modificaciÓn de variables relevantes para …opac.pucv.cl/pucv_txt/txt-5500/ucd5744_01.pdf ·...
TRANSCRIPT
PONTIFICIA UNIVERSIDAD CATÓLICA DE VALPARAÍSO FACULTAD DE INGENIERÍA ESCUELA DE INGENIERÍA QUÍMICA
PROYECTO PARA OPTAR AL TÍTULO DE INGENIERO CIVIL EN METALURGIA EXTRACTIVA
MODIFICACIÓN DE VARIABLES RELEVANTES PARA DISMINUIR EL CONSUMO Y OPTIMIZAR
LA EFICIENCIA ENERGÉTICA EN REFINERÍA ELECTROLÍTICA DIVISIÓN
VENTANAS CODELCO - CHILE
Edgar Cortés Altamirano
Profesor Guía: Alvaro Aracena Caipa
2014

A mis hijos, Gabriel y Joaquín, que me impulsan
a seguir adelante y a mí amor, Claudia, que
es el pilar fundamental de nuestra familia.
A mis queridos padres, Olegario y Lidia, que
me han apoyado y aconsejado
en mis decisiones.
iii
RESUMEN EJECUTIVO
En la Fundición y Refinería de Ventanas se ha estimado aproximadamente que el 50% del
consumo de energía eléctrica se utiliza en la electrorefinación de cobre, situación por la cual se
ha impulsado la idea de modificar las variables relevantes del proceso y así poder disminuir el
consumo de energía eléctrica en la electrorefinación. Este trabajo consistió en estudiar las
variables que pudiesen provocar una disminución del consumo de energía en el proceso de
electrorefinación de cobre, esta información se obtuvo del sistema PI, contabilidad
metalúrgica y central térmica. Las variables estudiadas fueron la temperatura del electrolito, la
adición de una mayor concentración de ácido sulfúrico al electrolito, los voltajes por día de los
ciclos catódicos analizados y los cortocircuitos que se generan por día en cada ciclo catódico
seleccionado. De las conclusiones obtenidas, la temperatura del electrolito es una de las
variables más importantes ya que al aumentarla, disminuye la viscosidad del electrolito,
obteniéndose una mejor conductividad de la solución y así la electrólisis puede efectuarse a
mayores densidades de corriente. En cuanto al voltaje, está dentro de lo esperado que al inicio
sea mayor ya que al estar recién conectado al circuito la temperatura de conexión es mínima,
generándose una alta viscosidad en la solución lo que provoca una mayor resistencia del
electrolito. Al avanzar los días se va incrementando la cantidad de cortocircuitos incidiendo en
una disminución de la resistencia lo que genera un decrecimiento en el voltaje. Al
incrementarse la concentración de ácido sulfúrico en la solución se produce, en la mayoría de
los casos, una baja en el consumo de energía eléctrica. Para mantener una eficiencia de
corriente por sobre el 93% es necesario mantener controlados los cortocircuitos, de lo
contrario una mayor acumulación de corriente produce una menor eficiencia de corriente. En
el plan de producción anual está contemplado el cambio de celdas, se ha optado por la celda
Tecmin, dado que su fondo redondeado permite disminuir los tiempos de lavado de la celda
generándose un incremento en la producción de cobre electrolítico de 660 toneladas anuales.
El registro de consumo energético para la refinería se puede obtener con el sistema PI e
información de central térmica, pero es central térmica la encargada de entregar el consumo
que es utilizado para tomar decisiones en las distintas áreas de la División.
iv
ÍNDICE GENERAL
CAPÍTULO I. INTRODUCCIÓN .............................................................................................. 1
1.1 OBJETIVO GENERAL ............................................................................................... 2
1.2 OBJETIVOS ESPECÍFICOS ....................................................................................... 2
CAPÍTULO II. MARCO TEÓRICO .......................................................................................... 3
2.1 ELECTROQUÍMICA DEL COBRE ............................................................................ 3
2.2 CINÉTICA DE ELECTRODEPOSITACIÓN ............................................................. 5
2.3 CONDUCTIVIDAD DEL ELECTROLITO ................................................................ 8
2.4 EFICIENCIA DE CORRIENTE .................................................................................. 9
2.5 IMPUREZAS PRESENTES EN ELECTROREFINACIÓN ..................................... 11
CAPÍTULO III. ANTECEDENTES DE LA EMPRESA ........................................................ 13
3.1 ANTECEDENTES GENERALES ............................................................................. 13
3.2 PROCESO PRODUCTIVO ....................................................................................... 14
3.3 REFINERÍA ELECTROLÍTICA ............................................................................... 15
3.4 OPERACIÓN ............................................................................................................. 17
3.5 ADITIVOS ................................................................................................................. 18
3.6 COMPOSICIÓN QUÍMICA DE ÁNODOS Y CÁTODOS ...................................... 20
3.7 DISTRIBUCIÓN DE CIRCUITOS ............................................................................ 21
CAPÍTULO IV. TRABAJO EXPERIMENTAL ...................................................................... 23
4.1 PERFIL DE TEMPERATURA DEL ELECTROLITO ............................................. 23
4.2 OBTENCIÓN DE CONCENTRACIÓN DE ÁCIDO SULFÚRICO MEDIANTE SISTEMA PI ............................................................................................................... 27
4.3 ANALIZAR Y CUANTIFICAR VARIABLES OPERACIONALES ....................... 29
4.4 COMPARAR INFORMACIÓN DE CONSUMO DE ENERGÍA ENTREGADA POR SISTEMA PI Y CENTRAL TÉRMICA ........................................................... 30
CAPÍTULO V. RESULTADOS Y DISCUSIONES ................................................................ 32
5.1 PERFIL DE TEMPERATURA DEL ELECTROLITO ............................................. 32
5.1.1 Grupo 3 ............................................................................................................... 33
5.1.2 Grupo 32 ............................................................................................................. 36
5.1.3 Grupo 35 ............................................................................................................. 39

v
5.2 OBTENCIÓN DE CONCENTRACIÓN DE ÁCIDO SULFÚRICO MEDIANTE SISTEMA PI ............................................................................................................... 42
5.2.1 Circuito 2 y Circuito 5 ........................................................................................ 42
5.2.2 Circuito 3 y Circuito 6 ........................................................................................ 45
5.2.3 Circuito 4 ............................................................................................................ 48
5.3 ANALIZAR Y CUANTIFICAR VARIABLES OPERACIONALES ....................... 50
5.3.1 Voltaje y Ciclo catódico ..................................................................................... 50
5.3.2 Voltaje y Cortocircuitos ...................................................................................... 52
5.3.3 Eficiencia de corriente y Cortocircuitos ............................................................. 54
5.3.4 Lavado de celda electrolítica .............................................................................. 56
5.4 COMPARAR INFORMACIÓN DE CONSUMO DE ENERGÍA ENTREGADA POR SISTEMA PI Y CENTRAL TÉRMICA ........................................................... 57
5.4.1 Circuito 4 ............................................................................................................ 58
5.4.2 Circuito 5 ............................................................................................................ 59
CAPÍTULO VI. CONCLUSIONES ......................................................................................... 61
BIBLIOGRAFÍA ...................................................................................................................... 63
vi
ÍNDICE DE FIGURAS
Figura 1 – Refinación electrolítica de cobre ............................................................................... 5
Figura 2 – Proceso productivo División Ventanas ................................................................... 14
Figura 3 – Diagrama de procesos de la refinería de División Ventanas ................................... 15
Figura 4 – Molécula de Tiourea ................................................................................................ 19
Figura 5 – Distribución de circuitos en la refinería electrolítica de Ventanas .......................... 22
Figura 6 – Instrumento de medición ......................................................................................... 24
Figura 7 – Puntos de medición ................................................................................................. 25
Figura 8 – Puntos de medición internos .................................................................................... 26
Figura 9 – Celda Tecmin y puntos de medición externos ......................................................... 26
Figura 10 – Celda CR ............................................................................................................... 27
Figura 11 – Celda CTI .............................................................................................................. 27
Figura 12 – Rectificador 2 ........................................................................................................ 28
Figura 13 – Rectificador 4 ........................................................................................................ 28
Figura 14 – Área de celda de fondo redondeado ...................................................................... 32
Figura 15– Área de celda de fondo cuadrado ........................................................................... 33
Figura 16 – Perfil de temperatura de celda 33 y 41 del grupo 3 ............................................... 34
Figura 17 – Espaciamiento anódico .......................................................................................... 35
Figura 18 – Ubicación de celda 21 del grupo 32 ...................................................................... 37
Figura 19 – Perfil de temperatura en celda 1 y 21 de grupo 32 ................................................ 38
Figura 20 – Celda CTI utilizada en refinería Ventanas ............................................................ 40
Figura 21 – Perfil de temperatura en celda 29 y 41 del grupo 35 ............................................. 41
Figura 22 – Consumo de energía en función de la concentración de ácido sulfúrico en el
circuito 2 ................................................................................................................................... 43
Figura 23 – Consumo de energía en función de la concentración de ácido sulfúrico en el
circuito 5 ................................................................................................................................... 44
Figura 24 – Consumo de energía en función de la concentración de ácido sulfúrico en el
circuito 3 ................................................................................................................................... 46
Figura 25 – Consumo de energía en función de la concentración de ácido sulfúrico en el
circuito 6 ................................................................................................................................... 47
vii
Figura 26 – Consumo de energía en función de la concentración de ácido sulfúrico en el
circuito 4 ................................................................................................................................... 48
Figura 27 – Voltaje promedio por días en función cada ciclo catódico del grupo 24 .............. 50
Figura 28 – Voltaje promedio por días en función de cada ciclo catódico del grupo 32 ......... 51
Figura 29 – Voltaje promedio por días en función del promedio de cortocircuitos por día del
grupo 24 .................................................................................................................................... 52
Figura 30 – Voltaje promedio por días en función del promedio de cortocircuitos por día del
grupo 32 .................................................................................................................................... 53
Figura 31 – Eficiencia de corriente en función de cantidad de cortocircuitos del grupo 24 .... 54
Figura 32 – Eficiencia de corriente en función de cantidad de cortocircuitos del grupo 32 .... 55
Figura 33 – Lavado de celda CTI ............................................................................................. 56
Figura 34 – Comparación de consumo de energía en función de la concentración de ácido
sulfúrico por sistema PI y central térmica en el circuito 4 ........................................................ 58
Figura 35 – Comparación de consumo de energía en función de la concentración de ácido
sulfúrico por sistema PI y central térmica en el circuito 5 ........................................................ 59
viii
ÍNDICE DE TABLAS
Tabla I – Efecto de la conductividad del electrolito ................................................................... 8
Tabla II – Composición de ánodos y barro anódico típica ....................................................... 12
Tabla III – Composición química del electrolito ...................................................................... 16
Tabla IV – Características de los rectificadores utilizados en la refinería de Ventanas ........... 17
Tabla V – Aditivos utilizados en la refinería electrolítica de Ventanas ................................... 19
Tabla VI – Composición química de los ánodos ...................................................................... 20
Tabla VII – Composición química del cátodo .......................................................................... 21
Tabla VIII – Temperaturas externas de las celdas 33 y 41 del grupo 3 .................................... 33
Tabla IX – Temperaturas externas de las celdas 1 y 21 del grupo 32 ...................................... 37
Tabla X – Temperaturas externas de las celdas 29 y 41 del grupo 35 ...................................... 40
ix
NOMENCLATURA USD: Dólar estadounidense
TMS: Toneladas métricas secas
TMF: Toneladas métricas finas
MWh: Mega watt por hora
kWh: Kilo watt por hora
kA: Kilo ampere
ppm: Parte por millón
PVC: Policloruro de vinilo
ton: Toneladas
g/l: Gramos por litro
V: Volt
A: Ampere
mm: Milímetros
cm: Centímetros
m: Metros
°C: Grados Celsius
CAPÍTULO I. INTRODUCCIÓN La energía eléctrica es un recurso de vital importancia en los procesos de obtención de
productos en la minería del cobre. Su disponibilidad es necesaria para los nuevos proyectos
que en que nuestro país se están desarrollando, siendo fundamental la creación de nuevas
fuentes de energía eléctrica. En la refinería electrolítica de División Ventanas - Codelco, una
de las principales materias primas es la energía eléctrica de la cual se ha estimado que
aproximadamente el 50% del consumo de energía eléctrica de la División se utiliza en el
proceso de electrorefinación y la energía eléctrica representa el 30% del costo del proceso de
electrorefinación y en el año 2012 fue del orden de 17000000 USD.
Si se realiza una comparación del consumo de energía por tonelada de cobre, entre la refinería
electrolítica de División Ventanas - Codelco con las demás refinerías del mundo, la División
está por sobre el promedio mundial de 328 kWh/ton Cu, con un consumo promedio de energía
de 340 kWh/t Cu. En la refinería electrolítica de Ventanas el principal producto a obtener es el
cátodo de cobre, que dependiendo de la calidad física recibe una bonificación. Este producto
es llamado Cátodo de Grado A y se le otorga una ganancia de 90 USD por tonelada.
Este trabajo de memoria comprende la recopilación de antecedentes relacionados con el
proceso y campaña de mediciones en la refinería como la temperatura del electrolito,
intensidad de corriente y voltaje de grupo para el estudio de la eficiencia energética.
2
1.1 OBJETIVO GENERAL Disminuir el consumo de energía y optimizar la eficiencia energética de la refinería
electrolítica, modificando variables operacionales que permitan aplacar las resistencias al paso
de la energía eléctrica.
1.2 OBJETIVOS ESPECÍFICOS i) Realizar experimentalmente un perfil de temperatura del electrolito al interior de tres
tipos de celda electrolítica en condiciones normales de operación.
ii) Determinar mediante sistema PI el efecto que produce una mayor concentración de
ácido en el consumo de energía.
iii) Analizar y cuantificar variables operacionales del proceso.
iv) Comparar información de consumo de energía entregada por sistema PI y central
térmica.
3
CAPÍTULO II. MARCO TEÓRICO 2.1 ELECTROQUÍMICA DEL COBRE La refinación electrolítica, como se muestra en la Fig. 1, consiste en la disolución
electroquímica de cobre de un ánodo impuro y el depósito selectivo de cobre disuelto sobre un
cátodo de cobre o acero inoxidable. La electrorefinación tiene dos objetivos:
i) Eliminar las impurezas que reducen las propiedades eléctricas y mecánicas del cobre
refinado a fuego. La pureza del cobre electrolítico es mayor al 99.99% de Cu, con menos de
0.004% de impurezas metálicas (incluyendo azufre).
ii) Recuperar las impurezas valiosas del cobre refinado a fuego. El barro anódico formado
por especies insolubles se trata posteriormente para la obtención de oro y plata principalmente.
La aplicación de un voltaje entre un ánodo y cátodo de cobre, sumergidos en una celda que
contiene una solución ácida de sulfato de cobre, origina las reacciones y procesos siguientes1:
El cobre del ánodo se disuelve electroquímicamente según:
Cu0 Cu+2 + 2e E0oxidación = - 0.339 V (1)
Para esta reacción de oxidación, el potencial de acuerdo a la ecuación de Nernst es:
Eánodo = E oxidación R * TF *
Ln Cu+2 (i)
En donde:
E0oxidación = Potencial estándar de oxidación, V
R = Constante de los gases, 8.314 V*C/ K*mol
T = Temperatura del electrolito, K
n = Número de electrones transferidos
F = Constante de Faraday, 96485 C/mol
Cu+2 = Concentración de cobre en la solución [Molar]

4
Los electrones producidos por la reacción anterior son conducidos hacia el cátodo a
través del circuito externo.
Los cationes del Cu+2 en la solución son transportados principalmente por difusión y
convección hacia el negativo (cátodo).
Los electrones y los iones de Cu+2 se recombinan en la superficie del cátodo para
producir cobre metálico que se deposita sobre el cátodo según:
Cu+2 + 2e Cu0 E0reducción = 0.339 V (2)
Análogamente, de acuerdo a Nernst:
Ecátodo = E reducción R * TF * n
Ln1
Cu 2 (ii)
La reacción electroquímica total es la suma de las reacciones anteriores, es decir,
Cu0 (impuro) Cu0 (puro) (3)
Para la cual el potencial teórico reversible Eeq (potencial de equilibrio), es decir, la suma entre
los potenciales de electrodo es muy cercana a cero (debido a que las concentraciones de cobre
son muy parecidas en el anolito y catolito):
Eeq = Eánodo + Ecátodo ≈ 0 V (iii)
En la práctica real, la resistencia al flujo de corriente en el electrolito (por transporte de iones)
y la resistencia al flujo de electrones en el circuito externo formado por las barras de
distribución y conexiones eléctricas, deben ser vencidas aplicando una tensión entre el ánodo y
el cátodo superior a cero. También existe una sobretensión necesaria para el depósito de cobre
sobre el cátodo y una más pequeña en el ánodo. Por lo que el potencial aplicado, Eapl queda
compuesto como sigue:
5
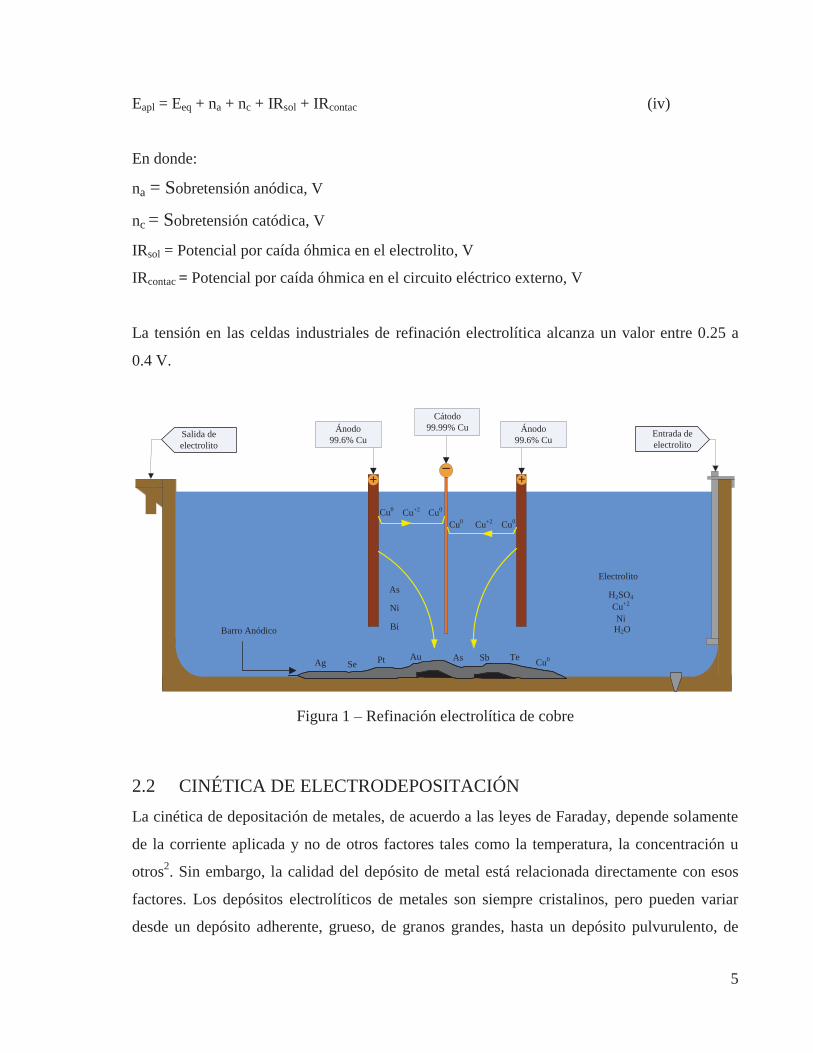
Eapl = Eeq + na + nc + IRsol + IRcontac (iv)
En donde:
na = Sobretensión anódica, V
nc = Sobretensión catódica, V
IRsol = Potencial por caída óhmica en el electrolito, V
IRcontac = Potencial por caída óhmica en el circuito eléctrico externo, V
La tensión en las celdas industriales de refinación electrolítica alcanza un valor entre 0.25 a
0.4 V.
Entrada deelectrolito
Salida deelectrolito
Ag Au SbAs Cu0
Cu0
Cu0
Electrolito
H2SO4
Cu+2
H2O
Cu0Cu0
NiNi
As
Cu+2
Cu+2
Barro Anódico
Cátodo99.99% Cu Ánodo
99.6% CuÁnodo
99.6% Cu
TeSe
+ +_
Pt
Bi
Figura 1 – Refinación electrolítica de cobre
2.2 CINÉTICA DE ELECTRODEPOSITACIÓN La cinética de depositación de metales, de acuerdo a las leyes de Faraday, depende solamente
de la corriente aplicada y no de otros factores tales como la temperatura, la concentración u
otros2. Sin embargo, la calidad del depósito de metal está relacionada directamente con esos
factores. Los depósitos electrolíticos de metales son siempre cristalinos, pero pueden variar
desde un depósito adherente, grueso, de granos grandes, hasta un depósito pulvurulento, de

6
grano fino y poco adherido. Durante la depositación electrolítica se debe tener en cuenta dos
procesos simultáneos, la nucleación y el crecimiento de los cristales.
Cuando la tasa de nucleación es mucho más rápida que la velocidad de crecimiento de los
cristales, el producto será un polvo fino. Por otro lado, cuando la velocidad de crecimiento de
los cristales es mucho mayor que la velocidad de nucleación, el producto será un grano grueso.
Cuando la concentración de iones del metal en la interfase de depositación, Ci, tiende a cero,
es decir, cuando el proceso tiende a ser controlado por la difusión, la tasa de nucleación llega a
ser mucho más grande que la velocidad de crecimiento de los cristales, y de esta manera se
favorece la depositación del tipo pulvurulento. En otras palabras, la formación de polvos en la
depositación electrolítica ocurre cuando el proceso de electrodo está controlado por difusión, y
la depositación de grano grueso ocurre cuando el control cinético del proceso es de tipo
químico.
Los siguientes factores influyen en el valor de “Ci”, y por consiguiente, influyen en la
naturaleza del depósito metálico.
i) Densidad de corriente: A bajas densidades de corriente la descarga de iones es lenta. Es
decir, el proceso será controlado por la velocidad de reacción química. La tasa de crecimiento
de los cristales es mucho mayor que la velocidad de nucleación. De esta manera, el producto
será un depósito grueso. A densidades de corriente muy altas ocurre lo contrario.
ii) Concentración del electrolito: A bajas concentraciones del electrolito la velocidad de
difusión es lenta y, normalmente, es la que controla la totalidad del proceso. Es decir, el
proceso completo es controlado por difusión y se favorece la producción de polvo. Mientras
más diluido es el electrolito, más finas son las partículas del polvo de cobre que se
electrodeposita. Lo opuesto ocurre a altas concentraciones de electrolito.
iii) Temperatura: Aumentando la temperatura se aumentan la velocidad de difusión y la
tasa de crecimiento de los cristales. Ambos factores favorecen la formación de un depósito
7
más grueso. De esta manera, el aumentar la temperatura permitirá formar un depósito más
coherente y grueso.
Además, con el aumento de la temperatura se obtiene una mejor conductividad de la solución
y un aumento en la solubilidad del sulfato de cobre3. Así, con una mayor temperatura la
electrólisis puede efectuarse a mayores densidades de corriente. En cuanto al depósito, un
aumento de la densidad de corriente reduce los efectos desfavorables de la alta temperatura
sobre la estructura cristalina del depósito.
Las especies en solución son transportadas por migración, difusión y convección4. La
temperatura de la solución afecta a los tres procesos, como se expresa a continuación:
Aumenta la movilidad de los iones, luego, la conductividad eléctrica de la solución,
incrementando las velocidades de migración.
Aumenta la solubilidad del cobre, permitiendo mayores gradientes de concentración y
mayores velocidades de difusión.
Disminuye la viscosidad del electrolito, generando mayores velocidades de
convección.
Por estas consideraciones, el aumento de la temperatura de la solución mejora indudablemente
las velocidades de transporte. Sin embargo, la temperatura de operación está limitada por el
costo de calentar grandes volúmenes de electrolito, la necesidad de mayor aislamiento térmico
de las celdas, el mayor desprendimiento de vapores ácidos a la atmósfera y la mayor
incidencia de corrosión en la planta.
iv) Presencia de sustancias coloidales en el electrolito: Pequeñas adiciones de agar, cola,
gelatina, gomas, peptosa, azúcares, etc., resultan en la formación de un depósito de grano fino
y suave. Sin embargo, si la concentración de estos coloides sobrepasa cerca de 0,05 g/l se
obtiene un depósito suelto. Este comportamiento se debe a que los coloides mencionados se
adsorben sobre el núcleo de los cristales del metal, evitando su crecimiento y los iones se ven
forzados a iniciar un nuevo núcleo.

