la lubricaciÓn - epetrg.edu.arepetrg.edu.ar/apuntes/plaza/cap 6 - lubricacion.pdf · colegio prov....
TRANSCRIPT

Colegio Provincial de Educación Tecnológica
Trayecto Técnico Profesional
Equipos e Instalaciones Electromecánicas
Capítulo 6: La Lubricación
Módulo: Orientación en Mantenimiento
-35-
CPET RG
TdeF
Colegio Prov. de Educ. Tecnológica
Río Grande
Equipos e Instalaciones
Electromecánicas
CAPÍTULO 6
LA LUBRICACIÓN Generalidades
La lubricación es una actividad que generalmente es realizada según los mismos conceptos del M.P.
En efecto, es una tarea basada en rutinas de inspección, pero además se agrega la acción, constituida por el cambio o agregado de lubricantes.
También se agrega el recambio de filtros y partes componentes de los sistemas de lubricación centralizada.
Lubricación
PLAN DE LUBRICACIÓN: Administrativamente lo consideramos igual que el Plan de Inspecciones,
con las siguientes aclaraciones: 1. CODIFICACIÓN DE LUBRICANTES: Si se usara dentro del Plan la nomenclatura comercial
de los lubricantes, sería necesario una reforma de todos los planes de lubricación cada vez que se cambie algún producto en uso, por cualquier circunstancia. Además en algunos lubricantes
de gran consumo, no es conveniente depender de una marca, pues lo que interesa es disponer al precio más bajo posible un producto que reúna especificaciones precisas. Estas consideraciones
dieron origen a una codificación de lubricantes, cuya formación lógica se puede ver en la hoja siguiente.
Con los lubricantes codificados con una letra y tres números, es mucho más simple la identificación de la relación "punto a lubricar / lubricante a usar" y ésta es independiente de la
marca en uso circunstancialmente.
2. OBJETIVOS DEL PLAN DE LUBRICACIÓN a) Usando la división en equipos mencionada, determinar todos los puntos por lubricar;
b) seguir las recomendaciones de los lubricantes, cuando existan, o determinándolo en cada caso en particular, para fijar la relación punto por lubricar-lubricantes por usarse; c) determinar la frecuencia;
d) especificar las normas de los recambios; e) programar, controlar ejecución y resultados de todo lo establecido.
Normas para recambio de lubricantes
La tendencia general es la de efectuar cambios solamente en función del tiempo. Esto es justificable sólo cuando la cantidad de lubricante por cambiar es pequeña o cuando se conoce perfectamente la
evolución, en el tiempo, de los parámetros característicos de los lubricantes en cada condición de uso.
Aun donde las cantidades son pequeñas, es importante llegar a conocer la evolución mencionada, para determinar los intervalos óptimos. Para lograr metódicamente lo explicado, se fijan algunos parámetros
de control, se especifican sus límites y se establece un plan de análisis periódicos que efectúa el Laboratorio Químico. Sus resultados permiten tener los conocimientos necesarios para decidir los
cambios importantes y optimizar los recambios por tiempo.
Los parámetros que se usan, son: a) La viscosidad, cuya variación en el tiempo se acepta siempre que no sea superior a la original en un 25 %, tomada en S.S.U. a 37,8 °C;
b) el contenido en agua, que no debe superar el 2 % para los aceites E.P.;

Colegio Provincial de Educación Tecnológica
Trayecto Técnico Profesional
Equipos e Instalaciones Electromecánicas
Capítulo 6: La Lubricación
Módulo: Orientación en Mantenimiento
-36-
CPET RG
TdeF
Colegio Prov. de Educ. Tecnológica
Río Grande
Equipos e Instalaciones
Electromecánicas
c) la acidez, cuya variación se mide con el número de neutralización; su máximo se define de acuerdo a cada caso, en relación al del lubricante sin uso;
d) el índice de viscosidad, como elemento de comparación.
