o.g.ambiental. fabricas de cecinas · crecido sobre 25% en 1996 y un porcentaje equivalente se...
TRANSCRIPT


P R O L O G O
Este documento de difusión forma parte de una serie de Guías Ambientales, elaboradas por laDivisión de Tecnologías Ambientales de la Corporación de Investigación Tecnológica INTEC-CHILE, en el marco del proyecto Apoyo a la Gestión Ambiental de la PYME a través delFortalecimiento de la O ferta, financiado por el Fondo de Desarrollo e Innovación deCORFO durante el período comprendido entre los años 1995 a 1998.

2
OPCIONES DE GESTIÓN AMBIENTALSECTOR FABRICA DE CECINAS
TABLA DE CO NTENIDO SPágina
1. ANTECEDENTES.............................................................................................................. 3
2. PRINCIPALES CARACTERISTICAS DEL SECTO R.................................................... 4
3. ANTECEDENTES TECNICO S DEL SECTO R................................................................. 5
4. SITUACIO N AMBIENTAL DEL SECTO R ..................................................................... 8
4.1. RESIDUOS LÍQUIDOS............................................................................................ 8
4.2. RESIDUOS SÓLIDOS.............................................................................................. 9
4.3. EMISIONES A LA ATMÓSFERA........................................................................... 9
5. O PCIO NES DE GESTIO N AMBIENTAL PARA EL SECTO R FABRICAS DECECINAS....................................................................................................................... 10
5.1. REDUCCIÓN EN ORIGEN ................................................................................... 115.1.1 Cambios en los procesos........................................................................... 11
5.2. REUTILIZACIÓN Y RECICLO............................................................................ 145.2.1 Recuperación y reuso dentro del proceso .................................................. 145.2.2 Recuperación y reuso fuera del proceso .................................................... 14
5.3. SISTEMAS DE TRATAMIENTO AL FINAL DEL PROCESO YDISPOSICIÓN DE LOS RESIDUOS....................................................................... 15
6. RESULTADO S DE LA EVALUACIÓ N DE O PCIO NES A TRAVÉS DEL PLANPILO TO ......................................................................................................................... 17
6.1. DESARROLLO DE LA EVALUACIÓN DE LOS PROCESOS................................ 17
7. BIBLIO GRAFIA............................................................................................................ 22
8. ANEXO TRATAMIENTO S............................................................................................ 23
3
1. ANTECEDENTES
La industria elaboradora de fiambres y embutidos está definida, de acuerdo a la clasificaciónindustrial de actividades económicas en el grupo de industrias manufactureras, dentro del CIIU3111: Matanza de ganado y preparación y conservación de carne, específicamente en lasubdivisión 31115.
La producción nacional de la industria de cecinas creció desde 77.099 toneladas en 1987 a146.806 toneladas en 1994, lo que representa un aumento de un 90% en el período. Más del80% de la producción se genera en las fábricas de cecinas de la Región Metropolitana.
Los procesos de elaboración de cecinas a nivel nacional siguen el mismo esquema desarrollado anivel mundial. si bien existen aún bastantes industrias de tipo artesanal, donde muchas de lasoperaciones se realizan en forma manual o con equipamiento más bien antiguo, tambiénexisten industrias con tecnología de punta, las que han adoptado sistemas altamenteautomatizados.
Estimaciones respecto de la producción de cecinas en el país indican que aproximadamente un80% de la oferta nacional de cerdos se destina a esta industria. En 1996 el 60% del total dececinas elaboradas en el país, o bien 110.820 t, utilizaron como materia prima la carne decerdo. Además, se obtuvieron otras 24 mil toneladas de estos productos utilizando carne devacuno; 20 mil toneladas de carne de aves y el resto de otras carnes y otros ingredientes.
Cabe destacar los notables crecimientos registrados en la producción de carne de pavo,ingrediente muy valorado por los industriales cecineros, entre otros, por sus características debajo colesterol, precio competitivo, rendimiento y sabor. La producción de pavos habríacrecido sobre 25% en 1996 y un porcentaje equivalente se habría destinado a la elaboración dececinas propiamente tal, elaborando principalmente “ jamón de pavo” y otros. La mayorproducción de cecinas en 1996 se explica en gran parte por un mayor abastecimiento de carnede este origen además de la de cerdo.
A su vez, las mayores importaciones de carnes de manufacturas, habrían permitido incorporara la elaboración de cecinas cerca de 17.000 toneladas de este producto de gran calidad yrendimiento, al cual hay que agregar la carne roja que proviene de la producción nacional en lascategorías de vacas, bueyes y toros, la primera de las cuales incrementó su beneficio y ofertaen cerca de 30% en el último año en relación a 1995.
De esta forma, la producción de cecinas en el país alcanzó según antecedentes de la AsociaciónNacional de Industriales de Cecinas (Anic) a 184.800 toneladas en 1996, representando unincremento de 11% respecto al año anterior el que se suma al 14% de aumento registrado entrelos años 1994 y 1995. Estos mejoramientos habrían correspondido a 20 mil toneladas extrasentre 1995-95 y 18 mil toneladas más entre los dos últimos años citados. Este rubro ha crecido

4
desde cifras de 30 mil toneladas en 1979 hasta valores promedios de 100 mil toneladas en ladécada de los ochenta, sobrepasando las 150 mil toneladas en los últimos tres años.
Los principales productos elaborados son las salchichas y jamones, ya que de las 184.800 telaboradas de cecinas en 1996 aproximadamente un 45% correspondieron a salchichas con 83,2mil toneladas; un 24% a jamones; además de un 10% de longanizas y chorizos; 6% demortadela; 4% de salame y 5% entre perniles, tocino y patés, quedando un 6% para otrosproductos.
San Jorge tiene la mayor participación de mercado en este rubro con un 21%, luego le siguenProductos Fernández con cerca de un 14% y Cecinas Winter con 11%, las que sumadas a Super,JK y O´Higgins concentran el 60% de las ventas de este negocio.
Dados los antecedentes de producción el consumo nacional de cecinas en 1996 aumentóaproximadamente en un 10% respecto a 1995, estimándose en 12,4 kilos per/cápita.Motivaron esta situación los mejoramientos de calidad de los productos, su presentación y lagran variedad de los mismos y, especialmente, sus precios competitivos en relación a otrosproductos cárneos y en general a otros sustitutos como las paltas, el queso, los huevos, etc.
En el presente año y en los próximos los incrementos de consumo de carne de cerdo y dececinas debieran mantener la tendencia de los últimos tiempos, esperando conseguir para el año2000 una meta superior a los 16 kilos per/cápita. La factibilidad de lograr este objetivo pasapor seguir mejorando la calidad de los productos, su presentación y la gran variedad de losmismos y, especialmente, sus precios competitivos en relación a otros productos cárneos y engeneral a otros sustitutos como las paltas, el queso, los huevos, etc.
2. PRINCIPALES CARACTERISTICAS DEL SECTOR
En general, las empresas del sector son industrias establecidas hace ya bastantes años, detamaño mediano y pequeño, cuya producción está dirigida preponderantemente al mercadonacional.
Sus principales problemas radican en la competencia de empresas distribuidoras de gran tamaño,la falta de equipos e infraestructura adecuada y la falta de capacitación del personal,considerándose prioritario el resolver estos problemas, además de mejorar y hacer máseficientes los procesos productivos y el control de inventario de las plantas. En generalrequieren tanto de apoyo técnico como monetario para suplir las falencias detalladas.