8
2.3 CONDUCTIVIDAD DEL ELECTROLITO Los principales elementos que se controlan en solución son el cobre y el ácido sulfúrico. Sus
concentraciones tienen un efecto importante sobre la conductividad del electrolito y sobre la
calidad del depósito electroquímico3. También influyen en la conductividad elementos tales
como el níquel, el fierro y el arsénico. En la Tabla I se muestran resultados experimentales que
indican el efecto que tienen distintos elementos sobre la conductividad.
Tabla I – Efecto de la conductividad del electrolito
Especie Efecto
Cobre Disminuye la conductividad
Níquel
Fierro
Arsénico
Calcio
Ácido sulfúrico Aumenta la conductividad
Temperatura
Antimonio Poco efecto sobre la
Zinc conductividad
Es conveniente mantener la concentración de sulfato de cobre en niveles bajos para la normal
operación; en el caso de refinerías que operan con altas densidades de corriente, este valor no
debe ser mucho mayor a 50 g/l. El ácido sulfúrico provoca una mayor conductividad en la
solución, hasta un límite específico para cada refinería. Experiencias prácticas han demostrado
que la concentración máxima de ácido sulfúrico para un electrolito con una temperatura entre
50 y 70 ºC, es de 220 g/l. Este contenido se controla agregando ácido sulfúrico puro en los
estanques de circulación.
De acuerdo a mediciones experimentales, se ha determinado que la conductividad del
electrolito aumenta, especialmente con un mayor contenido de ácido sulfúrico y una mayor
temperatura. Por el contrario, decrece con mayores concentraciones de fierro, cobre y níquel.
9
Una ecuación para determinar de la conductividad del electrolito se expresa a continuación:
k3.13 + 0.001*(12.1* Cu] + 10 6*[Ni] + 24.3*[Fe] - 9.5*[H2SO4] + 3 9* As] - 8 0*T
En donde:
k = Conductividad, 1/ohm/cm
[ ] = Concentración, g/l
T = Temperatura, °C
Los valores típicos de conductividad para electrorefinación de cobre son del orden de 0.65
1/ohm/cm. En un estudio realizado por el Centro de Investigación Minera y Metalúrgica
acerca de la conductividad en la refinería electrolítica de Ventanas en el año 19909, se
midieron valores promedios en torno a los 0.48 1/ohm/cm.
2.4 EFICIENCIA DE CORRIENTE Las leyes fundamentales que rigen las reacciones electroquímicas fueron formuladas por
Michael Faraday4 en 1831:
i) La cantidad de cambio químico producido por una corriente eléctrica, esto es, la
cantidad disuelta o depositada de una sustancia es proporcional a la cantidad de electricidad
pasada.
ii) Las cantidades de diferentes sustancias depositadas o disueltas por la misma cantidad
de electricidad, son proporcionales a sus pesos químicos equivalentes.
A partir de estas leyes se presenta la siguiente relación fundamental de Faraday:
M = I * t * PA
F * n(vi
10
Donde M es la masa depositada en gramos, F se conoce como constante de Faraday, cuyo
valor numérico es 96485 coulomb/gramos-equivalente, I es la corriente en Amperes, t es el
tiempo en segundos, PA es el peso atómico del cobre en gramos/átomo-gramos y n es el
número de electrones intercambiados en gramos-equivalente/átomo-gramos, en el caso del
cobre es 2.
La relación anterior supone una eficiencia en el uso de corriente. Sin embargo, de la práctica
se sabe que esto es un caso hipotético e ideal, y que normalmente un cierto porcentaje de
electrones se deriva, ya sea a la depositación de otra sustancia, o a la descomposición de agua
y por ende en desprendimiento de gas hidrógeno, o bien que una fracción de metal depositado
se disuelva químicamente o se pierda de alguna otra manera.
En conclusión, el peso de material efectivamente depositado versus el que teóricamente debía
haberse precipitado constituye la eficiencia de corriente, que se indica como η, expresado en
tanto por ciento.
η = M real
M teórica(vii)
Entonces, la cantidad de masa real depositada:
M real = I * t * PA
F * n* η (viii)
Para determinar el consumo de energía en la refinería electrolítica es necesario contar con la
energía eléctrica utilizada y las toneladas de cátodos producidos en un periodo de tiempo
estipulado. El consumo específico de energía eléctrica, CEE, representa la cantidad de energía
eléctrica consumida por unidad de masa depositada, como se observa a continuación:
CEE = U * I * t * 10-3
M kWh/kg (ix)
11
En donde:
U = Tensión a los electrodos, V
I = Corriente aplicada, A
t = Tiempo, h
M = Masa depositada, kg
2.5 IMPUREZAS PRESENTES EN ELECTROREFINACIÓN Las impurezas en electrorefinación de cobre, se pueden clasificar en tres grupos: los elementos
más electronegativos que el cobre, los más electropositivos y aquellos de afinidad
electroquímica similar al cobre6.
Los elementos más electronegativos que el cobre, como el Ni, Zn, Fe, Co, pasan directamente
en solución desde los ánodos y no pueden electrodepositarse sobre el cátodo. Su concentración
creciente en el electrolito afecta la conductividad y la solubilidad del cobre.
Los elementos más electropositivos (o más nobles) que el cobre, como el Au, la Ag y los
metales del grupo del platino, pasan directamente a los barros anódicos. Los elementos como
As, Bi y Sb pasan a la solución y bajo ciertas condiciones tales como, concentración elevada,
baja concentración de Cu+2, alta densidad de corriente, pueden depositarse en el cátodo.
Los barros se tratan para obtener el metal doré por lixiviación con ácido sulfúrico y aire a
temperatura, filtración del barro, secado y copelación con bórax y carbonato de sodio. El metal
doré contiene 98% en plata siendo el resto oro, platino, paladio y cobre.
12
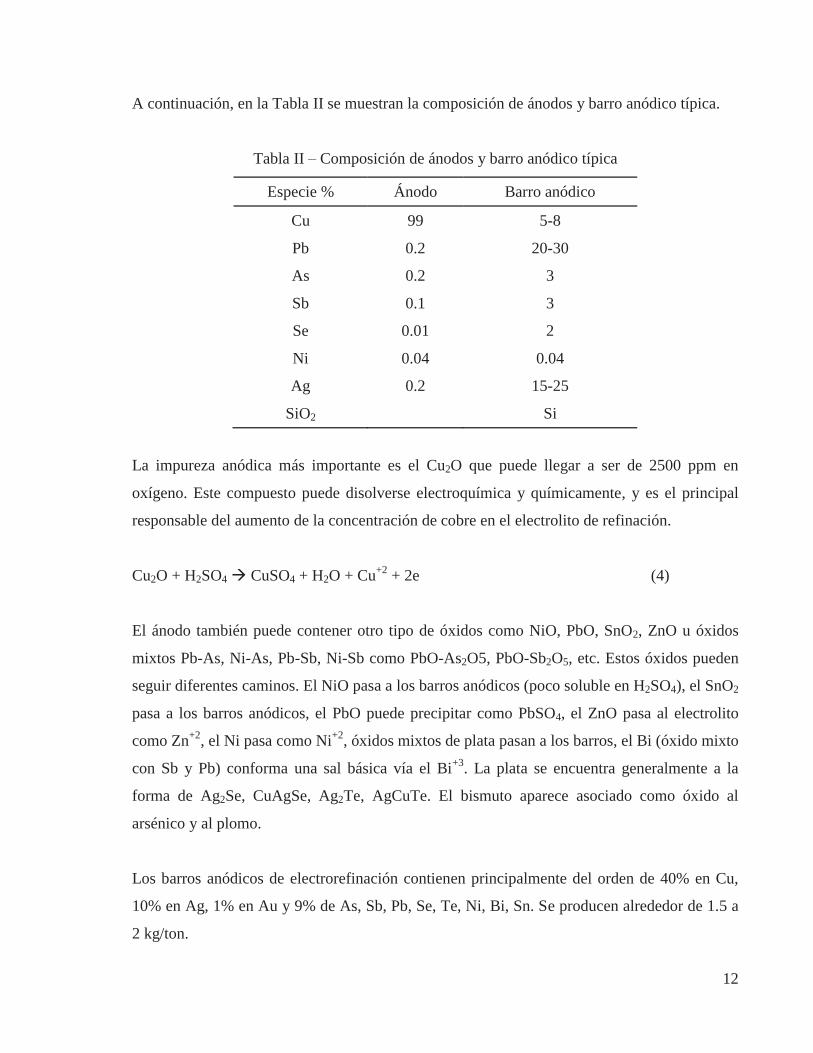
A continuación, en la Tabla II se muestran la composición de ánodos y barro anódico típica.
Tabla II – Composición de ánodos y barro anódico típica
Especie % Ánodo Barro anódico
Cu 99 5-8
Pb 0.2 20-30
As 0.2 3
Sb 0.1 3
Se 0.01 2
Ni 0.04 0.04
Ag 0.2 15-25
SiO2 Si
La impureza anódica más importante es el Cu2O que puede llegar a ser de 2500 ppm en
oxígeno. Este compuesto puede disolverse electroquímica y químicamente, y es el principal
responsable del aumento de la concentración de cobre en el electrolito de refinación.
Cu2O + H2SO4 CuSO4 + H2O + Cu+2 + 2e (4)
El ánodo también puede contener otro tipo de óxidos como NiO, PbO, SnO2, ZnO u óxidos
mixtos Pb-As, Ni-As, Pb-Sb, Ni-Sb como PbO-As2O5, PbO-Sb2O5, etc. Estos óxidos pueden
seguir diferentes caminos. El NiO pasa a los barros anódicos (poco soluble en H2SO4), el SnO2
pasa a los barros anódicos, el PbO puede precipitar como PbSO4, el ZnO pasa al electrolito
como Zn+2, el Ni pasa como Ni+2, óxidos mixtos de plata pasan a los barros, el Bi (óxido mixto
con Sb y Pb) conforma una sal básica vía el Bi+3. La plata se encuentra generalmente a la
forma de Ag2Se, CuAgSe, Ag2Te, AgCuTe. El bismuto aparece asociado como óxido al
arsénico y al plomo.
Los barros anódicos de electrorefinación contienen principalmente del orden de 40% en Cu,
10% en Ag, 1% en Au y 9% de As, Sb, Pb, Se, Te, Ni, Bi, Sn. Se producen alrededor de 1.5 a
2 kg/ton.
13
CAPÍTULO III. ANTECEDENTES DE LA EMPRESA
3.1 ANTECEDENTES GENERALES División Ventanas - Codelco, ubicada en Ventanas comuna de Puchuncaví, ofrece servicios de
procesamiento de concentrados, precipitados y refinación electrolítica de cobre, plata y oro. La
puesta en marcha del complejo industrial fue en 1964, perteneciente a la Empresa Nacional de
Minería. En mayo de 2005 es traspasado a la Corporación Nacional del Cobre,
constituyéndose como la quinta División de Codelco.
La materia prima trata concentrados de cobre (30% Cu), que provienen de las plantas
concentradoras de División Andina - Codelco y División Teniente - Codelco, además de la
pequeña y mediana minería (Cenizas, Valle Central, San Gerónimo). En la etapa de refinación
electrolítica además de tratar los ánodos producidos en Fundición Ventanas, recibe ánodos de
Fundición Caletones de Codelco División Teniente, de Fundición Hernán Videla Lira de
ENAMI y Fundición Chagres de AngloAmerican.
Los principales productos son cátodos de cobre, lingotes de oro y granalla de plata. Además
como subproductos obtiene ácido sulfúrico, selenio, teluro, concentrado de platino-paladio. La
producción para el año 2012 fue:
Fundición: 400000 TMS/año de concentrado.
Refino a Fuego: 170000 TMS/año de ánodos.
Cobre Electrolítico: 403000 TMF/año de cátodos.
Plata: 200000 kg/año.
Oro: 12000 kg/año.
Ácido Sulfúrico: 330000 ton/año.
14
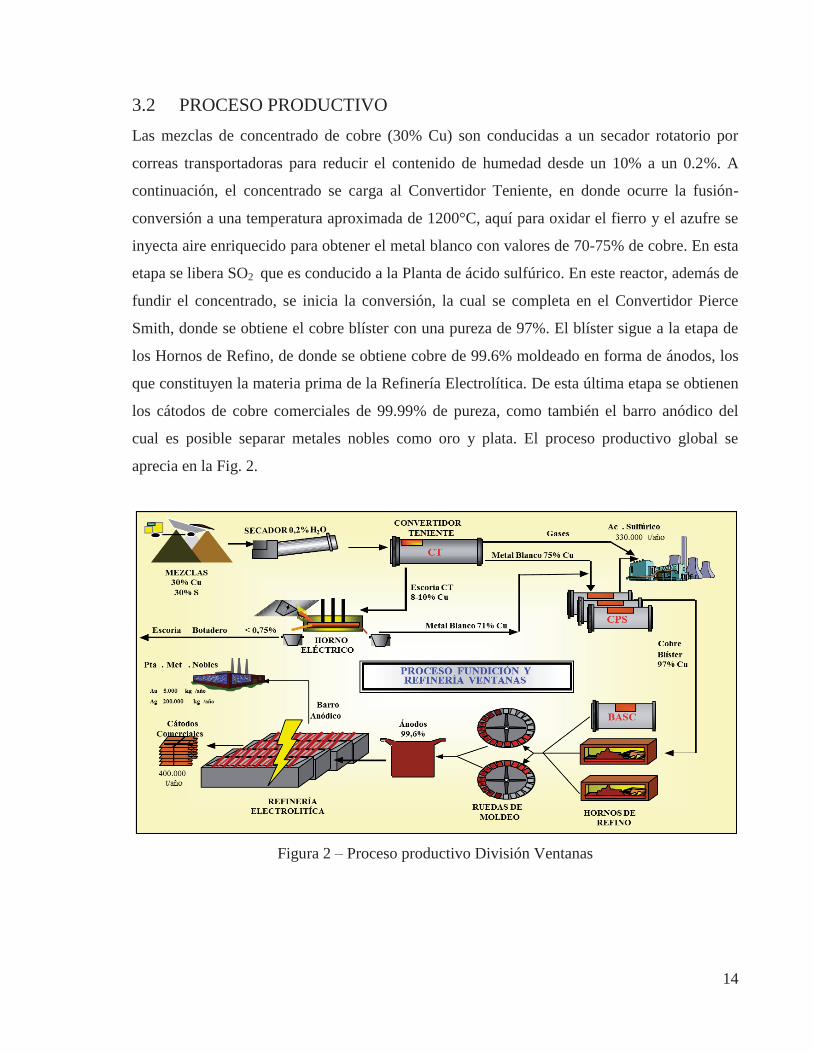
3.2 PROCESO PRODUCTIVO Las mezclas de concentrado de cobre (30% Cu) son conducidas a un secador rotatorio por
correas transportadoras para reducir el contenido de humedad desde un 10% a un 0.2%. A
continuación, el concentrado se carga al Convertidor Teniente, en donde ocurre la fusión-
conversión a una temperatura aproximada de 1200°C, aquí para oxidar el fierro y el azufre se
inyecta aire enriquecido para obtener el metal blanco con valores de 70-75% de cobre. En esta
etapa se libera SO2 que es conducido a la Planta de ácido sulfúrico. En este reactor, además de
fundir el concentrado, se inicia la conversión, la cual se completa en el Convertidor Pierce
Smith, donde se obtiene el cobre blíster con una pureza de 97%. El blíster sigue a la etapa de
los Hornos de Refino, de donde se obtiene cobre de 99.6% moldeado en forma de ánodos, los
que constituyen la materia prima de la Refinería Electrolítica. De esta última etapa se obtienen
los cátodos de cobre comerciales de 99.99% de pureza, como también el barro anódico del
cual es posible separar metales nobles como oro y plata. El proceso productivo global se
aprecia en la Fig. 2.
Figura 2 – Proceso productivo División Ventanas
15
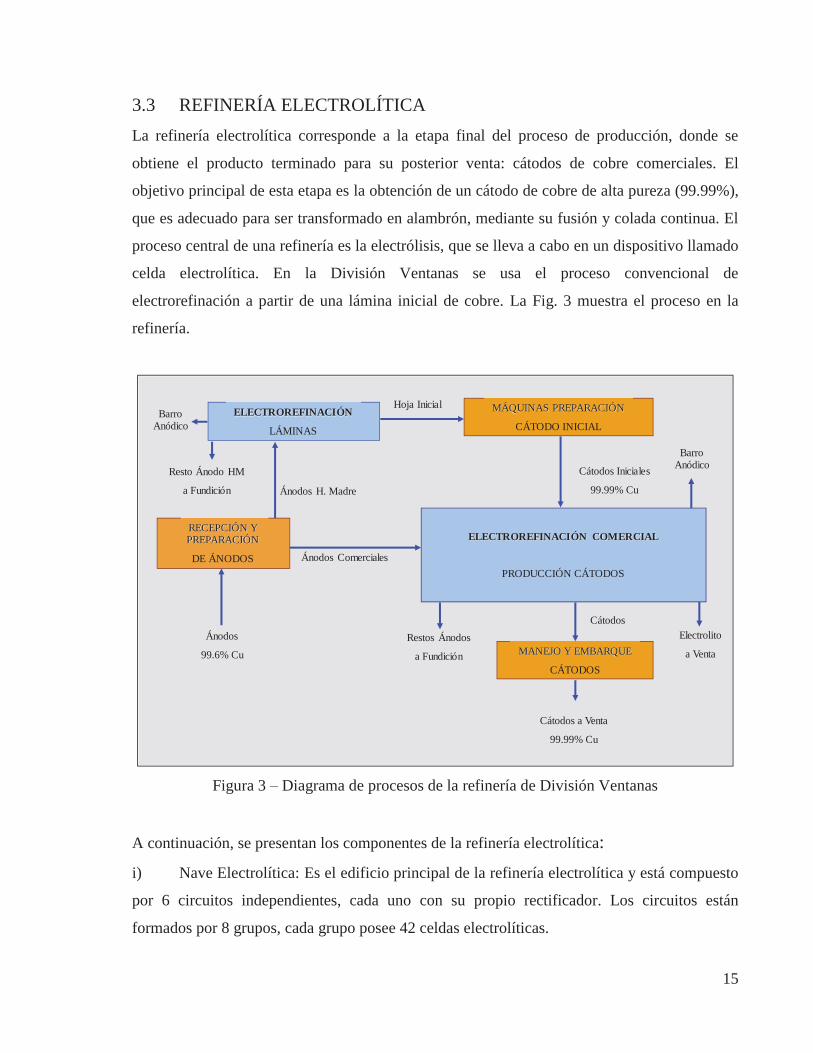
3.3 REFINERÍA ELECTROLÍTICA La refinería electrolítica corresponde a la etapa final del proceso de producción, donde se
obtiene el producto terminado para su posterior venta: cátodos de cobre comerciales. El
objetivo principal de esta etapa es la obtención de un cátodo de cobre de alta pureza (99.99%),
que es adecuado para ser transformado en alambrón, mediante su fusión y colada continua. El
proceso central de una refinería es la electrólisis, que se lleva a cabo en un dispositivo llamado
celda electrolítica. En la División Ventanas se usa el proceso convencional de
electrorefinación a partir de una lámina inicial de cobre. La Fig. 3 muestra el proceso en la
refinería.
Figura 3 – Diagrama de procesos de la refinería de División Ventanas
A continuación, se presentan los componentes de la refinería electrolítica: i) Nave Electrolítica: Es el edificio principal de la refinería electrolítica y está compuesto
por 6 circuitos independientes, cada uno con su propio rectificador. Los circuitos están
formados por 8 grupos, cada grupo posee 42 celdas electrolíticas.
ELECTROREFINACIÓN
LÁMINAS
ELECTROREFINACIÓN COMERCIAL
PRODUCCIÓN CÁTODOS
RECEPCIÓN Y PREPARACIÓN
DE ÁNODOS
MÁQUINAS PREPARACIÓN
CÁTODO INICIAL
MANEJO Y EMBARQUE
CÁTODOS
Ánodos
99.6% Cu
Ánodos Comerciales
Ánodos H. Madre
Hoja Inicial
Cátodos Iniciales
99.99% Cu
Cátodos
Resto Ánodo HM
a Fundición
Restos Ánodos
a Fundición
Electrolito
a Venta
Cátodos a Venta
99.99% Cu
Barro Anódico
Barro Anódico

16
ii) Celda Electrolítica: Es la unidad básica de la refinería electrolítica y está compuesta de
40 ánodos y 39 cátodos ubicados alternadamente y una solución ácida, el electrolito. La Tabla
III, muestra la composición química del electrolito.
Tabla III – Composición química del electrolito
Elemento Cantidad Unidad
Cu 50-55 g/l H2SO4 165-180 g/l
As 9-12 g/l Sb 0.5-0.6 g/l Bi 0.01-0.03 g/l Ni 2.5-3.3 g/l Fe 0.6-1.0 g/l Ca 0.4-0.7 g/l Cl 0.04-0.05 g/l
Los 79 electrodos (ánodos y cátodos), suspendidos en una celda, están apoyados sobre una
barra triangular llamada barra intercelda. Básicamente existen dos tipos de celdas, las celdas
comerciales, desde donde se obtienen los cátodos comerciales, y las celdas de hojas madres,
donde se obtienen láminas de cobre para los cátodos iniciales del proceso en una celda
comercial.
iii) Sistema de circulación de electrolito: La circulación de electrolito debe ser suficiente
para mantener la temperatura deseada y prevenir la estratificación de la solución, lo que se
manifiesta en una baja de la concentración de los iones de cobre cerca de la superficie del
cátodo (catolito) y una elevada concentración cerca de la superficie del ánodo (anolito), por lo
que se debe mantener homogénea la concentración de iones cúpricos. El ingreso del electrolito
se hace por intermedio de la caja de alimentación esta caja permite que el flujo del electrolito
circule desde el fondo de la celda ascendiendo a través de los electrodos. La salida del
electrolito desde la cuba o celda se produce por rebalse en el extremo opuesto a la
alimentación. Cada uno de los circuitos tiene su propio sistema de circulación. El electrolito es
alimentado por gravedad a los grupos de un circuito desde estanques elevados, de manera de
17
entregar un flujo constante; luego el electrolito sale de las celdas y se dirige a un estanque de
almacenamiento. Desde el estanque de almacenamiento el electrolito se bombea a través de un
intercambiador de calor, con el objetivo de reponer las pérdidas de calor que sufre el
electrolito en las cañerías y celdas, de donde es conducido hasta el estanque elevado que cierra
el sistema de circulación de electrolito.
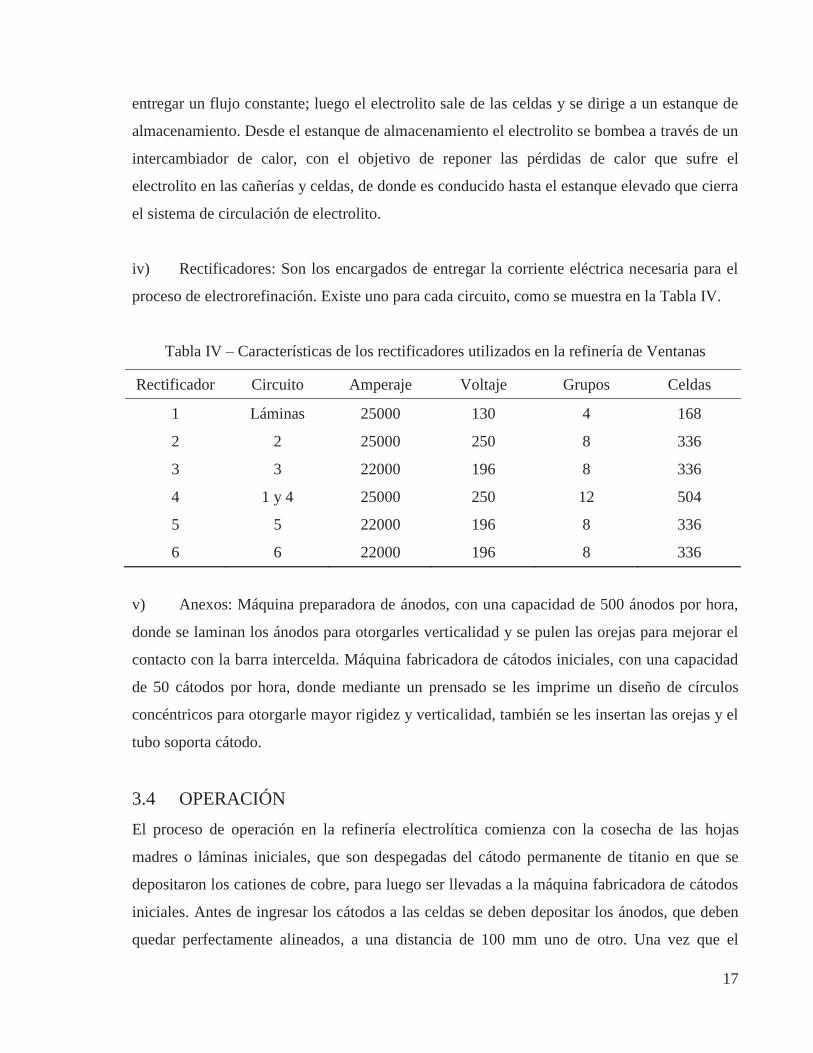
iv) Rectificadores: Son los encargados de entregar la corriente eléctrica necesaria para el
proceso de electrorefinación. Existe uno para cada circuito, como se muestra en la Tabla IV.
Tabla IV – Características de los rectificadores utilizados en la refinería de Ventanas
Rectificador Circuito Amperaje Voltaje Grupos Celdas
1 Láminas 25000 130 4 168
2 2 25000 250 8 336
3 3 22000 196 8 336
4 1 y 4 25000 250 12 504
5 5 22000 196 8 336
6 6 22000 196 8 336
v) Anexos: Máquina preparadora de ánodos, con una capacidad de 500 ánodos por hora,
donde se laminan los ánodos para otorgarles verticalidad y se pulen las orejas para mejorar el
contacto con la barra intercelda. Máquina fabricadora de cátodos iniciales, con una capacidad
de 50 cátodos por hora, donde mediante un prensado se les imprime un diseño de círculos
concéntricos para otorgarle mayor rigidez y verticalidad, también se les insertan las orejas y el
tubo soporta cátodo.
3.4 OPERACIÓN El proceso de operación en la refinería electrolítica comienza con la cosecha de las hojas
madres o láminas iniciales, que son despegadas del cátodo permanente de titanio en que se
depositaron los cationes de cobre, para luego ser llevadas a la máquina fabricadora de cátodos
iniciales. Antes de ingresar los cátodos a las celdas se deben depositar los ánodos, que deben
quedar perfectamente alineados, a una distancia de 100 mm uno de otro. Una vez que el

18
montaje alternado de electrodos ha finalizado en todo el grupo, comienza el llenado de las
celdas con electrolito, la temperatura de ingreso del electrolito es de 66 °C, pero como se
acaban de montar los electrodos se espera a que el electrolito al interior de la celda llegue a 54
°C para recién conectar el grupo al rectificador y se inicie el ciclo catódico. La intensidad de
corriente aplicada a los grupos de los circuitos 3, 5 y 6 es del orden de los 22 kA para poder
trabajar a una densidad de corriente de 313 A/m2 y para los circuitos 1, 2 y 4 se trabaja con
una intensidad de corriente de 22.5 kA para trabajar con una densidad de corriente de 320
A/m2.
El ciclo catódico comercial tiene una duración de 8 días y el de hojas madres de 15 horas. El
ciclo anódico para celdas comerciales de 16 días por lo que un ánodo se usa para dos ciclos
catódicos. Durante el ciclo del proceso, se debe controlar la temperatura del electrolito al
ingresar a la celda debe ser 66 °C, el flujo del electrolito debe ser de 18 l/min, la concentración
de ácido sulfúrico debe estar entre 165-180 g/l y la concentración de iones cobre debe estar
entre 50-55 g/l y por último la presencia de cortocircuitos, que se producen cuando un ánodo y
cátodo adyacentes se tocan en un punto, ya que estos disminuyen la eficiencia de corriente.
3.5 ADITIVOS Al electrolito se le agregan substancias que retardan o impiden el proceso catódico y que se
llaman aditivos, o más bien, inhibidores. Estos no cubren la superficie sino que actúan sobre
sitios activos, regulando el depósito y generando cristales finos, compactos y una superficie
homogénea de baja rugosidad. En ausencia de aditivos, los iones metálicos difunden hacia los
puntos más altos de la superficie del cátodo. Al agregar aditivos, las moléculas se ubican en
estos sitios preferenciales, bloqueando el depósito. Como resultado de la acción de los
aditivos, se obtiene una superficie lisa. En la refinería de División Ventanas se utilizan los
siguientes aditivos en el electrolito:
i) Tiourea: actúa como afinador del tamaño de grano en el depósito de cobre. Su uso en
exceso puede producir depósitos cristalinos desordenados. Químicamente, este aditivo es una
molécula como la indicada en la Fig.4.

19
H2N C = S H2N
Figura 4 – Molécula de Tiourea
ii) Cola animal: consiste en proteínas animales o sintéticas de alto peso molecular. Es un
fuerte activador energético, produciendo un aumento notable de la sobretensión catódica,
debido al bloqueo de sitios preferenciales.
iii) Avitone: es un compuesto sulfurado derivado del petróleo. Su principal efecto sería de
floculante de partículas sólidas, además de actuar forma combinada con los demás aditivos.
iv) Ion cloruro: se obtiene por adición de sal (NaCl) y actúa como depolarizante anódico y
catódico, aumentando el tamaño del grano, además de disminuir la solubilidad de la plata.
En resumen, en la Tabla V se muestran las cantidades de Tiourea, Cola animal, Avitone e Ion
cloruro en g/ton de cátodo utilizado:
Tabla V – Aditivos utilizados en la refinería electrolítica de Ventanas
Aditivo Cantidad Unidad
Tiourea 40.8 g/ton de cátodo Cola animal 24.5 g/ton de cátodo
Avitone 30.0 g/ton de cátodo Sal 21.8 g/ton de cátodo

20
3.6 COMPOSICIÓN QUÍMICA DE ÁNODOS Y CÁTODOS A continuación se puede observar, en la Tabla VI y VII, la composición química de los ánodos
y cátodos de grado A que se utilizan y producen, respectivamente, en la refinería electrolítica
de Ventanas.
Tabla VI – Composición química de los ánodos
Elemento Ventanas HVL Teniente AngloAmerican Unidad
Cu 99.59 99.60 99.68 99.71 %
Ag 465 328 169 181 ppm
Au 15 21 2 1 ppm
As 1202 819 822 710 ppm
Sb 311 195 183 46 ppm
Bi 8 25 7 15 ppm
Te 18 16 9 6 ppm
O 1387 1614 1529 1599 ppm
Ni 190 424 84 93 ppm
Sn 3 20 1 1 ppm
Pb 207 195 26 24 ppm
Se 169 148 231 100 ppm
S 23 34 17 21 ppm
Fe 16 19 25 17 ppm
Zn 14 79 10 11 ppm
21
Tabla VII – Composición química del cátodo
Elemento Cantidad Unidad
Cu 99.99 %
Ag 8 – 9 ppm
Au 0.05 – 0.1 ppm
As 0.5 – 0.6 ppm
Sb 0.5 – 0.7 ppm
Zn 0.5 – 0.6 ppm
S 3 – 4 ppm
Bi 0.1 – 0.2 ppm
Sn 0.2 ppm
Fe 0,5 – 1,0 ppm
Ni 0.5 – 0.6 ppm
Pb 0.5 – 0.6 ppm
Se 0.5 – 0.6 ppm
Te 0.5 ppm
O2 25 – 35 ppm
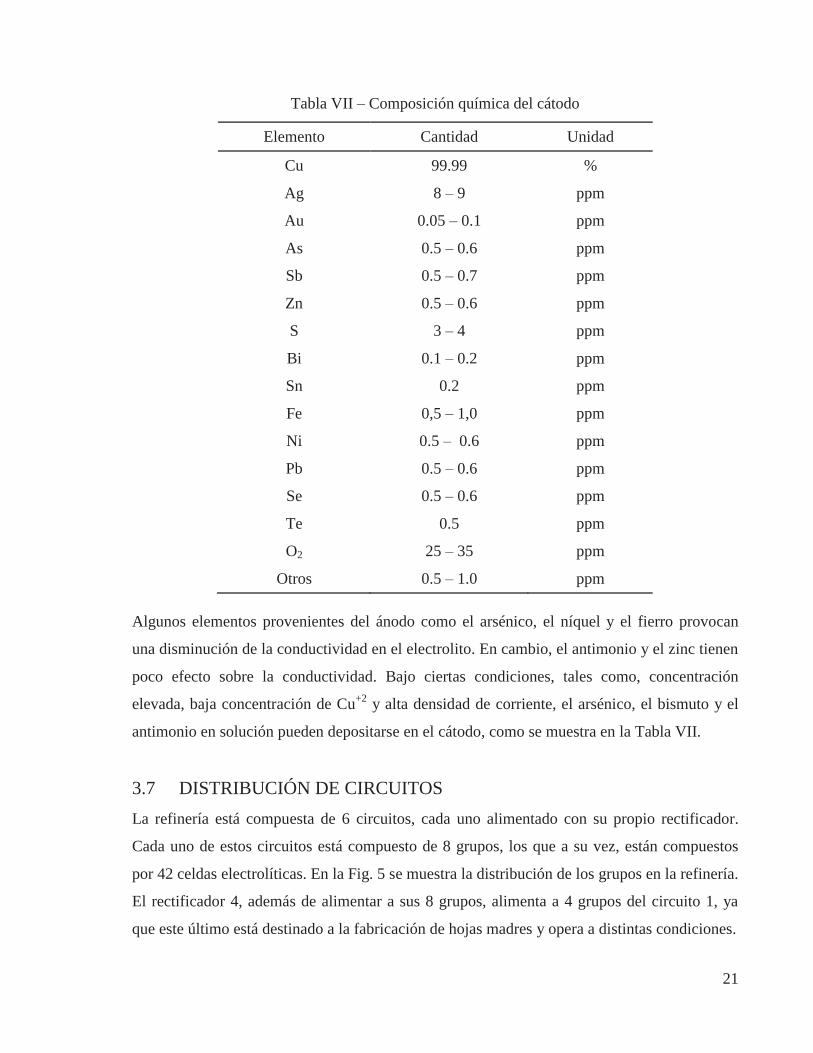
Otros 0.5 – 1.0 ppm Algunos elementos provenientes del ánodo como el arsénico, el níquel y el fierro provocan
una disminución de la conductividad en el electrolito. En cambio, el antimonio y el zinc tienen
poco efecto sobre la conductividad. Bajo ciertas condiciones, tales como, concentración
elevada, baja concentración de Cu+2 y alta densidad de corriente, el arsénico, el bismuto y el
antimonio en solución pueden depositarse en el cátodo, como se muestra en la Tabla VII.
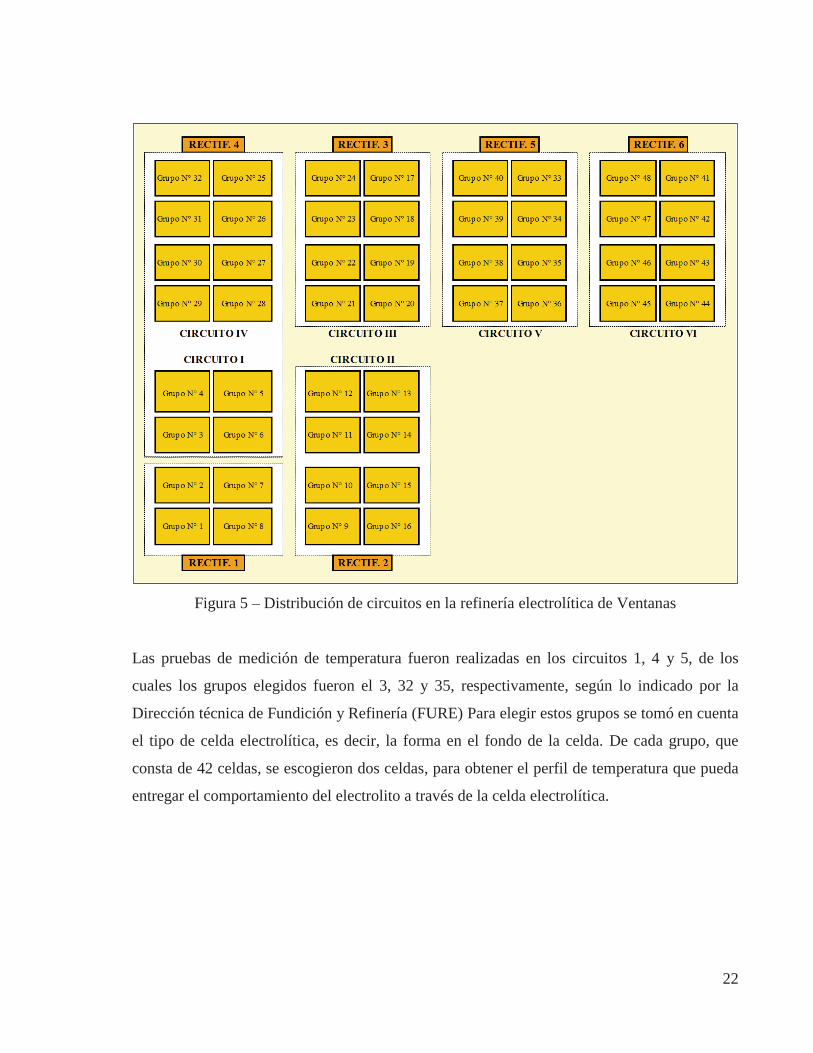
3.7 DISTRIBUCIÓN DE CIRCUITOS
La refinería está compuesta de 6 circuitos, cada uno alimentado con su propio rectificador.
Cada uno de estos circuitos está compuesto de 8 grupos, los que a su vez, están compuestos
por 42 celdas electrolíticas. En la Fig. 5 se muestra la distribución de los grupos en la refinería.
El rectificador 4, además de alimentar a sus 8 grupos, alimenta a 4 grupos del circuito 1, ya
que este último está destinado a la fabricación de hojas madres y opera a distintas condiciones.
22
Figura 5 – Distribución de circuitos en la refinería electrolítica de Ventanas
Las pruebas de medición de temperatura fueron realizadas en los circuitos 1, 4 y 5, de los
cuales los grupos elegidos fueron el 3, 32 y 35, respectivamente, según lo indicado por la
Dirección técnica de Fundición y Refinería (FURE) Para elegir estos grupos se tomó en cuenta
el tipo de celda electrolítica, es decir, la forma en el fondo de la celda. De cada grupo, que
consta de 42 celdas, se escogieron dos celdas, para obtener el perfil de temperatura que pueda
entregar el comportamiento del electrolito a través de la celda electrolítica.

