instituto politécnico nacional escuela superior de ingeniería ......4.3.7 sistema para la...
TRANSCRIPT

Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Unidad Zacatenco
Propuesta de un prototipo semiautomático para la elaboración de
una pintura ecológica a base de nopal
TESIS
Que para obtener el título de
Ingeniero en Control y Automatización
PRESENTAN
Aguilar Valencia Juan Carlos
Hernández González Carlos Alberto
López Orihuela Jorge Alejandro
Asesores
M. en C. Miriam Gómez Álvarez
M. en C. Mauricio Aarón Pérez Romero
Ciudad de México, Junio de 2016


Agradecimientos

Contenido
Introducción .................................................................................................................................. i
Justificación ................................................................................................................................ iii
Objetivos ..................................................................................................................................... iv
CAPÍTULO 1.- ANTECEDENTES
1. Definición de pintura .......................................................................................................... 2
1.1 Componentes ................................................................................................................ 2
1.1.1 Pigmentos .............................................................................................................. 2
1.1.2 Resinas o ligantes ................................................................................................. 4
1.1.3 Disolventes ............................................................................................................ 4
1.1.4 Aditivos .................................................................................................................. 5
1.2 Clasificación de los tipos de pintura .............................................................................. 5
1.2.1 Pinturas minerales ................................................................................................. 5
1.2.2 Pinturas vegetales ................................................................................................. 6
1.2.3 Pinturas ecológicas ............................................................................................... 6
1.3 El nopal .......................................................................................................................... 8
1.3.1 Usos del nopal y mucílago .................................................................................... 8
1.3.2 Origen y especies .................................................................................................. 9
1.3.3 Descripción de la planta ...................................................................................... 10
1.3.4 Localización geográfica ....................................................................................... 11
1.3.5 Producción en México ......................................................................................... 11
1.3.6 Información taxonómica ...................................................................................... 14
1.3.7 Composición química general ............................................................................. 15
1.3.8 Producción nacional de nopal en México ............................................................ 16
1.3.9 Justificación del uso de mucílago de nopal ......................................................... 16
1.4 Estado del arte ............................................................................................................ 17
CAPÍTULO 2.- MARCO TEÓRICO
2.1 Procesos industriales discretos ................................................................................... 30
2.2 Procesos industriales continuos .................................................................................. 30
2.3 Proceso automático ..................................................................................................... 31
2.4 Variables de proceso ................................................................................................... 31
2.4.1 Temperatura ........................................................................................................ 31
2.5 Sensor de temperatura LM35 ...................................................................................... 34
2.6 OPAM LM386 .............................................................................................................. 34
2.7 Resistencia de inmersión ............................................................................................ 35
2.8 Bomba de agua sumergible ........................................................................................ 35
2.9 Dosificador tipo tornillo sin fin ...................................................................................... 36
2.10 Variador de velocidad .................................................................................................. 37

2.10.1 El motor ............................................................................................................... 37
2.10.2 El convertidor de frecuencia ................................................................................ 38
2.10.3 Instalación recomendada para variador de frecuencia ....................................... 39
2.10.4 Módulo de control ................................................................................................ 40
2.10.5 Módulo de potencia ............................................................................................. 40
2.11 Controlador Lógico Programable ................................................................................ 40
2.11.1 Partes que conforman un PLC ............................................................................ 40
CAPÍTULO 3.- CÁLCULO Y SELECCIÓN DE COMPONENTES
3.1 Planteamiento de problema de control de temperatura .............................................. 47
3.2 Propuesta de solución al problema de control ............................................................ 47
3.2.1 Arquitectura de control ........................................................................................ 47
3.2.2 Algoritmo de control ............................................................................................. 49
3.3 Implementación del lazo de control de temperatura ................................................... 51
3.3.1 Sensor de temperatura y acondicionamiento de señal ....................................... 51
3.3.2 Tratamiento de lecturas de temperatura para interpretación en lógica de
programación ....................................................................................................................... 54
3.4 Dimensionamiento de resistencia eléctrica de inmersión ........................................... 59
3.4.1 Balance de energía ............................................................................................. 59
3.5 Bomba de agua sumergible ........................................................................................ 62
3.6 Dimensionamiento de tanque agitador........................................................................ 63
3.6.1 Diseño del tanque ................................................................................................ 63
3.6.2 Selección de agitadores (impulsores) y cálculo de potencia .............................. 64
3.7 Selección del Controlador Lógico Programable .......................................................... 67
3.8 Variador de frecuencia ................................................................................................ 77
3.9 Cálculo y selección de los contactores ...................................................................... 81
3.10 Cálculo de dosificadores ............................................................................................. 82
CAPÍTULO 4.- INTEGRACIÓN Y RESULTADOS
4.1 Programación para realizar el proceso semiautomático de pintura a base de nopal . 87
4.2 Configuración del variador .......................................................................................... 93
4.3 Diseño de la planta piloto con sus partes principales ................................................. 96
4.3.1 Estructura de metal ............................................................................................. 97
4.3.2 Motor con flecha .................................................................................................. 98
4.3.3 Tanque de mezclado ........................................................................................... 98
4.3.4 Dosificadores tipo tornillo sin fin .......................................................................... 99
4.3.5 Válvula de descarga .......................................................................................... 100
4.3.6 Bomba sumergible ............................................................................................. 100
4.3.7 Sistema para la fabricación de pintura .............................................................. 101
4.4 Puesta en marcha del proceso y análisis de resultados ........................................... 101
CAPÍTULO 5.- ANÁLISIS COSTO-BENEFICIO
5.1 Tabla de costos ......................................................................................................... 111
5.2 Fijación de precios..................................................................................................... 115
5.2.1 Fijación de precio para venta de pintura ........................................................... 116
5.3 Retorno de la inversión ............................................................................................. 117
Conclusiones ............................................................................................................................. 119
Recomendaciones y trabajos futuros ........................................................................................ 120
Anexos ....................................................................................................................................... 121
Referencias ............................................................................................................................... 131
Índice de figuras
Figura 1.1 “Códice Mendoza, lámina 1” ................................................................................................. 8 Figura 1.2 "Opuntia Ficus Indica" ............................................................................................................ 9 Figura 1.3 "Opuntia Ficus Nopalea" ........................................................................................................ 9 Figura 1.4 Principales productores de nopal tunero a nivel mundial. .............................................. 11 Figura 1.5 “Usos e industrialización del nopal” ................................................................................... 12 Figura 1.6 “Principales productores de nopal tunero en México” ..................................................... 13 Figura 1.7 “Principales productores de nopal en el Estado de México” .......................................... 13 Figura 1.8 "Siembra del nopal tunero" .................................................................................................. 14 Figura 1.9 “Penca de nopales silvestres” ............................................................................................. 22 Figura 1.10 “Limpieza de espinas de la penca” .................................................................................. 23 Figura 1.11 “Corte de la penca del nopal en pequeños cubos” ........................................................ 23 Figura 1.12 “Macerado de los cubos de nopal en agua” ................................................................... 24 Figura 1.13 “Obtención de la resina de nopal” .................................................................................... 24 Figura 1.14 “Incorporación y mezcla de los componenetes de la pintura” ..................................... 25 Figura 1.15 “Aplicación de la pintura en muro” ................................................................................... 25 Figura 1.16 “Envasado y conservación de la pintura” ........................................................................ 26 Figura 1.17 “Diagrama a bloques del proceso para la elaboración de la pintura” ......................... 27 Figura 2.1 "Alcance de medición de temperatura para distintos instrumentos" ............................. 32 Figura 2.2 "Instrumentos de medición de temperatura en superficie e inmersión" ....................... 33 Figura 2.3 "Esquemático de sensor de temperatura LM35" ............................................................. 34 Figura 2.4 "Esquemático de sensor de temperatura LM35" ............................................................. 34 Figura 2.5 "Resistencia eléctrica de inmersión" .................................................................................. 35 Figura 2.6 "Bomba de agua sumergible" ............................................................................................. 36 Figura 2.7 "Elementos que conforman un dosificador tipo tornillo sin fin" ...................................... 36 Figura 2.8 "Gráfica de comportamiento corriente-par vs velocidad de motor con variador
conectado" ................................................................................................................................................ 37 Figura 2.9 "Circuito electrónico de variador de frecuencia" .............................................................. 38 Figura 2.10 "Instalación recomendada para variador de frecuencia" .............................................. 39 Figura 2.11 "Partes que conforman un PLC" ...................................................................................... 41 Figura 2.12 "Esquema de integración de las áreas de trabajo de un PLC” .................................... 42 Figura 2.13 "Programación de PLC en bloques de funciones” ......................................................... 44 Figura 3.1 “Gráfica de rendimiento relación nopal/agua” .................................................................. 46 Figura 3.2 “Gráfica de rendimiento por tiempo de calentamiento” .................................................. 47 Figura 3.3 “Diagrama a bloques en lazo cerrado para el control de temperatura” ........................ 48 Figura 3.4 “Salida del controlador tipo ON/OFF” ................................................................................ 49 Figura 3.5 “Salida del controlador tipo ON/OFF con zona muerta” ................................................. 50 Figura 3.6 “Amplificador operacional no inversor” .............................................................................. 51 Figura 3.7 “Diagrama electrónico para medición de temperatura y acondicionamiento de señal”
.................................................................................................................................................................... 53 Figura 3.8 “Sensor de temperatura LM35 con termofit para su inmersión en líquidos” ................ 53

Figura 3.9 “Recta de análisis de regresión lineal” .............................................................................. 56 Figura 3.10 “Control de temperatura ON/OFF con zona muerta” .................................................... 56 Figura 3.11 “Conmutador analógico de valor umbral”........................................................................ 57 Figura 3.12 “Definición de parámetros para control ON/OFF” .......................................................... 58 Figura 3.13 “Resistencia eléctrica” ........................................................................................................ 61 Figura 3.14 “Bomba sumergible” ........................................................................................................... 62 Figura 3.15 “Esquemático de tanque agitador y sus componentes”................................................ 62 Figura 3.16 “Mediciones de turbina (según Rushton et al.)” ............................................................. 64 Figura 3.17 “Diagrama de mezclador” .................................................................................................. 65 Figura 3.18 “Datos técnicos de variador de frecuencia PowerFlex 4M” .......................................... 79 Figura 3.19 “Variador de frecuencia modelo N3-207-CU marca TECO” ........................................ 80 Figura 3.20 “Contactor Modular ESB 20-20” ....................................................................................... 81 Figura 3.21 “Interruptor termomagnético S201-C0.5” ........................................................................ 82 Figura 4.1 "Diagrama de flujo de proceso semi automático para elaboración de pintura” ........... 85 Figura 4.2 " Diagrama GRAFCET de las etapas del proceso” ......................................................... 86 Figura 4.3 " Diagrama de entradas y salidas del PLC” ...................................................................... 87 Figura 4.4 “Línea de programa para el arranque y paro del proceso” ............................................. 88 Figura 4.5 " Líneas de programa que activa el funcionamiento de la bomba para el suministro
de agua al tanque” ................................................................................................................................... 88 Figura 4.6 " Líneas de programa para el control de temperatura y agitación” ............................... 89 Figura 4.7 "Líneas de programa para activación de dosificadores y agitador en fase 1” ............. 91 Figura 4.8 " Fase de componentes auxiliares 1”................................................................................. 92 Figura 4.9 " Líneas de programa para la apertura y cierre de la válvula de descarga” ................ 93 Figura 4.10 " Programa para la activacion de variador de frecuencia fase 1” ................................ 94 Figura 4.11 " Diagrama de conexiones eléctricas de variador de frecuencia” ............................... 95 Figura 4.12 "Programa para la activación de variador de frecuencia fase 2” ................................. 95 Figura 4.13 "Diseño en SolidWorks de las partes principales de prototipo” ................................... 96 Figura 4.14 "Dimensiones en milímetros de la estructura de soporte del tanque agitador y
dosificadores” ........................................................................................................................................... 97 Figura 4.15 "Estructura de soporte de tanque agitador y dosificadores” ........................................ 97 Figura 4.16 " Motor con mezclador” ...................................................................................................... 98 Figura 4.17 "Tanque de mezclado” ....................................................................................................... 98 Figura 4.18 "Dosificador tornillo sin fin” ................................................................................................ 99 Figura 4.19 "Tornillo sin fin para el transporte de Caolín y Dióxido de Titanio” ............................. 99 Figura 4.20 " Válvula de descarga acoplado a motorreductor para su accionamiento
automático” ............................................................................................................................................. 100 Figura 4.21 "Bomba de agua sumergible” ......................................................................................... 100 Figura 4.22 “Integración del sistema con operario al mando” ......................................................... 101 Figura 4.23 “Tablero de control” .......................................................................................................... 102 Figura 4.24 “Tanque mezclador y dosificadores” ............................................................................. 103 Figura 4.25 “Introducción de los cubos de nopal al tanque de mezclado” .................................... 103 Figura 4.26 “Suministro de agua al tanque” ...................................................................................... 103 Figura 4.27 “Extracción de resina de nopal” ...................................................................................... 104 Figura 4.28 “Comportamiento de temperatura de mezcla de nopal-agua en el tiempo” ............ 106 Figura 4.29 “Extracción manual de los residuos de nopal” ............................................................. 106 Figura 4.30 “Dosificación de dióxido de titanio y caolín” ................................................................. 107 Figura 4.31 “Descarga de la pintura” .................................................................................................. 109

Índice de tablas
Tabla 1.1 “Información taxonómica de nopal Opuntia-ficus indica” ................................................. 14
Tabla 1.2 “Composición química de nopal fresco” ............................................................................. 15
Tabla 1.3 “Comparativa de metodologías para la realización de la pintura a base de resina de
nopal” ......................................................................................................................................................... 17
Tabla 2.1 "Ventajas y desventajas entre distintos instrumentos de medición de temperatura" .. 33
Tabla 3.1 "Valores comerciales de resistencias” ................................................................................ 52
Tabla 3.2 "Relación entre lecturas de temperatura y valores de entrada analógica a PLC”. ¡Error!
Marcador no definido.
Tabla 3.3 "Proporciones típicas para el dimensionamiento de agitador tipo turbina” ............ ¡Error!
Marcador no definido.
Tabla 3.4 " Valores de las constantes y para tanques que tienen deflectores en la pared
del tanque, cuya anchura es igual o menor al 10% del diámetro del tanque” ... ¡Error! Marcador no
definido.
Tabla 3.5 " Levantamiento de entradas y salidas analógicas y digitales para selección de PLC”
.................................................................................................................................................................... 74
Tabla 3.6 " Datos técnicos de PLC LOGO! 12/24RCE” ............................................................... 77
Tabla 3.7 "Datos técnicos del módulo de expansión LOGO! DM8
12/24R”……………………………………………………….…………………………………………73
Tabla 4.1 "Lecturas de temperatura para comprobar el control ON/OFF"...................................98
Tabla 4.2 "Caracterización de dosificadores"............................................................................101
Tabla 5.1 “Costos y mano de obra” .................................................................................................... 111
Tabla 5.2 “Costo neto de pintura”........................................................................................................ 116
Introducción
i
Introducción
El uso de pinturas convencionales, a lo largo de los años y hasta la actualidad, ha sido
amplio, debido a que han dado excelentes resultados como medio decorativo y de
protección para muros en interiores y exteriores de casas habitación y edificaciones.
Lamentablemente éste tipo de pinturas están hechas a base de productos sintéticos
derivados de la industria petroquímica, presentando el inconveniente de afectar, con
cierto margen, la salud de las personas que se encuentran expuestas durante su
aplicación.
El principal peligro reside en los metales pesados que contienen, como el plomo,
cadmio y mercurio, al igual que en los denominados compuestos orgánicos volátiles
(COV), como el xileno, el tolueno, los epóxidos, las acetonas, los fenoles y el
formaldehído; gases que son emitidos por pinturas y barnices mientras se aplican,
cuando se secan, e incluso semanas y meses después. Los COV irritan la piel, los
ojos y las vías respiratorias, provocan náuseas y dolores de cabeza, dañan el sistema
nervioso central y son potencialmente cancerígenos.
De acuerdo a la Organización Mundial de la Salud, el plomo se incluye dentro de la
lista de los diez productos químicos causantes de graves problemas de salud pública,
siendo el uso de pintura una importante fuente de exposición. Como respuesta a esta
inquietud se creó la Alianza Mundial para Eliminar el Uso del Plomo en la Pintura, cuyo
cometido es la eliminación gradual del uso del plomo en la pintura. Asimismo, la
organización IPEN “A toxics-free future” ha creado una campaña mundial para eliminar
la pintura con plomo, creando consciencia de que la exposición sigue siendo un
problema grave y ha catalizado acciones en varios países en desarrollo para combatir
el uso y fabricación de éste tipo de pinturas.
Como una alternativa más a la concientización del desuso gradual de pinturas
convencionales que contienen compuestos químicos nocivos para la salud, existen
pinturas ecológicas que utilizan materias primas de origen vegetal y/o mineral, tal es el
caso de la pintura elaborada a base de baba de nopal. Ésta técnica data de muchos
siglos atrás, ya que los pueblos originarios de México conocían el poder adhesivo de la
baba de nopal y la utilizaban para hacer argamasa para unir piedras en sus
construcciones, así como para elaborar pintura para decorar sus templos y pirámides.

Introducción
ii
La baba de nopal funge como un ligante que ayuda a unir las partículas dispersas de
pigmentos y cargas sobre un sustrato, formando una película continua y cohesiva.
Dicha pintura elaborada a partir de baba de nopal, cal, sal y agua presenta aceptables
características de adhesión y durabilidad, sin embargo, con el afán de mejorar su
calidad se optó por sustituir la cal por caolín, mineral utilizado comúnmente en la
fabricación de pinturas, que debido a sus características brinda un alto poder cubriente
y absorbente, no es tóxico y resiste altas temperaturas. Del mismo modo, para mejorar
la blancura de la pintura se incluye el dióxido de titanio, pigmento inorgánico blanco
utilizado ampliamente en la industria de las pinturas y recubrimientos por sus
propiedades de dispersión, estabilidad química y no toxicidad.
El presente trabajo expone la metodología de elaboración de la pintura de nopal de
manera manual y la integración del proceso mediante un controlador lógico
programable para su realización de manera semiautomática. De ésta manera se
reduce el tiempo total para su fabricación y se estandariza el proceso, objetivando
obtener las mismas características de calidad de la pintura en cada lote de producción.

Justificación
iii
Justificación
Debido a que las pinturas convencionales en su mayoría están fabricados con
productos derivados de la industria petroquímica que liberan gases durante su
aplicación, y que, pueden ser nocivos para la salud si existe una exposición
prolongada, se propone la creación de una pintura ecológica a base de nopal, cuyo
cometido principal sea la eliminación de estos compuestos tóxicos.
La resina de nopal, o coloquialmente conocida como baba, ofrece características
adhesivas equiparables a las resinas sintéticas utilizadas en la fabricación de pinturas
convencionales, ésta funciona como un aglutinante cuya misión es la de mantener
unidas las partículas sólidas, pigmentos y cargas, una vez la pintura haya secado.
Dada ésta propiedad, la resina de nopal puede ser utilizada para elaborar una pintura
que sea amigable con el medio ambiente, económica y biodegradable, ofreciendo de
ésta manera una alternativa ecológica y beneficiosa para la salud.
Adicionalmente, se aprovechan las pencas que son podadas regularmente en la
cosecha de nopal tunero, que si bien son utilizadas para la producción de abono y
como alimento de ganado, no todas son explotadas, de ésta manera se tiene un uso
alternativo de la poda de nopal en la elaboración de pintura.
El proceso de elaboración de dicha pintura de manera manual dura más de 24 horas,
ya que dentro de las etapas a seguir para su fabricación, es el macerado de nopal en
agua lo que consume más tiempo. De igual manera, se pretende homogeneizar el
proceso de elaboración, visando obtener la mayor cantidad de resina de las pencas y
las mismas características de rendimiento y calidad en la pintura. Por ello, se propone
un prototipo que integre la semi automatización de éste proceso a través de un
controlador lógico programable, que a través de un control de temperatura estandarice
la extracción de resina de nopal, dosifique de manera automática los demás
componentes de la pintura y los integre homogéneamente a través de un tanque
mezclador. Con este prototipo se pueden fabricar lotes de pintura cuántas veces sea
requerido con el mínimo esfuerzo, sustituyendo parcialmente la intervención del ser
humano.

Objetivos
iv
Objetivos
Objetivo general
Proponer e implementar un prototipo semiautomático para la elaboración de una
pintura ecológica a base de nopal, reduciendo tiempos de operación en comparación
al proceso artesanal.
Objetivos Específicos
Analizar el marco referencial de los procesos de obtención de una pintura
ecológica a base de resina de nopal.
Proponer e implementar un proceso de extracción de resinas del nopal y
mezclado que incorpore de manera semiautomática los ingredientes para la
elaboración de la pintura con temperatura regulada.
Integrar el sistema de control por medio de un Controlador Lógico
Programable.
Desarrollar el análisis de los resultados.

CAPÍTULO 1 Antecedentes
Descripción breve
En este capítulo se hablará acerca de la teoría de la pintura:
definición, componentes y tipos. De la importancia,
características y justificación del uso de la resina del nopal
como aglutinante en la elaboración de la pintura ecológica.
Un estado del arte muestra la metodología usada en su
preparación artesanal.

