marteriales y ensayos
TRANSCRIPT

Unidad 4:
Producción del acero

2. EVOLUCIÓN HISTÓRICA DE LA SIDERURGIA
6000 a. C. se funden objetos de cobre.
3000 a. C. bronce fundido al alear cobre y estaño.
1500 a. C. Los hititas (Turquía) utilizan el hierro. Se encuentra en forma de mineral, y así no tiene utilidad. Hay que separar la mena y la ganga; descubierto este proceso su utilización aumenta: más abundante que el cobre, se encuentra en la corteza terrestre, es más duro y resistente.
1200 a. C. empieza la Edad de Hierro y se propaga por Oriente Medio.
600 a. C. comienza Edad Hierro en China y Europa.
s. I los romanos dominan el mundo, organizan la producción de acero y la fabricación de armas: Damasco, España, Italia, … son centros productores de hierro.
700 Aparece la forja catalana, un tipo de horno con cuba de mampostería provista de tobera lateral para mantener el carbón a mayor Tª.
1300 Primer Horno Alto, horno de gran capacidad, recibe aire de un fuelle, hierro en contacto con el carbón y disminuye el punto de fusión, se obtiene el hierro colado.

1. INTRODUCCIÓN
MATERIALES FERROSOS, son aquellos cuyo constituyente principal es el hierro. Se pueden clasificar en:
HIERRO
ACEROS
FUNDICIONES
FERROALEACIONES.

2. EVOLUCIÓN HISTÓRICA DE LA SIDERURGIA
1709-1735 horno de coque, Abraham Darby sustituye el carbón vegetal por coque, más rico en C, más limpio y menos contaminante.
1740 acero al crisol. Benjamín Huntsman produce el primer acero al crisol. Acero de muy buena calidad.
1784 Horno de pudelar de Cort, el hierro colado procedente al horno alto se refundía en un horno de reverbero, y se obtenía un hierro forjado de gran calidad.
1820-1828 Inyección de aire, Neilson mejora la eficacia del alto horno haciendo pasar aire a través de una tubería al rojo vivo.
1855 Bessemer, inventa el afinado por aire, preparación de acero sin fuego.
1860 Cowper, inventa el recuperador de calor.
1864 Emile y Pierre Martin funden los primeros aceros con adición de chatarra.