Programación de las rutas de lubricación
1. Los medios
Sobre la base de la Carta de Lubricación y los puntos por lubricar, se confeccionan las Rutas, que luego
se programan. Se usan las mismas tarjetas de las inspecciones, cambiando solamente los datos (ver figura); estos son:
— Equipo. — Puntos por lubricar (con indicaciones para ubicarlos, si es necesario).
— Lubricante por usar (indicando su código). — Indicaciones de cómo lubricar. — Precauciones de seguridad.
El reverso de esta tarjeta es la siguiente:
Colegio Provincial de Educación Tecnológica
Trayecto Técnico Profesional
Equipos e Instalaciones Electromecánicas
Capítulo 6: La Lubricación
Módulo: Orientación en Mantenimiento
-37-
CPET RG
TdeF
Colegio Prov. de Educ. Tecnológica
Río Grande
Equipos e Instalaciones
Electromecánicas
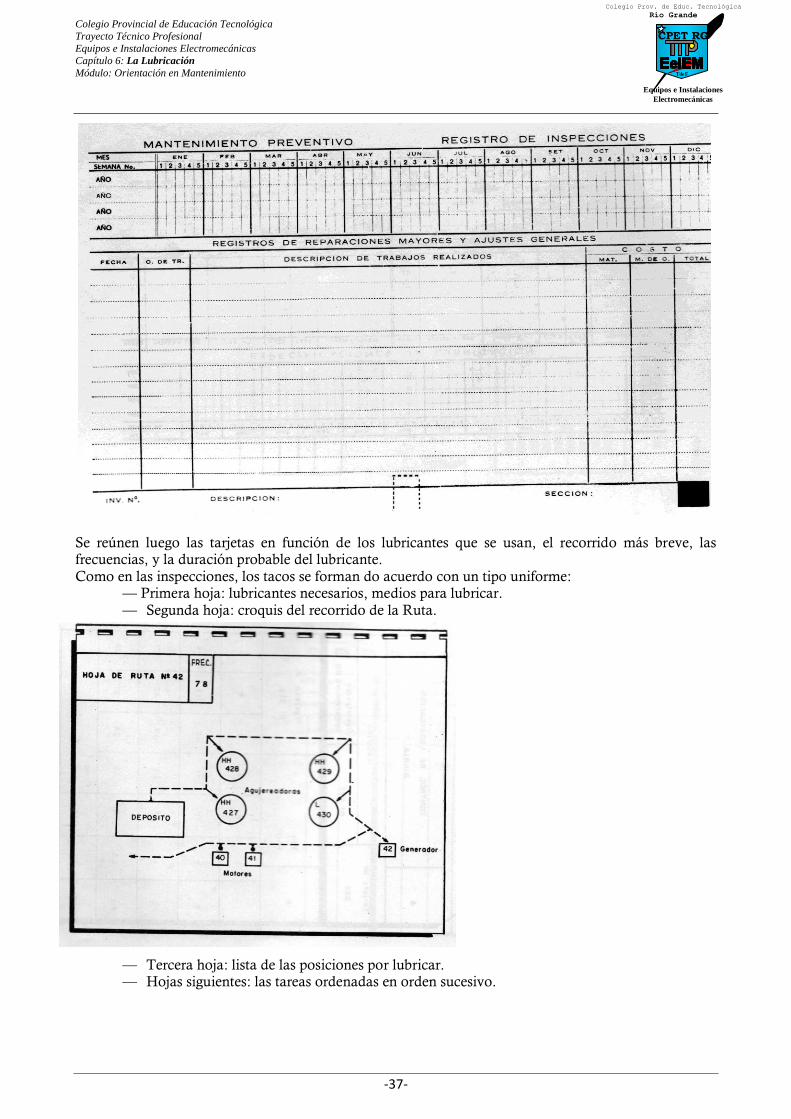
Se reúnen luego las tarjetas en función de los lubricantes que se usan, el recorrido más breve, las frecuencias, y la duración probable del lubricante.
Como en las inspecciones, los tacos se forman do acuerdo con un tipo uniforme: — Primera hoja: lubricantes necesarios, medios para lubricar.
