insourcing de componentes en el sector de …materias.fi.uba.ar/7299/blasi levy resumen...
TRANSCRIPT
Gonzalo Blasi Padrón 80504 RESUMEN EJECUTIVO - 1 - Karina Levy Padrón 80129
Universidad de Buenos Aires Facultad de Ingeniería
72.99 - Trabajo Profesional de Ingeniería Industrial
INSOURCING DE COMPONENTES EN EL SECTOR DE MECANIZADO
INDUSTRIA AUTOPARTISTA Empresa: DANA ARGENTINA S.A. Integrantes :
Gonzalo Blasi Karina Levy Padrón Nº: 80.504 Padrón Nº: 80.129
Docente: Ing. Gustavo Medrano Tutor: Ing. Alejandro Saroka
TP Nº:
23 de Septiembre de 2009
FACULTAD DE INGENIERIA – UNIVERSIDAD DE BUENOS AIRESTRABAJO PROFESIONAL DE INGENIERIA INDUSTRIAL – 72.99
Proyecto de Insourcing de Componentes
Gonzalo Blasi Padrón 80504 RESUMEN EJECUTIVO - 2 - Karina Levy Padrón 80129
INDICE
1 INTRODUCCION .................................................................................................................. 3 1.1 El Proyecto de Insourcing de Componentes en el Sector de Mecanizado .................... 3
1.1.1 ¿Qué entendemos por Insourcing de Componentes en el Sector de Mecanizado? ....................................................................................................................... 3 1.1.2 La Empresa ........................................................................................................... 3 1.1.3 Objetivo del Trabajo Profesional ........................................................................ 3 1.1.4 Origen del proyecto ............................................................................................. 4 1.1.5 Metodología empleada ......................................................................................... 4
2 ESTUDIO DE MERCADO .................................................................................................... 4 2.1 Introducción ................................................................................................................... 4 2.2 Situación Global de la Industria Automotriz y Autopartista ............................................ 4 2.3 Situación Regional: Mercosur ........................................................................................ 5 2.4 Situación de la Industria en Argentina ........................................................................... 5 2.5 Análisis F.O.D.A.: Dana Cardanes S.A. ........................................................................ 6 2.6 Proyección de Demanda ............................................................................................... 6 2.7 Conclusiones ................................................................................................................. 7
3 ESTUDIO DE INGENIERIA .................................................................................................. 7 3.1 Introducción ................................................................................................................... 7 3.2 Elección de los componentes ........................................................................................ 7 3.3 Definición de las operaciones necesarias ..................................................................... 9 3.4 Análisis de capacidad faltante ..................................................................................... 10 3.5 Selección de herramental y centro de mecanizado ..................................................... 12
3.5.1 Herramental ........................................................................................................ 12 3.5.2 Centro de Mecanizado ....................................................................................... 12
3.6 Impacto en el Proceso Actual ...................................................................................... 13 3.6.1 Planificación de la Producción ......................................................................... 13
3.7 Cambios en la dotación ............................................................................................... 14 3.8 Inventarios ................................................................................................................... 14 3.9 Layout .......................................................................................................................... 15
4 ESTUDIO DE RENTABILIDAD Y RIESGO DEL PROYECTO ........................................... 16 4.1 Introducción ................................................................................................................. 16 4.2 Definición de los Costos del Proyecto ......................................................................... 17 4.3 Cuadro de Resultados ................................................................................................. 17
4.3.1 Utilidad Operativa del Proyecto ........................................................................ 17 4.3.2 Cuadro de Resultados ....................................................................................... 18
4.4 Definición del Flujo de Fondos del Proyecto ............................................................... 19 4.5 Análisis de Rentabilidad del Proyecto ......................................................................... 19 4.6 Análisis de Sensibilidad y Riesgo del Proyecto ........................................................... 19 4.7 Conclusión ................................................................................................................... 20
FACULTAD DE INGENIERIA – UNIVERSIDAD DE BUENOS AIRESTRABAJO PROFESIONAL DE INGENIERIA INDUSTRIAL – 72.99
Proyecto de Insourcing de Componentes
Gonzalo Blasi Padrón 80504 RESUMEN EJECUTIVO 3 Karina Levy Padrón 80129
1 INTRODUCCION
1.1 El Proyecto de Insourcing de Componentes en el Sector de Mecanizado
1.1.1 ¿Qué entendemos por Insourcing de Componentes en el Sector de Mecanizado?
El concepto de “Insourcing” es justamente el opuesto al de “Outsourcing”. Mientras el “Outsourcing” consiste en la tercerización de una actividad, operación o servicio relacionado al proceso de producción de una planta, el “Insourcing” consiste en la inclusión de una nueva actividad, operación o servicio, dentro del proceso productivo existente en una planta industrial.
1.1.2 La Empresa
Dana Argentina S.A. (DASA) es la filial localizada en Argentina de la compañía multinacional Dana Corporation. Esta última es líder global en el diseño, ingeniería y producción de partes y sistemas con valor agregado para fabricantes de automóviles, vehículos comerciales y fuera de carretera. En su división Cardanes, la empresa produce y comercializa soluciones de transmisión de movimiento para vehículos pick up. La planta se encuentra ubicada en el Talar de Pacheco, Ciudad de Buenos Aires y posee dos sectores bien diferenciados:
1. Sector de Ensamble de Cardanes
2. Sector de Mecanizado de Componentes
En este sector es donde toma lugar puntualmente el proyecto.
Actualmente se lleva a cabo el mecanizado de un sólo componente. El mismo se llama End Yoke.
Dana Cardanes S.A. tiene dos clientes:
Toyota. Modelo: Pick Up Hilux Ford. Modelo: Pick Up Ranger
1.1.3 Objetivo del Trabajo Profesional
El Objetivo de nuestro Trabajo Profesional es analizar la factibilidad de un proyecto de Insourcing de Componentes o Sustitución de Importaciones, con el objetivo de generar una reducción de costos de al menos un 10% anual, durante los próximos 5 años.
FACULTAD DE INGENIERIA – UNIVERSIDAD DE BUENOS AIRESTRABAJO PROFESIONAL DE INGENIERIA INDUSTRIAL – 72.99
Proyecto de Insourcing de Componentes
Gonzalo Blasi Padrón 80504 RESUMEN EJECUTIVO 4 Karina Levy Padrón 80129
1.1.4 Origen del proyecto
El Insourcing de componentes surge de la combinación de dos factores:
el 70% de los componentes de un cardan son importados y suponemos que los costos logísticos de los mismos son un potencial ahorro.
el sector de mecanizado de componentes tiene capacidad ociosa y la flexibilidad suficiente para producir algunos de los componentes que actualmente son importados.
1.1.5 Metodología empleada
El siguiente trabajo se ha realizado en cuatro etapas:
RELEVEMIENTO DE INFORMACIÓN
ESTUDIO DE MERCADO
ESTUDIO DE RENTABILIDAD Y
RIESGO
ESTUDIO DE INGENIERÍA
En el Estudio de Mercado analizamos el marco global, regional y local en el que se desarrollan la industria automotriz y autopartista, con el fin de:
1. Detectar fortalezas, oportunidades, ventajas y desventajas para la empresa y particularmente para el proyecto.
2. Estimar una proyección para la demanda futura de camionetas, lo cual generará la demanda de cardanes, y a su vez de componentes mecanizados.
El Relevamiento de Información consistió en una recopilación de todos los datos necesarios para entender como opera la empresa actualmente, que recursos posee y de que manera los administra. Asimismo, en el Estudio de Ingeniería seleccionamos los componentes a nacionalizar, definimos el proceso de producción de los mismos y analizamos el impacto sobre la planta existente. Finalmente, realizamos el Estudio de Rentabilidad y Riesgo del proyecto, utilizando para ello los indicadores financieros VAN, TIR y PRC, para así poder dimensionar el valor que el mismo aportaría a la compañía.
2 ESTUDIO DE MERCADO
2.1 Introducción En el siguiente diagrama de bloques reflejamos el análisis metodológico que empleamos a lo largo de esta etapa del proyecto, i.e. de lo general a lo particular:
SITUACIÓN REGIONAL DE LA
INDUSTRIA
SITUACIÓN GLOBAL DE LA INDUSTRIA
ANÁLISIS DE LA EMPRESA Y SU
ENTORNO
SITUACIÓN DE LA INDUSTRIA EN
ARGENTINA
2.2 Situación Global de la Industria Automotriz y Autopartista Las tendencias desde finales del siglo pasado hasta el 2009 revelaron crecimientos decrecientes en los países desarrollados, un incremento en la diversidad de modelos, normativas y regulaciones gubernamentales exigentes en aspectos técnicos y de seguridad, innovaciones tecnológicas para incrementar participación en el mercado y presión sobre los precios y costos elevados. La estrategia de las empresas terminales ha resultado en una planificación de negocios a escala global, reorganización de procesos productivos en módulos para optimizar costos e innovaciones, abastecimiento y producción de plataformas regionales, inversión de las terminales en mercados emergentes de bajo costo, captura de valor agregado generado en torno a la vinculación con los
FACULTAD DE INGENIERIA – UNIVERSIDAD DE BUENOS AIRESTRABAJO PROFESIONAL DE INGENIERIA INDUSTRIAL – 72.99
Proyecto de Insourcing de Componentes
Gonzalo Blasi Padrón 80504 RESUMEN EJECUTIVO 5 Karina Levy Padrón 80129
clientes (diseño, el manejo de las marcas) y entrega de parte de la responsabilidad del desarrollo, manufactura y ensamblado de conjuntos importantes a sus proveedores transfiriendo a los mismos una participación cada vez mayor en el valor agregado de la industria. Siguiendo estas estrategias las empresas autopartistas han realizado adquisiciones y Joint Ventures con empresas locales por parte de empresas globales, esto ha resultado en un rol mas relevante para los proveedores del primer anillo quienes a su vez coordinan a los anillos restantes.