2. EVOLUCIÓN HISTÓRICA DE LA SIDERURGIA
1878, Thomas, inventa el revestimiento del convertidor que permite la desfosforación del hierro.
1880 Siemens inventa la fabricación de acero por vía electrotérmica.
1884 1er Horno alto en España
1902 Heroult, patenta el horno eléctrico de arco.
1904 1er Horno eléctrico en España
1930 Colada continua.
1948, fabricación de acero con convertidores soplados con oxígeno (procedimiento LD).
1960 instalación es España de la colada continua.
1978, en Alemania se pone en marcha el horno eléctrico por inducción.
3. PROCESO SIDERÚRGICO
HIERRO
CARBÓN DE COQUE
FUNDENTES
3.1. MATERIAS PRIMAS
HIERRO
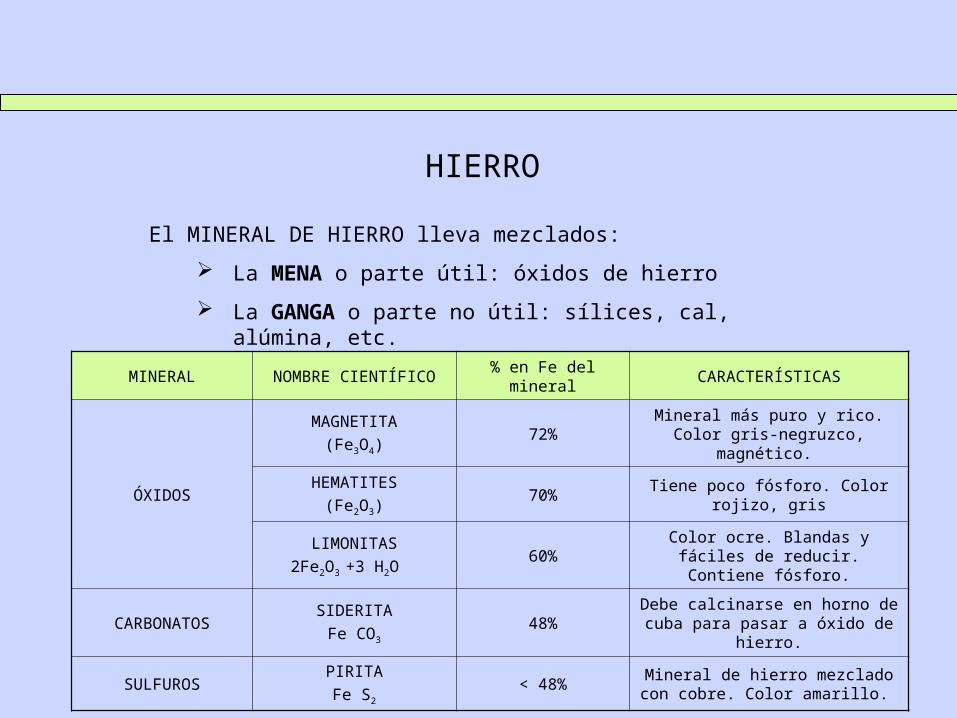
El MINERAL DE HIERRO lleva mezclados:
La MENA o parte útil: óxidos de hierro
La GANGA o parte no útil: sílices, cal, alúmina, etc.
MINERAL NOMBRE CIENTÍFICO % en Fe del mineral CARACTERÍSTICAS
ÓXIDOS
MAGNETITA
(Fe3O4)72%
Mineral más puro y rico. Color gris-negruzco, magnético.
HEMATITES
(Fe2O3)70% Tiene poco fósforo. Color rojizo, gris
LIMONITAS
2Fe2O3 +3 H2O 60%
Color ocre. Blandas y fáciles de reducir. Contiene fósforo.
CARBONATOSSIDERITA
Fe CO3
48%Debe calcinarse en horno de cuba
para pasar a óxido de hierro.
SULFUROSPIRITA
Fe S2
< 48%Mineral de hierro mezclado con
cobre. Color amarillo.
CARBÓN DE COQUEEl CARBÓN es la materia prima para obtener COQUE. Sólo son aptas las hullas
grasas y semigrasas de llama corta, con contenido en materias volátiles entre 22% y 30%, azufre <1% y cenizas <9%
Misión del coque en el proceso siderúrgico:
Producir por combustión el calor necesario para la reacción de reducción (eliminar oxígeno) y fundir la mena dentro del horno.
Soportar las cargas en el alto horno
Producir el gas reductor (CO) que transforma los óxidos en arrabio.
¿Cómo se obtiene el coque?
Calentando a >1000 ºC las hullas.
Características de un buen coque:
Buena resistencia al aplastamiento
Baja humedad (<3%)
Bajo contenido en azufre (<1%)
Bajo contenido en cenizas (<9%)
Alto poder calorífico (6500 – 8750 kcal/kg)
Mínimo contenido en fósforo y azufre (hacen frágil la fundición)
FUNDENTES
Su misión es:
Combinarse con la ganga y bajar su punto de fusión, para hacer que la escoria se encuentre fluida.
Combinarse con las impurezas, pasándolas a ganga.
Los fundentes más utilizados: sílice, caliza (carbonato cálcico) y la dolomía (carbonato magnésico).
La cantidad de fundente y su naturaleza debe establecerse con mucho cuidado, dependiendo de la naturaleza y composición de la ganga y la proporción de impurezas.
Si ganga ácida SiO2 → fundente básico Al2O3, MgO, CaO
Si ganga básica MgO, CaO → fundente ácido SiO2
Si ganga neutra → fundente neutro CrO
La chatarra
• La chatarra de acero es otra materia utilizada para la fabricación de acero.
• Conjunto de piezas, partes metálicas, etc., de acero, inservibles y sin ninguna utilidad industrial.
• Puede ser: reciclada, de trasformación, de recuperación.
Es un horno de cuba formado por dos troncos de cono desiguales unidos por sus bases mayores.
Parte interior de mampostería de ladrillos refractarios de 60-100 cm de espesor
Parte exterior revestida de plancha de acero reforzada con zunchos.
3.2. EL ALTO HORNO
Partes del alto horno: (de arriba abajo)
a) Tragante
b) Cuba
c) Vientre
d) Etalajes
e) Crisol


