escuela politÉcnica nacionalbibdigital.epn.edu.ec/bitstream/15000/15199/1/cd-6974.pdf · campo oso...
TRANSCRIPT
I
ESCUELA POLITÉCNICA NACIONAL
FACULTAD DE INGENIERÍA EN GEOLOGÍA Y PETRÓLEOS
DETERMINACIÓN DE LOS PARÁMETROS ÓPTIMOS DE SEPARACIÓN Y TRATAMIENTO DE PETRÓLEO CRUDO EN EL CAMPO OSO DEL BLOQUE 7 EN EL ORIENTE ECUATORIANO
PROYECTO PREVIO A LA OBTENCIÓN DEL TÍTULO DE INGENIEROS EN PETRÓLEOS
GALO ANDRÉS CADENA CALAPAQUI [email protected]
OSCAR DANIEL CRIOLLO TALAVERA [email protected]
DIRECTOR: ING. OCTAVIO SCACCO. MBA [email protected]
Quito, Abril 2016
II
DECLARACIÓN
Nosotros, Galo Andrés Cadena Calapaqui y Oscar Daniel Criollo Talavera,
declaramos bajo juramento que el trabajo aquí descrito es de nuestra autoría; que
no ha sido previamente presentado para ningún grado o calificación profesional; y,
que hemos consultado las referencias bibliográficas que se incluyen en este
documento.
A través de la presente declaración cedemos nuestros derechos de propiedad
intelectual correspondientes a este trabajo, a la Escuela Politécnica Nacional,
según lo establecido por la Ley de Propiedad Intelectual, por su Reglamento y por
normativa institucional vigente.
_______________________________ _______________________________
Galo Andrés Cadena Calapaqui Oscar Daniel Criollo Talavera

III
CERTIFICACIÓN
Certifico que el trabajo fue desarrollado por los Srs. Galo Andrés Cadena
Calapaqui y Oscar Daniel Criollo Talavera bajo mi supervisión.
Ing. Octavio Scacco DIRECTOR DE PROYECTO

IV
AGRADECIMIENTOS
Agradecemos en primer lugar a Dios por darnos la vida y bendecirnos
rodeándonos de personas importantes para nuestro desarrollo personal y
profesional.
Gracias a nuestras familias por brindarnos toda su paciencia, dedicación, apoyo y
fortaleza para poder realizar una carrera universitaria y lograr llegar a este
momento tan importante en nuestras vidas.
A los profesores de la EPN fundamentalmente de la carrera de Ingeniería en
Petróleos por su incasable labor en enseñar y formar buenos profesionales
brindando sus conocimientos y experiencias, especialmente a nuestro director de
proyecto el Ing. Octavio Scacco, por ser la guía necesaria y brindarnos su
experiencia y ayuda académica de gran importancia para culminar con éxito este
propósito.
De la misma manera un agradecimiento a los funcionarios de la Agencia de
Regulación y Control Hidrocarburífero (ARCH), que nos dio la apertura para la
realización de nuestro proyecto, en especial a los ingenieros Andrés Novoa y
César Yánez.
Finalmente, a todas las personas que han estado presentes durante esta vida
estudiantil, amigos y familiares que de una u otra manera han puesto su granito de
arena para llegar a dar este gran paso dentro de nuestras vidas.

V
DEDICATORIA
Dedico este proyecto a mis padres (César y Rosario) y hermanos (Paola, Agusta y
César), ya que sin ustedes nada de esto hubiera sido posible. Son las personas
que más quiero y quienes siempre han estado y estarán junto a mí apoyándome
en las decisiones que decida tomar.
Oscar
Este gran paso se lo dedico a Dios por ser la guía y mostrarme el mejor camino,
por darme las fuerzas y la sabiduría para enfrentar las adversidades que se me
presentaron en este trayecto y por rodearme de personas que con amor y apoyo
han sido los pilares por lo que ahora he logrado un éxito más en mi vida
profesional.
Una dedicación especial a mis dos abuelitos que están en el cielo que han sido
ejemplo de vida y de superación. A mis padres (Galo y Yolanda) y hermanos
(Marcos y Lucia) por su incondicional amor, apoyo y paciencia, por lo que ahora
puedo cosechar esta gran alegría. A mi tía Lucia por sus sabios consejos y por
siempre preocuparse por mi bienestar. Y finalmente a ese gran amor que Dios me
regalo y que ha sido mi apoyo fiel en todo mi trayecto, a todos muchas gracias.
Galo Andrés

VI
CONTENIDO
DECLARACIÓN ..................................................................................................................................... II
CERTIFICACIÓN ................................................................................................................................... III
AGRADECIMIENTOS............................................................................................................................ IV
DEDICATORIA ...................................................................................................................................... V
CONTENIDO ........................................................................................................................................ VI
ÍNDICE DE FIGURAS ............................................................................................................................. X
ÍNDICE DE TABLAS .............................................................................................................................. XI
ÍNDICE DE ECUACIONES ................................................................................................................... XIII
SIMBOLOGÍA..................................................................................................................................... XIV
RESUMEN ........................................................................................................................................ XVII
PRESENTACIÓN ................................................................................................................................. XIX
CAPÍTULO I .......................................................................................................................................... 1
GENERALIDADES DEL CAMPO OSO ..................................................................................................... 1
1.1. ANTECEDENTES DEL CAMPO OSO ................................................................................ 1
1.2. UBICACIÓN DEL CAMPO OSO ....................................................................................... 1
1.3. GEOLOGÍA DEL CAMPO OSO ........................................................................................ 3
1.3.1. ESTRATIGRAFÍA ............................................................................................................ 4
1.3.2.1. Características litológicas .................................................................................... 5
1.3.2.1.1 Miembro Arena Basal Tena ............................................................................... 5
1.3.2.1.2 Miembro Arenisca Napo “U” ............................................................................ 5
1.3.2.1.3 Miembro Arena “T” ........................................................................................... 5
1.3.2.1.4 Formación Hollín ............................................................................................... 6
1.4. PRODUCCIÓN ............................................................................................................... 6
CAPITULO II ......................................................................................................................................... 7
DESCRIPCIÓN DE LAS FACILIDADES DE SUPERFICIE DEL CAMPO OSO ................................................ 7
2.1. GENERALIDADES .......................................................................................................... 7
2.2. FACILIDADES DE PRODUCCIÓN .................................................................................... 7
2.2.1. ESTACIÓN CENTRAL DE PRODUCCIÓN OSO CPF (OPF) ................................................ 9
2.2.2. ESTACIÓN SUR DE PRODUCCIÓN OSO SPF ................................................................. 10
VII
2.2.3. TRATAMIENTO QUÍMICO DEL CRUDO DE LA ESTACIÓN OSO CPF ............................. 11
2.2.4. TRATAMIENTO QUÍMICO DEL CRUDO DE LA ESTACIÓN OSO SPF ............................. 12
2.2.5. SEPARADORES ............................................................................................................ 13
2.2.6. BOTA DE GAS .............................................................................................................. 15
2.2.7. SCRUBBER DE GAS ...................................................................................................... 15
2.2.8. SISTEMA DE ALMACENAMIENTO ............................................................................... 16
2.2.9. TANQUE DE LAVADO .................................................................................................. 16
2.2.9.1. Tanque de surgencia ......................................................................................... 17
2.2.9.2. Tanque de almacenamiento .............................................................................. 17
2.2.9.3. Tanques de agua ............................................................................................... 18
2.2.10. MANEJO DE GAS ......................................................................................................... 19
2.2.11. SISTEMA DE INYECCIÓN DE AGUA ............................................................................. 20
2.2.12. SISTEMA DE TRANSFERENCIA .................................................................................... 23
2.2.13. GENERACIÓN DE ENERGÍA ELÉCTRICA ....................................................................... 24
2.2.13.1. Nueva Planta de Generación de Energía Oso SPF ............................................. 25
2.2.14. LÍNEAS DE FLUJO Y DUCTOS ....................................................................................... 25
CAPÍTULO III ...................................................................................................................................... 28
TEORÍA DE SEPARACIÓN Y TRATAMIENTO DE CRUDO ..................................................................... 28
3.1. INTRODUCCIÓN ..................................................................................................................... 28
3.2. MECANISMOS DE SEPARACIÓN............................................................................................. 29
3.2.1. SEPARACIÓN POR GRAVEDAD .................................................................................... 29
3.2.2. SEPARACIÓN POR FUERZA CENTRÍFUGA ................................................................... 30
3.2.3. SEPARACIÓN POR CHOQUE DE PARTÍCULAS O COALESCENCIA ................................ 30
3.3. PARÁMETROS QUE INFLUYEN EN LA SEPARACIÓN DE PETRÓLEO........................................ 31
3.3.1. PRESIÓN DE SEPARACIÓN .......................................................................................... 31
3.3.2. TEMPERATURA DE SEPARACIÓN ................................................................................ 31
3.3.3. COMPOSICIÓN DE LA MEZCLA ................................................................................... 32
3.3.4. TAMAÑO DE LA PARTÍCULA DE LÍQUIDO ................................................................... 32
3.3.5. VELOCIDAD DEL GAS .................................................................................................. 32
3.3.6. TIEMPO DE RETENCIÓN ............................................................................................. 32
3.3.7. DENSIDAD DEL LÍQUIDO Y DEL GAS ........................................................................... 35
3.3.8. VISCOSIDAD DEL GAS ................................................................................................. 36

VIII
3.4. ETAPAS DE SEPARACIÓN ....................................................................................................... 36
3.5. SECCIONES DE SEPARACIÓN .................................................................................................. 37
3.5.1. SECCIÓN PRIMARIA .................................................................................................... 37
3.5.2. SECCIÓN SECUNDARIA ............................................................................................... 38
3.5.3. SECCIÓN DE EXTRACCIÓN DE NEBLINA ...................................................................... 38
3.5.4. SEGREGACIÓN FINAL .................................................................................................. 38
3.6. CONDICIONES ÓPTIMAS PARA LA SEPARACIÓN DE PETRÓLEO ............................................ 39
3.6.1. GRAVEDAD ESPECÍFICA DEL PETRÓLEO (γo) .............................................................. 40
3.6.2. VISCOSIDAD DEL PETRÓLEO (µo) ................................................................................ 40
3.7. PROBLEMAS DE OPERACIÓN ................................................................................................. 41
3.7.1. CRUDOS ESPUMOSOS ................................................................................................ 41
3.7.2. PARAFINAS ................................................................................................................. 41
3.7.3. ARENAS ...................................................................................................................... 42
3.7.4. ARRASTRE DE LÍQUIDO............................................................................................... 42
3.7.5. FUGAS DE GAS ............................................................................................................ 42
3.8. DESHIDRATACIÓN.................................................................................................................. 43
3.8.1. EMULSIÓN .................................................................................................................. 43
3.8.2. DEMULSIFICACIÓN ..................................................................................................... 45
3.9. MÉTODOS DE TRATAMIENTO................................................................................................ 45
3.9.1. MÉTODO GRAVITACIONAL ......................................................................................... 46
3.9.2. MÉTODO QUÍMICO .................................................................................................... 46
3.9.3. MÉTODO TÉRMICO .................................................................................................... 46
3.9.4. MÉTODO ELÉCTRICO .................................................................................................. 46
3.9.5. MÉTODOS MECÁNICOS .............................................................................................. 47
CAPÍTULO IV ...................................................................................................................................... 48
ANÁLISIS Y DETERMINACIÓN DE LOS PARÁMETROS DE SEPARACIÓN DEL CAMPO OSO ................. 48
4.1. PRODUCCIÓN DE FLUIDOS CON LOS PARÁMETROS ACTUALES DEL CAMPO OSO ............... 48
4.2. PARÁMETROS DE OPERACIÓN ACTUALES DEL CAMPO OSO ................................................ 51
4.2.1. PRESIÓN DE OPERACIÓN (Po) ............................................................................................... 51
4.2.2. TEMPERATURA DE OPERACIÓN (To) ..................................................................................... 53
4.2.3. TIEMPO DE RETENCIÓN (tr) ................................................................................................... 55
IX
4.3. CALIDAD DE LOS FLUIDOS OBTENIDOS CON LOS PARÁMETROS DE OPERACIÓN ACTUALES
DEL CAMPO OSO .................................................................................................................. 56
4.3.1. CORTE DE AGUA PRESENTE EN EL PETRÓLEO (%BS&W) ...................................................... 56
4.3.2. GRAVEDAD API ...................................................................................................................... 58
4.3.3. CONCENTRACIÓN DE ACEITE RESIDUAL PRESENTE EN EL AGUA .......................................... 60
4.4. DETERMINACIÓN DE LOS PARÁMETROS ÓPTIMOS DE OPERACIÓN DEL CAMPO OSO ........ 62
4.4.1. ANÁLISIS DEL TIEMPO DE RETENCIÓN EN LOS SEPARADORES ............................................. 62
4.4.1.1. COMPARACIÓN DE LOS TIEMPOS DE RETENCIÓN MEDIDOS CON LOS CALCULADOS ......... 64
4.4.1.2. RESULTADOS DEL ANÁLISIS COMPARATIVO DE LOS TIEMPOS DE RETENCIÓN MEDIDOS
CON LOS CALCULADOS ......................................................................................................... 67
CAPÍTULO V ....................................................................................................................................... 73
CONCLUSIONES Y RECOMENDACIONES ............................................................................................ 73
5.1. CONCLUSIONES ..................................................................................................................... 73
5.2. RECOMENDACIONES ............................................................................................................. 76
REFERENCIAS BIBLIOGRÁFICAS ......................................................................................................... 78
ANEXOS ............................................................................................................................................. 80

X
ÍNDICE DE FIGURAS
Figura 1.1 UBICACIÓN GEOGRÁFICA CAMPO OSO ....................................................... 2 Figura 1.2 LÍMITES GEOGRÁFICAS DEL CAMPO OSO .................................................. 3 Figura 1.3 BLOQUE 7 COLUMNA ESTRATIGRÁFICA MAPAS ESTRUCTURALES ......... 4 Figura 2.1 DIAGRAMA DEL PROCESO DE SEPARACIÓN DE OSO CPF ...................... 9 Figura 2.2 DIAGRAMA DEL PROCESO DE SEPARACIÓN DE OSO SPF ..................... 11 Figura 2.3 RED DE DUCTOS DEL CAMPO OSO ........................................................... 26
Figura 3.1 PROCESO BÁSICO DE SEPARACIÓN DE CRUDO ...................................... 28 Figura 3.2 ESQUEMA DE UN SEPARADOR HORIZONTAL ........................................... 29 Figura 3.3 ESQUEMA DE UN SEPARADOR CILÍNDRICO CENTRÍFUGO ..................... 30 Figura 3.6 ESQUEMA DE UN SISTEMA DE SEPARACIÓN DE TRES ETAPAS ............ 37 Figura 3.5 FOTO MICROSCÓPICA DE UNA EMULSIÓN DE PETRÓLEO EN AGUA .... 44
XI
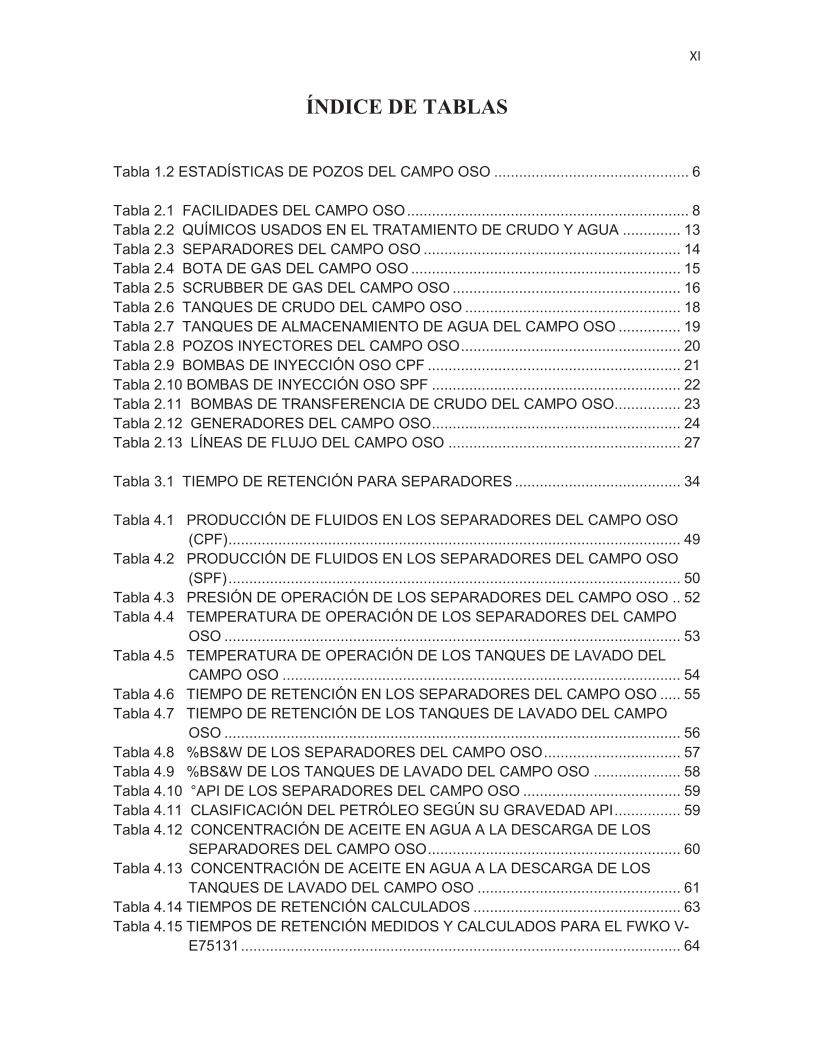
ÍNDICE DE TABLAS
Tabla 1.2 ESTADÍSTICAS DE POZOS DEL CAMPO OSO ............................................... 6 Tabla 2.1 FACILIDADES DEL CAMPO OSO .................................................................... 8 Tabla 2.2 QUÍMICOS USADOS EN EL TRATAMIENTO DE CRUDO Y AGUA .............. 13 Tabla 2.3 SEPARADORES DEL CAMPO OSO .............................................................. 14 Tabla 2.4 BOTA DE GAS DEL CAMPO OSO ................................................................. 15 Tabla 2.5 SCRUBBER DE GAS DEL CAMPO OSO ....................................................... 16 Tabla 2.6 TANQUES DE CRUDO DEL CAMPO OSO .................................................... 18 Tabla 2.7 TANQUES DE ALMACENAMIENTO DE AGUA DEL CAMPO OSO ............... 19 Tabla 2.8 POZOS INYECTORES DEL CAMPO OSO ..................................................... 20 Tabla 2.9 BOMBAS DE INYECCIÓN OSO CPF ............................................................. 21 Tabla 2.10 BOMBAS DE INYECCIÓN OSO SPF ............................................................ 22 Tabla 2.11 BOMBAS DE TRANSFERENCIA DE CRUDO DEL CAMPO OSO................ 23 Tabla 2.12 GENERADORES DEL CAMPO OSO ............................................................ 24 Tabla 2.13 LÍNEAS DE FLUJO DEL CAMPO OSO ........................................................ 27 Tabla 3.1 TIEMPO DE RETENCIÓN PARA SEPARADORES ........................................ 34 Tabla 4.1 PRODUCCIÓN DE FLUIDOS EN LOS SEPARADORES DEL CAMPO OSO
(CPF) ............................................................................................................. 49 Tabla 4.2 PRODUCCIÓN DE FLUIDOS EN LOS SEPARADORES DEL CAMPO OSO
(SPF) ............................................................................................................. 50 Tabla 4.3 PRESIÓN DE OPERACIÓN DE LOS SEPARADORES DEL CAMPO OSO .. 52 Tabla 4.4 TEMPERATURA DE OPERACIÓN DE LOS SEPARADORES DEL CAMPO
OSO .............................................................................................................. 53 Tabla 4.5 TEMPERATURA DE OPERACIÓN DE LOS TANQUES DE LAVADO DEL
CAMPO OSO ................................................................................................ 54 Tabla 4.6 TIEMPO DE RETENCIÓN EN LOS SEPARADORES DEL CAMPO OSO ..... 55 Tabla 4.7 TIEMPO DE RETENCIÓN DE LOS TANQUES DE LAVADO DEL CAMPO
OSO .............................................................................................................. 56 Tabla 4.8 %BS&W DE LOS SEPARADORES DEL CAMPO OSO ................................. 57 Tabla 4.9 %BS&W DE LOS TANQUES DE LAVADO DEL CAMPO OSO ..................... 58 Tabla 4.10 °API DE LOS SEPARADORES DEL CAMPO OSO ...................................... 59 Tabla 4.11 CLASIFICACIÓN DEL PETRÓLEO SEGÚN SU GRAVEDAD API ................ 59 Tabla 4.12 CONCENTRACIÓN DE ACEITE EN AGUA A LA DESCARGA DE LOS
SEPARADORES DEL CAMPO OSO ............................................................. 60 Tabla 4.13 CONCENTRACIÓN DE ACEITE EN AGUA A LA DESCARGA DE LOS
TANQUES DE LAVADO DEL CAMPO OSO ................................................. 61 Tabla 4.14 TIEMPOS DE RETENCIÓN CALCULADOS .................................................. 63 Tabla 4.15 TIEMPOS DE RETENCIÓN MEDIDOS Y CALCULADOS PARA EL FWKO V-
E75131 .......................................................................................................... 64
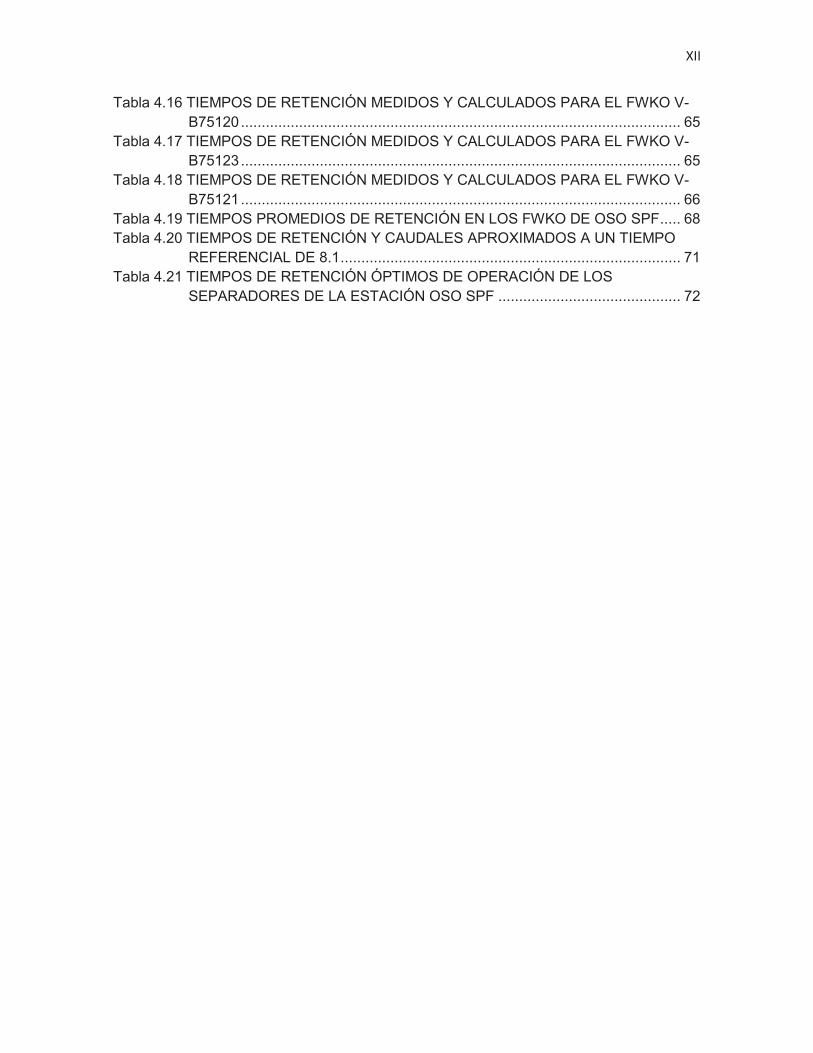
XII
Tabla 4.16 TIEMPOS DE RETENCIÓN MEDIDOS Y CALCULADOS PARA EL FWKO V-B75120 .......................................................................................................... 65
Tabla 4.17 TIEMPOS DE RETENCIÓN MEDIDOS Y CALCULADOS PARA EL FWKO V-B75123 .......................................................................................................... 65
Tabla 4.18 TIEMPOS DE RETENCIÓN MEDIDOS Y CALCULADOS PARA EL FWKO V-B75121 .......................................................................................................... 66
Tabla 4.19 TIEMPOS PROMEDIOS DE RETENCIÓN EN LOS FWKO DE OSO SPF ..... 68 Tabla 4.20 TIEMPOS DE RETENCIÓN Y CAUDALES APROXIMADOS A UN TIEMPO
REFERENCIAL DE 8.1 .................................................................................. 71 Tabla 4.21 TIEMPOS DE RETENCIÓN ÓPTIMOS DE OPERACIÓN DE LOS
SEPARADORES DE LA ESTACIÓN OSO SPF ............................................ 72
XIII
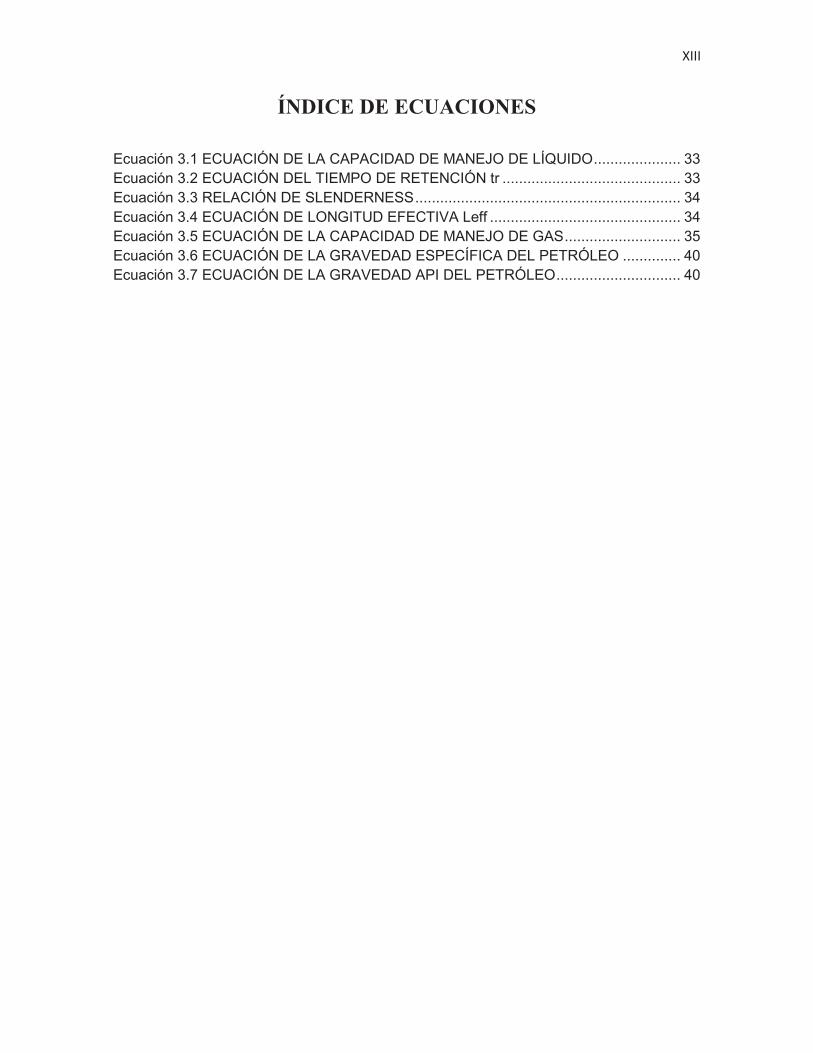
ÍNDICE DE ECUACIONES
Ecuación 3.1 ECUACIÓN DE LA CAPACIDAD DE MANEJO DE LÍQUIDO ..................... 33 Ecuación 3.2 ECUACIÓN DEL TIEMPO DE RETENCIÓN tr ........................................... 33 Ecuación 3.3 RELACIÓN DE SLENDERNESS ................................................................ 34 Ecuación 3.4 ECUACIÓN DE LONGITUD EFECTIVA Leff .............................................. 34 Ecuación 3.5 ECUACIÓN DE LA CAPACIDAD DE MANEJO DE GAS ............................ 35 Ecuación 3.6 ECUACIÓN DE LA GRAVEDAD ESPECÍFICA DEL PETRÓLEO .............. 40 Ecuación 3.7 ECUACIÓN DE LA GRAVEDAD API DEL PETRÓLEO .............................. 40
XIV
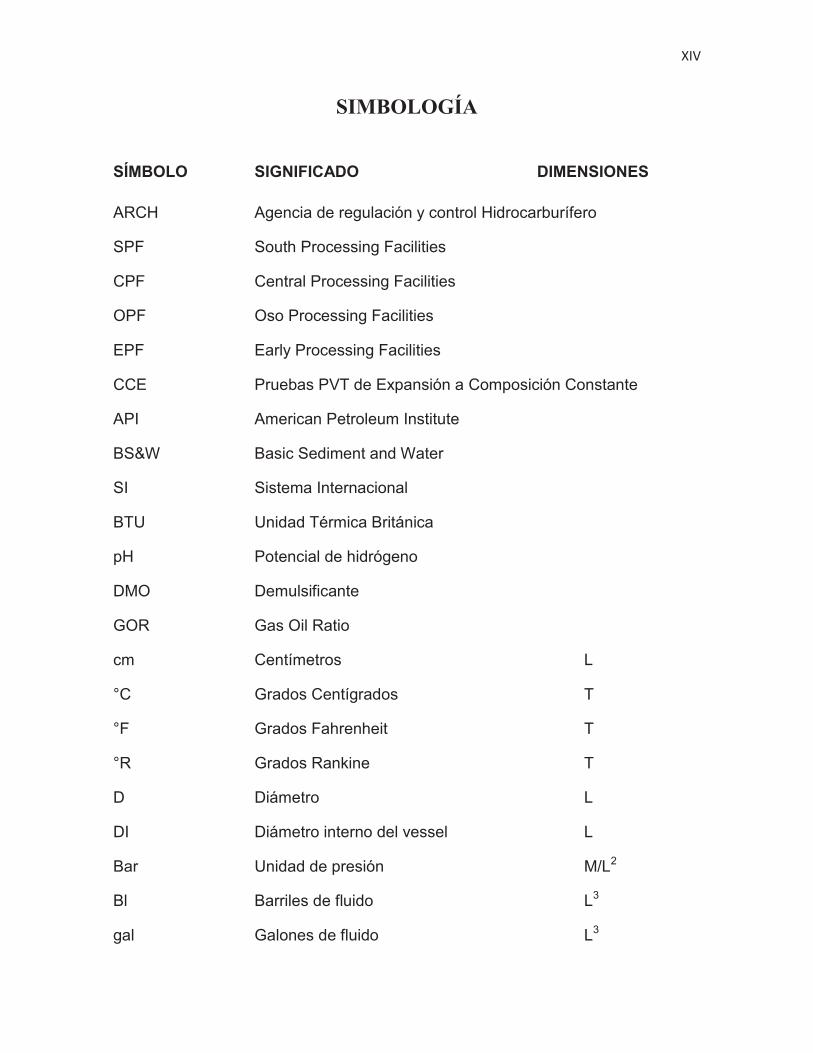
SIMBOLOGÍA
SÍMBOLO SIGNIFICADO DIMENSIONES
ARCH Agencia de regulación y control Hidrocarburífero
SPF South Processing Facilities
CPF Central Processing Facilities
OPF Oso Processing Facilities
EPF Early Processing Facilities
CCE Pruebas PVT de Expansión a Composición Constante
API American Petroleum Institute
BS&W Basic Sediment and Water
SI Sistema Internacional
BTU Unidad Térmica Británica
pH Potencial de hidrógeno
DMO Demulsificante
GOR Gas Oil Ratio
cm Centímetros L
°C Grados Centígrados T
°F Grados Fahrenheit T
°R Grados Rankine T
D Diámetro L
DI Diámetro interno del vessel L
Bar Unidad de presión M/L2
Bl Barriles de fluido L3
gal Galones de fluido L3

XV
BFPD Barriles de Fluido por día L3/t
BOPD Barriles de Petróleo por día L3/t
BWPD Barriles de Agua por día L3/t
BPD Barriles por día L3/t
L Longitud de la sección L
Leff Longitud Efectiva del separador L
Cd Constante de arrastre
lbs Libras M
lbs/gal Libras por galón M/L3
lbs/pulg2 Libras por pulgada cuadrada M/L2
PVT Presión - Volumen - Temperatura
M Mil M
psi Libra por pulgada cuadrada M/L2
in Pulgada (inch) L
ft Pies (Feet) L
PCSD Pies cúbicos estándar diarios L3/t2
MPCSD Miles de Pies cúbicos estándar diarios L3/t2
P Presión M/L2
Q Caudal L3/t
Re Número de Reynolds
µ Viscosidad Mt/L2
µe Viscosidad efectiva Mt/L2
Rsi Relación gas petróleo a condiciones de yacimiento iniciales
Rs Relación gas petróleo a condiciones actuales
Vs Velocidad de fluido L/t2

