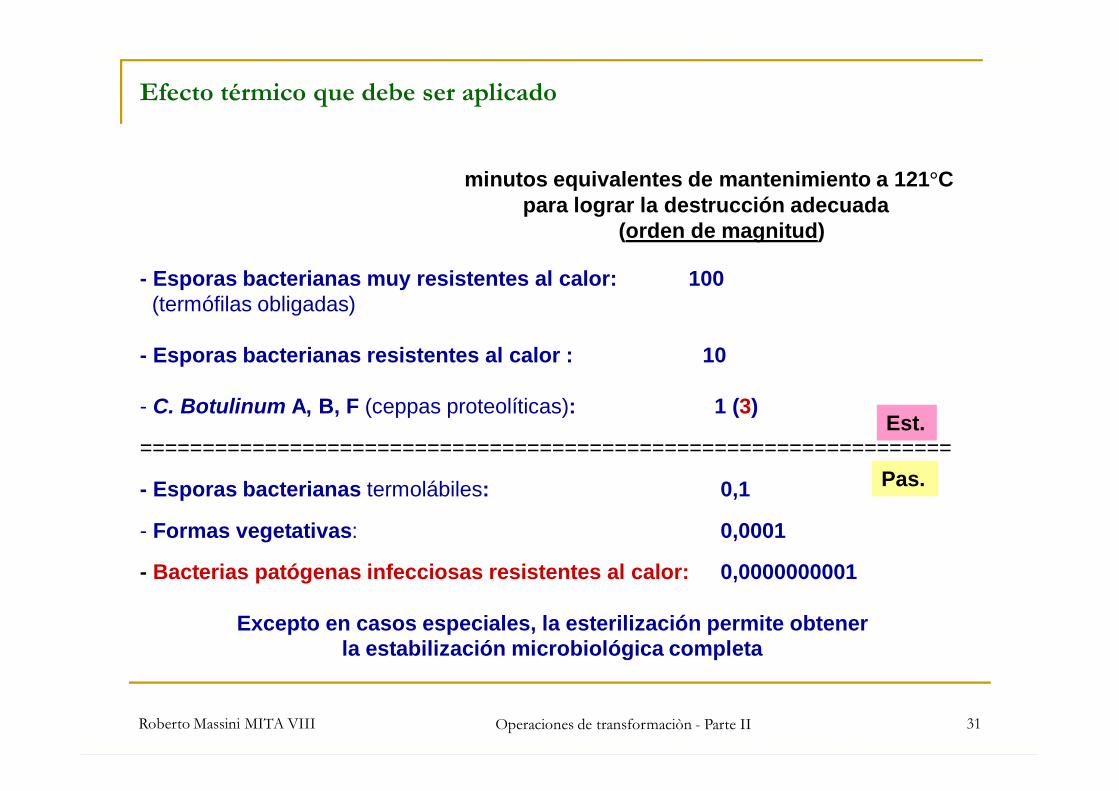
Efecto térmico que debe ser aplicado
minutos equivalentes de mantenimiento a 121°Cpara lograr la destrucción adecuada
(orden de magnitud)
- Esporas bacterianas muy resistentes al calor: 100(termófilas obligadas)
- Esporas bacterianas resistentes al calor : 10
- C. Botulinum A, B, F (ceppas proteolíticas): 1 (3)
=================================================================
- Esporas bacterianas termolábiles: 0,1
- Formas vegetativas: 0,0001
- Bacterias patógenas infecciosas resistentes al calor: 0,0000000001
Excepto en casos especiales, la esterilización permite obtener la estabilización microbiológica completa
Est.
Pas.
31
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
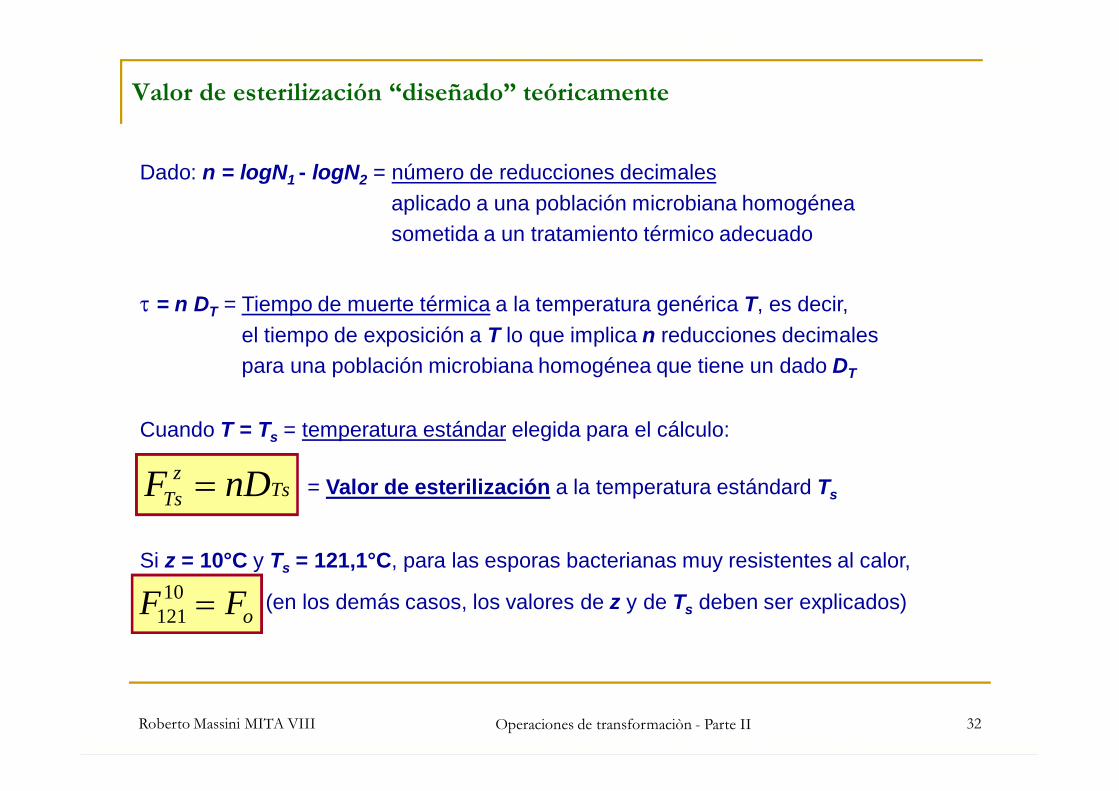
Valor de esterilización “diseñado” teóricamente
Dado: n = logN1 - logN2 = número de reducciones decimalesaplicado a una población microbiana homogéneasometida a un tratamiento térmico adecuado
τ = n DT = Tiempo de muerte térmica a la temperatura genérica T, es decir, el tiempo de exposición a T lo que implica n reducciones decimalespara una población microbiana homogénea que tiene un dado DT
Cuando T = Ts = temperatura estándar elegida para el cálculo:
= Valor de esterilización a la temperatura estándard Ts
Si z = 10°C y Ts = 121,1°C, para las esporas bacterianas muy resistentes al calor,
(en los demás casos, los valores de z y de Ts deben ser explicados)
Tsz
Ts nDF =
oFF =10121
32

Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
Valor de esterilización “aplicado” con un tratamiento térmico
= tasa de muerte térmica de latemperatura T con respecto a Ts
NO DEPENDE DE LA FORMA MICROBIANA, PERO SOLO POR EL VALOR “z”
Para un tratamiento térmicoa teórico de t1 minutos a temperatura constanteT1
= valor de esterilización equivalente
T (°C)
T1
To
t (min)t10
Gráfico de esterilización teórico
1T
Ts
DD
t1
0t (min)0
Gráfico correspondiente de letalidad
zTs
T
Ts FtDD
=× 1
1
zTsF
101
1
zTT
T
T
T
Tsz
Ts
F
ss
TzTs
T
DD
nDnDFL
−=====
ττ
zT
zTT
T
Ts
ss Ftt
DDtL =×=×=×
−
1
1
1
1
1 10
L
Letalidad (tasa letal) de un tratamiento térmico
En un tratamiento térmico a temperatura variable Fz/Ts = integral de la curva de letalidad
33
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
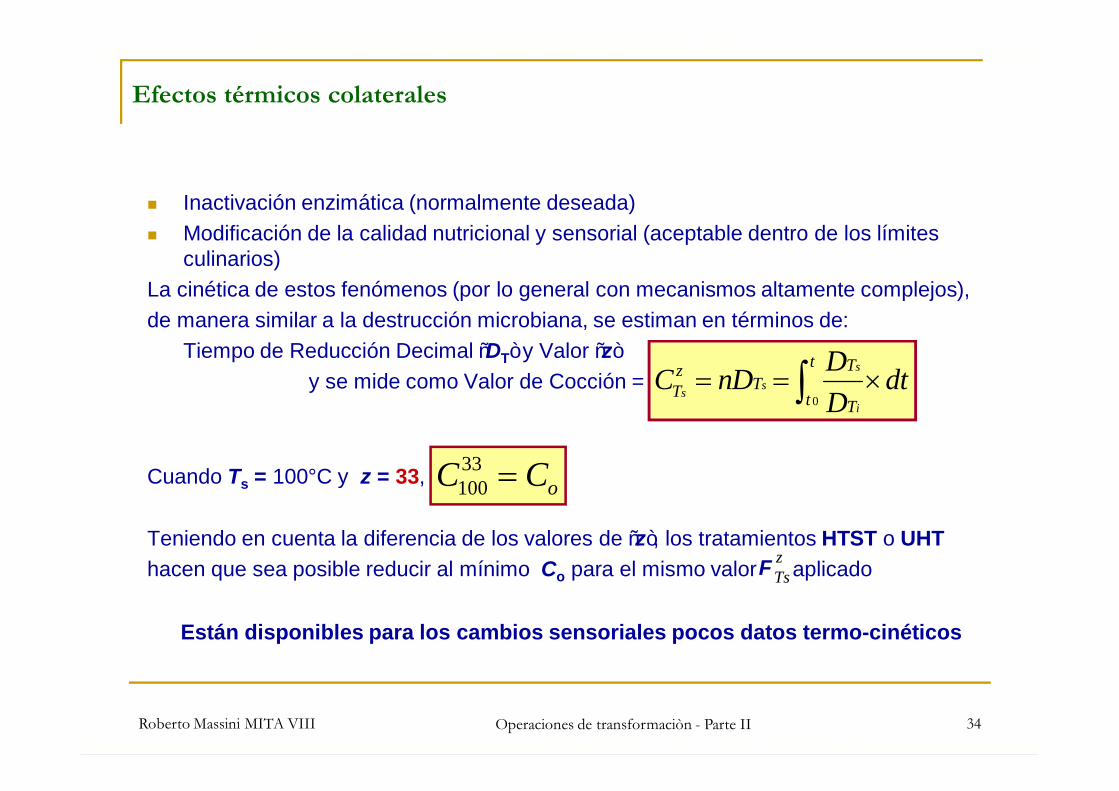
Efectos térmicos colaterales
n Inactivación enzimática (normalmente deseada)n Modificación de la calidad nutricional y sensorial (aceptable dentro de los límites
culinarios)La cinética de estos fenómenos (por lo general con mecanismos altamente complejos), de manera similar a la destrucción microbiana, se estiman en términos de:
Tiempo de Reducción Decimal “DT” y Valor “z”y se mide como Valor de Cocción =
Cuando Ts = 100°C y z = 33,
Teniendo en cuenta la diferencia de los valores de “z”, los tratamientos HTST o UHThacen que sea posible reducir al mínimo Co para el mismo valor aplicadoF z
Ts
0
sss
i
t TzTT t T
DC nD dtD
= = ×∫
Están disponibles para los cambios sensoriales pocos datos termo-cinéticos
oCC =33100
34
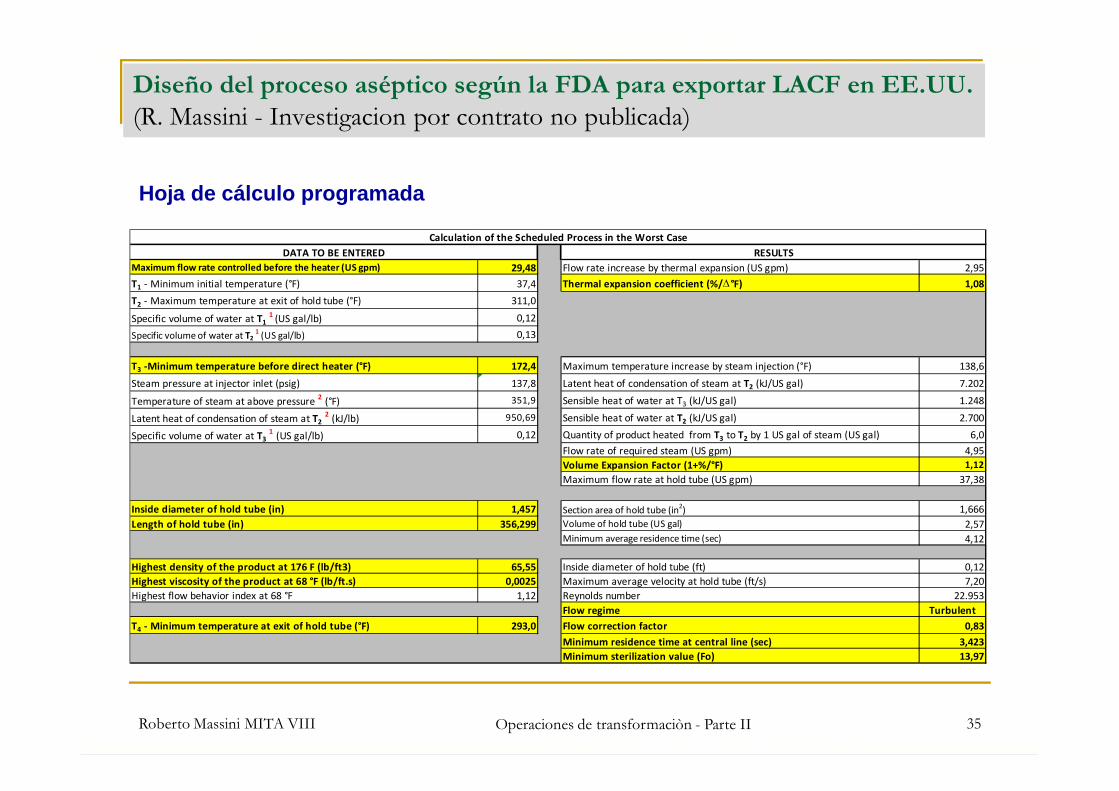
Diseño del proceso aséptico según la FDA para exportar LACF en EE.UU.(R. Massini - Investigacion por contrato no publicada)
Hoja de cálculo programada
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II 35
Maximum flow rate controlled before the heater (US gpm) 29,48 Flow rate increase by thermal expansion (US gpm) 2,95T1 - Minimum initial temperature (°F) 37,4 Thermal expansion coefficient (%/∆°F) 1,08T2 - Maximum temperature at exit of hold tube (°F) 311,0
Specific volume of water at T1 1 (US gal/lb) 0,12Specific volume of water at T2 1 (US gal/lb) 0,13
T3 -Minimum temperature before direct heater (°F) 172,4 Maximum temperature increase by steam injection (°F) 138,6Steam pressure at injector inlet (psig) 137,8 Latent heat of condensation of steam at T2 (kJ/US gal) 7.202
Temperature of steam at above pressure 2 (°F) 351,9 Sensible heat of water at T3 (kJ/US gal) 1.248
Latent heat of condensation of steam at T2 2 (kJ/lb) 950,69 Sensible heat of water at T2 (kJ/US gal) 2.700
Specific volume of water at T3 1 (US gal/lb) 0,12 Quantity of product heated from T3 to T2 by 1 US gal of steam (US gal) 6,0Flow rate of required steam (US gpm) 4,95Volume Expansion Factor (1+%/°F) 1,12Maximum flow rate at hold tube (US gpm) 37,38
Inside diameter of hold tube (in) 1,457 Section area of hold tube (in2) 1,666Length of hold tube (in) 356,299 Volume of hold tube (US gal) 2,57
Minimum average residence time (sec) 4,12
Highest density of the product at 176 F (lb/ft3) 65,55 Inside diameter of hold tube (ft) 0,12Highest viscosity of the product at 68 °F (lb/ft.s) 0,0025 Maximum average velocity at hold tube (ft/s) 7,20Highest flow behavior index at 68 °F 1,12 Reynolds number 22.953
Flow regime TurbulentT4 - Minimum temperature at exit of hold tube (°F) 293,0 Flow correction factor 0,83
Minimum residence time at central line (sec) 3,423Minimum sterilization value (Fo) 13,97
Calculation of the Scheduled Process in the Worst CaseDATA TO BE ENTERED RESULTS

Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
Esterilización en frío
Tratamientos utilizados comercialmente:
n Radiación γ, X y haz de electrones
n Alta presión hidrostática
Tratamientos en investigación y desarrollo:
n Pulsos eléctricos de alta intensidad ("electroporación")