2.3 Situación Regional: Mercosur Al año 2008, el 90% de la producción total de vehículos en el Mercosur estuvo cubierto principalmente por Brasil con el 75% y luego por Argentina con el 13%. Es justamente en estos dos países donde está el mayor consumo de los modelos de los clientes de Dana. En el año 2008, los volúmenes de ventas de la Ranger en Brasil y Argentina, representaron para Ford un 60% de las ventas totales de ese modelo en la Región. Mientras que en el primer semestre del año 2009, representaron un 73%. De igual manera, las ventas de la Hilux en Brasil y Argentina, representaron para Toyota un 64% y un 90% de las ventas totales de la región, en el año 2008 y primer semestre del 2009 respectivamente. Es decir, que ambos países representan el mercado principal para los clientes de Dana. La crisis financiera que ha venido azotando al mundo durante el último año, generó un descenso en los niveles de actividad de muchas de las economías de la región durante el año 2008 y el primer semestre del 2009. Aún así las previsiones de crecimiento en los niveles de PBI de las principales economías en su conjunto (Brasil, Chile y Argentina) es del 3% para el 2do. semestre del año 2009.
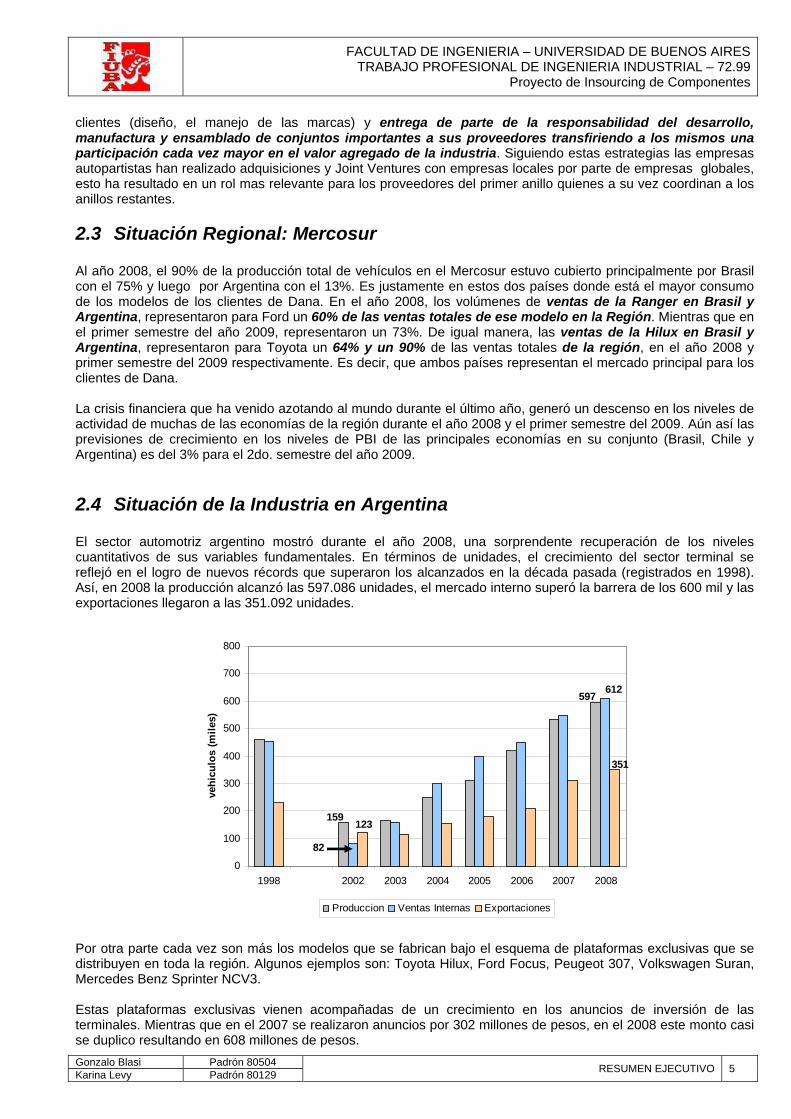
2.4 Situación de la Industria en Argentina El sector automotriz argentino mostró durante el año 2008, una sorprendente recuperación de los niveles cuantitativos de sus variables fundamentales. En términos de unidades, el crecimiento del sector terminal se reflejó en el logro de nuevos récords que superaron los alcanzados en la década pasada (registrados en 1998). Así, en 2008 la producción alcanzó las 597.086 unidades, el mercado interno superó la barrera de los 600 mil y las exportaciones llegaron a las 351.092 unidades.
159
597
82
612
123
351
0
100
200
300
400
500
600
700
800
1998 2002 2003 2004 2005 2006 2007 2008
vehi
culo
s (m
iles)
Produccion Ventas Internas Exportaciones
Por otra parte cada vez son más los modelos que se fabrican bajo el esquema de plataformas exclusivas que se distribuyen en toda la región. Algunos ejemplos son: Toyota Hilux, Ford Focus, Peugeot 307, Volkswagen Suran, Mercedes Benz Sprinter NCV3. Estas plataformas exclusivas vienen acompañadas de un crecimiento en los anuncios de inversión de las terminales. Mientras que en el 2007 se realizaron anuncios por 302 millones de pesos, en el 2008 este monto casi se duplico resultando en 608 millones de pesos.
FACULTAD DE INGENIERIA – UNIVERSIDAD DE BUENOS AIRESTRABAJO PROFESIONAL DE INGENIERIA INDUSTRIAL – 72.99
Proyecto de Insourcing de Componentes
Gonzalo Blasi Padrón 80504 RESUMEN EJECUTIVO 6 Karina Levy Padrón 80129
2.5 Análisis F.O.D.A.: Dana Cardanes S.A. Dentro de este contexto desarrolla sus actividades Dana Cardanes. A continuación el análisis FODA que realizamos para la empresa. Diagnostico externo Oportunidades:
• Tipo de cambio favorable a la sustitución de importaciones y exportación • Plataformas exclusivas para Argentina. • Futuras inversiones en el sector automotriz y autopartista Argentino. • Las políticas actuales de desarrollo de proveedores de primer anillo por parte de las terminales.
Amenazas:
• Subsidios estatales en Brasil para instalación de terminales y autopartistas. • Desactualización tecnológica puede dejar obsoletas las inversiones realizadas en Argentina. • Inestabilidad social y políticas cortoplacistas pueden hacer que las inversiones extranjeras se orienten a
otros destinos. • Posible autoabastecimiento por parte del cliente. Toyota posee planta de cardanes en Japón. • Otras empresas comienzan a interesarse en la producción de cardanes. • Fuerte crecimiento de la industria autopartista China y crecimiento de su exportación.
Radiografía Interna Fortalezas
• Dana posee una relación contractual duradera con sus clientes Ford y Toyota. • Dana es la única empresa de primer anillo productora de cardanes en la Argentina y por lo tanto presenta
una fuerte barrera de entrada a otros competidores. • Dana provee a la empresa automotriz número uno en el mundo (Toyota) cumpliendo con sus altos
estándares de calidad. • Proximidad con los clientes (terminales automotrices instaladas en el país). • Surgimiento de nuevos proyectos de las terminales instaladas en la Argentina, que requerirán
abastecimiento de cardanes (Robust Pick Up de Volkswagen, T6 de Ford). Debilidades
• Antigüedad de equipos. • Equipos diseñados para operaciones específicas.
2.6 Proyección de Demanda Si bien ambos clientes de Dana le envían pronósticos de venta a dos años, y se considera a la demanda como dada por el cliente, hemos realizado una proyección de la misma para estimarla a mediano plazo y tenerla como input para explosionar la cantidad de cardanes y de componentes a producir en cada año. Hemos estimado la demanda correlacionándola con un indicador macroeconómico, en nuestro caso el que mejor se ajustaba era el PBI del sector de manufactura.
FACULTAD DE INGENIERIA – UNIVERSIDAD DE BUENOS AIRESTRABAJO PROFESIONAL DE INGENIERIA INDUSTRIAL – 72.99
Proyecto de Insourcing de Componentes
Gonzalo Blasi Padrón 80504 RESUMEN EJECUTIVO 7 Karina Levy Padrón 80129
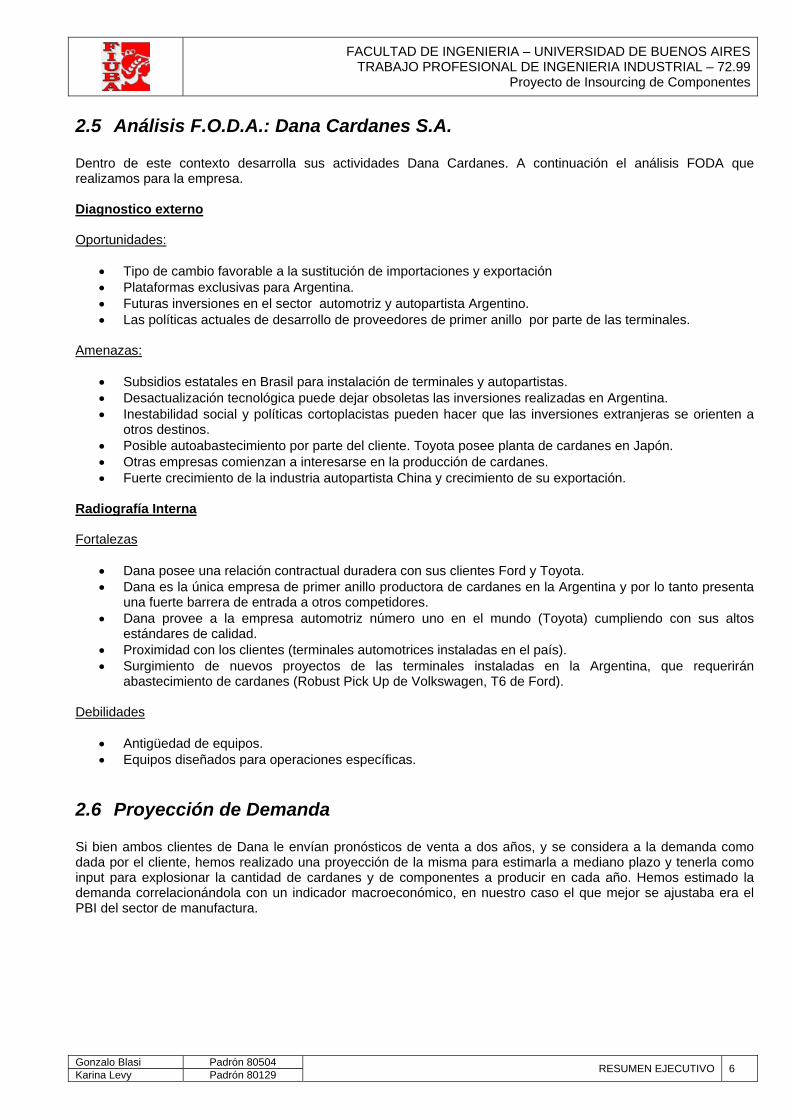
De este modo obtuvimos la proyección de camionetas que se muestra en el grafico a continuación:
2.7 Conclusiones Teniendo en cuenta la situación de la industria global, regional, local y el análisis FODA de la empresa, podemos concluir lo siguiente:
• La región del Mercosur presenta un panorama optimista para el próximo año, frente a la crisis financiera mundial.
