journal - klueber.com · la química debe ser la adecuada las especialidades de aceite para...
TRANSCRIPT

1Lubrication is our world
JOURNAL E D I C I Ò N 1 / 2 0 0 7
Tema central:plástico y lubricante
Otros temas:Alto rendimiento en condiciones extremas
Rendimiento fiable a temperaturas bajo cero en compresores frigoríficos
Paquete hecho a medida para la industriaalimentaria
La química debe ser la adecuadaLas especialidades de aceite para engranajes de extrusoras suponen un ahorro de gastos y ofrecen fiabilidad operacional
Ahorrar gastos – Aumentar el rendimiento – Solucionar problemasLos conceptos de barniz de deslizamiento y de recubrimientomejoran el comportamiento de fricción y de desgaste de los componentes de plástico
Lube & Seal, un tándem funcional y fiable para las técnicas de transmisión
Lubricante y aro de retención de un mismo fabricante
Alto rendimiento en condiciones extremasMás rápido, más elevado, más amplio: los lubricantes PFPE modifican los límites de rendimiento
Material calienteGrasa para altas temperaturas ofrece nuevas posibilidades en la industria alimentaria
Aumento fiable del rendimientoLa nueva generación de aceites para compresores frigoríficos proporciona una reducción en los gastos de funcionamiento de las instalaciones de refrigeración
Plataforma de contacto de las ferias
Hecho a medidaPaquete de productos y servicios para la industria alimentaria
Servicio al lector
Nuevos folletos
Trucos y consejos de profesionalesFormación del cliente al estilo Klüber
Equipados para el futuroVida útil más larga en componentes de automóvilescon una nueva grasa lubricante especial
4
10
15
19
22
23
27
28
29
30
30
31
Contenido
PLÁSTICOS
GRASA DE ALTORENDIMIENTO
COMPRESORES
NOTICIAS, SERVICIOS
2 T R I B O J O U R N A L 1 / 2 0 0 7

3
Actualmente las innovaciones están alorden del día. Son un requisito básico paraque una empresa sea competente y tengaun éxito duradero en unos mercados quecada vez están más internacionales y enlos cuales la competencia cada día es másvoraz. Sin embargo, el término “innova-ción” ha ido perdiendo su significado ori-ginal puesto que, desde hace tiempo, seha convertido en la palabra de moda ydeja mucha libertad a posibles interpreta-ciones. Por lo tanto, merece la pena ob-servarlo más detenidamente. Klüber Lubrication lleva ofreciendo innova-ciones a sus clientes mucho antes de quese pusieran de moda. Theodor Klüber, fun-dador de la empresa, trabajo desde los ini-cios para encontrar soluciones a lasdemandas más especiales de sus clientes.A pesar de que su negocio había prospe-rado gracias a los productos de aceitesminerales y a la gasolina, a principios delos años 50 comenzó con la producciónde lubricantes especiales, ya que supoprever la necesidad de lubricantes espe-ciales que tendría la industria. A lo largo delos 77 años de historia de nuestra em-presa, encontrará ejemplos de ideas crea-tivas y productos revolucionarios. Sinembargo, somos discretos a la hora deutilizar el término “innovador”, tan de moda
Estimados lectores y lectoras:
actualmente. Es decir, no todas nuestrasinnovaciones se comercializan como tales. Con la presente edición de Tribojournal,pretendemos proporcionarle una idea general del gran número de innova -ciones que ofrecemos sin emplear nece-sariamente este término y, sobre todo, enqué medida pueden contribuir nuestrasnovedades a su éxito. Por ejemplo, lagama de productos de la sociedad dedesarrollo Lube & Seal, especializada entécnicas de transmisión, permite lograr duraciones de servicio y estanqueidadesóptimas. Asimismo “KLASS” acrónimo del “Klüber Lubrication Asset Support Service”, con el que ayudamos a em -presas de los más diversos sectores a alcanzar sus objetivos de rentabilidad y calidad, en este ejemplo en la industria ali-mentaria.
Esperamos que la lectura de esta revistale resulte interesante.
Claus Langgartner
Claus LanggartnerPortavoz de la Junta DirectivaKlüber Lubrication München KG

4 T R I B O J O U R N A L 1 / 2 0 0 7
Las especialidades de aceite para engranajes de extrusoras suponen un ahorro de gastos y ofrecen fiabilidad operacional
Durante la extrusión y el devanado porel sistema compound, la producción dela extrusora se maximiza de forma cons-tante. Al mismo tiempo, los operadoresdesean minimizar las inversiones en latecnología de procesos y en el funciona-miento. En los últimos años, el perfeccio-namiento técnico de las hélices y de losaccionamientos ha duplicado los rendi-mientos de paso de la extrusora. De estemodo, también se modifican los requisi-tos para toda la cadena cinemática. Poruna parte, los engranajes son cada vezmás compactos y económicos. Por otraparte, con la mejora del rendimiento hanaumentado el número de revoluciones,las temperaturas y las cargas admisiblesde los engranajes de extrusoras. Graciasa su construcción más compacta, se re-duce también la cantidad de aceite ne-cesaria para el engranaje. No obstante,en cada situación de servicio del engra-naje debe garantizarse una formación depelícula lubricante óptima. Si anterior-mente los engranajes se sobredimensio-naban con respecto a las necesidadesde funcionamiento reales, las nuevas generaciones de engranajes de extruso-ras a menudo funcionan a plena cargadurante las 24 horas. En estas condi -ciones, los aceites minerales alcanzan rápidamente sus límites de capacidad derendimiento.
En la construcción de los engranajespara extrusoras denominados como“High Torque” y “High Speed”, la selec-ción del aceite para engranajes ade-cuado se ha convertido un factor queinfluye de manera esencial a la hora deobtener un valor añadido y una fiabilidadoperacional duradera. En este caso, lasespecialidades de aceites sintéticos paraengranajes ofrecen muchas ventajas.
Particularidades de la técnica demecanismos para extrusoras
Los engranajes para extrusoras se cargan especialmente en la última esca-la del engranaje y en los cojinetes axia-les mediante un número de revolu -ciones elevado y fuerzas de contrapre-sión axiales.
La química debe ser la adecuada
Los requisitos para los engranajes de
extrusoras han ido aumentando de forma
continuada, el aceitepara engranajes
desempeña un papelfundamental en cuanto
a la capacidad de rendimiento y el
dimensionado. Losaceites para engra -
najes con base deaceite mineral presen-
tan, en comparacióncon las especialidades
de aceites sintéticos,puntos débiles más
evidentes. Un cambiode aceite puede
reducir la energía disi-pada y el desgaste, y al mismo tiempo
puede prolongar los intervalos de cambiode aceite. Aumentarála vida útil y la fiabili-
dad operacional de lainstalación y se reduci-
rán los gastos de explotación.
Gracias a la reducida distancia entre ejes de las hélices, lasextrusoras de doble husillo sólo necesitan un reducido espaciode montaje. De este modo, se ha limitado técnicamente, encada una de sus hélices, el diseño óptimo de la última escala delengranaje y de la división de fuerzas. Los aceites sintéticos paraengranajes ofrecen a la ingeniería de engranajes un elementode construcción que permite prevenir estructuralmente el des-gaste.
En entornos con elevadas presiones helicoidales axiales, seejerce una considerable fuerza sobre el cojinete axial, que en elcaso de las extrusoras de doble husillo está implementadocomo cojinetes tándem acoplados en serie. Dichos cojinetes selubrican con el aceite para engranajes mediante una lubricaciónpor circulación. La condición de viscosidad de los aceites lubri-cantes se debe determinar en función de las condiciones defuncionamiento previstas en la última escala del engranaje y enel cojinete de contrapresión. Las condiciones de viscosidad máscomunes para los engranajes para extrusoras son ISO VG 220,ISO VG 320 e ISO VG 460. Durante las puestas en marcha enfrío, debe asegurarse de que esté garantizada tanto la capaci-dad de transporte del aceite como la formación de la película lu-bricante. En este caso, los aceites sintéticos ofrecen suficientesreservas.

5
La evaluación de la marcha de las pruebas muestra una clarareducción de la energía disipada con el uso de aceites sintéticosespeciales.
En los engranajes de varios escalones para extrusoras con un rendimiento de potencia superior a los 100 KW, esta mejora, aparentemente pequeña, conlleva una reducción considerable del consumo de potencia. Por ejemplo, un en-granaje para extrusora, lubricado con poliglicol, con una po-tencia de 150 kW y una duración de servicio anual de 6.000horas presenta una energía disipada de 13.500 kWh aproxi-madamente. En comparación, un engranaje lubricado conaceite mineral presenta una pérdida de 18.000 kWh aproxi-madamente. Esto se traduce en un ahorro directo en gastos de energía para el explotador.
Todo depende de una elección adecuadaLos aceites minerales son una mezcla de hidrocarburos
con diferentes estructuras moleculares. Estas estructuras in-fluyen en los factores físicos. Por eso, dentro del grupo de losaceites minerales encontramos diversas características de ren-dimiento.
Los aceites sintéticos son líquidos fabricados sintética-mente, por ejemplo con una base de poliglicol, polialfaolefina o éster, cuyas propiedades son superiores a las de los aceiteslubricantes minerales. Estas son algunas de las ventajas tribo-lógicas:
❚ Elevada estabilidad térmica y oxidativa
❚ Menor variación de la viscosidad mediante el perfil detemperaturas
❚ Menor coeficiente de fricción en el engranaje
❚ Mayor protección contra el desgaste en los cojinetes y el engranaje
❚ Buena capacidad de carga en los cojinetes y el engranaje
❚ Menor formación de residuos
La diversidad de aceites base sintéticos y un complejo conocimiento de la aditivación química ofrecen la posibilidad dedesarrollar aceites sintéticos que ofrezcan ventajas técnicaspara requisitos especiales. En este caso es importante que, durante el diseño del engranaje, se preste atención a la químicade los aceites. Mediante el uso de aceites sintéticos, la extrusorapuede ahorrar energía en la cadena cinemática, prescindir delos costosos cambios de aceite y aumentar la fiabilidad opera-cional de su instalación. Por último, se ahorran gastos y, encasos individuales, también se aumenta la disponibilidad de lainstalación.
Ahorro de energía En los últimos años, ha aumentado el número de fabricantes
de extrusoras que se han ocupado de reducir las pérdidas deenergía en la cadena cinemática. Este es otro argumento a favordel uso de aceites sintéticos con un rendimiento elevado.
Mediante el uso de aceites para engranajes a base de poli -alfaolefina, éster y poliglicol, se puede mejorar significativamenteel rendimiento en los engranajes. En condiciones de funciona-miento idénticas, los estudios tribológicos han determinado diversos coeficientes de fricción:
Aceites minerales: 0,039 µ Aceites de polialfaolefina y éster: 0,022 µ Aceites de poliglicol: 0,011 µ
A partir de estos coeficientes de fricción, y en estudios derendimiento, se han podido establecer las siguientes energíasdisipadas con los diferentes aceites:
Aceites minerales: aprox. 2% Aceites de polialfaolefina y éster: aprox. 1,6% a 1,7%Aceites de poliglicol: aprox. 1,45%
Fig. 1: Comparación de los coeficientes de fricción del aceite mineraly del aceite de poliglicol (Prueba FZG)
Fig. 2: Comparación de la energía disipada del aceite mineral y delaceite de poliglicol (Prueba FZG)
Velocidad (rpm)
Velocidad (rpm)
Aceite mineral (ISO VG 150)Aceite de poliglicol (ISO VG 150)
Aceite mineral (ISO VG 150)Aceite de poliglicol(ISO VG 150)
Co
efic
ient
e d
e fr
icci
ón
µ (–
)E
nerg
ía d
isip
ada
(kW
)