Respecto del tema medioambiental, existe poco o nada de manejo de residuos, no existiendo unsistema implementado de gestión ambiental estructurado, tomándose decisiones en respuesta afiscalizaciones o demandas del mercado. La mayor parte de las empresas no tiene mayorconocimiento de leyes y reglamentos ambientales, salvo los que atañen directamente a la calidad
5
y manejo de sus productos, generándose una situación similar en lo que se refiere alconocimiento de opciones técnicas para la prevención y tratamiento de la contaminación.
3. ANTECEDENTES TECNICOS DEL SECTOR
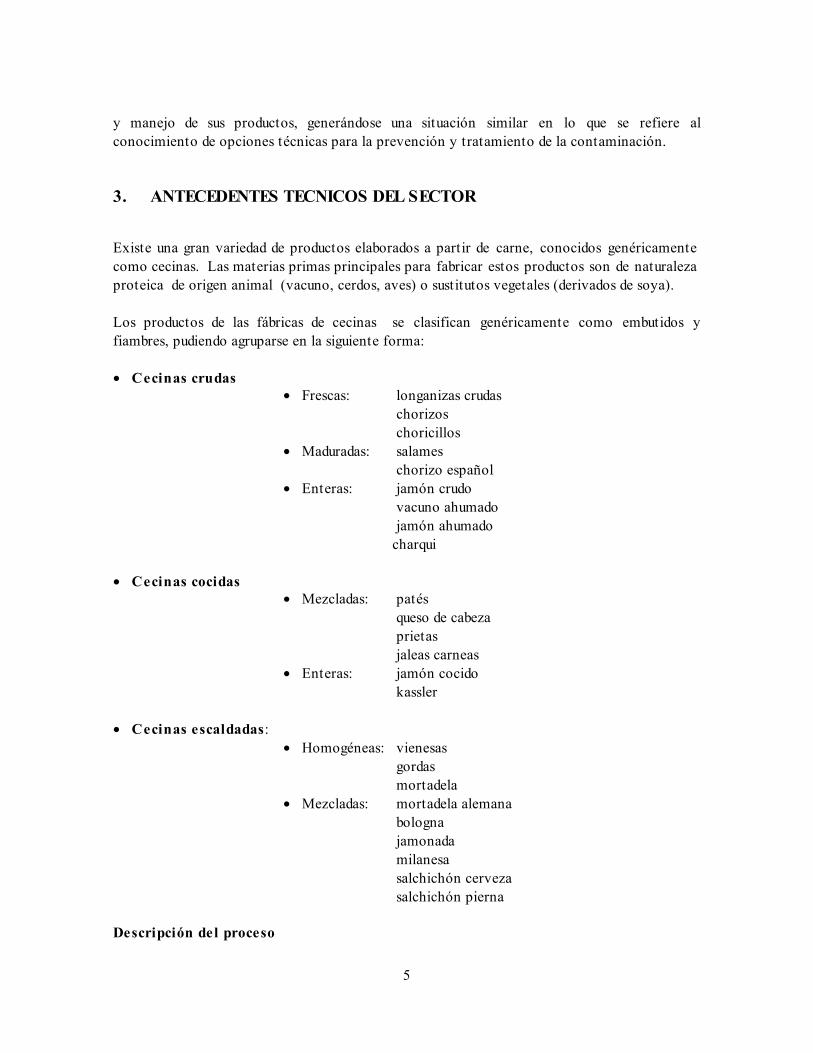
Existe una gran variedad de productos elaborados a partir de carne, conocidos genéricamentecomo cecinas. Las materias primas principales para fabricar estos productos son de naturalezaproteica de origen animal (vacuno, cerdos, aves) o sustitutos vegetales (derivados de soya).
Los productos de las fábricas de cecinas se clasifican genéricamente como embutidos yfiambres, pudiendo agruparse en la siguiente forma:
• Cecinas crudas• Frescas: longanizas crudas
chorizoschoricillos
• Maduradas: salameschorizo español
• Enteras: jamón crudovacuno ahumadojamón ahumado
charqui
• Cecinas cocidas• Mezcladas: patés
queso de cabezaprietasjaleas carneas
• Enteras: jamón cocidokassler
• Cecinas escaldadas:• Homogéneas: vienesas
gordasmortadela
• Mezcladas: mortadela alemanabolognajamonadamilanesasalchichón cervezasalchichón pierna
Descripción del proceso

6
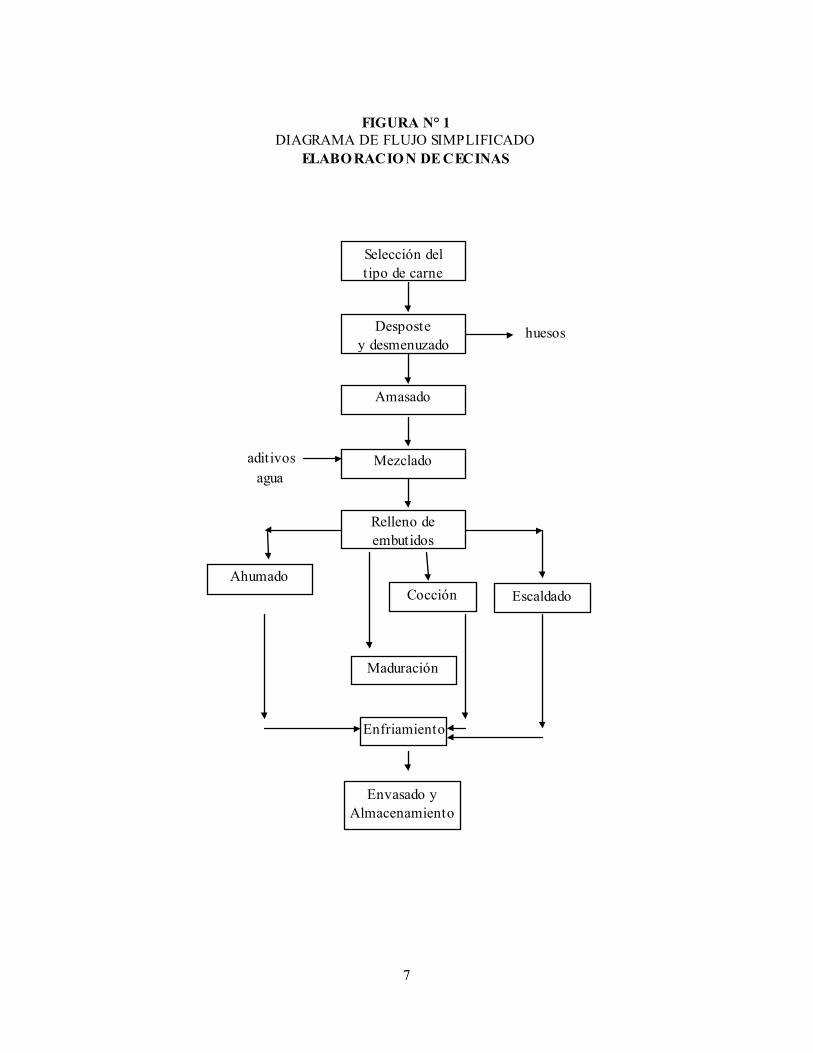
El proceso se inicia con la selección del t ipo de carne, de acuerdo a la clase de cecinas que se vaa elaborar. Posteriormente se realiza el desposte, desde donde se obtienen huesos, los que sevenden como subproductos, y la carne a procesar, la cual a continuación es desmenuzada enuna máquina cortadora o cutter.
En la siguiente etapa de amasado se forma una pasta con la carne. Esta se lleva posteriormentea un mezclador, donde se incorporan una serie de aditivos del t ipo conservantes, colorantes,saborizantes, estabilizantes y agua.
