la lubricación de grandes accionamientos de corona dentada la lubricación de grandes...
TRANSCRIPT

La lubricación de grandes accionamientos
de corona dentada
Lubricación sistemática con lubricantes adherentes y sistemas
de lubricación adecuados
Lubrication is our World

2
Indice Página
1. Prólogo 4
2. Observaciones técnicas sobre transmisiones 5
3. Observaciones tribotécnicas 9
4. Método de lubricación y forma de aplicación 11
4.1. Lubricación continua 14
4.1.1. Lubricación por baño de inmersión 14
4.1.2. Lubricación por transferencia 15
4.1.3. Lubricación por circulación 16
4.2. Lubricación intermitente 19
4.2.1. Lubricación por pulverización 19
4.2.2. Lubricación manual con pistola pulverizadora 19
4.2.3. Lubricación por pulverización automática 204.2.4. Aplicación del lubricante 21
4.2.5. Sistemas de lubricación por pulverización 25
4.2.6. Colocación de placas porta-boquillas 25
4.2.7. Imágenes de pulverización, control de las imágenes de pulverización 28
4.2.8. Alimentación de lubricante 28
5. Lubricación con sistema Klüber A – B – C 32
5.1. Lubricantes de imprimación del tipo A 34
5.1.1. Control de la imagen portadora de carga 35
5.2. Lubricantes de rodaje y de corrección tipo B 36
5.2.1. Rodaje con lubricación por pulverizaciónautomática 38
5.2.2. Rodaje con lubricación por baño de inmersión 38
5.2.3. Lubricación de rodaje con Klübermatic PA 39
5.2.4. Rodaje por graduación de carga 39
6. Rodaje forzado (rodaje rápido) 41
6.1. Lubricación de rodaje forzado por pulverización 42
6.2. Lubricación de rodaje forzado por baño de inmersión 42
6.3. Lubricación de rodaje forzado con Klübermatic PA 42
7. Lubricantes de servicio tipo C 43
7.1. Lubricación de servicio de transmisiones lubricadaspor pulverización 43
7.2. Lubricación de servicio de transmisiones lubricadaspor inmersión y circulación 44
8. Lubricantes de reparación y de corrección del tipo D 45
9. Lubricación y mantenimiento de transmisiones decoronas dentadas 48

3
Página
10. Servicios adicionales Klüber 50
10.1. Inspecciones 50
10.2. Documentación técnica 50
10.3. Reparaciones 50
11. Análisis de lubricante usado y documentación 51
11.1. Análisis de lubricante 51
11.2. Extracción de muestras 51
11.3. Documentación de la muestra de lubricante yrecomendaciones sobre el procedimiento posterior 51
12. Lubricantes transparentes Klüber para grandes accionamientos de corona dentada 52
12.1. Imprimación con Klüberplex AG 11-462 53
12.2. Lubricación de rodaje con Klüberfluid B-F 2 Ultra 53
12.3. Lubricación de rodaje forzado con Klüberfluid D-F 1 Ultra 53
12.4. Lubricación de servicio con Klüberfluid C-F...Ultra 54
12.5. Lubricación de reparación con Klüberfluid D-F 1 Ultra 54
13. Espesor de la película lubricante 55
14. Lubricación con sistema Klüber A – B – C y lubricación de reparación D – con lubricantes grafíticos negros, no transparentes– Cuadro de conjunto – 58
15. Lubricación con sistema Klüber A – B – C y lubricación de reparación D – con lubricantes de color claro o transparentes– Cuadro de conjunto – 59

4
Desde hace varios decenios, los grandes accionamientos de coronadentada han demostrado su gran efectividad en la construcción demaquinaria y de plantas industriales, y siguen siendo el tipo de acciona-miento más empleado en molinostubulares, tambores tubulares y hornosrotatorios en la industria de materiasprimas. En los últimos años se vienenutilizando en mayor medida otros tiposde accionamiento que progresiva-mente van sustituyendo a los acciona-mientos abiertos de piñón/corona.Se trata de accionamientos cerradoscon unión fija a la cubierta protectoradel engranaje, de accionamientos centrales, engranajes de tracción omotores anulares.Para la lubricación de estos engranajesse utilizan aceites minerales o sintéti-cos de alta calidad. Los accionamien-tos de piñón/corona, en cambio, seincluyen en el grupo de los denomina-dos “engranajes abiertos” y normal-mente están ejecutados como trans -misión de piñón único o de piñóndoble. Su principal ventaja respecto a otros tipos de accionamiento resideen que sus costos de adquisición son más reducidos.
Los grandes accionamientos decorona dentada se utilizan en impor-tantes instalaciones destinadas a laproducción de cemento, al procesa-miento de minerales y materias primas,así como en modernas centrales térmi-cas de carbón, plantas productoras defertilizantes, plantas químicas, incine-radoras de desechos e instalacionesde compostaje. En cualquier caso seotorga una importancia primordial a lafiabilidad y seguridad de funciona-miento de los engranajes, por lo quese plantean las más altas exigencias asu lubricación. La lubricación de los accionamientosde corona dentada de las instalacionescitadas es una tarea extremadamentecompleja. No sólo deben tenerse encuenta las particularidades constructi-vas de los “engranajes abiertos”, sinotambién sus muy diversas condicionesde funcionamiento y factores ambien-tales, así como el campo de aplicaciónen cada caso. Para garantizar una óptima lubricaciónde los accionamientos de corona den-tada no sólo resulta relevante el tipo delubricantes utilizados y sus característi-cas, sino también el método elegidopara aplicarlo a los flancos de los dientes. Por ello, es indispensable elegir el método de aplicación quemejor se adapte al tipo de lubricanteutilizado, a fin de asegurar que secumplen las condiciones óptimas de funcionamiento. Los lubricantes Klüber se fabricanmediante las más avanzadas técnicasde producción. Sólo seleccionamosaquellas materias primas que cumplenescrupulosamente una serie de crite-rios predefinidos, y en el momento deacceder a nuestras instalaciones sesometen a un estricto control de cali-dad. El proceso de producción esobjeto de supervisión permanente, y el producto acabado se somete apruebas periódicas. Todos estos pro-cedimientos cuentan con el certificadointernacional de calidad según lanorma DIN EN ISO 9001:2000 y hansido homologados según la normativamedioambiental DIN EN ISO 14001.
Prólogo1.
Fig. 2: Horno rotativo tubular con accionamiento de coronadentada
Fig. 1: Molino tubular con accionamiento de corona dentada
Fig. 3: Disposición posible de los piñones de transmisión de un accionamiento de piñón único y piñón doble

5
Generalidades Las transmisiones de corona dentadaen molinos y hornos rotativos tubularesnormalmente tienen una construcciónrobusta y funcionan a baja velocidad .En los molinos la velocidad periféricaes de 6 a 10 ms–1 y en los hornos 0,3 a 3 ms–1. Las características principales de lastransmisiones son:
� grandes pares de giro a la salida
� grandes – y a veces variables –distancias entre ejes
� módulos constructivos medianoshasta grandes
� anchura de dientes, según potencia de accionamiento, hasta aprox. 1200 mm.
El sistema más común es el dentadode evolvente, con geometría de flancoscorregidos. Respecto a la calidad deldentado de las transmisiones decorona dentada en hornos, están com-prendidas entre las calidades 9 y 10según ISO 1328 (AGMA 2000 = 8 y 9),y en molinos 8 y 9 según ISO 1328(AGMA 2000 = 9 y 10). Las relacionesde transmisión más usadas son entre 6 y 15.
MódulosEn los accionamientos de molinos suelen emplearse módulos de entre 18 mm y 36 mm, siendo estos últimos,de mayores dimensiones, los máshabituales en el sector de la minería.Los módulos más pequeños y losaccionamientos de engranaje helicoi-dal requieren un menor ancho delaccionamiento sin que ello signifiqueuna reducción de la transmisión defuerza, lo que se traduce en un ahorrode costos.
Los accionamientos de hornos suelenpresentar un dentado recto y eltamaño de sus módulos oscila entre 25 mm y 60 mm.
Las líneas de flancosLas transmisiones de corona dentadapueden tener un sistema de dentadoinclinado o recto. Las ventajas de undentado inclinado son un contactogradual de los flancos, la duraciónsuperior de engrane, el engrane den-tado suave y la reducción de ruidos enfuncionamiento. Sin embargo el ajustemecánico de las transmisiones condentado inclinado es más complicadoy este tipo de transmisión es más caro.
MaterialesTeniendo en cuenta que hoy en día sealcanzan potencias de transferencia deaprox. 8000 kW o más, y que los clien-tes solicitan componentes de cada vezmenor tamaño y mayores cargas espe-cíficas sobre los flancos del diente, esindiscutible que se requieren materialesespeciales tanto para las coronas comopara los piñones. Las antiguas coronasdentadas formadas por un cuerpo defundición de hierro con guarnición deacero forjado zunchada han quedadoprácticamente fuera de uso; actual-mente, junto al acero fundido y la fundi-ción nodular se imponen cada vez máslos diseños en los que las guarnicionesde forja de acero S 235 JR (St 37-2 o1.0037) o 42 Cr Mo 4 van soldadassobre un cuerpo de acero. Los flancosde los dientes presentan una dureza deentre 250 HB y 280 HB.Para las coronas dentadas de fundiciónse utiliza preferentemente la aleación G 34 Cr Ni Mo 6 con una dureza deflancos de 280 HB a 310 HB, o en algu-nos casos hasta 340 HB. Asimismo seemplea G 34 Cr Ni Mo 4 con 230 HBcomo máximo. Para la fundición nodu-
Observaciones técnicas sobre transmisiones2.
lar se suele utilizar GGG 70 u 80 conhasta 320 HB de dureza.Por su parte, los piñones de superficiemejorada suelen estar ejecutados en 30 Cr Ni Mo 8 con un grado de durezadel flanco de 280 HB a 310 HB, 350 HBcomo máximo. Los piñones templadosy rectificados son de acero 17 Cr Ni Mo 6 con una dureza de flancos de 58 HRC. La calidad superficial de losflancos rectificados (Ra) es de 0,8 a 1,6 μm y en los no rectificados, de 3,2 a4,0 μm. Las aleaciones de material y elgrado de dureza varía de un fabricantea otro, y pueden diferir de los valoresindicados.
najes han ido desarrollando sus pro-pias tecnologías de alineación en fun-ción del tamaño y del diseño de suscomponentes. Como norma generalpara la alineación de grandes acciona-mientos pueden servir de orientación lasfórmulas que aparecen en la gráfica C.No obstante, al realizar la alineación deuna unidad de accionamiento nuevadebería observarse el siguiente princi-pio: el movimiento muerto entre flan-cos tiene prioridad por encima de laholgura del fondo de diente, que a finde cuentas depende de aquél. Por loque respecta al alineamiento o realine-amiento de transmisiones que ya estánfuncionando, rige el principio contrario:la holgura del fondo de diente tieneprioridad, y el movimiento muerto entreflancos se deriva de la misma.
6
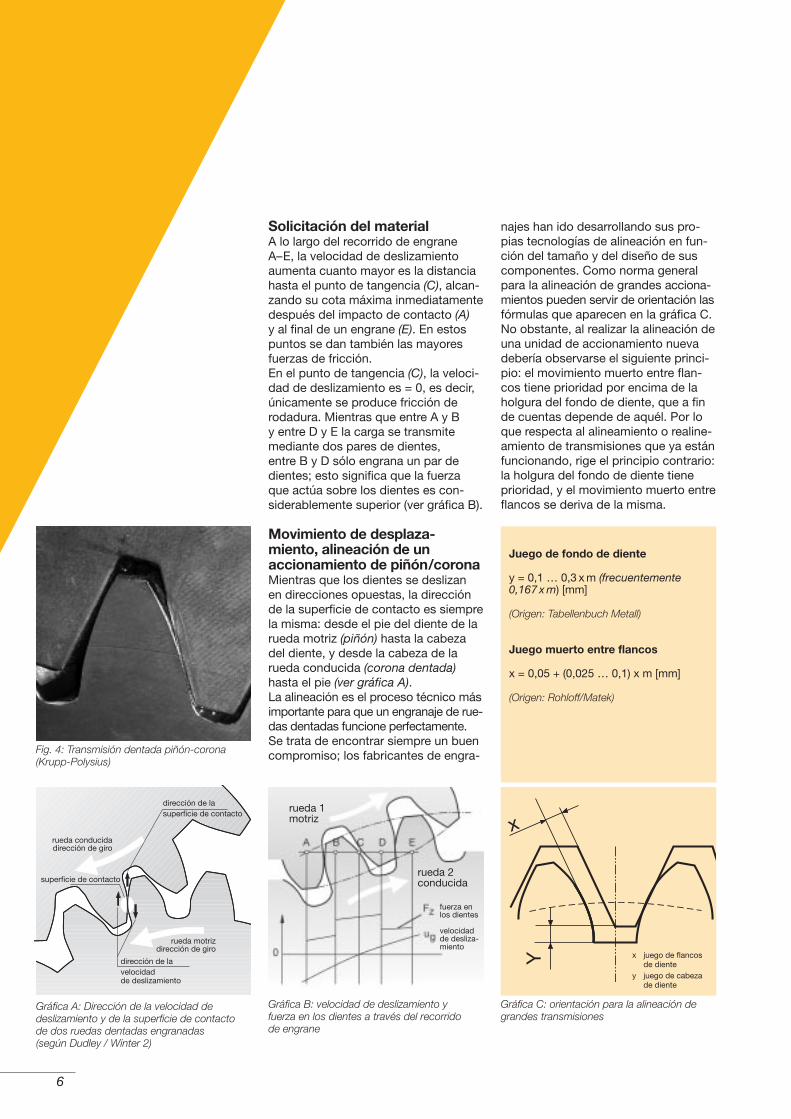
Solicitación del materialA lo largo del recorrido de engrane A–E, la velocidad de deslizamientoaumenta cuanto mayor es la distanciahasta el punto de tangencia (C), alcan-zando su cota máxima inmediatamentedespués del impacto de contacto (A)y al final de un engrane (E). En estospuntos se dan también las mayoresfuerzas de fricción.En el punto de tangencia (C), la veloci-dad de deslizamiento es = 0, es decir,únicamente se produce fricción derodadura. Mientras que entre A y B y entre D y E la carga se transmitemediante dos pares de dientes, entre B y D sólo engrana un par dedientes; esto significa que la fuerzaque actúa sobre los dientes es con -siderablemente superior (ver gráfica B).
Movimiento de desplaza -miento, alineación de un accionamiento de piñón/coronaMientras que los dientes se deslizan en direcciones opuestas, la direcciónde la superficie de contacto es siemprela misma: desde el pie del diente de larueda motriz (piñón) hasta la cabezadel diente, y desde la cabeza de larueda conducida (corona dentada)hasta el pie (ver gráfica A).La alineación es el proceso técnico másimportante para que un engranaje de rue-das dentadas funcione perfectamente.Se trata de encontrar siempre un buencompromiso; los fabricantes de engra-Fig. 4: Transmisión dentada piñón-corona
(Krupp-Polysius)
Gráfica C: orientación para la alineación degrandes transmisiones
Gráfica B: velocidad de deslizamiento y fuerza en los dientes a través del recorrido de engrane
fuerza enlos dientes
velocidadde desliza-miento
x juego de flancosde diente
y juego de cabezade diente
Juego de fondo de diente
y = 0,1 … 0,3 x m (frecuentemente0,167 x m) [mm]
(Origen: Tabellenbuch Metall)
Juego muerto entre flancos
x = 0,05 + (0,025 … 0,1) x m [mm]
(Origen: Rohloff/Matek)
rueda conducidadirección de giro
superficie de contacto
dirección de la velocidad de deslizamiento
dirección de la superficie de contacto
rueda motrizdirección de giro
rueda 1motriz
rueda 2conducida
Gráfica A: Dirección de la velocidad de deslizamiento y de la superficie de contacto de dos ruedas dentadas engranadas (según Dudley / Winter 2)

7
Piñón y corona dentadaLos piñones se fabrican de una solapieza en conjunto con su eje (porejemplo forjada), o bien por medio deuna fabricación separada del piñón ydel eje. En el segundo caso la fijaciónde los piñones en los ejes se realizapor medio de chavetas o de elementosde sujeción. Debido a su tamaño y pormotivos de transporte y montaje, lacorona dentada se fabrica casi exclusi-vamente en dos o más segmentos.En el proceso de montaje se fijan y
sujetan adecuadamente con gran pre-cisión los segmentos que conforman lacorona sobre el cuerpo de la máquina.Por medio de arrastre de fuerzas, elpar de giro del piñón es transmitido ala corona y de ésta al tubo rotativo.
Comportamiento de carga –Repartición de carga en elanchoUna importante desventaja de lastransmisiones de corona dentada, en
Fig. 6: Colocación por separado de la corona ydel piñón
Fig. 8: Fijación del piñón por elementos tensores anulares
elemento tensor anular
piñón
Fig. 5: Transmisión de corona dentada conpiñones basculantes, en estado de montaje(Krupp-Polysius)
Correcciones de perfil de flancosCorrecciones en el ancho
EReducción del pie
E
b
a
A
BA
EDBA
A
CC
CE
b
bE bE
b(b)
b
b
k
a Corrección del ángulo de chaflán
b Bombeado en el ancho
c Reducción final
Línea de engrane
Reducción de la cabeza
corregida
no corregida
Distribución de la carga
Correcciónde perfil
Reducción de la cabeza
Fig. 7: Corrección en el ancho de flancos de dientes y correcciones de perfil de flancos
Reducción del pie
ED

8
comparación con reductores cerrados,es la colocación separada de la coronadentada y del (los) piñon(es) con susinherentes dificultades en el montaje yajuste de los elementos de transmisión.Las deformaciones debidas a las car-gas, tolerancias de fabricación y delmontaje, así como los desplazamien-tos térmicos presentes – sobre todo enel caso de hornos rotativos tubulares –son frecuentemente la causa de inevi-tables errores de alineación. Estosfenó menos aumentan los problemasde reparto de cargas en todo el anchode los flancos y altura de los dientes.En el caso de un error de alineación enel engrane de los flancos del piñón conla corona dentada, se establece ensituación límite un solo punto de con-tacto. Al generarse una carga, porejemplo al llenar un molino, se produceuna línea de contacto en el dentadoengranado por causa de deformacio-nes elásticas del tubo rotativo, cuyalongitud depende de los factores comola potencia y la carga, flexibilidad delos dientes, fijación de la corona y valordel error de alineación entre los flancosde dientes. Una sustentación insufi-ciente constituye un tema importanteen el dimensionamiento de una trans-misión de corona dentada, ya que cier-tas sobrecargas locales podrían dañarel elemento de transmisión, ocasio-nando un gripado o formación de pittings en esa zona.
Piñones templadosDesde hace algunos años se fabricancada vez más piñones rectificadas degrandes dimensiones y superficial-mente tratados por medio de temple ycementación. Además de la resistenciaal gripado esencialmente mejorada,son ante todo la mejor geometría deldentado rectificado y la buena calidadde la superficie de los dientes los fac -tores que garantizan una mayor seguri-dad de trabajo. El ancho del piñón, conigual potencia nominal, puede ser másreducida, lo cual mejora la distribución
de la carga a lo ancho del diente. La fabricación de un piñón por estemétodo debe acompañarse con unacorrección de flancos en dirección lon-gitudinal y el rebajado simultáneo delos extremos de los dientes, de lacabeza y del pie. De esta forma esposible compensar el inconveniente deno poder ajustar los flancos de dientesdurante el rodaje y desgaste, en el casode engranajes templados. También en el caso de piñones no tem-plados la realización de estas correc-ciones de flancos es ya una prácticaestablecida.
Piñones basculantes, móvilesDesde siempre se ha intentado conse-guir diseños para la solución del pro-blema de distribución desigual decarga a lo ancho de los flancos. Estosdiseños tienen como característicaprincipal que el piñón se adapte a lacorona dentada y a sus movimientos.Una solución es el piñón basculantemóvil tal como se representa en la Fig. 9. El piñón está montado, de formamóvil en un casquito que le permiteseguir los posibles movimientos bascu-lantes de la corona dentada. La trans-misión del par de giro se realiza pormedio de una conexión en forma deacoplamiento de dientes, situada entreel piñón y su eje. La lubricación de por vida o la relubri-cación permanente del casquito y delacoplamiento de dientes se efectúancon grasa fluida.
Ventajas de piñones basculantes móviles:
� compensación de errores de alineación
� óptima distribución de carga entodas las situaciones de trabajo
� comportamiento muy favorablefrente a cargas dinámicas
Fig. 9: Piñón basculante móvil, Cía.Krupp-Polysius
9
Tanto el desgaste excesivo como losdaños en los flancos pueden ser evita-dos particularmente cuando las super-ficies de los flancos de dientes engra-nados, en las condiciones normales detrabajo, se mantienen totalmente sepa-rados por el lubricante. En las transmi-siones de corona dentada este fenó-meno ocurre sólo en raras ocasiones onunca, debido a los siguientes moti-vos: velocidades periféricas general-mente bajas, incidentalmente muy altapresión sobre los flancos y rugosidadde los flancos relativamente alta. Almismo tiempo, se producen efectosdesfavorables de funcionamiento acausa del alojamiento en soportesindependientes del piñón y la coronadentada y también por influencias demontaje, las cuales motivan sobrecar-gas parciales y cargas de fricción anó-males sobre los flancos engranados ycargados, ya que en muchos caso nose consigue una paralelidad absolutade los ejes.
Así se puede decir que las grandestransmisiones de corona dentada tra-bajan en la mayoría de los casos bajocondiciones de lubricación de fricciónmixta, siendo este hecho el motivo dela gran importancia que tiene la lubri-cación límite. En consecuencia, paraestablecer una lubricación segura ypreventiva frente a posibles averías, es necesario aplicar lubricantes adhe-rentes, especialmente ajustados a lascondiciones de trabajo de las transmi-siones de corona dentada, con las pro-piedades físicas y químicas precisaspara formar películas lubricantes pro-tectores (capas de reacción) sobre lassuperficies de los flancos de dientes,evitando así, en gran medida, un contacto metálico directo y minimi-zando los puntos de fricción límite.
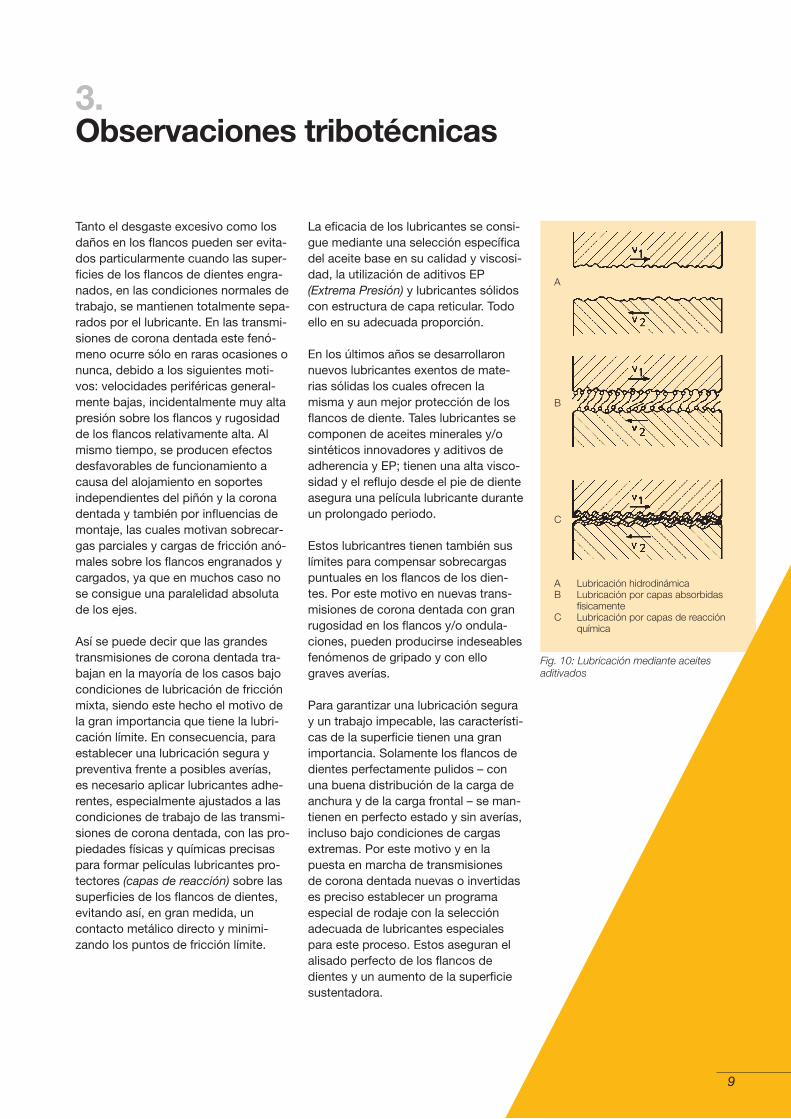
La eficacia de los lubricantes se consi-gue mediante una selección específicadel aceite base en su calidad y viscosi-dad, la utilización de aditivos EP(Extrema Presión) y lubricantes sólidoscon estructura de capa reticular. Todoello en su adecuada proporción.
En los últimos años se desarrollaronnuevos lubricantes exentos de mate-rias sólidas los cuales ofrecen lamisma y aun mejor protección de losflancos de diente. Tales lubricantes secomponen de aceites minerales y/osintéticos innovadores y aditivos deadherencia y EP; tienen una alta visco-sidad y el reflujo desde el pie de dienteasegura una película lubricante duranteun prolongado periodo.
Estos lubricantres tienen también suslímites para compensar sobrecargaspuntuales en los flancos de los dien-tes. Por este motivo en nuevas trans-misiones de corona dentada con granrugosidad en los flancos y/o ondula-ciones, pueden producirse indeseablesfenómenos de gripado y con ello graves averías.
Para garantizar una lubricación seguray un trabajo impecable, las característi-cas de la superficie tienen una granimportancia. Solamente los flancos dedientes perfectamente pulidos – conuna buena distribución de la carga deanchura y de la carga frontal – se man-tienen en perfecto estado y sin averías,incluso bajo condiciones de cargasextremas. Por este motivo y en lapuesta en marcha de transmisiones de corona dentada nuevas o invertidases preciso establecer un programaespecial de rodaje con la selecciónadecuada de lubricantes especialespara este proceso. Estos aseguran elalisado perfecto de los flancos dedientes y un aumento de la superficiesustentadora.
Observaciones tribotécnicas3.
Fig. 10: Lubricación mediante aceitesaditivados
A Lubricación hidrodinámicaB Lubricación por capas absorbidas
físicamenteC Lubricación por capas de reacción
química
A
B
C