Capítulo 1: Antecedentes
2
1. Definición de pintura
Las pinturas, desde un punto de vista técnico-económico, constituyen el método más
adecuado para la protección de los materiales empleados en la construcción y en la
industria.
Una pintura líquida, considerada desde un punto de vista físico químico, es un sistema
disperso. Está constituida generalmente por sólidos finamente particulados y dispersos
en un medio fluido denominado vehículo. Éste último está basado de una sustancia
filmógena o aglutinante, también llamada formadora de película o ligante, dispuesta en
un solvente o mezcla solvente al cual se le incorporan aditivos y, eventualmente,
plastificantes.
Dado lo anterior, se presenta una definición general y concisa sobre el término pintura:
“Una pintura es una sustancia compuesta de materia colorante sólida suspendida en
un medio líquido que aplicada sobre una superficie se convierte en una película sólida,
fungiendo como un recubrimiento protector o medio decorativo”
Los componentes de la pintura varían en gran manera en función del tipo de acabado
que se requiera y de las condiciones de aplicación y secado.
1.1 Componentes
Aun cuando algunos tipos no pueden contener todos los ingredientes, la composición
genérica de una pintura es la siguiente:
Pigmentos
Cargas
Ligante o resina
Disolvente
Aditivos
A continuación, se describen a detalle los componentes generales de las pinturas
convencionales:
1.1.1 Pigmentos
Son compuestos orgánicos o inorgánicos cuya misión es proporcionar a la pintura
color y poder de cubrición. Los pigmentos son opacos tanto en estado seco como
húmedo. Los pigmentos ofrecen las siguientes características:

Capítulo 1: Antecedentes
3
Poder cubriente: Es la mayor o menor facilidad para tapar por opacidad el color de la
superficie donde se aplica.
Fuerza colorante: Es la mayor o menor intensidad de color que resulta al mezclarlos
con blanco, o éste con otros colores.
Resistencia a la luz: Es la mayor o menor pérdida de color, por efecto de la luz.
La clasificación de los pigmentos se puede establecer de la siguiente manera:
Pigmentos cubrientes
Son aquellos que proporcionan a la pintura su color y su poder cubriente u opacidad.
Aquí se distinguen dos grandes familias, los blancos y los de color.
Blancos
a) Bióxido de Titanio: TiO2, en forma natural se presenta en un tono blanco
ligeramente color paja (crema). Presenta un poder cubriente muy grande y
altamente reflejante, no es tóxico y prácticamente no amarillea con el tiempo.
Por esa razón se usa generalmente en la mayoría de las pinturas comerciales.
b) Óxido de Zinc: ZnO, este tipo de pigmento en forma pura es bastante blanco y
traslucido, ocurre en forma natural como zincita (peróxido de zinc), mineral
ligeramente amarillo.
c) Blanco de plomo: Básicamente carbonato de plomo, 2PbCO3·Pb(OH)2,
pigmento extremadamente venenoso, por lo que últimamente se sustituye por
una mezcla de blanco de zinc y blanco de titanio.
Pigmentos de color
a) Tierras, óxidos de hierro
b) Negros
c) Azules
Cargas
Son pigmentos minerales de naturaleza inorgánica que normalmente no dan color a la
pintura, pero que agregados a la misma en su justa medida, tienen el objeto de
mejorarla. Puesto que, determinadas cargas aportan cuerpo, materia sólida, y dan
estructura, viscosidad y reología 1 a la pintura. Proporcionan mayor resistencia,
flexibilidad, dureza, entre otras. Algunos tipos de cargas y sus funciones son:
1 Reología: Estudio de la deformación y el fluir de la materia.

Capítulo 1: Antecedentes
4
1. Talco (silicato de magnesio): Retrasa la sedimentación y da flexibilidad al
exterior.
2. Mica (silicato de aluminio): Sirve para matear y dependiendo de la calidad,
ofrece cierta dureza.
3. Barita (silicato de bario): Aumenta el peso específico y eventualmente la
dureza.
4. Caolín (silicato de aluminio): Para matear y facilitar el lijado.
5. Sílice (arena): Se utiliza en granulometrías muy variadas, en revestimientos
pétreos (lisos y rugosos).
1.1.2 Resinas o ligantes
Son productos cuya misión es la de mantener unidas las partículas sólidas, pigmentos
y cargas, una vez la pintura haya secado. Según el tipo de resina utilizada, la pintura
tendrá unas características de secado y resistencias determinadas.
1.1.3 Disolventes
Se llama así al agua y otros productos de naturaleza orgánica cuya misión es la de dar
a la pintura una viscosidad óptima según el método de aplicación que debe utilizarse.
Los disolventes se utilizan además para solubilizar las resinas y regular la velocidad de
evaporación. La utilización de disolventes que no disuelven al ligante es frecuente en
la formulación de pinturas en este caso se les nombra como co-solventes.
Este tipo de productos cumplen dos funciones importantes:
La primera, es que los disolventes permiten que tanto las pinturas como los barnices
puedan disolverse y posteriormente ser aplicados en las superficies, rellenado las
pequeñas grietas u orificios y creando una película uniforme. Una vez que la pintura ha
sido aplicada el disolvente desaparece paulatinamente durante el proceso de secado.
Es por eso que se dice que estos compuestos son volátiles.
La segunda función de los disolventes es permitir la limpieza de las herramientas del
pintor como pueden ser los rodillos y brochas. Es muy importante que una vez
finalizado el trabajo, estos instrumentos sean lavados con el disolvente apropiado al
tipo de pintura que se ha utilizado. De esta manera se podrán utilizar las herramientas
en proyectos posteriores sin inconveniente.
A continuación, se listan los disolventes más comunes:
Agua
Es el disolvente más común de todos los existentes. Se emplea como disolvente de
pinturas vinílicas, acrílicas y látex. También es empleada en pinturas “a la cal”, unos

Capítulo 1: Antecedentes
5
de los primeros tipos de pintura para paredes. También como disolvente de esmaltes y
barnices al agua.
Esencia de trementina
Se lo conoce comúnmente con el nombre de aguarrás vegetal. La trementina, es una
oleorresina semifluida que se obtienen de determinadas especies de pinos. Cuando la
trementina es sometida a un proceso de destilación se obtiene el aguarrás, diluyente
común para barnices y pinturas a los que brinda propiedades que favorecen el secado
y consistencia.
White spirit
El White spirit es un derivado del petróleo. También es llamado aguarrás mineral. Es el
disolvente más utilizado para pinturas sintéticas como los esmaltes.
Alcohol
Este es un disolvente muy utilizado en trabajos de bricolaje2. El alcohol no solamente
se emplea para la limpieza de superficies sino también para diluir goma laca, un tipo
de material especial para aplicar con estopa, y útil en pequeños muebles o piezas de
madera.
1.1.4 Aditivos
Son productos que se dosifican en pequeñas cantidades para facilitar el proceso de
fabricación de la pintura, aportar unas características concretas a la pintura seca, crear
las condiciones adecuadas para que el secado se produzca de forma correcta y para
estabilizar la pintura en el periodo de almacenamiento. [3]
1.2 Clasificación de los tipos de pintura
Existen dos clases en función del origen de sus componentes principales: las de
origen mineral y las de origen vegetal. Algunas de ellas utilizan sustancias minerales y
vegetales a la vez, pero se clasifican en un tipo o en otro en función de las sustancias
que predominan.
1.2.1 Pinturas minerales
Las componen sustancias de origen mineral y se pueden destacar tres tipos diferentes
en función de su componente principal:
Pinturas a base de Silicatos
2 Bricolaje: Realización artesanal de trabajos caseros de reparación o de decoración.

Capítulo 1: Antecedentes
6
Su característica más destacable es su resistencia, lo que las hace aptas
para exterior e interior. Además, son absolutamente impermeables, lo que las
hace aptas para baños y cocinas, y a la vez transpirables con lo que no se
restringe el flujo natural del vapor de agua.
Pinturas a base de Cal
Suele estar compuesta de encalado en polvo obtenido por la mezcla de cal
hidráulica y aditivos naturales no orgánicos. Se trata de una pintura adecuada
sobre todo para interiores, aunque se usa también para exteriores en el caso
de restauraciones.
Pinturas a base de Arcilla
Por su nombre, la tendencia es a imaginarlas de color marrón u ocre, pero al
estar compuesta sobre todo por arcilla blanca natural, arenas de mármol y
caseína vegetal, su color característico es el blanco. Por supuesto admite la
adición de pigmentos minerales para obtener la paleta de color deseada. Su uso
más adecuado es en interior y cómo curiosidad, admite la adición
de aromas naturales.
1.2.2 Pinturas vegetales
Menos desarrolladas desde el punto de vista comercial, se componen básicamente
de resinas, aceites, almidones y ceras, a los que se añade pasta colorante también de
origen vegetal. Son resistentes al lavado, transpirables, y evidentemente, por su propia
constitución tienen el agradable aroma de los materiales que las componen.
1.2.3 Pinturas ecológicas
Las pinturas ecológicas son aquellas que están compuestas por materias primas
naturales, no pueden estar fabricadas con derivados del petróleo y no deben
contaminar el medio ambiente ni en su proceso de fabricación, ni en su aplicación ni
en las operaciones de desecho. Son aptas para personas con problemas de alergias.
Principales ventajas
Las pinturas consideradas ecológicas están compuestas por materias primas naturales
de origen vegetal y/o mineral. Carecen de sustancias dañinas, como las biosidas o
plastificantes, y su impacto medioambiental es muy inferior al de los productos
sintéticos, basados en derivados del petróleo.
A diferencia de las pinturas convencionales, las naturales o ecológicas cumplen
sobradamente las normativas que limitan el uso de compuestos orgánicos volátiles

Capítulo 1: Antecedentes
7
(COV), una serie de vapores o gases que pueden tener efectos nocivos sobre el medio
ambiente y la salud.
El funcionamiento de estas pinturas es sencillo. Crean una capa porosa por la que
transpiran las paredes. Gracias a esta característica, el vapor de agua y la humedad
son evacuados al exterior sin impedimentos y no se forman condensaciones entre la
capa de pintura y la superficie del soporte, "lo que suele originar desconchados3". Al
mantener los tabiques secos y transpirables, se evita la formación de hongos y
bacterias, lo que garantiza paredes más higiénicas y una duración mayor de la pintura
en buen estado. [12]
3 Desconchado: Parte en que una superficie pierde su revestimiento.

Capítulo 1: Antecedentes
8
1.3 El nopal
1.3.1 Usos del nopal y mucílago
En el México antiguo
El nopal (Opuntia spp.) ha representado, para los mexicanos, en su desarrollo
histórico, uno de los elementos bióticos más relevantes y de mayor significado cultural,
ya que se utiliza como alimento (verdura o fruto), bebida alcohólica, dulce, forraje,
cerco vivo, producto industrial, etc. Su valor cultural y biótico ha quedado plasmado en
códices, pinturas y bibliografías antiguas, su significado histórico es evidente.
El mucílago de nopal en algunas especies, es tan pegajoso, que las personas que
viven en comunidades rurales lo emplean como pegamento; llegó a ser tan importante
ese uso que se industrializó en el sur de los Estados Unidos. Diego Rivera y Javier
Guerrero, pintores mexicanos, emplearon en su técnica, la baba de nopal. Como
ejemplo, se encuentran los murales de la Secretaría de Educación Pública.
En la restauración y conservación de edificios históricos
En México se ha utilizado el mucílago de nopal en combinación con cal porque
aumenta sus propiedades adhesivas y mejora su repelencia al agua. Por sus
propiedades adhesivas, se ha usado de forma similar al yeso en paredes de adobe y
ladrillo y también como una barrera al agua en el estuco. [7]
Figura 1.1 “Códice Mendoza, lámina 1”

Capítulo 1: Antecedentes
9
1.3.2 Origen y especies
Esta planta es una cactácea originaria de América, actualmente, se encuentra en
todos los continentes en diferentes condiciones agroclimáticas, ya sea silvestres o
cultivada. La familia está formada por 1600 especies, la mayoría de ellas son nativas
de México con alrededor de 1088.
El género Opuntia, en su sentido comprensivo, está formado por unas 300 especies
que se distribuyen desde el estrecho de Magallanes hasta el sur de Canadá, es decir,
por todo el continente americano, salvo en sus extremos meridional4 y 5septentrional.
Así, no es de extrañar que, sin desmentir sus caracteres generales, adopte una gran
cantidad de formas, incluso aquellas modificadas por el cultivo. El género Opuntia ficus
indica y nopalea como se muestra en las figuras 1.2 y 1.3, son cultivadas para
consumo como nopal verdura. [21]
Figura 1.2 "Opuntia Ficus Indica"
Figura 1.3 "Opuntia Ficus Nopalea"
4 Meridional: Perteneciente o relativo al sur o mediodía.
5 Septentrional: Relativo al norte.

Capítulo 1: Antecedentes
10
1.3.3 Descripción de la planta
Opuntia ficus-indica, comúnmente conocida como, entre otros, chumbera, nopal
tunero, es una planta de la familia de las cactáceas.
Opuntia: nombre genérico que proviene del griego usado por Plinio el Viejo para una
planta que creció alrededor de la ciudad de Opus en Grecia.
Ficus-indica: compuesto por ficus, la higuera, y el epíteto neológico latino indica que
significa "de la India", entendido como Indias Occidentales o sea, higuera de la India.
El género Opuntia ficus indica es un vegetal arborescente que mide de 3 a 5 metros de
alto, su tronco es leñoso con un diámetro entre 20 y 50 cm; los tallos tienen forma de
raquetas llamadas cladodios de 30 a 60 cm. de largo por 20 a 40 cm. de ancho y de 2
a 3 cm. de espesor, están llenos de agua que se encuentra retenida en un entramado
viscoso de carbohidratos llamado resina (resina de nopal), son de color verde opaco
que contienen pocas espinas (el tipo y la cantidad es muy variable y depende de las
condiciones del medio en que viva), los cladodios trasforman la luz en energía química
a través de la fotosíntesis, la cutícula es de tipo lipídica y evita la deshidratación
provocada por las altas temperaturas, estos pueden ser aprovechados tiernos, para
consumo humano, desde los 8 o 10 días de haber brotado; las flores miden de 7 a 1
cm. de largo, son diurnas, solitarias y nacen en la base; su fruto es oval de 5 a 10 cm.
de largo por 4 a 8 cm. de diámetro, presenta abundante pulpa carnosa de sabor dulce
y su color puede ser amarillo, naranja, rojo o púrpura.
Comúnmente, las plantaciones viven de 5 a 7 años, en ocasiones hasta los 10 con
buenos rendimientos; en terrenos con pH neutro, con prácticas adecuadas de cultivo y
sin problema de plagas puede llegar vivir hasta los 80 años, para el caso de las
plantaciones de explotaciones intensivas, solamente alrededor de 3 años.
Tanto la morfología como la fisiología de estas cactáceas se han adaptado a la escasa
disponibilidad de agua, por lo que resisten elevadas temperaturas y periodos
prolongados de sequía, actualmente, tienen un importante papel ecológico, al frenar la
degradación de los suelos deforestados, y regenerar los suelos erosionados. [21]

Capítulo 1: Antecedentes
11
1.3.4 Localización geográfica
En orden de importancia se tiene que los principales productores de nopal tunero a
nivel mundial son: México, Italia, Sudáfrica, Chile, Colombia, Israel y Estado Unidos
como se observa en la figura 1.4. [5]
Figura 1.4 Principales productores de nopal tunero a nivel mundial.
1.3.5 Producción en México
En México se llama nopal a varias especies del género Opuntia de la familia Cactácea,
siendo reconocidas 377 especies, de las cuales, cerca de la mitad son explotadas de
manera artesanal o industrial mientras que las restantes se encuentran en forma
silvestre sin ser debidamente explotado, pero para consumo sólo se utilizan 12.
Opuntia ficus-indica es la única que se cultiva para consumo humano y animal.
El nopal ha sufrido una evolución cualitativa. En una primera etapa eran plantas
silvestres del cual se recolectaba su fruto, luego se comenzó a cultivar cerca de
asentamientos humanos y además de cosechar la tuna se recogía la cochinilla que se
utilizaba como tinta para las telas de la época, actualmente, se seleccionan variedades

Capítulo 1: Antecedentes
12
y se cultivan intensamente con fines de mercado, además de que se industrializa en
diversas formas. [5]
Figura 1.5 “Usos e industrialización del nopal”
A nivel nacional los principales estados productores son: en el centro-norte, los
estados de Zacatecas, San Luis Potosí, Aguascalientes, Jalisco y Guanajuato; y en el
centro-sur, que incluye los estados de Hidalgo, Estado de México, Tlaxcala, Puebla,
Querétaro y Oaxaca. (Figura 1.6)
La explotación comercial más importante de poblaciones silvestres productoras de
tuna se lleva a cabo en los estados de Zacatecas, San Luis Potosí y Estado de
México. [5]

Capítulo 1: Antecedentes
13
Figura 1.6 “Principales productores de nopal tunero en México”
El Estado de México es el principal productor en el país (48.5 % de la producción
nacional), y uno de los principales exportadores de tuna. A nivel estatal, los principales
municipios productores de tuna son: Otumba, San Martín de las Pirámides,
Teotihuacán, Nopaltepec, Temascalapa y Axapusco. [5]
Figura 1.7 “Principales productores de nopal en el Estado de México”

Capítulo 1: Antecedentes
14
Figura 1.8 "Siembra del nopal tunero"
1.3.6 Información taxonómica
Tabla 1.1 “Información taxonómica de nopal Opuntia-ficus indica”
Reino Plantae
Phylum Magnoliophyta
Clase Magnoliopsida
Orden Caryophyllales
Familia Cactaceae
Género Opuntia
Epíteto específico ficus-indica
Nombre Científico Opuntia ficus-indica (L.)
Mill.
Autor del nombre (L.) Mill.
Capítulo 1: Antecedentes
15
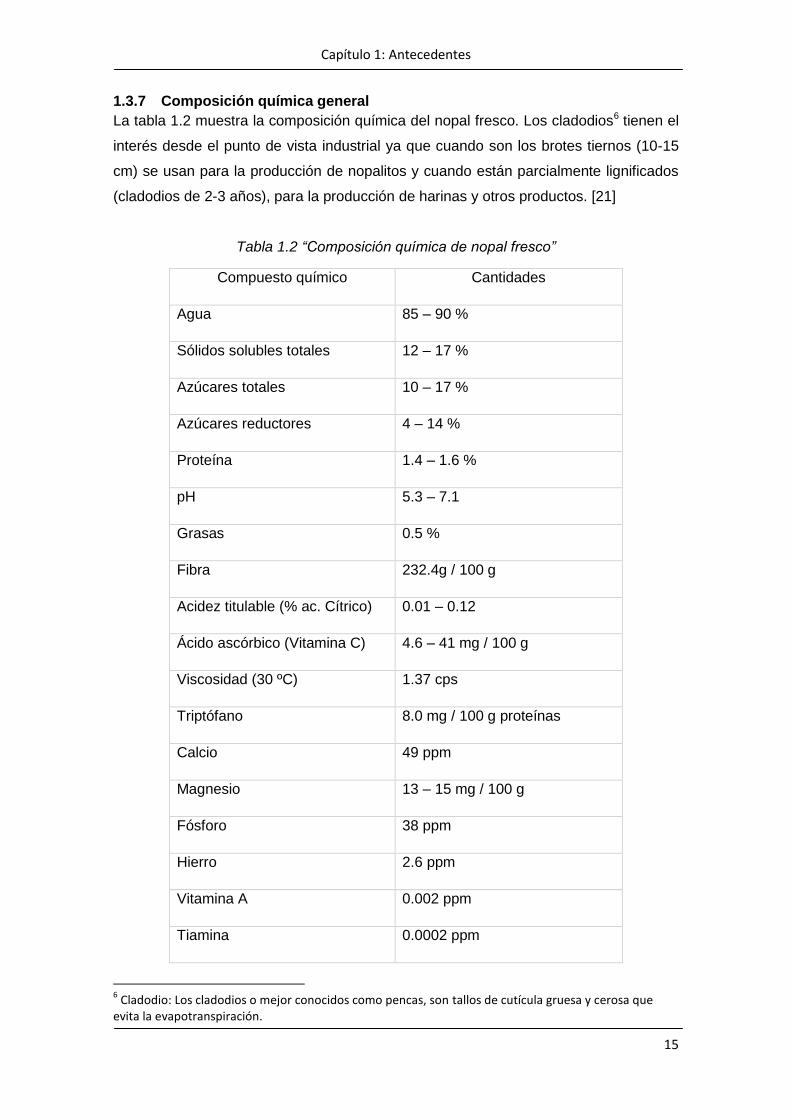
1.3.7 Composición química general
La tabla 1.2 muestra la composición química del nopal fresco. Los cladodios6 tienen el
interés desde el punto de vista industrial ya que cuando son los brotes tiernos (10-15
cm) se usan para la producción de nopalitos y cuando están parcialmente lignificados
(cladodios de 2-3 años), para la producción de harinas y otros productos. [21]
Tabla 1.2 “Composición química de nopal fresco”
Compuesto químico Cantidades
Agua 85 – 90 %
Sólidos solubles totales 12 – 17 %
Azúcares totales 10 – 17 %
Azúcares reductores 4 – 14 %
Proteína 1.4 – 1.6 %
pH 5.3 – 7.1
Grasas 0.5 %
Fibra 232.4g / 100 g
Acidez titulable (% ac. Cítrico) 0.01 – 0.12
Ácido ascórbico (Vitamina C) 4.6 – 41 mg / 100 g
Viscosidad (30 ºC) 1.37 cps
Triptófano 8.0 mg / 100 g proteínas
Calcio 49 ppm
Magnesio 13 – 15 mg / 100 g
Fósforo 38 ppm
Hierro 2.6 ppm
Vitamina A 0.002 ppm
Tiamina 0.0002 ppm
6 Cladodio: Los cladodios o mejor conocidos como pencas, son tallos de cutícula gruesa y cerosa que
evita la evapotranspiración.
Capítulo 1: Antecedentes
16
Riboflavina 0.02 ppm
Niacina 0.20 ppm
Ácido nicotínico 0.40 – 0.60 mg / 100 g
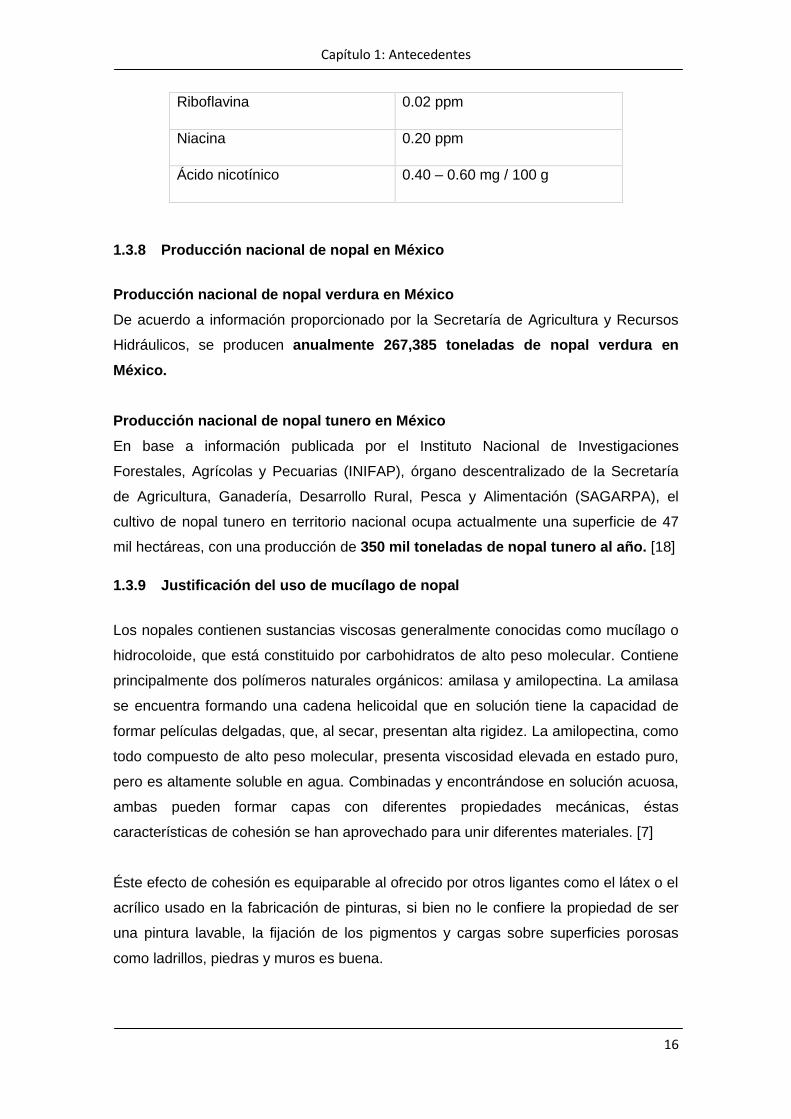
1.3.8 Producción nacional de nopal en México
Producción nacional de nopal verdura en México
De acuerdo a información proporcionado por la Secretaría de Agricultura y Recursos
Hidráulicos, se producen anualmente 267,385 toneladas de nopal verdura en
México.
Producción nacional de nopal tunero en México
En base a información publicada por el Instituto Nacional de Investigaciones
Forestales, Agrícolas y Pecuarias (INIFAP), órgano descentralizado de la Secretaría
de Agricultura, Ganadería, Desarrollo Rural, Pesca y Alimentación (SAGARPA), el
cultivo de nopal tunero en territorio nacional ocupa actualmente una superficie de 47
mil hectáreas, con una producción de 350 mil toneladas de nopal tunero al año. [18]
1.3.9 Justificación del uso de mucílago de nopal
Los nopales contienen sustancias viscosas generalmente conocidas como mucílago o
hidrocoloide, que está constituido por carbohidratos de alto peso molecular. Contiene
principalmente dos polímeros naturales orgánicos: amilasa y amilopectina. La amilasa
se encuentra formando una cadena helicoidal que en solución tiene la capacidad de
formar películas delgadas, que, al secar, presentan alta rigidez. La amilopectina, como
todo compuesto de alto peso molecular, presenta viscosidad elevada en estado puro,
pero es altamente soluble en agua. Combinadas y encontrándose en solución acuosa,
ambas pueden formar capas con diferentes propiedades mecánicas, éstas
características de cohesión se han aprovechado para unir diferentes materiales. [7]
Éste efecto de cohesión es equiparable al ofrecido por otros ligantes como el látex o el
acrílico usado en la fabricación de pinturas, si bien no le confiere la propiedad de ser
una pintura lavable, la fijación de los pigmentos y cargas sobre superficies porosas
como ladrillos, piedras y muros es buena.