XVI
V Volumen total L3/t
ρ Densidad del fluido ML3/t
% Porcentaje
FWKO Free Water Knock Out
TK Tanque
LSH Level Safety High
LSL Level Safety Low
KOD Knock Out Drum
SCADA Supervisory Control And Data Acquisition
RGC Relación gas condensado
CCE Constant Composition Expansion
CVD Constant Volume Depletion
THP Presión fluyente del Tubing del pozo
Gun Barrels A veces llamado tanque de lavado es el equipo más antiguo
usado en instalaciones en tierra para el tratamiento de crudo
en estaciones de recolección convencionales.
TEA Es un dispositivo para el quemado de los gases de desecho
originados en refinerías, plantas químicas, terminales de
almacenamiento, en tuberías y facilidades de producción
durante la operación normal o en emergencias. Existen
diferentes tipos de teas: Elevadas, cortas y fosos crematorios.
Siendo las teas elevadas las más usadas cuando se está
trabajando con hidrocarburos.
PILOTO Pequeño quemador de uso continuo que da energía de
ignición para prender los gases que son venteados.
XVII
RESUMEN
El presente proyecto fue propuesto con la finalidad de determinar los parámetros
óptimos de separación y tratamiento de petróleo en el campo Oso en el Bloque 7
del oriente ecuatoriano.
El análisis abarca todos los sistemas, equipos y parámetros de operación tanto en
lo que se refiere a la separación de agua, petróleo y gas como en el tratamiento
del petróleo luego del proceso de separación, que se utilizan en el campo Oso.
Los parámetros óptimos de separación que influyen en el proceso de obtención de
petróleo son: la presión, temperatura y el volumen de fluido que ingresa en el
proceso los que determinan la calidad del petróleo basado en el %BS&W existente
en el petróleo en la fase final que será enviado a la estación Gacela. Las
principales arenas de producción del Campo Oso son Hollín y Napo “T” Superior
generando un aporte de crudo muy importante en la industria petrolera del
Ecuador convirtiéndose de esta manera como uno de los principales campos
productores de petróleo.
Las facilidades se encuentran distribuidas en dos estaciones de procesamiento:
Oso CPF y Oso SPF, que son alimentadas por ocho plataformas de producción y
donde se encuentran ubicados principalmente un total de cuatro separadores
FWKO, dos botas de gas, dos tanques de lavado, dos tanques de almacenamiento
de petróleo, dos scrubber de gas, cuatro tanques de almacenamiento de agua,
sistema de generación de energía y sistemas de bombeo para reinyección de
agua mediante cuatro plataformas y para transferencia de crudo y agua hacia la
estación Gacela.
XVIII
Utilizando los conceptos de separación y tratamiento de crudo, se realizó un
análisis de los parámetros de separación y tratamiento del campo Oso, para
posteriormente determinar los parámetros óptimos mediante un análisis de las
características y calidad de fluidos obtenidos a las descargas de cada separador o
tratador en las estaciones Oso CPF y Oso SPF, y cálculos matemáticos que
ratifican la validez de estos parámetros,
Finalizado el análisis, se puede concluir que los separadores y tratadores que
operan en el campo Oso tienen un buen desempeño, es decir, los separadores y
tanques de lavado tienen descargas de petróleo con bajos %BS&W, excepto por
uno de los separadores FWKO presentes en la estación Oso SPF, del cual se
observa una separación poco eficiente reflejada en altos valores de %BS&W.
Además se observa que la concentración de aceite en los tanques de
almacenamiento de agua es relativamente baja, lo que nos indica que se obtiene
una buena calidad de agua separada en el proceso para luego ser reinyectada a
los pozos bajo condiciones ambientales adecuadas.
El estudio del desempeño del proceso de separación en las dos estaciones del
campo Oso, concluye con una propuesta para mejorar el funcionamiento del
FWKO que presenta problemas, proponiendo una solución de re-direccionamiento
de fluido a los otros separadores vecinos, con lo que se espera mejorar la calidad
de petróleo a la descarga de los separadores.
XIX
PRESENTACIÓN
El campo Oso está ubicado en el Bloque 7 del Oriente ecuatoriano, es operado en
la actualidad por la empresa ecuatoriana PETROECUADOR E.P. quienes se
encargan de realizar los procesos de exploración, explotación, separación y
tratamiento, transporte del fluido hasta la estación Gacela, donde es fiscalizado
por la Agencia de Regulación y Control de Hidrocarburos (ARCH).
El proceso de separación y tratamiento de fluidos del Campo Oso están a cargo
de dos plantas principales de procesamiento las que trabajan con altas
temperaturas debido a las condiciones de los pozos, lo que facilita el proceso de
separación sin la necesidad de calentar el flujo al ingreso de los separadores. El
flujo que se produce del campo, en su mayor parte está conformado de agua, sin
embargo, se obtiene un crudo de calidad media.
Para el desarrollo de este proyecto se realizó un análisis de los parámetros
actuales medidos en la locación del campo Oso medidos en un periodo de 8 días
durante la visita técnica realizada, especialmente de los separadores, con lo que
se pudo confirmar información y actualizarla para su posterior análisis.
Para confirmar los datos medidos en campo se procede a realizar cálculos
matemáticos, de tal manera que nos permita interpretar lo que se visualiza en los
monitores del sistema SCADA que controla el proceso de las estaciones de
separación.
Una vez confirmada la información de campo, se realiza un análisis de parámetros
y calidad de fluidos descargados por los separadores. Para de esta manera,
observar la eficiencia de separación de cada uno, y saber si se tienen errores o
problemas operativos o a su vez si su desempeño es el adecuado.
XX
Conociendo los posibles problemas que se presenten en cada uno de los
separadores se procede a recomendar posibles alternativas para mejorar la
calidad de separación en los recipientes existentes en las dos estaciones del
campo Oso.

1
CAPÍTULO I
GENERALIDADES DEL CAMPO OSO
1.1. ANTECEDENTES DEL CAMPO OSO
El Bloque 7 descubierto por la empresa TEXACO en 1970 está localizado en la
Cuenca Oriente del Ecuador en la parte centro-occidental, tiene una extensión de
80398 hectáreas donde se encuentra ubicado el campo Oso junto con otros
campos tales como: Coca-Payamino, Jaguar, Mono, Lobo y Gacela.
Las formaciones que producen los principales yacimientos en los campos del
bloque 7 son: Formación Napo y la arenisca Hollín (Petroamazonas E.P, 2015).
1.2. UBICACIÓN DEL CAMPO OSO
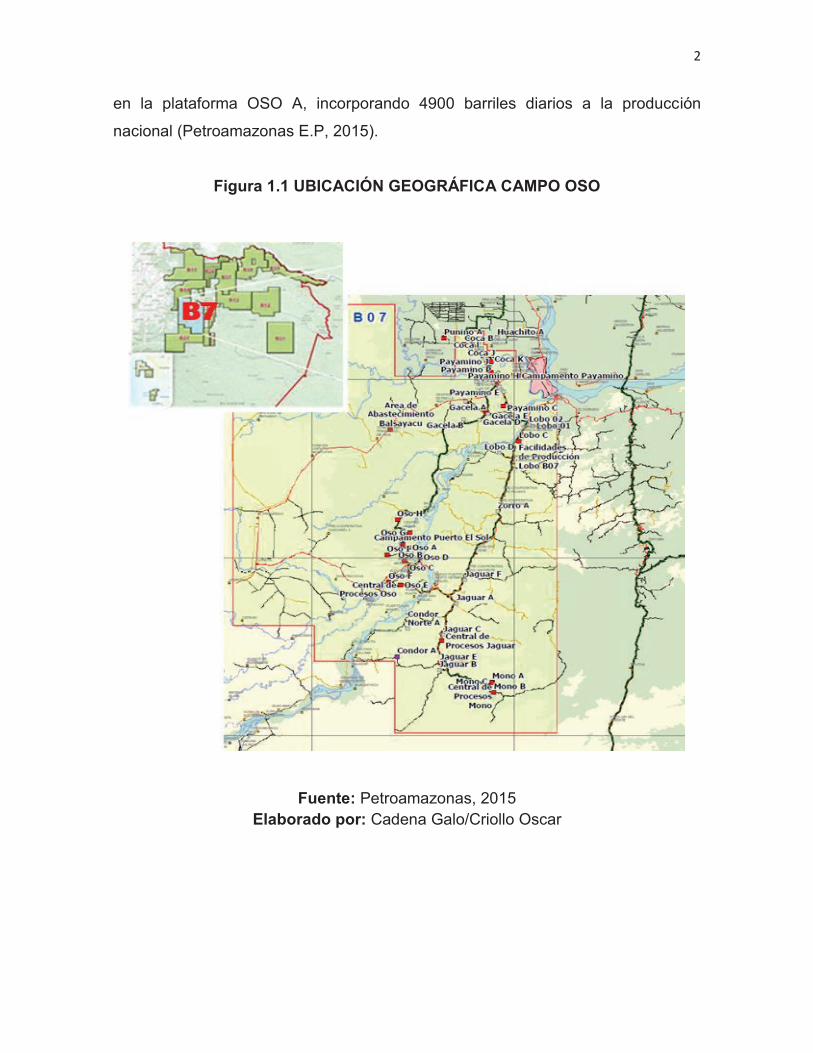
El Campo Oso operado por Petroamazonas E.P, está localizado a 18 km al oriente
de la Cordillera de los Andes, dentro del Bloque 7 a 50 km al sur de la ciudad del
Coca, en el centro-occidente de la Cuenca Oriente y a 8 km al oeste del Campo
Jaguar. Abarca una extensión de 2300 hectáreas donde se encuentran ubicadas
las plataformas Oso A, Oso B, Oso 3 “C”, Oso 9 “D”, Oso 2 “F”, Oso G, Oso H, y
Oso I; las cuales están en constante perforación petrolera debido a su geología y
características de depositación de los yacimientos existentes, siendo actualmente
campos de vital importancia en la industria del petróleo ecuatoriano
(Petroamazonas E.P, 2015).
El pozo Oso 47 es el primer pozo perforado puesto en producción con éxito por la
empresa pública ecuatoriana PETROAMAZONAS EP, perforado en la arena Hollín
2
en la plataforma OSO A, incorporando 4900 barriles diarios a la producción
nacional (Petroamazonas E.P, 2015).
Figura 1.1 UBICACIÓN GEOGRÁFICA CAMPO OSO
Fuente: Petroamazonas, 2015
Elaborado por: Cadena Galo/Criollo Oscar
3
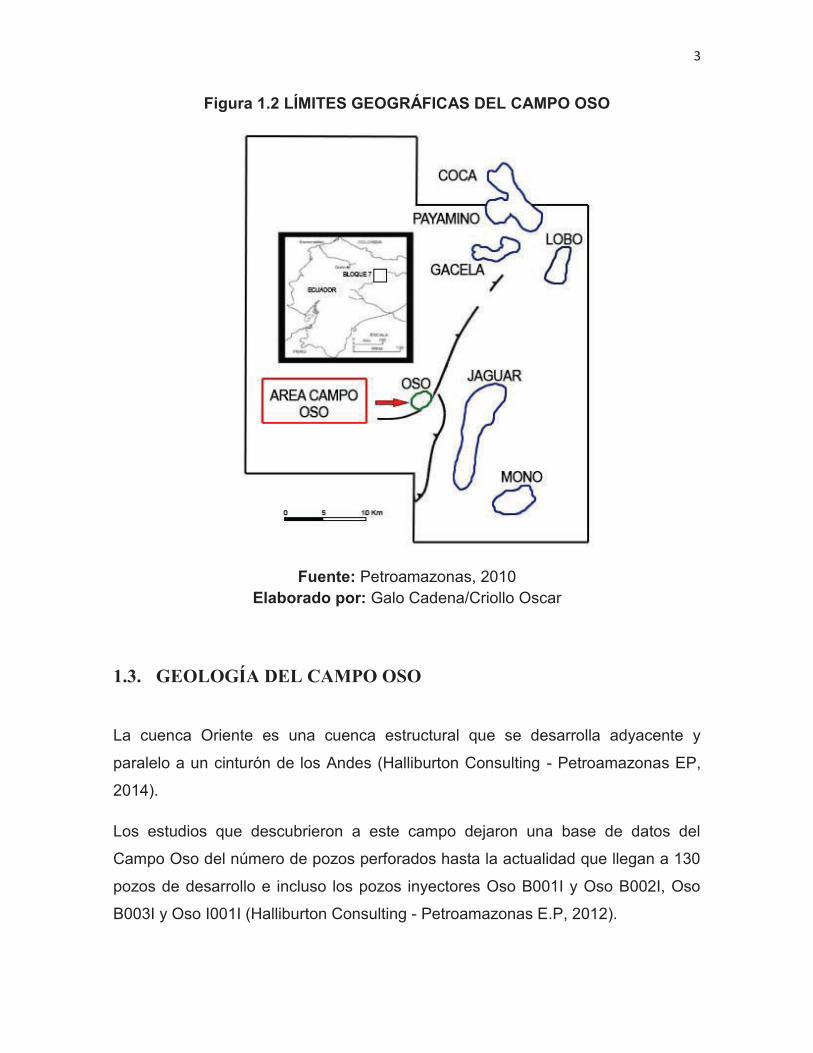
Figura 1.2 LÍMITES GEOGRÁFICAS DEL CAMPO OSO
Fuente: Petroamazonas, 2010 Elaborado por: Galo Cadena/Criollo Oscar
1.3. GEOLOGÍA DEL CAMPO OSO
La cuenca Oriente es una cuenca estructural que se desarrolla adyacente y
paralelo a un cinturón de los Andes (Halliburton Consulting - Petroamazonas EP,
2014).
Los estudios que descubrieron a este campo dejaron una base de datos del
Campo Oso del número de pozos perforados hasta la actualidad que llegan a 130
pozos de desarrollo e incluso los pozos inyectores Oso B001I y Oso B002I, Oso
B003I y Oso I001I (Halliburton Consulting - Petroamazonas E.P, 2012).

4
1.3.1. ESTRATIGRAFÍA
La mayoría de pozos exploratorios del bloque fueron perforados en la Formación
Chapiza del Jurásico Medio, estas formaciones están cubiertas por las areniscas
fluviales a transicionales de la Formación Hollín del Cretáceo Inferior (Halliburton
Consulting - Petroamazonas E.P, 2012).
Las zonas de interés en el área del Bloque 7 son: la Arenisca “T”, la Caliza “B”, la
Arenisca “U”, la Caliza “A” y la Caliza “M-2”, las cuales estas formadas por
depósitos de lutitas, calizas y Areniscas de la Formación Napo en ambiente
marino somero (Halliburton Consulting - Petroamazonas E.P, 2012).
Figura 1.3 BLOQUE 7 COLUMNA ESTRATIGRÁFICA MAPAS ESTRUCTURALES
Fuente: Petroamazonas, 2014

5
1.3.2.1. Características litológicas
1.3.2.1.1 Miembro Arena Basal Tena
En el pozo Oso A-21, se evaluó la Arenisca Basal Tena, obteniéndose alguna
información básica como:
· producción promedio de 631 BFPD
· un BSW de 0.30%, desde Noviembre 2009 hasta Marzo del 2010.
(Halliburton Consulting - Petroamazonas E.P, 2012). 1.3.2.1.2 Miembro Arenisca Napo “U”
Las zonas de arenas limpias presentan una orientación Noroeste a Sureste con
0.5 km de ancho. En esta zona de los pozos del campo Oso se determina una
zona de pago corroborada por el análisis de registros y datos de producción de
dichos pozos (Halliburton Consulting - Petroamazonas E.P, 2012).
1.3.2.1.3 Miembro Arena “T”
La Arenisca “T” Superior está formada por una arenisca cuarzosa. La evaluación
de registros, la descripción de ripios y los datos de producción indican que la
Arenisca Napo “T” tiene zona de pago, como es el caso en el pozo Oso A-45 que
presenta:
· una producción en promedio 449.93 BPPD
· BSW de 2,06%.
(Halliburton Consulting - Petroamazonas E.P, 2012).
El campo Oso presenta yacimientos secundarios dentro de la arenisca T y la arenisca U, siendo estos yacimientos marginales de extensión lateral y calidad de yacimiento si se considera el espesor (Halliburton Consulting - Petroamazonas E.P, 2012).
6
1.3.2.1.4 Formación Hollín
En los pozos perforados el espesor total que registran desde el tope de Hollín
Principal hasta el contacto agua – petróleo, varía desde los 117 ft como en Oso A-
26, hasta 21 ft en Oso C-14 (Halliburton Consulting - Petroamazonas E.P, 2012).
1.4. PRODUCCIÓN
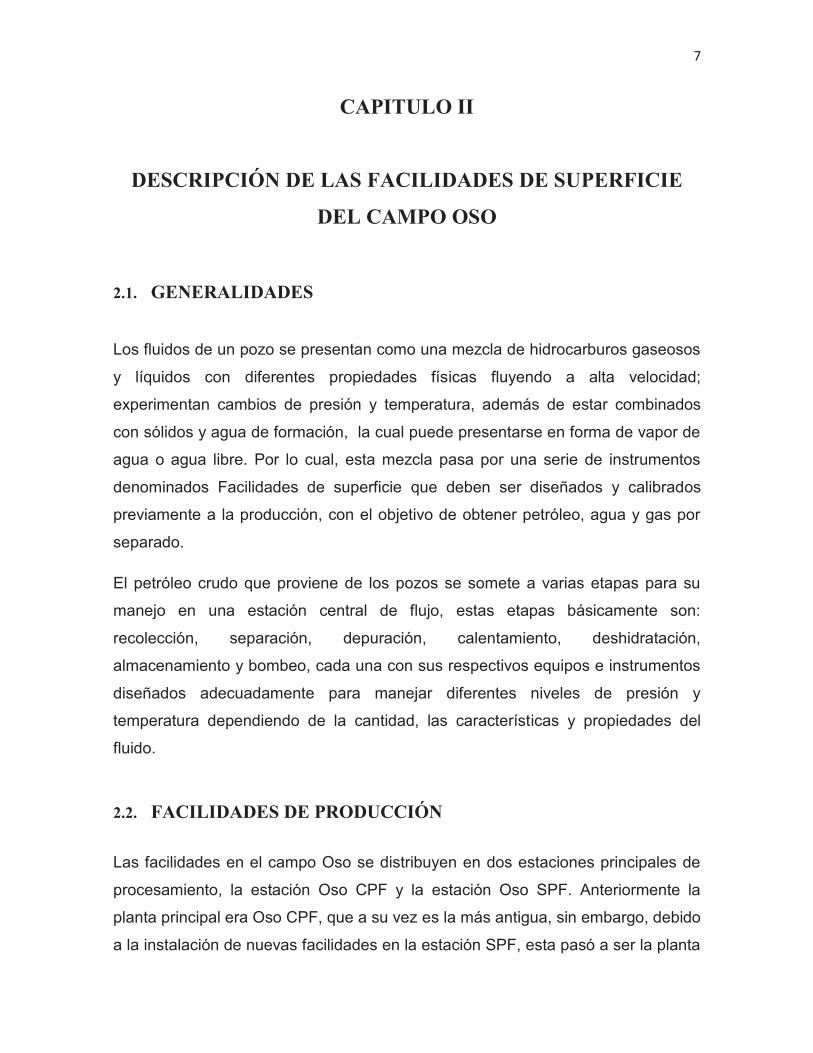
El Campo Oso es actualmente el más importante del bloque 7, la producción
actual es de 164973 BFPD con un BSW promedio de 88% y GOR de 29,6
PCS/BLS, con una producción neta de 21251 BOPD un grado API de 25. Proviene
de los reservorios Hollín y “T”. (Petroamazonas, 2014).
Tabla 1.1 ESTADÍSTICAS DE POZOS DEL CAMPO OSO
Año 2016
Estado Productores Reinyectores Total
Oso 130 8 138
Fuente: Petroamazonas, 2014
Elaborado por: Cadena Galo/Criollo Oscar
El Campo Oso es el de mayor aporte de producción de crudo del bloque 7,
actualmente se encuentran 130 pozos productores, sin embargo, cabe indicar que
la producción de agua es alta, por lo cual se está reinyectando a 8 pozos
(Petroamazonas E.P, 2014).
7
CAPITULO II
DESCRIPCIÓN DE LAS FACILIDADES DE SUPERFICIE
DEL CAMPO OSO
2.1. GENERALIDADES
Los fluidos de un pozo se presentan como una mezcla de hidrocarburos gaseosos
y líquidos con diferentes propiedades físicas fluyendo a alta velocidad;
experimentan cambios de presión y temperatura, además de estar combinados
con sólidos y agua de formación, la cual puede presentarse en forma de vapor de
agua o agua libre. Por lo cual, esta mezcla pasa por una serie de instrumentos
denominados Facilidades de superficie que deben ser diseñados y calibrados
previamente a la producción, con el objetivo de obtener petróleo, agua y gas por
separado.
El petróleo crudo que proviene de los pozos se somete a varias etapas para su
manejo en una estación central de flujo, estas etapas básicamente son:
recolección, separación, depuración, calentamiento, deshidratación,
almacenamiento y bombeo, cada una con sus respectivos equipos e instrumentos
diseñados adecuadamente para manejar diferentes niveles de presión y
temperatura dependiendo de la cantidad, las características y propiedades del
fluido.
2.2. FACILIDADES DE PRODUCCIÓN
Las facilidades en el campo Oso se distribuyen en dos estaciones principales de
procesamiento, la estación Oso CPF y la estación Oso SPF. Anteriormente la
planta principal era Oso CPF, que a su vez es la más antigua, sin embargo, debido
a la instalación de nuevas facilidades en la estación SPF, esta pasó a ser la planta
8
principal donde se maneja la mayoría de la producción del campo y se planea
poner en funcionamiento nuevos equipos a futuro, tanto para el tratamiento como
para la generación de energía para inyección de agua y transferencia de crudo.
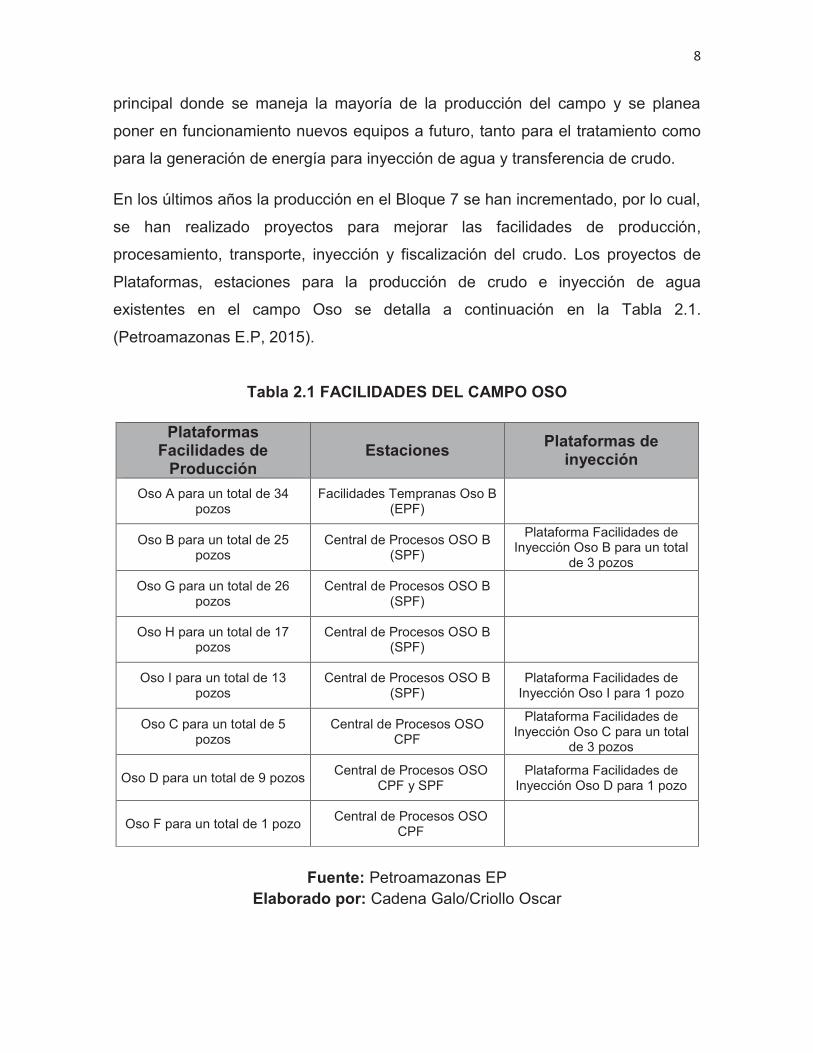
En los últimos años la producción en el Bloque 7 se han incrementado, por lo cual,
se han realizado proyectos para mejorar las facilidades de producción,
procesamiento, transporte, inyección y fiscalización del crudo. Los proyectos de
Plataformas, estaciones para la producción de crudo e inyección de agua
existentes en el campo Oso se detalla a continuación en la Tabla 2.1.
(Petroamazonas E.P, 2015).
Tabla 2.1 FACILIDADES DEL CAMPO OSO
Plataformas Facilidades de
Producción Estaciones
Plataformas de inyección
Oso A para un total de 34 pozos
Facilidades Tempranas Oso B (EPF)
Oso B para un total de 25 pozos
Central de Procesos OSO B (SPF)
Plataforma Facilidades de Inyección Oso B para un total
de 3 pozos
Oso G para un total de 26 pozos
Central de Procesos OSO B (SPF)
Oso H para un total de 17 pozos
Central de Procesos OSO B (SPF)
Oso I para un total de 13 pozos
Central de Procesos OSO B (SPF)
Plataforma Facilidades de Inyección Oso I para 1 pozo
Oso C para un total de 5 pozos
Central de Procesos OSO CPF
Plataforma Facilidades de Inyección Oso C para un total
de 3 pozos
Oso D para un total de 9 pozos Central de Procesos OSO
CPF y SPF Plataforma Facilidades de
Inyección Oso D para 1 pozo
Oso F para un total de 1 pozo Central de Procesos OSO
CPF
Fuente: Petroamazonas EP
Elaborado por: Cadena Galo/Criollo Oscar

9
Los proyectos hasta el momento desarrollados nos han permitido contar con los
equipos y/o facilidades para los incrementos de la producción del Bloque 7.
2.2.1. ESTACIÓN CENTRAL DE PRODUCCIÓN OSO CPF (OPF)
Está ubicada aproximadamente a 50 km al sur de la ciudad del Coca, en la parte
sur del Bloque 7, ocupa un área aproximada de 9.000 m2, y actualmente recibe la
producción de las siguientes plataformas: Oso A, parte del Oso B, Oso C y Oso F.
Esta producción ingresa al separador existente en esta planta, FWKO V-E75131.
La Figura 2.1 muestra el diagrama del sistema de separación de Oso CPF
(Petroamazonas E.P, 2015).
Figura 2.1 DIAGRAMA DEL PROCESO DE SEPARACIÓN DE OSO CPF
Fuente: Petroamazonas EP
Elaborado por: Cadena Galo/Criollo Oscar

10
La Estación tiene una capacidad instalada de procesamiento aproximada de
55.000 BFPD, 25.000 BOPD, 35.000 BWPD y 500 MPCSD de Gas
(Petroamazonas E.P, 2015).
La producción total del Campo Oso recibida en Oso CPF es bombeada hacia la
Estación de fiscalización Gacela, y desde Gacela se envía hacia la Estación Coca
Central.
2.2.2. ESTACIÓN SUR DE PRODUCCIÓN OSO SPF Actualmente la producción proveniente de las plataformas Oso B, Oso G, Oso H y
OSO I y parte de la producción de Oso A ingresa a lo que anteriormente se
conocía como Facilidades Tempranas de Procesamiento (OSO EPF) donde es
dirigida a los separadores V-B75120 y V-B75123, y al separador V-B75121 de la
nueva central de procesos Oso SPF, paulatinamente todo el fluido actual del
campo más la producción futura será procesado en su totalidad en la estación
SPF pasando por dos separadores trifásicos de producción V-B75121 y el nuevo
separador (en proyecto) de igual capacidad V-B75122. (Petroamazonas E.P,
2015)
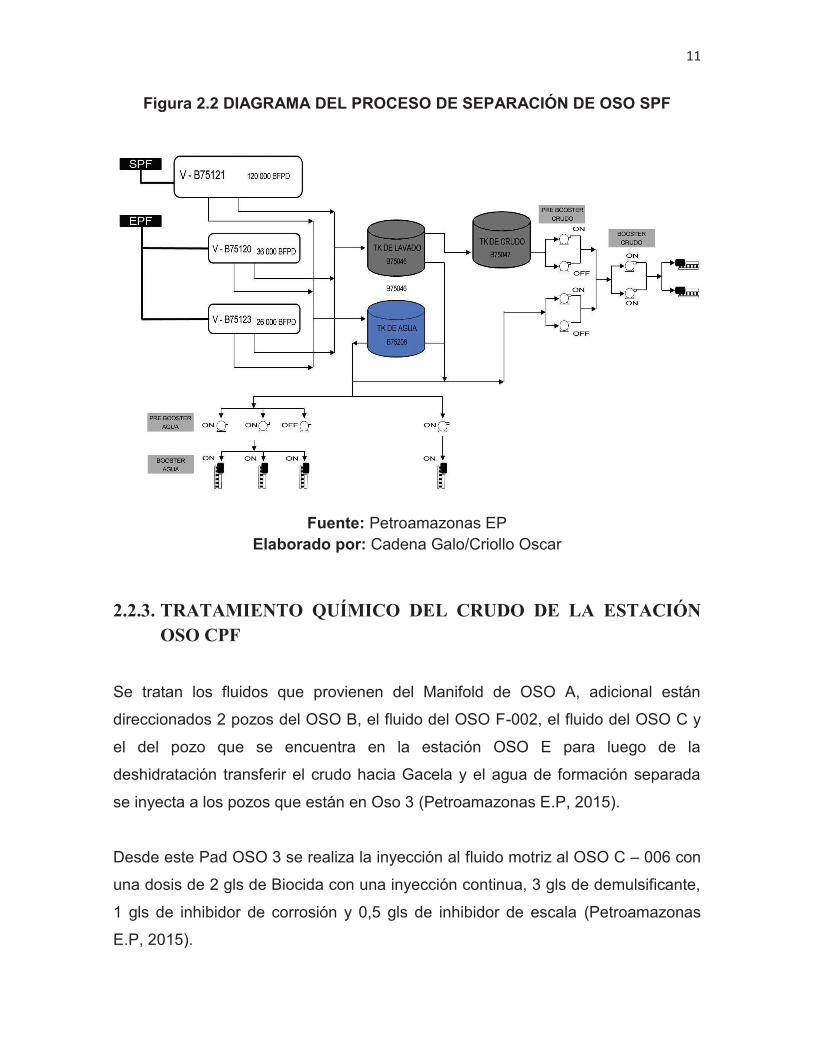
La Figura 2.2 nos muestra un diagrama del proceso de separación en la estación
Oso SPF con las facilidades que se encuentran en operación actualmente ya que
algunos equipos se encuentran fuera de servicio, sin embargo la nueva central de
operación SPF contará con sistemas de procesamiento y tratamiento de
crudo/gas/agua, transferencia de crudo, inyección de agua y disposición de gas
tales como: (FWKO) V- B75121 / 75122 (Petroamazonas E.P, 2015).
Durante la etapa de transición de operaciones de las facilidades tempranas (EPF)
a las facilidades definitivas (SPF), se ha considerado instalar facilidades
temporales hasta tener los equipos definitivos en la SPF, en los sistemas de
almacenamiento e inyección de agua y transferencia de crudo (Petroamazonas
E.P, 2015).
11
Figura 2.2 DIAGRAMA DEL PROCESO DE SEPARACIÓN DE OSO SPF
Fuente: Petroamazonas EP
Elaborado por: Cadena Galo/Criollo Oscar
2.2.3. TRATAMIENTO QUÍMICO DEL CRUDO DE LA ESTACIÓN OSO CPF
Se tratan los fluidos que provienen del Manifold de OSO A, adicional están
direccionados 2 pozos del OSO B, el fluido del OSO F-002, el fluido del OSO C y
el del pozo que se encuentra en la estación OSO E para luego de la
deshidratación transferir el crudo hacia Gacela y el agua de formación separada
se inyecta a los pozos que están en Oso 3 (Petroamazonas E.P, 2015).
Desde este Pad OSO 3 se realiza la inyección al fluido motriz al OSO C – 006 con
una dosis de 2 gls de Biocida con una inyección continua, 3 gls de demulsificante,
1 gls de inhibidor de corrosión y 0,5 gls de inhibidor de escala (Petroamazonas
E.P, 2015).

