industrial 17 news - mt.com · de certificación de equipos a prueba de explosiones. dekra es una...
TRANSCRIPT

17News
IndustrialPesaje y medición industriales
No espere a Industry 4.0. Use su equipo de pesaje para mejorar su proceso de producción
hoy mismo. En este documento, explicaremos por qué debería acelerar e integrar los
procesos manuales en sus sistemas actuales, aprovechar los datos de pesaje para optimizar
los procesos y posibilitar la supervisión remota.
Cómo aumentar la productividad con Industry 4.0 Descubra el potencial del pesaje
sultados de medición y dirigir los equipos de producción. Los dispositivos de medi-ción, como los módulos, plataformas y terminales de pesaje pueden integrarse en líneas de montaje y cintas transportado-ras de gran modularidad, donde pueden operar de forma automatizada o manual. A pesar de la automatización, el trabajo manual no desaparecerá de las fábricas. El ensamblaje, las comprobaciones de ca-lidad y la manipulación de materiales to-davía corren a cargo de operadores. En la actualidad, los fabricantes buscan equi-pos que integren estas estaciones de tra-bajo en sus sistemas. Desde el punto de vista operativo, las interfaces innovado-ras, las instrucciones para el usuario y las funciones de manipulación intuitiva pue-den liberar el potencial productivo de las fábricas actuales.
Los avances en la Industry 4.0 e Internet han facilitado un importante cambio en el ámbito de la fabricación. La producción tradicional, con un control centralizado, se está orientando hacia la descentrali-zación donde el producto se comunica con los dispositivos de fabricación e in-terviene de forma activa en el proceso de producción.
Digitalización del equipo de pesajeLas tecnologías de medición, la digitali-zación se ha convertido en un pilar bá-sico de la innovación. En consecuencia, los sensores o dispositivos de medición in-teligentes dan valores de medición preci-sos. Además, proporcionan información sobre el estado específico en tiempo real acerca de la fabricación, recopilar los re-

METTLER TOLEDO Industrial News 172
Packaging Logistics and ShippingQuality Control in ProductionProduction /WarehousingMaterial Receiving
Logística inteligente
Comience a supervisar la producción a las puertas de la fábrica.
Revise las entregas de los proveedores con equipos de medición
como, por ejemplo, básculas de sobresuelo y de sobremesa. Las
básculas de sobresuelo ayudan a verificar la recepción de mercan-
cías en grandes cantidades. Los dispositivos de pesaje transmi-
ten los resultados de pesaje a la red y previenen las situaciones de
sobreaprovisionamiento o de agotamiento de existencias.
Use la entrada del almacén para recopilar datos
Emplee las básculas de sobremesa en el almacenamiento para
realizar tareas de preparación y de recuento de ciclos, así como
para preparar entregas exactas a la logística interna. Reciba los
pedidos de los sistemas de ERP y envíe de vuelta los resultados de
la operación. Los terminales de pesaje presentan funciones avan-
zadas de interfaz hombre-máquina (como, por ejemplo, avisos
para el usuario) que posibilitan una manipulación sin errores y un
procesamiento rápido.
Mantenimiento preventivo con supervisión remota de equipos
La supervisión remota basada en la nube de los módulos de
pesaje, las células de carga y las básculas previene el tiempo de
inactividad. La asistencia remota facilita las reparaciones rápidas
y reduce la necesidad de intervenciones en las instalaciones.
Todas las transferencias de datos están protegidas con medidas
de seguridad de terceros acreditadas.
Industry 4.0 y los puestos de trabajo manualesLas líneas de producción automatizadas no son las únicas que se benefician de In-dustry 4.0: los puestos de trabajo manua-les también pueden aumentar su produc-tividad si son capaces de superar los retos que plantea esta innovadora interacción entre personas, máquinas y datos. Los trabajadores tienen que gestionar pro-cesos con mayor rapidez, con un mayor grado de digitalización y una mayor va-riedad de aplicaciones. Además, tienen que producir constantemente con gran calidad mientras la personalización de los productos no deja de aumentar. Es por este motivo por el que resulta tan impor-tante aunar eficiencia, ergonomía e inte-gración de datos.