Estas sustancias pueden ser polifosfatos, proteína de soya, leche, suero de leche deshidratado,caseinato de sodio, gelatinas, etc. Estas sustancias tienen por objeto mejorar las característicasorganolépticas y la estabilidad del producto final y en una medida importante, aumentar lacapacidad de incorporación de agua.
Además se emplean en menor proporción benzoato de sodio, sorbato de potasio, ácidoascórbico, glutamato monosódico, glucono-delta-lactona, nitrito de sodio (sal curante), salcomún, azúcares, ciclamato de sodio y calcio y levaduras inactivas. Dentro de las especies seagregan pimienta, comino, cilantro, orégano, pimentón, clavo de olor, ajo, ají y nuez moscadaEn general, estos aditivos y especies se utilizan en concentraciones bastante variables en lasformulaciones, dependiendo del producto, de la maquinaria empleada, cantidad de carne, etc.
A continuación, la mezcla pasa a la sección de embutidos donde se rellena el producto y sedetermina si será crudo, cocido, ahumado o escaldado, y si requiere maduración. La cocción yescaldado normalmente se realizan con vapor en equipos especiales.
Finalmente los productos son enfriados y/o almacenados hasta su venta posterior.
Otra clase de productos, como el jamón, pasa por una diferente línea de procesamiento, dondese utilizan equipos inyectores para salmuera y sales de urea, masajeadoras y cocedores paraadecuar el producto terminado. En el caso de cecinas crudas, enteras o embutidos se usanademás salas de maduración.
El procesamiento de cecinas requiere en general un volumen mínimo de agua para lasformulaciones, ocupándose ésta en mayor proporción para el lavado de bandejas, utensilios,maquinaria e instalaciones.
La mayor parte de las fábricas de cecinas elaboran una amplia variedad de estos productos, enlos que se combinan en forma diferente las operaciones ya descritas, las que se esquematizan enel siguiente diagrama de flujo.
7
FIGURA N° 1DIAGRAMA DE FLUJO SIMPLIFICADO
ELABO RACIO N DE CECINAS
Selección deltipo de carne
Despostey desmenuzado
Amasado
Mezclado
Ahumado
Relleno deembutidos
Cocción Escaldado
Maduración
Enfriamiento
aditivos
huesos
agua
Envasado yAlmacenamiento
8
4. SITUACION AMBIENTAL DEL SECTOR
Las industrias de cecinas generan cantidades significativas tanto de desechos líquidos como deresiduos sólidos. Los problemas ambientales más importantes de esta actividad industrial son elgrado de contaminación de sus efluentes líquidos y los olores molestos.
4.1. RESIDUO S LÍQ UIDO S
A pesar de que el proceso, en si mismo, no requiere el uso de grandes cantidades de agua, lasnecesidades de lavado de equipos y maquinarias aumentan considerablemente los efluentes de lasplantas. El agua de lavado arrastra gran cantidad de material orgánico como restos de carne,sangre, sal y, principalmente, materias grasas.
El consumo de agua en la industria de cecinas, tanto de lavado como para enfriamiento, varíabastante de planta a planta. Los valores de consumo referenciales van de 2 a 60 m3/t producto.Algunas mediciones efectuadas por INTEC-CHILE, revelan consumos de agua entre 4,5 y 15m3/t producto. Los residuos líquidos presentan un alto contenido de material orgánicoputrefactible, componentes de mal olor y grasas que permiten el rápido desarrollo demicroorganismos patógenos. Generalmente su contenido de sólidos suspendidos, aceites ygrasas y DBO son bastante altos.
En general, los efluentes se descargan a alta temperatura y con una importante cargamicrobiana, además de altas concentraciones de compuestos orgánicos y nitrógeno. A vecesestos efluentes tienen alto contenido de sal, especialmente si provienen de procesos consalmuera y de curado. Concentraciones típicas de estos procesos en cuanto a su contenido de salvarían entre 20.00 y 77.000 mg Cl/L.
En la siguiente tabla se muestra la composición típica de un efluente de plantas deprocesamiento de carnes, comparados con datos de industrias de cecinas chilenas. Si bien losdatos nacionales corresponden a mediciones puntuales, se puede apreciar que en general losvalores son considerablemente más altos que los valores referenciales de plantas similares anivel mundial.

9
TABLA Nº1CONCENTRACIONES DE CONTAMINANTES EN RESIDUOS LIQUIDOS
DE FABRICAS DE CECINAS CHILENOSFABRICAS DE
CECINAS CHILECO MPO NENTES UNIDADES NO RMA
2280VALO RES
REFERENCIALES
1 2 3DQO mg/l - 1850 3.960 2.880DBO mg/l 300 570 993 2.000 2.050SST mg/l 300 800 656 13.000 3.600Grasas y Aceites mg/l 150 75 736 2.200 1.164pH -- 5.5-9.0 6,8-7,1 8 6.5 6.2
FUENTE: Mediciones efectuadas por INTEC-CHILE
Además, se puede observar que la mayoría de los parámetros indicados exceden los límites de laNorma 2280, relativa a descargas de residuos líquidos al sistema de alcantarillado, a excepcióndel pH.
4.2. RESIDUO S SÓ LIDO S
Los residuos sólidos generados en estas industrias corresponden principalmente a grasas, restosde carne, tripas y huesos. Estos últimos se retiran en las primeras etapas del proceso y engeneral se venden como subproductos para consumo o para la fabricación de alimentos paraanimales.
Sin embargo las grasas, y parte de restos de carne y tripas, presentan uno de los mayoresproblemas en los efluentes de esta industria, ya que normalmente no son retirados en formaprevia, siendo arrastrados en los efluentes líquidos, generando problemas de generación de oloresy taponamiento de cámaras que van al alcantarillado. Otros residuos son restos de materiales deenvase de los insumos y aditivos del proceso.
4.3. EMISIO NES A LA ATMÓ SFERA
El principal problema de emisiones a la atmósfera de este tipo de industria es la posiblegeneración de olores desagradables. Esta generación de olores está muy ligada al problema deacumulación de material graso y carneo en cámaras que van al sistema de aguas servidas. En elcaso de industrias que poseen hornos de ahumado, podrían existir escapes de humo.
Un problema adicional lo constituye la generación de ruidos debido al funcionamiento deequipos de refrigeración, sobretodo en las noches.
La mayor parte de estas industrias se ubican dentro de los radios urbanos, muchas veces cercanosa zonas residenciales y han recibido reclamos por este problema y también por las emanacionesde olores molestos.

10
5. OPCIONES DE GESTION AMBIENTAL PARA EL SECTOR FABRICASDE CECINAS
Como ya se ha mencionado, las empresas del rubro, en general, no han implementado unsistema estructurado de gestión ambiental y solo algunas cuentan con una infraestructuramínima para el tratamiento de sus residuos. El tema en sí es de interés de las empresas, ya quelas mismas expresan su necesidad de contar con información técnica y legal respecto del tema.
Con respecto a dicha situación y pensando en alternativas de solución, es importante señalarinicialmente que existen tres grandes alternativas de solución, las que agrupan una serie deprocedimientos o técnicas para el manejo y minimización del volumen de residuos generados enel proceso.
La minimización de residuos tiene una serie de ventajas tangibles e intangibles para la industria,entre las que se cuentan la reducción de costos por tratamientos y disposición de los desechos insitu o fuera de la planta, reducción de costos de producción a través de un mejor manejo demateriales y una mayor eficiencia del proceso y mejora de la imagen pública de la empresa pormedio del cumplimiento de las regulaciones o normativas.