6 T R I B O J O U R N A L 1 / 2 0 0 7
Aumento de la vida útilLa reducida fricción de las especialidades de aceites sinté-
ticos para engranajes da lugar a que se produzca menos calorde fricción. De este modo, se reduce la carga de temperaturaen la película lubricante aplicada a las ruedas dentadas en-granadas. Al mismo tiempo, estos aceites cuentan con una elevada estabilidad térmica. Estos son los dos motivos por losque los productos de aceite sintético envejecen más lentamenteque los productos de aceites minerales. Del mismo modo, lasrefrigeraciones por aceite existentes recibirán una carga menor.La duración de servicio de los aceites es hasta cinco vecesmayor. En la práctica, el intervalo de cambio de los aceites minerales es de 10.000 horas de funcionamiento como máximo.(Engranajes para extrusoras estándar con una temperatura defuncionamiento de 70 °C). Los aceites sintéticos para engra-najes pueden alcanzar una duración de servicio de hasta 40.000horas de funcionamiento, en algunos casos incluso más. Losanálisis efectuados a los aceites usados ofrecen una seguridadadicional sobre la determinación de los intervalos de cambio del aceite. Su uso en el ramo de las extrusoras supone la supresión de muchos cambios de aceite costosos. En funciónde los intervalos de mantenimiento de toda la instalación, estose puede traducir también en una mayor disponibilidad de lainstalación de extrusión.
Reducción del desgaste El fabricante de los engranajes especifica una viscosidad
de aceite determinada. La viscosidad es la responsable de laformación de la película lubricante bajo carga. La viscosidadvaría en función de la temperatura y se define a través del ín-dice de viscosidad. Esta modificación de la viscosidad es mayoren los aceites minerales que en los aceites sintéticos. Cuantomayor sea el índice de viscosidad, menor será la modificación
de la viscosidad a lo largo de todo el espectro de temperaturasdel engranaje. Si la temperatura del engranaje varía, también lohará la viscosidad y, por lo tanto, las condiciones necesariaspara que se forme una película lubricante continua. A largoplazo, un índice de viscosidad elevado proporciona un menordesgaste.
Índice de viscosidad de los diversos aceites base
Aceites minerales: 80 a 100Polialfaolefina: 130 a 150Aceites de éster: 140 a 175Aceites de poliglicol: 150 a 270
Aparte de que los aceites sintéticos admiten cargas ma-yores, otra ventaja importante es su menor formación de resi-duos. Los aceites minerales sometidos de forma prolongada a condiciones de trabajo límite forman residuos por envejeci-miento, que aumentan el desgaste.
Espíritu compatibleUna condición previa para prevenir posibles fugas es la
compatibilidad química de los aceites sintéticos con los anillosobturadores radiales, las mirillas y las pinturas interiores.
Básicamente, se debe tener en cuenta lo siguiente: se debencomprobar las posibles interacciones de los aceites sintéticospara engranajes, aprobados por los fabricantes de engranajes,con los plásticos y las pinturas correspondientes. En los engra-najes para extrusoras suelen instalarse principalmente anillosobturadores radiales fabricados con elastómeros NBR o FKM.Por lo general, los hidrocarburos sintéticos (polialfaolefina) soncompatibles con estos tipos de obturaciones. Mientras, una in-tensiva investigación fundamental realizada con los fabricantes
Fig. 3: Experiencia práctica - Aumento de la vida útil
Datos del engranaje
Entrada de potencia 750 kW
Revoluciones 1500 min–1
Formación de picaduras en el metal y rotura de dientes con aceite mineral después de 6.000 horas, temperatura del cárter de aceite a 70 °C, engranaje defectuoso
Con aceite de poliglicol después de 9.500 horas, temperatura del cárter de aceite a 55 °C, engranaje en condiciones de funcionamiento
7
de anillos obturadores radiales ha demostrado que el uso deéster y de poliglicol también es apropiado. La compatibilidad secomprueba tanto de forma estática como de forma dinámica,con el fin de ofrecer un sistema equilibrado de lubricante y ob-turación elastomérica.
Esto facilita significativamente la decisión de pasar de losaceites minerales a los aceites sintéticos. En caso de duda, parala seguridad del cliente se pueden consultar los estudios indivi-duales de cada fabricante de aceites.
La cooperación Lube & Seal, establecida entre Klüber Lubrication y Simrit, ofrece la ventaja adicional de prolongar la vida útil de los aros de retención. (Si desea más informa-ción, lea también el artículo de la página 15).
Mantenimiento Los aceites sintéticos, y especialmente los aceites de
poliglicol, son compatibles con transformadores que debanmantener su ritmo de producción durante 24 horas, los 7 días de la semana, gracias a sus estrategias de mantenimientoa largo plazo:
❚ Aseguran la disponibilidad de la instalación
❚ Introducen medidas de mantenimiento preventivo
❚ Aumentan la fiabilidad operacional
❚ Aumentan la productividad
❚ Prolongan la vida útil
Gastos: uso para la extrusiónLos gastos de adquisición por litro de los aceites sintéti-
cos para engranajes, especialmente para especialidades, son
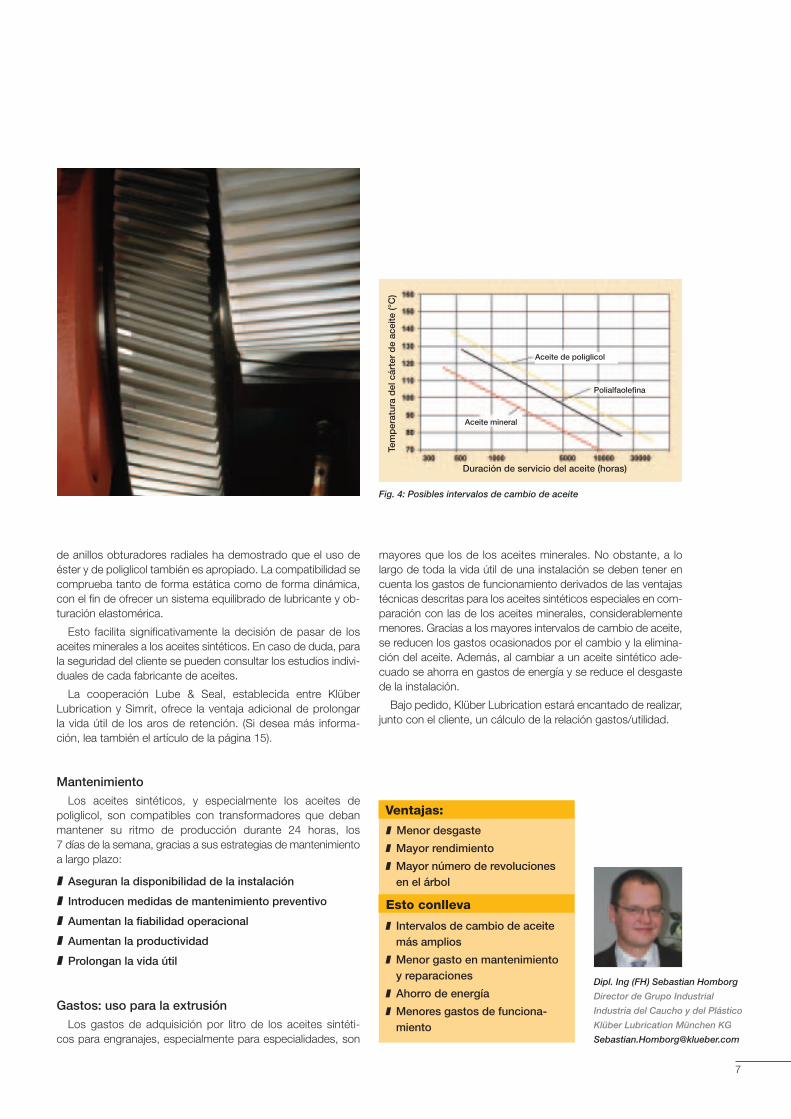
mayores que los de los aceites minerales. No obstante, a lolargo de toda la vida útil de una instalación se deben tener encuenta los gastos de funcionamiento derivados de las ventajastécnicas descritas para los aceites sintéticos especiales en com-paración con las de los aceites minerales, considerablementemenores. Gracias a los mayores intervalos de cambio de aceite,se reducen los gastos ocasionados por el cambio y la elimina-ción del aceite. Además, al cambiar a un aceite sintético ade-cuado se ahorra en gastos de energía y se reduce el desgastede la instalación.
Bajo pedido, Klüber Lubrication estará encantado de realizar,junto con el cliente, un cálculo de la relación gastos/utilidad.
Ventajas:
❚ Menor desgaste
❚ Mayor rendimiento
❚ Mayor número de revoluciones en el árbol
Esto conlleva
❚ Intervalos de cambio de aceitemás amplios
❚ Menor gasto en mantenimiento y reparaciones
❚ Ahorro de energía
❚ Menores gastos de funciona-miento
Fig. 4: Posibles intervalos de cambio de aceite
Dipl. Ing (FH) Sebastian Homborg
Director de Grupo Industrial
Industria del Caucho y del Plástico
Klüber Lubrication München KG
Duración de servicio del aceite (horas)
Aceite mineral
Aceite de poliglicol
PolialfaolefinaTe
mp
erat
ura
del
cár
ter
de
acei
te (°
C)

8 T R I B O J O U R N A L 1 / 2 0 0 7
Junto con dos importantes fabricantes originales de equi-pos de la industria de plástico, Klüber Lubrication ha llevado a cabo un amplio ensayo práctico. La prueba decomparación establece lo siguiente: los engranajes degrandes dimensiones de las extrusoras que se han lubri-cado con el aceite de poliglicol especial Klübersynth GH 6-220 funcionan durante más tiempo y de forma máseconómica que los que se han lubricado con los aceitesminerales comunes utilizados hasta ahora.
Empresas participantes: Thielenhaus Technologies GmbH, Wuppertal; Business Unit Köllmann Gear, uno de los principales fabricantes alemanes de engranajes para extrusoras monohu-sillo;
Kiefel Extrusion GmbH, Worms, uno de los principales productores alemanes de tecnología de la transformación delplástico, especialmente de instalaciones de láminas sopladas.
Descripción del ensayo❚ Instalación de láminas sopladas de 7 capas con un
total de 7 extrusoras
❚ Dos extrusoras dotadas de engranajes idénticos, potencia máx. de 56 kW
❚ Un engranaje lleno con aceite mineral corriente
❚ Un segundo engranaje preparado con materiales resistentes al poliglicol (pintura interna y obturación), llenocon Klübersynth GH 6-220 (poliglicol)
❚ Medición de las temperaturas del cárter de aceite con unacarga idéntica del engranaje. Las temperaturas del cárter deaceite más reducidas son un indicador de que se ha produ-cido menos calor de fricción en el engranaje. Mediante el pro-grama de cálculo WTPlus de FVA, con estas mediciones sepuede calcular el coeficiente de rendimiento. Mediante lastemperaturas del cárter de aceite se puede obtener informa-
ción sobre la vida útil en función de lasexperiencias prácticas. Las medi -ciones se llevan a cabo con un sensorcalibrado especialmente (inse gu ridadde medición de 0,14 °C).
❚ Ajuste de la temperatura del cárter deaceite con la temperatura ambiente decada engranaje
Resultados
En el punto de funcionamiento, la tem-peratura del cárter de aceite en el engra-naje lubricado con poliglicol se encon-traba 2,8 °C por debajo de la del engra-naje lleno con aceite mineral. Para ob teneruna conclusión directa del ren dimiento,éste se ha determinado en condiciones decarga plena (programa de cálculo WTPlusde FVA). Con respecto al aceite mineral,en un 97,168% Klübersynth GH 6-220 alcanzó una ventaja de rendimiento calcu-lada del 0,434%.
Ventaja: reducción de costes Para los aceites minerales empleados
en engranajes para extrusoras, se reco-mienda realizar el cambio de aceite cada6.000 horas de funcionamiento. Con motivo de las temperaturas del cárter de aceite tomadas durante la prueba, larecomendación de Klüber Lubricationpara Klübersynth GH 6 es: el intervalo de cambio de aceite se puede ampliarhasta las 20.000 horas de funciona-miento.
En el caso de los engranajes que funcionan bajo condiciones de carga parcial esto supone una gran ventaja, yaque se ahorra en gastos de adquisi-ción del aceite, de aprovisionamiento y de mantenimiento. En el caso de losengranajes que funcionan a plena carga,se reducen también los gastos de ener-gía.
Por ejemplo, para el engranaje deprueba esto puede suponer una ventajaen gastos de unos 500 euros anuales.Con todos los engranajes de esta insta-lación de láminas sopladas se puede lograr un ahorro de hasta 3.000 euros al año, lo que en cinco años equivaldría a 15.000 euros.
De la práctica para la práctica

Chirridos intensos, elevada pérdida por fricción y por desgaste: si trabaja con piezas de plástico
que soportan una carga elevada, conocerá estos problemas. Pero no tiene por qué ser así. Los bar-
nices de deslizamiento Klübertop le ofrecen una alternativa limpia, fiable y variable a la lubricación
tradicional. Incluso en los componentes en los que no conviene realizar una relubricación periódica
o ésta no es posible, se reduce enormemente la fricción, se limita la emisión de partículas y, de este
modo, se prolonga considerablemente la vida útil. El efecto “soft-feel” (efecto de tacto suave), la
capacidad de modificación de la estructura superficial y la coloración individual, proporcionan una
total libertad de presentación estética. Para que la planificación y la ejecución de sus soluciones
individuales vayan como la seda, tiene a su disposición el asesoramiento y la ayuda de nuestros
expertos. Póngase en contacto con nosotros y proporcionaremos una mayor vida útil a su equipo
con los barnices de deslizamiento de Klüber.
Consulte también el artículo en la página 10.
Mayor vida útil con los barnices de deslizamiento de Klüber

