o.g.ambiental. muebles de madera - infohouseinfohouse.p2ric.org/ref/20/19340.pdf · en la etapa de...
TRANSCRIPT

P R O L O G O
Este documento de difusión forma parte de una serie de Guías Ambientales, elaboradas porla División de Tecnologías Ambientales de la Corporación de Investigación TecnológicaINTEC-CHILE, en el marco del proyecto Apoyo a la Gestión Ambiental de la PYME através del Fortalecimiento de la Oferta, financiado por el Fondo de Desarrollo eInnovación de CORFO durante el período comprendido entre los años 1995 a 1998.
2
OPCIONES DE GESTIÓN AMBIENTALSECTOR FABRICACIÓN DE MUEBLES DE MADERA
TABLA DE CONTENIDOSPágina
1. ANTECEDENTES GENERALES .................................................................................3
2. ANTECEDENTES TECNICOS DEL SECTOR.........................................................3
3. SITUACION AMBIENTAL DEL SECTOR................................................................6
3.1. RESIDUOS DE LOS PROCESOS DE APLICACIÓN DE PINTURAS(RESIDUOS LÍQUIDOS/ EMISIONES A LA ATMÓSFERA)..........................6
3.2. RESIDUOS SÓLIDOS..........................................................................................7
4. OPCIONES DE GESTION AMBIENTAL PARA EL SECTOR FABRICASDE MUEBLES.................................................................................................................8
4.1. REDUCCIÓN EN ORIGEN.................................................................................84.1.1 Cambios en los procesos ...........................................................................8
4.2. REUTILIZACIÓN Y RECICLO ........................................................................174.2.1 Recuperación y reuso dentro del proceso................................................174.2.2 Recuperación y reuso fuera del proceso..................................................18
4.3. SISTEMAS DE TRATAMIENTO AL FINAL DEL PROCESO YDISPOSICIÓN DE LOS RESIDUOS.................................................................18
5. RESULTADOS DE LA EVALUACIÓN DE OPCIONES A TRAVÉS DELPLAN PILOTO .............................................................................................................18
6. BIBLIOGRAFIA...........................................................................................................25
3
1. ANTECEDENTES GENERALES
Las industrias de este rubro se encuentran ubicadas a lo largo de todo el país, principalmenteen zonas urbanas, incluyéndose en esta categoría tanto a las grandes empresas elaboradorasde muebles como a mueblerías y tornerías de tamaño mediano y pequeño.
2. ANTECEDENTES TECNICOS DEL SECTOR
Dentro de la industria elaboradora de productos de madera, la de mayor significancia es laindustria de fabricación de muebles. Esta industria hasta hace poco estaba orientada sólo almercado interno pero en el último período se ha expandido también a los mercadosexternos.
La industria elaboradora de muebles basa sus proceso principalmente en la elaboración departes y piezas para productos específicos (mediante tornos u otro tipo de maquinaria), losque posteriormente son ensamblados, pintados, sellados y terminados agregándoselesaccesorios de sujeción, de tipo estético, etc.
La primera etapa del proceso corresponde al diseño del producto a elaborar y la selección delas maderas más adecuadas. Las maderas inicialmente son recepcionadas, inspeccionadas yalmacenadas.
En la etapa de corte de piezas se eliminan pequeñas parte de la madera por serrado ocepillado. El corte debe ser muy exacto para permitir un buen ensamblado y ajuste. Luegodel corte se realiza el chapeado, operación que consiste en la unión de varias láminas demadera mediante prensado con adhesivos apropiados. Sigue la etapa de rectificación desuperficies y barrenado, en la cual se uniformiza la superficie de los cantos y caras de laspiezas mediante lijado y cepillado. Si se requiere abrir orificios en la superficie se hace elbarrenado.
Las operaciones de formación que siguen incluyen el moldeado, torneado y tallado.posteriormente se realiza el ensamblado o montaje usando sistemas de unión a presión,conexiones con tornillos, remaches o adhesivos. Se colocan los accesorios del mueble ypuede llevarse a cabo un lijado de la superficie, seguido del pintado. Finalmente el mueble essecado y embalado.

4
Dentro de la etapa de pintado se desarrollan una serie de operaciones, entre las que secuentan la aplicación de varios tipos de colorantes, material de relleno, barnices, sellantes ypinturas de revestimiento final. El número de pasos requeridos para terminar una pieza demueblería se considera, en forma tradicional, como una indicación de su calidad final y suprecio.
Las principales materias primas de esta industria son madera , adhesivos, pinturas (lacas,barnices, pintura decorativa base agua o solvente), sustancias de relleno y sellantes,solventes y accesorios de tipo metálico, plástico o de madera. En sí puede considerarse unrubro bastante contaminante debido a que los principales residuos son emisiones decompuestos orgánicos volátiles provenientes de los solventes y pinturas usados en la etapade acabado delos productos ( operaciones de pintado, secado en hornos o secado alambiente), además de restos de madera (virutas, restos de torneo, etc.) y aserrín.
El proceso de pintado de superficies es una de las operaciones más relevantes dentro delrubro, sobretodo mirado desde la perspectiva medioambiental. Este proceso considera lassiguientes etapas: preparación de superficies (limpieza y pretratamiento si es necesario), elrecubrimiento de las mismas y el curado de las pinturas, terminando con una inspecciónfinal.
Usualmente, antes de ser pintada la superficie es preparada para mejorar la adhesión de lapintura, retirando restos de aserrín, adhesivos u otro material extraño; con este propósito seutilizan una serie de sustancias de limpieza y también métodos mecánicos y químicos. Lossistemas generalmente usados dependen del sustrato a pintar e incluyen un alisado de lasuperficie ( mediante pulido, limado, limpieza o abrasión con otras sustancias) y unalimpieza final (de tipo mecánica, con solvente o métodos químicos).
