metalurgia del aluminio
DESCRIPTION
El principal inconveniente para su obtención reside en la elevada cantidad de energía eléctrica que requiere su producción. Este problema se compensa por su bajo coste de reciclado, su dilatada vida útil y la estabilidad de su precio.TRANSCRIPT
METALURGIA DEL ALUMINIO
[El principal inconveniente para su obtención reside en la elevada
cantidad de energía eléctrica que requiere su producción. Este problema
se compensa por su bajo coste de reciclado, su dilatada vida útil y la
estabilidad de su precio.]
2015
ANTONIO ROS MORENO Metalurgia I 29/09/2015


A la memoria de mis grandes maestros: D. José Luis del Valle Alonso, D. Abelardo
Rovira Pereira, D. Diego Juan García y D. Alberto Moreno Palacios.
A. Ros Moreno


1
1. ANTECEDENTES …………………………………........……................... 3
1.1. Aluminio …………………………………………….................. 3
1.2. Minerales ………………………………………......................... 4
1.3. Métodos generales de obtención del aluminio .......................... 6
2. OBTENCION DE ALUMINA ………………………................................ 9
2.1. Método Bayer ……………………………………...................... 10
2.2. Calcinación en hornos de lecho fluidificado …………....…..... 20
2.3. Proceso combinado Alcoa ………...………............................... 23
2.4. Método de disolución por torres …………................................ 25
2.5. Procedimiento de la sosa ………..………….............................. 27
2.6. Procedimientos ácidos ....………..………….............................. 28
2.7. Método Pedersen ….........………..………….............................. 29
2.8. Procedimiento Hall y método Haglund …................................. 30
2.9. Proceso Grzymek …………………….…................................... 31
3. OBTENCION DEL ALUMINIO ………………………............................ 33
3.1. Obtención del aluminio: el proceso Hall-Héroult …................ 33
3.2. Teoría de la electrolisis ....……………………..……………..... 36
3.3. Elementos necesarios en una instalación electrolítica ……..... 43
3.4. Propiedades físicas del baño electrolítico ................................. 48
3.5. Fabricación de la criolita y del fluoruro de aluminio ……….. 51
3.6. Concepción de las cubas y condiciones de explotación …….... 52
3.7. Puesta en servicio y regulación de la marcha de electrolisis ... 54
3.8. Otros procedimientos de obtención del aluminio ……............. 58
3.9. Refino del aluminio ..…………................................................... 60
4. METALURGIA DE SEGUNDA FUSION …….………............................ 65
4.1. Reciclaje del aluminio …..……………………………............... 66
4.2. Las chatarras de aluminio …...………………..……………..... 68
4.3. Pretratamiento de las chatarras de aluminio ………..……..... 70
4.4. Fundición de aluminio secundario ………................................ 73
4.5. Refino y moldeo …………………………………….....……….. 84
BIBLIOGRAFIA …….………......................................................................... 87
Í N D I C E

3
1. ANTECEDENTES
1.1. Aluminio
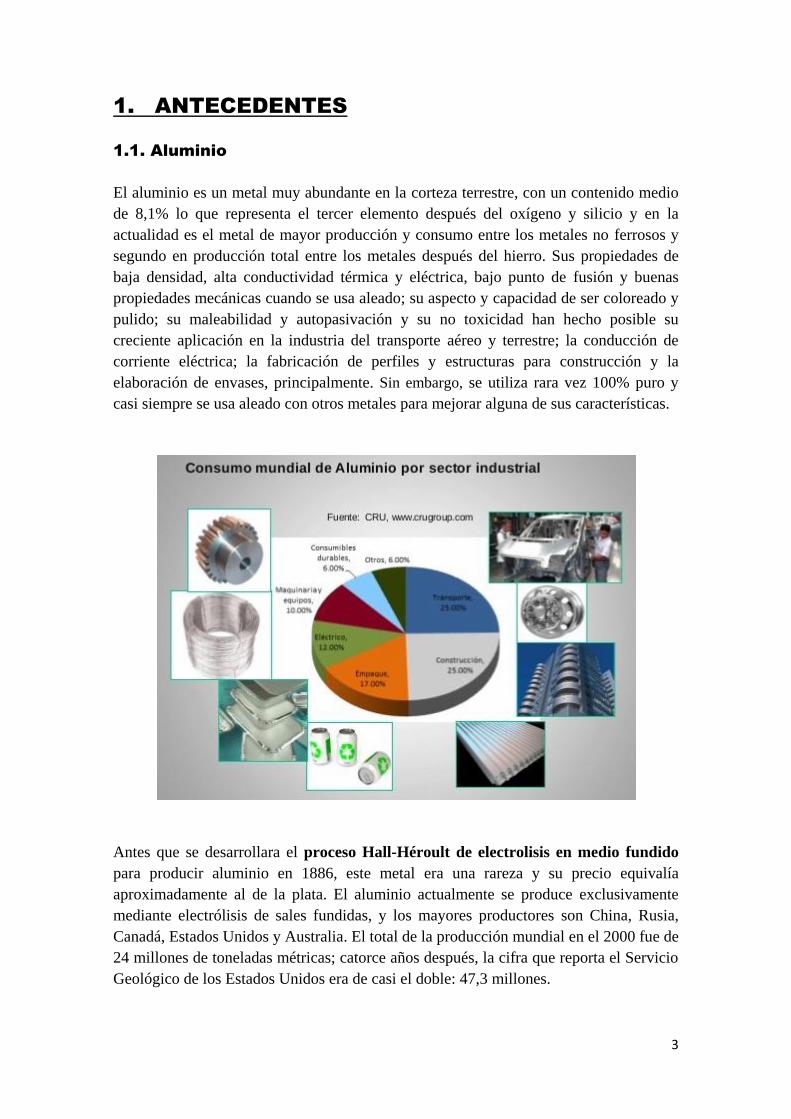
El aluminio es un metal muy abundante en la corteza terrestre, con un contenido medio
de 8,1% lo que representa el tercer elemento después del oxígeno y silicio y en la
actualidad es el metal de mayor producción y consumo entre los metales no ferrosos y
segundo en producción total entre los metales después del hierro. Sus propiedades de
baja densidad, alta conductividad térmica y eléctrica, bajo punto de fusión y buenas
propiedades mecánicas cuando se usa aleado; su aspecto y capacidad de ser coloreado y
pulido; su maleabilidad y autopasivación y su no toxicidad han hecho posible su
creciente aplicación en la industria del transporte aéreo y terrestre; la conducción de
corriente eléctrica; la fabricación de perfiles y estructuras para construcción y la
elaboración de envases, principalmente. Sin embargo, se utiliza rara vez 100% puro y
casi siempre se usa aleado con otros metales para mejorar alguna de sus características.
Antes que se desarrollara el proceso Hall-Héroult de electrolisis en medio fundido
para producir aluminio en 1886, este metal era una rareza y su precio equivalía
aproximadamente al de la plata. El aluminio actualmente se produce exclusivamente
mediante electrólisis de sales fundidas, y los mayores productores son China, Rusia,
Canadá, Estados Unidos y Australia. El total de la producción mundial en el 2000 fue de
24 millones de toneladas métricas; catorce años después, la cifra que reporta el Servicio
Geológico de los Estados Unidos era de casi el doble: 47,3 millones.

La producción de aluminio mediante el proceso Hall-Héroult requiere como materia
prima alúmina de alta pureza, lo cual a su vez coincidió con el desarrollo del proceso
Bayer de producción de alúmina en 1888.
La principal desventaja del aluminio reside en la elevada cantidad de energía eléctrica
requerida, lo que aumenta los costes de producción. No obstante, tiene un bajo coste de
reciclado y, por tanto, una vida útil larga. El reciclado supone ahorro energético del
95% frente a la obtención de aluminio por primera vez.
1.2. Minerales
El aluminio no se encuentra puro en la naturaleza, sólo existe en una combinación
estable con otros materiales (particularmente en sales y óxidos), formando parte de los
siguientes minerales:
Silicatos:
Caolín
Arcilla
Feldespato
Mica
Pizarras
Óxidos:
Óxido de Aluminio Hidratado
Bauxita Al2O3·nH2O
Óxido de Aluminio Anhídrido
Corindón, Rubí, Zafiro (en forma cristalina, como el diamante
con el carbono)
Fluoruros:
Criolita (fluoruro doble de sodio y aluminio) Na3AlF6
A pesar de la gran abundancia del aluminio en combinaciones de más de 270 minerales
en la corteza terrestre, los minerales comercialmente explotables de aluminio son pocos.
Estos son:
- Alterados: Este tipo lo constituye principalmente la bauxita, mineral descubierto en
Baux (Francia), que no es una especie mineralógica definida, ya que este término
designa a una mezcla de sustancias minerales esencialmente constituidas por hidratos de
alúmina, óxido de hierro, silicatos de alúmina y óxidos de titanio, y procede de la
degradación de los minerales calizos y silíceos, provocada por las influencias climáticas
en condiciones geomorfológicas favorables, y el contenido elevado en óxidos de hierro
dan al mineral un color que varia del rojo al marrón obscuro. En la composición de las
bauxitas entran diversas especies naturales del hidrato de alúmina: el monohidrato
(Al2O3·H2O), del cual existen dos variedades cristalográficas, el tipo α o diásporo y el
5
tipo γ o boehmita; el trihidrato (Al2O3·3H2O) variedad γ denominado gibbsita o
hidrargilita.
Las bauxitas representan, casi exclusivamente, los minerales más importantes para la
producción de aluminio y su composición química oscila entre los siguientes valores:
agua de constitución del 12 al 30% en peso, alúmina (Al2O3) del 40 al 60%, óxido
férrico (Fe2O3) del 5 al 30%, sílice (SiO2) del 1 al 8%, óxido de titanio (TiO2) del 2 al
4%, en proporciones de algunas milésimas al calcio en forma de carbonatos, del orden
de diez milésimas al flúor, fósforo, arsénico, galio y zinc, en menor proporción todavía
lleva al azufre, magnesio, cromo, manganeso, níquel, cobre, circonio y materias
orgánicas o húmicas. La gibbsita es a veces el mineral predominante. El contenido
medio de aluminio en la gibbsita es de 34.6%. La boehmita tiene un contenido de
aluminio de 45% y el diásporo un contenido también de 45%. El óxido de hierro de la
bauxita en general se encuentra en forma anhidra Fe2O3 y a veces en pequeña cantidad
en el estado hidratado (FeOOH), con menos frecuencia en S2Fe ó Fe2O3·3SiO2. La sílice
en general en forma de silicato de aluminio, aunque a veces aparece en forma de cuarzo
o como caolinita, y el óxido de titanio en forma de cristales dispersos de rutilo y
anatasa.
Las bauxitas tropicales reciben el nombre de lateritas, apareciendo la alúmina
cristalizada en forma de gibbsita.
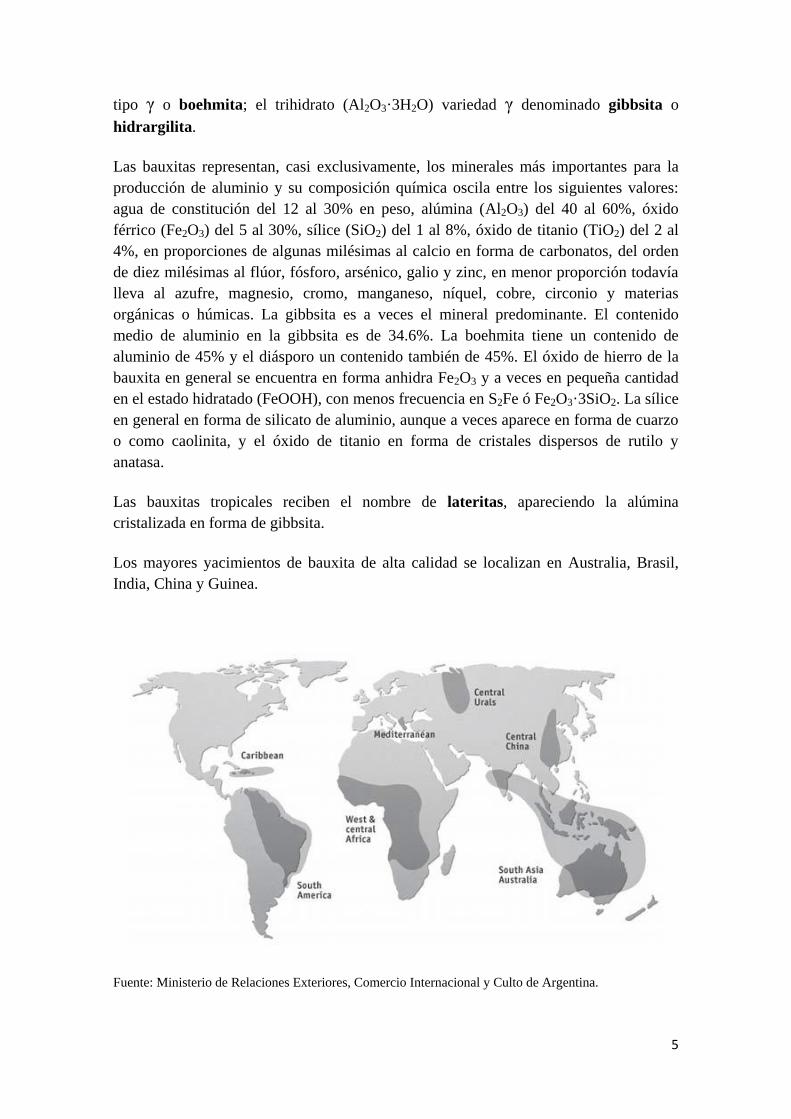
Los mayores yacimientos de bauxita de alta calidad se localizan en Australia, Brasil,
India, China y Guinea.
Fuente: Ministerio de Relaciones Exteriores, Comercio Internacional y Culto de Argentina.
La calidad de una bauxita es determinada por su composición química y mineralógica y
especialmente por el llamado “módulo de sílice” (Al2O3/SiO2 en % peso). La relación
Al2O3/SiO2 determina si un mineral es trabajable o no. La mejor bauxita tiene un
módulo mayor a 10, mientras que las bauxitas de segunda y tercera categoría tienen un
módulo de sílice entre 7-10 y 4-7 respectivamente. Por lo tanto la presencia de sílice en
la bauxita, sobre todo en su forma reactiva, juega un papel fundamental en la calidad del
mineral.
Las menas secundarias tratadas con objeto de explotación industrial han sido las
bauxitas muy silicosas de Arkansas (12 al 18% de SiO2), constituidas por trihidratos y
arcillas con cantidades apreciables de carbonato de hierro.
- Hidrotermales: Fundamentalmente lo representan las alunitas o piedras de alumbre
(Kal3(SO4)2(OH)6) con hasta 37% de Al2O3.
- Magmáticos: Lo constituyen las rocas aluminosas como las sienitas, nefelinas y
anortositas, que contienen más de 20% de Al2O3.
Las nefelinas (4Na2O·K2O·4Al2O3·9SiO2) que son silicatos dobles de aluminio y
metales alcalinos con un contenido máximo en Al2O3 del 30% y más del 43% de sílice,
se han utilizado en Rusia para la obtención de alúmina y de los subproductos:
carbonatos alcalinos y cemento.
- Metamórficos: Son los silicatos de aluminio, como la andalucita, labradorita,
sillimanita y cianita, con contenidos variables de aluminio.
- Dedríticos: Son depósitos de caolín y diversas arcillas. Pueden llegar a tener leyes de
hasta 32% de Al2O3.
1.3. Métodos generales de obtención del aluminio
Desde el principio el problema fue encontrar un método para extraerlo de manera
rentable en cantidades industriales. La extracción de bauxita era costosa y difícil.
Como tal óxido (Al2O3), su proceso de obtención sería su reducción, pero el elevado
calor de formación de la alúmina encarece el proceso; solo la reducen el carbono a
temperaturas del horno eléctrico, el uranio, el bario, magnesio, calcio, sodio y potasio o
el cátodo de una cuba electrolítica. Por otra parte, la alúmina está impurificada por el
TiO2, SiO2 y Fe2O3, los dos óxidos primeros se reducen un poco antes que el Al2O3, por
lo que el aluminio obtenido al estado fundido estaría impurificado por titanio y silíceo.
Además, el metal aluminio tiene una sobretensión de hidrógeno baja, por ello en la
electrolisis de soluciones acuosas se obtendría catódicamente hidrógeno antes que
aluminio. Así que el aluminio solo puede obtenerse a partir de electrolisis (reducción

7
catódica) de sus sales fundidas o de disoluciones que no contengan agua, es decir, a
base de sales orgánicas.
Los electrolitos fundidos apropiados para la obtención del aluminio son los siguientes:
Al2O3, AlF3, AlCl3 y Al2S3; y si se calcula la tensión de descomposición de estos
compuestos a 700º C resulta que: Al2O3 = 2,35 voltios, AlF3 = 4,09 voltios, AlCl3 =
1,95 voltios, Al2O3 = 0,8 voltios.
Al mismo tiempo, como las impurezas de las menas de aluminio tienen importancia y
son bastantes estables si pasan al metal, es por lo que la obtención del aluminio precisa
la purificación de la sal que constituye el electrolito fundido. Por ello, la primera parte
del proceso de obtención es conseguir una alúmina de gran pureza. Con la palabra
alúmina se designa tanto al óxido como al hidróxido, que es un producto intermedio en
la obtención del óxido anhidro o una materia de partida para la producción térmica de
muchos compuestos de aluminio.
Una vez conseguida una alúmina de gran pureza, se obtiene el aluminio por electrolisis
de esta alúmina disuelta en un baño de fluoruros de aluminio, con fluoruros de uno o
más metales, más electropositivos que el aluminio, tales como el sodio, potasio, calcio o
litio, trabajando a temperaturas próximas a 1.000º C y con altas densidades de corriente.
Así se produce aluminio con purezas de 99,8 al 99,9%, pero este aluminio no cumple
los requisitos que en la actualidad le exigen algunas industrias, por lo que es preciso
refinarlo. El refino también es electrolítico y a partir de sales fundidas, ya que las
impurezas que contiene se oxidan después que el aluminio.
En la actualidad casi el 100% del aluminio primario producido a nivel mundial es
obtenido de la combinación del proceso Bayer de producción de alúmina y el proceso
Hall-Héroult de electrolisis en medio fundido, no obstante, las investigaciones
continúan en busca de procesos alternos que permitan la obtención de aluminio en una
forma más económica.
Por otra parte, el reciclaje del aluminio es un proceso mediante el cual, los desechos de
aluminio pueden ser convertidos en otros productos tras su utilidad primaria. Este
proceso implica simplemente refundir el metal, lo cual es mucho más barato y consume
mucha menos energía que la producción de aluminio a partir de la electrólisis de la
alúmina.


9
2. OBTENCION DE ALUMINA
El hidróxido de aluminio o alúmina (también se le conoce por alúmina hidratada) es un
gel, que al precipitar de disoluciones acuosas lo hace en forma gelatinosa voluminosa
que pasa por envejecimiento al hidróxido estable Al(OH)3 (hidrargilita artificial), que si
se calienta entre 250º a 300º C desprende la mayor parte del agua ligada, quedándose
convertido en boehmita (Al2O3·H2O) con el 15% de H2O. Si continuamos con el
calentamiento, la boehmita modifica su estructura cristalina según lo siguiente: a
aproximadamente a los 600º C se convierte en virtud de una reacción fuertemente
endotérmica en γ – Al2O3 (corindón γ) -, si continuamos con el calentamiento, y según
una reacción ligeramente exotérmica, se transforma en α – Al2O3 (corindón α) – y su
transformación completa en este tipo de corindón se alcanza alrededor de los 1.200º C.
El corindón α es totalmente inerte, por ello tiene la calidad adecuada para su
almacenamiento prolongado.
El grado de esta transformación depende de la temperatura y duración del
calentamiento. Análogas transformaciones se presentan para las alúminas hidratadas que
se encuentran en la naturaleza, es decir, gibbsita y boehmita.
Materia Composición Tª de transf. Producto Peso
específico
Forma
cristalina
Gibbsita γAl2O3·3H2O 250-300º C γAl2O3·H2O 2,42 monoclín.
Boehmita γAl2O3·H2O 450-600º C γAl2O3 3,42 cúbico
Diásporo αAl2O3·H2O 420-450º C αAl2O3 4,-- romboed.
γAl2O3 950-1200º C αAl2O3 4,-- romboed.
El proceso Bayer es el más usual para refinar la bauxita, aunque se han propuesto otros
métodos para la eliminación de las impurezas de las menas de aluminio. Los principales
procedimientos de obtención de alúmina se pueden dividir en los siguientes grupos:
1.- Procedimientos alcalinos
a).- Método Bayer: Suministra la alúmina más pura, pero su aplicación está limitada a
bauxitas pobres en sílice y diásporo.
b).- Proceso combinado Alcoa: Suministra alúmina pura, trabajando con bauxitas más
altas en sílice.
c).- Procedimiento de la sosa o método pirógeno: Suministra una alúmina algo
impura y es aplicable a todas las bauxitas pobres en sílice.

2.- Procedimientos ácidos
a).- Con ácido clorhídrico: Suministra una alúmina pura, solo intercalando
procedimientos de purificación complicados. Se puede aplicar a bauxitas pobres en
hierro, arcillas y silicatos.
b).- Con ácido sulfúrico: Es análogo al anterior, pero más apropiado para trabajar con
alunitas.
c).- Con ácido nítrico: Suministra un producto puro, aún trabajando con silicatos,
labradorita, leucitas o arcillas.
d).- Con ácido sulfuroso o método Goldschmit: Suministra un producto que no tiene
la pureza suficiente, pero se puede aplicar a bauxitas pobres en diásporo y con alto
contenido en sílice. Sirve para arcillas y caolines.
3.- Procedimientos electrotérmicos
a).- Fusión escorificante o método Pederson: Suministra una alúmina suficientemente
pura y es aplicable a bauxitas con diásporo, ricas en sílice y silicatos. Consume mucha
energía eléctrica, 4.000 kwh/Tm.
b).- Reducción selectiva o procedimiento Hall: Suministra un corindón impuro, pero
es aplicable a todas las materias primas ricas en alúmina, que estén exentas de óxidos
alcalinos y alcalino-térreos.
c).- Método Haglund: Suministra un corindón que no siempre es puro, y es aplicable a
todas las materias primas ricas en alúmina y que no contengan impurezas importantes,
fuera de los óxidos de aluminio, hierro, silíceo y titanio.
2.1. Método Bayer
El químico austriaco Karl Joseph Bayer patentó en 1889 el proceso para obtener
alúmina a partir de bauxita (Al2O3·nH2O) mediante una solución de hidróxido sódico,
cuyas bases se mantienen en la actualidad. Karl era hijo de Friedrich Bayer, fundador de
la empresa química y farmacéutica Bayer.
El proceso Bayer desarrollado industrialmente en Gardan (Francia, 1.893) y Larne
(Irlanda, 1.895), continúa siendo actualmente el método dominante en la fabricación de
alúmina (Al2O3); los cambios operados en el mismo, son básicamente adaptaciones de
la tecnología moderna con la finalidad de incrementar la capacidad de producción,
mejorar la calidad del producto, así, como reducir los consumos de energía.
11
a).- Fundamentos
El método Bayer es un procedimiento por vía húmeda que consta de una lixiviación
discontinua a presión y temperatura de la bauxita molida utilizando como disolvente
una disolución acuosa de sosa cáustica, basándose en las diferentes solubilidades de los
hidratos de alúmina. Así el trihidrato (gibbsita o hidrargilita) es muy soluble desde
temperaturas de 40 a 140º C, el monohidrato en fase γ (boehmita) no es realmente
soluble más que a temperaturas superiores a 180º C y el monohidrato en fase α
(diásporo) es muy poco soluble a temperaturas inferiores a 250º C y en general no es
atacable por vía húmeda.
De forma general, la reacción principal que tiene lugar, reversible según la temperatura
y concentración de la fase líquida, es:
Al2O3·nH2O(s) + 2NaOH(aq) ↔ 2NaAlO2(aq) + (n+1)H2O
Reacción endotérmica con un consumo de 11 a 12 cal/mol de Al2O3, y el aumento de
temperatura y de concentración del NaOH favorece la disolución y las inversas la
precipitación.
Los puntos esenciales del procedimiento Bayer son los siguientes:
1º.- Disolución de la alúmina en la disolución, por ataque a alta temperatura y alta
presión (si es necesario) mediante lejía de sosa concentrada, dejando impurezas
insolubles.
2º.- Separación de fases, obteniendo una disolución y unos residuos insolubles
denominados lodos rojos, por su alto contenido en óxido e hidróxido de hierro.
3º.- La precipitación parcial de la alúmina en disolución, mediante la disminución de
temperatura y la dilución de la lejía de aluminato de sodio, como esta precipitación es
lenta debe cebarse mediante la adición de alúmina fabricada anteriormente.
Las impurezas que contienen las bauxitas no tienen influencia sobre la mayor o menor
solubilidad de la alúmina, siendo su comportamiento durante la lixiviación el siguiente:
El hierro en la forma de óxido (Fe2O3) se hidroliza, permaneciendo insoluble y pasando
a los fangos (lodos rojos), pero un poco de hierro se solubiliza en forma de ferrito
sódico (Fe2O3Na2O), que también se escribe como FeO2Na, según la reacción: Fe(OH)3
+ NaOH = FeO2Na + 2H2O y pasando a la disolución en contenidos de decenas de
miligramos por litro. Estos ferritos condicionan el contenido de hierro de la alúmina por
su posible precipitación posterior.
La sílice, que existe generalmente en la forma de silicatos de aluminio del tipo caolinita
(2SiO2·Al2O3·2H2O), se combina con el hidróxido de sodio para formar silicatos