12
Desde el OSO B al fluido de dos pozos (OSO B – 062, OSO B – 064) que va hasta
el CPF, en ocasiones se realiza un tratamiento de Biocida con una dosis de 15 gls
o de acuerdo al cronograma, al momento no hay inyección DMO a los pozos.
(Petroamazonas E.P, 2015)
2.2.4. TRATAMIENTO QUÍMICO DEL CRUDO DE LA ESTACIÓN OSO SPF
Se procesan los fluidos de OSO A (Manifold 2 y 3), OSO G y OSO H hacia el
separador trifásico de capacidad de 120000 BFPD del SPF, adicional al EPF se
tratan los fluidos del Pad OSO B y OSO I direccionado a los dos separadores
trifásicos de capacidades 36000 y 26000 BLS respectivamente (Petroamazonas
E.P, 2015).
Se inyecta al fluido que ingresa a las facilidades SPF una dosis de 20 gls de
químico Biocida THPS y 36 gls de Glutaraldehido. Desde los fondos de los pozos
y desde el lanzador del OSO A hacia el separador V – B75121 se inyecta una
dosis de 8 gls de demulsificante y adicional 10 gls de PAO – 14715 inhibidor de
parafinas (Petroamazonas E.P, 2015).
Al ingreso de los separadores se procesa con clarificantes RBW 503x y RBW
6060, anti espumante y dependiendo de los requerimentos se inyecta
demulsificante. Se complementa el tratamiento colocando en el agua de inyección
surfactante para mantener la inyectividad de los pozos OSOB – 031, OSOB –
001i, OSOB – 002i y el OSOI – 001 (Petroamazonas E.P, 2015).
Para el control de escala en pozos que tenían tendencia incrustante se inyecta
inhibidor de escala en los pozos de OSO A y del OSO I. En la Tabla 2.2 se puede
observar los diferentes químicos que son usados en el campo Oso para el
tratamiento de crudo y agua (Petroamazonas E.P, 2015).
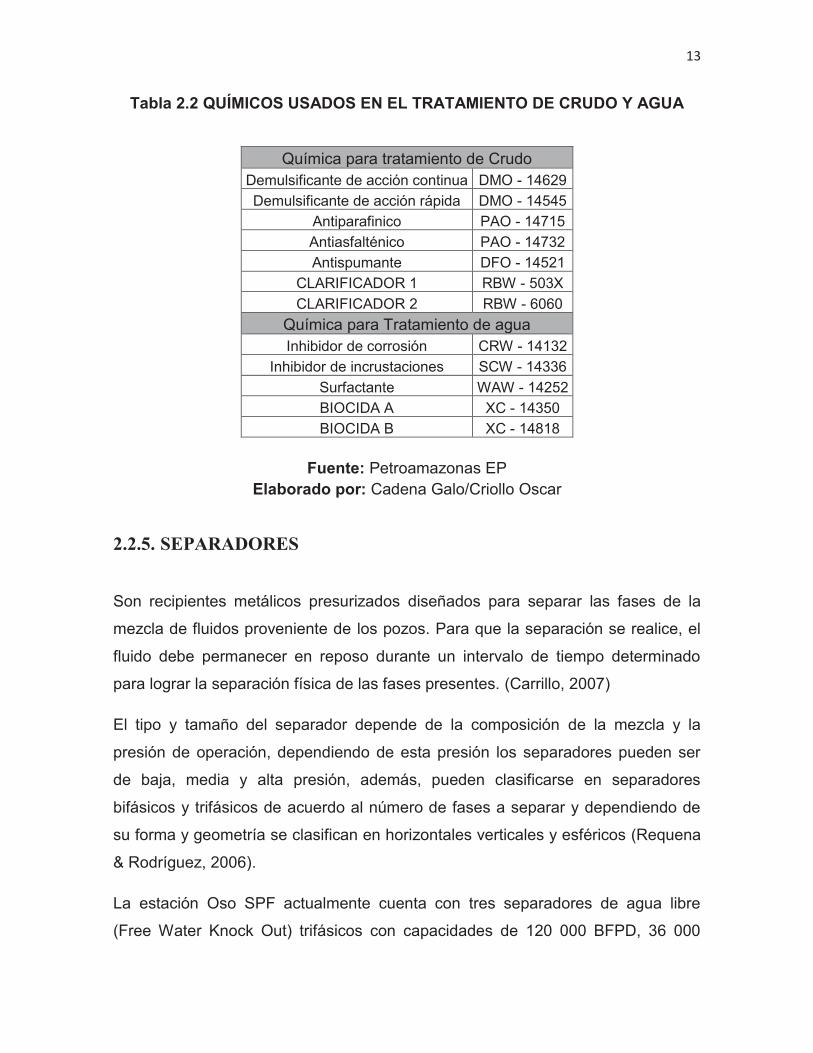
13
Tabla 2.2 QUÍMICOS USADOS EN EL TRATAMIENTO DE CRUDO Y AGUA
Química para tratamiento de Crudo Demulsificante de acción continua DMO - 14629
Demulsificante de acción rápida DMO - 14545
Antiparafinico PAO - 14715
Antiasfalténico PAO - 14732
Antispumante DFO - 14521
CLARIFICADOR 1 RBW - 503X
CLARIFICADOR 2 RBW - 6060
Química para Tratamiento de agua Inhibidor de corrosión CRW - 14132
Inhibidor de incrustaciones SCW - 14336
Surfactante WAW - 14252
BIOCIDA A XC - 14350
BIOCIDA B XC - 14818
Fuente: Petroamazonas EP Elaborado por: Cadena Galo/Criollo Oscar
2.2.5. SEPARADORES
Son recipientes metálicos presurizados diseñados para separar las fases de la
mezcla de fluidos proveniente de los pozos. Para que la separación se realice, el
fluido debe permanecer en reposo durante un intervalo de tiempo determinado
para lograr la separación física de las fases presentes. (Carrillo, 2007)
El tipo y tamaño del separador depende de la composición de la mezcla y la
presión de operación, dependiendo de esta presión los separadores pueden ser
de baja, media y alta presión, además, pueden clasificarse en separadores
bifásicos y trifásicos de acuerdo al número de fases a separar y dependiendo de
su forma y geometría se clasifican en horizontales verticales y esféricos (Requena
& Rodríguez, 2006).
La estación Oso SPF actualmente cuenta con tres separadores de agua libre
(Free Water Knock Out) trifásicos con capacidades de 120 000 BFPD, 36 000

14
BFPD y 26 000 BFPD respectivamente operando en el sistema de separación de
crudo, por su parte, la estación Oso CPF cuenta con un separador bifásico con
capacidad de 56 000 BFPD más un separador de prueba de capacidad de 7 500
BFPD. La temperatura de ingreso a los separadores es de aproximadamente 168
°F con una presión 25 – 30 psi (Petroamazonas E.P, 2015).
Los FWKO operan con cámara de fluido donde se almacena el agua y aceite para
ser descargados a las siguientes fases de separación y tratamiento.
Adicionalmente se tienen domos de gas que sirven para separar las partículas que
hayan sido arrastradas a la corriente de gas antes de que esta abandone el
tanque. La Tabla 2.3 muestra los separadores y domos de gas existentes en el
campo Oso (Petroamazonas E.P, 2015).
Tabla 2.3 SEPARADORES DEL CAMPO OSO
ESTACIÓN TIPO TAG CAPACIDAD NO.
SERIE
PRESIÓN DE
DISEÑO (psi)
PRESIÓN DE OPERACIÓN
(psi)
TEMPERATURA DE OPERACIÓN
(°F)
LONGITUD S-S (ft)
DIÁMETRO INTERNO
(ft)
OSO CPF
FREEWATER V-E75131 50000 BPD - 75 18 120 54 10
SEPARADOR DE PRUEBA V-C75120 7500 BPD 15055 150 30 120 18 4
OSO SPF
FREEWATER V-B75123 26000 BPD - 85 28 170 28,5 10
FREEWATER V-B75120 36000 BPD 15102 125 28 170 35,5 10
FREEWATER V-B75121 120 000
BPD - 75 30 170 54 14
DOMO DE GAS V-70132 7,4 BLS - - ATM 77 N/A -
DOMO DE GAS V-
B75563A - - - ATM 77 N/A -
Fuente: Petroamazonas EP
Elaborado por: Cadena Galo/Criollo Oscar
15
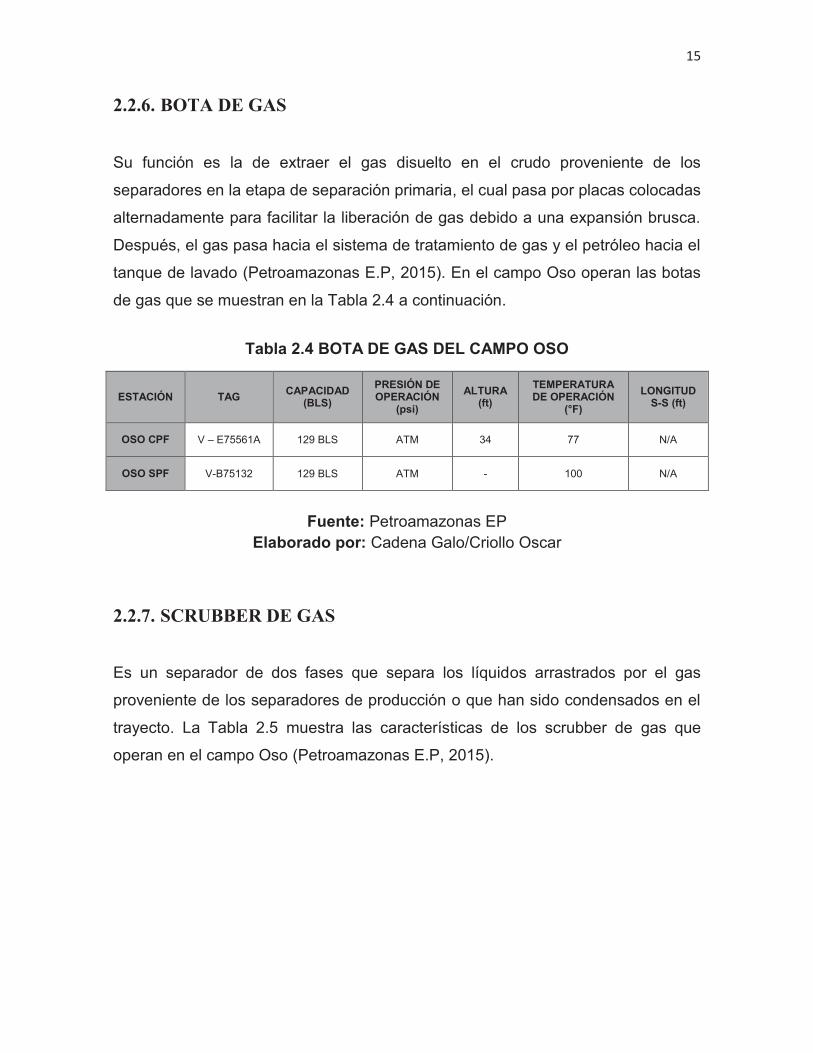
2.2.6. BOTA DE GAS
Su función es la de extraer el gas disuelto en el crudo proveniente de los
separadores en la etapa de separación primaria, el cual pasa por placas colocadas
alternadamente para facilitar la liberación de gas debido a una expansión brusca.
Después, el gas pasa hacia el sistema de tratamiento de gas y el petróleo hacia el
tanque de lavado (Petroamazonas E.P, 2015). En el campo Oso operan las botas
de gas que se muestran en la Tabla 2.4 a continuación.
Tabla 2.4 BOTA DE GAS DEL CAMPO OSO
ESTACIÓN TAG CAPACIDAD
(BLS) PRESIÓN DE OPERACIÓN
(psi)
ALTURA (ft)
TEMPERATURA DE OPERACIÓN
(°F)
LONGITUD S-S (ft)
OSO CPF V – E75561A 129 BLS ATM 34 77 N/A
OSO SPF V-B75132 129 BLS ATM - 100 N/A
Fuente: Petroamazonas EP
Elaborado por: Cadena Galo/Criollo Oscar
2.2.7. SCRUBBER DE GAS
Es un separador de dos fases que separa los líquidos arrastrados por el gas
proveniente de los separadores de producción o que han sido condensados en el
trayecto. La Tabla 2.5 muestra las características de los scrubber de gas que
operan en el campo Oso (Petroamazonas E.P, 2015).

16
Tabla 2.5 SCRUBBER DE GAS DEL CAMPO OSO
ESTACIÓN TAG CAPACIDAD
(BLS)
PRESIÓN DE OPERACIÓN
(psi)
TEMPERATURA DE OPERACIÓN (°F)
LONGITUD S-S (ft)
OSO CPF V-C75561B ATM 77 N/A
OSO SPF
V-B75565 7,4 ATM 77 N/A
V-B75566 NO OPERATIVO
Fuente: Petroamazonas EP Elaborado por: Cadena Galo/Criollo Oscar
2.2.8. SISTEMA DE ALMACENAMIENTO
El almacenamiento de fluidos está compuesto por una serie de tanques, los cuales
son estructuras metálicas soldadas o empernadas que forman un recipiente que
permite almacenar hidrocarburos y fluidos provenientes de los procesos de
separación y tratamiento de petróleo. Estos tanques son elaborados mediante
diseños de construcción y deben estar sujetos a las normas y especificaciones
vigentes en la industria petrolera (Carrillo, 2007).
2.2.9. TANQUE DE LAVADO
En este tanque se separan las dos fases (petróleo y agua) por decantación. En el
interior se encuentran placas donde los fluidos chocan para ser separados y al
reposar el fluido más denso se deposita en el fondo del tanque formando dos
capas, el agua en el fondo y encima el petróleo, la capa de agua en el fondo se la
conoce como colchón de agua el mismo que no debe sobre pasar los 8 ft de altura
(Fernández & Gaibor 2009). La Tabla 2.5 muestra los tanques existentes en el
campo Oso, incluyendo los tanques T-E75500 y T-B75046 de lavado ubicados en
la estación Oso CPF y Oso B respectivamente.
17
En el techo del tanque de lavado se encuentra una válvula de alivio y una de
vacío, las mismas que permiten el escape de gas o vapor con el fin de regular el
exceso de presión, además permiten el ingreso de aire cuando la presión en el
tanque sea menor que la presión atmosférica (Carrillo, 2007).
2.2.9.1. Tanque de surgencia
El crudo que se encuentra en el tanque de lavado pasa a reposar en el tanque de
surgencia en el que se elimina el agua restantes, la separación de la misma
manera se realiza por efecto de gravedad aprovechando la diferencia de
densidades entre el agua y petróleo (Carrillo, 2007). En la estación Oso SPF se
encuentra el tanque T-B75047 mostrado en la Tabla 2.6 que funciona como
tanque de almacenamiento y surgencia debido a que el crudo que proviene del
tanque de lavado ya no requiere de otra fase de tratamiento y está listo para ser
enviado a la estación Gacela (Petroamazonas E.P, 2015).
2.2.9.2. Tanque de almacenamiento
Es donde se almacena el crudo tratado, el cual está en condiciones adecuadas
para ser entregado, es decir, con un BS&W < 1%.

18
Tabla 2.6 TANQUES DE CRUDO DEL CAMPO OSO
Fuente: Petroamazonas EP
Elaborado por: Cadena Galo/Criollo Oscar
2.2.9.3. Tanques de agua
En estos tanques se almacena el agua separada en el proceso, la misma que
después será utilizada como medio de recuperación secundaria por inyección de
agua (Fernández & Gaibor 2009). La Tabla 2.7 muestra los tanques de
almacenamiento de agua existentes en el campo Oso.
ESTACIÓN OSO CPF OSO SPF
TAG T-E75500 T-C75400 T-B75046 T-B75047
SERVICIO LAVADO ALMACENAMIENTO LAVADO ALMACENAMIENTO
CAPACIDAD (BLS) 6000 5000 11000 11000
DIÁMETRO (ft) 35 35 50 50
ALTURA (ft) 32 32 31 32
NIVEL DE OPERACIÓN (ft) 27 10 28 28
NIVEL DE INTERFASE (ft) 10 N/A 13 17
TEMPERATURA DE OPERACIÓN
(°F) 170 143 180 180
PRESIÓN DE DISEÑO INTERNA EN EL TECHO
(PSI) ATM ATM ATM ATM

19
Tabla 2.7 TANQUES DE ALMACENAMIENTO DE AGUA DEL CAMPO OSO
ESTACIÓN TAG CAPACIDAD (BLS)
DIÁMETRO (FT)
ALTURA (FT)
NIVEL DE OPERACIÓN
(FT)
NIVEL DE INTERFASE
(FT)
TEMPERATURA DE OPERACIÓN
(°F)
PRESIÓN DE DISEÑO INTERNA
EN EL TECHO
(PSI)
OSO SPF
T-B75206 11000 45 32 25 N/A 126 ATM
T-B75207 11000 45 32 TANQUE
NUEVO AUN NO ENTRA EN OPERACIÓN
N/A N/A ATM
OSO CPF
T-C75200A 500 14 18 15 N/A 165 ATM
T-C75200B 500 12 24 17 N/A 165 ATM
Fuente: Petroamazonas EP Elaborado por: Cadena Galo/Criollo Oscar
Parte de la producción de agua del campo Oso es enviada mediante ductos hacia
la estación Gacela donde es utilizada en los sistemas de reinyección de agua.
2.2.10. MANEJO DE GAS
Las partículas líquidas que se encuentran en el gas proveniente de los FWKO son
retiradas por la condensación que se produce debido a la refrigeración o a las
caídas de presión, es decir, el gas pasa por procesos de intercambio de calor,
deshidratación, y filtrado para ser depurado y posteriormente utilizado (Benítez &
Olmedo 2011).
“El gas producido en los separadores de agua libre se colecta para ser tratado y
utilizado como gas de purga de cabezales de tea, y como gas combustible para
los pilotos de las teas. El gas de baja presión proveniente de la bota
desgasificadora y de los tanques es enviado a la Tea”. (Petroamazonas E.P, 2015,
Informe Facilidades Campo Oso Bloque 7, p.9).

20
2.2.11. SISTEMA DE INYECCIÓN DE AGUA
Consta de un sistema de bombas Booster y bombas de inyección, las cuales
tienen como función inyectar el agua tratada y almacenada como método de
recuperación secundaria. Los pozos inyectores se encuentran distribuidos en las
plataformas Oso B, Oso I, Oso D y Oso C como se muestra en la Tabla 2.8 a
continuación (Petroamazonas E.P, 2015).
Tabla 2.8 POZOS INYECTORES DEL CAMPO OSO
PLATAFORMA POZOS INYECTORES
OSO B B-001I, B-002I y B-013I
OSO I I-001I
OSO C C-003I, C-005I, C-013I
OSO D D-017I
Fuente: Petroamazonas EP
Elaborado por: Cadena Galo/Criollo Oscar
Las bombas Booster succionan el agua de producción desde los tanques, y por
medio de las bombas de inyección, conectadas en serie envían el agua hacia las
plataformas Oso B, Oso I y Oso C. Adicionalmente se cuenta con bombas pre
Booster que alimentan a las bombas Booster. Todas las bombas que operan en
las estaciones Oso CPF y Oso SPF se muestran en las Tablas 2.9 y 2.10
(Petroamazonas E.P, 2015).

21
Tabla 2.9 BOMBAS DE INYECCIÓN OSO CPF
EQUIPOS
TAG /CAF CAPACIDAD NOMINAL
DEL SISTEMA [BFPD]
CAPACIDAD OPERATIVA
ACTUAL PAM [BFPD]
CAUDAL DE INGRESO
AL EQUIPO [BFPD]
PORCENTAJE UTILIZADO UNIDAD
BOMBA BOOSTER P-C75251 30000 BPD
BOMBA BOOSTER P-C75252 30000 BPD
BOMBA BOOSTER P-C75253 30000 BPD
BOMBAS DE
INYECCIÓN CAF-0100543 12500 BPD 11875 10000 84%
BOMBAS DE
INYECCIÓN CAF-0136790 7000 BPD 6650
BOMBAS DE
INYECCIÓN CAF-0100550 12500 BPD 11875 10000 84%
BOMBAS DE
INYECCIÓN CAF-0100520 15000 BPD 11875 10000 84%
Fuente: Petroamazonas EP
Elaborado por: Cadena Galo/Criollo Oscar

22
Tabla 2.10 BOMBAS DE INYECCIÓN OSO SPF
EQUIPOS
TAG /CAF CAPACIDAD NOMINAL
DEL SISTEMA [BFPD]
CAPACIDAD OPERATIVA
ACTUAL PAM [BFPD]
CAUDAL DE INGRESO
AL EQUIPO [BFPD]
PORCENTAJE UTILIZADO
UNIDAD
BOMBA PREBOOSTER P-B75197 41000 36900
0%
BOMBA PREBOOSTER P-B75198 60000 54000
0%
BOMBA PREBOOSTER P-B75199 60000
BOMBA BOOSTER P-B75200 40000 36000 34000 94%
BOMBA BOOSTER P-B75201 40000 36000 34000 94%
BOMBA BOOSTER P-B75202 40000 36000 34000 94%
BOMBAS BYRON
JACKSON P-B75203 24000
BOMBAS BYRON
JACKSON P-B75204 24000 21600 21500 100%
BOMBAS BYRON
JACKSON P-B75205 26000 23400 21500 92%
BOMBA WORKS P-B75221 25000
BOMBA WORKS P-B75222 25000 22500 22000 98%
BOMBA BAKER P-B75223 21000 18900 18500 98%
BOMBA PREBOOSTER P-B75194 30000 27000 21000 78%
BOMBAS BOOSTER P-B75218 23500 21150 21000 99%
BOMBA G.E. P-B75043 26000 23400 21000 90%
Fuente: Petroamazonas EP
Elaborado por: Cadena Galo/Criollo Oscar

23
2.2.12. SISTEMA DE TRANSFERENCIA Las bombas de transferencia de crudo del campo Oso se encuentran en la Tabla
2.11. El crudo almacenado en los tanques de crudo es succionado y enviado hacia
la estación Gacela por medio de las bombas booster y bombas de transferencia.
Al igual que el sistema de inyección que cuenta con bombas booster y pre booster
de respaldo (Petroamazonas E.P, 2015).
Tabla 2.11 BOMBAS DE TRANSFERENCIA DE CRUDO DEL CAMPO OSO
ESTACIÓN
EQUIPOS
TAG /CAF
CAPACIDAD
NOMINAL DEL
SISTEMA [BFPD]
CAPACIDAD OPERATIVA
ACTUAL PAM [BFPD]
CAUDAL
DE INGRESO
AL EQUIPO [BFPD]
PORCENTAJE
UTILIZADO UNIDAD
OSO CPF
BOMBA BOOSTER
P-C-75452
20000 BPD
BOMBA BOOSTER
P-C-75453
20000 BPD
BOMBA TRANSFERENCIA
CAF-0100690
23000 BPD
BOMBA TRANSFERENCIA
CAF-0136805
9800 BPD
OSO B
BOMBA PREBOOSTER
P-B75404 29100 26190
0%
BOMBA PREBOOSTER
P-B75405 29100 26190 19000 73%
BOMBA PREBOOSTER
P-B75215 29100 26190
0%
BOMBA PREBOOSTER
P-B75216 29100 26190 17425 67%
BOMBA BOOSTER
P-B75440 20500 18450 18200 99%
BOMBA BOOSTER
P-B75441 20500 18450 18200 99%
BOMBA TRANSFERENCIA
P-B75450 40500 36450 36425 100%
BOMBA TRANSFERENCIA
P-B75451 40500 36450
0%
Fuente: Petroamazonas EP
Elaborado por: Cadena Galo/Criollo Oscar

24
2.2.13. GENERACIÓN DE ENERGÍA ELÉCTRICA
Se utiliza el gas de producción como combustible bi-fuel diesel-gas en los
generadores para proveer de energía eléctrica a las diferentes plataformas
(Petroamazonas E.P, 2015). En la Tabla 2.12 se presenta una lista de los
generadores de energía eléctrica del Campo Oso.
Tabla 2.12 GENERADORES DEL CAMPO OSO
TAG Descripción No. Serie No.
Modelo CAP / POT NOMINAL
M-003 ENGINE DIESEL M-003 81Z16159 3412 545
M-015 ENGINE DIESEL M-015 81Z14340 3412 545
M-016 ENGINE DIESEL M-016 81Z16196 3412 545
M-019 ENGINE DIESEL POWER TRAILER M-019 25Z06703 3516-DITA
1640
M-021 ENGINE DIESEL M-021 ZAP00742 3516B 1640
M-026 ENGINE DIESEL WATER TREATMENT M
-026 23Z05777 3508 660
M-027 ENGINE DIESEL POWER TRAILER M-027 25Z06697 3516-DITA
1640
M-028 ENGINE DIESEL POWER TRAILER M-028 1HZ00492 3516-DITA
1640
M-034 ENGINE DIESEL M-034 LLA01721 3512 1050
M-036 ENGINE DIESEL M-036 LLA01720 3512 1050
M-037 ENGINE DIESEL M-037 LLA01837 3512 1050
M-040 ENGINE DIESEL M-040 LLA01381 3512 1050
M-041 ENGINE DIESEL M-041 LLA01432 3512 1050
M-042 ENGINE DIESEL M-042 LLA01295 3512 1050
M-043 ENGINE DIESEL M-043 LLA02844 3512 1050
M-044 ENGINE DIESEL M-044 LLA02843 3512 1050
M-045 ENGINE DIESEL M-045 LLA01722 3512 1050
M-046 ENGINE DIESEL M-046 LLA03117 3512 1050
M-047 ENGINE DIESEL M-047 LLA03185 3512C 1050
M-048 ENGINE DIESEL M-048 LLA03116 3512C 1050

25
M-057 ENGINE DIESEL M-057 LLA03210 3512C 1050
M-058 ENGINE DIESEL M-058 LLA03195 3512C 1050
M-059 ENGINE DIESEL M-059 LLA03202 3512C 1050
M-060 ENGINE DIESEL M-060 LLA03187 3512C 1050
M-061 ENGINE DIESEL M-061 LLA03189 3512C 1050
M-064 ENGINE DIESEL M-064 LLK00137 3512 1100
MG-91304
ENGINE DIESEL MG-91304 LLA01391 3512 1050
MG-W06 ENGINE DIESEL POWER TRAILER MG-
W06 7RN0166
1 3516B 1640
MG-W15 ENGINE DIESEL POWER TRAILER MG-
W15 ZAL00199 3516 1450
Fuente: Petroamazonas EP
Elaborado por: Cadena Galo/Criollo Oscar
2.2.13.1. Nueva Planta de Generación de Energía Oso SPF
Es una planta con 8 motores de combustión interna que abastecerán a la planta
de energía en busca de reducir costos, reemplazando el consumo de diésel por
crudo. Tiene dos compresores de aire para el funcionamiento de los equipos
neumáticos a 30 Bares (arranque). Por el momento la planta de generación
funciona solo para la alimentación de las bombas de reinyección de agua en los
pozos de Oso B, pero se prevé que en los próximos meses puedan reemplazar a
todos los generadores de combustión de diésel de la planta Oso SPF para
reinyección y transferencia (Petroamazonas E.P, 2015).
2.2.14. LÍNEAS DE FLUJO Y DUCTOS
La producción proveniente de las distintas plataformas de producción es
transportada por medio de una red de ductos hacia las estaciones EPF, SPF y/o
CPF, adicionalmente, se tiene un ducto de 12” que va desde EPF y SPF hacia la
estación Gacela y hacia la estación Coca que es el punto de fiscalización del
Bloque 7 (Petroamazonas E.P, 2015).
26
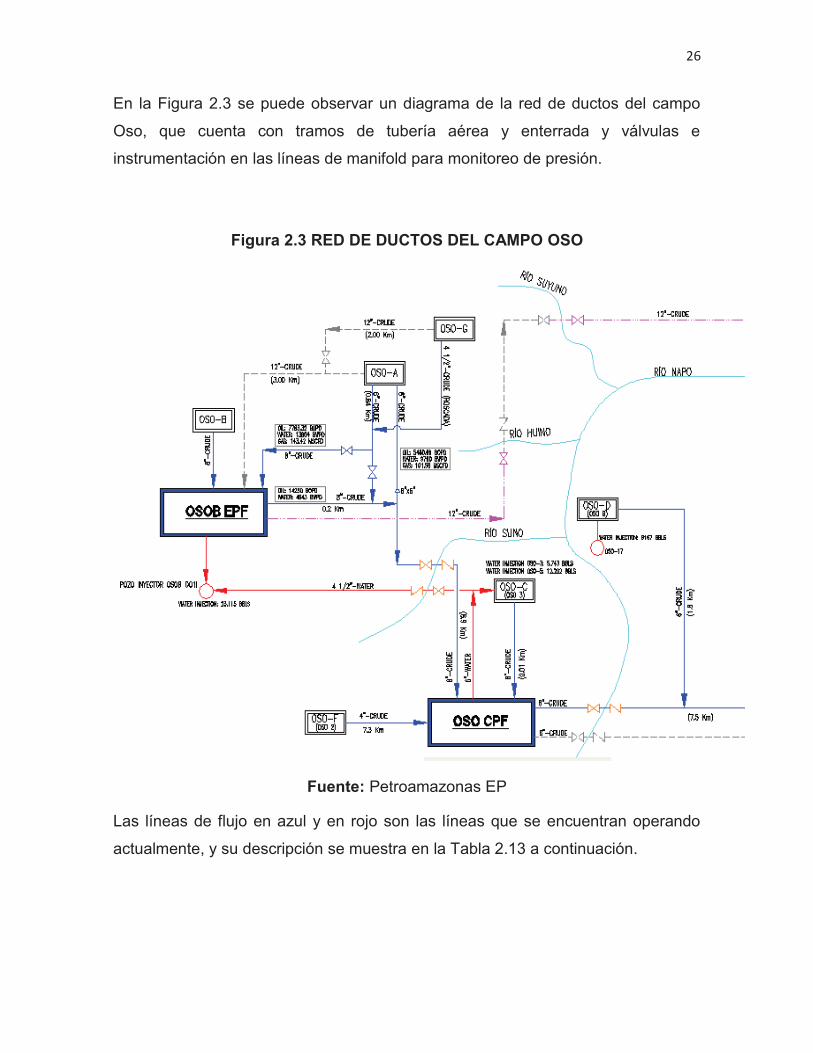
En la Figura 2.3 se puede observar un diagrama de la red de ductos del campo
Oso, que cuenta con tramos de tubería aérea y enterrada y válvulas e
instrumentación en las líneas de manifold para monitoreo de presión.
Figura 2.3 RED DE DUCTOS DEL CAMPO OSO
Fuente: Petroamazonas EP
Las líneas de flujo en azul y en rojo son las líneas que se encuentran operando
actualmente, y su descripción se muestra en la Tabla 2.13 a continuación.