10
En el caso de grandes transmisionesde corona dentada, los lubricantes derodaje constituyen prácticamente elúnico medio para el posterior trabajocontínuo, garantizando mínimos casosde averías y reducido consumo delubricantes en la lubricación por sistema de pulverización. Como loslubricantes deben producir un alisadorápido de superficie y no siempre esposible aumentar las cargas en esca -lones durante el tiempo de rodaje, losaditivos contenidos en los lubricantesdeben causar un micro-desgasterápido y controlado al mismo tiempo.
Por lo tanto el tiempo de uso debe serlimitado, sustituyéndolos después deeste proceso de rodaje, por lubricantesde servicio. Hoy en día los acciona-mientos ya no deben ser limpiadosdespués del rodaje.
Fig. 11: El perfil de superficie – una superposición de aspereza, ondulación y deformación
Perfil de superficie
Rugosidad
Ondulación
Deformación

11
El método de lubricación y la forma de su aplicación tienen una importan-cia primordial, en lo que a técnicas delubricación y mantenimiento se refiere.
Al seleccionar el método de lubricacióny de aplicación, es preciso verificar silos flancos de los dientes de cargaestán suficientemente abastecidos delubricante, para evitar irregularidadesen el buen funcionamiento de trabajo.
Es evidente que el tipo de lubricanteestablece una importante diferencia-ción. El lubricante puede ser líquido-fluido o consistente y de él depende el sistema para lubricar los flancos delos dientes.
Las interrelaciones más comunes entre los lubricantes más usuales y los métodos de aplicación para trans -misiones de corona dentada, seesquematizan en la Fig. 12.
En cuanto a los sistemas de lubrica-ción se diferencian entre
� Lubricación contínua (lubricación de larga duración)
y
� Lubricación intermitente (lubricación a pérdida)
En ambos casos de lubricación, seofrecen múltiples formas de aplicación.
En la tabla 1 se resumen las clases de lubricación y las posibles aplica -ciones que pueden ser realizadas conlos lubricantes adherentes Klüber.
Método de lubricacióny forma de aplicación
4.
Fig. 13: Molino tubular rotativo en servicio
Fig. 12: Los métodos de lubricación y de aplicación de lubricantes más usuales para grandes transmisiones de corona dentada
Lubricación continua(Lubricación de larga duración)
Lubricación por baño de inmersión
Lubricación por circulación
Lubricación por transmisión mediante rueda noria
Lubricación por pulverizaciónLubricación intermitente(Lubricación a pérdida)
Lubricantes adherentes pulverizablespara engranajes (sin disolventes, no bituminosos), con aditivos EP, sin y con lubricantes sólidos. Clases de consistencia: NLGI 0, 00, 000
Aceites con bases minerales o sintéticas de alta viscosidad paraengranajes = (sin disolventes, no bituminosos), con aditivos EP, con y sin lubricantes sólidos
METODO DE LUBRICACION FORMA DE APLICACION
Lubricantes de rodaje y de servicio
�
�
�
K
K
K
KK K

12
Los métodos de aplicación indicados para los lubricantes adherentes Klüber(los lubricantes sombreados son productos de color negro)
Clase de lubricación Método de aplicación
Klü
ber
ple
x A
G 1
1- 4
62
GR
AFL
OS
CO
N A
-G 1
Ult
ra
Klü
ber
fluid
B-F
2 U
ltra
GR
AFL
OS
CO
N B
-SG
00
Ult
ra
Klü
ber
fluid
B-F
1 U
ltra
Klü
ber
fluid
C-F
3 U
ltra
Klü
ber
fluid
C-F
3 S
Ult
ra
Klü
ber
fluid
C-F
3 M
Ult
ra
Klü
ber
fluid
C-F
4 U
ltra
Klü
ber
fluid
C-F
5 U
ltra
Klü
ber
fluid
C-F
7 U
ltra
Klü
ber
fluid
C-F
8 U
ltra
GR
AFL
OS
CO
N C
-SG
0 U
ltra
GR
AFL
OS
CO
N C
-SG
100
0 U
ltra
GR
AFL
OS
CO
N C
-SG
200
0 U
ltra
Klü
ber
fluid
C-F
1 U
ltra
Klü
ber
fluid
C-F
2 U
ltra
Klü
ber
fluid
D-F
1 U
ltra
GR
AFL
OS
CO
N D
-SG
00
Ult
ra
A A B B B C C C C C C C C C C C C D D
x x x x x x x x x x
x x x x x x x x x
x x x x x x x x x x
x x o o o x o x x x x x o o o o o x xx x x x x x x x x x x x x x x x x
x x o x x x x x x x x x x o o
x o x o x x x x x x x x x o o
Lubricación por inmersión(inmersión del piñón o de la corona dentada en el lubricante)
Lubricación por circulación con el sistema Klübermatic PA
Lubricación por trans -misión con rueda noria
Lubricación manualcon pincel, espátula o pístola de aire comprimido
Lubricación automáticapor pulverización
Lubricación por transmisión de piñón (suministro de lubricante al piñón por bomba)
Lubricacióncontinua =Lubricación de larga duración
Lubricación intermitente =Lubricación a pérdida
Nota: El método de aplicación depende de la temperatura del lubricante
x = Lubricante preferente al elegir este método de aplicación
o = Lubricante utilizable
A = Lubricantes de imprimación
B = Lubricantes de rodaje
C = Lubricantes de servicio
D = Lubricante de reparación (no adecuado para pulverizadores automáticos)
Para los criterios de selección de los lubricantes indicados véase www.klueber.como contácte Klüber Lubrication (direcciones en la última página).
Tipo de lubricante Klüber
Tabla 1

13
Fig. 14: Los métodos de aplicación más usuales de lubricantes para transmisiones de corona dentada
Lubricación por inmersión (piñón sumergido) Lubricación por transmisión (rueda noria)
Lubricación por (corona dentada sumergida) inmersión (inconveniente)
Lubricación por transmisión (piñón de transmisión)
Lubricación automática por pulverizaciónLubricación por circulación con el sistemaKlübermatic PA

14
Lubricación continua significa que ellubricante llega sin interrupción alpunto de fricción (engrane del diente).La cantidad de lubricante que alcanzaa los flancos cargados puede oscilarentre cantidades abundantes y unamínima lubricación.
La lubricación continua, igual que lalubricación por baño de inmersión o de transmisión por rueda noria, es for-zada. Cuando se emplean dispositivosauxiliares y suplementarios para lalubricación, como es el caso en el sis-tema de la lubricación por circulación,se habla de una lubricación no forzada.
4.1.1.Lubricación por baño deinmersiónBásicamente, la lubricación por bañode inmersión forma parte de los siste-mas más seguros de aplicación delubricante, siempre y cuando el bañoesté siempre lleno de lubricante encantidad suficiente, y que la carcasade tal sistema esté herméticamentecerrada, a fin de evitar pérdidas delubricante. Además, y fundamental-mente, se deben utilizar lubricantesmás eficaces en rendimiento y límitesde aplicación, que los lubricantes clá-sicos comunes a base de bitumen. Los
fluidos modernos, especificamentedesarrollados para la lubricación detransmisiones de corona dentada,cuya consistencia y comportamientode fluidez se adaptan al modo de tra-bajo específico, incrementan clara-mente la efectividad de la lubricaciónpor baño de inmersión.
Pero también es muy importante conocer exactamente los límites deaplicación de estos lubricantes paraevitar temperaturas ambientales o demasa excesivamente altas o bajas,como puede ocurrir en el sistema detransmisión.
La seguridad del sistema de lubrica-ción por baño de inmersión se basa enun suministro forzado de lubricante pormedio del piñón o de la corona den-tada. Para garantizar esta seguridad ypara evitar lubricaciones insuficientescausadas por fugas y/o pérdidas a tra-vés de las juntas de la carcasa de pro-tección de la corona dentada, es pre-ciso realizar periódicamente una revi-sión del nivel en períodos regulares.
El cierre hermético, frecuentementeinsuficiente entre cuerpo de transmi-sión y corona dentada, facilita laentrada de polvo, arena, clinker, agua,etc. en el baño de inmersión. Debido ala lubricación forzada no se puedetampoco evitar que también llegue al
4.1. Lubricación continua
Fig. 15: Tipos de lubricación por baño de inmersión
La profundidad de inmersión delpiñón en el bañoDetalle: La profundidad de inmersión correcta es 1/3 del diente vertical en servicio,y 1/2 del diente cuando la transmisión estáfuera de servicio.Una profundidad más alta causa una lubricación excesiva y contaminación porgoteo de lubricante.
Nominal:1/3 de la longitud de diente
Máximo:1/2 de la longitudde diente
Transmisión simple (piñón sumergido)
Transmisión doble (piñón sumergido) Transmisión simple (corona dentada sumer-gida) (no recomendado)

15
engrane de los dientes cualquier clase de suciedad, ocasionando así undesgaste elevado por abrasión en losflancos.
La consiguiente medida para evitar dañosen los flancos de dientes es el cam biofrecuente del baño de inmersión.
Para asegurar un trabajo impecable yduradero de las transmisiones decorona dentada lubricadas por mediodel sistema de baño de inmersión, loslubricantes aplicados deben cumplirlos siguientes requisitos:
� estar exentos de disolventes
� tener un buen comportamiento de reflujo; evitar la formación de“zanjas” bajo las temperaturasambientales existentes, especial-mente en caso de corona dentadasumergida
� presentar un comportamiento viscosidad-temperatura que hagainnecesario tanto la calefacción del baño de inmersión, como larefrigeración del lubricante
� reducida pérdida por evaporación
� sencillo cambio y eliminación
� la eficacia en cuanto a soporte decarga y el comportamiento de pro-tección anti-desgaste deberíancomprobarse con la máquina deensayo de ruedas dentadas FZG(Instituto de investigación para laconstrucción de ruedas dentadas y engranajes); el lubricante debecumplir las exigencias actualespara engranajes, es decir tener un escalón de carga de por lomenos 12 (� 1841 N/mm2) con un cambio de peso específico de< 0.2 mg/kWh.
Los fluidos desarrollados por KlüberLubrication para la lubricación por
circulación cumplen todos los requi -sitos previamente mencionados yestán específicamente ajustados a lascondiciones de trabajo en molinos debolas y hornos rotativos tubulares degrandes dimensiones, y sus propie -dades se ajustan a todas las condi -ciones en cuanto a rendimientos exigidos a los denominados “lubri -cantes de extrema presión”.
4.1.2.Lubricación por transferenciaLa lubricación por rueda noria constituyeuna variante especial de la lubricaciónpor baño de inmersión. Contrariamente
1 Corona dentada
2 Fijación de la corona dentada
3 Piñón de transmisión
4 Cojinete del piñón
5 Rueda noria
1
2
4
5
67
8
9
10
6 Baño de inmersión
7 Salida para lubricante
8 Rasqueta
9 Protección de la corona dentada
10 Anillo de fieltro
Fig. 16: Lubricación por sistema de rueda noria, transmisiones para hornos conpiñón doble (FLS)
3

16
a la lubricación por baño de inmersión,anteriormente tratado y en cuyo caso ellubricante está recogido desde el bañodirectamente por los dientes del piñón ode la corona dentada, en el punto aquítratado, son las ruedas noria las quetransmiten el lubricante al piñón o a lacorona dentada. Este método de aplica-ción del lubricante ofrece la ventaja deaportar una cantidad reducida pero suficiente de lubricante sobre los flancosde dientes, evitando así la circulacióncon excesivas cantidades de lubricanteen el sistema de transmisión.
La Fig. 16 muestra un ejemplo de un sistema de lubricación por ruedas noriaen un horno rotativo tubular, con trans-misión de piñón doble. En este caso,dichas ruedas noria están situadasdirectamente debajo de los piñones loscuales ejercen el accionamiento sobreellos. Esta lubricación por transferenciase aplica en la mayoría de los casos, ensistemas de transmisiones para hornoscon velocidades lentas.
Tanto en la lubricación por inmersióncomo en la lubricación por transferencia,el lubricante debería ser aplicado en lospiñones y no en la corona dentada. Si esla corona la que se sumerge en lubri-cante o la que se impregna de élmediante rueda noria, la lubricación delos flancos de diente portantes puederesultar insuficiente, sobre todo cuandola temperatura del lubricante es redu-cida, y, por tanto, aumenta la viscosidaddel lubricante, haciendo que se formensurcos en el mismo. Otra variante es lalubricación de transferencia por piñón: el lubricante se bombea a través delcubo del piñón de transferencia y llega a los flancos de diente del piñón deaccionamiento mediante unos orificios.Este método de aplicación puede utili-zarse tanto para fluidos como para grasas. (Ver Fig. 14)
4.1.3.Lubricación por circulaciónEn la lubricación por circulación laapor tación del lubricante se efectúamediante bombas accionadas ex terior -mente. Sus ventajas frente a la lubrica-ción por baño de inmersión son el abun -dante suministro del lubricante hacialos flancos de los dientes fil trado, yconsiguiente limpieza del lubricante.
La lubricación por circulación sola-mente se puede realizar cuando la carcasa del sistema de transmisiónestá suficiente y adecuadamente
Fig. 17: Klübermatic PA: la disposición de los tubos de lubricación, los flancos de diente cargadosde los piñones de entrada y de salida se lubrican
1 Depósito de lubricante2 Llave de paso3 Bomba de lubricante4 Válvula de seguridad
1
2
8 8
9 9
3
7 6 5 4
5 Llave de paso6 Filtro de lubricante7 Válvula de antiretorno8 Tubo de lubricación
9 Sensor de caudal en el tubo de lubricación
Junta

17
cerrada, evitando así la entrada desuciedad ambiental en el depósito dellubricante.
4.1.3.1.Equipo de lubricación porcirculación Klübermatic PA La mayoría de los equipos de lubri-cación empleados actualmente, estandiseñados para el uso exclusivo deaceites de engranajes y no ofrecen la posibilidad de vehiculizar sin pro -blemas fluidos o lubricantes de alta
viscosidad. Por este motivo, Klüber Lubrication diseñó un equipo de lubricación por circulación con la denominación de Klübermatic PA, que facilita la aplicación de los lubri -cantes en las condiciones de trabajo de grandes trans misiones de corona dentada: tipo B (para la lubricación de rodaje) y tipo C (para la lubricaciónde servicio).
Básicamente Klübermatic PA es ade-cuado para la lubricación de trans -misiones con uno, dos o más piñonesen hornos o molinos y su montaje se
Fig. 18: Esquema de lubricación de Klübermatic PA para una transmisión a piñón único
1.1 Depósito de lubricante1.2 Control de nivel1.6 Válvula de cierre 1.9 Compensador
2.1 Bomba de lubricante2.2 Manómetro y termómetro2.3 Válvula de sobrecarga, 16 bar
(integrada en la bomba)
2.4 Válvula de sobrecarga, 12 bar2.5 Válvula de cierre con indicador
eléctrico de posición2.6 Filtro de lubricante con
dispositivo motorizado limpiador de láminas
2.7 Detector de flujo2.8 Válvula de antiretorno
3.2 Tubería flexible3.3 Detector de flujo3.4 Tubo de lubricación
4 Cubierta de protección de la corona dentada
5 Tablero de control
B1 Tubería by-pass
Armario de distribución
5

18
puede efectuar posteriormente porseparado en instalaciones ya exis -tentes. Su ventaja es la aportación eficaz, permanente y abundante dellubricante filtrado hacia las superficiesde los flancos de dientes por medio de tubos de lubricación. Además los
aceites y fluidos tienen un efecto limpiador y refrigerante. Por ejemplo, en transmisiones de piñón doble, elconsumo de lubricante puede ser reducido en un 70% al utilizar Klüber-matic PA en vez de lubricación por pulverización.
Fig. 19: Aplicación de lubricante por medio de tubos de lubricación especiales de Klübermatic PA
Fig. 20 y 20a: Klübermatic PA instalado junto a un molino tubular
8 Tubo de lubricaciónS Entrada de lubricante9 Detector de flujo en el tubo de lubricación
9
8
9
Junta

19
4.2.1.Lubricación por pulverizaciónLubricación intermitente significa laaplicación del lubricante en secuenciasde tiempo interrumpidas. Este modode lubricación comporta siempre unalubricación a pérdida, lo cual acentúala importancia de prestar una atenciónespecial a factores económicos y derentabilidad. Tal como en el ejemplo de la lubrica-ción continua, también en lubricaciónintermitente contamos con múltiplesmétodos de aplicación, pero no quere-mos entrar más en este tema, puestoque para una lubricación segura degrandes transmisiones de corona den-tada, solamente se cuenta con dosmodos de aplicaciones, a saber:
� lubricación automática por pulverización
y� lubricación manual con pistola
pulverizadora
En las descripciones sobre los métodosde aplicaciones, a las cuales nos referi-mos a continuación, tratamos inten -cionadamente solo los temas de lubri-cantes adherentes de pulverización calificados tales como los productosKlüber GRAFLOSCON y Klüberfluid.
4.2.2.Lubricación manual conpistola pulverizadoraActualmente, la lubricación más ade-cuada también para grandes trans -
misiones de corona dentada como porejemplo en tambores rotativos, ofreceel uso de dispositivos manuales de airecomprimido. Se recomienda su aplica-ción durante el trabajo en todos loscasos, donde no puede ser realizada lainstalación fija de equipos automáticosde pulverización y donde en condicio-nes de servicio debe realizarse unalubricación de emergencia evitandocualquier riesgo de accidente.
Se aplican dispositivos manuales,completamente montados, como porejemplo Klübermatic LB (Fig. 21 y 48).Este consiste de un depósito de lubri-cante a presión, con los accesoriosnecesarios: una pistola de pulveriza-ción de alta capacidad y los tubos deconexión para el lubricante y el airecomprimido. El depósito de presión no
4.2. Lubricación intermitente
Fig. 21: Equipo de pulverización manual Klübermatic LB
1 Depósito de presión, 10 l, max. presión de trabajo max. 3 bar
2 Tapa desmontable3 Válvula de sobrepresión de seguridad
(purga de aire de depósito)4 Llave de cierre, conexión red de aire
comprimido5 Asa de transporte6 Dispositivio de regulación para ajuste de la
presión de aire para el suministro de lubricante
7 Conexión para la manguera de producto8 Manguera flexible de producto9 Manguera de aire de pulverización
10 Pistola de pulverización para abanico circular o plano11 Tornillo de ajuste para la regulación del caudal de
producto12 Tornillo de ajuste para la regulación del aire
de pulverización13 Cabeza de pulverización con tuerca de
sujeción
2
3
4
1 8
9
135
6
7
10
1112

20
está sujeto a las regulaciones legalessobre recipientes a presión.
Este equipo es portátil y de fácilmanejo. Para su puesta en marchasimplemente debe realizarse la cone-xión a la red central de aire compri-mido. Con la pistola de pulverizaciónse pueden llevar a cabo prácticamentetodas las técnicas de utilización, talescomo:� lubricación de servicio con una
capa lubricante extremadamentefina, con máxima economía deconsumo
� imprimación de transmisiones de corona dentada abiertas, pararealizar el control de imagen decontacto y de reparto de carga
� aplicación de lubricante para lalubricación de reparación, decorrección y de rodaje forzado.
La lubricación manual con pistola depulverización tiene sus limitaciones enlo que a lubricación de rodaje y de servicio se refieren y particularmente ensituaciones en las cuales es importantelubricar con seguridad y asiduamentelos sistemas de transmisiones de grantamaño.
4.2.3.Lubricación por pulveriza-ción automáticaEl equipo de lubricación adecuadopara lubricantes adecuados
Varios fabricantes ofrecen hoy en díaequipos automáticos de lubricación endiferentes diseños constructivos, perohay que reconocer que todos ellosincorporan los últimos avances de latécnica actual. Todos pueden vehiculi-zar lubricantes de servicio con un ele-vado componente sólido y tambiénlubricantes específicamente concebi-dos para la lubricación de rodaje o decorrección. Los equipos automáticostambién pulverizan productos exentosde lubricante sólido o de alta viscosidad.
Una exigencia importante para equiposautomáticos de lubricación es su ade-cuación para poder afectuar el rodajeespecífico de transmisiones de coronadentada. Tales sistemas deben estarconcebidos para el servicio permanentey la aplicación de grandes cantidadesde lubricante de rodaje o de cor rec -ción. Hoy en día, la aplicación de estoslubricantes se efectúa de modo casicontinuo en cantidades predetermina-das y dentro de un tiempo definido.
En consecuencia, la lubricación derodaje determina la dosificación máxi -ma de aplicación en el caso de serviciocontinuo de un sistema de pulveriza-ción, mientras la dosificación mínimase determina para la lubricación deser vicio. A causa de la cantidad redu-cida para la lubricación de servicio, laaplicación del lubricante, con casi to -dos los aparatos, se realiza a interva-los, es decir, estableciendo periodosde tiempo de funcionamiento y tiempode pausa.Para la determinación correcta de lascaracterísticas técnicas de un sistemade lubricación por pulverización (cau-dal de suministro mínimo de la bombade lubricante) es indispensable deter-minar las supuestas cantidades delubricante para la lubricación de rodaje(cantidad máxima).
Estas cantidades se determinan exclu-sivamente según los requerimientosdel sistema de transmisión y dependende los sistemas de pulverización a apli-car, es decir, de las bombas de trans-porte de lubricante y su modo de fun-cionamiento. Básicamente hay quetomar como regla que la superficie decontacto a lubricar (transmisiones conpiñón simple o doble), el tamaño de latransmisión (diámetro y ancho) y lasvelocidades periféricas (factor de velo-cidad) son parámetros decisivos paradeterminar el consumo de lubricante.
Pero también la temperatura de masadel piñón y de la corona dentada asícomo otros factores dimensionales