n Pulsos de luz blanca de alta intensidad (no penetrante)
n Fluidos supercríticos (ScCO2)
Tratamientos evaluados no aplicable al nivel de producción:
n Ultrasonidos combinados con calor y alta presión ("manothermosonication")
n Campos magnéticos oscilantes
36
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
Clasificación convencional de los tratamientos térmicos (aplicada por analogía a los tratamientos de frío)
PASTEURIZACIÓNn Saneamiento microbiológico (patógenos sensibles al calor)n Esterilidad comercial (*) cuando se aplica al producto envasado o antes del envasado
aséptico en un recipiente hermético si pH ≤ 4,6 o aw < 0,93 (inhibición de C. botulinum) Sin embargo, sólo se destruyen las formas microbianas que son inactivadas a T<100°C
ESTERILIZACIÓNn Esterilidad comercial (*) cuando se aplica al producto envasado o antes del envasado
aséptico en un recipiente hermético si pH > 4,6 y aw > 0,93 Además destruyendo las esporas bacterianas que son inactivadas sólo a T>100°C
(*) Codigo Internacional Recomendado de Praticas de Higiene para Alimentos Poco Acidos y Alimentos Poco Acidos Acidificados Envasados - CAC/RCP 23-1979, Rev. 2 (1993)"Esterilidad comercial de un alimento tratado térmicamente", el estado que se consigueaplicando calor suficiente, sólo o en combinación con otros tratamientos apropiados, con objeto de liberar a ese alimento de microorganismos capaces de reproducirse en él en unas condiciones normales no refrigeradas en las que se mantendrá probablemente el alimento durante su distribución y almacenamiento.
Est.
Pas.
37
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
Productos pasteurizados
Elementos discriminantes:- inhibición suficiente de factores de complemento- tratamiento antimicrobiano equivalente del contenedor- hermeticidad del contenedor
Si no hay todos: el producto es perecedero (refrigerado)
Si hay todos: el producto es estable a T ambiente (comercialmente estéril)
38
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
Productos esterilizados
- cualquier factor de inhibición complementario
Factores determinantes:- tratamiento antimicrobiano equivalente del contenedor- hermeticidad del contenedor
Si ambos existen: el producto es estable a T ambiente (comercialmente estéril)
39
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
Esterilización o Inhibición química - sustancias antimicrobianas
Entre los muchos compuestos químicos que tienen efecto antimicrobiano (bactericida / bacteriostático o fungicida / funginostático según la naturaleza y la concentración, sólo para algunos, la ley permite que se añade a los alimentos (aditivos antimicrobianos conservantes, o con efecto secundario conservador).