Una vez que la superficie ha sido limpiada se le aplica un primer recubrimiento de bajoporcentaje de sólidos, para igualar o acentuar el color natural de la madera. Posteriormente secoloca una capa de recubrimiento parcialmente sellante, con un alto contenido de sólidos(40%), el que, además, mejora aún más la uniformidad del color y ayuda para la adhesión delas capas siguientes de pintura.
La siguiente operación es la aplicación de un recubrimiento pigmentado alto en sólidos(60%), el que actúa rellenando los poros de la madera y alisando su superficie. Luego seaplica una última capa de material sellante para impedir que penetren nuevas capas depintura pero también para mejorar la adhesión de éstas.

5
Finalmente se aplica un barniz protector y una o varias manos del recubrimiento final, elcual aumenta el brillo del mueble, protege el color y entrega una terminación más durable
La aplicación de la pintura normalmente se realiza por aspersión. En el sistema poraspersión, la pintura se mezcla con un carrier, normalmente un solvente orgánico y se aplicasobre la superficie con un aspersor presurizado con aire. El proceso se puede realizar dentrode cabinas especiales.
PROCESOINDUSTRIA ELABORADORA DE MUEBLES
madera
Corte de piezas
Formación y montaje
Operaciones depintado
SecadoPinturas, barnices,solventes, agentes
de relleno y
Adhesivos
Accesoriosprimarios,
Inspección yensamblado final
Accesoriosfinales
muebles
Almacenamiento
Recepción,inspección y
almacenamiento
Chapeado yrectificado

6
3. SITUACION AMBIENTAL DEL SECTOR
Los principales residuos generados en las operaciones de este rubro industrial correspondena:
• Residuos sólidos: restos de madera, aserrín, lodos de pinturas, envases usados• Residuos líquidos : restos de pinturas y solventes, agua, solvente o soluciones de lavado• Emisiones a la atmósfera: en las etapas de armado de muebles (vapores de solventes de
adhesivos) y en las etapas de pintado y secado ( vapores de solventes: compuestosorgánicos volátiles y contaminantes peligrosos: COV y HAP respectivamente).
3.1. RESIDUOS DE LOS PROCESOS DE APLICACIÓN DE PINTURAS(RESIDUOS LÍQUIDOS/ EMISIONES A LA ATMÓSFERA)
Durante el proceso se generan dos tipos importantes de residuos: restos de pinturas yemisiones de solvente. Los restos de pinturas generan gran cantidad de emisiones decompuestos orgánicos al aire, debido a que durante un proceso típico sólo cerca del 50% dela pintura se deposita sobre la superficie. La segunda fuente de residuos son los solventesde limpieza de los equipos de pintado, los más usuales son metiletilcetona, xileno, tolueno,acetato de butilo, etilenglicol y etilacetato.
En general, las pinturas contienen una serie de compuestos considerados generadores decontaminantes en la operación de pintado, entre los que se cuentan:
• Cadmio y sus compuestos (presentes en baja concentraciones en los pigmentos de lapinturas)
• Cromo y sus compuestos ( presentes en pigmentos de pinturas, rojas, anaranjadas yamarillas)
• Niquel y sus compuestos ( presentes en bajas concentraciones en los pigmentos de laspinturas)
• Plomo y sus compuestos ( presentes en pigmentos de pinturas rojas, anaranjadas yamarillas)
• Metil etil cetona ( solvente de pinturas y de limpieza)• Solventes de pinturas y limpieza ( toluidina, tricloroetano, xileno)
La mayor parte de las emisiones generadas en el proceso de pintado por aspersión se debenal material que queda suspendido en el aire durante la operación de aplicación de la pintura
7
o bien durante el secado de la misma. La cantidad de material que se pierde durante laoperación de pintado es inversamente proporcional a la eficiencia de transferencia.
La eficiencia de transferencia se define como la razón entre la cantidad de pintura que seadhiere a la superficie del producto y la cantidad de pintura emitida por la aspersión. Alaumentar esta eficiencia, la cantidad de COV (compuestos orgánicos volátiles) emitidos a laatmósfera disminuye.
Aproximadamente cerca del 70 % de las emisiones de COV se generan en la aplicación depinturas y el 30% restante en el secado y por uso de adhesivos. De este 70%, un 45%corresponde al uso de barnices y revestimientos de terminación.
Los factores que afectan la eficiencia de transferencia son los siguientes:
- Tipo de equipo de rociado- La distancia entre la pistola y la superficie a pintar- El tamaño y forma de las piezas a pintar- Número de piezas colocadas para pintar en conjunto- Velocidad de aire de la cámara- Presión del aire o fluido atomizado- Concentración de sólidos y viscosidad de la pintura- Patrones de rociado: pintado en caliente o en frío
3.2. RESIDUOS SÓLIDOS
Los residuos sólidos de esta actividad corresponden principalmente a restos de madera(trozos, aserrín) generados en las primeras etapas del proceso (corte, armado yterminaciones).
Además se generan residuos provenientes de envases vacíos de pintura o adhesivos y lodosde pinturas, provenientes de las o cámaras o zonas de pintado, trapos para pintar o usadosen la limpieza, filtros usados provenientes de los equipos de pintado (de papel, metal oplásticos).

8
4. OPCIONES DE GESTION AMBIENTAL PARA EL SECTORFABRICAS DE MUEBLES
Existen tres grandes alternativas para lograr la minimización de residuos, la cual tiene unaserie de ventajas tangibles e intangibles para la industria, entre las que se cuentan lareducción de costos por tratamientos y disposición de los desechos in situ o fuera de laplanta, reducción de costos de producción a través de un mejor manejo de materiales y unamayor eficiencia del proceso y mejora de la imagen pública de la empresa por medio delcumplimiento de las regulaciones o normativas.