10 T R I B O J O U R N A L 1 / 2 0 0 7
componentes de plástico. La lubricación seca mediante bar-nices de deslizamiento supone un valioso complemento yuna alternativa, que aún no se ha aprovechado al máximo,a los dos métodos nombrados para la minimización de lafricción y del desgaste en los componentes de plástico.
Minimización de la fricción y del desgaste
En esta tabla sinóptica podrá ver una valoración de las po-sibilidades de un recubrimiento de barniz antideslizamientoaplicado a los componentes de plásticos en comparacióncon la lubricación incorporada y tradicional (Fig. 1).
Actualmente la tecnología más mo-derna incorpora sustancias lubricantesa los materiales polímeros. Además delos lubricantes sólidos como el MoS2,las ceras, las fibras PTFE, el polvo uotras partículas de polímero lubrican-tes, los aceites también se pueden uti-lizar como lubricantes líquidos. Lasgrasas y los aceites se siguen utili-zando para conseguir la posterior mi-nimización del comportamiento defricción, de desgaste o de ruidos de los
Los conceptos de barniz de deslizamiento y de recubrimiento mejoran elcomportamiento de fricción y de desgaste de los componentes de plástico
Ahorrar gastos – Aumentar el rendimiento – Solucionar problemas
Los componentes deplástico sometidos a unesfuerzo tribológico se
utilizan cada vez conmayor frecuencia, porejemplo en la industria
automovilística. De estemodo aumentan también
los requisitos para elcomportamiento de
fricción y de desgaste deestos materiales. Una
posibilidad para la opti mización del funciona -
miento es la incorpora-ción de sustancias
lubricantes en el plástico.Incluso la lubricación
tradicional con grasas oaceites está justificada
para un gran número deaplicaciones. Un métodoalternativo es la lubrica -
ción de los componentesde plástico con barnices
de deslizamiento que minimicen la fricción y el
desgaste. A continuaciónse indican las ventajas y
las posibilidades que un recubrimiento de
barniz de deslizamientode este tipo proporciona
al usuario.
▲
▲
Solución lubricante
1) Lubricación integrada
2) Lubricación posterior me-diante grasa, aceite, etc.
3) Lubricación seca conbarniz de deslizamiento
Limpieza
++
– –
++
Manteni-miento
++
– –
++
Efecto ad-verso sobreel material
–
–/o
++
Funcionalidad,lubricación de por vida
+
+
+
Adaptabiliada los
problemas
+
++
++
Gasto
+
++
–
Figura 1

11
Las ventajas del recubrimiento de barniz de deslizamientose pueden observar claramente. Además de obtener una lubricación limpia y baja en necesidad de mantenimiento,cabe destacar la selección individual del producto para sucorrespondiente aplicación. Incluso para los problemas que surgen a corto plazo, como el aumento del desgaste o laaparición de crujidos y chirridos en emparejamientos de materiales inadecuados, un barniz de deslizamiento puedeser una solución rápida y sencilla. Se recomienda utilizar unbarniz de deslizamiento cuando sea necesaria una lubrica-ción seca para un colectivo de esfuerzos bajos o medios, ocuando se desee una solución rápida para un problema conel plástico utilizado en ese momento.
Estructura y funcionalidad de los barnices de deslizamiento
La selección del ligante condiciona el rendimiento encuanto a la capacidad de carga química de un barniz dedeslizamiento. En este aspecto, las técnicas más modernasson las resinas de endurecimiento físico, resinas monocom-ponente o multicomponente con alta densidad de enlaces,con base de poliuretano, acrilato o fenol/epoxi. Como reti-culadores se utilizan isocianatos, melaminas o silanos. Loscomponentes elásticos se deforman debido al esfuerzo mecánico. Por lo tanto, el ligante empleado debe poseer laelasticidad correspondiente. Los sistemas de ligante de cadena corta y duros pueden romperse al someterse a unacarga y provocar un desgaste temprano. Para obtener unascaracterísticas de lubricación óptimas, se deben utilizar lubricantes sólidos como el politetrafluoretileno (PTFE), elMoS2, el grafito y ceras, ya sea de forma individual o encombinación.
Se puede obtener una consistencia líquida del barniz dedeslizamiento mediante el uso de disolventes orgánicos ode agua. En cuanto al endurecimiento de las regulacionesmedioambientales y de evacuación de aire aplicables a lautilización de lacas y materiales químicos, los usuariosmuestran una clara tendencia hacia la utilización de barnicesde deslizamiento hidrosolubles.
Criterios de selección
La selección del barniz de deslizamiento adecuado nodebe regirse únicamente por la funcionalidad que se deseaobtener. Para el recubrimiento de materiales poliméricos,también debe tenerse en cuenta la resistencia térmica delmaterial. Así, por ejemplo, los materiales sensibles a la tem-peratura, como el ABS o el POM, únicamente se pueden re-cubrir con sistemas de barniz de deslizamiento que poseanuna temperatura de endurecimiento baja. Por el contrario,en el caso de los materiales poliméricos con mayor estabili-dad térmica, como el PPS o el PEEK, se puede escogerentre una gran variedad de conceptos de barnices de des-lizamiento de alto rendimiento y termoendurecibles.
Los barnices de deslizamiento tienen mucho que ofrecer
Los barnices de deslizamiento pueden mejorar de formasignificativa la funcionalidad de un material polimérico. Algunos ejemplos servirán para aclararlo mejor.
A) Mejora en el comportamiento bajo fricción
Los barnices de deslizamiento reducen la dispersión delos coeficientes de fricción y disminuyen la fricción de losplásticos de forma duradera hasta un 70% (Fig. 2). Al mismotiempo, se minimiza el efecto de cabeceo (stick-slip) no deseado.
Fig. 2: Comparación del comportamiento bajo fricción de un plásticorecubierto y otro sin recubrir, determinada en el banco de pruebaspara la fricción y el desgaste de UTI (consulte la Fig. 7a). Referencia:PA 66 40% GF sin recubrir /H1/, recubierto con barniz de desliza-miento /H2/
Fig. 3: Comportamiento bajo fricción de diversos conceptos de barnizde deslizamiento a temperatura ambiente (TA) y a 100 °C /H3/, deter-minado en el banco de pruebas para la fricción y el desgaste de UTI;presión superficial hertziana (–) 186 N/mm2
PA 66 40% GF sin recubrirRecubierto con barniz de des lizamiento
Barniz de des liza-miento A
Barniz de des liza-miento B
Barniz de des liza-miento CBarniz de des liza-miento D
PA 66 40%GF
Duración de laprueba (h)
f C
oef
icie
nte
de
fric
ció
n
f Coeficiente de fricciónRT 100°C

12 T R I B O J O U R N A L 1 / 2 0 0 7
El comportamiento bajo fricción del barniz de desliza-miento puede variar de forma positiva o de forma negativaen función de las distintas temperaturas (Fig. 3). Los facto-res determinantes para ello son el rango de reblandecimientode la matriz del ligante empleado, su dureza básica y la elec-ción del lubricante sólido.
Los barnices de deslizamiento pueden tener un efecto positivo en el comportamiento bajo fricción de los plásticose incluso pueden ajustar los coeficientes de fricción al correspondiente requisito. Los factores determinantes sonel tipo de lubricante sólido y su cantidad.
El comportamiento bajo fricción de un barniz de desliza-miento es relativamente independiente de la modificación delos distintos tipos de plástico. Por lo tanto, los barnices dedeslizamiento no sólo pueden reducir la fricción, sino quetambién pueden normalizar al comportamiento bajo fricciónde los diversos tipos de plástico (Fig. 4).
B) Reducción del desgaste en material de contacto
Especialmente en los plásticos reforzados con fibras, de-bido al esfuerzo de fricción se puede producir un desgastedel material de contacto. Mediante el uso de un recubri-miento de barniz de deslizamiento se elimina este efecto nodeseado (Fig. 5).
C) Mayor vida útil
Bajo esfuerzos dinámicos elevados, el barniz de desliza-miento puede actuar como capa “sacrificial” del material po-limérico y, de ese modo, retardar significativamente eldesgaste del componente (Fig. 6). Los factores determinan-tes para la resistencia al desgaste de un barniz de desliza-miento son el tipo de ligante y el tipo de lubricante sólido, asícomo también la denominada CVP (concentración volumé-trica de pigmento).
Tanto el banco de pruebas UTI (Fig. 7a) como el OGP (Fig. 7b) se han utilizado para el estudio del comportamientobajo fricción y de desgaste de los pares de deslizamientooscilantes.
En ambos casos, el cuerpo plano fijado a la superficie derodadura osciló contra un material de contacto inmóvil.Mientras que el banco de pruebas UTI /H5/ trabaja con unapequeña carrera de 5 mm y una bola como elemento decontacto, en el banco de pruebas OGP con placa de roza-miento oscilante la geometría de dicho elemento es varia-ble. Por lo tanto, se pueden utilizar esferas, líneas osuperficies planas. Con una elevación de 50 mm, la trayec-toria de deslizamiento es significativamente mayor.
D) Rugosidad de las superficies a medida
La estructura superficial de un plástico se puede modificarpara que admita un recubrimiento de barniz de desliza-miento añadiendo a éste un material de relleno cuidadosa-mente seleccionado (Fig. 8). De este modo, se puede influir
Fig. 4: Comportamiento bajo fricción de diferentes tipos de plásticocon y sin recubrimiento de barniz de deslizamiento (Referencia: H4)
Fig. 5: Desgaste en el material de contacto, determinado en el bancode pruebas para la fricción y el desgaste de UTI (Referencia: H5)
Fig. 6: Comprobación del desgaste en el banco de pruebas OGP (con-sulte la Fig. 7b) – El recubrimiento de barniz de deslizamiento mejorala resistencia al desgaste y prolonga la vida útil (Referencia: K1)
3. + Barniz de deslizamiento
2. + Barniz de deslizamiento
1. + Barniz de deslizamiento
3. PA 66 40% CF
2. PA 66 40% GF
1. PA 66 sin reforzar
PA 66 40 % GF recubierto con
PTFE-Barniz dedeslizamiento
PA 66 40% GF
Desgaste de bola mm3 x 10–3
f Coeficiente de fricción
RT 100°C
PPS + Barniz de deslizamiento
PPS sin recubrir
Recorrido (m)

13
no sólo en la háptica y la óptica del componente, sino tam-bién en su comportamiento tribológico.
Influencia en el rendimiento del barniz de deslizamiento
Además de la estructura química de un barniz de desliza-miento, existen otros factores que ejercen una gran influen-cia en su rendimiento. La polaridad superficial y la energíade los materiales polímeros desempeñan un papel impor-tante en la humectación de la capa inferior y en la adheren-cia del barniz de deslizamiento. Cuanto mayor sea la energíasuperficial de un plástico, mejor se podrá recubrir (Fig.9).
Un tratamiento con plasma aumenta la energía superficialdel plástico mediante la inclusión de moléculas de oxígenoy, de ese modo, se consigue uno de los requisitos esencia-les para una buena adhesión del barniz de deslizamiento.Debe recordar: cuanto mejor sea la adhesión del barniz dedeslizamiento al material polímero, mayor será el rendimientoprevisto bajo cargas dinámicas (Fig. 10).
En los plásticos con características de deslizamiento yamodificadas, se evitará aplicar un recubrimiento adicional,puesto que la capacidad de adherencia de los barnices dedeslizamiento en general resulta insuficiente. En la tecnolo-gía de procesos para la aplicación de barnices de desliza-miento podemos encontrar otro parámetro importante paraobtener una superficie de deslizamiento óptima. En el casode los componentes de mayor tamaño, la tecnología másmoderna permite el tratamiento por inyección mediante pis-tolas pulverizadoras de aire comprimido, de electroestáticao de “HVLP (High Volume Low Pressure)” (Volumen Alto Pre-sión Baja); en el caso de pequeñas piezas fabricadas enmasa, la aplicación se realiza con tambores pulverizadores ocentrífuga de inmersión. La selección del procedimiento deaplicación adecuado viene determinada principalmente por
Fig. 8: Diversas rugosidades superficiales (Referencia: K2) Energía superficial o (mN/m)
PP
ABSPOM
PEEK
PBTPPS
PET
PEPC
PETP
PA
PMMA
Fig. 9: Energías superficiales de los diferentes plásticos.Cuanto mayor sea la energía superficial de un plástico, mejor será sucapacidad de recubrimiento.
Fig. 7a: Banco de pruebas UTI /H5/
Fig. 7b: Banco de pruebas OGP /K1/
Barniz de deslizamiento D
Barniz de deslizamiento C
Barniz de deslizamiento B
Barniz de deslizamiento A
PA 66 40% GF
Rugosidad RA
Capacidad de recubrimientocriticano crítica
Ene
rgía
sup
erfic
ial σ
(mN
/m)