Capítulo 1: Antecedentes
17
En la elaboración de ésta pintura ecológica se hará uso de las pencas de nopal tunero
desechadas por la poda continua de las cosechas, que regularmente son usadas para
la obtención de abono orgánico o para la alimentación del ganado, de ésta manera se
les dará un uso adicional.
1.4 Estado del arte
Se realizaron investigaciones en diversos medios para conocer la difusión y
metodologías de elaboración de la pintura de nopal, los resultados se muestran a
continuación.
Tabla 1.3 “Comparativa de metodologías para la realización de la pintura a base de resina de nopal”
Fuente Ingredientes Observaciones
Profeco
5 Nopales grandes (30x20cm.)
2.5 kg de cal
2 tazas de sal de mesa
Colorante para cemento de color de su agrado (la
cantidad depende de la intensidad de color que
desee obtener)
6 L de agua
Baja calidad y
bajo poder
cubriente.
Ecotecnias
– Secretaria
del Medio
Ambiente
5 a 7 kg de calhidra.
2 a 2.5 kg de cemento blanco.
5 a 7 pencas de nopal grandes y de preferencia
maduras.
0.5 kg de sal.
Si se desea algún color, éste deberá adquirirse en
casas de materiales para la construcción.
Pintura densa,
alto poder
cubriente a la
primer mano.
Instituto
cultural de
León
1 kg de cal viva
4 L de agua
4 nopales grandes y carnosos
1 taza de sal de mesa
Color: La pintura con resina de nopal es blanca
debido a la cal. Si desea otras tonalidades, puede
añadir colorante para cemento
Pintura muy
diluida, buena
tonalidad de
color blanco, un
bajo poder
cubriente.
Pinto mi 4 a 5 nopales grandes Pintura de baja

Capítulo 1: Antecedentes
18
casa-
Pintura y
Decoración)
4 kg de cal apagada (cal de construcción)
4 L de agua
1 taza de sal o fijador sellador al agua
calidad, se
desprende con
facilidad.
Biblioteca
digital
CONEVyT
1 kg de cal
4 L de agua
2 L de resina de nopal
1 taza de sal de mesa
Colorante para cemento (dependiendo la intensidad
del color, es la cantidad de colorante)
Alto poder
cubriente a la
segunda mano.
No se
desprende con
facilidad.
1. Pintura de nopal (Profeco)
Rendimiento: 7 litros (L) aproximadamente
Ingredientes
5 Nopales grandes (30x20cm.)
2.5 kg de cal
2 tazas de sal de mesa
Colorante para cemento de color de su agrado (la cantidad depende de la
intensidad de color que desee obtener)
6 L de agua
Utensilios
Tazón de vidrio con capacidad de 3 a 4 L
Colador grande
Cubeta o recipiente con capacidad de 8 L
Palo de 50 cm limpio
Cuchillo y tabla de picar
Guantes de goma
Cubre bocas
Botes de pintura vacíos con tapa, limpios y secos, suficientes para envasar 7 L
de pintura (puede reciclar garrafones y botellas)
Procedimiento:
1. Ponga los nopales cortados en trozos pequeños en el tazón y agregue 2 L de agua.
Deje reposar durante toda la noche para que suelten la resina.
2. Al día siguiente, en la cubeta, vierta la cal, la sal y los 4 L de agua restante,
revolviendo muy bien los ingredientes con el palo de madera.

Capítulo 1: Antecedentes
19
3. Incorpore la resina de nopal, previamente colada, y mezcle perfectamente.
4. Poco a poco agregue el colorante; recuerde que la cantidad depende del tono que
desee. Si quiere obtener pintura blanca no es necesario usar el colorante.
Envasado y conservación
Vierta la pintura en los recipientes. No olvide colocarles una etiqueta con el nombre del
producto, la fecha de elaboración y la de caducidad.
La pintura se mantiene en buenas condiciones hasta por un año si se conserva bien
cerrada, en un lugar seco y oscuro.
Modo de empleo
La superficie que va a pintar debe estar perfectamente limpia y seca.
Agite la pintura y aplique dos capas con una brocha o rodillo.
Recomendaciones
Use guantes y cubre bocas durante la elaboración del producto.
Puede agregar blanco de España (1/4 kg) para darle más consistencia a la
pintura (se consigue en tlapalerías).
Si desea repintar la superficie con pintura vinílica, deberá preparar la superficie
con un sellador.
1. Pintura de nopal (Ecotecnias – Secretaria del Medio Ambiente)
Ingredientes
5 a 7 kg de calidra.
2 a 2.5 kg de cemento blanco.
5 a 7 pencas de nopal grandes y de preferencia maduras.
½ kg de sal.
Si se desea algún color, éste deberá adquirirse en casas de materiales para la
construcción.
Preparación
1.- En un recipiente con 18 L de agua se colocan los nopales previamente picados se
dejan de uno a tres días para que suelten la resina. Tapar.
2.- Se retiran los nopales se agrega calidra, cemento y sal revolviendo constantemente
para evitar grumos. Si desea puede agregar colorante para cemento es opcional. No
altera el proceso.
3.- La pintura se puede aplicar con brocha o cepillo.
NOTA:

Capítulo 1: Antecedentes
20
A) En caso de elaborar una mayor cantidad de pintura, ésta deberá prepararse en un
recipiente suficientemente grande para que se produzca de una sola vez y quede de
un mismo tono
B) Se puede utilizar para exterior o interior.
2. Pintura de nopal (Instituto Cultural de León)
Rendimiento: de 6 a 7 L
Ingredientes
1 kg de cal viva
4 L de agua
4 nopales grandes y carnosos
1 taza de sal de mesa
Color: La pintura con resina de nopal es blanca debido a la cal. Si desea otras
tonalidades, puede añadir colorante para cemento, el cual se vende en
ferreterías y tiendas de materiales de construcción.
Procedimiento
1. Pelar los nopales para quitarle las espinas. Picarlos en cachitos pequeños y
ponerlos en una cubeta con dos L de agua. Dejarlos entre 8 y 12 horas, tiempo
en que se libera la resina.
2. Moler los pedazos de nopal con un palo. Luego se debe colar la mezcla para
separar el líquido de los sólidos.
3. Poner los dos litros de agua en un gran recipiente junto con la sal y la cal.
Mezclar hasta diluir todo por completo.
4. Adicionar el agua en la que se obtuvo la resina del nopal y agitar de nuevo.
5. Si decidió aplicar color, es el momento de agregar el pigmento.
6. Dejar reposar de nuevo entre 8 y 12 horas.
Modo de empleo
Mezclar antes de la aplicación.
Puede emplearse una brocha tosca de fibras vegetales o un cepillo con fibras
delgadas si la superficie es muy porosa.
En la mayoría de los casos basta con una sola capa, pero de ser necesario se puede
aplicar una segunda mano luego de dejar secar perfectamente.
3. Pintura de nopal (Pinto mi casa- Pintura y Decoración)
Ingredientes
4 a 5 nopales grandes

Capítulo 1: Antecedentes
21
1 kg de cal apagada (cal de construcción)
4 L de agua
1 taza de sal o fijador sellador al agua
Modo de preparación
Es necesario que cortes el nopal y lo machaques, después de quitarle las espinas.
Luego agrega el agua hasta la mitad del recipiente, deja reposar por un día
aproximadamente. Esto permite que la resina se disuelva en el agua formándose una
sola sustancia la que actuará de aglutinante en la pintura.
Al día posterior cuela el líquido resultante con un colador o una tela no muy fina, y
adiciona la cal y un poco de sal, o fijador sellador para mejorar la durabilidad y
adherencia a las paredes. Revuelve para obtener una consistencia más o menor
espesa y uniforme. Deja reposar nuevamente durante 24 horas y podrás utilizar la
pintura.
4. Pintura de nopal (Biblioteca digital CONEVyT)
Rendimiento: 7 L
Ingredientes
1 kg de cal
4 L de agua
2 L de resina de nopal
1 taza de sal de mesa
Colorante para cemento (dependiendo la intensidad del color, es la cantidad de
colorante)
Utensilios
Bote con capacidad de 5 L
Bote de plástico con capacidad de 19 L
Pala de plástico o de madera.
Colador.
Etiqueta adhesiva.
Preparación
1. Se pican 3 o 4 nopales gruesos de la manera acostumbrada para hacer
ensalada y se coloca en un bote con 2 L de agua durante una noche para que
suelte la resina.
2. Al día siguiente se machacan dentro del bote y se cuelan en otro recipiente
hasta separar todo el bagazo de la resina.

Capítulo 1: Antecedentes
22
3. En el bote de 19 L se mezclan el agua y la cal; se agrega la sal, y se disuelva
perfectamente bien.
4. Posteriormente se añade la resina del nopal y se revuelve; por último, se
agrega el colorante, (si se quiere blanca se deja así). Se sigue mezclando y se
deja reposar una noche.
5. Se etiqueta indicando el nombre del producto, fecha de elaboración y de
caducidad.
Se elaboraron cada una de las 5 recetas mostradas anteriormente con la finalidad de
comprobar la calidad de la pintura, los resultados fueron vaciados en la tabla 1.4.
No obstante, con el objetivo de obtener mejores resultados en la calidad de la pintura
se optó por usar algunos de los ingredientes que se usan en las pinturas
convencionales, quitando aquellos que son nocivos para la salud, como los
disolventes, y utilizando la resina de nopal como aglutinante. Se realizaron varias
pruebas experimentales, variando las proporciones entre los ingredientes para obtener
las mejores características. Los resultados son mostrados a continuación.
1.5 Proceso artesanal para la elaboración de la pintura
A continuación, se presenta una breve descripción de los pasos a seguir para elaborar
la pintura a base de nopal de acuerdo a la metodología propuesta:
1. Recolecta de los cladodios o pencas de nopal
De acuerdo a datos proporcionados por locatarios de las comunidades donde se
cosecha ésta cactácea, se recomienda la recolección de pencas jóvenes de entre 1 y
3 años de edad, o bien, que vayan de un tamaño mediano a grande (30x20cm) con la
finalidad de tener un rendimiento considerable en la extracción de la resina.
Figura 1.1 “Penca de nopales silvestres”
Capítulo 1: Antecedentes
23
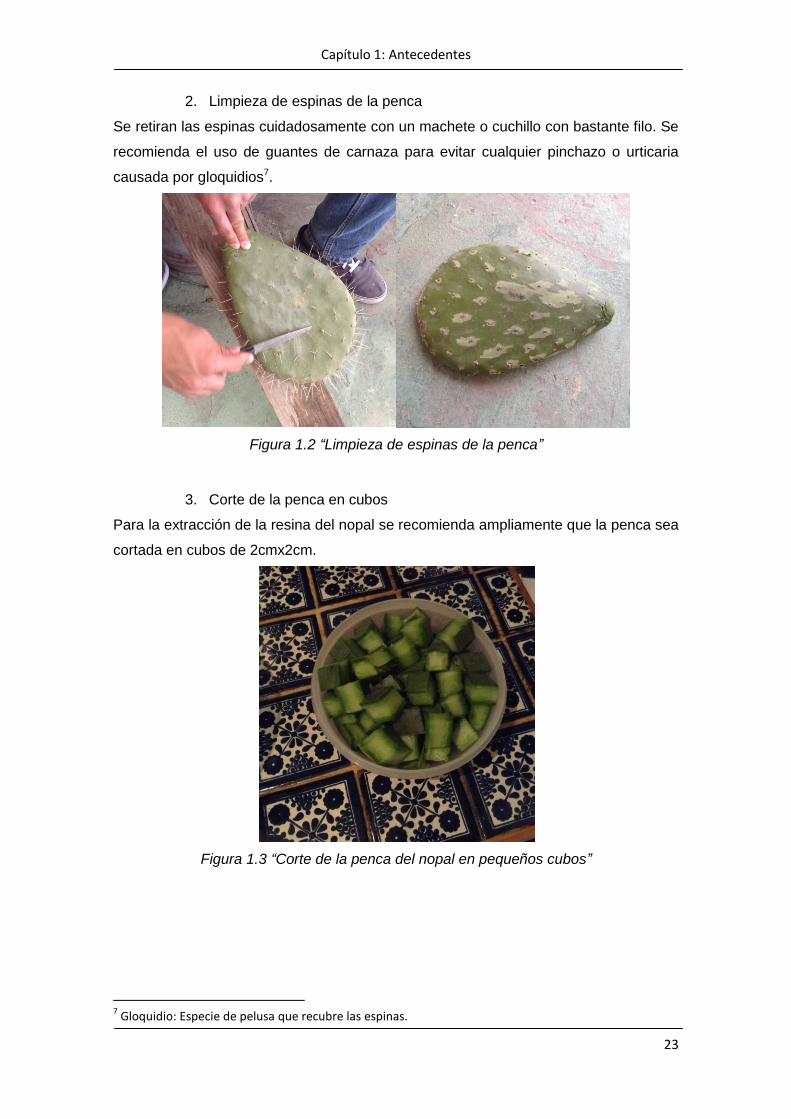
2. Limpieza de espinas de la penca
Se retiran las espinas cuidadosamente con un machete o cuchillo con bastante filo. Se
recomienda el uso de guantes de carnaza para evitar cualquier pinchazo o urticaria
causada por gloquidios7.
Figura 1.2 “Limpieza de espinas de la penca”
3. Corte de la penca en cubos
Para la extracción de la resina del nopal se recomienda ampliamente que la penca sea
cortada en cubos de 2cmx2cm.
Figura 1.3 “Corte de la penca del nopal en pequeños cubos”
7 Gloquidio: Especie de pelusa que recubre las espinas.

Capítulo 1: Antecedentes
24
4. Macerado para la extracción de la resina de nopal
Para extraer la resina de nopal, éste debe ser colocado en agua. De acuerdo a
diversas pruebas experimentales por cada 10L de pintura que deseen realizarse,
deben adicionarse 6.7L de agua por cada 6kg. de nopal.
Se tapa el recipiente donde se coloque para evitar su contaminación y se deja
reposando por un lapso de 24 horas.
Figura 1.4 “Macerado de los cubos de nopal en agua”
5. Obtención de la resina de nopal
Una vez transcurrido el tiempo de reposo, se destapa el recipiente y se retiran los
cubos de nopal. Se filtra la resina obtenida para retirar pequeños residuos y obtener
una mejor calidad.
Figura 1.5 “Obtención de la resina de nopal”

Capítulo 1: Antecedentes
25
6. Adición y mezcla de los componentes
Una vez obtenida la resina de nopal, se procede a mezclarla juntos con el resto de los
componentes: caolín y dióxido de titanio. Para 10L de pintura se requieren 4kg. De
caolín por 1.5 de dióxido de titanio.
Figura 1.6 “Incorporación y mezcla de los componenetes de la pintura”
7. Aplicación de la pintura
Concluido el proceso de mezclado, la pintura está lista para su aplicación. Cabe
destacar que, debido a su composición, su uso se limita únicamente a superficies
porosas como ladrillos, piedras y muros. Puede ser aplicada en interiores como en
exteriores, a la intemperie debe de ser protegida de la lluvia.
Figura 1.7 “Aplicación de la pintura en muro”

Capítulo 1: Antecedentes
26
8. Envasado y conservación
Cuando se concluye el proceso de pintado, el resto de producto debe de almacenarse
en algún recipiente y colocarse en un lugar fresco y seco para su mejor conservación.
Cada que se requiera hacer uso de la pintura, ésta debe de mezclarse hasta obtener
una solución homogénea y, de ésta manera, asegurar los mismos resultados.
Figura 1.8 “Envasado y conservación de la pintura”
Capítulo 1: Antecedentes
27
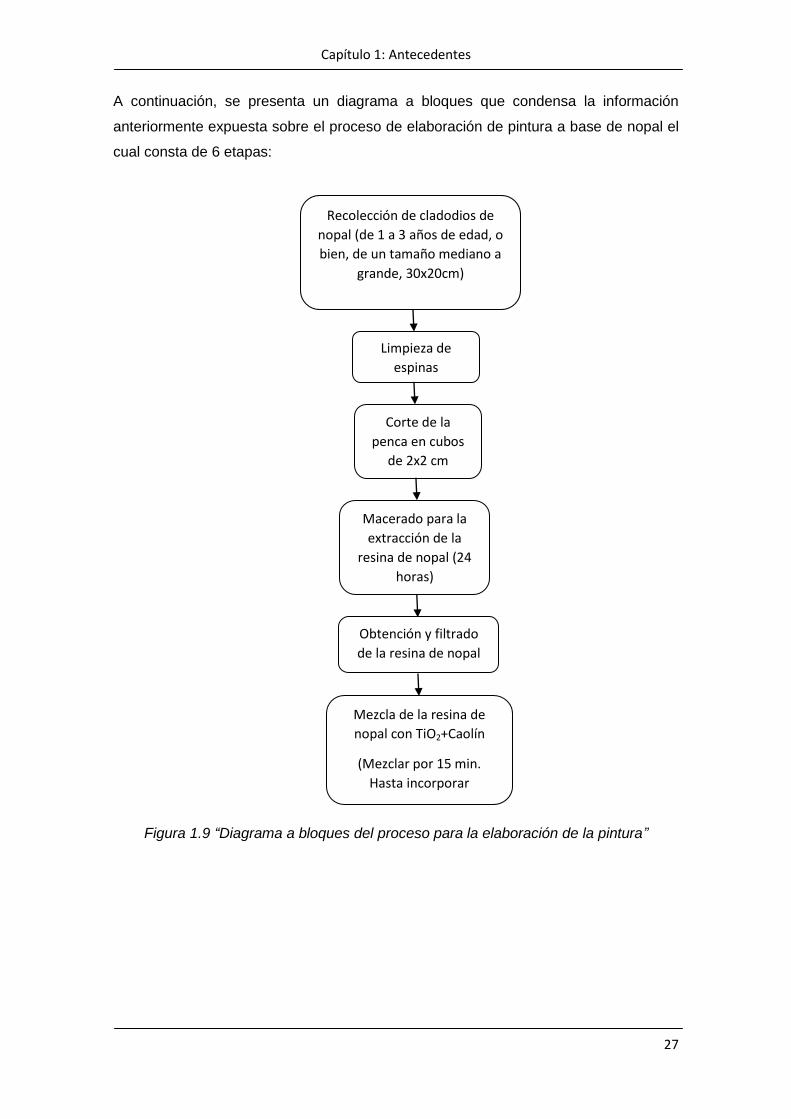
A continuación, se presenta un diagrama a bloques que condensa la información
anteriormente expuesta sobre el proceso de elaboración de pintura a base de nopal el
cual consta de 6 etapas:
Figura 1.9 “Diagrama a bloques del proceso para la elaboración de la pintura”
Recolección de cladodios de
nopal (de 1 a 3 años de edad, o
bien, de un tamaño mediano a
grande, 30x20cm)
Limpieza de
espinas
Corte de la
penca en cubos
de 2x2 cm
Macerado para la
extracción de la
resina de nopal (24
horas)
Obtención y filtrado
de la resina de nopal
Mezcla de la resina de
nopal con TiO2+Caolín
(Mezclar por 15 min.
Hasta incorporar
totalmente)
Capítulo 1: Antecedentes
28
Dado el esquema anterior, el alcance del proyecto pretende semi automatizar las
etapas 4, 5 y 6, ya que son las más importantes y críticas del proceso para obtener el
máximo rendimiento de extracción de resina de nopal y estandarizar la elaboración de
la pintura.
Para ello se presentan los siguientes objetivos a alcanzar:
1. Implementar un sistema de control que acelere la velocidad de
extracción de resina de nopal a través del calentamiento de solución
agua-nopal.
2. Dosificar los ingredientes de manera automática con base a la
capacidad de producción que se desee elaborar.
3. Implementar un sistema de mezclado que incorpore los ingredientes de
manera homogénea.
4. Dimensionar el tanque de mezclado en función del volumen de
producción.
5. Proponer y dimensionar el tipo de agitador a utilizar para la mezcla de la
pintura.
6. Implementar un sistema de descarga de pintura del tanque a recipiente
de envasado.