21
cuyos efectos en cuanto a la necesi-dad de lubricante solamente puedenser estimados, tienen su influencia enla determinación de la cantidad delubricante. Resulta que la fijación dedichas cantidades no es sencilla. Poreste motivo y sobre la base de muchosaños de experiencia en la lubricaciónde grandes transmisiones de coronadentada, Klüber Lubrication ha desa-rrollado un diagrama (Fig. 22), el cualinforma sobre valores indicativos decantidades de aplicación de lubri -cantes de rodaje y de servicio.
El primer paso es determinar la canti-dad de lubricante específica en g/cmpor anchura de flanco y horas de servi-cio, dependiendo del modo de funcio-namiento y/o del modelo de máquina(véase la tabla 2). Por medio del anchorealmente existente del flanco (por ej.60 cm del piñón o de los piñones) sepuede calcular el valor aproximado deconsumo por hora de servicio. Elmotivo de seleccionar el ancho delflanco como magnitud de referencia,es la facilidad para determinar así latransmisión de potencia específica.
INDICACIONLas cantidades determinadas pormedio del diagrama son válidas sola-mente en la aplicación de lubricantesKlüber GRAFLOSCON B-SG 00 Ultra y C-SG 0 Ultra y para anchuras dediente hasta 1000 mm y móduloshasta 30 mm. Para las cantidades deconsumo de lubricantes transparentesvéase tabla 2 y diagrama 22a.
En módulos de > 30 mm o grandesanchos de transmisiones, a causa dela capacidad más elevada de potenciade entrada del engranaje, podría sernecesario aumentar la cantidad deconsumo y/o utilizar lubricantes másviscosos. Según nuestra experienciase precisan cantidades inferiores alemplear lubricantes de alta viscosidad.Transmisiones expuestas a exigencias
moderadas, tales como tambores y en -friadores rotativos, pueden funcionarcon fiabilidad con cantidades inferioresde lubricante. Básicamente, la lubrica-ción de cualquier transmisión tiene queser optimizada gradualmente con el finde alcanzar las mínimas cantidades deconsumo. A tal efecto, la regulación delequipo de lubricación por pulverizacióndebería ser ajustado progresivamentereduciendo, cada vez 0,5 hasta 1 g/cm/h, en períodos de 150–200horas de trabajo, hasta que se hayaalcanzado el mínimo admisible.
Obsérvese que transmisiones idénticas(máquinas iguales con potencias idén-ticas) pueden tener un consumo dife-rente de lubricante, dado que las con-diciones de trabajo (temperaturas,vibraciones, posibles averías ocultas,etc.) no son fácilmente comparables.Es una de las responsabilidades delencargado de mantenimiento de deter-minar las cantidades individualmentenecesarias por medio de verificacionesespecíficas del estado de cada sis-tema de transmisión.
4.2.4.Aplicación del lubricanteLa aplicación ideal sería la de una pul-verización continua, justa y precisa, encantidad suficiente, para que la pelí-cula de lubricación interrumpida porlos elementos de fricción (flancos dedientes), mantuviera un espesor per-manente, evitando siempre posiblesaverías como consecuencia de unalubricación por defecto.
Ciertamente es comprensible, porejemplo, en el caso de lubricación deservicio que no se puedan suministrarcontinuadamente cantidades entre 1 y14 kg por 24 horas de trabajo con con-diciones de servicio cambiantes, conespesor óptimo de película de lubrica-ción, a los flancos de los dientes. Unaalternativa adecuada, la ofrece la lubri-

22
Tabla 2: Cantidades específicas de lubricantes para la lubricación de rodaje y de servicio
Fig. 22: Diagrama para la determinación de la cantidad específica de consumo de lubricante para la lubricación de rodaje y de servicio
Accionamientos de tambores giratorios (p. ej. refrigeradores)
Transmisiones de piñón simplepara hornos
Molinos de piñón simple
Transmisiones de piñón simplepara molinos de grandes dimen-siones y transmisiones de piñóndoble para hornos
Transmisiones de piñón doble paramolinos
4
5
6
7
8
1,0 hasta 1,5
1,5 hasta 2,0
2,0 hasta 2,5
2,5 hasta 3,0
3,0 hasta 3,5
1
2
3
4
5
** Cantidad específica necesaria de consumo [g/cm/hora de servicio]
Lub
rica
ció
n d
e ro
daj
e co
nG
RA
FLO
SC
ON
B-S
G 0
0 U
ltra
Lub
rica
ció
n d
e se
rvic
io c
on
GR
AFL
OS
CO
N C
-SG
0 U
ltra
1,0
1,5
3
2
2,5
3,5
4
5
6
7
[kg
/24
hora
s d
e se
rvic
io]
Can
tidad
de
cons
umo
19
18
17
16
15
14
13
12
11
10
9
8
7
6
5
4
3
2
1
0
800
750
700
650
600
550
500
450
400
350
300
250
200
150
100
50
[g/h
ora
de
serv
icio
]
Ancho de flanco (cm)10090807060504030
= Tipo deinstalaciónver tabla 2
...
8
Cantidades de consumo deGRAFLOSCON B-SG 00 Ultra y C-SG 0 Ultra
Tipo de instalación / transmisión
Cantidades específicas necesarias de consumo [g/cm*/hora de servicio]
Lubricante de rodaje Lubricante de servicio
* anchura de flancos de dientes
1
2
3
4
5
1
1
2
5
3
4
5
**
**
**
**
**
**
**
**
**
**
**

23
Tabla 2a: Cantidades específicas de lubricantes para la lubricación de servicio con lubricantes transparentes
Fig. 22a: Diagrama para la determinación de la cantidad específica de consumo de lubricante para la lubricación deservicio
Accionamientos de tambores giratorios(p. ej. refrigeradores)
Transmisiones de piñón simple para hornos
Molinos de piñón simple
Transmisiones de piñón simple para molinos de grandes dimensiones y transmisiones de piñón doble para hornos
Transmisiones de piñón doble para molinos
0,5 hasta 0,8
0,8 hasta 1,0
1,0 hasta 1,3
1,3 hasta 1,5
1,5 hasta 1,8
1
2
3
4
5
** Ancho de flanco [g/cm/hora de servicio]
0,5**
0,8**
1,5**
1,0**
1,3**
1,8**
[kg
/24
hora
s d
e se
rvic
io]
Can
tidad
de
cons
umo
5,0
4,5
4,0
3,5
3,0
2,5
2,0
1,5
1,0
0,5
0
200
180
160
140
120
100
80
60
40
20
0
[g/h
ora
de
serv
icio
]
Ancho de flanco (cm)10090807060504030
= Tipo deinstalaciónver tabla 2
...
Cantidades de consumo para los lubricantes transparentes Klüberfluid
Tipo de instalación / transmissiónCantidades específicas necesarias de consumo
[g / cm*/ hora de servicio]Lubricante de servicio
* ancho de flancos de diente
1
1
2
3
4
5
5
Favor notar:La cantidad de consumo necesaria para el lubricante de rodaje Klüberfluid B-F 2 Ultra es igual que para GRAFLOSCON B-SG 00 Ultra (véase Fig. 22). La cantidad de lubricante total de Klüberfluid B-F 2 Ultra es 2–3 barriles (180 kg).La cantidad de lubricante total de GRAFLOSCON B-SG 00 Ultra es de 1–2 barriles (180 kg).

24
Fig. 23: Sistemas de lubricación por pulverización
1 Cuadro de mandos2 Bomba de pistón de tubería única3 Placa de boquillas4 Unidad de mantenimiento de aire
(de la red)5 Distancia lateral entre las boquillas
aprox. 150 mm6 Distribuidor de lubricante
1
1 Placa de boquillas2 Cuadro de mandos3 Unidad de mantenimiento de aire4 Compresor5 Bomba de barril eléctrica6 Distancia lateral entre las boquillas
aprox. 300 mm (boquilla bloque)
Sistema de lubricación por pulverización WOERNER(ejemplo)
Sistema de lubricación por pulverización LINCOLN (ejemplo)
35
6
5 3
1
4
2
4
2
6
cación por intervalos, es decir hayperiodos de sobrelubricación y perio-dos de pausa durante los cuales lapelícula lubricante no debe ser reali-mentada.En lo que se refiere la seguridad defuncionamiento en cuanto a lubricaciónpor intervalos, es importante, en primerlugar, la duración de cada impulso depulverización. La máxima seguridad seobtiene cuando la totalidad del perí -
metro del piñón o de la corona den-tada se cubre en un impulso de pulve-rización.En este caso, la cantidad de lubricanteaplicada debe garantizar un espesorde película suficientemente consis-tente para que asegure una proteccióneficaz de los flancos durante la pausade pulverización. Intervalos cortos yfrecuentes, con pausas breves ofrecenen la lubricación por pulverización una

25
Fig. 23a: Sistemas de lubricación por pulverización
1 Unidad de mantenimiento de aire (de la red)2 Cuadro de mandos3 Bomba de barril neumática4 Estación de válvulas5 Placa de boquillas6 Distancia lateral entre las boquillas
aprox. 150 mm7 Distribuidor de lubricante
Sistema de lubricación por pulverización DE LIMON FLUHME (ejemplo)
1
2
4 5
6
7
3
garantía máxima de seguridad de fun-cionamiento.
Para la lubricación de rodaje y de cor -rección de transmisiones de coronadentada, se necesitan mayores canti-dades de lubricante. Por lo tanto losimpulsos de lubricación para la aplica-ción de mayor cantidad de lubricantedeben ser prolongados y/o las pausasdeben ser reducidas.
4.2.5.Sistemas de lubricaciónpor pulverizaciónLa Fig. 23 muestra el funcionamiento de sistemas de lubricación por pulveri-zación de diversos fabricantes. Sonequipos que hoy en día se utilizan parala vehiculización de lubricantes adheren-tes pulverizables y actuales en grandestransmisiones de corona dentada. Estossistemas son diferentes en su diseño yen sus componentes, a saber:� Bombas de lubricación, por ej.
bombas electromecánicas de pis-tón con salidas múltiples (bombascon depósito) con rellenado auto-mático de los depósitos de reservapor medio de bombas de trasvaseneumáticas o de llenado manual.Suministro directo por medio debombas accionadas neumática oelectromecánicamente, que seacoplan al bidón del lubricante.
� Diseño con sistema de tuberíaúnica o múltiple
� Suministro directo del lubricantedesde la bomba de lubricación a las boquillas de pulverización, o a través de un distribuidor pro gresivo intercalado.
� Boquillas de pulverización conautocontrol (accionadas por mediode lubricante y/o el aire) o boqui-llas de mando externas, con o sincontrol o bien boquillas binariassimples.
Además, los sistemas de lubricaciónpor pulverización difieren en la posibili-dad de mando y control de la alimenta-ción de lubricante en el caso de lubri-cación continua o por intervalos, asícomo en el control de funcionamientodel sistema.
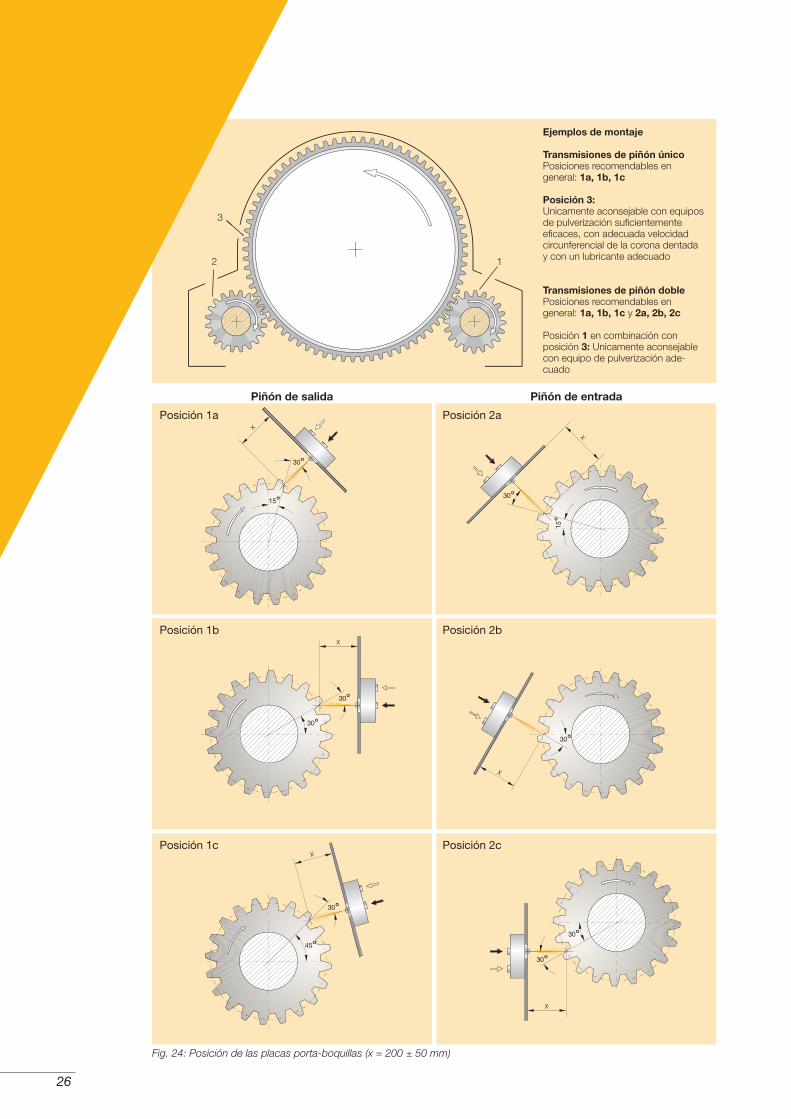
4.2.6.Colocación de placasporta-boquillasLa Fig. 24 muestra la colocación másidónea de las placas porta-boquillassegún las experiencias prácticas. Engeneral, se debería dar preferencia alas posiciones 1 y 2. Una pulverizaciónde la corona dentada según la posición3 debería tenerse en cuenta solamentecuando la cobertura de lubricante en lacorona dentada esté garantizada entodo su contorno durante un impulso
26
Ejemplos de montaje
Transmisiones de piñón únicoPosiciones recomendables en general: 1a, 1b, 1c
Posición 3:Unicamente aconsejable con equiposde pulverización suficientemente eficaces, con adecuada velocidadcircunferencial de la corona dentaday con un lubricante adecuado
Transmisiones de piñón doblePosiciones recomendables en general: 1a, 1b, 1c y 2a, 2b, 2c
Posición 1 en combinación con posición 3: Unicamente aconsejablecon equipo de pulverización ade-cuado
Fig. 24: Posición de las placas porta-boquillas (x = 200 ± 50 mm)
Piñón de salida Piñón de entrada
Posición 1a
Posición 1b
Posición 1c
Posición 2a
Posición 2b
Posición 2c
1
3
2

de pulverización. Esto tiene una espe-cial importancia en las transmisioneslentas de hornos.En transmisiones de hornos modernasde alta velocidad con módulos de > 30 mm el lubricante también puedeser aplicado sobre los flancos carga-dos de la corona dentada. La direcciónde deslizamiento en la corona dentadaes de la cabeza del diente al pie de ladiente lo que mejora la distribuciónlongitudinal del lubricante. Ello seaplica sobre todo a los lubricantesmodernos, altamente viscosos y trans-parentes en combinación con los sistemas de pulverización actuales quepermiten periodos de pulverizaciónprolongados. En dependencia con eldiseño constructivo de la protecciónde la transmisión, la colocación de lasplacas porta-boquillas debe realizarseen las combinaciones de ángulos yposiciones, tal como se muestra en laFig. 24. La posición de estas placas depulverización hacia arriba no es reco-mendable, ya que las cabezas de lasboquillas de pulverización se cubriríangradualmente del lubricante usado que se desprende. Las consecuenciasserían imágenes de pulverización insu-ficientes y la avería total del sistema desuministro de lubricante. Además sedificultarían enormemente los trabajosde mantenimiento.
Al determinar la posición de las bo -quillas y en primer lugar cuando seprecisa pulverizar hacia la corona dentada, hay que prever la posible realización de trabajos de manteni-miento excluyendo cualquier peligro de accidentes, incluso con la máquinaen marcha.
Orientación de las boquillas de pulverización (Fig. 25)Para conseguir una buena distribuciónde lubricante en dirección a la altura delos dientes en los flancos de carga, esideal un ángulo de pulverización de 30°.La distancia entre las boquillas “X” debe
Fig. 25: Posición aconsejable de una boquilla de pulverización (x = 200 ± 50 mm)
Fig. 26: Posibles imágenes conjuntas de pulverización según elnúmero de boquillas y geometría del abanico de pulverización
piñón
Flanco dediente
Imágenes de pulveri-zación de boquillas deabanico elipsoidal
Imágenes de pulverización deboquillas de abanico circular
C
D
A
B
27
ser aprox. 200 ± 50 mm. La distanciaexacta depende de la posición de montaje y del tipo de boquilla. Según la presión de aire de pulverización deter-minada por el fabricante del equipo,cada tipo de boquilla se distingue segúnla distancia requerida entre ellas, demodo que esté garantizado (teniendo en cuenta el número de boquillas y laclase del lubricante previsto) una cober-tura perfecta de todo el ancho de losflancos de dientes. El posicionamientoincorrecto de las boquillas afecta a laseguridad de funcionamiento.
28
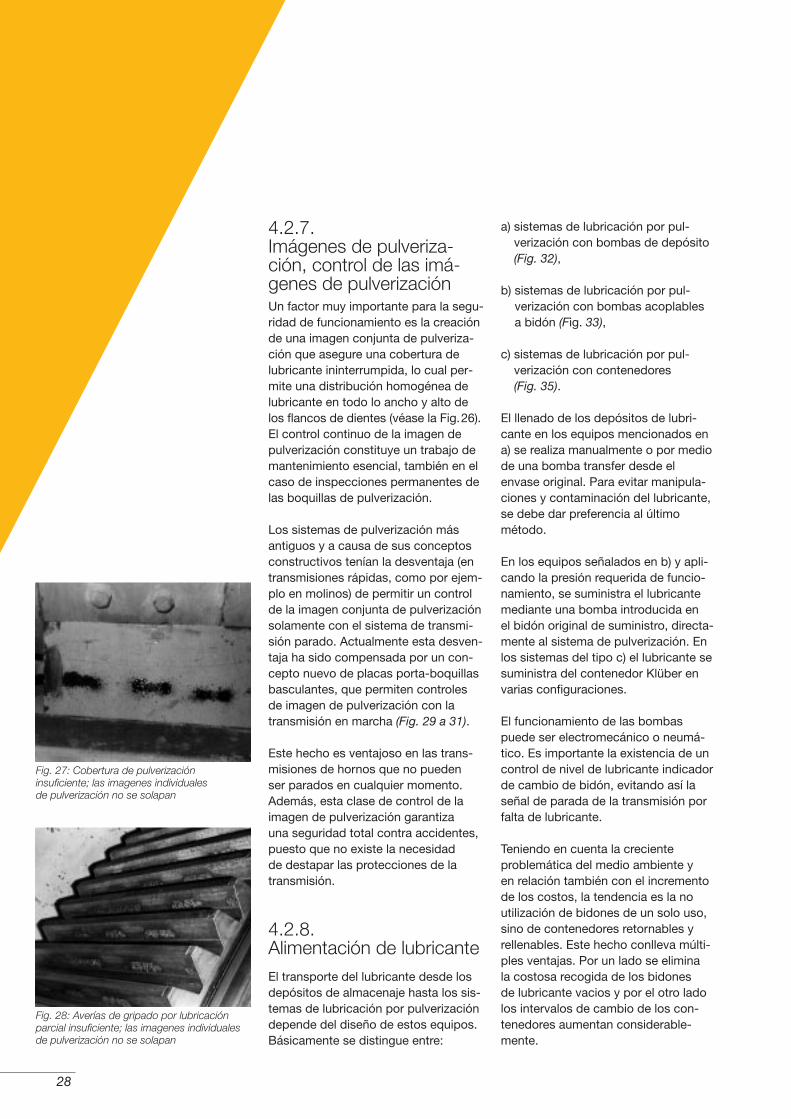
4.2.7.Imágenes de pulveriza-ción, control de las imá -genes de pulverizaciónUn factor muy importante para la segu-ridad de funcionamiento es la creaciónde una imagen conjunta de pulveriza-ción que asegure una cobertura delubricante ininterrumpida, lo cual per-mite una distribución homogénea delubricante en todo lo ancho y alto delos flancos de dientes (véase la Fig.26).El control continuo de la imagen depulverización constituye un trabajo demantenimiento esencial, también en elcaso de inspecciones permanentes delas boquillas de pulverización.
Los sistemas de pulverización másantiguos y a causa de sus conceptosconstructivos tenían la desventaja (entransmisiones rápidas, como por ejem-plo en molinos) de permitir un controlde la imagen conjunta de pulverizaciónsolamente con el sistema de transmi-sión parado. Actualmente esta desven-taja ha sido compensada por un con-cepto nuevo de placas porta-boquillasbasculantes, que permiten controlesde imagen de pulverización con latransmisión en marcha (Fig. 29 a 31).
Este hecho es ventajoso en las trans-misiones de hornos que no pueden ser parados en cualquier momento.Además, esta clase de control de laimagen de pulverización garantiza una seguridad total contra accidentes,puesto que no existe la necesidad de destapar las protecciones de latransmisión.
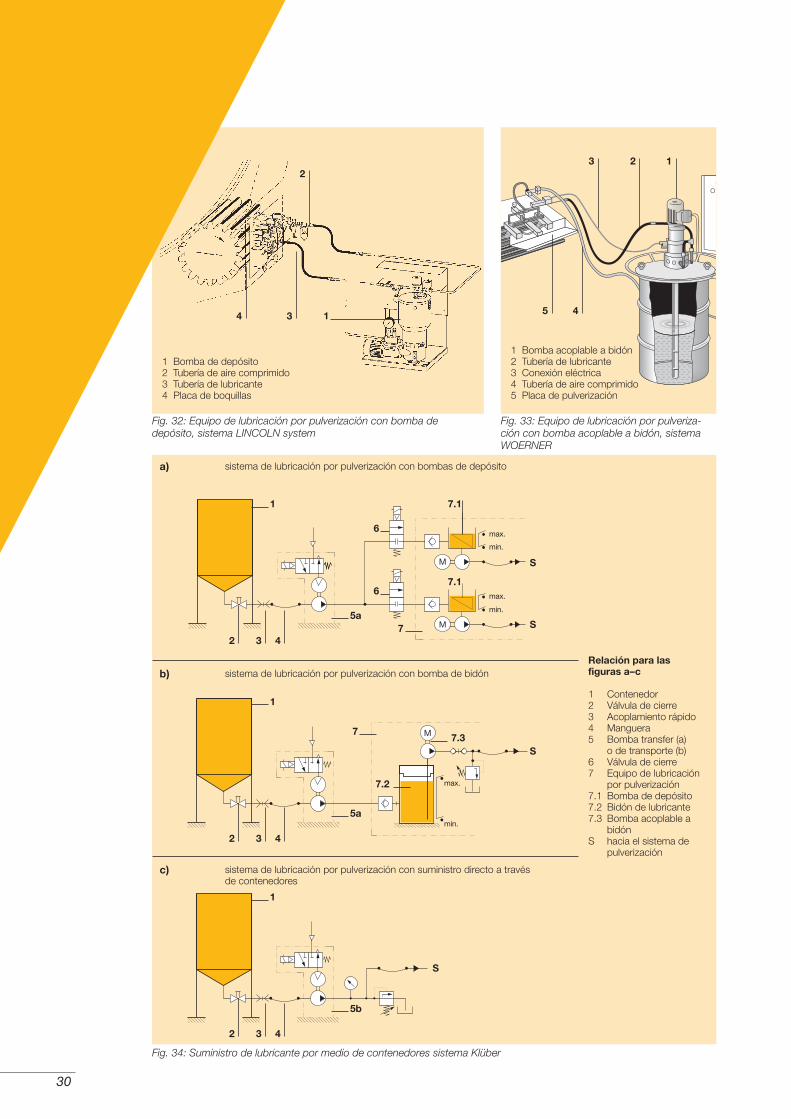
4.2.8.Alimentación de lubricanteEl transporte del lubricante desde losdepósitos de almacenaje hasta los sis-temas de lubricación por pulverizacióndepende del diseño de estos equipos.Básicamente se distingue entre:
a) sistemas de lubricación por pul -verización con bombas de depósito(Fig. 32),
b) sistemas de lubricación por pul -verización con bombas acoplables a bidón (Fig. 33),
c) sistemas de lubricación por pul -verización con contenedores (Fig. 35).
El llenado de los depósitos de lubri-cante en los equipos mencionados ena) se realiza manualmente o por mediode una bomba transfer desde elenvase original. Para evitar manipula-ciones y contaminación del lubricante,se debe dar preferencia al últimométodo.
En los equipos señalados en b) y apli-cando la presión requerida de funcio-namiento, se suministra el lubricantemediante una bomba introducida en el bidón original de suministro, directa-mente al sistema de pulverización. Enlos sistemas del tipo c) el lubricante sesuministra del contenedor Klüber envarias configuraciones.
El funcionamiento de las bombaspuede ser electromecánico o neumá-tico. Es importante la existencia de uncontrol de nivel de lubricante indicadorde cambio de bidón, evitando así laseñal de parada de la transmisión porfalta de lubricante.
Teniendo en cuenta la creciente problemática del medio ambiente y en relación también con el incrementode los costos, la tendencia es la no utilización de bidones de un solo uso,sino de contenedores retornables yrellenables. Este hecho conlleva múlti-ples ventajas. Por un lado se elimina la costosa recogida de los bidones de lubricante vacios y por el otro ladolos intervalos de cambio de los con -tenedores aumentan considerable-mente.
Fig. 27: Cobertura de pulverización insuficiente; las imagenes individuales de pulverización no se solapan
Fig. 28: Averías de gripado por lubricación parcial insuficiente; las imagenes individualesde pulverización no se solapan