En la parte superior de la cuba se produce el secado, precalentamiento y deshidratación a Tª 200 – 450ºC
En la parte inferior de la cuba, es la zona de reducción 400 – 1200ºC
En los etalajes zonas de carburación y fusión 1800ºC
La ganga se ha combinado con el fundente formando la escoria que sale por la bigotera.
Por la piquera sale el arrabio
3.2.1. PROCESO DE OBTENCIÓN DEL ARRABIO

ARRABIO, producto principal del Alto Horno. 90-95% de hierro. Puede ser de dos tipos:
a) Hematites, para piezas fundidas en molde
b) Básico, para fabricación de acero en convertidor soplado por oxígeno.
ESCORIA, material de desecho que sobrenada el arrabio en el crisol, por su menor densidad. Sus aplicaciones son:
a) Áridos para hormigón
b) Aislantes térmicos
c) cementos
3.2.2. PRODUCTOS DEL ALTO HORNO
TEMA 6: MATERIALES FERROSOS
4. PROCEDIMIENTOS DE OBTENCIÓN DEL ACERO
Para la obtención del acero se utilizan como materias primas el arrabio liquido del alto horno y la chatarra de acero.
Se diferencian en la forma y tipo de energía aportada:
MARTIN - SIEMENS
BESSEMER - THOMAS
CONVERTIDOR LD
HORNOS ELÉCTRICOS
TEMA 6: MATERIALES FERROSOS
4.1. PROCEDIMIENTO MARTIN - SIEMENS
• Permite cargas de tipo sólido, líquido o mixto.
• Permite distintos tipos de mezclas, luego se obtienen productos definidos.
• La solera puede ser ácida, básica o neutra.
• Según la proporción de gas-aire podemos tener una atmósfera oxidante (para quemar o descarburar), reductora (para eliminar el oxígeno) o neutra (para mantener la Tª).
• Los gases del horno se les hace pasar por cámaras calentándolas; luego se invierte el sentido, hacía otras cámaras frías. La corriente gaseosa atraviesa el horno en un sentido y otro alternativamente.