alumínicos sódicos insolubles (5SiO2·3Al2O3·3Na2O·5H2O) que arrastran al barro rojo
alúmina, por ello el rendimiento de este método desciende desde el 85-90% al 70% para
bauxitas con contenidos en sílice del 5 al 10%, además de aumentar el consumo de
álcalis y el coste de la operación. Por ello en este procedimiento las bauxitas no deben
de pasar del 10% de sílice si pretendemos que sea rentable. La proporción de sílice en la
disolución (o licor como también se denomina) varia a lo largo del proceso o de
fabricación, pero es independiente de la sílice de la bauxita, ya que su solubilidad en el
licor depende de su temperatura, de las concentraciones de Na2O y Al2O3, y de las fases
sólidas del sistema. Al fin del ataque de la bauxita, la disolución de aluminato son más
ricos en sílice, por ello conviene una elevación de la temperatura que favorece la
precipitación del sílico-aluminato, que forma costras duras y compactas en la superficie
de calentamiento.
El óxido de titanio (TiO2), bien en forma de rutilo o anastasia, no es atacado por la sosa
más que cuando la concentración es muy alta y la temperatura elevada, en este caso
forman titanatos de sodio que son muy hidrolizables y dan lugar a titanatos insolubles
(3TiO2·Na2O) que pasan a los lodos rojos, aunque la sosa insolubilizada por el TiO2 es
pequeña en relación con la insolubilizada por la sílice, tiene influencia ya que hace que
el valor Na2O/SiO2 de los lodos rojos pase de 0,62 a los valores 0,65 a 0,70.
Las impurezas secundarias de la bauxita se concentran en las disoluciones (licores) por
consecuencia del reciclado continuo de los mismos. Los elementos: flúor, fósforo,
vanadio y arsénico siempre se encuentran asociados, y una parte de ellos se disuelven en
la disolución (de 0,5 a 2 gr/l) llegándola a saturar y originando precipitados en ciertos
puntos del circuito, donde las condiciones sean favorables a la cristalización de estos
componentes, formándose cristales octaédricos constituidos por una mezcla isomorfa de
flurosales: fluofosfatos, fluovanadatos y fluoarseniato sódico. Para reducir estos
inconvenientes y mantener el contenido en sales de los circuitos de fabricación dentro
de valores admisibles, se efectúa la eliminación sistemática por cristalización, que se
realiza sobre una parte del licor concentrado en Na2O. La mezcla isomorfa obtenida se
puede tratar para recuperar el V2O5, que puede llegar de 100 a 300 gr/Tm de bauxita. El
azufre de las bauxitas se presenta en forma de pirita y si el contenido es demasiado
elevado tiene consecuencias molestas, ya que una parte pasa a la disolución en forma de
sulfuros o polisulfuros de sodio; si el azufre está en poca cantidad se elimina por
oxidación formándose sulfato sódico (SO4Na2) que es menos perjudicial. El cromo y el
manganeso pasan directamente a los fangos. El zinc pasa en solución parcial a los
licores y el galio, que existe en cantidades apreciables (0,01%), pasa en gran parte a la
disolución y posteriormente a la alúmina.
De la lixiviación se obtiene una suspensión formada: por la solución de aluminato de
sodio (licor) y los lodos que están formados por partículas de muy pequeño tamaño y
por ello unidas unas con otras, de difícil separación física, por ello se diluye la
suspensión con el agua de lavado de los lodos rojos o con líquidos pobres en Al2O3. La
separación de fases se efectúa en espesadores.
13
El lodo rojo está constituido por mezclas de óxido férrico, silicatos aluminatos sódicos,
óxido de titanio a hidrato de alúmina sin disolver, pudiéndose decir que por cada parte
de sílice, que contiene la bauxita, tiene 0,7 partes de alcalí, 1,13 partes de alúmina y por
cada parte de óxido de titanio de la bauxita retiene 0,41 partes de alcalí.
Las soluciones de aluminato de sodio Al2O3·Na2O (se puede escribir AlO2Na) se
descompone en iones AlO2Na = AlO2ˉ + Na+. Los iones de aluminato AlO2ˉ son
inestables y no pueden subsistir en disoluciones más o menos diluidas, por lo que es
preciso asegurar su estabilidad o metaestabilidad para permitir las manipulaciones
necesarias, para ello se aumenta el contenido de NaOH libre respecto al contenido
correspondiente de equilibrio, por ello es preciso definir el contenido de sosa en el licor.
En las fábricas europeas se representa el contenido en sosa como sosa cáustica (Na2O) y
en las fábricas americanas se representa como CO3Na2, y el contenido en Al2O3 se
representa no en valor absoluto, sino en valor relativo respecto a la sosa. Así en Europa
se representa el número de moles de Na2O cáustico que contiene el licor por un mol de
Al2O3; obteniéndose la relación molecular: Na2O cáustico/Al2O3, y se designa esta
relación por R.M.C. (relación molar cáustica) que da una representación bastante
sugestiva del estado de saturación o de estabilización de los licores; así la solución de
aluminato monosódicas imposibles de obtener tendrán: RMC = 1.
Como las disoluciones industriales (licores) tienen una cantidad apreciable de CO3Na2,
que se acumula y cuya presencia tiene incidencias de orden físico y químico sobre la
fabricación, es preciso definirlo también, por lo que para definir un licor de aluminato se
precisan tres parámetros: 1º.- Contenido de gr/l de Na2O cáustico. 2º.- Relación Na2O
cáustico/Al2O3, bien molecular o ponderal. 3º.- Grado de Na2O cáustico (% Na2O
alcalino total). Por ello, los métodos de análisis se asientan sobre la determinación de
estos parámetros y la marcha de la fábrica descansa sobre la interpretación de esta
relación.
La precipitación de la alúmina contenida en el licor depurado se conoce en el argot
metalúrgico como descomposición y se realiza (desde el punto de vista práctico)
operando sobre los cinco factores principales que actúan sobre el equilibrio y la
velocidad de precipitación, y son:
1º.- El aumento de concentración en NaOH (Na2O cáustico) limita la descomposición
según la ley de acción de masas (pues existe un aumento de concentración en iones
OHˉ).
2º.- Si se aumenta la concentración en Al2O3 del licor inicial, por incremento de iones
AlO2ˉ, se acelera la precipitación por la misma razón del principio de acción de masas.
3º.- El aumento en el contenido de carbonato sódico actúa en el mismo sentido que el
aumento de NaOH, pues modifica el equilibrio de los iones OHˉ, aumentándolos.

Experimentalmente se ha demostrado que la influencia de una unidad de Na2O en
estado carbonatado, es la misma que la de media unidad en estado cáustico.
4º.- El aumento de temperatura favorece el crecimiento de los cristales evitando su
descomposición.
5º.- El cebado del licor es el factor más importante, ya que se considera la
descomposición como ligada a él. Como el cebado depende de la influencia de
gérmenes microscópicos difíciles de aislar pero que presentan gran superficie activa, se
adopta para caracterizar el cebado la noción de la granulometría del cebo, que es
alúmina hidratada.
Si se aplica a las reacciones de precipitación las reglas de la cinética química y
simplificando los cálculos, se obtiene una fórmula práctica que tiene solo un valor
indicativo y que admite que la velocidad de precipitación está representada por la
relación: dR/dt = K·S·(Rt – Re)2, siendo: K una constante que depende de la
temperatura y de la concentración en Na2O alcalino (Na2O cáustico + Na2O
carbonatado); S es la superficie geométrica del cebo; R el contenido en alúmina del licor
expresado por la relación ponderal Al2O3/Na2O; Rt es la relación ponderal en el tiempo t
y Re es la relación en el equilibrio para el licor considerado (solubilidad del Al(OH)3).
Las materias primas utilizadas en el proceso Bayer son: en Europa predominan las
bauxitas monohidratos y en América las bauxitas tropicales trihidratos. También ocurre,
que en América no se da una especial importancia al consumo de energía por tenerla
barata, en cambio en Europa se fuerza a obtener el mínimo consumo de energía, lo que
trae como consecuencia una mayor pureza en el mineral de alimentación.
b).- Marcha de la operación
El Bayer industrial no es un proceso único: puede decirse que existen tantos procesos
Bayer como tipos específicos de menas hay. Por consiguiente, cabe considerar que el
Bayer Europeo y el Americano son diferentes principalmente en base a la materia prima
que utilizan.
Aunque las condiciones del proceso son influenciadas por el tipo de bauxita usada, hay
5 etapas principales en todas las plantas. Ellas son:
Preparación de la bauxita.
Lixiviación o digestión.
Dilución y separación de residuos.
Precipitación o descomposición.
Calcinación.
Se describe, a continuación, los diferentes pasos hasta obtener la alúmina metalúrgica a
partir de la bauxita, según el proceso Bayer. Estas operaciones y procesos son comunes

15
en los distintos Bayer, aunque las aquí expuestas representan de una forma general y
teórica a una planta tradicional en discontinuo, dado que son más bien cuestiones de
condiciones de trabajo y diseño lo que distinguen unas plantas de otras y no tanto las
operaciones y procesos en sí. Caben siempre ciertos pasos característicos de un proceso
Bayer que no son necesarios en otro, pero no excepciones típicas de los mismos.
Esquema del proceso Bayer de producción de alúmina a partir de bauxita en sus
etapas principales
Fuente: Dr. Igor Wilkomirsky Universidad de Concepción CHILE, 2009.

En primer lugar, la bauxita en tamaños de 30 a 40 mm y con un contenido en agua del
10 al 20% se calcina en hornos de soleras superpuestas o de reverbero de solera fija o
rotativos a una temperatura de 400 a 500º C, al objeto de eliminar la materia orgánica,
favorecer su desmenuzamiento y transformar el trihidrato en la fase γ del monohidrato y
no en la fase α (diásporo) que es poco soluble. El calcinado se muele, bien en seco o en
húmedo, en molino de bolas hasta tamaños menores de 100 mallas Tyler.
El calcinado molido se carga en autoclaves de acero de 30 a 60 m3 de capacidad con una
disolución de sosa cáustica de densidad 40º Be (de 300 a 350 gr/l de Na2O cáustico) y
en la proporción de una tonelada de bauxita por cada 6 ó 7 m3 de lejía.
La lixiviación se realiza a una temperatura de 150 a 200º C, que se consigue por adición
de vapor durante 4 a 8 horas y trabajando a presiones de 4 a 8 kg/cm2, obteniéndose una
disolución de aluminato sódico (AlO2Na) mezclado con lodos insolubles, que tiene un
RMC de 1,5 a 1,9 (hasta 300 gr/l de Na2O).
Esta suspensión (disolución y lodos), se diluye con líquidos pobres en alúmina (aguas
del lavado de hidratos, licores de después de la descomposición, etc.) en una cantidad
aproximadamente igual que la suspensión, hasta conseguir que la mezcla contenga de
100 a 160 gr/l de Na2O cáustico y tiene un RMC de 1,5 a 1,8, permitiéndose que la
temperatura no desciende de 100º C; en estas condiciones está la suspensión en un
estado metaestable, ya que el grado de estabilidad a 100º C es para un RMC de 1,8 a
2,05.
Esta disolución se envía a la separación de fases que debe de ser completa, ya que
cualquier cantidad de lodo rojo que quede en suspensión se convertirá en una impureza
de la alúmina y dará dificultades o contaminación en el proceso electrolítico. Esta
separación de fases se hace en espesadores de 10 a 30 metros de diámetro y para
facilitar la sedimentación del lodo se añade a la suspensión harina, que por adsorción
retiene al lodo rojo, impidiendo que pase a la disolución. No obstante, de 20 a 100 mg/l
(según la calidad de la bauxita) pasa al licor, por lo que es preciso realizar una filtración
en filtros prensas a temperaturas de 90 a 95º C y con presiones de trabajo de 1,5 a 3
kg/m2; precisándose 2 m
2 de superficie filtrante instalada por Tm/día de alúmina.
El rendimiento de extracción que se consigue es entre el 85 al 90% de la alúmina de la
bauxita.
De los filtros prensas se obtiene una disolución de aluminato que se envía a
precipitación de la alúmina y que contiene: 80 gr/l de Al2O3, 96 gr/l de Na2 en forma de
NaOH, 24 gr/l de Na2O en forma de CO3Na2 y 1 mg/l de Fe2O3 insoluble, y unos fangos
que se unen a los producidos por el espesador para lavarlos a contracorriente primero
con agua caliente y luego con agua fría y a continuación se somete a filtración; el
filtrado son las lejías de lavado, que quedan en el circuito para diluir las disoluciones
concentradas y si están muy empobrecidas en alúmina se concentran por evaporación.

17
El fango que se obtiene es el lodo rojo que representa en peso hasta el 50% de la bauxita
y que contiene del 10 al 20% de Al2O3, del 45 al 60% de Fe2O3, del 4 al 10% de SiO2,
del 5 al 10% de TiO2, del 8 al 12% de Na2O y el 45% de H2O.
Las disoluciones de aluminato obtenidas de la filtración, si son concentradas son
estables, es decir, no se descomponen, pero cuanto más diluidas son o tengan menor
temperatura, tanto más se descomponen y para evitarlo es preciso aumentar la relación
cáustica (RMC), o adicionar inhibidores que pueden ser: materia orgánica, ácidos
húmicos, dextrinas, o aniones SO3, Cl, si pretendemos mantenerlas durante horas o días
antes de pasar a la etapa siguiente.
La disolución de aluminato se envía a precipitación o descomposición en tanques de
agitación que están aislados térmicamente y con capacidades de 400-500 m3 (6 a 7
metros de diámetro y de 12 a 16 metros de altura) y en donde se realiza la operación
inversa de la solubilización:
AlO2Na + 2H2O = Al(OH)3 +NaOH
y el silicato alumínico sódico, que pasó en pequeñas cantidades a la disolución durante
la extracción, se disuelve. Todo ello se consigue manteniendo la disolución en agitación
lenta durante 4 ó 5 días, habiéndole añadido una cantidad en peso, que es de 3 a 5 veces
de la alúmina a precipitar, de alúmina de inoculación (alúmina hidratada) obtenida por
precipitación con CO2 ó por descomposición (pero de tamaño fino), que actúa de
gérmenes cristalizadores mientras la temperatura desciende progresivamente hasta los
35 ó 36º C y una densidad de 26º Bé y un RMC de 3 a 4.
La suspensión después de la descomposición se envía a clasificación previa por
levigación o centrifugación en hidrociclones. La suspensión que contiene el hidrato
grueso se envía a filtración en filtros prensas y la suspensión restante, que contiene el
hidrato más fino, se envía a filtración y lavado en filtros rotativos de vacío que tienen un
consumo de 600 a 1.200 l/Tm de alúmina, obteniéndose un licor claro destinado a
evaporación y el hidrato de alúmina fino que se utiliza como gérmenes de cristalización.
El hidrato de alúmina obtenido es de color blanco intenso, con un contenido del 62 al
72% de Al2O3. Siendo la recuperación en la descomposición del 80 al 85%.
Es conveniente resaltar la pequeña productividad de los volúmenes de licores
empleados en todo el ciclo, pues se precisa de 12 a 20 m3 de licores diluidos para
producir una tonelada de alúmina.
Este hidrato de alúmina se envía a secado y calcinación para que la alúmina no absorba
agua posteriormente. La alúmina calcinada que es la fase α del Al2O3 no es
higroscópica y tiene el siguiente análisis de impurezas: del 0,4 al 0,8% de Na2O, de 60 a
220 gr/Tm de Fe, de 55 a 190 gr/Tm de Si, de 70 a 130 gr/Tm de Ga, de 15 a 40 gr/Tm
de Ti, de 6 a 45 gr/Tm de V, de 10 a 100 gr/Tm de Zn y de 1 a 7 gr/Tm de Mn.

La calcinación del hidrato de alúmina Al(OH)3 (hidrargilita artificial, trihidrato de
alúmina o gibbsita) se realiza según la ecuación:
2Al(OH)3 + calor = Al2O3 + 3H2O
Como el hidrato de alúmina viene como torta de un filtro, lleva un 12% de agua como
humedad, por lo que la cantidad de agua evaporada por kg de Al2O3 es de 0,72 kg,
originándose 0,9 m3 de vapor según los siguientes cálculos:
78 x 2 kg de Al(OH)3 producen 102 kg de Al2O3 y se evaporan 3 x 18 kg de agua, pero
como la torta lleva el 12% de humedad, el agua total evaporada es: 0,12 x 156/102 +
54/102 = 0,72 kg de H2O = 22,4 x 0,72/18 = 0,9 m3 N de agua en forma de vapor, con
un consumo de calorías de 580 kcal/kg de Al2O3 calcinada.
El contenido en alúmina α indica el grado de calcinación. En un principio se tendía a
obtener mayoritariamente alúmina α, pues ésta tenía menos agua estructural y producía
menos pérdidas de gases fluorados: el agua de la alúmina se combina con los fluoruros
de los baños de electrólisis formando ácido fluorhídrico que escapa al ambiente.
El producto final es función de la temperatura y tiempo de calcinación. Si la
temperatura es alta, 1.200º C, se obtiene alúmina mayoritariamente α. Si la temperatura
es baja, 1.000º C, se obtiene alúmina γ, denominándose así una serie de alúminas de
transición a las que acompaña pequeñas cantidades de alúmina α. Se acelera la
transformación del hidrato de alúmina en alúmina α por la adición a la carga del horno
de agentes mineralizadores, en particular fluoruros de aluminio.
La necesidad de una alúmina activa para captar los gases fluorados en su superficie ha
cambiado la idea sobre la calcinación y también la tecnología de calcinado. Hoy se
prefieren alúminas con contenidos mayoritarios en alúmina γ, porque tienen capacidad
de quimisorber los gases fluorados. Además, la alúmina γ es fluyente, se dosifica y se
disuelve mejor en los baños de electrólisis. Las pequeñas pérdidas de gases fluorados,
que ocasiona su contenido en agua, (monohidrato residual + agua constitucional), no
afectan a la economía de las instalaciones, ya que todos los gases producidos se captan y
se retienen en el sistema de “lavado seco” de las plantas de reducción modernas.
Diferentes tipos de alúmina
Características América Europa Tipo Intermedio
Físicas Tipo arena Tipo harinoso Lecho Fluidificado
Ángulo de reposo 33º 40-42º 37º
Contenido en α – Al2O3 30 % 70-90 % 20 %
Pérdida por ignición 0,7 % 0,1 % 0,4 %
Tamaño > 325 mallas 92 % 55 % 80 %
Superficie específica 40 m2/gr 5 m
2/gr 40 m
2/gr

19
De los filtros prensa también se obtiene una disolución de aluminato que tiene un RMC
desde 3 a 6, con una densidad de 21 a 23º Bé, de coloración desde amarillenta a rojiza
(según el contenido de vanadatos) y que posee 130 gr/l de Na2O, de 35 a 53 gr/l de
Al2O3, 0,2 gr/l de SiO2 (disuelto), y algo de CO2 que fue absorbido del aire durante las
operaciones de disolución. Esta disolución se envía a concentración por evaporación, en
evaporadores de vacío de escalones, hasta alcanzar una concentración de 300 gr/l de
Na2O, obteniéndose costras en los evaporadores formadas por silicato doble de sodio y
aluminio (nefelina artificial). Esta disolución concentrada se somete a enfriamiento para
depurarla del vanadio que precipita en forma de vanadatos de sodio con otros silicatos.
La disolución así purificada se envía a la lixiviación en autoclave (cabeza del proceso)
para disolver nueva bauxita.
Durante mucho tiempo se consideró que el procedimiento Bayer no era aplicable a las
bauxitas del tipo α, además de no ser satisfactorio los defectos técnicos debido a la
lixiviación discontinua a presión, la filtración dificultosa y la cantidad de sosa
consumida. Pero la investigación de la economía del calor y las posibilidades
tecnológicas de empleo de presión y temperaturas más elevadas, así como la calcinación
preliminar de la bauxita y la adición de catalizadores de ataque, permiten el tratamiento
de estas bauxitas α, admitiendo que la presión tenga un valor compatible con su
realización económica, así como a adoptar contenidos de sosa en la lejía más débiles, de
200 a 250 gr/l, pero utilizan temperaturas elevadas de 200 a 230º C que no solo mejoran
la lixiviación, sino también la filtración; con ello se ha reducido el consumo de sosa,
permitiendo la utilización de bauxitas con el 6 ó 7% de sílice cuando este límite en el
año 1920 era del 3%.
Se puede admitir que la etapa siguiente fue la utilización de disoluciones todavía más
diluidas con porcentajes de 120 a 150 gr/l de Na2O, pero trabajando a temperaturas
como mínimo de 250º C.
Como resumen, indicaremos que la lixiviación discontinua a presión no es satisfactoria
y que el proceso Bayer no es ni de fácil realización, ni de fácil control, con una
filtración dificultosa y con una limitación en el contenido de sílice de la bauxita, por
hacer insoluble a una parte de la alúmina.
En las plantas modernas, el proceso de lixiviación se realiza en forma continua,
consiguiendo un control riguroso de los licores en cuanto a su temperatura y
concentración. Además, el desarenado realizado en modernos equipos de hidrociclones
y el empleo de los nuevos floculantes en los espesadores de sedimentación mejoran la
separación sólido/líquido.
También, las tendencias en los últimos años han evolucionado hacia la precipitación
continua, ya que tiene un mejor control y resulta más barata. Mejorándose la filtración
del producto mediante la utilización de filtros planos horizontales rotatorios.

Las ventajas principales de todas estas modificaciones actuales son: la alta
productividad y el mejor rendimiento energético.
2.2. Calcinación en hornos de lecho fluidificado
Hasta casi el último tercio del siglo pasado la calcinación del hidrato de alúmina se
realizaba en hornos rotativos normales, similares a los utilizados en la industria del
cemento, trabajando de 1.200 a 1.300º C y recuperándose el polvo de los gases de
escape, ya que en ellos se podía ir hasta el 50% de la carga, y con un sistema de
enfriamiento de la alúmina calcinada que era un enfriador rotativo (o enfriador satélite).
También se verificaba esta operación en hornos rotativos cortos con recuperación del
polvo de los gases mediante ciclones intercambiadores de calor (por fluidificación), que
no sólo enfriaban a la alúmina, sino que precalentaban el aire de combustión.
Debido a que los hornos rotativos tienen un consumo elevado de calorías y un gran
desgaste de refractario, se ensayaron para la calcinación de la alúmina los hornos de
fluidificación.
Teniendo en cuenta que el hidrato de alúmina está en forma de sólidos de tamaño fino
(comprendido entre 25 y 100 µm), que la caída libre de los sólidos de tamaños ≥ 100
µm es de 0,35 m/s cuando están calentados a 1.100º C y que el límite para la eficiencia
de un ciclón de precipitación es para tamaños ≥ 5 µm, se comprende que la
fluidificación presentase problemas, así como 3 posibilidades que definiremos por A, B
y C (en principio); existiendo en cada una de ellas un sistema de carga, horno de
fluidificación con placa de toberas, ciclones separadores de sólidos en gases y el sistema
de descarga de los sólidos ya calcinados.
Fuente: Dr. Abelardo Rovira Pereira UPCT

21
El caso A se aplica para la tostación en lechos fluidificados con porosidad en el lecho
desde 0,5 a 0,6; los sólidos permanecen en el lecho y su descarga se realiza
por rebose y sólo una pequeña porción (normalmente del 8 al 10%) se descargan por el
ciclón.
El caso B se realiza cuando se aumenta la velocidad del gas en el mismo sistema, en su
caso extremo se puede llegar a la completa descarga de los sólidos desde el ciclón,
originándose un lecho de fluidificación en expansión. En los lechos de este tipo no
queda definido un lecho propiamente dicho, porque el horno en su conjunto está lleno
de sólidos y la concentración de los mismos decrece continuamente en la dirección del
flujo. Como la mayor parte de los sólidos se descargan continuamente por la parte alta
del horno (ciclón), es por lo que es imprescindible alimentar continuamente de material
al horno para mantener en él un lecho fluidificado estable. En estos hornos tiene lugar
una transferencia de calor, entre los sólidos y los gases, tan rápida que en el horno
prevalece una temperatura uniforme. Los lechos fluidificados en expansión están
próximos al transporte neumático de sólidos.
En el caso C existe recirculación al lecho de los sólidos precipitados de los gases de
escape, lo que puede significar un aumento en la densidad media de los sólidos en el
lecho fluidificado en expansión, por lo que se aumenta el tiempo de estancia de los
sólidos en el lecho respecto al caso B, bajando la resistencia del lecho y elevando la
velocidad de fluidificación a más de 10 veces la del caso A, sin que haya una excesiva
recirculación de sólidos. A este sistema se denomina lecho fluidificado circulante (o
proceso Lurgi-Vaw de calcinación de hidrato de alúmina) y en ellos se consiguen
mejores tiempos de transferencia de masa y calor, así como una marcha radial del gas
(por existir menos concentración de sólidos). También la combustión del fuel o gas
natural puede realizarse con mayor uniformidad y temperatura en todo el circuito del
lecho circulante.
El funcionamiento del sistema de calcinación de la alúmina por el proceso Lurgi-Vaw
de lecho fluidificado circulante es el siguiente:
La alúmina deshidratada y seca con 350º C, constituye la alimentación del horno de
fluidificación cuya calefacción es por fuel atomizado por vapor o gas natural, que se
introduce por la parte baja del horno, pero por encima de la placa de toberas, y que por
combustión casi estequiométrica mantiene en el horno una temperatura uniforme de
1.100º C. El aire de fluidificación entra a 600º C por el fondo del lecho y a través de
toberas, también existe una entrada adicional de aire secundario y de polvos recogidos
en los electrofiltros que se descargan al horno a través de unas toberas situadas más
altas que la alimentación de la alúmina.
En el horno se obtiene una suspensión con gran porosidad y por ello toda la alúmina se
va con los gases de escape al ciclón adyacente. El tiempo medio de estancia del hidrato
en el horno puede variar de 20 a 60 minutos por aumento del peso del lecho, que puede
controlarse por el aumento de la caída de presión del lecho. Los gases de escape del
horno tienen un contenido de CO > 0,5%, de O2 del 1 al 2% y contenidos bajos de SO2
y NOx, y toda la alúmina al pasar al ciclón adyacente o ciclón de retorno, en donde se
termina de eliminar el combustible, por ello en el ciclón también existe una temperatura
de 1.100º C. La parte baja del ciclón de retorno comunica con una pequeña cámara de
fluidificación que envía la alúmina de nuevo al horno, por ello la denominación de
lecho circulante. Esta cámara tiene una purga intermitente de alúmina calcinada hacia la
zona de enfriamiento o enfriador fluidificado.
Los gases de escape que salen del ciclón de retorno se enfrían en dos intercambiadores
de calor tipo Ventury, hasta una temperatura de 120-130º C (temperatura próxima al
punto de rocío del gas) al calentar, desecar y en parte deshidratar el hidróxido de
alúmina húmedo que entra en el horno con temperatura de 350º C.
Este intercambio calorífico se realiza de la forma siguiente: el gas de escape del horno,
sale del ciclón de retorno a 1.100º C y pasa a través de un Ventury (primer ventury o
inferior) en donde se mezcla con hidróxido de alúmina seco con 120 a 130º C de
temperatura, realizándose en él una suspensión del hidróxido en el gas y adquiriendo
una temperatura de 350º C, lo que provoca su deshidratación, la separación del sólido
del gas se realiza en un ciclón.
El sólido precipitado, deshidratado y con 350º C constituye la alimentación del horno de
fluidificación y el gas limpio obtenido del ciclón y con 350º C, se lleva a intercambio
calorífico con la torta húmeda de hidrato de alúmina procedente del filtro en el segundo
Ventury o Ventury superior, consiguiéndose una suspensión de sólidos en gas a 120-
130º C y en menos de un minuto elimina la humedad superficial y algo del agua de
cristalización de la torta, que se alimenta al Ventury por medio de un tornillo sinfín
dosificador y pesador. El 70% del sólido se precipita del gas en dos ciclones colocados
en serie, cuya descarga se envía al primer Ventury o inferior y el gas con 120-130º C,
que todavía contiene algo de polvo, se purifica hasta < 50 mg de polvo/m3 N de gas en
electrofiltros antes de tirarlos por la chimenea. El sólido recogido de los electrofiltros es
la alimentación secundaria del horno de fluidificación.
La cámara de enfriamiento que recibe la alúmina calcinada que sale por la purga del
horno a 1.100º C, se enfría por fluidificación con aire y este aire, que alcanza en la
salida de la cámara los 600º c, constituye el aire secundario después de haber pasado por
un ciclón para eliminarle el polvo que contiene; el sólido recogido en este ciclón se
devuelve a la cámara de enfriamiento. También esta cámara tiene, en el lecho de
fluidificación, petacas de enfriamiento; por el interior de las cuales circula aire, que se
calienta hasta los 600º C y que por no tener polvo, constituye el aire primario de
fluidificación del horno.
Esta cámara, que es de fluidificación por etapas, es de sección rectangular, teniendo en
su extremo de descarga petacas de enfriamiento con agua, para control de la temperatura

