equipo de molienda por atricion y … · web viewla camisa presurizada es fabricada con los...
TRANSCRIPT

EQUIPO DE MOLIENDA POR ATRICION Y DISPERSIÓNPor
A. Szegvari y M. YangUNION PROCESS INC.
Akron, OhioTRABAJO PRESENTADO EN EL SEMINARIO “DISPERSION OF PIGMENTS AND RESINS IN FLUID MEDIA”
EN LA “KENT STATE UNIVERSITY” DEPARTAMENTO DE RHEOLOGÍA – KENT, OHIO – ABRIL DE 1999
El Attritor¹ Szegvari, conocido en forma común como Attritor, es el equipo más eficiente de trituración existente hoy.
En esta conversación, nosotros hablaremos sobre el principio del Attritor y de sus aplicaciones. El Attritor es un equipo de molienda que contiene internamente bolas en permanente agitación. Genéricamente es conocido como “Molino de Bolas Agitadas”.
Una sencilla y útil ecuación describe el momento de molienda esta es “M x V” (masa x velocidad), lo cuál nos permite ver porqué el Attritor está en la familia de los molinos.
Por ejemplo, el molino de bolas usa bolas grandes, normalmente de ½” ó mayores y funciona a baja velocidad (10-50) rpm. Los otros molinos tales como los de arena, los de reborde y los horizontales usan bolas pequeñas, desde 1/64” hasta 1/8”, pero giran a una velocidad alta aproximadamente entre 800 y 1200 rpm. Los dispersores sin bolas, de alta velocidad corren mas rápido, 1200 a 1800 rpm, con variaciones de velocidad entre 600 y 1000 feet/min.
El Attritor queda en un rango medio de estos, usando bolas entre 1/8” y 3/8”, con agitación y velocidad moderada desde 60
rpm. En las unidades mas grandes de producción con velocidad hasta 300 rpm Las unidades de laboratorio, con una variación de velocidad entre 600 y 1000 feet/min)
En esta misma dirección, el Attritor de alta velocidad (Patentado) y desarrollado recientemente para molienda en seco, utiliza bolas más pequeñas y tiene velocidades de punta más altas
Dentro de un rango similar de rpm, el dispersor rotor/estator, tiene una menor variación de velocidad que los dispersores regulares, porque el diámetro del rotor es menor, debido a que funciona también con una pieza estacionaria.
El concepto más importante en el Attritor es que la entrada de fuerza (energía) es usada directamente para la agitación de las bolas para obtener la molienda y no es utilizada (energía) para girar ni vibrar un estanque grande y pesado además de las bolas.
Volvamos ahora a la eficiencia del Attritor. Ver Figura Nº 1 , muestra la comparación de las eficacias de varios equipos de molienda, para una molienda ultra-fina de concentrado de calcopirita (pima)².
COMPARACION DE LOS DIVERSOS MOLINOS DE MOLIENDA
TIPO DE MOLINO TAMAÑO DE BOLA RPMVELOCIDAD(Feet/min)
Molino de Bolas ½” y mayor 10 – 50 -Attritor 1/8” a 3/8” 60 – 350 600 -1000Attritor de Alta Velocidad 0.5 – 3 mm 320 - 1700 2500 – 3000Molino Arena – (Horizontal) 0.25 – 2.00 mm 800 -3800 2000 – 3000Rotor/Estator - 1000 – 3600 2000 – 4200Dispersor de Alta Velocidad - 1200 – 3600 5000 - 6000
1

La curva superior representa los datos de un molino vibratorio de bolas, las dos curvas del medio han sido obtenidas de molinos convencionales de bolas, la curva de mas abajo se ha obtenido del Attritor. Cómo Ud., puede ver, para una energía específica de entrada de alrededor de 100 kwh/T, el tamaño medio de partícula alcanzado a través del uso del Attritor es casi la mitad mas pequeña que la obtenida en un molino de bolas y cerca de 1/3 mas pequeña que la obtenida en un molino vibratorio.
Por otra parte, para una entrada de energía especifica que excede los 200 kwh/T, el Attritor continúa moliendo dentro del rango de los sub micrones, mientras los otros molinos ya no pueden producir efectivamente ninguna partícula pequeña. Consecuentemente el tiempo necesario en el Attritor es mucho mas cortoLa eficiencia del Attritor se puede explicar de la siguiente manera:
El eje central rotatorio, equipado con varios brazos horizontales, ejerce la suficiente acción de agitado para forzar que las bolas choquen en forma aleatoria a través de todo el volumen del estanque, causando un movimiento irregular en vez de un movimiento agrupado. Ver Figura Nº 2
Este irregular movimiento de las bolas da como resultado la acción de impacto de las bolas.