Ejemplos:- ácido sórbico y sorbatos, ácido benzoico, benzoatos y p-hidroxibenzoato,SO2 y sulfitos (bebidas y varios alimentos)
- bifenilo y ortofenilfenol (tratamiento superficial de cítricos)- tiobenzoato (tratamiento superficial de cítricos y de bananas)- natamicina (tratamiento superficial de quesos y embutidos)- nitritos (productos de carne, quesos, arenque y espadín)- nisina (quesos)- etanol (productos de panadería rebanados)
Muchas sustancias naturales (contenidos en los ingredientes) tienen efecto antimicrobiano:
La clara de huevo contiene lisozima (que hidroliza el polisacárido de la pared bacteriana).Especias y hierbas contienen agentes antimicrobianos (antioxidantes).Los productos ahumados absorben sustancias antimicrobianas (por ejemplo, altas cantidades de los antioxidantes hidroxianisol butilado (BHA) y galato de butilo).El vinagre (ácido acético), jugo de limón (ácido cítrico) y la fermentación láctica (ácidoláctico), independientemente del pH, y NaCl, independientemente da la aw, tienen efecto antimicrobiano selectivo
40

Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
Separación mecánica de las formas microbianas
n Fisica: - Microfiltración con membranas porosas (separación completa)
- Bactofugación con centrifugadoras (separación parcial)
- Remoción desde superficies por chorros de fluido (separación parcial)
41
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
Microfiltración
LIMITACIONESn Sólo se aplica a los alimentos líquidos de baja viscosidad desprovistas de partículas,
o para el tratamiento separado de la fase líquida de alimentos multifásicosn También son separados los componentes del producto que tienen tamaño mayor que
o comparable al de las formas microbianas (glóbulos de grasa, fibras)
Separación de partículas con φ > 0,05 µm
con membranas cerámicas (0,1 - 4 bar)
En Italia se aplica, como técnica mixta, para la leche pasteurizada con vida útil extendida. Se trata sólo la fase acuosa (suero) sobre membranas con poros de 1,4 µm antes de una Pasteurización térmica tan ligera que provoque una degradación mínima de las proteínas del suero (un indicador de la calidad de la leche pasteurizada).
42

Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
Bactofugación (para la leche)separación centrífuga de las esporas bacterianas (de alta densidad)
Tetra Pak Processing Systems AB
En Italia se utiliza para reducir la concentración de esporas de clostridios butíricos en la leche para la producción de “Grana Padano” (DOP)
43
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
Esterilización por actividad bioquímica
Enzimación: (lisozima (*)) puede implicar la lisis de la pared celular o la germinación delas esporas bacterianas antes de aplicar un tratamiento de pasteurización
Fermentación: - láctica con la producción de bacteriocinas
- fúngica con la producción de antibióticos
(no dan como resultado la estabilización completa)
(*) En Italia está utilizando lisozima para inactivar las esporas de Clostridium butirricum en la leche para la producción de queso Grana Padano (DOP)
44

Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
Inhibición(inactivación reversible de las formas microbiana alterante y/o patógena)
n Física: - baja T (completa si hay congelación)- impedimento estérico (*): - emulsiones agua en aceite (gotitas < 10 µm)
- skin packaging
n Físico-química: - baja aw (completa para valores < 0,62)