• Dana presenta barreras de entrada altas contra posibles competidores en el mercado local. • Los contratos globales con sus clientes garantizan un volumen de producción estable para Dana.
3 ESTUDIO DE INGENIERIA
3.1 Introducción Comenzamos el Estudio de Ingeniería haciendo un relevamiento en planta de los siguientes puntos:
• Built of Materials (BOM) del Cardan • Operaciones en el Sector de Mecanizado • Equipos en el Sector de Mecanizado • Capacidad de los Equipos del Sector de Mecanizado • Dotación en el Sector de Mecanizado • Layout del Sector de Mecanizado
Luego desarrollamos la propuesta técnica para el Insourcing de Componentes en las siguientes etapas:
Elección de los Componentes
Impacto en el proceso actual
Selección de Herramental y
Maquinaria
Análisis de Capacidad Faltante
Definición de las Operaciones Necesarias
3.2 Elección de los componentes El 80% del gasto que tiene Dana en componentes para ensamblar cardanes, corresponde a cuatro proveedores. Los dos más importantes son Dana Albarus y Dana Global, localizadas en Brasil y en Estados Unidos respectivamente.
FACULTAD DE INGENIERIA – UNIVERSIDAD DE BUENOS AIRESTRABAJO PROFESIONAL DE INGENIERIA INDUSTRIAL – 72.99
Proyecto de Insourcing de Componentes
Gonzalo Blasi Padrón 80504 RESUMEN EJECUTIVO 8 Karina Levy Padrón 80129
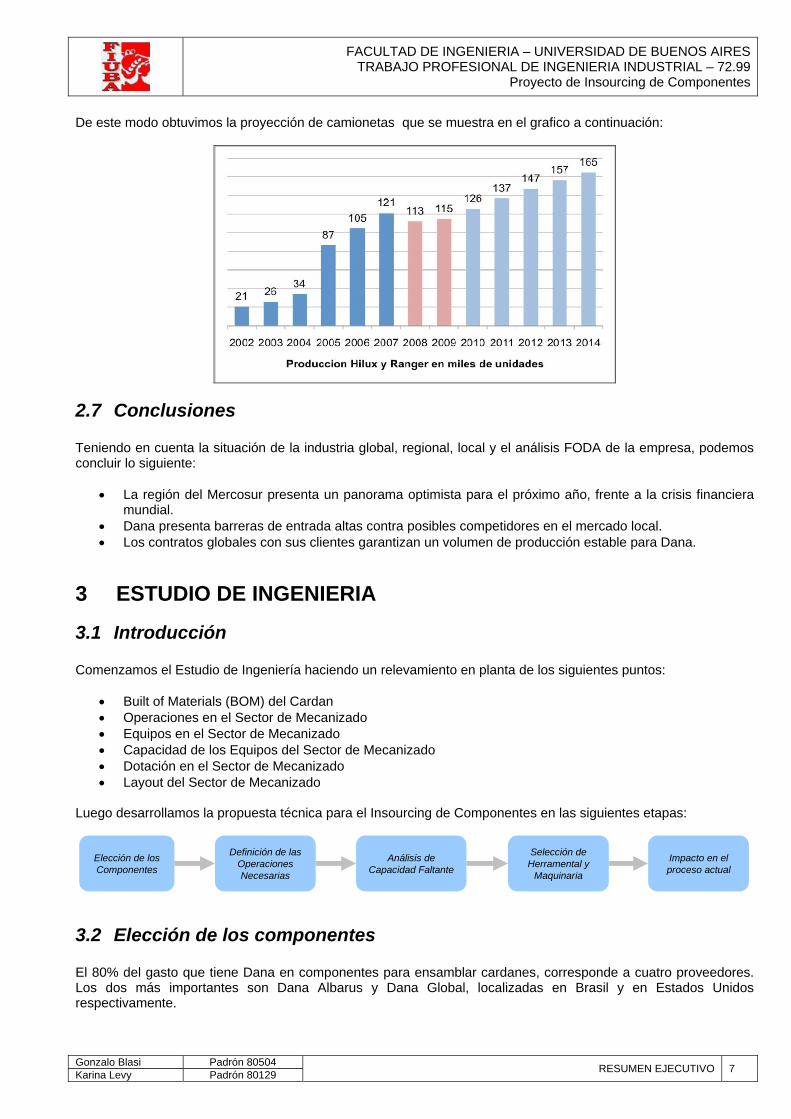
Para poder tomar una decisión acerca de cuales serían los componentes a nacionalizar, hemos confeccionado el siguiente Flujo de Decisión en el cual se fueron descartando grupos de piezas hasta quedar los candidatos seleccionados.
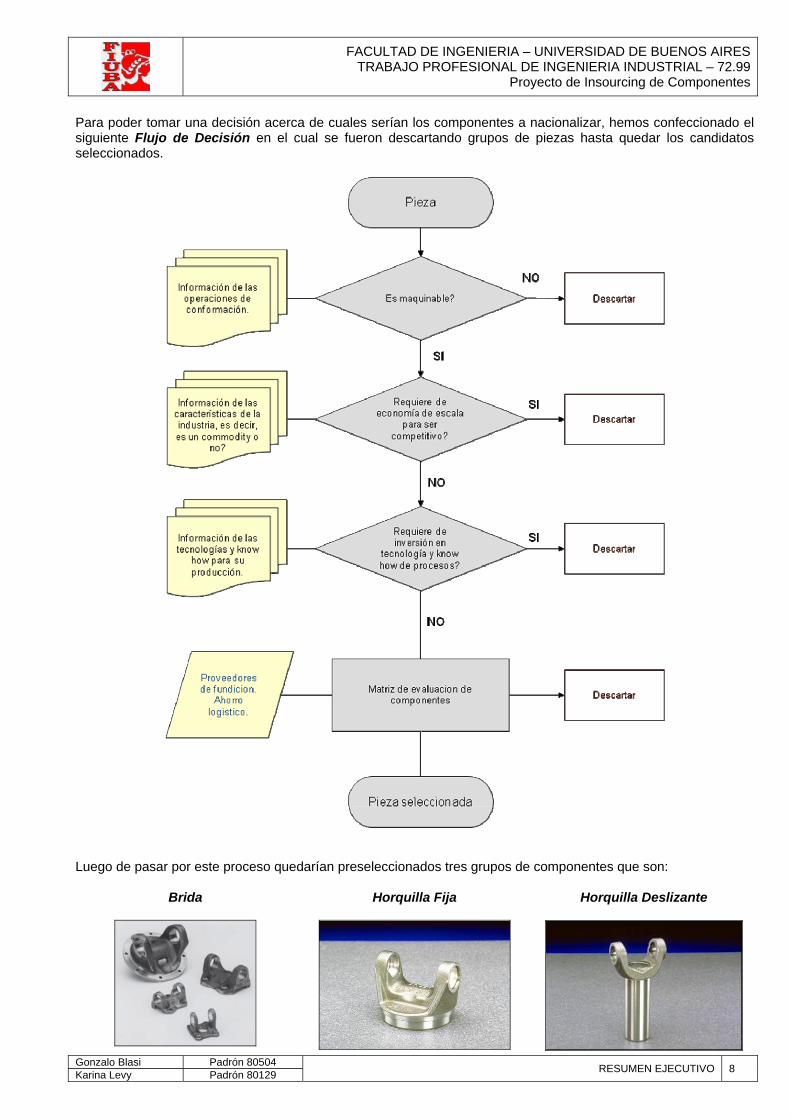
Luego de pasar por este proceso quedarían preseleccionados tres grupos de componentes que son:
Brida Horquilla Fija Horquilla Deslizante
FACULTAD DE INGENIERIA – UNIVERSIDAD DE BUENOS AIRESTRABAJO PROFESIONAL DE INGENIERIA INDUSTRIAL – 72.99
Proyecto de Insourcing de Componentes
Gonzalo Blasi Padrón 80504 RESUMEN EJECUTIVO 9 Karina Levy Padrón 80129
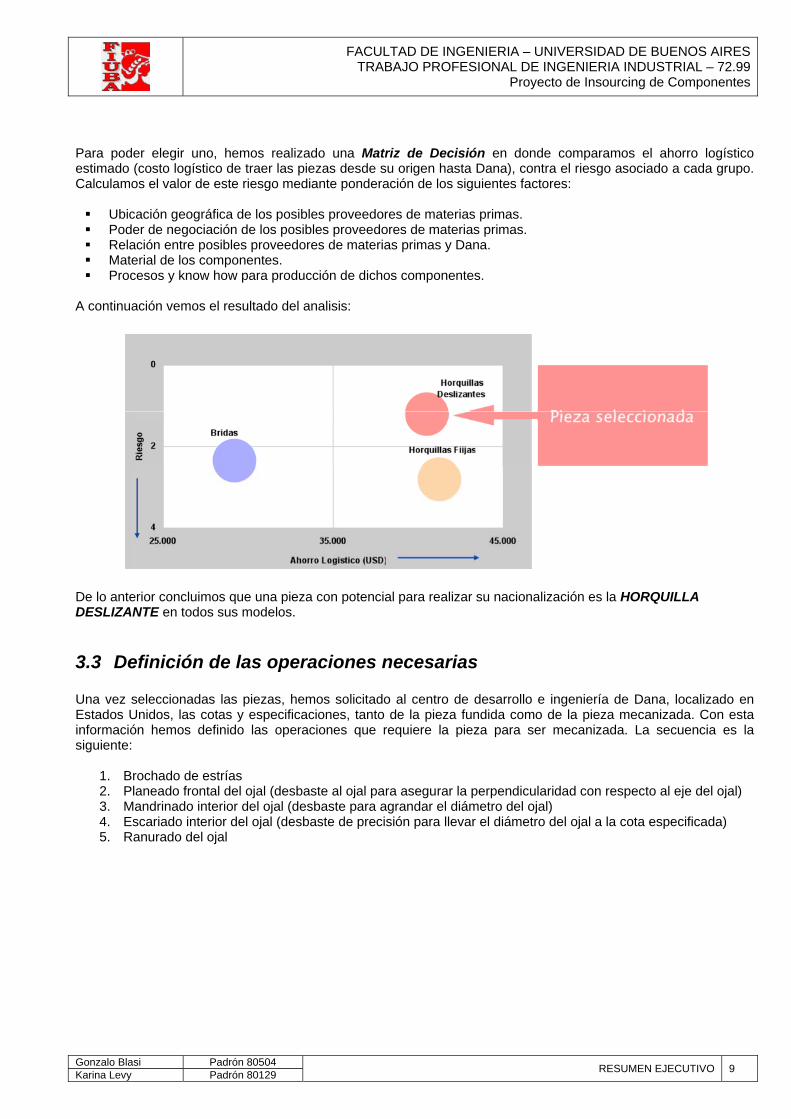
Para poder elegir uno, hemos realizado una Matriz de Decisión en donde comparamos el ahorro logístico estimado (costo logístico de traer las piezas desde su origen hasta Dana), contra el riesgo asociado a cada grupo. Calculamos el valor de este riesgo mediante ponderación de los siguientes factores:
Ubicación geográfica de los posibles proveedores de materias primas. Poder de negociación de los posibles proveedores de materias primas. Relación entre posibles proveedores de materias primas y Dana. Material de los componentes. Procesos y know how para producción de dichos componentes.