23
y producción de vapor. La alúmina se descarga de esta cámara con temperatura
aproximada de 80º C.
La economía por este calentamiento inicial del hidróxido de alúmina húmedo con
calentamiento del aire de fluidificación primario y secundario, así como la buena
calorifugación del horno, periten realizar un consumo energético en la calcinación que
es el 80% menor que el necesario en los hornos rotativos, resultando un consumo
específico de 750 kcal/kg de Al2O3 calcinada.
Este procedimiento que es de gran eficiencia térmica, tiene el inconveniente de su gran
desgaste y corrosión.
En definitiva, los hornos de lecho fluido producen una alúmina bastante uniforme y de
características “sandy” (con alto contenido en fase γ). Dichos lechos fluidos están
llegando a tal grado de perfección en su tecnología que el producto final tienen ya
propiedades buenas, no sólo desde el punto de vista de distribución granulométrica, sino
también en cuanto a su contenido en hidrato residual y alúmina .
2.3. Proceso combinado Alcoa
Como indicábamos anteriormente, el procedimiento Bayer no resulta rentable para
bauxitas con más del 5% de sílice, por bajar el rendimiento de extracción. Así para
bauxitas con el 10% de sílice, la extracción de método Bayer es solo del 70%, por ello
el 30% de la alúmina se va al lodo rojo y para conseguir mayores extracciones, es
preciso volver soluble a la alúmina contenida en el lodo rojo, mientras que sus restantes
componentes permanecen insolubles.
Esto se logra por el procedimiento combinado Alcoa, que es la aplicación del método
pirógeno al lodo rojo con la lixiviación y recuperación del método Bayer, así se
consigue extraer hasta el 80% de la alúmina contenida en el lodo rojo, alcanzándose
unas extracciones del 94% de la alúmina existente en una bauxita con el 10% de sílice,
además permite reducir la pérdida de sosa y la sustitución del 55% de ella por carbonato
sódico y caliza que tienen un precio muy bajo.
a).- Fundamentos
Su fundamento, es una serie de transformaciones que tienden a: transformar el sílico-
aluminato de sodio en aluminato monosódico y silicato bicaleico que es insoluble
(insolubilización de la sílice), convertir al óxido férrico en ferrito sódico que al
hidrolizarse se hace insoluble (insolubilizar al hierro), convertir al hidróxido de titanio
en titanato sódico que al hidrolizarse también es insoluble (insolubilizar el titanio),
convertir la alúmina en aluminato sódico que es soluble en agua (solubilizar al
aluminio).

Estas transformaciones se realizan a temperaturas de 1.100 a 1.200º C, mezclando al
lodo rojo con carbonato sódico (sosa calcinada) y caliza; en la proporción conveniente
para que el carbonato sódico se combine con el hierro, titanio y aluminio, y la caliza con
la sílice según las reacciones:
5SiO2·3Na2O·3Al2O3 + 10CO3Ca = 5(Si2O2·2CaO) + 6AlO2Na + 10CO2
2SiO2·Al2O3 + CO3Na2 + 4CO3Ca = 2AlO2Na + 2(SiO2·2CaO) + 5CO2
Fe2O3 + CO3Na2 = Na2O·Fe2O3 + CO2 ; Na2O·Fe2O3 + 4H2O = 2Fe(OH)3 + 2NaOH
SiO2 + 2CO3Ca = SiO2·2CaO + 2CO2
TiO2 + CO3Na2 = Na2O·TiO2 + CO2 ; Na2O·TiO2 + 3H2O = Ti(OH)4 + 2NaOH
Al2O3 + CO3Na2 = 2AlO2Na + CO2
Realmente, el hierro y el titanio están en el lodo rojo en forma de óxidos e hidróxidos, la
sílice en forma de silicato aluminato sódico. Por el calentamiento los hidróxidos se
transforman en óxidos, mientras que los silicatos se descomponen en presencia de cal.
El carbonato sódico que contenga la mezcla debe tener una proporción adecuada de 1 a
1,2 moles de Na2O por mol de Al2O3, pues si es demasiado elevado queda carbonato sin
descomponer, que precipitaría inmediatamente a la alúmina del aluminato, y si está en
pequeña cantidad el rendimiento se reduce.
La caliza debe añadirse en la cantidad necesaria para la formación del silicato bicaleico,
ya que si se añade por defecto, la sílice (aunque esté en forma de cuarzo queda activada
por el calentamiento) pasará a la disolución, lo que implicará una impurificación de la
alúmina recuperada.
b).- Marcha de la operación
La lixiviación de la bauxita y la separación de fases, es decir, lo que constituye la etapa
de extracción es análoga a la del método Bayer, con la única diferencia de que el
disolvente en lugar de ser una disolución acuosa de sosa cáustica, es una mezcla de ella
con disolución de aluminatos, obtenida del tratamiento del lodo rojo, y con un contenido
en sosa más débiles (de 200 a 250 gr/l) y con una presión inferior a 4 kg/cm2, que al
facilitar el ataque permite que la lixiviación se efectúe de forma continua, pero con
volúmenes de disolución más importantes.
La recuperación de la alúmina (descomposición) y su calcinación también se realizan
según el proceso Bayer.
25
La aplicación del procedimiento de la sosa se realiza al lodo rojo lavado, espesándolo
hasta conseguir un contenido en sólidos mínimo del 50%. Después se procede a
analizarlos para determinar la cantidad conveniente de carbonato sódico y caliza, que se
debe añadir molida al lodo para obtener una papilla por agitación.
Esta papilla constituye la alimentación a contracorriente de un horno rotativo de
reverbero, que trabaja con unas temperaturas comprendidas entre 1.100 y 1.200º C. Las
transformaciones en el horno duran unas 2 horas, al cabo de las cuales sale del horno un
producto sintetizado que se enfría a contracorriente con aire, en recuperadores rotativos,
aprovechándose el aire caliente como elemento comburente del horno. También el
horno va provisto de aparatos recuperadores de polvo, porque los gases de escape lo
contienen en gran proporción.
El sinterizado frio se lixivia con agua en molinos de bolas para realizar su molienda y
obtener una pulpa, que se envía a filtración en filtros de vacío, que trabajan a 80º C de
temperatura y gran velocidad de filtración, al objeto de evitar la precipitación prematura
de la alúmina.
En esta filtración se obtienen unos fangos denominados lodos pardos, que actualmente
aún no tienen aplicación industrial y que contienen del 50 al 55% de humedad y con un
contenido en alúmina el doble que la que contenían los lodos rojos, y un líquido que en
parte se envía a la fase de lixiviación del proceso Bayer y el resto se concentra por
evaporación, para disminuir el balance líquido del proceso y separar el azufre en forma
de sulfato sódico por cristalización. Este azufre procede en su mayor parte del carbón
que se utiliza como combustible, del contenido de la bauxita y de los reactivos.
Este método es el utilizado en Estados Unidos para el tratamiento de las bauxitas de
Arkansas, que contienen hasta el 15% de SiO2. Indudablemente es más costoso que el
Bayer y su utilización depende del precio del aluminio y de la calidad y precio de las
bauxitas,
2.4. Método de disolución por torres
El método de disolución por torres o método V.A.W. (Vereinigte Aluminiun WerKe
A.G.) es un método de lixiviación continua, que consiste en desecar la bauxita hasta
700º C para hacer el esqueleto de la sílice, más estable al ataque de la disolución
cáustica, posteriormente se tamiza para utilizar solo los tamaños mayores de 25 mm,
con los que se rellenan torres de mayor altura (de 8 a 10 m) y diámetro (2 m). Una vez
rellenas una serie de torres, se hace pasar de arriba a abajo de cada torre y por todas las
torres dispuestas en serie una lejía extractora a una presión ligeramente superior a la
presión de vapor de la lejía y a una temperatura de 200º C. La lejía extractora debe
ajustarse cuidadosamente su densidad a cada bauxita, para que con una velocidad
determinada de paso a través de la torre, se consiga una pérdida de carga pequeña, una
extracción de alúmina máxima y que arrastre el mínimo posible de partículas finas en
suspensión, es decir, que salga por el fondo de cada torre bastante clara. En general, su
densidad es mucho menor que en la extracción discontinua en autoclave, es decir, de
180 a 150 gr/l de Na2O.
En las torres se produce un intercambio de lecho fijo entre la bauxita y la lejía cáustica
que entra en la primera torre a 200º C, por haber sido calentada previamente. De este
intercambio resulta la disolución de la alúmina en forma de aluminato, así como un
pequeño arrastre de partículas finas por la disolución, ya que la calcinación previa da, a
la mayoría de las bauxitas europeas, un esqueleto consistente de sílice y óxidos de
hierro y titanio que permanece hasta el final del intercambio sin desmoronarse. Esta
lejía, que es clara, se recoge por el fondo de la torre a temperatura inferior al de su
entrada y va a intercambio a las otras torres en serie hasta conseguir el grado de
saturación deseado, que generalmente es el de relación cáustica 1,5.
La lejía de aluminato obtenida no se separa por decantación o filtración del lodo en
suspensión que posee, y que ha conseguido por el arrastre mecánico de partículas finas,
debido al tiempo bastante largo de contacto con bauxita desecada y efectuado con
temperatura descendiente. Debido a la temperatura descendiente, al tiempo y al contacto
con el residuo de las torres, siempre se produce en la disolución de aluminato una
descomposición prematura de la misma, con una pérdida mayor o menor de alúmina.
Se considera agotada una torre cuando la lejía no sale clara por su fondo o cuando no se
produce lixiviación, entonces se lava la torre con agua que se destina a mezclar con la
lejía de aluminato, para rebajarle su contenido en sosa a 130 gr/l de Na2O y, de esta
forma, acelerar la precipitación de la alúmina. A partir de aquí, las etapas son análogas a
las indicadas en el método Bayer.
Las ventajas de este método: el menor consumo de alcalí, menor concentración de la
lejía (por ello mayor extracción y menor volumen de recipiente) y menor consumo de
vapor.
Los inconvenientes son: que todas las bauxitas no son aptas, que solo se pueden utilizar
trozos gruesos, que se producen interrupciones frecuentes por desmoronamiento de las
torres antes de terminar la extracción, que produce la obstrucción por lodos de todas las
torres en serie, que las limpiezas de las mismas es molesta y que el residuo, al que no se
le ha extraído completamente la alúmina, ya no es aprovechable. También las
interrupciones pueden ocurrir por sacudidas debidas a variaciones de presión o por
ebullición de la lejía.
Este método era usado en las grandes industrias en conexión con el método Bayer, ya
que actualmente se ha abandonado.
27
2.5. Procedimiento de la sosa
Antes de la invención del proceso Bayer (1888), la alúmina se producía por el
procedimiento de la sosa, también denominado procedimiento de Le Chatelier o
método pirógeno (1869).
Del método pirógeno, ya se ha indicado la termoquímica del procedimiento en el
tratamiento de lodos rojos por el método Alcoa, pero en este método se parte de bauxita
molida y seca, que mezclada con sosa y cal o carbonato sódico, se calcinan en un horno
a 1.100 – 1.200º C.
Al2O3·3(H2O) + Na2CO3 1100-1200ºC
2NaAlO2 + CO2 + 3H2O
La lixiviación se efectúa con lejía de lavado con 50 gr/l de Na2O a contracorriente con
el calcinado hasta conseguir una lejía de aluminato de 130-140 gr/l de Na2O. La
separación de fases se efectúa a 80º C y con gran rapidez mediante filtración. La
recuperación de la alúmina se hace saturando la lejía de aluminato con CO2, procedente
del horno, en carbonatadores, donde se realiza la descomposición del aluminato sódico
en: alúmina hidratada y sosa según:
2NaAlO2 + CO2 + 3H2O Na2CO3 + Al2O3·3(H2O) 2Al(OH)3
Para evitar una separación conjunta de una sal doble: hidróxido de aluminio-carbonato
sódico, así como sílice y titanatos, ambos en forma coloidal; no se debe descomponer
totalmente el aluminato sódico por el CO2.
Después de separar por filtración la alúmina hidratada y precipitada, se evapora el
filtrado o licor, separándose la sosa en forma cristalina para utilizarla de nuevo en el
proceso de extracción. El trihidrato filtrado se calcinaba a Al2O3 en un horno rotativo y
a alta temperatura, 1.100 – 1.200º C.
La alúmina precipitada por el CO2 no tiene la pureza de la obtenida por el método
Bayer. El problema de este procedimiento es que no sólo se obtiene aluminato de
sódico, sino también silicato y titanato, lo que produce impurificaciones del hidrato. Se
precisaban, pues, medidas más o menos complejas para controlar esta contaminación.
Este procedimiento sobrevivió varios años después de inventado el proceso Bayer,
debido a que, hasta los años 40-50, la alúmina producida podía competir en costo con la
alúmina Bayer. Además, se podían tratar una gran variedad de bauxitas incluyendo las
diaspóricas o silíceas. También, el proceso mejoró lentamente hasta que el Bayer
alcanzó su perfeccionamiento tecnológico. Se puede afirmar que el final del proceso
pirogénico tuvo lugar al acabar la 2da
Guerra Mundial, si bien se utilizó
esporádicamente hasta los 60 en Estados Unidos, Alemania y China, sobre todo para
bauxitas altas en sílice. A partir de esta fecha, el proceso no pudo competir con un

Bayer de menores costos de capital y operativos; asimismo, la alúmina Bayer mejoraba
continuamente sus especificaciones químico-físicas.
2.6. Procedimientos ácidos
Los procedimientos ácidos son investigaciones realizadas durante la 2ª Guerra Mundial
por falta de bauxitas de calidad en los beligerantes. De las numerosas propuesta que
existieron (figuran en los métodos generales de extracción), pocas se han desarrollado
en plantas pilotos hasta la madurez industrial y de éstas ninguna ha conseguido más que
una importancia local y pasajera, ya que no compiten económicamente con los métodos
de extracción alcalinos; por precisar aleaciones especiales para los recipientes o material
cerámico costoso, además de ser difícil de obtener una alúmina libre de hierro, titanio,
vanadio y cromo, que si no son eliminados impurifican el aluminio.
Todos los procedimientos ácidos implican las operaciones siguientes:
- Calcinación previa de las arcillas, por lo menos a 700º C, lo que origina la formación
de metacaolín, atacable más fácilmente.
- Ataque ácido a temperaturas adecuadas, que generalmente no sobrepasa los 100º C.
- Separación del insoluble y purificación de la disolución de la sal de aluminio con
posterior cristalización de esta sal.
- Extracción de la alúmina por vía térmica o química.
- Recuperación de los productos ácidos, para recircular el ácido en nuevos ataques o
para producir una sal con valor comercial.
La alúmina que se obtiene por estos procedimientos tiene en general una pureza
satisfactoria en cuanto a SiO2, que es más elevada en cuanto a hierro, además de
contener pequeñas cantidades del anión correspondiente al ácido empleado en su
preparación; su textura física es diferente de la alúmina calcinada obtenida por un
procedimiento alcalino.
Las mayores dificultades encontradas en la realización de los procedimientos ácidos se
deben a la agresividad de los reactivos.
El procedimiento ácido que da resultados más favorables es el de extracción con ácido
sulfuroso o método Goldschmit, que utiliza a arcillas como materia prima y consume
el ácido más barato.
En el método Goldschmit, la arcilla es prensada para luego calcinarla a 1.100º C y
posteriormente desmenuzarla a tamaños de 10 a 15 mm, con la que se rellenan torres.
29
En ellas se realiza un intercambio entre la arcilla y una disolución acuosa de ácido
sulfuroso (200 gr/l) a 50-60º C de temperatura y una presión de 6 atmósferas,
obteniéndose una disolución de sulfito de aluminio que contiene de 20-40 gr/l de Al2O3
y pequeñas cantidades de titanio, hierro y silicio.
Por la parte inferior de la torre sale a presión una disolución clara, que si se
descomprime cuidadosamente, con agitación y temperatura, precipita el sulfito
monobásico: Al2O3·2SO2·5H2O. Si dejamos salir cuidadosamente el SO2 hasta que se
alcance una presión de 4 a 5 atmósferas y una temperatura de 160º C y a continuación
se deja escapar el resto de SO2, se obtiene un hidróxido de aluminio que ha conservado
la estructura de la sal anterior y por ello tiene buena filtrabilidad. El hidróxido daría en
la calcinación un óxido que puede producir un aluminio del 99% de pureza, pero que no
cubre las necesidades actuales de pureza, por ello el hidróxido, que contiene el 82% de
Al2O3 y del 3 al 6% de azufre, se disuelve con sosa caliente (60-70º C) y al realizar la
separación de fases se origina un residuo que contiene hierro y una disolución que se
lleva a tratamiento por el método Bayer.
Los gases de SO2 obtenidos de la descomposición de la lejía de intercambio en lecho
fijo, se vuelven a comprimir para utilizarlos en las torres.
2.7. Método Pedersen
Trata de preparar por medios electrotérmicos la bauxita o menas de bajo contenido en
alúmina, pero con sílice no superior al 8% para la extracción alcalina. Siendo el
procedimiento una fusión escorificante realizada en un horno eléctrico trifásico del tipo
de arco directo, trabajando de 1.300-1.600º C y obteniéndose, a partir del óxido férrico
de la carga: un arrabio con el 0,5% de silicio, el 0,5% de titanio y con menos del 0,1%
de azufre, y una escoria con el 30-50% de alúmina y del 5-10% de sílice que contiene
hierro, titanio y calcio, oscilando el tipo de escoria desde el CaO·Al2O3 al 5CaO·3Al2O3
y el 2CaO·SiO2.
Para llegar a estos resultados es preciso mezclar la mena de aluminio con caliza y mena
de hierro, utilizando como reductor cok (el 30% más del estequiométrico necesario).
Asimismo, se puede suprimir la mena de hierro, por preparación adecuada de la carga al
mezclar diversos minerales de aluminio, no obstante, hay que preparar cuidadosamente
el lecho de fusión para la obtención de este tipo de escoria. Si la escoria se enfría con
suficiente lentitud, se descompone casi completamente en un polvo fino debido a la
dilatación que se origina por la transformación a 675º C del β-silicato dicálcico en α-
silicato cálcico y con ello se elimina la molienda de la escoria.
Este polvo fino en que se ha convertido la escoria, se trata por lixiviación en varias
etapas y a contracorriente con una solución caliente y diluida de carbonato sódico que
contiene un 10% de él, como sosa libre (20 gr/l de CO3Na2), y con un valor de pH =

13,7. Con concentraciones mayores de CO3Na2, aumenta el peligro de formación de
silicatos y titanatos alcalinos que son solubles. Pero al trabajar con estas disoluciones
tan diluidas, es preciso alargar el tiempo de extracción, por ello, también se trabaja con
disoluciones que contienen 80 gr/ de CO3Na2, aceptándose la disolución de sílice, pero
esto se aminora si la lejía permanece tiempo suficiente en contacto con un exceso de
escoria nueva.
La reacción de extracción es: CaO·Al2O3 + 4H2O + CO3Na2 = CO3Ca + 2Al(OH)4Na.
Produciéndose carbonato cálcico insoluble y una disolución de aluminato sódico, que se
llevan a la separación de fases en espesadores y en filtros, obteniéndose una disolución
acuosa de aluminato sódico que se bombea a tanques Pachuca, en los que se hace
borbotear CO2 y se realiza CO2 + 2Al(OH)4Na = CO3Na2 + 2Al(OH)3 + H2O, y unos
fangos que contienen carbonato, silicato, titanato y aluminato cálcico, que después de
lavados es una buena materia prima o aditivo en la fabricación de cemento de alta
calidad.
La pulpa obtenida en los tanques Pachuca, se envía a filtración en filtros de vacío,
obteniéndose el hidróxido de alúmina que se lleva a calcinación para obtener la alúmina
y una disolución de carbonato sódico que se devuelve a la lixiviación, por haberse
regenerado la lejía de ataque.
El CO2 utilizado en la recuperación procede de la fase final del proceso del horno
eléctrico y de la combustión del combustible utilizado en la calcinación de la alúmina.
El rendimiento en alúmina que se obtiene en este proceso es del 85-90% y su calidad es
equivalente a la obtenida en el método Bayer, pero es más costoso que éste.
2.8. Procedimiento Hall y método Haglund
Son procedimientos electrotérmicos y suministran un corindón impuro, partiendo de
materias primas que contengan alúmina pero exentas de óxidos alcalinos o alcalinos-
térreos, por ello no son satisfactorios.
El método de reducción selectiva o procedimiento Hall precisa que el lecho de fusión
contenga una composición tal, que la cantidad de hierro sea el doble que el contenido en
silicio + titanio, ya que la SiO2 y el TiO2 se reducen lentamente, especialmente el TiO2.
La carga que va a constituir el lecho de fusión se muele hasta tamaños de 6 mm y se
deseca en un horno rotativo, a continuación se mezcla con carbón molido (10% de la
carga), se humedece con agua y se lleva a una cinta de sinterización (Dwight-Lloyd)
que trabaja a 1.000º C. El sinterizado frio se mezcla con más carbón molido y se funde
en un horno eléctrico, con electrodos del tipo Soderberg, a una temperatura de 2.500º C
(los investigadores italianos definen la temperatura como mayor de 1.850º C.

31
En el horno, se obtiene un ferrosilicio y un ferrotitanio que van al fondo del baño y en él
se encuentra toda la sílice y gran parte del titanio, se eliminan del horno por sangría. La
parte superior del baño está ocupada por alúmina pura al estado líquido, que está
impurificada por carburos, pero los investigadores italianos mantienen que trabajando
por encima de 2.000º C y en atmósfera oxidante, se obtienen los oxicarburos Al4O4C y
Al2OC, que al ser metaestables permiten la obtención del aluminio líquido y alúmina en
fase vapor. La alúmina líquida se sopla por medio de vapor y aire a la presión de 15
atmósferas, pasando desde la parte superior del horno hacia una cámara de expansión
donde precipita en forma de partículas floculantes, similares a palomitas de maíz, siendo
bolas huecas de corindón de varios milímetros de diámetro y con un espesor de pared de
0,1 a 0,2 mm. En esta insuflación arde el carbono y el producto se pone blanco, los
gases (más de 2.000 m3/minuto) son absorbidos a través de la campana del horno, que
está refrigerada por agua, y pasan a depuración en Cottrell.
Como las bolas de corindón poseen trazas de titanio, hierro y sílice, se someten a
lixiviación en lecho fijo con ácido sulfúrico del 8 al 10% de concentración y a 60º C de
temperatura, que disuelve a casi todas las impurezas. La pulpa se filtra, obteniéndose
Al2O3 bastante puro, pero el contenido en titanio no es satisfactorio y con un peso
específico que es la tercera parte de la alúmina obtenida por el método Bayer,
reteniendo también partículas de ferrosilicio.
El método Haglund, también tiende a la formación de un ferrosilicio y unas escorias,
por medio de una fusión de arcillas, piritas y un reductor (cok). El ferrosilicio forma una
capa pesada en el fondo del crisol y sobre ella flota la escoria que contiene sulfuro de
aluminio, aunque solamente el 20% del aluminio de la carga pasa a la escoria en forma
de sulfuro. La escoria se hidroliza y se obtiene alúmina y sulfhídrico.
2.9. Proceso Grzymek
Este proceso fue desarrollado en Polonia y probado a escala industrial. El método utiliza
una amplia gama de materiales con bajo contenido en óxido de aluminio y alto en sílice
(no susceptibles de tratamiento por el proceso Bayer), para obtener óxidos de aluminio
y cemento.
El proceso consiste en un tratamiento pirometalúrgico en hornos a 1.300º C de la
materia prima aluminosa y de las calizas mezcladas en una proporción prefijada para
obtener: 2CaO·SiO2, 12CaO·7Al2O3 y CaO·Al2O3; que al enfriarse se desintegra
formando un polvo muy fino de la fase 2 CaO·SiO2.
El polvo formado se lixivia con Na2CO3 (al 6%) de acuerdo con la reacción:
CaO·Al2O3 + Na2CO3 + H2O = 2AlO2Na + CaCO3 + H2O
Durante la lixiviación, parte de la sílice se disuelve también, pero puede eliminarse de
esta fase acuosa utilizando lechada de cal, de acuerdo con:
2SiO3Na + 2AlO2Na + Ca(OH)2 + 2H2O = CaO·Al2O3·2SiO2 + 6NaOH
El lixiviado desilidificado de aluminato de sodio se somete a una operación de
carbonatación (utilizando el CO2 producido en los hornos de cemento), por medio de la
cual se obtiene Al(OH)3 de acuerdo con la reacción:
AlO2Na + CO2 + 2H2O = CO3HNa + Al(OH)3
El CO3HNa puede regenerarse e introducirse en la etapa de lixiviación. El Al(OH)3 se
calcina en hornos rotativos para obtener Al2O3, utilizando como combustibles: gas o
gas-oíl. Por otra parte, el residuo procedente de la lixiviación puede utilizarse para la
obtención de cemento Portland.