www.mt.com/ind-4-0-in
Aum
ente
la p
rodu
ctiv
idad
con
Indu
stry
4.0
Proveedor
Recepción de materiales
Almacena-miento Producción
Todo bien
Todo
bie
n Todo
bie
n
1
2
3
5
1 2
5
Editor/producciónMettler-Toledo GmbHIndustrial DivisionHeuwinkelstrasseCH-8606 NänikonSuiza
Sujeto a modificaciones técnicas© 02/2017 Mettler-Toledo GmbH
METTLER TOLEDO Industrial News 17 3
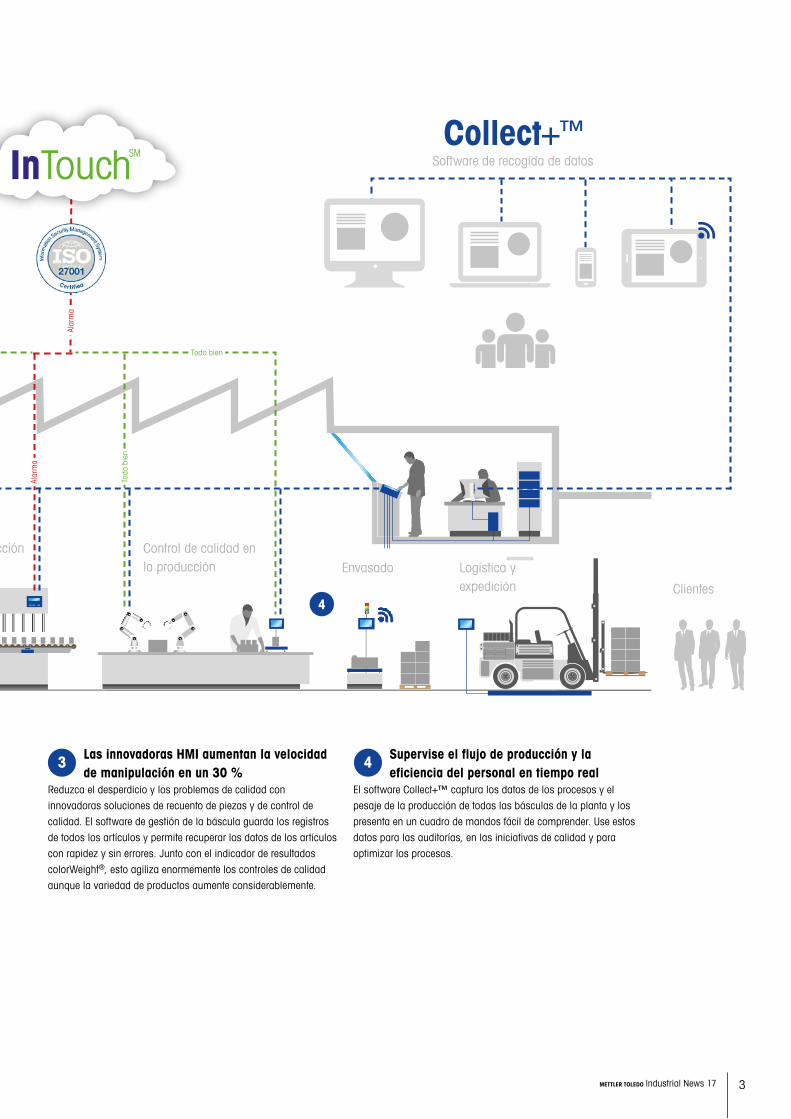
Collect+™Software de recogida de datos
Packaging Logistics and ShippingQuality Control in ProductionProduction /WarehousingMaterial Receiving
Las innovadoras HMI aumentan la velocidad de manipulación en un 30 %
Reduzca el desperdicio y los problemas de calidad con
innovadoras soluciones de recuento de piezas y de control de
calidad. El software de gestión de la báscula guarda los registros
de todos los artículos y permite recuperar los datos de los artículos
con rapidez y sin errores. Junto con el indicador de resultados
colorWeight®, esto agiliza enormemente los controles de calidad
aunque la variedad de productos aumente considerablemente.