14 T R I B O J O U R N A L 1 / 2 0 0 7
la especificación de requisitos, la ren-tabilidad y la geometría y tamaño delos componentes. El recubrimiento del
Fig. 10: Resistencia a la fricción y desviación del desgaste de un barniz de deslizamiento con y sin tratamiento deplasma (Referencia: K1)
Ventajas de su utilización
❚ Mayor vida útil de los componentes
❚ Minimización de los ruidos gracias a la eliminación del efecto de cabeceo (stick-slip)
❚ Mayor seguridad en los procesos
❚ Menores gastos de manteni-miento
❚ Sencilla modificación de la calidad de la superficie
❚ Coloración o codificación de colores mediante radiación ultravioleta en componentes
Marion Karden-Ott
Jefa de Producto de los Barnices de Deslizamiento para Gomas y PlásticosKlüber Lubrication München KG
References
/H1/ – /H5/ HSG-IMAT, Stuttgart, Grupo de trabajo para barniz dedeslizamiento
/K1/ Klüber Lubrication München KG, Banco de pruebas OGP/K2/ Klüber Lubrication München KG, Estudio interno
9. Unidadesf Coeficiente de fricción[ N ] Resistencia a la presiónT Temperatura en °Ct Tiempo en h
Sin tratamiento previoABS + Barniz de deslizamiento
Desviación de la resistencia a la fricción
Recorrido (m)
Recorrido (m)
Recorrido (m)
Recorrido (m)
En-sayo 1
En-sayo 2
En-sayo 3
En-sayo 4
En-sayo 1
En-sayo 2
En-sayo 3
Desviación de la resistencia a la fricción
Desviación del recorrido de desgaste
Pro
fund
idad
de
des
gas
te (µ
m)
Pro
fund
idad
de
des
gas
te (µ
m)
µ µ
Desgaste 1
Desgaste 2
Desgaste 3
Desgaste 4
Desgaste 1
Desgaste 2
Desgaste 3
Desviación del recorrido de desgaste
Tratamiento con plasmaABS + Barniz de deslizamiento
barniz de deslizamiento se puede llevar a cabo mediante elacabado o el recubrimiento por contrata.
Resumen
Los barnices de deslizamiento no sólo proporcionan unasolución rápida y limpia ante un problema tribológico, que amenudo se presenta en el inicio de la producción, sino quetambién nos ofrecen nuevas posibilidades para la modifi-cación superficial de un componente de plástico. Paraobtener un rendimiento óptimo de un barniz de desliza-miento, además de los requisitos funcionales del mismo,también desempeñan un papel importante la adherencia a lacapa inferior y la técnica de aplicación. A partir de la extensaoferta de materias primas y los correspondientes concep-tos de barniz de deslizamiento de Klüber Lubrication, elusuario puede escoger la combinación adecuada para mejo-rar el funcionamiento de sus componentes de plástico.Además, gracias al acabado por contrata, se abre un nuevoy atractivo campo comercial.

15
Freudenberg Simrit y Klüber Lubrication son los principa-les fabricantes mundiales de obturadores radiales Simme-rring y lubricantes especiales y, con “Lube & Seal”, hanconcentrado sus conocimientos específicos en una com-pleta competencia tecnológica. De este modo, con Lube &Seal ambas empresas pueden ofrecer a la técnica de trans-misión una asociación para el desarrollo con el siguiente ob-jetivo: soluciones tribológicas completas, de un mismofabricante, que proporcionan combinaciones de aros de retención y lubricantes adaptadas de forma óptima. Graciasa “Lube & Seal” se han logrado mejoras significativas en lafiabilidad y la vida útil de las máquinas y los grupos. Ade-más, los diseñadores y desarrolladores encontrarán en elequipo Lube & Seal un interlocutor responsable con el quepueden elaborar soluciones probadas de gran calidad.
La fiable empaquetadura radial de las acanaladuras (Fig. 1) es un elemento clave para muchos sectores indus-triales, en ella se decide la durabilidad, la disponibilidad, losgastos de mantenimiento y la calidad de la máquina y, por lotanto, la imagen que el explotador se forme de los provee-dores de máquinas. Los requisitos técnicos del aro de re-
tención están claramente definidos:debe conservar su estanqueidad deforma fiable y durante largo tiempo, apesar de que se trate de un compo-nente con una grandísima carga física,tribológica e incluso química. Uno delos factores determinantes para obte-ner una capacidad funcional durante elmayor tiempo posible es la interaccióndel aro de retención y el lubricante, as-pecto al que hasta ahora se habíaprestado poca atención durante eldesarrollo de engranajes y aceites paraengranajes.
Desde 2004, la norma DIN 51517tiene en cuenta la importancia de lainteracción entre estos dos mundosquímicos. En la especificación de estanorma DIN, se recomienda un estudiode fiabilidad del elastómero de referen-cia NBR 28 con el lubricante corres-
Lubricante y aro de retención de un mismo fabricante
Lube & Seal, un tándem funcional y fiablepara las técnicas de transmisión
La empaquetadura de los engranajes industriales con los anillos obturadores radiales Simmerring®
crea un sistema tribo-lógico muy complejo.Según ha demostrado laexperiencia, un aspectomuy importante es la in-fluencia de los lubricantesen los elastómeros y en la falda obturadora. Obtener una fricción reducida, un menor desgaste y una buenacompatibilidad entre dosmundos tan dispares(químicamente) como loselastómeros y los lubri-cantes representa todoun reto. Sin embargo, en los aspectos de des-arrollo y suministro delsector de técnicas detransmisión, ambos componentes se encua-dran en la categoría de piezas C. Aún así, la seguridad de funciona-miento de este sistematribológico representa elfactor decisivo para elfuncionamiento total y la vida útil de las má-quinas, por lo que estaspiezas C del sistema tribológico desempeñanen realidad una funciónde categoría A.

16 T R I B O J O U R N A L 1 / 2 0 0 7
tención proporciona una lubricación suficiente entre la aca-naladura y la falda obturadora, evitando así la abrasión y eldesgaste. Además, la capacidad funcional de este sistemadepende de la compatibilidad fiable entre el lubricante y elelastómero de la falda obturadora. Si esto no se tuviera encuenta, la incompatibilidad entre el lubricante y el elastómeropodría provocar una rápida descomposición o resinificaciónde la falda obturadora, por ejemplo a través de la depolime-rización o formación de carbón en el aceite.
Para reducir al mínimo la fricción y el desgaste, y así podermaximizar la vida útil, el aro de retención y el lubricantedeben estar adaptados el uno al otro de forma óptima. Almismo tiempo, el sistema tribológico debe estar diseñadode tal forma que también se eviten los daños de entrada enla acanaladura (Fig. 3).
En cuanto al lubricante, deben satisfacerse también otrosrequisitos variados: debe seleccionarse de forma que creeuna película lubricante separadora en el cojinete, en el den-tado y en la falda obturadora para evitar el desgaste en losdiversos materiales de los cuerpos en fricción. El lubricantedebe contribuir a la reducción de la fricción y, de ese modo,aumentar el rendimiento del engranaje. El lubricante tambiéndebe mejorar la disipación del calor y, además, debe crearuna protección contra la corrosión. Si se tienen en cuentaestos parámetros, un lubricante de alto rendimiento prolon-gará la vida útil y mejorará el rendimiento de los equipos mo-tores de forma duradera.
Las piezas C garantizan un funcionamiento decategoría A
El análisis de la repartición de gastos muestra lo impor-tante que es realizar un equilibrio preciso y completo del sis-tema tribológico. En la fabricación de equipos motores, tantoel aro de retención como el lubricante representan unos gas-tos muy reducidos por pieza. El análisis de las reclamacio-nes por engranajes muestra que un diseño que no esté
pondiente. Desafortunadamente, este requisito no se co-rres ponde con la práctica y, por lo tanto, no ofrece ningúnapoyo útil a la hora de diseñar la ubicación de la junta. En lamayoría de los casos, los elastómeros empleados se dife-rencian considerablemente de los elastómeros de referen-cia recomendados en la norma. Por este motivo, que unaceite para engranajes haya sido probado y autorizado porla norma DIN no significa que en la práctica también sea idó-neo para la junta. Además, las observaciones puramente es-táticas no son suficientes. Para obtener un diseñoconstructivo óptimo, se recomienda realizar estudios diná-micos. La respuesta a este inconveniente la tiene la casaFreudenberg, con el servicio Lube & Seal.
Un aro de retención (Fig. 2) funciona, por expresarlo deuna forma sencilla, como una pequeña bomba microscó-pica que transporta lubricantes o gases por debajo de lajunta de obturación y luego los devuelve a la cámara deaceite. Esta función de minibomba que realiza el aro de re-
Fig. 1: Lube & Seal tiene en cuenta los tres sistemas tribológicos deun engranaje: dentado, disposición de cojinetes y falda obturadora
Fig. 2: Un aro de retención funciona igual que una pequeña bombamicroscópica. Los lubricantes o los gases se transportan por debajode la junta de obturación y se devuelven a la cámara de aceite. Estafunción de minibomba proporciona una lubricación suficiente entre la acanaladura y la falda obturadora, evitando así la abrasión y el desgaste.
+

17
adaptado al funcionamiento provoca una cantidad desme-surada de fallos. Un sistema tribológico que no esté optimi-zado implica la formación de fugas o el funcionamientoincorrecto de una unidad de accionamiento. O, llamando lascosas por su nombre: la función de estas piezas C clásicases claramente de categoría A. Los diseñadores están acos-tumbrados a realizar diseños para obtener una vida útil larga,como, por ejemplo, la de los cojinetes. Sin embargo, para eldiseño de la junta sólo pueden basarse, como mucho, enalgunas experiencias subjetivas. El riesgo de que, en estepunto, un usuario realice una selección de componentes in-apropiada puede implicar importantes consecuencias paralas reclamaciones de garantía y para la imagen de la em-presa.
Con Lube & Seal, tanto los desarrolladores y diseñadoresde técnicas de transmisión como los compradores de dichaempresa podrán acceder desde un principio a un sistemade aro de retención y lubricante especial que está equili-brado con precisión y probado. En un mismo equipo se hanreunido los conocimientos de los especialistas en aros deretención de Simrit y los de los expertos en lubricantes deKlüber Lubrication. Este equipo de Lube & Seal ofrece unservicio completo que abarca todo el complejo sistema tri-bológico y proporciona un lubricante y un anillo obturadorradial del mismo fabricante. Los expertos se encargan de lainspección integral del sistema, que está compuesto por lostres sistemas tribológicos:
❚ Dentado del engranaje – Lubricante
❚ Disposición de los cojinetes – Lubricante
❚ Falda obturadora – Acanaladura – Lubricante
El objetivo del enfoque integral de soluciones que poseeLube & Seal es minimizar la tasa de errores relacionados conla vida útil, de tal modo que únicamente se produzcan falloscuando se haya alcanzado claramente el límite de desgasteo el límite de envejecimiento definidos para el lubricante. El
Fig. 3b: Sistema tribológico equilibrado en la falda obturadora/acanaladura.
objetivo es ampliar significativamente la conocida “curva enforma de bañera” de la tasa de errores (Fig. 4) mediante lavida útil.
Una completa solución probada que ofrece unagran fiabilidad
Para poder trabajar de forma segura (desde el asesora-miento hasta el suministro, pasando por el desarrollo), elequipo Lube & Seal tiene acceso a innovadores lubricantesespeciales de Klüber Lubrication y a innovadoras solucionesde aros de retención con la forma constructiva más modernay los materiales optimizados de Simrit. La prueba funcionalde una combinación específica se lleva a cabo en el labora-torio de pruebas o en el grupo del cliente. Estos ensayos in-cluyen pruebas dinámicas estándar y pruebas dinámicasespecíficamente diseñadas para el grupo referentes a la du-ración, la temperatura y la velocidad de fase de una onda. En
Fig. 3a: Sistema tribológico sin equilibrar en la falda obturadora/acanaladura.
=