CAPÍTULO 2 Marco teórico
Descripción breve
En el presente capítulo se detallan las características más
relevantes de los componentes a ser utilizados en la
elaboración del proyecto.

Capítulo 2: Marco teórico
30
2.1 Procesos industriales discretos
Los procesos industriales discretos automatizados son aquellos donde el proceso de
fabricación se va realizando de manera secuencial; se van ensamblando componentes
en el proceso de producción hasta que se obtiene el producto terminado.
En estos procesos normalmente la fabricación es por partes, por eventos o por hitos. Y
se denominan discretos porque se suelen manejar magnitudes digitales del tipo “todo”
o “nada”, representando conceptos como, por ejemplo, si una pieza está o no está, si
ha llegado al sitio que le corresponde o no, si estoy en zona de seguridad o no, etc.
Por supuesto, en los procesos con automatización discreta también hay magnitudes
analógicas, pero las digitales representan un porcentaje mucho más alto.
Los procesos discretos suelen estar emplazados dentro de una secuencia temporal
que se pueden acelerar o frenar, sin grandes implicaciones y se pueden parar
fácilmente sin consecuencias graves. [1]
2.2 Procesos industriales continuos
Los procesos industriales con automatización continua son aquellos donde el proceso
de fabricación se va realizando de manera constante y la materia prima fluye de
manera continua, a través del proceso de producción.
Se denominan continuos porque se suelen manejar magnitudes de tipo continuo y
gradual, como son las temperaturas, los flujos, los caudales, las presiones, el nivel,
etc. En general, se habla de magnitudes definidas en formato analógico (infinitos
valores). La variable tiempo entra en juego normalmente, en todas ellas (temperatura
en función del tiempo, etc.)
Como procesos industriales continuos automatizados, se destacan los procesos
químicos, farmacéuticos, metalúrgicos, petróleo y gas, fabricación de comida y bebida,
la generación eléctrica (como puede ser una central hidroeléctrica), entre otros.
Un proceso continuo no se puede parar fácilmente. De ahí que sea continuo. Una
central hidroeléctrica producirá más o menos energía dependiendo del caudal y de las
necesidades, pero siempre estará produciendo. Lo mismo sucede con un horno
industrial o con una papelera. Esto se debe a que las materias primas que se utilizan
en estos procesos (el metal y la pasta de papel en el caso de los dos ejemplos
mencionados), alcanzan un estado al arrancar la producción, que impide que se pueda

Capítulo 2: Marco teórico
31
parar el proceso sin consecuencias negativas, tanto de seguridad para las materias y
para las personas, como económicas. [1]
2.3 Proceso automático
La automatización de un proceso consiste en la sustitución de aquellas tareas
tradicionalmente manuales por las mismas realizadas de manera automática por
máquinas, robots o cualquier otro tipo de automatismo. De este modo, gracias al uso
adicional de sensores, controladores y actuadores, así como de métodos y algoritmos
de conmutación, se consigue liberar al ser humano de ciertas tareas.
Los principales objetivos del proceso de automatización son:
1. Mejorar la productividad y eficiencia, reduciendo los costos de producción y
mejorando la calidad y precisión del producto final.
2. Optimizar la planificación y el control.
3. Mejorar las condiciones de trabajo del personal, suprimiendo las tareas más
tediosas e incrementando su seguridad.
4. Realizar aquellas operaciones imposibles de controlar intelectual o manualmente.
Un sistema automatizado consta principalmente de dos partes: una de mando y otra
operativa. Esta última es la que actúa directamente sobre la máquina haciendo que se
mueva y realice la operación deseada gracias a los actuadores y sensores que la
componen. La parte de mando, sin embargo, suele ser un autómata programado que
está en el centro del sistema y es capaz de comunicarse con el resto de constituyentes
del sistema. [10]
2.4 Variables de proceso
2.4.1 Temperatura
La temperatura es una magnitud que mide el nivel térmico o el calor que un cuerpo
posee. Toda sustancia en determinado estado de agregación (sólido, líquido o gas),
está constituida por moléculas que se encuentran en continuo movimiento. La suma de
las energías de todas las moléculas del cuerpo se conoce como energía térmica; y la
temperatura es la medida de esa energía promedio.
Actualmente se utilizan tres escalas de temperatura; grados Fahrenheit (ºF), Celsius
(ºC) y Kelvin (ºK). [4]

Capítulo 2: Marco teórico
32
Criterios básicos para la selección de sensores de temperatura
Alcance de la medición
Determine qué alcance es crítico para su operación, ¿Qué instrumento tiene este
alcance?, ¿Cubre todo el alcance y es todavía rentable o se requiere más de un
instrumento?
Figura 2.10 "Alcance de medición de temperatura para distintos instrumentos"
Exactitud
La segunda mas importante decision. Al estableceer los requsitos de exactitud del
laboratorio o proceso, la inversion apropiada en el instrumento correcto puede eliminar
los errores que se pasan a menudo por alto. La exactitud de un instrumento depende
no solo de los resultados de la calibración sino de sus características físicas y
metrológicas, por ejemplo se puede tener un sensor termopar industrial que en su
informe de calibración mejore su exatitud, pero por sus caracteristicas podría tener una
derivada con el tiempo. [19]
Condiciones bajo la cual la medición debe ser realizada
El problema fundamental para medir la temperatura de un fluido es el asegurar el
acoplamiento térmico, el sensor debe de estar en equilibrio con la temperatura del
fluido, por lo cual habrá de determinarse las medidas y formas del sensor, conocer las
condiciones de enfriamiento-calentamiento, junto con una estimación de la magnitud
de los gradientes de temperatura, buscando dar respuesta a las siguientes preguntas:
¿es posible tocar el objeto a medir?, ¿puede ser afectado el sensor o el objeto a medir
por el contacto?, si es así, un sensor de temperatura sin contacto es necesario.

Capítulo 2: Marco teórico
33
Figura 2.11 "Instrumentos de medición de temperatura en superficie e inmersión"
Ventajas y desventajas
Tabla 2.1 "Ventajas y desventajas entre distintos instrumentos de medición de temperatura"

Capítulo 2: Marco teórico
34
2.5 Sensor de temperatura LM35
El LM35 es un sensor de temperatura con una precisión calibrada de 1 ºC. Su rango
de medición abarca desde -55 °C hasta 150 °C. La salida es lineal y cada grado
Celsius equivale a 10mV.
El LM35 no requiere de circuitos adicionales para calibrarlo externamente. La baja
impedancia de salida, su salida lineal y su precisa calibración hace posible que esté
integrado sea instalado fácilmente en un circuito de control. Debido a su baja corriente
de alimentación se produce un efecto de auto calentamiento muy reducido. Se
encuentra en diferentes tipos de encapsulado, el más común es el TO-92, utilizada por
transistores de baja potencia. [20]
Figura 2.12 "Esquemático de sensor de temperatura LM35"
2.6 OPAM LM386
Amplificador de baja tensión de potencia de audio
El LM386 es un amplificador de potencia diseñado para aplicaciones de baja tensión.
La ganancia se ajusta internamente a 10, pero la adición de una fuente externa, una
resistencia y un condensador entre los pines 1 y 8 aumentarán la ganancia a cualquier
valor entre 20 y 200. El LM386 funciona perfectamente con una alimentación de
batería de 6 volts. [20]
Figura 2.13 "Esquemático de sensor de temperatura LM35"

Capítulo 2: Marco teórico
35
2.7 Resistencia de inmersión
Las resistencias de inmersión están diseñadas para el calentamiento en contacto
directo con el fluido: agua, aceite, materiales viscosos, disoluciones ácidas o básicas,
etc.
Dado que todo el calor se genera dentro del líquido, se alcanza un rendimiento
energético máximo. Al no existir elementos distorsionadores, el control de la
temperatura de proceso puede ser muy ajustado.
Las resistencias de inmersión presentan varias opciones de acoplamiento al depósito
o tanque donde se instalan: mediante tapón roscado, con racores8, con brida, tipo
sumergidores, etc.
Se pueden utilizar resistencias para calentar cualquier tipo de fluido, desde agua hasta
disoluciones corrosivas, aceites y fuel-oil muy viscoso, producción de vapor. [6]
Figura 2.14 "Resistencia eléctrica de inmersión"
2.8 Bomba de agua sumergible
Una bomba sumergible es una bomba que tiene un impulsor sellado a la carcasa. El
conjunto se sumerge en el líquido a bombear. La ventaja de este tipo de bomba es que
puede proporcionar una fuerza de elevación significativa pues no depende de la
presión de aire externa para hacer ascender el líquido.
8 Racor: Pieza metálica con dos roscas internas en sentido inverso, que sirve para unir tubos y otros
perfiles cilíndricos.

Capítulo 2: Marco teórico
36
Figura 2.15 "Bomba de agua sumergible"
2.9 Dosificador tipo tornillo sin fin
Descripción
Es un tipo de dosificador, que mediante una rosca sinfín, alimenta a un proceso con un
caudal determinado, pudiéndose regular a voluntad o automáticamente la dosificación
de producto.
Aplicaciones
Dosificación de productos sólidos en un sistema completamente cerrado que no
produce emisiones de polvo al exterior. Medidor de caudal en un proceso continuo. [9]
Figura 2.16 "Elementos que conforman un dosificador tipo tornillo sin fin"

Capítulo 2: Marco teórico
37
2.10 Variador de velocidad
Un variador de frecuencia o VFD, por sus siglas en inglés Variable Frequency Drive,
es un dispositivo electrónico que permite variar la velocidad y la cupla 9de los motores
asincrónicos trifásicos, convirtiendo las magnitudes fijas de frecuencia y tensión de red
en magnitudes variables. Su misión es controlar la energía entregada al motor. Se
utiliza en motores asíncronos de jaula de ardilla. Sus características permiten:
Aceleración progresiva.
Deceleración progresiva. Más rápida de la natural añadiendo par de frenado, o
más lenta añadiendo par motor durante el frenado.
Fijar con precisión la velocidad de funcionamiento. Una o varias velocidades.
Limitar la intensidad de arranque.
Realizar paradas con precisión del motor, mediante la inyección de corriente
continua al devanado estatórico.
Inversión del sentido de giro.
2.10.1 El motor
Los variadores de velocidad están preparados para trabajar con motores trifásicos
asincrónicos de rotor tipo jaula de ardilla. La tensión de alimentación del motor no
podrá ser mayor que la tensión de red. La corriente y frecuencia del motor se comporta
de acuerdo al gráfico siguiente:
Figura 2.17 "Gráfica de comportamiento corriente-par vs velocidad de motor con
variador conectado"
9 Cupla: Par de fuerzas de igual valor que poseen direcciones opuestas, que aplicadas a un cuerpo
producen una rotación.

Capítulo 2: Marco teórico
38
El dimensionamiento del motor debe ser tal que la cupla resistente de la carga no
supere la cupla nominal del motor, y que la diferencia entre una y otra provea la cupla
acelerante y desacelerante suficiente para cumplir los tiempos de arranque y parada.
2.10.2 El convertidor de frecuencia
Se denominan así a los variadores de velocidad que rectifican la tensión alterna de red
(monofásica o trifásica), y por medio de seis transistores trabajando en modulación de
ancho de pulso generan una corriente trifásica de frecuencia y tensión variable. Un
transistor más, llamado de frenado, permite direccionar la energía que devuelve el
motor (durante el frenado regenerativo) hacia una resistencia exterior. A continuación,
se muestra un diagrama electrónico típico:
Figura 2.18 "Circuito electrónico de variador de frecuencia"
La estrategia de disparo de los transistores del ondulador es realizada por un
microprocesador que, para lograr el máximo desempeño del motor dentro de todo el
rango de velocidad, utiliza un algoritmo de control vectorial de flujo.
Este algoritmo por medio del conocimiento de los parámetros del motor y las variables
de funcionamiento (tensión, corriente, frecuencia, etc.), realiza un control preciso del
flujo magnético en el motor manteniéndolo constante independientemente de la
frecuencia de trabajo. Al ser el flujo constante, el par provisto por el motor también lo
será.
Al tener control en la frecuencia de la onda de corriente también se puede controlar la
velocidad del motor de acuerdo a la siguiente fórmula:

Capítulo 2: Marco teórico
39
Donde.
= velocidad mecánica (rpm)
= frecuencia de alimentación (Hz)
=deslizamiento (adimensional)
= número de polos
Deslizamiento
Los motores de inducción son asíncronos porque el rotor gira más despacio que el
campo magnético estatórico (Nr). La diferencia porcentual entre estas velocidades se
llama deslizamiento (S) y es una magnitud muy importante, que aporta información
interesante sobre el comportamiento del motor. El deslizamiento por tanto queda
definido por la fórmula:
2.10.3 Instalación recomendada para variador de frecuencia
En seguida, se muestra un esquema de instalación recomendado para un variador de
frecuencia, en donde se puede observar que debe de estar protegido por un interruptor
termomagnético en caso de una sobre tensión y ser accionado por un contactor
Figura 2.19 "Instalación recomendada para variador de frecuencia"

Capítulo 2: Marco teórico
40
2.10.4 Módulo de control
Las funciones se controlan mediante un microprocesador que gestiona la
configuración, las órdenes transmitidas por un operador o por una unidad de proceso y
los datos proporcionados por las medidas como la velocidad, la corriente, etcétera.
Programación mediante teclado integrado o PC.
Señales de alarma mediante displays, led, o comunicación bus, o relés.
2.10.5 Módulo de potencia
Formado por componentes electrónicos como: diodos, tiristores, IGBT, etc.
Interfaces de medida de las tensiones o las corrientes.
Habitualmente con ventilación.
2.11 Controlador Lógico Programable
Un Controlador Lógico Programable, más conocido por sus siglas en inglés PLC
(Programmable Logic Controller), es una computadora utilizada en la ingeniería
automática o automatización industrial, para automatizar procesos electromecánicos,
tales como el control de la maquinaria de la fábrica en líneas de montaje o atracciones
mecánicas. [8]
2.11.1 Partes que conforman un PLC
Básicamente un controlador lógico programable está construido en forma modular,
teniendo usualmente un procesador central, módulos de entrada/salida (E/S, input /
output), fuentes de poder y otros accesorios.
Debido a la estructura modular de los PLC, en general pueden distinguirse en él los
siguientes subsistemas:
Procesador central
Módulo de E/S
Interfaz con el operador y otros periféricos
Comunicaciones

Capítulo 2: Marco teórico
41
Figura 2.20 "Partes que conforman un PLC"
Fuente de alimentación
Proporciona corriente continua a los circuitos electrónicos que forman el controlador.
Batería
Sirve para alimentar la memoria RAM mientras el PLC esté sin alimentación. Si la
memoria es no-volátil la batería es no necesaria. La batería se debe de cambiar
preventivamente entre un periodo de 1 a 3 años para evitar que se desgaste y perder
el programa guardado en la memoria RAM.
Módulos de entrada
Reciben las señales eléctricas de los equipos de la instalación que está controlando el
proceso.
Módulos de salida
Envían las señales eléctricas a los equipos de la instalación que está controlando.
Puerto de comunicaciones
Es el medio para comunicarse el PLC con la Interfaz (HMI), unidades de
programación, periféricos, otros PLC’s, etc.

Capítulo 2: Marco teórico
42
Procesador central
La Unidad Central de Proceso controla la secuencia de ejecución del programa, realiza
las operaciones aritméticas y lógicas, coordina la comunicación entre los diferentes
componentes, etc.
Es la unidad central del proceso del sistema. En la actualidad casi todos los PLC usan
varias CPU para dividir el trabajo de entrada/salida, procesamiento, solución de lógica
y comunicaciones. Con esto se logra facilidad para desarrollar programas, como
también una mejor ejecución de funciones de control y manipulación de información.
Entre los componentes que conforman el procesador se pueden señalar:
Módulo de procesador
Módulo de memoria
Módulo de registros
Módulo de control de sistemas
Control de E/S
Fuente de poder
Control de comunicaciones
Figura 2.21 "Esquema de integración de las áreas de trabajo de un PLC”

Capítulo 2: Marco teórico
43
Módulo de memoria
Almacena el programa en una memoria que puede ser volátil (RAM) o no volátil
(ROM).
Dentro de la CPU se dispone de un área de memoria, la cual se emplea para diversas
funciones:
1. Memoria del programa de usuario: aquí se introduce el programa que el PLC
va a ejecutar cíclicamente.
2. Memoria de la tabla de datos: se suele subdividir en zonas según el tipo de
datos (como marcas de memoria, temporizadores, contadores, etc.)
3. Memoria del sistema: aquí se encuentra el programa en código máquina que
motoriza el sistema (programa del sistema). Este programa es ejecutado
directamente por el microprocesador dividido por el microcontrolador que
posea el PLC.
4. Memoria de almacenamiento: se trata de memoria externa que se emplea para
almacenar el programa de usuario y en ciertos casos parte de la memoria de la
tabla de datos.
Algunos tipos de memoria que utilizan son: RAM, CMOS, EPROM, EEPROM y otras.
En la memoria tipo ROM esta contenido el sistema operativo y software de aplicación,
y en la memoria tipo RAM se carga, por el usuario, el programa de aplicación de
control.
2.11.2 Lenguajes de programación de un PLC
Programa y lenguaje de programación
Se puede definir un programa como un conjunto de instrucciones, órdenes y símbolos
reconocibles por el PLC, a través de su unidad de programación, que le permiten
ejecutar una secuencia de control deseada. El Lenguaje de Programación en cambio,
permite al usuario ingresar un programa de control en la memoria del PLC, usando
una sintaxis establecida.
Tipos de lenguajes de programación de PLC’s
En la actualidad cada fabricante diseña su propio software de programación, lo que
significa que existe una gran variedad comparable con la cantidad de PLC’s que hay
en el mercado. No obstante, actualmente existen tres tipos de lenguajes de
programación de PLC’s como los más difundidos a nivel mundial; estos son:
Lenguaje de contactos o Diagrama Ladder (LD)

Capítulo 2: Marco teórico
44
Lenguaje Booleano (Lista de instrucciones)
Diagrama de Bloques de Funciones (FBD)
Es obvio, que la gran diversidad de lenguajes de programación da lugar a que cada
fabricante tenga su propia representación, originando cierta incomodidad al usuario
cuando programa más de un PLC.
Diagrama de Bloques de Funciones (FBD)
Es un lenguaje gráfico que permite al usuario programar elementos (bloque de
funciones del PLC) en tal forma que ellos aparecen interconectados al igual que un
circuito eléctrico. Generalmente utilizan símbolos lógicos para representar al bloque de
función. Las salidas lógicas no requieren incorporar una bobina de salida, porque la
salida es representada por una variable asignada a la salida del bloque.
El diagrama de funciones lógicas, resulta especialmente cómodo de utilizar, a técnicos
habituados a trabajar con circuitos de puertas lógicas, ya que la simbología usada en
ambos es equivalente.
Adicionalmente a las funciones lógicas estándares y específicas del vendedor, el
lenguaje FBD de la Norma IEC 1131-3 permite al usuario construir sus propios bloques
de funciones, de acuerdo a los requerimientos del programa de control.
Ejemplo de programación mediante diagrama de funciones:
Figura 2.22 "Programación de PLC en bloques de funciones”

CAPÍTULO 3 Cálculo y selección de componentes
Descripción breve
En el presente capítulo se calculan y seleccionan los
componentes usados para la integración del prototipo.
También se muestra un estudio del comportamiento de la
señal analógica del PLC con respecto a la variable física de
temperatura.