33
3. OBTENCION DEL ALUMINIO
Pasemos ahora a la segunda fase de la obtención del aluminio que se denomina
electrólisis de la alúmina. La fabricación del aluminio necesita los siguientes
componentes: alúmina, criolita, ánodo de carbono y energía eléctrica.
3.1. Obtención del aluminio: el proceso Hall-Héroult
La elevada reactividad del aluminio impide extraerlo de la alúmina mediante reducción,
siendo necesaria la electrólisis del óxido, lo que exige, a su vez, que éste se encuentre en
estado líquido. No obstante, la alúmina tiene un punto de fusión de 2.000º C,
excesivamente alto para acometer el proceso de forma económica, por lo que al ser
disuelta en criolita fundida, disminuye la temperatura de fusión hasta los 950-980º C
En 1886, Charles Martín Hall, en Oberlin, Ohio (Estados Unidos), y Paul L. T. Héroult,
en Gentilly (Francia), descubrieron, por separado y casi simultáneamente, que el óxido
de aluminio se disuelve en criolita fundida (Na3AlF6), pudiendo ser descompuesta
electrolíticamente para obtener el metal fundido en bruto.
El descubrimiento de ambos, que se basaba en la electrólisis de la alúmina previamente
disuelta en un baño de criolita fundida, dio origen al procedimiento denominado Hall-
Hérault que se ha mantenido hasta la fecha con sucesivas variaciones tecnológicas que
no afectaron a los principios del proceso. Hoy en día, cientos de fábricas esparcidas por
el mundo producen, basándose en este proceso, millones de toneladas de aluminio con
pureza superior al 99%, haciendo que este metal sea el de mayor producción mundial
entre los “no férreos”.
En este procedimiento, la alúmina debe ser disuelta en un solvente conformado por una
mezcla de sales inorgánicas (criolita), permitiendo de esta forma, la liberación de iones
aluminio y óxido. También se agregan otros componentes como fluoruro de aluminio,
fluoruro de calcio y carbonato de litio o fluoruro para bajar el punto de fusión de la
criolita. La solución así obtenida es sometida al proceso de electrólisis.
Por el pasaje de la corriente eléctrica continua a través de esta solución, los iones
aluminio son reducidos eléctricamente a aluminio metálico. Como promedio se
requieren 14,1 kwh de electricidad para producir un kilogramo de aluminio a partir de
alúmina. El desarrollo tecnológico ha conseguido reducir progresivamente el consumo a
este valor en comparación con los 21 kwh requeridos en los años 50 del siglo pasado. Es
por esto que se considera que la segunda materia prima para la obtención del aluminio
es la energía eléctrica.
Este proceso para la obtención del aluminio es conducido en reactores – las cubas o
celdas electrolíticas – que son recipientes capaces de alojar a la solución conformada

por el solvente (criolita) y el soluto (alúmina), que debe estar en estado líquido para
permitir el pasaje y la acción de la corriente eléctrica a través de ella.
Las celdas de electrolisis de aluminio son cerradas para captar flúor y compuestos de
flúor volatilizados que se desprenden, y de acuerdo al tipo de ánodo empleado existen
dos tipos de celdas: a) precocidas (SWPB – precocido lateral, CWPB – precocido
central) y b) Söderberg (HSS – de barra horizontal, VSS de barra vertical). En las celdas
precocidas los ánodos de carbón crudo formados de coke molido fino (< 100 mallas) y
brea se forman bajo condiciones controladas en prensas hidráulicas y se cuecen hasta
unos 1.300º C y luego se sellan a la unión de los conductores eléctricos. El
calentamiento de la mezcla coke + brea evapora los componentes orgánicos volátiles de
la brea dejando una masa sólida monolítica como ánodo. El conjunto anódico está
constituido por ánodos individuales como el que se observa en la figura.
Fuente: Documento en red http://www.energysolutionscenter.org (julio 2008).
El ánodo de las celdas Söderberg, se forma por autococción en la propia celda. Para
ello, se alimenta coke y brea dentro de una envolvente metálica denominada coraza. La
propia temperatura del proceso origina la fusión y destilación parcial de la brea, así
como la cocción de la pasta formándose el ánodo cocido. La alimentación de corriente a
la celda se realiza por medio de conductores de acero, (agujas) que se insertan en la
pasta durante su fabricación.
Tanto en el caso de las celdas precocidas como en las Söderberg es necesario cambiar
periódicamente los ánodos o las agujas para evitar que el consumo haga aparecer los
conductores metálicos en la interfase ánodo-electrolito.
De estos dos tipos de celda, el sistema de ánodo precocidos ha superado casi
completamente al diseño Söderberg.

35
Todas las celdas tienen un cátodo de carbón (grafito) horizontal, constituido por
bloques preformados unidos entre sí y un revestimiento lateral también de grafito. En su
parte inferior los bloques de grafito llevan encastradas barras de acero colectoras de
corriente. Sobre los bloques está el baño de aluminio líquido polarizado negativamente
y cuya superficie constituye la denominada superficie catódica efectiva.
La corriente eléctrica que circula a través de estos electrodos y la solución, por efecto
Joule produce una temperatura elevada (alrededor de los 950° C). La solución en estas
condiciones se mantiene en estado líquido, permitiendo la “electrolisis” (electro
separación) de la alúmina en aluminio metálico puro y oxígeno. Este oxígeno, reacciona
con el carbono de los ánodos y genera dióxido de carbono. Los ánodos de carbono se
consumen por lo tanto de forma continua durante el proceso.
El aluminio, líquido a esta temperatura, al ser más denso que el electrólito se va
acumulando en el fondo del reactor (la cuba) y queda protegido de la oxidación.
El metal que se separa en la cuba de electrólisis se saca a intervalos regulares (aunque el
fondo ha de quedar siempre cubierto). El aluminio líquido se extrae de la cuba por
medio de un sifón utilizando el vacío para evitar tener que utilizar a esas temperaturas
bombas y válvulas, y se calienta en un horno para separar del metal las partículas de
criolita arrastradas y eliminar los gases disueltos y, finalmente, se cuela en barras o en
moldes.
Las impurezas no metálicas a eliminar más importantes son el hidrógeno y los óxidos.
Los procesos de eliminación de éstos se basan en tres métodos: disminución de la
presión, removido del baño y escorificación. A veces se emplea solo uno de los tres
métodos o combinación de los tres. Es muy frecuente la utilización de fundentes
adecuados para escorificar mediante agitación el baño.
Para ello se cuenta con hornos donde se mantiene el metal fundido para que las
impurezas sólidas suban a la superficie formando una escoria. Se inyectan también
gases como cloro o nitrógeno para facilitar el desprendimiento del hidrógeno contenido
en el aluminio y a su vez ayudar en el arrastre de impurezas.
En estos hornos la temperatura de trabajo es de 700 a 850º C. Son de varios tipos,
eléctricos de inducción o resistencias, o de reverbero de combustible.
El aluminio así obtenido tiene una pureza del 99,7-99,8%, aceptable para la mayoría de
las aplicaciones. Sin embargo, para algún uso especial se necesita aluminio de alta
pureza, especialmente si se requiere una ductilidad o conductividad elevada, con lo que
es necesario el uso de celdas de refinado. La pequeña diferencia en el grado de pureza
entre el aluminio de calidad normal y el aluminio superpuro (99,99%) se traduce en
cambios significativos en las propiedades del metal.

Otra posibilidad es que el aluminio obtenido se mezcle con determinados elementos (Fe,
Si, Mg, Cu y Zn principalmente) formando distintos tipos de aleaciones con las
propiedades mecánicas requeridas.
El metal se cuela en tochos o placas en máquinas semi-continuas y en lingotes en
cadenas continuas. Lo normal es que el aluminio se obtenga en forma de lingotes para
luego someterlo a distintos procesos que nos permiten obtener los semielaborados de
aluminio: productos laminados, extrusionados, piezas forjadas, etc.
Sirvan como ejemplo, las siguientes cantidades para comprender la magnitud de esta
industria: Para producir una tonelada de aluminio se necesitan cinco toneladas de
bauxita, que nos darán dos toneladas de alúmina, las cuales mediante la electrólisis nos
darán una tonelada de aluminio, pero con un consumo de 14.500 a 13.800 kwh.
En definitiva, el desarrollo de tecnología moderna para la electrólisis, la generación y el
transporte de la energía y las mayores disponibilidades de energía, han hecho posible
que el aluminio sea el último metal de uso masivo aislado por el hombre. Es por esto
que el crecimiento de la industria del aluminio está fuertemente asociado al desarrollo
de las fuentes de energía.
Por tanto, la metalurgia actual del aluminio se puede considerar esencialmente
electrolítica.
3.2. Teoría de la electrolisis
La electrolisis de la alúmina en baños de fluoruros, es una electrolisis de sales fundidas
realizada entre ánodos de carbón y cátodo de carbón, realmente el cátodo es líquido,
aluminio fundido, actuando los bloques catódicos de carbón como conductores.
La energía eléctrica a suministrar a la cuba debe cumplir dos objetivos: realizar la
electrolisis y mantener en fusión una parte importante del baño, por ello el equilibrio
térmico de la cuba es fundamental y debe ser calculado de manera precisa para que las
pérdidas de calor sean las mínimas posibles; así, debe tener la cuba un buen aislamiento
no solo en paredes y fondo, sino también en techo, lo que se consigue, al tener el baño
su superficie libre solidificada, constituyendo lo que se denomina corteza y taludes, que
no solo actúan como aislamiento, sino como valor térmico. Además, el baño líquido y el
baño sólido deben estar en un estado de seudo-equilibrio.
Los métodos de cronopotenciometría, cronoamperiometría, polarografía y medida de la
impedancia permiten precisar los fenómenos en los electrodos. Según Stokes, las
reacciones elementales en la electrolisis del aluminio son las siguientes:

37
Del diagrama fásico NaF-AlF3, se determina, con punto de fusión a 731º C, un
compuesto intermetálico NaAlF4 que solo existe a temperatura elevada y que a 470º C
se descompone en criolita y fluoruro de aluminio, que está presente en las reacciones.
En el baño:
por equilibrio 2NaF + NaAlF4 = Na3AlF6
por equilibrio Na3AlF6 + Al2O3 = 3NaAlOF2
por disociación 6NaF = 6Na+ + 6F ˉ
En el ánodo:
3NaAlOF2 + 6F ˉ = 3NaAlF4 + 3º + 6e
En el cátodo:
2NaAlF4 + 6Na+ + 6e = 8NaF + 2Al
Siendo la reacción global:
Al2O3 + 6e = 2Al + 3º +6e
La reacción anódica produce oxígeno, que reacciona con el carbono del ánodo
originando CO y CO2. Por otra parte, por la ecuación de Boudouart, una parte del CO2
se reduce por el carbón para dar monóxido y también parte del CO2 es reducido por el
aluminio fundido para dar de nuevo alúmina y monóxido de carbono, luego la reacción
global de la electrolisis puede escribirse:
2m Al2O3 + 3C = (6m – 3) CO2 + 6 (1 – m) CO + 4m Al
Siendo m el rendimiento de corriente, ya que la pérdida de corriente en su mayor parte
es debida a la formación de estos gases. También esta fórmula nos permite determinar la
concentración aproximada de los gases producidos en el ánodo (%CO2 = 100 (2m – 1);
%CO = 100 (2 – 2m)).
Las pérdidas de productos fluorados son debidas un 35% a la volatilización, por no
introducir de manera continua alúmina en el baño, con lo que el proceso electrolítico se
altera, produciéndose gases con flúor en el ánodo en lugar de CO2, que puede
desprenderse, impregnar a la cuba o producir el efecto anódico. Se estima la
impregnación del carbono del cátodo en flúor, equivalente al 20% de la pérdida de
productos fluorados y la impregnación de los refractarios al 35%, aunque esta
impregnación depende de la edad de la cuba, ya que en cuba nueva puede subir al 50%
(en el primer año) o en cuba vieja (cinco años) sólo del 6%. Como la alúmina contiene

sosa (del 0,6 al 0,8%), también en la cuba se realiza la reacción: 4AlF3 + 3Na2O =
Al2O3 + 2AlF6Na3, que nos produce un consumo de fluoruro de aluminio, generando
alúmina y criolita, ésta es la razón de que la proporción de sosa debe de ser lo más baja
posible.
La riqueza del baño en fluoruro cálcico se mantiene a lo largo del proceso entre el 5 al
6%, en cambio, por lo anterior, es preciso controlar frecuentemente el contenido en
fluoruro de aluminio y en menor medida el de alúmina.
La criolita sólo interviene en una etapa intermedia de la reacción y no se consume
durante el proceso. Actualmente, la criolita se sustituye cada vez más por la ciolita, un
fluoruro artificial de aluminio, sodio y calcio.
El calor de disolución de la alúmina en fundido de criolita ha sido determinado por
Holm, encontrando que el límite de la entalpia de la disolución de NAl2O3 → 0 es de 67
kcal/mol; y que la entalpia de la disolución depende de la composición, decreciendo
cuando se aumenta el contenido de Al2O3 y de AlF3 en el baño.
Por comparación entre la entalpia parcial de disolución de la alúmina y la entalpia de
fusión, Holm, dice que: para concentraciones sobre un % molar, la alúmina no se
disocia totalmente en la disolución de criolita.
Si tenemos en cuenta la ecuación: 2mAl2O3 + 3C = (6m – 3) CO2 + 6(1– m) CO + 4mAl
y calculamos la energía interna de esta ecuación según datos de ″Metallurgical
Thermochemistry de Nubaschewsky -1958-″, será el -∆H298 en kcal/mol para el Al2O3 =
400, para el CO2 = 94,05 y para el CO = 26,4. Luego la reacción anterior: ∆H298 = 6 (1 –
m) 26,4 + (6m – 3) 94,05 – 2m (400) = 394,1m + 123,75 en kcal por cada 2m54 gramos
de aluminio.
Como 860 kcal = 1 kw/h, para 1 Tm de Al se verificará que:
-∆H298 = (394,1m + 123,75)
= 4.243 +
en kwh/Tm de Al
Para calentar las primeras materias a 950º C se precisa una cantidad de calor W, que se
calcula en función del Cp del Al2O3 = 27,38 cal. y el Cp del C = 4,10 cal.
W = 950 (2m x 27,38 + 3 x 4,10) x 10-3
= 52,022 m + 11,685 en kcal.
W =
x (52,022 m + 11,685) = 560 +
en kwh/Tm de Al.
La energía del baño es: -∆H298 + W = 4.803 +
en kwh/Tm de Al.

39
Como la energía libre, es la energía teórica mínima necesaria que se ha de aportar, en
este caso en forma eléctrica, es preciso calcularla, para ello nos valeos de los siguientes
valores:
Al2O3 = 2 Al(l) + 3/2 O2 ∆G = 405.460 – 92,22 T + 3,757 T log. T
C + 1/2 O2 = CO ∆G = 26.700 – 20,95 T
C + O2 = CO2 ∆G = 94.200 – 0,2 T
∆G = 347,407 m – 30,597 en kcal.
∆G = (347,407 m – 30,597) x
= 3.740 –
en kwh/Tm de Al.
El que la energía libre sea menor que la interna, no nos dispensa de suministrar la
diferencia bajo otra forma de energía.
La tensión de electrolisis e, es la tensión reversible de electrolisis/tensión de
descomposición/sin sobretensiones, y su valor se calcula:
e =
como 3 es la valencia del Al en la reacción vale 4 x 3 = 12.
E =
=
= 1,26 m – 0,11 en voltios.
Resumiendo, si el rendimiento de corriente es uno (m = 1):
El consumo teórico de energía es -∆H298 + W = 6.260 kwh/Tm de Al, de los cuales
suministra la energía eléctrica el valor de la energía libre, es decir, ∆G = 3.411 y el resto
2.849 kwh/Tm de Al, debe de ser aportado bajo otra forma de energía. Con una tensión
reversible de 1,15 V.
Si el rendimiento de corriente es uno (m = 0,88):
El consumo teórico de energía es -∆H298 + W = 4.803 + 1.655 = 6.458 kwh/Tm de Al,
de los cuales suministra la energía eléctrica el valor de la energía libre: ∆G = 3.363
kwh/Tm de Al y el resto 3.095 kwh/Tm de Al, deben de suministrarse de otra forma,
siendo la tensión reversible de 0,9988 V. Pero según datos prácticos para m = 0,88; e =
1,70 V, lo que nos dice que existen sobretensiones.

La noción de energía libre, permite prever en hipótesis, y para cubas calentadas por otro
medio distinto que la energía eléctrica, cual es la energía eléctrica mínima, si no
existiese sobretensión anódica, y es de: 3.400 kwh/Tm de Al.
La distribución de la caída de tensión en las cubas Soderberg y de ánodos precocidos es
aproximadamente la siguiente:
Características Soderberg Ánodos
precocidos
Voltaje 4,1 3,9
Caída óhmica en el ánodo 0,46 0,30
Caída óhmica en el cátodo 0,26 0,25
Caída en la barra (dos) 0,17 0,19
Caída óhmica en el baño 1,52 1,51
Potencial de descomposición 1,65 1,65
Caída por efecto anódico 0,04 0,02 Fuente: Llavota U., 1988. P 40
En cuanto al balance de energía, aunque las cifras son aproximadas y dependen de
muchos factores, podemos considerar que para una cuba la energía eléctrica que se le
aporta se distribuye de la siguiente forma:
- Producción de aluminio…................................................... 40%
- Disipación de calor por el cajón…...................................... 30%
- Disipación de calor por el ánodo…..................................... 15%
- Resto (gases, conductores externos, etc.)…........................ 15%
En una cuba en equilibrio la cantidad de calor que se pierde es igual a la cantidad que se
le aporta y con esto se consigue mantener la temperatura constante, y diremos que la
cuba está en equilibrio.
Por otro lado, las perturbaciones que se originan en la cuba de electrolisis son: difusión,
que el aluminio catódico se difunde por el baño bajo la forma de una niebla metálica y
se disuelve en él o se reoxida al contacto con el CO2 anódico, ambas condiciones
provocan una pérdida de rendimiento de corriente.
2Al(disuelto) + 3CO2(g) = Al2O3(dis) +3CO(g)
4Al(dis) + 3CO2(g) = 2Al2O3(dis) + 3C(s)

41
La difusión del aluminio catódico, se origina en las cubas comerciales por corrientes de
conversión existentes en el cátodo y en el baño, por ello el metal disuelto es
transportado por conversión hacia el ánodo y reacciona en su proximidad con burbujas
de gas o con gas disuelto.
Las fuerzas que originan estas corrientes de conversión son:
1º.- El movimiento de metal catódico por fuerzas magnéticas.
2º.- Las burbujas de gas que salen del ánodo.
3º.- El gradiente de temperatura.
De todas ellas, la más importante es la primera y se ha demostrado su validez, por la
introducción en la cuba de elementos trazas radioactivos de Na24
para el baño
electrolítico y el Au198
para el aluminio líquido, lo que ha permitido demostrar que:
a) Existe una velocidad lineal entre el baño y el metal catódico de 10 cm.seg-1
b) El movimiento del electrolito en las proximidades del ánodo está gobernado por la
acción directa de las burbujas de gas.
c) El electrolito se mueve horizontalmente en las proximidades de la superficie catódica.
d) Por la acción directa de estos dos movimientos, se origina un movimiento turbulento
en el espacio interpolar y que esta turbulencia puede originar un transporte vertical de la
masa del electrolito.
e) Cuando la distancia interpolar disminuye por debajo del espesor de esta capa
turbulenta, la turbulencia será violenta en este espacio y la eficiencia de corriente
disminuye.
También hay que considerar que el CO2 disuelto, reacciona con la alúmina disuelta en
una zona de reacción del baño, y que el CO2 disuelto se difunde hacia el cátodo líquido,
en donde reacciona. La difusión impide que el rendimiento de corriente supere el 90%.
El efecto anódico, quemado, embalaje o que la cuba ha polarizado se produce cuando el
baño se empobrece en alúmina y su contenido baja del 2%, y se manifiesta porque el
proceso electrolítico se altera, produciéndose gases con flúor en el ánodo en lugar de
CO2, que al no desprenderse constituyen una fina película aislante de gas, por lo que la
tensión de la cuba crece bruscamente desde 4 ó 4,7 voltios a 30 ó 40 voltios. Se detecta
esta variación de voltaje o en el voltímetro que lleva cada cuba o por el encendido de
una lámpara que está conectada a los terminales de la celda.
Las impurezas que existan en el carbón del ánodo producen que su superficie se recubra
de una capa de polvo que favorece el efecto anódico. Este polvo son partículas de
carbono, que no solo están en la superficie del ánodo, sino también en la interfase

ánodo-baño como partículas suspendidas; en cantidad del 0,04% y con tamaños de 1 a
10 µm. Su presencia hace bajar la conductibilidad eléctrica del baño en un 1%, porque
ocupan parte de su sección transversal y se pueden considerar como no conductoras, ya
que su conductibilidad es inferior a la del baño y por ello la resistencia del baño se
aumenta en un 20%.
A priori se pueden concebir los siguientes orígenes a las partículas de carbón:
a) Se forman por recombinación, según:
4Al(e) + 3CO2(g) = 2Al2O3(l) + 3C(s)
b) Se forman por oxidación selectiva del ánodo.
c) Se forman por erosión de la disolución catódica al ánodo de carbón.
d) Se forman por rozamiento entre el ánodo y su vaina, o por huecos existentes
en su llenado.
De todas las anteriores, las más importantes son la b y la d.
El área total ocupada por una partícula de carbón es:
siendo:
X = % de carbono contenido en el baño.
Ρb = densidad del baño.
Ρs = densidad del carbono.
R = radio medio de las partículas.
Las causas por las que se manifiesta el efecto anódico, además del aumento de tensión,
son: la presencia de polvo en el ánodo, la turbidez del baño y la deposición en el ánodo
de una capa no conductora. La turbidez se origina por que el fluoruro de aluminio se
separa de la criolita fundida y ésta baja su contenido en alúmina, y este F3Al una vez
separado se disuelve muy lentamente en el baño.
Para eliminar el efecto anódico es preciso introducir alúmina para que el proceso normal
se reanude, y eliminar el gas producido, para ello se produce un cortocircuito
instantáneo entre el aluminio líquido y el ánodo. Ambas operaciones se hacen

43
simultáneamente, ya que al romper la corteza de la cuba, la máquina velocipédica para
introducir la alúmina en el baño produce un picado rápido y profundo que determina
que el aluminio líquido suba hasta la superficie.
También el rendimiento óptimo de energía se presenta cuando los taludes del baño son
casi verticales y descubren el cátodo únicamente en la vertical del ánodo; forma que
conduce a corrientes horizontales mínimas.
3.3. Elementos necesarios en una instalación electrolítica
En una instalación electrolítica de aluminio, las cubas electrolíticas constan de
elementos principales y elementos auxiliares:
Los elementos principales son:
- Conductores.
- Sistema anódico.
- Baño.
- Sistema catódico.
Los elementos auxiliares son:
- Las grúas velocipédicas.
- La máquina extractora de cuñas.
- La máquina de colada.
- La central de conversión.
- El taller de pasta.
- Sistema de depuración de gases.
Los conductores son: un juego de barras de aluminio que transportan la corriente
eléctrica de una cuba a otra (van en serie) en condiciones económicas, creando
perturbaciones magnéticas tan débiles como sea posible y asegurando un reparto
uniforme de la corriente. La densidad de corriente que soportan es elevada (de 20 a 25
A/cm2). En el sistema anódico, la densidad de corriente debe de reducirse a un valor que
convenga a la electrolisis (menos de 1 A/cm2).
Los ánodos constan de una barra vertical o barra de ánodo que es de aluminio y del
ánodo de carbón propiamente dicho que se introduce unos 10 cm por debajo de la
corteza del baño. La unión entre la barra y el ánodo se realiza en las precocidas o
polianódicas por intermedio de patas de hierro y anclajes de fundición y en las de
electrodo continuo o Söderberg por cuñas (denominadas también espárragos).