23
CAPÍTULO IV. TRABAJO EXPERIMENTAL 4.1 PERFIL DE TEMPERATURA DEL ELECTROLITO Según el catastro de celdas, en la refinería hay 10 tipos de celdas, que se diferencian por el
material que están fabricadas, por la aislación que proporcionan y de su forma en la parte
inferior. La elección de las celdas se hizo en conjunto con el tutor de la empresa, según su
vasta experiencia en refinería electrolítica, sería muy interesante saber si la forma, aislación y
exposición de la celda tiene alguna influencia en la variación de la temperatura del electrolito
en circulación. Las experiencias se realizaron en los circuitos 1, 4 y 5 (ver Anexo A) de la
nave electrolítica. Del circuito 1, se eligieron las celdas 33 y 41 correspondientes al grupo 3.
Del circuito 4, se eligieron las celdas 1 y 21 correspondientes al grupo 32. Del circuito 5, se
eligieron las celdas 29 y 41 correspondientes al grupo 35. Se hicieron dos mediciones por día
para un ciclo catódico, la primera se hizo por la mañana antes de que los inspectores
eliminaran el cortocircuito en la celda y la segunda por la tarde después de eliminado el
cortocircuito. Cabe señalar que cada cortocircuito se produce por el contacto entre al ánodo y
el cátodo debido al crecimiento nodular, elevando la temperatura a su alrededor.
La temperatura del electrolito es de suma importancia ya que a través de ella se transmite el
calor por conducción a través de la pared de la celda hacia el exterior y por convección desde
la base del cátodo hacia el electrolito que circula en el fondo de cada celda, puesto que sí el
fondo de la celda es cuadrado el electrolito es más viscoso produciéndose una baja circulación
o carga muerta y, por lo tanto, la transferencia de calor por convección disminuye al igual que
la transferencia de calor por conducción. En cambio, en una celda de fondo redondeado, la
circulación del electrolito es constante ya que la temperatura, como se verá más adelante, es
mucho más homogénea en toda celda, al contrario de las celdas de fondo cuadrado.
La transferencia de calor por conducción se rige por la ley de Fourier8:
Q = A * k * ∆T∆x
(x)
En donde:
A = Área en metros cuadrados
k = Conductividad térmica en W/m*K
24
T = Temperatura en Kelvin
x = ancho de la placa en metros
La transferencia de calor por convección se rige por la ley de enfriamiento de Newton8:
Q = A * h * (Tf - Ti) (xi)
En donde:
A = Área en metros cuadrados
h = Coeficiente de transferencia de calor por convección en W/m2*K
T = Temperatura en Kelvin
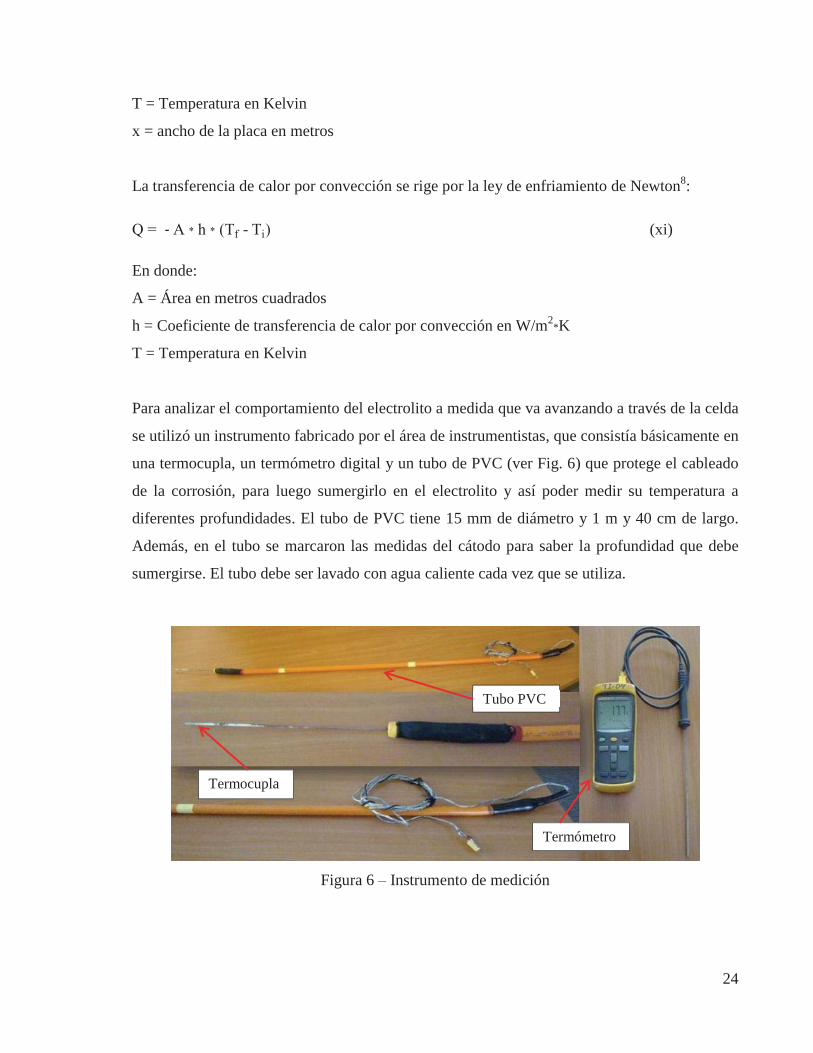
Para analizar el comportamiento del electrolito a medida que va avanzando a través de la celda
se utilizó un instrumento fabricado por el área de instrumentistas, que consistía básicamente en
una termocupla, un termómetro digital y un tubo de PVC (ver Fig. 6) que protege el cableado
de la corrosión, para luego sumergirlo en el electrolito y así poder medir su temperatura a
diferentes profundidades. El tubo de PVC tiene 15 mm de diámetro y 1 m y 40 cm de largo.
Además, en el tubo se marcaron las medidas del cátodo para saber la profundidad que debe
sumergirse. El tubo debe ser lavado con agua caliente cada vez que se utiliza.
Figura 6 – Instrumento de medición
Termocupla
Tubo PVC
Termómetro

25
Los puntos de medición se eligieron tomando como referencia el largo y ancho del cátodo
sumergido en el electrolito, como se aprecia en la Fig. 7.
Para el largo del cátodo se definieron tres tipos de alturas:
i) Altura superficial, corresponde a la altura que está inmediatamente a continuación de
las orejas de cada cátodo.
ii) Altura media, corresponde al punto medio del cátodo sumergido.
iii) Altura base, corresponde a la base del cátodo sumergido.
Para el ancho del cátodo se definieron tres puntos de medición:
i) Temperatura lado derecho.
ii) Temperatura punto medio.
iii) Temperatura lado izquierdo.
Además, se midió la temperatura en el fondo de la celda en el punto medio (1 cm sobre el
fondo) en: la entrada, el cátodo 20 y a la salida de la celda.
Temperaturalado derecho
Altura superficial
Altura media
Temperaturapunto medio
Altura base
Temperaturafondo
Temperaturalado izquierdo
Figura 7 – Puntos de medición
26
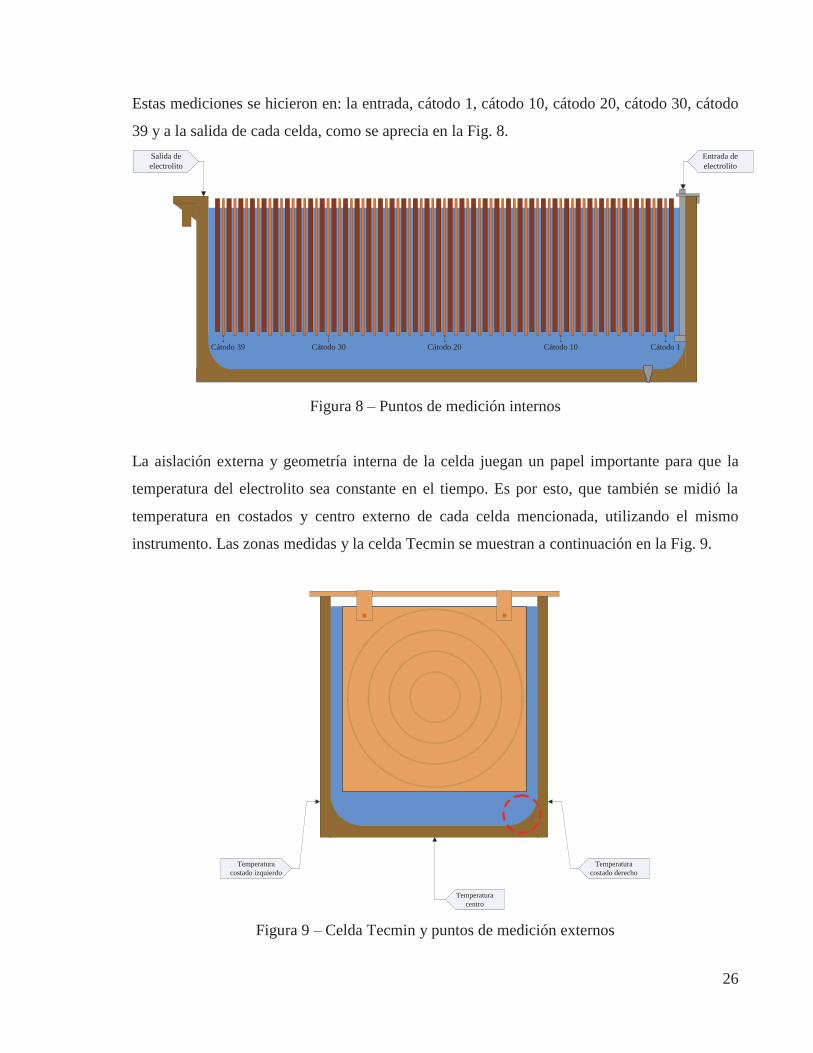
Estas mediciones se hicieron en: la entrada, cátodo 1, cátodo 10, cátodo 20, cátodo 30, cátodo
39 y a la salida de cada celda, como se aprecia en la Fig. 8.
Cátodo 1
Entrada deelectrolito
Salida deelectrolito
Cátodo 10Cátodo 20Cátodo 30Cátodo 39
Figura 8 – Puntos de medición internos
La aislación externa y geometría interna de la celda juegan un papel importante para que la
temperatura del electrolito sea constante en el tiempo. Es por esto, que también se midió la
temperatura en costados y centro externo de cada celda mencionada, utilizando el mismo
instrumento. Las zonas medidas y la celda Tecmin se muestran a continuación en la Fig. 9.
Temperaturacentro
Temperaturacostado derecho
Temperaturacostado izquierdo
Figura 9 – Celda Tecmin y puntos de medición externos

27
La celda cuadrada en el fondo es del tipo CR como se ve en la Fig. 10 y en la Fig. 11 se
aprecia la celda CTI de forma intermedia en el fondo.
Figura 10 – Celda CR Figura 11 – Celda CTI
4.2 OBTENCIÓN DE CONCENTRACIÓN DE ÁCIDO SULFÚRICO
MEDIANTE SISTEMA PI El consumo de energía en la refinería disminuye, según la experiencia, por el sólo hecho de
aumentar la concentración de ácido sulfúrico, manteniendo en lo posible las otras variables
dentro de los rangos establecidos. El sistema PI es un programa que permite la entrega de
datos históricos y datos en línea, es decir, se puede obtener información de la concentración de
ácido sulfúrico adicionada en el electrolito (ver Anexo B). La superintendencia de la refinería
electrolítica tomó la decisión de aumentar la concentración de ácido sulfúrico a partir de
marzo de 2012, y para hacer un mejor estudio se tomaron datos desde noviembre de 2011
hasta agosto de 2012 para observar el cambio que se produce en el consumo de energía al
aumentar la concentración de ácido sulfúrico en el electrolito. El consumo de energía se mide
por los kWh por tonelada de cobre depositado, la experiencia se realizó en los circuitos 2, 3, 4,
5 y 6. A continuación, se muestran los rectificadores 2 (ver Fig. 12) y 4 (ver Fig. 13) que se
utilizan en la refinería.
28
Figura 12 – Rectificador 2
El rectificador 4 energiza 12 grupos de la refinería electrolítica por lo tanto el voltaje es más
alto, con un promedio de 167 V, que en el rectificador 2 que alimenta a 8 grupos, con un
promedio de 120 V.
Figura 13 – Rectificador 4
29
Para cuantificar el consumo de energía eléctrica se tomara como base el costo del MWh en
dólares. Para el año 2012 este valor fue de 130 USD por MWh consumido, la idea es reflejar
en valores tangibles la disminución del consumo de energía eléctrica al incrementar la
concentración de ácido sulfúrico a los circuitos mencionados con anterioridad.
4.3 ANALIZAR Y CUANTIFICAR VARIABLES OPERACIONALES Para cuantificar las variables operacionales se recopilaron datos históricos y actuales del
sistema PI. Se seleccionaron datos de 22 ciclos catódicos para el grupo 24 (ver Anexo C) y 25
(ver Anexo D) ciclos catódicos para el grupo 32 de la refinería electrolítica. En cada ciclo
catódico las variables relevantes cuantificadas fueron: el voltaje promedio por día del ciclo, los
cortocircuitos y la eficiencia de corriente por ciclo.
Para analizar y cuantificar el voltaje promedio por día se hizo lo siguiente: se tomó el día 0 de
cada ciclo catódico y se obtuvo un voltaje promedio para ese día y así se hizo sucesivamente
para los 7 días restantes. En cada ciclo catódico además de obtener el voltaje promedio por
día, también se obtiene una sumatoria de cortocircuitos por día. El análisis de los
cortocircuitos se hizo al igual que el de voltaje promedio, tomando la sumatoria de cada día de
los ciclos catódicos desde el 0 hasta el 7 y agrupándolos con sus iguales, es decir, los 0 con los
0, los 1 con los 1, etc. Esta sumatoria de cortocircuitos se hizo en función del voltaje promedio
por día ya mencionado con anterioridad.
Al término de cada ciclo catódico la variable que nos permite cuantificar el consumo de
energía es la eficiencia de corriente, para la refinería electrolítica de Ventanas según la
Dirección Técnica FURE debe ir desde 93% hacia arriba. Esta eficiencia de corriente se ve
directamente asociada en la mayoría de los casos con los cortocircuitos dado que a una menor
cantidad de cortocircuitos aumenta la eficiencia de corriente del ciclo y viceversa
Otra variable operacional que no está directamente relacionada con la eficiencia energética
pero si con la mayor producción de cobre electrolítico es el lavado de la celda electrolítica.
Esta mayor producción es posible gracias a la forma redondeada de la celda Tecmin acortando
los tiempos de lavado, que es necesario para retirar el barro anódico al finalizar cada ciclo
catódico luego de retirar los electrodos. Es consecuencia de lo anterior que en la refinería
30
existe un plan de renovación de celdas a mediano plazo y así poder reemplazar las celdas de
fondo cuadrado por las de fondo redondeado.
4.4 COMPARAR INFORMACIÓN DE CONSUMO DE ENERGÍA
ENTREGADA POR SISTEMA PI Y CENTRAL TÉRMICA En la División Ventanas, central térmica es el área encargada de entregar el consumo de
energía de la refinería electrolítica. El servidor PML, ubicado en la línea antes de ingresar a la
refinería, va registrando el consumo de energía activa, en kWh, de cada uno de los circuitos de
la refinería. Entre el servidor PML y la corriente que ingresa a cada uno de los circuitos se
ubica el transformador y el rectificador. En la refinería existen consumos de energía eléctrica
no cuantificados, ya que se han hecho instalaciones eléctricas anexas en la línea que alimenta a
los circuitos de cátodos comerciales, produciendo un consumo de energía mayor en kWh para
producir cobre electrolítico.
El sistema PI se ha ido implementando en la refinería desde marzo de 2011 lo que ha
permitido el monitoreo de variables relevantes del proceso tales como temperatura del
electrolito y amperajes. Para obtener el registro por sistema PI, de la energía activa en kWh
consumidos, para cada uno de los rectificadores sólo basta ingresar el Tag que lo identifica.
Cada uno de los sensores que registran los kWh de sistema PI, se ubican en la linea continua
después del transformador-rectificador.
El consumo en kWh equivale al registro de la energía activa que se representa como: P =
V*I*√3*COS (φ), en donde el factor de potencia o coseno de phi (φ), en la refinería, es de
0.984 y es característico de sistemas inductivos como ocurre en los transformadores de voltaje.
Este valor, en estos sistemas, se muestra siempre como una fracción decimal menor que 1 que
es la forma de indicar cuál es el retraso o desfasaje que produce la carga inductiva en la
sinusoide correspondiente a la intensidad de corriente con respecto a la sinusoide de la tensión
o voltaje. El factor de potencia en la refinería es un valor de alta eficiencia para un sistema
inductivo, lo que indica que del total de la energía abastecida, el 98.4% es utilizada y sólo el
1.6% es energía desaprovechada.

31
El consumo de energía que se trató en esta memoria está relacionado con la resistencia que
ofrece el electrolito al paso de la electricidad que ocurre entre los electrones y los cationes de
cobre, las demás perdidas de energía como los contactos entre las barras soporta cátodos y las
orejas de los cátodos fueron descritas y analizadas en otra memoria7 ya realizada en la
refinería.
Para comprobar si el consumo de energía disminuye, se recopilaron datos utilizados en central
térmica y datos del sistema PI. Se hará entre ellos una comparación de los costos de energía
eléctrica consumidos tomando como base el costo en dólares del MWh, dato proporcionado
por la Dirección Técnica FURE.
32
CAPÍTULO V. RESULTADOS Y DISCUSIONES 5.1 PERFIL DE TEMPERATURA DEL ELECTROLITO El objetivo que se persigue con las mediciones es obtener un perfil promedio de temperatura
del electrolito a medida que avanza en la celda electrolítica. Este perfil debe servir para inferir
si la temperatura incide en factores determinantes del proceso como la eficiencia de corriente y
la densidad de corriente, que son datos entregados por contabilidad metalúrgica después de
cada ciclo catódico.
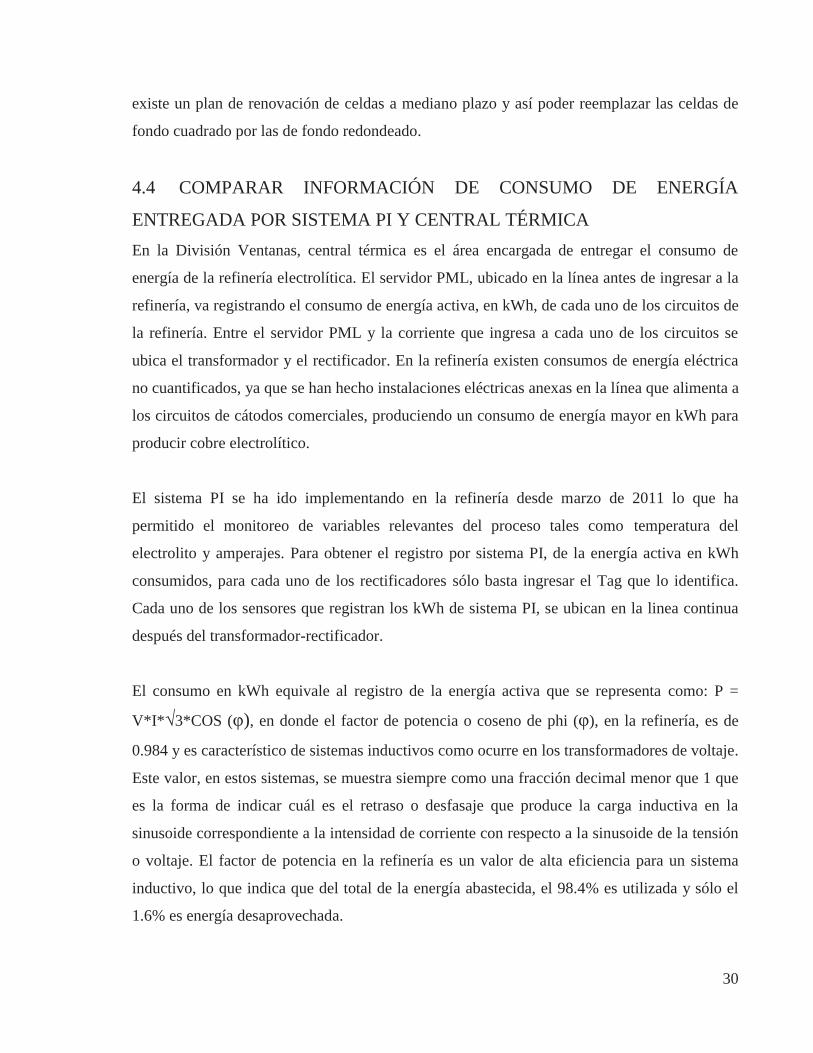
La geometría del fondo de las celdas estudiadas incide en la transferencia de calor por
conducción a través de la pared de la celda que ocurre desde el electrolito, ya que en la celda
de fondo cuadrado existe una mayor área que cubrir, no así en la celda de fondo redondeado
como se muestra en la Fig.14 y 15.
Figura 14 – Área de celda de fondo redondeado
Sí hay una baja transferencia de calor, el fluido es más viscoso lo que produce una
disminución de la temperatura, lo que conlleva a un estancamiento del electrolito en el fondo,
situación que se da en las celdas con fondo cuadrado, no así en la celda de fondo redondeado
que permite una circulación del electrolito más suave. Además, como se observa en la Fig.14,
el área de transferencia de calor en la celda de fondo cuadrado es mayor por lo que se
esperaría una mayor transmisión de calor que el área de la Fig. 15 lo que produciría una baja
de temperatura en el fondo comparada con la celda de fondo redondeado.

33
Figura 15– Área de celda de fondo cuadrado
5.1.1 Grupo 3 En este grupo las celdas medidas fueron la 33 y 41, denominadas con la sigla T según catastro
entregado, su principal característica es la forma redondeada en el fondo (tipo tina), fabricada
de hormigón polimérico por la empresa Tecmin (actualmente Ancor Tecmin S.A). La
ubicación de este grupo en la nave electrolítica (parte antigua) le proporciona una buena
aislación del exterior, no así el subterráneo frío y húmedo al que estas celdas están expuestas
en su parte inferior. Cabe mencionar que estas celdas poseen un par de placas aislantes en su
parte anterior y posterior. Se hizo un registro del comportamiento de la temperatura en la parte
inferior de las celdas dando como resultado la Tabla VIII.
Tabla VIII – Temperaturas externas de las celdas 33 y 41 del grupo 3
Celda Temperatura costado Izquierdo, °C
Temperatura centro, °C
Temperatura costado derecho, °C
33 31 32 31 41 31 32 31
En la Tabla VIII se observa que hay pérdida de calor a lo largo y ancho de la celda, esta
situación podría cambiar si las celdas fueran aisladas y así disminuir este valor. Sin embargo,
esta pérdida debiese ser tan relevante para el proceso como el calor que se pierde por la
superficie que alcanza el 60% y más, contrarrestándolo con el uso de lonas de telas
antievaporantes. Debido al diseño de estas celdas el perfil de temperatura es el esperado como
se aprecia a continuación en la Fig.16.

34
Figura 16 – Perfil de temperatura de celda 33 y 41 del grupo 3
Según se ve en la gráfica, la geometría de la celda produce un flujo de electrolito más suave en
el fondo evitando el estancamiento, produciéndose una temperatura casi homogénea a lo alto y
ancho de la celda. Los puntos de mayor temperatura ocurren justo desde la salida de la caja de
alimentación del electrolito, punto denominado altura base, hasta la mitad del cátodo, punto
denominado altura media. En los extremos se aprecia una leve disminución de la temperatura
comparado con el centro de la celda, del orden de los 2 °C, pero que no tendría un efecto
negativo en la electrólisis. La temperatura de ingreso del electrolito debiese ser 66°C y no
superar los 70°C, pues causaría la degradación de los aditivos. En este caso, la temperatura de
ingreso fue de 65.4°C, lo que podría disminuir la calidad superficial del electrodeposito.
La teoría indica que al aumentar la temperatura se obtiene una mejor conductividad de la
solución y un aumento en la solubilidad del sulfato de cobre. Así, con una mayor temperatura,
la electrólisis puede efectuarse a mayor densidad de corriente.
Hasta marzo de 2012, según datos entregados, se trabajaba con una densidad de corriente de
305 A/m2, es decir, la corriente suministrada por rectificador es de 21.5 kA. Para poder
aumentar la densidad de corriente y el cobre depositado es necesario incrementar la corriente y
la cantidad de electrodos. El hecho de aumentar la cantidad de electrodos provoca una
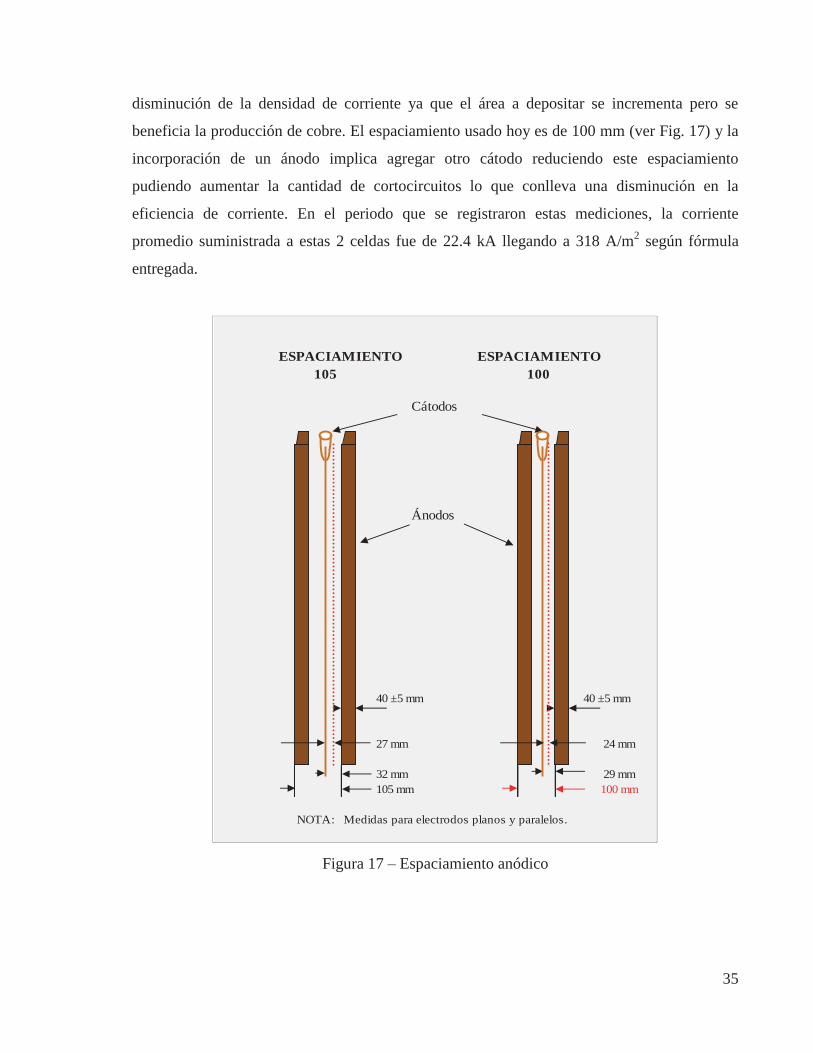
35
disminución de la densidad de corriente ya que el área a depositar se incrementa pero se
beneficia la producción de cobre. El espaciamiento usado hoy es de 100 mm (ver Fig. 17) y la
incorporación de un ánodo implica agregar otro cátodo reduciendo este espaciamiento
pudiendo aumentar la cantidad de cortocircuitos lo que conlleva una disminución en la
eficiencia de corriente. En el periodo que se registraron estas mediciones, la corriente
promedio suministrada a estas 2 celdas fue de 22.4 kA llegando a 318 A/m2 según fórmula
entregada.
Figura 17 – Espaciamiento anódico
ESPACIAMIENTO ESPACIAMIENTO
Cátodos
Ánodos
40 ±5 mm 40 ±5 mm
27 mm 24 mm
32 mm 29 mm105 mm 100 mm
NOTA: Medidas para electrodos planos y paralelos.
105 100
36
Pero la información final, que incluye las 42 celdas del grupo, es entregada por contabilidad
metalúrgica. Con fecha 17-05-2012 se obtuvo una cosecha de 202.3 toneladas con una
corriente de 22.1 kA logrando una eficiencia de corriente de 90.7 %.
Para que una cosecha de cátodos se considere muy buena, el peso del grupo debe ser de 193
toneladas, pero como es un proceso multifactorial el peso no fue suficiente para obtener una
mayor eficiencia de corriente, que debiese ser de 93 % y más.
Para una corriente de 22.1 kA la densidad de corriente es 314 A/m2. El ideal de densidad de
corriente a alcanzar es de 320 A/m2, para ello se debe aumentar la corriente a 22.5 kA esfuerzo
no menor ya que este aumento de corriente podría causar un aumento de los cortocircuitos, si
es que por una no adecuada práctica, la cuadratura de los cátodos con respecto a los ánodos no
fue apropiada, provocando una disminución en la eficiencia de corriente.
Finalmente, para este tipo de celda, se puede decir que aunque la temperatura que se obtuvo
para el electrolito fue de cierta manera homogénea, la eficiencia de corriente no fue la
esperada, pero si favoreció una mejor conductividad de la solución pudiéndose trabajar a una
mayor densidad de corriente quedando demostrado con el peso obtenido. Se puede inferir que
la celda Ancor Tecmin es capaz de entregar una mayor eficiencia de corriente sí se trabaja a
una menor temperatura que la obtenida en el perfil de temperatura, eso se debe a que hay
muchos factores relacionados directa e indirectamente con el proceso, al disminuir la
temperatura disminuye levemente la conductividad de la solución y así se podría guiar la
solubilidad del sulfato de cobre para que los iones no se aglomeren en un cierto punto y
provoquen cortocircuitos que inciden directamente en la eficiencia de corriente, además habría
un cuidado mayor de los aditivos que también influyen en la calidad de la superficie del
cátodo y por último pero no menor se podría disminuir el consumo de vapor que se necesita
para calentar el electrolito y llevarlo a la temperatura requerida de 66°C.
5.1.2 Grupo 32 En este grupo, las celdas medidas fueron las celdas cabezales 1 y 21. La celda 1 denominada
con la sigla CTI, hecha por CTI de concreto polimérico con aislación posee una forma
37
intermedia en el fondo, y la celda 21 denominada con la sigla CR, de fabricación local de
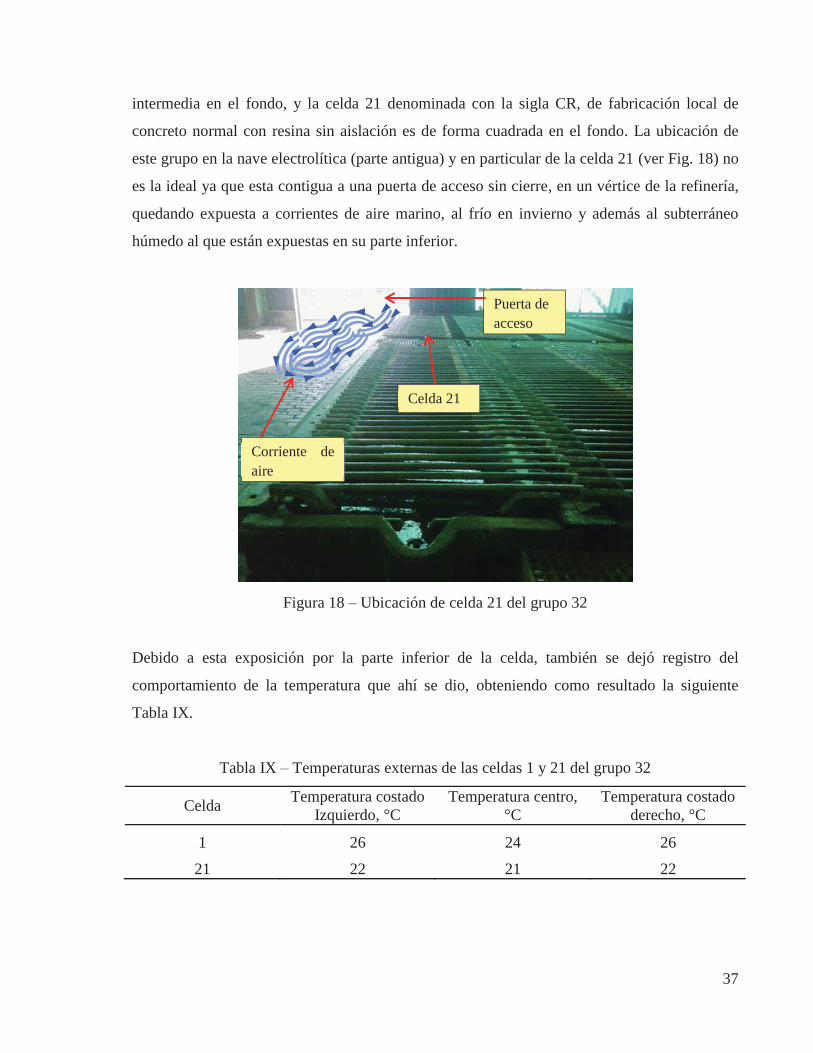
concreto normal con resina sin aislación es de forma cuadrada en el fondo. La ubicación de
este grupo en la nave electrolítica (parte antigua) y en particular de la celda 21 (ver Fig. 18) no
es la ideal ya que esta contigua a una puerta de acceso sin cierre, en un vértice de la refinería,
quedando expuesta a corrientes de aire marino, al frío en invierno y además al subterráneo
húmedo al que están expuestas en su parte inferior.
Figura 18 – Ubicación de celda 21 del grupo 32
Debido a esta exposición por la parte inferior de la celda, también se dejó registro del
comportamiento de la temperatura que ahí se dio, obteniendo como resultado la siguiente
Tabla IX.
Tabla IX – Temperaturas externas de las celdas 1 y 21 del grupo 32
Celda Temperatura costado Izquierdo, °C
Temperatura centro, °C
Temperatura costado derecho, °C
1 26 24 26
21 22 21 22
Corriente de aire
Celda 21
Puerta de acceso
38
En la Tabla IX se observa que la celda 1 pierde mayor calor por el fondo que la celda 21,
comprobando que su ubicación y característica no favorece a una mayor conservación del
calor que le proporciona el electrolito y las barras por donde circula la corriente.
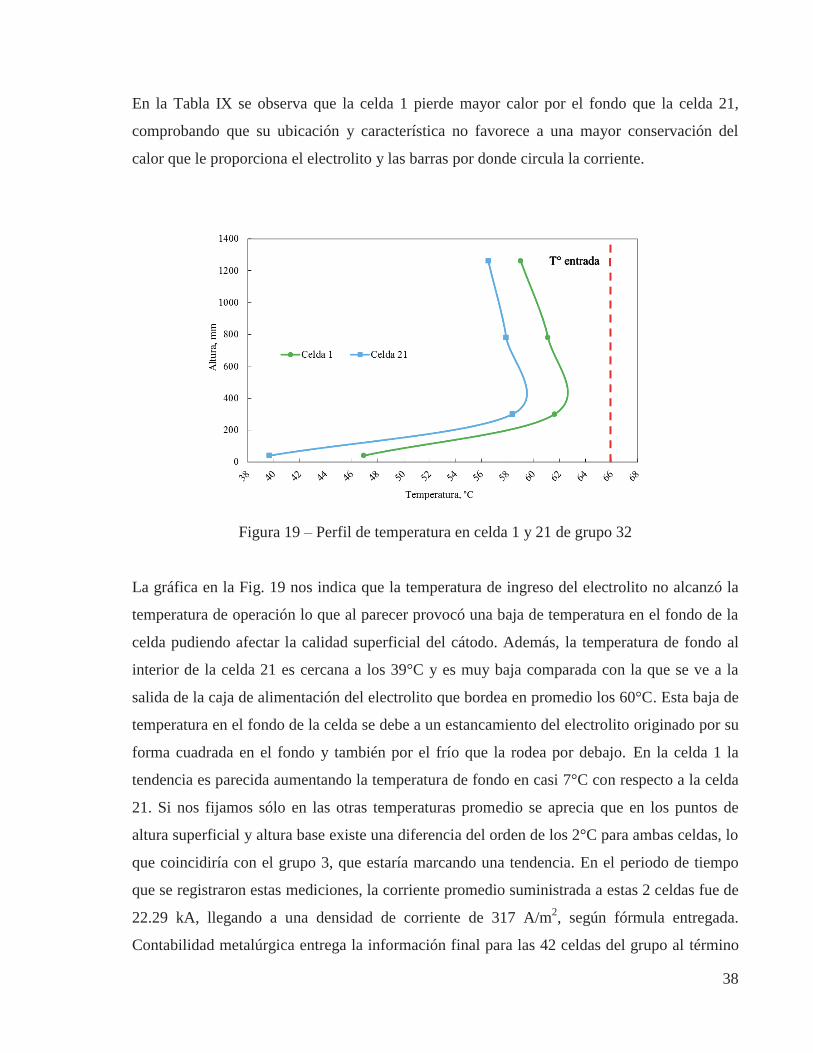
Figura 19 – Perfil de temperatura en celda 1 y 21 de grupo 32
La gráfica en la Fig. 19 nos indica que la temperatura de ingreso del electrolito no alcanzó la
temperatura de operación lo que al parecer provocó una baja de temperatura en el fondo de la
celda pudiendo afectar la calidad superficial del cátodo. Además, la temperatura de fondo al
interior de la celda 21 es cercana a los 39°C y es muy baja comparada con la que se ve a la
salida de la caja de alimentación del electrolito que bordea en promedio los 60°C. Esta baja de
temperatura en el fondo de la celda se debe a un estancamiento del electrolito originado por su
forma cuadrada en el fondo y también por el frío que la rodea por debajo. En la celda 1 la
tendencia es parecida aumentando la temperatura de fondo en casi 7°C con respecto a la celda
21. Si nos fijamos sólo en las otras temperaturas promedio se aprecia que en los puntos de
altura superficial y altura base existe una diferencia del orden de los 2°C para ambas celdas, lo
que coincidiría con el grupo 3, que estaría marcando una tendencia. En el periodo de tiempo
que se registraron estas mediciones, la corriente promedio suministrada a estas 2 celdas fue de
22.29 kA, llegando a una densidad de corriente de 317 A/m2, según fórmula entregada.
Contabilidad metalúrgica entrega la información final para las 42 celdas del grupo al término