Supervise el flujo de producción y la eficiencia del personal en tiempo real
El software Collect+™ captura los datos de los procesos y el
pesaje de la producción de todas las básculas de la planta y los
presenta en un cuadro de mandos fácil de comprender. Use estos
datos para las auditorías, en las iniciativas de calidad y para
optimizar los procesos.
ProducciónEnvasado Logística y
expedición
Control de calidad en la producción
Clientes
Todo bien
Todo
bie
n
Alar
ma
Alar
ma
4
3 4

METTLER TOLEDO Novedades de la industria 174
Las pruebas de los equipos para zonas peligrosas son esenciales para garantizar un puesto de trabajo de pesaje seguro.
Seguridad garantizadaConsejos prácticos de un experto en zonas peligrosas
Los cambios recientes en los estándares y las normativas sobre zonas peligrosas plantean interrogantes
acerca de las implicaciones para los fabricantes de productos químicos. Entrevistamos a Richard Schuller,
asesor principal y responsable de certificación de DEKRA, una organización de expertos líder en el mundo.
Nos explica lo que los responsables de producción y seguridad tienen que considerar para lograr un puesto
de trabajo de pesaje seguro.
mente un sistema intrínsecamente se-guro, el riesgo de accidentes durante el funcionamiento y el mantenimiento es menor, en comparación con otros méto-dos de protección.
¿Cómo afectan los recientes cambios normativos a los usuarios de equipos? Las organizaciones mundiales de nor-malización y las autoridades naciona-les están armonizando y endureciendo las normativas para elevar los niveles de seguridad y simplificar el comercio y la producción internacionales. Algunas normativas están dirigidas a usuarios de equipos, como el Código Eléctrico Cana-diense (CEC) recientemente actualizado, que ahora requiere el uso del sistema in-ternacional de tres zonas para todas las instalaciones nuevas. Otras normativas están dirigidas a los fabricantes de equi-pos, como las nuevas normas IECEx sobre equipos no eléctricos (IEC 80079-36 y 80079-37), que subsanan una laguna que permitía a los fabricantes de equipos “au-tocertificar” los dispositivos no eléctricos.
¿Por qué se considera que los equipos no eléctricos presentan un riesgo en zonas peligrosas?Los equipos no eléctricos ya estaban con-siderados como una fuente de ignición
¿Cuáles son las principales causas de accidentes en zonas peligrosas?La causa principal de accidentes en zonas peligrosas es, con diferencia, el error hu-mano. La mayoría de las veces, la falta de conocimientos y formación provoca ne-gligencias y descuidos. En general, se re-duce a un control de calidad insuficiente. Una formación adecuada, como Conoci-mientos del personal IECEx 05, evita mu-chos problemas.
¿Puede dar un ejemplo de los problemas más habituales?Entre los problemas habituales que ob-servamos en las inspecciones, se inclu-
yen: pernos que faltan en las carcasas a prueba de incendios, falta de sellado en los prensaestopas o combinaciones erró-neas de tipos de protección, como car-casas a prueba de incendios (Ex d) con prensaestopas de mayor seguridad (Ex e).
¿Son estas cuestiones menos habituales cuando se emplean soluciones intrínsecamente seguras? Cada tipo de protección requiere unos co-nocimientos específicos. Por ejemplo, las soluciones intrínsecamente seguras de-penden del uso preciso de barreras entre las zonas peligrosas y las zonas seguras. Dicho esto, si se ha instalado correcta-
Entre
vist
a co
n el
exp
erto
en
zona
s pe
ligro
sas
METTLER TOLEDO Novedades de la industria 17 5
según ATEX. Por ejemplo, las piezas gira-torias o móviles, como muelles y correas de transmisión, pueden generar calor o electricidad estática por fricción. Los dis-positivos fabricados con un metal ligero (p. ej., aluminio) pueden generar chispas con un impacto, p. ej., cuando se caen las herramientas.
¿Cuáles son las responsabilidades de los usuarios de equipos para garantizar la seguridad?El usuario del equipo debe atender a cua-tro aspectos clave, para garantizar la se-guridad y la conformidad con la norma-tiva en las zonas peligrosas: 1. Clasificación precisa del área peli-
grosa en zonas o divisiones.2. Instalación correcta del equipo por
personal competente,3. Implementación de operaciones segu-
ras mediante la formación y los pro-cedimientos normalizados de trabajo.