A continuación vemos el resultado del analisis:
De lo anterior concluimos que una pieza con potencial para realizar su nacionalización es la HORQUILLA DESLIZANTE en todos sus modelos.
3.3 Definición de las operaciones necesarias Una vez seleccionadas las piezas, hemos solicitado al centro de desarrollo e ingeniería de Dana, localizado en Estados Unidos, las cotas y especificaciones, tanto de la pieza fundida como de la pieza mecanizada. Con esta información hemos definido las operaciones que requiere la pieza para ser mecanizada. La secuencia es la siguiente:
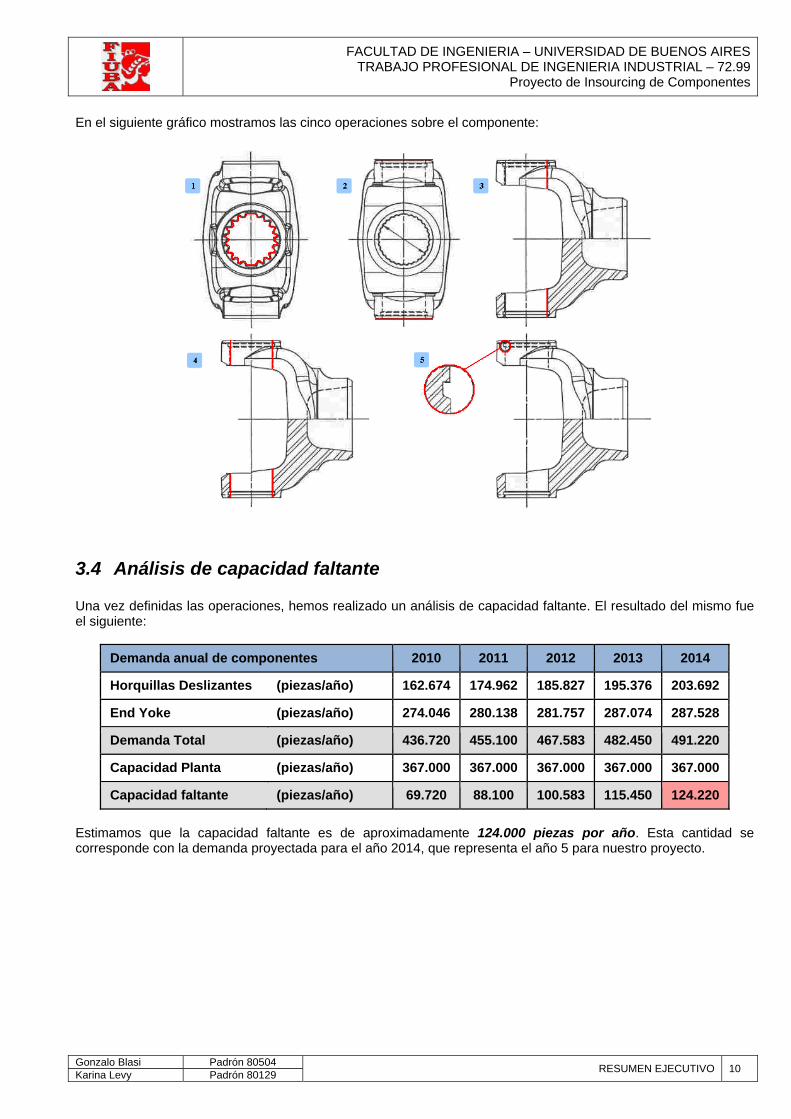
1. Brochado de estrías 2. Planeado frontal del ojal (desbaste al ojal para asegurar la perpendicularidad con respecto al eje del ojal) 3. Mandrinado interior del ojal (desbaste para agrandar el diámetro del ojal) 4. Escariado interior del ojal (desbaste de precisión para llevar el diámetro del ojal a la cota especificada) 5. Ranurado del ojal
FACULTAD DE INGENIERIA – UNIVERSIDAD DE BUENOS AIRESTRABAJO PROFESIONAL DE INGENIERIA INDUSTRIAL – 72.99
Proyecto de Insourcing de Componentes
Gonzalo Blasi Padrón 80504 RESUMEN EJECUTIVO 10 Karina Levy Padrón 80129
En el siguiente gráfico mostramos las cinco operaciones sobre el componente:
3.4 Análisis de capacidad faltante Una vez definidas las operaciones, hemos realizado un análisis de capacidad faltante. El resultado del mismo fue el siguiente:
Demanda anual de componentes 2010 2011 2012 2013 2014
Horquillas Deslizantes (piezas/año) 162.674 174.962 185.827 195.376 203.692
End Yoke (piezas/año) 274.046 280.138 281.757 287.074 287.528
Demanda Total (piezas/año) 436.720 455.100 467.583 482.450 491.220
Capacidad Planta (piezas/año) 367.000 367.000 367.000 367.000 367.000
Capacidad faltante (piezas/año) 69.720 88.100 100.583 115.450 124.220
Estimamos que la capacidad faltante es de aproximadamente 124.000 piezas por año. Esta cantidad se corresponde con la demanda proyectada para el año 2014, que representa el año 5 para nuestro proyecto.
FACULTAD DE INGENIERIA – UNIVERSIDAD DE BUENOS AIRESTRABAJO PROFESIONAL DE INGENIERIA INDUSTRIAL – 72.99
Proyecto de Insourcing de Componentes
Gonzalo Blasi Padrón 80504 RESUMEN EJECUTIVO 11 Karina Levy Padrón 80129
Analizamos las operaciones definidas para determinar cuales son las que requerirían de inversión en nuevos equipos. Brochado de estrías (Operación 10) El equipo existente SI posee capacidad suficiente para
absorber el nuevo volumen de Horquillas Deslizantes a nacionalizar.
Planeado frontal del ojal (Operación 20a)
Los equipos existentes NO poseen capacidad suficiente para absorber el nuevo volumen de Horquillas Deslizantes a nacionalizar.
Mandrinado interior del ojal
(Operación 20b)
Los equipos existentes NO poseen capacidad suficiente para absorber el nuevo volumen de Horquillas Deslizantes a nacionalizar.
Escariado interior del ojal
(Operación 30)
Los equipos existentes NO poseen capacidad suficiente para absorber el nuevo volumen de Horquillas Deslizantes a nacionalizar.
Ranurado interior del ojal
(Operación 40)
Los equipos existentes NO poseen capacidad suficiente para absorber el nuevo volumen de Horquillas Deslizantes a nacionalizar.
Hemos decidido incluir un NUEVO CENTRO DE MECANIZADO en el proceso para cubrir la capacidad faltante de las cuatro operaciones en cuestión.