TEMA 6: MATERIALES FERROSOS
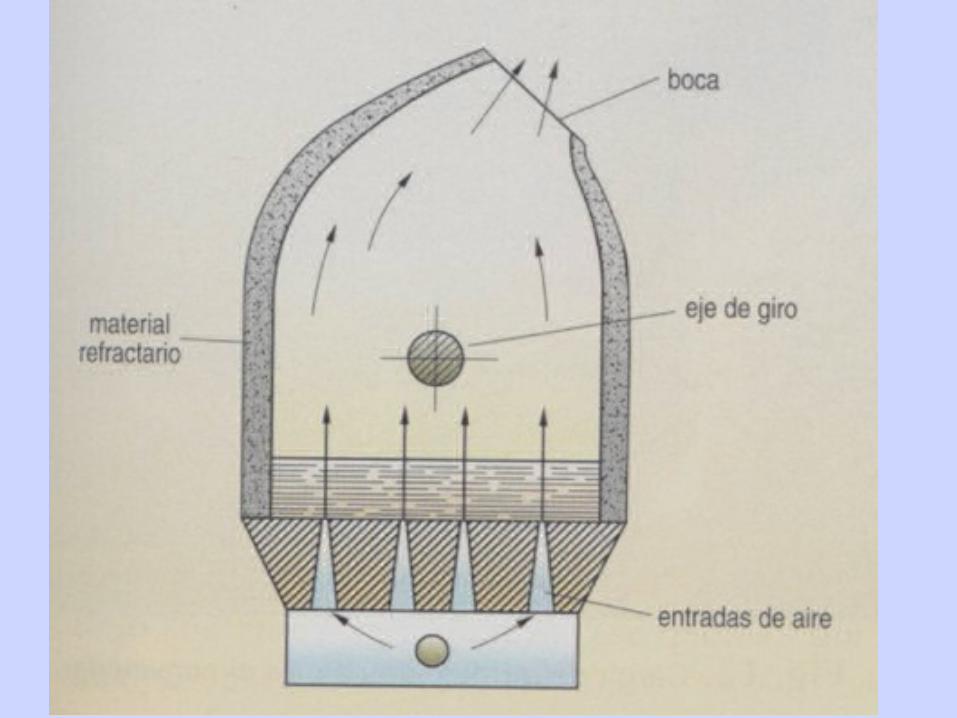
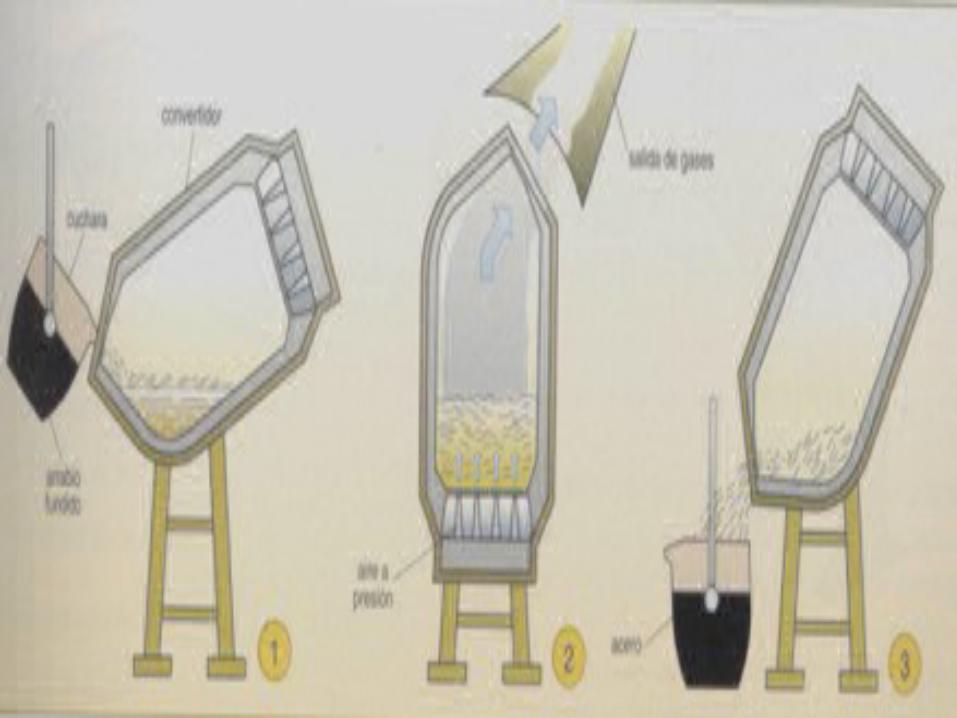
4.2. CONVERTIDOR BESSEMER - THOMAS
• Permite descarburar la fundición gracias a una corriente de aire comprimido que atraviesa la masa de fundición líquida contenida en el convertidor.
• Tres fases: llenado, soplado y vaciado.
•El proceso se puede detener cerrando la entrada de aire.
• Bessemer revestimiento ácido, Thomas básico.

