mejora de la productividad en carreteras aplicando lean construction e innovación
TRANSCRIPT
“Aplicación de las Metodologías Construcción sin Pérdidas e Innovación Tecnológica para la mejora de la Productividad
en Procesos de Pavimentación”
UNIVERSIDAD NACIONAL DE INGENIERÍAFACULTAD DE INGENIERÍA CIVIL
Bachiller : Brahian Román CabreraAsesor : Dr. Juan Ríos Segura
Lima – Perú2015
1. Introducción
2. Marco Teórico
3. Propuesta de Reingeniería de Procesos
4. Aplicación de la metodología Construcción sin Pérdidas
5. Oportunidades de Innovación Tecnológica
6. Conclusiones y Recomendaciones
Índice
2

INTRODUCCIÓNCAPÍTULO 1
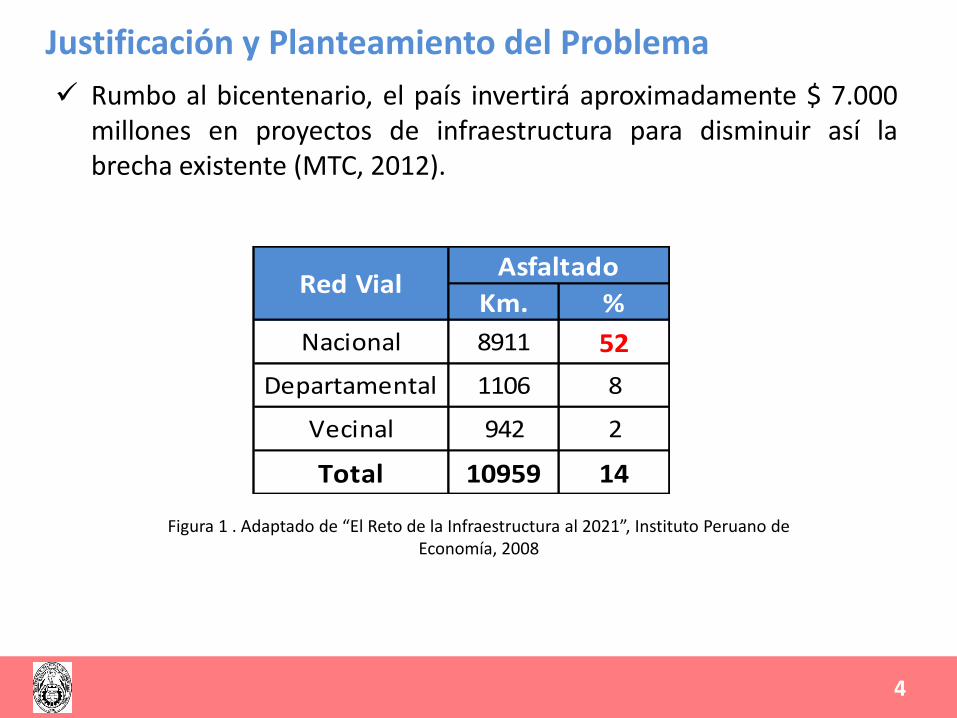
Figura 1 . Adaptado de “El Reto de la Infraestructura al 2021”, Instituto Peruano de Economía, 2008
Justificación y Planteamiento del Problema
Rumbo al bicentenario, el país invertirá aproximadamente $ 7.000millones en proyectos de infraestructura para disminuir así labrecha existente (MTC, 2012).
Km. %
Nacional 8911 52
Departamental 1106 8
Vecinal 942 2
Total 10959 14
AsfaltadoRed Vial
4

Es importante incrementar la productividad para una mejorutilización de los recursos destinados a los proyectos.
Figura 2. Adaptado de “Modelo de Factores para la productividad en la construcción”, Thomas H., 1987
5
Gestión de Involucrados
Metodologías de mejora
Constructabilidad
Reingeniería de ProcesosP
rod
uct
ivid
ad d
el T
rab
ajo
ExternosPoblación aledaña,
Condiciones Geológicas, etc.
Complejidad del Trabajo Diseño y EETT
ProcesosPlanificación, Organización y
Tecnología
Factores que afectan la
productividad

Cambios a nivel
organizacional
Cambios a nivel
tecnológico
Reingeniería de procesos
Mejoras en la utilización del tiempo e insumos
Soluciones tecnológicas para incremento de la
eficiencia
Permite afrontar la mayorcomplejidad en el manejode los proyectos
Reingeniería de Procesos:
Revisión crítica y rediseño de los procesos con el objetivo demejorar sus niveles de productividad (Hammer et al, 1993).
Construcción sin Pérdidas (Lean)
Innovación Tecnológica
Automatización, Prefabricación, etc.
66

Objetivos del estudio
Aplicar las metodologías Construcción sin Pérdidas e Innovación Tecnológica para mejorar la productividad en
la construcción de pavimentos en carreteras
Desarrollo de una guíade aplicación práctica deambas metodologías
Identificar alternativasde innovación y evaluarla viabilidad de suincorporación en losprocesos constructivos
Elaborar propuesta demejora mediante losprincipios de laConstrucción sinPérdidas (Lean)
Realizar un diagnósticode los procesos depavimentación asfálticaen un caso de estudio
7777
OBJETIVOPRINCIPAL
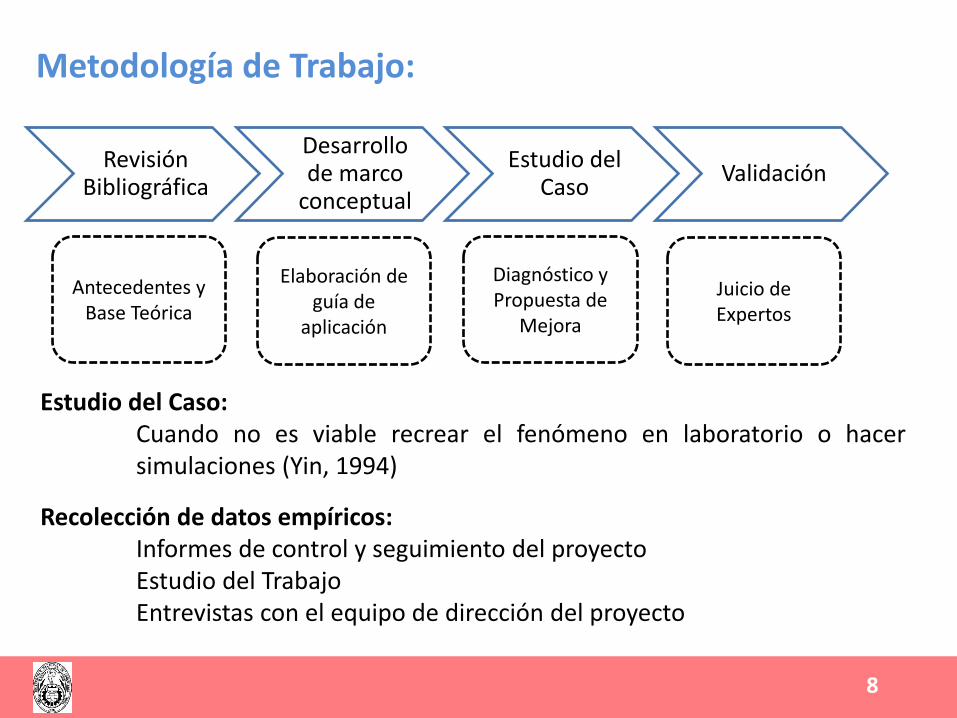
Metodología de Trabajo:
Antecedentes y Base Teórica
Elaboración de guía de
aplicación
Diagnóstico y Propuesta de
Mejora
Juicio de Expertos
88888
Estudio del Caso:Cuando no es viable recrear el fenómeno en laboratorio o hacersimulaciones (Yin, 1994)
Recolección de datos empíricos:Informes de control y seguimiento del proyectoEstudio del TrabajoEntrevistas con el equipo de dirección del proyecto
Revisión Bibliográfica
Desarrollo de marco
conceptual
Estudio del Caso
Validación