La primera alternativa es la llamada reducción en origen e involucra cambios en losproductos y cambios en los procesos (substitución de materias primas e insumos, cambiotecnológicos y la implementación de las buenas prácticas de gestión de operación). Lasegunda alternativa corresponde al reciclaje en origen (reuso de materiales y la terceraalternativa corresponde a las tecnologías de control que se desarrollan al final del proceso(end of pipe), e involucran el tratamiento previo de los residuos para su disposición final.
En la actualidad se tiende a buscar soluciones mediante la primera alternativa, ya que enrigor es mas simple, en la mayoría de los casos, mejorar algunos sistemas y procedimientosque permiten reducir los volúmenes de desechos en la industria, con lo que se disminuye enforma ostensible el tamaño de una planta de tratamiento final ( y su costo de inversión), siesta se requiere.
A continuación se indican algunas pautas respecto de la posible implementación de uno uotro sistema en la industria de fabricación de muebles
4.1. REDUCCIÓN EN ORIGEN
4.1.1 Cambios en los procesos
4.1.1.1 Buenas prácticas de operación
La implementación de buenas prácticas de gestión de operaciones al interior de la empresa sebasa en la puesta en práctica de una serie de procedimientos o políticas organizacionales yadministrativas destinadas a mejorar y optimizar los procesos productivos y a la
9
promover la participación del personal en actividades destinadas a lograr la minimizaciónde los residuos.
Dentro de estas prácticas se incluyen las políticas de personal (capacitación, uso deincentivos), medidas para incluir mejoras en los procedimientos (sistemas dedocumentación adecuados, optimización de manejo y almacenamiento de materias primas ycontrol de inventario, programación de producción) y medidas de prevención de pérdidas.
Es importante mencionar que en la implementación de este tipo de gestión se entrecruzanlos principios desarrollados en las Normas ISO 9000 (aseguramiento de calidad) e ISO14000 (gestión ambiental).
a) Buenas prácticas de tipo general Como ejemplos de buenas prácticas de operación generales se pueden citar las siguientes:
• Capacitación permanente del personal sobre condiciones del proceso, seguridadindustrial, manejo de materiales y salud ocupacional. Entrenamiento en técnicas deaspersión, métodos de almacenamiento: uso adecuado de equipos. Es vital que losempleados sepan porque se les exige una forma de trabajo y que se espera de ellos.
Dentro del entrenamiento específico que deben recibir los operarios se cuentan lacapacitación en los siguientes aspectos operacionales:
- Entrenamiento en técnicas de aspersión
Uso de pistola en forma perpendicularUso distancia óptima: 8-10 plg (pistola alimentación por succión), 6-8 plg (pistolaHVLP)Movimiento de pintado a velocidad constanteOptimizar tiempo con el gatillo oprimido (coincidir con paso a lo largo de pieza)

10
- Manejo de equipos:
Usar presión de aire minimizadaOptimizar densidad de piezas a pintarViscosidad adecuada al equipoUso de métodos alternativos (por ejemplo calentamiento pintura)
Es vital que los empleados sepan porque se les exige una forma de trabajo y que seespera de ellos. La experiencia de los empleados es vital. Normalmente los empleadosantiguos comprenden el proceso muy bien, y los errores que resulten en la generación deresiduos son pocos e infrecuentes.
• Uso de incentivos al personal (no solamente de tipo monetario). Los empleados secomprometen más con la aplicación de medidas de prevención si saben que obtendránalgún beneficio.
• Desarrollo de manuales de operación y procedimientos (partiendo desde listas dechequeo o figuras de llamado de atención para los operarios, hasta el manual mismo parael personal profesional) con el fin de clarificar y/o modificar operaciones de proceso parahacerlas más eficientes y controlar pérdidas. En general, éste punto es la principalfalencia dentro de las industrias.
11
• Optimización de operaciones de almacenamiento y manejo de materias primas (sistemaFIFO: lo primero que entra es lo primero que sale), así como el control de inventarios.Tratar de mantener un stock mínimo de materiales, sobretodo si éste es perecible, paraevitar pérdidas innecesarias. Usar las materias primas en las cantidad exacta para cadatrabajo. Evitar tráfico excesivo en las zonas de almacenamiento y producción.
• Optimizar los programas de producción y mantención preventiva de los equipos con elfin de evitar accidentes, escapes y derrames o falla de los equipos (chequeo y revisión debombas, válvulas, empaques, tanques de retención, filtros, equipo de seguridad). Verificarperiódicamente que las partes y piezas de los equipos se encuentran en buen estado ( porejemplo las boquillas de los equipos de aspersión). Se ha estimado que entre un 25 y un50% de los residuos generados en la operación de pintado pueden atribuirse a prácticasdeficientes de operación y mantención
• Al momento de recibir materias primas de los proveedores, realizar control de calidad y
composición de ellos para verificar si se cumplen las especificaciones requeridas. Solicitara los proveedores que certifiquen la calidad de sus productos y llevar a cabo la devoluciónde los materiales si éstos no cumplen los requerimientos deseados. Realizar inspeccionesconstantes del material a pintar, de manera de minimizar el número de productosrechazados.
• Desarrollar listas de programación para cada tipo de producto elaborado, con tiemposestimados de inicio y termino de cada lote de producción, con el fin de controlar elinventario de las materias primas activas y mejorar la eficiencia de utilización de losequipos, para así lograr una adecuada cobertura de la demanda de los productos.
12
b) Reducción desechos limpieza
Debido a que en el proceso productivo los residuos provenientes de las etapas de lavado delos equipos y aseo de las cabinas y planta en general representan la fuente más importantede desechos de la planta, su control requiere una especial atención. Para ello se recomienda:
• Realizar una primera limpieza en seco de equipos, materiales químicos u otros, paramantenerlos fuera de drenajes o desagües.