27
Tabla 2.13 LÍNEAS DE FLUJO DEL CAMPO OSO
TRAMO LONGITUD (Km aprox)
TUBERÍA TIPO
OSOA-OSOB 2.62 6” API 5L X42 STD 300# LÍNEA DE FLUJO
OSOG-Y OSOA 2 4 ½” Tubing API 5CT
SMLS LÍNEA DE FLUJO
OSOB-OSO CPF 6.9 8” API 5L X42 STD 300# DUCTO
OSOF-OSO CPF 2 4” API 5L GR B STD 300# DUCTO
OSOC-OSO CPF 3
DUCTO
OSOD-OSO CPF / Y DE JAGUAR
1.8 6” API 5L X42 STD 900# DUCTO
OSOA-OSOB SPF 3 12” API 5L X52 0.406” WT. EXT AND INTE
COATING LÍNEA DE FLUJO
OSOG-Y DE OSO A 2 12” API 5L X52 0.406” WT. EXT AND INTE
COATING LÍNEA DE FLUJO
OSO H-Y DE OSO G 2 12” API 5L X52 0.406” WT. EXT AND INTE
COATING LÍNEA DE FLUJO
OSOB SPF-GACELA 32 12” API 5L X52 0.406” WT. EXT AND INTE
COATING OLEODUCTO
OSOI-OSOB 3 12” API 5L X52 0.406” WT. EXT AND INTE
COATING
LÍNEA DE FLUJO (EN
CONSTRUCCIÓN)
OSOB-OSOI 3 12” API 5L X52 0.406” WT. EXT AND INTE
COATING
OLEODUCTO (EN
CONSTRUCCIÓN)
Fuente: Petroamazonas EP
Elaborado por: Cadena Galo/Criollo Oscar
28
CAPÍTULO III
TEORÍA DE SEPARACIÓN Y TRATAMIENTO DE CRUDO
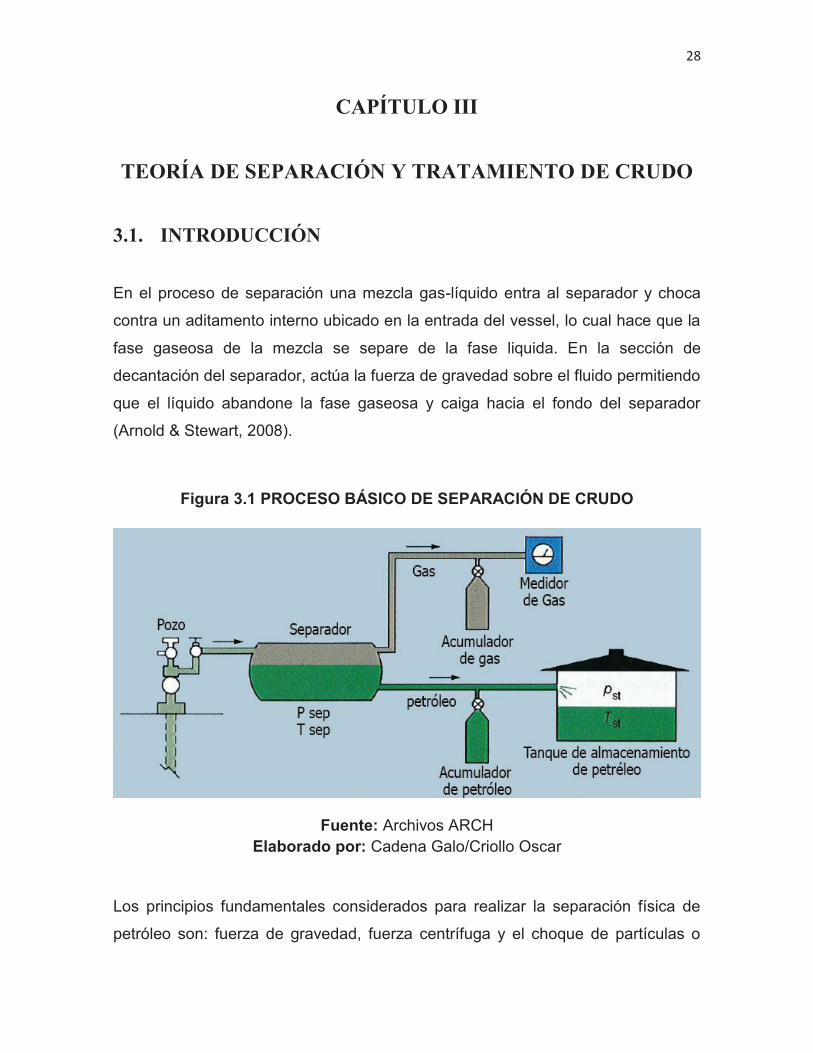
3.1. INTRODUCCIÓN
En el proceso de separación una mezcla gas-líquido entra al separador y choca
contra un aditamento interno ubicado en la entrada del vessel, lo cual hace que la
fase gaseosa de la mezcla se separe de la fase liquida. En la sección de
decantación del separador, actúa la fuerza de gravedad sobre el fluido permitiendo
que el líquido abandone la fase gaseosa y caiga hacia el fondo del separador
(Arnold & Stewart, 2008).
Figura 3.1 PROCESO BÁSICO DE SEPARACIÓN DE CRUDO
Fuente: Archivos ARCH Elaborado por: Cadena Galo/Criollo Oscar
Los principios fundamentales considerados para realizar la separación física de
petróleo son: fuerza de gravedad, fuerza centrífuga y el choque de partículas o
29
coalescencia, considerando que los fluidos deben ser inmiscibles y de distintas
densidades para que ocurra la separación (Granados & Gutiérrez, 2007).
3.2. MECANISMOS DE SEPARACIÓN
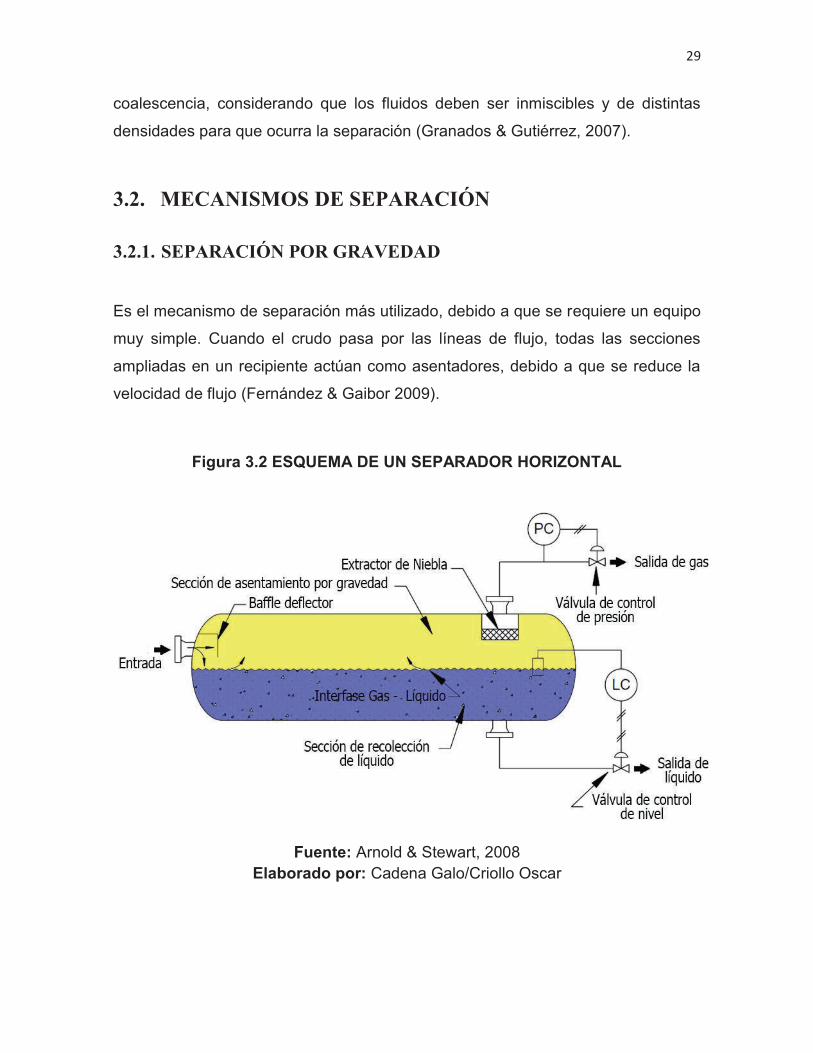
3.2.1. SEPARACIÓN POR GRAVEDAD
Es el mecanismo de separación más utilizado, debido a que se requiere un equipo
muy simple. Cuando el crudo pasa por las líneas de flujo, todas las secciones
ampliadas en un recipiente actúan como asentadores, debido a que se reduce la
velocidad de flujo (Fernández & Gaibor 2009).
Figura 3.2 ESQUEMA DE UN SEPARADOR HORIZONTAL
Fuente: Arnold & Stewart, 2008 Elaborado por: Cadena Galo/Criollo Oscar
30
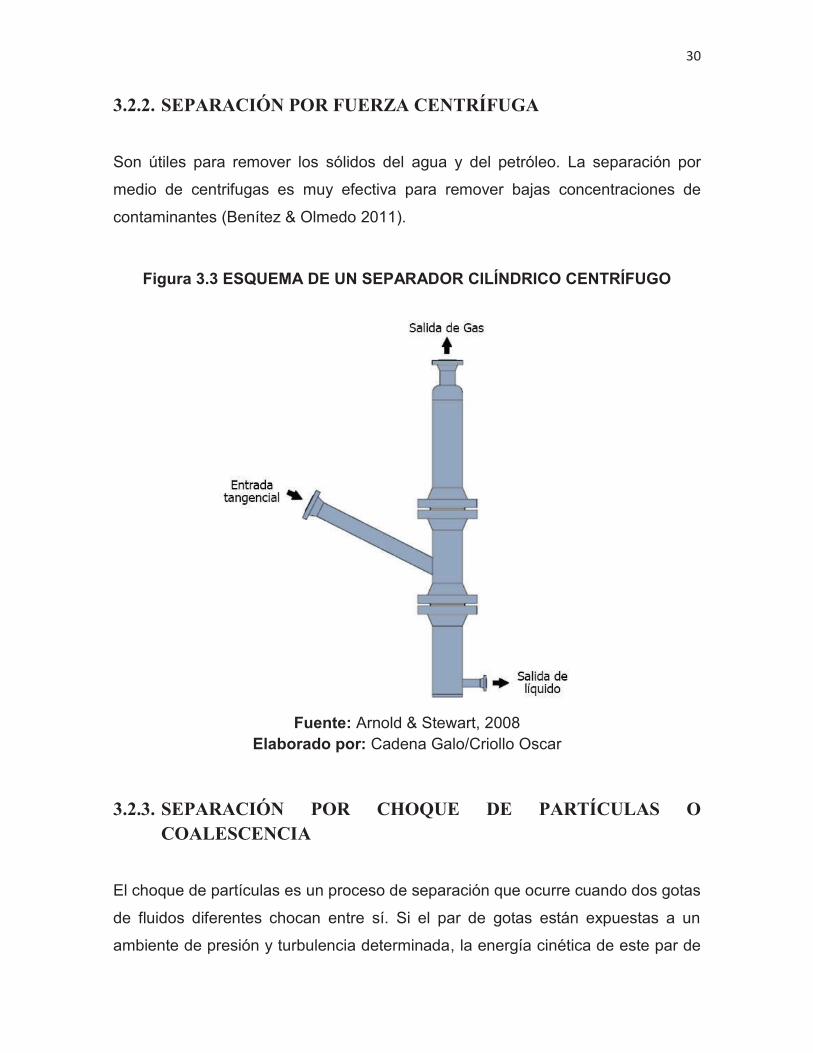
3.2.2. SEPARACIÓN POR FUERZA CENTRÍFUGA
Son útiles para remover los sólidos del agua y del petróleo. La separación por
medio de centrifugas es muy efectiva para remover bajas concentraciones de
contaminantes (Benítez & Olmedo 2011).
Figura 3.3 ESQUEMA DE UN SEPARADOR CILÍNDRICO CENTRÍFUGO
Fuente: Arnold & Stewart, 2008
Elaborado por: Cadena Galo/Criollo Oscar
3.2.3. SEPARACIÓN POR CHOQUE DE PARTÍCULAS O COALESCENCIA
El choque de partículas es un proceso de separación que ocurre cuando dos gotas
de fluidos diferentes chocan entre sí. Si el par de gotas están expuestas a un
ambiente de presión y turbulencia determinada, la energía cinética de este par de

31
gotas induce a que las mismas se agrupen de tal manera que se conviertan en
una sola, es decir, existe una energía de adhesión. Por lo tanto, cuando este
contacto se rompe el proceso es finalizado y llamado coalescencia (Fernández &
Gaibor, 2009).
3.3. PARÁMETROS QUE INFLUYEN EN LA SEPARACIÓN DE PETRÓLEO
3.3.1. PRESIÓN DE SEPARACIÓN
Es uno de los factores más importantes en el proceso de separación, ya que
influye directamente en la calidad y volumen de petróleo obtenido, debido a que si
tenemos una presión alta en la separación del fluido obtendremos mayor cantidad
de fluido que de gas, sin embargo si esta presión es demasiado alta ocasionará
que algunos componentes livianos sean arrastrados por la corriente líquida
provocando que se liberen hacia la fase gaseosa en los tanques de
almacenamiento. Al contrario, si operamos con una presión demasiado baja,
varios componentes pesados que podrían formar parte del líquido serán
arrastrados por la fase gaseosa (Benítez & Olmedo 2011).
La presión óptima de separación es aquella que produce menor liberación de gas
en la prueba de separadores, crudo con mayor gravedad API y menor factor
volumétrico de formación de petróleo (Rojas, 2003).
3.3.2. TEMPERATURA DE SEPARACIÓN
Generalmente el flujo que ingresa al separador es calentado, lo que genera una
variación de la velocidad de asentamiento debido a que cuando aumenta la
temperatura se reduce la viscosidad de la fase de petróleo. Este aumento de
temperatura también tiene el efecto de disolver pequeños cristales de parafina y
asfáltenos neutralizando la formación de emulsiones, sin embargo, el incremento

32
de la temperatura tiene la desventaja de hacer que el petróleo crudo que se
recupera en los tanques de almacenamiento se vuelva más pesado, y pierda valor
comercial (Granados & Gutiérrez, 2007).
3.3.3. COMPOSICIÓN DE LA MEZCLA
Es un aspecto muy importante a considerar, ya que si se presentan cambios
bruscos en la composición de una mezcla, se podría afectar parámetros como la
densidad del gas, afectando a su vez a la velocidad crítica del gas (Benítez &
Olmedo 2011).
3.3.4. TAMAÑO DE LA PARTÍCULA DE LÍQUIDO
Es un factor que afecta directamente a la velocidad de asentamiento de las
partículas de líquido suspendidas en el flujo de gas, en la separación por gravedad
y separación por fuerza centrífuga. Para la separación por choque es importante
para la determinación de la distancia de paro, que corresponde a la distancia que
una partícula de cierto diámetro viaja a través de una línea de corriente de gas
(Benítez & Olmedo 2011).
3.3.5. VELOCIDAD DEL GAS
Si la velocidad del gas supera la velocidad de diseño del separador, generará un
flujo de gotas inundando el extractor de niebla y como consecuencia un arrastre
de gotas de líquido en el flujo da gas que sale del separador (Carrillo, 2007).
3.3.6. TIEMPO DE RETENCIÓN
Para lograr una buena separación se debe asegurar el equilibrio entre la fase
líquida y la fase gaseosa a la temperatura y presión de separación, se requiere de

33
un tiempo para que las partículas de un tamaño dado se depositen en la parte
inferior de la sección de separación, el cual es conocido como tiempo de retención
(Arnold & Stewart, 2008).
La capacidad de manejo de líquido de un separador depende principalmente del
tiempo de retención o residencia, como se muestra en la ecuación 3.1 (Arnold &
Stewart, 2008).
Ecuación 3.1 ECUACIÓN DE LA CAPACIDAD DE MANEJO DE LÍQUIDO
(3.1)
En donde:
d es diámetro del separador, in
Leff es longitud efectiva del separador, ft
Tr es tiempo de retención, min
Ql es caudal que maneja el separador, BPD
Ls/s es longitud de costura a costura, ft
(Arnold & Stewart, 2008)
De esta ecuación despejamos el tiempo de retención (tr) y se tiene:
Ecuación 3.2 ECUACIÓN DEL TIEMPO DE RETENCIÓN tr
(3.2)
El valor de la Longitud efectiva (Leff) viene dada por un despeje en la ecuación 3.4
de la relación de Slenderness:
34
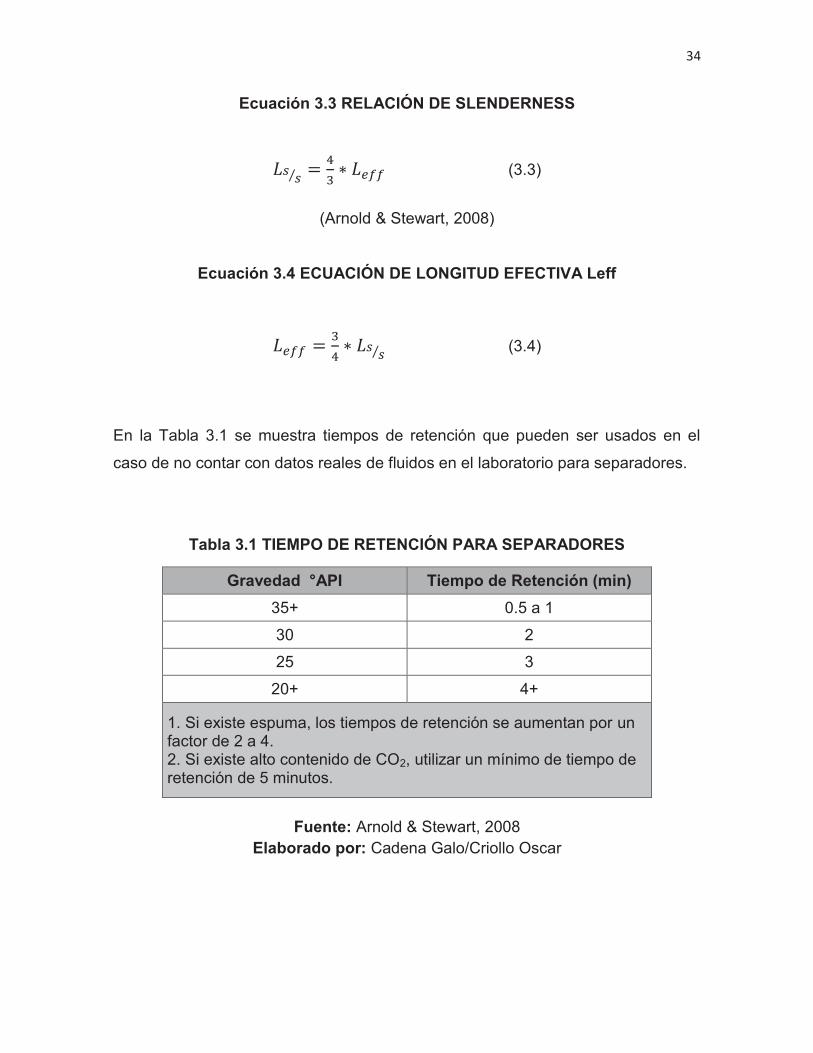
Ecuación 3.3 RELACIÓN DE SLENDERNESS
(3.3)
(Arnold & Stewart, 2008)
Ecuación 3.4 ECUACIÓN DE LONGITUD EFECTIVA Leff
(3.4)
En la Tabla 3.1 se muestra tiempos de retención que pueden ser usados en el
caso de no contar con datos reales de fluidos en el laboratorio para separadores.
Tabla 3.1 TIEMPO DE RETENCIÓN PARA SEPARADORES
Gravedad °API Tiempo de Retención (min)
35+ 0.5 a 1
30 2
25 3
20+ 4+
1. Si existe espuma, los tiempos de retención se aumentan por un factor de 2 a 4. 2. Si existe alto contenido de CO2, utilizar un mínimo de tiempo de retención de 5 minutos.
Fuente: Arnold & Stewart, 2008 Elaborado por: Cadena Galo/Criollo Oscar

35
3.3.7. DENSIDAD DEL LÍQUIDO Y DEL GAS
Las densidades de líquido y gas afectan a la capacidad de manejo de gas en un
separador, ya que esta capacidad de manejo de gas es directamente proporcional
a la diferencia de densidades de líquido y del gas, e inversamente proporcional a
la densidad del gas, como se pueden observar en la ecuación 3.5 (Arnold &
Stewart, 2008).
Ecuación 3.5 ECUACIÓN DE LA CAPACIDAD DE MANEJO DE GAS
(3.5)
En Donde:
Qg es capacidad de manejo de gas (PCSD)
P es presión de separación (psi)
T es temperatura de separación (°F)
Leff es longitud efectiva del separador (ft)
es densidad del gas (lb/ft3)
es densidad del líquido (lb/ft3)
z es factor de compresibilidad del gas
D es diámetro interno (ft)
dm es diámetro de la partícula
Cd es constante de arrastre
(Arnold & Stewart, 2008)

36
De igual manera, muchas de las fórmulas que describen la separación y
tratamiento de petróleo y gas están en función de la diferencia de densidades, por
lo tanto, las densidades están estrechamente ligadas a la eficiencia de separación.
3.3.8. VISCOSIDAD DEL GAS
Esta propiedad del gas en la separación, incide en la determinación de la
velocidad de asentamiento de las partículas líquidas, la viscosidad del gas afecta
al Número de Reynolds, con el cual se determina el coeficiente de arrastre (Verrier
& Rodríguez, 2007).
3.4. ETAPAS DE SEPARACIÓN
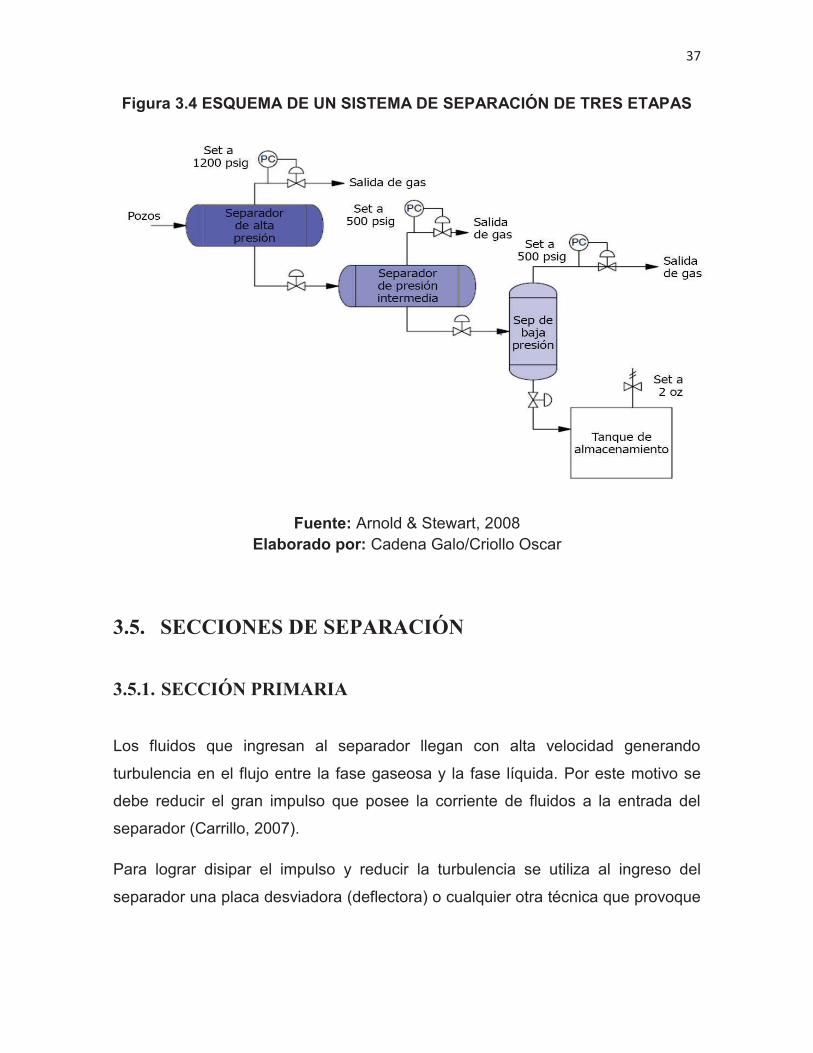
Para obtener una separación más eficiente y completa es conveniente que dos o más separadores se conecten en serie, reduciéndose la presión en cada etapa, lo que se conoce como niveles de separación o separación en múltiples etapas (Arnold & Stewart, 2008).
El líquido que sale de cada separador, experimenta una separación de gas, cada
vez que se reduce la presión en la etapa subsiguiente. Este sistema es usado en
aquellos lugares donde es preferible tener pequeñas cantidades de gas en
solución en la fase de petróleo o un pequeño destilado en la corriente de gas
(Arnold & Stewart, 2008).
Estas separaciones múltiples, operacionalmente eficientes, dan como resultado
productos líquidos de calidad y gas seco (Requena & Rodríguez, 2006).
Para mejorar la separación y recuperación máxima de líquidos, puede combinarse
con las etapas de separación, la instalación de depuradores de gas o “scrubber” y
el enfriamiento del gas (Arnold & Stewart, 2008).
37
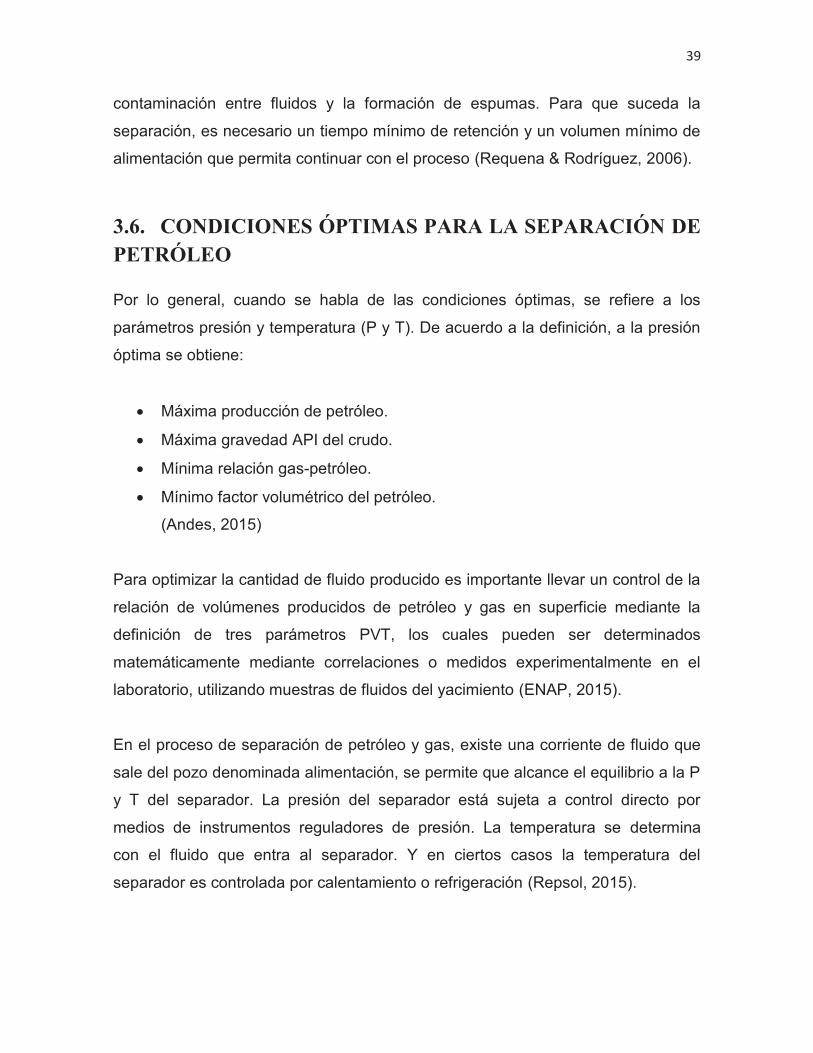
Figura 3.4 ESQUEMA DE UN SISTEMA DE SEPARACIÓN DE TRES ETAPAS
Fuente: Arnold & Stewart, 2008
Elaborado por: Cadena Galo/Criollo Oscar
3.5. SECCIONES DE SEPARACIÓN
3.5.1. SECCIÓN PRIMARIA
Los fluidos que ingresan al separador llegan con alta velocidad generando
turbulencia en el flujo entre la fase gaseosa y la fase líquida. Por este motivo se
debe reducir el gran impulso que posee la corriente de fluidos a la entrada del
separador (Carrillo, 2007).
Para lograr disipar el impulso y reducir la turbulencia se utiliza al ingreso del
separador una placa desviadora (deflectora) o cualquier otra técnica que provoque

38
una fuerza centrífuga que obligue a la separación de volúmenes de líquido del gas
(Requena & Rodríguez, 2006).
3.5.2. SECCIÓN SECUNDARIA
Una vez que se ha logrado reducir la velocidad del flujo, en esta sección se realiza
la separación por decantación del líquido por gravedad desde la corriente de gas
obteniendo una eficiencia que depende de las propiedades del gas y del líquido,
también del tamaño de las partículas y del grado de turbulencia del gas (Benítez &
Olmedo 2011).
Esta separación se da en las partículas que no lograron separarse en la sección
primaria. A medida que la corriente de gas entra en la sección secundaria, las
gotas que fueron arrastradas en el gas y no separados por el desviador de entrada
se separan por gravedad y caen al interfaz gas-liquido (Requena & Rodríguez,
2006).
3.5.3. SECCIÓN DE EXTRACCIÓN DE NEBLINA
En esta sección se separan las partículas más pequeñas de líquido que pudieron
ser arrastradas por la corriente de gas. Para la extracción de neblina la mayoría de
separadores utilizan como mecanismos principales la fuerza centrífuga y el
principio de choque, donde las pequeñas gotas de líquido se separan de la
corriente de gas en forma de grandes gotas (coalescencia), que luego caen a la
zona donde se aloja el líquido (Carrillo, 2007).
3.5.4. SEGREGACIÓN FINAL
Esta sección se ejecuta la descarga de los líquidos separados, de tal manera que
se cumplan con las condiciones de operación establecidas para evitar la
39
contaminación entre fluidos y la formación de espumas. Para que suceda la
separación, es necesario un tiempo mínimo de retención y un volumen mínimo de
alimentación que permita continuar con el proceso (Requena & Rodríguez, 2006).
3.6. CONDICIONES ÓPTIMAS PARA LA SEPARACIÓN DE PETRÓLEO
Por lo general, cuando se habla de las condiciones óptimas, se refiere a los
parámetros presión y temperatura (P y T). De acuerdo a la definición, a la presión
óptima se obtiene:
· Máxima producción de petróleo.
· Máxima gravedad API del crudo.
· Mínima relación gas-petróleo.
· Mínimo factor volumétrico del petróleo.
(Andes, 2015)
Para optimizar la cantidad de fluido producido es importante llevar un control de la
relación de volúmenes producidos de petróleo y gas en superficie mediante la
definición de tres parámetros PVT, los cuales pueden ser determinados
matemáticamente mediante correlaciones o medidos experimentalmente en el
laboratorio, utilizando muestras de fluidos del yacimiento (ENAP, 2015).
En el proceso de separación de petróleo y gas, existe una corriente de fluido que
sale del pozo denominada alimentación, se permite que alcance el equilibrio a la P
y T del separador. La presión del separador está sujeta a control directo por
medios de instrumentos reguladores de presión. La temperatura se determina
con el fluido que entra al separador. Y en ciertos casos la temperatura del
separador es controlada por calentamiento o refrigeración (Repsol, 2015).
40
3.6.1. GRAVEDAD ESPECÍFICA DEL PETRÓLEO (γo)
La gravedad específica de un líquido sé define como la razón de la densidad del
líquido a la densidad de un líquido base a las mismas condiciones de presión y
temperatura, por lo general el líquido base que se toma es el agua, y tal como la
densidad del agua, tiene pocos cambios con la presión y temperatura, su valor
(62,4 lb/pie3), se puede considerar constante (Bánzer, 1996).
Ecuación 3.6 ECUACIÓN DE LA GRAVEDAD ESPECÍFICA DEL PETRÓLEO
(3.6)
(Bánzer, 1996)
Ecuación 3.7 ECUACIÓN DE LA GRAVEDAD API DEL PETRÓLEO
(3.7)
En donde:
γo es gravedad especifica del petróleo, adimensional
o es densidad del petroleo, LB/PC
(Bánzer, 1996).
3.6.2. VISCOSIDAD DEL PETRÓLEO (µo)
La viscosidad de un fluido es la resistencia que presentan sus moléculas a fluir o
moverse dentro de un medio.
Para definir la viscosidad del petróleo, se consideran dos tipos de viscosidad:
· Viscosidad de un petróleo sub saturado
· Viscosidad de un petróleo saturado.
41
3.7. PROBLEMAS DE OPERACIÓN
Los equipos de superficie están sujetos a diversos problemas como consecuencia
de su configuración, materiales y funcionamiento, los mismos que ocasionan un
desgaste natural debido al uso en un tiempo considerado prudencial.
Los principales problemas que se presentan en la operación de un separador se
deben a: crudos espumosos, arena, parafina, emulsiones y escape de líquido o de
gas y desgaste por la erosión producida por el fluido; sin embargo, pueden
manifestarse rápidamente debido a un desgaste o corrosión acelerados por
presencia de parafinas, incrustaciones, arena, agua y/o gas y por la acción de los
químicos (Benítez & Olmedo 2011).
3.7.1. CRUDOS ESPUMOSOS
Uno de los problemas que se presentan con mayor frecuencia en el proceso de
separación, es la formación de espumas, las cuales dificultan las mediciones del
nivel crudo y generan mayor tiempo de retención para lograr una separación
eficiente.
Generalmente las espumas se forman por la presencia de impurezas, productos
químicos (inhibidores y anticorrosivos) para tratamientos de tuberías y agua
presente en el crudo (Arnold & Stewart, 2008).
3.7.2. PARAFINAS
El principal problema que se presenta cuando se forman las parafinas, es el
taponamiento de los orificios de los extractores de vapor de arenas/sólidos y de
las mallas de alambre metálico, producen también el deterioro de las válvulas del
sistema (Benítez & Olmedo 2011).
Cuando se tiene este problema, se puede adicionar sistemas de inyección de
vapor que permitan la limpieza de las regiones propensas a taponamiento.