FACULTAD DE INGENIERIA – UNIVERSIDAD DE BUENOS AIRESTRABAJO PROFESIONAL DE INGENIERIA INDUSTRIAL – 72.99
Proyecto de Insourcing de Componentes
Gonzalo Blasi Padrón 80504 RESUMEN EJECUTIVO 12 Karina Levy Padrón 80129
3.5 Selección de herramental y centro de mecanizado
3.5.1 Herramental
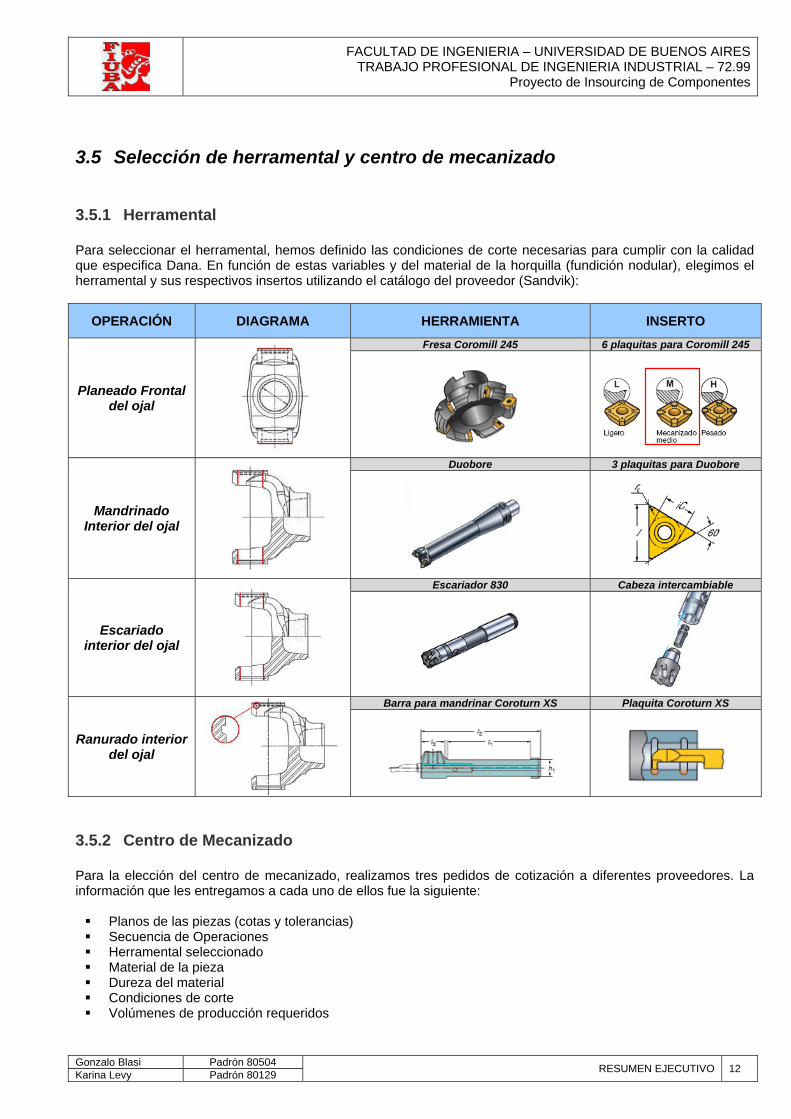
Para seleccionar el herramental, hemos definido las condiciones de corte necesarias para cumplir con la calidad que especifica Dana. En función de estas variables y del material de la horquilla (fundición nodular), elegimos el herramental y sus respectivos insertos utilizando el catálogo del proveedor (Sandvik):
OPERACIÓN DIAGRAMA HERRAMIENTA INSERTO
Planeado Frontal del ojal
Fresa Coromill 245 6 plaquitas para Coromill 245
Mandrinado Interior del ojal
Duobore 3 plaquitas para Duobore
Escariado interior del ojal
Escariador 830 Cabeza intercambiable
Ranurado interior del ojal
Barra para mandrinar Coroturn XS Plaquita Coroturn XS
3.5.2 Centro de Mecanizado
Para la elección del centro de mecanizado, realizamos tres pedidos de cotización a diferentes proveedores. La información que les entregamos a cada uno de ellos fue la siguiente:
Planos de las piezas (cotas y tolerancias) Secuencia de Operaciones Herramental seleccionado Material de la pieza Dureza del material Condiciones de corte Volúmenes de producción requeridos
FACULTAD DE INGENIERIA – UNIVERSIDAD DE BUENOS AIRESTRABAJO PROFESIONAL DE INGENIERIA INDUSTRIAL – 72.99
Proyecto de Insourcing de Componentes
Gonzalo Blasi Padrón 80504 RESUMEN EJECUTIVO 13 Karina Levy Padrón 80129
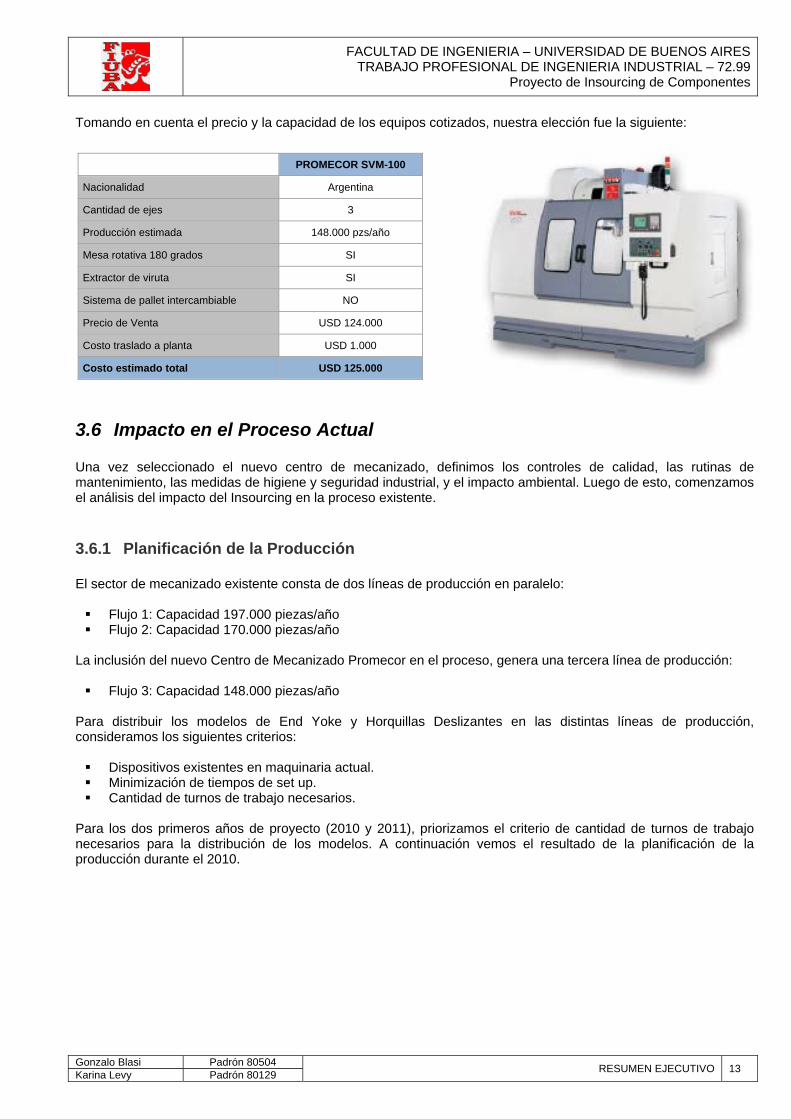
Tomando en cuenta el precio y la capacidad de los equipos cotizados, nuestra elección fue la siguiente:
PROMECOR SVM-100
Nacionalidad Argentina
Cantidad de ejes 3
Producción estimada 148.000 pzs/año
Mesa rotativa 180 grados SI
Extractor de viruta SI
Sistema de pallet intercambiable NO
Precio de Venta USD 124.000
Costo traslado a planta USD 1.000
Costo estimado total USD 125.000
3.6 Impacto en el Proceso Actual Una vez seleccionado el nuevo centro de mecanizado, definimos los controles de calidad, las rutinas de mantenimiento, las medidas de higiene y seguridad industrial, y el impacto ambiental. Luego de esto, comenzamos el análisis del impacto del Insourcing en la proceso existente.
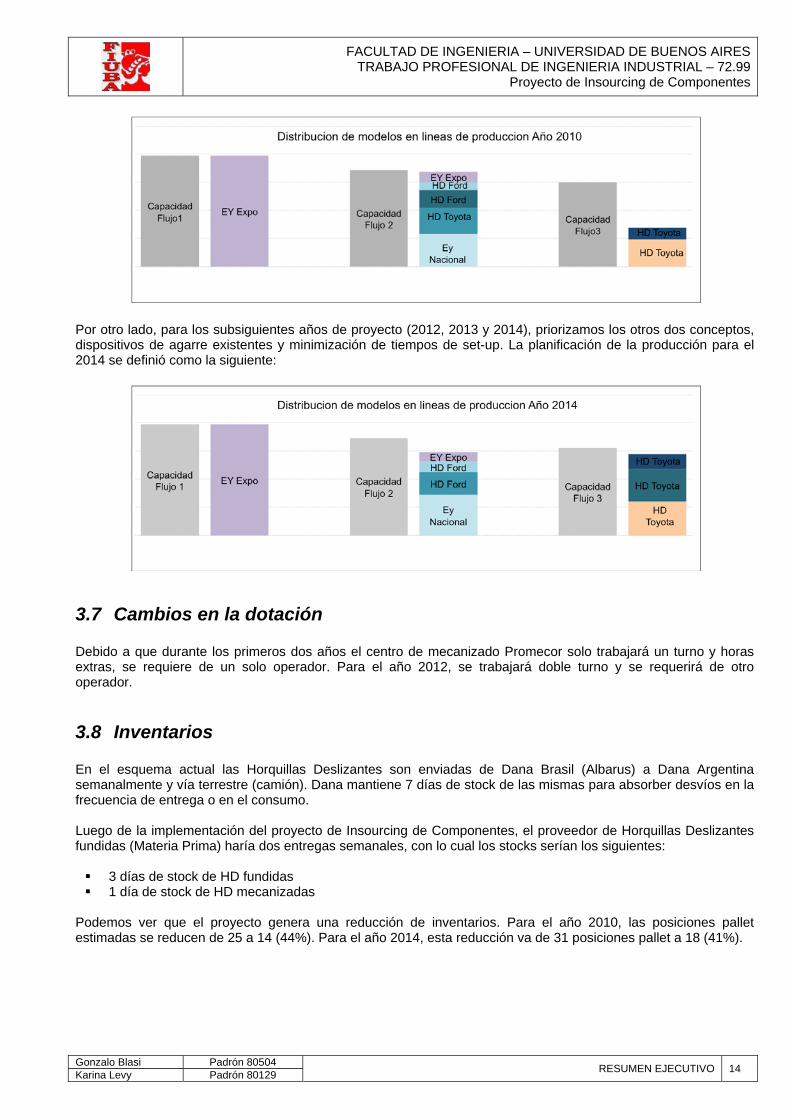
3.6.1 Planificación de la Producción
El sector de mecanizado existente consta de dos líneas de producción en paralelo:
Flujo 1: Capacidad 197.000 piezas/año Flujo 2: Capacidad 170.000 piezas/año
La inclusión del nuevo Centro de Mecanizado Promecor en el proceso, genera una tercera línea de producción:
Flujo 3: Capacidad 148.000 piezas/año Para distribuir los modelos de End Yoke y Horquillas Deslizantes en las distintas líneas de producción, consideramos los siguientes criterios:
Dispositivos existentes en maquinaria actual. Minimización de tiempos de set up. Cantidad de turnos de trabajo necesarios.
Para los dos primeros años de proyecto (2010 y 2011), priorizamos el criterio de cantidad de turnos de trabajo necesarios para la distribución de los modelos. A continuación vemos el resultado de la planificación de la producción durante el 2010.