4.3. CONVERTIDOR LD
• El oxígeno se inyecta a alta presión (10-14 at.)a través de un tubo refrigerado (lanza).
• Fases del proceso:
Carga
soplado y afino
Colada o vaciado
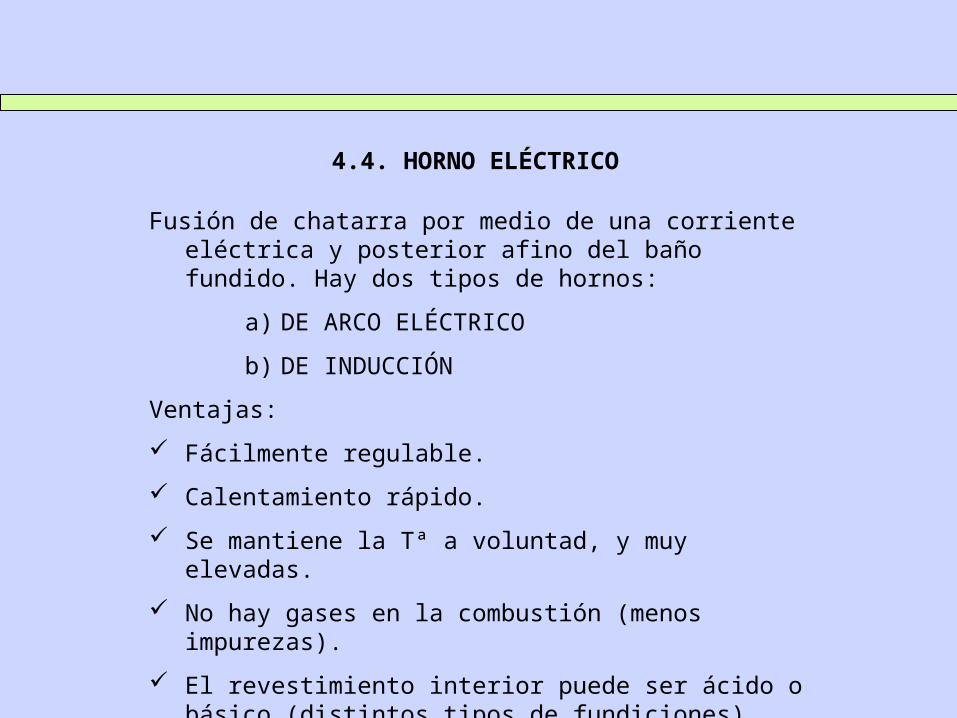
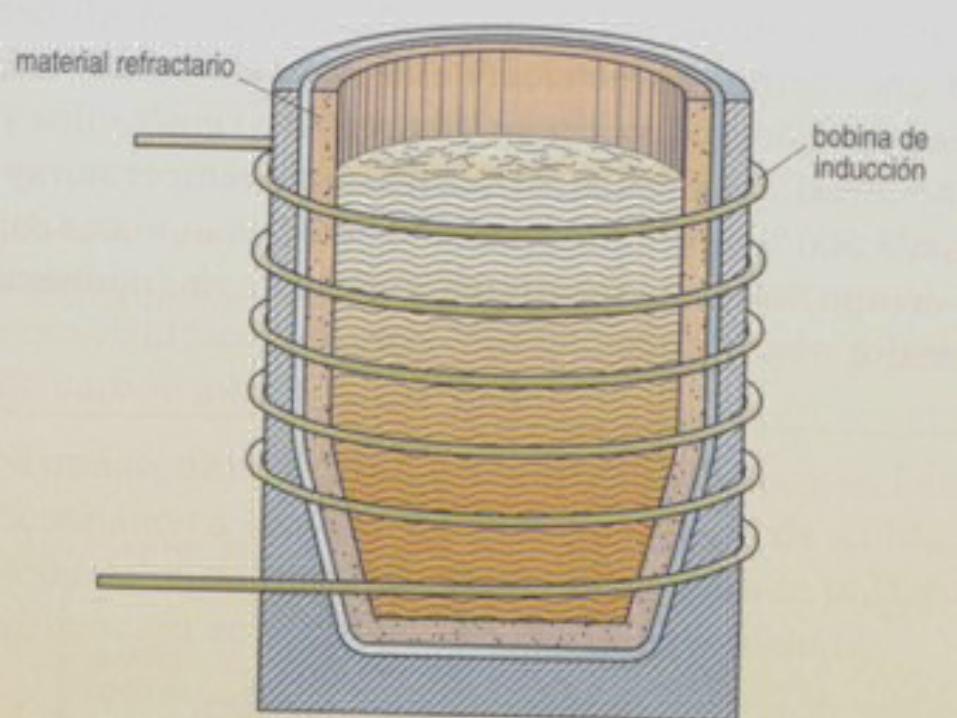
4.4. HORNO ELÉCTRICO
Fusión de chatarra por medio de una corriente eléctrica y posterior afino del baño fundido. Hay dos tipos de hornos:
a) DE ARCO ELÉCTRICO
b) DE INDUCCIÓN
Ventajas:
Fácilmente regulable.
Calentamiento rápido.
Se mantiene la Tª a voluntad, y muy elevadas.
No hay gases en la combustión (menos impurezas).
El revestimiento interior puede ser ácido o básico (distintos tipos de fundiciones).