4. Comprobación periódica del correcto funcionamiento del equipo y sus com-ponentes.
¿Cuáles son las responsabili-dades del fabricante del equipo y de DEKRA en el proceso de certificación?En primer lugar, el fabricante debe dise-ñar el equipo según los estándares y las normativas. Cuando solicita un certifi-cado, el fabricante debe proporcionar la documentación técnica y una descripción que detalle la conformidad de los tipos de protección usados.
En DEKRA, verificamos si el análisis se ha realizado correctamente y, si procede, implementamos los programas de prueba. Por ejemplo, probamos las juntas y rea-lizamos pruebas de impacto y degrada-ción. Cuando se han completado satisfac-toriamente todas las pruebas, realizamos una revisión interna para garantizar que se han seguido todos los procesos, sin co-meter errores. Por último, emitimos el certificado y el equipo puede lanzarse al mercado.
www.mt.com/ind-intrinsic-safety-in
Errores más habi-tuales en las ins-talaciones con zonas peligrosas
1. Si el equipo tiene un diseño erróneo o deficiente, no resulta adecuado para determinadas condiciones ambientales.
2. Un mantenimiento deficiente o nulo de las carcasas Ex d facilita la corrosión de la protección.
3. Una instalación incorrecta de los prensaestopas Ex d permi-te la propagación de las llamas, en caso de que se produzca una explosión interna.
4. La falta de separación entre los circuitos Ex i y no Ex i o una conexión a tierra incorrecta ponen en peligro su seguridad intrínseca.
5. La entrada de agua en las carcasas Ex e debido a la condensación puede causar cortocircuitos y generar chispas o incendios.
Richard SchullerAsesor Principal/
Certification Manager
Certificación DEKRA
B.V, Países Bajos
Richard es un experto en zonas peligrosas. En los últimos 16 años, ha ocupado distintos cargos. Ha trabajado como ingeniero de equipos intrínsecamente seguros y resistentes a las llamas, y como jefe de proyectos para equipos intrínsecamente seguros. Después de ocupar esos puestos, trabajó como auditor de sistemas de gestión de calidad de fabricantes y fue responsable de certificación de equipos a prueba de explosiones.
DEKRA es una de las principales organizaciones de expertos a nivel mundial, con más de 37 000 empleados en 50 países. DEKRA es el organismo notificado para la Directiva ATEX, está acreditado como organismo de certificación y laboratorio de pruebas para el esquema IECEx y tiene la acreditación de INMETRO/CGCRE Brasil. Además, DEKRA tiene acuerdos con FM y QPS (Norteamérica), KGS, KTL, KOSHA (Corea del Sur) y TIIS (Japón) para evaluar equipos conforme a las normativas locales.
www.dekra-certification.com/explosion-safety

METTLER TOLEDO Novedades de la industria 176
Calib
raci
ón Cómo optimizar los esfuerzos de calibración con un enfoque basado en el riesgo
La calibración periódica basada en una evaluación exhaustiva del riesgo del proceso ayuda a estabilizar la
producción mientras se ahorra tiempo y recursos. Si se realizan pruebas con muy poca frecuencia se corre
el riesgo de que surjan problemas de precisión no detectados, pero las pruebas frecuentes interrumpen
la producción. Descubra la planificación adecuada para usted en solo dos minutos y cumpla con el nuevo
enfoque basado en los riesgos de ISO 9001.
Optimizar las tareas de calibraciónUna revisión sistemática basada en el riesgo del proceso de pesaje puede ser el paso más importante que una organiza-ción debe realizar para optimizar el es-fuerzo de calibración y cumplir con la norma ISO 9001 revisada.