El sistema anódico se completa por un juego de útiles, que permiten regular la altura del
ánodo y por ello la distancia interpolar (separación entre electrodos) y la posición de la
vaina en los ánodos Söderberg, por un travesaño de hierro que soporta mecánicamente
al conjunto, y por una tubería de fundición para recoger los gases de la electrolisis y
conducirlos a dos quemadores que están situados a cada lado de la cuba.
El consumo de energía en el sistema anódico (que en parte es una pérdida) debe de ser
mínima, tanto en el carbono como en la cadena de conductores y en los contactos.
El baño en fusión es la parte activa de la cuba y es una mezcla cuaternaria, como
veremos en el apartado siguiente. Desde los bordes de los bloques catódicos que
constituyen el fondo del baño y hasta su superficie (es decir, toda la superficie lateral
interior del baño) está ocupado por los taludes, que es electrolito solidificado, y
ocupando toda la superficie del baño (superficie libre del baño) está la corteza que
también es electrolito solidificado, pero sobre ella se coloca la alúmina de adición para
su calentamiento previo.
La distancia entre el ánodo y la superficie superior del aluminio fundido es de 45
milímetros, y es el espesor de la capa del baño entre electrodos, que recibe el nombre de
distancia interpolar, siendo uno de los parámetros fundamentales de la marcha.
Esta distancia debe ser lo suficiente grande para asegurar un buen rendimiento de
corriente y lo bastante pequeña para que el rendimiento de energía se mantenga entre
límites convenientes. Se ha observado que el rendimiento Faraday no aumenta cuando la
distancia interpolar supera los 50 mm y por el contrario disminuye notablemente,
cuando se reduce por debajo de los 30 mm.
La temperatura de trabajo es de 955º C, siendo esta temperatura, con la composición
química del baño y con la forma de los taludes, los factores de regulación del baño.
El sistema catódico está formado por un cajón rectangular de chapa (sección mayor en
las cubas con ánodos Söderberg), con la suficiente rigidez para soportar la dilatación de
todo su contenido. Este cajón que no tiene fondo se asienta sobre hormigón, estando
revestido desde el exterior hasta el interior por una o dos hiladas de material refractario
que también ocupan el fondo en contacto directo con el hormigón, pero dejando una
abertura central para el paso de los conductores de los cátodos. Estos refractarios
constituyen el calorifugado de la cuba, obteniéndose el equilibrio térmico deseado;
aumentando el número de filas de refractario o la calidad respecto a su conductibilidad
térmica. Lateralmente la cuba tiene después del refractario una losa de antracita y luego
una masa apisonada formada por una mezcla de antracita, cok metalúrgico y brea que
cuece desde el arrancado de la cuba y que se conoce con el nombre de revestimiento
refractario, que por su parte superior constituye la base del talud. El fondo central de la
cuba, lo que se denomina crisol, está formado por bloques de antracita precalentada
unidos por la pasta refractaria o por un bloque monolítico, bien de pasta refractaria, bien

45
de pasta Söderberg más o menos solidificada, que constituyen el cátodo de la cuba,
siendo la altura de estos bloques de 45 centímetros y debiendo tener la adecuada
resistencia mecánica, poca porosidad para no absorber ni electrolito ni metal, y ser un
buen conductor de la electricidad.
Los calentamientos bruscos y los esfuerzos locales originan la rotura de los bloques
catódicos, produciendo trozos que al flotar en el baño pueden originar cortocircuitos
entre el baño y el metal fundido que ocupa la parte superior de los bloques catódicos
(crisol).
Los bloques catódicos llevan en su parte inferior unas ranuras por donde pasan las
barras conductoras catódicas o barras de solera o lingotes, que son de acero, y que se
hacen solidarias al bloque catódico por medio de fundición. Estas barras de solera
atraviesan el cajón y se conectan con las barras conductoras distribuidoras de aluminio
por medio de conductores flexibles de aluminio que se sueldan a ambas. En teoría, esta
conexión entre los bloques catódicos y las barras de distribución deben resistir
indefinidamente; en la práctica sufren un ligero desgaste, pero su vida es larga.
Debajo de la barra conductora y ocupando la misma superficie que los cátodos, va una
capa de revestimiento refractario (pasta apisonada) y en el resto de la superficie,
hormigón.
Debajo de todo esto y constituyendo el fondo de la cuba, varias hiladas de material
refractario, ya que la mayor pérdida de calor se realiza por el fondo del baño.
La duración media de un refractario es de 5 años, aunque es probable que se pueda
hacer durar 8 ó 9 años, edad ésta que originaría que todos los bloques catódicos
estuviesen desgastados, pero casi todas las cubas no mueren por vejez del refractario o
de los cátodos, sino por accidente.
Los elementos auxiliares en la sala de electrolisis son: las grúas velocipédicas, la
máquina extractora de cuñas y la máquina de colada.
Las grúas velocipédicas son las encargadas de romper la corteza de la cuba e introducir
la alúmina calentada que está sobre la corteza, a esta operación se llama punzado, que
puede ser preventivo para evitar o retrasar el efecto anódico, por lo que realiza un
regulado fino del equilibrio térmico de la cuba, o el punzado puede ser consecuencia de
un efecto anódico. En las plantas más modernas se utilizan sistemas de alimentación
automáticos en puntos concretos, lo que elimina la necesidad de romper regularmente la
costra.
La máquina extractora de cuñas asegura el cambio sistemático de las cuñas de acero que
tienen una duración práctica media de 15 días, ya que al ser solidarias de la pasta
anódica se va acercando al baño a medida que se desgasta el ánodo. Esta máquina

también realiza la sustitución de los cuadros, operación que se realiza con el auxilio de
vigas de maniobra, cambio que se realiza cada quince días.
La máquina de colada es la que realiza no solo esta operación, sino también el traslado
desde la cuchara hasta las cubas de transporte. La colada o trasvase del aluminio
fundido hasta la cuchara de colada se efectúa por aspiración al introducir una ligera
sobrepresión de aire sobre el metal fundido.
Los elementos auxiliares fuera de la sala de electrolisis son: la central de conversión, el
taller de pasta y el sistema de depuración de gases.
La energía eléctrica se suministra por medio de líneas de alta tensión y luego de su
reducción a la tensión de trabajo, se procede a la conversión de la corriente alternada en
continua para su uso en las cubas electrolíticas.
La central de conversión consta en general de dos fases de transformación y una de
rectificación. Un autotransformador recibe la tensión de la red (de 63 a 500 KV) y
suministra una tensión regulada y variable también de alta tensión (aproximadamente de
20 a 75 KV). A continuación están los transformadores que bajan la tensión regulada a
la tensión que precisa los rectificadores, hasta alrededor de 510 V.
La rectificación la verifican rectificadores secos de germanio o silicio, con un
rendimiento del 97% y entregan corriente continua a una tensión máxima de 900 V con
una corriente nominal en servicio continuo muy alta, generalmente 150 KA (mínimo 40
KA en pequeñas celdas tipo Söderberg hasta 300 KA y superior en las modernas celdas
de ánodos precocidos).
El taller de pasta es el encargado de la fabricación de la pasta anódica o de los ánodos
precocidos, que además de ser delicada, precisa las siguientes materias primas: brea,
cok y antracita que deben tener una granulometría determinada, estar exentos de agua
(menos del 0,3%) y un análisis entre límites muy estrechos, en particular, respecto a
impurezas en las cenizas, ya que todas las impurezas metálicas pasan al aluminio.
La pasta Söderberg debe de ser fluida en su superficie para permitir el buen llenado de
los agujeros de las cuñas, y la alimentación regular del ánodo en las proximidades de la
vaina. Una fluidez excesiva es molesta, pues produce segregación de los diferentes
granos, y además nociva para la homogeneidad del ánodo, especialmente en la
alimentación de los agujeros de las cuñas; se fabrica con granulometría muy fina (45%
< 90 µm) que se calientan a 140º C antes de la adición de la brea (en cantidad desde el
28 al 60%), con posterior calentamiento hasta 175º C, luego es troquelada en briquetas y
almacenada, para su posterior utilización.
La pasta de los ánodos precocidos se realiza con mayor granulometría (25% < 90 µm),
calentando hasta 130º C y después se adiciona la brea (del 15 al 17%), se mezcla y
calienta a 150º C. La pasta se enfría a 110º C y se forma el ánodo en prensas con

47
presiones de trabajo de 400-500 kg/cm2, para posteriormente ser cocidos en hornos
eléctricos o de túnel hasta los 1.300º C. Después son sometidos a una revisión que nos
determina sus grietas, ya que estas producen una resistencia eléctrica elevada y la rotura
de la cuba.
Para la pasta refractaria es preciso desgasificar la antracita a 1.250º C para que contenga
menos del 0,5% de materias volátiles, y la brea que se añade (del 17 al 18%) es grasa en
estado líquido (80º C aproximadamente), y la mezcla se calienta a 140º C.
El consumo de los ánodos es muy importante en la electrólisis de aluminio ya que
supone 430 kilos de ánodo por cada tonelada de aluminio, en el caso de los precocidos y
de 510 a 530 kilos de pasta por tonelada de aluminio, en el caso de los Soderberg.
Para asegurar una depuración de los gases proyectados a la atmósfera en la sala de
electrolisis, es necesario captar no solo los gases emitidos directamente por las cubas,
sino depurar totalmente el aire circulante de la sala, por ello se dispone de dos sistemas;
uno para los gases que emanan de los quemadores de las cubas y otro para el aire
general de la nave.
En primer lugar, los vapores de las cubas se recogen y se combustionan en quemadores
para reducir las emisiones de alquitranes e hidrocarburos aromáticos policíclicos.
Seguidamente, los gases que despiden los quemadores se canalizan hacia conductores
generales, en los que los gases se desplazan con velocidades de 15 m/s para evitar la
deposición de sólidos, que los conducen hacia separadores electrostáticos o Cottrell en
donde tienen velocidades de 1 m/s mientras atraviesan una diferencia de potencial de
50.000 a 60.000 voltios. A la salida de estos aparatos, se llevan los gases hacia torres de
lavado a contracorriente con agua y más tarde a torres de lavado a contracorriente con
una disolución alcalina (carbonato de sosa) para eliminar así al flúor residual y al
anhídrido sulfuroso. La velocidad de los gases en las torres es de 1 a 3 m/s. Los gases de
los quemadores contienen 11 gramos de flúor por metro cúbico y 20 gramos de polvos y
alquitranes por metro cúbico y son lavados con 4 a 5 litros de agua por metro cúbico de
gas. Si se utilizan lavadores de alúmina, se produce un exceso de criolita de la reacción
de los fluoruros con el contenido de sodio de la alúmina, que puede venderse como
“baño sobrante”.
El aire ambiente de la sala de electrolisis se hace circular a contracorriente en torres de
lavado alcalinas con 0,5 a 1 litro de agua por metro cúbico de gas. Se renueva la
atmósfera de la sala de 10 a 20 veces por hora.
Los fangos obtenidos de las torres de lavado se decantan en espesadores y luego pasan a
filtración en filtros de tambor rotativos.
De esta forma se recupera el 93% del flúor y el 82% de los polvos y alquitranes, pero el
coste de esta depuración representa el 7% del coste de la instalación general de

electrolisis, con un consumo de 500 kwh/Tm de aluminio producido y resultando que el
valor de la criolita recuperada solo es un medio del precio de coste de la instalación.
3.4. Propiedades físicas del baño electrolítico
El baño electrolítico o electrolito es la parte activa de la cuba electrolítica y consiste en
una mezcla cuaternaria en fusión de fluoruros. Estando compuesto por 75 al 90% de
criolita, del 2 al 8% de alúmina, del 7 al 10% de fluoruro de aluminio y del 4 al 6% de
fluoruro cálcico. Otro aditivo que empleamos es el carbonato o fluoruro de litio en
proporción del 2 al 3%. Como la densidad del aluminio líquido es de 2,3 g/cm3, el
electrolito debe tener una densidad inferior a 2,1 para una buena separación de fases y
sus características más importantes que interesan al fabricante de aluminio son:
a) Temperatura de primera fusión, ya que determina la temperatura de marcha, por ello
debe de ser lo más baja posible, ya que a temperatura elevada disminuye la solubilidad
de la alúmina en este electrolito.
b) Densidad del baño, que debe ser inferior a la del aluminio, porque cuando la densidad
del baño se aproxima a la del metal se produce una niebla metálica de aluminio, que
perjudica al rendimiento de la corriente, además de hacer que la superficie de separación
baño-metal tenga mayor espesor, por lo que los efectos magnéticos, por efecto de la
corriente continua, se acentúa en esta zona.
c) Que la conductibilidad eléctrica sea máxima.
d) La volatibilidad del baño debe ser lo más baja posible, para disminuir la pérdida de
productos fluorados.
e) Que tenga la máxima solubilidad de alúmina en él.
f) Que tenga la mínima solubilidad en aluminio, ya que éste es el origen de las nieblas
metálicas.
Como cada uno de los componentes del baño mejora ciertas propiedades, empeorando
otras, es por lo que se adopta una composición que tenga un conjunto de características
aceptables.
Estudiemos por tanto las características de cada componente del baño electrolítico:
La sal que constituye la mayor parte del electrolito es la criolita (Na3AlF6), la cual es un
fluoro-aluminato de sodio y que tiene una relativamente alta solubilidad de la alúmina
en ella y posee además alta conductividad iónica.

49
La criolita pura funde a 1.011º C y a la inversa, solidifica por debajo de esta
temperatura. Sin embargo al añadirle aditivos se consigue bajar esta temperatura, esa es
la razón por la que las cubas trabajan con baños a temperatura de 960º C sin que estos
lleguen a solidificarse.
Diagrama binario criolita-alúmina
Fuente: Dr. Igor Wilkomirsky Universidad de Concepción CHILE, 2009.
Influencia de distintos aditivos en el punto de difusión de la criolita
Fuente: Dr. Igor Wilkomirsky Universidad de Concepción CHILE, 2009.

La alúmina baja la temperatura de primera solidificación, aligera el baño, disminuye la
volatibilidad; éstos son los factores favorables, siendo los desfavorables: que disminuye
la conductibilidad eléctrica. Su contenido máximo está limitado por el eutéctico de
alúmina-criolita, y varía prácticamente su contenido entre dos efectos anódicos del 8 al
2%, siendo por tanto este el contenido que debe de tener el baño.
El fluoruro de aluminio (AlF3) tiene como efectos favorables que: baja la temperatura
de fusión del baño, aligera el baño (lo hace menos denso) y disminuye la solubilidad del
aluminio en él, y los efectos desfavorables son: disminuye la conductibilidad del baño,
aumenta la volatibilidad y disminuye la solubilidad de la alúmina. Entre disminuir la
solubilidad del aluminio y el de la alúmina, se da prioridad al primero, por ello se añade
una cantidad máxima que sea compatible con una solubilidad razonable de la alúmina,
fijándose su valor en un 10%.
El fluoruro de aluminio es el aditivo más común, ya que también neutraliza el óxido
sódico presente como impureza en el material inicial de alúmina.
El fluoruro de calcio tiene como condición favorable bajar el punto de fusión del baño,
no influye ni sobre conductibilidad, ni sobre la solubilidad del aluminio y tiene como
condición desfavorable que aumenta la densidad del baño, su volatibilidad y disminuye
la solubilidad de la alúmina en él. Sin embargo se suele utilizar este reactivo, en primer
lugar porque se forma espontáneamente en la cuba y después por que baja la
temperatura de fusión sin disminuir la conductividad eléctrica, contrariamente a lo que
hace el fluoruro de aluminio, por ello se fija su contenido en el 6%.
El empleo de carbonato de litio consigue bajar la densidad del baño (hacerlo más
suelto), mejorar la conductividad eléctrica, disminuir la emisión de flúor, bajar la
temperatura a la que funde el electrolito, y en definitiva ahorrar en energía aumentando
el rendimiento Faraday. Como contrapartida el litio contamina el metal y lo hace
inservible para ciertas aplicaciones. Por esa razón hay que eliminarlo con la máquina
deslitificadora.
En la siguiente tabla podemos ver cómo afectan los aditivos a algunas de las
propiedades del baño:
Aditivo Temperatura Solubilidad
Alúmina
Conductividad
Eléctrica Densidad
Solubilidad
Aluminio
CaF2 D D D A D
AlF3 D D D D D
LiF D D A D D
D: disminuye A: aumenta

51
3.5. Fabricación de la criolita y del fluoruro de aluminio
La criolita (AlF6Na3), que es un fluoruro doble de sodio y aluminio (40% de fluoruro
de aluminio (AlF3) y de fluoruro sódico (NaF) el 60%), es uno de los componentes del
electrolito a utilizar en la obtención electrolítica de aluminio. Existe libre en la
naturaleza con un contenido del 98,5% en AlF33NaF y aproximadamente el 0,7% de
SiO2, no obstante es un mineral poco abundante en la naturaleza, ligado a rocas ígneas y
en Ivigtut (Groenlandia), donde se encontró un importante depósito de criolita, ligado a
pegmatitas. Pero puede ser producido sintéticamente a partir de la alúmina hidratada o
de la alúmina por tratamiento con fluorhídrico, obteniéndose un compuesto ácido que es
neutralizado con peróxido de sodio o por carbonato sódico según las reacciones
siguientes:
Al(OH)3 + 6FH = AlF6H3 + 3H2O 2AlF6H3 + 3Na2O2 = 2AlF6Na3 + 3H2O2
Al2O3 + 12FH = 2AlF3·3FH + 3H2O
2AlF3·3FH + CO3Na2 = 2AlF3·3NaF + H2O + 3CO2
También puede obtenerse a partir de una disolución de sulfato de aluminio por
tratamiento con fluoruro cálcico, lo que origina un fluosulfato de aluminio en disolución
que tratado con fluoruro sódico nos da la criolita, según las ecuaciones:
Al2(SO4)3 + 2CaF2 = Al2F4SO4 + 2CaSO4
Al2F4SO4 + 8NaF = 2AlF3·3Fna + Na2SO4
También puede obtenerse por vía seca, en lugar de húmeda, por fusión de una mezcla
anhidra de sulfato de aluminio y fluoruro sódico, según:
Al2(SO4)3 + 12NaF + calor = 2AlF3·3Fna + 3Na2SO4
La criolita sintética tiene una composición del 97% de AlF3 y del 1 al 1,5% de Na2SO4,
equivalente al 98,5 al 99% de pureza. De este producto se consume en la electrolisis del
aluminio de 14 a 20 kg/Tm de aluminio.
El fluoruro de aluminio (AlF3) es otro de los componentes del baño, siendo su
consumo de 30 a 35 kg/Tm de aluminio, debido a que los productos fluorados del baño
dan por pirohidrolisis: alúmina y se pierde fluorhídrico, según la reacción:
2AlF3 + 3H2O + calor = Al2O3 + 6HF
Para evitar esta pérdida es preciso que el fluoruro de aluminio sea anhidro, cosa bastante
difícil de conseguir. Existen dos procedimientos de obtención del AlF3; vía húmeda y
vía térmica. La vía húmeda parte del trihidrato de alúmina y del ácido fluosilícico

(H2SiF6) obtenido como subproducto en las fábricas de fertilizantes y la vía seca parte
del Al(OH)3 y del ácido fluorhídrico.
El procedimiento térmico remplaza cada día más y más al proceso húmedo por originar
menos problemas de corrosión.
De entre los procedimientos por vía seca, es interesante destacar la patente V.A.W.
(Vereinigte Aluminiun WerKe A.G.) de fluidificación en lecho circulante o Remolino
Ventury, que partiendo de un hidrato de alúmina seca o parcialmente desecada, obtiene
un producto totalmente anhidro con el 90 al 92% de AlF3 y un rendimiento del HF del
97%, con unos costes de mantenimiento anual del 6,5% del coste de instalación (lo que
es un buen número para un proceso que trabaja con un ácido tan altamente corrosivo
como el fluorhídrico).
3.6. Concepción de las cubas y condiciones de explotación
La concepción de una cuba es un problema térmico, y para una cuba, dada la densidad
de corriente más económica, es la que representa el más barato compromiso entre el
coste que origina el aumento de aislamiento térmico y la disminución del coste de
energía, admitiendo que la eficiencia de corriente no varía, aunque si disminuya la
densidad de corriente.
La intensidad más ventajosa es de 80 a 120 KA con una tensión total débil, para así
disminuir el consumo de energía, de modo que el rendimiento de corriente no sufra, por
ello se debe bajar la densidad de corriente.
El equilibrio térmico de la cuba debe ser calculado de manera precisa, para que la
potencia desprendida en la cuba sea igual a la potencia admitida en régimen
permanente, y ser la suficiente para mantener una parte importante del baño en fusión y
que la parte solidificada, que sirve de volante térmico, no puede variar más que entre
ciertos límites. La tarea del fabricante será encontrar el regulado fino por variaciones
ligeras de voltaje e intensidad para realizar el equilibrio térmico que conduce al mejor
precio de coste.
Los taludes (electrolito solidificado) tienen gran importancia, ya que sirven de volante
térmico de la cuba, pues a cada efecto anódico se desprende una enorme potencia en la
cuba y la temperatura del baño se eleva rápidamente, el baño sólido se funde y absorbe
este exceso de calor. Además de este efecto instantáneo, tiene un efecto general de
mucha más importancia, pues influye sobre el reparto de corriente, lo que permite una
serie de marchas diferentes, pues al ser un mal conductor y aislar una parte del crisol
disminuye las densidades de corriente horizontales y limita los efectos magnéticos,
además de la protección mecánica y química que los taludes prodigan al crisol.
53
El metal también desempeña un papel importante, pues un aumento de metal en la cuba
la enfría sensiblemente, ya que al ser un buen conductor evacua las calorías
desprendidas en el electrolito, tanto mejor cuanto mayor sea su superficie lateral en
contacto con el resto del crisol, dependiendo esta superficie sobre todo de la altura del
aluminio líquido. También cuanto mayor es la altura de metal, más débiles son las
densidades de corriente horizontales y menos pronunciados son los efectos magnéticos.
Si se reduce la superficie catódica, respecto a la anódica, se crean corrientes
horizontales en el metal con efectos magnéticos peligrosos por ello ambas deben de ser
sensiblemente iguales.
La altura correcta de un ánodo es un óptimo económico, además que si no la
modificamos y es un ánodo viejo tiene mejor conductividad, por ello recibe una
corriente más intensa y se consume más rápidamente, aumentándose el precio de coste
del metal. Por ello es preciso su regulación, pero esta regulación trae consigo que las
cuñas se desgasten y es preciso su sustitución por arrancado, que no puede realizarse
más que a intervalos largos entre cuñas próximas para limitar la amplitud de las
perturbaciones locales.
Los ánodos Söderberg que se deslizan a través de una vaina metálica, la experiencia
demuestra que la pasta cocida no puede deslizarse contra la vaina, pues se produce un
enganchamiento, por ello debe emplearse cruda, pero como la pasta cruda no es
prácticamente conductora hasta que alcanza una temperatura de 450º C, toda la corriente
anódica pasa por la cuña; por otra parte la pasta cruda no puede llegar demasiado abajo
en la vaina, pues se deslizaría, por ello se cuece en la vaina, en una zona muy estrecha y
a una temperatura de 450º C.
Las condiciones de explotación técnicas dependen mucho de las condiciones
económicas. Pues si el mercado no está saturado, todo el metal producido se vende a un
precio independiente de la producción, luego el régimen de funcionamiento será tal que
la producción tendrá una gran importancia, por tanto se elevará la intensidad de marcha,
el consumo de energía no será el mínimo, ni el calorifugado de la cuba muy fuerte.
Si el mercado está completamente saturado, solo se puede vender una producción floja,
por lo que el régimen de funcionamiento será con intensidad más baja, con un consumo
de energía próximo al mínimo y se aumentará el calorifugado de la cuba.
Actualmente las instalaciones se han mecanizado por la introducción de máquinas para
taladrar la corteza, introducir la alúmina, cambiar ánodos y cuadros, colar el metal y
automatización de la regulación de la marcha.
Resulta difícil el control automático de la cuba, porque los índices de los parámetros
críticos no son de fácil realización, además de existir otros problemas, como:
1º.- Las propiedades del baño que controlan el tiempo de disolución de la alúmina.
2º.- El origen de las partículas blandas de carbono que aparecen suspendidas en el
electrolito.
3º.- Aumentar la vida del revestimiento del fondo de la cuba.
4º.- Determinar la sal ideal para añadir a la cuba y cuáles serán sus parámetros.
5º.- Bajar la sobretensión anódica y con ello bajar la tensión en la cuba.
6º.- Cual es el valor de la convección en la cuba y que parámetros influyen en ella.
La resolución de estos problemas precisa un detallado estudio de la electrolisis, de las
reacciones en los electrodos y de las reacciones secundarias que se producen en la
electrolisis.
3.7. Puesta en servicio y regulación de la marcha de electrolisis
Las cubas de electrólisis están conectadas en serie pudiendo agruparse de 140 a 260
cubas en una instalación. La tensión total de las series de celdas varía de 500 a 900 V,
operándose a potencia constante. Las cubas pueden estar colocadas a lo largo, que es
cuando el eje mayor de la cuba es paralelo al sentido general de la corriente en la serie,
y cubas de través cuando el eje mayor es perpendicular. La elección de uno u otro tipo
de cubas es que las cubas de través precisan menos inversiones y las cubas a lo largo
más facilidad de mecanización.
Para poner en servicio una cuba nueva, aunque los ánodos sean de distinto tipo, se
deben observar algunas precauciones: primero elevar su temperatura y cocer la pasta del
refractario entre los bloques, operación que se realiza poniendo la cuba en cortocircuito
durante 48 horas, después se introduce entre ánodo y cátodo un baño líquido sacado
previamente de una cuba en servicio y manteniendo entre electrodos una tensión
elevada, de 10 a 20 V (según el grado de calorifugado) para igualar la temperatura de
toda la cuba, unas horas después se añade aluminio líquido y se aumenta la tensión un
poco más de lo normal (5 a 7 voltios). Algunos días después se pone la tensión normal
de 3,92 a 4,25 voltios, pero se mantiene el nivel de metal en el baño un poco bajo
durante las dos o tres primeras semanas, conservándose en el baño un exceso de
fluoruro sódico durante dos o tres meses para así asegurar la vida del cátodo; por ello
una cuba no se convierte en normal hasta pasados tres meses de funcionamiento.
Cuando la cuba tiene ánodos Söderberg, como su ánodo no está formado, es preciso
cocerlo antes de poder arrancar, cocción que dura de 10 a 20 días, manteniendo la pasta
en la vaina, pero cerrando la salida con una chapa e introduciendo en ella resistencias
eléctricas.
55
Al poner en marcha una nueva serie de cubas hay que investigar los parámetros
fundamentales de funcionamiento, es decir: intensidad y tensión, trazando las familias
de curvas correspondientes para que al terminar el estudio se puedan determinar los
valores más convenientes para regular la serie. Éste se efectúa empezando con una
intensidad débil, que se debe evitar su variación durante el ensayo, se va variando
progresivamente y en disminución el voltaje, manteniendo una temperatura de baño
durante el ensayo y con una forma de talud normal; la variación de voltaje se realiza
variando la altura de metal en la cuba. Se anota para cada valor del voltaje los consumos
de materiales y se dibuja la curva, así se va realizando poco a poco para cada intensidad,
obteniéndose un valor de voltaje para el cual el consumo de energía es mínimo. Este
estudio completo dura un año o más.
Si la serie de cubas funciona en régimen óptimo, pequeñas variaciones vienen
continuamente a perturbar la marcha, tanto para cubas aisladas como para la serie, por
ello es preciso devolver a las cubas o a la serie perturbada a la normalidad, antes que se
produzcan perturbaciones demasiado marcadas. Además, una cuba archa bien cuando se
respeta un equilibrio, y toda perturbación rompe este equilibrio, siendo necesarios
varios días para alcanzarlo de nuevo. Aunque no existen diferencias fundamentales
entre una cuba y una serie, los remedios no son los mismos porque a la cuba sola no se
le puede variar la intensidad, en cambio a la serie no se le puede ejecutar un trabajo
largo de adaptación.
A una cuba se le pueden realizar dos tipos de observaciones que determinan: índices
cuantitativos, establecidos en cifras bastante objetivas; y los índices cualitativos, más
difíciles de apreciar que los anteriores.
Los índices cuantitativos están definidos por: temperatura de trabajo requerida 955 ±
5ºC; composición del baño, como el fluoruro de calcio permanece casi estable, basta
verificaciones espaciadas, luego solo es preciso dosificar el exceso de fluoruro de
aluminio y de vez en cuando el contenido de alúmina; la medición de voltaje, que se
lleva sobre el voltímetro particular de la cuba y se anota su valor y su estabilidad, es
decir, la amplitud de las variaciones próximas al valor medio; la altura de metal en la
cuba no debe ser superior a 10 cm, medición que se realiza por medio de un calibre; la
altura del baño no superior a 20 cm, también por un calibre; el número diario de los
efectos anódicos y su fuerza; la caída de tensión catódica, que se mide todos los meses y
nos indica la caída de fondo (que constituye una gran parte de la caída catódica) y que
depende del estado del contacto aluminio líquido-carbono, y si es elevada corresponde a
una marcha fría o a utilizar una alúmina de mala calidad o un envejecimiento del
cátodo, dándose por tanto idea de su durabilidad; se controla periódicamente el estado
de los diferentes contactos, especialmente los de hierro-aluminio por ser bastante
frágiles y si uno está estropeado se perturba el reparto de corriente catódica; también se
comprueba la temperatura exterior de la cuba, que nos informa sobre el equilibrio
térmico de ella y sobre todo si los cátodos se han autocalorifugado, por infiltración de
flúor que forma incrustaciones sobre ellos a medida que la cuba envejece.