4.5. COLADA DEL ACERO
• El ACERO sale del horno en estado líquido, hay que solidificarlo, varios métodos:
Vertiendo el acero sobre moldes de forma establecida (acero moldeado)
Colar el acero líquido sobre moldes prismáticos (lingoteras), para transformarlo luego por laminación o forja.
Colada continua del acero obteniendo directamente el semiproducto deseado.

4.6. OBTENCIÓN DE PRODUCTOS COMERCIALES
• Hay distintos caminos para obtener el acero sólido, pero es necesario transformarlo en productos comerciales. Se realiza por los siguientes procedimientos:
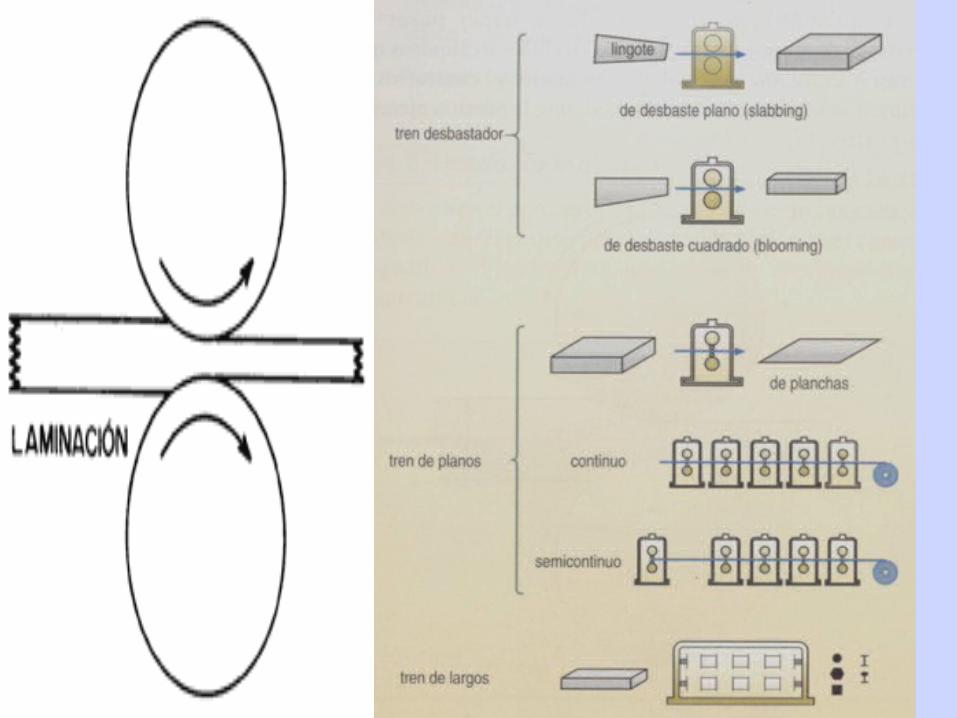
Laminación
Forja
Estampación
Moldeo
La laminación consiste en hacer pasar un material entre dos rodillos o cilindros que giran a la misma velocidad y en sentidos opuestos, y reducen la sección transversal mediante la presión ejercida por éstos.
Puede realizarse en frío o en caliente (800 – 1250º C)