— Segunda hoja: croquis del recorrido de la Ruta.
— Tercera hoja: lista de las posiciones por lubricar. — Hojas siguientes: las tareas ordenadas en orden sucesivo.

Colegio Provincial de Educación Tecnológica
Trayecto Técnico Profesional
Equipos e Instalaciones Electromecánicas
Capítulo 6: La Lubricación
Módulo: Orientación en Mantenimiento
-38-
CPET RG
TdeF
Colegio Prov. de Educ. Tecnológica
Río Grande
Equipos e Instalaciones
Electromecánicas
Para programar la ejecución de las Rutas, se usa el mismo sistema de las inspecciones; un Plan de Trabajo, elaborado con frecuencias, lo que permite la impresión de programas-patrones, uno para cada
día de la semana. En esta forma, se obvia el uso de los clásicos sistemas de señalización gráfica por medio de Kardex o
tableros y todo se reduce al envío diario del programa, que es el mismo que contiene las inspecciones y las reparaciones programadas, al que sólo se le deben añadir las lubricaciones mensuales o trimestrales
contenidas en el Plan de Trabajo. 3. Control de cumplimiento y resultados
La persona que realiza la Ruta de Lubricación, llena, al finalizar la tarea, una Hoja de Novedades (la
misma que para inspecciones), donde sólo anota las posibles anormalidades que puedan ocurrir a lo largo de la ruta. Esta Hoja de Novedades es entregada al Jefe de Turno, quien la visa y firma. Luego de
ser vista y comentada también por la Sección responsable, pasa a Programación, donde se marca la ejecución en el Plan de Trabajo y se redactan Reparaciones Programadas si alguna observación lo
requiere y, finalmente, se archiva. La lubricación diaria se controla con una tarjeta como la siguiente:
Colegio Provincial de Educación Tecnológica
Trayecto Técnico Profesional
Equipos e Instalaciones Electromecánicas
Capítulo 6: La Lubricación
Módulo: Orientación en Mantenimiento
-39-
CPET RG
TdeF
Colegio Prov. de Educ. Tecnológica
Río Grande
Equipos e Instalaciones
Electromecánicas
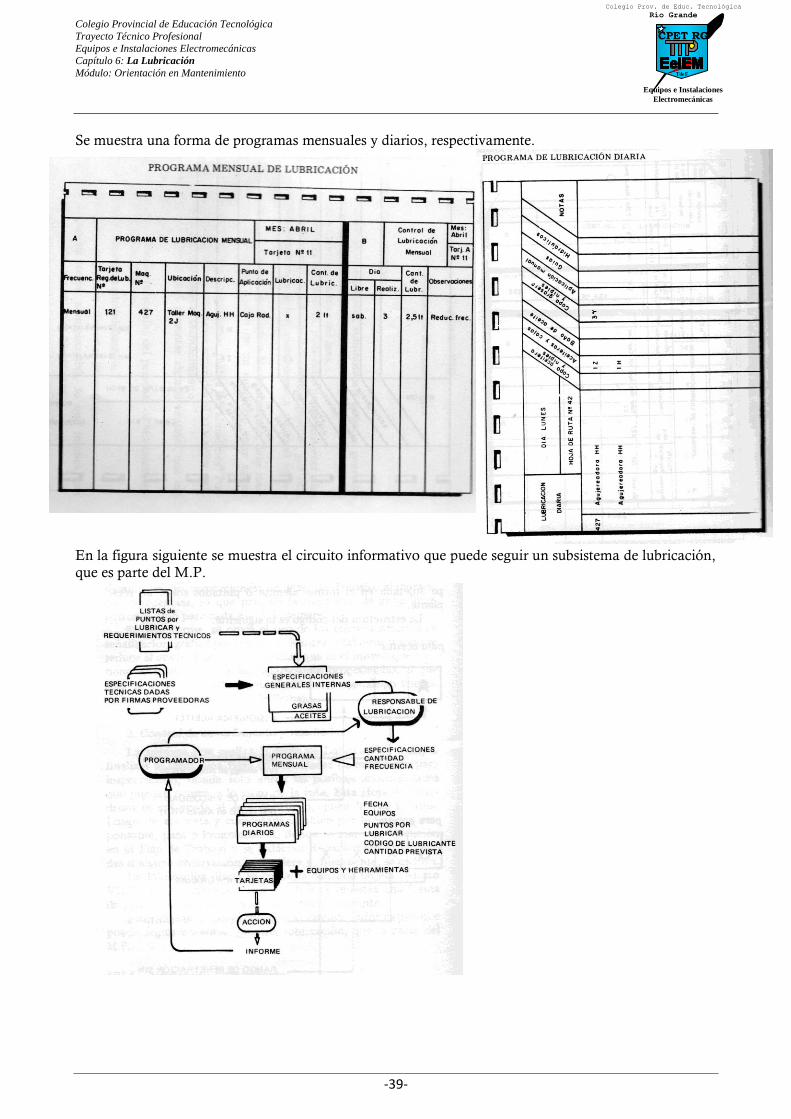
Se muestra una forma de programas mensuales y diarios, respectivamente.