39
del ciclo catódico. Con fecha 15-05-2012 se obtuvo en la cosecha un peso de 198.2 toneladas
con una corriente de 22 kA logrando una eficiencia de corriente de 94.9 %.
Con una menor temperatura se logró una buena eficiencia de corriente. La corriente de 22 kA
produce una densidad de corriente de 313 A/m2 y a menor corriente disminuyen los
cortocircuitos y por lo tanto disminuye la acumulación de corriente generando una mayor
eficiencia de corriente. En este caso, se puede argumentar que la intervención de los
inspectores de cortocircuitos estuvo acertada ya sea cuadrando de buena forma los ánodos con
respecto a los cátodos como también eliminando los cortes que elevan la acumulación de
corriente del ciclo analizado.
Por último, con los resultados de estas dos celdas se proyecta que a una menor temperatura el
electrolito ofrece una mayor resistencia que disminuye la conductividad lo que provoca una
menor depositación de cobre.
5.1.3 Grupo 35 En este grupo las celdas medidas fueron la 29 y 41, denominadas con la sigla CTI, fabricada
por CTI de concreto polimérico con aislación, posee una forma intermedia en el fondo (ver
Fig.20). La ubicación de este grupo en la nave electrolítica (parte nueva) le proporciona una
buena aislación del exterior, el subterráneo es cálido y seco, por lo tanto, no hay corrientes de
aire frío que contribuyan a una significativa pérdida de calor por el fondo de la celda
electrolítica.
40
Figura 20 – Celda CTI utilizada en refinería Ventanas
Se hizo un registro del comportamiento de la temperatura en la parte inferior de las celdas
obteniendo los resultados mostrados en la Tabla X.
Tabla X – Temperaturas externas de las celdas 29 y 41 del grupo 35
Celda Temperatura costado Izquierdo, °C Temperatura centro, °C Temperatura costado
derecho, °C
29 32 30 32
41 32 30 32
La temperatura externa alrededor de las celdas aumenta con respecto al grupo anterior debido
a su aislación y al diseño de esta parte de la refinería, la circulación de aire en el subterráneo
es mucho menor debido a que las celdas están más cerca del suelo. Ambas celdas se ubican en
el centro de su grupo otorgándole mayor protección y así poder mantener una temperatura
homogénea dentro de la celda, situación que se puede apreciar a continuación en la Fig. 21.
41
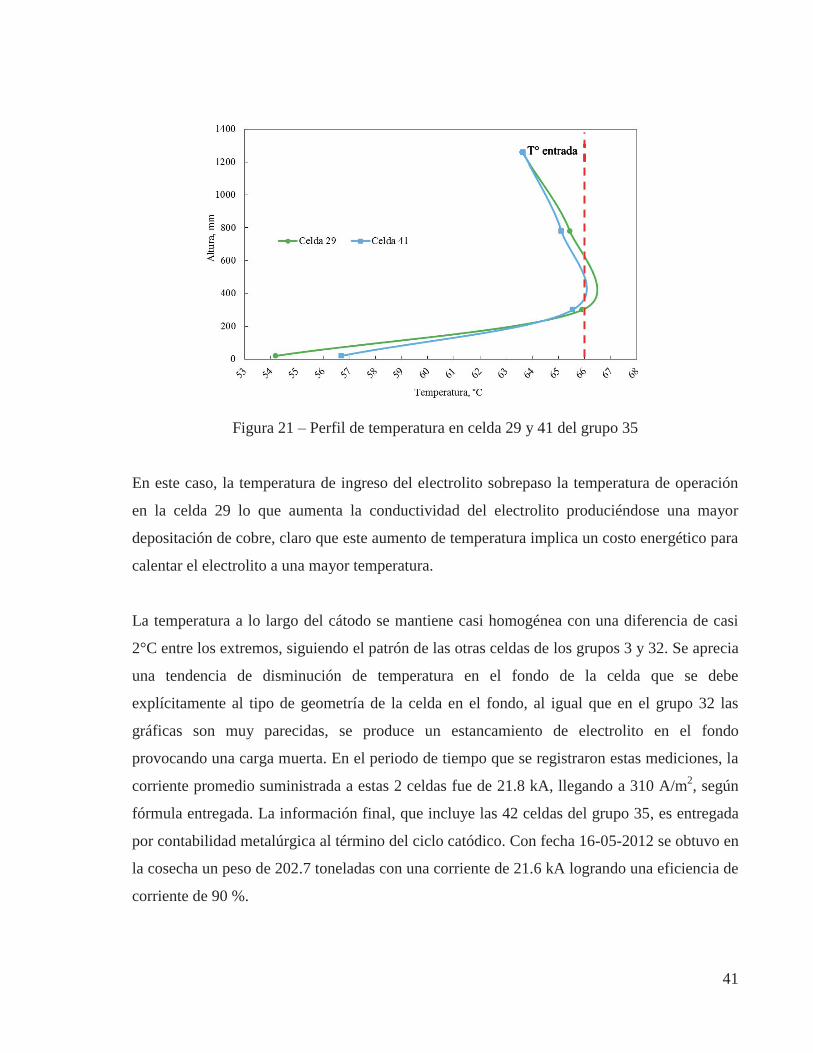
Figura 21 – Perfil de temperatura en celda 29 y 41 del grupo 35
En este caso, la temperatura de ingreso del electrolito sobrepaso la temperatura de operación
en la celda 29 lo que aumenta la conductividad del electrolito produciéndose una mayor
depositación de cobre, claro que este aumento de temperatura implica un costo energético para
calentar el electrolito a una mayor temperatura.
La temperatura a lo largo del cátodo se mantiene casi homogénea con una diferencia de casi
2°C entre los extremos, siguiendo el patrón de las otras celdas de los grupos 3 y 32. Se aprecia
una tendencia de disminución de temperatura en el fondo de la celda que se debe
explícitamente al tipo de geometría de la celda en el fondo, al igual que en el grupo 32 las
gráficas son muy parecidas, se produce un estancamiento de electrolito en el fondo
provocando una carga muerta. En el periodo de tiempo que se registraron estas mediciones, la
corriente promedio suministrada a estas 2 celdas fue de 21.8 kA, llegando a 310 A/m2, según
fórmula entregada. La información final, que incluye las 42 celdas del grupo 35, es entregada
por contabilidad metalúrgica al término del ciclo catódico. Con fecha 16-05-2012 se obtuvo en
la cosecha un peso de 202.7 toneladas con una corriente de 21.6 kA logrando una eficiencia de
corriente de 90 %.

42
Nuevamente, con un perfil de temperatura más homogéneo se obtuvo una eficiencia de
corriente baja, esto podría ser causado por el aumento de cortocircuitos en el grupo,
aumentando la acumulación de corriente. La corriente promedio del grupo de 42 celdas, al
final del ciclo fue de 21.6 kA, obteniéndose una densidad de corriente de 307 A/m2 y un
depósito de 202.7 toneladas, si este ciclo se hizo con ánodos recién montados o lado total es
más probable que se produzcan mayor cantidad de cortocircuitos ya que el espaciamiento es el
mínimo. Para que esto no ocurra los cátodos no deben perder su verticalidad al momento del
montaje y la cuadratura por parte de los encargados debe ser la adecuada.
Por último, sólo queda agregar que estas temperaturas siguen reforzando la idea de hacer un
cambio con la temperatura de trabajo establecida, se podría experimentar la electrólisis
disminuyendo la temperatura del electrolito y así rebajar los gastos extremadamente altos para
producir vapor para calentar el electrolito.
5.2 OBTENCIÓN DE CONCENTRACIÓN DE ÁCIDO SULFÚRICO
MEDIANTE SISTEMA PI Según los datos recopilados del sistema PI, al aumentar la adición de ácido sulfúrico al
electrolito hay una tendencia a disminuir el consumo de energía, esta tendencia no se cumple
para todos los casos, ya que se deben mantener las demás variables dentro de los valores
establecidos. Por ejemplo, si los cortocircuitos aumentan en un grupo, habrá un mayor
consumo de energía eléctrica. A continuación, se hará un análisis de los resultados para cada
circuito, comenzando con él o los circuitos que mejor evidencien la tendencia a disminuir o
aumentar del consumo de energía si la concentración de ácido sulfúrico varía.
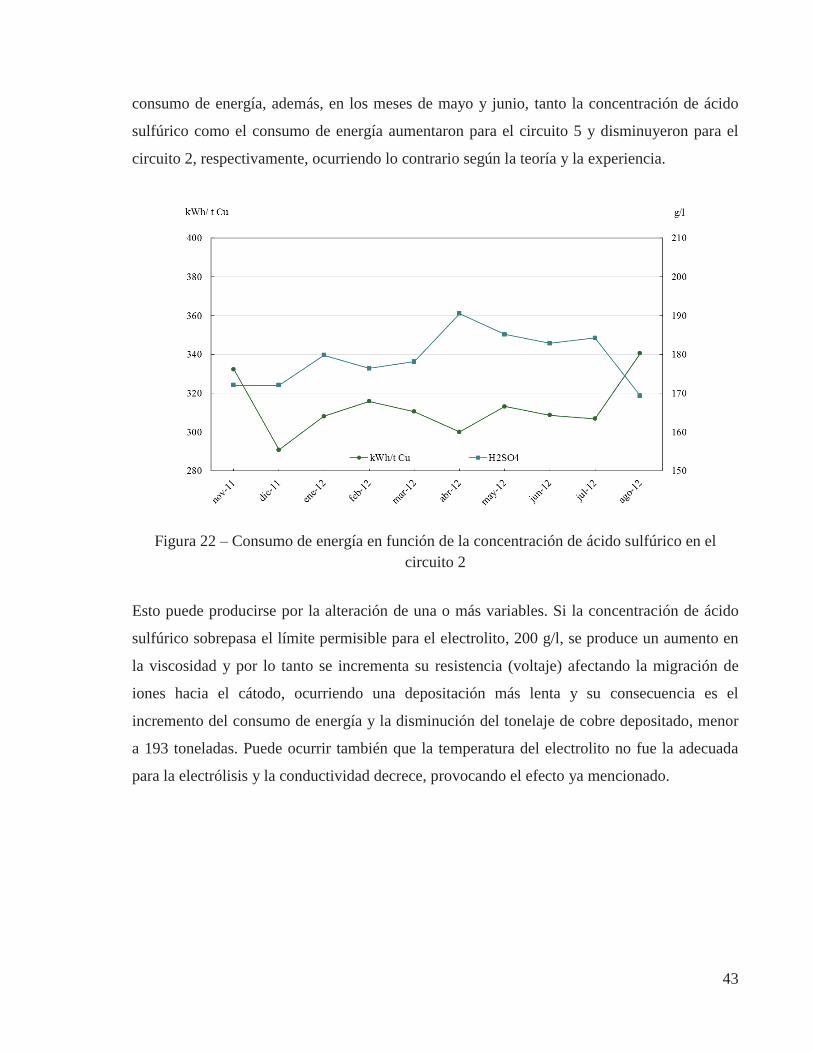
5.2.1 Circuito 2 y Circuito 5 Los datos del sistema PI se pueden obtener en línea a cada segundo y solo basta ingresar la
fecha y hora para que el sistema entregue lo solicitado. En la Fig. 22 y 23, se puede observar
que la tendencia del consumo de energía es a disminuir si la concentración de ácido sulfúrico
aumenta, también se observa que al disminuir la concentración de ácido sulfúrico, aumenta el
consumo de energía eléctrica por tonelada de cobre depositado. En el mes de enero para
ambos circuitos se obtuvieron resultados adversos ya que al aumentar el ácido aumentó el
43
consumo de energía, además, en los meses de mayo y junio, tanto la concentración de ácido
sulfúrico como el consumo de energía aumentaron para el circuito 5 y disminuyeron para el
circuito 2, respectivamente, ocurriendo lo contrario según la teoría y la experiencia.
Figura 22 – Consumo de energía en función de la concentración de ácido sulfúrico en el
circuito 2
Esto puede producirse por la alteración de una o más variables. Si la concentración de ácido
sulfúrico sobrepasa el límite permisible para el electrolito, 200 g/l, se produce un aumento en
la viscosidad y por lo tanto se incrementa su resistencia (voltaje) afectando la migración de
iones hacia el cátodo, ocurriendo una depositación más lenta y su consecuencia es el
incremento del consumo de energía y la disminución del tonelaje de cobre depositado, menor
a 193 toneladas. Puede ocurrir también que la temperatura del electrolito no fue la adecuada
para la electrólisis y la conductividad decrece, provocando el efecto ya mencionado.
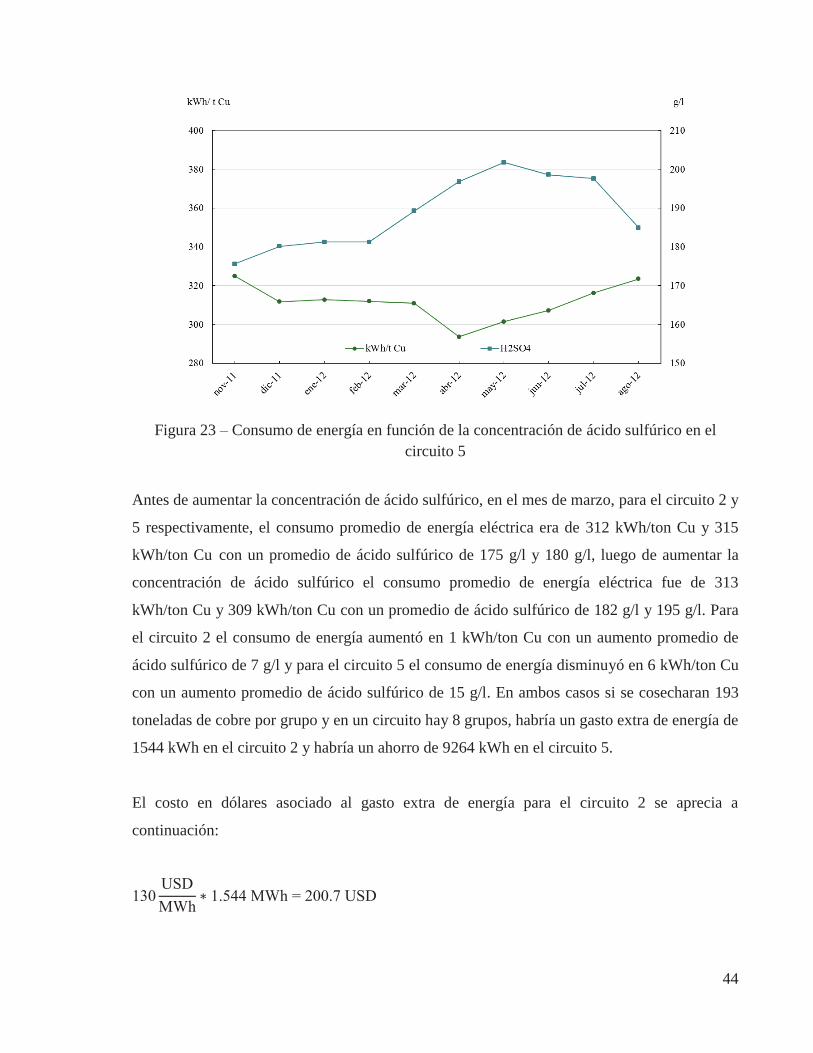
44
Figura 23 – Consumo de energía en función de la concentración de ácido sulfúrico en el
circuito 5
Antes de aumentar la concentración de ácido sulfúrico, en el mes de marzo, para el circuito 2 y
5 respectivamente, el consumo promedio de energía eléctrica era de 312 kWh/ton Cu y 315
kWh/ton Cu con un promedio de ácido sulfúrico de 175 g/l y 180 g/l, luego de aumentar la
concentración de ácido sulfúrico el consumo promedio de energía eléctrica fue de 313
kWh/ton Cu y 309 kWh/ton Cu con un promedio de ácido sulfúrico de 182 g/l y 195 g/l. Para
el circuito 2 el consumo de energía aumentó en 1 kWh/ton Cu con un aumento promedio de
ácido sulfúrico de 7 g/l y para el circuito 5 el consumo de energía disminuyó en 6 kWh/ton Cu
con un aumento promedio de ácido sulfúrico de 15 g/l. En ambos casos si se cosecharan 193
toneladas de cobre por grupo y en un circuito hay 8 grupos, habría un gasto extra de energía de
1544 kWh en el circuito 2 y habría un ahorro de 9264 kWh en el circuito 5.
El costo en dólares asociado al gasto extra de energía para el circuito 2 se aprecia a
continuación:
130USDMWh
1.544 MWh = 200.7 USD

45
El ahorro en dólares que se produjo en el circuito 5 se muestra a continuación:
130 USDMWh
9.264 MWh = 1204.3 USD
El paulatino descenso que tuvo la adición de concentración de ácido sulfúrico en los últimos
meses debe obedecer a problemas operacionales tales como aumento de la resistencia
demorando la pronta depositación, la alta conductividad del electrolito sumado a un aumento
en la densidad de corriente pudo desencadenar un notable aumento en los cortocircuitos lo que
se traduce en una calidad superficial no adecuada para un cátodo de grado A. Son muchas las
variables que inciden en el proceso, es tarea de todos en la refinería que estas variables no se
alteren reiteradamente y el proceso se lleve a cabo siguiendo los estándares establecidos.
5.2.2 Circuito 3 y Circuito 6 La concentración de ácido sulfúrico adicionada para cada circuito es diferente ya que cada
circuito posee su propio estanque de circulación en donde se regula la cantidad de ácido
necesaria para cada ciclo catódico. En la Fig. 24 y 25, es posible notar que el consumo de
energía disminuye en la mayoría de los meses en donde aumenta la adición de la
concentración de ácido sulfúrico. Para el mes de marzo del circuito 3 y los meses diciembre,
marzo y mayo del circuito 6, sucede un incremento del consumo de energía al aumentar la
concentración de ácido sulfúrico. En cambio, en los meses de febrero y agosto del circuito 3
ocurre una disminución del consumo de energía al disminuir la adición de ácido sulfúrico.

46
Figura 24 – Consumo de energía en función de la concentración de ácido sulfúrico en el
circuito 3
Estos dos fenómenos producen el efecto contrario según la teoría, es decir, el aumento de la
concentración de ácido sulfúrico en el electrolito no sólo disminuye el consumo, sino que
puede aumentar, es por esto que todas las variables son importantes en el desarrollo del
proceso de electrorefinación. Las variables nombradas en el punto anterior son aplicables para
todos los circuitos, otra variable es la temperatura, si esta aumenta también incrementa la
conductividad del electrolito, pudiendo trabajar a mayor densidad de corriente si es que la
cuadratura de los electrodos fue la adecuada para que no se produzcan cortocircuitos y así
aumentar la depositación para obtener un mayor tonelaje que beneficie la producción.
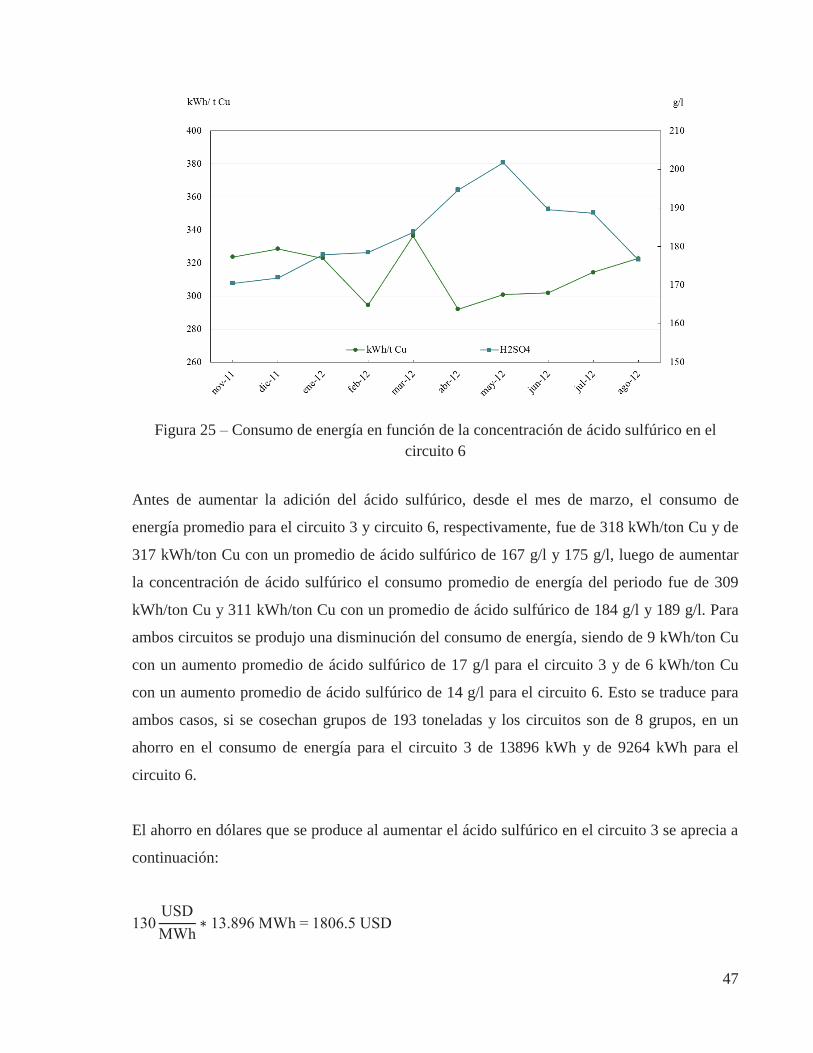
47
Figura 25 – Consumo de energía en función de la concentración de ácido sulfúrico en el
circuito 6
Antes de aumentar la adición del ácido sulfúrico, desde el mes de marzo, el consumo de
energía promedio para el circuito 3 y circuito 6, respectivamente, fue de 318 kWh/ton Cu y de
317 kWh/ton Cu con un promedio de ácido sulfúrico de 167 g/l y 175 g/l, luego de aumentar
la concentración de ácido sulfúrico el consumo promedio de energía del periodo fue de 309
kWh/ton Cu y 311 kWh/ton Cu con un promedio de ácido sulfúrico de 184 g/l y 189 g/l. Para
ambos circuitos se produjo una disminución del consumo de energía, siendo de 9 kWh/ton Cu
con un aumento promedio de ácido sulfúrico de 17 g/l para el circuito 3 y de 6 kWh/ton Cu
con un aumento promedio de ácido sulfúrico de 14 g/l para el circuito 6. Esto se traduce para
ambos casos, si se cosechan grupos de 193 toneladas y los circuitos son de 8 grupos, en un
ahorro en el consumo de energía para el circuito 3 de 13896 kWh y de 9264 kWh para el
circuito 6.
El ahorro en dólares que se produce al aumentar el ácido sulfúrico en el circuito 3 se aprecia a
continuación:
130USDMWh
13.896 MWh = 1806.5 USD
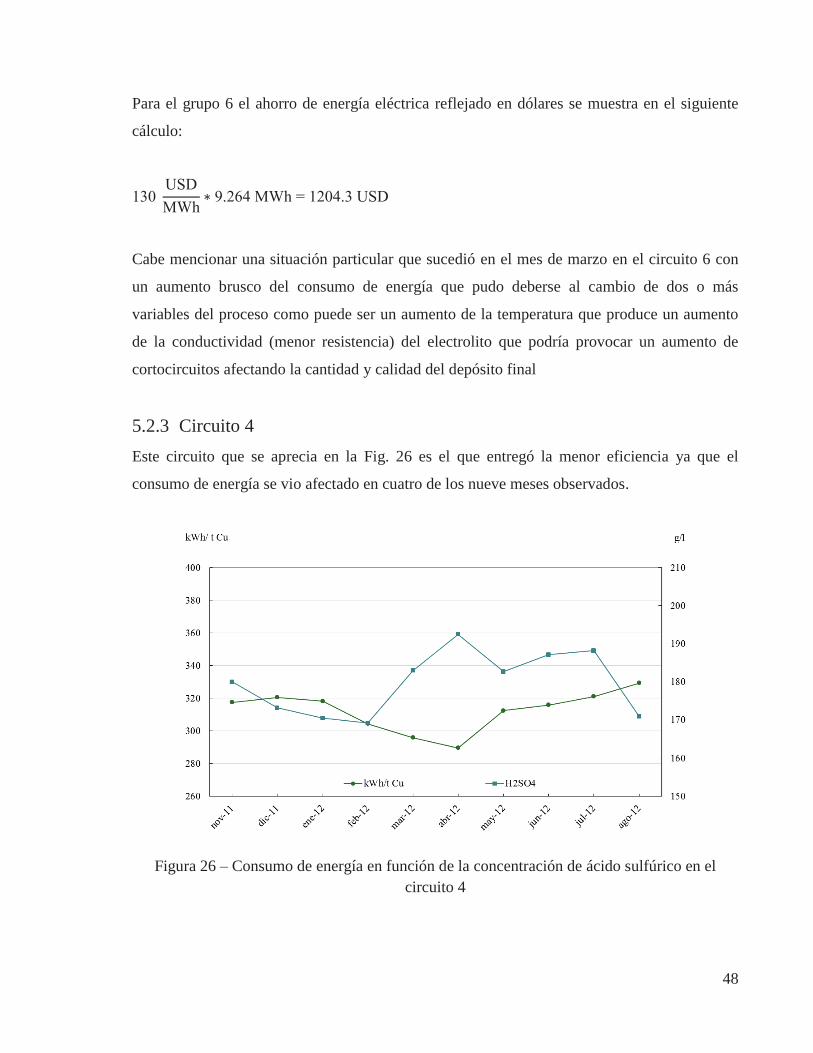
48
Para el grupo 6 el ahorro de energía eléctrica reflejado en dólares se muestra en el siguiente
cálculo:
130 USDMWh
9.264 MWh = 1204.3 USD
Cabe mencionar una situación particular que sucedió en el mes de marzo en el circuito 6 con
un aumento brusco del consumo de energía que pudo deberse al cambio de dos o más
variables del proceso como puede ser un aumento de la temperatura que produce un aumento
de la conductividad (menor resistencia) del electrolito que podría provocar un aumento de
cortocircuitos afectando la cantidad y calidad del depósito final
5.2.3 Circuito 4 Este circuito que se aprecia en la Fig. 26 es el que entregó la menor eficiencia ya que el
consumo de energía se vio afectado en cuatro de los nueve meses observados.
Figura 26 – Consumo de energía en función de la concentración de ácido sulfúrico en el
circuito 4

49
En los meses de enero y febrero hubo una disminución del consumo de energía y de la adición
de concentración de ácido sulfúrico. En cambio en los meses de junio y julio el consumo de
energía y la adición de concentración de ácido sulfúrico aumentaron.
En los demás meses se cumplió la teoría y experiencia, es decir, la conductividad del
electrolito aumentó debido a la adición de ácido sulfúrico provocando un disminución del
consumo de energía, esto se produce gracias a que la resistencia del electrolito disminuye al
aumentar el ácido favoreciendo una mayor depositación pero asociada a que se produzcan
cortocircuitos.
Para antes del mes de marzo de 2012, el ácido sulfúrico promedio adicionado al electrolito fue
de 173 g/l y el consumo de energía promedio asociado fue de 315 kWh/ton Cu. Desde el mes
de marzo hasta el fin del periodo observado, el ácido sulfúrico promedio adicionado al
electrolito aumentó a 184 g/l, promediándose un consumo de energía de 311 kWh/ton Cu. Lo
anterior, permitió una disminución del consumo de energía en 4 kWh/ton Cu al incrementarse
en 11 g/l la concentración de ácido sulfúrico. Si en un grupo se considera una cosecha de 193
toneladas de cobre y en este circuito en particular hay 12 grupos asociados al rectificador 4, se
obtendría un ahorro de 9264 kWh.
El ahorro en dólares que ocurre en el circuito 4 que se produce por incrementar el ácido
sulfúrico se muestra a continuación:
130 USDMWh
9.264 MWh = 1204.3 USD
El proceso de electrorefinación depende de muchas variables y mantenerlas dentro de sus
rangos establecidos es la normativa que rige para todo el personal de la refinería, pero la
tendencia de la gráfica no difiere de las anteriores, ya que el consumo de energía al fin del
periodo observado no disminuyó pero se mantuvo dentro de los valores normales para la
refinería de Ventanas, ya que cada refinería posee sus valores y rangos que las hace
distinguirse de las demás refinerías electrolíticas.
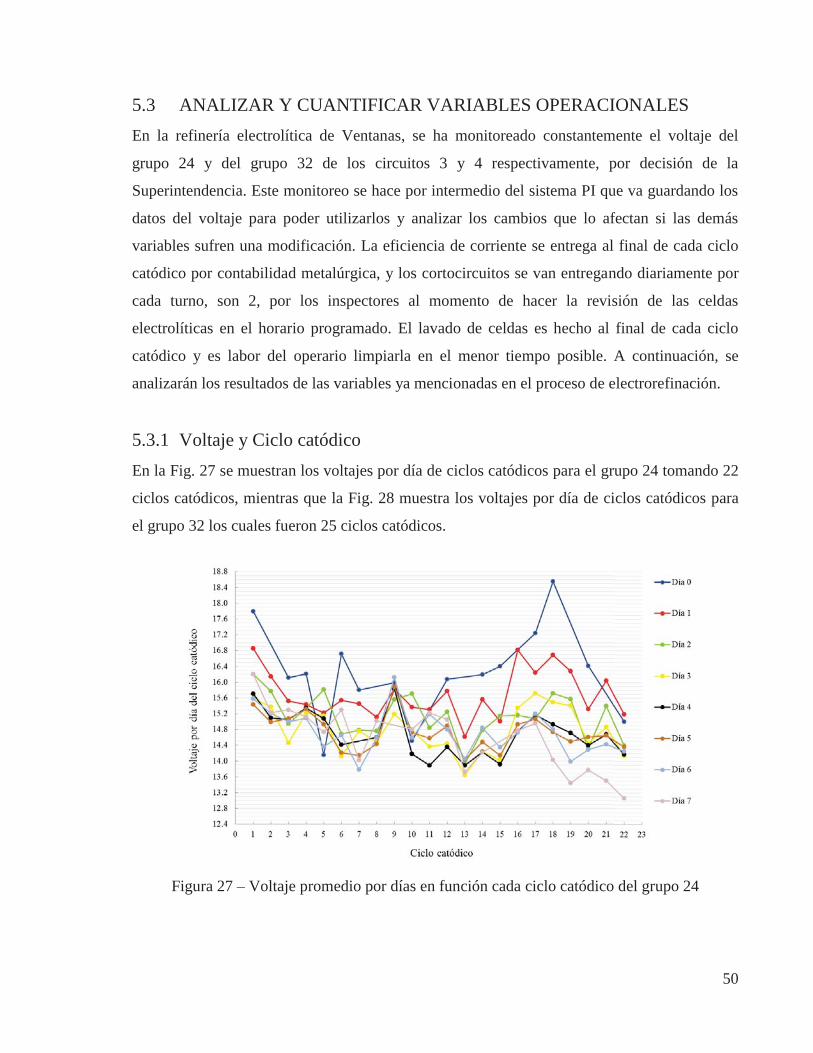
50
5.3 ANALIZAR Y CUANTIFICAR VARIABLES OPERACIONALES En la refinería electrolítica de Ventanas, se ha monitoreado constantemente el voltaje del
grupo 24 y del grupo 32 de los circuitos 3 y 4 respectivamente, por decisión de la
Superintendencia. Este monitoreo se hace por intermedio del sistema PI que va guardando los
datos del voltaje para poder utilizarlos y analizar los cambios que lo afectan si las demás
variables sufren una modificación. La eficiencia de corriente se entrega al final de cada ciclo
catódico por contabilidad metalúrgica, y los cortocircuitos se van entregando diariamente por
cada turno, son 2, por los inspectores al momento de hacer la revisión de las celdas
electrolíticas en el horario programado. El lavado de celdas es hecho al final de cada ciclo
catódico y es labor del operario limpiarla en el menor tiempo posible. A continuación, se
analizarán los resultados de las variables ya mencionadas en el proceso de electrorefinación.
5.3.1 Voltaje y Ciclo catódico En la Fig. 27 se muestran los voltajes por día de ciclos catódicos para el grupo 24 tomando 22
ciclos catódicos, mientras que la Fig. 28 muestra los voltajes por día de ciclos catódicos para
el grupo 32 los cuales fueron 25 ciclos catódicos.
Figura 27 – Voltaje promedio por días en función cada ciclo catódico del grupo 24