METTLER TOLEDO ha desarrollado Good Weighing Practice™, una metodología científica estandarizada para que puedan realizarse de forma segura la selección, la calibración y el funcionamiento del equipo de pesaje, en base a un exhaustivo análisis de los riegos. Durante una con-sulta, nuestros expertos de GWP® le ayu-dan a evaluar objetivamente los riesgos relacionados con el equipo de pesaje y a desarrollar el proceso correcto de gestión de riesgos para prevenir los fallos antes de que se produzcan. Elimine las pruebas in-necesarias cuando los riesgos son bajos y garantice el máximo rendimiento cuando los riesgos son altos. También proporcio-namos la documentación completa para una transición sin complicaciones a ISO 9001:2015.
Más información sobre Good Weighing Practice (GWP) y calibración:
www.mt.com/gwp-verification-in
www.mt.com/calibration-in
En la revisión de 2015 de la norma ISO 9001, se ha incluido un cambio impor-tante en el enfoque basado en los ries-gos que se encuentra presente en toda la norma. También afecta al proceso de cali-bración. El único modo de garantizar que las mediciones ofrezcan la clase de resul-tados de costes, calidad e ingresos que ayuden a mejorar la rentabilidad, con-siste en elegir el procedimiento idóneo y programar la recalibración periódica de la balanza. Sin embargo, los entornos industriales son muy exigentes para los equipos de pesaje. Si las balanzas fallan o proporcionan mediciones imprecisas, se corre el riesgo de que se produzcan tiem-pos de inactividad en la producción, mala calidad del producto, incumplimiento normativo, mayor responsabilidad y pér-didas potenciales de los beneficios.
Planteamiento basado en el riesgoMuchas empresas ya están familiarizadas con el planteamiento basado en el riesgo
de otras normas, como las buenas prácti-cas de fabricación o las normas de seguri-dad. El riesgo se analiza normalmente en dos partes: la posibilidad (probabilidad) de que suceda y la gravedad (impacto) si algo sucede.
Impactos en la calibraciónLa conversión del planteamiento basado en el riesgo en el proceso de calibración comienza con la evaluación del impacto de los resultados de pesaje inexactos en su proceso empresarial. Algunos ejemplos son la pérdida de material y tiempo, resul-tados fuera de especificación, paradas de producción, retiradas de producto y daños en la reputación. Además, debe evaluarse el impacto de las mediciones erróneas sobre las personas y el medio ambiente. Por último, debe estimar la probabilidad de detección de una medición errónea. Cuanto más preciso sea un proceso de pe-saje, y cuanto mayor sea el impacto nega-tivo de la medición errónea, mayor será el número de pruebas necesarias.
Cuanto mayor sea la precisión de pesaje necesaria y el impacto empresarial de las medi-ciones erróneas, mayor será el número de pruebas necesarias.
Prec
isió
n (+
/-) 0,01 % Media Grave Alta Alta
0,1 % Media Media Grave Alta
1 % Baja Media Media Grave
10 % Baja Baja Media Media
Riesgo de
pesaje
Menor Moderado Significativo Grave
Impacto empresarial de las mediciones imprecisas
Weighing Risk Assessment Matrix

METTLER TOLEDO Novedades de la industria 17 7
New Requirements: ISO 9001:2015
La actualización más importante es la introducción de la gestión de riesgos en el proceso de gestión de la calidad. La identificación, la evaluación y la gestión de los riesgos son actividades clave para mantener la calidad. Para conservar la certificación ISO 9001, las empresas tienen de plazo hasta septiembre de 2018 para adaptarse a la nueva norma.
www.mt.com/ind-iso9001-in
Actividades de verificación del rendimiento recomendadasContrato de mantenimientoMantenimiento y reparación YearlyTestsCalibración (del técnico) YearlyCertificado de peso mínimo YearlyLinealidad YearlyExcentricidad (por el usuario) –Repetibilidad (por el usuario) TrimestralSensibilidad (por el usuario) SemanalPesasPesa 1 1000 kg Clase M2 o superiorPesa 2 100 kg Clase M2 o superiorIntervalo de recalibración de pesas Cada dos añosTolerancias de pruebaSensibilidadPesa 1 Límite de advertencia 1,66 kg
Límite de control 5 kgRepetibilidadPesa 2 Límite de advertencia 0,25 kg
Límite de control 0,75 kg
Evaluación del riesgo UnidadPrecisión de pesaje 1 %Impacto de las mediciones incorrectas en el proceso empresarial MedioImpacto de las mediciones incorrectas en humanos, animales y medio ambiente BajoSe pueden descubrir fácilmente las mediciones incorrectas No
Ejemplo de una GWP® Verification para una balanza, incluyendo la evaluación de riesgos y las actividades de pruebas recomendadas.