• Programar la producción para minimizar las necesidades de limpieza. En el caso de las
operaciones de pintado es posible utilizar una secuencia de cambio de color de claros aoscuros para lograr dicho propósito.
• Limpiar inmediatamente los equipos luego de su uso para evitar que se seque la pintura
• En los equipos de pintado, Utilizar mangueras cortas y recipientes pequeños de acuerdoal volumen de producción.
4.1.1.2 Substitución de materias primas e insumos
a) Sustitución de pinturas
La industria de pinturas ha eliminado en cierto grado el uso de pigmentos de plomo y cromodebido a su toxicidad. El grado de reemplazo futuro de este tipo de pigmentos, porsustitutos menos peligrosos, es función tanto de las regulaciones del medio ambiente comodel costo y demanda que tengan estos productos.
En general, la sustitución de materias primas peligrosas por otras más inocuas se ha dadopaulatinamente, principalmente por el aumento en los costos de disposición de desechos yun mayor control respecto del cumplimiento de regulaciones sobre materiales peligrosos. Sinembargo, esta acción tomará algún tiempo, ya que muchos sustitutos son menos efectivosque los materiales originales.
Dentro de los materiales a ser reemplazados también se encuentran las pinturas basadas ensolventes, sobre todo por su efecto en las emisiones al aire. Desde 1987, la EPA haimplementado normativas en California para reducir los niveles de solventes en pinturas de
13
tipo arquitectónico, las que deben contener menos de 250 gr. de compuestos orgánicosvolátiles (VOC) por litro de pintura.
Esta reducción en la cantidad de solvente adicionado ha generado problemas en algunosproductos, disminuyendo su capacidad de secado y de aplicación. lo anterior ha conducidoa que el mercado prefiera productos alternativos como recubrimientos de tipo no volátil,pinturas con alto contenido de sólidos (bajas en solvente) y sustitutos basados en agua orecubrimientos más concentrados, los que pueden conducir a disminuir la cantidad de COVemitidos en cerca de un 40%.
Las pintura de base acuosa usan agua como diluyente principal, pero también puedencontener solventes como sustancia auxiliar de tipo orgánico. Su contenido de COV puedevariar entre un 5% y un 40% en peso. Sus ventajas radican en la reducción de emisiones deCOV, menor toxicidad y problemas de olor, menor riesgo de inflamabilidad y ademáspermite el uso de equipos de aspersión convencionales.
Sin embargo presentan algunas desventajas como sustitutos, entre las que se cuentan: pocavariedad de productos; requiere que la superficie a pintar se encuentre muy limpia; losequipos deben ser de acero inoxidable o plástico; el tiempo de curado es mayor; el costo delproducto es mayor y se necesitan condiciones ambientales controladas en su aplicación.Otra diferencia radica en que la cantidad de residuos sólidos generados, luego de la operaciónde pintado, es mayor si se compara con los productos normales en base a solventes. Para elcaso específico de su aplicación sobre maderas, produce una apariencia granulosa final, porlo que se requiere un alisado extra. su uso en este tipo de material requiere de cambios enalgunas operaciones de proceso.
Las recubrimientos de tipo no volátil para madera (pinturas catalizadas y pinturas curadaspor radiación) contienen muy poco o nada de solventes en su formulación. Su aplicación essimple y puede ser automatizada y la cantidad de residuos generados es muy baja, pudiendoéstos ser recuperados y reciclados. Este tipo de recubrimiento se considera no tóxico, perose requiere una adecuada ventilación en los lugares de trabajo
Las pinturas curadas por radiación se aplican en seco sobre un objeto y luego son irradiadascon luz ultravioleta, infrarroja, microondas o con un haz de electrones de alta energía paraendurecer y polimerizar las resinas, siendo la primera modalidad la más usada. Este tipo derecubrimiento no requiere de altas temperaturas para realizar el curado, por lo cual esespecialmente utilizado en materiales sensibles al calor como papel, madera o plásticos.
14
Las pinturas catalizadas, llamadas también mezclas multicomponentes corresponden a dostipos de resinas, como por ejemplo los uretanos y epóxicos, que se mezclan justo antes deaplicarlas sobre un objeto, polimerizando posteriormente sin requerir ningún tratamientoadicional. Estas pinturas han encontrado gran aplicación en lugar de las pinturas basadas ensolventes, con la ventaja de que se mezcla sólo la cantidad a usar, no quedando mezclasobrante.
Las pinturas de alto nivel de sólidos son pinturas basadas en solventes que contienen altasconcentraciones de resinas. Usualmente presentan un contenido de sólidos del 50 al 70%. Encomparación con las pinturas comunes basadas en solventes, éstas utilizan resinas de menorpeso molecular con sitios altamente reactivos para lograr la polimerización del producto. Elrecubrimiento final obtenido es comparable al de las pinturas basadas en solventes,requiriéndose menos manos de aplicación para obtener el mismo resultado.
La mayor ventaja de este tipo de pinturas es la de cumplir con las limitaciones para laemisión de compuestos orgánicos volátiles (COV) utilizando las mismas materias primas,equipos de fabricación y técnicas de aplicación, aunque requiere equipos de aspersiónespeciales debido a su alta viscosidad y son más sensibles a la temperatura y humedadambiental.
Una alternativa de última generación es el llamado sistema de Unicarb, el cual se basa en eluso de un fluido en condiciones supercríticas de presión y temperatura ( dióxido de carbono)como disolvente de la pintura. Las ventajas de este sistema radican en su alta eficiencia detransferencia, reducción de emisiones de COV y HAP, además de entregar un acabado desuperficies de buena calidad. Sin embargo presenta algunas desventajas relacionadas con unmayor tamaño de equipo, generación de emisiones de CO2 y, además, aún es un sistemanuevo que requiere mayor tiempo de prueba.
En la siguiente tabla se compara el grado de emisión de COV de los diferentes tipos depinturas detalladas anteriormente.