5. ESQUEMA DE UNA SIDERÚRGIA INTEGRAL


6. PRODUCTOS SIDERÚRGICOS
HIERRO DULCE (cuando C entre 0.008 – 0.025 %)
ACEROS (0.025 – 2.1 %)
FUNDICIONES (2.1 – 6.67 %)
GRAFITO (>6.67 %)
FERROALEACIONES


CLASIFICACIÓN DE LOS ACEROS
• COMPOSICIÓN
• DESIGNACIÓN NUMÉRICA
UNE 36000
ACEROS AL CARBONO O NO ALEADOS
ACEROS ESPECIALES O ALEADOS
Presencia de otros elementos < 0.7%
De baja aleación: 1 – 5 %
De alta aleación: > 5%
F significa producto ferroso
1ª cifra indica la serie
2ª cifra indica el grupo
3º cifra indica el individuo
4º cifra numeración cronológica

ALEACIONES
• Ni > Resistencia < Oxidación• Cr > Resistencia > Dureza • Cr-Ni >> Resistencia< Oxidación > Dureza 18% Cr- 8% Ni – Inox
2% Cr- 5% Ni• Si > 0,3% > Elasticidad Resortes• Mg Neutraliza al azufre para temple p/alto desgaste• Al 1,5% > dureza superficial• Mo > Resistencia tracción para temple• V < Fragilidad Resortes y
herramientas• W > Dureza Herramientas• Co -W >> Dureza Herramientas• Ti < Oxidación

PRESENTACIÓN COMERCIAL DEL ACERO
Productos planos, planchas y chapas de 0.5 – 3 mm
Productos largos, sección pequeña y gran longitud, barras de distintas secciones:
Cuadrada
Rectangular (pletina)
Redonda
Exagonal
Media caña
Triangular
Alambre
Perfiles, formas variadas y longitud variable: angular de lados iguales (L), angular de lados desiguales (L), angular en I, H (o doble T), en U, en T, perfiles tubulares (redondo, cuadrado, perfilado)
FUNDICIONES
• FUNDICIÓN GRIS, presenta el C en forma de grafito laminar: Funde a 1200º C Tenaz, pero poca dureza Soporta altas presiones y temperaturas sin dilatarse
FUNDICIÓN BLANCA, presenta el carbono en forma de carburo de hierro Fe3C (cementita) de color blanco. Funde a 1150º C Es muy dura, pero frágil Difícil de mecanizar por su dureza.
FUNDICIÓN ATRUCHADA, propiedades mezcla de las anteriores. FUNDICIÓN MALEABLE PERLÍTICA, mediante recocido a 900º C de la fundición
blanca se produce a su descarburación (de 2-4% a 1-1.5%), eliminando la fragilidad, aumentando la resistencia a tracción.
FUNDICIÓN MALEABLE BLANCA, el C de la cementita, ha desaparecido total o parcialmente.
FUNDICIÓN MALEABLE NEGRA, C de la cementita precipita en copos de grafito. FUNDICIÓN DE GRAFITO ESFEROIDAL O NODULAR, por adición de Cerio o Mg
FERROALEACIONES
PRODUCTOS SIDERÚRGICOS QUE CONTIENEN ADEMÁS DEL HIERRO, UNO O VARIOS ELEMENTOS QUE LO CARACTERIZAN. Se emplean como materia prima para procesos metalúrgicos: Ferromanganesos, Ferrocromos, Ferrosilicios, Ferrovanadios, Ferroníquel, Ferrovolframio.
CONGLOMERADOS FÉRREOS
Formados por la unión entre sí de distintos tipos de polvos metálicos. Se pueden comprimir en un molde a altas presiones y temperaturas, obteniéndose una masa compacta solidificada. El proceso se llama siterizado o metalúrgia de polvos.