guia 3 sierras para corte de metales
TRANSCRIPT

Universitario de Tecnología Antonio José de Sucre,
Extensión Barquisimeto
Escuela de Tecnología Mecánica
Taller de fabricación. III Semestre.
Prof. Ing. Francisco Vargas
UNIDAD 3
SIERRAS PARA CORTE DE METALES
Introducción
El aserrado es una de la primeras operaciones importantes realizadas en un taller para
producir barras para operaciones posteriores de maquinado. Aunque con frecuencia la
operación de aserrado se realiza en máquinas herramienta, su aplicación está restringida
a pequeñas piezas en una medida limitada.
La hoja es la parte más importante de todas las sierras para corte de metales. Sólo una
parte de la sierra de corte para metales entra en contacto con la pieza de trabajo. Por eso
es importante que la hoja utilizada en el corte de metales sea rígida, fabricada con el
material apropiado, y que se encuentre en buenas condiciones. Una hoja que no se
encuentre en buenas condiciones (diseño apropiado para el corte) no produce buenos

resultados ni siquiera en máquinas caras y sofisticadas. Al trabajar en una sierra de corte
para metales, la hoja debe tener dientes cortados de manera apropiada y la pieza de
trabajo debe sostenerse rígidamente en un dispositivo de sujeción adecuado.
Clasificación.
Las sierras de corte para metales se pueden clasificar como accionadas a mano, o
seguetas de mano, y sierras accionadas mecánicamente. Las sierras mecánicamente
accionadas pueden a su vez clasificarse en las siguientes categorías:
1. Sierras alternativas.
a. Sierras horizontales.
b. Sierras verticales.
2. Sierras circulares.
3. Sierras de banda.
Segueta
Una segueta o sierra de marquetería es una herramienta cuya función es cortar o serrar,
principalmente madera o contrachapados, aunque también se usa para cortar láminas de
metal o molduras de yeso