La primera alternativa es la llamada reducción en origen e involucra cambios en los productos ycambios en los procesos (substitución de materias primas e insumos, cambio tecnológicos y laimplementación de las buenas prácticas de gestión de operación)
La segunda alternativa corresponde al reciclaje en origen (reuso de materiales y la terceraalternativa corresponde a las tecnologías de control que se desarrollan al final del proceso (endof pipe), e involucran el tratamiento previo de los residuos para su disposición final.
En la actualidad se tiende a buscar soluciones mediante la primera alternativa, ya que en rigor esmas simple, en la mayoría de los casos, mejorar algunos sistemas y procedimientos quepermiten reducir los volúmenes de desechos en la industria, con lo que se disminuye en formaostensible el tamaño de una planta de tratamiento final ( y su costo de inversión), si esta serequiere.
A continuación se indican algunas pautas respecto de la posible implementación de uno u otrosistema en la industria de cecinas
11
5.1. REDUCCIÓ N EN O RIGEN
5.1.1 Cambios en los procesos
5.1.1.1 Buenas prácticas de operación
La implementación de buenas prácticas de gestión de operaciones al interior de la empresa sebasa en la puesta en práctica de una serie de procedimientos o políticas organizacionales yadministrativas destinadas a mejorar y optimizar los procesos productivos y a la promover laparticipación del personal en actividades destinadas a lograr la minimización de los residuos.
Dentro de estas prácticas se incluyen las políticas de personal (capacitación, uso de incentivos),medidas para incluir mejoras en los procedimientos (sistemas de documentación adecuados,optimización de manejo y almacenamiento de materias primas y control de inventario,programación de producción) y medidas de prevención de pérdidas.
Es importante mencionar que en la implementación de este tipo de gestión se entrecruzan losprincipios desarrollados en las Normas ISO 9000 (aseguramiento de calidad) e ISO 14000(gestión ambiental).
Buenas prácticas de tipo general
Como ejemplos de buenas prácticas de operación se cuentan las siguientes:
• Capacitación permanente del personal sobre condiciones del proceso, seguridad industrial,manipulación de alimentos, manejo de materiales y salud ocupacional. Es vital que losempleados sepan porque se les exige una forma de trabajo y que se espera de ellos.
12
• Uso de incentivos al personal (no solamente de tipo monetario). Los empleados secomprometen más con la aplicación de medidas de prevención si saben que obtendrán algúnbeneficio.
• Desarrollo de manuales de operación y procedimientos ( partiendo desde listas de chequeo ofiguras de llamado de atención para los operarios, hasta el manual mismo para el personalprofesional) con el fin de clarificar y/o modificar operaciones de proceso para hacerlas máseficientes y controlar pérdidas.
• Optimizar operaciones de almacenamiento y manejo de materias primas (sistema FIFO: loprimero que entra es lo primero que sale), así como el control de inventarios. Tratar demantener un stock mínimo de materiales, sobretodo si éste es perecible.
• Optimizar los programas de producción y mantención preventiva de los equipos con el fin de
evitar accidentes o falla de los equipos.
• Al momento de recibir materias primas de los proveedores, realizar control de calidad ycomposición de ellos para verificar si se cumplen las especificaciones requeridas. Solicitar alos proveedores que certifiquen la calidad de sus productos y llevar a cabo la devolución de losmateriales si éstos no cumplen los requerimientos deseados.
• Desarrollar listas de programación para cada tipo de producto elaborado, con tiemposestimados de inicio y termino de cada lote de producción, con el fin de controlar el

13
inventario de las materias primas activas y mejorar la eficiencia de utilización de los equipospara lograr una adecuada cobertura de la demanda de los productos.
Reducción desechos limpieza
Debido a que en el proceso productivo los residuos provenientes de las etapas de lavado de losequipos y aseo de la planta representan la fuente más importante de desechos de la planta, sucontrol requiere una especial atención. Para ello se recomienda:
• Realizar una primera limpieza de equipos y mesones en seco para retirar restos de sólidos.Estos sólidos pueden ser reutilizados en la formulación de algún subproducto. Además. elretiro oportuno de los mismos evita problemas de descomposición de material y generaciónde olores molestos.
• Programar la producción para minimizar las necesidades de limpieza. Ver si es posible
automatizarla en ciertos casos para lograr este propósito.
• Limpiar inmediatamente los equipos luego de su uso para evitar acumulaciones ydescomposición de material.
• Usar sistemas de lavado de equipos y suelos a alta presión, con sistemas de control y corte de
flujo (tales como pistolas o válvulas). Evitar dejar las mangueras con el agua corriendo yeliminar goteos. De preferencia usar mangueras de pequeño diámetro. Para ciertas partes delproceso como cañerías, cintas, cocedores se podría automatizar el sistema de lavadoincorporando la tecnología CIP (cleaning in place), la que requiere menos agua y mano deobra.
• Para el lavado de materias primas se recomienda usar agua con un mínimo de presión y en un
volumen no excesivo.
• También es importante evaluar si dentro del proceso es posible suprimir algún flujo de aguainnecesario.
5.1.1.2 Substitución de materias primas e insumos
• En general, las materias primas e insumos de este rubro, usadas en las cantidades apropiadasno presentan problemas que hagan pensar en un posible reemplazo. Su principal problema essu corta vida útil si no se manejan en forma apropiada ( materias primas muy sensibles aldaño microbiológico)
• Se recomienda el tratar de usar envases de tipo biodegradable, de fácil disposición postrior

14
5.1.1.3 Cambios en los procesos, nuevas tecnologías
• Automatizar operaciones en donde sea posible, evitando así el depender de la mayor o menorexperticia o atención de un operario (colocar indicadores luminosos, alarmas, controladoresde nivel, etc. con el fin de evitar derrames de material, o problemas en la calidad de losproductos por un tiempo excesivo de proceso)
• Implantación de operaciones continuas donde sea posible, en lugar de operaciones batch, por
las mismas razones mencionadas en el punto anterior.
• Implantación de sistemas de transporte de materias primas por medios mecánicos o mediantebombeo. Tratar de minimizar el número de veces que se mueven los materiales dentro de laplanta. Esto evita pérdidas accidentales y riesgos de contaminación.
Implantar un sistema de segregación de corrientes (por ejemplo en corrientes con mayornivel de grasas, corrientes no grasas y aguas de limpieza) para así no mezclar los flujos máscontaminados con los de otras líneas de agua de proceso y permitir una separación posterioro reutilización. Además, si es necesario tratar algún flujo, se disminuye el volumen deoperación.
• Incluir equipos o sistemas que permitan racumular residuos sólidos antes de que salgan del
proceso (rejillas, tamices, filtros, centrífugas) para su retiro en forma períodica.
5.2. REUTILIZACIÓ N Y RECICLO
Una vez evaluadas todas las alternativas de reducción en origen, se debe poner atención a lasposibilidades de reutilizar o reciclar materiales o insumos. Dentro de la industria de cecinas sepueden estudiar las siguientes alternativas:
5.2.1 Recuperación y reuso dentro del proceso
• Si se cuenta con un sistema de segregación de corrientes dentro de la planta, es posiblereutilizar las corrientes menos contaminadas, previo tratamiento, por ejemplo como aguapara operaciones de limpieza.
• Optimizar el uso de soluciones de limpieza, filtrándolas cuando sea posible y reutilizándolasnuevamente si es posible. Utilizar las mismas en forma racional y en la cantidad apropiadapara un requerimiento mínimo de agua de enjuague.
5.2.2 Recuperación y reuso fuera del proceso
• Recuperación de grasas y sólidos desde los efluentes : los materiales más gruesos se separanmediante rejillas o en el proceso de limpieza ; éstos pueden ser tamizados y secados, parautilizarse como subproducto en alimentación animal. Los materiales de menor tamaño se
15
pueden recuperar mediante centrifugación, concentración y posterior deshidratación. Ambosproductos se pueden mezclar finalmente y utilizar como base para la alimentación animal(por ejemplo harina de carne).