18 T R I B O J O U R N A L 1 / 2 0 0 7
Fig. 4: El objetivo de este enfoque integral de soluciones que poseeLube & Seal es minimizar la tasa de errores relacionados con la vidaútil, de tal modo que únicamente se produzcan fallos cuando se hayaalcanzado claramente el límite de desgaste o el límite de envejeci-miento definidos para el lubricante. La conocida “curva en forma debañera” de la tasa de errores se ampliará considerablemente graciasa la vida útil, a través de Lube & Seal.
Ventajas:
❚ Funcionamiento fiable de todo el sistema gracias al lubricante adaptado de forma óptima al anillo obtur-ador y al sistema de accionamiento
❚ Mayor vida útil de los componentes mediante unamenor fricción y un menor desgaste
❚ Ventaja competitiva y ahorro en gastos gracias a lostiempos de desarrollo reducidos
❚ Valoración más exacta de los compromisos de garantía
Dipl.-Ing. (FH) Sebastian Homborg
Director de Grupo Industrial de laIndustria de Gomas y Plásticos
Klüber Lubrication München KG
Erich Prem
Desarrollo de ProductosIndustria General
Freudenberg Simrit KG,
Fallos prematuros
Fallos ocasionales Fallos debidos adesgaste/envejeci-miento
ObjetivoVida útil
Tasa de errores la falda obturadora también se pueden llevar a cabo direc-tamente ensayos DIN de 240 h, ensayos en frío, determina-ciones del número de revoluciones bajo el efecto del frío,mediciones de fricción o mediciones de temperatura. Natu-ralmente, la duración de los ensayos de larga duración seajustará a los requisitos correspondientes y se realizarán loscorrespondientes análisis de estado del lubricantes.
De este modo se garantiza que se llevará a cabo una solución probada que ofrezca al usuario del grupo la mayorfiabilidad y durabilidad posibles. Además, este enfoque integral lleva a una reducción de los tiempos de desarrollo y, con ello, a una ventaja competitiva para el fabricante desistemas de transmisión. La solución de sistema también lepermite realizar una valoración del compromiso de garantíasignificativamente mejor.
Experiencia práctica
Por ejemplo, en un proyecto para un cliente se puede am-pliar la vida útil de un aro de retención (elastómero 75 FKM170055) en combinación con Klübersynth GH 6-220 (aceitede poliglicol) reproducible en 20.000 horas de funciona-miento. En este caso se trata de una serie de engranajes dehusillo con una velocidad periférica del árbol de transmisiónde 1.750 rev./min. como máximo.
En resumen, para el usuario de sistemas de transmisión,Lube & Seal es sinónimo de mayor fiabilidad gracias a unavida útil y un tiempo de operación mayores y una reducciónde los fallos; para el fabricante, es sinónimo de mejor calidadpara sus sistemas de transmisión. Lube & Seal proporcionaayuda al fabricante de engranajes a través de una asociaciónpara el desarrollo que le permitirá alcanzar sus objetivos dedesarrollo, especialmente cuando se trata de soluciones degran calidad para un número de revoluciones elevado, altasvelocidades periféricas, una vida útil prolongada o influen-cias especiales del medio.
Hoy en día

19
lubricantes PFPE presentan una vidaútil significativamente mayor que la delos productos “clásicos”.
Si se desean obtener tiempos defuncionamiento prolongados en condi-ciones de funcionamiento extremas omuy variables, bajo la influencia de productos químicos o con presionescambiantes, los lubricantes PFPE nocuentan con ninguna alternativa quesea económica y eficaz. Los aumentosen el tiempo de funcionamiento y los
Más rápido, más elevado, más amplio: los lubricantes PFPE modifican los límites de rendimiento
Alto rendimiento en condiciones extremas
“Sólo el continuo aumentode la productividad y lasinnovaciones aseguran eléxito de una empresa yconservan su capacidadde competencia en elmercado global”.Con esta frase, o con unaparecida, comienzan mu-chos artículos que tratansobre el aspecto econó -mico de la moderna con-strucción de máquinas.De ello surge la necesidadde obtener mayores cargas, un número de revoluciones más alto,temperaturas de fun-cionamiento e intervalosde mantenimiento másprolongados para co-jinetes y guías. De formaparalela, los requisitospara los lubricantes tam-bién han aumentado. Enlos entornos con condi-ciones de funcionamientoextremas, los lubricantescon base de poliéter per-fluórico (PFPE) a menudoofrecen la mejor soluciónen cuanto a la economía y la técnica: realizan unaaportación efectiva parasatisfacer los crecientesrequisitos de velocidad yproductividad. Algunosparámetros le propor-cionarán la primera orientación para reali-zar su selección.
Al contrario que el resto de lubricantes totalmente sintéti-cos, los aceites PFPE se suministran sin enlaces carbono-hidrógeno. Si faltan estos enlaces, se eliminan la mayoría deprocesos químicos de envejecimiento conocidos. Por eso,en cuanto a su estabilidad química y térmica, otros lubri-cantes no alcanzan el mismo nivel que los productos conbase de PFPE. Las grasas y los aceites PFPE cubren rangosde aplicación que abarcan desde los – 80 °C hasta más de300 °C. Por lo general, las condiciones ambientales extre-mas y el contacto con medios agresivos no ejercen ningunainfluencia en el rendimiento de los lubricantes PFPE. En mu-chos casos, especialmente con temperaturas elevadas, los
20 T R I B O J O U R N A L 1 / 2 0 0 7
reducidos intervalos de mantenimiento obtenidos compen-san de sobra los elevados gastos del material.
El cuadro de texto de la página 21 resume las ventajas delos lubricantes PFPE.
El triunfo de los productos de PFPE comenzó hace unas cuatro décadas con la introducción de la marca BARRIERTA®. De pronto, esta nueva clase de productoshizo posible que se realizaran lubricaciones de larga dura-ción a temperaturas mucho mayores de los 200 °C. En algu -nos procesos, como en la fabricación de cartón ondulado,las ventajas resultaron tan convincentes que incluso pudi-mos realizar una modificación constructiva de los cojinetesde rodillo estriado a pesar de su compleja lubricación por circu-lación de aceite. Hoy en día, en las instalaciones de cartónondulado, la mayoría de los rodillos estriados trabajan a tem-peraturas de hasta 200 °C con cojinetes lubricados congrasa PFPE. Desde hace poco tiempo, los lubricantes PFPE
también están disponibles para el sector alimentario con lacertificación NSF-H1. Este paso es la base para implantaren la industria alimentaria un nuevo diseño de instalacionesque sea nuevo e innovador.
A cada necesidad le corresponde un lubricante PFPE
En los últimos años se ha producido un constante creci-miento de la gama de lubricantes PFPE, especialmente de lasgrasas PFPE. Antes sólo se disponía de un número limitadode productos para múltiples aplicaciones que tenían un am-plio grado de normalización; hoy en día, los fabricantes origi-nales de equipos y los operadores pueden acceder a unaenorme variedad de grasas PFPE con los más diversos per-files de características. Pero, ¿qué características distintivasayudan al usuario a conservar la visión general y a compararlos diversos productos? Además de las recomendaciones delfabricante, aquí le ofrecemos tres criterios para los diversoscampos de aplicación: el tipo de aceite y su viscosidad, el tipode espesante y la aditivación adicional.
Influencia del aceite y viscosidad base
En las grasas PFPE se emplean, en función del tipo deaplicación, tipos de aceite base con diversas condiciones eíndices de viscosidad. El índice de viscosidad describe enqué medida la disminución de viscosidad de los líquidos de-pende del aumento de temperatura. Como valor orientativo,la grasa de Klüber Lubrication tiene su estado de viscosidadentre 40 °C y 100 °C. Esto facilita la comparación entre losdiversos productos. Como regla general, en aplicacionescon temperaturas constantes muy elevadas, el usuario de-bería emplear sobre todo grasas cuyo estado de viscosidada 100 °C no sea inferior a 202 mm/s. Este valor reduce elexceso de pérdidas por evaporación del aceite, durante elfuncionamiento proporciona una película lubricante lo sufi-
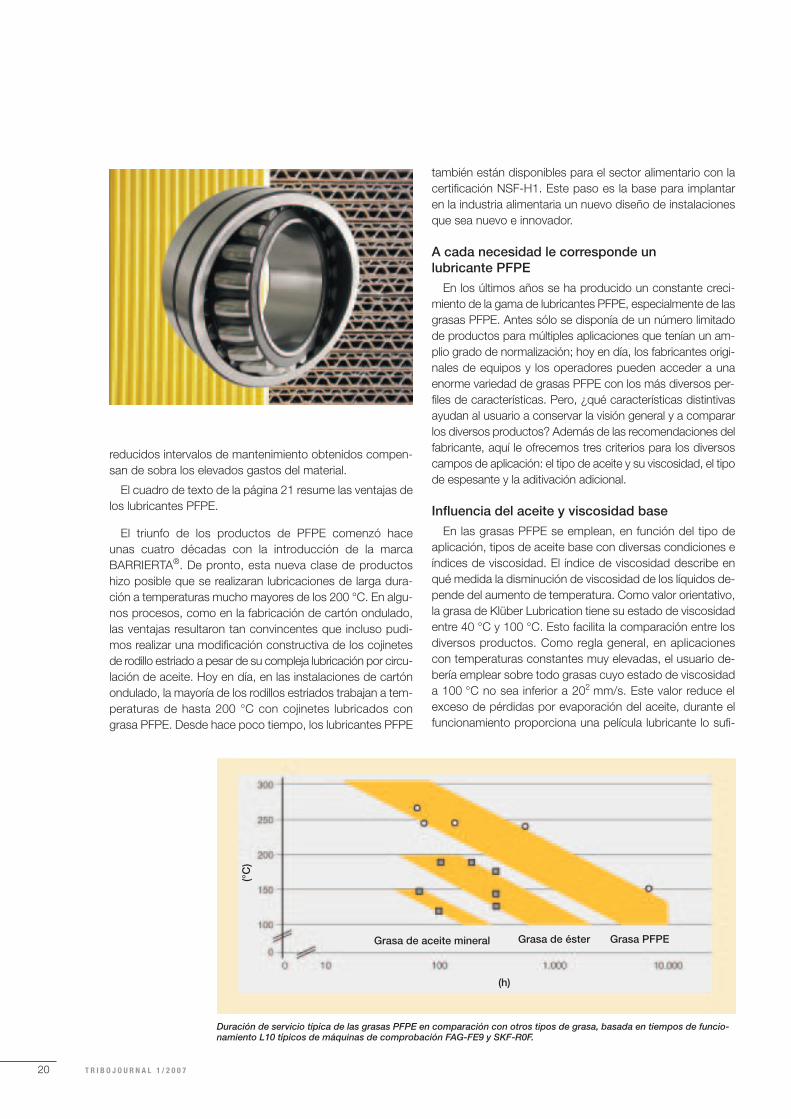
Duración de servicio típica de las grasas PFPE en comparación con otros tipos de grasa, basada en tiempos de funcio-namiento L10 típicos de máquinas de comprobación FAG-FE9 y SKF-R0F.
Grasa de aceite mineral
(h)
(°C
)
Grasa de éster Grasa PFPE

21
Protección contra la corrosiónmediante la aditivación
En general, los lubricantes PFPEcuentan con una buena capacidad decarga. Al añadir los correspondientesaditivos, se consiguen además buenascaracterísticas de protección contra lacorrosión. Pero no todos los lubrican-tes PFPE presentan buenas caracte-rísticas anticorrosión. En aquellasaplicaciones en las que no se puedanevitar las condiciones ambientales queestimulen la corrosión (como la hume-dad), el usuario debe hacer uso de losproductos aditivados adecuados.
Resumen
Antes de decidirse por una grasaPFPE, debe comprobar si existe algúnproducto especial que sea específicopara el tipo de aplicación y que, encomparación con las grasas PFPE demúltiples aplicaciones normalizadas, leaporte un valor añadido adicional. Me-diante la estimación aproximada delconcepto del producto, según los cri-terios conocidos, y con una compro-bación de las características de lagrasa, resulta fácil tomar una primeradecisión. Además, a la hora de selec-cionar el producto, merece la pena re-cibir asesoramiento específico paranuestra aplicación. Klüber Lubricationofrece ayuda práctica in situ para lacomprobación y la implantación del lu-bricante. Con una selección de pro-ducto asegurada de este modo,alcanzará de forma rápida y fiable losobjetivos de ahorro y eficacia planifica-dos.
cientemente gruesa y evita el desgaste prematuro. Si elcomponente lubricado está expuesto con regularidad a tem-peraturas bajas o si debe hacer frente a velocidades eleva-das, suele recomendarse la correspondiente reducción delestado de viscosidad y no sobrepasar los 200 mm2/s a 40 °C. A modo de orientación, Klüber Lubrication ofrece unaindicación específica para sus productos.
El tipo de espesante es decisivo
La mayoría de las grasas PFPE se espesan con PTFE (politetrafluoretileno). Este espesante se adapta de forma ex-celente a los aceites de alta calidad y presenta, además,buenas características de lubricación. No obstante,no todoslos PTFE son iguales. Con ayuda de diversos grados de refinamiento y longitudes de cadena definidas, se puedenlograr las características de producto más diversas. Por lotanto, en función de su composición y su procedimiento deproducción, las grasas PFPE/PTFE satisfacen diversas es-pecificaciones, pudiendo utilizarse tanto en cojinetes de granvelocidad de motores eléctricos como en válvulas de cierrede contenedores de productos químicos. Muy rara vez sur-gen problemas de compatibilidad con las juntas o materia-les sensibles. Además, algunas grasas PFPE/PTFE poseenla certificación para su uso en el sector alimentario.
Bajo condiciones de temperaturas constantes superioresa los 260 °C, se debe dar preferencia a los espesantes mi-nerales, como el aerosil, o a los lubricantes sólidos orgáni-cos. En este caso se excedería el límite de temperatura delos espesantes PTFE. Por el contrario, las grasas PFPE es-pesadas con jabón metálico son menos comunes, entreotros motivos por su limitada resistencia térmica en compa-ración con otras grasas. Algunos de los productos espesa-dos con jabón metálico se pueden eliminar más fácilmentede las superficies sucias con detergentes convencionales,lo que resulta muy valioso en los procesos de lacado.
Dr. Wolfgang Sammer
Jefe de Producto de Lubricantes FluoradosKlüber Lubrication München KG
Ventajas de los lubricantes PFPE
Largos intervalos de funcionamiento
❚ bajo altas temperaturas de funcionamiento, inclusosuperiores a los 300 °C
❚ bajo grandes fluctuaciones de temperatura en unrango superior a los 200 °C
❚ bajo la presencia de medios agresivos
Posibilidades de utilización flexibles
❚ gracias a la compatibilidad de materiales
❚ gracias a la compatibilidad de juntas
Alta seguridad de tratamiento
❚ puesto que no contiene ingredientes tóxicos
❚ puesto que no es inflamable