En la figura siguiente se muestra el circuito informativo que puede seguir un subsistema de lubricación,
que es parte del M.P.

Colegio Provincial de Educación Tecnológica
Trayecto Técnico Profesional
Equipos e Instalaciones Electromecánicas
Capítulo 6: La Lubricación
Módulo: Orientación en Mantenimiento
-40-
CPET RG
TdeF
Colegio Prov. de Educ. Tecnológica
Río Grande
Equipos e Instalaciones
Electromecánicas
Codificación de los lubricantes
Para facilitar el almacenamiento y el uso de lubricantes en planta, se ha adoptado un código alfanumérico, que, además de distinguir cada lubricante, refleja varias de sus propiedades que son de
suma utilidad conocer por parte de Mantenimiento. También es destacable que este código facilitará la tarea de identificar cada punto de lubricación pues
consta de letras y números que en total no exceden de cuatro y que, por lo tanto, son factibles de ser estampados en una pequeña chapa sujetada en el mismo alemite o pintados sobre un recipiente.
La estructura del código es la siguiente:
MANTENIMIENTO DE COJINETES
Los cojinetes, sean éstos a rodillos (cónicos, cilíndricos, de agujas, etc.) o bolillas, son hoy en día usados por la mayoría de las máquinas instaladas en las plantas industriales.
Se puede afirmar que el estado general y la vida útil de las máquinas dependen de los rodamientos; de ahí la importancia fundamental que debe tener para un jefe de mantenimiento el cuidado de los
cojinetes. Como estos elementos necesitan ciertos cuidados para poder dar un rendimiento adecuado, están
protegidos por cajas, dentro de las cuales se encuentra el lubricante convenientemente protegido de los agentes exteriores, tales como polvo, suciedad, humedad, etcétera, que acortan la vida útil del
lubricante y, por ende, del cojinete. Los cojinetes están formados por dos anillos o cuerpos concéntricos, entre los cuales se encuentran las
pistas, donde están ubicadas las bolillas o los rodamientos,

Colegio Provincial de Educación Tecnológica
Trayecto Técnico Profesional
Equipos e Instalaciones Electromecánicas
Capítulo 6: La Lubricación
Módulo: Orientación en Mantenimiento
-41-
CPET RG
TdeF
Colegio Prov. de Educ. Tecnológica
Río Grande
Equipos e Instalaciones
Electromecánicas
Al estar instalados sobre el eje de la máquina, es preciso evitar golpes y choques (esfuerzos radiales), pues esto puede ocasionar que los rodillos y bolillas produzcan rayaduras o abolladuras en las pistas,
que, aun siendo imperceptibles a simple vista, pueden motivar que durante la marcha se perciban ruidos en el cojinete y que éste se desgaste rápidamente. La limpieza y el orden deben ser los aliados
inseparables en el manipuleo de estos elementos. En caso de ser necesaria la remoción o cambio de un cojinete, éste jamás debe montarse o desmontarse
con golpes directos de maza o martillo. Para montarlo se hace necesario un previo calentamiento en un baño de aceite mineral a una temperatura promedio de unos 80° C (puede llegarse, de ser necesario, a
120° C), con lo cual se conseguirá una dilatación uniforme del anillo interior que hará posible el montaje del rodamiento en el eje de la máquina. Una vez presentado, se ha de tomar un trozo de tubo
metálico de igual diámetro al aro interior del cojinete, e, interponiéndole o no un taco de madera, se ha de golpear suavemente con una maza o martillo para montarlo en el eje.