42
3.7.3. ARENAS
La presencia de arena en los crudos genera los siguientes problemas:
· El taponamiento de los dispositivos y líneas
· La erosión y corte de las válvulas y líneas
· La acumulación en el fondo del separador
Se utilizan dispositivos que trabajen con fluidos a presión mediante toberas de
inyección. Cuando los fluidos son arenosos, se pueden instalar válvulas y
elementos resistentes a los efectos de la 6arena (Benítez & Olmedo 2011).
3.7.4. ARRASTRE DE LÍQUIDO
En el proceso de separación del líquido de la fase gaseosa (sección de extracción
de niebla) uno de los problemas que se presenta es la salida de partículas líquidas
conjuntamente con las gaseosas provocando altos niveles de líquido, daños
internos, espumas en los acumuladores de gas o en las líneas de flujo (Carrillo,
2207).
Para evitar la salida de líquido arrastrado por la fase gaseosa generalmente se
instalan sensores de seguridad de alto nivel (LSH – Level Safety High), los cuales
actúan mandando una señal de cierre a las válvulas de entrada o salida cuando el
nivel de líquido excede entre 10 a 15 porciento el nivel máximo (Arnold & Stewart,
2008).
3.7.5. FUGAS DE GAS
En la separación de fluidos el gas libre invade la fase liquida provocando fugas de
gas en la salida de líquidos, un indicativo de este problema, es el bajo nivel de
líquido provocando vórtices en la zona de descarga (Requena & Rodríguez, 2006).
43
Las fugas de gas se controlan con la instalación de sensores de seguridad de bajo
nivel de líquido (LSL – Level Safety Low) que cierran la entrada o salida de fluido
cuando el nivel de líquido está por debajo del 10 o 15 por ciento del nivel de
operación (Arnold & Stewart, 2008).
3.8. DESHIDRATACIÓN
La presencia de agua en el hidrocarburo genera uno de los mayores problemas
dentro de la producción del petróleo. Por este motivo dentro del proceso de
separación se usa la deshidratación, con la que se busca generar la ruptura de las
emulsiones de petróleo y agua.
En la comercialización de petróleo se requieren cumplir con ciertos estándares de
calidad entre las cuales tenemos: bajo contenido de sal, bajo contenido de sólidos
suspendidos, rangos de viscosidad, y contenido de azufre definido.
En el trayecto del fluido se generan choques y cambios de presión, provocando
frecuentemente la formación de emulsiones estables de agua y petróleo que
deben ser especialmente tratadas (Carrillo, 2007).
3.8.1. EMULSIÓN
Dos tipos de agua están asociadas con la producción de petróleo, definidas como
agua libre y agua emulsionada.
El agua libre según el Instituto Americano del Petróleo (API), el agua libre es la
cantidad de agua de producción que podrá ser separada del petróleo
gravitacionalmente. El resto de agua presente se considerara como emulsionada y
requiere de un proceso de tratamiento para ser removida (Granados & Gutiérrez,
2007).
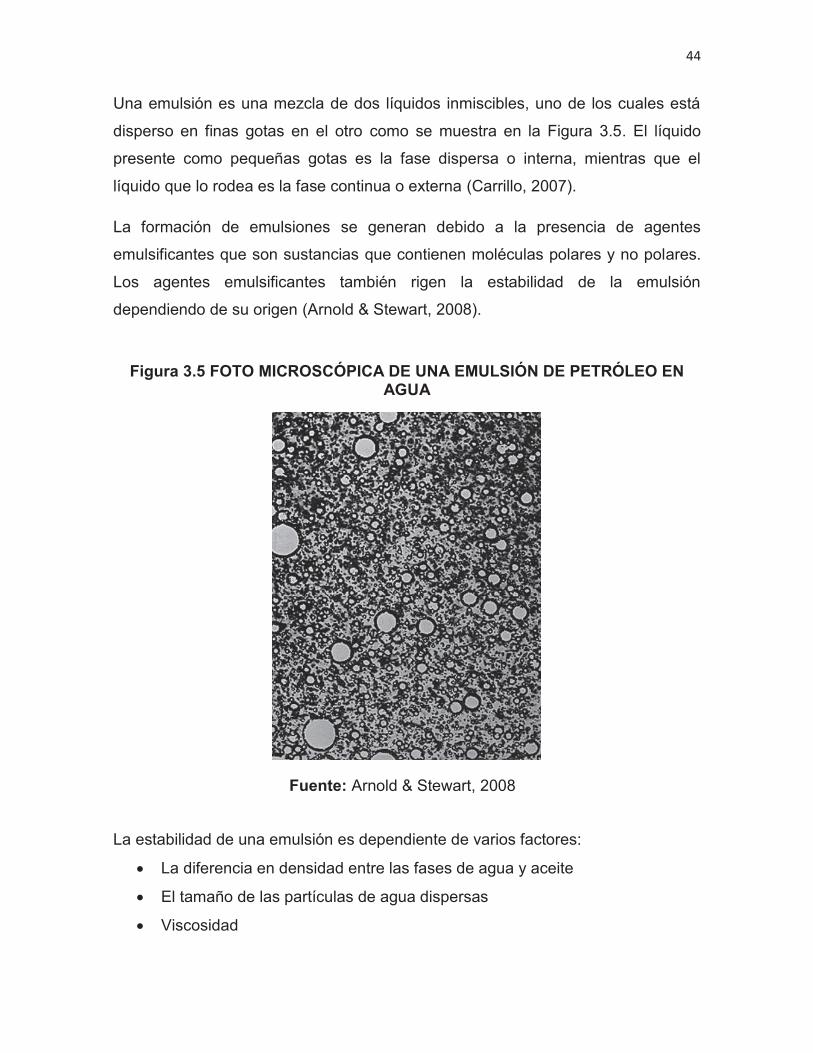
44
Una emulsión es una mezcla de dos líquidos inmiscibles, uno de los cuales está
disperso en finas gotas en el otro como se muestra en la Figura 3.5. El líquido
presente como pequeñas gotas es la fase dispersa o interna, mientras que el
líquido que lo rodea es la fase continua o externa (Carrillo, 2007).
La formación de emulsiones se generan debido a la presencia de agentes
emulsificantes que son sustancias que contienen moléculas polares y no polares.
Los agentes emulsificantes también rigen la estabilidad de la emulsión
dependiendo de su origen (Arnold & Stewart, 2008).
Figura 3.5 FOTO MICROSCÓPICA DE UNA EMULSIÓN DE PETRÓLEO EN AGUA
Fuente: Arnold & Stewart, 2008
La estabilidad de una emulsión es dependiente de varios factores:
· La diferencia en densidad entre las fases de agua y aceite
· El tamaño de las partículas de agua dispersas
· Viscosidad
45
· Tensión interfacial
· Presencia y concentración de agentes emulsionantes
· Salinidad del agua
· Edad de la emulsión
· Agitación
(Verrier & Rodríguez, 2007)
3.8.2. DEMULSIFICACIÓN
Consiste en el rompimiento de la película interfacial de una emulsión y la
separación de sus fases. Los factores que favorecen al rompimiento de una
emulsión son:
· Aumento de la temperatura.
· Reducción de la agitación.
· Incremento del tiempo de residencia o retención.
· Remoción de sólidos.
(Arnold & Stewart, 2008).
3.9. MÉTODOS DE TRATAMIENTO
El tratamiento es necesario para separar el agua que se encuentra emulsionada
en el petróleo, sin embargo, ninguna emulsión es igual a otra incluso siendo del
mismo pozo, por lo cual, cada emulsión debe ser examinada frecuentemente y
requiere ajustes en el proceso de tratamiento (Granados & Gutiérrez, 2007).
46
3.9.1. MÉTODO GRAVITACIONAL
El asentamiento gravitacional se lleva a cabo en grandes recipientes llamados
tanques sedimentadores, tanques de lavado, Gun Barrels y eliminadores de agua
libre FWKO (Verrier & Rodríguez, 2007).
El agua se asienta en el fondo del tanque por tener mayor densidad respecto al
petróleo. Si la diferencia en peso específico entre el agua y el crudo es pequeña,
la separación es lenta (Granados & Gutiérrez, 2007).
3.9.2. MÉTODO QUÍMICO
Consiste en adicionar químicos llamados demulsificantes que son componentes
surfactantes, los cuales neutralizan la estabilidad de la emulsión afectando a los
agentes emulsificantes debilitando la película rígida de la interface petróleo – agua
y mejoran la coalescencia de las gotas de agua. Este método es el más utilizado
para el tratamiento de emulsiones (Granados & Gutiérrez, 2007)
3.9.3. MÉTODO TÉRMICO
La transferencia de calor a la mezcla provoca que las gotas de agua aceleren su
movimiento generando choques entre ellas para romper la película formada por el
agente emulsificante. Este mecanismo da como resultado la formación de gotas
de agua más grandes y pesadas, por lo que se facilita la sedimentación por la
fuerza de gravedad (Verrier & Rodríguez, 2007).
3.9.4. MÉTODO ELÉCTRICO
Se basa en la aplicación de un alto voltaje eléctrico lo que genera que las gotas de
agua se muevan rápidamente colisionando unas con otras, provocando la
coalescencia. Este fenómeno se da debido a que las gotas de agua tienen una
47
carga eléctrica, la cual reacciona cuando se aplica un campo eléctrico a la mezcla
de fluidos (Verrier & Rodríguez, 2007).
3.9.5. MÉTODOS MECÁNICOS
· Lavado
Provoca la disolución de gotas de agua suspendidas, mediante el paso de la
emulsión a través de un colchón de agua que generalmente permanece caliente.
· Agitación
Se agrega un producto demulsificante a la mezcla, la cual es agitada para obtener
una distribución uniforme, luego de obtener el rompimiento de la emulsión, la
agitación es necesaria para ayudar a la coalescencia de las gotas de agua.
· Centrifugación
Comercialmente es poco común en la industria petrolera. Se obtiene una mejor
separación cuando tenemos mayor diferencia de densidades entre el crudo y el
agua.
· Filtrado
Consiste en hacer pasar la emulsión a través de un medio adecuado que retenga
las partículas de agua y promueva su retención, y por consiguiente su
decantación.
(Granados & Gutiérrez, 2007)

48
CAPÍTULO IV
ANÁLISIS Y DETERMINACIÓN DE LOS PARÁMETROS DE SEPARACIÓN DEL CAMPO OSO
4.1. PRODUCCIÓN DE FLUIDOS CON LOS PARÁMETROS ACTUALES DEL CAMPO OSO
El campo Oso maneja un perfil de producción regular, a la vez, en cada estación
no existe una variación significativa en los caudales de descarga de petróleo y
agua de los recipientes de separación. Esto se debe a que existe un control de
flujo desde la salida de los pozos, en los manifold, al ingreso y descarga de los
separadores, permitiendo así que la cantidad de fluido no afecte parámetros como
presión de operación y tiempo de retención, los cuales observamos con
anterioridad que no varían en gran medida.
En la Tabla 4.1 y 4.2 podemos observar los caudales de ingreso y descarga que
manejan actualmente los separadores del campo Oso medidos durante ocho días.

49
Tabla 4.1 PRODUCCIÓN DE FLUIDOS EN LOS SEPARADORES DEL CAMPO OSO (CPF)
ESTACIÓN CPF
ÍTEM FWKO T-K LAVADO TK ALMACENAMIENTO
CÓDIGO V-E75131 T-E75500 T-C75400
DIA INGRESO DESCARGA INGRESO DESCARGA INGRESO
Qf Qo Qw Qf Qo Qw Qf
1 36862 3668 32614 3668 3455,26 212,74 3455,26
2 37112,73 3765 32501 3765 3580,52 184,49 3580,52
3 36778,38 3567 32720 3567 3381,52 185,48 3381,52
4 36127,43 3899 31445 3899 3676,76 222,24 3676,76
5 36778,38 3655 32509 3655 3461,29 193,72 3461,29
6 37112,73 3556 32655 3556 3349,75 206,25 3349,75
7 36450 3766 31889 3766 3585,23 180,77 3585,23
8 37112,73 3687 32733 3687 3502,65 184,35 3502,65
Fuente: Petroamazonas EP
Elaborado por: Cadena Galo/Criollo Oscar
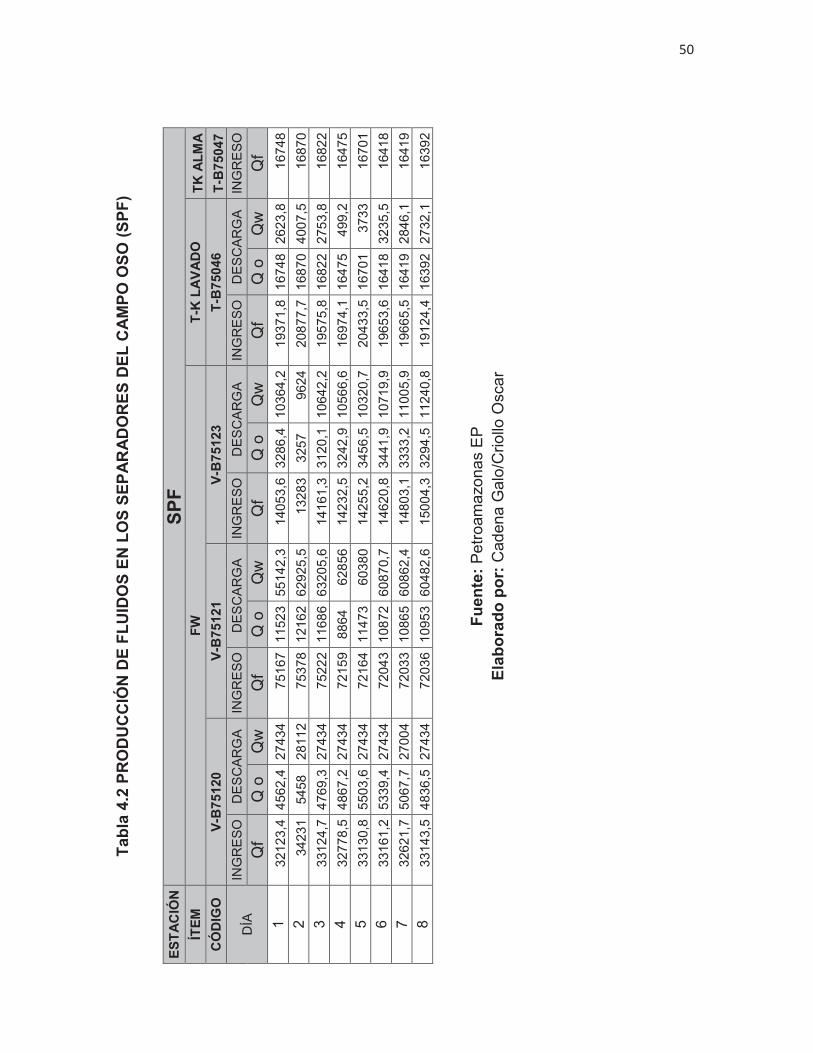
50
Ta
bla
4.2
PR
OD
UC
CIÓ
N D
E F
LU
IDO
S E
N L
OS
SE
PA
RA
DO
RE
S D
EL
CA
MP
O O
SO
(S
PF
)
ES
TA
CIÓ
N
SP
F
ÍTE
M
FW
T
-K L
AV
AD
O
TK
AL
MA
C
ÓD
IGO
V
-B75
120
V
-B75
121
V
-B75
123
T
-B75
046
T
-B75
047
DÍA
IN
GR
ES
O
DE
SC
AR
GA
IN
GR
ES
O
DE
SC
AR
GA
IN
GR
ES
O
DE
SC
AR
GA
IN
GR
ES
O
DE
SC
AR
GA
IN
GR
ES
O
Qf
Q o
Q
w
Qf
Q o
Q
w
Qf
Q o
Q
w
Qf
Q o
Q
w
Qf
1
321
23,4
456
2,4
274
34
751
67
115
23
551
42,3
140
53,6
328
6,4
103
64,2
193
71,8
167
48
262
3,8
167
48
2
342
31
5458
281
12
753
78
121
62
629
25,5
132
83
3257
9624
208
77,7
168
70
400
7,5
168
70
3
331
24,7
476
9,3
274
34
752
22
116
86
632
05,6
141
61,3
312
0,1
106
42,2
195
75,8
168
22
275
3,8
168
22
4
327
78,5
486
7,2
274
34
721
59
8864
628
56
142
32,5
324
2,9
105
66,6
169
74,1
164
75
499
,2
164
75
5
331
30,8
550
3,6
274
34
721
64
114
73
603
80
142
55,2
345
6,5
103
20,7
204
33,5
167
01
3733
167
01
6
331
61,2
533
9,4
274
34
720
43
108
72
608
70,7
146
20,8
344
1,9
107
19,9
196
53,6
164
18
323
5,5
164
18
7
326
21,7
506
7,7
270
04
720
33
108
65
608
62,4
148
03,1
333
3,2
110
05,9
196
65,5
164
19
284
6,1
164
19
8
331
43,5
483
6,5
274
34
720
36
109
53
604
82,6
150
04,3
329
4,5
112
40,8
191
24,4
163
92
273
2,1
163
92
Fu
ente
: P
etr
oam
azo
na
s E
P
Ela
bo
rad
o p
or:
Cad
ena
Ga
lo/C
riollo
Osc
ar
50
51
4.2. PARÁMETROS DE OPERACIÓN ACTUALES DEL CAMPO OSO
Los separadores y tratadores que operan en el campo Oso actualmente, han
trabajado con los mismos parámetros de separación por varios años, los cuales
rigen la calidad y cantidad de separación del crudo proveniente de los pozos. El
análisis de los parámetros de operación determinados durante un periodo de
trabajo de campo realizado en las instalaciones del campo Oso en el mes de
febrero del presente año, nos llevará a determinar la eficiencia del proceso y
posibles mejoras, en base a los resultados obtenidos mediante cálculos
matemáticos y análisis de los datos registrados en las pantallas de visualización
que se encuentran en los cuartos de control en cada estación. Estos datos han
sido tomados diariamente por ocho días del sistema SCADA que controla las
operaciones de cada fase de separación y tratamiento de crudo. Además de
realizar las respectivas mediciones en el laboratorio de fluidos tomando muestras
diarias de los fluidos en las descargas de los separadores.
4.2.1. PRESIÓN DE OPERACIÓN (Po)
Es la presión manométrica con la que el recipiente opera en sus condiciones
normales. El campo Oso tiene un rango de presión de operación entre 25 y 32 psi
que rige un proceso de separación normal en la planta. Los cuales se han
obtenido de un registro diario para determinar variaciones en el comportamiento
de las presiones o caudales de fluido. Cada recipiente de separación opera con su
propio set de presión y son controlados mediante un sistema SCADA donde se
puede manipular estos valores dependiendo de las condiciones de operación o
flujo.
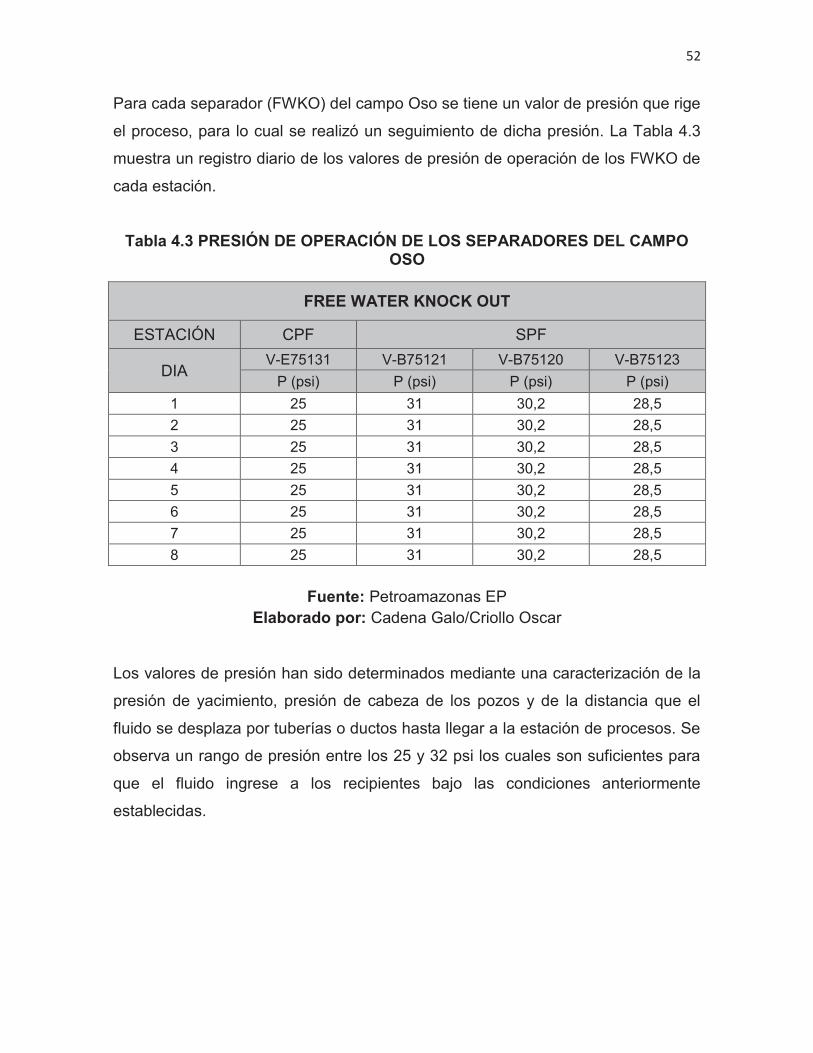
52
Para cada separador (FWKO) del campo Oso se tiene un valor de presión que rige
el proceso, para lo cual se realizó un seguimiento de dicha presión. La Tabla 4.3
muestra un registro diario de los valores de presión de operación de los FWKO de
cada estación.
Tabla 4.3 PRESIÓN DE OPERACIÓN DE LOS SEPARADORES DEL CAMPO OSO
FREE WATER KNOCK OUT
ESTACIÓN CPF SPF
DIA V-E75131 V-B75121 V-B75120 V-B75123
P (psi) P (psi) P (psi) P (psi)
1 25 31 30,2 28,5
2 25 31 30,2 28,5
3 25 31 30,2 28,5
4 25 31 30,2 28,5
5 25 31 30,2 28,5
6 25 31 30,2 28,5
7 25 31 30,2 28,5
8 25 31 30,2 28,5
Fuente: Petroamazonas EP
Elaborado por: Cadena Galo/Criollo Oscar
Los valores de presión han sido determinados mediante una caracterización de la
presión de yacimiento, presión de cabeza de los pozos y de la distancia que el
fluido se desplaza por tuberías o ductos hasta llegar a la estación de procesos. Se
observa un rango de presión entre los 25 y 32 psi los cuales son suficientes para
que el fluido ingrese a los recipientes bajo las condiciones anteriormente
establecidas.

53
4.2.2. TEMPERATURA DE OPERACIÓN (To) Es la temperatura a la cual ocurre la separación en el recipiente. Debido a las
condiciones del reservorio, se manejan temperaturas altas que ayudan en mayor
parte a un desempeño eficiente, evitando la formación de grandes emulsiones en
el proceso de separación y tratamiento, por lo que no es necesario calentar el
fluido al ingreso de los separadores.
Para los separadores (FWKO) del campo Oso se tiene las siguientes temperaturas
de operación mostradas en la Tabla 4.4.
Tabla 4.4 TEMPERATURA DE OPERACIÓN DE LOS SEPARADORES DEL CAMPO OSO
FREE WATER KNOCK OUT ESTACIÓN CPF SPF
DIA V-E75131 V-B75121 V-B75120 V-B75123
T (°F) T (°F) T (°F) T (°F)
1 162 185 168 168
2 162 185 168 168
3 162 185 168 168
4 162 185 168 168
5 162 185 168 168
6 162 185 168 168
7 162 185 168 168
8 162 185 168 168
Fuente: Petroamazonas EP Elaborado por: Cadena Galo/Criollo Oscar
Adicionalmente en la Tabla 4.5 se muestra las temperaturas de operación de cada
tanque de lavado que funciona en el campo Oso.
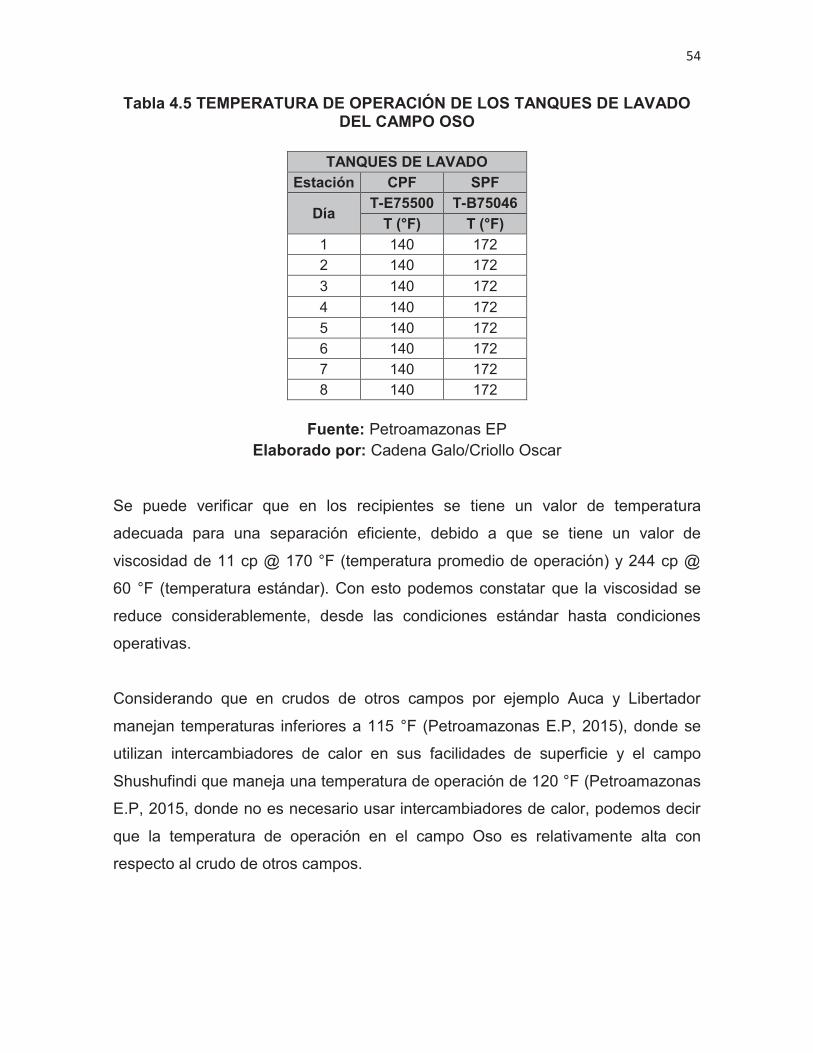
54
Tabla 4.5 TEMPERATURA DE OPERACIÓN DE LOS TANQUES DE LAVADO DEL CAMPO OSO
TANQUES DE LAVADO
Estación CPF SPF
Día T-E75500 T-B75046
T (°F) T (°F)
1 140 172
2 140 172
3 140 172
4 140 172
5 140 172
6 140 172
7 140 172
8 140 172
Fuente: Petroamazonas EP Elaborado por: Cadena Galo/Criollo Oscar
Se puede verificar que en los recipientes se tiene un valor de temperatura
adecuada para una separación eficiente, debido a que se tiene un valor de
viscosidad de 11 cp @ 170 °F (temperatura promedio de operación) y 244 cp @
60 °F (temperatura estándar). Con esto podemos constatar que la viscosidad se
reduce considerablemente, desde las condiciones estándar hasta condiciones
operativas.
Considerando que en crudos de otros campos por ejemplo Auca y Libertador
manejan temperaturas inferiores a 115 °F (Petroamazonas E.P, 2015), donde se
utilizan intercambiadores de calor en sus facilidades de superficie y el campo
Shushufindi que maneja una temperatura de operación de 120 °F (Petroamazonas
E.P, 2015, donde no es necesario usar intercambiadores de calor, podemos decir
que la temperatura de operación en el campo Oso es relativamente alta con
respecto al crudo de otros campos.
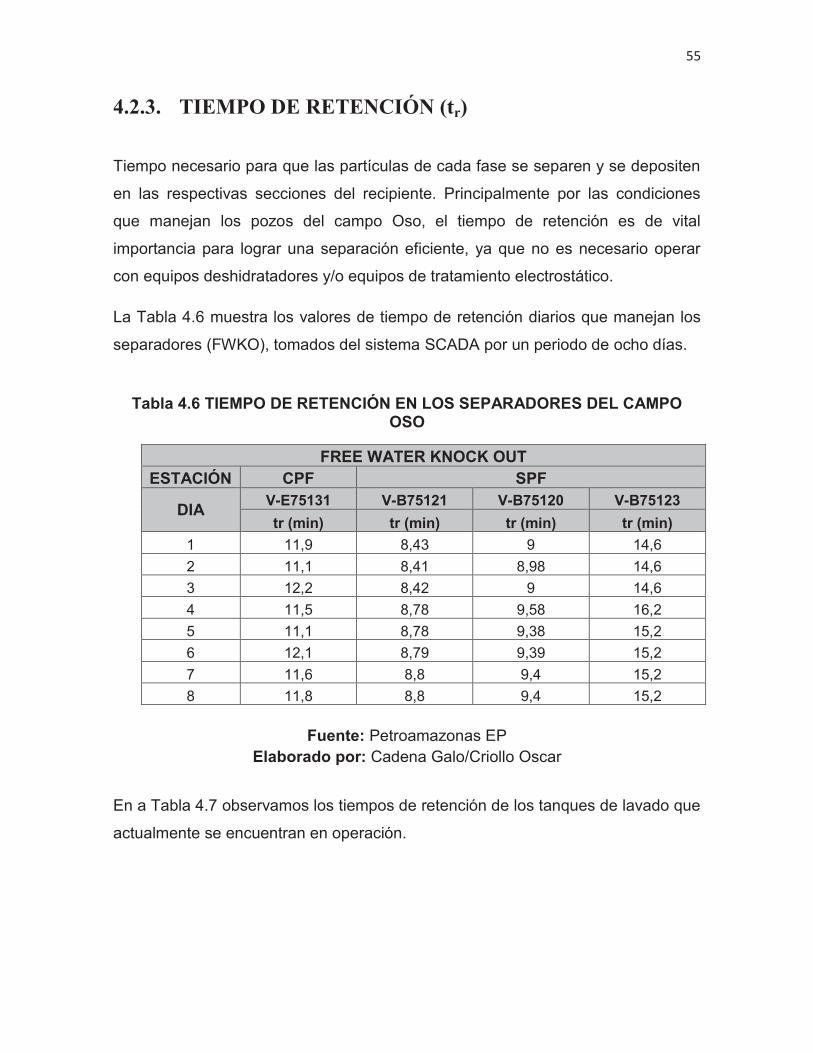
55
4.2.3. TIEMPO DE RETENCIÓN (tr)
Tiempo necesario para que las partículas de cada fase se separen y se depositen
en las respectivas secciones del recipiente. Principalmente por las condiciones
que manejan los pozos del campo Oso, el tiempo de retención es de vital
importancia para lograr una separación eficiente, ya que no es necesario operar
con equipos deshidratadores y/o equipos de tratamiento electrostático.
La Tabla 4.6 muestra los valores de tiempo de retención diarios que manejan los
separadores (FWKO), tomados del sistema SCADA por un periodo de ocho días.
Tabla 4.6 TIEMPO DE RETENCIÓN EN LOS SEPARADORES DEL CAMPO OSO
FREE WATER KNOCK OUT ESTACIÓN CPF SPF
DIA V-E75131 V-B75121 V-B75120 V-B75123
tr (min) tr (min) tr (min) tr (min)
1 11,9 8,43 9 14,6
2 11,1 8,41 8,98 14,6
3 12,2 8,42 9 14,6
4 11,5 8,78 9,58 16,2
5 11,1 8,78 9,38 15,2
6 12,1 8,79 9,39 15,2
7 11,6 8,8 9,4 15,2
8 11,8 8,8 9,4 15,2
Fuente: Petroamazonas EP Elaborado por: Cadena Galo/Criollo Oscar
En a Tabla 4.7 observamos los tiempos de retención de los tanques de lavado que
actualmente se encuentran en operación.
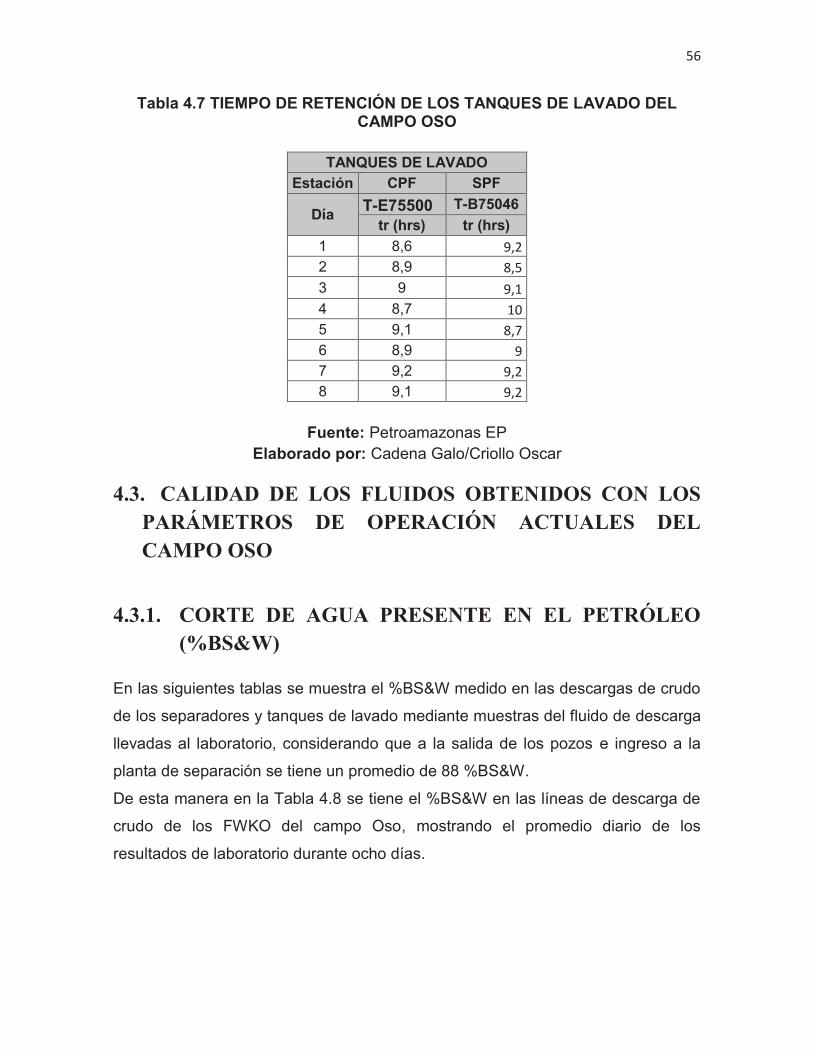
56
Tabla 4.7 TIEMPO DE RETENCIÓN DE LOS TANQUES DE LAVADO DEL CAMPO OSO
TANQUES DE LAVADO
Estación CPF SPF
Día T-E75500 T-B75046
tr (hrs) tr (hrs)
1 8,6 9,2
2 8,9 8,5
3 9 9,1
4 8,7 10
5 9,1 8,7
6 8,9 9
7 9,2 9,2
8 9,1 9,2
Fuente: Petroamazonas EP
Elaborado por: Cadena Galo/Criollo Oscar
4.3. CALIDAD DE LOS FLUIDOS OBTENIDOS CON LOS PARÁMETROS DE OPERACIÓN ACTUALES DEL CAMPO OSO
4.3.1. CORTE DE AGUA PRESENTE EN EL PETRÓLEO (%BS&W)
En las siguientes tablas se muestra el %BS&W medido en las descargas de crudo
de los separadores y tanques de lavado mediante muestras del fluido de descarga
llevadas al laboratorio, considerando que a la salida de los pozos e ingreso a la
planta de separación se tiene un promedio de 88 %BS&W.
De esta manera en la Tabla 4.8 se tiene el %BS&W en las líneas de descarga de
crudo de los FWKO del campo Oso, mostrando el promedio diario de los
resultados de laboratorio durante ocho días.