METTLER TOLEDO Novedades de la industria 178
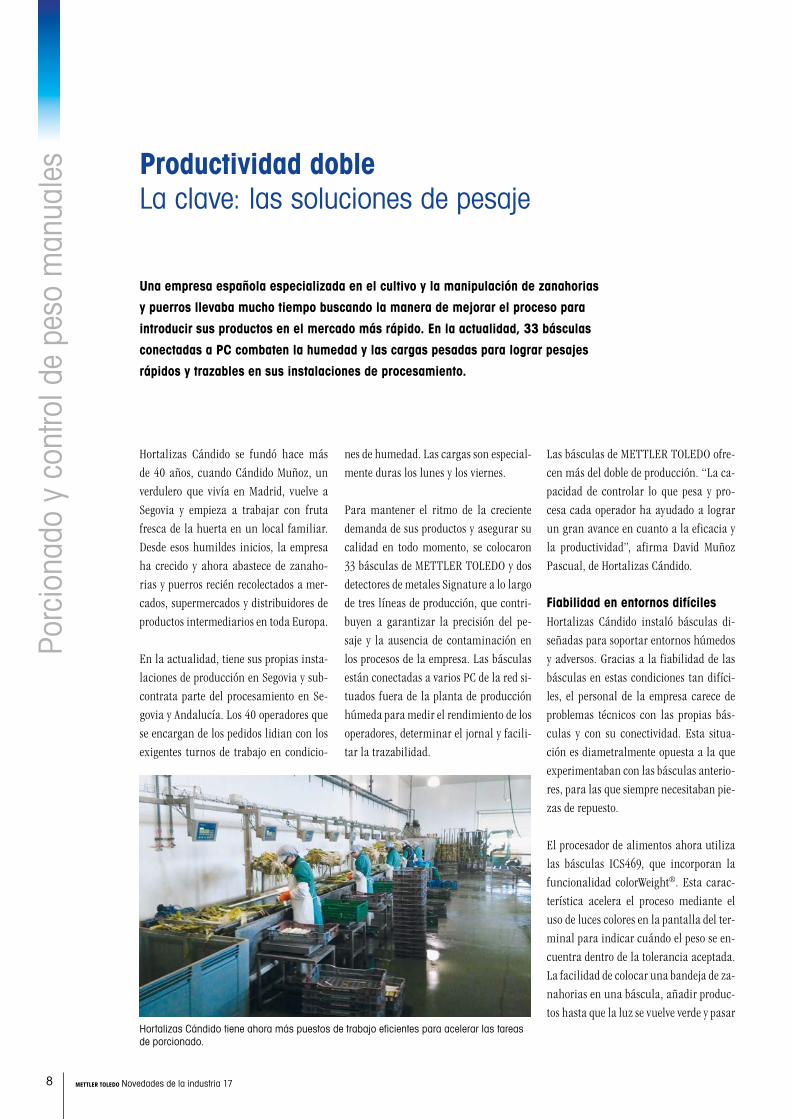
Hortalizas Cándido tiene ahora más puestos de trabajo eficientes para acelerar las tareas de porcionado.
Productividad dobleLa clave: las soluciones de pesaje
Las básculas de METTLER TOLEDO ofre-cen más del doble de producción. “La ca-pacidad de controlar lo que pesa y pro-cesa cada operador ha ayudado a lograr un gran avance en cuanto a la eficacia y la productividad”, afirma David Muñoz Pascual, de Hortalizas Cándido.
Fiabilidad en entornos difícilesHortalizas Cándido instaló básculas di-señadas para soportar entornos húmedos y adversos. Gracias a la fiabilidad de las básculas en estas condiciones tan difíci-les, el personal de la empresa carece de problemas técnicos con las propias bás-culas y con su conectividad. Esta situa-ción es diametralmente opuesta a la que experimentaban con las básculas anterio-res, para las que siempre necesitaban pie-zas de repuesto.