• Dentro del procesamiento de las cecinas cocidas, el agua de cocción puede hacerse pasar a
través de una centrifuga para recuperar las materias grasas, las cuales según la informaciónrecabada han sido usadas, en industrias a nivel mundial, para la elaboración de subproductoscomo paté.
5.3. SISTEMAS DE TRATAMIENTO AL FINAL DEL PRO CESO Y DISPO SICIÓ N DELO S RESIDUO S
Una vez agotadas todas las opciones posibles de reducción en origen y reciclaje de materiales, ysi aún se tienen problemas de descargas que superan alguna norma establecida, se debe considerarla opción de tratamiento y disposición de residuos.
En los sistemas convencionales, los residuos líquidos de este tipo de industria pasan por unaserie de operaciones de tratamiento primario las que permiten la separación de grasas y otrossólidos, además de disminuir su nivel de carga orgánica. Con ello, los sólidos se pueden disponeren forma separada y la carga orgánica de los líquidos puede disminuir ostensiblemente. Paralograr dicho propósito se puede hacer uso de las siguientes alternativas.
• Uso de rejillas para la retención de sólidos gruesos
• Segregación de residuos : Si dentro del proceso se segregan (separan) las corrientes de líquidos,se tendrán efluentes con alto contenido de grasas y otros con mayor contenido de sólidossuspendidos y sedimentables, cada uno de los cuales puede ser tratado más eficientemente enforma separada.
• La separación de grasas puede realizarse en un estanque provisto de un sistema que remuevael material flotante (estanques de retención), en este equipo puede ocurrir una primeraseparación de sólidos por gravedad. Otra alternativa son las trampas de grasas, las queconsisten en un estanque rectangular en el cual la sustancia grasa es empujada hacia lasuperficie y atrapada por un baffle.
• También es posible separar las grasas usando equipos de flotación con aire. Otra alternativaes colocar un tipo de filtro rotatorio en las canaletas de la planta, donde se adhiera elmaterial como una capa y luego retirarlo mediante un raspador colocado en el mismo equipo.
• Una vez retiradas las grasas se puede utilizar un estanque homogenizador con capacidad para
aproximadamente el 60% del flujo diario, provisto de un aireador, con el fin de homogenizarel residuo antes de seguir su tratamiento.
16
• Los sólidos suspendidos y sedimentables, en general, pueden ser removidos en un equipodecantador, mejorándose la eficiencia del proceso con la adición de coagulantes químicos(sulfato de aluminio) dejándolos en reposo por un período determinado de tiempo parapermitir la sedimentación por gravedad. La adición de coagulantes además permite disminuirla carga de DBO.
Los sistemas de flotación se pueden utilizar para remover tanto sólidos suspendidos comograsas, presentando mayor eficiencia de remoción que las rejas y trampas de grasa. Laeficiencia de la flotación se puede aumentar agregando floculantes químicos (aluminio, salesde fierro, etc.). El lodo de la flotación tiene un alto contenido de proteínas y grasas. Puedeser usado para alimento de animales, después de pasteurizarlo o ser procesado en una plantarecuperadora.
• Los efluentes líquidos con un tratamiento como el descrito previamente pueden ser
descargados a sistemas de recolección de aguas servidas, en tanto que los lodos resultantespueden ser secados y enviados a vertederos.
Existen , además, alternativas de tratamientos más sofisticados, los que normalmente se ponenen práctica para disminuir aún más la carga orgánica , entre ellos se pueden mencionar lostratamientos de tipo biológico (con microorganismos aeróbicos o anaeróbicos) y la ozonación.
• En los tratamientos anaeróbicos, los efluentes pueden ser tratados en lagunas o reactorescerrados. T ienen un bajo costo de operacion y por otra parte generan biogas, por lo quepueden constituir una eficaz etapa dentro del proceso de tratamiento de los residuos líquidos.Los efluentes de tratamientos anaeróbicos pueden ser tratados por sistemas aeróbicos odescargados al alcantarillado.
• Entre los tratamientos aeróbicos posibles de utilizar se cuentan los sistemas de lodosactivados (para alta y baja carga), lagunas aireadas, filtros de goteo, o contactores biológicosrotatorios. Para escoger un sistema de tratamiento aeróbico, deben tomarse en cuenta losrequerimientos del efluente (estándares de descarga), del sistema de pretratamiento, ladisponibilidad del terreno y consideraciones económicas.
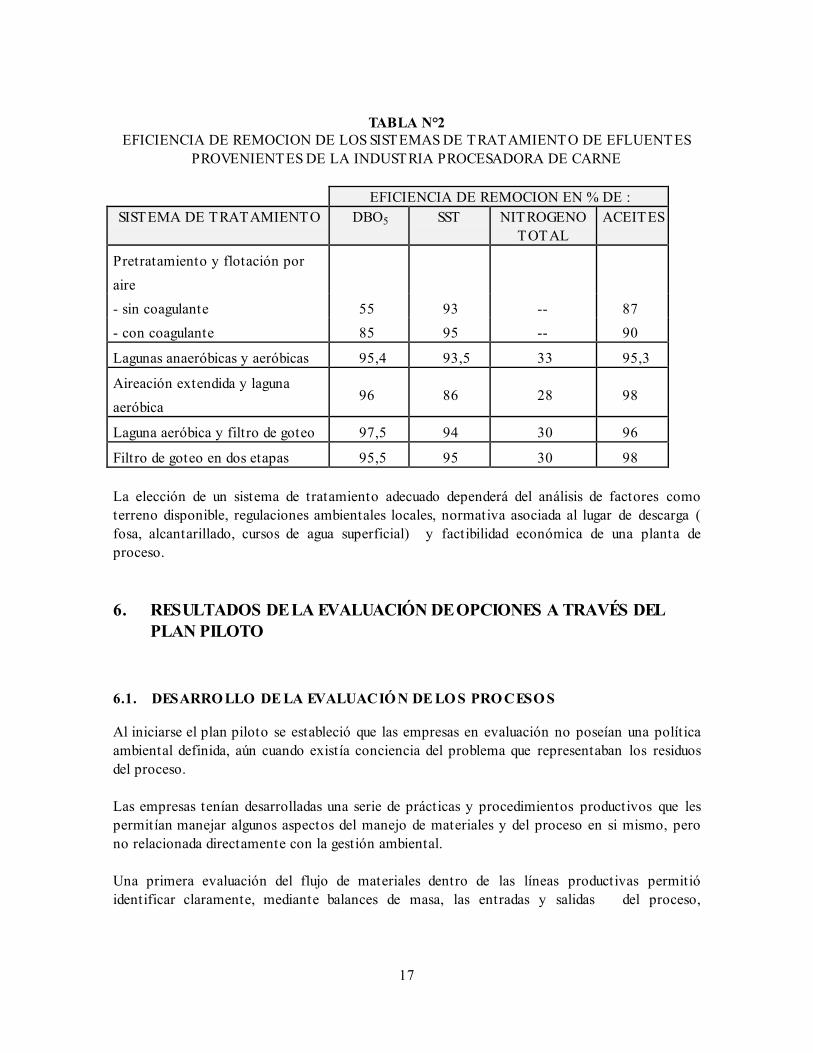
Unido a lo anterior, debe tomarse en consideración la eficiencia del sistema de tratamientos. Enla Tabla Nº2 se muestran valores de eficiencia de remoción dados por la OMS; ellos muestranque los sistemas de tratamientos biológicos son bastante adecuados para las industrias deprocesamiento de la carne.