51
En ambas gráficas, se aprecia que el día 0 no es un buen parámetro de medición, esto se debe a
que por lo general el día 0 de cada ciclo catódico comienza con un voltaje alto, ya que al estar
recién conectado y montados los electrodos la temperatura es de 54°C y por lo tanto el
electrolito ofrece una mayor resistencia. En algunos casos, si los electrodos no fueron bien
montados y no hay verticalidad entre ellos pueden quedar muy cercanos, lo que provoca
cortocircuitos a corto plazo y el voltaje puede disminuir como si fuera el día 2 o día 3 debido a
que la resistencia que entrega el electrolito es mínima.
Figura 28 – Voltaje promedio por días en función de cada ciclo catódico del grupo 32
En los dos grupos se aprecia en la gráfica que la mayor cantidad de puntos de voltaje se
concentra entre los 14 y 16 Volt. También se observa que a medida que avanzan los días el
voltaje va decreciendo y es más notorio en el grupo 32.
Como ya se ha comentado, este es un proceso en el cual inciden muchos factores tales como la
cantidad de ácido sulfúrico adicionada al electrolito, los cortocircuitos presentes y la
temperatura del electrolito, en cada uno de estos ciclos, tanto el acierto como el error del
operario está presente.
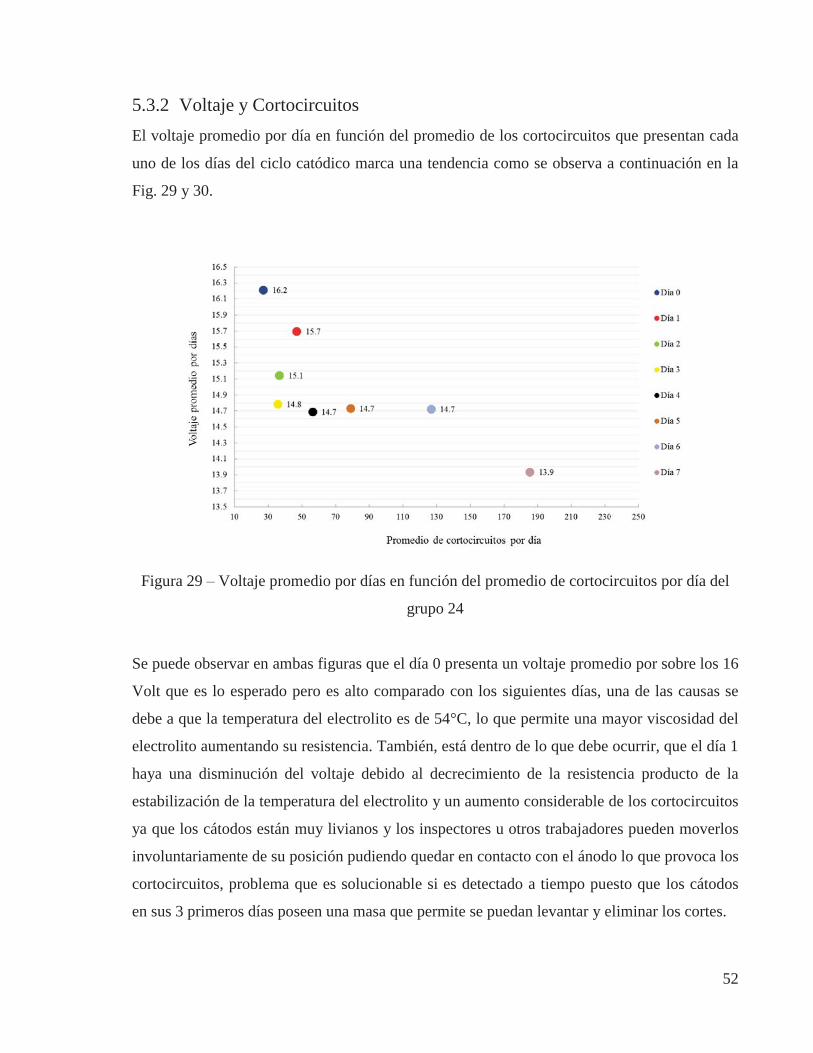
52
5.3.2 Voltaje y Cortocircuitos El voltaje promedio por día en función del promedio de los cortocircuitos que presentan cada
uno de los días del ciclo catódico marca una tendencia como se observa a continuación en la
Fig. 29 y 30.
Figura 29 – Voltaje promedio por días en función del promedio de cortocircuitos por día del
grupo 24
Se puede observar en ambas figuras que el día 0 presenta un voltaje promedio por sobre los 16
Volt que es lo esperado pero es alto comparado con los siguientes días, una de las causas se
debe a que la temperatura del electrolito es de 54°C, lo que permite una mayor viscosidad del
electrolito aumentando su resistencia. También, está dentro de lo que debe ocurrir, que el día 1
haya una disminución del voltaje debido al decrecimiento de la resistencia producto de la
estabilización de la temperatura del electrolito y un aumento considerable de los cortocircuitos
ya que los cátodos están muy livianos y los inspectores u otros trabajadores pueden moverlos
involuntariamente de su posición pudiendo quedar en contacto con el ánodo lo que provoca los
cortocircuitos, problema que es solucionable si es detectado a tiempo puesto que los cátodos
en sus 3 primeros días poseen una masa que permite se puedan levantar y eliminar los cortes.
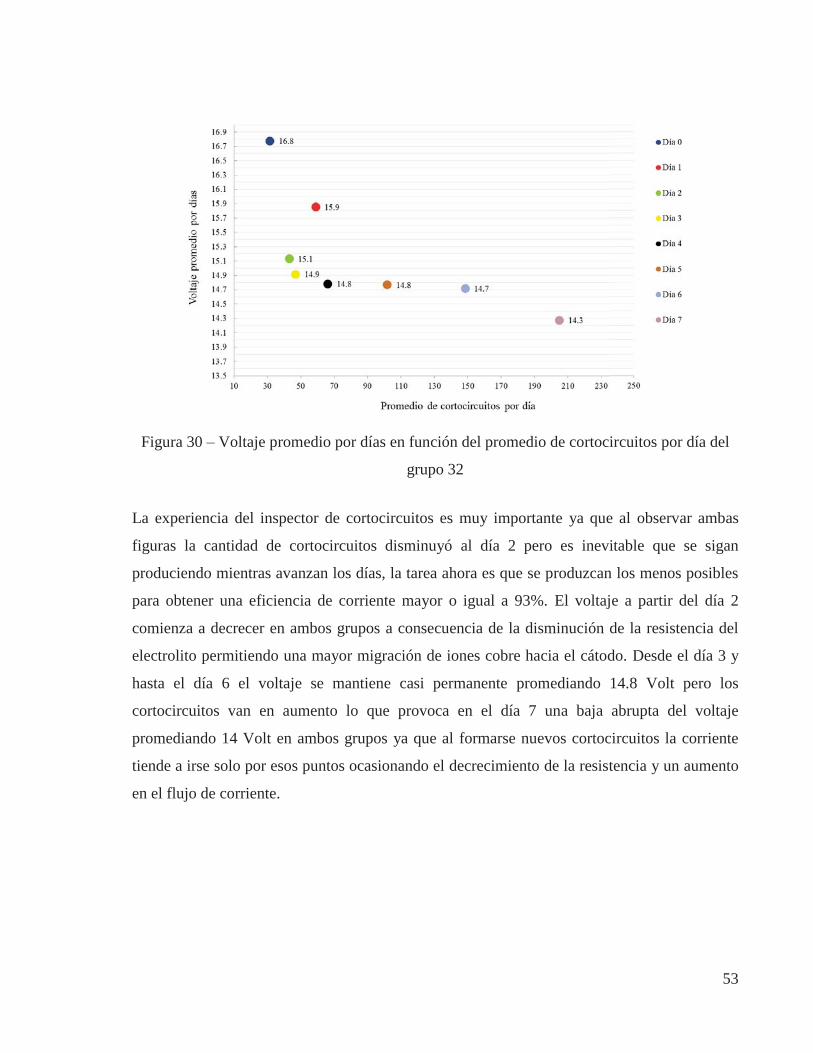
53
Figura 30 – Voltaje promedio por días en función del promedio de cortocircuitos por día del
grupo 32
La experiencia del inspector de cortocircuitos es muy importante ya que al observar ambas
figuras la cantidad de cortocircuitos disminuyó al día 2 pero es inevitable que se sigan
produciendo mientras avanzan los días, la tarea ahora es que se produzcan los menos posibles
para obtener una eficiencia de corriente mayor o igual a 93%. El voltaje a partir del día 2
comienza a decrecer en ambos grupos a consecuencia de la disminución de la resistencia del
electrolito permitiendo una mayor migración de iones cobre hacia el cátodo. Desde el día 3 y
hasta el día 6 el voltaje se mantiene casi permanente promediando 14.8 Volt pero los
cortocircuitos van en aumento lo que provoca en el día 7 una baja abrupta del voltaje
promediando 14 Volt en ambos grupos ya que al formarse nuevos cortocircuitos la corriente
tiende a irse solo por esos puntos ocasionando el decrecimiento de la resistencia y un aumento
en el flujo de corriente.

54
5.3.3 Eficiencia de corriente y Cortocircuitos En la Fig. 31 se muestra la relación que existe entre la eficiencia de corriente y la cantidad de
cortocircuitos para cada uno de los 22 ciclos catódicos del grupo 24, mientras que en la Fig. 32
se observa la misma relación para cada uno de los 25 ciclos catódicos del grupo 32.
Figura 31 – Eficiencia de corriente en función de cantidad de cortocircuitos del grupo 24
Para la refinería electrolítica de Ventanas la eficiencia de corriente del ciclo catódico debe ser
igual o mayor a 93%. Como se puede visualizar en ambos diagramas de dispersión la curva de
ajuste para los datos presentes es utilizar una recta que nos entrega un coeficiente de
correlación lineal de 0.83 y 0.86 para los grupos 24 y 32 respectivamente. El valor de estos
coeficientes nos indica que los datos poseen una alta respuesta a ser un modelo lineal.
En ambas gráficas, desde el eje y con un 93% de eficiencia de corriente se proyecta una linea
segmentada que se extiende hasta la recta o linea de tendencia y luego baja en forma
perpendicular hasta el eje x que nos indica la cantidad de cortocircuitos por ciclo aproximados
para el grupo 24 es de 740 y de 690 para el grupo 32. Entonces, si los cortocircuitos que se
obtienen en cada uno de los ciclos catódicos no superan los valores ya dichos, debiera
esperarse una eficiencia energética igual o mayor a 93%, como se cumple en la mayoría de los
casos que se muestran en ambas figuras.
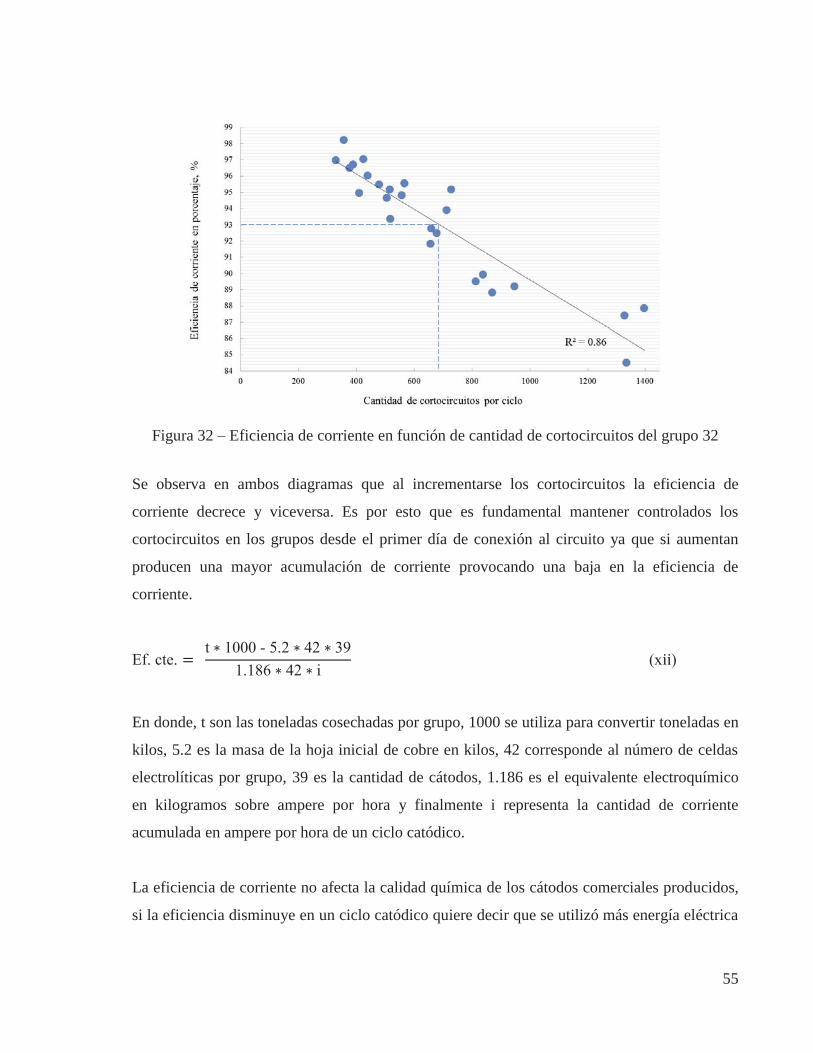
55
Figura 32 – Eficiencia de corriente en función de cantidad de cortocircuitos del grupo 32
Se observa en ambos diagramas que al incrementarse los cortocircuitos la eficiencia de
corriente decrece y viceversa. Es por esto que es fundamental mantener controlados los
cortocircuitos en los grupos desde el primer día de conexión al circuito ya que si aumentan
producen una mayor acumulación de corriente provocando una baja en la eficiencia de
corriente.
Ef. cte. t 1000 - 5.2 42 39
1.186 42 i(x )
En donde, t son las toneladas cosechadas por grupo, 1000 se utiliza para convertir toneladas en
kilos, 5.2 es la masa de la hoja inicial de cobre en kilos, 42 corresponde al número de celdas
electrolíticas por grupo, 39 es la cantidad de cátodos, 1.186 es el equivalente electroquímico
en kilogramos sobre ampere por hora y finalmente i representa la cantidad de corriente
acumulada en ampere por hora de un ciclo catódico.
La eficiencia de corriente no afecta la calidad química de los cátodos comerciales producidos,
si la eficiencia disminuye en un ciclo catódico quiere decir que se utilizó más energía eléctrica
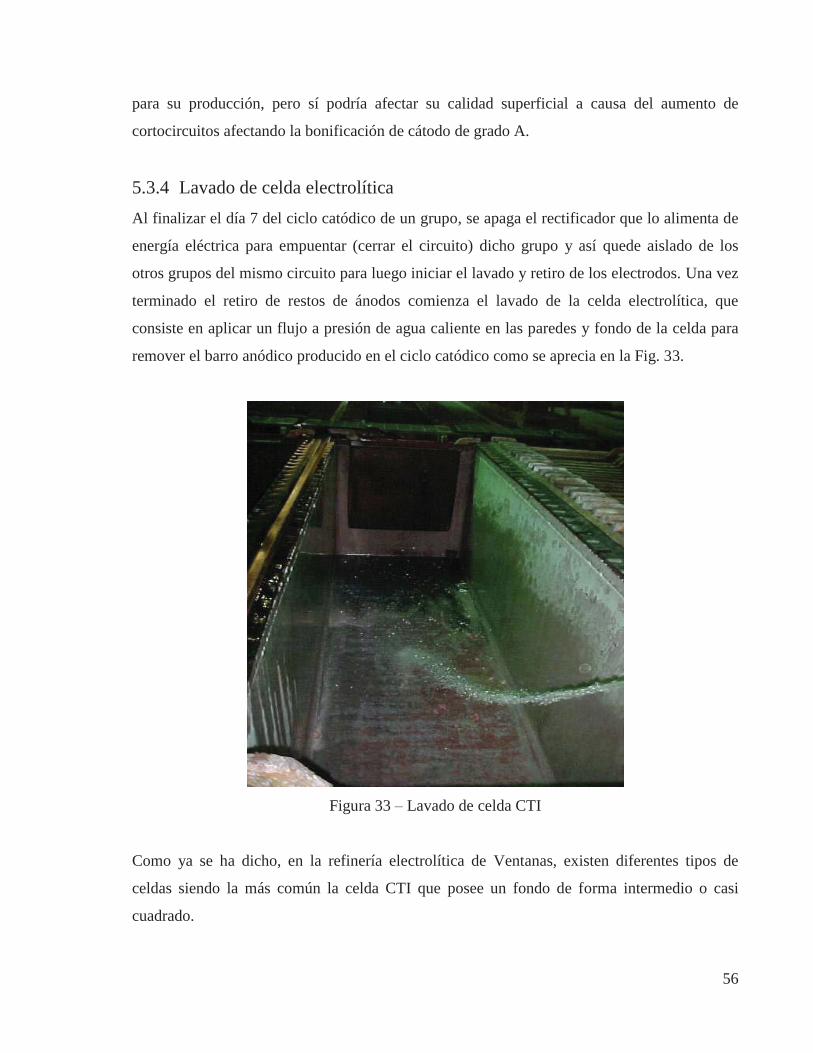
56
para su producción, pero sí podría afectar su calidad superficial a causa del aumento de
cortocircuitos afectando la bonificación de cátodo de grado A.
5.3.4 Lavado de celda electrolítica Al finalizar el día 7 del ciclo catódico de un grupo, se apaga el rectificador que lo alimenta de
energía eléctrica para empuentar (cerrar el circuito) dicho grupo y así quede aislado de los
otros grupos del mismo circuito para luego iniciar el lavado y retiro de los electrodos. Una vez
terminado el retiro de restos de ánodos comienza el lavado de la celda electrolítica, que
consiste en aplicar un flujo a presión de agua caliente en las paredes y fondo de la celda para
remover el barro anódico producido en el ciclo catódico como se aprecia en la Fig. 33.
Figura 33 – Lavado de celda CTI
Como ya se ha dicho, en la refinería electrolítica de Ventanas, existen diferentes tipos de
celdas siendo la más común la celda CTI que posee un fondo de forma intermedio o casi
cuadrado.
57
La Dirección Técnica FURE en conjunto con la Superintendencia de refinería y dentro del
plan de producción anual ha tomado la decisión de reemplazar las celdas a mediano plazo.
Este plan contempla para el año 2014 la renovación de dos grupos, es decir, 84 celdas
electrolíticas. Los proveedores son Exfibro y Ancor Tecmin, los valores por celda son 5400 y
5500 USD respectivamente con un costo de instalación de 2000 USD por celda. Si bien es
cierto los valores son muy cercanos, la diferencia es que Ancor Tecmin fabrica celdas con
fondo redondeado. La elección entre estas dos celdas es del tipo técnica y no por su costo. Es
por esto, que la celda seleccionada es la celda Ancor Tecmin ya que su forma redondeada en el
fondo permite que su lavado se pueda ejecutar en un tiempo de 1 minuto que es menor
comparado con el tiempo de 1.3 minuto que se realiza para remover el barro anódico en la
celda de fondo cuadrado.
El hecho de poder lavar la celda en menos tiempo trae una consecuencia muy importante para
el proceso de electrorefinación puesto que 1 hora de depositación en la refinería equivale a 1
tonelada de producción. El ahorro en tiempo que nos entrega la celda Ancor Tecmin permite
incrementar la producción de cobre electrolítico en 660 toneladas anuales que sin duda aportan
al programa de producción anual de la refinería electrolítica de Ventanas.
5.4 COMPARAR INFORMACIÓN DE CONSUMO DE ENERGÍA
ENTREGADA POR SISTEMA PI Y CENTRAL TÉRMICA El sistema PI es un programa que monitorea en línea las variables más importantes en la
refinería electrolítica. También se pueden ver datos históricos, solo basta con ingresar el Tag,
la fecha y hora de interés para obtener por ejemplo el voltaje de un circuito. Central térmica es
la encargada de entregar varios datos que se pueden obtener con el PI, es por esto que a
continuación se hará una comparación y se analizarán los resultados de los circuitos 4 y 5 (ver
Anexo B) de la refinería electrolítica. El consumo de energía eléctrica es mayor por central
térmica ya que registra los datos antes del transformador-rectificador, mientras que sistema PI
registra los datos después del transformador-rectificador.

58
5.4.1 Circuito 4 En la parte antigua de la refinería está ubicado del circuito 4 que está conformado por 12
grupos. Al observar la Fig. 34 se puede apreciar que el consumo de energía es menor por
sistema PI, comparado con el consumo de energía de central térmica.
Figura 34 – Comparación de consumo de energía en función de la concentración de ácido
sulfúrico por sistema PI y central térmica en el circuito 4
La concentración de ácido adicionada es igual para ambos casos ya que se agrega en el
estanque de circulación que posee cada circuito, promediando durante el periodo unos 180 g/l.
El aumento de la concentración de ácido sulfúrico como ya se vió anteriormente, produce en la
mayoría de los casos una disminución del consumo de energía. El consumo de energía
promedio para el periodo según los datos del PI es de 312 kWh/ton Cu y según los datos de
central térmica es de 346 kWh/ton Cu.
Existe entre ambas informaciones dadas una diferencia de consumo de energía de 34 kWh/ton
Cu, si en cada grupo se cosechan 193 toneladas se produce un ahorro de 78744 kWh.
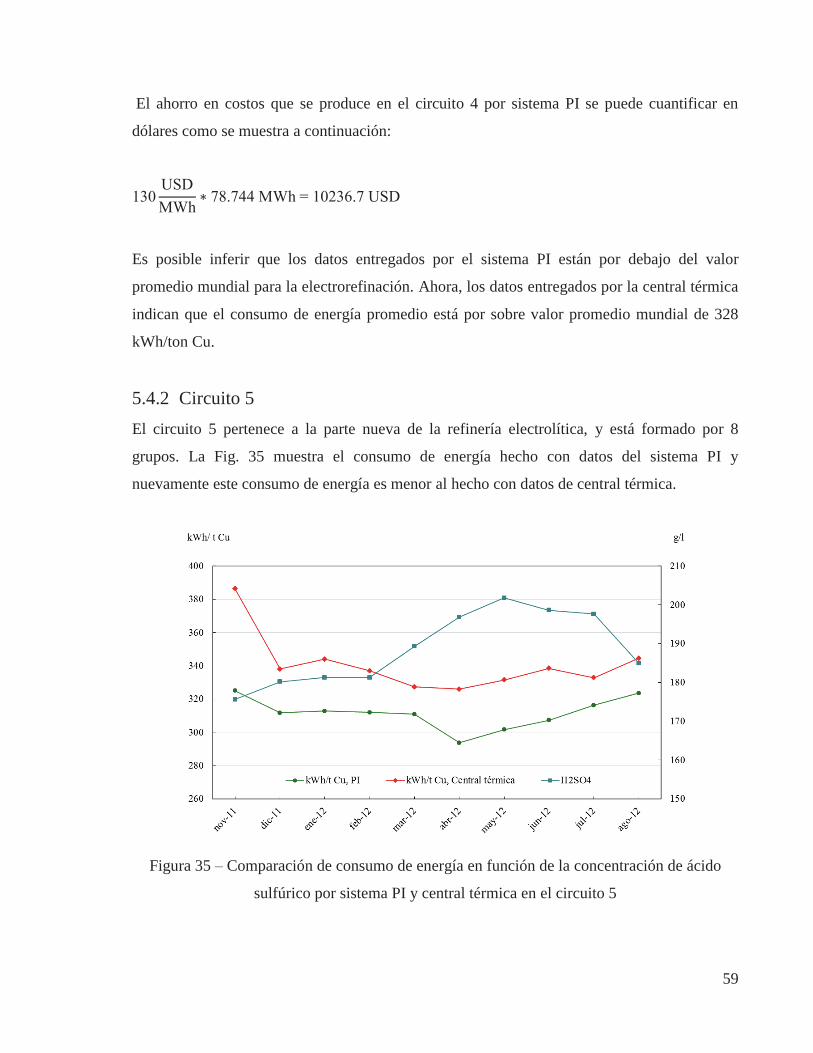
59
El ahorro en costos que se produce en el circuito 4 por sistema PI se puede cuantificar en
dólares como se muestra a continuación:
130USDMWh
78.744 MWh = 10236.7 USD
Es posible inferir que los datos entregados por el sistema PI están por debajo del valor
promedio mundial para la electrorefinación. Ahora, los datos entregados por la central térmica
indican que el consumo de energía promedio está por sobre valor promedio mundial de 328
kWh/ton Cu.
5.4.2 Circuito 5 El circuito 5 pertenece a la parte nueva de la refinería electrolítica, y está formado por 8
grupos. La Fig. 35 muestra el consumo de energía hecho con datos del sistema PI y
nuevamente este consumo de energía es menor al hecho con datos de central térmica.
Figura 35 – Comparación de consumo de energía en función de la concentración de ácido
sulfúrico por sistema PI y central térmica en el circuito 5
60
La concentración de ácido sulfúrico adicionada al electrolito es idéntica para ambos
alcanzando un valor promedio de 189 g/l. El ácido, como se observa en ambas figuras,
produce en la mayoría de los meses una disminución del consumo de energía. El consumo de
energía promedio para los datos entregados por el sistema PI es de 311 kWh/ton Cu y para los
datos entregados por central térmica es de 341 kWh/ton Cu.
La diferencia de consumo de energía entre el sistema PI y la central térmica es de 30 kWh/ton
Cu. Si cada grupo del circuito se cosecha con 193 toneladas se puede llegar a un ahorro de
46320 kWh.
El ahorro en dólares asociado a esta diferencia que se da entre el sistema PI y central térmica
se aprecia a continuación:
130USDMWh
46.320 MWh = 6021.6 USD
El valor de central térmica es el más cercano a la realidad de la refinería según la información
recopilada, se debe tener en cuenta que estos valores son la última palabra para la toma de
decisiones en la refinería electrolítica.
Como discusión final para ambos circuitos analizados y dada la información con que se
cuenta, se puede inferir que existe un consumo mayor de energía en los registros de central
térmica comparado con los de PI, esto nos lleva a poder decir que para producir cobre
electrolítico, el costo será mayor con los datos de central térmica que está por sobre el
promedio mundial para la electrorefinación de cobre.
61
CAPÍTULO VI. CONCLUSIONES
La temperatura en la celda Tecmin del electrolito para el grupo 3 fue de cierta manera
homogénea variando en no más de 3°C alrededor del cátodo y promediando los 64°C, inferior
a los 66°C del proceso, lo que favoreció la conductividad de la solución pudiéndose trabajar a
una mayor densidad de corriente quedando demostrado con el peso obtenido de 202.3
toneladas, pero la eficiencia de corriente de 90.7% demuestra un incremento en la
acumulación de corriente relacionado directamente con el aumento de los cortocircuitos.
Para los grupos 32 y 35 en los cuales la temperatura del electrolito fue analizada en celdas CR
y CTI, presentó una temperatura muy diferente entre la superficie y el fondo de la celda
llegando a más de 10°C, lo que implica un gasto energético adicional en calentar el electrolito
y mantener la temperatura de la celda.
En el grupo 32, la temperatura alrededor del cátodo fue casi homogénea variando en no más
de 4°C alrededor del cátodo y promediando los 60°C siendo inferior a los 66°C que exige el
proceso para una buena práctica, pero aún así los resultados obtenidos estuvieron por sobre lo
esperado con una eficiencia de corriente de 94.9% y la cosecha de 198.2 toneladas.
En el grupo 35, con una temperatura casi homogénea alrededor del cátodo variando en no más
de 2°C con un promedio de 65 °C y cercana a los 66°C se obtuvo una cosecha de 202.7
toneladas pero con una eficiencia de 90% lo que implica inmediatamente que la acumulación
de corriente se incrementó debido al aumento de los cortocircuitos.
Un aumento no controlado en el incremento de la viscosidad debido a la adición de ácido
sulfúrico a la solución produce un incremento de la resistencia del electrolito afectando la
migración de iones cobre hacia el cátodo ocurriendo una depositación más lenta y su
consecuencia es el incremento del consumo de energía y la disminución del tonelaje de cobre
depositado. El rango aceptable de adición de ácido sulfúrico está entre 175 y 190 g/l.
62
En cuanto al voltaje analizado para los grupos 24 y 32, lo ideal es mantener el voltaje entre los
16 y 14 Volt a partir del día 0 y hasta el día 6 que es lo que se espera operacionalmente. Para
que esto se cumpla, se debe mantener una temperatura homogénea que nos permita una mejor
conductividad y así el depósito de iones cobre se efectué con fluidez. La adición de ácido
sulfúrico y un aumento de la temperatura disminuyen la resistencia del electrolito aumentando
el depósito de iones cobre en el cátodo.
Para obtener una eficiencia de corriente por sobre el 93% es necesario disminuir la cantidad de
cortocircuitos que se producen y esta cantidad debe ser inferior a 800. El control de los
cortocircuitos nos permitirá disminuir la acumulación de corriente y por lo tanto aumentar la
eficiencia de corriente. Para llevar a cabo este control, se debe monitorear que no se produzcan
curvaturas en los cátodos al ser montados, también que la cuadratura de los electrodos sea la
adecuada, es decir, respetar la distancia de 100 mm entre ellos.
La elección de la celda Tecmin produce un flujo más suave de electrolito en el fondo evitando
el estancamiento gracias a su forma redondeada, además permite que la temperatura del
electrolito sea más homogénea, pero lo más importante es que su geometría proporciona un
lavado en menos tiempo lo que tiene como consecuencia el incremento en la producción de
toneladas de cobre ya que 1 hora equivale a 1 tonelada de producción.
Al comparar la información de consumo energético entregada por sistema PI y central térmica
se debe tener en cuenta que si bien es cierto con el sistema PI la baja en el consumo es
considerable, es la información dada por central térmica la que cuenta para el programa de
producción anual.