n Química: - baja [O2] (selectiva)- bajo pH (selectiva)- substancias que tienen efecto bacteriostático y/o funginostático
n Bioquímica: - fermentación competitiva (selectiva)
(*) efecto no aplicable comercialmente porque todavía poco estudiado y, por lo tanto, no controlable
45

Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
Inhibición
Advertencia:
Los valores de los parámetros de inhibición que se presentan a continuaciónson de carácter orientativo
Los valores reales dependen de vez en cuando por los siguientes factores:n Cepa microbianan Matriz alimentaria específican Concentración microbiana inicial
46
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
Inhibición por el potencial redox (Presencia o ausencia de oxígeno)
Microorganismos que crecen sólo en la presencia de oxígeno: A. hydrophyla, B. cereus, otros Bacillus spp, Aliciclobacillus spp, Pseudomonas spp,
Microorganismos facultativos:S. aureus, E. coli, (L. monocytogenes), Salmonella spp, B subtilis (con nitritos),Geobacillus stearothermophilus, B. coagulans, enterobacterias, levaduras
Microorganismos microaerofílicos:L. monocytogenes, C. perfringens, C. jejuni, moldes, lactobacilos, estreptococos
Microorganismos que crecen sólo en la ausencia de oxígeno:C. Botulinum mesófilo y psicrotrófico, C. perfringens, C. butirricum y otros clostridios, Desulfotomaculum nigrificans, Thermoanaerobacterium thermosaccharolyticum, Moorella thermoacetica
47
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
Envasado en atmósfera modificada (MAP)
- Vacío
- Vacío compensado con gases protectores (N2 y/o CO2)
- Envases activos que contienen absorbedores de O2
Nota 1: La exclusión de oxígeno no garantiza seguridad y estabilidad microbiológica
Nota 2: La estabilización microbiológica sólo se puede lograr con la combinación con otras condiciones de inhibición (refrigeración, acidificación, baja aw, antimicrobianos)
48
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II49
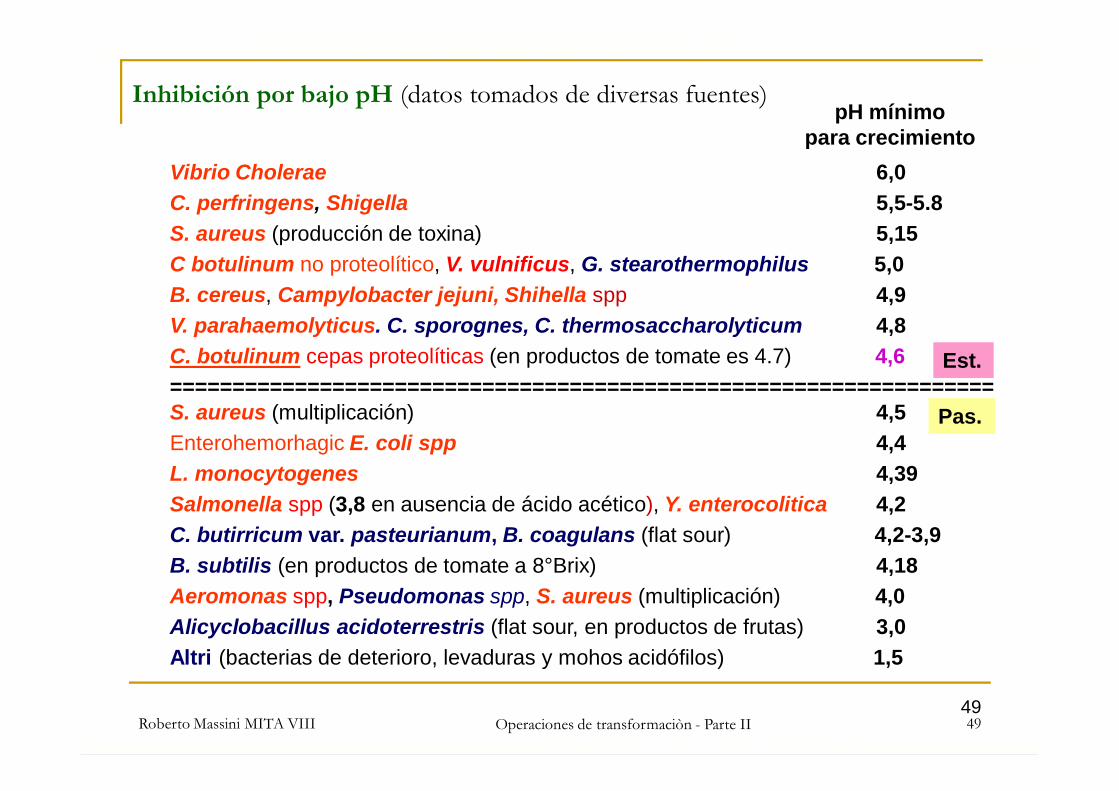
Inhibición por bajo pH (datos tomados de diversas fuentes)
Vibrio Cholerae 6,0C. perfringens, Shigella 5,5-5.8S. aureus (producción de toxina) 5,15C botulinum no proteolítico, V. vulnificus, G. stearothermophilus 5,0B. cereus, Campylobacter jejuni, Shihella spp 4,9V. parahaemolyticus. C. sporognes, C. thermosaccharolyticum 4,8C. botulinum cepas proteolíticas (en productos de tomate es 4.7) 4,6==================================================================S. aureus (multiplicación) 4,5Enterohemorhagic E. coli spp 4,4L. monocytogenes 4,39Salmonella spp (3,8 en ausencia de ácido acético), Y. enterocolitica 4,2C. butirricum var. pasteurianum, B. coagulans (flat sour) 4,2-3,9B. subtilis (en productos de tomate a 8°Brix) 4,18Aeromonas spp, Pseudomonas spp, S. aureus (multiplicación) 4,0Alicyclobacillus acidoterrestris (flat sour, en productos de frutas) 3,0Altri (bacterias de deterioro, levaduras y mohos acidófilos) 1,5
pH mínimopara crecimiento
Est.
Pas.
49
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
ACIDIFICACIÓN (adición directa de aditivos (por ejemplo, ácido cítrico o ácido acético) o de ingredientes (p.e., jugo de limón o vinagre), escaldar en vinagre)
Intervalo de pH de los alimentos:- clara de huevo 7,6-9,5 (alterable por Pseudomonas spp.)- jugo de lima 1,8-2,0 (alterable por Aspergillus niger)
Nota 1: Sólo con la acidificación no puede tener la estabilización completa de alimentos