El tipo de aceite empleado para el calentamiento previo de los cojinetes es el usado en los transformadores e interruptores en baño de aceite. Son aceites que se obtienen de la destilación del petróleo y cuyo punto de inflamación es del orden de los 140° C. La temperatura del baño debe
controlarse con un termómetro para no exceder los 80° C que se han indicado como término medio, pues mayores temperaturas pueden afectar el acero de los cojinetes, es decir, se pueden alterar sus
propiedades. Jamás se debe calentar un cojinete con medios eléctricos, con soplete o con alguna forma de llama, pues esto originará calentamientos desiguales que arruinarán el material.
Después de montado, y una vez frío, se verificará que el aro interior no gire sobre el eje, pues, como se comprenderá, esto arruinaría el mismo. Igualmente, se procederá a aplicar la cantidad necesaria y
suficiente del lubricante que haya aconsejado el fabricante o especialista en lubricación. El jefe de mantenimiento debe siempre tener presente que la correcta lubricación de los cojinetes, como
también de cualquier máquina, asegura un funcionamiento correcto, prolonga la vida útil de los elementos sujetos a rozamientos y reduce el consumo de energía, aumentándose así el rendimiento del
equipo. Por cantidad necesaria y suficiente de lubricante se debe entender la aplicación no sólo del lubricante
adecuado, sino también en el lugar que corresponda, a intervalos y en cantidades correctas. Para cada máquina en particular, el jefe de mantenimiento debe aceptar el lubricante sugerido por el fabricante,
pues así podrá seleccionar esmeradamente los lubricantes que ha de emplear en la planta con la seguridad de que los mismos se han basado en un estudio del proyecto y materiales empleados en la
fabricación de la máquina y de sus condiciones de servicio. La finalidad del mantenimiento preventivo es precisamente mantener una cantidad económica y
racional de lubricantes que sea compatible con el buen funcionamiento de la maquinaria, reduciendo así los gastos de mantenimiento y operación y el riesgo de errores en la aplicación de los mismos. Se
hace entonces imprescindible una organización en el almacenamiento y distribución de los lubricantes. Los lubricantes líquidos (aceites) deben almacenarse en tanques o en sus envases originales,
ubicándolos sobre caballetes metálicos y dotándolos de bombas o grifos bajo los cuales se dispongan bandejas adecuadas para recolectar los excedentes.
Conviene disponer en estos recipientes inscripciones que indiquen el tipo de aceite contenido y sus aplicaciones, como parte de un plan de lubricación preventiva correctamente planificada. En realidad,
se están haciendo estas consideraciones sobre lubricación porque el capítulo de cojinetes es el más adecuado para estos comentarios, ya que ellos son los componentes de las máquinas más íntimamente
ligados con la lubricación. El almacenamiento de las grasas lubricantes o grasas consistentes, como se las llama en el mundo del
mantenimiento, debe hacerse en envases bien cerrados para evitar contaminaciones. Durante la extracción de grasas debe evitarse el uso de trozos de madera u otros dispositivos rudimentarios que
implican el riesgo de contaminaciones por la suciedad, humedad; etc., que aportan. El operario encargado de entregar los lubricantes debe efectuar sus entregas a los mecánicos y demás
inspectores (lubricadores) en forma controlada y con elementos adecuados, tales como aceiteras o aparatos de engrase especiales para aplicación directa que eviten trasvases, que sólo sirven para acumular impurezas y contaminaciones.