22 T R I B O J O U R N A L 2 / 2 0 0 6
Material calienteGrasa para altas temperaturasofrece nuevas posibilidades enla industria alimentaria
Donde hay un horno de cocción, hay calor, ya sea en casao en la industria. El lubricante contribuye en gran medida amanejar un horno de forma cómoda y sin fricción. Por ejem-plo, en rodamientos a bolas, de rodillos o en guías linealesque se encargan del suave movimiento durante la extrac-ción de la bandeja del horno.
Klüberalfa HPX 93-1202 es una nueva grasa especial conhomologación NSF H1 adecuada para aplicaciones en la in-dustria alimentaria. Las temperaturas de funcionamiento porencima de los 300 ºC no son un problema, incluso en pro-cesos largos. Las grasas utilizadas anteriormente resultabanmenos eficientes debido a la falta de lubricante, mientrasque Klüberalfa HPX 93-1202 tiene un aceite base con unapérdida por evaporación extremadamente baja, asegurandoque la capacidad lubricante de la grasa este asegurada enel punto de fricción durante periodos muy largos. Esta par-ticularidad permite también que guías del horno puedan fun-cionar con suavidad y amortiguación durante mucho tiempo.Mayor rendimiento que proporciona a los fabricantes y pro-veedores de hornos industriales, de uso doméstico, etc. unamayor vida útil de sus equipos.
Para más detalles véase el Servicio al lector en la página 29.
CA
LID
AD
SEGURIDAD
SERVICIO
KLASS: El paquetecompleto de Klüber para ahorrar
costos y despreocuparse
Los procesos de fabricación de la industria alimentaria sonmuy delicados. Klüber Lubrication, líder en calidad de los lu-bricantes especiales, también ofrece para estos casos lamejor solución: “KLASS (Klüber Lubrication Asset SupportService)” un paquete de productos y servicios hecho a me-dida. Desde el lubricante perfecto para cada requisito imagi-nable hasta planos de lubricación de la planta, pasando porprogramas de formación para sus empleados.
Los resultados son asombrosos. Los clientes que ya lo utili-zan han experimentado, por ejemplo, una disminución en lostiempos de parada de más del 5%, una reducción de la can-tidad de lubricante del 40% y un aumento de la disponibili-dad de la instalación del 35%. La producción diaria aumentóconsiderablemente.
Solicite usted también su paquete KLASS.Tan sólo tiene que llamar al 089/7876-403
Consulte también el artículo en la página 28.

23
Uno de los mayores desafíos de lalubricación de compresores frigoríficoses el contacto intensivo que se pro-duce entre el amoníaco y el aceite lu-bricante. Los hidrocarburos no sa-turados y los enlaces de azufre delaceite mineral pueden reaccionar conel amoníaco, un refrigerante agresivoque está presente en estas instalacio-nes. Como consecuencia de esta re-acción química, el color del aceite vasiendo cada vez más oscuro y, final-mente, se vuelve negro. Los productosde reacción que no son solubles en elaceite se pueden depositar, como resi-duos o como depósitos, en el com-presor o en el circuito de refrigeración(especialmente en el evaporador y enel condensador). Estos depósitos tam-bién pueden reducir el rendimiento dela instalación de refrigeración (mediantela transmisión de calor deteriorada enlos intercambiadores de calor) y mer-mar sensiblemente la fiabilidad duranteel funcionamiento. Las experienciasprácticas demuestran que, especial-mente bajo la presencia de aire y aguaen el circuito de refrigeración (hasta un3% de agua posible), la coloraciónnegra y la acidificación del aceite sepueden acelerar. Por si eso fuera poco,el denominado desgaste abrasivo, pro-vocado por el lodo en el aceite, puedeafectar directamente a los diversoscomponentes del compresor. Tambiénel filtro y el separador de aceite recibencargas mayores y se atascan conmayor rapidez. Todos estos efectos setraducen en una reducción de la vidaútil de los componentes afectados y enun aumento de los costes de funcio-namiento.
El aceite “purificado” previenela formación de lodo
El remedio para todo esto se puedelograr mediante el uso de aceites mi-
Aumento fiable del rendimiento
No importa si la insta-lación de refrigeración seencuentra en una cerve-cería, en una pista de hieloo en una instalación declimatización: la lubri-cación de los compre-sores puede influir en lafiabilidad y el rendimientode toda la instalación derefrigeración. La mayoríade los aceites mineralescomunes de base nafté-nica no siempre puedensatisfacer las exigenciascada vez mayores. Envolúmenes de relleno reducidos, el aceite paracompresores queda ex-puesto a temperaturas,presiones y revolucioneselevadas. Además, los operadores de las instala-ciones luchan por con-seguir intervalos demantenimiento más pro-longados para así reducirlos costes. Los aceitespara compresores frigorí-ficos especialmente de-sarrollados proporcionanun funcionmiento fiable delos compresores frigorífi-cos de amoníaco y, deeste modo, posibilitan unareducción de los costesde funciona miento. Conayuda de un asesramientocompetente, de un análi-sis de aceite y de unapoyo práctico, el cambiode aceite se puede llevar a cabo sin problemas.
nerales tratados con hidrógeno o mediante el uso de acei-tes lubricantes sintéticos. La primera opción la podrá en-contrar en Klüber Summit RHT-68 de Klüber Lubrication, unaceite lubricante a base de aceite mineral de base parafínicay tratado con hidrógeno diseñado para instalaciones de re-frigeración de amoníaco con temperaturas de vaporizadorde hasta – 35 °C. Mediante el tratamiento con hidrógeno delaceite base (también conocido como hidrotratamiento) seeliminan del aceite los enlaces no saturados y los enlacesde azufre. Por así decirlo, el aceite se “limpia” y, de estemodo, es menos reactivo al amoníaco. El aceite se puedeutilizar sin ningún tipo de problema para la reconversión decompresores usados que hasta ese momento se hayan lubricado con aceites minerales de base nafténica.
Para este fin es idóneo el Klüber Summit RPA-68, unaceite lubricante totalmente sintético a base de polialfaole-fina y alquilbenceno. Este aceite se ha desarrollado espe-cialmente para temperaturas de vaporizador bajas, de hasta– 53 °C, para los casos en los que los aceites minerales yano son fluidos debido al punto de fluidez crítica. Por último,Klüber Summit R-200 ha demostrado que es idóneo no sólopara el amoníaco, sino también para el CO2, el propano o el
La nueva generación de aceites para compresores frigoríficosproporciona una reducción en los gastos de funcionamiento delas instalaciones de refrigeración

24 T R I B O J O U R N A L 1 / 2 0 0 7
entre otras cosas, de la inclinación de evaporación (presiónde vapor) del aceite bajo la temperatura final de compresióncorrespondiente (parcialmente hasta más de 100 °C). Unmayor arrastre de aceite, provocado por la fuerte evapora-ción del aceite mineral de base nafténica, es el principal res-ponsable del alto consumo de aceite y del aumento en losgastos de mantenimiento debido a los procesos de relleno.Ambos aspectos aumentan los costes para el operador.También en este caso, los aceites tratados con hidrógeno ototalmente sintéticos ofrecen una solución. En comparacióncon los aceites minerales comunes, el aceite base altamenterefinado y químicamente estable reduce significativamenteel arrastre de aceite, lo que se traduce en un consumo deaceite reducido por parte del compresor. El posible potencialde ahorro se ilustra mediante un ejemplo práctico. Un com-presor frigorífico con un volumen de relleno de 200 l deaceite mineral completó cerca de 7.000 horas de funciona-miento en un año. Para ello, el operador tuvo que recargar300 l de aceite al año, es decir, 1,5 veces el volumen de re-lleno de la máquina. Al cambiar a un aceite mineral tratadocon hidrógeno, obtuvo un ahorro en aceite de hasta el 70%.
butano. Gracias al aceite lubricante totalmente sintético a base de poli -alfaolefina, el aceite cuenta con unaautorización de la NSF para su uso enla industria alimentaria y puede utili-zarse para temperaturas de vaporiza-dor de hasta – 50 °C.
Ambos productos sintéticos tienenen común el aceite base especialmenteestable químicamente. La gran resis-tencia a las reacciones con amoníacoevita la coloración negra y la formaciónde depósitos nocivos en el circuito derefrigeración, que tienen lugar con losaceites minerales comunes. Gracias asu bajo punto de fluidez crítica, se evi-tan también los conocidos depósitoscerosos en el vaporizador, lo que pre-viene los periodos de parada no plani-ficados y aumenta el rendimiento detoda la instalación de refrigeración.
Reducción del consumo deaceite
La cantidad de aceite arrastradadesde la cámara de compresión hastael circuito de refrigeración, el denomi-nado arrastre de aceite, depende,
Los depósitos pueden mermar el rendimiento de la instalación de refrigeración
Imagen: Grasso GmbH RT, Berlín

25
Prolongación de los intervalos de cambio deaceite
Puesto que, proporcionalmente, los componentes de bajopeso molecular del aceite mineral se evaporan en mayor me-dida en la cámara de compresión del compresor, con eltiempo la viscosidad del aceite aumenta significativamente.Las causas de un excesivo envejecimiento del aceite puedenser, además del aumento de la viscosidad, la coloraciónnegra del aceite y la formación de residuos y lodo relacio-nada con ella. Las consecuencias inevitables de ello son losfrecuentes cambios de aceite, que interrumpen el funciona-miento normal y cuestan dinero.
Puesto que los aceites minerales especialmente refinadosy formulados y los aceites sintéticos no contienen estas por-ciones de aceite volátiles, la viscosidad del aceite se man-tiene estable durante periodos de tiempo prolongados. Deeste modo, los intervalos de cambio de aceite a menudo sepueden prolongar cuatro o cinco veces más. Esto lo pudocomprobar el operador de un compresor frigorífico lubricadocon aceite de base nafténica (ISO VG 68), que tras sólo2.000 horas de funcionamiento experimentó un aumento dela viscosidad de 68 a 105 mm2/s. El cambio a un aceite sin-tético conllevó una vida útil más de 6 veces mayor en com-paración con un relleno con aceite mineral.
Cambio de aceite sin pérdidas
A pesar de las notables ventajas que los aceites sintéti-cos presentan, la industria conserva diversas incertidumbresreferentes a la reconversión y el cambio de aceite. ¿Qué
efectos tiene el cambio de aceite en losmateriales de sellado? Con frecuencia,los aceites minerales de base nafténicatienen un efecto hinchante, mientrasque algunos aceites sintéticos, espe-cialmente la PAO (polialfaolefina), tie-nen justo el efecto contrario: la junta secontrae. Si tras el funcionamiento conaceites minerales de base nafténica secambia directamente a una PAO, pue-den presentarse zonas con pérdida dehermeticidad, especialmente en lasjuntas de neopreno que a menudo seutilizan en compresores frigoríficos deamoníaco. Por este motivo, Klüber Lu-brication ofrece un aceite especial quefacilita el cambio. Este PAO se mezcla