FACULTAD DE INGENIERIA – UNIVERSIDAD DE BUENOS AIRESTRABAJO PROFESIONAL DE INGENIERIA INDUSTRIAL – 72.99
Proyecto de Insourcing de Componentes
Gonzalo Blasi Padrón 80504 RESUMEN EJECUTIVO 14 Karina Levy Padrón 80129
Por otro lado, para los subsiguientes años de proyecto (2012, 2013 y 2014), priorizamos los otros dos conceptos, dispositivos de agarre existentes y minimización de tiempos de set-up. La planificación de la producción para el 2014 se definió como la siguiente:
3.7 Cambios en la dotación Debido a que durante los primeros dos años el centro de mecanizado Promecor solo trabajará un turno y horas extras, se requiere de un solo operador. Para el año 2012, se trabajará doble turno y se requerirá de otro operador.
3.8 Inventarios En el esquema actual las Horquillas Deslizantes son enviadas de Dana Brasil (Albarus) a Dana Argentina semanalmente y vía terrestre (camión). Dana mantiene 7 días de stock de las mismas para absorber desvíos en la frecuencia de entrega o en el consumo. Luego de la implementación del proyecto de Insourcing de Componentes, el proveedor de Horquillas Deslizantes fundidas (Materia Prima) haría dos entregas semanales, con lo cual los stocks serían los siguientes:
3 días de stock de HD fundidas 1 día de stock de HD mecanizadas
Podemos ver que el proyecto genera una reducción de inventarios. Para el año 2010, las posiciones pallet estimadas se reducen de 25 a 14 (44%). Para el año 2014, esta reducción va de 31 posiciones pallet a 18 (41%).
FACULTAD DE INGENIERIA – UNIVERSIDAD DE BUENOS AIRESTRABAJO PROFESIONAL DE INGENIERIA INDUSTRIAL – 72.99
Proyecto de Insourcing de Componentes
Gonzalo Blasi Padrón 80504 RESUMEN EJECUTIVO 15 Karina Levy Padrón 80129
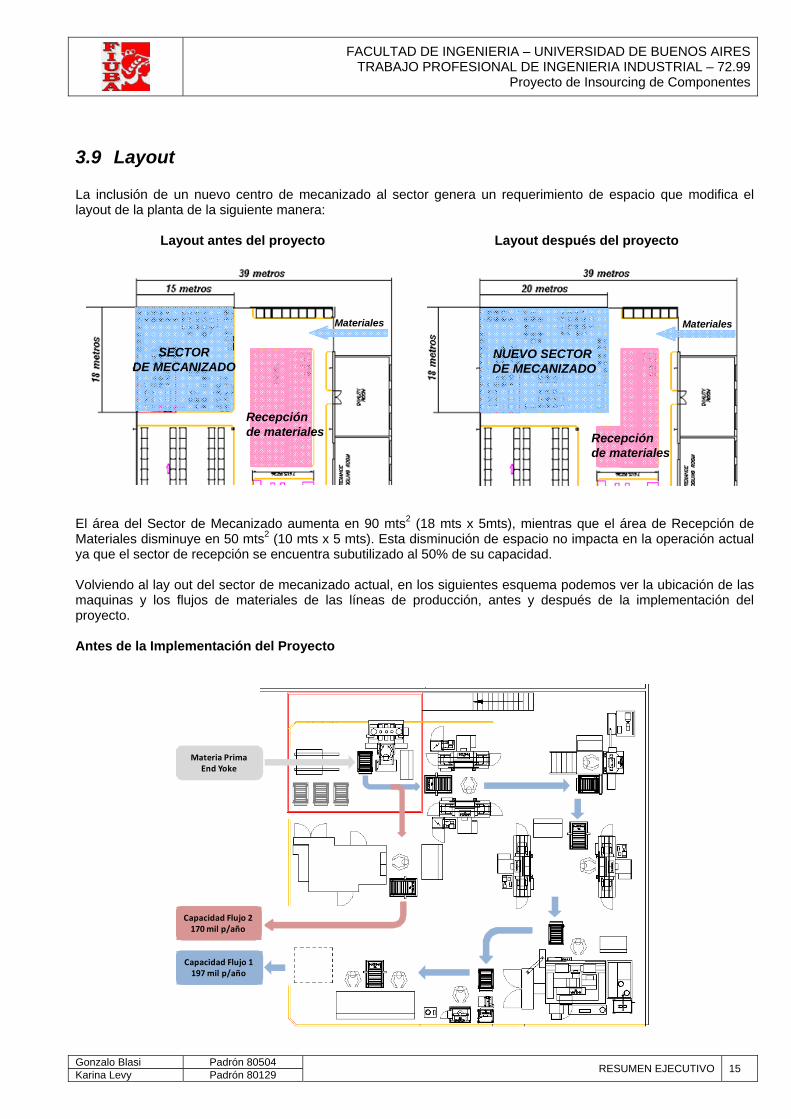
3.9 Layout La inclusión de un nuevo centro de mecanizado al sector genera un requerimiento de espacio que modifica el layout de la planta de la siguiente manera:
Layout antes del proyecto Layout después del proyecto
SECTORDE MECANIZADO
Recepción de materiales
Materiales
SECTORDE MECANIZADO
Recepción de materiales
SECTORDE MECANIZADO
Recepción de materiales
Materiales
NUEVO SECTOR DE MECANIZADO
Recepción de materiales
Materiales
NUEVO SECTOR DE MECANIZADO
Recepción de materiales
NUEVO SECTOR DE MECANIZADONUEVO SECTOR DE MECANIZADONUEVO SECTOR DE MECANIZADO
Recepción de materiales
Materiales
El área del Sector de Mecanizado aumenta en 90 mts2 (18 mts x 5mts), mientras que el área de Recepción de Materiales disminuye en 50 mts2 (10 mts x 5 mts). Esta disminución de espacio no impacta en la operación actual ya que el sector de recepción se encuentra subutilizado al 50% de su capacidad. Volviendo al lay out del sector de mecanizado actual, en los siguientes esquema podemos ver la ubicación de las maquinas y los flujos de materiales de las líneas de producción, antes y después de la implementación del proyecto. Antes de la Implementación del Proyecto
Capacidad Flujo 1197 mil p/año
Capacidad Flujo 2170 mil p/año
Materia PrimaEnd Yoke
FACULTAD DE INGENIERIA – UNIVERSIDAD DE BUENOS AIRESTRABAJO PROFESIONAL DE INGENIERIA INDUSTRIAL – 72.99
Proyecto de Insourcing de Componentes
Gonzalo Blasi Padrón 80504 RESUMEN EJECUTIVO 16 Karina Levy Padrón 80129
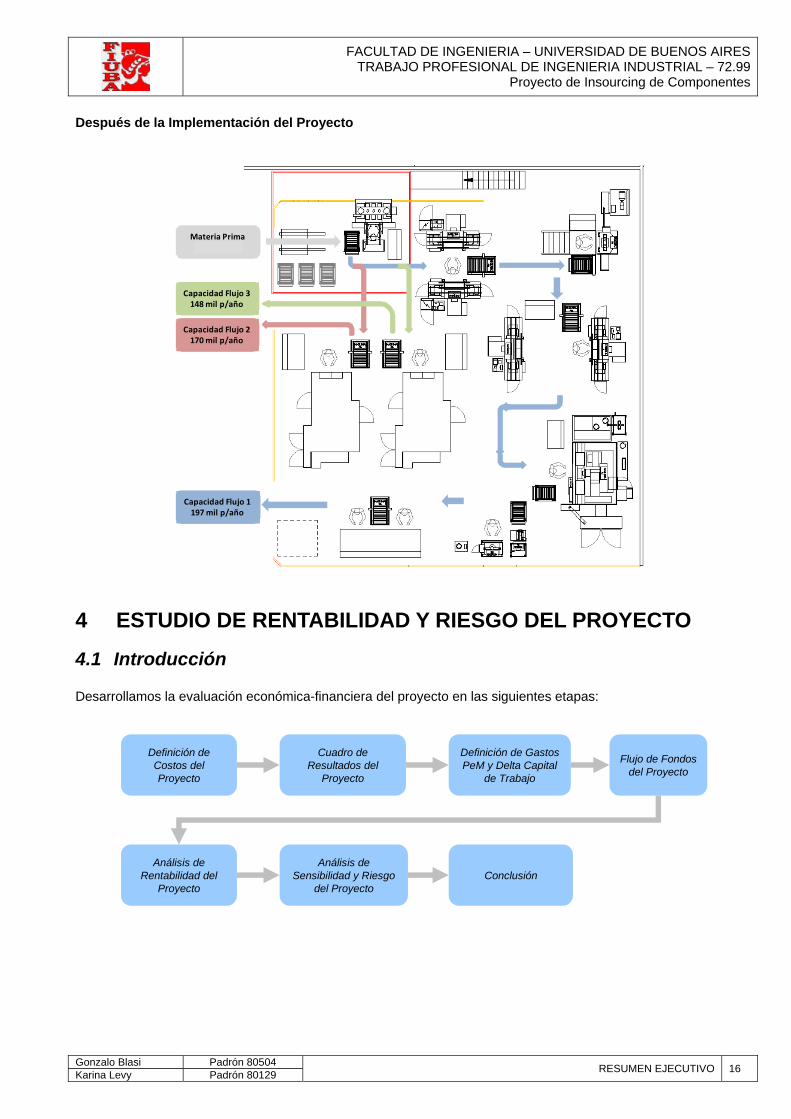
Después de la Implementación del Proyecto
Materia PrimaEnd Yoke
Capacidad Flujo 1197 mil p/año
Capacidad Flujo 2170 mil p/año
Capacidad Flujo 3148 mil p/año
4 ESTUDIO DE RENTABILIDAD Y RIESGO DEL PROYECTO
4.1 Introducción Desarrollamos la evaluación económica-financiera del proyecto en las siguientes etapas:
ConclusiónAnálisis de
Rentabilidad del Proyecto
Flujo de Fondos del Proyecto
Análisis de Sensibilidad y Riesgo
del Proyecto
Cuadro de Resultados del
Proyecto
Definición de Gastos PeM y Delta Capital
de Trabajo
Definición de Costos del Proyecto
FACULTAD DE INGENIERIA – UNIVERSIDAD DE BUENOS AIRESTRABAJO PROFESIONAL DE INGENIERIA INDUSTRIAL – 72.99
Proyecto de Insourcing de Componentes
Gonzalo Blasi Padrón 80504 RESUMEN EJECUTIVO 17 Karina Levy Padrón 80129
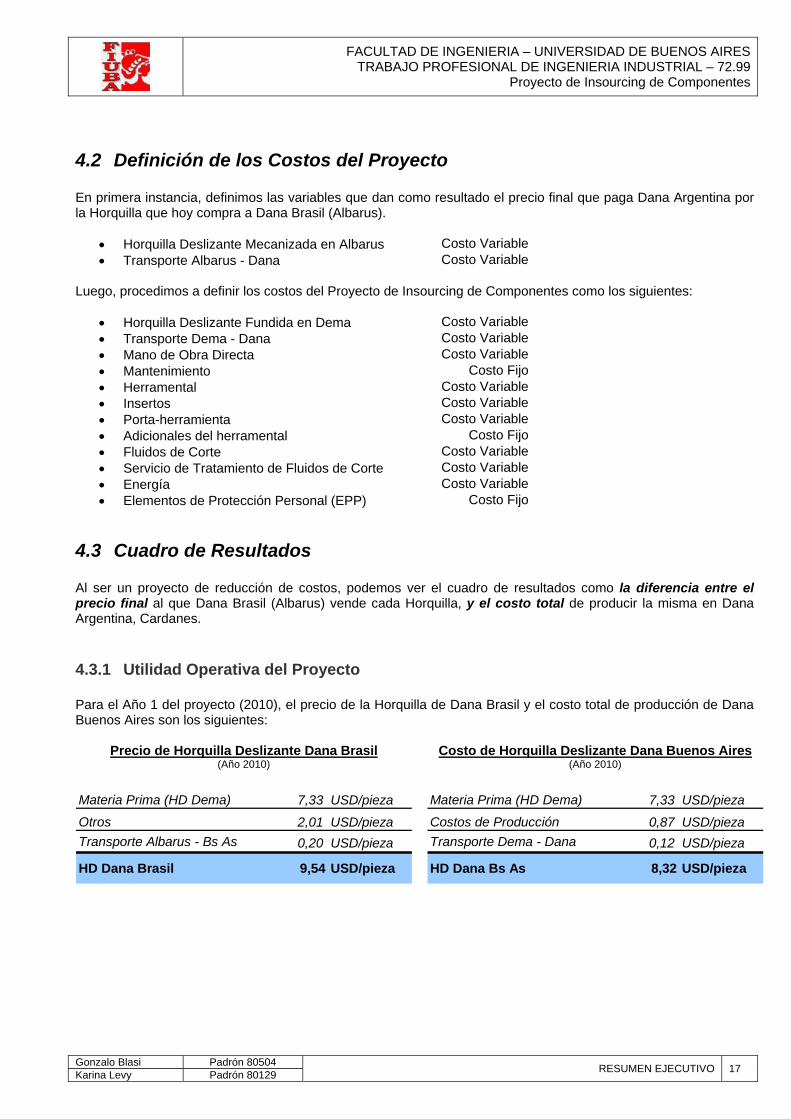
4.2 Definición de los Costos del Proyecto En primera instancia, definimos las variables que dan como resultado el precio final que paga Dana Argentina por la Horquilla que hoy compra a Dana Brasil (Albarus).