Partes de la segueta
Garganta: Hay diferentes partes en una segueta y cada una sirve a sus propios
fines. La garganta de una segueta es la brecha entre la hoja y el marco. La
garganta puede variar entre 4 y 6 pulgadas (10,16 y 15,24 cm).
Hoja: La hoja es probablemente la parte más importante de la segueta, ya que es
el instrumento que hará el corte. Las hojas usadas en las seguetas miden entre 6
3/8 y 6 1/2 pulgadas (16,19 y 16,51 cm). Cuando está equipada con la hoja
adecuada, las seguetas se pueden utilizar para corta metales y azulejos.
Mango: El mango de la segueta te permite obtener un agarre, pero también juega
otro papel importante. Todas las hojas se aprietan girando el mango de la segueta.
El mango está unido al bastidor en forma de C de la sierra.
Marco: El marco de una segueta está en forma de C, extendiéndose hacia arriba
desde el marco y luego alrededor y de nuevo hacia abajo conectando el marco con
el mango. Un marco rígido con una sección transversal rectangular mantendrá la
cuchilla en su lugar correctamente. El marco en forma de C es lo que permite que
la segueta sea tan ágil.
Sierras alternativas.
Son muy populares debido a su diseño
simple y bajo costo de operación. De
acuerdo con el método de suministrar
potencia a la sierras, éstas se
clasifican en accionadas por manivela
o accionadas hidráulicamente.
Dependiendo del uso, están diseñadas
para operaciones semiautomáticas o
automáticas. En general, el avance de
la sierra lo proporciona el efecto de la
fuerza de gravedad producido por el peso del marco de la sierra, que ejerce una presión
uniforme. Algunas máquinas tienen un peso sujeto al marco para asegurar una presión
uniforme; las sierras accionadas por manivela con simples y económicas.
Su principal desventaja es que la acción de corte sólo tiene lugar la mitad del tiempo, ya
que el tiempo de carrera muerta es igual al de la carrera de trabajo. Algunas seguetas se
proveen con mecanismos de eslabones que proporcionan una acción de retorno rápido.
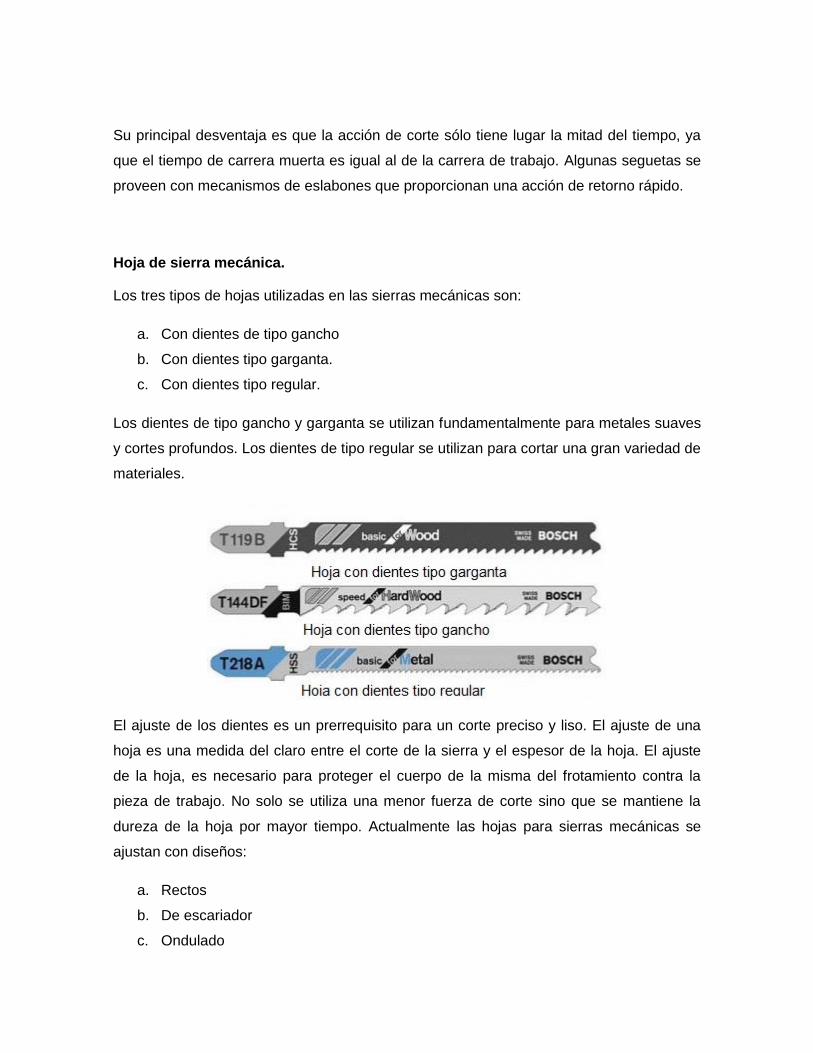
Hoja de sierra mecánica.
Los tres tipos de hojas utilizadas en las sierras mecánicas son:
a. Con dientes de tipo gancho
b. Con dientes tipo garganta.
c. Con dientes tipo regular.
Los dientes de tipo gancho y garganta se utilizan fundamentalmente para metales suaves
y cortes profundos. Los dientes de tipo regular se utilizan para cortar una gran variedad de
materiales.
El ajuste de los dientes es un prerrequisito para un corte preciso y liso. El ajuste de una
hoja es una medida del claro entre el corte de la sierra y el espesor de la hoja. El ajuste
de la hoja, es necesario para proteger el cuerpo de la misma del frotamiento contra la
pieza de trabajo. No solo se utiliza una menor fuerza de corte sino que se mantiene la
dureza de la hoja por mayor tiempo. Actualmente las hojas para sierras mecánicas se
ajustan con diseños:
a. Rectos
b. De escariador
c. Ondulado

El ajuste de escariador es el más utilizado en las operaciones de corte de metales. En
este ajuste, un diente se dobla a la izquierda, el siguiente es recto y el tercero se dobla a
la derecha, el cuarto de nuevo a la izquierda y así sucesivamente. Este patrón se repite a
lo largo de toda la hoja.
Figura. Ajuste tipo escariado.
En el ajuste recto o alternado, los dientes se doblan alternativamente a la derecha y a la
izquierda. En el ajuste ondulado, un grupo de dientes se doblan en una dirección,
mientras que el resto se doblan en la dirección opuesta.
Figura. Ajuste recto o alternado.
Figura. Ajuste ondulado.
El paso de la hoja es otra característica importante. El paso de una hoja significa el
número de aristas de corte por unidad de longitud. En el sistema métrico, el paso se
indica en milímetros. Se utilizan diferentes pasos para cortar diferentes materiales;
durante el corte, dos o más dientes deben estar en contacto con el trabajo para
incrementar la vida útil de la hoja.
Los aceros comúnmente utilizados para sierras mecánicas contienen 0,65% a 0,75% de
carbono. Estos aceros se utilizan endurecidos y templados. Otros material utilizado para
las sierras alternativas es el acero de alta velocidad, que contiene 18% de tungsteno, 4%
de cromo y 1% de vanadio. Éste es adecuado para la producción rápida del trabajo.