MARCO TEÓRICOCAPÍTULO 2
Construcción sin Pérdidas
Principios
CulturaHerramientas
Construcción sin Pérdidas (Lean)
Último Planificador Sistema jalar (pull) …
Teoría de Producción TFV (Koskela, 2000)
10
Transformación (T)
Valor (V) Flujo (F)
PÉRDIDAS
11
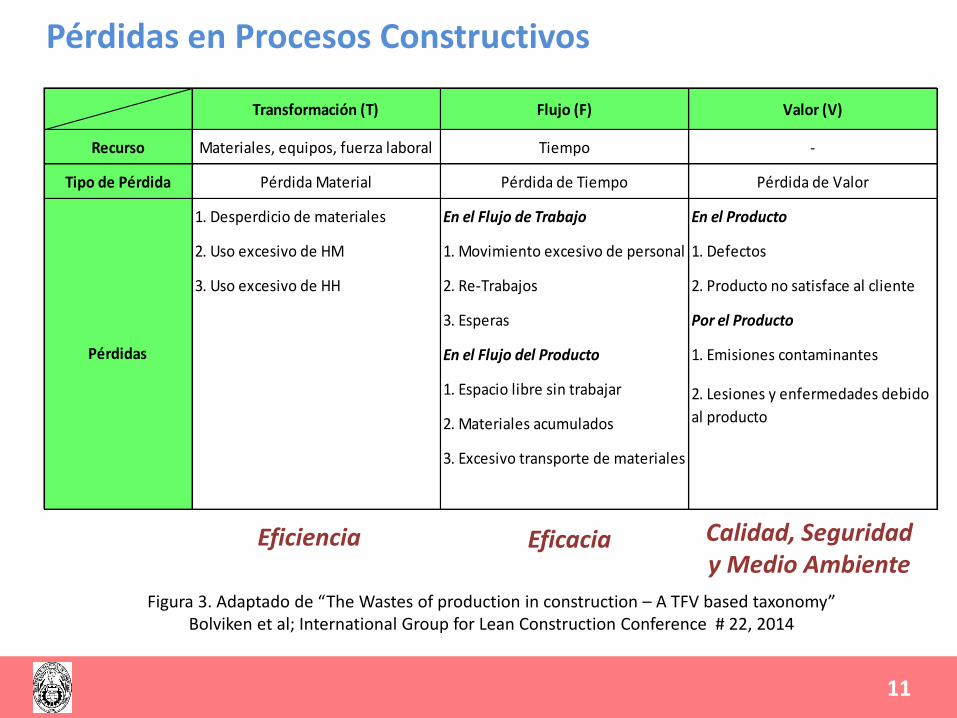
Pérdidas en Procesos Constructivos
Figura 3. Adaptado de “The Wastes of production in construction – A TFV based taxonomy” Bolviken et al; International Group for Lean Construction Conference # 22, 2014
11
Transformación (T) Flujo (F) Valor (V)
Recurso Materiales, equipos, fuerza laboral Tiempo -
Tipo de Pérdida Pérdida Material Pérdida de Tiempo Pérdida de Valor
1. Desperdicio de materiales En el Flujo de Trabajo En el Producto
2. Uso excesivo de HM 1. Movimiento excesivo de personal 1. Defectos
3. Uso excesivo de HH 2. Re-Trabajos 2. Producto no satisface al cliente
3. Esperas Por el Producto
En el Flujo del Producto 1. Emisiones contaminantes
1. Espacio libre sin trabajar
2. Materiales acumulados
3. Excesivo transporte de materiales
Pérdidas
2. Lesiones y enfermedades debido
al producto
Eficiencia Eficacia Calidad, Seguridad y Medio Ambiente
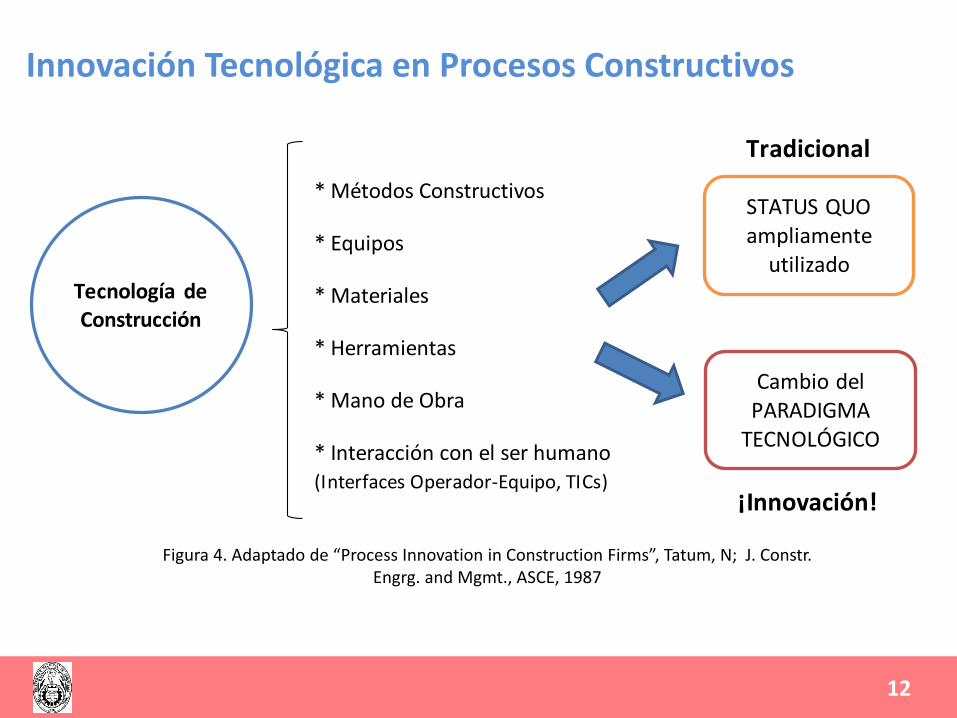
Innovación Tecnológica en Procesos Constructivos
1212
Figura 4. Adaptado de “Process Innovation in Construction Firms”, Tatum, N; J. Constr. Engrg. and Mgmt., ASCE, 1987
* Métodos Constructivos
* Equipos
* Materiales
* Herramientas
* Mano de Obra
* Interacción con el ser humano(Interfaces Operador-Equipo, TICs)
Tecnología de Construcción
STATUS QUO ampliamente
utilizado
Cambio del PARADIGMA
TECNOLÓGICO
Tradicional
¡Innovación!
STATUS QUO ampliamente
utilizado
Cambio del PARADIGMA
TECNOLÓGICO
Tradicional
¡Innovación!

Ejemplo: Construcción de Cunetas
TRADICIONAL INNOVACIÓN TECNOLÓGICA
1313
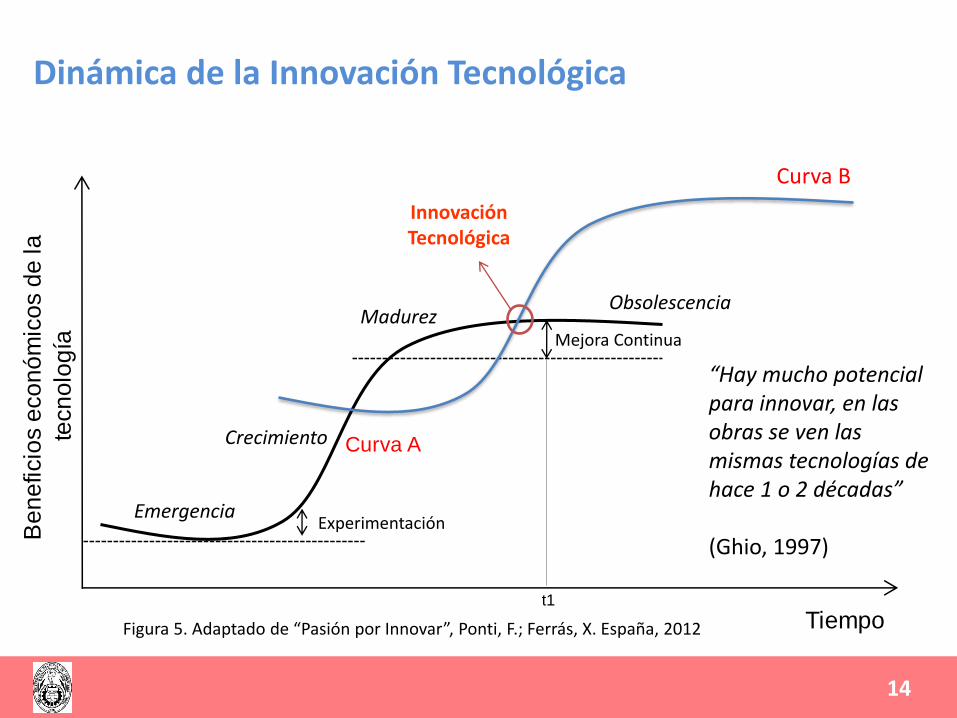
Dinámica de la Innovación Tecnológica
Figura 5. Adaptado de “Pasión por Innovar”, Ponti, F.; Ferrás, X. España, 2012
“Hay mucho potencial para innovar, en las obras se ven las mismas tecnologías de hace 1 o 2 décadas”
(Ghio, 1997)
Be
ne
ficio
s e
co
nó
mic
os d
e la
tecn
olo
gía
Curva A
Tiempo
EmergenciaExperimentación
Crecimiento
MadurezObsolescencia
Mejora Continua
t1
Curva B
InnovaciónTecnológica
1414

Investigación y Desarrollo (I+D)
• Generación de ideas
– TRIZ
Mecanismos para incorporar Innovación
Vigilancia y Caza
Tecnológica
• Búsqueda de nuevas tecnologías– Proveedores
– Universidades
– Institutos Tecnológicos
“TEORÍA DE RESOLUCIÓN DE PROBLEMAS DE INNOVACIÓN”
1515

Ahorro deTiempo
Técnica TRIZ para generación de ideas innovadoras
1616
Calidad del producto
1 1
2 2
3 3
4 4
5 5
6 6
7 7
8 8
. .
. .
. .
n 32Problema
Contradicción a ser resuelta
Solución
Comtradicciones
Similares
Principios Inventivos
Figura 6. Adaptado de “TRIZ para la Innovación”, Vargas, Teófilo ; IIFIC, UNI, 2011

METODOLOGÍA DE RE-INGENIERÍA DE PROCESOS
CAPÍTULO 3
1717

Al implementar los 2 enfoques, el incremento en laproductividad es mayor que de manera individual:
1818
Reducción continua de pérdidas y aprendizaje
Implementación periódica de Nuevas
Soluciones Tecnológicas
Reducción de Nuevas Pérdidas producto de la
nueva tecnología
Reducción continua de pérdidas en los
Procesos
Innovación Tecnológica
Reducción de nuevas pérdidas en
el proceso