Capítulo 3: Cálculo y selección de componentes
46
Etapa: Macerado para la extracción de la resina de nopal
Como ya se mencionó en el capítulo 1 la extracción de la resina implica el reposo del
nopal en agua durante 24 horas. Este tiempo suele ser aceptable para un proceso
artesanal, sin embargo, para la automatización del proceso, se requiere minimizar el
tiempo que conlleva la elaboración de la pintura y es precisamente la extracción de la
resina lo que consume más tiempo de proceso.
Para dar solución a este problema, se sabe, empíricamente, que la resina de nopal se
extrae con mayor rapidez si se coloca en agua y se calienta. Un ejemplo cotidiano
acontece en la cocina mexicana, al poner a hervir los nopalitos (nopales comestibles)
para extraerles la mayor cantidad de resina posible con la finalidad de restarle acidez y
tener un mejor sabor al paladar.
Análogamente, este procedimiento ofrece los mismos resultados a nivel laboratorio en
el proceso de extracción de la resina. Para tener una muestra de ello, se presentan los
resultados publicados en el artículo “Optimización de la extracción de mucílago de
nopal (Opuntia ficus-indica)” realizado por la Facultad de Químico Farmacobiología de
la Universidad Michoacana de San Nicolás de Hidalgo.
Los resultados de este estudio demuestran que las condiciones óptimas para la
extracción de la resina en donde se obtiene un mayor rendimiento fueron: relación de
nopal/agua de 1:2 (w/v) con un tiempo de calentamiento de 1 hora a 80±2°C. Los
resultados de dicha investigación están caracterizados en las gráficas 3.1 y 3.2.
Figura 3.23 “Gráfica de rendimiento relación nopal/agua”

Capítulo 3: Cálculo y selección de componentes
47
Figura 3.24 “Gráfica de rendimiento por tiempo de calentamiento”
No obstante, y como ya se mencionó en el capítulo 1, de acuerdo a pruebas
experimentales, la relación 1.11L de agua por cada kilogramo de nopal resultó más
conveniente para la elaboración de la pintura, así que se sustituirá por la expuesta en
el gráfico 3.1. Sin embargo, el rendimiento por tiempo de calentamiento de una hora a
80°C será considerado, ya que ofreció excelentes resultados en la práctica.
En conclusión, con la aplicación de esta metodología se reduce el tiempo de
extracción de la resina de nopal de 24 horas a 1 hora.
3.1 Planteamiento de problema de control de temperatura
Como se pudo concluir en base al estudio mostrado, la optimización de la extracción
de la resina de nopal ocurre en una relación 1:1.1 (w/v) a una temperatura de 80±2°C
durante una hora.
Se requiere proponer un sistema de control que mantenga la temperatura de la mezcla
agua-nopal a una temperatura de 80°C con una tolerancia de ±2°C durante 1 hora.
Para facilitar la solución del problema, las condiciones medio ambientales se
considerarán despreciables.
3.2 Propuesta de solución al problema de control
3.2.1 Arquitectura de control
Para dar solución al problema, se sabe que existen dos arquitecturas elementales de
un sistema de control: lazo abierto y lazo cerrado.
En el sistema de control a lazo abierto se utiliza la información de la entrada para
realizar una acción de control, sin embargo, no se compara la salida del sistema con la
señal de referencia, es decir, la señal de proceso no tiene ningún efecto sobre la

Capítulo 3: Cálculo y selección de componentes
48
acción de control, por lo que de ser implementado no se tendría retroalimentación de
la temperatura de la mezcla agua-nopal y, por lo tanto, el control se volvería impreciso.
Debido a ello, esta opción es descartada.
Por el contrario, en un sistema de control a lazo cerrado la variable de proceso es
medida continuamente y es comparada con la señal de referencia, produciendo un
error, pero generando a la vez una acción de control que tendería a reducir las
desviaciones existentes. De ser implementada esta arquitectura, se retroalimentaría en
todo instante la temperatura de la mezcla agua-nopal y con ello se controlaría para
que se mantenga dentro de los márgenes establecidos.
En conclusión, la implementación de un sistema de control en lazo cerrado satisface
las necesidades a la problemática del control de temperatura.
En la figura 3.3 se muestra el diagrama a bloques de lazo cerrado para el control de
temperatura del tanque para la extracción de la resina de nopal:
Figura 3.25 “Diagrama a bloques en lazo cerrado para el control de temperatura”
¿Por qué no utilizar un termostato en la elaboración de pintura ecológica a base de
nopal?
Porque su funcionamiento limitaría el objetivo que se quiere lograr al querer controlar
la temperatura en el proceso, este dispositivo es de costo muy bajo y muy accesible,
también controla la temperatura deseada, el mayor inconveniente es que no puede ser
parte de un sistema de control ya que no podría dar retroalimentación a un controlador
que en nuestro caso es un PLC. No podríamos tener un registro de como es el
comportamiento de la temperatura en nuestro proceso, o simplemente no se le podría
mandar una señal desde el controlador para que este cambiara la temperatura
predeterminada, esto tendría que ser puesto manualmente.
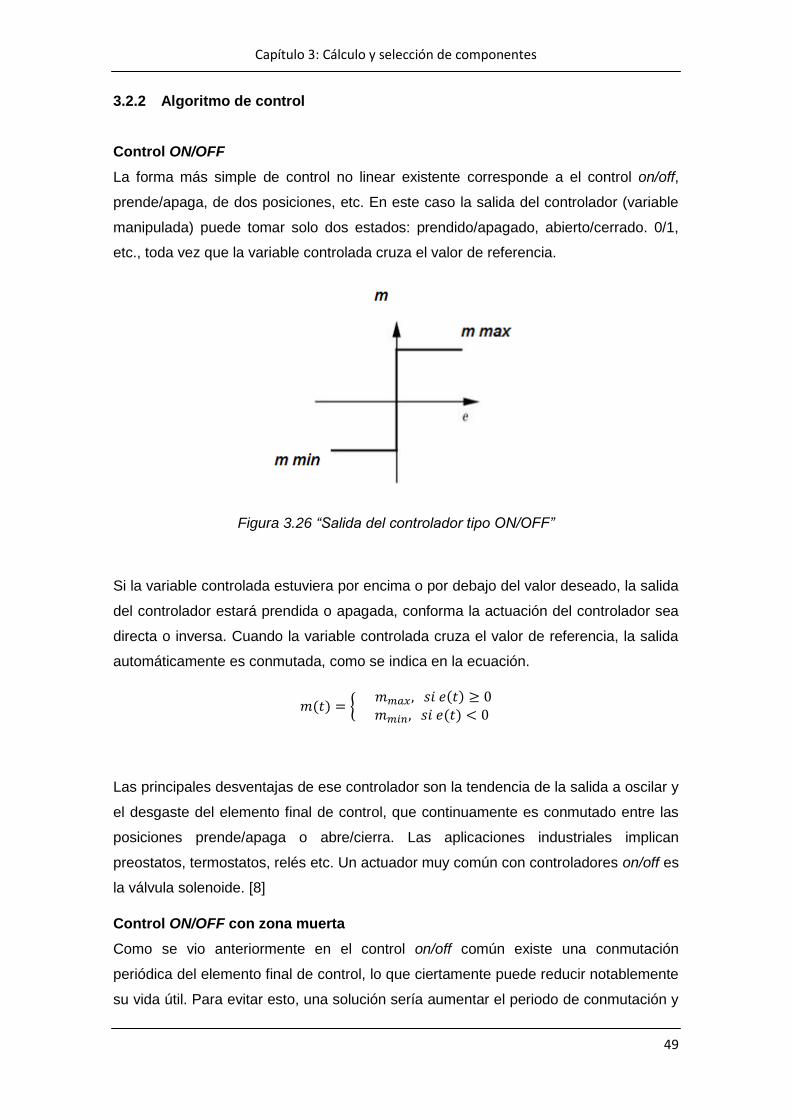
Capítulo 3: Cálculo y selección de componentes
49
3.2.2 Algoritmo de control
Control ON/OFF
La forma más simple de control no linear existente corresponde a el control on/off,
prende/apaga, de dos posiciones, etc. En este caso la salida del controlador (variable
manipulada) puede tomar solo dos estados: prendido/apagado, abierto/cerrado. 0/1,
etc., toda vez que la variable controlada cruza el valor de referencia.
Figura 3.26 “Salida del controlador tipo ON/OFF”
Si la variable controlada estuviera por encima o por debajo del valor deseado, la salida
del controlador estará prendida o apagada, conforma la actuación del controlador sea
directa o inversa. Cuando la variable controlada cruza el valor de referencia, la salida
automáticamente es conmutada, como se indica en la ecuación.
Las principales desventajas de ese controlador son la tendencia de la salida a oscilar y
el desgaste del elemento final de control, que continuamente es conmutado entre las
posiciones prende/apaga o abre/cierra. Las aplicaciones industriales implican
preostatos, termostatos, relés etc. Un actuador muy común con controladores on/off es
la válvula solenoide. [8]
Control ON/OFF con zona muerta
Como se vio anteriormente en el control on/off común existe una conmutación
periódica del elemento final de control, lo que ciertamente puede reducir notablemente
su vida útil. Para evitar esto, una solución sería aumentar el periodo de conmutación y

Capítulo 3: Cálculo y selección de componentes
50
evitar la excesiva conmutación, haciendo que el actuador final de control permanezca
más tiempo en los estados encendido/apagado. Una forma de implementar esa
solución es utilizar controladores on/off que posean una zona muerta o un intervalo
diferencial en torno del valor de referencia, definida por un límite superior y un límite
inferior. Dentro de la zona muerta la salida del controlador no conmuta, como se
muestra en la figura 3.5.
Figura 3.27 “Salida del controlador tipo ON/OFF con zona muerta”
La siguiente ecuación define la acción de este controlador

Capítulo 3: Cálculo y selección de componentes
51
3.3 Implementación del lazo de control de temperatura
3.3.1 Sensor de temperatura y acondicionamiento de señal
Para la medición de la temperatura se optó por un sensor LM35, debido al amplio
rango de temperatura que maneja (-55ºC a 150ºC), su respuesta lineal (±10 mV/ºC) y
su bajo costo.
Dado que la señal de salida del LM35 está en el margen de mili Volts y que la entrada
analógica del PLC maneja un rango de 0-10VDC se requiere de una etapa de
acondicionamiento que amplifique esa señal 10 veces. Para ello se propone el uso de
un amplificador operacional LM386 en su configuración conocida como “Amplificador
no inversor o multiplicador”.
Amplificador operacional no inversor o multiplicador
Figura 3.28 “Amplificador operacional no inversor”
En este circuito, el voltaje se aplica a la entrada no inversora (+), y una fracción de
la señal de salida se aplica a la entrada inversora (-) a través del divisor de voltaje
formado por y .
Se tiene que:
Por lo tanto, el voltaje de salida es:

Capítulo 3: Cálculo y selección de componentes
52
A partir de la ecuación anterior se puede obtener la relación de voltaje de salida con
respecto del voltaje de entrada, lo que implica obtener una ganancia definida por:
Por lo tanto, para cumplir con el requerimiento de la amplificación de la señal, se tiene
que:
Se propone una resistencia de entrada:
Con lo que está determinada por:
Comercialmente, existen valores de resistencia de 1 , pero no de 9 , por lo que se
elige el valor de resistencia inmediata superior de acuerdo a la tabla 3.1
Tabla 3.29 “Valores comerciales de resistencias”
Por lo tanto, el valor de la resistencia es de 10 .

Capítulo 3: Cálculo y selección de componentes
53
En la figura 3.7 se muestra el diagrama electrónico para la medición de temperatura y
su etapa de acondicionamiento de señal.
Figura 3.30 “Diagrama electrónico para medición de temperatura y acondicionamiento
de señal”
Consideraciones adicionales
Debido a que la medición de la temperatura es dentro de un líquido se tuvo que hacer
una adaptación al sensor LM35 ya que éste originalmente no está fabricado para
sumergirse en líquidos. Para solucionar ésta problemática se colocó termofit a la mitad
de la cabeza del sensor, con el fin de no afectar la medición de temperatura y quedar
aislado al contacto con el agua, así como se muestra en la 3.8.
Figura 3.31 “Sensor de temperatura LM35 con termofit para su inmersión en líquidos”

Capítulo 3: Cálculo y selección de componentes
54
3.3.2 Tratamiento de lecturas de temperatura para interpretación en lógica de
programación
Análisis de regresión lineal
Se pusieron a calentar 3kg. de nopal cortados en cubos en agua con relación 1.1L/kg
en un recipiente. En el transcurso de que el líquido se encontraba a temperatura
ambiente y hasta que alcanzó su punto de ebullición se tomaron 12 muestras de
temperatura, 6 fueron realizadas con un termómetro digital y las 6 simultáneas
restantes fueron realizadas con el sensor LM35, el cual después pasado su etapa de
acondicionamiento entrega una señal en voltaje que va desde los 3.77 V en
temperatura ambiente (considerándola 23°C) a los 8.16V en un punto de ebullición
(90°C) como se muestra en la tabla 3.2.
Tabla 3.32 “Relación entre lecturas de temperatura y valores de entrada analógica a
PLC”
Valores de entrada
analógica de PLC
Temperatura (°C)
377 23.2
435 36.4
560 57.6
658 70.1
760 83.1
817 90.5
Estas muestras fueron tomadas con la finalidad de corroborar una respuesta lineal del
sensor de temperatura, además de que existiera una correlación entre las variables.
Para obtener una función lineal del proceso de medición de temperatura se utilizó
regresión lineal por el método de covarianza. Para obtener una ecuación de primer
grado que describa el comportamiento de la temperatura se siguieron los siguientes
pasos:
1.- Obtención de las medias de “x” (volts entrada analógica de PLC) y de “y”
(temperatura en grados centígrados).

Capítulo 3: Cálculo y selección de componentes
55
2.- Obtención de desviación estándar de “x” y “y”
3.- Obtención de la varianza
4.- Obtención de la pendiente (m) y el punto donde la recta corta el eje “y” (b) para
armar la ecuación de la recta que es y=mx + b.
5.- La distribución de los datos depende principalmente de la tendencia de los mismos
y su dispersión con respecto a un dato de referencia por esta razón se obtuvo el
coeficiente de Pearson que es una relación entre tendencia y dispersiones, con el
objetivo de saber que tanta relación existe entre los datos, si el coeficiente se acerca a
la unidad, con la información se podrá obtener una ecuación lineal que se acerque
bastante a los valores reales.
Variables utilizadas:

Capítulo 3: Cálculo y selección de componentes
56
En la figura 3.9 se muestra la dispersión de los puntos en relación con la temperatura y
la señal de salida del circuito de temperatura, así como la recta formada y la ecuación.
Figura 3.33 “Recta de análisis de regresión lineal”
Programación en lenguaje escalera para el control de temperatura
El proceso de elaboración de pintura a base de nopal requiere que los trozos de nopal
de 2 por 2 cm. permanezcan por una hora en agua con una temperatura de 80 °C,
ésta parte del proceso es de gran importancia ya que aquí es donde se lleva a cabo la
extracción de la resina del nopal la cual fungirá como ligante para la pintura. Se tendrá
un rango de ±2 °C, esto quiere decir que la temperatura tiene que permanecer entre
78°C y 82°C.
Para solucionar este problema y considerando que el control de la temperatura es un
control lento se optó por un control on/off con zona muerta o histéresis como se
muestra en la figura 3.10.
Figura 3.34 “Control de temperatura ON/OFF con zona muerta”

Capítulo 3: Cálculo y selección de componentes
57
Para solucionar la problemática se llevaron a cabo los siguientes pasos:
1.- Con la ecuación anterior se obtuvo el valor en voltaje que tendría la entrada
analógica en relación a una temperatura dada. Para este caso se obtiene el valor en
voltaje para el equivalente a una temperatura de 78 °C y 82°C.
Donde:
y= temperatura [°C]
x/100= voltaje [V]
Despejando x:
Evaluando a “y” igual a 78 °C:
Evaluando a “y” igual a 82 °C:
Ahora que ya se tienen los valores en voltaje equivalentes a las dos temperaturas
críticas que se van a utilizar, se proceden a implementar en el control on/off con zona
muerta. Se utilizará una herramienta analógica con la que cuenta LogoSoft Comfort
(Software de programación de LOGO 8) que es el conmutador analógico de valor
umbral (para más información véase el anexo), sus parámetros se muestran en la
figura 3.11. En el parámetro Ax se conecta la señal analógica del sensor de
temperatura, la cual tiene un rango de 0 a 10 volts y la salida Q digital se conecta a la
resistencia eléctrica para calentar el fluido.
Figura 3.35 “Conmutador analógico de valor umbral”

Capítulo 3: Cálculo y selección de componentes
58
Esta función contiene dos parámetros que son el on y el off (como se muestra en la
figura 3.12) que son los valores analógicos donde se accionará o se desactivará la
salida Q. Se obtuvieron los valores analógicos en función de voltaje obtenidos por
medio de las ecuaciones de la recta anteriores en función de la temperatura de 78 °C y
80°C.
El valor para on es 778 equivalente a 78 °C y para off es de 750 equivalente a 80 °C
con estos valores se efectuará el ciclo de histéresis que se muestra en la figura 3.10,
con lo que la temperatura del líquido se mantendrá entre 78 °C y 80°C, de ésta
manera se parametriza el control on/off con zona muerta.
Figura 3.36 “Definición de parámetros para control ON/OFF”

Capítulo 3: Cálculo y selección de componentes
59
3.4 Dimensionamiento de resistencia eléctrica de inmersión
3.4.1 Balance de energía
La cantidad de calor (Q) que gana o pierde un cuerpo de masa (m) se calcula de
acuerdo a la siguiente fórmula:
Donde:
= Cantidad de calor que se gana o pierde [calorías]
= Masa del cuerpo en estudio [gramos]
= Calor específico del cuerpo [cal/g°C]
= Variación de temperatura [ ]
Se sabe experimentalmente que para una producción de 10L de pintura se requieren
de aproximadamente 6Kg. de nopal por 6.7L de agua y que la temperatura para la
extracción de la resina es de 80±2°C. Tomando la temperatura ambiente del agua a
23°C se tiene que:
El tanque se dimensionó para una producción de pintura de 40L, lo que implica que los
valores de volumen de agua y nopal se multipliquen por 4. Esto se debe de tener en
cuenta ya que la resistencia eléctrica debe de estar dimensionada para transferir calor
al máximo volumen de solución agua-nopal que se manejará.
Considerando que 1L de agua≈1Kg., la masa total del sistema queda determinada por:
Asumiendo que el calor específico del agua es
y el del nopal es
se tiene que obtener un valor de calor específico total del sistema a
partir de un promedio ponderado,

Capítulo 3: Cálculo y selección de componentes
60
Por lo tanto, se tiene que el calor requerido para elevar la temperatura del sistema de
23°C a 80°C es:
Sabiendo que:
Se tiene:
Transformando el calor en potencia eléctrica:
Se requiere mantener el sistema a 80°C durante una hora, por lo tanto:
Dado que se hará uso de resistencias eléctricas comerciales, el valor de la potencia
calculado se dividirá en dos dispositivos, por lo tanto:
Dicha resistencia eléctrica será conectada a una fuente de 127VCA, por lo tanto se
tiene que la corriente consumida será:

Capítulo 3: Cálculo y selección de componentes
61
Finalmente el valor de la resistencia eléctrica a usar es de:
Parámetros eléctricos de la resistencia de inmersión:
En la figura 3.13 se muestra la resistencia eléctrica que fue utilizada en el proyecto, la
cual tiene un consumo de 15A.
Figura 3.37 “Resistencia eléctrica”

Capítulo 3: Cálculo y selección de componentes
62
3.5 Bomba de agua sumergible
El paso número uno del proceso es el suministro de agua al contenedor, lo cual se
realizó con una bomba sumergible con las siguientes características:
Marca: Law Industry
Modelo: WP-950
Alimentación: 127VCA
Frecuencia: 60 Hz
Potencia: 14 W
Flujo: 950 L/h=15.83 L/min
Altura máxima de bombeo:
1.8m
Figura 3.38 “Bomba sumergible”
El bombeo de agua requiere ser hecho desde una altura cero donde la bomba se
mantendrá sumergida en un contenedor, hasta el tanque de agitación que se
encuentra a 91.5 cm de altura como se muestra en la figura 3.15.
Figura 3.39 “Esquemático de tanque agitador y sus componentes”

Capítulo 3: Cálculo y selección de componentes
63
Para estas condiciones se realizaron pruebas para conocer el flujo en este modo de
trabajo, obteniendo 2.85 L/min.
El proceso dentro de su programación tendrá para elegir 3 distintas capacidades de
llenado del contenedor principal 10 L, 15 L y 20 L por lo cual el tiempo requerido de
trabajo de la bomba para cada uno será:
10 L = 3.5 min
15 L = 5.26 min
20 L = 7.01 min
3.6 Dimensionamiento de tanque agitador
Ya que se elaborará una planta a nivel piloto se propone una producción máxima de
pintura de 40 L por lote. Para ello, todos los componentes de dicha pintura deberán ser
mezclados en un tanque agitador tipo turbina.
3.6.1 Diseño del tanque
Tomando Diámetro=Altura (D=H)
Despejando D
Tomando un 30% extra en la altura del tanque con respecto al diámetro del mismo, se
tiene que:

Capítulo 3: Cálculo y selección de componentes
64
3.6.2 Selección de agitadores (impulsores) y cálculo de potencia
Diseño “estándar” de turbina
Dado que para el diseño de un tanque agitador se dispone de un gran e inusual
número de elecciones sobre el tipo y localización del agitador, las proporciones del
tanque, el número y las proporciones de los deflectores y otros factores, se tomará
como punto de partida el diseño de los problemas ordinarios de agitación, en los
cuales, generalmente se hace uso de un agitador tipo turbina. [13]
Las proporciones típicas para el dimensionamiento de agitadores tipo turbino están
descritas en la tabla 3.3.
Tabla 3.40 “Proporciones típicas para el dimensionamiento de agitador tipo turbina””
Por lo general, el número de deflectores es 4; el número de palas del agitador varía
entre 4 y 16, pero generalmente son 6 u 8. Situaciones especiales pueden, por
supuesto, considerar proporciones diferentes a las que se acaban de indicar, por
ejemplo, quizá resulte ventajoso colocar el agitador más alto o más bajo en el tanque,
o tal vez sea necesario utilizar un tanque más profundo para lograr el resultado
deseado. No obstante, las proporciones “estándar” listadas son ampliamente
aceptadas y son la base de muchas correlaciones publicadas sobre el funcionamiento
de los agitadores. (McCabe, 2007)
Figura 3.41 “Mediciones de turbina (según Rushton et al.)”

Capítulo 3: Cálculo y selección de componentes
65
Para el proyecto, se opta por emplear una turbina con 4 palas, ya que este tipo de
agitador puede operar en un rango muy amplio de viscosidades y su construcción es
bastante sencilla.
Sabiendo que y en base a las proporciones de la tabla 3.3 se tiene que:
La figura 3.17 muestra el diagrama del mezclador en base a las relaciones
encontradas.
Figura 3.42 “Diagrama de mezclador”

Capítulo 3: Cálculo y selección de componentes
66
Cálculo de potencia del agitador
El uso del agitador se divide en dos fases:
Fase 1: Con la finalidad de mejorar la transferencia de calor en la solución agua-nopal
para la extracción de la baba, se accionará el agitador a una baja velocidad quién
moverá los trozos de nopal por todo el tanque.
Fase 2: Una vez que se haya extraído la baba de nopal y se vayan a adicionar los
demás componentes, se pasa a la tapa de mezclado. Para ello el agitador trabajará a
su máxima velocidad.
Problema
Para agitar perfectamente la pintura, a la cual mediante métodos experimentales se le
calculó una densidad aproximada de 1018 y una viscosidad de 19.84cps, se
requiere que se encuentre en estado turbulento (NRe=10,000). De acuerdo a la
siguiente ecuación se tiene que:
Donde:
=Número de Reynolds [adimensional]
=Diámetro del agitador [m]
= Revoluciones por segundo [rps]
= Densidad [
= Viscosidad [Kg/m*s]
Despejando N se tiene que:
Para calcular la potencia se emplea la siguiente fórmula:
Es necesario tener el valor de el cual se busca en la siguiente tabla de acuerdo al
tipo de flujo con el que se está trabajando ( el tipo de
agitador empleado y el número de palas.

Capítulo 3: Cálculo y selección de componentes
67
Tabla 3.43 “Valores de las constantes y para tanques que tienen deflectores en
la pared del tanque, cuya anchura es igual o menor al 10% del diámetro del tanque”
Tipo de impulsor
Impulsor hélice, tres
palas
Paso 1.0 41 0.32
Paso 2.0 48 0.87
Turbina
Disco de seis palas 65 5.75
Seis palas inclinadas --- 1.63
Cuatro planas inclinadas 44.5 1.27
Paleta plana, dos palas 36.5 1.70
Impulsor HE-3 43 0.28
Ancla 300 0.35
El valor de para una turbina de seis palas es 5.75
Por lo tanto, el motor que se debe de utilizar es de 0.5HP.
3.7 Selección del Controlador Lógico Programable
Justificación del uso de PLC
Un PLC es un dispositivo que fue desarrollado para reemplazar los circuitos
secuenciales de relevadores para el control de máquinas y procesos en ambientes
industriales operando en tiempo real.
Un microcontrolador PIC, es un circuito integrado o chip que incluye en su interior las
tres unidades funcionales de una computadora: CU, Memoria y Unidades de E/S, es
decir se trata de un computador completo en un solo circuito integrado, pero como una
unidad de almacenamiento mucho menor. El PIC al igual que al PLC, se le introduce
un software para que éste sea ejecutado y realice las tareas programadas.