Procedimiento de Aserrado.
El procedimiento de aserrado de una sierra accionada mecánicamente es similar al de
una segueta de mano. El prerrequisito de todas las operaciones de aserrado es que el
trabajo debe sujetarse con seguridad y rígidamente con dispositivos de sujeción
adecuados. Antes de sujetar la pieza de trabajo, verifique que la máquina esté
funcionando correctamente. En las sierras mecánicas, la hoja debe moverse hacia la
quijada estacionaria del dispositivo de sujeción. En la siguiente figura se muestra los
procedimientos correcto e incorrecto de aserrado para diferentes materiales.
Falla de las Hojas de Sierra.
La falla de una hoja de una sierra mecánica ocurre debido a una o más de las siguientes
razones:
1. Apuntalar los dientes de la sierra en la dirección equivocada.
2. La hoja o la pieza de trabajo no están sujetas apropiadamente.
3. Caída súbita de la hoja de trabajo.
4. Presión inadecuada sobre el trabajo.
5. La hoja utilizada no tiene las especificaciones requeridas.
6. Tensiones inapropiadas en la hoja.
Para asegurar una larga vida de las hojas, deben evitarse todos los errores anteriores.
Especificaciones de la hoja
Una hoja de sierra se especifica por:
1. El material de la hoja.
2. La longitud de la hoja.
3. El ancho de la hoja.
4. El espesor de la hoja.
5. El paso de los dientes.
Especificaciones de las sierras mecánicas
Por lo general, las máquinas aserradoras mecánicas se denominan por el tamaño de la
barra que pueden cortar. Principalmente se especifican por:
1. La longitud de la hoja montada en la máquina.
2. La longitud de la carrera.
3. El número de carreras por minuto.
4. El tipo de transmisión.
5. La potencia requerida por la transmisión de la máquina.
Velocidad de Corte.
Las sierras mecánicas disponibles comercialmente se accionan a una sola velocidad.
Actualmente, existen sierras de este tipo con dos o tres diferentes velocidades de corte.
En general, las hojas de acero de alta velocidad se utilizan para cortar la mayor parte de
los materiales. Ya que las velocidades de corte de los materiales también dependen del
paso de la hoja, no se puede establecer una regla precisa por escrito para las velocidades
de corte.
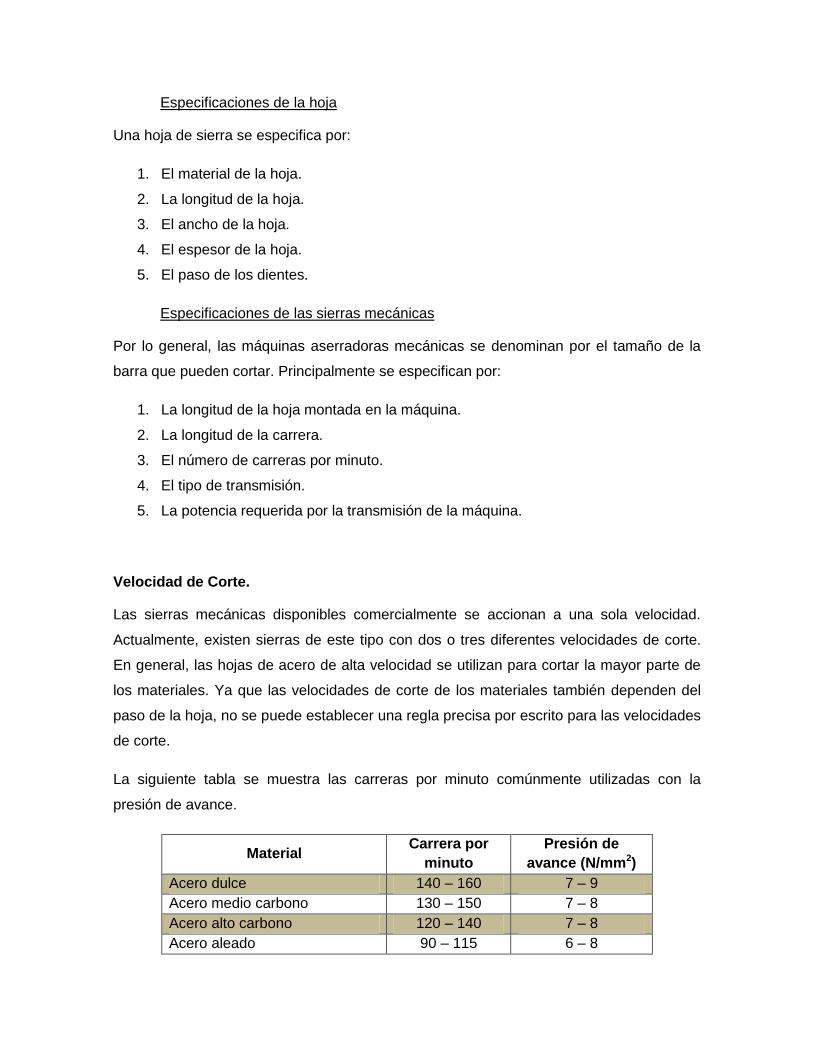
La siguiente tabla se muestra las carreras por minuto comúnmente utilizadas con la
presión de avance.
Material Carrera por
minuto
Presión de
avance (N/mm2)
Acero dulce 140 – 160 7 – 9
Acero medio carbono 130 – 150 7 – 8
Acero alto carbono 120 – 140 7 – 8
Acero aleado 90 – 115 6 – 8