Nota 2: La acidificación es complementaria a la inactivación térmica.A pH ≤ 4,6 (4,7 para los derivados del tomate) la esterilidad comercial se logra con tratamientos en T ≤ 100°C ("pasteurización")
50
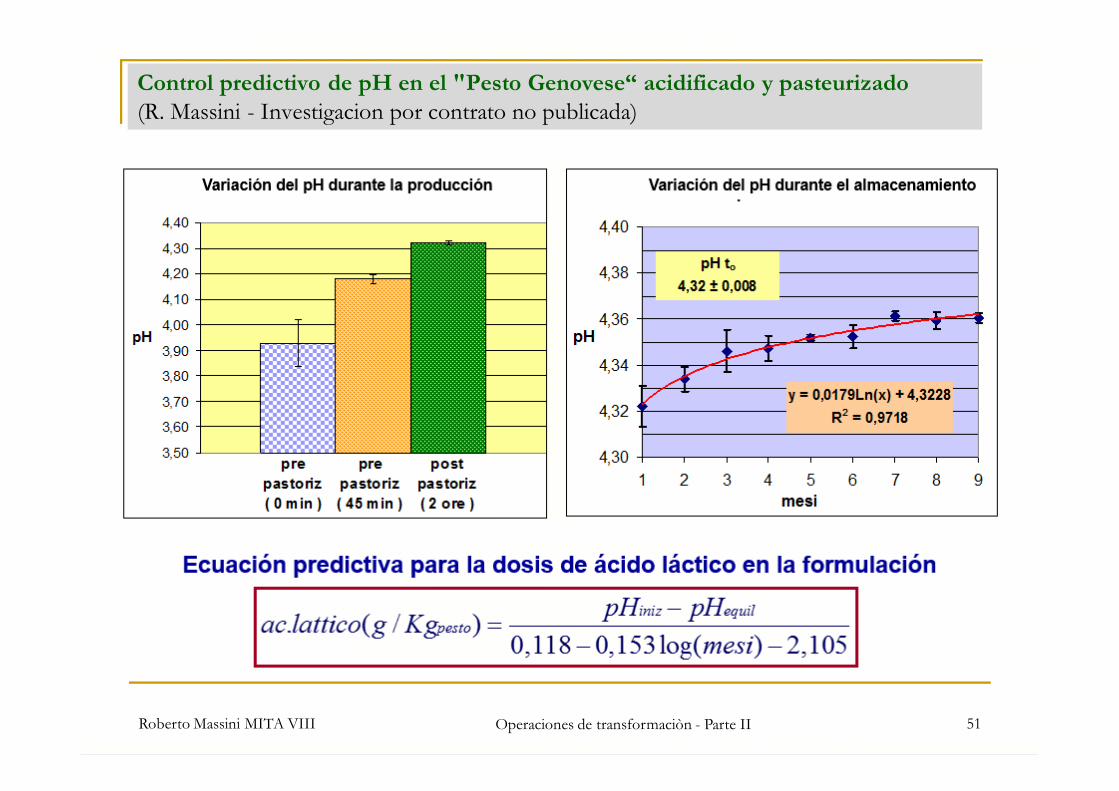
Control predictivo de pH en el "Pesto Genovese“ acidificado y pasteurizado(R. Massini - Investigacion por contrato no publicada)
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II 51
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
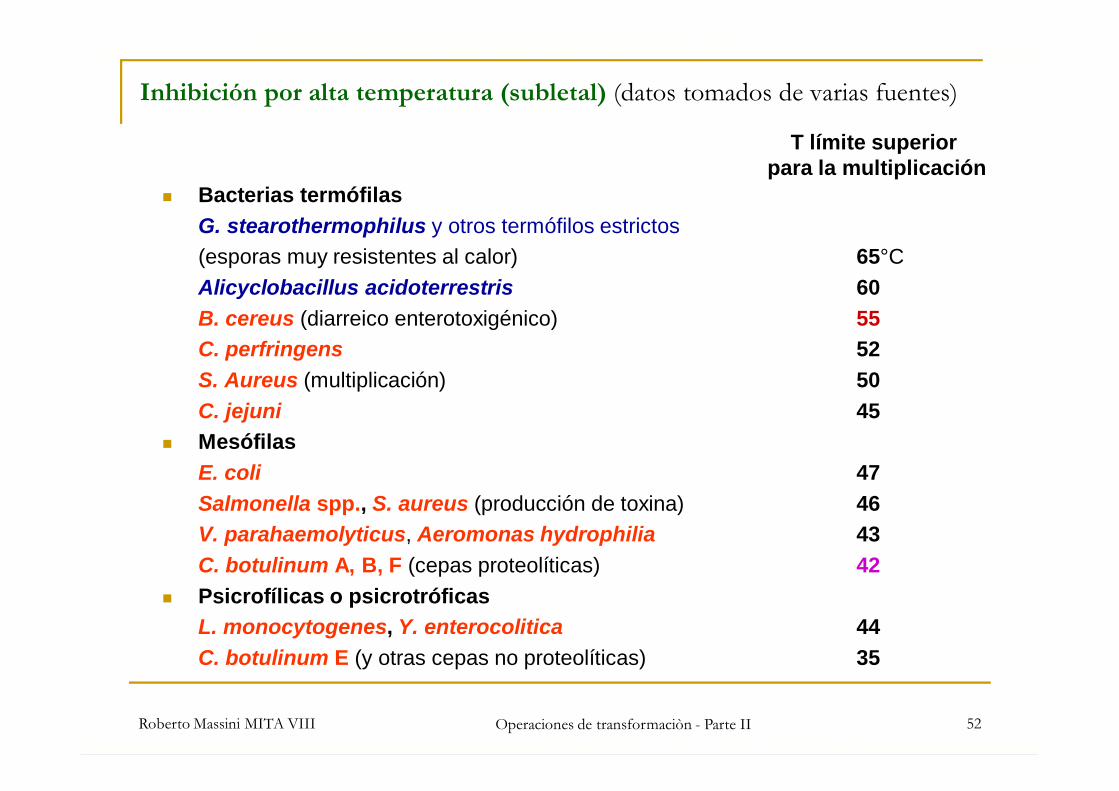
Inhibición por alta temperatura (subletal) (datos tomados de varias fuentes)
n Bacterias termófilasG. stearothermophilus y otros termófilos estrictos(esporas muy resistentes al calor) 65°CAlicyclobacillus acidoterrestris 60B. cereus (diarreico enterotoxigénico) 55C. perfringens 52S. Aureus (multiplicación) 50C. jejuni 45
n MesófilasE. coli 47Salmonella spp., S. aureus (producción de toxina) 46V. parahaemolyticus, Aeromonas hydrophilia 43C. botulinum A, B, F (cepas proteolíticas) 42
n Psicrofílicas o psicrotróficasL. monocytogenes, Y. enterocolitica 44C. botulinum E (y otras cepas no proteolíticas) 35
T límite superior para la multiplicación
52

Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
MANTENIMIENTO EN CALIENTE
Nota 1: En Italia, para la distribución de comidas preparadas con enlace fresco-caliente, la temperatura del producto debe estar entre 60 y 65 ° C en el momento del consumo.
Nota 2: De acuerdo con GMP EE.UU., en el mantenimiento en caliente durante el procesamiento de productos vegetales (potencialmente contaminados con esporas de bacterias termófilas obligadas) la temperatura debe ser ≥ 70 ° C
53

(*) pueden producir toxinas
G. stearothermophilus y otros microorganismos termófilos obligados 35°CCampylobacter spp 32C. perfringens (multiplicación) 15C. perfringens (producción de toxina) 12C. botulinum mesófilo, B. cereus mesófilo (emético, prod. toxina), V. cholerae,S. aureus (prod. toxina), A. flavus (*), A. ochraceus (*), Bacillus spp 10V. vulnificus, E. coli O157:H7 8Enterotoxygenic E. coli, Shighella, S. aureus (multiplicación) 7B. cereus, Salmonella spp, E. coli spp, V. parahaemolyticus, P. aeroginosa 5B. cereus psicrotrófico (diarreico infeccioso, multiplicación) 4C. botulinum psicrotrófico, F. moniliforme (*) 3L. monocytogenes, P. verrucosum (*), P. fluorescens, Candida spp, Vibrio spp 0
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
Inhibición microbiana por baja temperatura T mínimade crecimiento
Ref
riger
ació
n
Est.
Pas.
Y. enterocolitica -1Aeromonas hydrophyla -5algunos moldes y Micrococcus spp -7algunas levaduras -20 C
onge
laci
ón
54

Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
REFRIGERACIÓN
Nota 1: La estabilización completa es posible sólo con la congelación
Nota 2: La refrigeración es complementaria a la inactivación térmicaPero en general el control de la temperatura durante el transporte y la distribución no es fiable (sería necesaria la presencia de un efecto inhibidor adicional para las bacterias patógenas resistentes al calor)
55
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
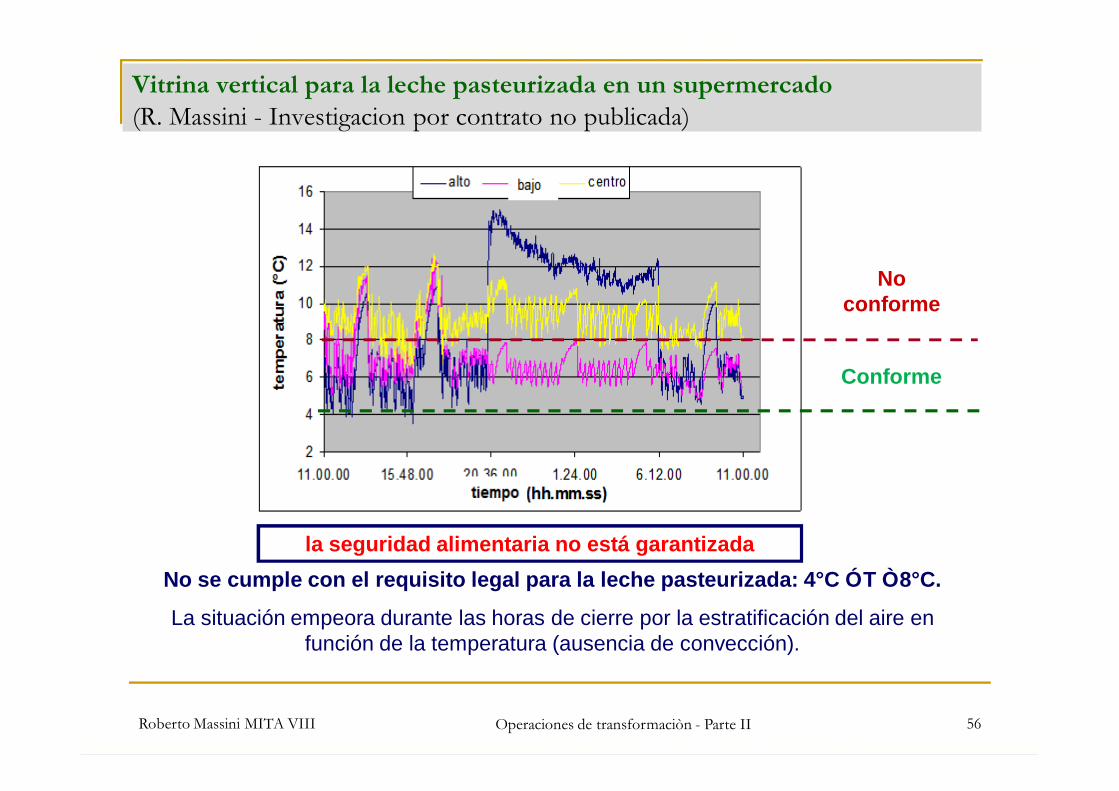
Vitrina vertical para la leche pasteurizada en un supermercado(R. Massini - Investigacion por contrato no publicada)
No se cumple con el requisito legal para la leche pasteurizada: 4°C ≥ T ≤ 8°C.