15
TABLA N°1EMISIONES DE COV DE DIVERSOS TIPOS DE PINTURAS
Pintura base
solvente
Pintura baseagua
Pinturaalto %sólidos
Pintura en polvo
% sólidos 33 35 60 99
contenido COV (%v) 67 16 40 1emisiones COV (ton/año) 38 26 31 0.6
b) Substitución de solventes de limpieza
Es conveniente analizar la posibilidad de cambiar los solventes de limpieza actualmenteusados (los que presentan altas emisiones de COV) por otros de tipo orgánico en baseacuosa del tipo terpenos.
c) Cambios en los envases
Como una posible alternativa para disminuir la cantidad de residuos de envases se planteautilizar algún tipo de envase de gran volumen retornable o vendible luego de su uso, tantopara pinturas como para adhesivos.
4.1.1.3 Cambios en los procesos, nuevas tecnologías
• Automatizar operaciones en donde sea posible, evitando así el depender de la mayor omenor experticia o atención de un operario (colocar indicadores luminosos, alarmas,controladores de nivel, etc. con el fin de evitar derrames de material, o problemas en lacalidad de los productos por un tiempo excesivo de proceso).
• Implantación de operaciones continuas donde sea posible, en lugar de operaciones batch,por las mismas razones mencionadas en el punto anterior.
• Implantación de sistemas de transporte de materiales por medios mecánicos o mediantebombeo. Tratar de minimizar el número de veces que se mueven los materiales dentro dela planta. Esto evita pérdidas accidentales.
16
• Implantar un sistema de segregación de corrientes (por ejemplo sólidos de líquidos opeligrosos de aquellos más inofensivos) para así facilitar una separación posterior oreutilización. Además, si es necesario tratar algún flujo, se disminuye el volumen deoperación.
• Instalación de sistemas de recolección y captación de aserrín y polvos, en las zonasdonde se generen
• Instalación de sistemas de extracción de aire, sobretodo en zonas donde se realiza elpegado de partes y piezas con adhesivos y en las salas de pintado
• El aire que circula dentro de las cabinas de pintado por aspersión se puede hacer pasar através de un lavador de agua para separar las partículas de pintura. Esta agua del lavadousualmente se recicla. Es posible instalar una centrífuga para reducir el volumen de loslodos acumulados dentro de las cámaras de pintado
• Uso de equipos alternativos, más eficientes para pintar por aspersión: existe una ampliavariedad de equipos de pintado que pueden servir el mismo propósito, cada uno de elloscon una serie de ventajas y desventajas a evaluar, al momento de establecer prioridadesde tipo ambiental, entre los que se cuentan:
pistolas de tipo convencional, de aspersión de airepistolas Air-assisted Airlesspistolas Airless (presión de fluido)pistolas de alto volumen/baja presión HVLPpistola electrostática de aire
Las pistolas de tipo convencional tienen bajos costos de inversión y mantención, con unaalta tasa de producción y un buen control de aplicación de pinturas. Sin embargo, generanmuchos desechos por su baja eficiencia de transferencia (25%), generándose altos niveles deemisión de COV y HAP (contaminante peligroso del aire). además las necesidades delimpieza de las cámaras de pintado son mayores así como el volumen de residuos a tratar.
Las pistolas del tipo Airless presentan buena eficiencia de transferencia (40%) y se generanmenos desechos en la operación. Sin embargo los costos de mantención son altos y existe unmayor riesgo para el operador debido a que estos equipos operan a alta presión.

17
Las pistolas del tipo HVLP y electrostática poseen muy buena eficiencia de transferencia(40-90%), generan pocos desechos y pueden usarse con pinturas con alto contenido desólidos ( la de tipo electrostática también permite usar pintura en base agua). Sin embargo sucosto de inversión y mantención son altos y se requiere entrenar a los operarios en su uso.
Los equipos no covencionales, en general, generan menos emisiones contaminantes ymejoran el ambiente de trabajo, disminuyendo las necesidades de limpieza en las cámaras ygenerando un ahorro importante de pintura.
Otros sistema de pintado lo constituye la técnica de rociado en caliente, la que se aplicasobretodo para pintura con alto contenido de sólidos (bajo COV) ya que el calentamientomejora la fluidez del material y facilita su aplicación ( como ejemplo se puede mencionar queal calentar una pintura tipo esmalte alquídico desde 25° a 46°C, su viscosidad puededisminuir entre un 25 y un 30%)
4.2. REUTILIZACIÓN Y RECICLO
Una vez evaluadas todas las alternativas de reducción en origen, se debe poner atención alas posibilidades de reutilizar o reciclar materiales o insumos. Dentro de la industria demuebles se pueden estudiar las siguientes alternativas:
4.2.1 Recuperación y reuso dentro del proceso
• Si se cuenta con un sistema de segregación de corrientes dentro de la planta, es posiblereutilizar las corrientes menos contaminadas, previo tratamiento, por ejemplo como aguapara operaciones de limpieza.
• Las aguas de lavado usadas en las cámaras para limpiar el aire de partículas de pinturaspueden ser reutilizadas luego de separar los restos de material sólido, los cuales seacumulan en tambores para luego disponerlos. Esta agua se puede utilizar Las solucionesde limpieza recuperadas se pueden utilizar para limpiar equipos, mangueras y pistolasde atomización.
• Optimizar el uso de agentes de limpieza, filtrándolos cuando sea posible yreutilizándolos nuevamente. Utilizarlos en forma racional y en la cantidad apropiada paraun requerimiento mínimo.
18
4.2.2 Recuperación y reuso fuera del proceso
• Los residuos sólidos, como aserrín y restos de madera pueden utilizarse comocombustible
• Dependiendo de sus características, los envases vacíos se pueden vender para otros usos.