APLICACIÓN DE LA METODOLOGÍA CONSTRUCCIÓN SIN PÉRDIDAS
CAPÍTULO 4
1919

Km. 49+600
Km 51+700
C. Celloccasa
Km 78+400
Pta. dosificadora
Km. 78+800
Km. 98+820
Km 64+380
Cantera
Km 71+360
Cantera roca
Km. 84+100
Km. 103+679
Km 124+940
Cantera
C° Km 56+700 C° Km 79+600 C° Km 97+340C° Km 89+000
Km 78+400
Pta. de Asfalto
Km 89+360
C. Martha
ZONA DE
ESTUDIO:
82+000-94+000
KM 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99
Carretera Ayacucho – Abancay Km. 50+000 – Km. 98+800
MONTO $90 MM
PLAZO 540 días
ALTITUD PROM. 3500 msnm
2020

Ingeniería de Pavimentos
2121
TRAMOS PERIODO DE DISEÑO: 10 AÑOS
AASHTO
Progresiva Inicio (km)
Progresiva Final (km)
CA (cm)
BASE (cm)
SUB BASE (cm)
REFUERZO A LOS 10
AÑOS (cm)
50+000 55+750 7.5 20 0 3
55+750 68+500 7.5 15 18 3
68+500 74+250 7.5 15 20 4
74+250 82+000 7.5 18 0 3
82+000 94+000 7.5 15 23 4
94+000 98+750 7.5 18 0 3
Tabla 1. Adaptado de “Informe N°5, Capítulo de canteras, suelos y pavimentos del
expediente técnico de ingeniería, Consorcio Centro II, 2011

Guía de Aplicación Planteada
Pavimentación
* Procesos repetitivos* Criticidad* Carencia de antecedentes
(mayor énfasis en movimientode tierras)
2222
SELECCIONAR
Elegir los
conjuntos de
procesos más
relevantes
INDAGAR
Revisar
información
técnica y
procedimientosIDENTIFICAR
Selección del
proceso a
mejorar
MEDIR
Identificar el flujo
de valor y
dificultades
Indicadores de
valor ganado
Mapeo de flujo de
valor
EVALUAR
Jerarquizar
problemas y
evaluar las
causas raiz
INTERVENIR
Proponer y
evaluar medidas
correctivas
Implementar las
medidas
Monitorear
contantemente el
desempeño
CONTROLAR
Incoporar al
sistema de
Gestión del
Conocimiento
APRENDER

1. Identificación del Proceso Rector
𝐹𝑂𝑀=
𝐼𝑁𝐶𝐼𝐷𝐸𝑁𝐶𝐼𝐴 %
𝐶𝑃𝐼 ∗ 𝑆𝑃𝐼
Se agruparon procesos
interdependientes
Datos de control del proyecto al
mes N°10 (de 18)
Indicadores de costo (CPI) y plazo
(SPI)
Figura 6. Adaptado de “Gestión de Mejoras Productivas”, Barboza, J., COSAPI, 2013
2323

Proceso Crítico
2424
0.58Colocación de Mezcla Asfáltica en
caliente0.5% 51.54% 0.99 0.87
0.20Imprimación Asfáltica 0.2% 58.24% 1.16 0.86
0.76
Extendido y Compactado Base
Granular0.8% 62.30% 0.77 0.80 1.29
Extendido y Compactado Sub Base
Granular0.5% 63.52% 0.84 0.78
FOM
Mejoramiento a Nivel de Sub
Rasante0.2% 73.69% 1.21 0.92 0.18
ProcesoIncidencia
(%)
Metrado
Acumulado
CPI
acum
SPI
acum

2. Análisis de la Productividad del Proceso Rector
PASOS ESPECÍFICOS
Familiarización con el proceso constructivo (organización y
tecnología utilizada)
Detección cualitativa de problemas
Identificación de pérdidas en el proceso
TÉCNICAS Y HERRAMIENTAS
Observación crítica de las operaciones
Entrevistas a personal involucrado
* Estudio del trabajo y de métodos
*Mapa de Flujo de Valor (MFV)
2525