17
TABLA N°2EFICIENCIA DE REMOCION DE LOS SISTEMAS DE TRATAMIENTO DE EFLUENTES
PROVENIENTES DE LA INDUSTRIA PROCESADORA DE CARNE
EFICIENCIA DE REMOCION EN % DE :SISTEMA DE TRATAMIENTO DBO5 SST NITROGENO
TOTALACEITES
Pretratamiento y flotación poraire- sin coagulante 55 93 -- 87- con coagulante 85 95 -- 90
Lagunas anaeróbicas y aeróbicas 95,4 93,5 33 95,3
Aireación extendida y lagunaaeróbica
96 86 28 98
Laguna aeróbica y filtro de goteo 97,5 94 30 96
Filtro de goteo en dos etapas 95,5 95 30 98
La elección de un sistema de tratamiento adecuado dependerá del análisis de factores comoterreno disponible, regulaciones ambientales locales, normativa asociada al lugar de descarga (fosa, alcantarillado, cursos de agua superficial) y factibilidad económica de una planta deproceso.
6. RESULTADOS DE LA EVALUACIÓN DE OPCIONES A TRAVÉS DELPLAN PILOTO
6.1. DESARRO LLO DE LA EVALUACIÓ N DE LO S PRO CESO S
Al iniciarse el plan piloto se estableció que las empresas en evaluación no poseían una políticaambiental definida, aún cuando existía conciencia del problema que representaban los residuosdel proceso.
Las empresas tenían desarrolladas una serie de prácticas y procedimientos productivos que lespermitían manejar algunos aspectos del manejo de materiales y del proceso en si mismo, perono relacionada directamente con la gestión ambiental.
Una primera evaluación del flujo de materiales dentro de las líneas productivas permitióidentificar claramente, mediante balances de masa, las entradas y salidas del proceso,

18
estableciéndose los principales residuos generados y su punto de origen. De acuerdo a estosanálisis, los principales residuos generados y su destino eran los siguientes:Empresa 1:
TIPO DE RESIDUO VO LUMENGENERADO /AÑO
DESTINO FINAL
Aguas de lavado de equipos yplanta
> 150 m3 Alcantarillado
Aguas de enfriamiento > 150 m3 AlcantarilladoAguas de cocción > 250 m3 AlcantarilladoRestos de carne y grasas sinaditivos
< 1 ton Vertedero
Restos de carnes y grasas conaditivos
< 2 ton Vertedero
Grasas de secado de longanizas < 2,5 ton Vertedero
Empresa 2:
TIPO DE RESIDUO VO LUMENGENERADO /AÑO
DESTINO FINAL
Aguas de lavado de equipos yplanta > 250 m3 Alcantarillado
Agua con colorantes > 50 m3 AlcantarilladoAguas de enfriamiento > 100 m3 AlcantarilladoAguas de cocción > 100 m3 AlcantarilladoRestos de tripas y restos decueros < 20 mt Vertedero
Huesos < 0,4 ton VertederoGrasas < 0,5 ton VertederoEnvases y embalajes Poco significativo VertederoGases y partículas decombustión > 4 m3 A la Atmósfera
Cenizas de combustión < 5 m3 Vertedero
19
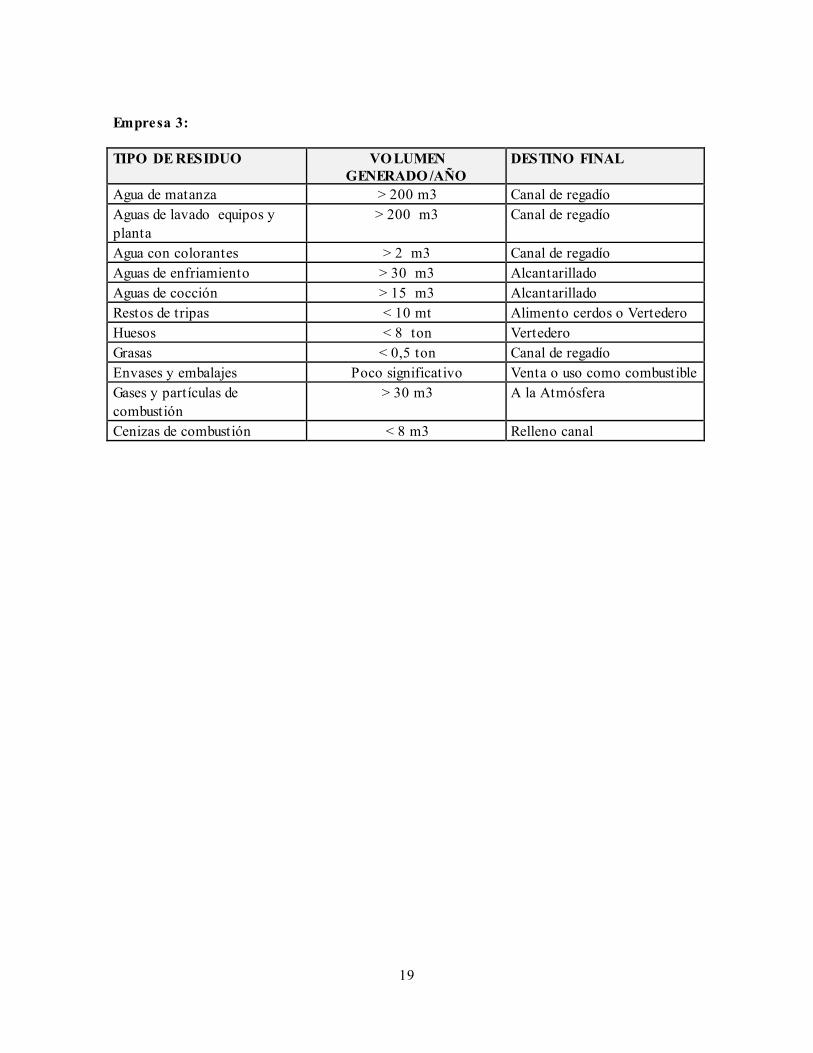
Empresa 3:
TIPO DE RESIDUO VO LUMENGENERADO /AÑO
DESTINO FINAL
Agua de matanza > 200 m3 Canal de regadíoAguas de lavado equipos yplanta
> 200 m3 Canal de regadío
Agua con colorantes > 2 m3 Canal de regadíoAguas de enfriamiento > 30 m3 AlcantarilladoAguas de cocción > 15 m3 AlcantarilladoRestos de tripas < 10 mt Alimento cerdos o VertederoHuesos < 8 ton VertederoGrasas < 0,5 ton Canal de regadíoEnvases y embalajes Poco significativo Venta o uso como combustibleGases y partículas decombustión
> 30 m3 A la Atmósfera
Cenizas de combustión < 8 m3 Relleno canal
20
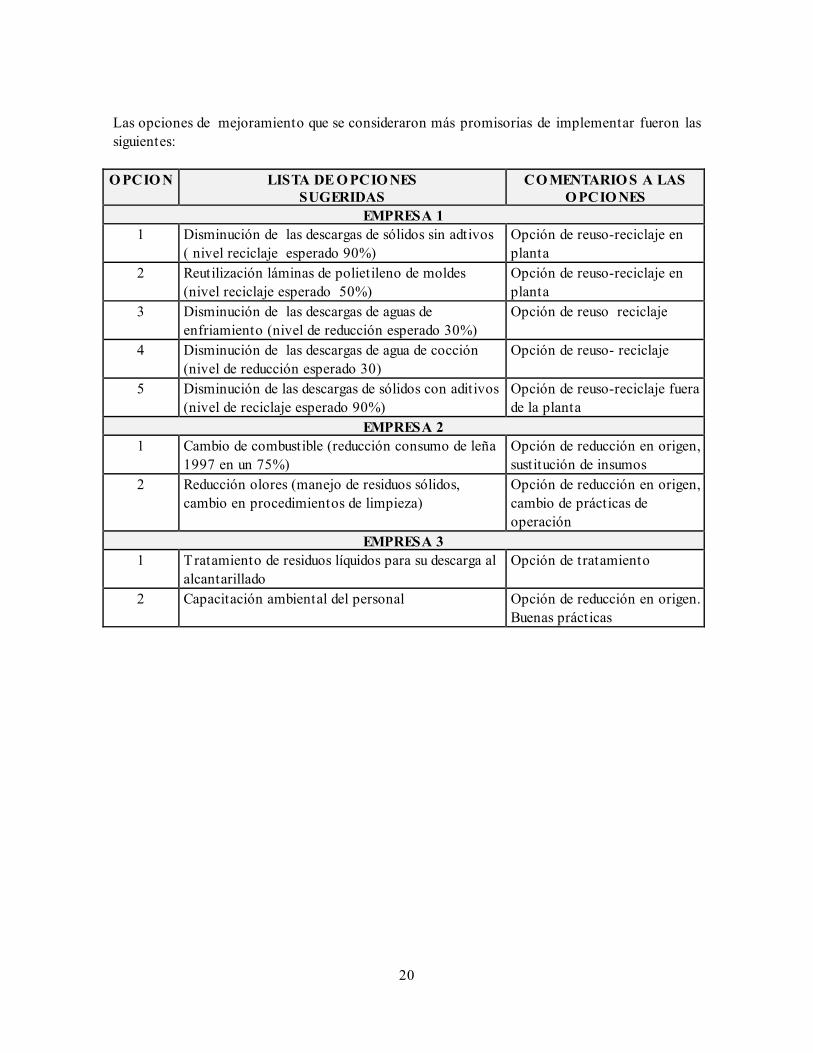
Las opciones de mejoramiento que se consideraron más promisorias de implementar fueron lassiguientes:
O PCIO N LISTA DE O PCIO NESSUGERIDAS
CO MENTARIO S A LASO PCIO NES
EMPRESA 11 Disminución de las descargas de sólidos sin adtivos
( nivel reciclaje esperado 90%)Opción de reuso-reciclaje enplanta
2 Reutilización láminas de polietileno de moldes(nivel reciclaje esperado 50%)
Opción de reuso-reciclaje enplanta
3 Disminución de las descargas de aguas deenfriamiento (nivel de reducción esperado 30%)
Opción de reuso reciclaje
4 Disminución de las descargas de agua de cocción(nivel de reducción esperado 30)
Opción de reuso- reciclaje
5 Disminución de las descargas de sólidos con aditivos(nivel de reciclaje esperado 90%)
Opción de reuso-reciclaje fuerade la planta
EMPRESA 21 Cambio de combustible (reducción consumo de leña
1997 en un 75%)Opción de reducción en origen,sustitución de insumos