Los brazos causan este movimiento irregular por la ejecución de las siguientes combinaciones de movimientos Ver Figura Nº 3.
1. La acción de impacto en una bola que luego choca con otra bola.
2. Fuerza rotacional en la bola y3. La fuerza de impacto de la bola que
queda en el vacío dejado por el brazo.
Están presente las acciones de impacto y la fuerza de corte ó de cizalla, para producir una molienda fina y eficiente. Ver Fig. Nº 4,
En el Attritor la acción de impacto está presente por el constante choque de las bolas de molienda debido al movimiento irregular de estas
La acción de corte y/o cizalla está presente en el Attritor en las bolas de molienda debido a su movimiento de rotación que las hacen giran en diferentes sentido de rotación y por lo tanto, al chocar ejercen fuerzas que cortan las partículas de la lechada adyacente. Resultando que ambas fuerzas están presentes, y que cortan las partículas de la lechada adyacente. Las fuerzas combinadas de impacto y corte y/o cizalla dan como resultado una buena reducción del tamaño de la partícula al igual que una buena dispersión.
2

Este mismo principio hace que el Attritor sea útil para el micro-mezclado, además para la separación de aglomerados de partículas de diferentes materiales y su dispersión.
Vea la Fig. Nº 5, para ayudarse a visualizar el tamaño relativo entre una partícula de 40 micrones (aproximadamente 400 Mesh) y una bola de molienda de 3/16” de diámetro, en la cuál su diámetro es como 120 veces más grande y que se traduce en 1,72 millones de veces de mayor masa
En el Attritor, la mayor agitación de las bolas, como se describe mas arriba, ocurre a 2/3 del radio partiendo del centro. Ver Figura Nº 6.
Como se puede ver, mientras mas cerca del extremo de los brazos, mayor energía se transmitirá a las bolas lanzándolas rápidamente hasta el final del brazo.Debido a la configuración de los brazos, la lechada está constantemente en movimiento alrededor del estanque siendo la entrada y la salida la zona más activa. En las maquinas mas grandes, el movimiento es aumentado por la adición de un sistema de recirculación.
Esto explica otra ventaja del Attritor. La molienda no se hace contra las paredes del estanque por lo tanto existe un pequeño o ningún desgaste de las paredes del molino, lo que dá como resultado una larga vida de uso del estanque. También, como las paredes actúan como un contenedor y no como una superficie de molienda, es posible usar paredes mas delgadas del estanque lo que permiten una mejor transferencia del
calor y por ende un mejor control de la temperatura
Un fabricante lider de pinturas, realizó una comparación, para diferentes equipos de 50 HP, para las condiciones del estanque y las partes de acero. La comparación se hizo entre el Attritor Q-50 y un Molino de Arena de 60 HP. Se pesaron todas las partes de acero antes del proceso y después del proceso (pérdida de peso por desgaste). Para el Q-50 se pesó, el eje, los brazos, el estanque y las bolas de molienda y para el Molino de Arena se pesó, el eje, los brazos, y el estanque. Después de 6000 horas de proceso en el Attritor todas las partes y bolas de acero tuvieron solamente 10 libras de pérdida de peso ó desgaste y que contribuyeron a la contaminación de la lechada. En el Molino de Arena después de solamente 2000 horas de proceso, se pesaron todas las partes de acero, mas las bolas de zirconio, las que tuvieron una pérdida de peso de 75 libras por desgaste
Dentro de los límites dados para el Molino Attritor, se ha desarrollado la siguiente ecuación, que permite relacionar el tiempo de molienda versus el diámetro de las bolas y la velocidad del agitador
Siendo:T = Tiempo de molienda para alcanzar un cierto tamaño mediano de partículaK = Una constante que varía dependiendo de la lechada a ser procesada, el tipo de bolas, y el modelo de attritor usado.D = Diámetro de la bolaN = rpm del eje
En otras palabras, el tiempo de molienda es directamente proporcional al diámetro de las bolas e indirectamente proporcional a la raíz cuadrada de las rpm.