Planificación del Proceso Constructivo
El proyecto se dividió en 2 tramos
CARRETERA
KM 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99
Km 78+400
Pta. Asfalto
Pta. Dosificadora de suelos
TRAMO 1(28.4 km)
TRAMO 2(20 km)
2626
Sólo se ejecutó 1 tramo a la vez
El tráfico quedó restringido a la hora del refrigerio y alfinal de la jornada
Avance Meta: 400 m en Base
380 m en Sub Base
2727
OrganizaciónRecursos y Tecnología:
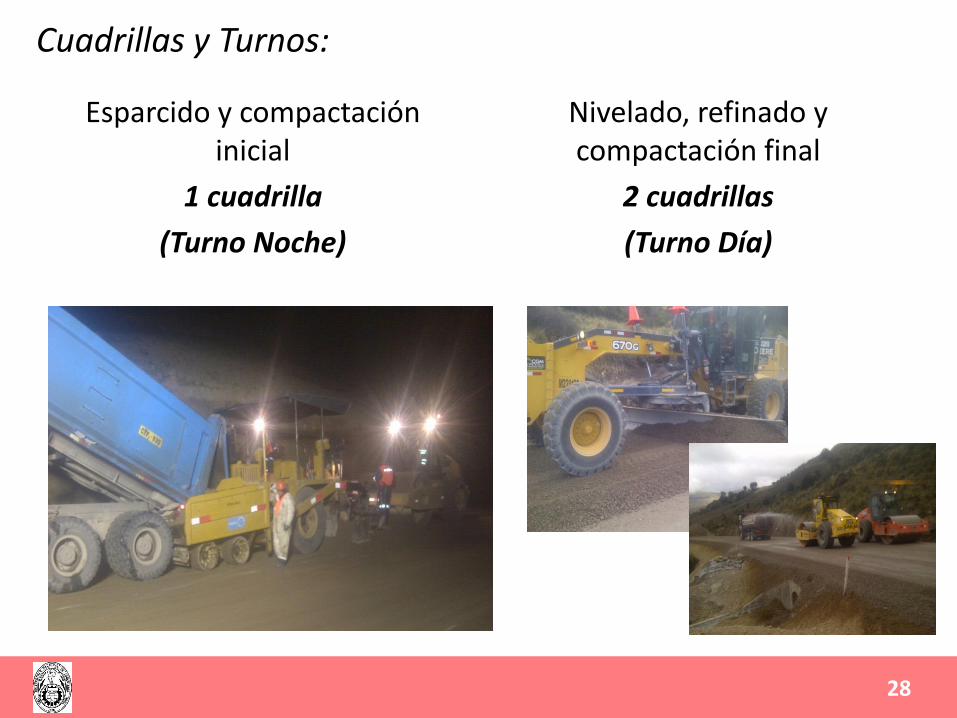
Esparcido y compactación inicial
1 cuadrilla
(Turno Noche)
Nivelado, refinado y compactación final
2 cuadrillas
(Turno Día)
2828
Cuadrillas y Turnos:
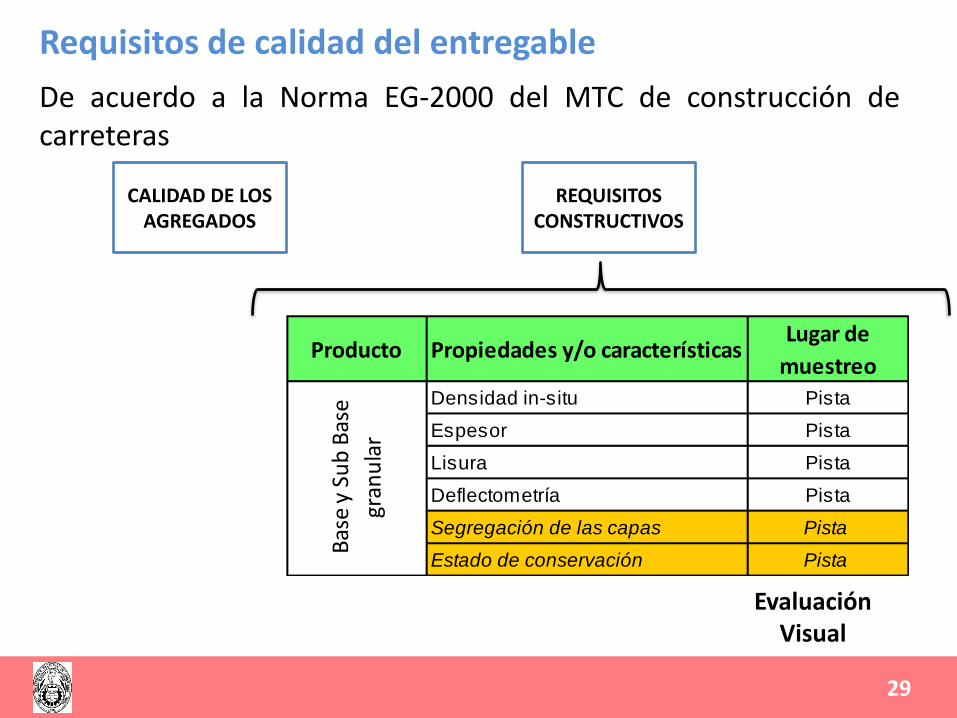
Requisitos de calidad del entregable
De acuerdo a la Norma EG-2000 del MTC de construcción decarreteras
CALIDAD DE LOS AGREGADOS
2929
Evaluación Visual
REQUISITOS CONSTRUCTIVOS
Producto Propiedades y/o característicasLugar de
muestreo
Densidad in-situ Pista
Espesor Pista
Lisura Pista
Deflectometría Pista
Segregación de las capas Pista
Estado de conservación Pista Bas
e y
Sub
Bas
e
gran
ula
r
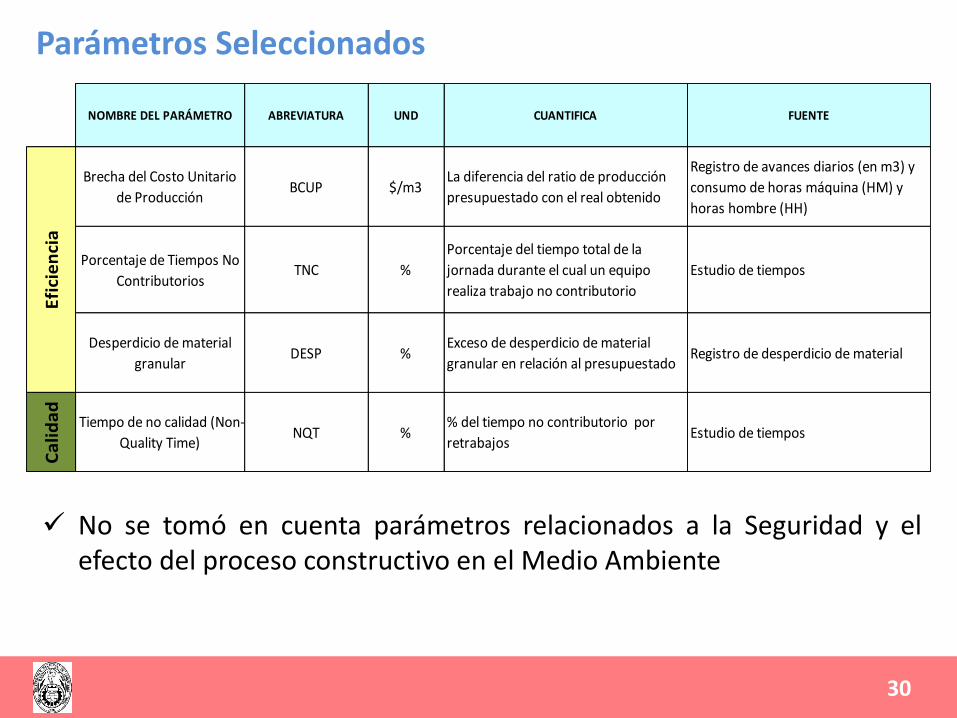
Parámetros Seleccionados
3030
NOMBRE DEL PARÁMETRO ABREVIATURA UND CUANTIFICA FUENTE
Brecha del Costo Unitario
de ProducciónBCUP $/m3
La diferencia del ratio de producción
presupuestado con el real obtenido
Registro de avances diarios (en m3) y
consumo de horas máquina (HM) y
horas hombre (HH)
Porcentaje de Tiempos No
Contributorios TNC %
Porcentaje del tiempo total de la
jornada durante el cual un equipo
realiza trabajo no contributorio
Estudio de tiempos
Desperdicio de material
granularDESP %
Exceso de desperdicio de material
granular en relación al presupuestadoRegistro de desperdicio de material
Ca
lid
ad
Tiempo de no calidad (Non-
Quality Time)NQT %
% del tiempo no contributorio por
retrabajosEstudio de tiempos
Efi
cie
nci
a
No se tomó en cuenta parámetros relacionados a la Seguridad y elefecto del proceso constructivo en el Medio Ambiente
3131
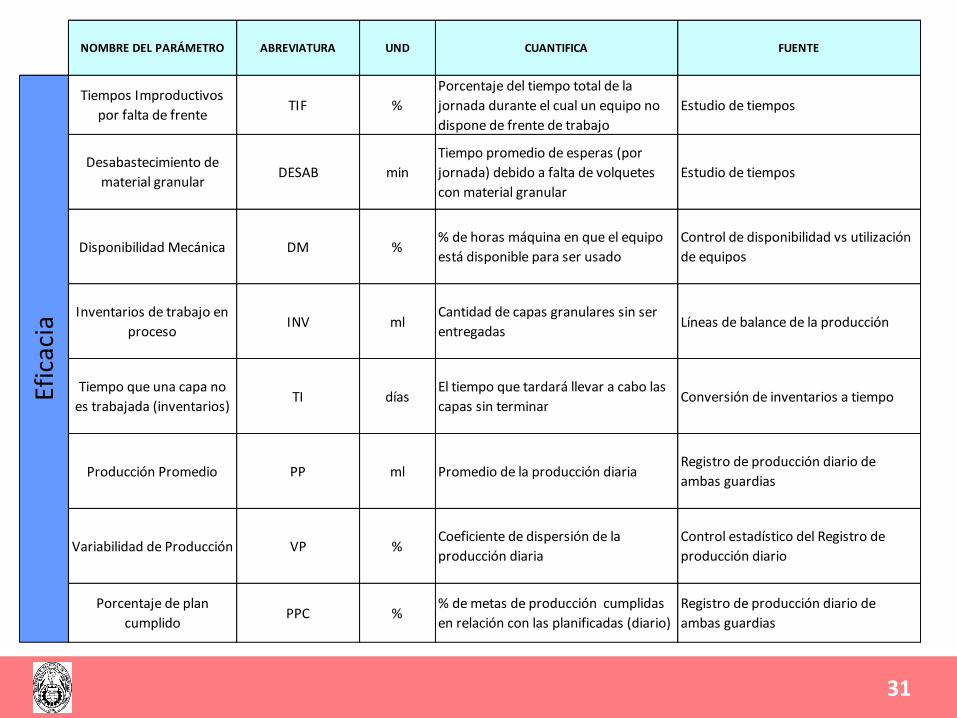
NOMBRE DEL PARÁMETRO ABREVIATURA UND CUANTIFICA FUENTE
Tiempos Improductivos
por falta de frenteTIF %
Porcentaje del tiempo total de la
jornada durante el cual un equipo no
dispone de frente de trabajo
Estudio de tiempos
Desabastecimiento de
material granularDESAB min
Tiempo promedio de esperas (por
jornada) debido a falta de volquetes
con material granular
Estudio de tiempos
Disponibilidad Mecánica DM %% de horas máquina en que el equipo
está disponible para ser usado
Control de disponibilidad vs utilización
de equipos
Inventarios de trabajo en
procesoINV ml
Cantidad de capas granulares sin ser
entregadasLíneas de balance de la producción
Tiempo que una capa no
es trabajada (inventarios)TI días
El tiempo que tardará llevar a cabo las
capas sin terminarConversión de inventarios a tiempo
Producción Promedio PP ml Promedio de la producción diariaRegistro de producción diario de
ambas guardias
Variabilidad de Producción VP %Coeficiente de dispersión de la
producción diaria
Control estadístico del Registro de
producción diario
Porcentaje de plan
cumplidoPPC %
% de metas de producción cumplidas
en relación con las planificadas (diario)
Registro de producción diario de
ambas guardias
Efic
acia

Mapa de Flujo de Valor (MFV) – Estado Actual
3232

Estudio de Tiempos de la Esparcidora
3333
Promedio de Tiempo Productivo
(TP)32.2%
27.4%Promedio de Tiempo Contributorio
(TC)
40.4%Promedio de Tiempo No
Contributorio (TNC)
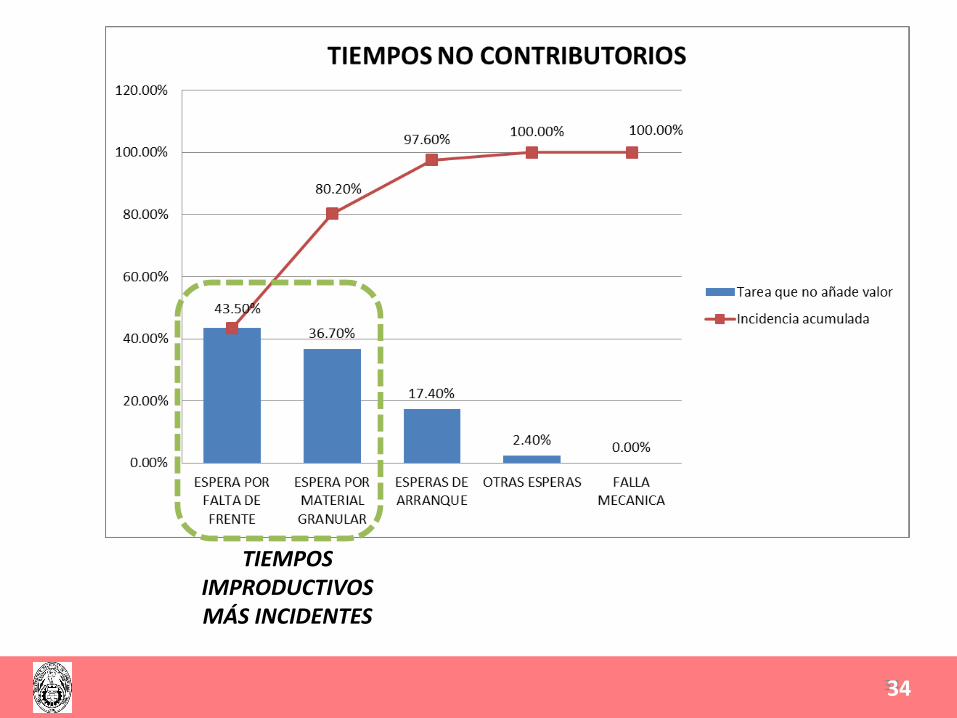
3434
TIEMPOS IMPRODUCTIVOS MÁS INCIDENTES