63
BIBLIOGRAFÍA
1. Daniel Harris. 1992. Análisis Químico Cuantitativo. Editorial Iberoamericana.
2. Esteban Domic. 2001. Hidrometalurgia fundamentos, procesos y aplicaciones.
Santiago de Chile. Andros Impresores Limitada.
3. Rodrigo Abel. 2007. Curso de Refinación Electrolítica. División Ventanas Codelco
Chile.
4. Cristián Vargas. 2006. Curso de Capacitación de Operación de Plantas de
Electrobtención. Departamento de Ingeniería Química. Universidad de Santiago de Chile.
5. CIMM. 1990. Estudio de la Variación de la Conductividad del Electrolito de la
Refinería Ventanas en función de la Temperatura y de las Sustancias Químicas Presentes.
6. Horacio Aros. 2009. Apuntes Curso de Procesos Electroquímicos. Pontificia
Universidad Católica de Valparaíso.
7. Bárbara Morales. 2011. Optimización del Uso de la Energía Eléctrica en Refinería
Electrolítica División Ventanas Codelco. Universidad Técnica Federico Santa María.
8. Frank P. Incropera y David P. DeWitt. 1999. Fundamentos de Transferencia de Calor.
Cuarta Edición. Prentice Hall.
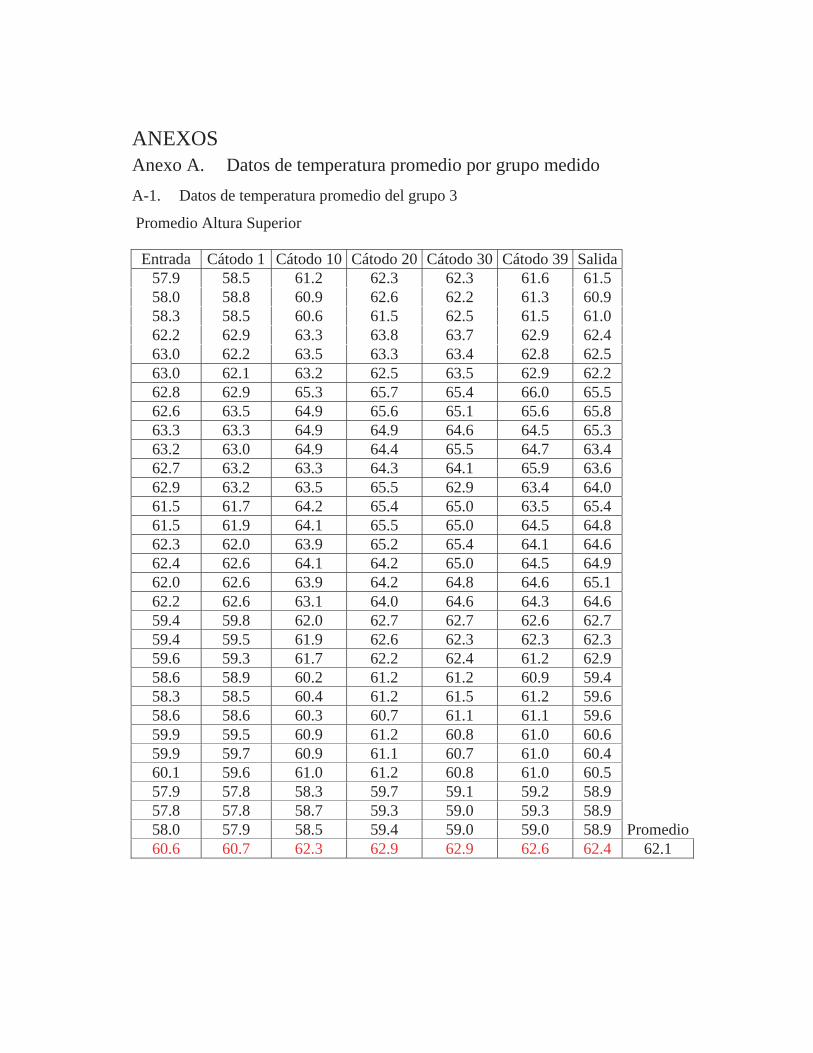
ANEXOS Anexo A. Datos de temperatura promedio por grupo medido A-1. Datos de temperatura promedio del grupo 3
Promedio Altura Superior
Entrada Cátodo 1 Cátodo 10 Cátodo 20 Cátodo 30 Cátodo 39 Salida 57.9 58.5 61.2 62.3 62.3 61.6 61.5 58.0 58.8 60.9 62.6 62.2 61.3 60.9 58.3 58.5 60.6 61.5 62.5 61.5 61.0 62.2 62.9 63.3 63.8 63.7 62.9 62.4 63.0 62.2 63.5 63.3 63.4 62.8 62.5 63.0 62.1 63.2 62.5 63.5 62.9 62.2 62.8 62.9 65.3 65.7 65.4 66.0 65.5 62.6 63.5 64.9 65.6 65.1 65.6 65.8 63.3 63.3 64.9 64.9 64.6 64.5 65.3 63.2 63.0 64.9 64.4 65.5 64.7 63.4 62.7 63.2 63.3 64.3 64.1 65.9 63.6 62.9 63.2 63.5 65.5 62.9 63.4 64.0 61.5 61.7 64.2 65.4 65.0 63.5 65.4 61.5 61.9 64.1 65.5 65.0 64.5 64.8 62.3 62.0 63.9 65.2 65.4 64.1 64.6 62.4 62.6 64.1 64.2 65.0 64.5 64.9 62.0 62.6 63.9 64.2 64.8 64.6 65.1 62.2 62.6 63.1 64.0 64.6 64.3 64.6 59.4 59.8 62.0 62.7 62.7 62.6 62.7 59.4 59.5 61.9 62.6 62.3 62.3 62.3 59.6 59.3 61.7 62.2 62.4 61.2 62.9 58.6 58.9 60.2 61.2 61.2 60.9 59.4 58.3 58.5 60.4 61.2 61.5 61.2 59.6 58.6 58.6 60.3 60.7 61.1 61.1 59.6 59.9 59.5 60.9 61.2 60.8 61.0 60.6 59.9 59.7 60.9 61.1 60.7 61.0 60.4 60.1 59.6 61.0 61.2 60.8 61.0 60.5 57.9 57.8 58.3 59.7 59.1 59.2 58.9 57.8 57.8 58.7 59.3 59.0 59.3 58.9 58.0 57.9 58.5 59.4 59.0 59.0 58.9 Promedio 60.6 60.7 62.3 62.9 62.9 62.6 62.4 62.1
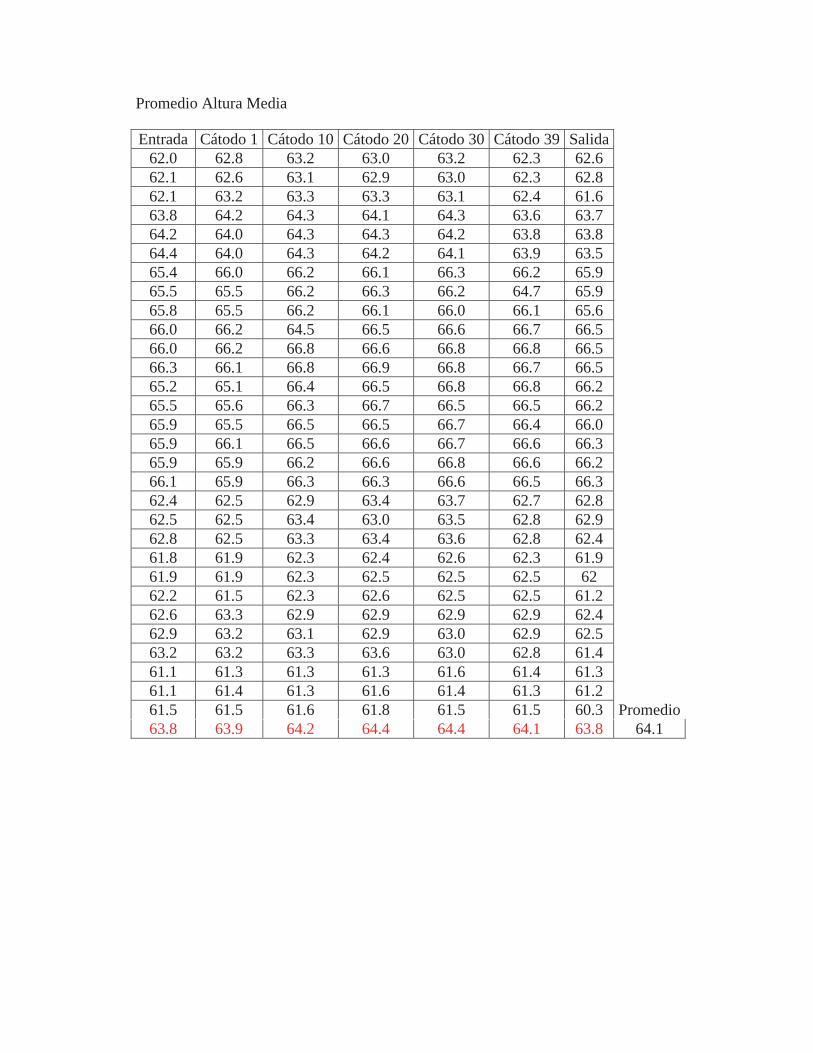
Promedio Altura Media
Entrada Cátodo 1 Cátodo 10 Cátodo 20 Cátodo 30 Cátodo 39 Salida 62.0 62.8 63.2 63.0 63.2 62.3 62.6 62.1 62.6 63.1 62.9 63.0 62.3 62.8 62.1 63.2 63.3 63.3 63.1 62.4 61.6 63.8 64.2 64.3 64.1 64.3 63.6 63.7 64.2 64.0 64.3 64.3 64.2 63.8 63.8 64.4 64.0 64.3 64.2 64.1 63.9 63.5 65.4 66.0 66.2 66.1 66.3 66.2 65.9 65.5 65.5 66.2 66.3 66.2 64.7 65.9 65.8 65.5 66.2 66.1 66.0 66.1 65.6 66.0 66.2 64.5 66.5 66.6 66.7 66.5 66.0 66.2 66.8 66.6 66.8 66.8 66.5 66.3 66.1 66.8 66.9 66.8 66.7 66.5 65.2 65.1 66.4 66.5 66.8 66.8 66.2 65.5 65.6 66.3 66.7 66.5 66.5 66.2 65.9 65.5 66.5 66.5 66.7 66.4 66.0 65.9 66.1 66.5 66.6 66.7 66.6 66.3 65.9 65.9 66.2 66.6 66.8 66.6 66.2 66.1 65.9 66.3 66.3 66.6 66.5 66.3 62.4 62.5 62.9 63.4 63.7 62.7 62.8 62.5 62.5 63.4 63.0 63.5 62.8 62.9 62.8 62.5 63.3 63.4 63.6 62.8 62.4 61.8 61.9 62.3 62.4 62.6 62.3 61.9 61.9 61.9 62.3 62.5 62.5 62.5 62 62.2 61.5 62.3 62.6 62.5 62.5 61.2 62.6 63.3 62.9 62.9 62.9 62.9 62.4 62.9 63.2 63.1 62.9 63.0 62.9 62.5 63.2 63.2 63.3 63.6 63.0 62.8 61.4 61.1 61.3 61.3 61.3 61.6 61.4 61.3 61.1 61.4 61.3 61.6 61.4 61.3 61.2 61.5 61.5 61.6 61.8 61.5 61.5 60.3 Promedio 63.8 63.9 64.2 64.4 64.4 64.1 63.8 64.1

Promedio Altura Base
Entrada Cátodo 1 Cátodo 10 Cátodo 20 Cátodo 30 Cátodo 39 Salida 62.7 63.3 63.5 63.4 63.3 63.2 63.2 62.8 63.3 63.2 63.7 63.6 63.4 62.4 62.9 63.4 63.5 63.5 63.5 62.8 63.1 64.0 64.3 64.3 64.4 64.6 63.8 64.2 64.5 64.8 64.6 64.7 64.8 64.4 64.1 64.6 64.2 64.5 64.6 64.5 64.3 64.3 66.0 66.2 66.3 66.3 66.5 66.2 66.5 66.0 65.8 66.5 66.6 66.6 66.6 66.2 66.1 65.9 66.3 66.4 66.5 66.7 66.6 66.6 66.6 67.0 66.9 67.2 67.1 66.9 66.8 66.6 67.0 67.2 67.2 67.2 67.3 66.7 66.5 67.0 67.1 67.0 67.2 67.2 65.9 66.4 66.7 66.6 66.9 66.8 66.8 66.2 66.2 66.7 66.8 67.1 66.6 66.9 66.3 66.1 66.5 66.8 66.8 66.8 66.8 66.3 66.6 66.8 66.8 66.8 66.9 66.9 66.7 66.5 66.8 66.9 67.1 66.8 67.0 66.6 66.4 66.6 66.8 66.6 66.9 67.0 62.9 63.0 63.5 63.5 63.8 63.2 63.1 63.2 63.1 63.6 63.6 63.8 63.5 63.0 63.2 62.9 63.3 63.3 63.3 62.9 63.3 62.6 62.5 62.7 62.7 63 62.6 62.6 62.8 62.5 62.7 62.8 62.9 62.9 62.7 62.8 62.4 62.6 62.8 62.8 62.9 62.6 63.0 63.8 63.7 63.5 64.0 63.3 63.2 63.9 63.8 63.9 63.6 63.8 63.5 63.3 62.9 63.5 63.5 63.6 63.7 63.4 63.3 61.7 62.0 62.0 61.9 62.2 61.8 62.3 62.0 61.9 61.9 62.1 62.2 62.1 62.1 62.0 61.8 61.7 62.0 62.0 61.9 61.9 Promedio 64.4 64.4 64.6 64.7 64.8 64.6 64.6 64.6
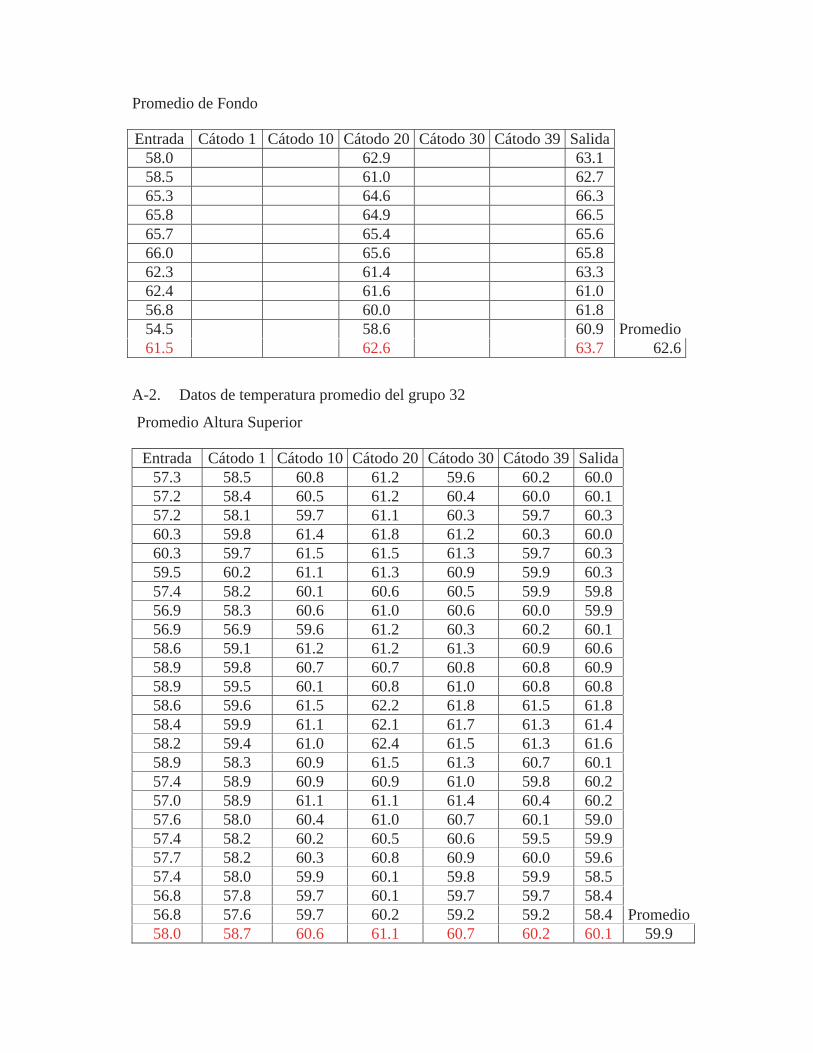
Promedio de Fondo
Entrada Cátodo 1 Cátodo 10 Cátodo 20 Cátodo 30 Cátodo 39 Salida 58.0 62.9 63.1 58.5 61.0 62.7 65.3 64.6 66.3 65.8 64.9 66.5 65.7 65.4 65.6 66.0 65.6 65.8 62.3 61.4 63.3 62.4 61.6 61.0 56.8 60.0 61.8 54.5 58.6 60.9 Promedio 61.5 62.6 63.7 62.6
A-2. Datos de temperatura promedio del grupo 32
Promedio Altura Superior
Entrada Cátodo 1 Cátodo 10 Cátodo 20 Cátodo 30 Cátodo 39 Salida 57.3 58.5 60.8 61.2 59.6 60.2 60.0 57.2 58.4 60.5 61.2 60.4 60.0 60.1 57.2 58.1 59.7 61.1 60.3 59.7 60.3 60.3 59.8 61.4 61.8 61.2 60.3 60.0 60.3 59.7 61.5 61.5 61.3 59.7 60.3 59.5 60.2 61.1 61.3 60.9 59.9 60.3 57.4 58.2 60.1 60.6 60.5 59.9 59.8 56.9 58.3 60.6 61.0 60.6 60.0 59.9 56.9 56.9 59.6 61.2 60.3 60.2 60.1 58.6 59.1 61.2 61.2 61.3 60.9 60.6 58.9 59.8 60.7 60.7 60.8 60.8 60.9 58.9 59.5 60.1 60.8 61.0 60.8 60.8 58.6 59.6 61.5 62.2 61.8 61.5 61.8 58.4 59.9 61.1 62.1 61.7 61.3 61.4 58.2 59.4 61.0 62.4 61.5 61.3 61.6 58.9 58.3 60.9 61.5 61.3 60.7 60.1 57.4 58.9 60.9 60.9 61.0 59.8 60.2 57.0 58.9 61.1 61.1 61.4 60.4 60.2 57.6 58.0 60.4 61.0 60.7 60.1 59.0 57.4 58.2 60.2 60.5 60.6 59.5 59.9 57.7 58.2 60.3 60.8 60.9 60.0 59.6 57.4 58.0 59.9 60.1 59.8 59.9 58.5 56.8 57.8 59.7 60.1 59.7 59.7 58.4 56.8 57.6 59.7 60.2 59.2 59.2 58.4 Promedio 58.0 58.7 60.6 61.1 60.7 60.2 60.1 59.9
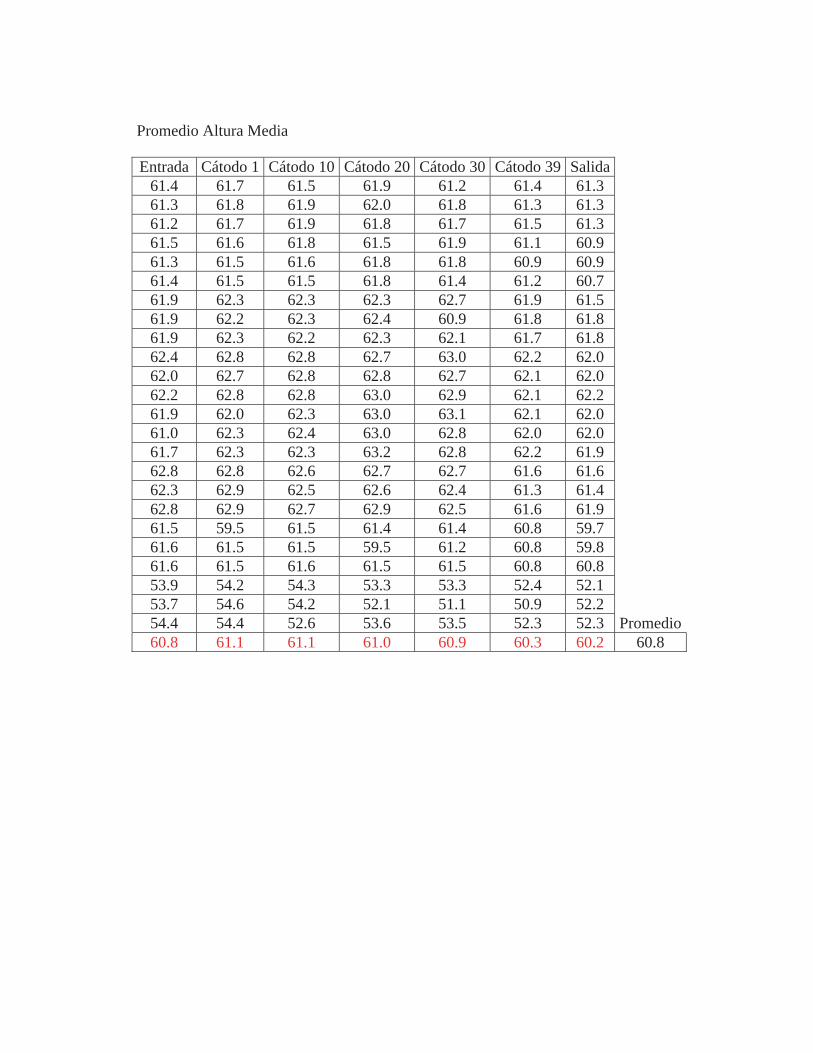
Promedio Altura Media
Entrada Cátodo 1 Cátodo 10 Cátodo 20 Cátodo 30 Cátodo 39 Salida 61.4 61.7 61.5 61.9 61.2 61.4 61.3 61.3 61.8 61.9 62.0 61.8 61.3 61.3 61.2 61.7 61.9 61.8 61.7 61.5 61.3 61.5 61.6 61.8 61.5 61.9 61.1 60.9 61.3 61.5 61.6 61.8 61.8 60.9 60.9 61.4 61.5 61.5 61.8 61.4 61.2 60.7 61.9 62.3 62.3 62.3 62.7 61.9 61.5 61.9 62.2 62.3 62.4 60.9 61.8 61.8 61.9 62.3 62.2 62.3 62.1 61.7 61.8 62.4 62.8 62.8 62.7 63.0 62.2 62.0 62.0 62.7 62.8 62.8 62.7 62.1 62.0 62.2 62.8 62.8 63.0 62.9 62.1 62.2 61.9 62.0 62.3 63.0 63.1 62.1 62.0 61.0 62.3 62.4 63.0 62.8 62.0 62.0 61.7 62.3 62.3 63.2 62.8 62.2 61.9 62.8 62.8 62.6 62.7 62.7 61.6 61.6 62.3 62.9 62.5 62.6 62.4 61.3 61.4 62.8 62.9 62.7 62.9 62.5 61.6 61.9 61.5 59.5 61.5 61.4 61.4 60.8 59.7 61.6 61.5 61.5 59.5 61.2 60.8 59.8 61.6 61.5 61.6 61.5 61.5 60.8 60.8 53.9 54.2 54.3 53.3 53.3 52.4 52.1 53.7 54.6 54.2 52.1 51.1 50.9 52.2 54.4 54.4 52.6 53.6 53.5 52.3 52.3 Promedio 60.8 61.1 61.1 61.0 60.9 60.3 60.2 60.8
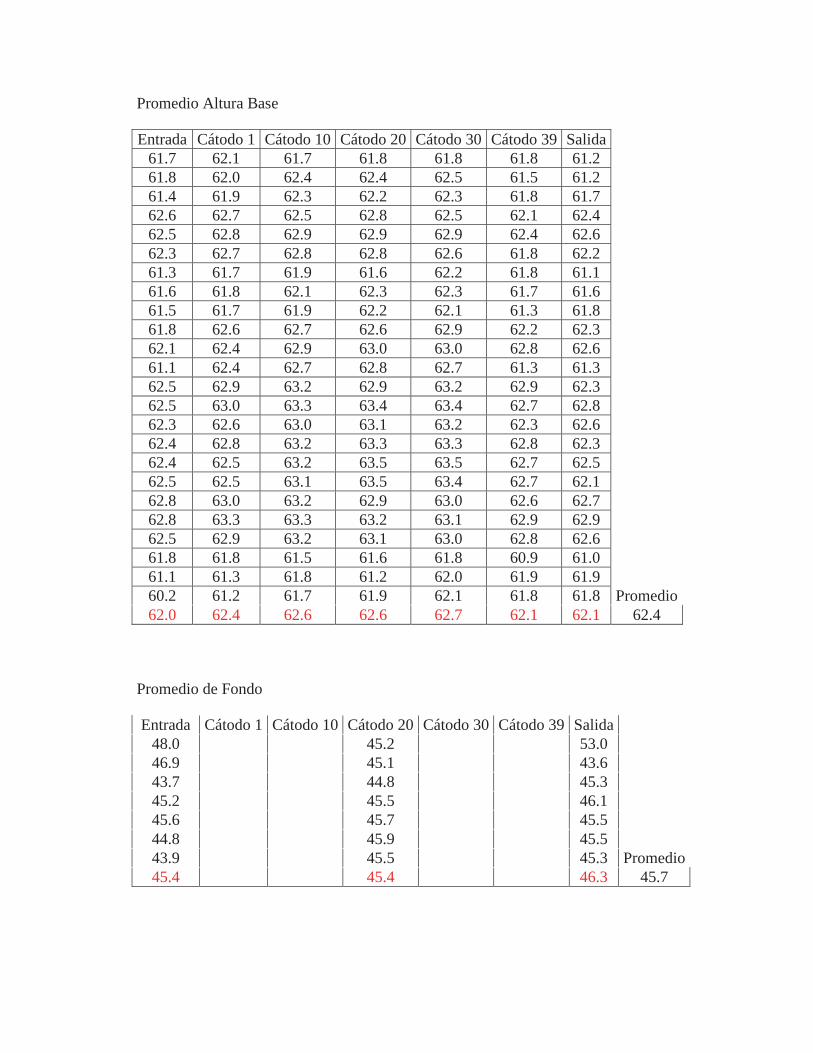
Promedio Altura Base
Entrada Cátodo 1 Cátodo 10 Cátodo 20 Cátodo 30 Cátodo 39 Salida 61.7 62.1 61.7 61.8 61.8 61.8 61.2 61.8 62.0 62.4 62.4 62.5 61.5 61.2 61.4 61.9 62.3 62.2 62.3 61.8 61.7 62.6 62.7 62.5 62.8 62.5 62.1 62.4 62.5 62.8 62.9 62.9 62.9 62.4 62.6 62.3 62.7 62.8 62.8 62.6 61.8 62.2 61.3 61.7 61.9 61.6 62.2 61.8 61.1 61.6 61.8 62.1 62.3 62.3 61.7 61.6 61.5 61.7 61.9 62.2 62.1 61.3 61.8 61.8 62.6 62.7 62.6 62.9 62.2 62.3 62.1 62.4 62.9 63.0 63.0 62.8 62.6 61.1 62.4 62.7 62.8 62.7 61.3 61.3 62.5 62.9 63.2 62.9 63.2 62.9 62.3 62.5 63.0 63.3 63.4 63.4 62.7 62.8 62.3 62.6 63.0 63.1 63.2 62.3 62.6 62.4 62.8 63.2 63.3 63.3 62.8 62.3 62.4 62.5 63.2 63.5 63.5 62.7 62.5 62.5 62.5 63.1 63.5 63.4 62.7 62.1 62.8 63.0 63.2 62.9 63.0 62.6 62.7 62.8 63.3 63.3 63.2 63.1 62.9 62.9 62.5 62.9 63.2 63.1 63.0 62.8 62.6 61.8 61.8 61.5 61.6 61.8 60.9 61.0 61.1 61.3 61.8 61.2 62.0 61.9 61.9 60.2 61.2 61.7 61.9 62.1 61.8 61.8 Promedio 62.0 62.4 62.6 62.6 62.7 62.1 62.1 62.4
Promedio de Fondo
Entrada Cátodo 1 Cátodo 10 Cátodo 20 Cátodo 30 Cátodo 39 Salida 48.0 45.2 53.0 46.9 45.1 43.6 43.7 44.8 45.3 45.2 45.5 46.1 45.6 45.7 45.5 44.8 45.9 45.5 43.9 45.5 45.3 Promedio 45.4 45.4 46.3 45.7
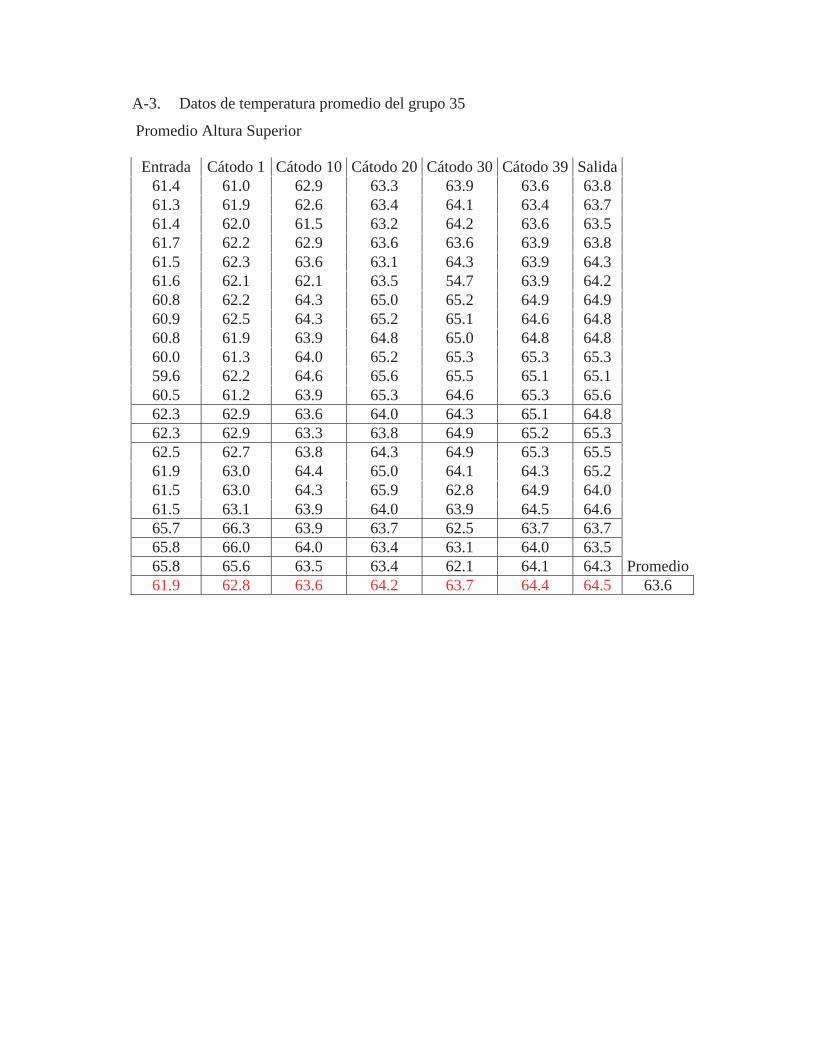
A-3. Datos de temperatura promedio del grupo 35
Promedio Altura Superior
Entrada Cátodo 1 Cátodo 10 Cátodo 20 Cátodo 30 Cátodo 39 Salida 61.4 61.0 62.9 63.3 63.9 63.6 63.8 61.3 61.9 62.6 63.4 64.1 63.4 63.7 61.4 62.0 61.5 63.2 64.2 63.6 63.5 61.7 62.2 62.9 63.6 63.6 63.9 63.8 61.5 62.3 63.6 63.1 64.3 63.9 64.3 61.6 62.1 62.1 63.5 54.7 63.9 64.2 60.8 62.2 64.3 65.0 65.2 64.9 64.9 60.9 62.5 64.3 65.2 65.1 64.6 64.8 60.8 61.9 63.9 64.8 65.0 64.8 64.8 60.0 61.3 64.0 65.2 65.3 65.3 65.3 59.6 62.2 64.6 65.6 65.5 65.1 65.1 60.5 61.2 63.9 65.3 64.6 65.3 65.6 62.3 62.9 63.6 64.0 64.3 65.1 64.8 62.3 62.9 63.3 63.8 64.9 65.2 65.3 62.5 62.7 63.8 64.3 64.9 65.3 65.5 61.9 63.0 64.4 65.0 64.1 64.3 65.2 61.5 63.0 64.3 65.9 62.8 64.9 64.0 61.5 63.1 63.9 64.0 63.9 64.5 64.6 65.7 66.3 63.9 63.7 62.5 63.7 63.7 65.8 66.0 64.0 63.4 63.1 64.0 63.5 65.8 65.6 63.5 63.4 62.1 64.1 64.3 Promedio 61.9 62.8 63.6 64.2 63.7 64.4 64.5 63.6