Capítulo 3: Cálculo y selección de componentes
68
La diferencia entre ambos es la siguiente: Los PIC, solo poseen una grabación, luego
del cual deben de ser retirados y volver a programar con el tiempo que requiero ello,
en cambio los PLC, se programan aún estén estos conectados, y en tiempo record,
según el gusto del usuario. Además, los PLC poseen salida de potencia, algo que los
PIC necesitan en un circuito aparte. Los PIC son usados en sistemas que no requieren
luego de mayor modificación, salvo la que posibilita el programa, o el conjunto de
componentes es si para programar, es por eso que son muy usados en tarjetas
especiales de control, realizando una tarea específica como interfaces controladoras;
pero los PLC se usan en la industria, pues tienen más posibilidades de cambio y
temporalizadores que pueden trabajar hasta años sin necesidades de una nueva
programación y de forma autónoma además de controlar sistemas de potencia usando
directamente contactores y pulsadores industriales, aparte de tener la posibilidad de
ajustarlo utilizando sus teclados y display. Con un PIC es más complicado trabajar
con más de dos lazos de control debido a la poca memoria de almacenamiento de
éste y en cambio en un PLC ofrece una mayor capacidad de almacenamiento para
trabajar con diversos lazos de control.
Es por ello que por lo antes mencionado se ha seleccionado un PLC para controlar el
proceso que se demanda en la fabricación de pintura a base de baba de nopal.
Criterios de selección
Para realizar la selección del PLC se elaboró un levantamiento de entradas y salidas
del tipo analógico y digital de acuerdo a los requerimientos del proceso, Para ello, en
la tabla 3.5 se pueden observar dichas especificaciones.
Tabla 3.44 “Levantamiento de entradas y salidas analógicas y digitales para selección
de PLC”
Entradas
Dispositivo Tipo Especificación
Botón de arranque
Botón (continuar proceso)
Momentáneo NA (Digital)
ABB
Color de la cabeza del
pulsador eléctrico : Verde
Inscripción del cabezal del
pulsador eléctrico: ninguna.
Taladro de montaje del
pulsador: 22 mm.
Material de fabricación de

Capítulo 3: Cálculo y selección de componentes
69
pulsador eléctrico: Plástico.
Contacto: 1 abierto (NA).
Intensidad nominal de
trabajo Ith: 10 A.
Intensidad nominal de
trabajo a 220 Vac: 4.5 A.
Tensión máxima de trabajo
del pulsador eléctrico: 415
V AC.
Resistencia del contacto:
50 mΩ.
Grado de protección del
pulsador: IP-20.
Normativa del pulsador:
CE, IEC 60947-5-1.
Botón de paro
Momentáneo NC (Digital)
ABB
Color de la cabeza del
pulsador eléctrico: Rojo
Inscripción del cabezal del
pulsador eléctrico: ninguna.
Taladro de montaje del
pulsador: 22 mm.
Material de fabricación de
pulsador eléctrico: Plástico.
Contacto: 1 abierto (NC).
Intensidad nominal de
trabajo Ith: 10 A.
Intensidad nominal de
trabajo a 220 Vac: 4.5 A.
Tensión máxima de trabajo

Capítulo 3: Cálculo y selección de componentes
70
del pulsador eléctrico: 415
V AC.
Resistencia del contacto:
50 mΩ.
Grado de protección del
pulsador: IP-20.
Normativa del pulsador:
CE, IEC 60947-5-1.
Llave de seguridad
Selector de llave
Dos posiciones (Digital)
ABB
Sensor LM35
Temperatura (Analógico)
Margen de temperatura: -
55 º C a 150 ºC.
Tensión alimentación: 4 a
20 V DC (3 hilos)
Salida: 10.0 mV/ºC
Interruptor de límite
(2 unidades)
Entrada digital
Modular, sistema plug-in
(cabeza y componentes del
cuerpo)
Contactos NA y NC
Los cabezales de
operación pueden
ser girado 90 grados

Capítulo 3: Cálculo y selección de componentes
71
para adaptarse dirección
específica
de operación
Salidas
Dispositivo Tipo Especificación
Lámpara de señalización
“Arranque”
LED - CL-502G ABB
Tensión de alimentación:
24 V DC
Peso: 0.023 kg
Diámetro : 22 mm
Luminancia: 126 mcd
Longitud de onda: 520 nm
Intensidad nominal: 15
mA
Color: Verde
Lámpara de señalización
“Paro”
LED - CL-502Y ABB
Tensión de alimentación:
24 V DC
Peso: 0.023 kg
Diámetro : 22 mm
Luminancia: 60 mcd
Longitud de onda: 590 nm
Intensidad nominal: 15
mA
Color: Amarillo
Lámpara de señalización
“Temperatura” LED - CL-502R ABB
Tensión de alimentación:
24 V DC

Capítulo 3: Cálculo y selección de componentes
72
Peso: 0.023 kg
Diámetro : 22 mm
Luminancia: 60 mcd
Longitud de onda: 625 nm
Intensidad nominal: 15
mA
Color: Rojo
Resistencia eléctrica
Núcleo cerámico
Potencia 1800W, 15 A.
127 VCA.
Bomba de agua
sumergible
Marca: Law Industry
Modelo: WP-950
Alimentación: 127VCA
Frecuencia: 60 Hz
Potencia: 14 W
Flujo: 950 L/h=15.83
L/min
Altura máxima de
bombeo: 1.8m

Capítulo 3: Cálculo y selección de componentes
73
Motorreductor de válvula
de descarga (2 salidas
para inversión de giro)
Alimentación: 20 VDC
Velocidad: 1.7 rpm
Potencia: 1W
Torque: 10 kg/cm
Motorreductor para
dosificadores (2
unidades)
Alimentación: 24 VDC
Potencia: >50 W
Velocidad: 125 rpm
Corriente de carga: 0.6 A
Esfuerzo de torsión: 3Nm
Variador de frecuencia (2
salidas)
Marca: TECO
Modelo: N3-207-CU
Capacidad motor: 7.5 HP
Input: AC 3 fases 50/60
hz
Voltaje: 200-240 V (+10%,
-15%)
Ampers: 33 A
Output: AC 3 fases 0-400
hz
Voltaje: 0-240 V
Ampers: 28 A
De acuerdo a la tabla 3.5, el PLC seleccionado que cumple con dichos requerimientos
y de menor costo económico es el LOGO! 12/24RCE con el módulo de expansión
LOGO! DM8 12/24R.
En la tabla 3.6 se muestran los datos técnicos del PLC seleccionado.

Capítulo 3: Cálculo y selección de componentes
74
Tabla 3.45 “Datos técnicos de PLC LOGO! 12/24RCE”
Datos técnicos: LOGO! 12/24RCE
Fuente de alimentación
Tensión de entrada 12/24 V DC
Rango admisible 10,8 V DC A 28,8 V DC
Protección contra inversión de polaridad Sí
Consumo de corriente
12 V DC
24 V DC
30 mA a 140 mA
15 mA a 90 mA
Compensación de fallos de tensión
12 V DC
24 V DC
Tip. 2ms
Tip. 5ms
Disipación
12 V DC
24 V DC
0,4 W a 1,7 W
0,4 W a 2,2 W
Respaldo del reloj en tiempo real a 25ºC Tip. 20 días
Precisión del reloj en tiempo real Tip. +- 2 s/día
Aislamiento galvánico No
Entradas digítales
Cantidad 8
Aislamiento galvánico No
Número de entradas rápidas 4 (I3, I4, I5, I6)
Frecuencia de entrada
Entrada normal
Entrada rápida
Máx. 4 Hz
Máx. 5 kHz
Tensión admisible continua máx. 28,8 V DC
Tensión de entrada L+
Señal 0
<5 V DC

Capítulo 3: Cálculo y selección de componentes
75
Señal 1 > 8,5 V DC
Corriente de entrada en
Señal 0
Señal 1
< 0,88 mA (I3 a I6)
< 0,07 mA (I1, I2, I7, I8)
> 1,5 mA (I3 a I6)
> 0,12 mA( I1, I2, I7, I8)
Tiempo de retardo
0 a 1
1 a 0
Típ. 1,5 ms
< 1,0 ms (I3 a I6)
Típ. 1,5 ms
< 1,0 ms (I3 a I6)
Longitud de cable (sin pantalla) Máx. 100m
Entradas analógicas
Cantidad 4 (I1=AI3, I2=AI4, I7=AI1, I8=AI2)
Rango 0 V DC a 10 V DC Impedancia de entrada
72 kΩ
Tiempo de ciclo para generar valores
analógicos 300 ms
Longitud de cable (blindado y trenzado) Máx. 10 m
Límite de error +- 1,5% a FS
Salidas digitales
Cantidad 4
Tipo de salida Salidas a relé
Aislamiento galvánico Sí
En grupos de 1
Control de una entrada digital Sí
Corriente permanente Rango de aplicación recomendado >=

Capítulo 3: Cálculo y selección de componentes
76
100 mA a 12 V AC/DC Máx. 10 A por relé
Corriente de choque Máx. 30 A
Carga de lámparas incandescentes
(25.000 ciclos de conmutación) a 1000 W
Tubos fluorescentes con reductor de
tensión (25.000 ciclos de conmutación) 10 x 58 W
Tubos fluorescentes compensados
convencionalmente (25.000 ciclos de
conmutación)
1 x 58 W
Tubos fluorescentes no compensados
(25.000 ciclos de conmutación) 10 x 58
Reducción de potencia Ninguna: en todo el rango de temperatura
Resistencia a cortocircuitos cos 1 Protector de potencia B16, 600 A
Resistencia a cortocircuitos cos 0,5 a 0,7 Protector de potencia B16, 900 A
Conexión en paralelo de salidas para
aumentar la potencia No admisible
Protección de un relé de salida (si se
desea) Máx. 16 A, característica B16
Frecuencia de conmutación
Mecánica 10 Hz
Carga óhmica/carga de lámparas 2 Hz
Carga inductiva 0,5 Hz
Nota:
Para más información acerca del PLC LOGO! 12/24RCE consulte el Manual para la
serie de dispositivos LOGO! 0BA8 SIEMENS, pp. 318 – 320. [7]
En la tabla 3.7 se muestra una breve información técnica de módulo de expansión
LOGO! DM8 12/24R.

Capítulo 3: Cálculo y selección de componentes
77
Tabla 3.46 “Datos técnicos del módulo de expansión LOGO! DM8 12/24R”
Módulo Fuente de Alimentación DI DQ AI Salidas
LOGO! DM8
12/24R 12…24 V DC 4 4 -
4 A relé (5
A)
Nota:
Para más información acerca del módulo de expansión LOGO! DM8 12/24R consulte
el archivo Simply ingenious for small automation tasks LOGO! Logic Module, pp. 4.
3.8 Variador de frecuencia
El variador de frecuencia toma una parte importante en el proceso de obtención de
pintura a base de nopal, ya que se necesita tener controlada la velocidad de un motor
trifásico de corriente alterna.
El proceso tiene dos etapas donde se utiliza el variador de frecuencia:
Fase 3:
El motor que conectado al variador tiene acoplado un agitador de paletas, el cual en
esta fase su función es mezclar el agua con el nopal, mientras se transfiere calor a la
mezcla por medio de una resistencia, con el fin de homogenizar la temperatura en todo
el tanque.
Velocidad requerida: 560 rpm
Frecuencia requerida: 20Hz
Fase 5
En esta fase la función del agitador es revolver y disolver los ingredientes que son
suministrados en la mezcla.
Velocidad requerida: 420 rpm
Frecuencia requerida: 15Hz

Capítulo 3: Cálculo y selección de componentes
78
Elección de Variador de frecuencia
Datos del motor a utilizar:
Voltaje: 220/440 VCA
Amperaje: 1.1/2.2A
Potencia: 0.5HP
RPM: 1680
Frecuencia: 60 Hz
Las velocidades requeridas de cada una de las fases fueron asignadas de manera
experimental a través de varias pruebas.
En la fase 3 se estuvo experimentando de tal manera de encontrar una velocidad
adecuada la cual fuera capaz de mezclar los pedazos de nopal con el agua y así
mantener una temperatura constante en todo el tanque de proceso. Con la velocidad
de 560 rpm elegida se puede dar movimiento a toda la cantidad de nopal, la materia
prima que se encuentra rezagada en las paredes del tanque y agua.
Durante la fase 5 es la dosificación de ingredientes y el mezclado de los mismos, aquí
se observó que a una alta velocidad el fluido comenzaba a saltar fuera del tanque, lo
cual no es un comportamiento deseable, se experimentó con distintas velocidades
quedando como la ideal de 420 rpm, con esta velocidad es suficiente para mezclar y
homogenizar en la mayor parte posible la mezcla de ingredientes para la obtención de
la pintura.
Entradas requeridas:
1 entrada digital para asignar velocidad en fase 3.
1 entrada digital para asignar velocidad en fase 5.
Variador de velocidad ideal a elegir: PowerFlex 4 M.

Capítulo 3: Cálculo y selección de componentes
79
Figura 3.47 “Datos técnicos de variador de frecuencia PowerFlex 4M”
Se eligió este variador en su versión de 1HP porque reúne las características
requeridas por el proceso.
Se requería que el variador soportara un motor de 0.5HP y además que contara con
dos salidas digitales, como se muestra en la figura 3.19 éste dispositivo seleccionado
cuenta con estas características.

Capítulo 3: Cálculo y selección de componentes
80
Variador para pruebas experimentales
Especificaciones:
Marca: TECO
Modelo: N3-207-CU
Capacidad motor: 7.5 HP /
Input: AC 3 fases 50/60 Hz
Voltaje: 200-240 V (+10%, -
15%)
Amperaje: 33 A
Output: AC 3 fases 0-400 Hz
Voltaje: 0-240 V
Amperaje: 28 A
Figura 3.48 “Variador de frecuencia modelo N3-207-CU marca TECO”
Este variador de frecuencia supera por mucho la capacidad requerida por el motor que
se ocupará en el proceso, por lo cual se puede deducir que se desaprovecha mucha
de su capacidad hablando de potencia soportada, ya que pudiera estar controlando un
motor 14 veces más grande que el que en realidad se tiene.
Sin embargo, contiene las dos entradas digitales necesarias para realizar el control
requerido dentro del proceso.
Nota: La razón de haber elegido este dispositivo fue la parte económica, ya que
los variadores por lo regular tienen un precio elevado y estuvo fuera de
presupuesto. Éste variador fue prestado para la realización del proyecto.

Capítulo 3: Cálculo y selección de componentes
81
3.9 Cálculo y selección de los contactores
Con respecto al punto 3.4 Dimensionamiento de resistencia eléctrica de inmersión, se
calculó una resistencia con las siguientes características.
Potencia. 1834.105W
Tensión. 127 VCA
Corriente. 14.44 A
Resistencia. 8.80
Con lo anteriormente expuesto y con respecto al catálogo ABB GHE3211102R0004
pp. 5, se usa el siguiente contactor:
Contactor Modular ESB 20-20
(20 A, 2NA)
Bobina 127 VCA
1 Módulo
Para el variador de frecuencia que se utiliza para el control del motor trifásico jaula de
ardilla que dichas características se localizan en la tabla 3.5 de este documento se
selecciona el siguiente contactor.
Figura 3.49 “Contactor Modular ESB 20-20”
Con respecto a la Tabla 3.6 “Datos técnicos de PLC LOGO! 12/24 RCE” y al catálogo
ABB S201-C0.5 el interruptor termomagnético Curva C es el siguiente.

Capítulo 3: Cálculo y selección de componentes
82
Figura 3.50 “Interruptor termomagnético S201-C0.5”
3.10 Cálculo de dosificadores
Capacidad de transporte de un transportador tipo tornillo sin fin
La capacidad de un transportador de tornillo sin fin horizontal viene dada por la
siguiente fórmula:
En donde:
é
Coeficiente de llenado
Para obtener este valor fue necesario buscar las clases de materiales en que se
dividen para realizar los cálculos de un transportador de tornillo sin fin, para el caolín
se eligió la Clase I.

Capítulo 3: Cálculo y selección de componentes
83
Clase I
Son materiales pulverulentos, no abrasivos, con peso específico entre 0,4-0,7
aproximadamente, que corren fácilmente. Para estos materiales el coeficiente de
llenado α es de 0,4. Coeficiente f = 1,2.
Entre los materiales pertenecientes a esta clase están:
Cebada, trigo, malta, arroz y similares.
Harina de trigo y similares.
Carbón en polvo.
Cal hidratada y pulverizada.
Por lo que el coeficiente de llenado es considerado como 0.4.

CAPÍTULO 4 Integración y resultados
Descripción breve
En este capítulo se hablará acerca de la integración de
todos los componentes del proceso para la elaboración de
la pintura. Se explica detalladamente la lógica de
programación del PLC de todas las etapas del proceso y se
exponen los resultados del prototipo.

Capítulo 4: Integración y resultados
85
Una vez seleccionados y dimensionados los componentes a utilizar, se procede a la
integración del proyecto.
Metodología para la automatización del proyecto
1. Descripción del sistema
2. Diagrama de flujo
3. Descripción de los equipos del sistema
4. Selección del autómata programable
5. Programación del PLC
5.1 Grafcet del proceso
5.2 Descripción de entradas y salidas del proceso
5.3 Programación del PLC
Dicha metodología fue recabada del artículo “Metodología para realizar una
automatización utilizando PLC”. (Lugo)
Los pasos del 1 al 4 de la metodología se han descrito en los capítulos anteriores.
Sin embargo, el diagrama de flujo del sistema representa la elaboración artesanal
de la pintura, por lo tanto, se realizó el diagrama de flujo para la semi
automatización del proceso el cual se visualiza en la figura 4.1.
Figura 4.1 "Diagrama de flujo de proceso semi automático para elaboración de pintura”
Fase 1 •Introducir el nopal en cubos al tanque
Fase 2 •Bombeo de agua a tanque de mezclado.
Fase 3
•Calentamiento de agua con el nopal hasta alcanzar 80°C y mantener por 1 hora.
•Mezclado de agua con nopal.
Fase 4 •Extracción manual de residuos de nopal.
Fase 5
•Agregar ingredientes en polvo (caolín y dioxido de titanio).
•Mezclado
Fase 6
•Apertura de válvula de la parte inferior de tanque para la extracción de
producto terminado.

Capítulo 4: Integración y resultados
86
Figura 4.2 " Diagrama GRAFCET de las etapas del proceso”

Capítulo 4: Integración y resultados
87
El diagrama GRAFCET representa las etapas del proceso, las transiciones o
condiciones que deben de ser cumplidas para pasar de una etapa a otra y las
acciones asociadas a cada etapa que deben de realizarse.
Descripción de entradas y salidas del sistema
Figura 4.3 " Diagrama de entradas y salidas del PLC”
4.1 Programación para realizar el proceso semiautomático de pintura a base de
nopal
Se cuenta con un PLC Logo 8 Siemens, la programación en escalera se realizó en el
software Logo! Soft Comfort.
Fase 1 – Arranque, paro y condicionamiento de seguridad.
La programación inicia con un arranque y paro, agregando un interruptor de llave en la
entrada I4, esto con el fin de que solo personal autorizado que cuente con la llave
pueda iniciar el proceso. Una vez presionado el botón de arranque el proceso iniciará
su secuencia predeterminada.

Capítulo 4: Integración y resultados
88
Pulsando el botón de paro todo se detiene, no importando en qué fase del proceso se
encuentre, funcionando también, como un interruptor de emergencia. Dicho
condicionamiento de seguridad se observa en la figura 4.4
Figura 4.4 “Línea de programa para el arranque y paro del proceso”
Fase 2- Suministro de agua
En esta sección se condiciona el trabajo de la bomba de agua, para suministrar al
tanque de proceso.
Una vez presionado el botón de arranque se activará un timer off-delay, el cual tiene el
tiempo programado en función del caudal para suministrar el volumen requerido.
Figura 4.5 " Líneas de programa que activa el funcionamiento de la bomba para el
suministro de agua al tanque”

Capítulo 4: Integración y resultados
89
Fase 3 – Control de temperatura y agitación
Figura 4.6 " Líneas de programa para el control de temperatura y agitación”
Esta etapa es crítica para el proceso ya que es el paso más importante para obtener
un producto final con las condiciones deseadas.
En la primera línea en la figura 4.6 se colocó un temporizador on delay retentivo (Temp
temperatura – T003) el cual define el tiempo de trabajo de la resistencia y del agitador,
este timer es activado cuando la bomba termina su funcionamiento, y tiene un tiempo
predefinido de 1 hora.
En la línea 3 de la figura 4.6 se encuentra un contacto analógico normalmente abierto
(sensor lm35-AI1) esta es una entrada analógica donde llega la señal del sensor de
temperatura LM35, seguido de este se encuentra un conmutador analógico de valor
umbral (SF001) que se encarga de delimitar un rango de valores analógicos donde
este se va a accionar. Este rango está definido en función del set point que es igual a
80 °C ± 2 °C, en la capítulo 3 se realizó un control on/off con histéresis y se definió el
rango en valores analógicos en función a la temperatura.

Capítulo 4: Integración y resultados
90
El accionamiento de la resistencia está condicionado por el “Temp temperatura-T003”
y por el “conmutador analógico de valor umbral-SF001”. Durante el tiempo que éste
timer esté energizado la resistencia se podrá activar en cualquier momento dentro de
este periodo de tiempo.
La función SF001 condiciona a la resistencia de modo que se activa cuando la
temperatura es menor a 78 °C y se desactiva hasta que se alcanza una temperatura
de 82 °.
El agitador solo está condicionado con el “Temp temperatura-T003”, por lo que se
mantendrá agitando cuando el temporizador esté activo, sin importar si la resistencia
está trabajando o no.
Fase 4 – Extracción manual de residuos de nopal.
Después de haber calentado y agitado se prosigue a la extracción manual de residuos
de nopal, por lo que terminado el tiempo activo del agitador el proceso entra en un
periodo de espera y continua hasta que se presiona un botón pulsador (Continuar
proceso – I3) como se muestra en la figura 4.7 en la línea 1.
Fase 5 – Extracción manual de residuos de nopal.
Una vez activada la entrada I3 se continuará el proceso activando 3 temporizadores off
delay simultáneamente los cuales son: “Temp dosificador 1- T005”, “Temp dosificador
2-T006” y “Agitador 2-T007” que estos a su vez activan las salidas “Dosificador 1 –
Q7”, “Dosificador 2- Q8” y “Agitador 2 - Q6” respectivamente.
Cada una de estas salidas puede trabajar con tiempos distintos dependiendo de lo
requerido en el proceso.