El procesador de alimentos ahora utiliza las básculas ICS469, que incorporan la funcionalidad colorWeight®. Esta carac-terística acelera el proceso mediante el uso de luces colores en la pantalla del ter-minal para indicar cuándo el peso se en-cuentra dentro de la tolerancia aceptada. La facilidad de colocar una bandeja de za-nahorias en una báscula, añadir produc-tos hasta que la luz se vuelve verde y pasar
Hortalizas Cándido se fundó hace más de 40 años, cuando Cándido Muñoz, un verdulero que vivía en Madrid, vuelve a Segovia y empieza a trabajar con fruta fresca de la huerta en un local familiar. Desde esos humildes inicios, la empresa ha crecido y ahora abastece de zanaho-rias y puerros recién recolectados a mer-cados, supermercados y distribuidores de productos intermediarios en toda Europa.
En la actualidad, tiene sus propias insta-laciones de producción en Segovia y sub-contrata parte del procesamiento en Se-govia y Andalucía. Los 40 operadores que se encargan de los pedidos lidian con los exigentes turnos de trabajo en condicio-
nes de humedad. Las cargas son especial-mente duras los lunes y los viernes.
Para mantener el ritmo de la creciente demanda de sus productos y asegurar su calidad en todo momento, se colocaron 33 básculas de METTLER TOLEDO y dos detectores de metales Signature a lo largo de tres líneas de producción, que contri-buyen a garantizar la precisión del pe-saje y la ausencia de contaminación en los procesos de la empresa. Las básculas están conectadas a varios PC de la red si-tuados fuera de la planta de producción húmeda para medir el rendimiento de los operadores, determinar el jornal y facili-tar la trazabilidad.
Una empresa española especializada en el cultivo y la manipulación de zanahorias
y puerros llevaba mucho tiempo buscando la manera de mejorar el proceso para
introducir sus productos en el mercado más rápido. En la actualidad, 33 básculas
conectadas a PC combaten la humedad y las cargas pesadas para lograr pesajes
rápidos y trazables en sus instalaciones de procesamiento.
Porc
iona
do y
con
trol d
e pe
so m
anua
les

METTLER TOLEDO Novedades de la industria 17 9
a la siguiente bandeja reduce mucho el trabajo necesario en el proceso, lo que, a su vez, disminuye la fatiga y aumenta la productividad de los operadores.
La forma en que se pesan las cargas de-pende de si se trata de un pedido a gra-nel para un puesto de hortalizas o de un pedido de productos envasados para un supermercado. Algunas de las básculas deben soportar cajas de productos a gra-nel lavados a máquina cuyo peso se debe controlar. Los operadores también prepa-ran hortalizas por unidad para envasar-las en bolsas de plástico y, en ocasiones, tienen que cortar los extremos y añadir las bolsas a bandejas con tara calculada.
Pesaje sin preocupaciones durante añosLos operadores de Hortalizas Cándido están muy satisfechos con la forma en que las básculas resisten todos sus procesos al tiempo que ofrecen una conectividad im-pecable con su sistema de trazabilidad por PC. La empresa prevé que sus báscu-las permitirán un pesaje sin preocupacio-nes durante muchos años más.
www.mt.com/ics-scales-in
Veloc
idad c
lásica
Método 1
Pesaje básicoEl operador coloca el elemento en la báscula y comprueba si el resultado que se muestra está dentro del intervalo de tolerancia esperado.
¿Cuál es el mejor método para su proceso?
Descargue el artículo técnico para acelerar su proceso www.mt.com/ind-fast-portioning-in
Veloc
idad a
lta
Método 2
Porcionado desde un contenedor a granel junto a la básculaEl operador coloca un contenedor vacío en la báscula, determina su tara y comienza con el porcionado. Cuando se alcanza el intervalo de tolerancia definido, calcula la tara de la báscula y empieza con la si-guiente porción.