Otra ventaja del uso de contene-dores – y primordialmente con los degran capacidad – es la posibilidad,según su ubicación, de atender a lastransmisiones de varias máquinas através del mismo depósito.
La Fig. 34 muestra la construcciónesquemática de instalaciones de contenedores con diferentes con -figuraciones.
La manipulación y el transporte de loscontenedores llenos, con un peso deaprox. 1.500 kilos, se realiza fácilmentecon carretillas mediante las bridas ade-cuadamente fijadas en los contenedo-res. Es igualmente fácil la conexión a labomba transfer o bomba de transporteen instalación fija (Pos. 5a o 5b) pormedio de un acoplamiento rápido (Pos. 3), ver también la Fig. 34.
Un instrumento de control del nivel en el contenedor indica a tiempo elmomento para el cambio del mismo.
Fig. 29: Placa basculante de boquillas, sistema LINCOLN
Fig. 30: Placa basculante de boquillas, sistema DE LIMON FLUHME
Fig. 31: Placa basculante de boquillas, sistema WOERNER
Posición de trabajo
Posición para controlar la imagende pulverización
Posición de trabajo
Posición de trabajo
Posición para controlar la imagen depulverización
piñón
piñón
29
30
Fig. 32: Equipo de lubricación por pulverización con bomba de depósito, sistema LINCOLN system
Fig. 33: Equipo de lubricación por pulveriza-ción con bomba acoplable a bidón, sistema WOERNER
Fig. 34: Suministro de lubricante por medio de contenedores sistema Klüber
sistema de lubricación por pulverización con bombas de depósitoa)
b)
c)
sistema de lubricación por pulverización con bomba de bidón
sistema de lubricación por pulverización con suministro directo a través de contenedores
Relación para las figuras a–c
1 Contenedor2 Válvula de cierre3 Acoplamiento rápido4 Manguera5 Bomba transfer (a)
o de transporte (b)6 Válvula de cierre7 Equipo de lubricación
por pulverización7.1 Bomba de depósito7.2 Bidón de lubricante7.3 Bomba acoplable a
bidónS hacia el sistema de
pulverización
1 Bomba de depósito2 Tubería de aire comprimido3 Tubería de lubricante4 Placa de boquillas
1 Bomba acoplable a bidón2 Tubería de lubricante3 Conexión eléctrica4 Tubería de aire comprimido5 Placa de pulverización
2123
3
2 3 4
7.1
7.1
454 1
1
5a
2 3 4
1
5b
7 S
S
6
6
2 3 4
1
5a
7
7.2
7.3S
S

Fig. 36: Bidones de lubricante de Klüber Lubrication con bolsas interioresflexibles y bombas de bidón instaladas
31
Equipos de lubricación por pulverización mediante bombasde depósito (Fig. 32)Las bombas de depósito (7.1) se llenandirectamente desde el contenedor (1)por medio de bombas transfer (5a).Las bombas se conectan y desconec-tan a través del control de nivel, que se encuentra en los depósitos de lubri-cantes. En el caso de múltiples bom-bas de depósito, conectadas al con -tenedor, se evita un sobrellenado delos depósitos por medio de válvulas de cierre (6) también reguladas pormedio del control de nivel.
Equipos de lubricación por pulverización, con bomba acoplable a bidón (Fig. 33)El equipo existente de suministro delubricante queda sin modificación. En un bidón de lubricante disponible(7.2) se debe instalar una tubería deconexión que sirva para realizar elenlace con la bomba transfer (5a). Adicionalmente hay que instalar uncontrol de nivel, sobre éste, que envíela señal de conectar o desconectar labomba transfer.
Suministro directo (Fig. 34)No se instala ni bidón, ni bomba acoplable al bidón. En su lugar, seconecta el sistema de pulverización (S)directamente con la bomba de trans-porte (5b) que a su vez suministra ellubricante con la presión necesariadesde el contenedor (1) al sistema de pulverización.
Fig. 35: Sistema de contenedores para lubricantes de Klüber Lubrication

32
La seguridad de funcionamiento y un servicio óptimo sin averías de lasgrandes transmisiones de corona dentada dependen en gran medida deuna lubricación adecuada. Según sudiseño constructivo, las transmisionesde corona dentada, especialmente engrandes máquinas de produccióncomo molinos y hornos rotativos,están sujetas desde su montaje hastael servicio continuo, a cargas máximasy a muy diversos esfuerzos y condi -ciones de funcionamiento.
Para asegurar una perfecta lubricaciónen todas las fases de servicio y paraproteger las transmisiones de dañosdesde sus primeras maniobras, KlüberLubrication desarrolló especialmentepara estas necesidades un método delubricación integral conocido mundial-mente y aplicado durante años deéxito probado, bajo la denominación
Lubricación con sistema A – B – C (y aplicado durante años de éxito pro-bado.)Las letras A – B – C representan símbo-los para las diferentes etapas de sis-tema y su interpretación es la siguiente:
A = Imprimación y lubricaciónpre-arranque
B = Lubricación de rodajeC = Lubricación de servicio
Se desarrollaron lubricantes para todas las etapas del sistema que nosolamente se ajustan por sus carac -terísticas a las determinadas fases detrabajo, sino que también considerantanto la clase de lubricación como elmétodo de aportación del lubricante C.
Además de los lubricantes del sistemaA – B – C se ha desarrollado otro tipode lubricante – que lleva la denomina-ción D – para la lubricación de repara-ción. Se emplea para reparar las super-ficies dañadas de los flancos de diente,previamente mecanizadas, de modoque los accionamientos puedan volvera funcionar en condiciones aceptables.Este tipo de lubricante puede utilizarsetambién cuando las condiciones defuncionamiento hacen necesario elrodaje forzado de los accionamientosde corona dentada.
En el presente folleto encontrará información detallada sobre la lubricación de reparación y el rodajeforzado.
Lubricación con sistema Klüber A – B – C Lubricante de imprimación tipo A – Lubricante de rodaje tipo B – lubricante de servicio tipo C
5.

Fig. 37: Lubricación con sistema A – B – C y lubricación de reparación D
Nota: Los lubricantes sombreados sonproductos de color negro
Lubricación manual con pincel o espátula
Lubricación de rodaje
GRAFLOSCON B-SG 00 Ultra
Klüberfluid B-F 2 Ultra
BLubricación de servicio
GRAFLOSCON C-SG 0 UltraC-SG 1000 UltraC-SG 2000 Ultra
Klüberfluid C-F 3 UltraC-F 3 S UltraC-F 4 UltraC-F 5 UltraC-F 7 UltraC-F 8 Ultra
C
33
Imprimación y lubrica-ción pre-arranque
GRAFLOSCON A-G 1 Ultra
Klüberplex AG 11-462
A
Lubricación manual con pincel o equipos manuales
de pulverización
Lubricación de reparación
Lubricación de rodaje forzado
GRAFLOSCON D-SG 00 Ultra
KlüberfluidD-F 1 Ultra
D
Lubricación de rodaje
Klüberfluid B-F 1 UltraB-F 2 Ultra
BLubricación de servicio
Klüberfluid C-F 1 UltraC-F 2 UltraC-F 3 UltraC-F 3 M UltraC-F 4 UltraC-F 5 UltraC-F 7 UltraC-F 8 Ultra
C
Lubricación por baño de inmersión, circulación o transferencia
++
KK
K
K
K
K
K
K
K
K
Lubricación por pulverización, aplicación por medio de sistemas automáti-cos de lubricación o a través de equipos manuales de pulverización

34
Los lubricantes de imprimación del tipo A son productos altamenteaditivados que se aplican antes de lapuesta en marcha de transmisiones de corona dentada y que cumplen conlas siguientes funciones esenciales:
� Protegen al engranaje contra lacorrosión hasta la definitiva puestaen marcha de la transmisión.
� Facilitan la primera lubricación dela transmisión durante y despuésdel montaje y evitan el contactometálico entre flancos de dientes,por ej. cuando temporalmente lamáquina debe ser girada para elalineado. De esta forma se evitandaños iniciales originados por elfuncionamiento en seco, que pos-teriormente pueden perjudicar alos flancos de dientes.
� Sirven como medio de contraste yfacilitan una verificación general dela imagen dinámica de carga. Acausa del alto contenido de lubri-cantes sólidos en GRAFLOSCONA-G1 Ultra, se producen diferentestonos grises en los flancos de dientes portadores, que a su vez
permiten la visualización de lospuntos de contacto y/o la zona sustentadora de carga. El lubricante de imprimación decolor claro Klüberplex AG 11-462tiene casi las mismas propiedades,pero es menos adecuado comosustancia de contraste para deter-minar la imagen de carga.
� Evitan daños iniciales de gripadoen transmisiones con lubricaciónautomática por pulverización, acausa de una posible lubricacióninsuficiente al arrancar la máquinaen régimen de revoluciones nominales.
Durante las primeras horas de servicio,el lubricante de imprimación contri-buye a evitar situaciones críticas de
5.1. Lubricantes de imprimación del tipo A
Fig. 39: Diagrama para la determinación de la cantidad necesaria de lubricante de imprimación tipo A
Fig. 38: Imprimación con pincel
Ejemplo:
Diámetro primitivo de corona: 6000 mm
Anchura de flancos de dientes: 800 mm
Cantidad necesaria aprox.verificada: 28,5 kg
Cantidad de compra: 30 kgcompuestos por 1 bidón de 25 kg*y1 bidón de 5 kg*
* Envases disponibles para GRAFLOSCON A-G 1 Ultra y Klüberplex AG 11-462
Anc
ho d
e lo
s fla
ncos
de
dien
tes
[mm
]
Can
tidad
nec
esar
ia [k
g]
Diámetro de corona [mm]

posición de los componentes de latransmisión, según las prescripcionesdel fabricante. Los ejemplos de la Fig. 40 pueden servir para la determi-nación de posibles causas de falta de alineación y también para tomar las medidas necesarias para su rectificación.
35
funcionamiento, puesto que los equipos de pulverización, también encaso de ajuste de servicio continuo,suministran solamente cantidades delubricante relativamente bajas a losflancos de dientes, lo cual provoca un retraso en la formación de una pelí-cula sustentadora y homogénea delubricante.
Los lubricantes de imprimación se apli-can siempre con pincel o espátula. Lospiñones y la corona dentada tienenque estar perfectamente limpios, sinrastros de grasa ni óxido. La capa delubricante de imprimación sobre los
flancos de diente portantes deberátener un espesor de aprox. 1,5 mm,mientras que todas las superficies res-tantes deberían recubrirse únicamentecon una fina película a efectos de pro-tección anticorrosiva. Los lubricantesde imprimación del tipo A no debenaplicarse como lubricante de serviciopor baño de inmersión, por circulaciónni por sistemas fijos de pulverizaciónautomática.
5.1.1.Control de la imagen portadora de cargaTal y como se mencionó previamente,el lubricante de imprimación facilitauna verificación general sobre elestado de la imagen dinámica porta-dora de carga. La valoración de la imagen portadora se realiza por controlvisual, operando con la máquina a tra-vés de la transmisión auxiliar o con lamáquina parada. En todo caso lamáquina debe haber girado una ovarias vueltas. Según sea el contacto ola imagen portadora, posteriormentese puede realizar una corrección de
a) Imagen de carga en el perímetro de la coronadentada, cuando el piñón alabea. Controlar elasiento del piñón.
b) Imagen de carga con oscilación en la corona. Controlar la fijación y ajuste de la corona dentada.
c) Imagen de carga producida sobre los extremos.Falta de paralelismo de ejes. Ajustar de nuevo elpiñón.
d) Marca de presión circunferencial a causa defabricación defectuosa o deformación térmica.
e) Imagen de carga causada por piñón ensan-chado bilateralmente ocasionado por el montajedefectuoso de los elementos tensores anulares.
f) Imagen de carga ocasionada por la posicióndesalienada de las dos partes de la corona.Control del atronillado, (y) conexión de empalmey de la fijación de la corona dentada.
g) Imagen de carga ocasionada por la posicióndesalienada de una parte de la corona.
h) Falla por excentridad de la corona. La imagenaparece más débil o más intensa en la mitad delperímetro de la corona. Reajustar.
i) Imagen de la carga en ambos lados de la coronadentada, producida por el calor de fricción ina-decuada de las juntas del revestimiento. Mejorarla lubricación de las juntas.
do2·
πFig. 40: Puntos de contacto o imagen portadora visibles por medio del lubricante de imprimación
a b c d
1
2
1
e f g h i
K
K
Fig. 41: Puntos de contacto o imagen portadora visibles por medio del lubricante deimprimación negro
36
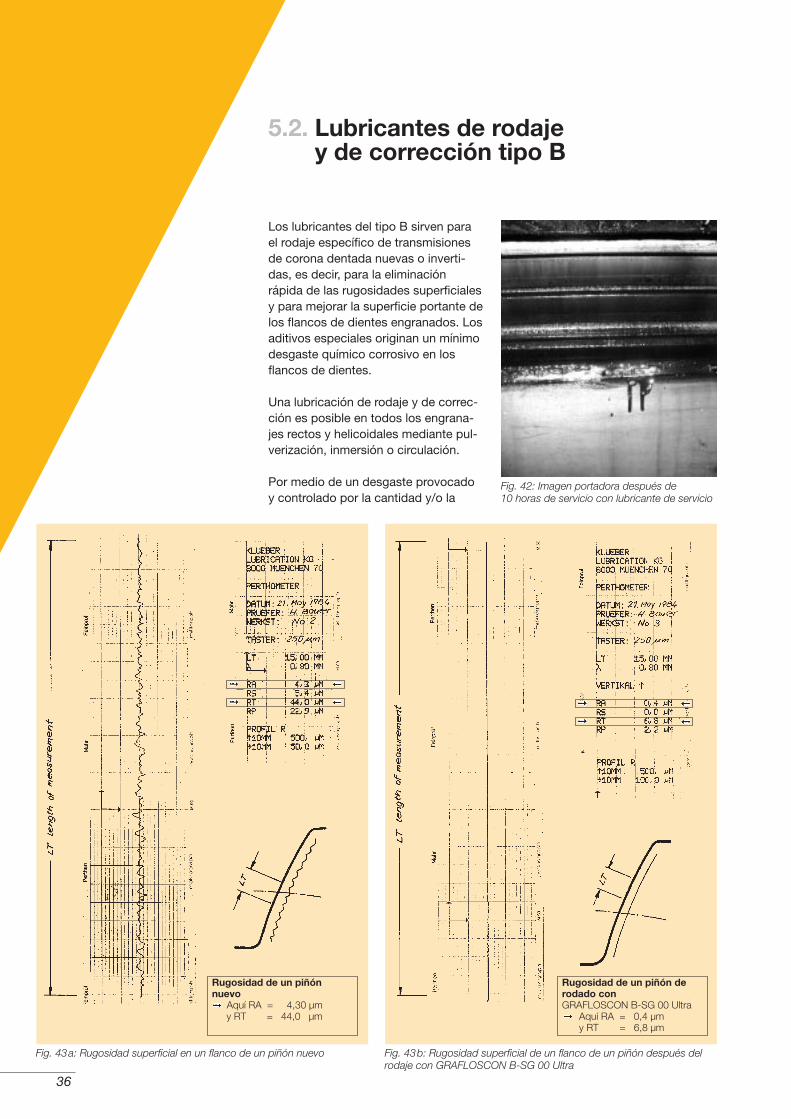
Los lubricantes del tipo B sirven parael rodaje específico de transmisionesde corona dentada nuevas o inverti-das, es decir, para la eliminaciónrápida de las rugosidades superficialesy para mejorar la superficie portante delos flancos de dientes engranados. Losaditivos especiales originan un mínimodesgaste químico corrosivo en los flancos de dientes.
Una lubricación de rodaje y de correc-ción es posible en todos los engrana-jes rectos y helicoidales mediante pul-verización, inmersión o circulación.
Por medio de un desgaste provocadoy controlado por la cantidad y/o la
5.2. Lubricantes de rodaje y de corrección tipo B
Fig. 43a: Rugosidad superficial en un flanco de un piñón nuevo
Fig. 42: Imagen portadora después de 10 horas de servicio con lubricante de servicio
Fig. 43b: Rugosidad superficial de un flanco de un piñón después delrodaje con GRAFLOSCON B-SG 00 Ultra
Rugosidad de un piñón nuevo
Aquí RA = 4,30 μmy RT = 44,0 μm
Rugosidad de un piñón derodado conGRAFLOSCON B-SG 00 Ultra
Aquí RA = 0,4 μmy RT = 6,8 μm

Fig. 44a: 20 aumentos
Rugosidad superficial de un flanco de piñón nuevoMódulo 25 mm, Rt = 44 μm
RA = 4,3 μm
Fig. 44b: 50 aumentos
37
Fig. 45a: 20 aumentos (negativo)
Rugosidad superficial de un flanco del piñóndespués del rodajeMódulo 25 mm, Rt = 6,8 μm
RA = 0,4 μm
Fig. 45b: 160 aumentos
Fig. 44a
Fig. 44b
Fig. 45a
Fig. 45b
duración de la influencia del lubri-cante, se alisan los flancos de dientes, creando así una situación idónea paraevitar pittings u otros defectos. Elriesgo de gripado a causa de eleva-das presiones específicas sobre losflancos, en la fase de puesta en marcha, se reduce al mínimo, pormedio de una aditivación particular-mente seleccionada.Los lubricantes del tipo B pueden seraplicados también en el caso de unempeoramiento de las condiciones delos flancos de dientes, sirviendo comolubricante de corrección para la mejorade las características de superficie yaumentando la superficie portadora de los flancos de dientes.
Funcionamiento de la lubricación de rodajeSegún los conocimientos actualessobre la técnica de engranajes y en el campo de grandes transmisiones de corona dentada se puede decir deforma general, que una reducción de laaspereza de los flancos y un aumentoefectivo de la zona portadora han con-tribuido de manera importante a incre-mentar la resistencia a la fricción conti-nua y la capacidad portadora frente algripado. La zona portadora inicial entransmisiones de corona dentada sesitúa en muchos casos en no más del50% al 60%, después de un posicio-namiento idóneo entre corona dentaday piñón/piñones. Por consiguiente, enla puesta en marcha de nuevas trans-misiones de corona dentada, existe un gran peligro de que puedan produ-cirse daños en los flancos de dientes
a causa de sobrecargas puntuales(pittings iniciales, gripado local), queposteriormente en el servicio continuopueden ocasionar graves daños. Paraevitar tales “averías iniciales” en lasnuevas transmisiones antes de trabajarbajo carga máxima, deberían estarsometidas a un rodaje específico aplicando un lubricante de rodaje deltipo B. Un rodaje específico significaproducir intencionadamente un des-gaste controlado y limitado en los flancos de dientes, asegurando unaprotección contra el gripado para evitar averías iniciales. De esta forma,en un tiempo mínimo debería reducirsela rugosidad superficial y desaparecerposibles ondulaciones y desviacionesde la geometría nominal para luegoobtener un alto porcentaje de superfi-cie portante y una buena distribuciónde carga.