La correcta selección del lubricante debe ir acompañada de la correcta selección del cojinete en función de los esfuerzos que éste ha de soportar (axiales, radiales o una combinación de ambos esfuerzos).

Colegio Provincial de Educación Tecnológica
Trayecto Técnico Profesional
Equipos e Instalaciones Electromecánicas
Capítulo 6: La Lubricación
Módulo: Orientación en Mantenimiento
-42-
CPET RG
TdeF
Colegio Prov. de Educ. Tecnológica
Río Grande
Equipos e Instalaciones
Electromecánicas
Condiciones tales como la viscosidad del lubricante están íntimamente ligadas con la velocidad de rotación y temperatura del cojinete, impuestas por las condiciones de trabajo y características de la
marcha. Para extraer cojinetes se utiliza una herramienta especial llamada extractor, que también tiene
aplicación para trabajos con poleas. Para efectuar el engrase o limpieza debe precederse con la mayor pulcritud al abrirse las cajas donde están alojados estos elementos. Es imprescindible la limpieza de las
tapas y cajas antes de desmontar los cojinetes, engranajes o poleas, para evitar que la suciedad penetre en los mismos.
Al efectuarse la extracción, la limpieza se efectúa con disolventes apropiados (tetracloruro de carbono, nafta común, querosene, etc.). El tetracloruro de carbono tiene la ventaja de no ser inflamable, pero sus
vapores son tóxicos, por lo cual debe trabajarse en locales bien ventilados. El querosene, aunque económico, no es muy recomendable porque puede ser causante de la formación de moho,
contribuyendo de esta manera a que se alteren las pistas.' Los cojinetes, una vez limpios, deben secarse con trapos secos que no formen hilachas y pelusas. Antes
de aplicar la grasa lubricante es aconsejable depositar en las pistas algunas gotas de un aceite mineral liviano, por ejemplo, SAE 10.
No es recomendable cargar grasa en exceso, pues se producirán recalentamientos (por la mala disipación del calor generado durante la rotación) que terminarán por producir durezas indeseables.
Esta anormalidad dañará las pistas, pues producirá rayaduras y/ó abolladuras. En motores provistos de rodamientos y en condiciones normales de funcionamiento, sin condiciones de servicio muy exigentes,
la grasa que pone el fabricante es normalmente útil por un lapso de dos años, aproximadamente. No obstante, en la mayoría de los casos, los motores de poca potencia están dotados de cojinetes de
deslizamiento. En estos elementos, la lubricación se efectúa con aceites lubricantes de buena calidad, normalmente una vez por año, según las condiciones de servicio. Por el ruido que deja percibir un cojinete durante la marcha es posible determinar si su lubricación es satisfactoria.
Este ruido se aprecia mejor apoyando la punta de un destornillador o el extremo de una barra metálica contra la caja del cojinete y aplicando el oído en el otro extremo.
Si el cojinete está bien, se oye un ligero zumbido. Si se perciben chirridos, esto indica que el cojinete está con falta de lubricante, mientras que crujidos o golpes indican que las bolillas o aro han sufrido
averías. Cuando la caja de cojinetes tiene boquilla para efectuar el engrase, debe sacarse el tapón de purga e inyectar lubricante hasta que comience a advertirse que por el tapón de purga comienza a salir
lubricante limpio. Las llamadas válvulas de engrase se utilizan en la mayoría de las máquinas de tamaño mediano y
grande. Existiendo este dispositivo, la grasa debe aplicarse conforme a las instrucciones de la chapa de características. La lubricación debe practicarse mientras la máquina está en marcha. Es éste un sistema
de engrase a presión y descarga que permite purgar la grasa usada. Debido a esto, la limpieza completa de los cojinetes sólo será necesaria después de ciertos intervalos (por ejemplo, anualmente).