La situación empeora durante las horas de cierre por la estratificación del aire en función de la temperatura (ausencia de convección).
la seguridad alimentaria no está garantizada
Conforme
No conforme
56
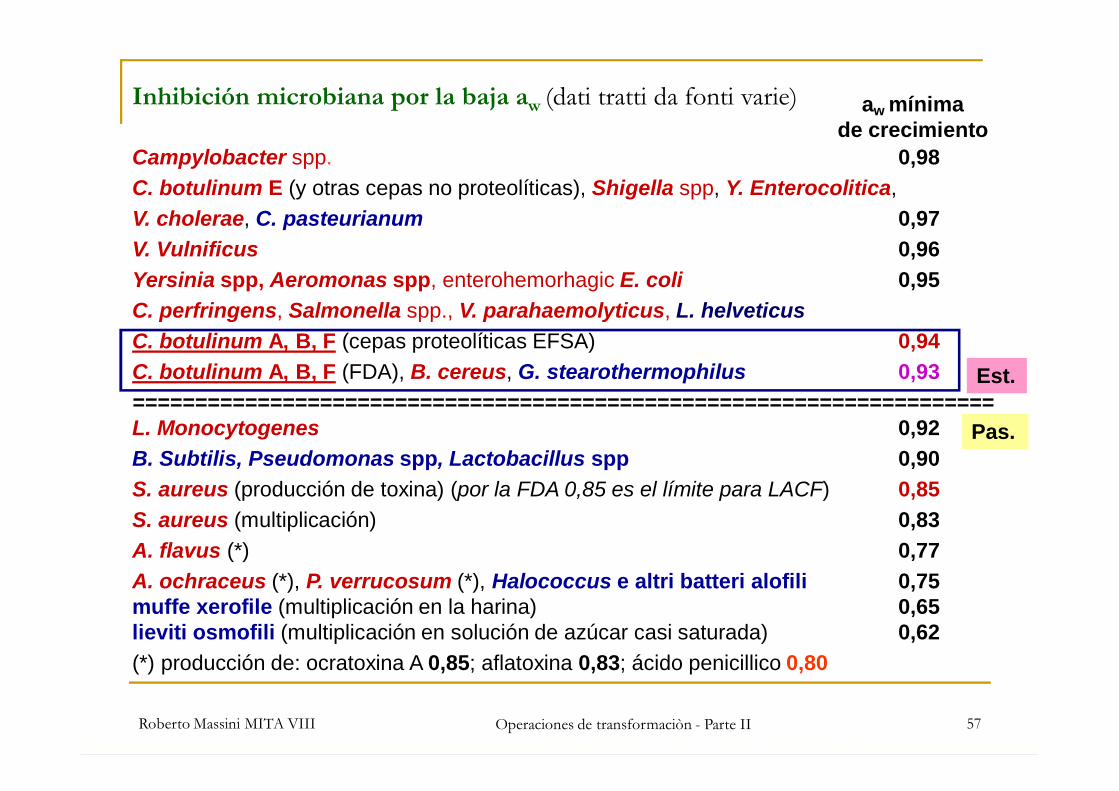
Campylobacter spp. 0,98C. botulinum E (y otras cepas no proteolíticas), Shigella spp, Y. Enterocolitica,V. cholerae, C. pasteurianum 0,97V. Vulnificus 0,96Yersinia spp, Aeromonas spp, enterohemorhagic E. coli 0,95C. perfringens, Salmonella spp., V. parahaemolyticus, L. helveticusC. botulinum A, B, F (cepas proteolíticas EFSA) 0,94C. botulinum A, B, F (FDA), B. cereus, G. stearothermophilus 0,93=====================================================================L. Monocytogenes 0,92B. Subtilis, Pseudomonas spp, Lactobacillus spp 0,90S. aureus (producción de toxina) (por la FDA 0,85 es el límite para LACF) 0,85S. aureus (multiplicación) 0,83A. flavus (*) 0,77A. ochraceus (*), P. verrucosum (*), Halococcus e altri batteri alofili 0,75muffe xerofile (multiplicación en la harina) 0,65lieviti osmofili (multiplicación en solución de azúcar casi saturada) 0,62(*) producción de: ocratoxina A 0,85; aflatoxina 0,83; ácido penicillico 0,80
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
Inhibición microbiana por la baja aw (dati tratti da fonti varie) aw mínimade crecimiento
Est.
Pas.