Variabilidad en la liberación de frentes
3535
PromedioDesviación
estándar
Coeficiente de
dispersión
322.9 155.9 48.3%
Promedio (m)Desviación
estándar
Coeficiente de
dispersión
365.9 188.2 51.4%
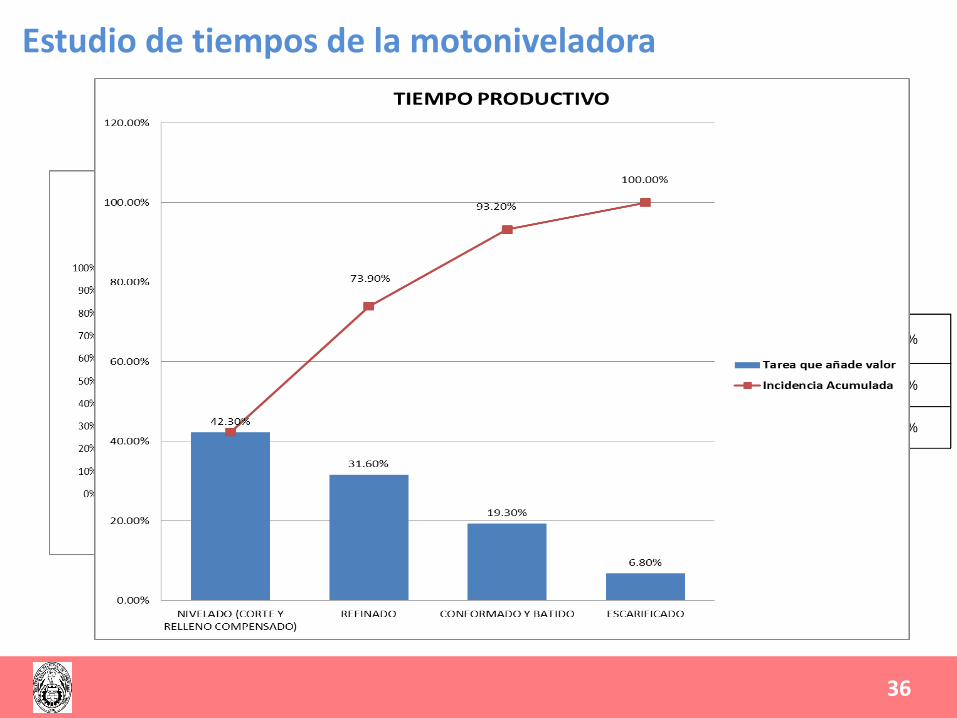
Estudio de tiempos de la motoniveladora
3636
Promedio de Tiempo No
Contributorio (TNC)23.4%
Promedio de Tiempo Productivo
(TP)48.9%
Promedio de Tiempo Contributorio
(TC)27.7%

Estudio del método de trabajo de la motoniveladora
Problemas de Segregación y Deterioro
3737
Equipo: Motoniveladora John Deere 670G Capa: Sub Base Granular
Tramo: 88+860 - 89+060 Turno: Día
Fecha: 22/06/2013
1 15 x2 10 x
3 600 5 x
4 20.2 x
5 20 3.1 x
6 7.2 x
7 24.3 x
8 13.2 x
9 31.4 x
10 20 2.8 x
11 34.2 x
12 8.7 x
13 45.7 x
14 5.3 x
15 700 4.9 x
1340 231 4 4 4 3
DIST (m) TIEMPO (min)
TOTAL
Escarificado (con reeper)
Re-conformación y Re-batido de capa
Toma posición para inicio
Nivelado (corte y relleno)
Espera por brigada topográfica
Plantillado topográfico
Refinado
En espera por inspección
Transporte al siguiente tramo
En espera por inspección
Charla de seguridad y llenado de ATSCalentamiento del motor
Transporte al lugar de trabajo
Espera por cisterna
Toma posición para inicio
N° DESCRIPCION
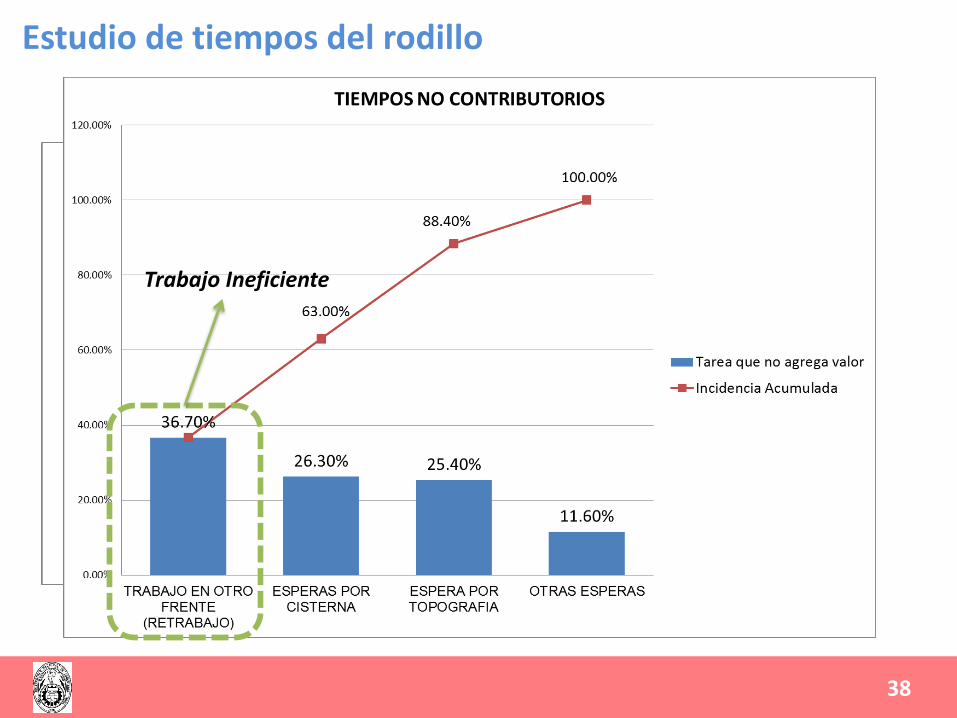
Estudio de tiempos del rodillo
Promedio de Tiempo Productivo
(TP)50.4%
Promedio de Tiempo Contributorio
(TC)20.9%
Promedio de Tiempo No
Contributorio (TNC)28.8%
3838
Trabajo Ineficiente
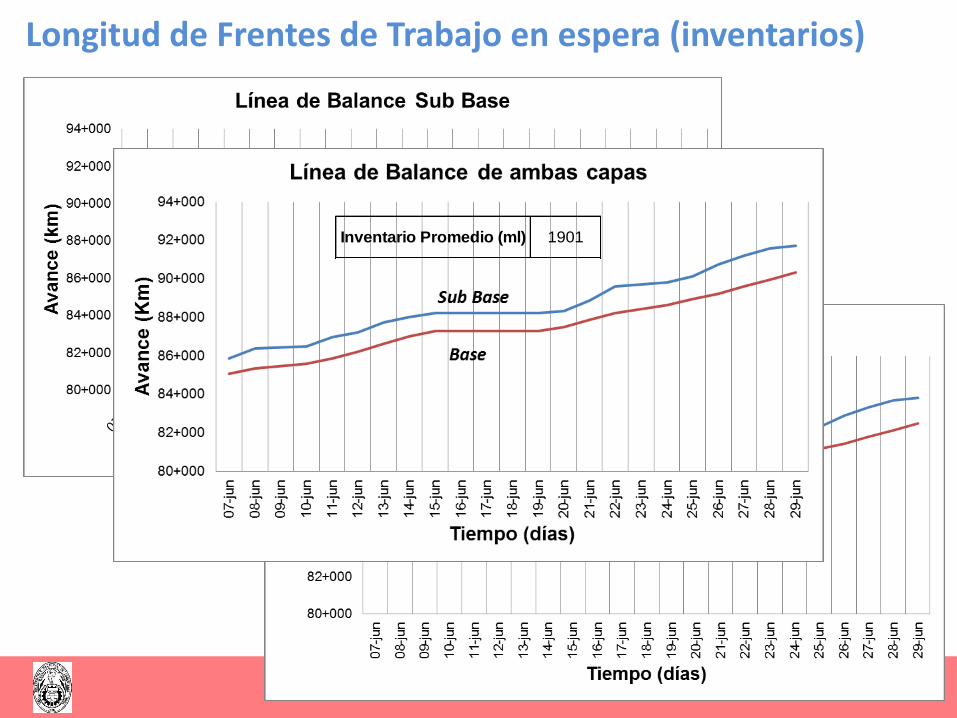
Longitud de Frentes de Trabajo en espera (inventarios)
3939
Inventario Promedio (ml) 1116.0
Inventario Promedio (ml) 794
Inventario Promedio (ml) 1901
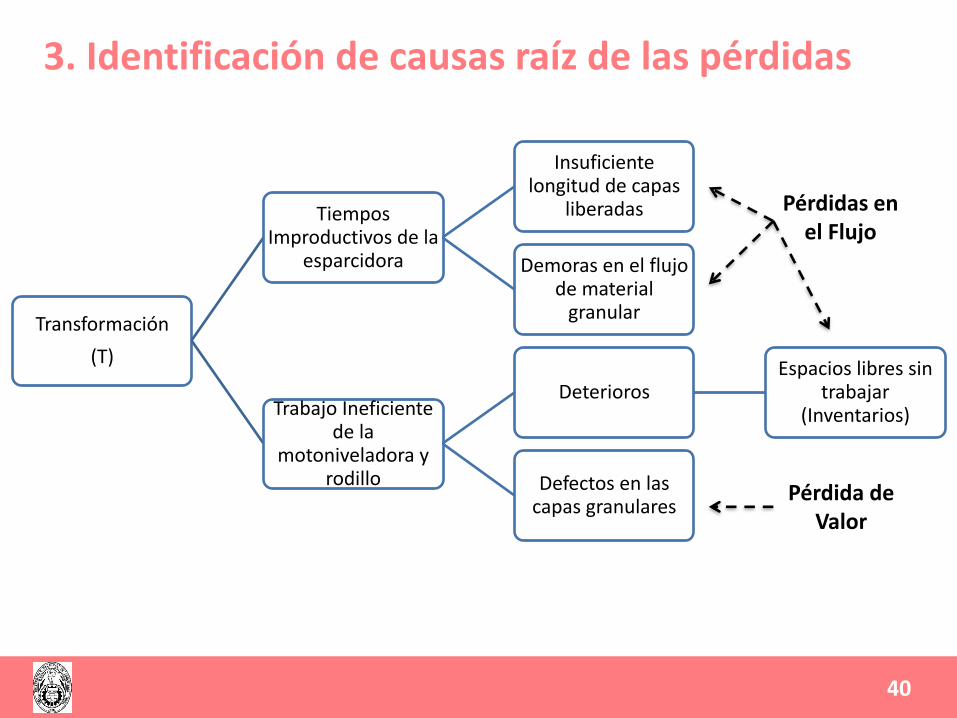
Transformación
(T)
Tiempos Improductivos de la
esparcidora
Insuficiente longitud de capas
liberadas
Demoras en el flujo de material
granular
Trabajo Ineficiente de la
motoniveladora y rodillo
DeteriorosEspacios libres sin
trabajar (Inventarios)
Defectos en las capas granulares
3. Identificación de causas raíz de las pérdidas
Pérdidas en el Flujo
Pérdida de Valor
4040