2 Reducción olores (manejo de residuos sólidos,cambio en procedimientos de limpieza)
Opción de reducción en origen,cambio de prácticas deoperación
EMPRESA 31 Tratamiento de residuos líquidos para su descarga al
alcantarilladoOpción de tratamiento
2 Capacitación ambiental del personal Opción de reducción en origen.Buenas prácticas

21
La evaluación económica de las opciones antes indicadas es la siguiente:
Opción Inversión(M$)
Ahorrobruto anual
(M$)
Periodoretorno(años)
VAN(M$)
TIR%
Ahorro porimplementación
(M$)
Plazo deimplementación
EMPRESA 11 0 - - - - 930 Mayo 982 0 - - - - 14 Mayo 983 1000 1112 1,1 10850 93 Junio 984 0 - - - 1140 (3 y 4) Junio 985 80 69 1,3 244 74 162 Mayo 98
EMPRESA 21 700 280 2,7 196 24 280 Dic. 972 770 -420 - - - Abril 98
EMPRESA 31 2840 -120 4,6 498 17 - Nov. 982 2700 - - - - - Dic 98

22
7. BIBLIOGRAFIA
CORFO INTEC-CHILE. 1996. Informes Avance Proyecto “Generación de capacidadesnacionales en tecnologías aplicables a residuos industriales líquidos”.
CORFO.1992. Análisis y aplicación de tecnologías en descontaminación industrial para aire,agua y suelo
EPA, 1994. International (Non U.S.) industrial pollution prevention: a case study compendium.820-R-94-005.
JONES H, 1974. Pollution control in meat, poultry and seafood processing. De. Noyes DataCo. New Yersey.
FUNDACION NATURA. 1991. Potencial impacto ambiental de la industria en el Ecuador.
THE WORLD BANK. 1994. Industrial Pollution Prevention and Abatement Guidelines; MeatProcessing and Rendering Industry; BKH Consulting Engineers

23
8. ANEXO TRATAMIENTOS
TRATAMIENTO S PRIMARIO S: SEPARACIO N DE MATERIAL SO LIDO
• TAMIZADO GRUESO
El tamizado grueso tiene como objetivo proteger bombas y equipos de proceso y consiste enuna separación de los sólidos gruesos presentes, mediante la utilización de barras de fierro desección circular o rectangular (espesor normal 3/8”). Son usadas con espacios (pasada libre desólidos) que varían de 0,25 a 1 pulgadas.
Deben recibir una limpieza periódica, ya sea manual o automática, una vez al día, cuando sepresente un 50% de pérdida de área de pasada. Cuando se trata de limpieza manual, parafacilitar la operación, las rejillas deber ser del t ipo removibles.
• TAMIZADO FINO
Se efectúa a través de tamices estáticos o rotativos y su objetivo es retirar sólidos finos en elefluente
Los tamices estáticos presentan espacios entre 0,8 y 1,5 mm. Los rotatorios permiten separarpartículas de hasta 0,02 mm de diámetro.
• SEPARACIO N GRAVITACIO NAL: DECANTACIO N
Este sistema permite separar sólidos mediante la sola acción de la fuerza gravitacional. Este tipode separación es muy utilizada en el tratamiento de efluentes industriales con objeto de separar,por ejemplo aceites y grasas y sólidos sedimentables.
Existen equipos de sección circular y rectangular, aunque en estos últimos se presentanproblemas en el sistema recolector de lodos. Los tiempos de residencia se deben establecerpreviamente mediante ensayos de decantabilidad del ril. En general, los lodos deben descargarsecuando su altura a alcanzado cerca de 60 cm.
• CO AGULACIO N
En general, las partículas sólidas disueltas en el efluente poseen carga negativa que impide suunión. Al eliminar el problema de repulsión de cargas, las partículas se unen y precipitan.
La coagulación una operación unitaria donde se mezclan coagulantes químicos al efluente,especialmente sales catiónicas trivalentes (sulfato de aluminio y cloruro férrico),polielectrolitos y cal.

24
Las sales catiónicas tienen una acción preponderante en la anulación de las cargas superficialesnegativas que poseen los sólidos en suspensión en los efluentes industriales.
Anulándose las cargas superficiales se anulan las fuerzas de repulsión, favoreciendo lacoagulación (formación de flóculos). Por otro lado, las sales de aluminio y fierro en presenciade alcalinidad forman los hidróxidos respectivos (hidróxido de fierro Fe (OH)3 y el hidróxido dealuminio A12(OH)3) que, además de favorecer la coagulación, precipitan arrastrando hacia elfondo del recipiente los sólidos en suspensión.