Promedio Altura Media
Entrada Cátodo 1 Cátodo 10 Cátodo 20 Cátodo 30 Cátodo 39 Salida 64.8 64.9 64.8 64.8 64.7 64.0 64.0 64.5 65.0 64.7 64.7 64.5 64.0 64.0 64.9 65.0 64.7 64.8 64.6 63.8 63.9 64.9 65.2 64.9 65.0 65.1 64.6 64.6 64.8 65.1 64.9 65.0 64.9 64.6 64.6 65.1 65.2 64.9 65.0 64.8 64.5 64.5 64.4 64.8 65.3 65.6 65.6 65.2 65.2 64.2 64.8 65.3 65.6 65.5 65.1 65.2 64.2 64.8 65.1 65.5 65.1 65.1 65.2 65.5 65.7 65.9 66.1 66.3 66.1 65.9 65.2 63.1 65.8 66.2 66.3 55.8 65.9 65.5 65.4 65.9 66.2 66.3 67.8 65.8 66.0 65.9 65.9 66.1 66.2 65.9 65.9 65.9 65.6 65.9 66.1 66.2 65.2 66.0 66.0 65.9 65.9 66.2 66.0 65.9 65.9 66.4 66.7 66.8 66.5 67.0 66.2 66.0 66.6 66.5 66.7 66.8 66.6 66.9 66.3 66.3 66.6 66.8 66.9 66.6 67.0 66.0 65.7 66.2 66.1 64.5 65.9 65.0 65.2 65.9 66.1 66.0 65.8 65.5 65.2 65.2 65.8 66.1 66.3 66.0 65.7 66.0 65.2 Promedio 65.4 65.5 65.6 65.7 65.7 64.9 65.3 65.4
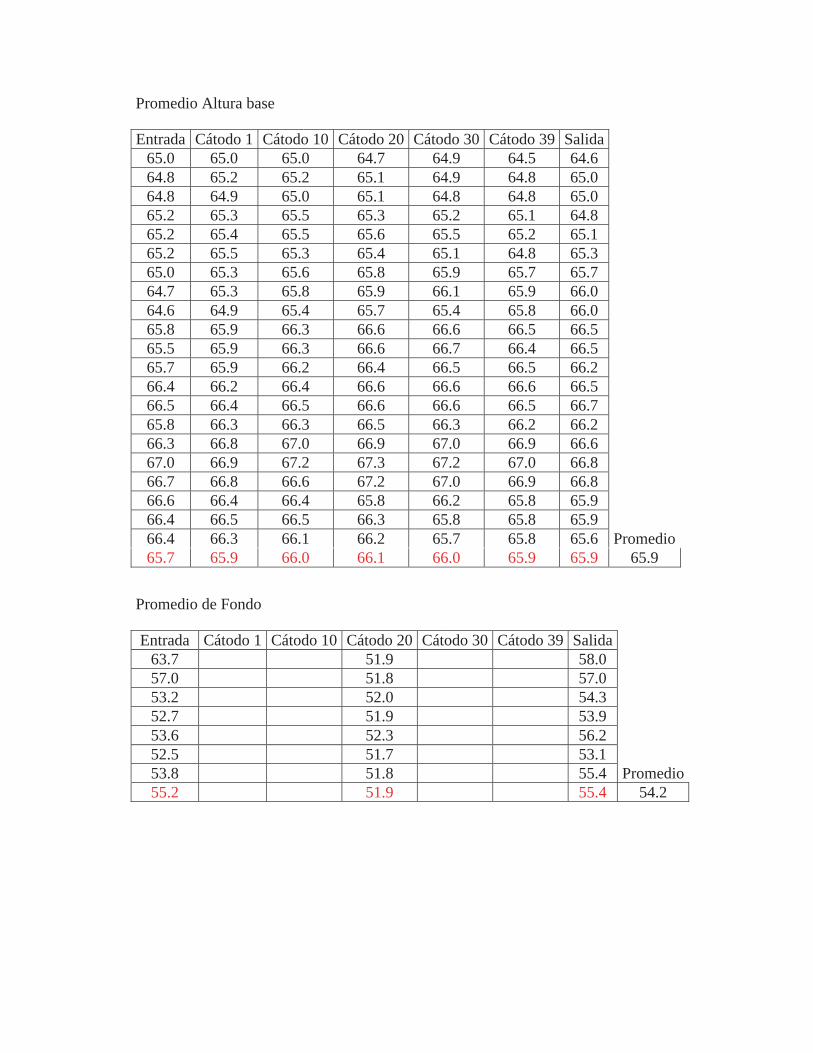
Promedio Altura base
Entrada Cátodo 1 Cátodo 10 Cátodo 20 Cátodo 30 Cátodo 39 Salida 65.0 65.0 65.0 64.7 64.9 64.5 64.6 64.8 65.2 65.2 65.1 64.9 64.8 65.0 64.8 64.9 65.0 65.1 64.8 64.8 65.0 65.2 65.3 65.5 65.3 65.2 65.1 64.8 65.2 65.4 65.5 65.6 65.5 65.2 65.1 65.2 65.5 65.3 65.4 65.1 64.8 65.3 65.0 65.3 65.6 65.8 65.9 65.7 65.7 64.7 65.3 65.8 65.9 66.1 65.9 66.0 64.6 64.9 65.4 65.7 65.4 65.8 66.0 65.8 65.9 66.3 66.6 66.6 66.5 66.5 65.5 65.9 66.3 66.6 66.7 66.4 66.5 65.7 65.9 66.2 66.4 66.5 66.5 66.2 66.4 66.2 66.4 66.6 66.6 66.6 66.5 66.5 66.4 66.5 66.6 66.6 66.5 66.7 65.8 66.3 66.3 66.5 66.3 66.2 66.2 66.3 66.8 67.0 66.9 67.0 66.9 66.6 67.0 66.9 67.2 67.3 67.2 67.0 66.8 66.7 66.8 66.6 67.2 67.0 66.9 66.8 66.6 66.4 66.4 65.8 66.2 65.8 65.9 66.4 66.5 66.5 66.3 65.8 65.8 65.9 66.4 66.3 66.1 66.2 65.7 65.8 65.6 Promedio 65.7 65.9 66.0 66.1 66.0 65.9 65.9 65.9
Promedio de Fondo
Entrada Cátodo 1 Cátodo 10 Cátodo 20 Cátodo 30 Cátodo 39 Salida 63.7 51.9 58.0 57.0 51.8 57.0 53.2 52.0 54.3 52.7 51.9 53.9 53.6 52.3 56.2 52.5 51.7 53.1 53.8 51.8 55.4 Promedio 55.2 51.9 55.4 54.2

Anexo B. Concentración de ácido sulfúrico por circuito B-1. Concentración de ácido sulfúrico en circuito 2 por sistema PI
Mes kWh/t Cu H2SO4 nov-11 332 172.1 dic-11 291 172.1 ene-12 308 179.8 feb-12 316 176.4 mar-12 311 178.1 abr-12 300 190.5 may-12 313 185.2 jun-12 309 182.9 jul-12 307 184.2 ago-12 341 169.4
B-2. Concentración de ácido sulfúrico en circuito 3 por sistema PI
Mes kWh/t Cu H2SO4 nov-11 322 162.5 dic-11 318 167.6 ene-12 315 170.4 feb-12 309 167.5 mar-12 327 174.8 abr-12 312 189.4 may-12 293 199.0 jun-12 308 193.4 jul-12 326 174.0 ago-12 319 171.1
B-3. Concentración de ácido sulfúrico en circuito 4 por sistema PI
Mes kWh/t Cu H2SO4 nov-11 318 180.0 dic-11 320 173.2 ene-12 318 170.5 feb-12 304 169.2 mar-12 296 183.0 abr-12 290 192.5 may-12 313 182.7 jun-12 316 187.1 jul-12 321 188.2 ago-12 329 171.0

B-4. Concentración de ácido sulfúrico en circuito 5 por sistema PI
Mes kWh/t Cu H2SO4 nov-11 325 175.6 dic-11 312 180.2 ene-12 313 181.2 feb-12 312 181.3 mar-12 311 189.3 abr-12 294 196.8 may-12 302 201.8 jun-12 307 198.6 jul-12 316 197.6 ago-12 324 185.0
B-5. Concentración de ácido sulfúrico en circuito 5 por central térmica
Mes kWh/t Cu H2SO4 nov-11 386 175.6 dic-11 338 180.2 ene-12 344 181.2 feb-12 337 181.3 mar-12 327 189.3 abr-12 326 196.8 may-12 331 201.8 jun-12 338 198.6 jul-12 333 197.6 ago-12 345 185.0
B-6. Concentración de ácido sulfúrico en circuito 6 por sistema PI
Mes kWh/t Cu H2SO4 nov-11 324 170.4 dic-11 329 171.9 ene-12 323 177.9 feb-12 295 178.4 mar-12 336 183.7 abr-12 292 194.7 may-12 301 201.7 jun-12 302 189.6 jul-12 314 188.7 ago-12 323 176.6
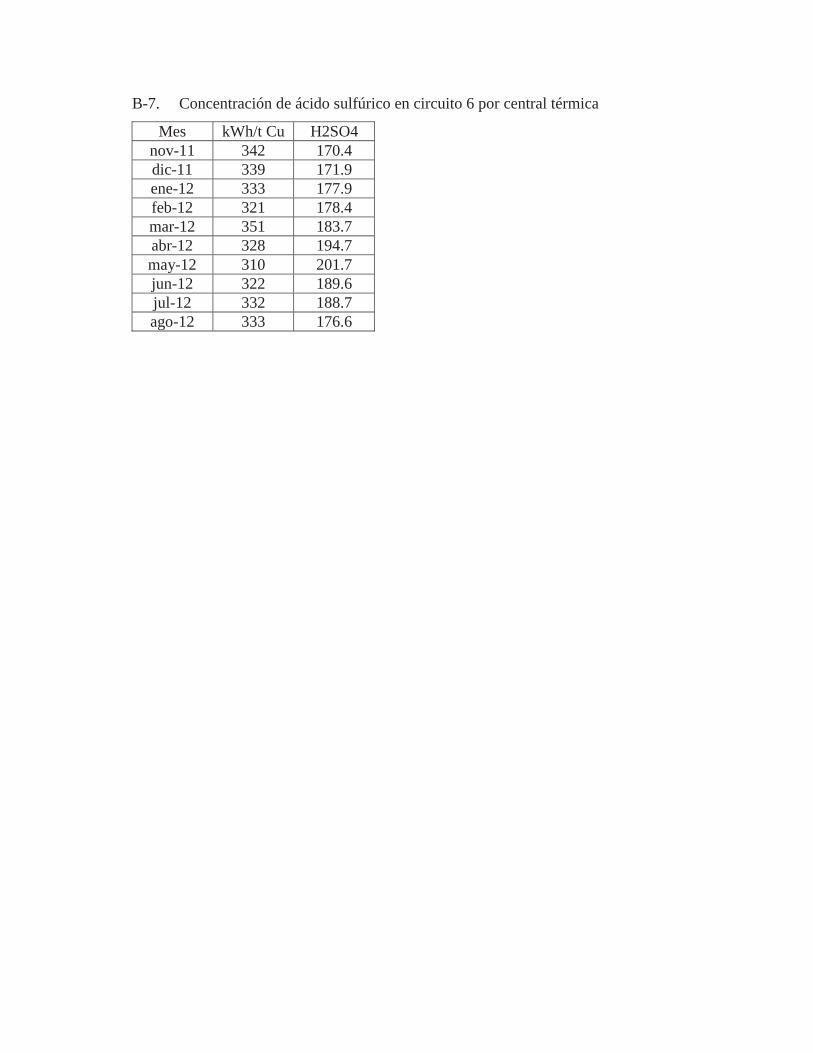
B-7. Concentración de ácido sulfúrico en circuito 6 por central térmica
Mes kWh/t Cu H2SO4 nov-11 342 170.4 dic-11 339 171.9 ene-12 333 177.9 feb-12 321 178.4 mar-12 351 183.7 abr-12 328 194.7 may-12 310 201.7 jun-12 322 189.6 jul-12 332 188.7 ago-12 333 176.6
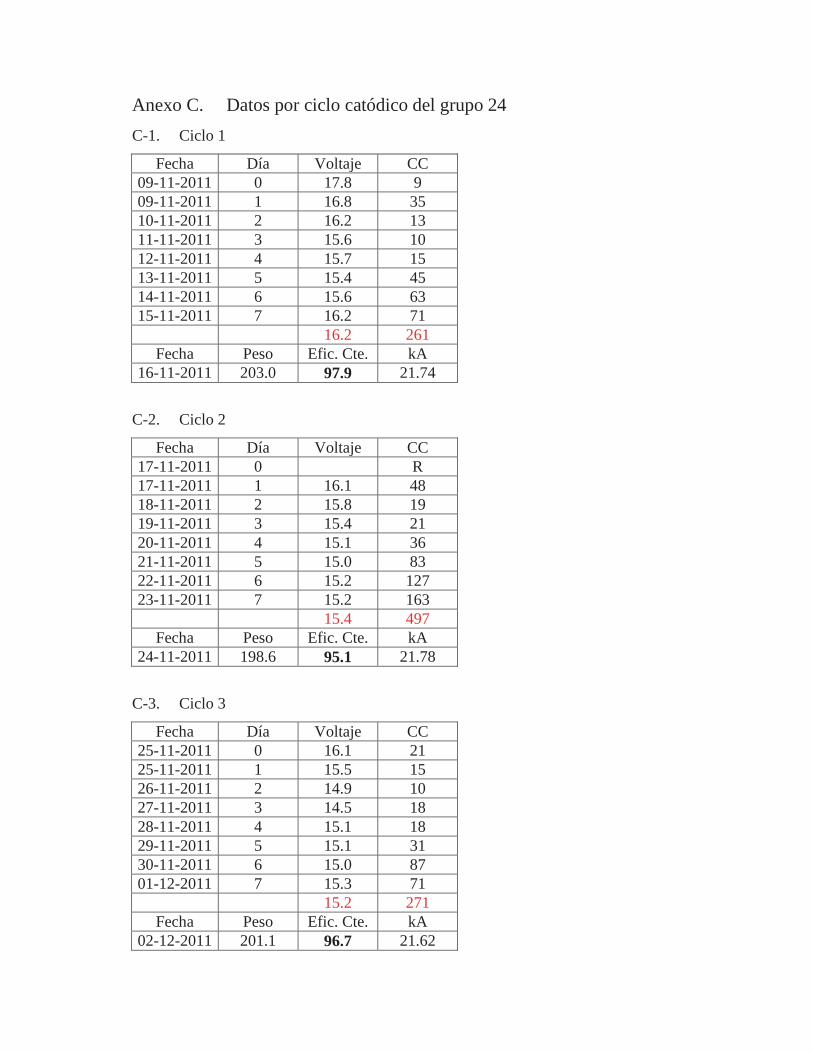
Anexo C. Datos por ciclo catódico del grupo 24 C-1. Ciclo 1
Fecha Día Voltaje CC 09-11-2011 0 17.8 9 09-11-2011 1 16.8 35 10-11-2011 2 16.2 13 11-11-2011 3 15.6 10 12-11-2011 4 15.7 15 13-11-2011 5 15.4 45 14-11-2011 6 15.6 63 15-11-2011 7 16.2 71
16.2 261 Fecha Peso Efic. Cte. kA
16-11-2011 203.0 97.9 21.74
C-2. Ciclo 2
Fecha Día Voltaje CC 17-11-2011 0 R 17-11-2011 1 16.1 48 18-11-2011 2 15.8 19 19-11-2011 3 15.4 21 20-11-2011 4 15.1 36 21-11-2011 5 15.0 83 22-11-2011 6 15.2 127 23-11-2011 7 15.2 163
15.4 497 Fecha Peso Efic. Cte. kA
24-11-2011 198.6 95.1 21.78
C-3. Ciclo 3
Fecha Día Voltaje CC 25-11-2011 0 16.1 21 25-11-2011 1 15.5 15 26-11-2011 2 14.9 10 27-11-2011 3 14.5 18 28-11-2011 4 15.1 18 29-11-2011 5 15.1 31 30-11-2011 6 15.0 87 01-12-2011 7 15.3 71
15.2 271 Fecha Peso Efic. Cte. kA
02-12-2011 201.1 96.7 21.62
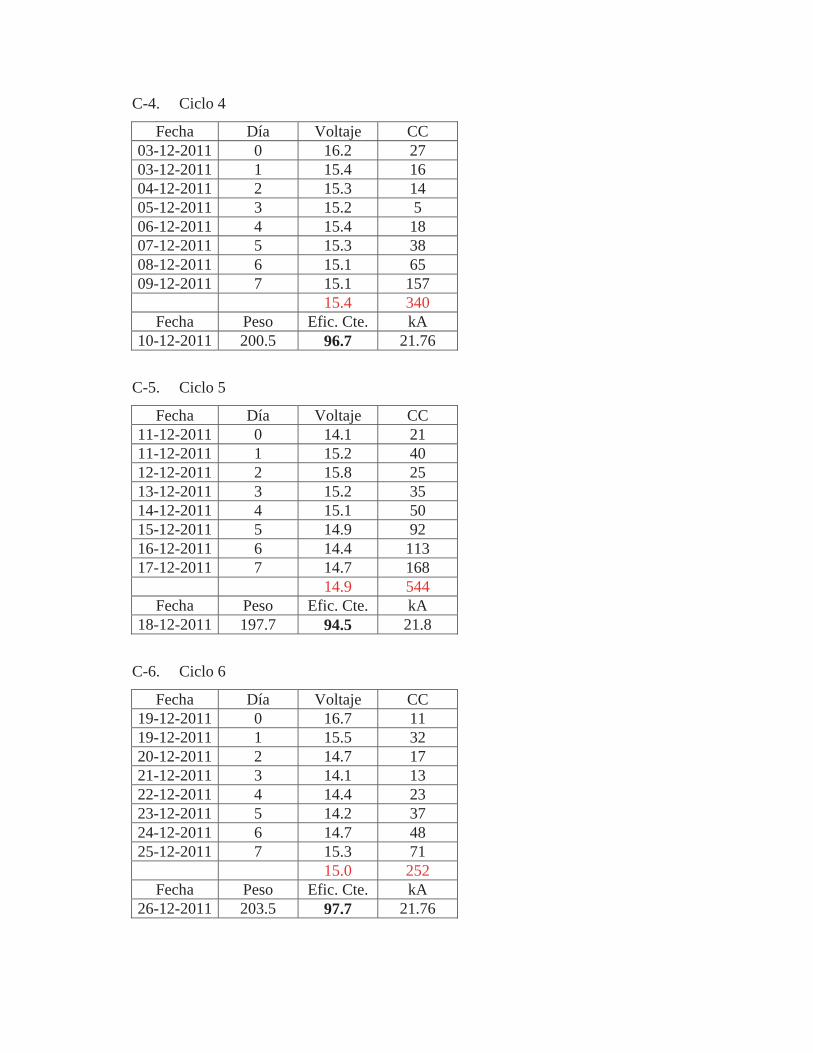
C-4. Ciclo 4
Fecha Día Voltaje CC 03-12-2011 0 16.2 27 03-12-2011 1 15.4 16 04-12-2011 2 15.3 14 05-12-2011 3 15.2 5 06-12-2011 4 15.4 18 07-12-2011 5 15.3 38 08-12-2011 6 15.1 65 09-12-2011 7 15.1 157
15.4 340 Fecha Peso Efic. Cte. kA
10-12-2011 200.5 96.7 21.76
C-5. Ciclo 5
Fecha Día Voltaje CC 11-12-2011 0 14.1 21 11-12-2011 1 15.2 40 12-12-2011 2 15.8 25 13-12-2011 3 15.2 35 14-12-2011 4 15.1 50 15-12-2011 5 14.9 92 16-12-2011 6 14.4 113 17-12-2011 7 14.7 168
14.9 544 Fecha Peso Efic. Cte. kA
18-12-2011 197.7 94.5 21.8
C-6. Ciclo 6
Fecha Día Voltaje CC 19-12-2011 0 16.7 11 19-12-2011 1 15.5 32 20-12-2011 2 14.7 17 21-12-2011 3 14.1 13 22-12-2011 4 14.4 23 23-12-2011 5 14.2 37 24-12-2011 6 14.7 48 25-12-2011 7 15.3 71
15.0 252 Fecha Peso Efic. Cte. kA
26-12-2011 203.5 97.7 21.76
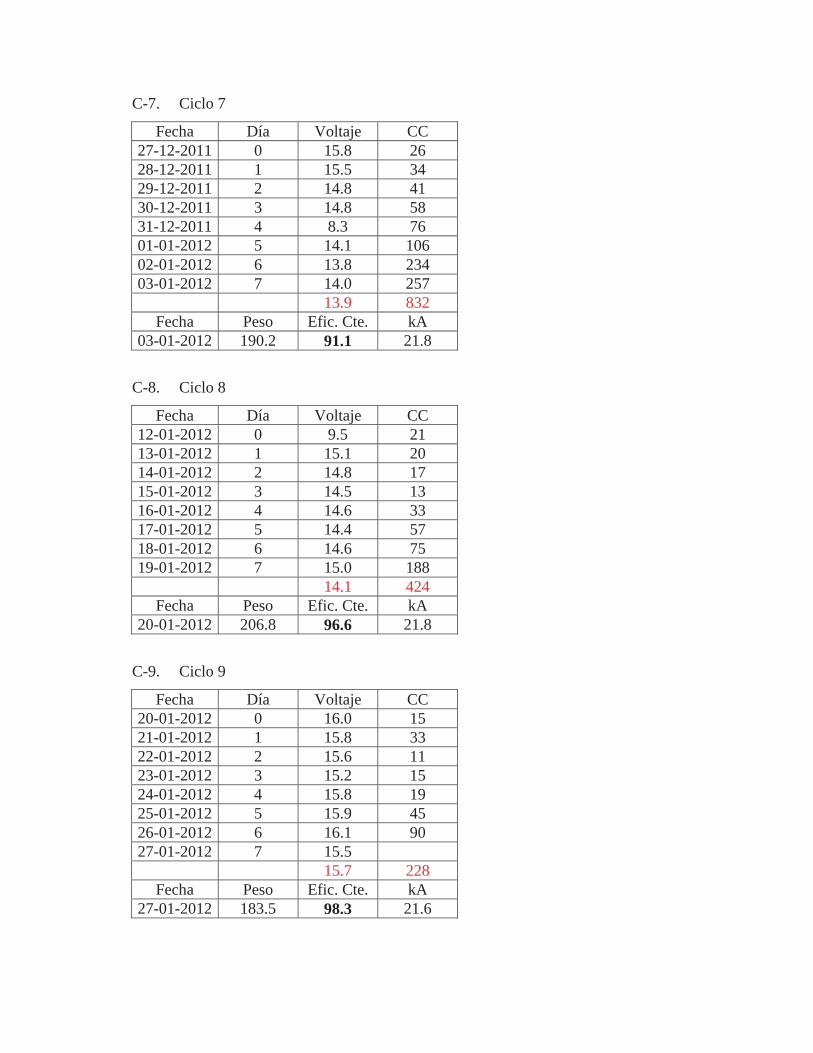
C-7. Ciclo 7
Fecha Día Voltaje CC 27-12-2011 0 15.8 26 28-12-2011 1 15.5 34 29-12-2011 2 14.8 41 30-12-2011 3 14.8 58 31-12-2011 4 8.3 76 01-01-2012 5 14.1 106 02-01-2012 6 13.8 234 03-01-2012 7 14.0 257
13.9 832 Fecha Peso Efic. Cte. kA
03-01-2012 190.2 91.1 21.8
C-8. Ciclo 8
Fecha Día Voltaje CC 12-01-2012 0 9.5 21 13-01-2012 1 15.1 20 14-01-2012 2 14.8 17 15-01-2012 3 14.5 13 16-01-2012 4 14.6 33 17-01-2012 5 14.4 57 18-01-2012 6 14.6 75 19-01-2012 7 15.0 188
14.1 424 Fecha Peso Efic. Cte. kA
20-01-2012 206.8 96.6 21.8
C-9. Ciclo 9
Fecha Día Voltaje CC 20-01-2012 0 16.0 15 21-01-2012 1 15.8 33 22-01-2012 2 15.6 11 23-01-2012 3 15.2 15 24-01-2012 4 15.8 19 25-01-2012 5 15.9 45 26-01-2012 6 16.1 90 27-01-2012 7 15.5
15.7 228 Fecha Peso Efic. Cte. kA
27-01-2012 183.5 98.3 21.6
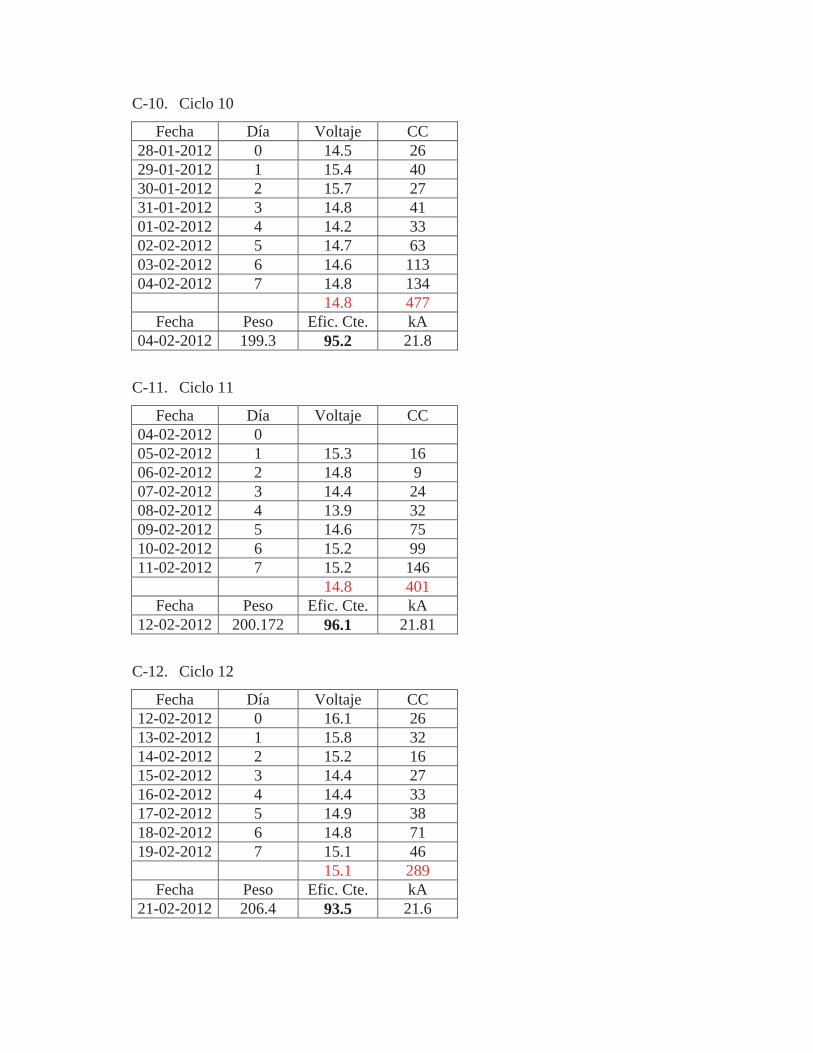
C-10. Ciclo 10
Fecha Día Voltaje CC 28-01-2012 0 14.5 26 29-01-2012 1 15.4 40 30-01-2012 2 15.7 27 31-01-2012 3 14.8 41 01-02-2012 4 14.2 33 02-02-2012 5 14.7 63 03-02-2012 6 14.6 113 04-02-2012 7 14.8 134
14.8 477 Fecha Peso Efic. Cte. kA
04-02-2012 199.3 95.2 21.8
C-11. Ciclo 11
Fecha Día Voltaje CC 04-02-2012 0 05-02-2012 1 15.3 16 06-02-2012 2 14.8 9 07-02-2012 3 14.4 24 08-02-2012 4 13.9 32 09-02-2012 5 14.6 75 10-02-2012 6 15.2 99 11-02-2012 7 15.2 146
14.8 401 Fecha Peso Efic. Cte. kA
12-02-2012 200.172 96.1 21.81
C-12. Ciclo 12
Fecha Día Voltaje CC 12-02-2012 0 16.1 26 13-02-2012 1 15.8 32 14-02-2012 2 15.2 16 15-02-2012 3 14.4 27 16-02-2012 4 14.4 33 17-02-2012 5 14.9 38 18-02-2012 6 14.8 71 19-02-2012 7 15.1 46
15.1 289 Fecha Peso Efic. Cte. kA
21-02-2012 206.4 93.5 21.6
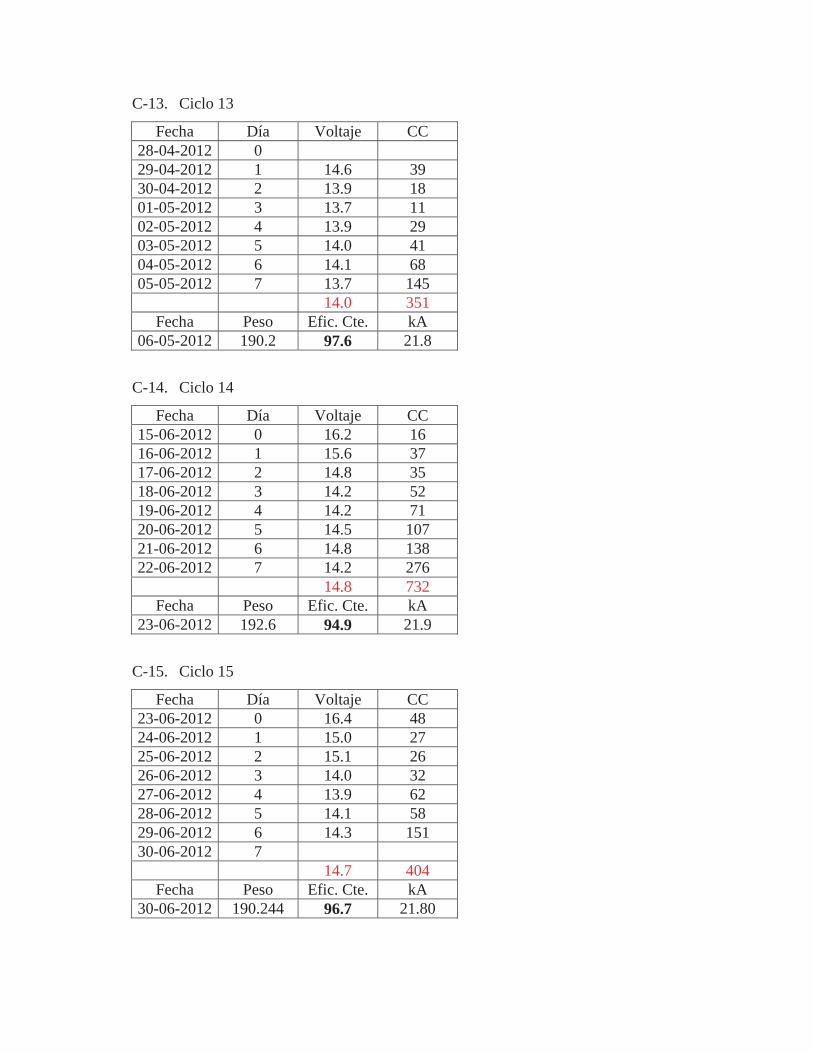
C-13. Ciclo 13
Fecha Día Voltaje CC 28-04-2012 0 29-04-2012 1 14.6 39 30-04-2012 2 13.9 18 01-05-2012 3 13.7 11 02-05-2012 4 13.9 29 03-05-2012 5 14.0 41 04-05-2012 6 14.1 68 05-05-2012 7 13.7 145
14.0 351 Fecha Peso Efic. Cte. kA
06-05-2012 190.2 97.6 21.8
C-14. Ciclo 14
Fecha Día Voltaje CC 15-06-2012 0 16.2 16 16-06-2012 1 15.6 37 17-06-2012 2 14.8 35 18-06-2012 3 14.2 52 19-06-2012 4 14.2 71 20-06-2012 5 14.5 107 21-06-2012 6 14.8 138 22-06-2012 7 14.2 276
14.8 732 Fecha Peso Efic. Cte. kA
23-06-2012 192.6 94.9 21.9
C-15. Ciclo 15
Fecha Día Voltaje CC 23-06-2012 0 16.4 48 24-06-2012 1 15.0 27 25-06-2012 2 15.1 26 26-06-2012 3 14.0 32 27-06-2012 4 13.9 62 28-06-2012 5 14.1 58 29-06-2012 6 14.3 151 30-06-2012 7
14.7 404 Fecha Peso Efic. Cte. kA
30-06-2012 190.244 96.7 21.80