26 T R I B O J O U R N A L 1 / 2 0 0 7
con alquilbenceno, el efecto contrac-tivo de un componente equilibra elefecto hinchante del otro, de formaque, al final, se obtiene un comporta-miento de hermetización.
Por el contrario, el paso de los acei-tes de base nafténica a un PAO purocon efecto contractivo requiere máscuidado. Los aceites base de PAOpuros, como por ejemplo Klüber Sum-mit R-200, pueden volver a contraer lajunta hinchada por el aceite de basenafténica, los que puede provocarfugas en las juntas tóricas de la caja oen las empaquetaduras de anillo ro-zante/anillos retén. Si, aún así, se de-seara cambiar a Klüber Summit R-200(el motivo para ello podría ser, porejemplo, la autorización de la NSF parala industria alimentaria), se recomiendaque antes de realizar el cambio se sus-tituya la junta tórica o las empaqueta-duras de anillo rozante/anillos reté`.
Ayuda práctica
Klüber Lubrication no sólo ofrece lu-bricantes especialmente desarrolladospara los compresores frigoríficos, sinoque, si lo desea, también le ayuda du-rante el cambio. Se comienza con unanálisis detallado del aceite que se estéempleando en ese momento, lo quereflejará el estado actual de la instala-ción de refrigeración y también revelaráproblemas “ocultos”. Cuando se hayaencontrado la solución más idóneapara el cliente, un equipo del serviciotécnico estará presente durante el pro-ceso de cambio. El desarrollo de dichoproceso depende sobre todo delgrado de ensuciamiento del aceite o
Ventajas para los operadores de instalaciones de refrigeración
❚ Menor consumo de aceite: gracias a los aceites es-peciales estables a la evaporación, en contraposicióna los aceites minerales de base nafténica, el consumode aceite se puede reducir de un 50 a un 90%.
❚ Intervalos de cambio de aceite hasta 5 veces más largos gracias a la viscosidad constante.
❚ Funcionamiento más fiable y rendimiento más elevado del compresor frigorífico, ya que no se pro-duce ninguna reacción con al amoníaco y, de estemodo, se evita la formación de residuos y de lodo.
Dipl.-Ing. (FH) Holger Körber
Director de Grupo Industrial Compresores y otros
Klüber Lubrication München KG
del compresor. En circunstancias normales, es suficiente condejar salir el aceite, sustituir el filtro y la separación de aceitey retirar los restos de aceite de los conductos, las cajas y losfiltros. A consecuencia de ello, se puede comenzar de in-mediato con el nuevo relleno. En caso de que un compresorhelicoidal tenga un alto nivel de contaminación, se puede re-currir a un concentrado de limpieza a base de aceite que seañade al aceite 60 horas antes del cambio planificado. A lolargo de este tiempo, el compresor permanece en marcha ydurante su funcionamiento se eliminan los depósitos y losresiduos. No es necesario desmontar el equipo para llevar acabo la limpieza.
Incluso después de haber realizado el cambio a un nuevoaceite, Klüber Lubrication le ofrece ayuda. Junto con elcliente, los especialistas en lubricantes examinan periódica-mente las muestras del aceite usado. Si se observan proble-mas en el funcionamiento, se estudia el estado de la instalaciónde refrigeración y, de inmediato, se introducen contramedi-das con el objetivo de reducir los costes de mantenimientoy de obtener la mejor disponibilidad y fiabilidad posibles.
Resumen
Son evidentes las diversas ventajas que se obtienen alcambiar de los aceites minerales de base nafténica a lanueva generación de aceites minerales tratados con hidró-geno y de aceites totalmente sintéticos. Con frecuencia,estos lubricantes posibilitan un funcionamiento continuado yfiable de los compresores frigoríficos, sin interrupcionesconstantes debidas a trabajos esenciales de limpieza o demantenimiento. Las piezas de desgaste se reemplazan conmenos frecuencia y los costes de los filtros también se re-ducen. Por el contrario, los intervalos de cambio de aceite seprolongan notablemente, hasta 6 veces, y el consumo dea-ceite se reduce hasta un 70%. Tampoco debemos olvidar lamejora general en el rendimiento de la instalación de refri-geración gracias a la ausencia de los depósitos debidos alaceite. Para que el cambio se realice con éxito es necesarioalgo de experiencia y conocimiento. Por eso, Klüber Lubri-cation ofrece a sus clientes un asesoramiento completo, unasolución hecha a medida y un acompañamiento intensivodurante todo el cambio.
27
17 – 20 de enero de 2007 Nueva Delhi, India
SAMULEGNO8 – 12 de febrero de 2007Pordenone, Italia
19 – 25 de febrero de 2007Barcelona, España
2 – 5 de marzo de 2007 Pádua, Italia
6 – 8 de marzo de 2007 Rennes, Francia
MANTENIMIENTO28 – 29 de marzo de 2007 Amberes, Bélgica
16 – 20 de abril de 2007 Hannover, Alemania
2 – 5 de mayo de 2007 Buenos Aires, Argentina
7 – 10 de mayo de 2007 Milán, Italia
Mayo 2007São Paulo, SP – Brasil
5 – 8 de junio de 2007 Tokio, Japón
Windpower3 – 6 de junio de 2007 Los Ángeles, EE.UU.
Agosto de 2007 Florianópolis, SC – Brasil
Septiembre de 2007 Sertãozinho, SP – Brasil
ExposibramSeptiembre de 2007 Belo Horizonte, MG – Brasil
10 – 14 de septiembre de 2007 Arequipa, Perú
OIL & GAS22 – 25 de octubre de 2007 Buenos Aires, Argentina
13 – 20 de septiembre de 2007 Munich, Alemania
Aproveche la oportunidad de poder conocernos personalmente: ¡Estaremos encantados de recibirle en nuestro stand! Por ejemplo, en
Plataforma de contacto de las ferias
17 – 22 de septiembre de 2007 Hannover, Alemania
7 – 10 de octubre de 2007 Orlando, EE.UU.
Process Expo15 – 17 de octubre de 2007 Las Vegas, EE.UU.
Worldwide Food Expo24 – 27 de octubre de 2007 Chicago, EE.UU.
24 – 31 de octubre de 2007 Düsseldorf, Alemania
TOKYO MOTOR SHOW26 octubre – 11 noviembre de 2007Chiba, Japón
SAENoviembre de 2007 São Paulo, SP – Brasil
SEMICON JAPAN5 – 7 de diciembre de 2007 Chiba, Japón
Si desea obtener una visión completa y actualizada de la participación de Klüber en las diversas ferias de todo el mundo, consultewww.klueber.com / “Novedades” / “Ferias/exhibiciones y más”
Texmac
Fispal
FOOMA JAPAN
Expoman
Fenasucro
EXTEMIN
Graphispag
VenMec
CFIA
Feria de Hannover
ARMINERA
EWEC
International Baking Industry Exposition (IBIE)
K 2007
ITMA
EMO
28 T R I B O J O U R N A L 1 / 2 0 0 7
En la industria alimentaria, la lubricación no sólo influye enlos gastos de funcionamiento y en la productividad, sinotambién en la seguridad del alimento. Uno de los desafíospara las empresas de este sector son los procedimientos in-troducidos por los legisladores y las respectivas autoridadescon el fin de aumentar la seguridad de los alimentos. Porejemplo, la norma internacional ISO 22000 “Sistemas degestión de la inocuidad de alimentos” define los requisitosen base a los cuales una organización estaría en disposiciónde garantizar la seguridad del alimento en todos los nivelesde la cadena alimentaria, hasta el consumo final. Debe aumentarse la cantidad de cursos de formación para los empleados, de auditorías y de los denominados “PRP (Pre-requisite Programmes)” (programas preventivos) y se debendeterminar unas normas correctas de fabricación (NCF)“(GMP = Good Manufacturing Practice)”.
Con “KLASS” (Klüber Lubrication Asset Support Service),Klüber Lubrication ofrece a las empresas de la industria ali-mentaria, de bebidas y farmacéuticas un paquete completode lubricante y servicios con el objetivo de ayudarle en unavariedad de tareas y requisitos. Por ejemplo, los análisis deriesgo en las auditorías de lubricantes identifican todos lospuntos de control críticos (análisis de peligros y puntos crí-ticos de control, HACCP). Los talleres sobre la lubricaciónintroducen a los empleados en toda la temática de los lubri-cantes y refuerzan la conciencia sobre la importancia de unalubricación adecuada. Por último, KLAAS puede ofrecer unacontribución considerable al aumento de productividad y ala reducción de los costes de energía y funcionamiento.
Cada uno de los pilares de KLASSse puede utilizar según las necesida-des individuales de cada uno:
• Asesoramiento sobre la aplicaciónde lubricantes para seleccionar ellubricante adecuado
• Ayuda durante el análisis HACCP(análisis de peligros y puntos críticos de control) para que la producción que se ajuste a lo dispuesto en la ley destinada a proteger al consumidor
• Inspección de los puntos de fricción a través de ingenieros de servicio y análisis tribológicospara lograr una selección de lubricante y unos intervalos de relubricación óptimos
• Ayuda con las prácticas adecuadaspara el almacenamiento y la docu-mentación
• Klüber Maintenance System, elsoftware para la gestión de puntosde lubricación, para llevar a cabouna gestión efectiva del manteni-miento
• Programas de formación hechos amedida y seminarios in situ
• Programa completo sobre los lubricantes especiales NSF H1 paracada aplicación
Paquete de productos y servicios para la industria alimentaria
Hecho a medida
Uno de los pilares esenciales
del paquete“KLASS”: ayuda
práctica medianteingenieros de
servicio in situ

29
Servicio al lectorRemite:
Nombre
Empresa
Departamento
Calle
Localidad
Teléfono
Fax
❚❚ Sí, deseo adquirir la nueva edición de Tribojournal.
Puedo cancelar mi suscripción en cualquier momento, sin ningún coste.
Por favor, envíenme la edición alemana inglesa española francesa
Me interesa el artículo marcado con una cruz, envíenme información sobre el correspondiente
lubricante especial o gama de servicios de Klüber a:
Sólo debe copiarlo, rellenarlo y enviarlo por fax a
Fax +49 (0) 89-78 76 90504o solicítelo por correo electrónico en www.klueber.com > Servicios > Pedir folletos
❚❚ La química debe ser la adecuada
❚❚ Ahorro de gastos - Aumento de la potencia –
Solución de problemas
❚❚ Lube & Seal, un tándem funcional y fiable para
las técnicas de transmisión
❚❚ Alto rendimiento en condiciones extremas
❚❚ Altas temperaturas
❚❚ Aumento fiable del rendimiento
❚❚ Paquete de productos y servicios para
la industria alimentaria
❚❚ Folleto “La lubricación de grandes
accionamientos de corona dentada”
❚❚ Folleto “At home on the Seven Seas”
❚❚ Seminario
❚❚ Listo para el futuro