A12(SO4)3 + 6 HCO3 � 2 A1(OH)3 + 3 SO4 + 6 CO22
El hidróxido de aluminio es un precipitado voluminoso y gelatinoso que en su crecimientoabsorbe finas partículas coloidales dispersas.
Reacción semejante ocurre con el cloruro férrico :
2 FeC13 + 3 NaOH � Fe(OH)3 + 3 NaC1
Con el aluminato de sodio :
Na2A1204 + 4 H2O � NaOH + 2 A1(OH)3
La coagulación química presenta un amplio rango de aplicaciones con relación a efluentesindustriales :
• remoción de sólidos suspendidos (suspensiones coloidales)• remoción de metales pesados• remoción de aceites y grasas (en concentraciones reducidas)• remoción de color
Las dosificaciones son determinadas a través de “ jar tests”, obteniendo así las cantidades de salesde aluminio o de fierro, polielectrolitos y la definición del rango de pH ideal para que ocurra lacoagulación.La administración de los reactivos se realiza a través de bombas dosificadoras.
• FLO CULACIO N
Es una operación unitaria que reemplaza a la coagulación, donde, con agitación suave y largaresidencia, se ofrecen condiciones para el crecimiento de granos (flóculos). Generalmente seaplican coadyuvantes de floculación, destacándose entre ellos los polímeros o los tambiéndenominados polielectrolitos.
Con frecuencia la velocidad de sedimentación de los flóculos formados por la adición defloculantes metálicos (aluminio y fierro) es reducida. La adición de polímeros aumentasubstancialmente la eficiencia de decantación.
25
La habilidad de los polímeros para mejorar la floculación y, por consecuencia, la decantación, sedebe al hecho de ser moléculas cargadas electrostáticamente, que forman puentes (bridgingeffect). Moléculas largas (el peso molecular de los polímeros se sitúa entre 10 y 10) sirven depuente para los sólidos en suspensión, resultando flóculos más largos.
Los polímeros aniónicos son efectivos en decantación primaria de efluentes industriales, enconjunto con sales metálicas de aluminio o fierro. Los catiónicos son empleados en procesospara el desaguado de lodos.
• FLO TACIO N
En ciertos casos, cuando en el efluente hay finas dispersiones coloidales y substancias máslivianas que el agua, la decantación se hace impracticable. Se promueve entonces en el mediolíquido el movimiento ascendente de minúsculas burbujas de aire que secuestran las partículasconduciéndolas en trayectoria vertical hacia la superficie de donde son retiradas por un raspadorsuperficial (skimmer).
Las aplicaciones de rutina de la flotación se encuentran en los procesos de remoción de aceites ygrasas.
El sistema más empleado es el DAF (Dissolve Air Flotation), que consiste en presurizar elefluente entre 2 y 4 kgf/cm2, para permitir a continuación una expansión en el estanque deflotación, lo que arrastra el material hacia la superficie.
A presiones elevadas la solubilidad del aire en el agua aumenta. Cuando sucede la expansión, estasolubilidad disminuye liberando el aire como un flujo ascendente de microburbujas.
La adición de sulfato de aluminio, cloruro férrico y polímeros mejora la eficiencia del sistema ,pues forman estructuras que fácilmente aprisionan las burbujas de aire.
SISTEMAS DE TRATAMIENTO BIO LO GICO
1. SISTEMAS AERO BIO S
• LO DO S ACTIVADO S
El lodo activado es un proceso biológico de tratamiento de residuos. Implica la producción deuna masa activa de microorganismos capaces de estabilizar sustancias aeróbicamentebiodegradables. El proceso opera mediante un reciclo continuo del medio. La biomasareciclada, en presencia de oxígeno, descompone la materia orgánica biodegradable por hidrólisisy oxidación. Los productos finales de esta operación son dióxido de carbono, agua y un residuosólido.

26
El primer paso del proceso implica la aireación en un tanque abierto, en el cual la materiaorgánica biodegradable del residuo es degradada por microorganismos en presencia de oxígeno.El tiempo de retención hidráulica de esta operación es generalmente de 6 a 24 horas, aunquedependiendo del t ipo de proceso, pueden existir t iempos de retención más cortos o más largos.
A continuación viene el paso de separación lodo - líquido en un clarificador. El efluenteclarificado es el producto tratado que es posible descargar. Una parte del lodo se recicla alestanque inicial de aireación para mantener la concentración deseada de microorganismos. Elexceso se desecha como residuo. Sólo se pueden tratar residuos acuosos diluidos (< 1%) y lamayoría de los residuos orgánicos peligrosos son tóxicos e inhibidores del proceso, excepto amuy bajas concentraciones.
• FILTRO S PERCO LADO RES
El Proceso de los filtros percoladores es un tratamiento biológico que elimina materia orgánicaen corrientes acuosas residuales. Los residuos líquidos se distribuyen bien y se hacen gotear através de un lecho fijo de piedras o medios sintéticos donde se ha desarrollado crecimientobacteriano en su superficie. La materia orgánica presente en el agua residual es degradada poruna población de microorganismos unidos al filtro.
Como los microorganismos crecen sobre el filtro, el grosor de la capa de fango se incrementatanto que se establece un medio ambiente anaerobio cerca de la superficie de los medios de filtro.Así el tratamiento biológico proporcionado encierra una degradación aeróbica y anaeróbica. Laoperación de los filtros de goteo incluye típicamente el reciclado de una parte del efluente delfiltro y del lodo fijado, con objeto de aumentar el t iempo de contacto neto del residuo con lamasa biológica.
• CO NTACTO R BIO LO GICO DE RO TACIO N
Es un reactor de tratamiento por crecimiento biológico, aplicable a residuos acuosos. Elcontacto consiste en una serie de discos de poliestireno, cloruro de polivilino o materialessimilares estrechamente unidos. Inicialmente, los discos se sumergen parcialmente en el residuoy lentamente se van girando hasta que se da un crecimiento microbiano uniforme de 2 a 4 mm.de espesor.
El movimiento continuo de los discos pone alternativamente en contacto a la masa microbianaen crecimiento con la materia orgánica del residuo y con la atmósfera para la absorción deoxígeno. El movimiento mantiene la biomasa en condiciones aerobias. El giro del contactortambién provoca el desprendimiento de la materia biológica en exceso de los discos.
2. SISTEMAS DE DIGESTIO N ANAERO BIA
27
Es un proceso donde se produce la estabilización biológica de materia orgánica por la acción demicroorganismos anaeróbicos, que realizan esta transformación por reacciones de óxido,reducción en las cuales no interviene el oxígeno libre.
Los productos finales de la digestión anaerobia son principalmente metano y dióxido decarbono.
Dentro de los factores que influyen en la eficiencia del sistema se encuentran :
• Temperatura de digestión• pH del medio• Alcalinidad• Concentración de ácidos volátiles totales e individuales• Disponibilidad de nutrientes• Presencia de metales pesados
Existen distintos tipos de reactores para la digestión anaerobia.
FILTROS ANAERÓBICOS
En este tipo de reactores, las bacterias se adhieren como un biofiltro delgado a la pared delreactor. Dentro de los filtros anaeróbicos se encuentran :
• Reactores de lecho fijo• Reactores de lecho fluidizado
FLUJO ANAERÓBICO - LECHO DE LODOS
Este tipo de reactor contiene gran cantidad de partículas de lodo. El flujo de residuo esalimentado desde el fondo del reactor y pasa a través de los lechos de lodo y se mueve hacia lasuperficie del reactor. Durante este paso del líquido se realiza la degradación de la materiaorgánica, descargándose un efluente clarificado por la parte superior del reactor