38
Las Fig. 43a y 43b muestran la re -ducción de asperezas superficialesque se puede lograr con los lubri -cantes de rodaje de Klüber Lubrication.Las mediciones se evaluaron en lashuellas de carga del flanco de un piñón(m = 25 mm) en estado nuevo y des-pués del proceso de rodaje (250 horasde servicio). Adicionalmente las fotos(Fig. 44a y b, 45a y b) realizadas conmicroscopio electrónico de barridosobre un flanco de piñón nuevo y después del rodaje muestran las posibles mejoras en la calidad de lasuperficie. La lubricación de rodajepermite correcciones de la superficiede aprox. Ra 10 μm.
5.2.1.Rodaje con lubrica-ción por pulverización automática Antes de iniciar el proceso de rodaje, el pulverizador automático deberá pro -gramarse del modo adecuado, selec-cionando la modalidad de ser viciocuasi-continuo con pausas breves y elvolumen de lubricante indicado en eldiagrama. Debe verificarse la imagende pulverización y, dado el caso, efec-tuar las correcciones necesarias. Lains talación de pulverización debe po -nerse en marcha antes de que el ac -cionamiento entre en funcionamiento.Las cantidades de lubricante necesa-rias pueden determinarse con ayudade las tablas y diagramas que apare-cen en el presente folleto. Recomenda-mos iniciar el rodaje con la má quina abaja carga e ir aumentándola progresi-vamente (este procedimiento noentraña dificultad en molinos de bolas).Para los accionamientos que sólo pue-den ponerse en marcha a plena carga,puede ser necesario llevar a cabo unalubricación de rodaje forzado.
La cantidad total de lubricante nece -sario para el rodaje depende del tipo
de instalación y del tamaño del accio -namiento, y suele oscilar entre 180 y360 kg (de uno a dos barriles). Si nofuera suficiente y el lubricante se ago-tara antes de completarse el procesode rodaje, el accionamiento puedecontinuar funcionando con el mismovolumen de lubricante de servicio deltipo C hasta que se disponga de nuevode la cantidad necesaria de lubricantede rodaje. Ambos lubricantes soncompatibles, de modo que no serequiere limpiar el pulverizador en elmomento de pasar del uno al otro.
Bajo ningún concepto debe interrum-pirse el proceso de rodaje antes detiempo debido a la falta de lubricantede rodaje. Se recomienda disponer dedos barriles de lubricante de rodaje,especialmente cuando se trata deaccionamientos de gran tamaño. Elproducto restante puede utilizarse para una posterior lubricación decorrección. La lubricación de rodaje se da por finalizada cuando los flancosdel diente se muestran lisos y se dis-pone de una superficie portante sufi-ciente. Este extremo será determinadopor el personal responsable de la ins-talación, pudiendo ser necesario con-sultar a un técnico de servicio post-venta de Klüber Lubrication.
5.2.2.Rodaje con lubricación por baño de inmersiónLlenar el baño con lubricante del tipo Bhasta que queden totalmente cubiertoslos dientes de la rueda noria. Una vezpuesta en marcha la máquina, observeel nivel de lubricante, que puede reba-jarse considerablemente debido a lacantidad de lubricante arrastrada porlos dientes. Para evitar una lubrica-ción insuficiente, debería rellenarse de nuevo lubricante de rodaje hastaalcanzar el nivel deseado, es decir,hasta que los dientes queden semisu-mergidos o los elementos de la rueda

39
noria queden totalmente cubiertos. Si no se dispone de la cantidad suficiente de lubricante de rodaje tipo B para compensar las pérdidasdurante dicho proceso, puede utili-zarse un fluido de servicio tipo C de la misma familia. Normalmente el proceso de rodaje debería ser termi-nado después de aprox. 6 meses,cuando los flancos de los dientesestén lisos y la superficie portante estésuficiente. El cliente y el técnico deKlüber determinan juntos si se puedeterminar el rodaje. En este caso sedebe vaciar inmediatamente el lubri-cante de rodaje, limpiar la cubierta dela corona y rellenar de lubricante deservicio. El rodaje de las transmisionesde horno mediante inmersión presentaalgunas exigencias especiales: normal-mente, no se paran los hornos antesde cambiar el lubricante; por ello esposible que el lubricante se queda enel baño de inmersión durante variosmeses y se vuelve más espeso debidoa partículas de suciedad, partículasabrasivas o lubricantes sólidos moli-dos. Para evitar tal espesamiento,debe vaciarse al máximo el lubricantedurante la marcha de la transmisión ysustituirlo por lubricante de rodajenuevo. Así se asegura que el lubricantemantenga su fluidez hasta que el pro-ceso de rodaje esté terminado.Durante los cortos intervalos entre elvaciado y el rellenado, la transmisióndebe ser lubricado manualmente, depreferencia mediante el pulverizadormanual Klübermatic LB.El lubricante de rodaje debe sustituirsepor completo por el lubricante de servicio después de 7.000 horas defuncionamiento como máximo.
5.2.3.Lubricación de rodaje con Klübermatic PA
En caso necesario, limpiar el depósitode lubricante y llenarlo de lubricante derodaje del tipo B.
Antes de poner en marcha el acciona-miento debería activarse el equipo delubricación y verificar los tubos de distribución para comprobar que ellubricante fluye uniformemente, ase -gurando una óptima lubricación de losflancos portantes del piñón. La bombade transporte neumática debe contarsiempre con una cantidad suficiente de lubricante en el depósito.
Cada vez que se detenga el acciona-miento – por ejemplo, para añadir nuevos elementos de molienda para el escalón de carga inmediatamentesuperior – deberá activarse el sistemade lubricación y verificarse su correctofuncionamiento antes de volver aponer en marcha la transmisión decorona dentada. El lubricante de rodaje será reemplazado por completopor el lubricante de servicio una vezconcluido el proceso de rodaje o bientras 7.000 horas de servicio comomáximo.
Fig. 46: Esquema de rodaje para un aumento de carga progresivo en un molino de bolas
periodo de rodaje [horas de servicio]
100
90
80
70
60
50
40
30
20
10
0100 200 300 400 500
x Bh
x Bh I II
120 Bh
120 Bh
200 Bh
75 Bh
25 Bh
96 Bh
24 Bhca
rga
[%]
K
K
5.2.4.Rodaje por graduación de cargaLas transmisiones de corona dentadanuevas o invertidas, a causa de suzona portadora inicial frecuentementebaja, no deberían ser rodadas bajo
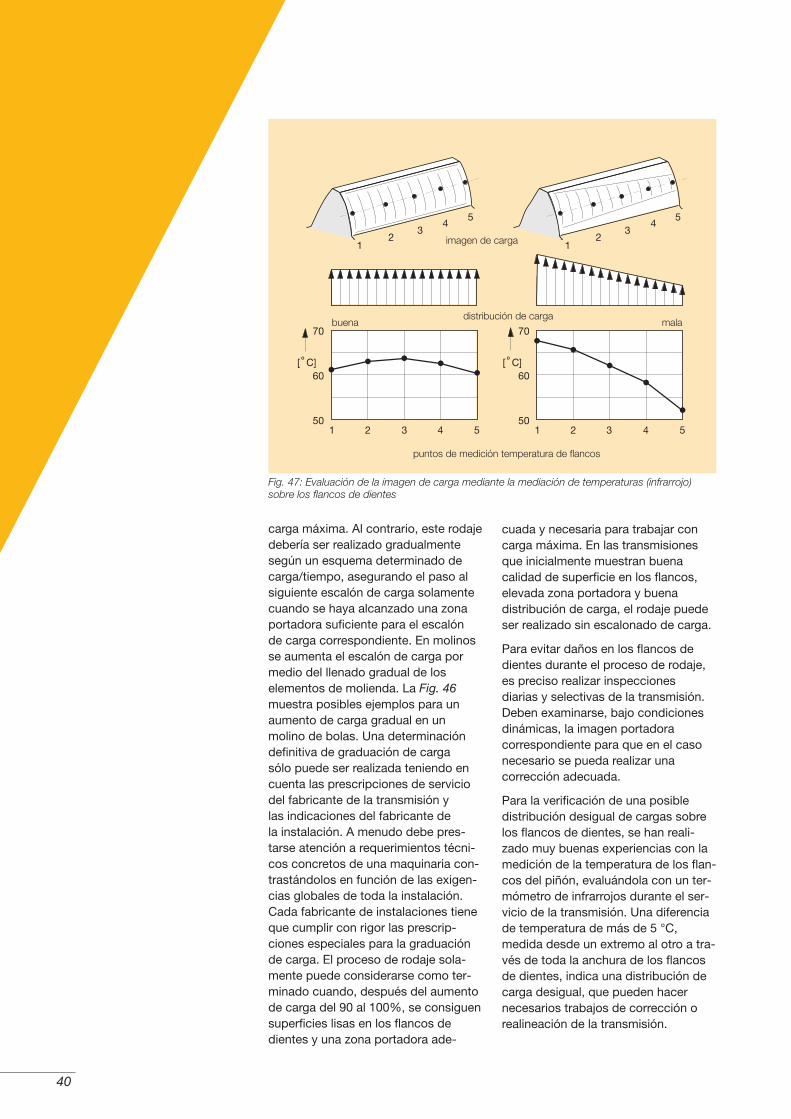
40
Fig. 47: Evaluación de la imagen de carga mediante la mediación de temperaturas (infrarrojo) sobre los flancos de dientes
buena mala
puntos de medición temperatura de flancos
imagen de carga
distribución de carga
carga máxima. Al contrario, este rodajedebería ser realizado gradualmentesegún un esquema determinado decarga/tiempo, asegurando el paso alsiguiente escalón de carga solamentecuando se haya alcanzado una zonaportadora suficiente para el escalón de carga correspondiente. En molinosse aumenta el escalón de carga pormedio del llenado gradual de los elementos de molienda. La Fig. 46muestra posibles ejemplos para unaumento de carga gradual en unmolino de bolas. Una determinacióndefinitiva de graduación de carga sólo puede ser realizada teniendo encuenta las prescripciones de serviciodel fabricante de la transmisión y las indicaciones del fabricante de la instalación. A menudo debe pres-tarse atención a requerimientos técni-cos concretos de una maquinaria con-trastándolos en función de las exigen -cias globales de toda la instalación.Cada fabricante de instalaciones tieneque cumplir con rigor las prescrip -ciones especiales para la graduaciónde carga. El proceso de rodaje sola-mente puede considerarse como ter-minado cuando, después del aumentode carga del 90 al 100%, se con siguensuperficies lisas en los flancos de dientes y una zona portadora ade-
cuada y necesaria para trabajar concarga máxima. En las transmisionesque inicialmente muestran buena calidad de superficie en los flancos,elevada zona portadora y buena distribución de carga, el rodaje puedeser realizado sin escalonado de carga.
Para evitar daños en los flancos dedientes durante el proceso de rodaje,es preciso realizar inspecciones diarias y selectivas de la transmisión.Deben examinarse, bajo condicionesdinámicas, la imagen portadoracorrespondiente para que en el casonece sario se pueda realizar unacorrección adecuada.
Para la verificación de una posible distribución desigual de cargas sobrelos flancos de dientes, se han reali-zado muy buenas experiencias con lamedición de la temperatura de los flan-cos del piñón, evaluándola con un ter-mómetro de infrarrojos durante el ser-vicio de la transmisión. Una diferenciade temperatura de más de 5 °C,medida desde un extremo al otro a tra-vés de toda la anchura de los flancosde dientes, indica una distribución decarga desigual, que pueden hacernecesarios trabajos de corrección orealineación de la transmisión.

41
Un rodaje rápido es importante siempre y cuando las máquinas ten -gan que arrancar bajo carga máxima o cuando no sea posible emplear unlubricante de rodaje.
Por ejemplo, esto es el caso en hornostubulares rotativos o en molinos decarbón en centrales eléctricas, dondese tiene que considerar un acopla-miento directo con la alimentación decaldera. En este caso y para evitardaños iniciales hay que acelerar el procedimiento de rodaje para asegurarun alisamiento de los flancos y unaumento de la zona portadora en untiempo mínimo.
Para conseguir este objetivo se usaadicionalmente (aparte del lubricantede rodaje normal tipo B) un compoundactivo (lubricante D) que se aplicamanualmente en los flancos portado-res de carga, del piñón y/o de lacorona dentada. Este compoundactivo que normalmente se usa para la “lubricación de reparación”, tiene en comparación con los lubricantes de rodaje del tipo B un efecto de des -gaste sobre el material claramente más intenso, de manera que el alisa-miento y el aumento de la zona porta-dora se realizan en un tiempo in-ferior.
La aplicación del compound activo se realiza por medio del aparatomanual de pulverización KlübermaticLB (Fig. 48); no se aconseja una aplica-ción con aparatos de lubricación auto-mática.
Durante el proceso de rodaje forzado,es preciso vigilar periódicamente elestado de los flancos por medio deuna lámpara estroboscópica parapoder actuar inmediatamente contralos daños que se puedan producir gradualmente en los mismos.
Además y periódicamente debería rea-lizarse un control de la distribución decarga sobre los flancos, por medio dela medición de temperatura con termó-metro de infrarrojos.
La duración del rodaje depende ex -clusivamente del grado de alisamientoy de la zona portadora de carga de losflancos de dientes, ésta no puede serpredeterminada antes del inicio delrodaje. Es responsabilidad del técnicode servicio decidir cuando un procesode rodaje puede considerarse termi-nado.
Después es preciso decidir, según lascondiciones generales, el cambioinmediato a la lubricación de serviciocon lubricante del tipo C, o bien seguircierto tiempo con el lubricante derodaje tipo B para optimizar la superfi-cie de los flancos.
Los materiales que se utilizan actual-mente para los piñones y coronas dentadas, las superficies de los flancosde mayor calidad conseguidas graciasa las avanzadas técnicas de fabrica-ción y la mayor zona portadora con lautilización de piñones basculantes,posibilitan, cada vez más, el poderprescindir de un rodaje forzado y decargas escalonadas.
ATENCION:El rodaje forzado requiere conocimien-tos especiales. Para evitar averías nodeseadas es preciso que este métodode rodaje sea aplicado exclusivamentepor técnicos expertos, los cuales Klü-ber Lubrication puede poner a su dis-posición. Hay que prestar especialatención en los casos en los cuales lasmáquinas no puedan ser paradasdurante el proceso de rodaje, para rea-lizar chequeos de control. Además, ypor motivos de garantía, se debería
Rodaje forzado (rodaje rápido)6.
consultar siempre al fabricante de lamáquina o de la transmisión y solicitarsu autorización para un rodaje forzado.
Deben tratarse con especial precau-ción los piñones que presentan super-ficies endurecidas (por ejemplo, super-ficies templadas por nitruración, ya quesus capas de temple son muy delga-das).

42
6.1.Lubricación derodaje forzado por pulverización En este tipo de transmisiones, durante todo el proceso de rodaje se pulveriza un lubricante tipo B sobre los flancos del diente, obser-vando siempre las cantidades especifi-cadas en las in struc ciones relativas alrodaje. Además, el compuesto activo (lubricante tipo D) se aplica mediante el aparato manual de pulverizaciónKlübermatic LB.
6.2.Lubricación de rodaje forzado por baño de inmersiónEn el baño de inmersión se introduce el producto de rodaje tipo B parapotenciar el efecto lubricante. Duranteel proceso de rodaje, se pulveriza asi-mismo el compuesto activo (lubricantetipo D) sobre los flancos del diente pormedio del aparato manual de pulveri-zación Klübermatic LB. Para evitar queel fluido de rodaje arrastre el com-puesto activo, el baño de inmersiónsólo debe llenarse hasta un ciertonivel, de modo que quede sumergidauna tercera parte de la altura deldiente, como máximo.
6.3.Lubricación de rodaje forzado con Klübermatic PADurante el proceso de rodaje forzadoqueda inactivo el circuito de lubrica-ción por circulación. Es importantedesconectar Klübermatic PA de loscomponentes del sistema y del depósitode lubricante durante todo el proceso.El motivo es impedir que el compuestoactivo penetre en el circuito de lubrica-ción Klübermatic PA, lo que provocaríaun mayor desgaste durante la posteriorfase de servicio. Una vez finalizada lafase de rodaje, la cubierta protectorade la corona dentada y el depósito delubricante deberán limpiarse para eli-minar cualquier residuo del compuestoactivo.
El lubricante se aplica a los flancos del diente de la forma descrita en elapartado 6.2. Para lubricar y protegerlos flancos contra el desgaste, debeaplicarse regularmente durante elrodaje, además del compuesto activo,un lubricante de rodaje Klüberfluid tipoB o, en caso de no estar disponible, unlubricante de servicio tipo C.
Fig. 48: Klübermatic LB

43
Los lubricantes del tipo C son lubri -cantes adherentes, especialmentedesarrollados para las condiciones detrabajo de las transmisiones de coronadentada. Cumplen con todas las pres-cripciones que las transmisiones decorona dentada exigen a los llamadas“lubricantes de extrema presión”, por ej. en molinos de bolas y hornostubulares rotativos de grandes dimen-siones.
Los lubricantes adherentes pulveri -zables también tienen en cuenta losrequerimientos actuales de aparatosautomáticos de pulverización. Lassiguientes características son parti -culares de los lubricantes de serviciodel tipo C:
� excelentes propiedades de adherencia
� alta capacidad de carga portante
� máxima protección contra el desgaste
� resistencia al gripado
� buena protección contra la corrosión
Su concepción y formulación son tales,que reunen las mejores característicaspara originar una lubricación con pelí-cula de capa fina, es decir, la viscosi-dad del aceite base, la consistencia, laaditivación EP y los lubricantes sólidosse han elegido de forma que asegurenuna protección máxima de las superfi-cies de los flancos de dientes, inclusoante adversas condiciones de trabajo.
Los lubricantes de servicio KlüberLubrication tienen una ventaja esencialfrente a los lubricantes convencionalesal no contener ni betún, ni disolventes,ni metales pesados, ni cloro. Esto haceque su manipulación, particularmentedurante trabajos de limpieza sea másfácil, y la eliminación de lubricantes yaceites usados sea más sencilla, espe-
cialmente en el caso de una lubrica-ción a pérdida, como por ejemplo, lalubricación por pulverización. En estecampo los lubricantes adherentes pul-verizables Klüber Lubrication muestransu eficacia, puesto que las cantidadesnecesarias para una correcta lubrica-ción de transmisiones de corona dentada, son muy reducidas y lógica-mente también el volúmen resultantede lubricante residual. Ello tambiénsignifica una excelente ventaja econó-mica y reducida influencia sobre elmedio ambiente.
Los lubricantes de servicio del tipo Cson compatibles con el lubricante derodaje tipo B. La ventaja en el caso delubricación por baño de inmersión esque las pérdidas de lubricante que surjan durante el rodaje, pueden sersustituidas sin problema por lubricantede servicio, cuando ya no se dispongadel lubricante de rodaje. Por estemotivo y en la lubricación por pulveri-zación, se puede, sin interrupción del servicio, sustituir el lubricante derodaje por el de servicio, lo cual esimportante para máquinas cuyo funcio-namiento no puede ser interrumpidosin ciertas consecuencias. Otra ven-taja, en comparación con los lubrican-tes bituminosos, es la sencillez pararealizar un control de los flancos dedientes en cualquier momento. Estacomprobación se puede realizar conestroboscopio tanto con la máquina en funcionamiento ó con la máquinaparada, sin necesidad de llevar a cabocostosos trabajos de limpieza en losflancos de los dientes. Los lubricantestransparentes son aún mejores en esterespecto que los lubricantes negros.
7.1.Lubricación de servicio de transmisiones lubrica-das por pulverizaciónGeneralmente se pasa a la lubricaciónde servicio una vez completado el pro-
Lubricantes de servicio tipo C7.
ceso de rodaje, es decir, cuando elflanco de diente presenta una super -ficie completamente lisa y la superficieportante es de al menos el 80%. Unavez efectuada la transición, deberámantenerse el volumen de lubricantede la fase de rodaje durante unas 50 horas de servicio. Después deberáreducirse gradualmente la cantidad de lubricante: de 0,5 a 1,0 g/cm cada150 a 200 horas de servicio.
A medida que se reduce la cantidad de lubricante, el sistema de pulveriza-ción debería ajustarse de modo quelas pausas entre dos ciclos de pulveri-zación sean lo más cortas posible. Los ciclos breves y más frecuentesgarantizan una distribución más homo-génea del lubricante, lo que se traduceen una mayor fiabilidad de funciona-miento del accionamiento.

44
La duración de las pausas no deberíaexceder los 5 minutos en molinos nilos 10 minutos en hornos. No obs-tante, la duración exacta de los ciclosdependerá del lubricante empleado,del estado en que se encuentre elaccionamiento, de las condiciones deservicio, del sistema de pulverización yotros factores, por lo que se determi-nará individualmente in situ. Tambiénes posible efectuar pausas más cortaso más largas, siempre y cuando elaporte de lubricante a los diferentescomponentes sea suficiente. Las canti-dades específicas de lubricante porunidad de tiempo pueden consultarseen las tablas que se incluyen en estefolleto, en función del tipo de acciona-miento y del ancho del flanco dediente. Las cantidades indicadas serefieren a equipos en los que concu-rran las siguientes características:
� ausencia de daños en los flancosde diente
� superficie portante suficiente (> 80%)
� revisiones periódicas y manteni-miento minucioso del acciona-miento y de la instalación de lubri-cación por pulverización
� condiciones de servicio normales
� correcta imagen de pulverización
� utilización de lubricantes de servicio Klüber
� la temperatura del lubricante debeser la adecuada para un óptimobombeo y pulverización; dependedel tipo de sistema de lubricaciónempleado.
7.2.Lubricación de servicio de transmisiones lubrica-dos por inmersión y circulaciónTambién durante la lubricación de servicio debe tenerse en cuenta que el nivel de lubricante en el baño de
inmersión desciende considerable-mente, por lo que deberá rellenarsecuando sea conveniente. Cuando lainstalación está en funcionamiento elnivel de lubricante debería ser tal quelos dientes se encuentren sumergidosentre un tercio y la mitad de su longi-tud. Por su parte, los elementos de larueda noria deberían estar totalmentesumergidos en lubricante.
Los intervalos de cambio de lubri-cante dependen de las condiciones de aplicación individuales. Un factordecisivo al respecto es el correctoestanqueizado de la cubierta del accionamiento frente a las influenciasambientales. No obstante, en ningúncaso deberían excederse las 14.000horas de servicio.
Parámetros que determinan si puede seguir utilizándose un lubri-cante de servicio:
� ensuciamiento debido a la presencia de polvo, partículas de arena, etc.
� abrasión de partículas de metal
� porcentaje de agua en el lubricante
� viscosidad
� envejecimiento
Si las condiciones de servicio sonespecialmente críticas, el lubricantedebería analizarse cada 4.000 horas de funcionamiento como mínimo.
Inspecciones:A fin de asegurar un correcto funciona-miento, sin perturbaciones, se reco-mienda controlar regularmente el nivelde lubricante y el estado de los flancosde diente. Los accionamientos de grantamaño dotados de sistema de lubrica-ción por circulación deberán some-terse a revisión y mantenimiento perió-dicos según las indicaciones del fabri-cante. Asimismo, los dispositivos deseguridad deben verificarse con regu-laridad. Es sumamente importante lim-piar de residuos los filtros de lubricanteen los intervalos de tiempo prescritos.
45
Descripción de la lubricación de reparaciónHasta no hace mucho tiempo se sub-sanaban los daños en los flancos dedientes, (muchas veces de forma defi-ciente), exclusivamente con métodosde reparación mecánicos. En la mayo-ría de los casos, las calidades de losflancos conseguidas no cumplían losrequerimientos con respecto a la seguridad de funcionamiento de latransmisión y a su duración de vida.Tanto los gastos como el tiempoempleado para eliminar la avería, eran muy elevados.
Actualmente, para eliminar los dañosen los flancos de dientes, se utilizanpor lo general lubricantes de repara-ción. Con ellos se pueden reacondicio-nar superficies de flancos gravementedañados, de tal forma, que las trans -misiones de corona dentada puedentrabajar en condiciones de servicioaceptables. (Fig. 49 a 52)
Además, una lubricación de reparaciónevita un empeoramiento de los dañosexistentes y es un medio de prevencióncontra nuevas averías.
Según el tipo y la gravedad de losdaños en los flancos de dientes, yantes de utilizar la lubricación de repa-ración, podría resultar necesaria unamecanización (rectificado, fresado). El efecto de los lubricantes de repara-ción desarrollados por Klüber Lubrica-tion se basa en compounds activos de alta eficiencia.
Estos compounds, como uniones activas de carácter graso, tienen carac-terísticas químicas y físicas que activanzonas metálicas, mecánicamente, desgastándolas a través de su efectomínimo, la igualación necesaria o per-mitida de las superficies de los flancosde dientes.
El desgaste se realiza de forma regularen los puntos de contacto. El desgaste
en las superficies y como consecuenciala eliminación de la avería, se controlapor medio de la cantidad y el tiempo deaplicación de los compounds activos.La eliminación de material está limitadapor el espesor de la capa endurecidade los flancos de dientes.
Una decisiva ventaja de la reparaciónpor lubricación, en comparación conlos métodos de reparación mecánicos,es que la máquina sigue produciendoininterrumpidamente, es más, un elevado grado de carga favorece eléxito de la lubricación de reparación.
Las paradas cortas y no muy frecuen-tes de la máquina a causa de trabajosde control y de verificación, no tienenimportancia frente a una pérdida deproducción de varios días.
A causa de más elevadas revolucionesy velocidades deslizantes en los flancos de dientes y teniendo en cuenta también los contactos más frecuentes entre dientes, las repara -ciones en transmisiones de molinos se realizan en tiempos más cortos que en transmisiones de hornos.
Por estos motivos y dependiendo delas averías a reparar, el volumen de la aplicación de lubricantes de repara-ción debe ser más elevado en los hornos.
Se reparan muy satisfactoriamentedaños de gripado, rasguños y estrías,sin embargo las posibilidades de repa-rar deformaciones plásticas están limitadas.
En daños denominados pittings seobtiene un efecto protector en la pro-gresión del daño reparado y previene la formación de nuevos pittings, como consecuencia de la erosión dematerial en la parte sobrecargada delos flancos, que equilibra la distribu-ción de la carga en todo el ancho delos dientes.
Lubricantes de reparación y de corrección del tipo D
8.