Por lo tanto, incrementando las rpm, disminuye el tiempo de molienda, y a la inversa disminuyendo las rpm se incrementa el tiempo de molienda. Pero, uno debe darse cuenta de que a mayor rpm mayor será la energía requerido.Esto significa también que aumentando el tamaño de las bolas, aumenta el tiempo de molienda y a la inversa, disminuyendo el
3

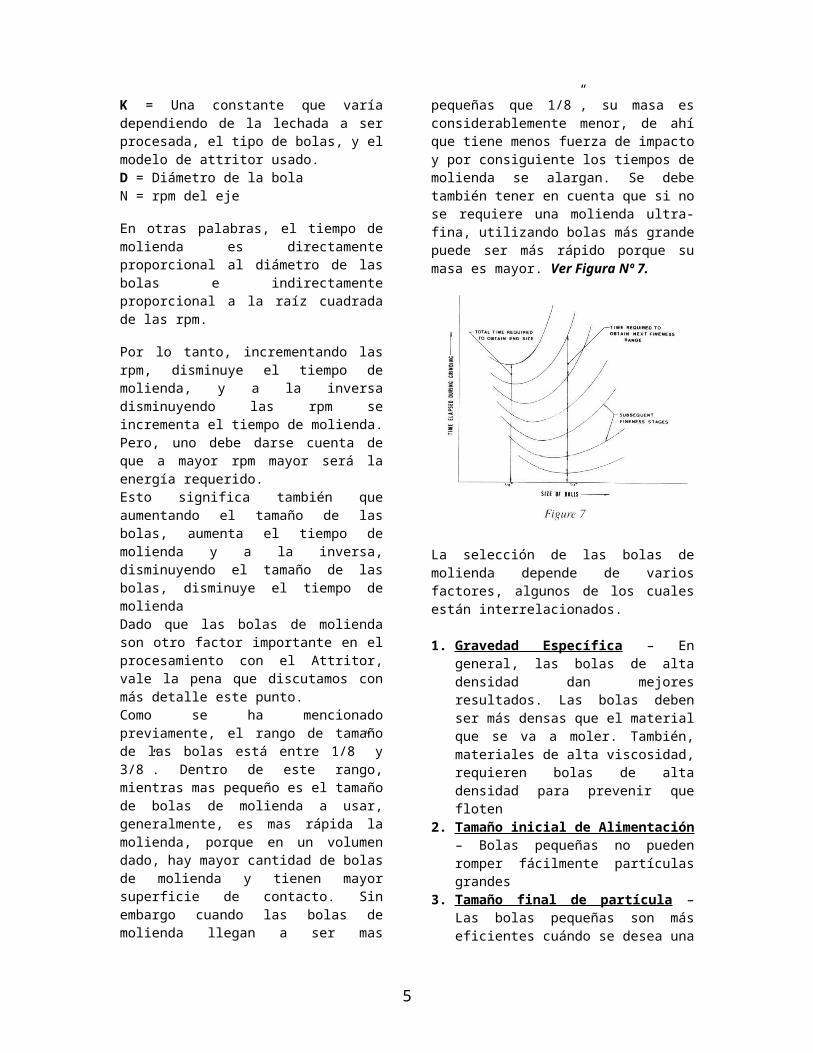
tamaño de las bolas, disminuye el tiempo de moliendaDado que las bolas de molienda son otro factor importante en el procesamiento con el Attritor, vale la pena que discutamos con más detalle este punto. Como se ha mencionado previamente, el rango de tamaño de las bolas está entre 1/8” y 3/8”. Dentro de este rango, mientras mas pequeño es el tamaño de bolas de molienda a usar, generalmente, es mas rápida la molienda, porque en un volumen dado, hay mayor cantidad de bolas de molienda y tienen mayor superficie de contacto. Sin embargo cuando las bolas de molienda llegan a ser mas pequeñas que 1/8”, su masa es considerablemente menor, de ahí que tiene menos fuerza de impacto y por consiguiente los tiempos de molienda se alargan. Se debe también tener en cuenta que si no se requiere una molienda ultra-fina, utilizando bolas más grande puede ser más rápido porque su masa es mayor. Ver Figura Nº 7.
La selección de las bolas de molienda depende de varios factores, algunos de los cuales están interrelacionados.
1. Gravedad Específica – En general, las bolas de alta densidad dan mejores resultados. Las bolas deben ser más densas que el material que se va a moler. También, materiales de alta viscosidad, requieren bolas de alta densidad para prevenir que floten
2. Tamaño inicial de Alimentación – Bolas pequeñas no pueden romper fácilmente partículas grandes
3. Tamaño final de partícula – Las bolas pequeñas son más eficientes cuándo se desea una molienda de partículas ultra-finas.