EfectosCausasProblema Central
DeterioroInsuficiente
longitud de capas liberadas
Esperas por falta de frente de
trabajo
Retrasos en el conograma
Variabilidad de producción
Disminuye confiabilidad en la
programación
Inventarios de capas sin liberar
Define el ritmo de esparicido de
material
Falta de estandarización
en actividades de liberación
Defectos y deterioros
Falta de Personal de Control de
Calidad
4141

Gestión
Materiales
Segregación del material granular
Equipos
Descarga muy rápida de volquetes a la tolva de la
esparcidora
Excesivo tamaño de pilas de material acumulado
Metodología de Trabajo
Mal funcionamiento del silo de descarga
de la planta
Falta de Supervisión
Excesiva velocidad del Sinfin de la
esparcidora
Falta de plan de puntos de inspección
eficiente
4242
Diagrama de Ishikawa – Segregación

4343
Diagrama de Ishikawa – Grado de Compactación insuficiente
Gestión
Mano de
Obra
Grado de
Compactación por debajo del
especificado
Equipos
Falta de capacitación a los operadores
Metodología
de Trabajo
Daño en el mecanismo que
genera vibración (Rodillo Hamn)
Falta de tramos de prueba representativos
Insuficiente compactación en bordes
Equipos inadecuados (Rodillos Sakai)
Desconocimiento de velocidad y frecuencia
adecuadas para el tipo de material y espesor

1. Asegurar el Flujo de Producción (F)
Flujo de materiales
No disponibilidad
de material
granular en el
frente
Tramos “Ventana”
Insuficiente longitud
de capas liberadas
Flujo de frentes de
trabajo
Revisión semanal de
saldos de material
Revisión semanal de
tiempos de espera por
falta de volquetes
Planificación conjunta
de especialidades
(Planeamiento Pull)
Contratación de una
cuadrilla adicional de
control de calidad (QC)
4444
4. Propuesta de Mejora

Falta de estandarización
de las actividadesObtener un Flujo
Balanceado
Generación de tren de
actividades
4545
Base Sub Base400 400Esparcido de Material Granular
200 200
200 200
Nivelado y Compactación - Cuadrilla 1
Nivelado y Compactación - Cuadrilla 2
Propuesta de Lotes de Producción por día

4646
Propuesta de Tren de Actividades
Día 1 E E E ENR NR NR NRLSB LSB LSB LSB
100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100
Día 2
Día 3
LSR LSR LSR LSRE E E ENR NR NR NRLSB LSB LSB LSB
LSR LSR LSR LSR
LSR LSR LSR LSRE E E ENR NR NR NRLSB LSB LSB LSB
Sub Base
Día 1
Día 2
Día 3
E E E E LSB LSB LSB LSB
E E E ENR NR NR NR LSB LSB LSB LSB
E E E ENR NR NR NR LSB LSB LSB LSB
Base
LSR
E
NR
LSB
Esparcido
Nivelado y Refinado
Liberación Sub Rasante
Liberación SubBase
Inventario entre Nivelado y Refinado – Sub Base = 0 mInventario entre Nivelado y Refinado – Base = 0 mInventario entre capas = 800 m

Fuentes de variabilidad:
- Condiciones ambientales
- Mano de Obra- Equipos
Es necesario incluir Buffers (colchones) entre las actividades !!
B B B BDía 1 E E E ENR NR NR NRLSB LSB LSB LSB
100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100LSR LSR LSR LSR
Sub Base
B B B B
Inventario entre Nivelado y Refinado – Sub Base = 400 m (máx. 550m)Inventario entre Nivelado y Refinado – Base = 400 m (máx. 550m)Inventario entre capas = 1200 m (máx. 1500m)
4747
48
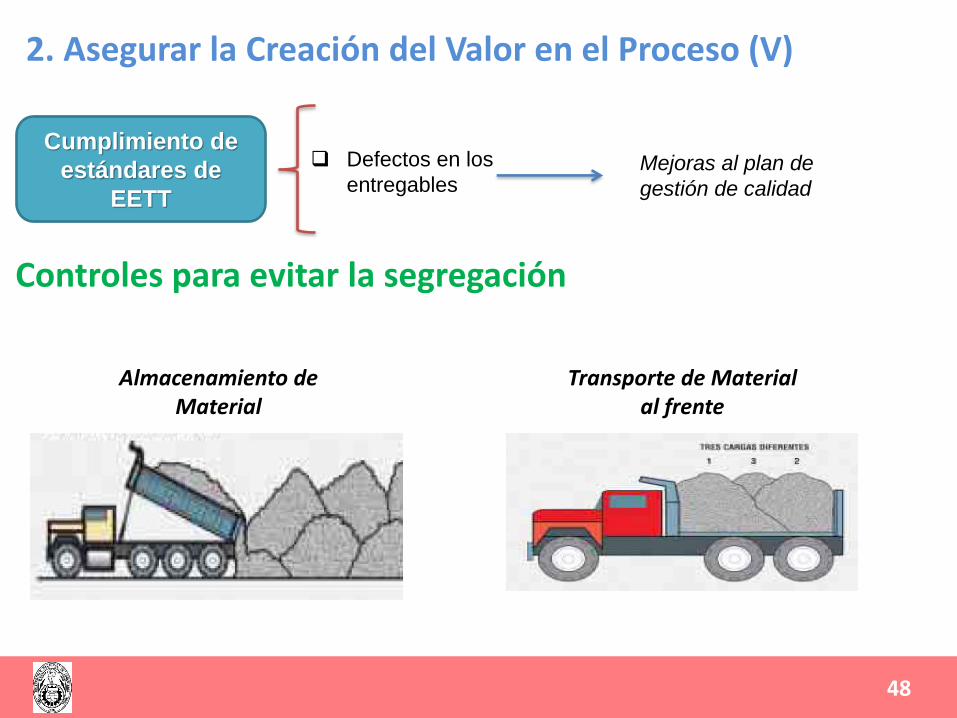
2. Asegurar la Creación del Valor en el Proceso (V)
Cumplimiento de
estándares de
EETT
Defectos en los
entregablesMejoras al plan de
gestión de calidad
4848
Controles para evitar la segregación
Almacenamiento de Material
Transporte de Material al frente

494949
Se sugiere incluir en los puntos de inspección durante el proceso aspectos tales como:
Cambio de Rodillo Sakai (8 ton) por otro de 12 ton (Hamm)
Reparación y mantenimiento
constante del sistema de vibración de los rodillos
Tramos de prueba representativos
Determinación de
frecuencia y velocidad
adecuada
Control de frecuencia y
velocidad en campo
Controles para disminuir defectos en compactación

Mapa de Flujo de Valor (MFV) – Estado Mejorado
5050

INNOVACIÓN TECNOLÓGICA EN EL PROCESO CONSTRUCTIVO
CAPÍTULO 5

Tiempos Contributorios (58%) por espera de retroceso devolquetes hacia la tolva de la esparcidora
1. Limitaciones Tecnológicas
5252

Incertidumbre en el grado de compactación de la capa, el cualse comprueba mucho después de finalizar las actividades
5353

5454
Efectos de la altitud en el rendimiento y consumo decombustible de la maquinaria
Saturación de las capas debido a la ocurrencia de lluvias