• El solvente de limpieza usado puede recuperarse mediante destilación. posteriormente sepuede reutilizar con el mismo propósito o usarse como agente de dilución en las pinturas.
• Los trapos de limpieza pueden ser enviados a servicios de limpieza para un posteriorreuso si su volumen lo hace rentable
4.3. SISTEMAS DE TRATAMIENTO AL FINAL DEL PROCESO Y DISPOSICIÓNDE LOS RESIDUOS
Residuos sólidos
Los trapos de limpieza se pueden considerar como residuos peligrosos y deben disponersede acuerdo a criterios establecidos para este tipo de materiales, lo mismo se puede hacerextensivo a los filtros desechables de papel o plástico.
Los lodos de pintura pueden ser separados mediante operaciones de floculación ysedimentación, para posteriormente disminuir su humedad, mediante el uso de un equipo defiltración o secador, siendo posteriormente dispuestos en vertederos.
En general, todos los residuos solidos de este tipo de industria que no presentan algún tipode utilidad inmediata se disponen finalmente en rellenos sanitarios.
5. RESULTADOS DE LA EVALUACIÓN DE OPCIONES A TRAVÉSDEL PLAN PILOTO
Desarrollo de la evaluación de los procesos
19
Al iniciarse el plan piloto se estableció que las empresas en evaluación no poseían unapolítica ambiental definida, aún cuando existía conciencia del problema que representabanlos residuos del proceso.
Las empresas tenían desarrolladas una serie de prácticas y procedimientos productivos queles permitían manejar algunos aspectos del manejo de materiales y del proceso en si mismo,pero no relacionada directamente con la gestión ambiental.
Una primera evaluación del flujo de materiales dentro de las líneas productivas permitióidentificar claramente, mediante balances de masa, las entradas y salidas del proceso,estableciéndose los principales residuos generados y su punto de origen.
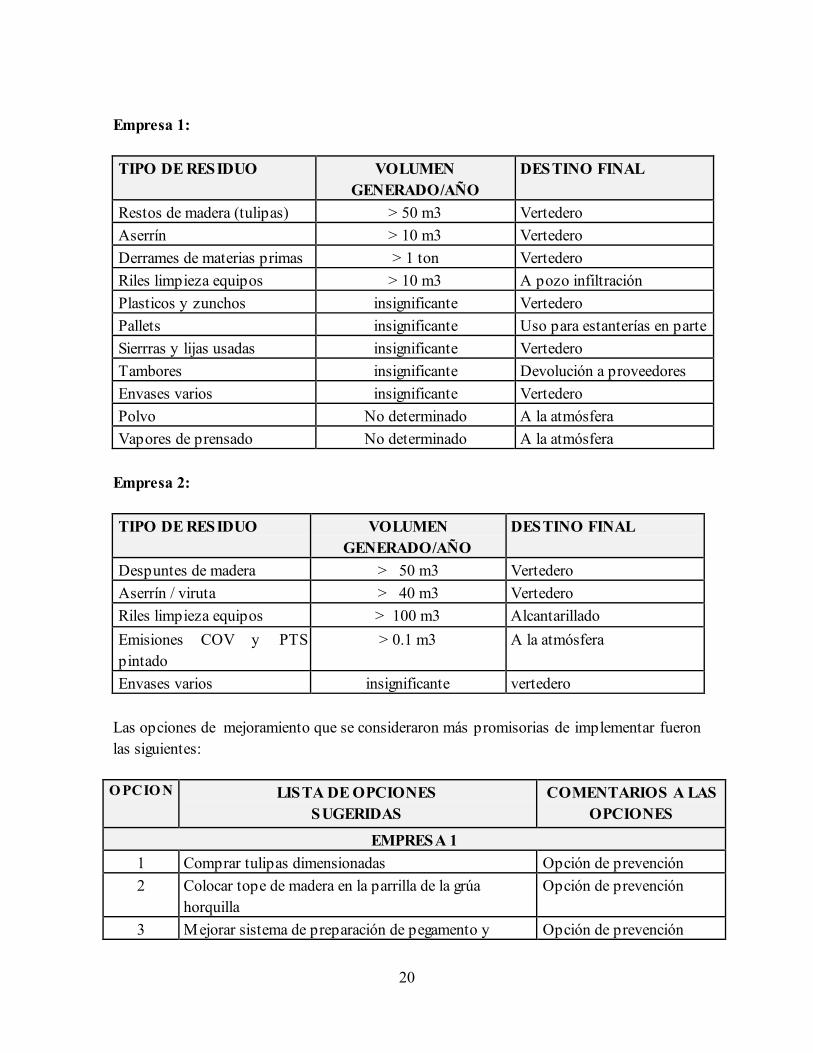
De acuerdo a estos análisis, los principales residuos generados y su destino eran lossiguientes:
20
Empresa 1:
TIPO DE RESIDUO VOLUMENGENERADO/AÑO
DESTINO FINAL
Restos de madera (tulipas) > 50 m3 VertederoAserrín > 10 m3 VertederoDerrames de materias primas > 1 ton VertederoRiles limpieza equipos > 10 m3 A pozo infiltraciónPlasticos y zunchos insignificante VertederoPallets insignificante Uso para estanterías en parteSierrras y lijas usadas insignificante VertederoTambores insignificante Devolución a proveedoresEnvases varios insignificante VertederoPolvo No determinado A la atmósferaVapores de prensado No determinado A la atmósfera
Empresa 2:
TIPO DE RESIDUO VOLUMENGENERADO/AÑO
DESTINO FINAL