46
Antes de iniciar una lubricación dereparación, es muy importante averi-guar los principales motivos que hanoriginado los daños con el fin de evitar su repetición.
Para tener una prueba clara del estadode los flancos antes y después de lalubricación de reparación y también dela zona portadora existente, deberíaconfeccionarse una documentacióncon fotos e impresiones en caucho desilicona de algunos flancos de dientesrepresentativos (pero siempre los mismos). Estos pueden compararseentre sí y ofrecer información sobre elestado de los flancos de dientes ysobre los cambios.
La aplicación del lubricante de repara-ción se realiza por medio del aparatomanual de pulverización KlübermaticLB al comenzar el proceso de repara-ción, pulverizando los flancos de dien-tes portadores del piñón y de la coronadentada tal como está descrito en elpunto 6.
Durante el proceso de reparación sesigue aplicando el compound activopor medio del aparato manual de pulverización hasta que la reparaciónsea considerada como terminada.
La lubricación de reparación debe realizarse siempre con el apoyo de loslubricantes de rodaje del tipo B. Estossirven para la lubricación adicional ypara el alisado de los flancos.
Cuando el lubricante de rodaje no estádisponible, también se puede utilizarlubricante de servicio del tipo C.
ATENCION:Los lubricantes de reparación del tipo Dno deben ser usados en baños deinmersión, a través de equipos de lubri-cación por circulación y aparatos auto-máticos de lubricación por pulveriza-ción.
OBSERVACIONComo regla general hay que resaltarque la aplicación de los lubricantes dereparación, a causa de la complejidadde la reparación y el riesgo de averías,debería ser realizada exclusivamentepor técnicos expertos y adecuada-mente instruidos.
Klüber Lubrication puede poner a su disposición tales expertos paraefectuar los siguientes trabajos:
� estimación del daño
� búsqueda del origen del daño
� documentación de los flancos de dientes
� lubricación de reparación, ycuando sea necesario un pre -tratamiento mecánico de los flancos de dientes
Con el lubricante de reparación, no se pueden reparar:
� rebabas laterales y de cabeza delos dientes
� elevaciones en la zona del círculoprimitivo
� escalones de desgaste en el piedel diente
� daños profundos con cantos vivoso afilados
Estos daños necesitan una repara-ción mecánica previa mediante máquinas rectificadoras manuales.
No existe ninguna posibilidad dereparación en transmisiones sub -dimensionadas, cuyos daños fuerongenerados por pittings progresivos.
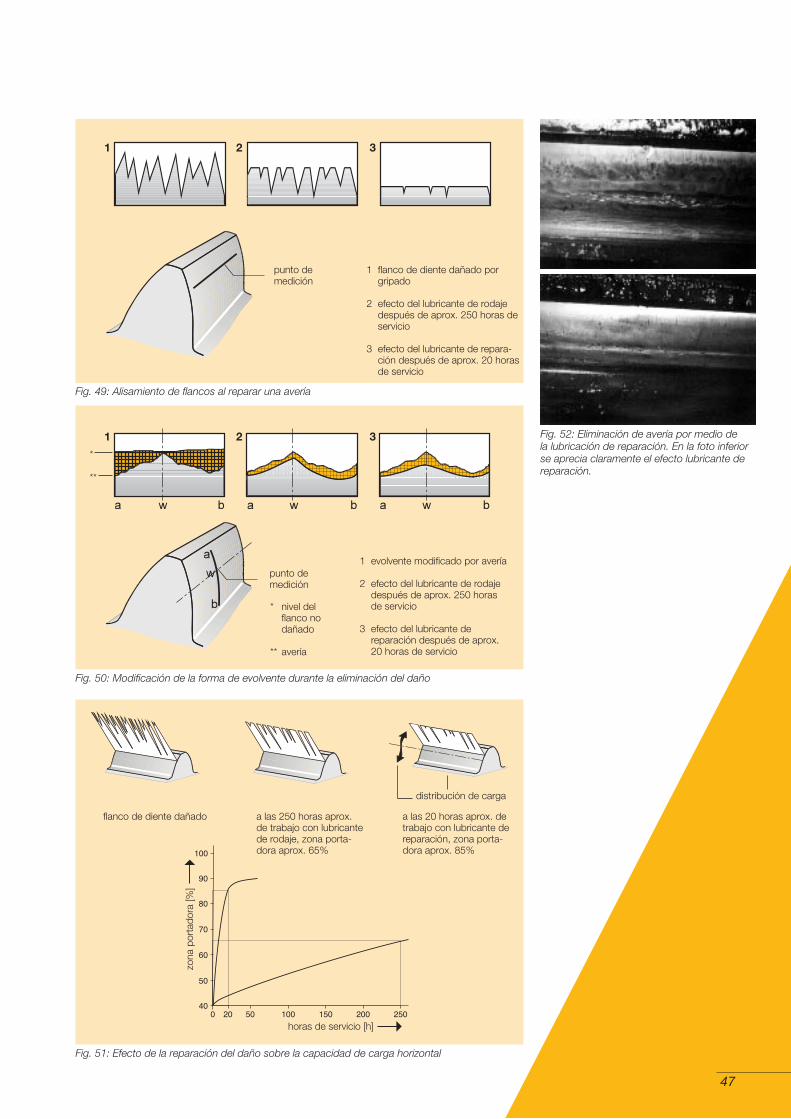
47
Fig. 49: Alisamiento de flancos al reparar una avería
Fig. 50: Modificación de la forma de evolvente durante la eliminación del daño
Fig. 51: Efecto de la reparación del daño sobre la capacidad de carga horizontal
Fig. 52: Eliminación de avería por medio de la lubricación de reparación. En la foto inferiorse aprecia claramente el efecto lubricante dereparación.
1 flanco de diente dañado por gripado
2 efecto del lubricante de rodajedespués de aprox. 250 horas deservicio
3 efecto del lubricante de repara-ción después de aprox. 20 horasde servicio
punto de medición
punto de medición
1 2 3
1 evolvente modificado por avería
2 efecto del lubricante de rodajedespués de aprox. 250 horas de servicio
3 efecto del lubricante de reparación después de aprox.20 horas de servicio
1 2 3
* nivel del flanco no dañado
** avería
*
distribución de carga
flanco de diente dañado a las 250 horas aprox. de trabajo con lubricantede rodaje, zona porta-dora aprox. 65%
a las 20 horas aprox. detrabajo con lubricante dereparación, zona porta-dora aprox. 85%
**
zona
por
tado
ra [%
]
horas de servicio [h]
K
K

48
El mantenimiento de transmisiones decorona dentada depende del métodode lubricación aplicado y por ello esmuy variado. En la lubricación manual,el mantenimiento se centra en unaverificación del estado de lubricación y una limpieza y eliminación de lubri-cantes usados para evitar que lubri-cantes viejos y sucios originen des-gaste y averías en las transmisiones.
En la lubricación por baño de inmer-sión es preciso cambiar el lubricanteen períodos regulares según el gradode contaminación. Esto también esválido para transmisiones que se lubrican por medio de un equipo delubricación por circulación. Es pre -ciso controlar regularmente el nivel de lubricante.
En el caso de una lubricación automá-tica de las transmisiones de coronadentada por medio de un equipo delubricación por circulación, como porej. Klübermatic PA, o equipos de pul-verización, los aparatos de lubricacióntienen gran importancia. En primerlugar es preciso realizar el manteni-miento según las prescripciones delfabricante de los equipos de lubrica-ción. La lista de verificación especifi-cada a continuación contribuye amejorar los trabajos de inspección ymantenimiento, y en general, evitar que se generen irregularidades.
Para no tener que diferenciar en ade-lante entre instalaciones de lubricaciónpor circulación o por pulverización, lospuntos de mantenimiento referentes alos dos tipos de instalaciones apare-cen marcados con un *. El resto depuntos de mantenimiento se refierenexclusivamente a equipos de lubrica-ción por pulverización.
Lubricación y mantenimientode transmisiones de coronasdentadas
9.

49
Estos trabajos son medidas preventi-vas para garantizar una alta seguridadde funcionamiento.
Los resultados de inspección y los trabajos realizados deben documen-tarse en un libro de trabajo indicandonúmero de máquina y fecha: Siemprese podrá recurrir a estas anotacionespara una toma de decisiones en casode repetidas irregularidades.
Lista de verificación para inspección y mantenimiento
1 Revisar regularmente el funcionamiento de los equipos de control y dedetección de anomalías*
2 Controlar el estado de lubricación*
3 Controlar y limpiar regularmente el filtro de lubricante.*
4 Eliminar regularmente la suciedad en las instalaciones de lubricación.*
5 Controlar la imagen de pulverización, como mínimo 1 vez al més y si esnecesario corregir la posición de las boquillas.
6 Eliminar cada 2 semanas los restos de lubricante en el interior de laplaca donde estan las boquillas de pulverización y en las cabezas de lasmismas.
7 Vaciar regularmente el depósito de lubricantes (según el tamaño deldepósito)
8 Llenar con cuidado los depósitos de lubricantes. Evitar la contamina-ción al llenar manualmente.*
9 Control de desgaste de los elementos mecánicos de las bombas de alimentación y bombas transfer (según la prescripción del fabricante) yverificar el caudal de suministro real en comparación con el valor re -querido de régimen, una vez al año.*
10 Controlar según experiencia – pero como mínimo 1 vez al año – las boqui-llas de pulverización y los distribuidores en cuanto a su función y pérdidasy si es necesario, sustituirlas. Los desmontajes para limpieza y reparacio-nes solamente pueden ser realizados por personal especializado.
11 Eliminación de lubricantes usado del área del piñón, como min 2 vecesal año, dependiendo del diseño de la caja de accionamiento.*
12 Cuando se usa un compresor separado: realizar el mantenimiento regu-larmente según las prescripciones del fabricante.
13 Realizar regularmente el mantenimiento del filtro de aire comprimido yseparador de agua, según la necesidad.
14 Controlar las juntas de cierre de la caja de accionamiento, una vez alaño, y sustrituirlas en caso de desgaste excesivo.*

50
10.1.InspeccionesA fin de evitar averías y prevenir dañosen los accionamientos, se recomiendainspeccionar detenidamente las trans-misiones de corona dentada al menosuna vez al año y documentar el estadode los flancos de diente portantes.Com parando y analizando los datoscontenidos en dicha documentación se obtiene una idea general del gradode desgaste de los flancos de diente ypueden adoptarse las medidas nece -sarias si se detectan daños o irregu -laridades.
10.2.Documentación técnicaDurante las inspecciones periódicas sellevan a cabo las siguientes medicionesy controles, que concluyen con la elaboración de un completo informetécnico:� Medición de vibraciones en los
cojinetes del piñón (velocidad delas oscilaciones en mm/s)
� Medición de la temperatura de los flancos de diente (temperaturaabsoluta y diferencia de tempera-tura Δt) durante el funcionamiento
� Documentación fotográfica de lassuperficies de los flancos
� Impresión en caucho de siliconade las superficies de los flancos dedientes (en caso necesario)
� Inspección visual de los flancos de dientes mediante estrobos -copio durante el funcionamiento
� Evaluación de la superficie portante de los flancos de dientesy de su estado
� Control de la imagen de pulveri -zación
� Optimización de la imagen de pulverización y de las cantidades de lubricante (en caso necesario)
10.3.ReparacionesEn caso de daños en los flancos de los dientes, los técnicos de Klüber llevarán a cabo las reparaciones perti-nentes (ver capítulo 8).
Los flancos de dientes dañados pueden tratarse por mecanizado:mediante fresado (picado o pitting) o rectificado (estrías, rebabas y escalo-nes de desgaste). A continuación debeutilizarse lubricante de reparación tipoD o lubricante de rodaje tipo B.
Servicios adicionales Klüber 10.
Fig. 53: Impresión en caucho de silicona de unflanco de dientes dañado
Fig. 54: Flanco de dientes dañado Fig. 55: Imagen de pulverización optimizada

51
11.1.Análisis de lubricantePara garantizar el perfecto funciona-miento de las transmisiones lubricadaspor baño de inmersión o por circula-ción es preciso analizar de formaperiódica el estado del lubricante deservicio utilizado. Los análisis del lubricante aportan información sobre el estado de las instalaciones y lascondiciones de servicio, pudiendodetectar de forma anticipada posiblesdaños. Además permiten determinarcon exactitud los intervalos de cambiode lubricante. Todo ello se traduce enuna mayor disponibilidad de las insta-laciones, en la posibilidad de planificarlos tiempos de inactividad y las repara-ciones, menores costos de reparacióny una reducción del impacto medio -ambiental. Los análisis de lubricanteresultan muy costosos y laboriosos.Klüber Lubrication ofrece estos servi-cios a todos sus clientes, en la mayoríade los casos de forma gratuita.
11.2.Extracción de muestrasPara obtener una muestra represen -tativa del lubricante, las muestrasextraídas deberían corresponder alpromedio cualitativo de la cantidadtotal de lubricante. Por tanto, resultamuy importante seleccionar minu -ciosa mente el momento y el lugar de la extracción de muestras; en casonecesario, recomendamos consultar a un especialista de Klüber. La expe-riencia ha demostrado que, para ob -tener muestras representativas, lomejor es extraer las mismas del bañode inmersión o del sistema de lubrica-ción por circulación, y siempre en condiciones de servicio similares,mientras la instalación se encuentra en funcionamiento y a la temperaturade servicio. Si no fuera posible tomar
muestras durante el funcionamiento de la máquina, debería procederse asu extracción inmediatamente despuésde haberla parado, para evitar unaposible sedimentación.
El mismo procedimiento es aplicable a los análisis realizados en intervalosregulares. Klüber Lubrication propor-ciona a sus clientes unos recipientesespeciales para muestras. Deben utili-zarse únicamente los recipientes lim-pios y que no hayan sido utilizadospreviamente, que deberán cerrarseherméticamente una vez depositada la muestra.
11.3.Documentación de lamuestra de lubricante yrecomendaciones sobre elprocedimiento posterior
Recomendamos colocar una etiquetaidentificativa inmediatamente despuésde extraer las muestras y rellenar unformulario de análisis de laboratorio. A continuación, enviar la muestra aKlüber Lubrication utilizando el materialde embalaje apropiado.
Una vez finalizado el análisis, KlüberLubrication informa al cliente porescrito acerca de los resultados, facili-tándole toda la información relativa alestado del lubricante y aconsejándolesobre la conveniencia de seguir utili-zándolo o no. Normalmente se indicatambién una fecha para la próximaextracción de muestras. Recomenda-mos estudiar los resultados del análisisjunto con un especialista cualificadode Klüber Lubrication, que además degarantizar una correcta interpretaciónde todos los datos aportará sus ideasy comentarios sobre el estado dellubricante y de las instalaciones.
Análisis de lubricante usado y documentaciónCómo determinar el estado de los lubricantes de servicio del tipo C (lubricación por baño de inmersión y por circulación)
11.

52
ImprimaciónLubricación de rodajeLubricación de rodaje forzadoLubricación de servicioLubricación de reparación
Los lubricantes de servicio transparen-tes, muy viscosos, representan unanueva generación de productos que enlos próximos años irán sustituyendo ala mayor parte de las grasas negras degrafito utilizadas para la lubricación degrandes accionamientos de coronadentada.
Con vistas a una máxima protecciónmedioambiental, a principios de losaños noventa Klüber Lubrication München KG empezó a desarrollarlubricantes adecuados, también desdeel punto de vista ecológico, paraaccionamientos de gran tamaño.
Los lubricantes transparentes Klüberfluid C-F ... Ultra vienen aplicándose en todo el mundo desdehace unos diez años y actualmente seemplean con excelentes resultadospara la lubricación de varios cente -nares de accionamientos de coronadentada (cifra que sigue aumentando).Si lo desea, ponemos a su disposiciónuna lista de referencia.
Los principales fabricantes de hornosrotatorios y molinos tubulares para laindustria pesada, así como las empre-sas líderes en la producción de accio-namientos, han incluido los lubricantesKlüberfluid C-F ... Ultra en sus planesde lubricación. Aplicados mediante sistemas de pulverización, con estoslubricantes se puede obtener unareduc ción del consumo de hasta un50% en comparación con los lubri -cantes adherentes empleados hastaahora. En caso de lubricación por bañode inmersión o circulación, los inter -valos de cambio de lubricante pueden
ser de 14.000 horas o más, en funciónde las condiciones de servicio.
A continuación se enumeran algunasde las exigencias que debe cumpliresta nueva generación de lubricantes:� elevada protección de los flancos
de dientes� ausencia de metales pesados,
disolventes, grafito ni bitúmenes� buenas propiedades de adherencia
a los flancos de diente� buena protección anticorrosiva� consumo reducido� eliminación fácil y económica� reducido mantenimiento� resultados de inspección más
precisos� mayor vida útil de los
componentes� larga duración de servicio de la
película lubricante� reducción de las temperaturas
y oscilaciones
Los lubricantes transparentes Klüberfluid Ultra responden per -fectamente a todas estas exigencias y han demostrado su eficacia en todo el mundo.
En el ensayo FZG A/8,3/90 según DIN 51 354, estos lubricantes alcanzansin problemas un nivel de carga > 12con un desgaste < 0,2 mg/kWh. En eltest efectuado en aparato de cuatrobolas según DIN 51 350 (parte 4) sealcanza una carga de soldadura de6.500 N a 8.000 N. Los productos Klüberfluid pueden utilizarse tanto para la lubricación por pulverizacióncomo para la de circulación o el baño de inmersión.
Estos lubricantes producen un efectoelastohidrodinámico que separa losflancos de dientes, suaves y lisos. Esdecisivo a este respecto que el lubri-cante se distribuya perfectamente y
Lubricantes transparentesKlüber para grandes acciona-mientos de corona dentada
12.

53
que la película lubricante tenga elespesor adecuado, así como que losaccionamientos de corona dentadaestén correctamente ajustados. Siempre que se utilice cualquiera delos productos transparentes de lagama Klüberfluid C-F ... Ultra, la película lubricante en los flancos dedientes puede hacerse visible con una lámpara UV con una longitud deonda de 366 nm como mínimo.
Las indicaciones contenidas en estefolleto referentes a la aplicación de los lubricantes de grafito son válidas prácticamente en su totalidad para losproductos exentos de grafito; en cual-quier caso, deberá observarse minu-ciosamente la temperatura ambiente yla temperatura del producto. Si no sepuede alcanzar la temperatura de apli-cación consignada, será preciso cale-faccionar la instalación de pulveriza-ción (incluidas las boquillas) y el barrilo contenedor de lubricante.
En caso de lubricación por baño deinmersión puede ser necesario calefac-cionar el depósito de lubricante. Si seutiliza el equipo de lubricación por circulación Klübermatic PA a bajastemperaturas ambientales, sería re -comendable colocar la bomba com-pleta y el sistema de filtros en un lugar calefaccionado; por otra parte,debería calefaccionarse y aislarse eldepósito de lubricante y las tuberías de alimentación y retorno.
El sistema de lubricación A – B – Cencuentra aplicación también para losproductos transparentes Klüberfluid:
A = imprimaciónB = lubricación de rodaje o de
correcciónC = lubricación de servicio
12.1.Imprimación con Klüberplex AG 11-462Para la lubricación de imprimación se ha formulado la grasa Klüberplex AG 11-462, de color claro y exenta de grafito. En caso de no disponer de ningún lubricante de imprimación, puede utilizarse también Klüberfluid C-F 3 Ultra, que se ca racteriza por sus buenas propieda-des de adherencia. Los métodos deaplicación y las cantidades son losmismos que para los lubricantes degrafito. En los lubricantes de coloresclaros o transpa rentes, las imágenesdel reparto de cargas no se distin guentan claramente.
12.2.Lubricación de rodaje conKlüberfluid B-F 2 UltraEs aplicable todo lo expuesto en el apartado 5.2 con referencia a lalubricación de rodaje.
12.3.Lubricación de rodaje forzado con Klüberfluid D-F 1 UltraPara este producto de la gama Klüberfluid rige también todo loexpuesto en el capítulo 6 “Lubricaciónde rodaje forzado”, si bien las huellasde presión apenas son visibles debidoa la coloración gris clara del lubricante.No obstante, al ser transparente,puede verificarse con ayuda de unestroboscopio el estado de los flancosde dientes, pudiendo identificar cual-quier variación de forma inmediata. Es de especial importancia efectuaruna medición de la temperatura porinfrarrojos durante el funcionamientode la instalación para controlar la distribución de las cargas en los flancos de dientes.