2. Generación de ideas innovadoras con TRIZ
Contradicción:
“Si se mejora el parámetro pérdida de tiempo producto de Tiempos
Contributorios por retroceso de volquetes hacia la tolva de la
esparcidora (parámetro 25), se reduce la conveniencia de los mismos
(parámetro 31)”
5555
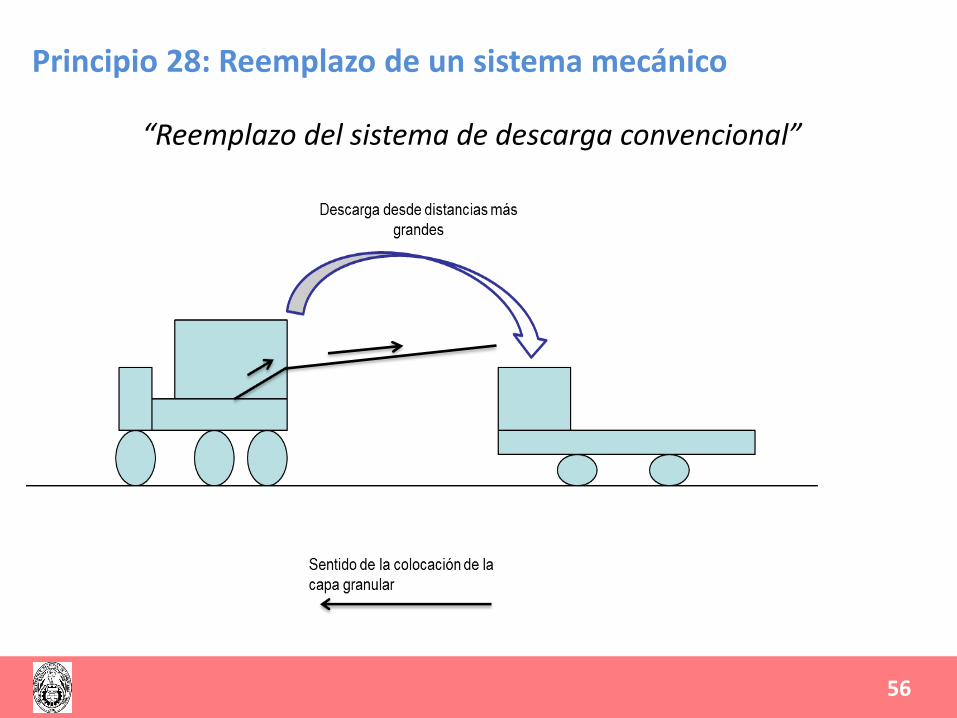
“Reemplazo del sistema de descarga convencional”
Principio 28: Reemplazo de un sistema mecánico
5656
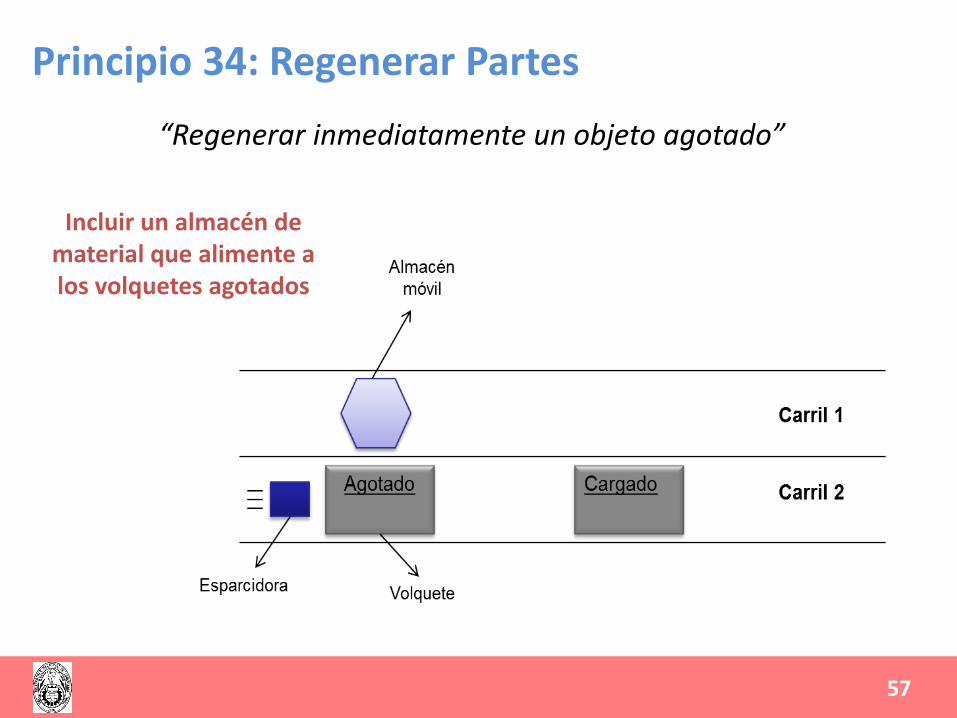
Principio 34: Regenerar Partes
“Regenerar inmediatamente un objeto agotado”
Incluir un almacén de material que alimente a los volquetes agotados
5757

Solución Integrada
Se utiliza ambos principios inventivos
Incluir un almacén móvil que permita descargar
material a distancias más largas
5858
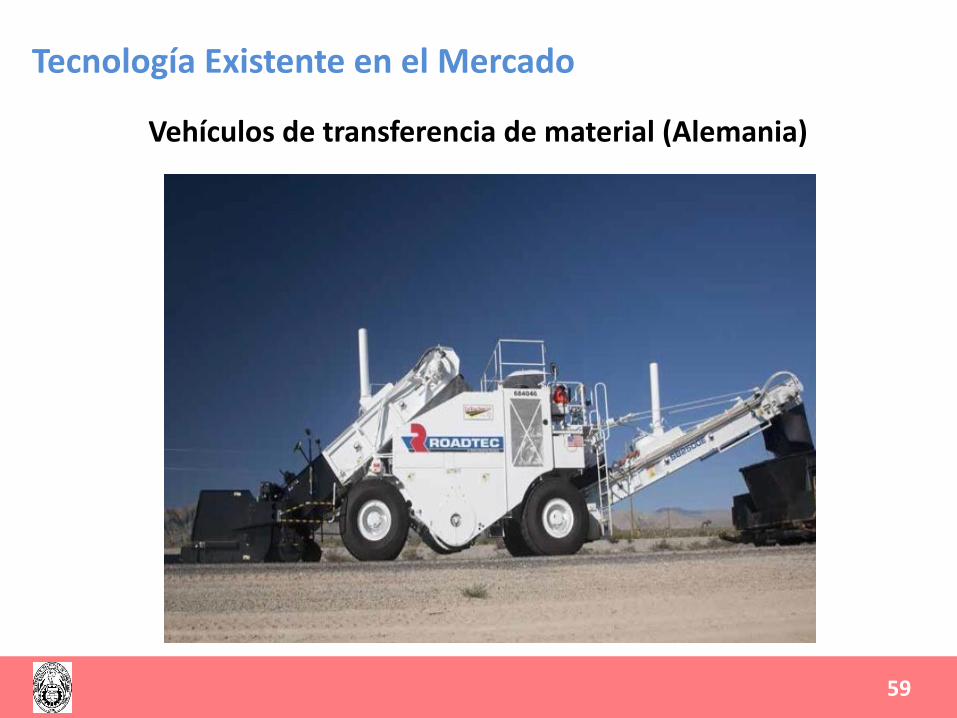
Vehículos de transferencia de material (Alemania)
Tecnología Existente en el Mercado
5959

Principio de Regeneración de Partes (34) : El vehículo puede seralimentado mientras alimenta a la esparcidora
6060

Principio de Reemplazo de un sistema mecánico (28): El vehículopuede descargar desde distancias mayores mediante fajastransportadoras, no necesita retroceder hasta la tolva de laesparcidora.
6161

2. Benchmarking Tecnológico
Fabricantes de equipos y
proveedores
Artículos y Congresos de Ingeniería de Pavimentos
Base de Datos de Patentes
Universidad de Purdue (Estados
Unidos)
Tesis de grado y posgrado
Posee una división
encargada del estudio de
tecnologías emergentes
Fuentes de Consulta
6262