• Horquilla Deslizante Mecanizada en Albarus Costo Variable• Transporte Albarus - Dana Costo Variable
Luego, procedimos a definir los costos del Proyecto de Insourcing de Componentes como los siguientes:
• Horquilla Deslizante Fundida en Dema Costo Variable• Transporte Dema - Dana Costo Variable• Mano de Obra Directa Costo Variable• Mantenimiento Costo Fijo• Herramental Costo Variable• Insertos Costo Variable• Porta-herramienta Costo Variable• Adicionales del herramental Costo Fijo• Fluidos de Corte Costo Variable• Servicio de Tratamiento de Fluidos de Corte Costo Variable• Energía Costo Variable• Elementos de Protección Personal (EPP) Costo Fijo
4.3 Cuadro de Resultados Al ser un proyecto de reducción de costos, podemos ver el cuadro de resultados como la diferencia entre el precio final al que Dana Brasil (Albarus) vende cada Horquilla, y el costo total de producir la misma en Dana Argentina, Cardanes.
4.3.1 Utilidad Operativa del Proyecto
Para el Año 1 del proyecto (2010), el precio de la Horquilla de Dana Brasil y el costo total de producción de Dana Buenos Aires son los siguientes:
Precio de Horquilla Deslizante Dana Brasil (Año 2010)
Costo de Horquilla Deslizante Dana Buenos Aires (Año 2010)
Materia Prima (HD Dema) 7,33 USD/pieza
Otros 2,01 USD/piezaTransporte Albarus - Bs As 0,20 USD/pieza
HD Dana Brasil 9,54 USD/pieza
Materia Prima (HD Dema) 7,33 USD/pieza
Costos de Producción 0,87 USD/piezaTransporte Dema - Dana 0,12 USD/pieza
HD Dana Bs As 8,32 USD/pieza
FACULTAD DE INGENIERIA – UNIVERSIDAD DE BUENOS AIRESTRABAJO PROFESIONAL DE INGENIERIA INDUSTRIAL – 72.99
Proyecto de Insourcing de Componentes
Gonzalo Blasi Padrón 80504 RESUMEN EJECUTIVO 18 Karina Levy Padrón 80129
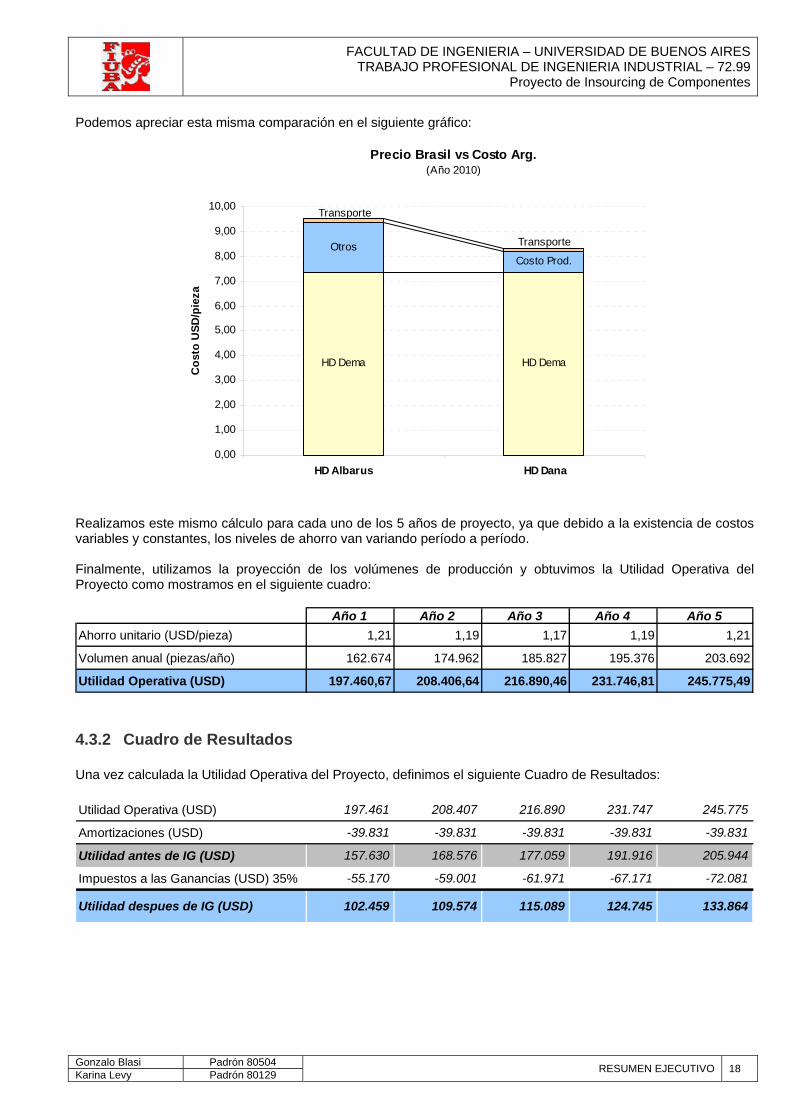
Podemos apreciar esta misma comparación en el siguiente gráfico:
Precio Brasil vs Costo Arg.(Año 2010)
HD Dema HD Dema
Costo Prod.Otros Transporte
Transporte
0,00
1,00
2,00
3,00
4,00
5,00
6,00
7,00
8,00
9,00
10,00
HD Albarus HD Dana
Cos
to U
SD/p
ieza
Realizamos este mismo cálculo para cada uno de los 5 años de proyecto, ya que debido a la existencia de costos variables y constantes, los niveles de ahorro van variando período a período. Finalmente, utilizamos la proyección de los volúmenes de producción y obtuvimos la Utilidad Operativa del Proyecto como mostramos en el siguiente cuadro:
Año 1 Año 2 Año 3 Año 4 Año 5Ahorro unitario (USD/pieza) 1,21 1,19 1,17 1,19 1,21
Volumen anual (piezas/año) 162.674 174.962 185.827 195.376 203.692
Utilidad Operativa (USD) 197.460,67 208.406,64 216.890,46 231.746,81 245.775,49
4.3.2 Cuadro de Resultados
Una vez calculada la Utilidad Operativa del Proyecto, definimos el siguiente Cuadro de Resultados: Utilidad Operativa (USD) 197.461 208.407 216.890 231.747 245.775
Amortizaciones (USD) -39.831 -39.831 -39.831 -39.831 -39.831
Utilidad antes de IG (USD) 157.630 168.576 177.059 191.916 205.944
Impuestos a las Ganancias (USD) 35% -55.170 -59.001 -61.971 -67.171 -72.081
Utilidad despues de IG (USD) 102.459 109.574 115.089 124.745 133.864
FACULTAD DE INGENIERIA – UNIVERSIDAD DE BUENOS AIRESTRABAJO PROFESIONAL DE INGENIERIA INDUSTRIAL – 72.99
Proyecto de Insourcing de Componentes
Gonzalo Blasi Padrón 80504 RESUMEN EJECUTIVO 19 Karina Levy Padrón 80129
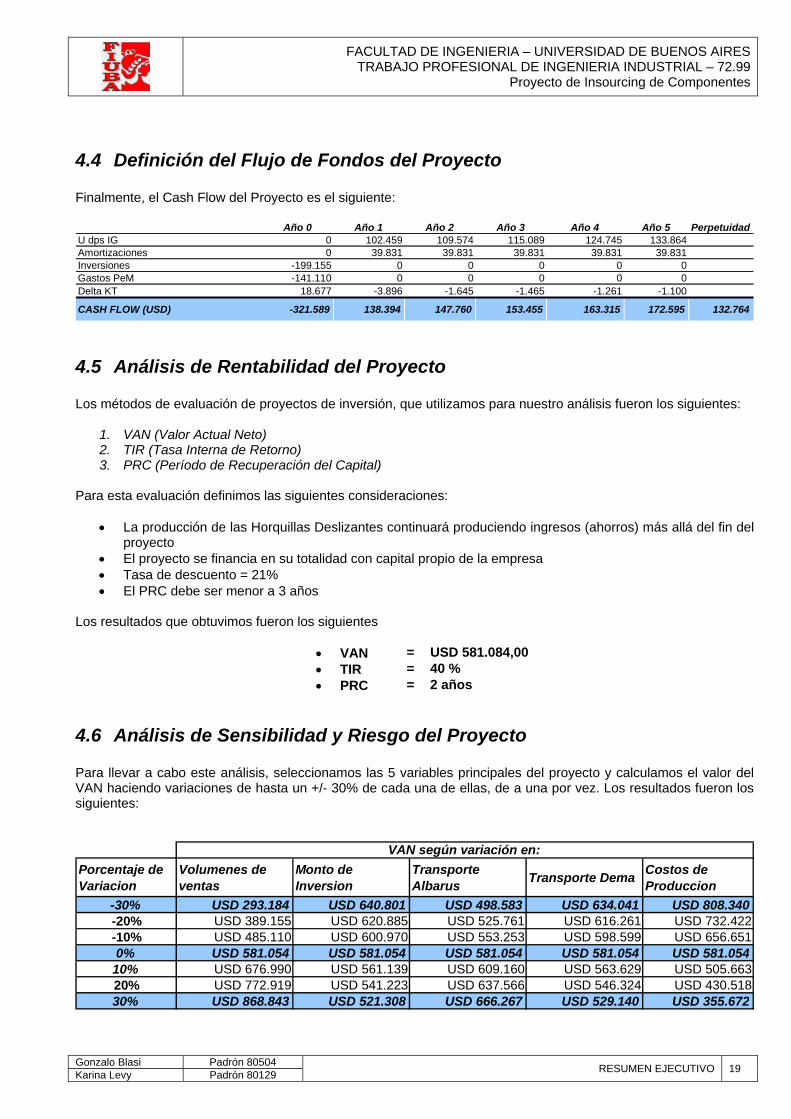
4.4 Definición del Flujo de Fondos del Proyecto Finalmente, el Cash Flow del Proyecto es el siguiente:
Año 0 Año 1 Año 2 Año 3 Año 4 Año 5 PerpetuidadU dps IG 0 102.459 109.574 115.089 124.745 133.864Amortizaciones 0 39.831 39.831 39.831 39.831 39.831Inversiones -199.155 0 0 0 0 0Gastos PeM -141.110 0 0 0 0 0Delta KT 18.677 -3.896 -1.645 -1.465 -1.261 -1.100