Despuntes de madera > 50 m3 VertederoAserrín / viruta > 40 m3 VertederoRiles limpieza equipos > 100 m3 AlcantarilladoEmisiones COV y PTSpintado
> 0.1 m3 A la atmósfera
Envases varios insignificante vertedero
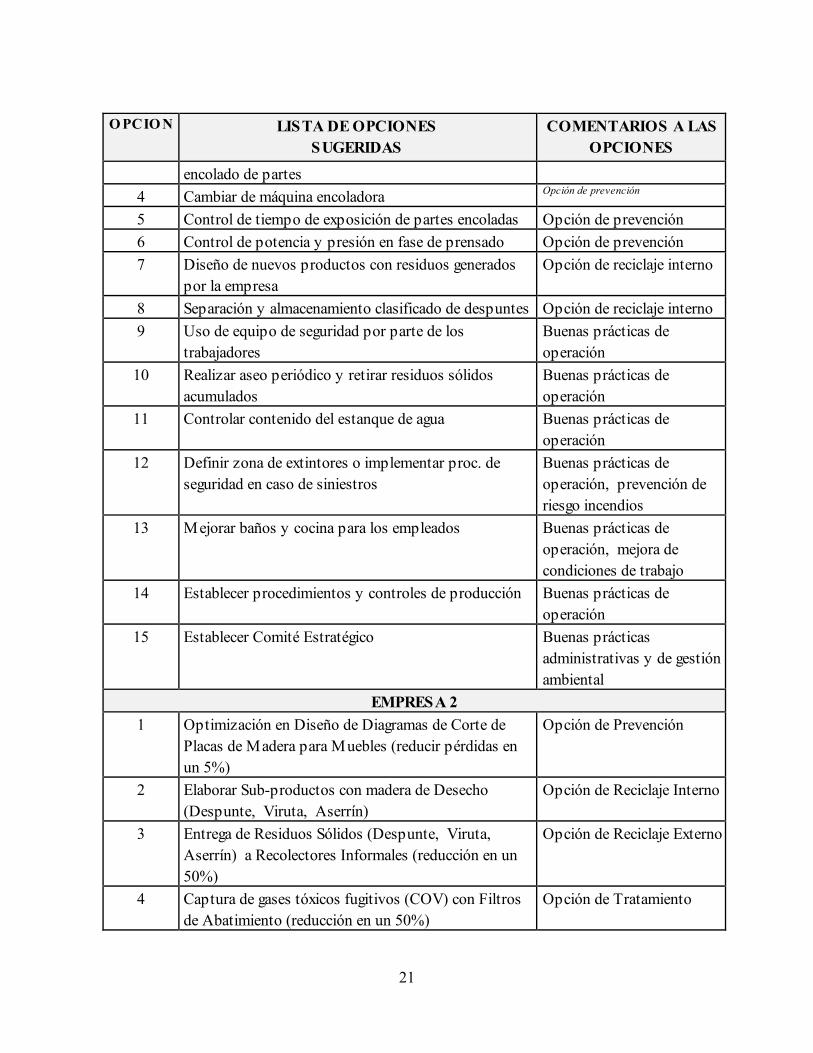
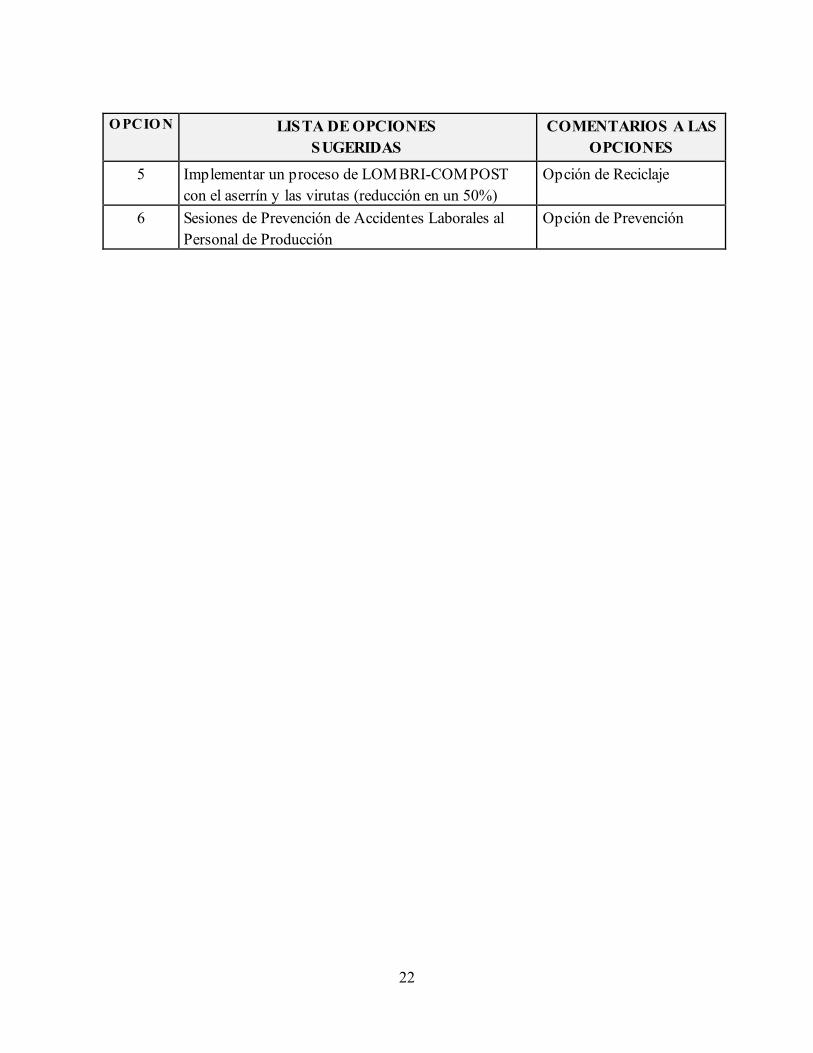
Las opciones de mejoramiento que se consideraron más promisorias de implementar fueronlas siguientes:
O PCIO N LISTA DE OPCIONESSUGERIDAS
COMENTARIOS A LASOPCIONES
EMPRESA 11 Comprar tulipas dimensionadas Opción de prevención2 Colocar tope de madera en la parrilla de la grúa
horquillaOpción de prevención
3 Mejorar sistema de preparación de pegamento y Opción de prevención
21
O PCIO N LISTA DE OPCIONESSUGERIDAS
COMENTARIOS A LASOPCIONES
encolado de partes4 Cambiar de máquina encoladora Opción de prevención
5 Control de tiempo de exposición de partes encoladas Opción de prevención6 Control de potencia y presión en fase de prensado Opción de prevención7 Diseño de nuevos productos con residuos generados
por la empresaOpción de reciclaje interno
8 Separación y almacenamiento clasificado de despuntes Opción de reciclaje interno9 Uso de equipo de seguridad por parte de los
trabajadoresBuenas prácticas deoperación
10 Realizar aseo periódico y retirar residuos sólidosacumulados
Buenas prácticas deoperación
11 Controlar contenido del estanque de agua Buenas prácticas deoperación
12 Definir zona de extintores o implementar proc. deseguridad en caso de siniestros
Buenas prácticas deoperación, prevención deriesgo incendios
13 Mejorar baños y cocina para los empleados Buenas prácticas deoperación, mejora decondiciones de trabajo
14 Establecer procedimientos y controles de producción Buenas prácticas deoperación
15 Establecer Comité Estratégico Buenas prácticasadministrativas y de gestiónambiental
EMPRESA 21 Optimización en Diseño de Diagramas de Corte de
Placas de Madera para Muebles (reducir pérdidas enun 5%)
Opción de Prevención
2 Elaborar Sub-productos con madera de Desecho(Despunte, Viruta, Aserrín)
Opción de Reciclaje Interno
3 Entrega de Residuos Sólidos (Despunte, Viruta,Aserrín) a Recolectores Informales (reducción en un50%)
Opción de Reciclaje Externo
4 Captura de gases tóxicos fugitivos (COV) con Filtrosde Abatimiento (reducción en un 50%)
Opción de Tratamiento
22
O PCIO N LISTA DE OPCIONESSUGERIDAS
COMENTARIOS A LASOPCIONES
5 Implementar un proceso de LOMBRI-COMPOSTcon el aserrín y las virutas (reducción en un 50%)
Opción de Reciclaje
6 Sesiones de Prevención de Accidentes Laborales alPersonal de Producción
Opción de Prevención

23
La evaluación económica de las opciones antes indicadas es la siguiente:
O pción
Inversión(M$)