Aluminio 140 – 170 2 – 4
Latón 130 – 150 2 – 4
Bronce 100 – 130 2 – 4
Hierro fundido 130 – 150 5 – 7
Acero rolado en frío 100 – 110 5 – 7
Cobre embutido 130 – 150 5 – 7
Acero para troqueles 80 – 110 5 – 8
Acero de alta velocidad 80 – 100 5 – 7
Duraluminio 120 – 140 2 – 3
Acero inoxidable 80 – 100 5 – 7
Acero resistente al calor 80 – 100 5 – 7
Bronce aleado 100 – 120 2 – 3
Hierro fundido maleable 90 – 110 5 – 6
Plata alemana 50 – 70 6 – 8
Acero para tubos 130 – 150 6 – 7
Tubos 130 – 150 3 – 5
Fuente: Procesos de manufactura de H.S. Bawa (pág. 23)
Sierras Circulares.
A las sierras circulares también se les conoce como sierras para cortar en frío. Además se
pueden clasificar como:
1. Sierras portátiles.
2. Sierras fijas.
Sierras Portátiles
Estas son las equivalentes de las sierras manuales accionadas mecánicamente. Las dos
están diseñadas para hacer cortes rectos en los materiales. Básicamente, tolas las sierras
circulares consisten en un motor cubierto, con una hoja circular montada en el husillo. La
mitad superior de la hoja consta de una guarda fija mientras que la otra mitad inferior
consta de una guarda retráctil.
Esta guarda se balancea automáticamente hacia arriba y hacia abajo cuando la
herramienta está en uso. Como se muestra en las figuras, las hojas utilizadas en las
sierras circulares se pueden clasificar en las siguientes tres categorías:
1. Hoja de combinación.
2. Hoja de corte transversal.

3. Hoja de corte al hilo.
Hola de combinación
Las hojas de sierra de combinación se utilizan para
rasgar, cortar con grano y transversalmente, y cortar
a través de la fibra. La hoja de combinación es una
opción común para los operarios que buscan hacer
un trabajo sin esperar un acabado perfecto. Las
hojas de combinación tienen un menor número de
dientes, aproximadamente 50 dientes en una hoja
de 10 pulgadas de diámetro (25 cm). Los dientes
están divididos en secciones que comprenden
cuatro dientes de corte transversal y un diente
rastrillo que están separados por espacios en la hoja.
Hoja de corte transversal
La hoja de corte transversal se utiliza para cortar a
través del grano de la madera. Con un número de
dientes relativamente alto y un patrón de diente
alternativo biselado, es capaz de cortar la madera
para construcción, dejando un acabado relativamente
suave. El patrón de diente alternativo biselado, o ATB
(por sus siglas en inglés), describe la posición del
diente en la sierra. Los puntos del diente están
biselados hacia el exterior de la sierra, alternando los
lados con cada diente
Hoja de corte al hilo.
El "kerf" es el ancho de un corte que hace la hoja de
la sierra. Una hoja de sierra de corte fino es más
delgada que una hoja estándar. Debido a que estas
hojas desperdician menos material que las estándar,
se las considera más rentables. Son una opción