57
Tabla 4.8 %BS&W DE LOS SEPARADORES DEL CAMPO OSO
BS&W
ESTACIÓN CPF SPF
FWKO FWKO
CÓDIGO V-E75131 V-B75120 V-B75121 V-B75123
DIA ENTRADA DESCARGA ENTRADA DESCARGA ENTRADA DESCARGA ENTRADA DESCARGA
1 88 5,8 88 5,1 88 27 88 0,9
2 88 4,9 88 5,6 88 32 88 1,1
3 87 5,2 88 4,8 88 28 88 1,2
4 88 5,7 88 5,4 88 27 88 2,7
5 89 5,3 88 4,5 88 32 88 0,8
6 87 5,8 88 5,8 88 28 88 1,5
7 88 4,8 86 6,2 86 28 88 0,9
8 89 5 86 6,3 86 29 88 0,9
Fuente: Petroamazonas EP Elaborado por: Cadena Galo/Criollo Oscar
Se puede observar que los %BS&W en la descarga están en el orden de un
promedio de 5%, lo que muestra una buena calidad de separación en estos
recipientes. Sin embargo en el FWKO V-B75121 se observa un promedio de 27%
que nos indica que la separación en este recipiente no es eficiente.
Para las botas de gas de cada estación no existen medidores que determinen los
parámetros de operación en esta fase, por lo que se considera los parámetros de
descarga de los FWKO como el ingreso a la bota y el fluido de descarga de la bota
como los parámetros de ingreso a los tanques de lavado.
Finalmente el petróleo ingresa al tanque de lavado donde se separa en lo posible
el resto del agua presente para su posterior almacenamiento y bombeo. Los
resultados de %BS&W medidos en campo al ingreso y descarga de los tanques
serán mostrados en la Tabla 4.9.

58
Tabla 4.9 %BS&W DE LOS TANQUES DE LAVADO DEL CAMPO OSO
BS&W
ESTACION CPF SPF
TK LAVADO TK LAVADO
CÓDIGO T-E75500 T-B75046
DIA ENTRADA DESCARGA ENTRADA DESCARGA
1 5,8 0,5 18,2 0,4
2 4,9 0,5 19,3 0,4
3 5,2 0,6 19,5 0,4
4 5,7 0,4 19,8 0,5
5 5,3 0,5 20,9 0,4
6 5,8 0,4 18,3 0,3
7 4,8 0,4 15,5 0,4
8 5 0,6 18,3 0,4
Fuente: Petroamazonas EP Elaborado por: Cadena Galo/Criollo Oscar
Podemos observar que en la descarga de los tanques de lavado se tiene un
promedio de 0,4 %BS&W, inferior al 1% requerido para que el petróleo pueda ser
enviado al almacenamiento y transferencia. Lo que nos permite indicar que el
petróleo tiene un proceso de separación eficiente en los tanques de lavado.
4.3.2. GRAVEDAD API
La gravedad API nos indicará si el petróleo que se maneja en el campo es liviano
o pesado, y además nos permite saber si la estación cuenta con las facilidades
adecuadas para poder tratarlo eficientemente. A continuación en la Tabla 4.10 se
muestra el °API con la que trabajan los separadores en el campo Oso,
determinados diariamente por medio de análisis químicos de las muestras
tomadas en la locación durante un periodo de ocho días.

59
Tabla 4.10 °API DE LOS SEPARADORES DEL CAMPO OSO
°API
ESTACIÓN CPF SPF
FWKO TK LAVADO FWKO TK LAVADO
DÍA V-E75131 T-E75500 V-B75120 V-B75121 V-B75123 T-B75046
1 24,2 24,2 24,2 24,2 24,2 24,2 2 24,3 24,5 24,3 24,3 24,3 24,5 3 24,1 24,3 24,1 24,1 24,1 24,3 4 24,1 24,9 24,1 24,1 24,1 24,9 5 24 25 24 24 24 25 6 24,2 24,9 24,2 24,2 24,2 24,9 7 24,3 24,7 24,3 24,3 24,3 24,7 8 24 25 24 24 24 25
Fuente: Petroamazonas EP
Elaborado por: Cadena Galo/Criollo Oscar
Podemos observar que el campo maneja un crudo de 24,2 °API en promedio para
cada fase de separación que entra en la clasificación de petróleo mediano según
la Tabla 4.11 mostrada a continuación.
Tabla 4.11 CLASIFICACIÓN DEL PETRÓLEO SEGÚN SU GRAVEDAD API
CRUDO °API
Extrapesado 10
Pesado 10 - 22,3
Mediano 22,3 - 31,1
Ligero 31,1 - 39
Superligero > 39
Fuente: Instituto Mexicano del Petróleo Elaborado por: Cadena Galo/Criollo Oscar

60
4.3.3. CONCENTRACIÓN DE ACEITE RESIDUAL PRESENTE EN EL AGUA
Muestra la cantidad de aceite que tiene el agua a la descarga de los recipientes de
separación, se lo mide en laboratorio con muestras de agua tomadas en la
descarga de cada recipiente y se expresa en unidades de concentración (ppm).
Tabla 4.12 CONCENTRACIÓN DE ACEITE EN AGUA A LA DESCARGA DE LOS SEPARADORES DEL CAMPO OSO
FWKO
ACEITE RESIDUAL EN EL AGUA (PPM) ESTACIÓN CPF SPF
DÍA V-E75131 V-B75121 V-B75120 V-B75123
1 11,3 8,9 14,9 11,2
2 14,5 8,6 12,3 12,4
3 15,2 9,6 15,2 11,2
4 12,2 10,6 23,1 12,1
5 17,4 8,9 14,7 9,8
6 16,3 9,7 11 11
7 11,1 8,5 11,1 13
8 11 9,5 10,8 14,6
Fuente: Petroamazonas EP Elaborado por: Cadena Galo/Criollo Oscar
En la Tabla 4.12 podemos observar que las concentraciones de aceite en agua
son relativamente bajas, considerando que los FWKO pertenecen a la primera
etapa de separación.
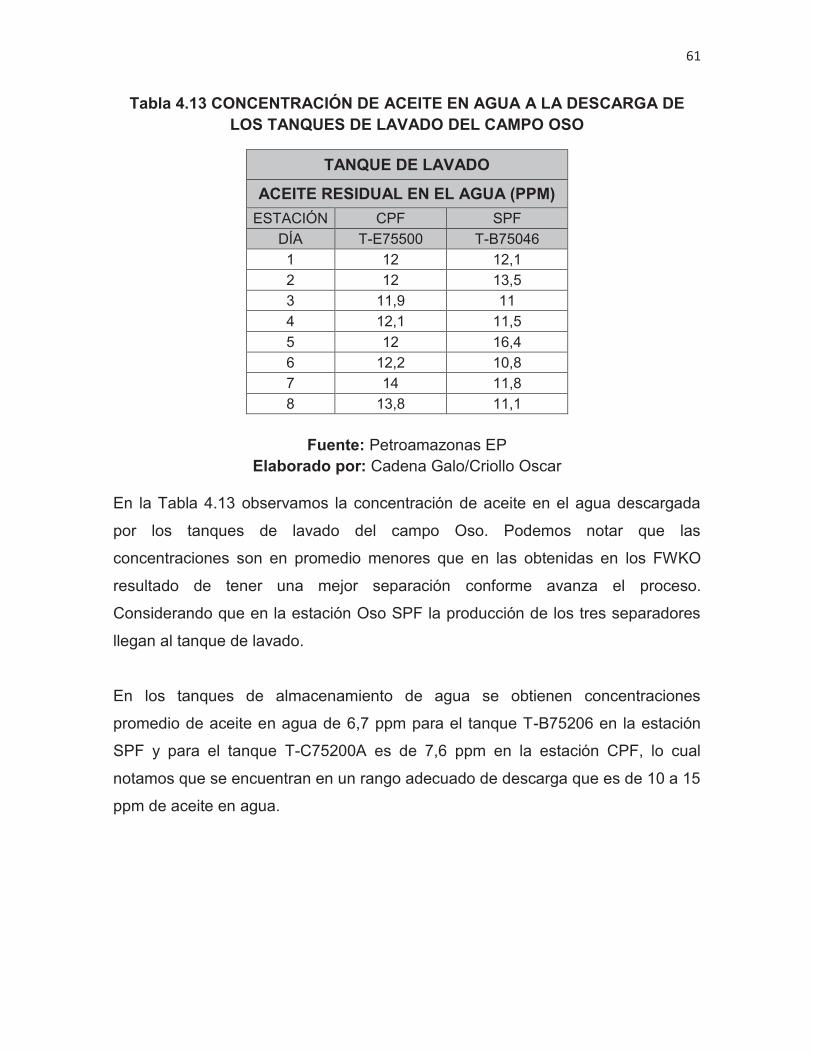
61
Tabla 4.13 CONCENTRACIÓN DE ACEITE EN AGUA A LA DESCARGA DE LOS TANQUES DE LAVADO DEL CAMPO OSO
TANQUE DE LAVADO
ACEITE RESIDUAL EN EL AGUA (PPM)
ESTACIÓN CPF SPF
DÍA T-E75500 T-B75046
1 12 12,1
2 12 13,5
3 11,9 11
4 12,1 11,5
5 12 16,4
6 12,2 10,8
7 14 11,8
8 13,8 11,1
Fuente: Petroamazonas EP Elaborado por: Cadena Galo/Criollo Oscar
En la Tabla 4.13 observamos la concentración de aceite en el agua descargada
por los tanques de lavado del campo Oso. Podemos notar que las
concentraciones son en promedio menores que en las obtenidas en los FWKO
resultado de tener una mejor separación conforme avanza el proceso.
Considerando que en la estación Oso SPF la producción de los tres separadores
llegan al tanque de lavado.
En los tanques de almacenamiento de agua se obtienen concentraciones
promedio de aceite en agua de 6,7 ppm para el tanque T-B75206 en la estación
SPF y para el tanque T-C75200A es de 7,6 ppm en la estación CPF, lo cual
notamos que se encuentran en un rango adecuado de descarga que es de 10 a 15
ppm de aceite en agua.

62
4.4. DETERMINACIÓN DE LOS PARÁMETROS ÓPTIMOS DE OPERACIÓN DEL CAMPO OSO
Para la determinación de los parámetros con los cuales los equipos operan
eficientemente se procederá a realizar un análisis comparativo de la información
medida en la estación presentada anteriormente con valores calculados
matemáticamente, de tal manera que se pueda comprobar si el parámetro medido
es el adecuado para que la separación en cada recipiente sea lo más eficiente
posible.
4.4.1. ANÁLISIS DEL TIEMPO DE RETENCIÓN EN LOS SEPARADORES
Para determinar el tiempo de retención en los separadores usaremos cada uno de
los caudales de ingreso registrados en campo en la ecuación 3.3 del tiempo de
retención.
Como ejemplo de cálculo vamos a considerar los datos del FWKO V-B75120:
· d (ID) = 10 ft
· Ls/s = 35,5 ft
· Q promedio = 32123,4 BPD
Resolución:
Calculamos la longitud efectiva del separador con la ecuación 4.4:
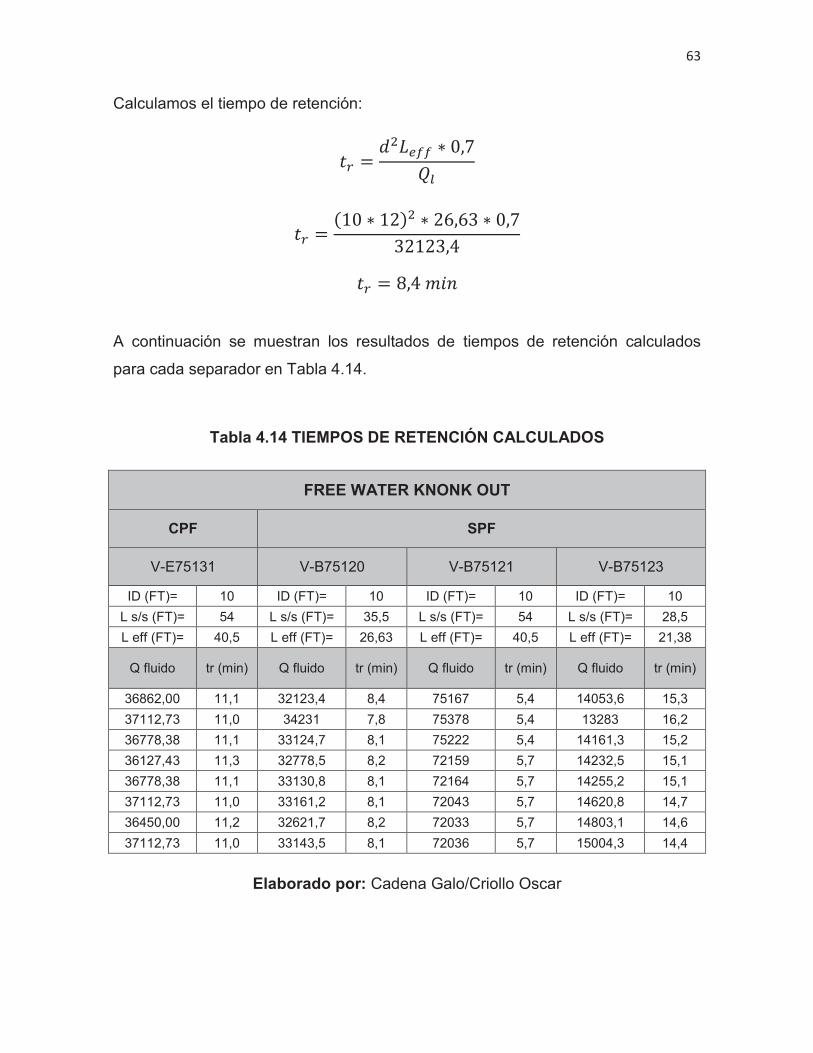
63
Calculamos el tiempo de retención:
A continuación se muestran los resultados de tiempos de retención calculados
para cada separador en Tabla 4.14.
Tabla 4.14 TIEMPOS DE RETENCIÓN CALCULADOS
FREE WATER KNONK OUT
CPF SPF
V-E75131 V-B75120 V-B75121 V-B75123
ID (FT)= 10 ID (FT)= 10 ID (FT)= 10 ID (FT)= 10
L s/s (FT)= 54 L s/s (FT)= 35,5 L s/s (FT)= 54 L s/s (FT)= 28,5
L eff (FT)= 40,5 L eff (FT)= 26,63 L eff (FT)= 40,5 L eff (FT)= 21,38
Q fluido tr (min) Q fluido tr (min) Q fluido tr (min) Q fluido tr (min)
36862,00 11,1 32123,4 8,4 75167 5,4 14053,6 15,3
37112,73 11,0 34231 7,8 75378 5,4 13283 16,2
36778,38 11,1 33124,7 8,1 75222 5,4 14161,3 15,2
36127,43 11,3 32778,5 8,2 72159 5,7 14232,5 15,1
36778,38 11,1 33130,8 8,1 72164 5,7 14255,2 15,1
37112,73 11,0 33161,2 8,1 72043 5,7 14620,8 14,7
36450,00 11,2 32621,7 8,2 72033 5,7 14803,1 14,6
37112,73 11,0 33143,5 8,1 72036 5,7 15004,3 14,4
Elaborado por: Cadena Galo/Criollo Oscar
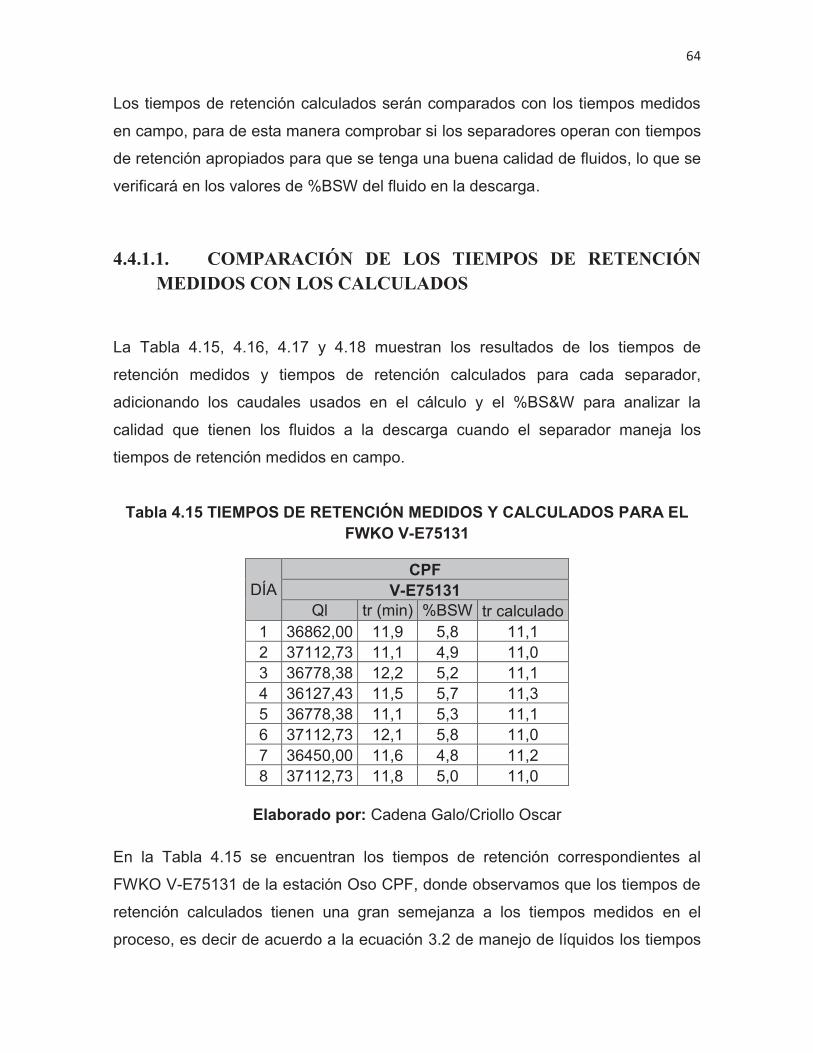
64
Los tiempos de retención calculados serán comparados con los tiempos medidos
en campo, para de esta manera comprobar si los separadores operan con tiempos
de retención apropiados para que se tenga una buena calidad de fluidos, lo que se
verificará en los valores de %BSW del fluido en la descarga.
4.4.1.1. COMPARACIÓN DE LOS TIEMPOS DE RETENCIÓN MEDIDOS CON LOS CALCULADOS
La Tabla 4.15, 4.16, 4.17 y 4.18 muestran los resultados de los tiempos de
retención medidos y tiempos de retención calculados para cada separador,
adicionando los caudales usados en el cálculo y el %BS&W para analizar la
calidad que tienen los fluidos a la descarga cuando el separador maneja los
tiempos de retención medidos en campo.
Tabla 4.15 TIEMPOS DE RETENCIÓN MEDIDOS Y CALCULADOS PARA EL FWKO V-E75131
DÍA CPF
V-E75131 Ql tr (min) %BSW tr calculado
1 36862,00 11,9 5,8 11,1 2 37112,73 11,1 4,9 11,0 3 36778,38 12,2 5,2 11,1 4 36127,43 11,5 5,7 11,3 5 36778,38 11,1 5,3 11,1 6 37112,73 12,1 5,8 11,0 7 36450,00 11,6 4,8 11,2 8 37112,73 11,8 5,0 11,0
Elaborado por: Cadena Galo/Criollo Oscar En la Tabla 4.15 se encuentran los tiempos de retención correspondientes al
FWKO V-E75131 de la estación Oso CPF, donde observamos que los tiempos de
retención calculados tienen una gran semejanza a los tiempos medidos en el
proceso, es decir de acuerdo a la ecuación 3.2 de manejo de líquidos los tiempos
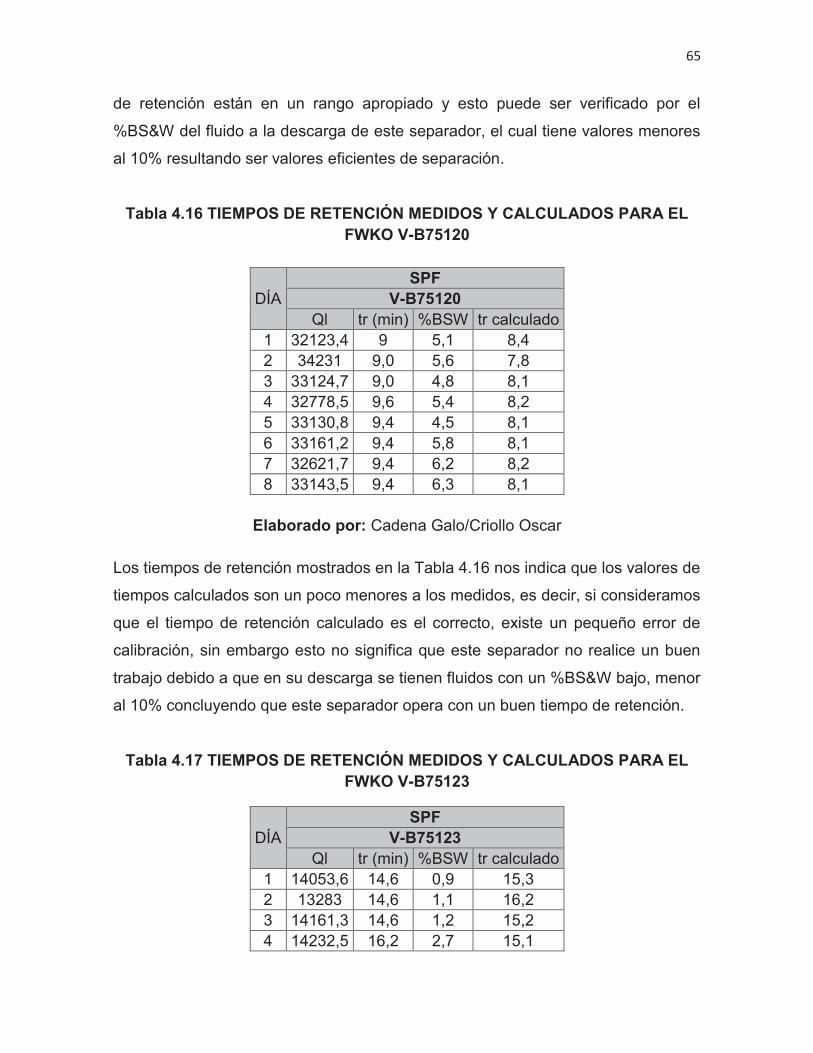
65
de retención están en un rango apropiado y esto puede ser verificado por el
%BS&W del fluido a la descarga de este separador, el cual tiene valores menores
al 10% resultando ser valores eficientes de separación.
Tabla 4.16 TIEMPOS DE RETENCIÓN MEDIDOS Y CALCULADOS PARA EL FWKO V-B75120
DÍA SPF
V-B75120 Ql tr (min) %BSW tr calculado
1 32123,4 9 5,1 8,4 2 34231 9,0 5,6 7,8 3 33124,7 9,0 4,8 8,1 4 32778,5 9,6 5,4 8,2 5 33130,8 9,4 4,5 8,1 6 33161,2 9,4 5,8 8,1 7 32621,7 9,4 6,2 8,2 8 33143,5 9,4 6,3 8,1
Elaborado por: Cadena Galo/Criollo Oscar
Los tiempos de retención mostrados en la Tabla 4.16 nos indica que los valores de
tiempos calculados son un poco menores a los medidos, es decir, si consideramos
que el tiempo de retención calculado es el correcto, existe un pequeño error de
calibración, sin embargo esto no significa que este separador no realice un buen
trabajo debido a que en su descarga se tienen fluidos con un %BS&W bajo, menor
al 10% concluyendo que este separador opera con un buen tiempo de retención.
Tabla 4.17 TIEMPOS DE RETENCIÓN MEDIDOS Y CALCULADOS PARA EL FWKO V-B75123
DÍA SPF
V-B75123 Ql tr (min) %BSW tr calculado
1 14053,6 14,6 0,9 15,3 2 13283 14,6 1,1 16,2 3 14161,3 14,6 1,2 15,2 4 14232,5 16,2 2,7 15,1

66
5 14255,2 15,2 0,8 15,1 6 14620,8 15,2 1,5 14,7 7 14803,1 15,2 0,9 14,6 8 15004,3 15,2 0,9 14,4
Elaborado por: Cadena Galo/Criollo Oscar
Los tiempos de retención mostrados en la Tabla 4.18 nos indican que los tiempos
medidos guardan semejanza con lo calculados, por cual podemos decir que este
separador opera con un tiempo de retención adecuado.
Además de comprobar matemáticamente se observa un %BS&W muy bajo, lo que
afirma que es un buen tiempo de retención el que maneja este FWKO.
Tabla 4.18 TIEMPOS DE RETENCIÓN MEDIDOS Y CALCULADOS PARA EL FWKO V-B75121
DÍA SPF
V-B75121 Ql tr (min) %BSW tr calculado
1 75167 8,43 27 5,4 2 75378 8,4 32 5,4 3 75222 8,4 28 5,4 4 72159 8,8 27 5,7 5 72164 8,8 32 5,7 6 72043 8,8 28 5,7 7 72033 8,8 28 5,7 8 72036 8,8 29 5,7
Elaborado por: Cadena Galo/Criollo Oscar
Para este FWKO los tiempos de retención calculados que se muestran en la Tabla
4.18 son inferiores a los tiempos medidos en la estación, lo que nos permite
considerar que el tiempo real de retención con el que trabaja este separador
actualmente es en promedio de 5,6 minutos, observándose un posible error en la
visualización o medición del tiempo de retención en el SCADA, sin embargo,
67
también notamos que los %BS&W en la descarga del separador son superiores al
10% lo que nos indica que el tiempo de retención con el que trabaja este
separador está por debajo del valor del tiempo de retención óptimo, es decir que
los 5,6 minutos no son suficientes para lograr una buena separación.
Para llegar a un buen valor de tiempo de retención se debe reducir el caudal de
entrada de tal manera que el tiempo de retención se incremente. Para que esto
sea posible, parte del caudal de fluido que ingresa a este FWKO deberá ser
manejado por otro separador, de preferencia existente y en funcionamiento.
Debido a que esta estación tiene proyectos de instalación de nuevos equipos, es
posible que el caudal necesario para mejorar el desempeño del FWKO V-B75121
sea direccionado a un nuevo separador como es el FWKO V-B75122 mencionado
con anterioridad.
4.4.1.2. RESULTADOS DEL ANÁLISIS COMPARATIVO DE LOS TIEMPOS DE RETENCIÓN MEDIDOS CON LOS CALCULADOS
De este análisis se observa inconvenientes únicamente en el desempeño del
FWKO V-B75121 en la estación SPF, el cual trabaja con tiempos de retención
bajos e inadecuados para lograr una separación eficiente, lo que se puede
evidenciar con los valores de %BS&W medidos a la descarga del separador que
son superiores al 10%.
De acuerdo a la ecuación 3.1 de manejo de fluido, para mejorar la calidad del
fluido entregado por este separador se debe aumentar el tiempo de retención y
esto se logra reduciendo el caudal que maneja el recipiente, sin embargo, esto
debe ser posible física y operativamente en la estación, procurando que las
alternativas posibles para lograrlo no afecten en gran magnitud los caudales,
capacidades y calidad de tratamiento en los separadores presentes.
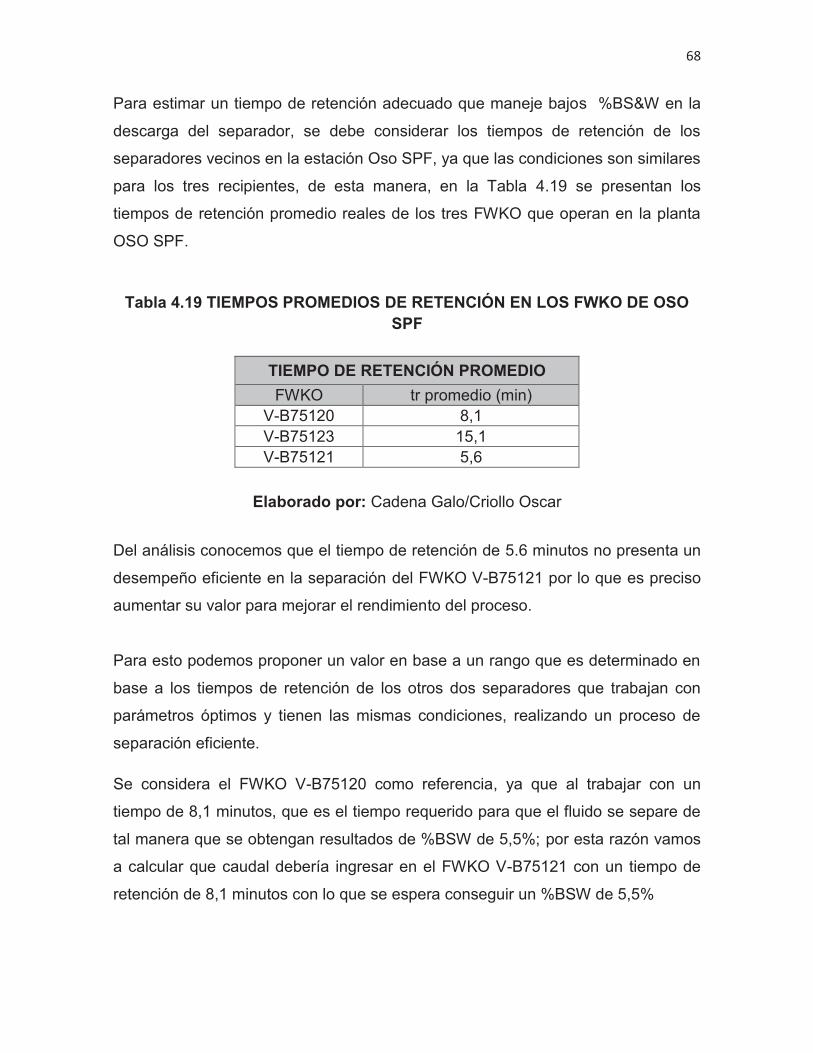
68
Para estimar un tiempo de retención adecuado que maneje bajos %BS&W en la
descarga del separador, se debe considerar los tiempos de retención de los
separadores vecinos en la estación Oso SPF, ya que las condiciones son similares
para los tres recipientes, de esta manera, en la Tabla 4.19 se presentan los
tiempos de retención promedio reales de los tres FWKO que operan en la planta
OSO SPF.
Tabla 4.19 TIEMPOS PROMEDIOS DE RETENCIÓN EN LOS FWKO DE OSO SPF
Elaborado por: Cadena Galo/Criollo Oscar
Del análisis conocemos que el tiempo de retención de 5.6 minutos no presenta un
desempeño eficiente en la separación del FWKO V-B75121 por lo que es preciso
aumentar su valor para mejorar el rendimiento del proceso.
Para esto podemos proponer un valor en base a un rango que es determinado en
base a los tiempos de retención de los otros dos separadores que trabajan con
parámetros óptimos y tienen las mismas condiciones, realizando un proceso de
separación eficiente.
Se considera el FWKO V-B75120 como referencia, ya que al trabajar con un
tiempo de 8,1 minutos, que es el tiempo requerido para que el fluido se separe de
tal manera que se obtengan resultados de %BSW de 5,5%; por esta razón vamos
a calcular que caudal debería ingresar en el FWKO V-B75121 con un tiempo de
retención de 8,1 minutos con lo que se espera conseguir un %BSW de 5,5%
TIEMPO DE RETENCIÓN PROMEDIO
FWKO tr promedio (min) V-B75120 8,1 V-B75123 15,1 V-B75121 5,6