Método Constructivo Utilizado
Dosificación de la mezcla en planta y colocación
con esparcidora
Nueva Tecnología en crecimiento
Trabajos de pavimentación en épocas
de lluvia utilizando cobertores
6363
Método Constructivo
Ventajas de la Innovación
- Disminución de plazos- Reducción de Re trabajos
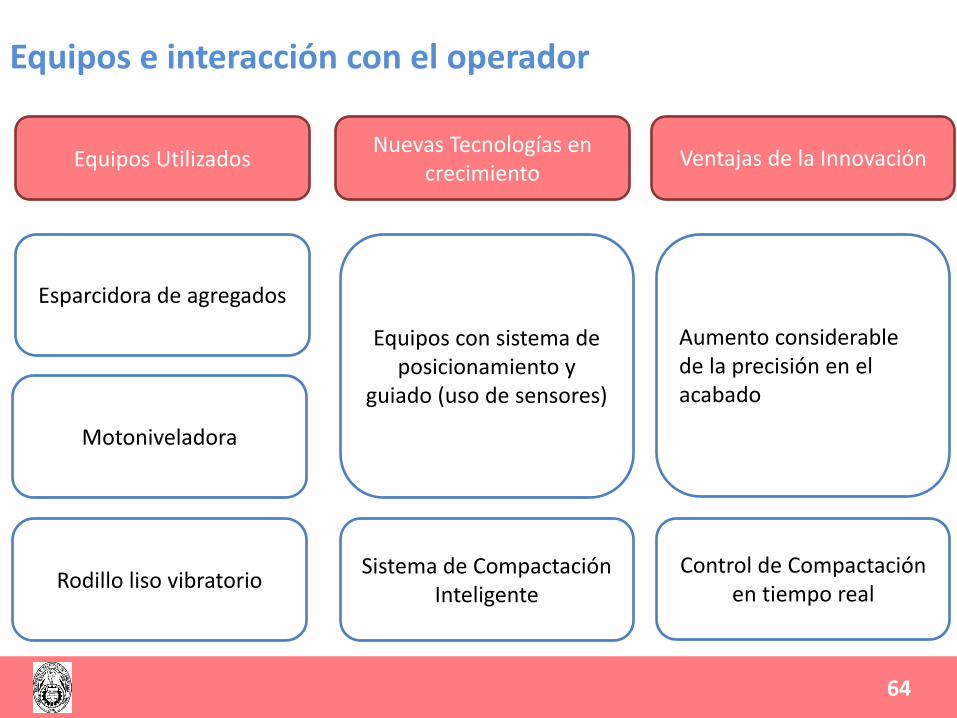
Equipos e interacción con el operador
6464
Equipos Utilizados
Esparcidora de agregados
Nuevas Tecnologías en crecimiento
Ventajas de la Innovación
Motoniveladora
Rodillo liso vibratorio
Equipos con sistema de posicionamiento y
guiado (uso de sensores)
Sistema de Compactación Inteligente
Aumento considerable de la precisión en el acabado
Control de Compactación en tiempo real

6565
Utilización de sensores sónicos
Uso de escantillón para
medición del espesor

6666
Alternativa seleccionada
Adquirir una pavimentadora “Finisher”, marca Vogele 1800-3 con sensores sónicos incorporados:
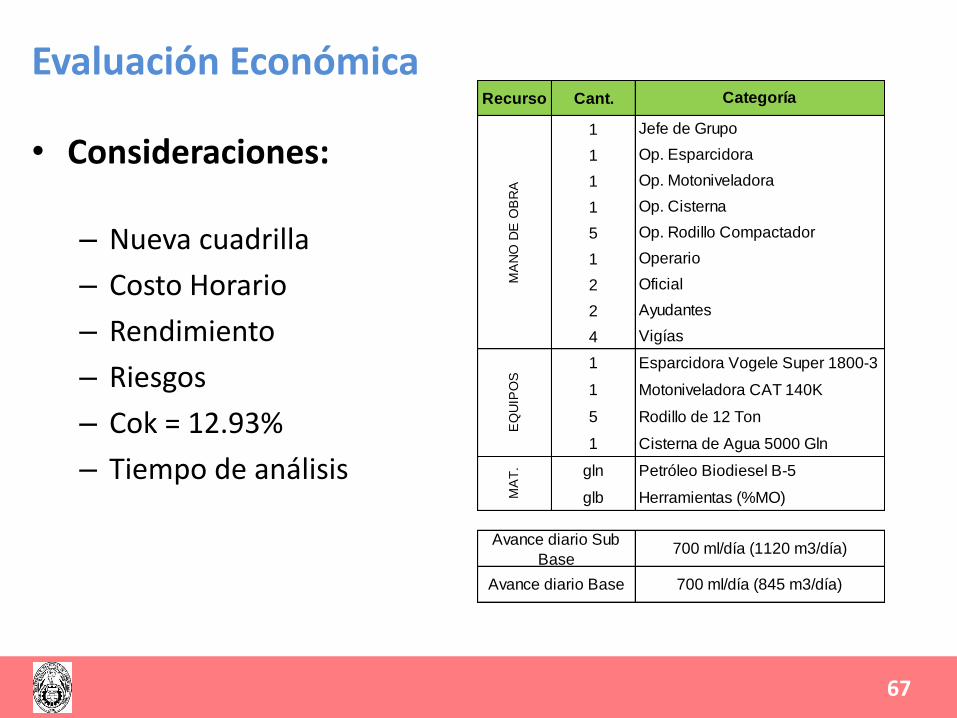
• Consideraciones:
– Nueva cuadrilla
– Costo Horario
– Rendimiento
– Riesgos
– Cok = 12.93%
– Tiempo de análisis
Evaluación Económica
6767
Recurso Cant.
1
1
1
1
5
1
2
2
4
1
1
5
1
gln
glb
Avance diario Sub
Base
Avance diario Base
700 ml/día (1120 m3/día)
700 ml/día (845 m3/día)
Herramientas (%MO)
Cisterna de Agua 5000 Gln
MA
T. Petróleo Biodiesel B-5
EQ
UIP
OS
Esparcidora Vogele Super 1800-3
Motoniveladora CAT 140K
Rodillo de 12 Ton
Ayudantes
Vigías
Operario
Oficial
Op. Cisterna
Op. Rodillo Compactador
MA
NO
DE
OB
RA
Jefe de Grupo
Op. Esparcidora
Op. Motoniveladora
Categoría

EquipoCostos de adquisición
(año cero)
Costos incrementales de
operación (por año)
Pavimentadora
Vogele 1800-31,078,000.0 * 202,512.0 **
* Considerando el tipo de cambio 2.8
** Se adjunta en los anexos el análisis económico detallado
6868
ÍtemCosto Unitario Propuesto
(S./m3)
Precio Unitario
contractual*Diferencia (S./m3) Metrado total (m3)**
Beneficios
(S./m3)
Sub Base 11.38 17.53 6.2 58524 359,984.42
Base 15.08 22.28 7.2 69902 503,144.09
* Se adjunta en los anexos el costo unitario contractual
** Metrados contractuales del proyecto en estudio (tabla 2.8 del marco teórico)
ESTIMACIÓN DE BENEFICIOS DEL PROYECTO DE INNOVACIÓN
VAN 1,923,219.47
TIR 59%
P. RETORNO 1.64 años
P. DE EQUILIBRIO 560 m
VAN>1 (el proyecto es rentable)
Costos
Beneficios
Resultados
CONCLUSIONES Y RECOMENDACIONES
CAPÍTULO 6

7070
Conclusiones
Se presentarán en función de los objetivos planteados:
Objetivo Específico N° 1:
Es posible complementar las metodologías Construcción sinPérdidas e Innovación Tecnológica para la Reingeniería deProcesos Constructivos
Es posible utilizar la herramienta Mapa de Flujo de Valor (MFV)para la identificación de pérdidas en procesos constructivosrepetitivos (en T, F y V)

7171
Objetivo Específico N° 2:
Las mayores fuentes de pérdidas se encuentran en el Flujo (F) yel Valor (V) que se añade durante las actividades
Los indicadores de desempeño del proceso eran negativosdebido a la existencia de pérdidas que no se habíanidentificado anteriormente y por lo tanto no se incluyeronsoluciones en el planeamiento del proyecto ni durante lasoperaciones
La propuesta de mejora debe partir del aseguramiento delflujo (materiales, frente de trabajo) y de la calidad delentregable (V)
Objetivo Específico N° 3:
7272
Es importante estandarizar las actividades para reducir losfrentes de trabajo en inventario, pero sin prescindir decolchones de programación
La estandarización en la liberación de capas requiere de mayorénfasis en los procesos de aseguramiento de calidad, dandoprioridad a la prevención de la segregación así comorecomendaciones para una compactación más confiable
Es necesario incorporar puntos de inspección referidos alcontrol de la segregación a nivel constructivo (almacenamientode agregados en planta y en volquetes)
Es muy importante realizar tramos de prueba representativospara determinar el tipo de rodillo, frecuencia y velocidad másadecuado según el espesor y mezcla de las capas
7373
Objetivo Específico N° 4:
La técnica TRIZ puede aplicarse para obtener ideasinnovadoras y desarrollar tecnologías de construcción máseficientes
El “Bechmarking Tecnológico” permitió identificarcualitativamente que existe una brecha entre la tecnología deconstrucción usada en el proyecto y nuevas tecnologíasemergentes que vienen siendo utilizadas en países másdesarrollados
Es más conveniente implementar tecnología innovadora quepermita mejorar la productividad en procesos de nivelado ycompactación pues son los procesos con menor desempeño(menores rendimientos, más propenso a cometer defectos)

7474
La pavimentadora Vogele 1800-3 con sensores sónicos denivelación resultó ser la única alternativa viable técnicamente ycon alto nivel de rentabilidad
El alcance del presente estudio se limita al nivel de propuesta,es necesario más casos de estudio donde se apliquen losplanes de mejora con el fin de determinar tasas de crecimientode la productividad reales así como potenciales barreras a laimplementación
Se recomienda incorporar aspectos relacionados al control dela frecuencia y velocidad en las actividades de compactación alreglamento de construcción de carreteras
Recomendaciones

7575
Se recomienda desarrollar un sistema de vigilancia tecnológicadentro de las organizaciones que se actualice constantemente
Se sugiere participación conjunta del estado, las universidadesy la empresa privada en iniciativas de I+D para el diseño deprototipos que permitan a nuestro país desarrollar su propiatecnología en el futuro
El estado debería desarrollar mecanismos para asegurar quetodos los beneficios económicos de la innovación no sólo seanabsorbidos por la empresa privada (un sistema de incentivospuede ser una buena opción)

GRACIAS
¿Estamos muy ocupados para innovar?