30 T R I B O J O U R N A L 1 / 2 0 0 7
En nuestro nuevo folleto·“La lubricación degrandes accionamientos de corona dentada”encontrará información esencial y muchas im-plementaciones prácticas. Junto con muchainformación verificada de la versión anterior,ofrece por primera vez soluciones completaspara todos los estados de funcionamientosegún dos conceptos de lubricación distintos:tanto para la lubricación con productos “negros”que contienen grafito, como para la lubricacióncon productos transparentes que no contienengrafito. Con las 72 páginas del folleto, Klüber Lubrication proporciona un manual tribológico aquienes se dediquen a garantizar la fiabilidad y se-guridad de funcionamiento de grandes engranajesde ruedas dentadas.
En el nuevo folleto “At home on the Seven Seas”, encon-trará soluciones de lubricación para las industrias marítimasy “Offshore” (en alta mar). Independientemente de si se tratadel engranaje reductor de un barco, de accionamientos en
bobinas, de compresores degas de proceso o de piezas
giratorias de sujeción: todos los grupos y com-ponentes relevantes del sector se examinan bajo puntos devista relacionados con la técnica de lubricación. A lo largo desus 28 páginas conocerá qué lubricantes especiales nece-sitan los componentes que soportan cargas elevadas parafuncionar de forma fiable y cómo puede reducir los costesde funcionamiento.
Los conocimientosde Klüber por escrito
Nuevos folletos
Formación del cliente al estilo Klüber
Trucos y consejos de profesionales
¿Dónde puedo encontrar el lubricante que necesita mi má-quina? ¿Puedo optimizar mi diseño con un lubricante especial? ¿Cómo puedo ahorrar gastos con el lubricante ade-cuado? Preguntas como estas tienen su respuesta en los se-minarios (de una duración de uno a dos días y sobre diversostemas) en los que los expertos de Klüber Lubrication aclaran
a sus clientes todo lo relacionado con el mundo de los lubri-cantes, muestran los desarrollos más modernos y compartensus conocimientos. Los temas tratados en los seminariosabarcan desde los fundamentos de la tribología hasta los másdiversos campos de aplicación de los lubricantes, pasandopor las tendencias más modernas en lo referente al manteni-miento.
También puede realizar peticiones especiales: bajo pedido,Klüber Lubrication lleva a cabo seminarios individuales hechosa medida en el lugar de trabajo del cliente. Como, por ejem-plo, el caso de un importante OEM de instalaciones de lubri-cación, para el que, a finales de septiembre, se realizó unseminario sobre las modas y tendencias en la lubricación deaccionamientos de corona dentada y piñones de gran ta-maño. O como el caso de uno de los principales fabricantesmundiales de cojinetes, cuyos ingenieros de desarrollo apren-dieron diversos conceptos de lubricación dentro del marco deunas jornadas técnicas.
La oferta de cursos no sólo traspasa fronteras en cuanto alcontenido, sino los seminarios de Klüber se ofrecen en cual-quier parte en la que haya un cliente de Klüber, es decir, entodo el mundo.
Si desea obtener más información sobre los seminarios, utilice nuestro servicio al lector de la página 29.
31
Tribojournal
Edición y copyrightKlüber Lubrication München KG Geisenhausenerstraße 7 81379 München – Alemania Tel. +49 (0)89-78 76- 0 Fax +49 (0)89-78 76 333E-mail: [email protected]
Sólo está autorizada la reproduc-ción, total o parcial, previa consultacon Klüber Lubrication München KG siempre que se cite la fuente y se envíe un ejemplar de prueba.
Los datos contenidos en estos artículosespecializados se basan en nuestras ex-periencias generales y corresponden alestado de nuestros conocimientos ac-tuales en el momento de la edición. Elcontenido de los artículos tiene comoúnico fin la información general, y nosustituyen en ningún caso al asesora-miento cualificado. Por ello declinamostoda responsabilidad en caso de dañosque pudieran producirse al poner enpráctica las informaciones recogidas enesta publicación. Las informacionessobre productos Klüber no garantizanpropiedades particulares de los produc-tos o su adecuación para cada aplica-ción específica. Con mucho gusto lebrindamos el asesoramiento técnico denuestro personal cualificado.
Equipados parael futuro Vida útil más larga en componentes de automóviles con una nuevagrasa lubricante especial
Un funcionamiento absolutamente fiable constituye la baseen los componentes de seguridad de un automóvil. Natural-mente éste también se refiere al propio lubricante. Desarrollarun lubricante para las tecnologías de futuro con unas exigen-cias elevadas, tales como una vida útil de 20 años, resistenciaa temperaturas de hasta 180 ºC, o incluso picks mucho máselevados, así como una excelente capacidad sustentadora decargas, suponen un gran reto en un sector muy sensible en eltema de precios. Con el producto Klübersynth BR 46-82, KlüberLubrication ha conseguido ofrecer una grasa para altas y bajastemperaturas para componentes drive-by-wire en el sector delautomóvil.
La grasa especial exenta de silicona alcanza temperaturas alargo tiempo de 180ºC con puntas de hasta 250 ºC, e inclusoes fácilmente vehiculable a temperaturas bajo cero. La buenaprotección ante el desgaste en pares de acero, compatibilidadcon EPDM, miscible con líquidos de freno, forman otras carac-terísticas de este nuevo desarrollo. Por todo ello KlübersynthBR 46-82 es muy adecuada para la lubricación de larga dura-ción de numerosos componentes, como por ej. husillos a bolas,rodamientos e incluso cojinetes de aguja y engranajes monta-dos verticalmente. De esta manera varios puntos de lubricaciónde un componente como por ej. unidades de frenado pueden quedar equipadas para el futuro con una sola grasa.
.
Si desea obtener más información utilice nuestro servicio allector de la página 29.
GermanyHeadquarters:Klüber Lubrication München KGGeisenhausenerstraße 7, 81379 München� +49-89-7876-0, Fax: +49-89-7876-333www.klueber.com
GermanyKlüber Lubrication Deutschland KGGeisenhausenerstraße 7, 81379 München� +49-89-7876-0, Fax: +49-89-7876-565www.klueber.com
Sales Offices:Verkaufsregion Süd-OstGeisenhausenerstraße 7, 81379 München� +49-89-7876-0, Fax: [email protected]
Verkaufsregion NordKrendelstraße 32, 30916 Isernhagen bei Hannover� +49-511-610170-0, Fax: [email protected]
Verkaufsregion WestCarl-Sonnenschein-Straße 124, 47809 Krefeld� +49-2151-522940/522950, Fax: [email protected]
Verkaufsregion Süd-WestWeilimdorfer Straße 74/1, 70839 Gerlingen� +49-7156-9400-0, Fax: [email protected]
ArgentinaKlüber Lubrication Argentina S.A.Martin J. Haedo 4301/63, (1602) Florida, Prov. Buenos Aires� +54-11-4709-8400, Fax: [email protected]
AustraliaKlüber Lubrication Australia Pty. Ltd.1st Floor, 3 Brand Drive, P.O. Box 4, Thomastown Victoria 3074 (Melbourne)� +61-3-9464-7577, Fax: [email protected]
Sydney OfficeUnit 23, 380 Marion Street, Condell Park, NSW 2200 Sydney� +61-2-97908562, Fax: +61-2-97904760
AustriaKlüber Lubrication Austria Ges.m.b.H.Franz-Wolfram-Scherer-Straße 32, Postfach 845028 Salzburg-Kasern� +43-662-452705-0, Fax: [email protected]
BelgiumKlüber Lubrication Benelux S.A./N.V.Rue Cardinal Mercier 100, 7711 Dottignies� +32-56-483311, Fax: [email protected]
BrazilKlüber LubricationLubrificantes Especiais Ltda. & Cia.Rua São Paulo, 345, Distrito Industrial de Alphaville06465-902 Barueri - São Paulo� +55-11-4166-9005, Fax: [email protected]
ChileKlüber Lubrication Chile Ltda.Av. Edo. Frei Montalva 9950, Módulo B1, Cargo ParkQuilicura, Santiago� +56-2-7471188, Fax: [email protected]
China, People’s Rep. ofKlüber Lubrication China Ltd.Room 1012 Shatin Galleria, 18-24 Shan Mei StreetFotan, Shatin, N.T., Hong Kong� +852-26920191/26920329, Fax: [email protected]
Klüber Lubrication (Shanghai) Co. Ltd.Room 1806-1809, Tian An Center, No. 338 Nanjing Road(West), Shanghai 200003� +86-21-63720022, Fax: [email protected]
Beijing Liaison Office:Room 1805, A BuildingChina International Science & Technology Convention CenterYumin Road No.12, Chaoyang District, Beijing 100029� +86-10-82252221, Fax: [email protected]
Chengdu Liaison Office:Room 2306 Zongfu Building, No. 45 Zongfu RoadChengdu, Sichuan 610016� +86-28-8675-2970/8675-2971, Fax: [email protected]
Shenzhen Liaison Office:RM 2904, Huaneng Building, 2068 Shennanzhong Road, Futian District, Shenzhen, Guangdong 518031� +86-755-83680482, Fax: [email protected]
Czech RepublicKlüber Lubrication CZ s.r.o.Prazákova 10, 61900 Brno� +420-5-43424836/43424837, Fax: [email protected]
DenmarkKlüber Lubrication Skandinavien A/SLiterbuen 9, 2740 Skovlunde� +45-70-234277, Fax: [email protected]
FinlandKlüber Lubrication Skandinavien A/SHämeentie 3, 00530 Helsinki� +358-9-8545610, Fax: [email protected]
FranceKlüber Lubrication France S.A.S.Z.I. des Auréats, 10 à 16 Allée Ducretet26014 Valence Cedex� +33-4-75448426, Fax: [email protected]
IndiaKlüber Lubrication (India) Pvt. Ltd.Silver Jubilee Block III Floor,Mission Road III Cross,Bangalore 560 027� +91-80-5124-0201, Fax: [email protected]
ItalyKlüber Lubrication Italia S.A.S. di G. ColoriVia Monferrato 57, Sesto Ulteriano, Casella postale 438120098 San Giuliano Milanese Centro (MI)� +39-02-98213-1, Fax: [email protected]
JapanNOK Klüber Co., Ltd.1-12-15, Shibadaimon, Minato-ku, Tokyo 105-8585� +81-3-3434-1734, Fax: [email protected]
Kitaibaraki Plant955-4, Aza - Ohishi, Isohara, IsoharamachiKitaibaraki-City, Ibaraki - 319-1541� +81-293-427320/425365, Fax: [email protected]
Korea, Republic ofKlüber Lubrication Korea Ltd.Seoul Head Office:Rm. 901, Samhwan Camus Bldg. 17-3, Seoul, 150–874� +82-2-7825151, Fax: [email protected]
Factory:562 Okmyung-ri Daesong-myun, Nam-kuPohang, Gyungbuk 790-840� +82-54-278-5151, Fax: [email protected]
MalaysiaKlüber Lubrication (Malaysia) Sdn BhdNo. 17 Jalan PJU 3/49, Sunway Damansara Technology Park47810 Petaling Jaya, Selangor Darul Ehsan� +60-3-78034954, Fax: [email protected]
North Malaysia Office:No. 22A (1st Floor) Persiaran Mahsuri 1/2, Sunway Tunas11900 Penang� +60-4-6469335, Fax: [email protected]
MexicoKlüber Lubricación Mexicana, S.A. de C.V.Parque Industrial Querétaro, Avenida de la Montaña No. 109Km. 28.5 Carr. Qro.-S.L.P., Santa Rosa JáureguiQuerétaro 76220� +52-442-22957-00, Fax: [email protected]
NorwayKlüber Lubrication Skandinavien A/SIndustriveien 25, Inngang B, 2020 SkedsmokorsetPostboks 220, 2021 Skedsmokorset� +47-64837800, Fax: [email protected]
PolandKLÜBER LUBRICATION POLSKA sp.z o.o.Ul. Wierzbiecice 44a, 61-558 Poznan�
� +48-61-8700790, Fax: [email protected]
RussiaKlueber Lubrication OOOSkladochnaja ul., dom 2 A, strojenije 1, 127015 Moskau� +7-495-1011707/1011708, Fax: [email protected], [email protected]
Sankt Petersburg Office:Litejny prospekt, d. 22, of. 55, 191028 Sankt Petersburg� +7-812-2724757, Fax: [email protected]
Rostov-na-Donu Office:prospekt Semashko, d. 114, of. 310344010 Rostov-na-Donu� +7-863-2500007, Fax: [email protected]
Samara Office:ul. Uritskogo, d. 19, of. 2, etash 9, 443030 Samara� [email protected]
Kazan Office:ul. Kremljovskaja, d. 13, of. 202/B, 420111 Kazan� [email protected]
Singapore, Republic ofKlüber Lubrication South East Asia Pte Ltd25 International Business Park, # 04-54 German CentreSingapore 128384� +65-6562-9460, Fax: [email protected]
South Africa, Republic ofKlüber Lubrication (Pty) Ltd. P.O. Box 11461, Randhart / Alberton 1457� +27-11-908-2457/908-2458/908-2459, Fax: [email protected]
SpainKlüber Lubrication GmbH Ibérica S. en C.Carretera C-17, Km 15,508150 Parets del Valles (Barcelona)� +34-93-5730711/5730666/5730667, Fax: +34 [email protected]
SwedenKlüber Lubrication Skandinavien A/SBox 601, 194 26 Upplands Väsby� +46-8-59098600, Fax: [email protected]
SwitzerlandKlüber Lubrication AG (SCHWEIZ)Thurgauerstraße 39, 8050 Zürich� +41-44-3086969, Fax: [email protected]
TurkeyKlüber LubricationYAGLAMA ÜRÜNLERI SAN. VE TIC. A.S.Cerkezköy Organize Sanayi BölgesiAtatürk Cad. 10 Sok. No: 7, Cerkezköy/TekirdagPostal address:PK 56, 59500 Cerkezköy/Tekirdag� +90-282-7581530/7581710Fax: +90-282-7582935/7582936/[email protected]
United KingdomKlüber Lubrication Great Britain Ltd.Hough Mills, Northowram, Halifax, HX3 7BN� +44-1422-205115, Fax: [email protected]
United States of AmericaHeadquarters:Klüber Lubrication North America L.P.32 Industrial Drive, Londonderry, NH 03053� +1-603-647-4104, Fax: [email protected]
Midwestern Group Office512 West Burlington Avenue, Suite 208, LaGrange, IL 60525� +1-708-482-9730, Fax: +1-708-482-9407
Southeastern Group Office233 North Main Street, Suite 300 A, Greenville, SC 29601� +1-800-889-4283, Fax: +1-864-467-0740
Western Group Office572 East Green St., Suite 208, Pasadena, CA 91101-2045� +1-626-795-5455, Fax: +1-626-795-6064
Klüber Lubrication Texas, L.P.P.O. Box 131359, Tyler,TX 75713, 9010 CR 2120,Tyler, TX 75707� +1-903- 5348021, Fax: +1-903- [email protected]
Klüber Lubrication ein Unternehmen der Freudenberg-GruppeKlüber Lubrication a member of the Freudenberg groupKlüber Lubrication una empresa del grupo Freudenberg
www.klueber.com
Klüber Lubrication une société appartenant au groupe FreudenbergKlüber Lubrication una società del gruppo FreudenbergKlüber Lubrication uma empresa do Grupo Freudenberg