Los índices cualitativos están definidos por: el color de la llama (del amarillo al violeta),
su fuerza, las inclusiones y las variaciones; del baño se vigila y anota su color (del rojo
obscuro al rojo claro), su viscosidad, su aspecto superficial, la presencia de carbonilla,
el aspecto de la corteza sólida, sus movimientos y sus humos; el desprendimiento
gaseoso se aprecia por la vista y el oído; los taludes se inspeccionan, así como el fondo
de la cuba, con ayuda de útiles apropiados para localizar la posición de los taludes y
hacer sonar el fondo, ya que esto nos informa sobre los depósitos eventuales que los
recubren; la acidez del baño se determina bien por análisis o de forma visual.
Las cubas desarregladas pueden ser:
- Cuba fría.
- Cuba caliente.
La cuba fría tiene el aspecto siguiente: voltaje anormal y además estable; altura del
metal demasiado elevado; altura del baño pequeña; presenta quemaduras numerosas y
graves; las llamas son frías, por ello violetas, fuertes con pocas chispas; el baño puede
estar frío cuando el desregulado no tiene mucha importancia, presentando un color rojo
obscuro, viscoso, sin carbonilla y con corteza normal o puede estar caliente cuando la
cuba sufre un desregulado mayor, presentando un color rojo claro, fluido, sin carbonilla
y con cortezas delgadas y duras; los gases se desprenden en gruesas burbujas con un
ruido acentuado; se forman taludes pronunciados al nivel del metal y no siempre al
nivel del baño; el fondo de la cuba se recubre rápidamente con depósitos de alúmina
más o menos espeso y más o menos duro; la muestra del baño es muy ácida al principio
y después poco ácida. En general se observan las siguientes variaciones, que por orden
de gravedad creciente son: exceso de metal, cuba bloqueada y seca, cuba de fondo
sucio, cuba de talud debajo del ánodo y cuba de fondo tomado.
Se corrige y arregla esta cuba: quitando un poco de metal, y elevando de forma
provisional el voltaje si el defecto es poco importante o añadiendo electrolito si es
importante. Si el fondo está sucio se trabaja con una altura de baño mayor de la normal,
se suprime la alimentación de alúmina y se eleva el voltaje de la cuba. Las cubas que
tienen talud bajo el ánodo o el fondo tomado, se tratan por el mismo sistema anterior,
pero durante mucho más tiempo, porque el desarreglo es mayor.
La cuba caliente presenta la mayor parte del tiempo los efectos opuestos a las frías, es
decir: voltaje normal y estable; pocas quemaduras y además leves; llamas calientes de
color amarillo obscuro o violeta con venas amarillas, fuertes con numerosas chispas; el
baño es caliente con color rojo claro, fluido, recubierto de carbonilla (salvo si está
demasiado caliente), con corteza dura; los gases se desprenden sin ruido en pequeñas
burbujas; los taludes que se forman son débiles; el fondo de la cuba está limpio y el
metal está a veces sobrecalentado; la muestra del baño es poco ácida y con frecuencia
tiene inclusiones finas de carbonilla. En general se observan las siguientes variaciones,
que por orden de gravedad creciente son: falta de metal, cuba que carboniza, cuba que

57
deriva (el talud ha desaparecido completamente), cuba con movimiento de metal (efecto
magnético).
Se corrige y arregla esta cuba: añadiendo metal líquido y a veces sólido cuando es
necesario un enfriamiento muy marcado, quitando el exceso de carbonilla con una
espumadera. Si la cuba deriva se reforma el talud con ayuda de baño sólido, enfriando el
metal si es indispensable. Si se produce movimiento de metal es necesario subir mucho
su altura en el baño.
Además de estos dos tipos de anomalías importantes en las cubas, existen otros que son:
cuba demasiado estrecha (distancia interpolar demasiado pequeña), cubas con
quemaduras anormales (muchas o pocas), cubas que se agujerean (el metal se escapa del
cajón metálico) y cubas con ánodos anormales (sobre todo en las de tipo Söderberg).
La cuba estrecha, que afecta lo mismo a una cuba caliente o fría, se identifica por el
voltaje que al principio es inestable y después muy bajo, mientras que la cuba se sobre-
calienta rápidamente y presenta movimientos del baño. Se arregla subiendo la tensión y
se evita introducir alúmina en la cuba.
La cuba con quemaduras anormales, hay que identificar la causa profunda que lo
produce y corregirlo, éste puede ser: fondo sucio, exceso de carbonilla o accidente del
ánodo.
Las cubas que se agujerean, se intenta parar el escape de metal de ella por
enfriamiento, picado o parándola.
Las impurezas existentes en las cubas electrolíticas provienen bien de los productos de
alimentación (alúmina, carbón, criolita, fluoruros de aluminio) o de las obtenidas por el
ataque al revestimiento, pero ambas se dividen en dos fracciones, unas que pasan al
aluminio metal y otras que se van en los gases de escape de las cubas; la relación entre
estas fracciones son de 2:1.
En los gases de escape van los fluoruros gaseosos (11 g/m3), las partículas sólidas en
suspensión (20 g/m3) y los metales en forma gaseosa, aunque su volatilización es muy
distinta para cada uno de ellos. Así del hierro (Fe) existente en las cubas electrolíticas se
volatiliza un 50%, el otro 50% pasa al aluminio; del silicio (Si) solo se vaporiza < 10%;
del fosforo (P) se volatiliza el 72%; del vanadio (V) el 65%; el 58% del titanio (Ti); el
50% del galio (Ga) y el 20% del zinc (Zn).
La mayoría de estos metales después de su precipitación se reciclan a las cubas y por
ello inciden mayormente sobre la pureza del metal a obtener y sobre la eficiencia de
corriente, bajándolas a ambas.

3.8. Otros procedimientos de obtención del aluminio
Además de la electrolisis de la alúmina, se han probado muchos otros procedimientos
para la obtención del aluminio, que pueden clasificarse en:
I.- Procedimientos electrolíticos: Eran electrolisis ígneas de cloruros y sulfuros que no
dieron resultado industrial.
II.- Procedimientos de refinado térmico.
A) Empleo de compuestos con valencia inferior.
B) Disolución en metales auxiliares.
C) Destilación de la aleación Al-Fe-Si con metales alcalinos Cd o Hg. No es
rentable.
III.- Procedimientos por reducción térmica.
A) Procedimiento del carburo.
B) Procedimiento del nitruro.
No es rentable una volatilización después de una reducción.
1.- Empleo de compuestos con valencias inferiores
Se funda en la existencia de monohalogenuros de aluminio que son volátiles y capaces
de dar, otra vez, un halogenuro trivalente normal y aluminio, es decir:
Al+++
+ 2Al ↔ 3Al+ (Cl3Al + 2Al ↔ 3AlCl)
Como las impurezas de aluminio no dan en general subsales aunque puedan clorurarse,
es la forma de separar el aluminio de los metales perjudiciales: magnesio, zinc, calcio.
Y de los menos perjudiciales: cobre, titanio, manganeso, o de los no perjudiciales como:
hierro y silicio.
A nivel de planta piloto y utilizando como materia prima una aleación de aluminio-
hierro-silicio, obtenida por reducción de la alúmina en horno eléctrico, se ha trabajado
con cloruro de aluminio (Cl3Al) a 1.000-1.200º C. De este proceso se obtiene el ClAl,
que se va con los gases de escape hacia un condensador en donde se realiza la reacción
inversa, condensándose el aluminio al estado líquido y el cloruro de aluminio que se
devuelve al circuito. Este proceso solo ha encontrado una muy pequeña aplicación a
escala comercial.
También se ha estudiado un proceso similar a partir de fluoruros.
59
2.- Disolución en metales auxiliares
Se basa en disolver una aleación Fe-Al-Si en un metal auxiliar al estado líquido, que
disuelva al aluminio y no lo haga, o lo haga muy débilmente, a los otros metales (esta
fase es la extracción). Después se realiza la separación de fases, y a la disolución
obtenida se somete a depuración por enfriamiento hasta un punto de solidificación para
que precipiten algunas impurezas. La fase líquida: aluminio-metal auxiliar se calienta en
vacio o en una corriente de gas inerte, para volatilizar al metal auxiliar que es la fase de
destilación y dejar al aluminio líquido.
El metal auxiliar tiene que cumplir ciertos requisitos: disolver al aluminio, tener un
punto de volatilización bajo y ser de poco coste. Los metales que cumplen las tres
condiciones de forma más favorable son: el zinc, el mercurio y el magnesio.
a.- Procedimiento del zinc
La fase líquida Al-Zn, obtenida en la extracción, contiene en solución una cierta
cantidad de silicio y el porcentaje de este metal en el aluminio después de la etapa de
volatilización depende: de la proporción de zinc en la fase líquida y de la temperatura a
que se efectúa la purificación (de 450 a 650º C), ya que la solubilidad del silicio es
variable con la temperatura.
Los resultados obtenidos, partiendo de un Fe-Al-Si con el 60% de Al, han sido bastante
aceptables con recuperación del 80 al 85%, la pérdida es por la formación de Al3Fe que
es insoluble en zinc. El consumo de zinc es de 5 kg por Tm de aluminio y de energía de
6,5 a 10 kwh/Tm de aluminio (no se cuenta la energía para fabricar la aleación Fe-Al-Si,
que es de 12 kwh/Tm). El aluminio que se obtiene no contiene más del 0,01% de Zn,
pero el procedimiento no es rentable económicamente.
b.- Procedimiento del mercurio
La aleación Fe-Al-Si o las chatarras de las aleaciones de aluminio se ponen en contacto
con mercurio a 530º C y 12 atmósferas de presión, con lo que se disuelve el aluminio en
el mercurio hasta 2,5%, así como el zinc, cobre y magnesio que lleve, pero el resto de
los metales permanecen insolubles. Por ello las chatarras que contengan zinc y
magnesio deben de tratarse antes de aplicarles el procedimiento del mercurio,
tratamiento que es la volatilización de estos metales.
En la extracción se obtiene un residuo sólido que flota y una disolución (con el 2,5% de
Al). El residuo se destila a 500º C y en vacio para recuperar el mercurio. La disolución,
que es una amalgama, se enfría a 300º C y se expansiona desde 12 a 1 atmósfera, con lo
cual se precipita la mayor parte del aluminio en forma de finos cristales que flotan, por
lo que se separan por desespumado. Estas espinas contienen un 30% de mercurio y se
calientan a 750º C, destilándose el mercurio, que se recupera, y un aluminio con el
99,9% de pureza que contiene 0,0001% de Hg.

Los consumos son: de 500 a 700 kg de mercurio que se destilan por Tm de aluminio y
de 1 kwh/Tm de aluminio. Las dificultades son: extracción lenta, la decantación del
residuo insoluble debe de ser completada con una filtración, los vapores de mercurio
son venenosos. Se ha estudiado la dispersión del aluminio impuro líquido en mercurio
frio para disminuir los costes.
c.- Procedimiento del magnesio
No es un procedimiento rentable ya que al extraer el aluminio de la aleación Fe-Al-Si
producida en el horno eléctrico, la fase líquida Al-Mg con el 30% de magnesio
precipita al hierro en forma de FeAl y al silicio en forma de SiMg2 que consume mucho
magnesio y aluminio. No obstante se puede obtener aluminios con el 0,1% de Mg con
filtraciones muy cuidadosas a 700º C y destilación en vacio a 1.000º C.
3.- Procedimiento del carburo
Se parte de bauxitas que se reducen parcialmente en el horno eléctrico trifásico de
20.000 KVA, obteniéndose un corindón fino o aluminio Bayer que es carburado y
reducido en otros hornos de arco de 20.000 KVA a 2.400º C, con lo que se logra una
aleación Al-AlC3 que puede contener hasta el 80% de aluminio.
La reducción es: 2Al2O3 + 9C = C3Al4 + 6CO
La aleación al solidificar cristaliza al carburo en forma de esponja, cuyos huecos están
rellenos de aluminio fundido. Por un tratamiento de cloruros fundidos se separa un
aluminio puro, pobre en titanio y vanadio y el residuo de C3 se devuelve al horno de
reducción. El consumo de energía eléctrica es importante (igual que el consumo del
método electrolítico), pero las inversiones de capital son el doble.
3.9. Refino del aluminio
El aluminio fabricado por electrolisis contiene impurezas de la alúmina y del cok de los
electrodos, obteniéndose normalmente metal con pureza del 99,4 al 99,8%. Si se emplea
alúmina especialmente pura y cok de petróleo de calidad se ha llegado a preparar
directamente por electrolisis aluminio con el 99,9% de pureza, que es lo más que se
puede esperar de la electrolisis. Por ello, si se precisa un aluminio de mayor pureza, este
debe obtenerse con un posterior refino, que no puede realizarse como en los otros
metales por el elevado punto de ebullición del aluminio (2.500º C), ni por la oxidación
selectiva de impurezas, ni por electrolisis de sales acuosas, si no que el refino se tiene
que efectuar por electrolisis de sales fundidas o por disolución y cristalización.
La electrolisis ígnea se denomina electrolisis en tres capas por utilizar como ánodo un
fundido de la aleación a refinar, como electrolito un fundido de sales halogenadas de

61
aluminio y metales alcalinos y alcalino-férreos, y como cátodo un fundido de aluminio
refinado.
Según que las sales halogenadas sean fluoruros y cloruros, el procedimiento se llama
Pechiney y si solo son fluoruros es el de Aluminio Industria A.G. o procedimiento
A.I.A.G. (El procedimiento Hoopes y Gadean, muy semejantes, se han abandonado por
dificultades prácticas).
1.- Procedimiento de refino electrolítico Pechiney
Como el metal a refinar tiene que pasar desde el ánodo hasta el cátodo, es preciso que el
electrolito contenga iones de aluminio. En este procedimiento la aleación anódica es Al-
Cu con un contenido del 25 al 40% de cobre y una densidad alrededor de 3, pero nunca
inferior al 2,8. El electrolito es un fundido de fluoruros de aluminio y sodio, distinto de
la criolita, con cloruro de bario, con una densidad de 2,7 y su composición es: AlF3 el
23%, NaF el 17%, BaCl2 el 60%; pudiéndose escribir, AlF3·1,5NaF con el 40% y BaCl2
el 60%, que por empobrecimiento de aluminio evoluciona hacia la criolita (AlF3·3NaF).
Las densidades que se dan de la aleación y del electrolito son para una temperatura de
750 a 800º C.
Se admite que al iniciarse la electrolisis existe una disociación primaria del cloruro de
bario según: Cl2Ba = 2Clˉ + Ba++
. Al llegar al cátodo los iones de bario (Ba++
)
reaccionan con el F3Al, para dar aluminio y F2Ba, y los iones del cloro (Clˉ) al llegar al
ánodo atacan a la aleación Al-Cu, para dar Cl3Al. Después este cloruro de aluminio
alimenta a la reacción electrolítica principal, con depósito directo en el cátodo de
aluminio y reconstrucción del cloruro de aluminio en el ánodo, y la reacción principal
es: Cl3Al = 3Clˉ + Al++
.
Como el Cl3Al es volátil, una parte se pierde en los humos y es preciso descomponer
Cl2Ba para restituir al cloro perdido.
El admitir esta hipótesis de la electrolisis, es que en los experimentos realizados con los
métodos de análisis más modernos, el ion que se forma directamente en el baño es el de
cloro y no el de flúor o el F3Al; además, en las cubas se produce un empobrecimiento en
cloro y aluminio que hace evolucionar a los fluoruros del baño hacia la composición de
la criolita, además de comprobarse que en los baños usados existe F2Ba hasta un 10%
de su composición.
Al ser la composición del baño la de la criolita, pasa bario desde el baño hacia el
aluminio refinado, pudiendo éste contener hasta un 3%, porque el bario depositado en el
cátodo reacciona muy débilmente con la criolita, se corrige esta anomalía añadiendo al
baño un poco de fluoruro de aluminio o de sodio, con lo que el bario desaparece del
metal catódico.

Al llegar los iones de cloro al ánodo y descargarse, atacan primeramente a los metales
más electronegativos del ánodo, es decir: al magnesio, calcio, litio y sodio, pasándolos a
la disolución en forma de cloruros y en donde permanecen en proporciones bastante
pequeñas, además de tener una tensión de descomposición alta. Ahora bien, el ClNa al
presentar una concentración alta en el baño y ser elevada la temperatura de trabajo se
deposita en el cátodo, aunque su tensión de descomposición sea mayor que la del Cl3Al.
Este depósito de sodio, que es en pequeña cantidad, no perjudica al depósito de
aluminio porque flota sobre él, pero en cambio ensucia a las conducciones catódicas de
grafito, por lo que hay que limpiarlas cuidadosamente y periódicamente.
Después de atacar al sodio, los iones de cloro atacan al aluminio y lo pasan a la
disolución, y en tanto la aleación anódica contenga suficiente aluminio (más del 30%) y
sea lo bastante fluida para mantenerse homogénea por difusión iónica, el cloro no ataca
a los metales más electropositivos del ánodo, es decir: al hierro, cobre, zinc, silicio,
manganeso, titanio, vanadio y galio, por lo que estos permanecen en el ánodo.
La cuba de trabajo es de sección rectangular o cuadrada, hecha de chapa de hierro de 3 a
10 milímetros de espesor, reforzada por hierros en V para reducir las deformaciones
debidas a las presiones internas, y revestida interiormente por una capa de ladrillos
refractarios sílico-aluminosas que sirven de aislante térmico y las paredes llevan sobre
este revestimiento otro de refractarios de magnesita, no de gran pureza (del 88 al 90%
de Mg), pero con poca porosidad y montados en seco. El fondo de la cuba, que
constituye el ánodo de la cuba, son bloques de carbono anclados en barras de acero
dulce, que salen lateralmente de la cuba, es decir, está formado análogamente al fondo
catódico de las cubas de aluminio. Las grietas entre los bloques anódicos se rellenan con
una pasta de carbón aglomerada con brea y apisonada fuertemente, siendo su duración
superior a los 10 años.
La cuba tiene un pozo de segregación o pozo anódico que pone en comunicación el
fondo de la cuba con la superficie exterior del baño, para realizar por él las correcciones
a los baños. Sobre el fondo de carbón va la aleación anódica fundida que es una
aleación de aluminio-cobre, aunque ya se han ensayado aleaciones de aluminio-zinc
(hasta el 40% Zn) o bien Al-Cu-Si (con el 33% de Cu y el 30% de Si) sin resultados
apreciables. La capa anódica puede ser de 20 a 30 centímetros de espesor. Sobre esta
capa está el electrolito fundido con espesor de capa de 15 a 20 centímetros y sobre él
flota el aluminio refinado que tiene una densidad de 2,3 y una altura mínima de 10
centímetros, al objeto de que la parte inferior de los electrodos catódicos no toquen al
fundido de electrolito, pues en este caso aparecerían engrasados y que a su vez producen
un reparto disimétrico de corriente.
Los electrodos catódicos son de grafito y están fijos a unas vigas desplazables en
sentido vertical para regulación de los cátodos y son los que aseguran la salida de
corriente de la capa de aluminio refinado.
63
Las cubas se montan en serie y trabajan a una temperatura de 690-720º C, aunque en la
parte alta (parte superior de la capa de aluminio refinado) pueden trabajar a mayor
temperatura, con el riesgo de un mayor ensuciamiento. La tensión de trabajo es de 6
voltios, representando el 85% la caída de tensión en el baño (de estos el 90% es la
resistencia óhmica del electrolito), con una densidad de corriente de 0,5 a 0,6 A/cm2
trabajando a una intensidad nominal de 18.000 A. Con ello se obtiene un rendimiento de
corriente del 98,8% y las pérdidas son debidas a oxidación del metal refinado por el
aire, a la formación de subhalogenuros gaseosos, en particular ClAl, a desviaciones de
la corriente por los refractarios o por puestas a tierra.
Para la obtención de una tonelada de aluminio refinado con el 99,99% de pureza se
precisan 19.900 kwh de corriente, 90 kg de reactivos (40 kg de Cl2Ba, 30 kg de F3Al y
20 kg de ClNa) y 12 kg de grafito.
La explotación de las cubas de refino comprende operaciones de conducción y de
control. Las operaciones de conducción son: a) Alimentación de las cubas con el metal
a refinar, se efectúa esta adición por el pozo de segregación, bien al estado sólido o
líquido. b) Colada de las cubas, que se realiza cada 3 días, rompiendo la corteza oxidada
del baño con el instrumento adecuado y aspirando el metal refinado. c) Corrección del
baño electrolito debido a que se empobrece en cloro y aluminio, se adiciona una mezcla
formada por: 38% de Cl2Ba, 38% de AlF3 y 24% de ClNa, cada 3 a 7 días. Estos
productos no pueden contener ni agua ni óxidos. d) Picado de las cortezas de los
contactos y raspado del baño, debido a que como no se puede evitar la introducción de
alúmina en el baño, en donde es insoluble, se acumula en la superficie de la aleación
anódica por densidad y dr donde hay que arrancarla, también se acumula en las paredes
internas al nivel de la capa catódica en forma de cortezas muy duras de baja alúmina y
de oxifluoruros. e) Evacuación de los cristales ferrosos que se forman en el baño
electrolítico, pero como la temperatura en el pozo de segregación es de 20 a 30º C
inferior a la temperatura del metal, aparecen en este pozo flotando como una fase sólida
concentrada en hierro (del 7 al 10%) que se evacua tan pronto se forma.
Las operaciones de control que se realizan son: control de la temperatura, de la altura de
las tres capas, de la composición de las tres capas y del reparto de corriente en los
electrodos.
2.- Procedimiento de refino electrolítico A.I.A.G. (Aluminio Industria A.G.)
Este procedimiento es análogo al anterior, pero el baño está formado enteramente por
fluoruros con la composición siguiente: AlF3 el 43%, FNa el 18%, BaF2 el 18% y CaF2
el 16%.
Se trabaja a una temperatura de 750º C, resultando este baño mucho más estable que el
baño clorufluorado, pero el suministro de electrolito es muy penoso, ya que es preciso
fundir en un horno los constituyentes del baño, después trasvasar este fundido a una

cuba electrolítica de purificación y posteriormente ya se puede llevar a las cubas de
refino. Como este baño es más conductor que el de Pechiney, resulta una tensión de
trabajo más baja, de 5,5 a 5,8 voltios, pero trabajan con menor densidad de corriente y
con intensidades nominales menores (14.000 A), obteniéndose rendimientos de
corriente inferiores (93-95%), pero con un consumo de 18.000 kwh/Tm de Al del
99,99%, pero en cambio precisa inversiones más elevadas que el método anterior.
3.- Procedimiento de refino por disolución y cristalización
Se basa este procedimiento en que la solubilidad del aluminio en mercurio varía mucho
con la temperatura, desde el 3% a 500º C hasta el 30% a 600º C, mientras que las
diversas impurezas del aluminio apenas se disuelven, además de no variar su solubilidad
con la temperatura. Para ello el aluminio impuro en forma de granalla se disuelve por
digestión en el mercurio de una columna barométrica que tiene 650º C y una presión de
35 atmósferas. La solución obtenida (o amalgama) de aluminio en mercurio se lleva a
otra columna barométrica que tiene temperatura más baja, en la que se separa por
cristalización el aluminio que se recupera en forma de cristales por filtración.
4.- Refinación de aluminio con cloro
Una alternativa para refinar aluminio impuro es hacerlo reaccionar con AlCl3 gaseoso a
1300° C para formar el monocloruro de aluminio gaseoso de acuerdo a la reacción:
2Al(l, impuro) + AlCl3(g) = 3AlCl(g)
El AlCl gaseoso se enfría rápidamente con una lluvia de aluminio líquido a 700-750° C,
temperatura a la cual el AlCl se descompone regenerando tricloruro y aluminio líquido
según la reacción:
3AlCl(g) = 2Al(l) + AlCl3(g)
El AlCl3 regenerado se recicla al proceso.
El proceso se aplica solo en pocos casos ya que la contaminación del aluminio es casi
inevitable por volatilización de otros cloruros metálicos.

65
4. METALURGIA DE SEGUNDA FUSION
Al aluminio reciclado se le conoce como aluminio secundario, o aluminio de segunda
fundición. La fundición de aluminio secundario implica su producción a partir de
materiales usados de dicho metal, los que son procesados para recuperar metales por
pretratamiento, fundición y refinado.
La característica principal de la producción secundaria de aluminio es la diversidad de
materias primas existentes y la variedad de hornos empleados. El tipo de materia prima
y su pretratamiento se utiliza por consiguiente para determinar el mejor tipo de horno a
utilizar para un tipo particular de chatarra, atendiendo a su tamaño, contenido de óxido y
grado de contaminación entre otros. Estos factores influyen asimismo sobre la elección
de los fundentes asociados con el proceso, para potenciar al máximo la recuperación de
aluminio. La elección de la tecnología de proceso empleada varía de una planta a otra.
El número de factores que influyen en la elección del proceso significa que existe la
posibilidad de muchas estrategias viables que pueden utilizarse en circunstancias
similares.
Proceso genérico de aluminio secundario
Fuente: BREF Metalurgia no férrea I, 2005.