Capítulo 4: Integración y resultados
91
Figura 4.7 "Líneas de programa para activación de dosificadores y agitador en fase 1”
”
Fase 6 – Apertura y cierre de válvula
Esta parte se encarga de abrir y cerrar una moto válvula que se encuentra en la parte
inferior del tanque de proceso, y su función es la extracción del producto final.
En la programación una vez desactivada la salida “Agitador 2-Q6” se continua a activar
“Auxiliar 2-Q9” pero para realizar esto se procede a dar un pulso con duración de 500
ms (este tiempo fue colocado empíricamente solo para proporcionar un pulso) con un

Capítulo 4: Integración y resultados
92
temporizador on delay (Temp auxiliar 1-T008) y uno off delay (Temp auxiliar 2-T009)
como se muestra en la figura 4.8.
En la figura 4.9 se muestra una inversion de giro con pequeñas variaciones que se
mencionarán a continuación.
Se considera que durante todo el proceso la valvula se encontro cerrada y al final de
este, se abrira por un periodo de tiempo en el cual sea sufuciente para que todo el
producto salga del tanque.
Al activarse “Auxiliar 2- Q9” a su vez activa la salida “valvula abrir-Q3” (esta accion
fisicamente se representa por medio de un motor de cd girando en un sentido), esta
salida estara activada hasta que “I limite 5 - I5” cambie de estado (esto significa que la
valvula se encuentra totalmente abierta).
Cuando la valvula está totalmente abierta se activa el timer on delay “Tiempo vaciado
tanque-T007” con un tiempo determinado, en este periodo la valvula se mantiene
abierta (en el proceso es la parte donde esta saliendo la pintura), una vez desactivado
el timer antes mencionado se activará la “valvula cerrar-Q4” hasta que la entrada “I
limite 6 – I6” cambie de estado.
La bobina Auxiliar 2- Q9 es como su nombre lo dice una bobina auxiliar no una salida
fisica, que ayuda a continuar el proceso.
Figura 4.8 " Fase de componentes auxiliares 1”

Capítulo 4: Integración y resultados
93
Figura 4.9 " Líneas de programa para la apertura y cierre de la válvula de descarga”
4.2 Configuración del variador
El uso del variador aparece en dos partes dentro del proceso, en cada fase se
accionará con una velocidad distinta.
Es necesario pre configurar al variador antes de poder utilizar sus entradas e indicarle
cómo van a funcionar, para ello se siguieron los siguientes pasos:
En el parámetro A50 que se encuentra dentro del menú principal del driver se
seleccionó la función que va a realizar la entrada I1 que en este caso sería
“comando de frecuencia 2”.
En el parámetro A62 se asigna la frecuencia al “comando de frecuencia 2” igual a
20 Hz.
En el parámetro A51 se asigna a la entrada I2 como “comando de frecuencia 3”.
En el parámetro A63 se asigna una frecuencia de 15 Hz al “comando de frecuencia
3”.
La señal que se le enviará al variador para indicarle cuando activarse y a que
frecuencia, será dada por una salida digital del PLC a una entrada analógica del
variador por cada velocidad.

Capítulo 4: Integración y resultados
94
En la fase 3 en el programa principal del PLC se activará a su respectivo tiempo la
salida Q5, como se muestra en la figura 4.10 la cual está conectada a la entrada digital
I1 del driver como se muestra en la figura 4.11, al recibir un flanco positivo la entrada
I1 el variador comenzará a trabajar con una frecuencia de 20Hz, al dejar de recibir esta
señal la salida Q5 se desactivará.
Figura 4.10 " Programa para la activacion de variador de frecuencia fase 1”
En la fase 5 en el programa principal del PLC se activará a su respectivo tiempo la
salida Q6, como se muestra en la figura 4.12 la cual está conectada a la entrada digital
I2 del driver como se muestra en la figura 4.11, al recibir un flanco positivo la entrada
I2 el variador comenzará a trabajar con una frecuencia de 15Hz, al dejar de recibir ésta
señal la salida Q6 se desactivará.

Capítulo 4: Integración y resultados
95
Figura 4.11 " Diagrama de conexiones eléctricas de variador de frecuencia”
Figura 4.12 "Programa para la activación de variador de frecuencia fase 2”

Capítulo 4: Integración y resultados
96
4.3 Diseño de la planta piloto con sus partes principales
La figura 4.13 representa el diseño de las partes principales del prototipo, conformada
por: estructura de metal, motor con flecha, tanque de mezclado, dosificadores tipo
tornillos sin fin, válvula de descarga y bomba sumergible.
Figura 4.13 "Diseño en SolidWorks de las partes principales de prototipo”

Capítulo 4: Integración y resultados
97
4.3.1 Estructura de metal
En la figura 4.14 se muestran las medidas en milímetros de la estructura del prototip.
En la figura 4.15 se presenta el diseño de la estructura de metal, el cual es de suma
importancia ya que es donde se monta el tanque mezclador, el motor de C.A. con su
respectivo acople de brida y su flecha, los dosificadores tornillos sin fin, los motores de
C.D., la resistencia de inmersión y el sensor de temperatura.
Figura 4.14 "Dimensiones en milímetros
de la estructura de soporte del tanque
agitador y dosificadores”
Figura 4.15 "Estructura de soporte de
tanque agitador y dosificadores”

Capítulo 4: Integración y resultados
98
4.3.2 Motor con flecha
En la figura 4.16 se muestra un motor de
0.5 HP a 220 VCA. Este motor con su
flecha es el encargado de mezclar todos
los ingredientes para la elaboración de la
pintura en el proceso.
Figura 4.16 " Motor con mezclador”
4.3.3 Tanque de mezclado
Recipiente en donde se lleva a cabo la
extracción de la resina de nopal y
posteriormente la mezcla de los
ingredientes para la elaboración de la
pintura bajo la regulación de una
temperatura controlada.
Figura 4.17 "Tanque de mezclado”

Capítulo 4: Integración y resultados
99
4.3.4 Dosificadores tipo tornillo sin fin
Estos dosificadores tornillos sin fin son los encargados de suministrar al proceso el
Dióxido de Titanio y el Caolín. Cada uno está constituido por un tornillo sin fin que va
colocado dentro de un tubo de PVC, para el movimiento circular del tornillo va
acoplado un motor de CD a una fuente de alimentación de 20V. En la parte superior
del tubo de PVC se acopla un embudo en donde se depositan los polvos a transportar.
Figura 4.18 "Dosificador tornillo sin fin”
Figura 4.19 "Tornillo sin fin para el transporte de Caolín y Dióxido de Titanio”

Capítulo 4: Integración y resultados
100
4.3.5 Válvula de descarga
La válvula de descarga está instalada en
la parte inferior del mezclador el cual está
conformado por un motorreductor
acoplado con una válvula de globo de una
pulgada de diámetro como se muestra en
la figura 4.20. La función de ésta es
realizar la apertura y el cierre de la misma
para la descarga de la pintura.
Figura 4.20 " Válvula de descarga
acoplado a motorreductor para su
accionamiento automático”
4.3.6 Bomba sumergible
La función de la bomba sumergible es
suministrar agua el tanque de mezclado
con una relación de tiempo por cada litro
de agua.
Figura 4.21 "Bomba de agua sumergible”

Capítulo 4: Integración y resultados
101
4.3.7 Sistema para la fabricación de pintura
La figura 4.22 muestra la ubicación en simulación del tablero de control, el tanque
mezclador y el operario.
Figura 4.22 “Integración del sistema con operario al mando”
4.4 Puesta en marcha del proceso y análisis de resultados
4.4.1 Tablero de control
Desde el tablero de control se manipula el arranque y paro del sistema mediante una
botonera, se visualiza el estado del sistema mediante tres luces indicadoras: luz roja-
sistema en paro, luz verde sistema en marcha, luz ámbar-sistema en espera. Dicha
botonera cuenta con una llave de arranque que debe ser introducida para iniciar el
proceso, de ésta manera sólo se autoriza el mando al personal autorizado.
En el tablero de control se cuenta además con el PLC, el variador de velocidad y el
PCB del acondicionamiento de señal del LM35. La figura 4.23 muestra el tablero de
control.

Capítulo 4: Integración y resultados
102
Figura 4.23 “Tablero de control”
Nota:
Cabe resaltar que tanto el módulo de control como el variador de velocidad deberían
estar colocados dentro de un gabinete metálico, con la finalidad de aislarlos del
alcance de cualquier persona, así como protegerlos contra la intemperie, sin embargo,
por falta de presupuesto no fue posible adquirirlo, por ello se dispusieron como se
observa en la figura 4.23, además de que es más práctico y cómodo.
4.4.2 Tanque mezclador
En la figura 4.24 se observa el tanque mezclador con los dosificadores de caolín y
dióxido de titanio y el depósito para el suministro de agua.

Capítulo 4: Integración y resultados
103
Figura 4.24 “Tanque mezclador y dosificadores”
Proceso de elaboración semiautomática de pintura
Para comenzar con la elaboración de la pintura, se recolectan las pencas de nopal
(tantas como pintura se desee elaborar), se despinan y se cortan en cubos de 2x2cm.
Posteriormente se agregan al tanque de mezclado.
Figura 4.25 “Introducción de los cubos de nopal al tanque de mezclado”
Fase 1 – Arranque de proceso
Para comenzar con el proceso, hay que introducir la llave, girarla y pulsar el botón de
arranque, en este momento comienza el suministro de agua al tanque en la medida
adecuada como se observa en la figura 4.26.
Figura 4.26 “Suministro de agua al tanque”
Fase 2 – Calentamiento de mezcla agua-nopal y control de temperatura
En ésta etapa comienza el calentamiento de la mezcla para la extracción de la resina
de nopal, a través de la resistencia eléctrica y el accionamiento del agitador a una

Capítulo 4: Integración y resultados
104
frecuencia de 20Hz. para homogeneizar la temperatura en todo el tanque, a la vez que
se controla la temperatura en el rango de 78-82°C.
Figura 4.27 “Extracción de resina de nopal”
Para comprobar el control de la temperatura dentro del rango de 78 a 82°C en el
tanque de mezclado, se tomaron una serie de lecturas cada 3 minutos. Dichas tomas
se realizaron para la elaboración aproximada de 10L de pintura (6Kg. de nopal-6.7L de
agua), los datos obtenidos se registraron en la tabla 4.1
Tabla 4.1 "Lecturas de temperatura para comprobar el control ON/OFF”
Tiempo (min) Temperatura (°C)
0 17.8
3 19.3
6 21.6
9 25.2
12 41.9
15 50.1
18 54.9
21 58.7
24 67.4
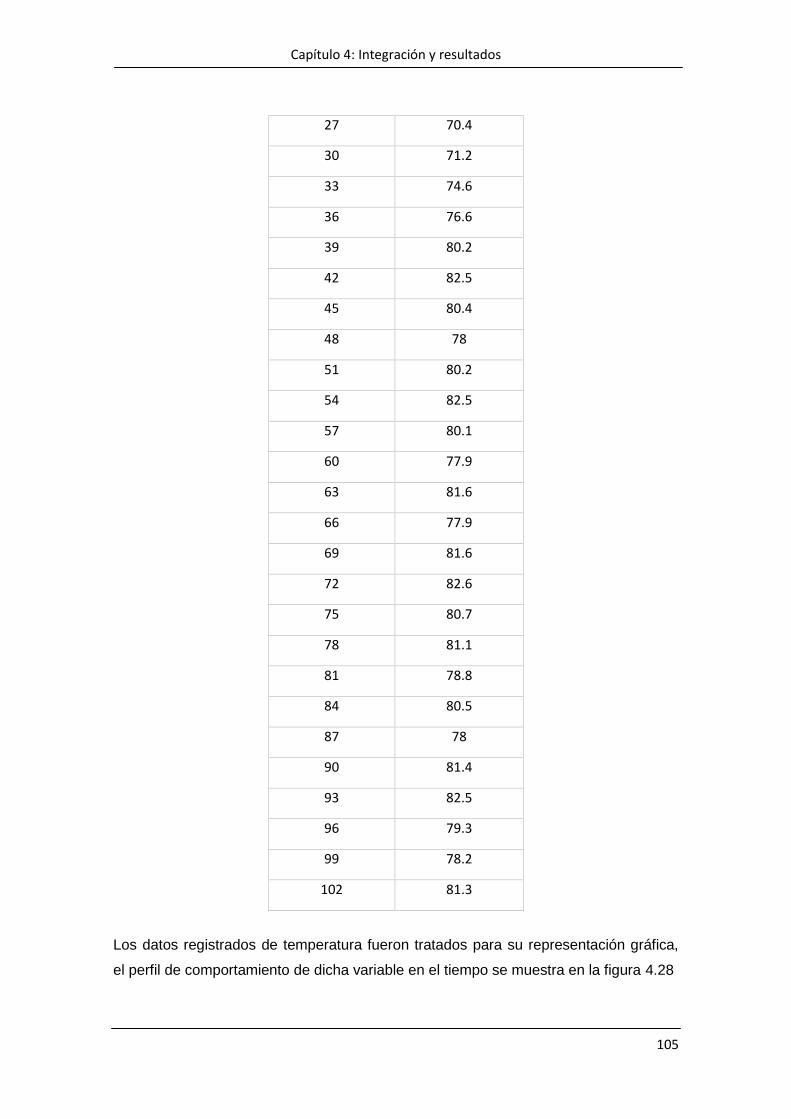
Capítulo 4: Integración y resultados
105
27 70.4
30 71.2
33 74.6
36 76.6
39 80.2
42 82.5
45 80.4
48 78
51 80.2
54 82.5
57 80.1
60 77.9
63 81.6
66 77.9
69 81.6
72 82.6
75 80.7
78 81.1
81 78.8
84 80.5
87 78
90 81.4
93 82.5
96 79.3
99 78.2
102 81.3
Los datos registrados de temperatura fueron tratados para su representación gráfica,
el perfil de comportamiento de dicha variable en el tiempo se muestra en la figura 4.28

Capítulo 4: Integración y resultados
106
Figura 4.28 “Comportamiento de temperatura de mezcla de nopal-agua en el tiempo”
Fase 3 – Extracción manual de los residuos de nopales del tanque y obtención
de resina
Una vez concluído el proceso de calentamiento durante una hora, se procede a extraer
los residuos de nopal del tanque con ayuda de una malla de tamiz fino, de ésta
manera se filtra la resina para su posterior mezcla con los demás componentes.
Figura 4.29 “Extracción manual de los residuos de nopal”
Fase 4 – Dosificación de dióxido de titanio, caolín y proceso de mezclado
Posteriormente, para el proceso de mezclado se acciona el dosificador de caolín al
mismo tiempo que el agitador está en funcionamiento a una frecuencia de 15Hz. Una
vez que ha terminado de suministrarse el caolín, se procede a accionar el dosificador
0
10
20
30
40
50
60
70
80
90
0 20 40 60 80 100
Tem
per
atu
ra °
C
Tiempo (min)
Comportamiento Temperatura

Capítulo 4: Integración y resultados
107
de dióxido de titanio con el agitador accionado. De ésta manera se incorporar todos los
ingredientes, obteniendo una mezcla homogénea. En la figura 4.30 se puede observar
tal descripción.
Figura 4.30 “Dosificación de dióxido de titanio y caolín”
Se realizaron 15 pruebas experimentales para caracterizar la dosificación de cada
tornillo sinfín y con ello obtener un promedio de gramaje/tiempo y el margen de error
de cada uno de ellos. Cada prueba tuvo una duración de 1 minuto.
Tabla 4.31 “Caracterización de dosificadores”
Número de prueba Dióxido de titanio
(g)
Caolín (g)
1 116 145
2 115 138
3 109 158
4 118 152
5 125 157
6 121 145
7 120 162
8 122 150
9 129 139

Capítulo 4: Integración y resultados
108
10 108 151
11 112 160
12 115 148
13 123 150
14 120 152
15 117 139
Media 118 150
Margen de error de dosificador de dióxido de titanio: ±9%
Margen de error de dosificador de caolín: ±6%
Dosificación de caolín
Por cada minuto se dosifican 150g.±6%
Dosificación de diódxido de titanio
Por cada minuto se dosifican 118g.±9%
Los porcentajes de error se obtuvieron al realizar 15 pruebas en cada uno de los
dosificadores.
Fase 5 – Descarga de pintura
Ya que ha concluído el proceso de mezclado, se acciona la apertura de la válvula para
la descarga de la pintura en algún recipiente. La válvula se cierra cuando se ha
vaciado el tanque.

Capítulo 4: Integración y resultados
109
Figura 4.32 “Descarga de la pintura”

CAPÍTULO 5 Análisis costo-beneficio
Descripción breve
En este capítulo se realiza un análisis costo-beneficio del
proyecto, así como un análisis de retorno de inversión.

Capítulo 5: Análisis costo-beneficio
111
5.1 Tabla de costos
A continuación, se presenta un análisis de preciosos unitarios para la elaboración del
proyecto, así como la mano de obra necesaria para la elaboración del mismo.
Tabla 5.1 “Costos y mano de obra”
PINTURAS JJC S.A. DE C.V.
Cliente:
Concurso No. LICITACIÓN
Duración: 0 días naturales
Obra: Elaboración de una Máquina de Pintura Fecha: 15/05/2016
Inicio Obra: -
Fin Obra: -
DOCUMENTO
Lugar: CIUDAD DE MÉXICO, Distrito Federal
ANALISIS DE PRECIOS UNITARIOS
Código Concepto Unidad
P. Unitario
Op. Cantidad Importe %
Partida: Tablero Análisis No.: 10
Análisis: 01
PZA 1.0000 $21,379.29
Tablero de control para control del sistema, programado por PLC. El precio incluye materiales, acarreos, conexiones, herramienta y mano de obra.
MATERIALES
PLC "PLC Logo! 12/24 RCE "
PZA $2,262.07 * 1.000000 $2262.07 13.40%
MOD Módulo de ampliación Logo! DM8 12/24R PZA $1,174.83 * 1.000000 $1174.83 6.96%
CAN Canaleta 25x40mm PVC PZA $54.57 * 1.000000 $54.57 0.32%
CLE Clema Paso 2.5mm 26 - 12 AWG PZA $6.60 * 30.000000 $198.00 1.17%
LAMR Lámpara LED 16mm 110-220 VCA Roja PZA $25.00 * 1.000000 $25.00 0.15%
LAMV Lámpara LED 16mm 110-220 VCA Verde PZA $25.00 * 1.000000 $25.00 0.15%
LAMA Lámpara LED 16mm 110-220 VCA Amarilla PZA $25.00 * 1.000000 $25.00 0.15%
CLE20 Clema Portafusibles Americano 20 - 8 AWG PZA $37.82 * 2.000000 $75.64 0.45%
C Caja estancia 220X170X80 Solera PZA $144.08 * 1.000000 $144.08 0.85%
RI Riel Din Galvanico 35x7,5/LL 1m PZA $28.00 * 2.000000 $56.00 0.33%
PEG Pegamento PZA $107.91 * 1.000000 $107.91 0.64%
TO Tope Final P/Clema PZA $4.57 * 4.000000 $18.28 0.11%
TOP Tope Final Riel Din PZA $4.50 * 4.000000 $18.00 0.11%
CLE10 Clema Tierra 4mm 22 - 10 AWG PZA $22.00 * 2.000000 $44.00 0.26%
FUS Fusible 3 Ampers PZA $5.00 * 2.000000 $10.00 0.06%
CABR Cable 18 AWG Rojo m $1.54 * 70.000000 $107.80 0.64%
CABB Cable 18 AWG Blanco m $1.54 * 50.000000 $77.00 0.46%

Capítulo 5: Análisis costo-beneficio
112
ZA Zapatas PZA $1.10 * 30.000000 $33.00 0.20%
GAB Gabinete Caja de Madera 400x400x80 mm PZA $100.00 * 1.000000 $100.00 0.59%
BOT Botón de arranque Verde NA 127 V CA 5 A PZA $83.00 * 1.000000 $83.00 0.49%
BOT A Botón de paro Rojo NC 127 CA 5 A PZA $83.00 * 1.000000 $83.00 0.49%
BOT V Botón Verde con luz indicadora 127 V CA PZA $92.40 * 1.000000 $92.40 0.55%
CON Contactores Telemecanique LC1 D09 10 PZA $580.00 * 2.000000 $1160.00 6.87%
CON GAV Contactores Carlo Gavazzi CGC-9A PZA $470.00 * 1.000000 $470.00 2.79%
PAS Pastilla Termomagnetica ABB 120 VCA 20 A PZA $198.00 * 2.000000 $396.00 2.35%
TRM Termofit 1m 1/8 PZA $6.50 * 1.000000 $6.50 0.04%
TERM Termofit 1m 1/16 PZA $3.50 * 1.000000 $3.50 0.02%
LM LM 386 - 1 PZA $18.00 * 1.000000 $18.00 0.11%
RES 1 Resistencia 1 kohm 0.6 W PZA $0.40 * 2.000000 $0.80 0.00%
RES 10 Resistencia 10 kohm 0.6 W PZA $0.40 * 2.000000 $0.80 0.00%
RES 100 Resistencia 100 Ohms 0.6 W PZA $0.40 * 1.000000 $0.40 0.00%
PLA Placa fenólica 50x50 mm PZA $6.00 * 1.000000 $6.00 0.04%
BOR Bornera 2 pines PZA $6.00 * 3.000000 $18.00 0.11%
SEN Sensor LM35 PZA $26.50 * 1.000000 $26.50 0.16%
RE Relé Carlo Gavazzi RCP8 602 10A PZA $130.00 * 1.000000 $130.00 0.77%
LLA Llave de seguridad 120 V CA 5 A PZA $286.00 * 1.000000 $286.00 1.69%
MOT Motorreductor 20 V DC 1 A PZA $60.00 * 2.000000 $120.00 0.71%
F20V Fuente de 20 V DC PZA $250.00 * 1.000000 $250.00 1.48%
F24V Fuente 24 V DC Unitronics PZA $570.00 * 1.000000 $570.00 3.38%
RES 2 Resistencia Eléctrica 2 KW a 120 VCA PZA $80.00 * 1.000000 $80.00 0.47%
MOT 13 Motorreductor 13VDC PZA $200.00 * 1.000000 $200.00 1.19%
CABL Cable UTP categoría 5 RJ45 m $14.00 * 1.000000 $14.00 0.08%
FDC Fin de carrera LS-Titan DIN Moeller PZA $300.00 * 2.000000 $600.00 3.56%
BOMB Bomba sumergible Modelo WP 950 PZA $435.00 * 1.000000 $435.00 2.58%
MOT TR Motor trifásico ASEA 1680 rpm 2.2 A 0.5 HP PZA $950.00 * 1.000000 $950.00 5.63%
N3 N3 Inverter Series TECO Drive 3 HP PZA $4,500.00 * 1.000000 $4500.00 26.66%
SUBTOTAL: MATERIALES
$15056.08 89.21%
MANO DE OBRA
TEC ELEC Técnico Especializado Electricista jor $350.00 * 4.000000 $1400.00 8.30%
SUBTOTAL: MANO DE OBRA
$1400.00 8.30%
EQUIPO Y HERRAMIENTA
Herr Herramienta % $1,400.00 * 0.300000 $420.00 2.49%
SUBTOTAL: EQUIPO Y HERRAMIENTA
$420.00 2.49%
(CD) Costo directo
$16,876.08 100.00%
(CI) INDIRECTOS 15.0000% $2,531.41
SUBTOTAL1 $19,407.49
(CF) FINANCIAMIENTO 2.0000% $388.15
SUBTOTAL2 $19,795.64
(CU) UTILIDAD 8.0000% $1,583.65
PRECIO UNITARIO (CD+CI+CF+CU)
$21,379.29
(* VEINTIUN MIL TRESCIENTOS SETENTA Y NUEVE PESOS 29/100 M.N. *)
Partida: Base Análisis No.: 10
Análisis: BAS02
PZA 1.0000 $1,726.08
Base de madera Triplay de 2 x 3m. El precio incluye, materiales, mano de obra, cortes, acarreos y herramienta.