4. Dureza – Mientras mas dura sea la bola, mejor será la eficiencia de molido y consecuentemente, de mayor duración de uso.
5. pH – Algunos ácidos fuertes ó lechadas básicas pueden reaccionar con ciertos tipos de bolas metálicas.
6. Decoloración – Por ejemplo, pintura blanca, se mantendrá blanca.
7. Contaminación – Que el material resultante del desgaste de las bolas, no afecte el producto, o que pueda ser retirado por un separador magnético, ó químicamente, ó en un proceso de sintetizado.
8. Disponibilidad – Algunas bolas de cerámica especial son manufacturadas a pedido y tienen un tiempo largo de producción ó gestación, por lo tanto órdenes muy grandes de bolas de acero inoxidables, dependeran por supuesto de las condiciones.
9. Costos – Las bolas de molienda del Attritor pueden ser 2 a 3 veces mas caras que las de otros molinos, pero a su vez tienen mejor resistencia al desgaste, algunas veces llegan a tener una duración de 5 a 6 veces mayor que la de otros molinos. Por esto, su mayor valor es compensado por su tiempo de duración.
10. Consistencia en el tamaño – Esto es muy importante en las bolas mini, idealmente uno desea siempre el mismo tamaño (decir 1 mm ó 0.5 mm). En estos tamaños pequeños de bolas, existen rangos de tamaño debido al proceso de fabricación, las bolas deben ser clasificadas ó harneadas. Mientras menor sea el rango, mejor. Por ejemplo, un rango de 0.9 a 1.1 es mucho mejor que un rango de 0.8 a 1.2. También es muy importante que las bolas estén libres de cualquier otro fragmento o de piezas rotas. Siempre se debe inspeccionar o harnear las mini bolas antes de poner dentro del molino.
Existen diferentes tipos de bolas usadas normalmente en el Attritor. He aquí el nombre de algunos tipos: Acero al Carbón; Acero Cromo; Acero Inoxidable; Carburo de Tungsteno; Cerámica; Zirconio; Vidrio;
4
Pedernal y bolas exóticas tales como: Nitruro de Silicio; Carburo de Silicio.
Las bolas de Acero al Carbón es la mas comúnmente usada - Gravedad Específica 7.8. Esta es dura, densa, de costo relativamente no caro y fácilmente disponible. Embale endurecido es utilizado normalmente.
Las bolas de Acero-Cromo contiene alrededor de 1-1/2 % de cromo, a través de su proceso de endurecimiento, y es considerada la mejor bola de molienda. Su valor es cerca del doble del precio de la bola de acero al carbón, además tiene algunas propiedades semejantes al acero inoxidable. Estas, puede tolerar ácidos suaves y lechadas básicas, e imparte menos decoloración que las de acero al carbón, pero se oxidaran. Las bolas cromadas generalmente se usan menos que las de acero al carbón y las de acero inoxidable.
Las bolas de acero inoxidable, contienen alrededor de 16 a 18% de cromo, es alrededor de 5 veces mas cara que las bolas de acero al carbón, y son usadas principalmente para dispersiones acuosas con alto ó bajo pH., Cuando el mantenimiento del color de un producto es un factor importante, las bolas de acero inoxidable son usadas ya que imparten una decoloración mas baja que las bolas de molienda de acero al carbón. Nosotros recomendamos la endurecida 440-C, la que es magnética, así un separador magnético puede ser usado para reducir la contaminación por fierro. Las bolas de acero inoxidable de la serie 300, que son más corrosivas y resistentes al óxido, no pueden ser endurecidas, por lo tanto, su duración es pobre. A causa del valor de las bolas de acero inoxidable, se pueden usar las menos caras, y que son las bolas de acero inoxidable “diagonales”, aunque ellas generalmente producen un tiempo mayor de molienda.
Las bolas de Carburo de Tungsteno - Gravedad Específica 15 - son duras y densas, pero son muy caras. Estas se usan principalmente para moler materiales duros tales como el carburo de tungsteno, cobalto o metales duros.