4.1. Reciclaje del aluminio
El reciclaje permite conservar y utilizar energía, materiales y productos. Si se conserva
más de lo que se usa, se pueden ahorrar materiales, dinero y degradación ambiental. En
el proceso, el reciclaje puede además reducir el nivel de dependencia de las
importaciones de productos extranjeros, crear empleos y empresas en pequeña escala, y
además desarrollar capacidad de industrialización a través de la reparación y la re
fabricación. Ahora bien, no hay que olvidar que, dentro del contexto de un sistema
económico en desarrollo, los incrementos reales del consumo forzosamente han de
satisfacerse a expensas de nuevas materias primas y de nuevos productos básicos.
En la actualidad, cuando el aspecto ambiental y el desarrollo sostenible tienen gran
importancia, es necesario recordar que los metales han sido reciclados desde tiempos
remotos por varias razones obvias, principalmente por su valor (en el caso de metales
preciosos, su valor es tan alto que los desechos rara vez son desperdiciados). Por otro
lado, el costo de los metales que se obtienen a partir de la chatarra es menor que el de
los que se obtienen a partir de las materias primas originales, y en épocas de escasez o
gran demanda (periodos de crisis, guerras, etcétera) se reciclan grandes cantidades de
chatarra como materia prima.
En el mercado mundial la demanda de chatarra está en relación con la estructura de la
industria y la disponibilidad de tecnologías de producción para crear valor agregado a
partir de las materias primas secundarias. Este mercado complejo depende de las
decisiones de varios actores independientes, como los comerciantes de chatarra,
intermediarios, desmanteladores y fundidores.
Uno de los metales más importantes dentro de la industria del reciclaje es el aluminio,
puesto que este elemento tiene la ventaja de que su estructura atómica no es alterada
durante el proceso de fundición, por lo que es posible reciclarlo por completo sin que
exista pérdida de calidad o de valor económico. También debemos considerar que la
versatilidad de sus aleaciones ha dado lugar a gran cantidad de composiciones
comerciales, muchas de las cuales fueron diseñadas para acomodar las impurezas
procedentes del reciclado. Además, en comparación con la producción del aluminio
primario, en este proceso de reciclaje se consume del 5% al 10% de la energía necesaria
en el proceso de producción primaria, generándose entre 1 a 5% de emisiones de gases
de efecto invernadero asociadas a la producción del metal a partir de bauxita, haciendo
que el uso del aluminio tenga un mayor sentido económico, técnico y ambiental.
Asimismo, hay que tener en consideración el impacto ambiental que significa la
producción de metal primario, por la generación de residuos (lodos, polvos, escorias,
etcétera); para el caso del aluminio se generan 2,7 toneladas de residuos (principalmente
los “lodos rojos” del proceso Bayer de disolución cáustica de la bauxita) por cada
tonelada de metal refinado. Para las materias primas secundarias la incidencia es mucho

67
menor. A ello se suma el hecho de que al reducir la necesidad de extraer bauxita, el
reciclaje de chatarra contribuye a evitar los residuos mineros tóxicos.
La recuperación del metal de aluminio a partir de la chatarra, material viejo o deshecho
(reciclado) era una práctica conocida desde principios del siglo XX, y se usó con mucha
frecuencia durante la Segunda Guerra Mundial, por lo que el reciclaje del aluminio no
es una nueva tendencia. Sin embargo, es a partir de los años 1960 cuando se generaliza,
más por razones medioambientales que estrictamente económicas. El aluminio reciclado
constituye en la actualidad un tercio del aluminio total que se consume en el mundo.
El aluminio destinado al reciclaje se puede dividir en dos categorías: subproductos de la
transformación del aluminio y chatarras de piezas viejas ya usadas. Los subproductos
tienen su origen en el proceso de fabricación de materiales de aluminio (virutas,
recortes, piezas moldeadas, etc.). Normalmente se conoce tanto su calidad como
composición. Puede fundirse por tanto sin que haya que realizar tratamientos previos.
La chatarra es material de aluminio procedente de artículos de aluminio ya producidos,
usados y desechados al final de su ciclo de vida (cables, cacharros, radiadores, etc.).
Este tipo de chatarra de aluminio va a los recicladores tras un gran número de procesos
de separación, dado que suele encontrarse unido a otros materiales, siendo necesarios su
tratamiento y separación previa.
El aluminio está sujeto a la cotización de la Bolsa de Metales de Londres o LME y del
dólar diariamente. Este hecho condiciona también el proceso del reciclaje, ya que
cuando los precios caen se recupera menos material, esto explica la baja disponibilidad
y especulación de chatarra en el mundo. En cualquier caso, gracias a que cotiza en
Bolsa (LME), el del aluminio es un mercado abierto, por lo que los precios son los
mismos en cualquier parte del mundo. La ley de la oferta y la demanda, como en
cualquier otro sector, es la que dicta las pautas en cada momento.
El análisis económico del reciclaje indica que existe un importante (si bien variable)
margen disponible para remunerar la cadena de recolección de chatarra. Las empresas
que generan chatarra de aluminio nueva (subproductos) tienen el incentivo económico
de obtener dinero de lo que de otro modo sería un producto de desecho, en especial si
los costos de recolección son bajos.
Para la chatarra vieja, la rentabilidad de recolección es mucho más compleja. Un punto
decisivo en el reciclaje eficaz del aluminio es la forma como se lo utiliza en las diversas
aleaciones. El aluminio se puede reciclar en un producto más valioso si es clasificado
por aleación. No resulta difícil separar diversas aleaciones cuando se trata de chatarra
nueva generada en procesos industriales. Sin embargo, cuando se trata de chatarra vieja,
en especial la recolectada de autos triturados o artículos domésticos, es más difícil
separarla por aleación. Aunque es posible separar los distintos metales presentes en un
automóvil (acero, zinc, cobre y aluminio, por ejemplo), no ha habido un proceso
comercial para clasificar la chatarra según aleación. Ante la falta de dicho proceso, la

chatarra que presenta varias aleaciones distintas solamente puede ser reciclada como
una aleación de ley de fundición, producto de valor relativamente bajo.
En general, se considera que el aluminio tiene un ciclo de vida “de la cuna a la cuna”
donde cualquier producto de aluminio, al terminar su vida útil, podrá reciclarse sin
importar la edad del material, ya que no tendrá efectos adversos en su proceso de
reciclaje y el material nuevo tendrá virtualmente el mismo valor y calidad que el
anterior.
El aluminio, después de su fase de reciclado, debería terminar en un producto igual o
similar al producto original, por ejemplo, una lata en otra lata, debido a las aleaciones
que contiene dicho material, aunque normalmente esto no sucede, y terminan siendo
productos completamente diferentes.
Esto responde a que existen dos clases de reciclado del aluminio, el de “ciclo cerrado” o
“ciclo abierto”. El de ciclo cerrado es el más sencillo, en el que el producto primario se
recicla y se produce un producto igual al inicial teniendo la misma calidad de material,
manteniéndose en el mismo sistema siempre. El proceso de ciclo abierto es más
complejo ya que es cuando un producto se recicla y se fabrica otro producto distinto que
puede cambiar sus propiedades originales, por lo que el producto inicial cambia de
sistema. Este proceso debe considerar dos aspectos importantes:
1.- Pérdidas de material en vertederos (aprox. 20%).
2.- Pérdidas de material por corrección de calidad del material (aprox. 10%).
Dichas pérdidas representan ciertas cargas ambientales, que deben ser sumadas al ciclo
abierto para ser consideradas en el balance final del consumo energético y su impacto
ambiental del aluminio reciclado.
No obstante y sin paliativo alguno, el reciclado del aluminio constituye uno de los
programas más exitosos de comercialización e inclusión dentro de la sociedad y del
sector industrial para el logro de los objetivos de preservación de la energía y del medio
ambiente. Sus redes de reciclaje y sistemas de recolección podrían servir de modelo
para otros metales utilizados en grandes cantidades.
4.2. Las chatarras de aluminio
Como se ha comentado antes, el aluminio usado llega principalmente por dos canales:
de los desechos del consumo ya sea doméstico o industrial (por ejemplo, cables
eléctricos, planchas litográficas, botes de bebidas, otros envases y embalajes,
deshuesadoras de vehículos, derribos, etc.) y de los recortes y virutas que se producen
durante la fabricación de productos de aluminio.

69
Dentro de las dos categorías anteriores hay muchos tipos de aluminio recuperado, y
cada calidad puede tener salidas diferentes. En el cuadro siguiente, se muestra la
descripción de la clasificación según origen de los materiales a reciclar.
ORIGEN Formas en las que se
presentan Contaminaciones típicas
A) Residuos de la fabricación del metal Residuos de moldeo Grasos, derrames, brascas Óxidos, arenas y agujas o
escorias de hierro.
Residuos de elaboración Desbastes, recortes, culatones
de extrusión, restos de forja,
virutas de torno, taladro,
fresadora, etc.
Partículas de acero y de otros
metales pesados, pequeñas
herramientas, lubricantes,
fibras, etc.
Subproductos de la molienda. Partículas de abrasión,
procedentes de los discos y
las muelas.
Barreduras. Arenas y partículas de otras
materias extrañas.
B) Artículos de desecho Aluminio puro, esencialmente Industria química. Aleaciones de soldadura.
Cables de transmisión,
cubiertas.
Almas de acero, grapas,
tornillos, etc.
Ollas y cacerolas.
Carrocerías de coches.
Mangos, asas, chavetas, etc.
de otros metales y de
plásticos.
Chapas y envases. Forros de plástico, papel,
pintura, láminas de plomo y
hojalata, etc.
Aleaciones para laminación,
esencialmente.
Armaduras. Aceros laminados.
Fuselaje de aviación, hélices
y alas, demoliciones (a veces
inaprovechables).
Pernos y otras piezas de acero
y de metales extraños,
conductores eléctricos,
pinturas, plásticos y caucho.
Aleaciones para moldeo,
esencialmente.
Moldeo de motores, pistones,
máquinas, etc.
Metales extraños, pinturas,
grasas, etc.
Mixtos Chatarras de mecánica
general.
Cualquier clase de impurezas.
C) Aluminio virgen Lingotes.

Dada esta gran diversidad de materiales, es necesario realizar una serie de actividades
cuya configuración varía dependiendo de la naturaleza de la materia prima (materiales
de aluminio a reciclar) y su calidad, especificaciones de producto final que se desee
obtener, equipos auxiliares disponibles, y diseño del horno de fundición.
4.3. Pretratamiento de las chatarras de aluminio
Las chatarras, en general, y las de aluminio, en particular, exigen como condición
indispensable para llevar a cabo su tratamiento metalúrgico racional, saber de antemano
cuál es la composición química de las mismas. De ese modo, no sólo puede calcularse
con rigor el lecho de fusión, sino que cabe establecer “a priori” el rendimiento teórico
de cada hornada. Hoy en día, casi todas las fábricas de relativa importancia disponen
como mínimo de espectrógrafos de absorción atómica a modo de instrumento auxiliar
de análisis.
De ordinario, los desechos aluminíferos, tanto los de fabricación como los de
envejecimiento, no reúnen el grado de idoneidad necesario para poder fundirlos
directamente, sin antes someterlos a una preparación mecánica, consistente en alguna o
algunas de las operaciones que a continuación se enumeran:
1ª.- Estrío y clasificación de los géneros por dimensiones y calidades.
2ª.- Troceamiento de los más voluminosos y ligeros (tiras, láminas, perfiles, hilos, etc.),
y trituración y molienda de los más duros y compactos (grasos, espumas, etc.).
3ª.- Separación magnética del hierro, y
4ª.- Eliminación de los contaminantes (pintura, caucho, aceites, plásticos, etc.).
El objetivo principal de someter el material de aluminio a un proceso previo de
inspección y clasificación es identificar y separar todo el material de aluminio que no
requiere otro tratamiento previo, sino que se encuentra limpio y puede ser almacenado o
alimentado directamente al horno de fundición. Además de separar otros materiales
como plástico, hierro, acero inoxidable, cinc y latón libres, que se consideran
contaminantes.
La materia prima se inspecciona y clasifica tomando en cuenta su tamaño, cantidad de
impurezas visibles que no se puedan separar manualmente, naturaleza de la materia
prima, y otros aspectos que se consideren convenientes. Éste proceso de inspección y
clasificación se realiza de forma manual, con operarios previamente entrenados.
El Troceamiento de los materiales ligeros se realiza con tijeras y guillotinas, tras
haberlos empacado y comprimido de manera conveniente.

71
Diagrama del proceso típico de clasificación y pretratamiento para segunda
fundición de aluminio
Fuente: EFIG. (1995). Secondary Aluminum Operations. Emision Factor Inventory Group. USA.
Los grasos y las espumas, que contienen del 30 al 50% de aluminio libre, unas veces se
trituran y otras se muelen. Lo primero se efectúa con quebrantadores de impacto; y lo
segundo, con molinos de bolas, en medio acuoso o seco. El principio en que se funda la
concentración es el siguiente: comoquiera que estos residuos están constituidos por un
esqueleto metálico que aprisionan y rellenan óxidos y fundentes, ambos friables y de
escasa resistencia, bastará al efecto con que una acción mecánica adecuada destruya la
parte más vulnerable, sin dañar seriamente la más fuerte. La fracción que queda después
de cribar el producto de la molienda, contiene más del 70% de aluminio libre en
gránulos o concreciones de tamaño variable de 1 a 150 mm. Las tentativas para

enriquecerla tropiezan siempre con el inconveniente que supone el aumento de las
pérdidas.
Por lo general, los desechos que se derivan de los trabajos de mecanización se hallan
contaminados con aceites y emulsiones de corte, al tiempo que suelen incorporárseles
serrines y virutas de hierro y, eventualmente, incluso pequeños trozos de herramientas.
La afinidad del hierro por el aluminio fundido con el que se alea fácilmente y al que ya
no abandona, ni siquiera en la fase de eliminación de las impurezas, obliga a tener que
separarlo antes del tratamiento metalúrgico. La forma más usual de hacerlo es por
medio de aparatos magnéticos, con tal de que los desechos estén desprovistos
virtualmente de humedad y de aceites. De otro modo, la separación del hierro se
entorpece, hasta el punto de que para poder reducir su proporción al 0,1%, es menester
que el agua y los aceites presentes no totalicen tampoco el 0,1%.
En algunos residuos de este tipo, el contenido de agua y aceite se eleva al 25% y el de
hierro libre, al 10%. Para la eliminación de los dos primeros se han ensayado varios
métodos: centrifugación, lavado con disolventes, desecación en tambores abiertos, etc.,
pero sin que, en ningún caso, se llega a resultados concluyentes. El procedimiento más
extendido y a la vez el más práctico, es el de quemar una parte de los aceites en
atmósfera pobre y aprovechar el calor así generado para la destilación de la parte
restante y vaporización simultánea de la totalidad del agua. La operación se hace en
hornos rotatorios. Los gases y vapores, a medida que se desprenden, pasan a una cámara
cerrada, donde a temperaturas superiores a 700º C y con la ayuda de un quemador, se
verifica su combustión completa. El tambor requiere para su precalentamiento la
aportación externa de calor. La temperatura de régimen se controla por dispositivos de
funcionamiento automático, que, a su vez, regulan la alimentación. Un avance técnico
estriba en un aspersor de agua o aceite para rociar la carga antes de que penetre en el
horno y de ese modo mantener constante el nivel térmico de éste. El sistema que acaba
de describirse tiene a su favor, en comparación con los convencionales, entre otras
ventajas, las tres siguientes:
1ª.- El control de la temperatura impide el sobrecalentamiento del horno y, en
consecuencia, obstaculiza la oxidación de la carga.
2ª.- El control de la corriente de aire favorece la destilación de los aceites y la
vaporización del agua, a la par que evita las subidas anormales de la temperatura al
moderar la combustión de las materias volátiles; y
3ª.- Los efluentes gaseosos no implican peligro de contaminación atmosférica.
Los secadores de llama sirven asimismo para que las chapas viejas de aluminio y los
recortes de fabricación similares, puedan despojarse de la capa de papel o pintura
plástica con que frecuentemente se recubren. El tratamiento previo de las chatarras en

73
estos aparatos da un producto que, al fundirlo, apenas emite humos y con el que se
consiguen recuperaciones metalúrgicas muy altas.
Los desechos de envejecimiento, cuyo grado de contaminación por otros metales o
materias no metalíferas, es siempre mayor que el de los residuos fabriles, a menudo
forman conjuntos abigarrados en cuya composición intervienen aleaciones muy
diversas. Sucede esto con las chatarras procedentes del desguace de buques, aviones y
automóviles, las cuales exigen por lo general una clasificación muy cuidadosa. Los
grandes molinos de martillos, capaces de romper chapas de 3 mm de espesor o piezas
moldeadas de 10 mm de grueso, han hecho posible la mecanización de esta clase de
operaciones, en las que, dicho sea de paso, los contaminantes más usuales (pinturas,
plásticos, vidriados, etc.) se reducen a partículas muy finas que luego se separan por
simple tamización.
Dos caminos pueden seguirse para la concentración o diferenciación del material
triturado: la separación magnética y los medios densos. La primera, que se realiza
corrientemente en aparatos de tambor rotativo, resulta efectiva cuando el hierro es el
único contaminante; pero si no acaece de tal suerte, por la presencia a la vez de otros
metales (cobre, zinc, acero inoxidable o magnesio) deberá recurrirse a los medios
densos.
Tanto el molino de martillos como los medios densos son de instalación costosa, por lo
que sólo se justifica su empleo en el caso de unidades fabriles de grandes dimensiones.
La exudación es un proceso pirometalúrgico que también se utiliza para recuperar el
aluminio de la chatarra con alto contenido de hierro. Son materias primas para este
proceso la chatarra, piezas de fundición y escoria de aluminio con alta proporción de
hierro. La separación se produce al fundirse el aluminio y otros constituyentes de bajo
punto de fusión, con lo cual escurren por la solera y pasan por una rejilla a moldes
refrigerados por aire, cubos de recogida o pozos de retención. Los materiales con punto
de fusión más alto, como el hierro, latón y productos de la oxidación formados durante
el proceso de exudación, se extraen periódicamente del horno mediante sangrado.
4.4. Fundición de aluminio secundario
La fusión o fundición es un proceso físico que consiste en el cambio de estado de la
materia del estado sólido al estado líquido por la acción del calor. Cuando se calienta un
sólido, se transfiere calor a los átomos que vibran con más rapidez a medida que gana
energía.
Todo el material pre-tratado se somete a un proceso de fundición y refinado,
seleccionado a partir de la naturaleza del material a procesar. Debiendo ser presidida por
dos condicionamientos fundamentales:

1º.- La preparación esmerada de las cargas, de la que depende en gran parte la
productividad, la eficacia de los medios técnicos, la minimización de las pérdidas de
metal en el proceso y la calidad del producto.
2º.- La extracción completa y compleja de todos los componentes valorables que
contengan las chatarras; lo que solamente puede lograrse cuando el producto final se
asemeja al inicial del que, por envejecimiento o elaboración, aquéllas se hubiesen
derivado. Consecuentemente, los latones de retorno se transformarán en nuevos latones;
los bronces viejos de aluminio, en bronces de composición similar; y los desechos de
acumuladores de plomo, en aleaciones de plomo y antimonio.
En cuanto a la metalurgia secundaria del aluminio, los problemas que le atañen radican
esencialmente en la contaminación superficial de las chatarras, al punto de que cuando
éstas se encuentran en trocitos muy pequeños o llevan adheridas grasas, aceites o
pinturas, su tratamiento exige el uso de técnicas especiales.
Por otra parte, el aluminio expuesto a la acción del aire se recubre siempre de una
película protectora de óxidos. Si el material está finamente dividido, el óxido presente
por unidad de peso aumenta en función del “ratio” superficie/volumen. Aún cuando a la
temperatura ambiente el espesor de esta cutícula o membrana es sólo de 10-5
mm, su
tamaño se hace diez veces mayor si el metal se calienta en contacto con el aire o
reacciona con la humedad atmosférica. En tales casos, su tenacidad llega a ser tan
grande que cabe fundir las partículas de aluminio sin que su propio caparazón de óxidos
se rompa y aquellas se junten y se suelten.
El lecho de óxidos que sobrenada la superficie de los baños metalúrgicos, contiene, en
condiciones desfavorables, gotitas muy finas de aluminio que, al calentarse y oxidarse
rápidamente, provocan pérdidas de metal y subidas anormales de temperatura. El calor
que así se genera, determina, a su vez, cambios es la naturaleza de los óxidos, cuyo peso
específico, primeramente inferior al del baño, termina siendo superior al de éste.
Las inclusiones perjudiciales que a menudo menoscaban la calidad del aluminio de
segunda fusión, obedecen de ordinario al fenómeno que acaba de describirse.
Otro de los factores que influye negativamente en las propiedades mecánicas de las
aleaciones secundarias de este metal, es la formación de nitruros y carburos a causa de
la reactividad que posee el aluminio a altas temperaturas frente al nitrógeno y el
carbono.
En otro orden de cosas, es de resaltar igualmente que la gran afinidad del aluminio por
el oxígeno incluso a temperaturas elevadas, hace de suyo impracticables tanto la fusión
reductora de sus chatarras, como la refinación de sus aleaciones por agentes oxidantes.
Por todo ello, las técnicas de segunda fusión responden a las consideraciones que
siguen:

75
1º.- Mínimos contactos posibles de la llama con la carga activa durante el proceso de
fusión.
2º.- Empleo, con este objeto, de fundentes apropiados que sirvan además para la
retención de los óxidos que se formen; y
3º.- Agitación del baño para favorecer los contactos y las uniones de unos glóbulos de
metal con otros.
Los fundentes, por su parte, deberán cumplir las siguientes condiciones:
1ª.- Punto de fusión ligeramente superior al del metal.
2ª.- Densidad inferior a la de éste.
3ª.- Viscosidad baja.
4ª.- Tensión superficial también baja; y
5ª.- Costo no muy alto.
Entre los más corrientes figuran los cloruros de calcio, sodio, potasio, magnesio,
manganeso y zinc; el fluoruro sódico, la carnalita y la criolita. El más fusible es la
carnalita (487º C); el más volátil, el cloruro de zinc; y los más refractarios (punto de
fusión alrededor de 990º C) la criolita y el fluoruro sódico.
Dos mezclas de uso frecuente, una para fusión y otra para el afino, son las que a
continuación se indican:
Fusión Afino
Cloruro sódico …………... 50% 53%
Cloruro potásico ………... 50% 37%
Criolita …………………... ─ 10%
La idea de que la criolita disolvía a la alúmina, ha sido abandonada. No existen
diferencias apreciables, en cuanto a comportamiento, entre las mezclas de cloruros y de
fluoruros. Sin embargo, estos últimos disminuyen la tensión superficial de la capa
aislante, lo que propicia la retención de los óxidos, a juzgar por las investigaciones
realizadas en torno al mecanismo de actuación de los fundentes. Es decir, los cloruros
son muy importantes en la recuperación de aluminio ya que evitan la oxidación del
metal, sin embargo su influencia en la coalescencia de las gotas de aluminio es mínima.
Los fluoruros son muy eficientes para mejorar la coalescencia debido a que tienen la

capacidad de disminuir la viscosidad de la mezcla de sales fundida. Este hecho permite
que las gotas de aluminio se muevan con mayor facilidad, consecuentemente existen
mejores condiciones para que las mismas se unan al baño del metal fundido.
Adicionalmente, estas sales presentan la capacidad para solubilizar los óxidos, por lo
que concentraciones relativamente altas permiten mayor disolución de la capa
superficial de óxido. De esta forma, se concluye que las adiciones de sales de flúor se
generan un ataque a las capas de óxido formadas y una disminución de la viscosidad de
la mezcla de sales fundidas, lo cual permite un aumento de la recuperación de aluminio
metálico.
Asimismo, las sales alcalinas de flúor actúan como surfactantes, es decir, se encargan de
disminuir la tensión interfacial entre el aluminio líquido y las sales fundidas. En general,
las adiciones de sales de flúor se realizan hasta una concentración de 10% molar en la
mezcla de sales fundentes. Se realizó una comparación de la influencia de distintos
fluoruros, y se determinó que la efectividad de cada una sigue el siguiente orden
creciente, Na3AlF6 < LiF < CaF2 < MgF2 < NaF < KF. Sin embargo, el NaF se vuelve
más efectivo que el KF para concentraciones mayores que 10% molar. Sin embargo, la
adición de fluoruros no siempre es beneficiosa, puesto que estas sales presentan puntos
de fusión superiores a 950º C, lo cual ocasiona que la mezcla de sales fundida se vuelva
más densa, lo cual limita su uso en este tipo de procesos.
La elección de los tipos de fundentes a utilizar depende del tipo de materia prima y del
horno, así como, la cantidad de fundente usado durante el proceso de fundición obedece
a las características (impurezas) de la materia prima y al tipo de horno empleado, siendo
su función múltiple:
a.- permite la transferencia de calor al metal y contribuye a aislar el metal de la
atmósfera. Para que se pueda producir es necesario que en el horno se alcance una
temperatura suficiente para fundir la sal y que sobrenade sobre el metal.
b.- tienen la misión de dispersar mecánicamente los óxidos y sustancias metálicas o no
metálicas sólidas presentes en el horno.
c.- algunos fundentes pueden reaccionar químicamente con los óxidos de aluminio,
disolviéndolos.
Por otra parte, cuando se usan mezclas de sales como fundente para cubrir el material
fundido y prevenir la oxidación, incrementar el rendimiento y aumentar la eficacia
térmica, se generan escorias salinas como residuo. Dependiendo de la mezcla de
materia prima y del tipo de horno utilizado, la cantidad de escorias salinas producidas
por tonelada de aluminio secundario es muy variable, dependiendo de la pureza de la
materia prima y de la cantidad de sales fundentes necesaria.
La fusión de las chatarras y elementos aleantes se realiza por lo general a temperaturas
de unos 850º c, superior en unos 50º C al punto de licuación de las mezclas de sales a

77
base de cloruro sódico. Excepcionalmente, para la producción de aleaciones más duras
se llega a incluso se sobrepasan, los 1.000º C.
La fusión del aluminio es un proceso que se realiza mediante la adición de energía
usando hornos de diferentes características, los cuales pueden dividirse en varias
categorías o grupos con arreglo a los criterios que se adopten para su clasificación:
sistema de caldeo (por llama o eléctrico); disposición de la piquera (rotativo o
estacionario); tipo de hornera, pila o azafate (reverbero, cuba, crisol, etc.).
Hornos considerados como Mejores Técnicas Disponibles para producción de
aluminio secundario
Horno Recogida de
Gas Ventajas Desventajas Comentarios
Horno de
reverbero. Semicerrada.
Gran capacidad
de metal.
Baja eficacia,
material de
alimentación
limitado.
Uso de sistema
de carga
cerrado (carro
de carga).
Horno de
reverbero con
pozo lateral /
pozo de carga.
Semicerrada.
El pozo de carga
permite una
recuperación
eficaz del
material. Gran
rango de
material de
alimentación.
Baja eficacia
térmica.
Uso de sistema
de carga
cerrado (carro
de carga).
Horno
rotatorio. Semicerrada.
No hay
restricciones de
material. Buena
eficacia térmica.
Uso
relativamente
alto de escoria
salina.
Extracción de
vapores
focalizada.
Horno
rotatorio
Basculante.
Semicerrada.
Eficaz para
material de baja
calidad,
incluidas
escorias
superficiales.
Buena eficacia
térmica.
Capacidad de
metal limitada.
Mínimo uso de
fundente salino
en
comparación
con el horno
rotatorio fijo.
Horno de
inducción.
Abierta, con
campana.
No hay gases de
combustión.
Limitación de
capacidad de
metal y de
material de
alimentación.
Útil para
cargas
pequeñas de
metal limpio.
Horno de cuba
(Meltower) Semicerrada.
Precalentamiento
de la carga.
Para metal
limpio.
Fuente: BREF Metalurgia no férrea II, 2005.