54
12.4.Lubricación de servicio� Klüberfluid C-F 3 Ultra
� Klüberfluid C-F 3 M Ultra
� Klüberfluid C-F 3 S Ultra
� Klüberfluid C-F 4 Ultra
� Klüberfluid C-F 5 Ultra
� Klüberfluid C-F 7 Ultra
� Klüberfluid C-F 8 Ultra
En nuestro actual programa de productos ofrecemos los siete tipos de lubricantes indicados más arriba.Klüberfluid C-F 5 Ultra y Klüberfluid C-F 7 Ultra son productostotalmente sintéticos. Todos los demás son parcialmente sintéticos, esdecir, están compuestos de aceitesmine rales y sintéticos, además de polí -meros y aditivos especiales. La princi-pal diferencia entre estos lubricanteses su viscosidad cinemática, queoscila entre 3.100 mm2/s a 40 °C y25.000 mm2/s a 40 °C. Estos produc-tos se utilizan también en otros puntosde fricción, como rodamientos y cojinetes lisos, en todos los ramos dela industria. Encontrará informaciónmás detallada en las respectivas hojas de información de producto.
Excepto Klüberfluid C-F 3 S Ultra,todos los productos pueden emplearse para la lubricación por pulverización, por circulación y porbaño de inmersión, siempre y cuandolas tempera turas ambiente, de ser vi cioy del lubricante sean apropiadas. Esto es válido sobre todo para Klüberfluid C-F 3 M Ultra (ver infor ma -ción de producto).
En la tabla 3 y en la Fig. 57 encontraráuna serie de datos orientativos sobrelas cantidades de consumo de lubri-cantes de rodaje y de servicio. Klüberfluid C-F 3 S Ultra contiene un
disolvente y sólo puede utilizarse parala lubricación por pulverización. Eldisolvente en cuestión es un productonatural respetuoso con el medioambiente.
NOTA IMPORTANTELa cubierta protectora y las juntas deleje tienen que ser lo más impermeablesal aceite posible, a fin de evitar escapesde lubricante y la entrada de impurezas.Los aceites Klüberfluid tienen un com-portamiento de flujo muy diferente al de las grasas GRAFLOSCON. Por tanto,al cambiar de producto lubricante parapasar a utilizar un aceite Klüberfluid, lajunta de la cubierta protectora de lacorona dentada tiene que tener mejo-res propiedades estanqueizantes paraevitar derrames. Las juntas Y handemostrado su eficacia a este res-pecto.
Contrario al pasado, las juntas ya nose rellenan de grasa, ya que es sufi-ciente la penetración por el lubricantede servicio para lubricar los labios dela junta.
Estas medidas son necesarias paragarantizar una correcta lubricación delas transmisiones, y constituyen unainversión siempre rentable porque elconsumo de lubricante se reducehasta un 50% frente a la lubricación a pérdida con el lubricante de serviciotipo C (con grafito). Un menor con-sumo de lubricante lleva aparejado unconsiderable ahorro en concepto deeliminación y mantenimiento.
12.5.Lubricación de reparación con Klüberfluid D-F 1 UltraLa lubricación de reparación con o sin previo mecanizado de los flancos de dientes se lleva a cabo tal como se describe en el apartado 6.

tiempo de pulverización (20 sec.)
tiempo de pulverización (20 sec.)
tiempo de pausa (300 sec.)
esp
esor
de
la p
elic
ula
lub
rican
te [μ
m]
esp
esor
de
la p
elic
ula
lub
rican
te [μ
m]
Klüberfluid C-F 3 Ultra = lubricación insuficiente
GRAFLOSCON C-SG 0 Ultra
tiempo de pausa (300 sec.)
tiempo de pulverización (10 sec.)
tiempo de pulverización (10 sec.)
tiempo de pausa (130 sec.)tiempo de pausa (130 sec.)
Fig. 56a: Diagrama del espesor de la película lubricante con lubricación intermitente – no se recomiendan prolongados tiempos de pausa
Fig. 56b: Diagrama del espesor de la película lubricante con lubricación intermitente – se recomiendan cortos tiempos de pausa
20
50 100 150 200 250 30010
100 200 300 400 500 600
�
�
�
�
�
�
��
�
�
�
�
�
���
��
�
� � �
�
�
�� � �
Aceite lubricante adherente, viscosidad cinemática del aceite base a 40 °C: 16.500 mm2/s (cSt)
Grasa lubricante adherente,viscosidad cinemática del aceite base a 40 °C: 680 mm2/s (cSt)
20
15
10
5
0
20
15
10
5
0
Tiempo [sec.]
Tiempo [sec.]
Klüberfluid C-F 3 Ultra
curva probable
55
LambdaLambda (�) es la relación aritméticaentre el espesor de la película lubri-cante (hc) dividido por la suma de larugosidad media de ambas coronasdentadas (Ra1 + Ra 2). La tabla 3muestra los valores Lambda para losdistintos lubricantes:
GRAFLOSCON = grasa adherenteKlüberfluid = aceite de alta
viscosidad
hcLambda � = ––––––––––––Ra1 + Ra2––––––––––
2
Si Lambda es mayor a 2 (es decir, elespesor de la película lubricante es eldoble de la rugosidad superficial Ra ),se habla de lubricación totalmenteelastohidrodinámica, es decir, los flancos de dientes están completa-mente separados por efecto de la película lubricante.
Si el valor Lambda se sitúa entre 0,7 y 2, el accionamiento opera en régimende fricción mixta, es decir, puede producirse contacto metal/metal entre las superficies de los flancos de dientes.
Si Lambda es inferior a 0,7, se trata de un caso de lubricación límite y esinevitable que se produzca contactometal/metal entre las superficies de losflancos de dientes. Así pues, el valorLambda debería ser siempre superior a 2.
En un sinfín de aplicaciones prácti-cas a escala mundial llevadas a cabodesde 1995 hemos podido constatar la validez de estos datos teóricos y la efectividad de los productos Klüberfluid.
Espesor de la película lubricante13.

56
Potencia de entrada P 1550 kW
Par de giro piñón 134 kNm
Módulo m 25,4 mm
Anchura del diente b 625 mm
Angulo de chaflán 0 º
Velocidad piñón/rueda 110 / 15,5 min–1
Velocidad periférica � 4,538 m /s
Número de dientes piñón/rueda 31 / 220
Angulo de ataque 20º
Distancia entre ejes a 3190 mm
GRAFLOSCON C-SG 0 Ultra
GRAFLOSCON C-SG 0 Ultra
GRAFLOSCON C-SG 1000 Ultra
GRAFLOSCON C-SG 1000 Ultra
GRAFLOSCON C-SG 2000 Ultra
GRAFLOSCON C-SG 2000 Ultra
Klüberfluid C-F 3 Ultra
Klüberfluid C-F 3 Ultra
Klüberfluid C-F 3 M Ultra
Klüberfluid C-F 3 M Ultra
Klüberfluid C-F 4 Ultra
Klüberfluid C-F 4 Ultra
Klüberfluid C-F 5 Ultra
Klüberfluid C-F 5 Ultra
Klüberfluid C-F 7 Ultra
Klüberfluid C-F 7 Ultra
Klüberfluid C-F 8 Ultra
Klüberfluid C-F 8 Ultra
Producto Temperaturade servicio flanco
de dientes[ºC]
60
60
60
60
60
60
60
60
60
60
60
60
60
60
60
60
60
60
680
680
1000
1000
2000
2000
16500
16500
25500
25500
3100
3100
4900
4900
23000
23000
8000
8000
200
200
260
260
550
550
3850
3850
5900
5900
910
910
1670
1670
6575
6700
2100
2100
40
40
44
44
95
95
500
500
750
750
165
165
350
350
1000
1000
320
320
Cálculo del espesor de la película lubricante(a base de una lubricación continua)Accionamiento de corona dentada/piñón de un molino tubular
Viscosidad cinemáticaa temperatura
�*[mm2/s]
40 ºC 60 ºC, aprox. 100 ºC
Rugosidad de los flancos de dientesantes de la lubricación de rodaje: Ra = 4,3 μm ,
después de la lubricación de rodaje: Ra = 0,4 μm
* � = Viscosidad a base de valores medidos típicos
** Ra = Rugosidad media aritmética (según DIN 4768hoja 1) de todos las ordenadas de perfil y después de eliminar los errores de forma yondulaciones: valor Ra varia entre 1/4 y 1/7 del valor RZ (DIN 4767)
*** hc = Espesor de la película lubricante en el círculoprimitivo (valor máximo) a 60 °C
Table 3

57
Rugosidad de los flancos
Ra**[μm]
Espesor de película
hc***[μm]
Lambda
�****
4,3
0,4
4,3
0,4
4,3
0,4
4,3
0,4
4,3
0,4
4,3
0,4
4,3
0,4
4,0
0,4
4.3
0,4
2,53
2,55
3,01
3,04
5,10
5,16
19,9
20,2
27,0
27,3
7,3
7,4
11,1
11,2
30,2
31,0
13,0
13,2
0,63
6,38
0,75
7,60
1,28
12,90
4,98
50,42
6,74
68,20
1,82
18,38
2,78
28,08
7,60
77,60
3,26
32,94
hc**** � = ––––––––––– Ra 1 – Rugosidad de flanco de diente rueda 1**** � = Ra 1 + Ra 2
––––––––––– Ra 2 – Rugosidad de flanco de diente rueda 22
Evaluación:Lambda < 0,7 Fricción seca/lubricación límite (no EHD)0,7 < Lambda < 2,0 Fricción mixta (EHD parcial)Lambda > 2,0 Fricción fluida/lubricación hidrodinámica
(EHD completo)

58
A – Lubricación de imprimación y de pre-arranque
GRAFLOSCON A-G 1 Ultra Para aplicación manual con pincel oespátula
B – Lubricación de rodaje, lubricación de corrección
GRAFLOSCON B-SG 00 Ultra Para aplicación mediante sistemas automáticos de lubricación por pulveri-zación o equipos manuales de pulveri -zación, por ej. Klübermatic LB
Klüberfluid B-F 1 Ultra Para lubricación por baño de inmersióncon o sin rueda noria y lubricación porcirculación con Klübermatic PA
C – Lubricación de servicio
GRAFLOSCON C-SG 0 Ultra Para aplicación mediante sistemas GRAFLOSCON C-SG 1000 Ultra automáticos de lubricación por pulveri-GRAFLOSCON C-SG 2000 Ultra zación o equipos manuales de pulveri-
zación, por ej. Klübermatic LB
Klüberfluid C-F 1 Ultra Para lubricación por baño de inmersiónKlüberfluid C-F 2 Ultra con o sin rueda noria y lubricación por
circulación con Klübermatic PA
D – Lubricación de reparación, lubricación de rodaje forzado
GRAFLOSCON D-SG 00 Ultra Para aplicación manual con pincel oraparato manual de pulverización, p. ej.Klübermatic LB
Lubricación con sistema Klüber A – B – C y lubricaciónde reparación D
14.
con lubricantes grafíticos negros, no transparentes
Cuadro de conjunto
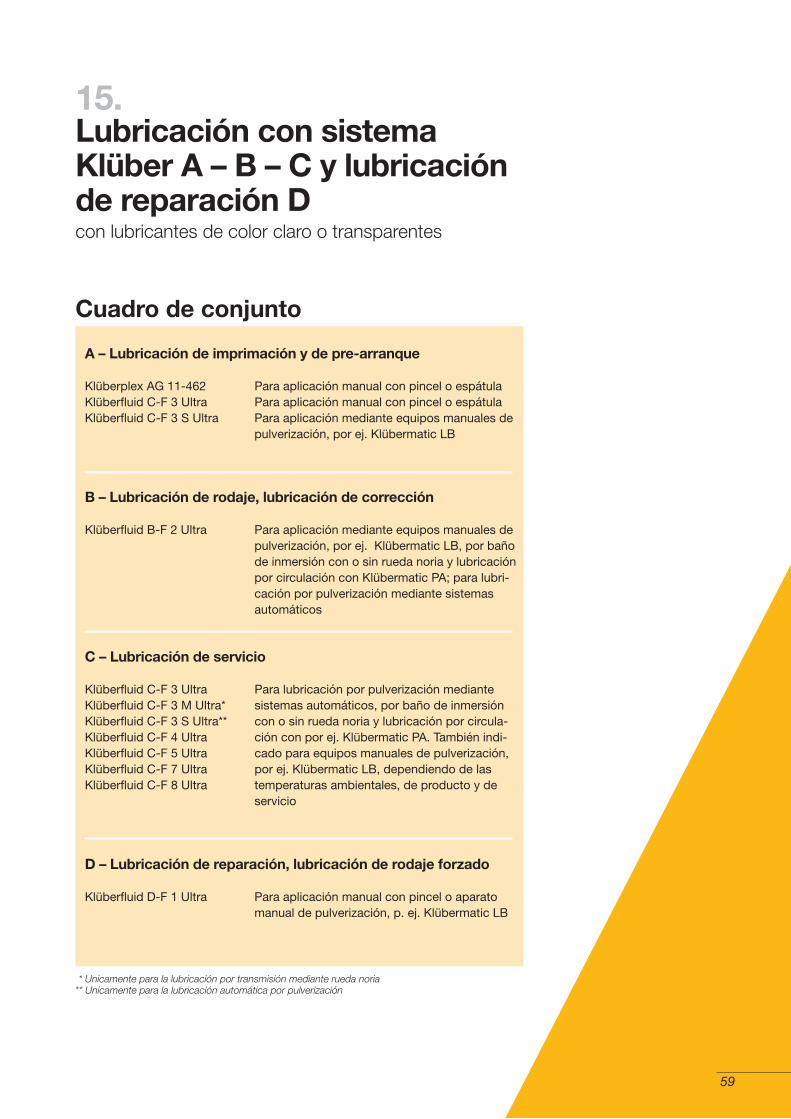
59
A – Lubricación de imprimación y de pre-arranque
Klüberplex AG 11-462 Para aplicación manual con pincel o espátulaKlüberfluid C-F 3 Ultra Para aplicación manual con pincel o espátulaKlüberfluid C-F 3 S Ultra Para aplicación mediante equipos manuales de
pulverización, por ej. Klübermatic LB
B – Lubricación de rodaje, lubricación de corrección
Klüberfluid B-F 2 Ultra Para aplicación mediante equipos manuales depulverización, por ej. Klübermatic LB, por bañode inmersión con o sin rueda noria y lubricaciónpor circulación con Klübermatic PA; para lubri -cación por pulverización mediante sistemasautomáticos
C – Lubricación de servicio
Klüberfluid C-F 3 Ultra Para lubricación por pulverización medianteKlüberfluid C-F 3 M Ultra* sistemas automáticos, por baño de inmersiónKlüberfluid C-F 3 S Ultra** con o sin rueda noria y lubricación por circula-Klüberfluid C-F 4 Ultra ción con por ej. Klübermatic PA. También indi-Klüberfluid C-F 5 Ultra cado para equipos manuales de pulverización,Klüberfluid C-F 7 Ultra por ej. Klübermatic LB, dependiendo de lasKlüberfluid C-F 8 Ultra temperaturas ambientales, de producto y de
servicio
D – Lubricación de reparación, lubricación de rodaje forzado
Klüberfluid D-F 1 Ultra Para aplicación manual con pincel o aparatomanual de pulverización, p. ej. Klübermatic LB
Lubricación con sistema Klüber A – B – C y lubricación de reparación D
15.
con lubricantes de color claro o transparentes
Cuadro de conjunto
* Unicamente para la lubricación por transmisión mediante rueda noria** Unicamente para la lubricación automática por pulverización

60
LUBRICANTESGRAFLOSCON A-G 1 Ultra negro (con grafito)Klüberplex AG 11-462 de color claroKlüberfluid C-F 3 Ultra transparenteKlüberfluid C-F 3 S Ultra transparente
Campos de aplicaciónEn todas las transmisiones de coronadentada con dentado recto o inclinado,sin consideración del método de lubri-cación seleccionado y de la forma deaplicación del lubricante para la lubrica-ción de rodaje y de servicio.
Finalidad� Lubricación inicial para proteger
a las transmisiones de un funcio-namiento en seco y de sus con -secuencias durante las primerasrevoluciones de la máquina.
� Protección contra la corrosiónhasta la definitiva puesta en marcha de las máquinas.
� Identificación de la imagen portadora dinámica por medio de la impresión de lubricante sobre los flancos de dientes, en dife rentes tonos de color gris. Permite verificar con sencillez la distribución de cargas.
� Evitar la lubricación insuficiente en transmisiones lubricadas porpulverización, hasta que se genereuna capa de lubricante de servicioque asegure la correcta lubrica-ción.
Aplicación de lubricanteManualmente sobre el dentado depiñones y coronas previamente limpiasde otras grasas y de puntos de corro-sión.La aplicación se efectua con pincel, espátula o con equipo manual de pulverización, por ej. Klübermatic LB. Transmisión parada. Aplicar una capa espesa (aprox. 1,5 mm) mediante pincel de cerdas duras a todos losflancos de dientes portadores de carga del piñón y de la corona den-tada. Cubrir ligeramente todas lasáreas restantes con lubricante para laprotección contra la corrosión (véasecapítulo 5.1).
A – Lubricación de imprimación y de pre-arranquecon lubricantes transparentes y grafitados

61
Cantidades de adquisión
Ejemplo:Diámetro primitivo de la corona dentada Ø: 6000 mmAncho del flanco de diente: 800 mm
Cantidad necesaria resultante: aprox. 28,5 kg
± 10%
Cantidad de adquisición: 30 kg
anch
o d
e fla
nco
de d
ient
es [m
m]
cant
idad
nec
esar
ia [k
g]
diámetro de la corona dentada [mm]
Fig. 57: Diagrama: Cantidades necesarias de lubricante de imprimación

62
con lubricantes grafitados o transparentes
LUBRICANTESGRAFLOSCON B-SG 00 Ultra de color negro (con grafito)
para la lubricación por pulverización(1 o 2 180 kg barrilles)
Klüberfluid B-F 1 Ultra de color negro (con grafito) para la lubricación por inmersión/circulación
Klüberfluid B-F 2 Ultra transparente para la lubricación porinmersión/circulación/pulverización(2 o 3 180 kg barrilles)
Según el tipo y el tamaño de la transmisión, se requieren normalmente uno hastados barriles de 180 kg para el rodaje con lubricación por pulverización
AplicaciónEn todas las transmisiones de coronacon dentado inclinado o recto. Paraaplicación por medio de sistemasautomáticos de lubricación por pulveri-zación o a través de aparatos manualde pulverización por aire comprimido,por ej. Klübermatic LB, o lubricaciónpor inmersión/pulverización.
Finalidad� Eliminación de asperezas de
superficie y de ondulaciones en los flancos de dientes portadoresde carga, por medio de un des-gaste controlado.
� Aumento de la zona portadora y distribución uniforme de la carga.
� Reducción del peligro de gripadolocal durante la puesta en marchaa causa del aumento parcial de lapresión sobre los flancos
Preparación (en la lubricación por pulverización automática)Llenar el depósito de lubricante oconectar la tubería de lubricante con la bomba de barril o con la bomba del sistema de contenedor. Determina-ción de la cantidad de consumo delubricante mediante los diagramas (Fig. 22 ó 22a).
Ajustar el equipo automático de pulverización en posición “lubricacióncasi-continua”, poniendolo en marchaantes del arranque de la máquina. Verificar la imagen de pulverización.
Preparación (en la lubricación porinmersión o circulación)Llenar con lubricante el baño de in -mersión o bien el depósito y rellenardespués de las primeras revolu cionesde la transmisión.
Proceso de rodajeComenzar con carga de trabajo redu-cida, aumentándola escalonadamente.Fácilmente realizable en el caso demolinos de bolas (véase el esquema de rodaje en el capítulo 5.2). En trans -misiones que sólo se pueden poner enmarcha bajo carga total, hay que reali-zar en todo caso una lubricación derodaje forzada (véase el capítulo 6). El lubricante de rodaje debe ser susti-tuido por el lubricante de ser vicio des-pués de max. 7000 horas.
InspecciónRealizar diariamente inspecciones de lastransmisiones para controlar el estadode los flancos de dientes en la fase derodaje. Para los métodos de inspecciónvéase el capítulo 10.
B – Lubricación de rodaje o lubricación de corrección

63
Cantidades específicas de consumo de lubricantes de rodaje
Tipo de instalación/transmisión
Transmisiones de tamboresrotativos(por ej. enfriadores rotativos)
Transmisiones de piñón únicopara hornos
Transmisiones de molinos depiñón único para molinos
Transmisiones grandes depiñón único para molinos ytransmisiones de piñón doblepara hornos
Transmisiones de piñón doblepara molinos
Las cantidades de consumo específicas sólo son válidas para GRAFLOSCON B-SG 00 ULTRA aplicado por pulverización.* ancho de los flancos de dientes en cm
4
5
6
7
8
Cantidades específicasde consumo necesarias[g/(cm* · hora de servicio)]
1
2
3
4
5
Ejemplos para el cálculo de cantidades de consumo
Cantidad de consumo necesaria
[g/ (cm · hora de servicio)]
Anchura de flancos [cm]
Cantidad de consumo/hora de servicio, [g]
Cantidad de consumo/24 horas de servicio, [kg]
En transmisiones de piñón doble, no hay que doblar la cantidad de consumo sino distribuirla de forma uniforme sobre ambas placas deboquillas.
8
85
8 · 85 =680
0,68 · 24 =16,32
4
40
4 · 40 =160
0,16 · 24 =3,84
Transmisión depiñón doble
para molinos (tipo 5)
Transmisión de tambor
rotativo (tipo 1)
64
C – Lubricación de servicio
LUBRICANTESGRAFLOSCON C-SG 0 UltraGRAFLOSCON C-SG 1000 UltraGRAFLOSCON C-SG 2000 Ultra
Cambio a lubricación de servicioEl cambio de lubricación de rodaje a la lubricación de servicio se realizadespués de haber conseguido un suficiente alisamiento de la superficiede los flancos de dientes y una satis-factoria zona portadora de carga,como mínimo un 80%. Al realizar el cambio a la lubricación de servicio, hay que mantener constante el caudalde lubricante dosificado en el procesode rodaje, durante unas 50 horas aprox.A continuación, la cantidad de con-sumo de lubricante debe reducirse, no de forma inmediata, sino gradual-mente en intervalos de 150 a 200horas, cada vez por 0,5 a 1 g (cm · h).
Al reducir la cantidad, el control delsistema de pulverización debería estarregulado con cortas pausas entre lostiempos de pulverización. Estos tiem-pos cortos pero frecuentes producenun suministro más homogéneo delubricante a la transmisión, aumen-tando de esta forma la seguridad deservicio.
Cantidades de consumoLa tabla a continuación muestra lascantidades específicas de consumocon las cuales y en dependencia del
tipo de instalación y ancho de los flancos de dientes, se puede calcularla cantidad necesaria de lubricante porunidad de tiempo; un cálculo de con-sumo también es posible mediante eldiagrama (Fig. 22). Referente a estetema veáse también la observaciónadjunta. Las cantidades de consumoindicadas en el diagrama se refieren a GRAFLOSCON C-SG 0 Ultra.
ConGRAFLOSCON C-SG 1000 Ultra es posible reducir el consumo en un 10% y con GRAFLOSCON C-SG 2000 Ultra en un 20%.
InspeccionesPara conseguir un servicio sin irregu -laridades, es preciso realizar periódica-mente inspecciones del estado de losflancos de dientes y de la imagen depulverización. El equipo de lubricaciónpor pulverización tiene que ser contro-lado cuidadosamente según las pres-cripciones del fabricante.
con lubricantes grafitados de color negro – lubricación por pulverización