Método 3
Porcionado desde un contenedor a granel sobre la báscula (modo “Take Away”)El operador, con el producto a granel colo-cado en la bandeja, realiza el porcionado directamente de la bandeja a los contenedo-res situados junto a la báscula, determina la tara y empieza con la siguiente porción.
Veloc
idad m
ayor

METTLER TOLEDO Novedades de la industria 1710
Básc
ulas
de
carre
tilla
ele
vado
ra Siguen funcionando cuando otras básculas se rompen
Las carretillas elevadoras funcionan en entornos difíciles y de ritmo rápido. Las básculas
de carretilla elevadora deben ser resistentes, robustas y estar diseñadas para una larga
duración. Use una báscula de carretilla elevadora que resista el paso del tiempo, que
proporcione continuamente un elevado rendimiento y que ayude a reducir los costes.
www.mt.com/VFS120
La robustez a pruebaPara comprobar su robustez y fiabilidad, se sometió a la báscula de carretilla elevadora VFS120 a una serie de pruebas de durabilidad. Una de ellas consistió en estrellar la carretilla elevadora contra una pared a una velocidad determinada. El impacto hizo que se rom-piera la rueda del mástil de la carretilla. Sin embargo, la báscula salió indemne de la colisión.
Conserva la calibración durante 12 mesesLa suspensión patentada de tres puntos de la carretilla elevadora ayuda a la báscula VFS120 a mantener su calibración, incluso si se produce una colisión. Mientras que las básculas que usan una suspensión de cuatro puntos pueden perder la calibración debido a vibraciones, golpes y colisiones, la VFS120 proporciona resultados constantes sin necesidad de reajustes frecuentes.

METTLER TOLEDO Novedades de la industria 17 11
150 % de protección frente a sobrecargasLa VFS120 puede soportar una sobrecarga de hasta el 150 % de la capacidad de la carretilla elevadora. La carre-tilla elevadora normalmente se inclina con una sobrecarga del 125 %, por lo que prácticamente no existe posibilidad de que la báscula se rompa debido a una sobrecarga.
Protección sólidaTodos los componentes sensibles, como células de carga y componentes electrónicos, se encuentran dentro del resis-tente carro de acero, protegiéndolos de cualquier daño.
Diseño seguroSu gran ventana incrementa la seguridad, ya que facilita la visión al operario para una colocación, una elevación y un transporte seguros, evitando accidentes, daños y costes asociados.
Ejemplos de ahorroCon cada báscula de carretilla elevadora, ahorrará:
1 minuto de tiempo de pesaje por palé
300 metros de distancia de transporte por palé
5 metros cuadrados de espacio
1167 $ anuales en mano de obra
7875 $ anuales en energía
@
$
$
A
m2
@
$
$
A
m2
@
$
$
A
m2
m2
@
$
$
A
m2
m2

www.mt.com
pcs
Todo bien Evento
Todo
bie
n
Todo
bie
n
Todo
bie
n
Alar
ma
Alarma Alarma
Todo
bie
n
Todo
bie
n
Even
to
Todo
bie
n
Todo
bie
n
Todo
bie
n
Mettler-Toledo GmbHIndustrial DivisionCH-8606 Nänikon, Suiza
Información de contacto local: www.mt.com/contacts
MTSI 30321422
Para más información
Sin sorpresasControl de equipos en tiempo real
Para más información acerca del control de equipos en tiempo real, visite
www.mt.com/ind-intouch-remote-in
No espere a Industry 4.0. Comience a controlar hoy mismo el rendimiento de su equipo de pesaje con los Servicios remotos InTouchSM. Las básculas conectadas envían alertas proactivas que permiten responder inmediatamente ante problemas de rendimiento.
De esta forma, aumenta el tiempo de actividad y se garantiza una calidad de medición constante.
Seguridad sin concesiones• Certificación ISO27001-2013• Control de acceso y autentica-
ción de operadores• Sin cambios en la
infraestructuras de TI o de seguridad existentes
Gestión eficaz de los equipos• Información del estado de los
equipos en tiempo real• Programación basada en hechos
de actividades de mantenimiento preventivo
Control del rendimiento mejorado• Control continuo del rendimiento
de las mediciones• Informes periódicos del estado
de los activos para optimizar los procesos