57
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
REDUCCIÓN DE AGUA LIBRE (salado, azucarado, poner en alcohol, deshidratación, secado)
Nota 1: La reducción de aw a ≤ 0,62 permite obtener la estabilización completa
Nota 2: La reducción de aw a < 0,93 es complementaria a la inactivación térmica
58
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
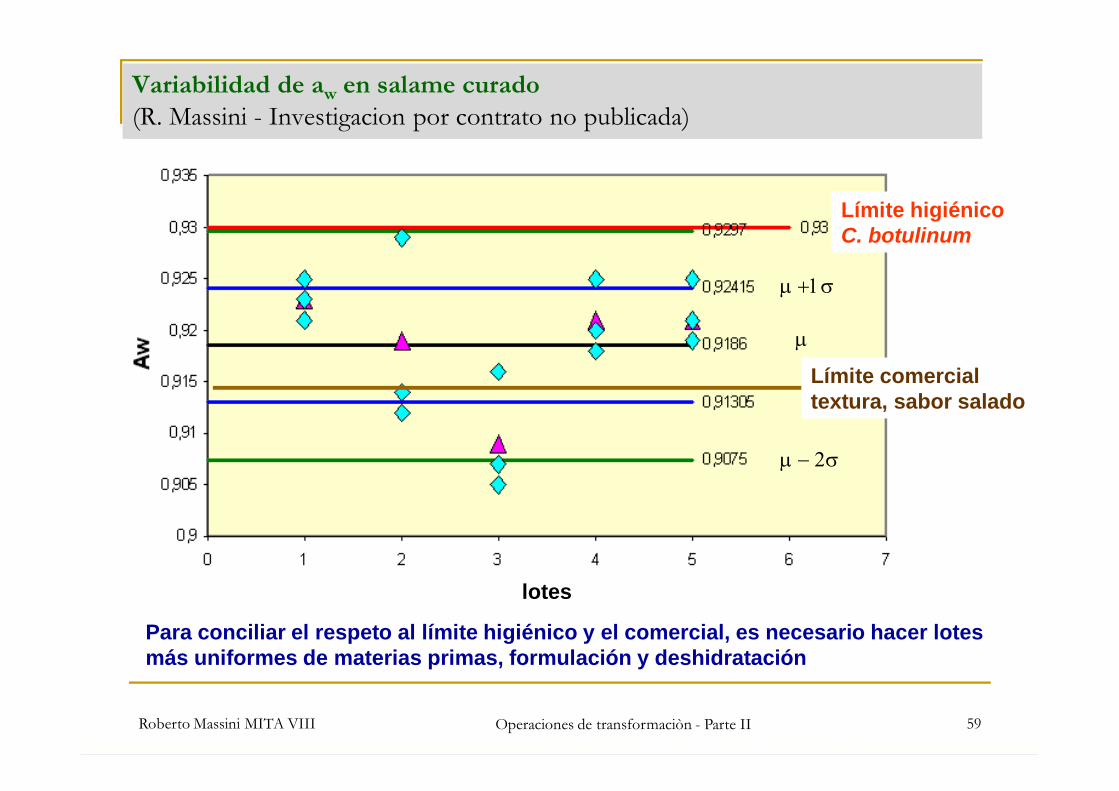
Variabilidad de aw en salame curado(R. Massini - Investigacion por contrato no publicada)
Límite comercialtextura, sabor salado
Para conciliar el respeto al límite higiénico y el comercial, es necesario hacer lotes más uniformes de materias primas, formulación y deshidratación
Límite higiénicoC. botulinum
µ
µ +1σ
µ − 2σ
lotes
59
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
Inhibición por actividad bioquímica (fermentación controlada)(Bioprotection)
Flora microbiana competitiva: - prevalencia ambiental- selección ambiental- inoculación directa
Depleción de nutrientes
Producción de metabolitos : - ácidos (reducción del pH)- alcoholes (reducción de la aw)
Nota: La fermentación sola no implica la estabilización completa
60
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
¿Por qué utilizar las técnicas mixtas que son más complejas?
Necesidades de los consumidores en los mercados más ricos:
n Seguridad microbiológica (equivalente a la esterilización térmica)
n Vida útil más larga (posiblemente sin refrigeración como condición crítica)
n Facilidad de uso (listo para comer o para cocinar)
n Naturalidad (alimentos crudos o simplemente cocidos, ausencia de tratamientos químicos y de degradación sensorial)
Soluciones complejas para requisitos complejos
61

Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
La tecnología de obstáculos (técnicas mixtas)
n Complementariedad: - Acidificación + Pasteurización- Baja aw + Pasteurización- Pasteurización + Refrigeración- Acidificación y/o Baja aw + Inhibición química- etc.
n Sinergia: - Acidificación + Esterilización térmica- Tratamiento hiperbárico + Pasteurización térmica - Tratamiento hiperbárico + Acidificación (SC-CO2)- Tratamiento hiperbárico + Sonicación- Productos químicos bactericidas + Sonicación- etc.
Nota: Pueden haber efectos contraproducentes (p.ej. Baja aw + Esterilización térmica)
62

Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
Envasado en caliente de las salsas de tomate en frascos de vidrio de 120 g (R. Massini - Investigacion por contrato no publicada)
El pH final de estos productos es ≤ 4,3.La seguridad higiénica, relacionada con C. botulinum y otros patógenos resistentes al calor, está garantizada por el pH de equilibrio << 4.6. Con respecto a la esterilidad comercial, los microorganismos más resistentes al calor que pueden producir alteraciones en los productos son los C. Butíricum spp y el B. coagulans.Para los microorganismos no patógenos, la estabilidad microbiológica del producto puede ser considerado en gran medida logrado cuando la probabilidad de alteración es del orden de un paquete cada 104, considerado que no es posible en la práctica asegurar una menor probabilidad para el reinquinamento de los paquetes debido a defectos de hermeticidad (incluso temporal) de las cierres.Las esporas de C. pasteurianum (el C. butıricum más resistente al calor) en productos de tomate con el pH = 4,3 tienen D90 = 7,19 min. y z = 9,5°C (D100 = 0,64). A este pH, deben sobrevivir más de 102 esporas por paquete para obtener la probabilidad de alteración mayor que un paquete cada 104.
Si los frascos de vidrio se llenan en caliente y se cierran en atmósfera de vapor, el medio ambiente anaeróbico interno inhibe el crecimiento de B. coagulans que, en comparación con C. pasteurianum, tiene esporas mucho más resistentes al calor (D100 = 2,88 min).
63
Roberto Massini MITA VIII Operaciones de transformaciòn - Parte II
continuación
Utilizando tomate crudo en buenas condiciones higiénicas (sin paradas largas en la plaza), el valor máximo de concentración inicial de esporas bacterianas puede ser 104
ufc/g = 106 ufc por paquete de 100 gramos. Para tener no más de 102 ufc de C. pasteurianum por paquete, se debe aplicar con el proceso de pasteurización 4 reducciones decimales, o un F10/100 = 2.6 min. Este valor de esterilización se puede conseguir con una retención térmica a 110°C durante aproximadamente 30 segundos.Fue determinada la presencia de esporas bacterianas en las superficies internas de 50 frascos y cápsulas relativas. Esporas de bacilos mesófilos se encontraron sólo en frascos con humedad interior, tomados de un palet sin protección. De acuerdo con los pocos datos disponibles en la literatura, en los materiales de envasado protegidos con respecto a la contaminación ambiental antes del llenado, se puede suponer una carga microbiana de hasta 0,1 ufc/cm2, formada por cerca de 3% de las esporas bacterianas.Teniendo en cuenta un recipiente con aproximadamente 200 cm2 de superficie interior, se puede suponer que el producto puede ser re-contaminado con un máximo de 0,6 esporas. Suponiendo que son todas esporas de C. pasteurianum, para reducir la concentración a 0,1 ufc/paquete, se requiere una retención térmica que implica un valor de esterilización F10/100 = 0,82*0,64 = 0,5 min. (Por ejemplo, con 5,6 minutos a 90°C en un túnel con lluvia de agua caliente antes de enfriamiento).
64