Ahorrobrutoanual(M$)
Periodoretorno(años)
VAN(M$)
TIR%
Ahorro porimplementació
n(M$)
Plazo deimplementació
n
EMPRESA 11 1650 452 448 Nov 972 3 590 531 Nov 973 1340 609 582 Dic 974 3613 1601 1862 Enero 985 90 0 (1) Dic 976 90 0 (1) Dic 977 8670 4057 3913 Junio 988 770 0 (1) Enero 989 830 3120 2829 Din 9710 350 489 449 Nov 9711 30 0 (1) Nov 9712 937 0 (1) Dic 9713 296 660 601 Enero 9814 2376 6238 5674 Marzo 9815 840 0 (1) Dic 97
Total 21885 4 (*) 15,4(*)
68,4(*)
EMPRESA 21 1048 5100 0,25 16,1 350 Noviembre 982 690 1560 0,5 49,3 104 Se consideró no
viable almediano plazo
3 270 720 0,4 19,3 137 Agosto 984 2058 480 4,2 14,7 -80 Octubre 98.
Posteriormentese descartó porsu alto costo
5 435 785 0,6 16,6 120 Octubre 986 860 1800 0,6 16,5 85 Junio 98
(*) valores calculados sobre el total de las opciones
24
(1) Los ahorros de estas opciones han sido considerados dentro de los ahorros de otrasopciones relacionadas
25
6. BIBLIOGRAFIA
ALBRECHT T. 1994. Reducción de desechos para las operaciones de pintar. NorthCarolina Environment Dept., Health & Natural Resources.
CORFO.1992. Análisis y aplicación de tecnologías en descontaminación industrial para aire,agua y suelo
CORFO INTEC-CHILE. 1996. Informes Avance Proyecto “Generación de capacidadesnacionales en tecnologías aplicables a residuos industriales líquidos”.
FREEMANN H. 1994 . Industrial Pollution Prevention Handbook.
EPA. 1991. Industrial pollution prevention opprtunities for the 1990s. EPA 600/8-91/052
EPA. 1990. Guides to pollution prevention: the paint manufacturing industry. EPA 625/7-90/005
EPA, 1994. International (Non U.S.) industrial pollution prevention: a case studycompendium. 820-R-94-005.
EPA. 1995. Pollution prevention possibilities for small and medium- sized industries. EPA600/R95070.
INTEC-CHILE. 1992. Actualización de los inventarios de fuentes emisoras de residuosindustriales líquidos.
LORTON G. 1988. Waste minimization in the paint and allied products industry. J. Airpollution Control and waste management (JAPCA) 38 (4): 422-427
MARTIN L.1974. Industrial water purification. Noyes Data Corporation, USA. pp. 241-246
NELSON P. 1992. Waste control and pollution prevention in the paint industry. SurfaceCoatings Australia. 29: 6-10.
RANDALL P. 1992. Pollution Prevention methods in the surface coating industry. J.Hazardous Materials 29: 275-295.

26
SEOANEZ M. 1995. Ecología industrial: Ingeniería medioambiental aplicada a la industriay a la empresa. Edic. Mundiprensa. Madrid, España.
TESAM S.A. 1995. Caracterización de Industrias de Pinturas de la Región Metropolitana.
TELLUS INST. 1993. Alternatives to solvent-based paints.