69
Para lo cual se debe despejar el Ql de la ecuación 3.1 de manejo de líquido y
calcularlo con los datos del separador, así tenemos:
Datos del FWKO V-B75121:
· d (ID) = 10 ft
· Ls/s = 54 ft
Calculamos la longitud efectiva del separador:
Calculamos el caudal:
Este caudal es el que se debe manejarse con un de tiempo de retención de 8,1
minutos, de tal manera que el caudal de ingreso que debe ser retirado es:
73275,25 – 50400 = 22872,25 BPD
El caudal que debe ser direccionado desde el FWKO V–B75121, se lo puedo
enviar al FWKO V–B75123 ya que este separador trabaja con un tiempo de
retención de 15,1 minutos, obteniendo resultados de excelente calidad, sin

70
embargo, al recibir el excedente proveniente del otro FWKO, este tiempo se
reducirá esperando que tenga un valor superior a 5,6 y lo más aproximado posible
a 8,1 minutos que es con el que se obtiene resultados de buena calidad con la
referencia del FWKO V-B75121.
Datos del FWKO V-B75123
d= 10 ft
Leff = 21,38 ft
Q (15,1 min) = 14301,7 BFPD
Q excedente = 22875,25 BFPD
Se obtiene un resultado superior al 5,6 minutos, pero por otro lado es un valor
alejado a 8,1 minutos, por lo que es necesario realizar un análisis asumiendo
valores de tiempos de retención para el FWKO V-B75121, de tal manera que el
caudal que se va a direccionar al FWKO V-B75123 sume un caudal que nos dé un
tiempo de retención lo más aproximado posible a 8,1 minutos (tiempo referencia).
De esta manera obtenemos que los tres FWKO trabajen con tiempos cercanos a 8
minutos que por experiencia del FWKO V-B75121 nos garantizará un desempeño
óptimo en la separación de fluidos.
A continuación en la Tabla 4.20 se presentan caudales a diferentes tiempos de
retención, de tal manera que generen una relación entre los dos FWKO para
determinar el tiempo de retención óptimo que nos permita obtener calidad de
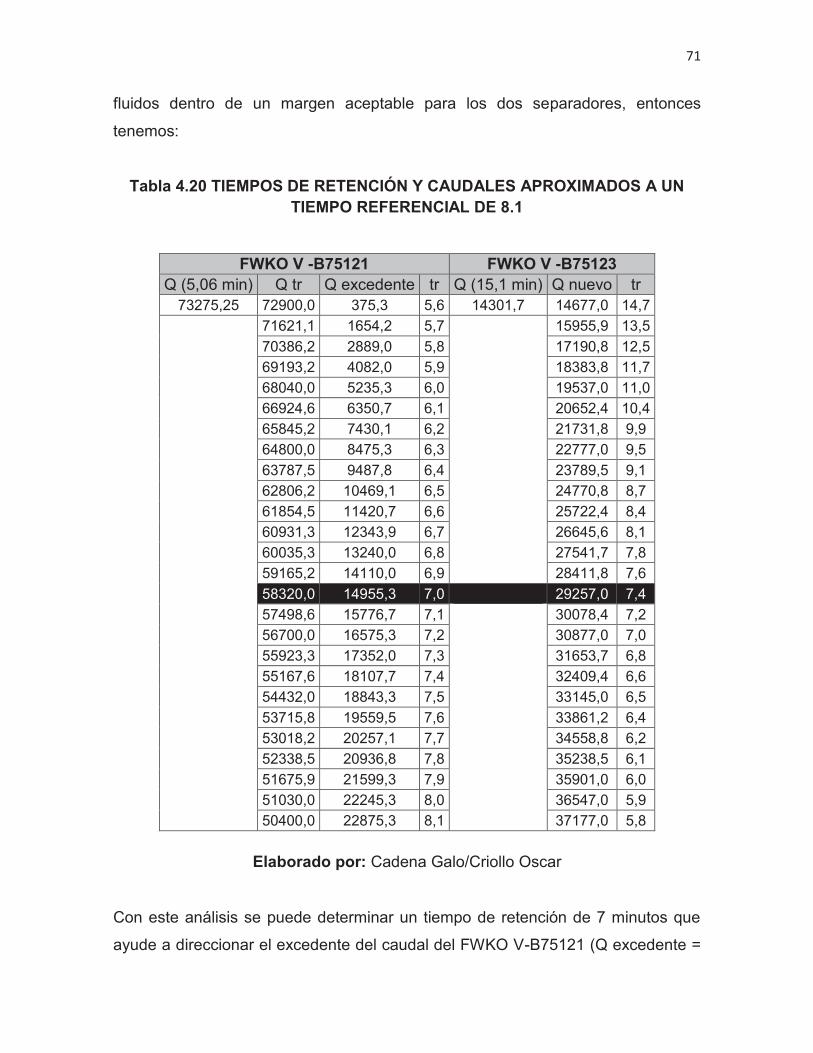
71
fluidos dentro de un margen aceptable para los dos separadores, entonces
tenemos:
Tabla 4.20 TIEMPOS DE RETENCIÓN Y CAUDALES APROXIMADOS A UN TIEMPO REFERENCIAL DE 8.1
FWKO V -B75121 FWKO V -B75123 Q (5,06 min) Q tr Q excedente tr Q (15,1 min) Q nuevo tr
73275,25 72900,0 375,3 5,6 14301,7 14677,0 14,7
71621,1 1654,2 5,7
15955,9 13,5
70386,2 2889,0 5,8
17190,8 12,5
69193,2 4082,0 5,9
18383,8 11,7
68040,0 5235,3 6,0
19537,0 11,0
66924,6 6350,7 6,1
20652,4 10,4
65845,2 7430,1 6,2
21731,8 9,9
64800,0 8475,3 6,3
22777,0 9,5
63787,5 9487,8 6,4
23789,5 9,1
62806,2 10469,1 6,5
24770,8 8,7
61854,5 11420,7 6,6
25722,4 8,4
60931,3 12343,9 6,7
26645,6 8,1
60035,3 13240,0 6,8
27541,7 7,8
59165,2 14110,0 6,9
28411,8 7,6
58320,0 14955,3 7,0
29257,0 7,4
57498,6 15776,7 7,1
30078,4 7,2
56700,0 16575,3 7,2
30877,0 7,0
55923,3 17352,0 7,3
31653,7 6,8
55167,6 18107,7 7,4
32409,4 6,6
54432,0 18843,3 7,5
33145,0 6,5
53715,8 19559,5 7,6
33861,2 6,4
53018,2 20257,1 7,7
34558,8 6,2
52338,5 20936,8 7,8
35238,5 6,1
51675,9 21599,3 7,9
35901,0 6,0
51030,0 22245,3 8,0
36547,0 5,9
50400,0 22875,3 8,1
37177,0 5,8
Elaborado por: Cadena Galo/Criollo Oscar
Con este análisis se puede determinar un tiempo de retención de 7 minutos que
ayude a direccionar el excedente del caudal del FWKO V-B75121 (Q excedente =
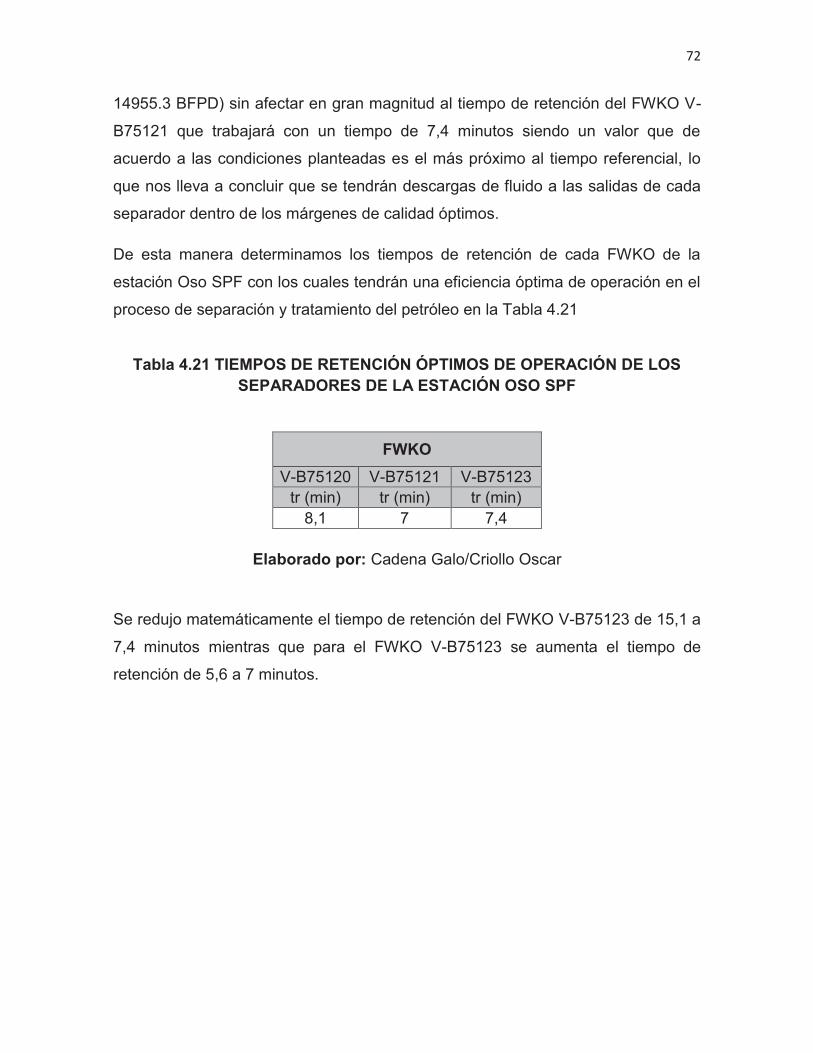
72
14955.3 BFPD) sin afectar en gran magnitud al tiempo de retención del FWKO V-
B75121 que trabajará con un tiempo de 7,4 minutos siendo un valor que de
acuerdo a las condiciones planteadas es el más próximo al tiempo referencial, lo
que nos lleva a concluir que se tendrán descargas de fluido a las salidas de cada
separador dentro de los márgenes de calidad óptimos.
De esta manera determinamos los tiempos de retención de cada FWKO de la
estación Oso SPF con los cuales tendrán una eficiencia óptima de operación en el
proceso de separación y tratamiento del petróleo en la Tabla 4.21
Tabla 4.21 TIEMPOS DE RETENCIÓN ÓPTIMOS DE OPERACIÓN DE LOS SEPARADORES DE LA ESTACIÓN OSO SPF
FWKO
V-B75120 V-B75121 V-B75123 tr (min) tr (min) tr (min)
8,1 7 7,4
Elaborado por: Cadena Galo/Criollo Oscar
Se redujo matemáticamente el tiempo de retención del FWKO V-B75123 de 15,1 a
7,4 minutos mientras que para el FWKO V-B75123 se aumenta el tiempo de
retención de 5,6 a 7 minutos.

73
CAPÍTULO V
CONCLUSIONES Y RECOMENDACIONES
5.1. CONCLUSIONES
· La producción del campo Oso tiene un 88% de BS&W, por lo que se
obtiene en la separación una mayor cantidad de agua que de petróleo (143
000 barriles de agua y 21 000 barriles de petróleo). Motivo por el cual, la
planta principal direcciona el agua separada a procesos de re-inyección,
tanto para el campo Oso como para el campo Gacela debido a la falta
capacidad de almacenamiento de agua en las plantas del campo Oso.
· En el proceso de separación de las dos estaciones se utiliza un sistema de
tanque de lavado con bota de gas al exterior a continuación de los FWKO
como proceso de separación, debido a que las condiciones de presión y
principalmente de temperatura que maneja el campo Oso facilitan el
proceso, por lo que no se necesita otras fases adicionales para obtener
resultados eficientes en la separación.
· El tiempo de retención que manejan los tanques de lavado
aproximadamente es de 9,1 horas en la estación SPF y 8,9 en CPF con los
cuales se genera un proceso de separación por gravedad teniendo como
resultado excelentes valores de %BS&W en la descarga de petróleo 0,4 %
en SPF y 0,5% en CPF. Además que se tienen bajas concentraciones de
aceite en agua descargada de los tanques de lavado, 12,3 ppm en SPF y
12,5 ppm en CPF; valores que se encuentran dentro del rango adecuado de
descarga que por experiencia se sabe es entre 10 – 15 ppm.
· El parámetro de presión de operación depende mucho del entorno a los
separadores como son la presión del yacimiento, presión de cabeza,
presión en el manifold, distancia que debe recorrer el fluido hasta la
estación, entre otras. Por lo cual, es usual que este parámetro no se

74
modifique a menos que existan cambios importantes en los aportes de
fluido de los pozos debido a reacondicionamiento, estimulación, apertura o
cierre.
· La temperatura de operación en general del campo Oso es la adecuada
para que la separación se realice eficientemente, ya que el fluido que sale
de los pozos tiene alta temperatura, entonces podemos decir que en este
campo la temperatura con la que ocurre la separación es la correcta, la
misma que varía en un rango de 160 °F y 190 °F para un funcionamiento
eficiente en los separadores.
· El crudo que se produce en el campo Oso no presenta porcentajes de
emulsión significativos, debido a que el fluido proveniente de los pozos es
caliente, por lo que no es necesario usar un sistema de calentamiento que
ayude a romper las emulsiones del crudo.
· En la estación Oso CPF se manejan parámetros óptimos en la separación
tanto con el separador FWKO V-E75131 y el tanque de lavado T-E75500,
Obteniendo como resultado una descarga de petróleo con 5,3 % BS&W a
un tiempo de retención de 11,7 minutos ligeramente superior al tiempo de
retención calculado de 11,1 minutos a la salida del FWKO pero que no es
una diferencia significativa; y en el tanque de lavado resulta crudo de 0,5 %
BS&W, siendo de buena calidad.
· El análisis cualitativo y cuantitativo de los datos operativos de los FWKO V-
B75121 y V-B75123, refleja un desempeño eficiente, ya que en los dos
separadores se maneja tiempos óptimos de retención, los mismos que han
sido verificados matemáticamente y confirmados por la obtención de fluidos
con buena calidad, para continuar en las fases posteriores de separación.
· Del análisis de la información del FWKO V-B75121 se determina un manejo
incorrecto del tiempo de retención, además de una mala visualización o una
medición errónea del sistema SCADA, lanzando un valor aproximadamente
de 8 minutos cuando el tiempo real con el que trabaja el separador es de
5,6 minutos al caudal de ingreso respectivo, lo que también se refleja en la

75
calidad del fluido a la descarga, con un corte de agua superior al 10% (28,9
%BS&W en promedio), generándose un proceso de separación ineficiente.
· La alternativa para mejorar la calidad del petróleo en la descarga del
separador V-B75121, es aumentando el valor de 5,6 minutos de tiempo de
retención, lo que se logra reduciendo el caudal de fluido de ingreso al
recipiente.
· Para manejar el fluido que debe ser reducido del FWKO V-B75121, se
determina como alternativa direccionar o redistribuir el flujo excedente a los
separadores vecinos, de esto concluimos que la mejor alternativa para
lograr esto es direccionar un caudal de 14955,3 BFPD del FWKO V-B75121
manejando un tiempo de retención de 7 minutos al FWKO V-B75123, que
sumado este caudal maneja un tiempo de 7,4 minutos con 29257 BFPD.
· Los tiempos de retención de 7 minutos para el FWKO V-B75121 y 7,4
minutos para el FWKO V-B75121 se encuentran cerca del tiempo necesario
para que los fluidos se separen correctamente que es de 8,1 minutos.
· El agua que descargan los tanques de almacenamiento es de buena
calidad, esto se puede verificar por las bajas concentraciones de aceite en
agua, que salen de los tanques de almacenamiento para reinyección, las
cuales son de 6,7 ppm para el tanque T-B75206 en la estación SPF y 7,6
ppm para el tanque T-C75200A en la estación CPF. Concentraciones que
están por debajo del rango permitido para reinyección que es de 10 a 15
ppm de aceite en agua.
76
5.2. RECOMENDACIONES
· Se recomienda verificar o calibrar el sistema que proporciona los cálculos
del tiempo de retención al SCADA, ya que es posible que se encuentre des
calibrado, averiado o con errores de cálculo, ya que el tiempo de retención
calculado matemáticamente no concuerda con la información de tiempo
tomada de la pantalla de visualización de resultados.
· Es necesario realizar una actualización de la documentación de diagramas
de diseño, ya que después de un análisis del capítulo II se encuentran
discordancias con la documentación de las instalaciones y la situación
operativa actual, por ejemplo, tanques que se encuentran actualmente fuera
de servicio y facilidades que ya no existen.
· Después de realizar la visita al campo Oso y de hacer un recorrido por sus
instalaciones, se recomienda realizar un mantenimiento, principalmente en
el único tanque de almacenamiento de crudo en la estación CPF, ya que se
pudo observar un mal estado del revestimiento del tanque, viéndose un alto
grado de corrosión debido a que este tanque ha sobrepasado su tiempo de
vida útil.
· Del análisis del tiempo de retención en el FWKO V-B75121 se recomienda
re direccionar 14955,3 BFPD hacia el FWKO V-B75123, de esta manera se
presenta una alternativa de solución que mejora la calidad del fluido de
salida de un FWKO para sacrificar la calidad del otro pero no en medidas
considerables pues los tiempos de operación con los nuevos caudales se
encuentran muy próximos al tiempo tomado como referencia de 8,1
minutos, sin embargo también debe considerarse los gastos en cuanto a
construcción de nuevas líneas y bombas
· Respecto al problema que se tiene en el separador V-B75121 en la
estación SPF, si no se desea cambiar el desempeño del FWKO V-B75123
al reducir el tiempo de retención se recomienda:
77
o Recircular el fluido al mismo FWKO para que los químicos tengan
más tiempo para hacer efecto, con un estudio previo de los costos
que esto implicaría.
o Inyectar químicos en este separador que ayuden a mejorar la
separación de los fluidos.
o Instalar un nuevo separador con el diseño apropiado, y que cumpla
con las condiciones de flujo que recibe el separador en cuestión.
o Realizar un estudio para redimensionar el FWKO V-B75121.
· Se recomienda realizar un estudio de las capacidades de almacenamiento
de agua, con la que se pueda dar solución al problema de reprocesamiento
de fluidos que se realiza en la estación Gacela; debido a que actualmente
se transfiere el petróleo producido en SPF conjuntamente con agua por la
misma línea, consecuencia de la poca capacidad de almacenamiento de
agua que se maneja en la estación.

78
REFERENCIAS BIBLIOGRÁFICAS
· Abdel-Aal, H. K. & Aggoour, M. (2003), Petroleum and Gas Field
Processing, Saudi Arabia.
· American Petroleum Institute. (1996), Introduction to Oil and Gas Production, Washington D.C. USA.
· Andes Petroleum Ecuador Ltda. (2015), Informe Técnico Análisis PVT-Prueba del Separador-Diseño de Facilidades, Quito, Ecuador.
· Arnold, K. & Stewart, M. (2008), Surface Production Operation, Texas, USA.
· Bánzer, C. (1996), Correlaciones Numéricas PVT, Maracaibo, Venezuela.
· Benítez, V. & Olmedo, P. (2011), Diseño de un Separador de Producción Trifásico Horizontal para el Campo Secoya del Distrito Amazónico, Quito, Ecuador.
· Carrillo, S. (2007), Estudio y Evaluación de las Facilidades de Superficie para Optimizar el Sistema de Venteo de Gas en la Estación Villano A de Agip Oil Ecuador B.V, Quito, Ecuador.
· ENAP SIPEC, (2015), Procedimientos y Normas Aplicadas para la Determinación de la Presión Óptima de Separación en Superficie, Quito, Ecuador.
· Fernández, K. & Gaibor, N. (2009), Redimensionamiento de los Sistemas de Producción de Fluidos y de Reinyección de Aguas de formación, en las Estaciones Sacha Norte 1, Sacha Norte 2 y Sacha Sur, para que Cumplan los Estándares de Producción del Bloque 15, Quito, Ecuador.
· Granados, P. & Gutierrez, N. (2007), Definición de Estándares Operativos para Tratadores Térmicos y Termo electrostáticos en Facilidades de Producción, Bucaramanga, Colombia.
· Halliburton Consulting & Petroamazonas E.P. (2014), Modelo Sedimentológico y Estratigráfico del Bloque 7, Quito, Ecuador.
79
· Muñoz, F. (2013), Implementación de Nuevas Tecnologías Para Medición de Caudal y su Calidad para el Transporte de Petróleo en el Bloque 7 Operado por Petroamazonas, Quito, Ecuador.
· Petroamazonas E. P. (2015), Informe de Facilidades del Campo Oso Bloque 7, Orellana, Ecuador.
· Petroamazonas E. P. (2015), Ingeniería Detalle Central Procesos Oso B (SPF) Filosofía de Operación y Control, Orellana, Ecuador.
· PDVSA, (2010), Diseño Conceptual de Separadores, Venezuela.
· Repsol, (2015), Informe Técnico Separación Líquido-Vapor, Quito, Ecuador.
· Requena, G. & Rodríguez, M. (2006), Diseño y Evaluación de Separadores Bifásicos y Trifásicos, Caracas, Venezuela.
· Rojas, G. (2003), Ingeniería de Yacimientos de Gas Condensado, Puerto la Cruz, Venezuela.
· Verrier, J. & Rodríguez, N. (2007), Recolección y Tratamiento de Petróleo y Gas, La Habana, Cuba.

80
ANEXOS

81
ANEXO No 1
PLANO DE IMPLANTACIÓN OSO SPF
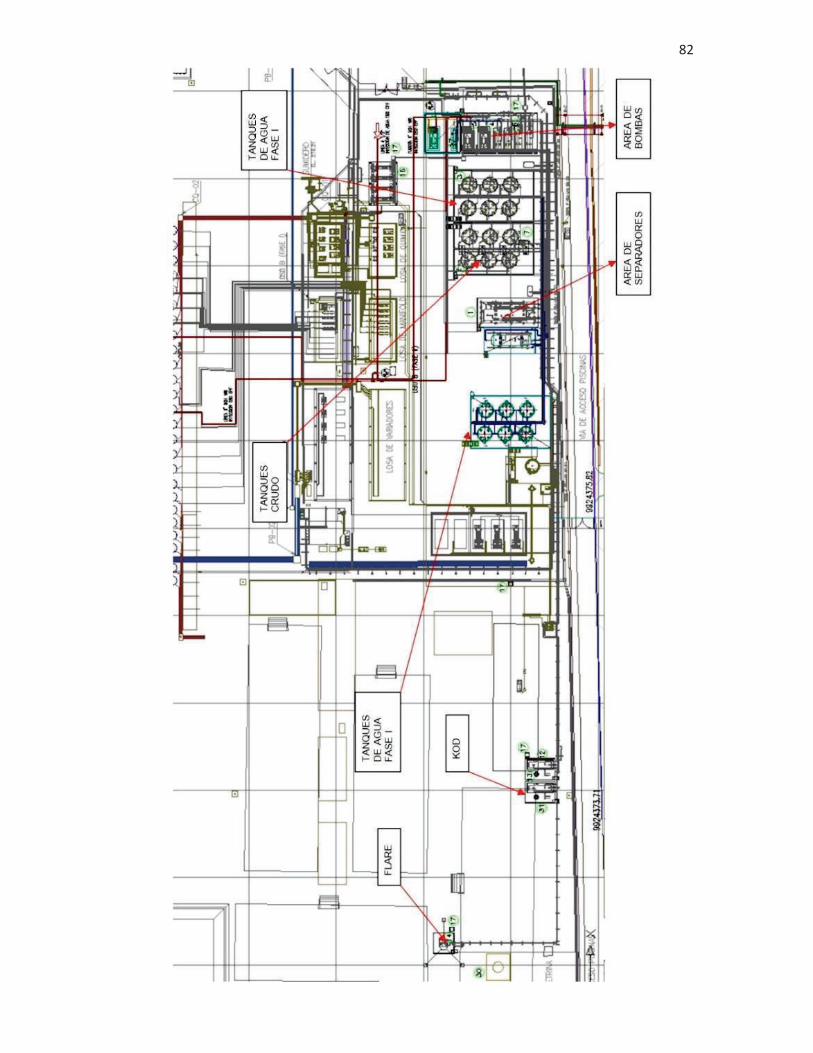
82
82

83
ANEXO No 2
PLANO DE IMPLANTACIÓN OSO CPF

84
84

85
ANEXO No 3
PERFIL DE PRODUCCIÓN ANUAL DESDDE EL AÑO
2010 HASTA EL AÑO 2042
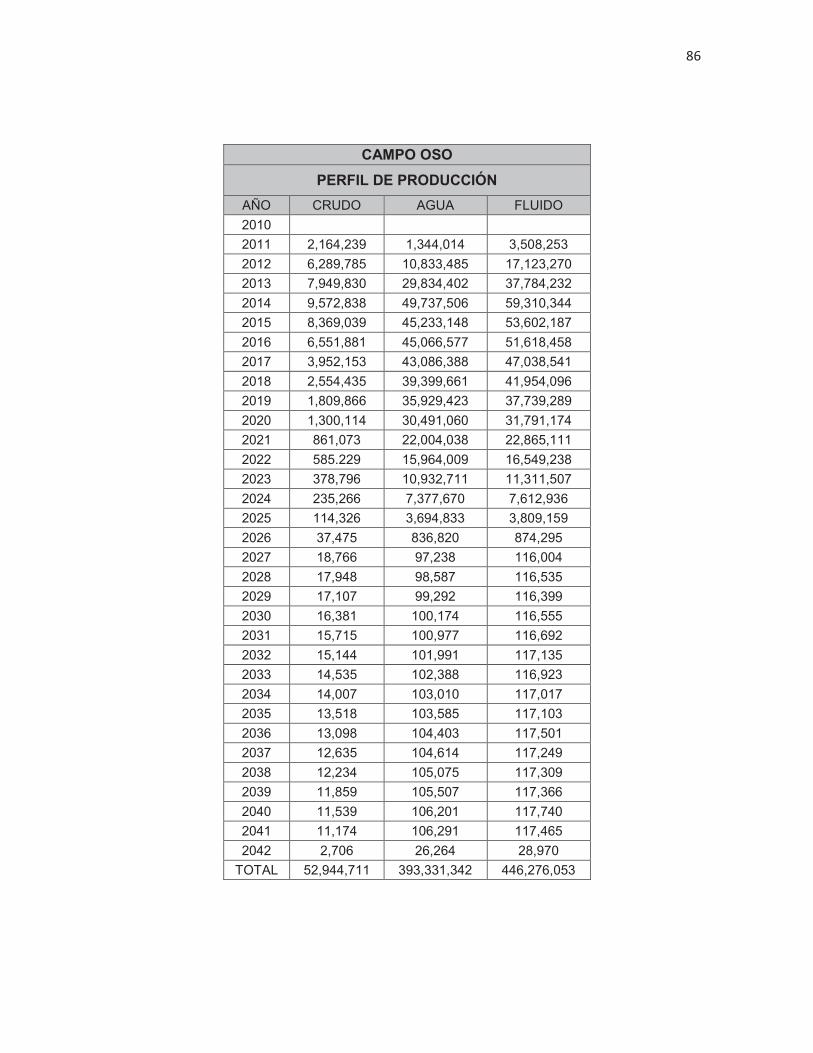
86
CAMPO OSO
PERFIL DE PRODUCCIÓN
AÑO CRUDO AGUA FLUIDO
2010
2011 2,164,239 1,344,014 3,508,253
2012 6,289,785 10,833,485 17,123,270
2013 7,949,830 29,834,402 37,784,232
2014 9,572,838 49,737,506 59,310,344
2015 8,369,039 45,233,148 53,602,187
2016 6,551,881 45,066,577 51,618,458
2017 3,952,153 43,086,388 47,038,541
2018 2,554,435 39,399,661 41,954,096
2019 1,809,866 35,929,423 37,739,289
2020 1,300,114 30,491,060 31,791,174
2021 861,073 22,004,038 22,865,111
2022 585.229 15,964,009 16,549,238
2023 378,796 10,932,711 11,311,507
2024 235,266 7,377,670 7,612,936
2025 114,326 3,694,833 3,809,159
2026 37,475 836,820 874,295
2027 18,766 97,238 116,004
2028 17,948 98,587 116,535
2029 17,107 99,292 116,399
2030 16,381 100,174 116,555
2031 15,715 100,977 116,692
2032 15,144 101,991 117,135
2033 14,535 102,388 116,923
2034 14,007 103,010 117,017
2035 13,518 103,585 117,103
2036 13,098 104,403 117,501
2037 12,635 104,614 117,249
2038 12,234 105,075 117,309
2039 11,859 105,507 117,366
2040 11,539 106,201 117,740
2041 11,174 106,291 117,465
2042 2,706 26,264 28,970
TOTAL 52,944,711 393,331,342 446,276,053

87
ANEXO No 4
CURVA DE PRODUCCIÓN DE FLUIDOS
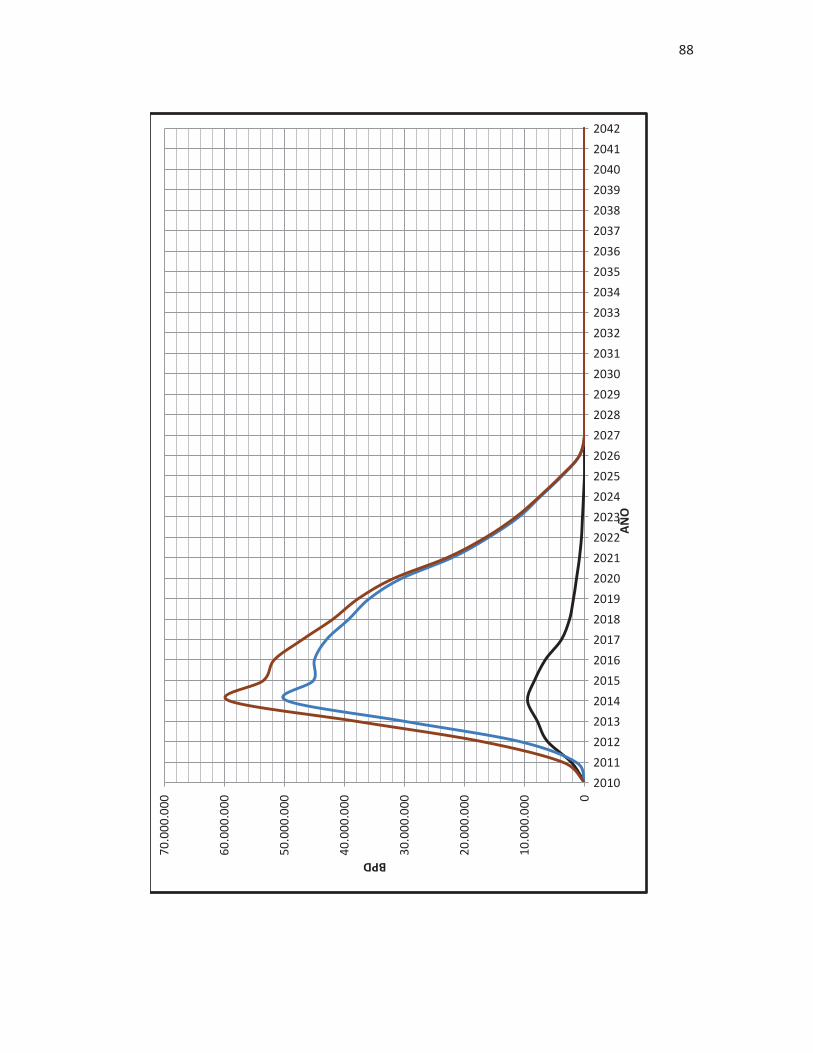
88
0
10
.00
0.0
00
20
.00
0.0
00
30
.00
0.0
00
40
.00
0.0
00
50
.00
0.0
00
60
.00
0.0
00
70
.00
0.0
00
2010
2011
2012
2013
2014
2015
2016
2017
2018
2019
2020
2021
2022
2023
2024
2025
2026
2027
2028
2029
2030
2031
2032
2033
2034
2035
2036
2037
2038
2039
2040
2041
2042
BPD
AÑ
O
88