Capítulo 5: Análisis costo-beneficio
113
MATERIALES
tri Hoja de madera triplay de 30 mm de espesor m2 $400.00 * 3.000000 $1200.00 88.07%
SUBTOTAL: MATERIALES
$1200.00 88.07%
MANO DE OBRA
car Oficial Carpintero jor $250.00 * 0.500000 $125.00 9.17%
SUBTOTAL: MANO DE OBRA
$125.00 9.17%
EQUIPO Y HERRAMIENTA
Herr Herramienta % $125.00 * 0.300000 $37.50 2.75%
SUBTOTAL: EQUIPO Y HERRAMIENTA
$37.50 2.75%
(CD) Costo directo
$1,362.50 100.00%
(CI) INDIRECTOS 15.0000% $204.38
SUBTOTAL1 $1,566.88
(CF) FINANCIAMIENTO 2.0000% $31.34
SUBTOTAL2 $1,598.22
(CU) UTILIDAD 8.0000% $127.86
PRECIO UNITARIO (CD+CI+CF+CU)
$1,726.08
(* UN MIL SETECIENTOS VEINTISEIS PESOS 08/100 M.N. *)
Partida: Estructura Análisis No.: 10
Análisis: EST 03
PZA 1.0000 $3,658.52
Estructura a base de ángulos de herrería de 3/4" y soleras de 1'' soldados con soldadura de electrodo. El precio incluye materiales, acarreos, cortes, habilitado, armado, soldado, herramienta y mano de obra.
MATERIALES
BOL Bolsa de 100 cinchos 15 cm PZA $18.00 * 1.000000 $18.00 0.62%
TORN Tornillos Pzas $0.50 * 20.000000 $10.00 0.35%
TUER Tuercas Pzas $0.50 * 10.000000 $5.00 0.17%
ROND Rondanas Pzas $0.50 * 10.000000 $5.00 0.17%
CONT Cinta de Aislar Pzas $10.50 * 2.000000 $21.00 0.73%
PINT Pintura Aerosol Pzas $30.00 * 3.000000 $90.00 3.12%
SOL E Soldadura Elecrodo Kg $70.00 * 1.000000 $70.00 2.42%
SOL ES Soldadura de estaño m $5.00 * 2.000000 $10.00 0.35%
PA Pasta PZA $10.00 * 1.000000 $10.00 0.35%
ANG Ángulo de 3/4 pulg. m $42.00 * 5.000000 $210.00 7.27%
PIJ Pijas de madera 1 pulg. Pzas $0.50 * 30.000000 $15.00 0.52%
ABRA Abrazadera tipo omega de 3/4 pulg. PZA $3.00 * 1.000000 $3.00 0.10%
ANG 1 ángulo 1 pulg. m $90.00 * 3.000000 $270.00 9.35%
SOL 1 Solera 1 Pulg. m $40.00 * 2.000000 $80.00 2.77%
RED Redondo de 1/2 pulg. m $50.00 * 2.000000 $100.00 3.46%
KOL KolaLoka PZA $25.00 * 1.000000 $25.00 0.87%
PLAS Plastiloca PZA $19.00 * 1.000000 $19.00 0.66%
PEG Pegamento PZA $107.91 * 1.000000 $107.91 3.74%
BIC Bicarbonato PZA $4.00 * 1.000000 $4.00 0.14%
SIL Silicón Frío para PVC PZA $30.00 * 1.000000 $30.00 1.04%
PEG PVC Pegamento para PVC PZA $40.00 * 1.000000 $40.00 1.39%
CAO Caolín Coloidal Kg $66.00 * 1.000000 $66.00 2.29%
DIOX Dióxido de Titanio Kg $234.00 * 1.000000 $234.00 8.10%
CLOR Cloruro Ferrico PZA $30.00 * 1.000000 $30.00 1.04%

Capítulo 5: Análisis costo-beneficio
114
SUBTOTAL: MATERIALES
$1472.91 51.00%
MANO DE OBRA
OFHERR Oficial Herrero jor $350.00 * 1.000000 $350.00 12.12%
SUBTOTAL: MANO DE OBRA
$350.00 12.12%
EQUIPO Y HERRAMIENTA
Herr Herramienta % $350.00 * 0.300000 $105.00 3.64%
PS Planta de Soldar HR $120.00 * 8.000000 $960.00 33.24%
SUBTOTAL: EQUIPO Y HERRAMIENTA
$1065.00 36.88%
(CD) Costo directo
$2,887.91 100.00%
(CI) INDIRECTOS 15.0000% $433.19
SUBTOTAL1 $3,321.10
(CF) FINANCIAMIENTO 2.0000% $66.42
SUBTOTAL2 $3,387.52
(CU) UTILIDAD 8.0000% $271.00
PRECIO UNITARIO (CD+CI+CF+CU)
$3,658.52
(* TRES MIL SEISCIENTOS CINCUENTA Y OCHO PESOS 52/100 M.N. *)
Partida: Armado y Programaci Análisis No.: 10
Análisis: ARM 04
PZA 1.0000 $5,130.70
Armado por medios manuales y programado a base de softwares LOGO! SIEMENS y Labview. El precio incluye colocación, armado, pruebas de calidad, mano de obra y herramienta.
MANO DE OBRA
ING Ingeniero de Control y Automatización jor $450.00 * 9.000000 $4050.00 100.00%
SUBTOTAL: MANO DE OBRA
$4050.00 100.00%
(CD) Costo directo
$4,050.00 100.00%
(CI) INDIRECTOS 15.0000% $607.50
SUBTOTAL1 $4,657.50
(CF) FINANCIAMIENTO 2.0000% $93.15
SUBTOTAL2 $4,750.65
(CU) UTILIDAD 8.0000% $380.05
PRECIO UNITARIO (CD+CI+CF+CU)
$5,130.70
(* CINCO MIL CIENTO TREINTA PESOS 70/100 M.N. *)
TOTAL
$31,894.59
Como se muestra en la tabla 5.1 el costo total para la elaboración de una planta piloto
es de $31,849.59 MXN, en un tiempo aproximado de 3 semanas para su elaboración y
una jornada de 8 horas diarias de lunes a viernes.

Capítulo 5: Análisis costo-beneficio
115
5.2 Fijación de precios
Como toda venta de proyecto, el comprador espera obtener un margen de ganancia
sobre la inversión. La única manera en la que el emprendedor puede recuperar su
inversión y obtener ganancias es con la venta de la pintura al mercado, para ello se
fijará un precio de venta.
Existen diferentes elementos que se integran para la asignación de precios de un
producto o servicio, tales como:
Factores internos: Cantidad, coste, precios, beneficios que se fijan, medios de
producción.
Factores externos: Mercado, promoción, tipo de clientes, zonas geográficas,
canales de distribución.
Algunas de las estrategias generales para fijar precios son:
a) Fijación de precios basada en el costo
- Fijación de precios de costo más margen: es uno de los métodos más
simples, consiste en sumar un sobreprecio estándar al costo del producto.
- Fijación de precios por utilidades meta: consiste en fijar un precio con el fin
de obtener cierta utilidad que es establecida como meta u objetivo.
b) Fijación de precios basada en la competencia
Los consumidores basan sus juicios acerca del valor de un producto en los
productos que los diferentes competidores cobran por productos similares.
- Fijación de precios de tasa vigente: consiste en fijar el precio siguiendo los
valores actuales de los demás competidores, sin basarse en los costos o en
la demanda. Es una estrategia popular cuando la elasticidad de la demanda
es difícil de medir. Se evitan guerras de precios.
- Fijación de precios por licitación sellada: se utiliza cuando las compañías
licitan para obtener contratos, y basan sus precios en el precio que se cree
establecerán sus competidores a la licitación.
c) Fijación de precios basada en el valor
Esta estrategia basa su precio en la percepción que los clientes tienen sobre el
producto y no en el costo del mismo. Esto implica que la compañía no puede
diseñar un producto y un programa de marketing y luego establecer el precio,
sino que el precio se considere junto con las otras variables de la mezcla de
marketing antes de establecer el programa de marketing.
Fijación de precios basada en el costo

Capítulo 5: Análisis costo-beneficio
116
De las estrategias mencionadas anteriormente la que se decidió implementar es la de
“Fijación de precios de costo más margen”, ya que éste sistema ignora los precios de
los competidores, la demanda actual y el valor que los consumidores asignan al
producto, además del valor percibido.
5.2.1 Fijación de precio para venta de pintura
Suponiendo que el emprendedor elabora pintura ecológica con las siguientes
cantidades de ingredientes para la obtención 10 litros de pintura.
Tabla 5.2 “Costo neto de pintura”
Ingrediente Costo
6.000 kg de nopal opuntia ficus indica $12.00
0.720 kg de caolín $47.52
0.240 kg de $56.16
Costo neto de pintura $115.68
Considerando que la pintura sea envasada en botes con tapa con las siguientes
características:
Capacidad: 10 litros.
Dimensiones: 24 centímetros (diámetro de la boca) y 24 centímetros
(altura).
Composición:
PEAO (Polietileno de alta densidad) 65050 y PEBO
(Polietileno de baja densidad) 17070, cumpliendo con las
normas y lineamientos para contener alimentos ya que está
compuesta de material virgen.
El costo del envase es $24.00
Por lo tanto, el costo TOTAL del producto terminado es de: $ 139.68 MXN
Se desea obtener un margen de ganancia del 40%, por lo tanto, el precio final de
venta del producto al consumidor es de: $ 195.55

Capítulo 5: Análisis costo-beneficio
117
Nota: Para la fijación del precio de la venta de la pintura no se están
considerando los costos indirectos, tales como:
- Gastos de transporte
- Electricidad
- Servicio de agua
- Renta del local
- Mano de obra del operador, entre otros.
Nota 2: Los precios de los insumos son variables así que el precio puede sufrir
modificaciones.
5.3 Retorno de la inversión
Se desea tener una ganancia del 50% sobre el costo total de la fabricación de la planta
piloto, por lo tanto, el precio final será de: $47,841.88 MXN al consumidor. Por lo tanto,
para recuperar el precio de la inversión inicial sobre la planta se realiza el siguiente
análisis.
Utilidad por cada bote de pintura.
Considerando que se venden 80 botes de pintura al mes se tiene lo siguiente con un
margen de variancia del 10 % en la venta de la pintura mensualmente.
Utilidad por 80 botes de pintura al mes.
El Retorno de la Inversión (ROI) será de 9.34 % al mes con un margen de variancia
del 10% sobre la ROI.
Número de meses para el retorno de la inversión.

Capítulo 5: Análisis costo-beneficio
118
Se concluye que, para recuperar la inversión de la planta piloto, se deben de vender
un aproximado de 856 botes de pintura en un periodo de 10.7 meses.

Conclusiones
119
Conclusiones
Durante la realización de este proyecto se implementó un prototipo semiautomático
para la elaboración de una pintura ecológica a base de baba de nopal.
Dicho prototipo estandarizó la obtención de las resinas de nopal a través de la
implementación de un control en lazo cerrado tipo ON/OFF con histéresis, el cual
reguló la temperatura de la mezcla agua-nopal en un rango de 78 a 82°C durante una
hora, de ésta manera se obtuvo el mayor rendimiento de extracción de baba de nopal.
Asimismo, se redujo el tiempo de obtención de la resina de 24 horas, como se
realizaba de manera manual, a 1 hora con 40 minutos aproximadamente, para una
producción de 10L de pintura (relación 1kg. de nopal por 1.1L de agua). Sin embargo,
éste tiempo puede variar en función de la cantidad de pintura que se desee fabricar,
así como de las condiciones medio ambientales.
En cuanto al sistema de dosificación de tornillo sin fin se obtuvo un error del ±9% con
el dóxido de titanio y un error de ±6% con el caolín, dicho margen de error no afecta la
calidad de la pintura, debido a la naturaleza del producto.
Con este proceso se logra también aprovechar las pencas de nopal que son
regularmente tratadas como desecho, debido a la poda cotidiana que se le realiza a
los nopales tuneros, dándole a estos un uso para la elaboración de una pintura
ecológica, económica y accesible a cualquier sector de la población.
Finalmente, la pintura a base de nopal se adecua para la aplicación en superficies
porosas, como madera, piedra, muros y concreto, siendo susceptible a degradación si
se expone a condiciones de lluvia y alta humedad. Cabe mencionar, que pese a sus
limitaciones, la fabricación de ésta pintura es económica, en comparación con otras
pinturas convencionales comerciales y puede ser utilizada de igual manera como
medio decorativo y protección de superficies en interiores.

Recomendaciones y trabajos futuros
120
Recomendaciones y trabajos futuros
Como se pudo observar durante la realización de este trabajo, el proceso para la
elaboración de pintura de nopal está limitado. Se propuso una semi automatización, ya
que una completa automatización implicaba más inversión de recursos materiales y
económicos, así como de un lapso de tiempo mayor para su fabricación.
Una fase importante que se podría automatizar sería la limpieza de espinas de las
pencas, así como su corte en cubos, reduciendo aún más el tiempo total del proceso.
Asimismo, como la extracción de los residuos de nopal una vez concluido el proceso
de extracción de resina.
Una interfaz hombre-máquina puede ser implementada para observar gráficamente las
etapas del proceso y su accionamiento, así como el perfil de temperatura de
calentamiento en una gráfica.
El sensor de temperatura LM35 puede ser sustituido por una sonda sumergible que
aumente la confiablidad de las lecturas de temperatura y resista las condiciones de
proceso.
Para evitar pérdidas de calor al momento del calentamiento de la solución agua-nopal
un aislante térmico puede ser colocado alrededor del tanque agitador. Estos aislantes
pueden ser de diferentes componentes tales como fibra de vidrio, lana mineral, silicato
de calcio, poliuretano, pyrogel, entre otros. Cada uno de ellos tiene un rango de
temperatura específico para cada aplicación.
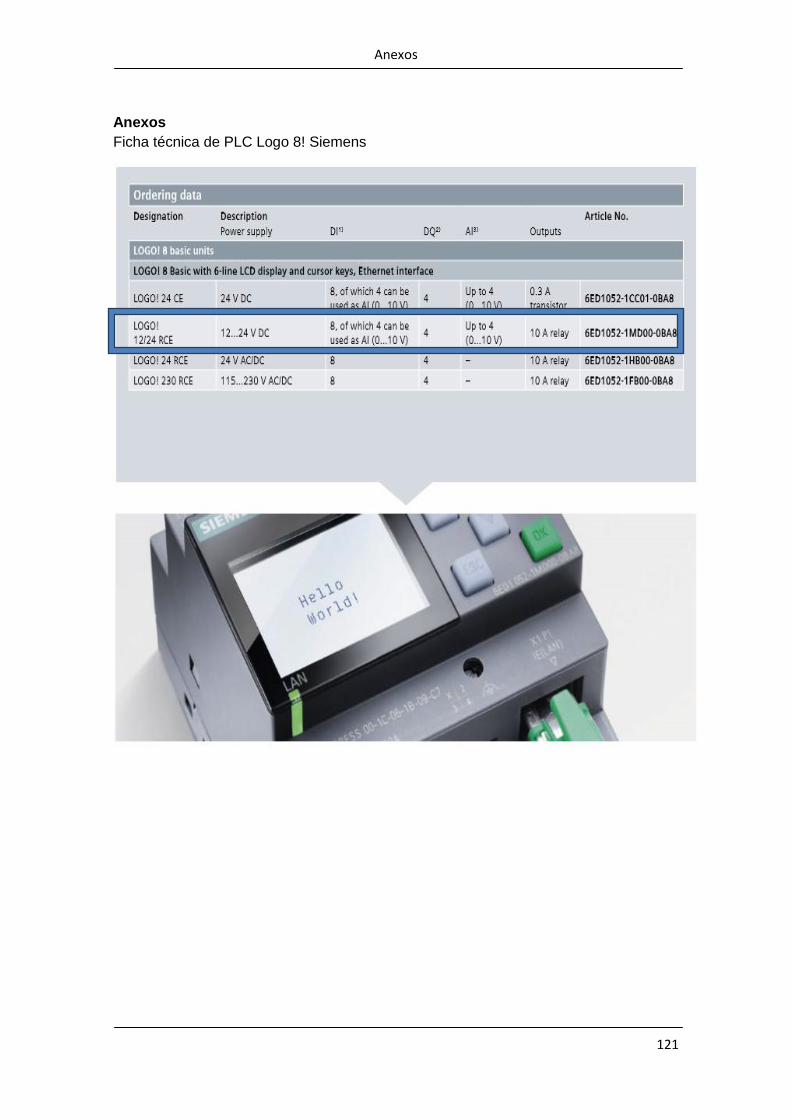
Anexos
121
Anexos
Ficha técnica de PLC Logo 8! Siemens

Anexos
122
Ficha técnica de módulo de expansión para PLC Logo 8! Siemens
[1] Simply ingenious for small automation tasks, logic module, SIEMENS, pp. 3,5

Anexos
123
Ficha técnica para interruptores final de carrera DIN
[2] LS-Titan Products, pp. 2

Anexos
124
Datasheet de sensor de temperature LM35

Anexos
125
Datasheet de amplificador operacional LM386

Anexos
126
Diagrama de control

Anexos
127
Diagrama de fuerza

Anexos
128
Plano general de conexiones

Anexos
129
Diagrama de Tubería e Instrumentación

Anexos
130
PCB de acondicionamiento de señal

Referencias
131
Referencias [1] ABB. (s.f.). Obtenido de
http://www.abb.com/cawp/seitp202/4295236601eae40ac1257bf6004ad128.aspx
[2] Bio-Agricultura. (s.f.). Obtenido de
https://bioagricultura.wordpress.com/2011/06/07/cultivos-de-nopal-en-mexico/
[3] Carbonell, J. C. (2009). Pinturas y recubrimientos: Introducción a su tecnología. Madrid,
España.
[4] Conceptodefinición.de. (s.f.). Obtenido de http://conceptodefinicion.de/temperatura/
[5] El nopal en México. (s.f.). Arqueología Mexicana.
[6] Electricfor. (s.f.). Obtenido de http://www.electricfor.es/es/16523/Resistencias-para-
inmersion.htm
[7] Favela, B. G. (2013). Mucíalgo de nopal (Opuntia spp.) sobre propiedades
micromorfológicas y estructurales del suelo en trigo. Montecillo, Texcoco, Estado de
México, México.
[8] García, C. (s.f.). Controle de Processos Industrias. Sao Paulo, Brasil.
[9] Grupo VIDMAR. (s.f.). Obtenido de http://vidmargroup.com/productos-
servicios/pesaje-continuo-y-dosificacion/sinfin-dosificador/
[10] Industrial Systems Engineering. (s.f.). Obtenido de
http://www.ieec.uned.es/investigacion/Dipseil/PAC/archivos/Informacion_de_referen
cia_ISE2_1_1.pdf
[11] Instituto Cultural de León. (s.f.). Obtenido de
http://institutoculturaldeleon.org.mx/icl/story/741/Pintura-verde-y-barata-con-baba-
de-nopal#.Vz5CLvnhCUl
[12] Manzanero, J. (s.f.). Mimbrea. Obtenido de http://www.mimbrea.com/pinturas-
ecologicas/
[13] McCabe, W. L. (2007). Operaciones Unitarias en Ingeniería Química. McGraw
Hill/Interamericana Editores S.A. de C.V.
[14] Peña, L. F. (1994). Nopal tunero Opuntia SPP. Ciudad de México: INE.
[15] Pinto mi casa. (s.f.). Obtenido de http://www.pintomicasa.com/2008/07/pintura-con-
baba-de-nopal.html
[16] Procuraduría Federal del Consumidor . (s.f.). Obtenido de
http://www.profeco.gob.mx/tecnologias/usohogar/pinnopal.asp

Referencias
132
[17] Schneider Electric. (s.f.). Obtenido de http://www.schneider-
electric.com.ar/documents/recursos/myce/capitulo04_1907.pdf
[18] Secretaría de Agricultura, Ganadería, Desarrollo Rural, Pesca y Alimentación
(SAGARPA). (s.f.). Obtenido de
http://www.sagarpa.gob.mx/saladeprensa/2012/Paginas/2013B273.aspx
[19] Solé, A. C. (2011). Instrumentación Industrial. Barcelona, España: Alfaomega Grupo
Editor, S.A. de C.V.
[20] Texas Instruments. (s.f.). Obtenido de http://www.ti.com/lit/ds/symlink/lm35.pdf
[21] Villaseñor, M. A. (2008). Efecto del método de extracción en las características
químicas y físicas del mucílago del nopal (Opuntia ficus-indica) y estudio de su
aplicación como recubrimiento comestible. Valencia.