común entre las herramientas que funcionan con baterías, ya que requieren menos
energía para funcionar.
Sierras Circulares Fijas.
En general, estas sierras se utilizan de tres maneras: manual, semiautomáticas y
automáticas. Los dos últimos tipos se utilizan muy comúnmente. En las máquinas
semiautomáticas, todas las operaciones, excepto la carga, la alimentación y el retiro del
material, se realizan automáticamente. En las sierras circulares automáticas, todas las
operaciones excepto la carga se efectúan automáticamente. Un solo operador puede
manejar muchas máquinas automáticas.
El trabajo de las sierras circulares metálicas es similar a las fresadoras en las que el
material se alimenta contra el cortador giratorio de dientes múltiples. Sin embargo, las
fresas de corte de metales se fabrican en diámetros de hasta de 200mm, mientras que los
cortadores utilizados en las sierras para metales tienen diámetros mayores.

La mayoría de los cortadores consta de un cuerpo de acero suave con un anillo exterior
de acero de alta velocidad que tiene dientes cortados de manera uniforme. Muchos
cortadores tienen segmentos remplazables de dientes insertados, u hojas de tipo
segmentado. La forma de los dientes también es semejante a los dientes de los
cortadores de la fresadora. Las velocidades de corte de las sierras circulares varían de 10
a 25 m/min para materiales ferrosos. Para materiales no ferrosos las velocidades de corte
son mucho mayores. Para aumentar la vida útil de la herramienta en el trabajo de las
sierras circulares, deben utilizarse lubricantes continuamente.
Sierras de Disco de Acero de Fricción.
Estas sierras constan de un disco de acero que
giran a alta velocidad periféricas (6000 a
7500 m/min) el calor producido en la
superficie coincidente debido a la fricción
funde la parte a través de la cual se está
cortando la trayectoria. Es un proceso muy
rápido y se pueden cortar materiales de
sección transversal hasta de 600 mm2 en
aproximadamente medio minuto.
El diámetro del disco utilizado varía de 60cm a 1,5m; para proveer un claro lateral y
reducir la fricción, los discos de corte por lo general cuentan con muescas en la
circunferencia de 2 a 3 mm de profundidad. La capacidad de corte de los materiales que
utilizan la técnica del disco de fricción depende principalmente de su estructura. Los
aceros inoxidables y los aceros para herramientas
cortan con más facilidad que los discos de acero al alto
carbono con este proceso.
Sierra de Disco Abrasivo.
Este proceso de corte s lleva acabo con la ayuda de
ruedas abrasivas y es adecuado para cortar materiales
ferrosos y no ferrosos de hasta 90 mm de espesor. Los
abrasivos cortan más eficientemente a altas

velocidades ya que no se calientan con facilidad. Los discos abrasivos comúnmente
utilizados son aglutinados con resinoides o con hule. Los primeros son adecuados para
abrasivos secos y los segundos para abrasivos en húmedo. La precisión de acabado de
estas máquinas es mayor que si se utilizaran sierras de corte de disco de fricción.
Sierras de Banda
Las sierras de corte descritas sólo son adecuadas para cortes rectos y no pueden utilizar
para curvas irregulares. Una sierra de banda puede utilizarse para hacer curvas
irregulares, lo que les permiten realizar una variedad de operaciones. Muchas
operaciones de maquinado, como el aserrado de contorneado de troqueles, soportes y
accesorios, que anteriormente se efectuaban en otras máquinas herramientas, ahora se
pueden realizar en esta máquina.
La construcción de una sierra de banda metálica se parece a una sierra de banda para el
trabajo de la madera, como se muestra en la figura. Las velocidades de corte depende
principalmente del tipo de material a cortar y varía de 30 a 100 m/min.

La sierra de cinta consiste en una hoja de metal dentada altamente flexible que es cortada
y soldada de acuerdo al diámetro de los volantes de la máquina herramienta en la que va
a ser usada, produciendo el corte por deslizamiento continuo sobre la pieza a cortar. Los
diversos tipos de hoja de sierra de banda son:
1. Banda de precisión.
2. Banda de contrafuerte.
3. Banda lima.
4. Banda dentada.
5. Banda de fricción.
6. Banda en espiral.
Siguió el desarrollo de la hoja de mano en cuanto a componentes, pero hoy en día la ha
superado ampliamente, encontrando en el mercado hojas con los dientes compuestos de
carburo de tungsteno, capaces de cortar aleaciones de extraordinaria resistencia tales
como las superaleaciones empleadas en el campo de la aviación.