1.- Horno de Reverbero
De empleo general tanto en la metalurgia del aluminio como en la mayoría de las
restantes metalurgias no férreas de segunda fusión. Sencillo, eficiente y robusto.
El nombre reverbero deriva de la consideración de que reverbera de calor (irradia) desde
el techo y las paredes del horno en el baño de metal fundido. El modo de transferencia
de calor principal es a través de la radiación de las paredes de ladrillo refractario para el
aluminio, pero la transferencia de calor por convección también proporciona un
calentamiento adicional del quemador al aluminio. En términos generales son hornos de
estructura cúbica en el que se alimenta por la parte superior el material de aluminio a
reciclar, de manera que con las corrientes convectivas que se generan en el interior del
horno, el material llega al fondo del horno prácticamente sinterizado. Los residuos
generados corresponden a escorias y polvos de filtro de mangas.
Estos hornos son de poca altura y gran longitud. En uno de los extremos se encuentra el
hogar donde se quema el combustible, y en el extremo opuesto la chimenea. Las llamas
y productos de la combustión atraviesan el horno y son dirigidos, por la bóveda de
forma adecuada hacia la solera del horno, donde está situada la carga del metal que se
desea fundir. Esta carga se calienta, no solo por su contacto con las llamas y gases
calientes sino también por el calor de radiación de la bóveda del horno de reverbero.
La superficie de la solera en estos hornos de reverbero es aproximadamente tres veces
mayor que la de la parrilla y su capacidad es muy variable y oscila entre 7 a 100 Tm.
Caldeo por combustibles sólidos, líquidos y gaseosos. Los más adecuados el gas natural
y el gas de gasógeno.
Las unidades de gran tamaño van provistas de instrumentos automáticos de control que
aseguran la regularidad de la marcha (temperatura y presión en la cámara, temperatura y
composición de los gases de salida, etc.); y mecanización de las operaciones en la
medida necesaria.
Existen hornos de reverbero de solera circular y bóveda desmontable, que se distinguen
por su buen rendimiento, fácil limpieza y rápida carga.
Los hornos de reverbero típicos de aluminio presentan una eficiencia energética
(relación de la cantidad de calor absorbido por la materia prima a la cantidad de calor
del combustible total consumido) del 15% al 39%, que puede ser aumentada (15%) por
recuperación. Las principales ventajas proporcionadas por hornos de fusión reverbero,
son la tasa de volumen de procesamiento, y los bajos costos de operación y
mantenimiento. Su principal inconveniente estriba en el contacto de los gases de
combustión con el baño; presentando, además, las desventajas de altas tasas de
oxidación de metal, baja eficiencia y requerimientos de grandes espacios.

79
Una variante muy generalizada es el horno de dos cámaras, de 15 a 30 Tm de capacidad.
En la primera, se funden las chatarras; y en la segunda o “receptora”, se rectifica la
composición de las aleaciones.
Las ventajas que ofrece el horno de dos cámaras, respecto del de una sola, son las
siguientes:
a.- Acortamiento del tiempo durante el cual el aluminio fundido está en contacto con
piezas o herramientas de hierro, lo que reduce el contenido de éste en las aleaciones.
b.- Mejora de la productividad por trabajador en el 20 – 25%.
c.- Supresión de elementos mecánicos auxiliares y disminución de las pérdidas de metal
en el lingotaje o moldeo.
d.- Parámetros representativos:
• Rendimiento ……………… 90 – 93%
• Producción ……………….. 3,5 – 4 Tm/día por m2 de solera
• Consumo de combustible … 150 – 200 kg/Tm de metal
• Consumo de fundentes …… < 300 kg/Tm de metal
2.- Horno Rotativo de Tambor
De uso muy extendido actualmente. Consiste en un tambor de acero guarnecido
interiormente con ladrillos refractarios, que descansa en sus dos extremidades sobre dos
pares de rodillos. Puerta de carga y agujero de colada, en una de las dos paredes
frontales; quemador y salida de gases, en la otra. Aventaja con mucho a los hornos
estacionarios en orden a eficiencia técnica, ya que además de calentarse la carga por el
contacto de las llamas y gases y por la radiación de la bóveda caliente, se calienta
también por el contacto directo con la parte superior del horno, que al girar queda bajo
la carga. Con esto se consigue un notable acortamiento del tiempo de fusión, pues se
logra evitar el efecto aislante de la capa de escorias, que flota sobre el baño, que en los
hornos de reverbero ordinarios dificulta el calentamiento de la masa del metal.
Caldeo por combustibles líquidos y gaseosos o polvo de coque. Se pueden producir
pequeñas explosiones en el interior debido a la presencia de aceites, etc.
El rendimiento metalúrgico en estos hornos alcanza con ciertas chatarras valores que se
aproximan al 96%.
Desde el punto de vista tecnológico, hay que anotarle en su haber otros méritos:
calentamiento muy rápido y, en la fase ociosa, consumos energéticos muy pequeños,
protección inmediata de las cargas por el baño metálico y los fundentes, lo que evita la
oxidación del metal y las pérdidas físicas consiguientes; versatilidad de marcha,
adaptable a muy diversos géneros de desecho (virutas, espumas, grasos, recortes,
limaduras, etc.); y, finalmente, posibilidad de borbotar gases a través del metal fundido,
sin necesidad de un trasiego previo.
En hornos de gran dimensión y bien equipados, la carga requiere un tiempo variable de
1 a 5 minutos por Tm; la fusión, de 1 a 2 horas, siempre que no entrañe demasiadas
dificultades; y la colada y evacuación de escorias no más de 15 – 20 minutos.
Los residuos generados son escorias salinas y polvos de filtro de mangas. Dependiendo
del tipo de horno rotativo utilizado y el tipo de chatarra que se funde, hasta 500 kg de
escoria salina pueden ser generadas, en la producción de una tonelada de aluminio
metálico secundario.
Las desventajas de este tipo de hornos son la alta demanda de energía, porque además
del metal, las sales de fundición también tienen que ser fundidas, adicionando costes por
el tratamiento de la escoria salina.
3.- Hornos de Crisol
El proceso de fundir los metales en crisol es uno de los más antiguos y sencillos. Se
emplea todavía mucho en la fundiciones modernas, y probablemente se seguirá usando
porque el costo inicial es barato y el metal se funde fuera del contacto con el
combustible, y por tanto, no se altera su composición por efecto de los gases producidos
en la combustión.
Los crisoles son recipientes de arcilla mezclada con grafito y otras substancias,
provistos de tapa para cierre hermético, que una vez cargados y cerrados se caldean en
los denominados hornos de crisoles, utilizando como combustible carbón o, más
modernamente, gasoil.
Los hornos de crisoles clásicos eran de tipo de foso, y se colocaban en ellos los crisoles
rodeados de carbón, a una distancia mínima de 10 cm de las paredes del horno. Pero los
hornos de crisoles más modernos se construyen para el caldeo de un solo crisol, cuya
parte superior sobresale del horno. Si los hornos son fijos se extrae el caldo con cuchara,
pero también se construyen hornos de crisol basculantes, cuya estructura total puede
inclinarse alrededor de un eje horizontal para efectuar la colada sin tener que recurrir a
la extracción del caldo del crisol mediante cucharas introducidas en él. El horno de
crisol basculante no es más que una carcasa de acero suave revestida con materiales
refractarios, en forma de ladrillos o apisonados. Suelen ser cilíndricos.
En estos tipos de hornos se calienta primero el crisol vacío, al principio suavemente,
con la menor llama posible que puedan dar los quemadores durante los primeros 10
min. Después se aumenta por etapas la velocidad de calentamiento hasta, que el crisol se
ponga al rojo, en cuyo momento se le carga y se pone el quemador al máximo. El
tiempo necesario para llevar los crisoles al rojo debe ser de, aproximadamente 45 min

81
para capacidades de hasta 225 Kg. de aluminio y de 75 minutos para 450 Kg. de
aluminio.
Los hornos de crisol no se justifican para cantidades elevadas de producción. Los
motivos principales son el alto consumo de energía y la operación manual.
4.- Hornos de Solera Inclinada
Una de las tareas más laboriosas que comprende la preparación de cargas, es sin duda la
separación de los fragmentos y los detritos de materiales férreos que ocasionalmente
acompañan a las chatarras de aluminio. Con el horno de solera inclinada se pretende
suprimir o simplificar la operación. El funcionamiento del aparato se basa en la
diferencia entre las temperaturas de fusión del aluminio (660º C) y el hierro (1.580º C);
el aluminio corre por la solera inclinada hacia el receptor del metal, en tanto que los
trozos y menudos de hierro quedan aprisionados en un enrejado cerámico.
Inconvenientes: consumo elevado de combustible, mal rendimiento y pérdidas de metal
muy grandes, a menudo del 20%.
5.- Hornos de Baño Externo
Para la fusión de virutas y limaduras de aluminio, se utilizan hornos que llevan adosado
un baño exterior y que comúnmente se les designa con el nombre de “hornos de baño
abierto”. Su diseño no difiere del de los hornos corrientes de reverbero nada más que en
la cuba externa. Esta y el azafate del horno propiamente dicho, están interconectados
por dos canales, provistos de sendas compuertas. El fuego lo recibe solamente la cámara
cerrada y cubierta. En ella, se verifica la carga inicial, que, una vez fundida, bajo un
lecho protector de sales, se distribuye entre los dos compartimentos. Llenos ambos
parcialmente, se prosigue la carga en la cuna exterior abierta, donde se funde a expensas
del calor que aporta el metal líquido en su movimiento de circulación forzada de uno a
otro recipiente.
La ventaja principal de los aparatos de esta clase consiste en las pérdidas pequeñas de
metal que se siguen por oxidación. Efectivamente, es así porque, en la cámara cerrada,
el baño metálico, cuyo nivel permanece constante, se sustrae en todo momento a la
acción directa de las llamas, mediante el manto protector, al tiempo que, en la cámara
abierta, queda fuera del alcance de los gases del horno. En contraposición, el
rendimiento térmico es comparativamente bajo debido a la gran disipación de calor en
la cámara abierta.
6.- Hornos Eléctricos
Los hornos eléctricos tienen grandes ventajas para la fusión de los metales pueden
obtenerse temperaturas muy elevadas hasta de 3.500ºC en algunos tipos de hornos
eléctricos, puede controlarse la velocidad de elevación de temperatura, y mantener esta

entre límites muy precisos, con regulaciones completamente automáticas, la carga queda
por completo libre de contaminación del gas combustible, puede controlarse
perfectamente la atmósfera en contacto con la masa fundida, haciéndola oxidante o
reductora a voluntad, e incluso en algún tipo de horno puede operarse en vacío además
tienen mayor duración los revestimientos que en los demás tipos de hornos, se instalan
en espacios reducidos y su operación se realiza con mayor higiene que la de los hornos
otros tipos.
El horno eléctrico más explotado para fundir aleaciones no ferrosas es el horno de
inducción, puesto que es una nueva forma de mejorar los resultados en las fundiciones,
y su utilización es más frecuente en estos últimos años. Son de dos tipos: de canal y de
crisol.
Se utilizan preferentemente para la fusión de virutas, recortes, mazarotas, rebabas y
otros muchos desperdicios de aluminio, siempre que estén exentos de hierro.
El horno de núcleo o de canal, de baja frecuencia (50 – 60 Hz), esta constituido
básicamente por:
- Un inductor compuesto por un núcleo magnético cerrado, una bobina primaria y un
anillo secundario de metal fundido que llena un canal de material refractario.
- Un cuerpo de horno situado encima o a un lado del inductor cuya capacidad de metal
es netamente superior a la del canal.
El principio de funcionamiento es el mismo de los transformadores eléctricos: el paso
por el primario de una corriente alterna de frecuencia normal produce un campo
magnético, también alternativo, que se canaliza por el núcleo de chapa magnética y da
lugar a una corriente inducida en la espira única de metal fundido. Dicha corriente
eléctrica inducida se transforma en calor por efecto Joule, elevando consiguientemente
su temperatura. Lo que quiere decir que para iniciar el funcionamiento de un horno de
inducción de baja frecuencia debe emplearse un poco de metal fundido, de modo que
forme el secundario.
Los hornos de crisol no requieren núcleo ni canal con metal fundido, siendo la bobina
primaria tubular, refrigerada y enrollada alrededor del crisol, a través de la cual pasa la
corriente que genera el campo magnético, lo que calienta el crisol y funde el metal en su
interior. Generalmente son de media o alta frecuencia y el equipo eléctrico requiere de
un motor generador de alta frecuencia, además de un equipo de condensadores para
regular la corriente, junto con un transformador para reducir el voltaje.
Los hornos de baja frecuencia normalmente son de gran capacidad, de unas 6 a 60 Tm.
Con potencias de 1.000 a 17.000 kw.
83
Los hornos de media frecuencia varían desde pocos kilogramos (Ej. 2 Kg.) a 10.000
Kg., con frecuencias entre 200 Hz a 10.000 Hz, y potencias desde unos pocos kw (Ej. 3
kw) a 3.000 kw o más.
En relación con los hornos de llama, los hornos de inducción ofrecen, entre otras
particularidades de signo positivo, las siguientes:
- Mayor recuperación: (2 – 4% superior a la de los hornos convencionales).
- Mejor calidad del producto, lo mismo en composición que en homogeneidad.
- Mejora considerable de las condiciones de trabajo.
- Contaminación mínima del medio.
La necesidad de apartar previamente los detritos y menudos de hierro, así como el
mayor consumo específico de energía eléctrica, constituyen, por otro lado, los dos
puntos débiles de los aparatos de inducción. No obstante, el horno de canales que
propende a obturarse cuando las cargas son ricas en óxidos de aluminio, consume el
20% menos de energía que el de crisol.
7.- Horno de cuba
En un horno de cuba a combustible, gracias a la geometría exclusiva de la cuba y a la
tecnología de quemadores especialmente adaptada, las fases de precalentamiento,
fundición y licuefacción se combinan en la cuba de fundición. La materia prima se
introduce en frío en la parte superior de la cuba y, a medida que desciende por la misma,
se calienta. A los gases de combustión ascendentes del proceso de fundición en la mesa
de fusión se les extrae calor, por lo que el horno de cuba trabaja en lo que se refiere a
técnica calorífica con un principio favorable de contracorriente. La transferencia de
calor se lleva a cabo por convección, lo que garantiza el intercambio calorífico a partir
de temperaturas bajas. Al llegar a la mesa de fusión al pie de la cuba, el material se
habrá calentado y el proceso de fusión podrá llevarse a cabo de forma rápida. El tiempo
de permanencia del metal en la zona de alta temperatura resulta mínimo gracias a la
utilización reducida de gases de combustión, lo que favorece la reducción de la merma.
No hay peligro de explosiones por material húmedo. El metal fundido pasa libre de
turbulencias y con pocas escorias desde la mesa de fusión al baño de mantenimiento, en
donde se conserva caliente a la temperatura de colada exacta escogida. En instalaciones
de mayor volumen, generalmente se realiza la extracción de metal por medio del
dispositivo de vuelco hidráulico del horno; en el caso de unidades menores, se realiza
con una válvula de extracción de colada.
El concepto de doble cámara con una mesa de fusión y un baño de mantenimiento
separado produce una alta calidad del metal extraído. La colada sólo muestra una

concentración mínima de impurezas insolubles y/o suspendidas y el contenido de
hidrógeno se encuentra por debajo del equilibrio de solución.
Aplicado para fusión de retornos y lingotes de aluminio en Plantas que demandan una
producción regular de metal líquido en el punto de consumo.
4.5. Refino y moldeo
El metal puede sangrarse desde el horno de fusión, donde se realizan adiciones de
elementos de aleación, bien directamente a un sistema de moldeo, bien a través de un
sistema de transferencia a un horno de retención (donde pueden hacerse otras adiciones
de elementos de aleación). El metal es luego refinado en el horno de retención o en un
reactor en línea, para eliminar los gases y otros metales, generalmente del mismo modo
que el aluminio primario.
Existen varios procedimientos de refinación de las aleaciones segundarias, aunque no
todos hayan recibido hasta ahora la sanción de la práctica industrial. He aquí la sucinta
relación de algunos de ellos, considerando, en líneas generales, que sus fundamentos
son los mismos que los de la metalurgia primaria del aluminio:
- Gaseación del metal fundido por cloro o nitrógeno.
- Tratamiento con reactivos enérgicos.
- Eliminación del hierro por el magnesio.
- Electrolisis de tres lechos.
- Destilación del zinc y parcialmente del magnesio.
- Licuación y filtración subsiguiente.
Por este último método, de empleo muy general en determinados países, se separan las
inclusiones no metálicas que retiene el aluminio fundido, mediante su filtración a través
de tejidos de vidrio.
El cloro (asociado a veces con el nitrógeno), el anhídrido carbónico y el monóxido de
carbono, se utilizan a menudo para eliminar las impurezas no metálicas y el hidrógeno
disuelto. Ciertas fábricas se sirven también al efecto del exacloratoetano.
La destilación completa del zinc y parcialmente la del magnesio, a temperatura de 900º
C y en vacío atmosférico, se practica de manera habitual en varias fundiciones. Los
vapores se recogen en condensadores corrientes. Cada operación dura de 2 a 6 horas,
según el contenido inicial de zinc. El consumo de energía oscila alrededor de los 200
kwh por Tm de aleación.

85
El magnesio puede estar presente en el aluminio secundario y es posible que deba
reducirse. El tratamiento del aluminio fundido con mezclas de cloro gas se utiliza para
eliminar el magnesio, aunque también se usa fluoruro de aluminio y sodio y fluoruro de
aluminio y potasio. Este último compuesto es un subproducto de algunas aleaciones
maestras.
Las mezclas de fluoruros, singularmente la criolita, permiten reducir el contenido de
magnesio de las aleaciones al 0,1%.
De igual forma, para lograr bajar la concentración de magnesio y otros elementos
dañinos para el aluminio, se necesita trabajar a temperaturas altas y utilizar las pastillas
de cloro. Al estar trabajando en el horno en el punto de fusión del aluminio (660ºC) y
elevar la temperatura a 800ºC, el magnesio se va evaporando, además si se le adiciona
al baño pastillas de cloro se forma una sal denominada cloruro de magnesio la cual hace
que este reaccione y siga bajando su concentración. Se conoce que para una tonelada de
chatarra de aluminio se requiere medio kilo (0,5 Kg) de pastillas de cloro.
La reacción química que ocasiona estas pastillas de cloro es la siguiente:
Mg + Cl2 → MgCl2
Las pastillas de cloro también puede eliminar otros elementos dañinos para el aluminio
como el sodio, calcio y litio, los cuales van a la escoria la cual debe ser desechada por el
operario. También eliminan el hidrógeno del baño, el cual causa porosidades en el metal
solidificado. Las reacciones químicas que ocasionan esto son las siguientes:
H2 + Cl2 → 2HCl
Li + Cl → LiCl
2Na + Cl2 → 2NaCl
Si se quiere obtener un aluminio muy puro, como hemos visto en la metalurgia
primaria, se efectúa el refino electrolítico en cubas especiales, utilizando como ánodo un
fundido de la aleación a refinar, como electrolito un fundido de sales halogenadas de
aluminio y metales alcalinos y alcalino-férreos, y como cátodo un fundido de aluminio
refinado.
La manera más económica que existe para bajar las concentraciones del resto de las
aleaciones como cobre, manganeso, silicio, magnesio, zinc e hierro entre otros, es
seleccionar adecuadamente la carga metalúrgica con el fin de lograr obtener una mezcla
ideal.
Es importante tener en cuenta que dentro del proceso de fusión en el horno, este también
va eliminando escorias (todo tipo de elementos indeseados).

Familias y compuestos presentes en la escoria salina del procesamiento de aluminio
secundario
Familias Compuestos Presentes
Metales libres Al, Fe, Si, Cu, etc.
Óxidos metálicos Al2O3, Na2O, K2O, SiO2, MgO
Otros derivados NaAl, C3Al4, Al2S3, Si3P4
Fundentes NaCl, KCl, MgCl2, NaF, AlCl3, CaCl2, CuCl2, ZnCl2
Otras sales Na2SO4, Na2S, criolita
Otros elementos C
Sustancias extrañas Normalmente se incorporan una vez que la escoria ha salido
del horno. Fuente: Gil, A. (2006). Ingeniería Química, 142-158. España..
En cuanto al proceso de colada, los lingotes grandes, palanquillas y planchones se
moldean del mismo modo que el aluminio primario, y también puede producirse una
gama de lingotes más pequeños (por ejemplo, para suministrar a la industria del
moldeo) en gran variedad de aleaciones según la aplicación final. También es posible
transportar aluminio fundido por carretera, en contenedores especiales aislados
térmicamente, a sus usuarios finales.
Antonio Ros Moreno

87
BIBLIOGRAFIA
Aprovechamiento de Residuos Metálicos por la Metalurgia de Segunda Fusión. J.L.
Sobrino Vicente. Asociación Nacional del Plomo. Madrid, Mayo de 1977.
Determinación de la estabilidad de las fases cristalinas de la Alúmina. Z. E. Gómez
Rosales. Universidad Industrial de Santander, 2006.
Documento BREF: Mejores Técnicas Disponibles en la Industria de Procesos de
Metales no Férreos. España 2005.
El Aluminio y sus aleaciones, historia y tecnología. Dr. Carlos Castellano.
Asociación Argentina de Materiales. Julio 2010 Volumen 7 N° 1.
Energy Requirements for Aluminum Production Historical Perspective, Theoretical
Limits and New Opportunities. U.S. January 2003.
Estudio Integral para la Recuperación de Chatarra de Aluminio. J.A. Medina
Párraga. Trabajo de grado. UTE, Quito Julio 2010.
From curiosity to industry, the early history of cryolite soda manufacture. K. Helge.
Institut des sciences exactes, Université Aarhus, Cahier d'histoire de l'aluminium,
n°18. 1996.
Fundición. J. Garavito. Escuela Colombiana de Ingeniería. Edición 2008-2.
Geology of the Arkansas Bauxite Region. M. Gordon, J.I. Tracey and M.W. Ellis.
Geological Survey Professional Paper 299.
Guías Tecnológicas: Metalurgia del aluminio. Ministerio de Industria y Energía.
España.
La Metalurgia del Alumínico. J.P. Sancho Martinez, J.J. del Campo Gorostidi and
K.G. Grjotheim. Düsseldorf 1994. Editado por Aluminium Verlag.
Los Mercados Mundiales de Metales. Fortalezas e Incertidumbres. J. Targhetta.
Foro de Desarrollo Minero Sostenible, 16 de Junio de 2014.
Manual del Aluminio Vol. II. W. Hufnagel. Ed. Reverte, 2004.
Mecanismos de Formación de Carboncillo en Celdas de Reducción Electrolíticas
para la Producción de Aluminio. R. Tosta and E. Inzunza. LACCEI 2008.

Metalurgia del Aluminio. Dr. A. Rovira Pereira. UPCT, Cartagena 1975.
Metalurgia del Aluminio. Dr. Igor Wilkomirsky. DIMET 2009.
Metalurgia Extractiva del Aluminio. J.A. Aguilar Schafer.
Metalurgia General. Dr. A. Rovira Pereira. Ed. Dossat. Madrid, Julio 1969.
Metallurgie des Aluminiums. Al. Belyaev, M.B. Rapoport and L.A. Firsanova.
Berlin 1956.
Minerales del aluminio, Fabricación de alúmina (proceso Bayer), Fabricación del
aluminio (proceso Hall Heroult). J.R. Turpial Itriago. Ciudad Guayana 1985.
Proceso Electrolítico de Obtención del Aluminio. José Luis López San Gil. Director
de INESPAL. La Coruña.
Production of Aluminum and Alumina. A.R. BURKIN. Jhon Wiley & Sons (1987),
Cap. 12-16.
Prospective study of the world aluminium industry. Z. Luo and A. Soria. JRC Sci.
Tech. Reports. EUR, p. 79, 2007.
Reciclaje de metales no ferrosos. J. Krüger. Universidad de Tecnología de
Aquisgrán, Instituto de Metalurgia Extractiva. 1990.
Reciclaje de residuos industriales. X. Elías. Segunda edición, Ediciones Díaz de
Santos. España 2009.
Remelting and Refining of Aluminium Alloys. E. Schewer. Bulletin of the Institute
of Metals. Diciembre 1953.
Sector de la Industria del Aluminio y sus manufacturas. Ministerio de Relaciones
Exteriores, Comercio Internacional y Culto. Argentina 2010.
Tecnología de la Fundición. E. Capelo. Ed. Gustavo Gili. Barcelona 1987.
Tecnología del aluminio. M. Milton. Departamento de ciencias de los materiales,
Universidad Simón Bolívar. Venezuela, Septiembre 1999.
Tecnología de procesamiento de minerales. B.A. Wills. Noriega Editores, ed.
Limusa. México 1987.
Tecnología del Proceso de Fundición. E. Titov. Ed. MIR : Moscú 1981.


2015
ANTONIO ROS MORENO Metalurgia I 29/09/2015