C-16. Ciclo 16
Fecha Día Voltaje CC 30-06-2012 0 R 01-07-2012 1 16.81 59 02-07-2012 2 15.16 137 03-07-2012 3 15.35 44 04-07-2012 4 14.75 29 05-07-2012 5 14.93 55 06-07-2012 6 14.72 69 07-07-2012 7 14.77 139
15.21 532 Fecha Peso Efic. Cte. kA
09-07-2012 213.7 93.4 21.9
C-17. Ciclo 17
Fecha Día Voltaje CC 10-07-2012 0 17.24 40 10-07-2012 1 16.24 105 11-07-2012 2 15.07 56 12-07-2012 3 15.72 24 13-07-2012 4 15.17 21 14-07-2012 5 15.06 69 15-07-2012 6 15.20 105 16-07-2012 7 14.96 187
15.58 607 Fecha Peso Efic. Cte. kA
17-07-2012 181.1 96.5 21.92
C-18. Ciclo 18
Fecha Día Voltaje CC 0 18.55 18
18-07-2012 1 16.69 82 19-07-2012 2 15.72 50 20-07-2012 3 15.49 38 21-07-2012 4 14.93 73 22-07-2012 5 14.74 91 23-07-2012 6 14.81 135 24-07-2012 7 14.03 226
15.62 713 Fecha Peso Efic. Cte. kA
25-07-2012 202.4 92.3 21.93
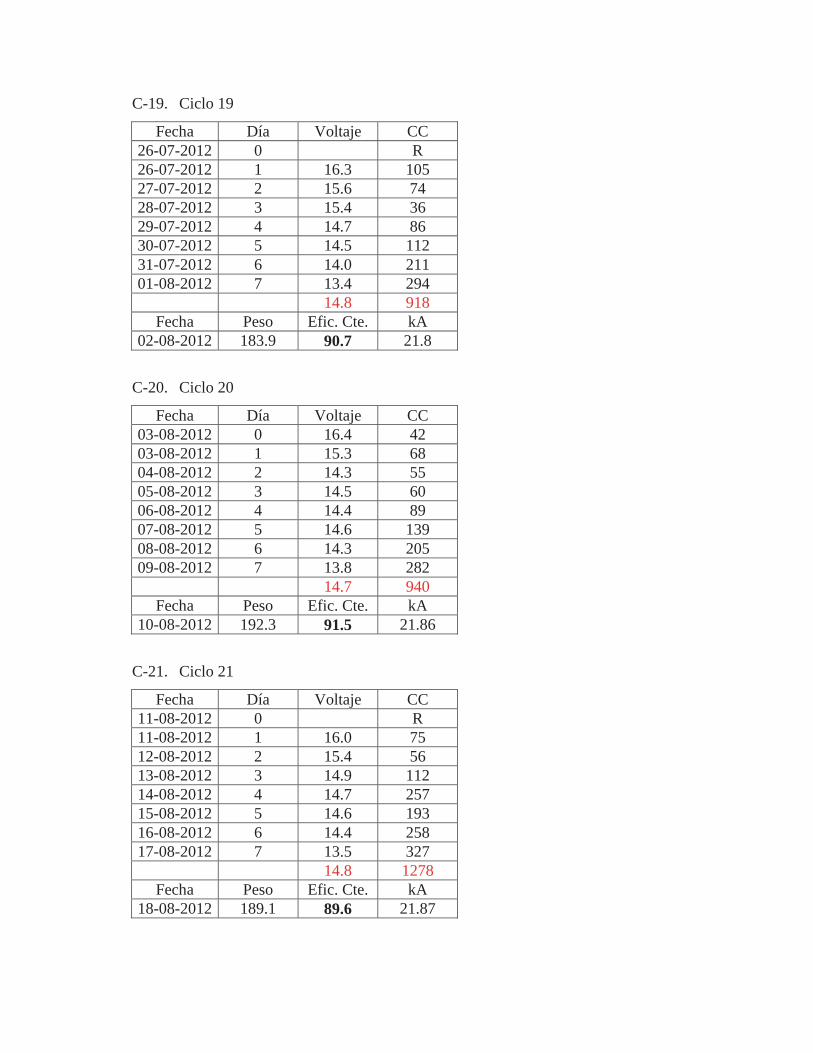
C-19. Ciclo 19
Fecha Día Voltaje CC 26-07-2012 0 R 26-07-2012 1 16.3 105 27-07-2012 2 15.6 74 28-07-2012 3 15.4 36 29-07-2012 4 14.7 86 30-07-2012 5 14.5 112 31-07-2012 6 14.0 211 01-08-2012 7 13.4 294
14.8 918 Fecha Peso Efic. Cte. kA
02-08-2012 183.9 90.7 21.8
C-20. Ciclo 20
Fecha Día Voltaje CC 03-08-2012 0 16.4 42 03-08-2012 1 15.3 68 04-08-2012 2 14.3 55 05-08-2012 3 14.5 60 06-08-2012 4 14.4 89 07-08-2012 5 14.6 139 08-08-2012 6 14.3 205 09-08-2012 7 13.8 282
14.7 940 Fecha Peso Efic. Cte. kA
10-08-2012 192.3 91.5 21.86
C-21. Ciclo 21
Fecha Día Voltaje CC 11-08-2012 0 R 11-08-2012 1 16.0 75 12-08-2012 2 15.4 56 13-08-2012 3 14.9 112 14-08-2012 4 14.7 257 15-08-2012 5 14.6 193 16-08-2012 6 14.4 258 17-08-2012 7 13.5 327
14.8 1278 Fecha Peso Efic. Cte. kA
18-08-2012 189.1 89.6 21.87
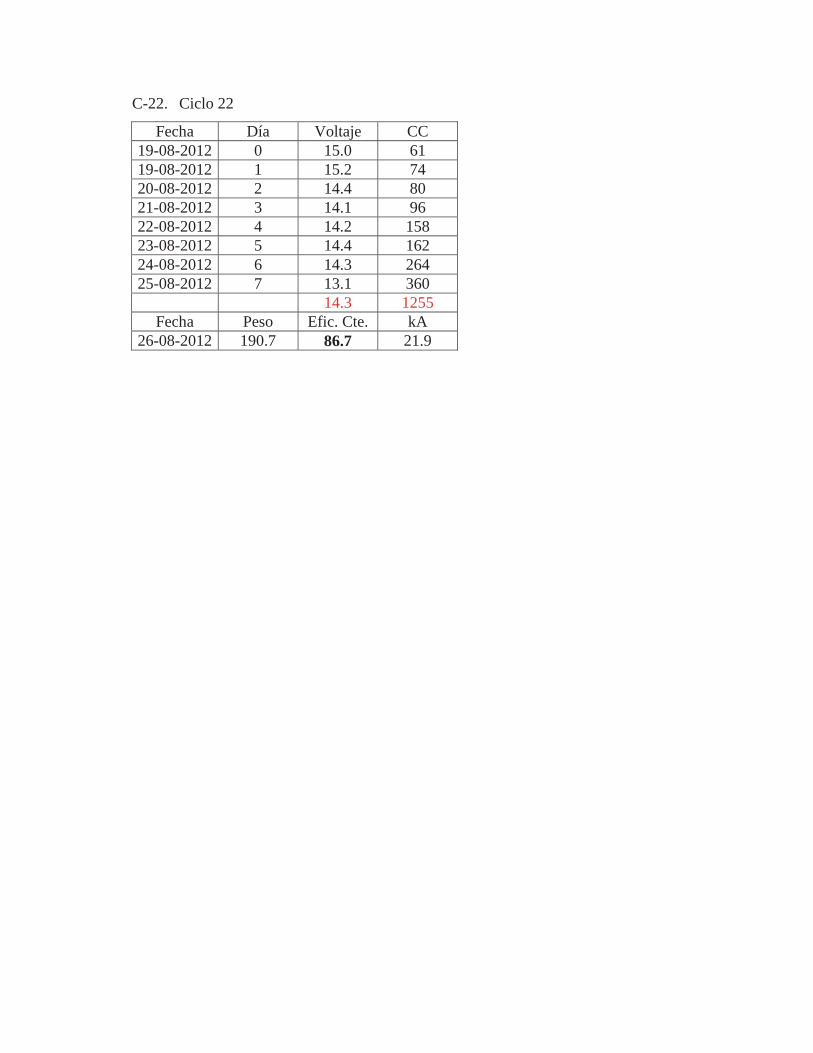
C-22. Ciclo 22
Fecha Día Voltaje CC 19-08-2012 0 15.0 61 19-08-2012 1 15.2 74 20-08-2012 2 14.4 80 21-08-2012 3 14.1 96 22-08-2012 4 14.2 158 23-08-2012 5 14.4 162 24-08-2012 6 14.3 264 25-08-2012 7 13.1 360
14.3 1255 Fecha Peso Efic. Cte. kA
26-08-2012 190.7 86.7 21.9
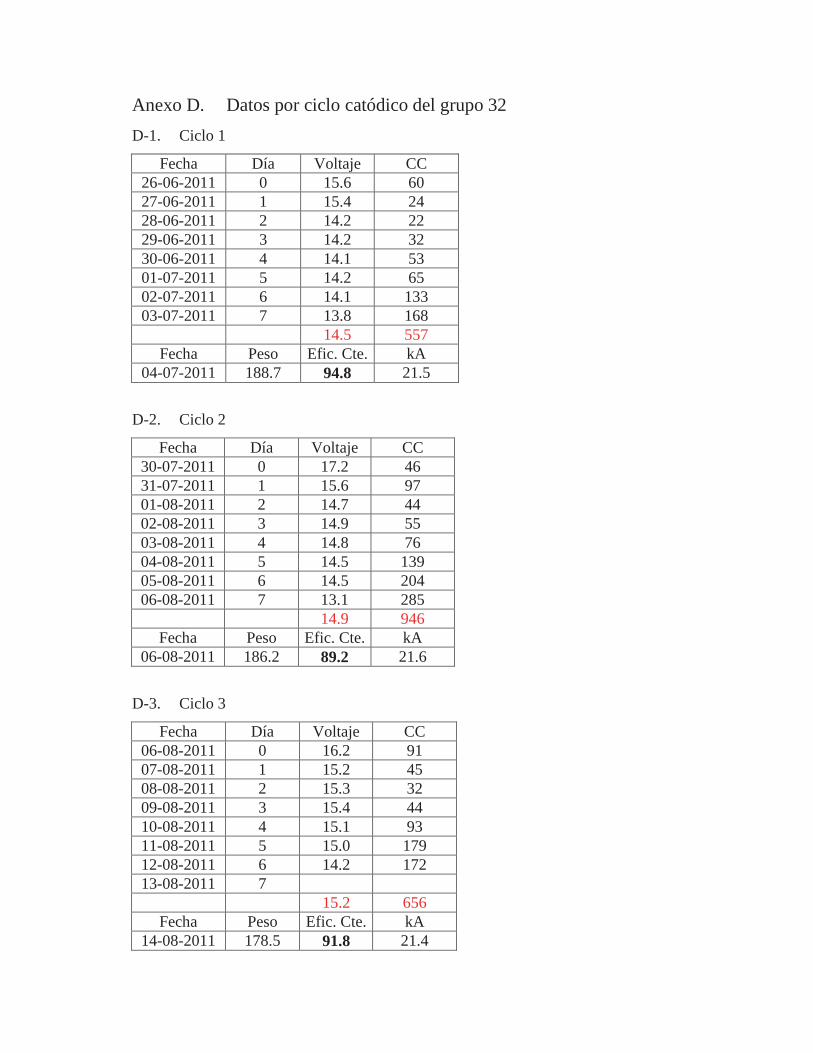
Anexo D. Datos por ciclo catódico del grupo 32 D-1. Ciclo 1
Fecha Día Voltaje CC 26-06-2011 0 15.6 60 27-06-2011 1 15.4 24 28-06-2011 2 14.2 22 29-06-2011 3 14.2 32 30-06-2011 4 14.1 53 01-07-2011 5 14.2 65 02-07-2011 6 14.1 133 03-07-2011 7 13.8 168
14.5 557 Fecha Peso Efic. Cte. kA
04-07-2011 188.7 94.8 21.5
D-2. Ciclo 2
Fecha Día Voltaje CC 30-07-2011 0 17.2 46 31-07-2011 1 15.6 97 01-08-2011 2 14.7 44 02-08-2011 3 14.9 55 03-08-2011 4 14.8 76 04-08-2011 5 14.5 139 05-08-2011 6 14.5 204 06-08-2011 7 13.1 285
14.9 946 Fecha Peso Efic. Cte. kA
06-08-2011 186.2 89.2 21.6
D-3. Ciclo 3
Fecha Día Voltaje CC 06-08-2011 0 16.2 91 07-08-2011 1 15.2 45 08-08-2011 2 15.3 32 09-08-2011 3 15.4 44 10-08-2011 4 15.1 93 11-08-2011 5 15.0 179 12-08-2011 6 14.2 172 13-08-2011 7
15.2 656 Fecha Peso Efic. Cte. kA
14-08-2011 178.5 91.8 21.4
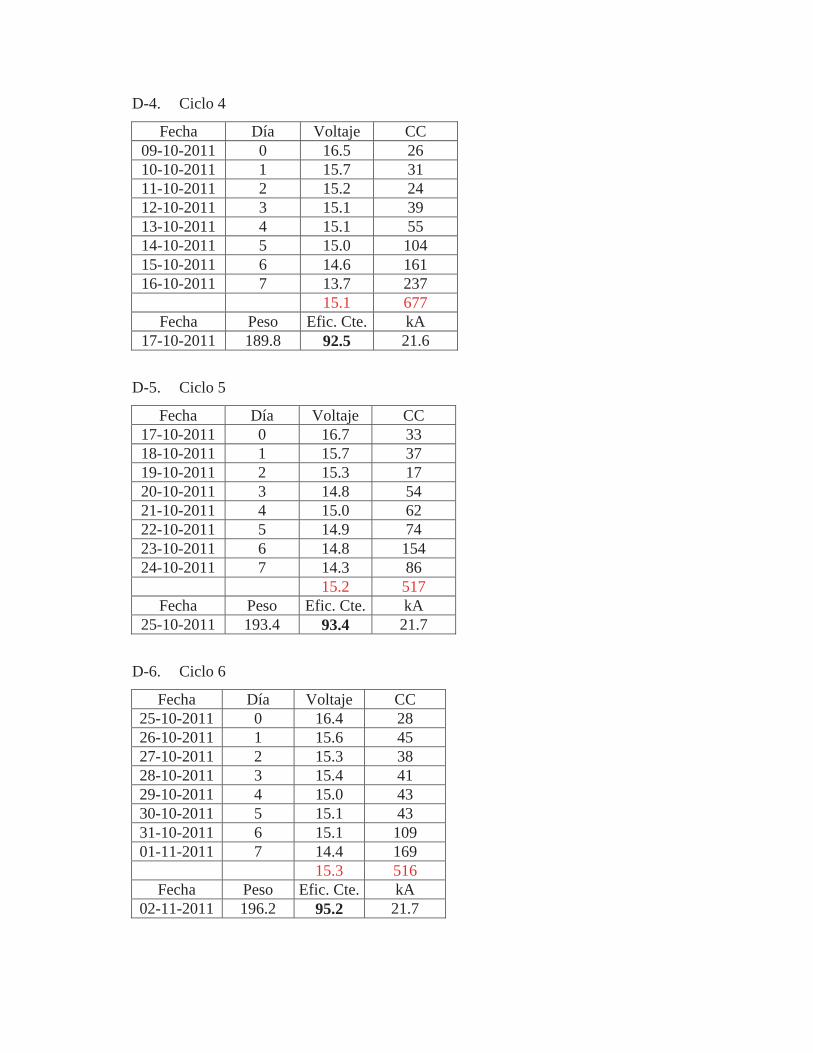
D-4. Ciclo 4
Fecha Día Voltaje CC 09-10-2011 0 16.5 26 10-10-2011 1 15.7 31 11-10-2011 2 15.2 24 12-10-2011 3 15.1 39 13-10-2011 4 15.1 55 14-10-2011 5 15.0 104 15-10-2011 6 14.6 161 16-10-2011 7 13.7 237
15.1 677 Fecha Peso Efic. Cte. kA
17-10-2011 189.8 92.5 21.6
D-5. Ciclo 5
Fecha Día Voltaje CC 17-10-2011 0 16.7 33 18-10-2011 1 15.7 37 19-10-2011 2 15.3 17 20-10-2011 3 14.8 54 21-10-2011 4 15.0 62 22-10-2011 5 14.9 74 23-10-2011 6 14.8 154 24-10-2011 7 14.3 86
15.2 517 Fecha Peso Efic. Cte. kA
25-10-2011 193.4 93.4 21.7
D-6. Ciclo 6
Fecha Día Voltaje CC 25-10-2011 0 16.4 28 26-10-2011 1 15.6 45 27-10-2011 2 15.3 38 28-10-2011 3 15.4 41 29-10-2011 4 15.0 43 30-10-2011 5 15.1 43 31-10-2011 6 15.1 109 01-11-2011 7 14.4 169
15.3 516 Fecha Peso Efic. Cte. kA
02-11-2011 196.2 95.2 21.7

D-7. Ciclo 7
Fecha Día Voltaje CC 02-11-2011 0 16.5 5 03-11-2011 1 15.6 11 04-11-2011 2 15.3 12 05-11-2011 3 14.8 14 06-11-2011 4 14.5 36 07-11-2011 5 14.2 64 08-11-2011 6 14.4 101 09-11-2011 7 14.0 195
14.9 438 Fecha Peso Efic. Cte. kA
10-11-2011 198.8 96.0 21.7
D-8. Ciclo 8
Fecha Día Voltaje CC 10-11-2011 0 16.5 23 11-11-2011 1 15.1 27 12-11-2011 2 15.0 14 13-11-2011 3 15.0 23 14-11-2011 4 15.1 23 15-11-2011 5 15.5 40 16-11-2011 6 15.5 74 17-11-2011 7 15.3 132
15.4 356 Fecha Peso Efic. Cte. kA
18-11-2011 197.8 98.2 21.6
D-9. Ciclo 9
Fecha Día Voltaje CC 18-11-2011 0 17.4 14 19-11-2011 1 15.2 27 20-11-2011 2 15.1 19 21-11-2011 3 15.2 23 22-11-2011 4 15.3 50 23-11-2011 5 15.1 62 24-11-2011 6 14.9 110 25-11-2011 7 14.1 173
15.3 478 Fecha Peso Efic. Cte. kA
26-11-2011 200.1 95.5 21.7

D-10. Ciclo 10
Fecha Día Voltaje CC 04-12-2011 0 16.8 19 05-12-2011 1 15.8 15 06-12-2011 2 15.1 22 07-12-2011 3 15.1 24 08-12-2011 4 14.8 43 09-12-2011 5 15.0 65 10-12-2011 6 15.2 72 11-12-2011 7 15.0 128
15.4 388 Fecha Peso Efic. Cte. kA
12-12-2011 205.8 96.7 21.7
D-11. Ciclo 11
Fecha Día Voltaje CC 28-12-2011 0 17.2 19 29-12-2011 1 15.3 33 30-12-2011 2 15.0 29 31-12-2011 3 15.0 34 01-01-2012 4 14.5 58 02-01-2012 5 14.5 61 03-01-2012 6 14.8 112 04-01-2012 7 14.1 159
15.1 505 Fecha Peso Efic. Cte. kA
05-01-2012 201.1 94.7 21.7
D-12. Ciclo 12
Fecha Día Voltaje CC 13-01-2012 0 14-01-2012 1 16.1 74 15-01-2012 2 15.4 27 16-01-2012 3 15.3 23 17-01-2012 4 15.4 34 18-01-2012 5 15.6 51 19-01-2012 6 15.1 56 20-01-2012 7 15.2 144
15.4 409 Fecha Peso Efic. Cte. kA
21-01-2012 193.6 95.0 21.6
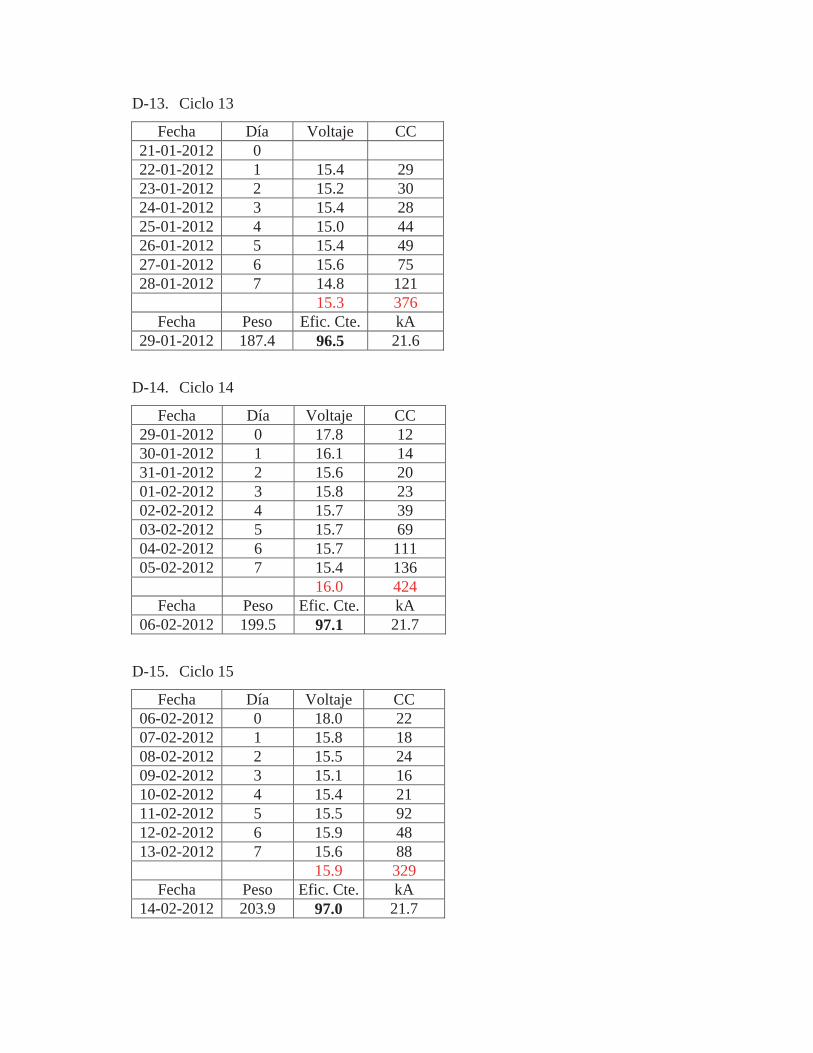
D-13. Ciclo 13
Fecha Día Voltaje CC 21-01-2012 0 22-01-2012 1 15.4 29 23-01-2012 2 15.2 30 24-01-2012 3 15.4 28 25-01-2012 4 15.0 44 26-01-2012 5 15.4 49 27-01-2012 6 15.6 75 28-01-2012 7 14.8 121
15.3 376 Fecha Peso Efic. Cte. kA
29-01-2012 187.4 96.5 21.6
D-14. Ciclo 14
Fecha Día Voltaje CC 29-01-2012 0 17.8 12 30-01-2012 1 16.1 14 31-01-2012 2 15.6 20 01-02-2012 3 15.8 23 02-02-2012 4 15.7 39 03-02-2012 5 15.7 69 04-02-2012 6 15.7 111 05-02-2012 7 15.4 136
16.0 424 Fecha Peso Efic. Cte. kA
06-02-2012 199.5 97.1 21.7
D-15. Ciclo 15
Fecha Día Voltaje CC 06-02-2012 0 18.0 22 07-02-2012 1 15.8 18 08-02-2012 2 15.5 24 09-02-2012 3 15.1 16 10-02-2012 4 15.4 21 11-02-2012 5 15.5 92 12-02-2012 6 15.9 48 13-02-2012 7 15.6 88
15.9 329 Fecha Peso Efic. Cte. kA
14-02-2012 203.9 97.0 21.7
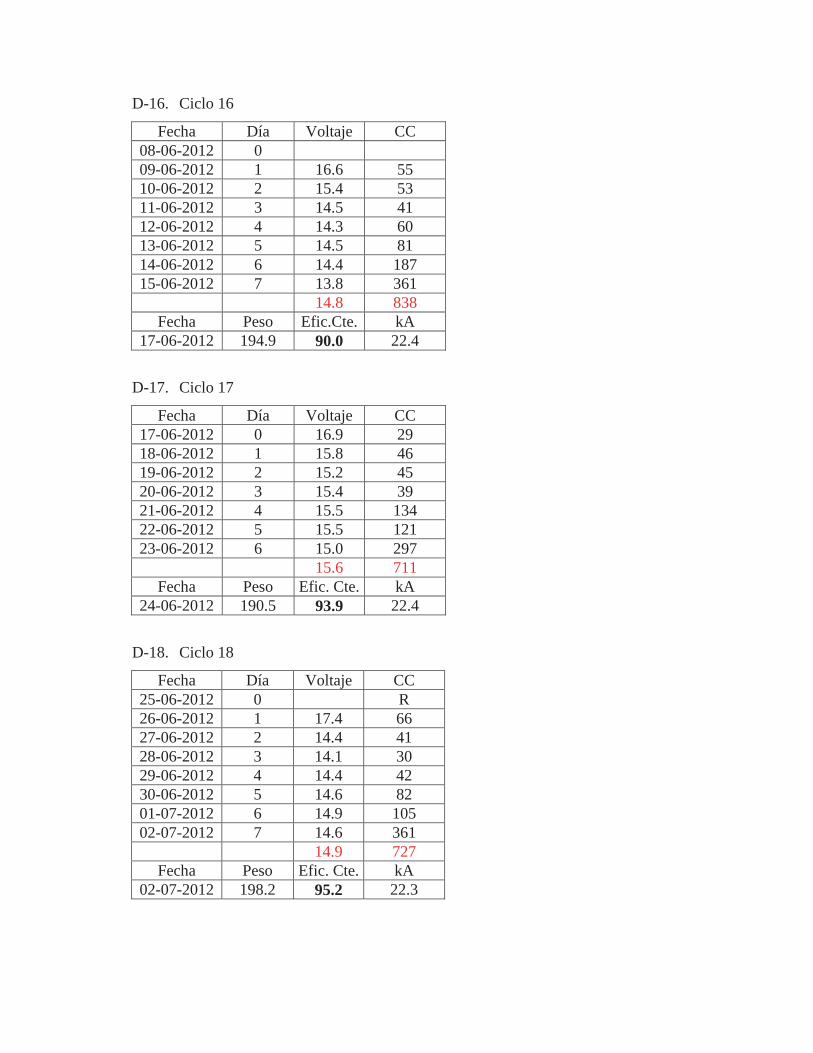
D-16. Ciclo 16
Fecha Día Voltaje CC 08-06-2012 0 09-06-2012 1 16.6 55 10-06-2012 2 15.4 53 11-06-2012 3 14.5 41 12-06-2012 4 14.3 60 13-06-2012 5 14.5 81 14-06-2012 6 14.4 187 15-06-2012 7 13.8 361
14.8 838 Fecha Peso Efic.Cte. kA
17-06-2012 194.9 90.0 22.4
D-17. Ciclo 17
Fecha Día Voltaje CC 17-06-2012 0 16.9 29 18-06-2012 1 15.8 46 19-06-2012 2 15.2 45 20-06-2012 3 15.4 39 21-06-2012 4 15.5 134 22-06-2012 5 15.5 121 23-06-2012 6 15.0 297
15.6 711 Fecha Peso Efic. Cte. kA
24-06-2012 190.5 93.9 22.4
D-18. Ciclo 18
Fecha Día Voltaje CC 25-06-2012 0 R 26-06-2012 1 17.4 66 27-06-2012 2 14.4 41 28-06-2012 3 14.1 30 29-06-2012 4 14.4 42 30-06-2012 5 14.6 82 01-07-2012 6 14.9 105 02-07-2012 7 14.6 361
14.9 727 Fecha Peso Efic. Cte. kA
02-07-2012 198.2 95.2 22.3
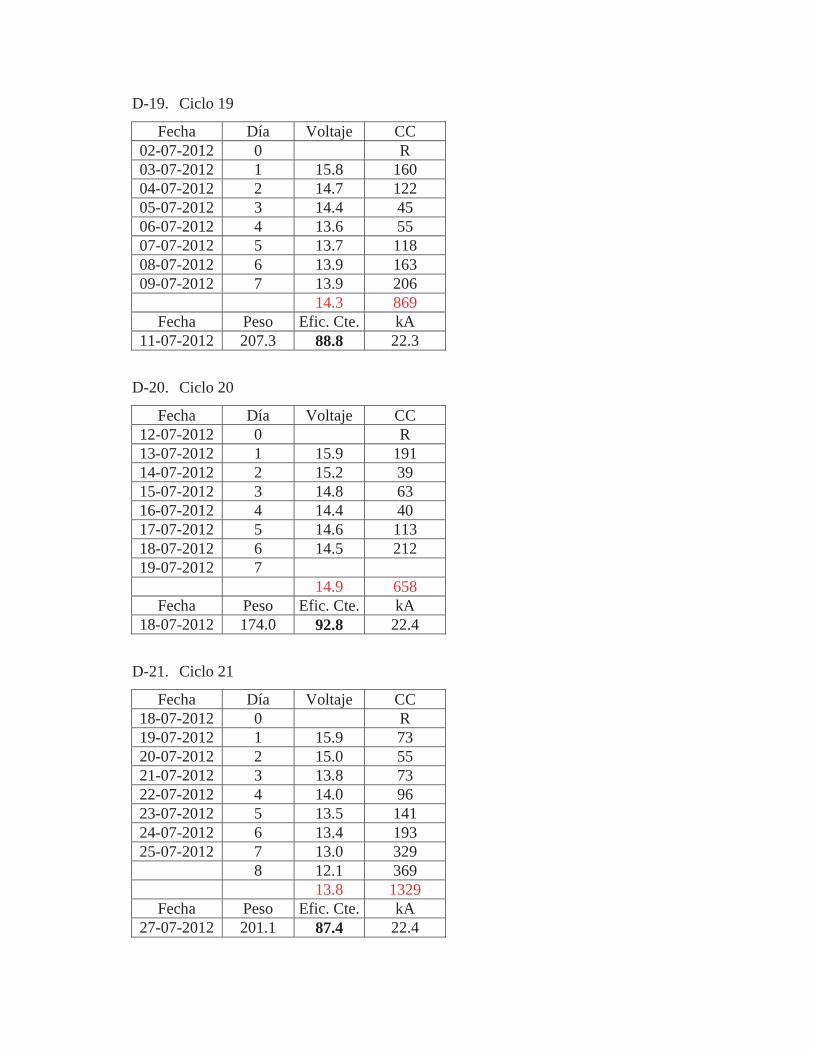
D-19. Ciclo 19
Fecha Día Voltaje CC 02-07-2012 0 R 03-07-2012 1 15.8 160 04-07-2012 2 14.7 122 05-07-2012 3 14.4 45 06-07-2012 4 13.6 55 07-07-2012 5 13.7 118 08-07-2012 6 13.9 163 09-07-2012 7 13.9 206
14.3 869 Fecha Peso Efic. Cte. kA
11-07-2012 207.3 88.8 22.3
D-20. Ciclo 20
Fecha Día Voltaje CC 12-07-2012 0 R 13-07-2012 1 15.9 191 14-07-2012 2 15.2 39 15-07-2012 3 14.8 63 16-07-2012 4 14.4 40 17-07-2012 5 14.6 113 18-07-2012 6 14.5 212 19-07-2012 7
14.9 658 Fecha Peso Efic. Cte. kA
18-07-2012 174.0 92.8 22.4
D-21. Ciclo 21
Fecha Día Voltaje CC 18-07-2012 0 R 19-07-2012 1 15.9 73 20-07-2012 2 15.0 55 21-07-2012 3 13.8 73 22-07-2012 4 14.0 96 23-07-2012 5 13.5 141 24-07-2012 6 13.4 193 25-07-2012 7 13.0 329
8 12.1 369 13.8 1329
Fecha Peso Efic. Cte. kA 27-07-2012 201.1 87.4 22.4

D-22. Ciclo 22
Fecha Día Voltaje CC 28-07-2012 0 15.8 33 28-07-2012 1 15.4 29 29-07-2012 2 14.9 27 30-07-2012 3 14.7 40 31-07-2012 4 14.4 84 01-08-2012 5 14.5 149 02-08-2012 6 14.9 204 03-08-2012 7
14.9 566 Fecha Peso Efic. Cte. kA
03-08-2012 175.7 95.6 22.6
D-23. Ciclo 23
Fecha Día Voltaje CC 04-08-2012 0 16.5 23 04-08-2012 1 15.9 136 05-08-2012 2 14.4 73 06-08-2012 3 13.9 146 07-08-2012 4 14.6 128 08-08-2012 5 14.6 131 09-08-2012 6 14.5 223 10-08-2012 7 14.5 313
8 13.6 224 14.7 1397
Fecha Peso Efic. Cte. kA 12-08-2012 208.3 87.9 22.3
D-24. Ciclo 24
Fecha Día Voltaje CC 13-08-2012 0 17.2 52 13-08-2012 1 17.2 51 14-08-2012 2 16.3 43 15-08-2012 3 15.5 86 16-08-2012 4 14.7 163 17-08-2012 5 14.6 224 18-08-2012 6 14.6 193
15.7 812 Fecha Peso Efic. Cte. kA
19-08-2012 179.4 89.5 22.4
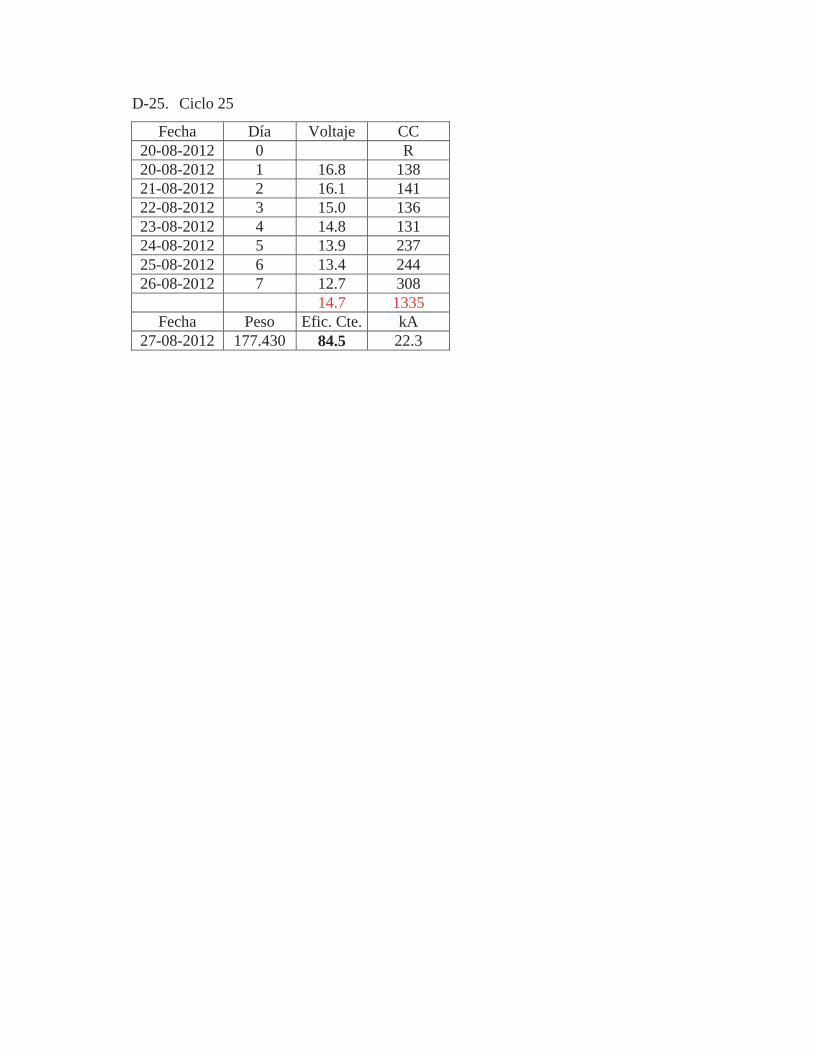
D-25. Ciclo 25
Fecha Día Voltaje CC 20-08-2012 0 R 20-08-2012 1 16.8 138 21-08-2012 2 16.1 141 22-08-2012 3 15.0 136 23-08-2012 4 14.8 131 24-08-2012 5 13.9 237 25-08-2012 6 13.4 244 26-08-2012 7 12.7 308
14.7 1335 Fecha Peso Efic. Cte. kA
27-08-2012 177.430 84.5 22.3