CASH FLOW (USD) -321.589 138.394 147.760 153.455 163.315 172.595 132.764
4.5 Análisis de Rentabilidad del Proyecto Los métodos de evaluación de proyectos de inversión, que utilizamos para nuestro análisis fueron los siguientes:
1. VAN (Valor Actual Neto) 2. TIR (Tasa Interna de Retorno) 3. PRC (Período de Recuperación del Capital)
Para esta evaluación definimos las siguientes consideraciones: • La producción de las Horquillas Deslizantes continuará produciendo ingresos (ahorros) más allá del fin del
proyecto • El proyecto se financia en su totalidad con capital propio de la empresa • Tasa de descuento = 21% • El PRC debe ser menor a 3 años
Los resultados que obtuvimos fueron los siguientes
• VAN = USD 581.084,00 • TIR = 40 % • PRC = 2 años
4.6 Análisis de Sensibilidad y Riesgo del Proyecto Para llevar a cabo este análisis, seleccionamos las 5 variables principales del proyecto y calculamos el valor del VAN haciendo variaciones de hasta un +/- 30% de cada una de ellas, de a una por vez. Los resultados fueron los siguientes:
Porcentaje de Variacion
Volumenes de ventas
Monto de Inversion
Transporte Albarus Transporte Dema Costos de
Produccion-30% USD 293.184 USD 640.801 USD 498.583 USD 634.041 USD 808.340-20% USD 389.155 USD 620.885 USD 525.761 USD 616.261 USD 732.422-10% USD 485.110 USD 600.970 USD 553.253 USD 598.599 USD 656.6510% USD 581.054 USD 581.054 USD 581.054 USD 581.054 USD 581.05410% USD 676.990 USD 561.139 USD 609.160 USD 563.629 USD 505.66320% USD 772.919 USD 541.223 USD 637.566 USD 546.324 USD 430.51830% USD 868.843 USD 521.308 USD 666.267 USD 529.140 USD 355.672
VAN según variación en:
FACULTAD DE INGENIERIA – UNIVERSIDAD DE BUENOS AIRESTRABAJO PROFESIONAL DE INGENIERIA INDUSTRIAL – 72.99
Proyecto de Insourcing de Componentes
Gonzalo Blasi Padrón 80504 RESUMEN EJECUTIVO 20 Karina Levy Padrón 80129
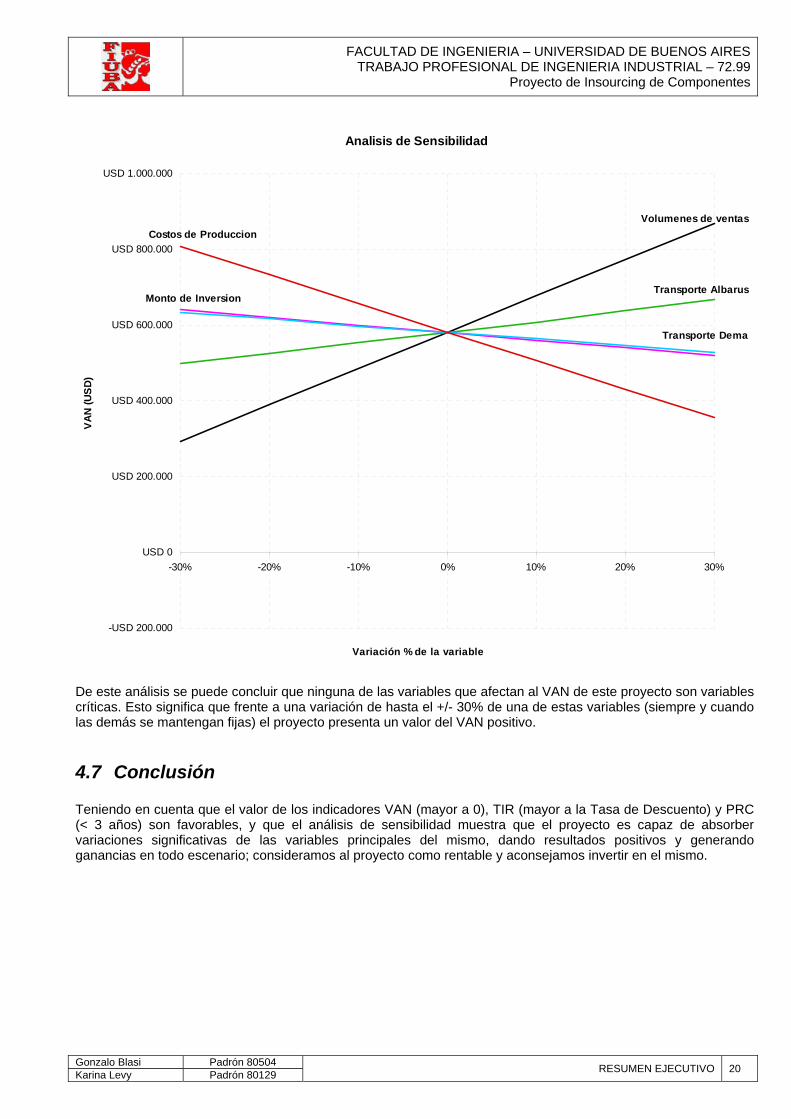
Analisis de Sensibilidad
Volumenes de ventas
Monto de InversionTransporte Albarus
Transporte Dema
Costos de Produccion
-USD 200.000
USD 0
USD 200.000
USD 400.000
USD 600.000
USD 800.000
USD 1.000.000
-30% -20% -10% 0% 10% 20% 30%
Variación % de la variable
VAN
(USD
)
De este análisis se puede concluir que ninguna de las variables que afectan al VAN de este proyecto son variables críticas. Esto significa que frente a una variación de hasta el +/- 30% de una de estas variables (siempre y cuando las demás se mantengan fijas) el proyecto presenta un valor del VAN positivo.
4.7 Conclusión Teniendo en cuenta que el valor de los indicadores VAN (mayor a 0), TIR (mayor a la Tasa de Descuento) y PRC (< 3 años) son favorables, y que el análisis de sensibilidad muestra que el proyecto es capaz de absorber variaciones significativas de las variables principales del mismo, dando resultados positivos y generando ganancias en todo escenario; consideramos al proyecto como rentable y aconsejamos invertir en el mismo.
FACULTAD DE INGENIERIA – UNIVERSIDAD DE BUENOS AIRESTRABAJO PROFESIONAL DE INGENIERIA INDUSTRIAL – 72.99
Proyecto de Insourcing de Componentes
Gonzalo Blasi Padrón 80504 RESUMEN EJECUTIVO 21 Karina Levy Padrón 80129
Datos de los autores
Nombre y Apellido Gonzalo Blasi Fecha de nacimiento 05/08/1981 Dirección de mail [email protected]
[email protected] Últimos 2 años de experiencia laboral Cargo: Ingeniero de Proyecto
Responsabilidades: Planificación y seguimiento de proyectos de Automatización para la industria del Oil & Gas. Control de Costos, de margen bruto y cash flow de proyectos. Detección de riesgos y oportunidades. Empresa: Tecna S.A. Periodo: 06/08/2007 – Presente Tel: (005411) 4347 – 0300 ext. 846