89
ANEXO No 5
DIAGRAMA GENERAL DE UN PROCESO DE
SEPARACIÓN
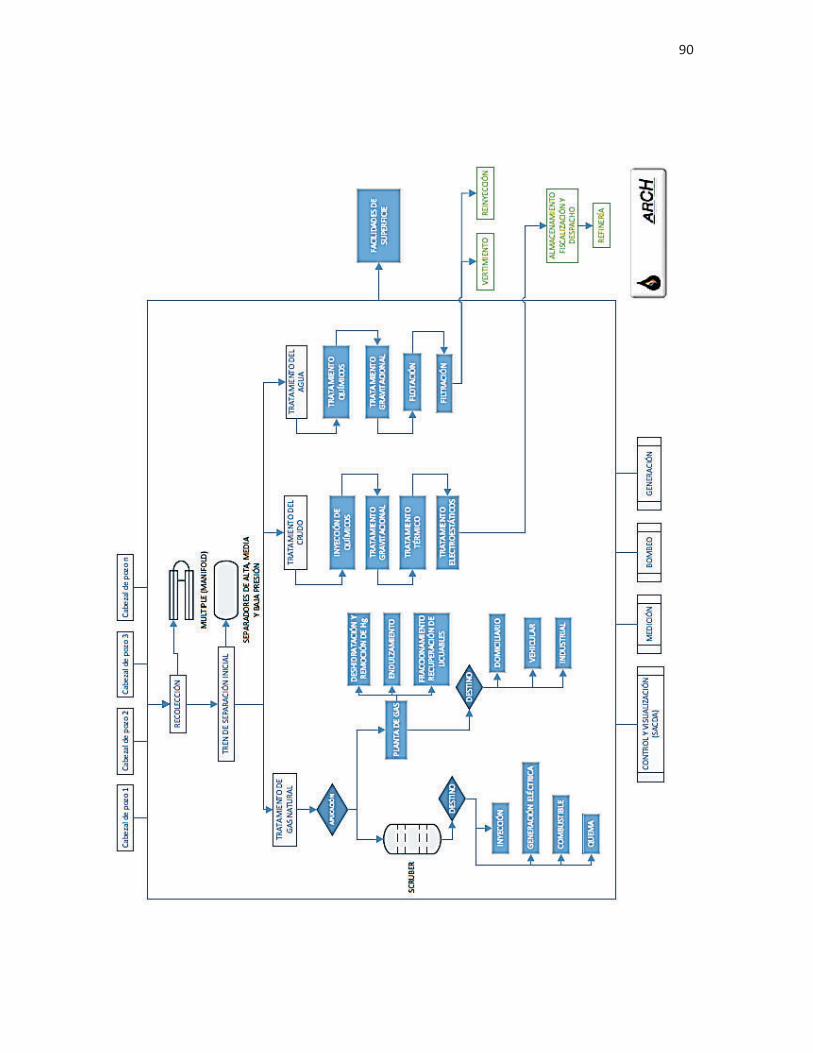
90
90
91
ANEXO No 6
DIAGRAMA DE UN SEPARADOR TRIFÁSICO
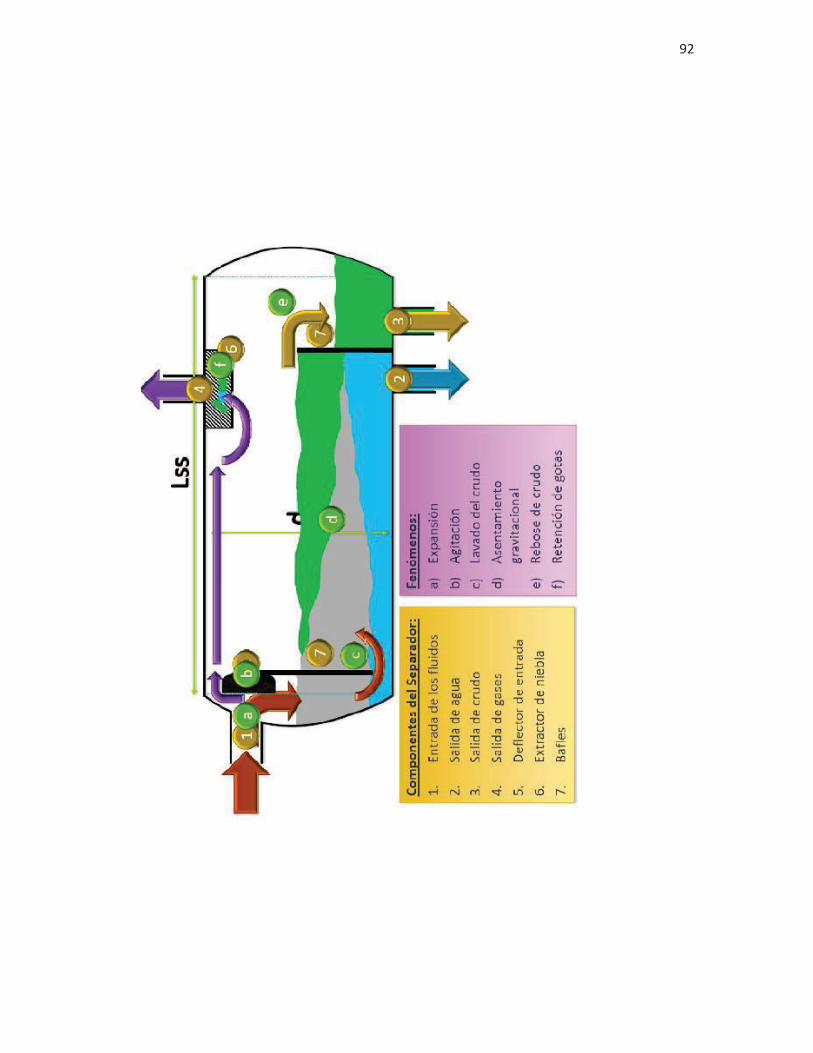
92
92

93
ANEXO No 7
DIAGRAMA DE UN SEPARADOR BIFÁSICO
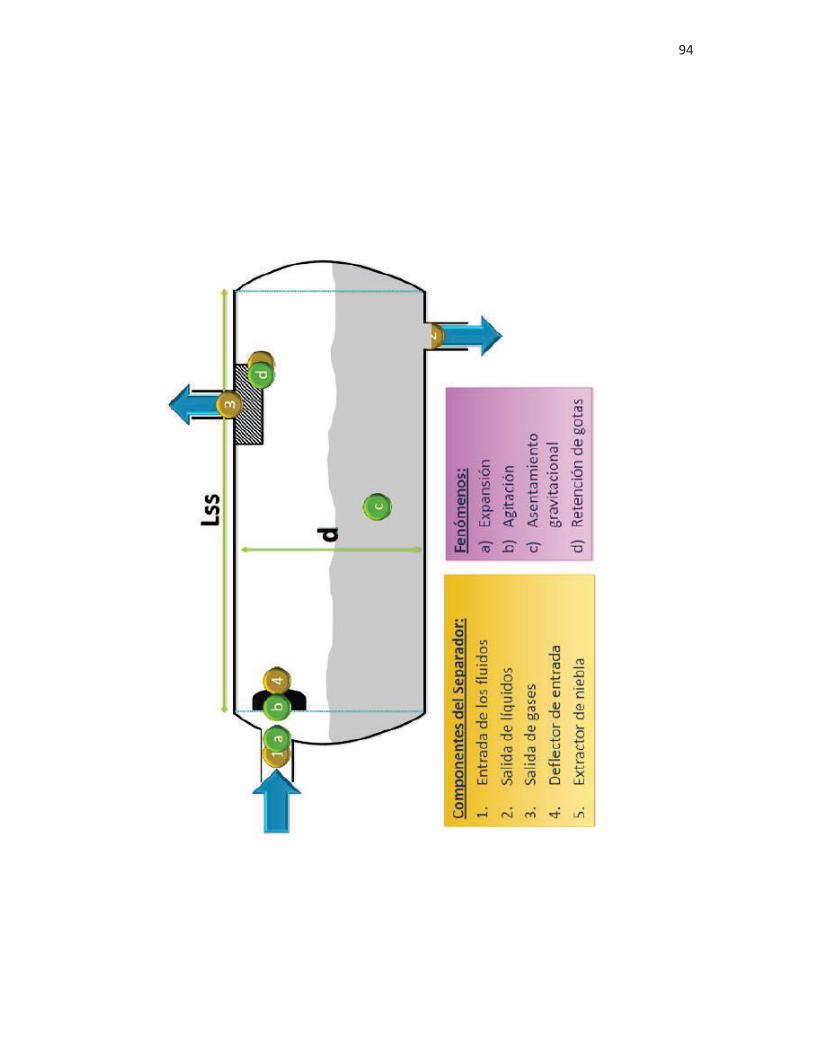
94
94
95
ANEXO No 8
ESQUEMA DE RESULTADOS DEL ANÁLISIS PVT

96
96
97
ANEXO No 9
CONSUMO DE QUÍMICOS EN EL PROCESO 2015
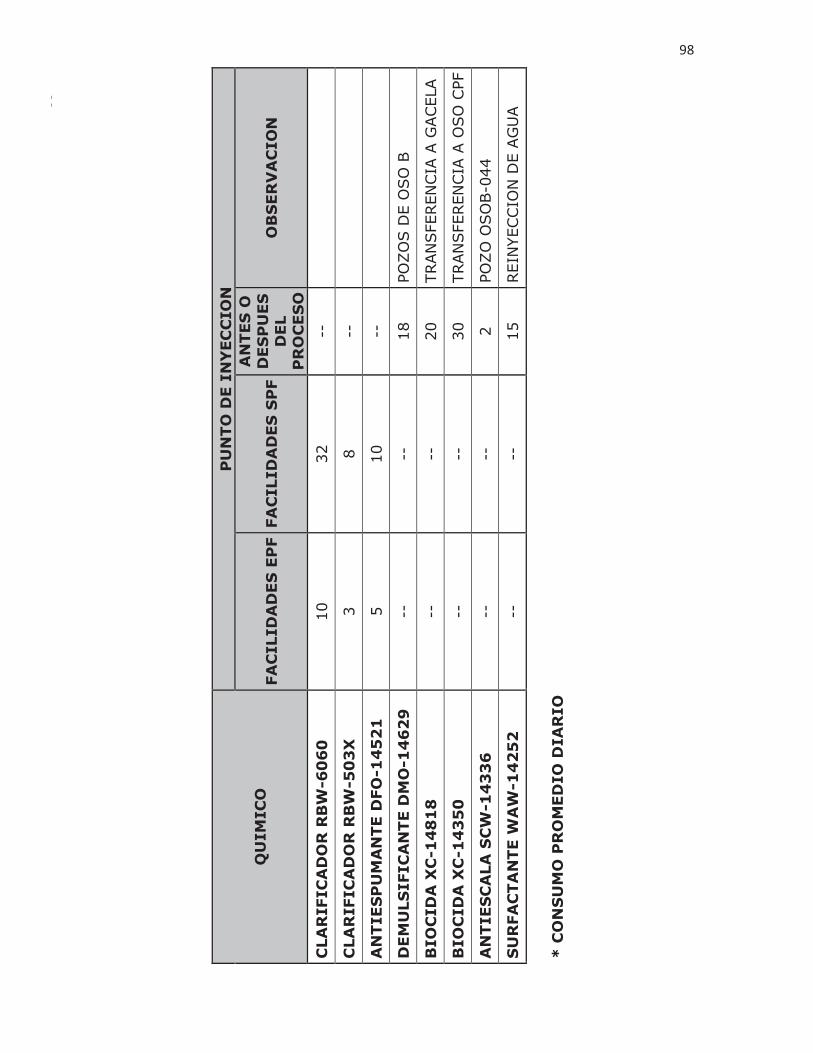
98
QU
IM
IC
O
PU
NT
O D
E I
NY
EC
CIO
N
FA
CILID
AD
ES
EP
F FA
CILID
AD
ES
SP
F
AN
TES
O
DES
PU
ES
D
EL
PR
OC
ES
O
OB
SER
VA
CIO
N
CLA
RIFIC
AD
OR
RB
W-6
06
0
10
32
--
CLA
RIFIC
AD
OR
RB
W-5
03
X
3
8
--
AN
TIES
PU
MA
NTE D
FO
-14
52
1
5
10
--
DEM
ULS
IFIC
AN
TE D
MO
-14
62
9
--
--
18
PO
ZO
S D
E O
SO
B
BIO
CID
A X
C-1
48
18
--
--
20
TRAN
SFEREN
CIA A
GACELA
BIO
CID
A X
C-1
43
50
--
--
30
TRAN
SFEREN
CIA A
OSO
CPF
AN
TIES
CA
LA
SC
W-1
43
36
--
--
2
PO
ZO
OSO
B-044
SU
RFA
CTA
NTE
WA
W-1
42
52
--
--
15
REIN
YECCIO
N D
E A
GU
A
*
CO
NS
UM
O P
RO
MED
IO
DIA
RIO
98

99
ANEXO No 10
APORTE DE FLUIDOS DESDE LOS PAD HASTA LAS
ESTACIONES DEL CAMPO OSO
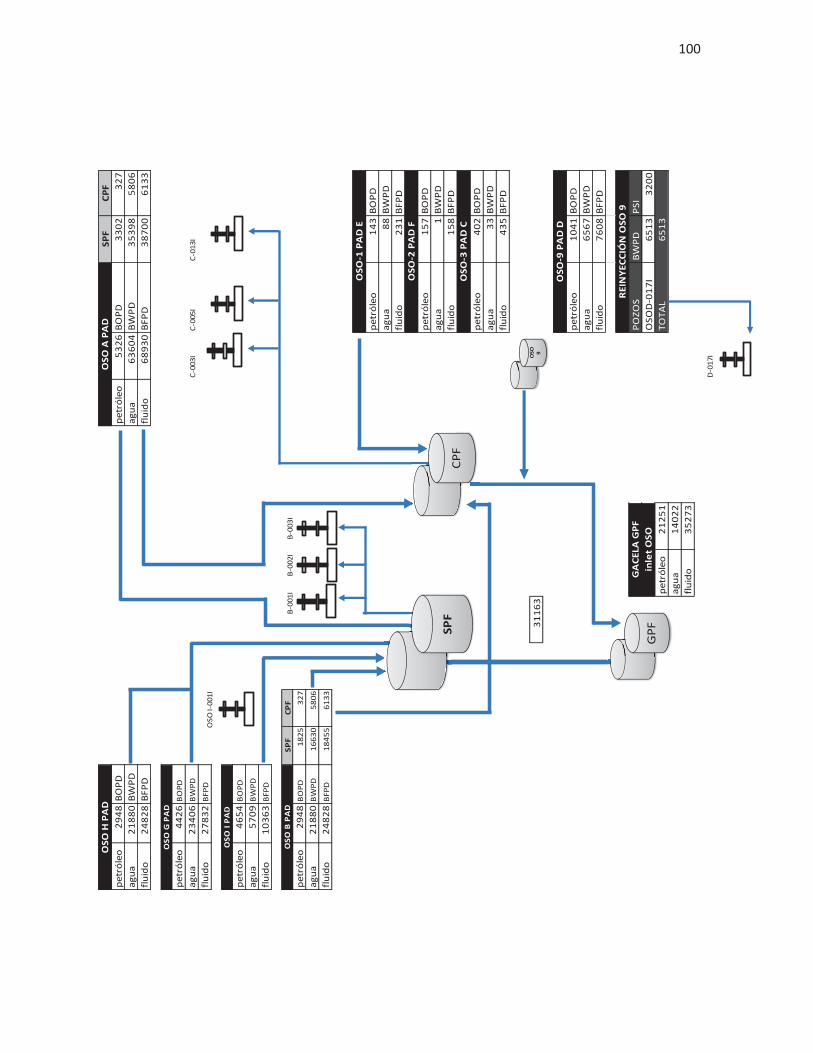
100
SP
FC
PF
pe
tró
leo
29
48
BO
PD
pe
tró
leo
53
26
BO
PD
33
02
32
7
ag
ua
21
88
0B
WP
Da
gu
a6
36
04
BW
PD
35
39
85
80
6
flu
ido
24
82
8B
FP
Dfl
uid
o6
89
30
BF
PD
38
70
06
13
3
pe
tró
leo
44
26
BO
PD
ag
ua
23
40
6B
WP
DC
-00
3I
C-0
05
IC
-01
3I
flu
ido
27
83
2B
FPD
pe
tró
leo
46
54
BO
PD
ag
ua
57
09
BW
PD
flu
ido
10
36
3B
FPD
SP
FC
PF
pe
tró
leo
29
48
BO
PD
18
25
32
7
ag
ua
21
88
0B
WP
D1
66
30
58
06
flu
ido
24
82
8B
FPD
18
45
56
13
3
pe
tró
leo
14
3B
OP
D
ag
ua
88
BW
PD
flu
ido
23
1B
FP
D
pe
tró
leo
15
7B
OP
D
ag
ua
1B
WP
D
flu
ido
15
8B
FP
D
pe
tró
leo
40
2B
OP
D
ag
ua
33
BW
PD
flu
ido
43
5B
FP
D
31
16
3
pe
tró
leo
10
41
BO
PD
ag
ua
65
67
BW
PD
flu
ido
76
08
BF
PD
PO
ZO
SB
WP
DP
SI
OS
OD
-01
7I
65
13
32
00
pe
tró
leo
21
25
1T
OT
AL
65
13
ag
ua
14
02
2
flu
ido
35
27
3
D-0
17
I
OS
O A
PA
D
OS
O-1
PA
D E
OS
O-2
PA
D F
OS
O-3
PA
D C
OS
O H
PA
D
OS
O-9
PA
D D
RE
INY
EC
CIÓ
N O
SO
9
GA
CE
LA
GP
F
inle
t O
SO
OS
O G
PA
D
OS
O I
PA
D
OS
O B
PA
D
GP
F
SP
FC
PF
OS
O
9
B-0
01
IB
-00
2I
B-0
03
I
OS
O I-
00
1I
100

101
ANEXO No 11
TABLA DE DATOS DE PRODUCCIÓN DEL FWKO V-
C75121
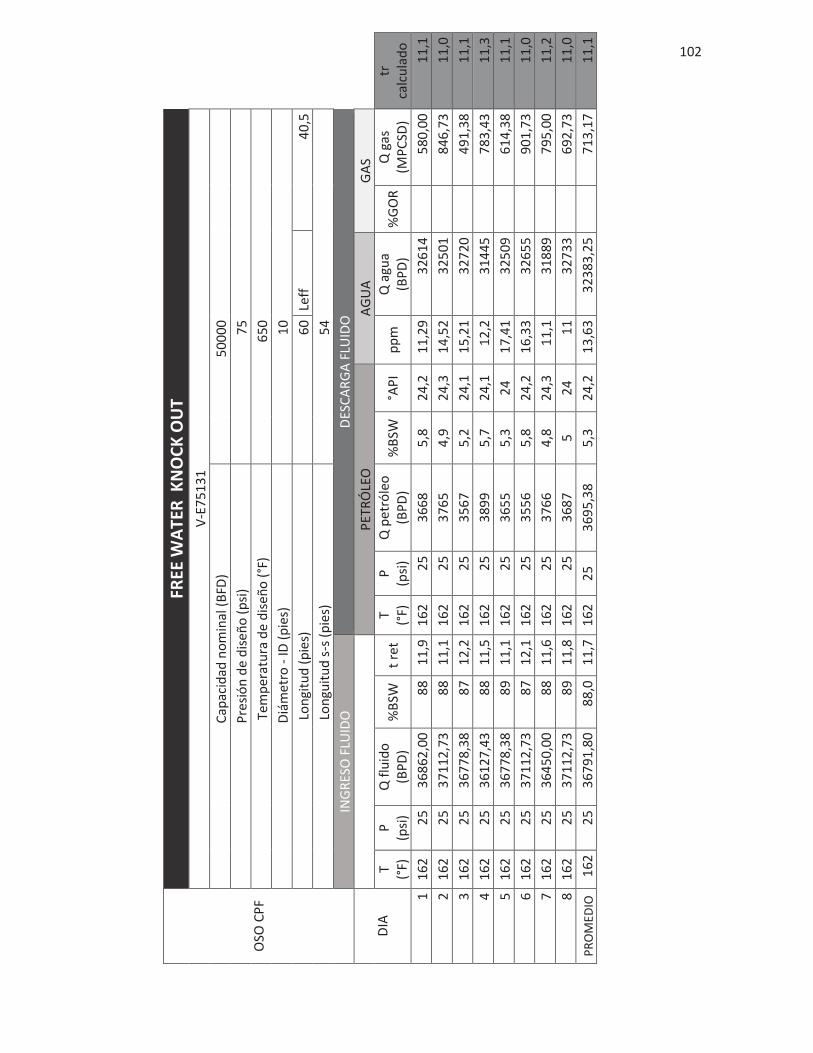
102
OSO
CP
F
FR
EE
WA
TE
R K
NO
CK
OU
T
V
-E7
5131
C
apac
idad
no
min
al (
BFD
)
5
0000
Pre
sió
n d
e d
iseñ
o (
psi
)
75
T
emp
erat
ura
de
dis
eño
(°F
)
650
Diá
met
ro -
ID (
pie
s)
1
0
Lo
ngi
tud
(p
ies)
60
Leff
4
0,5
L
on
guit
ud
s-s
(p
ies)
54
ING
RES
O F
LUID
O
DES
CA
RG
A F
LUID
O
DIA
PET
RÓ
LEO
A
GU
A
GA
S
T (°F)
P
(p
si)
Q f
luid
o
(BP
D)
%B
SW
t re
t T (°F)
P
(p
si)
Q p
etró
leo
(B
PD
) %
BSW
°A
PI
pp
m
Q a
gua
(BP
D)
%G
OR
Q
gas
(M
PC
SD)
tr
calc
ula
do
1 1
62
25
368
62,0
0
88
11
,9
162
2
5 3
668
5
,8
24
,2
11
,29
3
2614
580
,00
1
1,1
2 1
62
25
371
12,7
3
88
11
,1
162
2
5 3
765
4
,9
24
,3
14
,52
3
2501
846
,73
1
1,0
3 1
62
25
367
78,3
8
87
12
,2
162
2
5 3
567
5
,2
24
,1
15
,21
3
2720
491
,38
1
1,1
4 1
62
25
361
27,4
3
88
11
,5
162
2
5 3
899
5
,7
24
,1
12
,2
314
45
7
83,4
3
11
,3
5 1
62
25
367
78,3
8
89
11
,1
162
2
5 3
655
5
,3
24
17
,41
3
2509
614
,38
1
1,1
6 1
62
25
371
12,7
3
87
12
,1
162
2
5 3
556
5
,8
24
,2
16
,33
3
2655
901
,73
1
1,0
7 1
62
25
364
50,0
0
88
11
,6
162
2
5 3
766
4
,8
24
,3
11
,1
318
89
7
95,0
0
11
,2
8 1
62
25
371
12,7
3
89
11
,8
162
2
5 3
687
5
24
11
327
33
6
92,7
3
11
,0
PR
OM
EDIO
1
62
25
367
91,8
0
88
,0
11
,7
162
2
5 3
695
,38
5
,3
24
,2
13
,63
3
2383
,25
713
,17
1
1,1
102
103
ANEXO No 12
TABLA DE DATOS DE PRODUCCIÓN DEL FWKO V-
75120

104
OSO
SP
F
FR
EE
WA
TE
R K
NO
CK
OU
T
V
-B7
5120
Cap
acid
ad n
om
inal
(B
FD)
3
6000
Pre
sió
n d
e d
iseñ
o (
psi
)
125
Tem
per
atu
ra d
e d
iseñ
o (
°F)
2
00
D
iám
etro
ID (
pie
s)
1
0 Le
ff
26
,63
Lo
ngi
tud
(p
ies)
38
,5
Lo
ngi
tud
s/s
35
,5
ING
RES
O F
LUID
O
DES
CA
RG
A F
LUID
O
DIA
PET
RÓ
LEO
A
GU
A
GA
S
T (°F)
P
(p
si)
Q f
luid
o
(BP
D)
%B
SW
t re
te
T (°F)
P
(p
si)
Q f
luid
o
(BP
D)
%B
SW
°AP
I p
pm
Q
flu
ido
(B
PD
) %
GO
R
Q g
as
(MP
CSD
) tr
ca
lcu
lad
o
1 1
68
30
,2
321
23,4
8
8
9 1
68
30
,2
456
2,4
5
,1
24
,2
14
,9
274
34
1
27,0
8
,4
2 1
68
30
,2
342
31,0
8
8
8,9
8 1
68
30
,2
545
8
5,6
2
4,3
1
2,3
2
8112
661
,0
7,8
3 1
68
30
,2
331
24,7
8
8
9 1
68
30
,2
476
9,3
4
,8
24
,1
15
,2
274
34
9
21,4
8
,1
4 1
68
30
,2
327
78,5
8
8
9,5
8 1
68
30
,2
486
7,2
5
,4
24
,1
23
,1
274
34
4
77,3
8
,2
5 1
68
30
,2
331
30,8
8
8
9,3
8 1
68
30
,2
550
3,6
4
,5
24
14
,7
274
34
1
93,2
8
,1
6 1
68
30
,2
331
61,2
8
8
9,3
9 1
68
30
,2
533
9,4
5
,8
24
,2
11
,0
274
34
3
87,8
8
,1
7 1
68
30
,2
326
21,7
8
6
9,4
1
68
30
,2
506
7,7
6
,2
24
,3
11
,1
270
04
5
50,0
8
,2
8 1
68
30
,2
331
43,5
8
6
9,4
1
68
30
,2
483
6,5
6
,3
24
10
,8
274
34
8
73,0
8
,1
1
68
30
,2
330
39,4
8
7,5
9
,3
168
3
0,2
5
050
,5
5,4
62
5 2
4,2
1
4,1
2
7465
8
,1
104

105
ANEXO No 13
TABLA DE DATOS DE PRODUCCIÓN DEL FWKO V-
75121
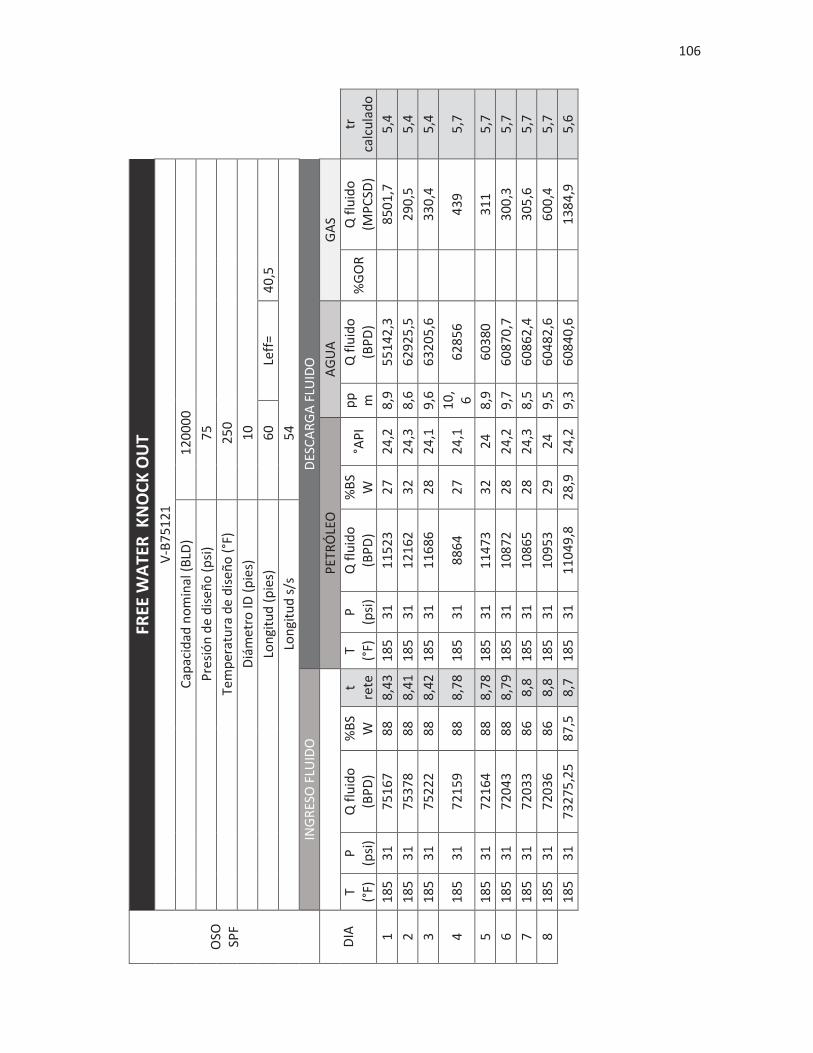
106
OSO
SP
F
FR
EE
WA
TE
R K
NO
CK
OU
T
V
-B7
5121
C
apac
idad
no
min
al (
BLD
)
120
000
P
resi
ón
de
dis
eño
(p
si)
7
5
Te
mp
erat
ura
de
dis
eño
(°F
)
250
D
iám
etro
ID (
pie
s)
1
0
Lo
ngi
tud
(p
ies)
60
Leff
= 4
0,5
Lo
ngi
tud
s/s
54
ING
RES
O F
LUID
O
DES
CA
RG
A F
LUID
O
DIA
PET
RÓ
LEO
A
GU
A
GA
S
T (°F)
P
(p
si)
Q f
luid
o
(BP
D)
%B
SW
t
rete
T (°F)
P
(p
si)
Q f
luid
o
(BP
D)
%B
SW
°A
PI
pp m
Q f
luid
o
(BP
D)
%G
OR
Q
flu
ido
(M
PC
SD)
tr
calc
ula
do
1 1
85
31
751
67
88
8,4
3 1
85
31
115
23
27
24
,2
8,9
5
5142
,3
8
501
,7
5,4
2 1
85
31
753
78
88
8,4
1 1
85
31
121
62
32
24
,3
8,6
6
2925
,5
2
90,5
5
,4
3 1
85
31
752
22
88
8,4
2 1
85
31
116
86
28
24
,1
9,6
6
3205
,6
3
30,4
5
,4
4 1
85
31
721
59
88
8,7
8 1
85
31
886
4
27
24
,1
10
,6
628
56
4
39
5,7
5 1
85
31
721
64
88
8,7
8 1
85
31
114
73
32
24
8,9
6
0380
311
5
,7
6 1
85
31
720
43
88
8,7
9 1
85
31
108
72
28
24
,2
9,7
6
0870
,7
3
00,3
5
,7
7 1
85
31
720
33
86
8,8
1
85
31
108
65
28
24
,3
8,5
6
0862
,4
3
05,6
5
,7
8 1
85
31
720
36
86
8,8
1
85
31
109
53
29
24
9,5
6
0482
,6
6
00,4
5
,7
1
85
31
732
75,2
5
87
,5
8,7
1
85
31
110
49,8
2
8,9
2
4,2
9
,3
608
40,6
138
4,9
5
,6
106
107
ANEXO No 13
TABLA DE DATOS DE PRODUCCIÓN DEL FWKO V-
75123

108
OSO
SP
F
FR
EE
WA
TE
R K
NO
CK
OU
T
V
-B7
5123
C
apac
idad
no
min
al (
BLD
)
260
00
P
resi
ón
de
dis
eño
(p
si)
8
5
Tem
per
atu
ra d
e d
iseñ
o (
°F)
1
75
D
iám
etro
ID (
pie
s)
1
0
Lon
guit
ud
(p
ies)
32
,5
Leff
2
1,3
75
Lon
gitu
d s
/s
2
8,5
IN
GR
ESO
FLU
IDO
D
ESC
AR
GA
FLU
IDO
DIA
PET
RÓ
LEO
A
GU
A
GA
S
T (°F)
P
(p
si)
Q f
luid
o
(BP
D)
%B
SW
t re
t T (°F)
P
(p
si)
Q f
luid
o
(BP
D)
%B
SW
°AP
I p
pm
Q
flu
ido
(B
PD
) %
GO
R
Q f
luid
o
(MP
CSD
) tr
ca
lcu
lad
o
1 1
68
28
,5
140
53,6
8
8
14
,6
168
2
8,5
3
286
,4
0,9
2
4,2
1
1,2
1
0364
,2
4
03
15
,33
2 1
68
28
,5
132
83
88
1
4,6
1
68
28
,5
325
7
1,1
2
4,3
1
2,4
9
624
402
1
6,2
2
3 1
68
28
,5
141
61,3
8
8
14
,6
168
2
8,5
3
120
,1
1,2
2
4,1
1
1,8
1
0642
,2
3
99
15
,21
4 1
68
28
,5
142
32,5
8
8
16
,2
168
2
8,5
3
242
,9
2,7
2
4,1
1
2,1
1
0566
,6
4
23
15
,14
5 1
68
28
,5
142
55,2
8
8
15
,2
168
2
8,5
3
456
,5
0,8
2
4 9
,8
103
20,7
478
1
5,1
1
6 1
68
28
,5
146
20,8
8
8
15
,2
168
2
8,5
3
441
,9
1,5
2
4,2
1
1,0
1
0719
,9
4
59
14
,74
7 1
68
28
,5
148
03,1
8
8
15
,2
168
2
8,5
3
333
,2
0,9
2
4,3
1
3,0
1
1005
,9
4
64
14
,56
8 1
68
28
,5
150
04,3
8
8
15
,2
168
2
8,5
3
294
,5
0,9
2
4 1
4,6
1
1240
,8
4
69
14
,36
1
68
28
,5
143
01,7
8
8
15
,1
168
2
8,5
3
304
,1
1,2
5
24
,2
12
,0
105
60,5
437
,1
15
,1
108