65
Tipo de instalación/transmisión
* ancho de los flancos de dientes en cm
Cantidades específicasde consumo necesarias[g/(cm* · hora de servicio)]
1
2
3
4
5
Ejemplos para el cálculo de cantidades de consumo
Cantidad de consumo necesaria
[g/ (cm · hora de servicio)]
Ancho de flancos [cm]
Cantidad de consumo/hora de servicio, [g]
Cantidad de consumo/24 horas de servicio, [kg]
En transmisiones de piñón doble, no hay que doblar la cantidad de consumo sino distribuirla de forma uniforme sobre ambas placas deboquillas.
3,5
85
3,5 · 85 =297,5
0,297 · 24 =7,14
1,5
40
1,5 · 40 =60
0,060 · 24 =1,44
Transmisión depiñón doble
para molinos (tipo 5)
Transmisión de tambor
rotativo (tipo 1)
1,0 hasta 1,5
1,5 hasta 2,0
2,0 hasta 2,5
2,5 hasta 3,0
3,0 hasta 3,5
Cantidades de consumo específicas para lubricantes de servicio con grafito
NOTA
Las cantidades específicas de con-sumo indicadas se basan en lassiguientes condiciones funcionales:
� flancos de dientes sin dañosimportantes
� suficiente zona portadora decarga
� control y mantenimiento cuidadosos y en periodos regulares, tanto de la transmisiónde corona dentada, como delequipo de lubricación por pulveri-zación
� condiciones de servicio normales
� buena imagen de pulverización
� aplicación de lubricantes de servicio GRAFLOSCON del tipo C
Transmisiones de tamboresrotativos(por ej. enfriadores rotativos)
Transmisiones de piñón únicopara hornos
Transmisiones de molinos depiñón único para molinos
Transmisiones grandes depiñón único para molinos ytransmisiones de piñón doblepara hornos
Transmisiones de piñón doblepara molinos

66
C – Lubricación de servicio
LUBRICANTES CAMPO DE TEMPERATURAS DE USO1)
Klüberfluid C-F 3 Utra (15 hasta 120 °C) solamente con equipos de Klüberfluid C-F 3 M Ultra (50 hasta 100 °C – pulverización manual)
Klüberfluid C-F 3 S Ultra (0 hasta 80 °C)Klüberfluid C-F 4 Ultra (5 hasta 80 °C)Klüberfluid C-F 5 Ultra (– 5 hasta 80 °C)Klüberfluid C-F 7 Ultra (15 hasta 120 °C)Klüberfluid C-F 8 Ultra (10 hasta 80 °C)
Cambio a lubricación de servicioEl cambio de lubricación de rodaje a la lubricación de servicio se realizadespués de haber conseguido un suficiente alisamiento de la superficiede los flancos de dientes y una satis-factoria zona portadora de carga,como mínimo un 80%.
Al realizar el cambio a la lubricación de servicio, hay que mantener cons-tante el caudal de lubricante dosificadoen el proceso de rodaje, durante unas50 horas aprox. A continuación, la can-tidad de consumo de lubricante debereducirse, no de forma inmediata, sino gradualmente en intervalos de 150 a 200 horas, cada vez por 0,5 a 1 g (cm · h).
Al reducir la cantidad, el control delsistema de pulverización debería estarregulado con cortas pausas entre lostiempos de pulverización. Estos tiem-pos cortos pero frecuentes producenun suministro más homogéneo delubricante a la transmisión, aumen-tando de esta forma la seguridad de servicio.
Cantidades de consumoLa tabla a continuación muestra lascantidades específicas de consumacon las cuales y en dependencia deltipo de instalación y ancho de los flancos de dientes, se puede calcularla cantidad necesaria de lubricante porunidad de tiempo; un cálculo de con-sumo también es posible mediante eldiagrama (Fig. 22a).
InspeccionesPara conseguir un servicio sin irregu -laridades, es preciso realizar periódica-mente inspecciones del estado de losflancos de dientes y de la imagen depulverización. El equipo de lubricaciónpor pulverización tiene que ser contro-lado cuidadosamente según las pres-cripciones del fabricante.
1) véase Nota en la pág. 71
con lubricantes transparentes – lubricación por pulverización
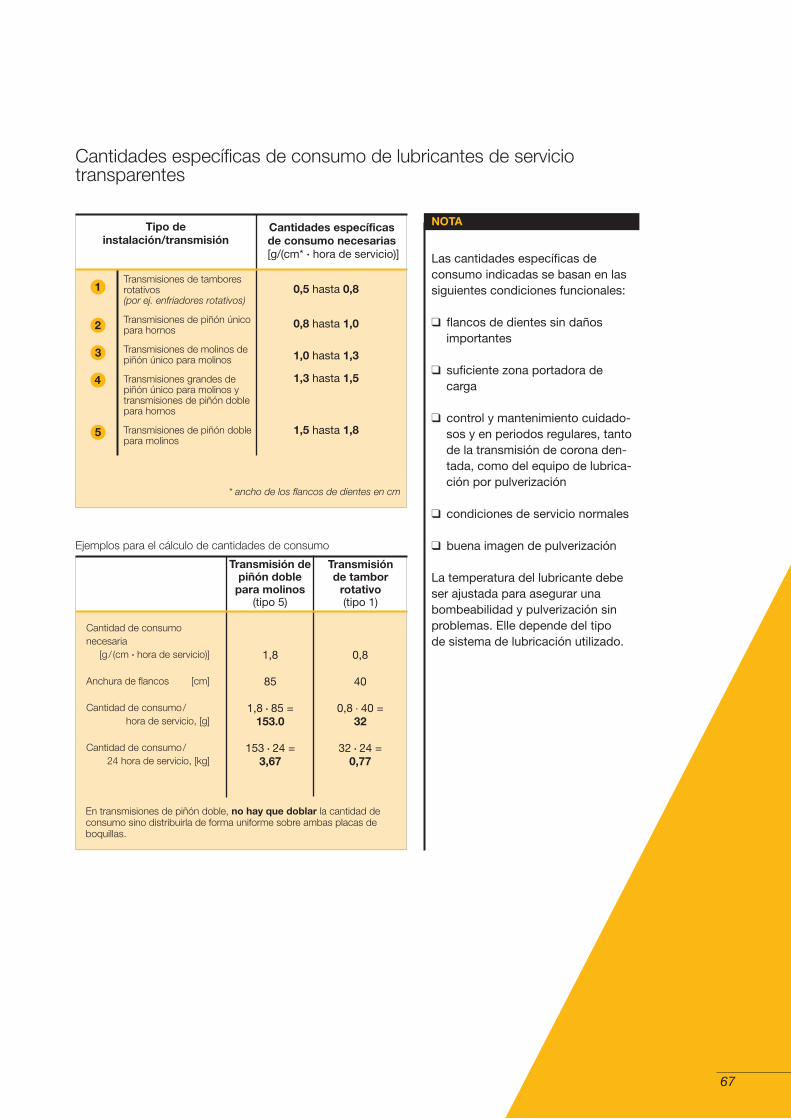
67
NOTA
Las cantidades específicas de consumo indicadas se basan en lassiguientes condiciones funcionales:
� flancos de dientes sin dañosimportantes
� suficiente zona portadora decarga
� control y mantenimiento cuidado-sos y en periodos regulares, tantode la transmisión de corona den-tada, como del equipo de lubrica-ción por pulverización
� condiciones de servicio normales
� buena imagen de pulverización
La temperatura del lubricante debeser ajustada para asegurar unabombeabilidad y pulverización sinproblemas. Elle depende del tipo de sistema de lubricación utilizado.
Tipo de instalación/transmisión
Transmisiones de tamboresrotativos(por ej. enfriadores rotativos)
Transmisiones de piñón únicopara hornos
Transmisiones de molinos depiñón único para molinos
Transmisiones grandes depiñón único para molinos ytransmisiones de piñón doblepara hornos
Transmisiones de piñón doblepara molinos
* ancho de los flancos de dientes en cm
Cantidades específicasde consumo necesarias[g/(cm* · hora de servicio)]
1
2
3
4
5
Ejemplos para el cálculo de cantidades de consumo
Cantidad de consumo necesaria
[g/ (cm · hora de servicio)]
Anchura de flancos [cm]
Cantidad de consumo/ hora de servicio, [g]
Cantidad de consumo/ 24 hora de servicio, [kg]
En transmisiones de piñón doble, no hay que doblar la cantidad deconsumo sino distribuirla de forma uniforme sobre ambas placas deboquillas.
1,8
85
1,8 · 85 =153.0
153 · 24 =3,67
0,8
40
0,8 · 40 =32
32 · 24 =0,77
Transmisión depiñón doble
para molinos (tipo 5)
Transmisión de tambor
rotativo (tipo 1)
0,5 hasta 0,8
0,8 hasta 1,0
1,0 hasta 1,3
1,3 hasta 1,5
1,5 hasta 1,8
Cantidades específicas de consumo de lubricantes de servicio transparentes

68
Ventajas de los Klüberfluids
� están exentos de betún, disolventes y plomo
� buen comportamiento viscosidad-temperatura
� reducidas pérdidas por evaporación
� sencillos trabajos de limpieza y de eliminación
� reducido peligro de auto-inflamación
� sencillo control del estado de los flancos de dientes
� no se originan “zanjas” en lasuperficie del baño de inmersión,dado el buen reflujo del lubri-cante dentro del campo de tem-peraturas de uso indicadas
� la calefacción y/o refrigeracióndel baño de inmersión, sólo esnecesaria en casos especiales
C – Lubricación de servicio con lubricantes grafitados negros: Lubricación por baño de inmersión y lubricación por pulverización
LUBRICANTES CAMPO DE TEMPERATURAS DE USO1)
Klüberfluid C-F 1 Ultra (– 15 hasta 60 °C)Klüberfluid C-F 2 Ultra (5 hasta 100 °C)
Cambio a lubricación de servicioEl cambio de lubricación de rodaje ala lubricación de servicio se realizadespués de haber conseguido un suficiente alisamiento de la superficiede los flancos de dientes y una satis-factoria zona portadora de carga,como mínimo un 80%.
Lubricación por baño de inmersiónCon el paso del tiempo el fluido derodaje pierde su efecto de desgaste ypor este motivo, en principio, se puedecontinuar usándolo como lubricante deservicio. La escasez de lubricante tieneque ser repuesta por lubricante de ser-vicio (arriba indicado). Un cambio totaldel contenido del baño de inmersiónpor lubricante de servicio se realizadespués de aprox. 7.000 horas de trabajo.
ATENCION: Después del arranque de la máquina, el nivel de lubricante dentro del bañode inmersión puede reducirse conside-rablemente a causa del lubricanteadherido y circulante en los flancos de dientes. Según el caso y con lamáquina en marcha, rellenar de lubri-cante hasta 0,3 – 0,5 x altura de dienteo bien una cantidad que cubra los elementos de la rueda noria.
Intervalos de cambio de lubricanteLos intervalos de cambio para Klüberfluids C-F1 Ultra y C-F2 Ultra seestablecen entre 7.000 y 14.000 horasde servicio, según las condiciones detrabajo. Un factor importante y decisivoen este tema es la calidad y efectividadde la pro tección de la transmisiónfrente a influencias ambientales.
Los parámetros que deciden sobre una aplicación continuada de los lubri-cantes de servicio son, por ejemplo:
� contaminación por la entrada depolvo, arena, etc.
� partículas metálicas
� porcentaje del contenido de aguaen el lubricante
� penetración
� envejecimiento
InspeccionesPara conseguir un servicio sin interrup-ciones, es preciso realizar regularmenteinspecciones del estado de los flancosde dientes y de los niveles de llenado.En instalaciones con lubricación por circulación, es preciso controlar losequipos de lubricación y verificar losequipos de control, según las prescrip-ciones de mantenimiento del fabricante.En particular es preciso limpiar los filtrosdel lubricante y eliminar los residuos.
1) véase Nota en la pág. 71

69
Ventajas de los Klüberfluids
� están exentos de betún, disolventes y plomo
� buen comportamiento viscosi-dad-temperatura
� reducidas pérdidas por evaporación
� sencillos trabajos de limpieza yde eliminación
� sencillo control del estado de los flancos de dientes
� no se originan “zanjas” en lasuperficie del baño de inmersión,dado el buen reflujo del lubri-cante dentro del campo de tem-peraturas de uso indicadas
� la calefacción y/o refrigeracióndel baño de inmersión, sólo esnecesaria en casos especiales
� reducción de los costos gracias a un mantenimiento reducido
C – Lubricación de servicio con lubricantes transparentes: Lubricación por baño de circulación y lubricación por circulación
LUBRICANTES CAMPO DE TEMPERATURAS DE USO1)
Klüberfluid C-F 3 Ultra (15 hasta 120 °C)Klüberfluid C-F 3 M Ultra (40 hasta 140 °C)Klüberfluid C-F 4 Ultra (0 hasta 110 °C)Klüberfluid C-F 5 Ultra (– 5 hasta 110 °C)Klüberfluid C-F 7 Ultra (– 5 hasta 120 °C)Klüberfluid C-F 8 Ultra (10 hasta 120 °C)
Cambio a lubricación de servicioEl cambio de lubricación de rodaje a lalubricación de servicio se realiza despuésde haber conseguido un suficiente alisa-miento de la superficie de los flancos dedientes y una satisfac toria zona porta-dora de carga, como mínimo un 80%.
Lubricación por baño de inmersiónCon el paso del tiempo el fluido de rodajepierde su efecto de desgaste y por estemotivo, en principio, se puede continuarusándolo como lubricante de servicio. Normalmente el proceso de rodaje debe-ría ser terminado después de aprox. 6meses, cuando los flancos de los dien-tes estén lisos y la superficie portanteesté suficiente. El cliente y el técnico deKlüber determinan juntos si se puedeterminar el rodaje. En este caso se debevaciar inmediatamente el lubricante derodaje, limpiar la cubierta de la corona y rellenar de lubricante de servicio. Elrodaje de las transmisiones de hornomediante inmersión presenta algunasexigencias especiales: normalmente, no se paran los hornos antes de cambiarel lubricante; por ello es posible que ellubricante se queda en el baño de inmer-sión durante varios meses y se vuelvemás espeso debido a partículas desuciedad, partículas abrasivas o lubri-cantes sólidos molidos. Para evitar talespesamiento, debe vaciarse al máximoel lubricante durante la marcha de latransmisión y sustituirlo por lubricante derodaje nuevo. Así se asegura que ellubricante mantenga su fluidez hasta queel proceso de rodaje esté terminado.Durante los cortos intervalos entre elvaciado y el rellenado, la transmisióndebe ser lubricado manualmente. Uncambio total del contenido del baño deinmersión por lubricante de servicio se realiza después de aprox. 7.000 horas detrabajo.
ATENCION: Después del arranque de la máquina, el nivel de lubricante dentro del bañode inmersión puede reducirse con -siderablemente a causa del lubricanteadherido y circulante en los flancos de dientes. Según el caso y con lamáquina en marcha, rellenar de lubri-cante hasta 0,3–0,5 x altura de diente o bien una cantidad que cubra los ele-mentos de la rueda noria.
Lubricación por circulaciónEl lubricante de rodaje debe ser sustituidocompletamente por el lubricante de servi-cio después de max.7.000 horas de servi-cio.
Intervalos de cambio de lubricanteLos intervalos de cambio para los Klüberfluids C transparentes son aprox. 14.000 horas de servicio, segúnlas condiciones de trabajo. Un factorimportante y decisivo en este tema es lacalidad y efectividad de la protección dela transmisión frente a influenciasambientales.Los parámetros que deciden sobre una aplicación continuada de los lubri-cantes de servicio son, por ejemplo:� contaminación por la entrada de
polvo, arena, etc.� partículas metálicas� porcentaje del contenico de agua en
el lubricante� viscosidad� envejecimiento
InspeccionesPara conseguir un servicio sin interrupcio-nes, es preciso realizar regularmente ins-pecciones del estado de los flancos dedientes y de los niveles de llenado. Eninstalaciones con lubricación por circula-ción, es preciso controlar los equipos delubricación y verificar los equipos de con-trol, según las prescripciones de manteni-miento del fabricante. En particular es preciso limpiar los filtrosdel lubricante y eliminar los residuos.
1) véase Nota en la pág. 71

70
NOTA
Los defectos siguientes no puedenser reparados con el lubricante dereparación:
� rebabas de cabeza y laterales delos dientes
� elevaciones en la zona de círculoprimitivo
� escalones de desgaste en el piedel diente
� roturas con cantos afilados y profundos
D – Lubricación de reparación y de corrección
LUBRICANTEpara la lubricación de rodaje y de reparación o la lubricación de rodaje forzado
GRAFLOSCON D-SG 00 Ultra contiene grafitoKlüberfluid D-F 1 Ultra de color claro
Lubricante de rodaje y de reparación cuando se necesita o desea una correcciónacelerada de los flancos
AplicaciónEn todas las transmisiones de coronadentada con dentado inclinado o recto,independientemente del método delubricación seleccionado y la forma de aplicación del lubricante.
FinalidadLubricación de reparación. Elimina-ción de daños en flancos de dientes,con o sin mecanización anterior, porejemplo� daños de gripado, estrías y
arañazos� pittings� desprendimiento de material
Lubricación de corrección� mejora de la zona portadora y
alisamiento de los flancos de dientes
Aplicación de GRAFLOSCON D-SG 00 Ultra y Klüberfluid D-F 1 UltraLa aplicación del lubricante de repara-ción se realiza manualmente por mediode un aparato manual de pulverización,por ejemplo Klübermatic LB. En trans-misiones para hornos, se necesitancantidades mayores de lubricantes tipoD que, por ejemplo, en transmisionesde molinos. En este último caso, seconsiguen reparaciones más rápidasdebido a las mayores revoluciones yvelocidad de deslizamiento resultanteen los flancos de dientes y los contac-tos de dientes más frecuentes.
Realización de la lubricación de reparaciónAntes de iniciar la lubricación de repa-ración es de máxima importancia ave-
riguar y eliminar las causas que origi-nan las averías, para evitar que se repi-tan. La lubricación debe realizarsesiempre con el apoyo de lubricantes de rodaje del tipo B. Estos sirven comolubricación base y favorecen el alisadode las superficies. En caso de necesi-dad, también se puede usar el lubri-cante de servicio del tipo C.
Por su complejidad y en relación alpeligro a producir averías no deseadas,la lubricación de reparación deberíaser realizada únicamente por técnicosexpertos y adecuadamente instruidospara ello. Klüber Lubrication puedeponer a su disposición tales ex-pertos.
Realización de la lubricación de corrección o de la lubricación de rodaje forzadoLa lubricación de corrección se lleva acabo de la misma forma que la lubrica-ción de reparación.
ATENCIONGRAFLOSCON D-SG 00 Ultra y Klüberfluid D-F 1 Ultra no se deben utilizar en baños de inmersión, instala-ciones de lubricación por circulación oinstalaciones de lubricación automá-tica.
Los tipos de daños mencionados bajo“NOTA” tienen que ser premecaniza-dos por medio de una rectificadoramanual. No hay posibilidad de repara-ción de transmisiones subdimensiona-das, cuyos daños fueron generadospor pittings progresivos.

Blanke, H.-J.Das gezielte Einfahren großer Zahnkranzantriebe und Möglichkeitender Tragbildkontrolle Beitrag 10 in „Getriebeschmierung in der Anlagentechnik“, Expert Verlag 1990
Blanke, H.-J. Schmiersysteme für Zahnkranzantriebeunter Berücksichtigung der Schmiers-toffart und Auftragungsmethode Beitrag 13 in „Getriebeschmierung in der Anlagentechnik“, Expert Verlag 1990
Blanke, H.-J.Zahnkranzantriebe, Sprühschmier -geräte und Betriebssicherheit Sonderdruck aus „Zement – Kalk– Gips“,Jahrgang 33 (1980), Heft 12, Klüber Lubrication München KG
Blanke, H.-J.Die Systemschmierung von Zahnkranzantrieben mit modernenSprühhaftschmierstoffen „Zement – Kalk – Gips“, Jahrgang 42 (1989)Heft 11, 574–581
Grothaus, H., Tiggesbäumker, P.Antriebe für Rohrmühlen in der Zementindustrie – Ein Überblick Krupp Polysius GTH 87 050501 1 A200
Laukotka, E.M.Prüfmöglichkeiten und Aussagewertvon Prüfverfahren für Getriebe-sch-mierstoffe unter Bezug auf den praktis-chen BetriebBeitrag 15 in „Getriebeschmierung in der Anlagentechnik“, Expert Verlag 1990
Michaelis, K.Verschleißarten bei Zahnradgetrieben Beitrag 12 in „Getriebeschmierung in der Anlagentechnik“, Expert Verlag 1990
Rohloff/MatekMaschinenelementeVieweg Verlag, Ausgabe 2003
Saxer, B.Betriebsverhalten und Schmierung von offenen und geschlossenen Großantrieben Beitrag 11 in „Getriebeschmierung in der Anlagentechnik“, Expert Verlag 1990
Tabellenbuch MetallEuropa Lehrmittel, 38. Auflage, 1992
Wollhofen, G.P.Das Betriebsverhalten vonHaftschmier stoffen Beitrag 5 in „Getriebeschmierung in der Anlagentechnik“, Expert Verlag 1990
Wollhofen, G.P., Blanke H.-J.Kostensparende Reparaturschmierungvon Mühlen- und Ofenantrieben Sonderdruck aus „Zement – Kalk – Gips“,Jahrgang 31 (1978) Heft 3, 128–130, Klüber Lubrication München KG
Wollhofen, G.P.Tribotechnik offen laufender ZahnkranzantriebeSonderdruck aus „Zement – Kalk – Gips“,Jahrgang 33 (1980) Heft 5, Klüber LubricationMünchen KG
Wollhofen, G.P.Sprühhaftschmieren von offenen Zahnkranzantrieben Sonderdruck aus MM (Maschinenmarkt), Jahrgang 86 Heft 4, 11 und 14 (1980), Klüber Lubrication München KG
Bibliografía
Editor y realización:Klüber Lubrication München KG
Copyright:Klüber Lubrication München KG
Autorizada la reproducción, también parcial, siempre que se indique la procedencia y enviando un ejemplar de prueba.
9.2 esEdición 01.10reemplaza la edición 10.06
Las indicaciones de este catálogo están basadas en nuestros conocimien-tos y experiencias en el momento de laimpresión de esta documentación y tienen como objetivo facilitar al lectortécnicamente experimentado informa-ciones sobre posibles aplicaciones. Sin em bargo no constituyen ningunagarantía ni de las características delproducto ni de su adecuación y tam-poco eximen al usuario de la obligaciónde efectuar ensayos preliminares con el lubricante seleccionado. Recomen-damos un asesoramiento personalizadoy así mismo ponemos gustosamentea su disposición, muestras que tengan a bien solicitarnos.
Los productos Klüber estánsometidos a un desarrollocontinuo. Por ello nos reservamos el derecho de cambiar todos losdatos técnicos de este catálogo en cualquier momento y sin aviso previo.
71
1) TEMPERATURAS DE SERVICIOLas temperaturas de uso indicadas son valores orientativos que dependen de la composición del lubricante, de la aplicación prevista y de la técnica de aplicación. Según el tipo de la cargamecanodinámica y en función de la temperatura, de la presión y del tiempo, los lubricantes cambian su consistencia, viscosidad de cizallamiento o viscosidad. Estos cambios en las características del producto pueden repercutir en la función de componentes.
Estamos donde nos necesite.
Klüber Lubrication: líder mundial en lubricantes especiales
• Filiales en más de 30 países• Una plantilla de más de 1.700 personas• Productos disponibles en todo el mundo
Klüber Lubrication ofrece soluciones tribológicas competentes. Con su presencia global, Klüber da respuesta a los deseos de los clientes de forma rápida y fiable. Suministramos lubricantes especiales a la medida de nuestros clientes en prácticamente todos los ramos industriales y mercados – aceites, grasas, barnices de deslizamiento, pastas y mucho más. Ofrecemos soluciones óptimas avaladas por más de 80 años de experiencia, un sólido know-how en el ramo de la lubricación y unas instalaciones de ensayo únicas en su género.
Klüber Lubrication München KGuna empresa del grupo Freudenberg www.klueber.com