Si existen partes próximas en movimiento, por razones de seguridad, el engrase se hará con la máquina detenida. En este caso se inyecta sólo la mitad del lubricante, después de lo cual se pone en marcha la
máquina y se permite que gire durante un minuto más o menos. Se detiene nuevamente la marcha y se aplica el resto de lubricante.
La limpieza integral de los cojinetes se realizará cada vez que se desmonte la máquina para cumplir una orden de reparación. Se usarán los disolventes indicados anteriormente, que eliminan rápidamente la
grasa inservible. Otro disolvente empleado, aunque de acción menos eficaz que el tetracloruro de carbono, es un aceite mineral liviano (tipo SAE 10) calentado a unos 70° C.
En las máquinas nuevas, cuando se ponen en marcha por primera vez, y en las usadas que han permanecido inactivas durante mucho tiempo, debe inyectarse grasa antes de efectuar el arranque.
Cuando la grasa nueva comienza a salir por el tapón de purga esto indicará que la lubricación es ya correcta.
Pasada una semana, se repondrá nuevamente el lubricante. En estos casos, como ya se ha indicado, se eliminará completamente la suciedad acumulada en la boquilla para evitar su ingreso al cojinete. Las
válvulas de engrase son ventajosas para máquinas que deben operar en lugares polvorientos.

Colegio Provincial de Educación Tecnológica
Trayecto Técnico Profesional
Equipos e Instalaciones Electromecánicas
Capítulo 6: La Lubricación
Módulo: Orientación en Mantenimiento
-43-
CPET RG
TdeF
Colegio Prov. de Educ. Tecnológica
Río Grande
Equipos e Instalaciones
Electromecánicas
En estos casos se practicará una lubricación más frecuente que la indicada en la chapa de características, Como siempre, primará el criterio fijado por el jefe de mantenimiento.
Los cojinetes no deben sacarse de los ejes a menos que ello sea imprescindible. Esta operación debe efectuarla un operario calificado y con las herramientas especiales (extractores).
Nunca deben hacerse esfuerzos axiales sobre los aros exteriores. Si el aro interior ha estado girando sobre el eje y ha sufrido averías, no bastará con cambiar el rodamiento.
En este caso será necesario rectificar el eje o incluso cambiarlo, según el grado de desgaste y estado. La velocidad de giro y la temperatura de servicio son factores determinantes en el tipo y frecuencia de
lubricación. Conviene oír siempre, la opinión del fabricante o la del especialista en lubricación, para definir un
criterio frente a condiciones extremas de temperatura. Los cojinetes deben desembalarse sobre lugares limpios, sin sacarlos de sus envolturas originales hasta
el momento de instalarlos, lo cual debe hacerse lo antes posible. Las tapas protectoras de los escudos deben estar bien apretadas para evitar que penetre la suciedad. El montaje se hará aplicando una presión uniforme sobre toda la superficie del anillo, dando para ello
golpes suaves. Los cojinetes de deslizamiento, o sea, los que tienen aporte de metal antifricción, deben montarse
haciendo presión suave, sin golpearlos ni deformarlos. Las ranuras para la circulación del lubricante estarán exentas de la más ligera rebaba. Estos canales
deben estar bien limpios y libres de obstrucciones. La lubricación no debe efectuarse con el motor en marcha para evitar que el aceite llegue a los
devanados y salpique el suelo, con el consiguiente peligro de accidentes e incendios. Además, el aceite perjudica sensiblemente la aislación de las bobinas, pues ataca el barnizado.
Siempre deben emplearse aceites minerales de buena calidad. Se tomarán especiales precauciones para condiciones de servicio muy difíciles, tales como elevadas temperaturas o fuerte tracción de correas.
Los niveles de aceite, en caso que éstos existan, nunca deben llenarse hasta rebasar, puesto esto es antieconómico y perjudicial para la misma máquina.
Nunca debe emplearse aceite reacondicionado, pues suele contener residuos de alquitrán y ácidos provenientes de la oxidación o el mismo tratamiento, u otros factores indeseables.