Las bolas de Cerámica tales como la Esteatita - Gravedad Específica 2.7 – las que están conformadas principalmente por un 64 % de Sílice combinado con 26 % de Óxido de magnesio y 6 % de Alúmina, y la Mullita las que estan conformada principalmente por un 74 % de Alúmina y una combinación de Sílice y Óxido de magnesio. Estos tipos de bolas se usan cuando la contaminación y la decoloración del producto se deben llevar al mínimo. Dentro de las bolas no metálicas, el uso de la Esteatita es muy bueno, pero obviamente no tiene comparación con las bolas de acero. Sin embargo, debido a su baja densidad, el tiempo de molienda es usualmente largo.
Las bolas de Óxido de Aluminio - Gravedad Específica 3.4 - están disponibles en cuatro grados 87% ; 90% ; 96% y 99%. Todos ellas son más densas, pero hemos encontrado que en el desgaste todos los grados tienen un muy buen desgaste, de acuerdo a nuestras pruebas y testeos estos nos indican que las bolas de 87% son las de mejor desgaste.
Otro nuevo tipo de bolas, remitido a nosotros como Alúmina endurecida con Zirconio, están formadas por un 70% de Alúmina y un 30% de Zirconio. Estas bolas tienen una buena acción al desgaste, pero su costo es comparable a las bolas de Zirconio de grado medio.
En las bolas de Cerámica el tamaño del grano es importante cuando se muele de 1 a 2µ o menos. Mientras que el desgaste de una buena bola de acero es mucho menor a partículas micrométricas, que el desgaste de las bolas cerámicas a tamaños granulares del material de que están compuestas. Estos granos pueden interferir con la lectura del tamaño de partícula en una muestra
Para un mismo tipo de bolas, pueden haber muchas diferencias en la calidad del producto de un fabricante a otro.
Esto es cuando tratando de lograr una molienda de 1µ, uno puede encontrar que se ha estabilizado en 2 - 3µ pero la lectura en realidad proveniente del desgaste de las bolas.
5
Se encuentran disponible ahora, varios tipos de bolas de Óxido de Zirconio con Gravedades Específicas entre 5.4 y 5.8. Estas pueden estar estabilizadas con óxido de magnesio, óxido de itrio o tierras raras. Las bolas estabilizadas con óxido de magnesio, si bien son menos caras, no tienen buen desgaste. Las bolas estabilizadas con óxido de itrio varían en color desde amarillo ocre a blanco dependiendo del fabricante.
Las bolas de Silicato de Zirconio - Gravedad Específica de 3.9 – están formadas por un 69$ de ZrO2 y un 31% de SiO2, pero actualmente están disponibles en tamaños pequeños
Las bolas de vidrio (Cal de soda) – Gravedad Específica 2.5 – no contienen plomo y pueden ser utilizado en los Molinos Attritor, pero no tienen un buen desgaste.
Las bolas de pedernal son baratas y no tienen mucha duración. Su densidad y propiedades son similares a la Esteatita. Sin embargo, debido a su forma irregular, es necesario un largo tiempo de molienda. Estas pueden ser utilizadas solamente en Attritor de tipo Batch.
Las bolas Especiales (Exóticas) Actualmente se están fabricando este tipo de bolas, tales como las de nitruro de silicio y carburo de silicio. Estas son muy caras y se usan principalmente para moliendas de materiales apreciados o para investigación.
NOTA: La mayoría de los molinos son cargados por volumen, no por peso, pero la mayoría de las bolas son vendidas por peso. Por ejemplo, un molino Attritor Batch, es cargado con bolas hasta la parte superior de los brazos de agitación; por lo tanto un Attritor al cargado con bolas de acero puede llegar a tener tres veces el peso comparado con si fuese cargado con bolas de cerámica (Esteatita). El Attritor A 100-S requiere 75 galones de bolas, y esta cantidad es igual a 3000 lbs (1362 Kg) de bolas de acero pero solamente a 1050 lbs (476 Kg) de bolas de cerámica (Esteatita). El requerimiento de la cantidad de bolas a cargar es el mismo, sea esta de 1/8” ; ¼” o 3/8”, pero el costo por libra varía con el tamaño de la bola.
Existen tres tipos de Molinos ATTRITOR
1. El de Tipo Bach2. El de Tipo Continuo3. El de tipo Circulación
El Attritor de Tipo Bach, consiste en un cuerpo de pared doble (encamisado) que es llenado con bolas de molienda. - Ver Figura Nº 8 – Esta camisa está diseñada específicamente para que fluya agua caliente y/o fría ó vapor de baja presión por su interior, y que permitirá el control de la temperatura de proceso dentro del cuerpo del Attritor. La camisa presurizada es fabricada con los Códigos para recipientes ASCM, para uso con cualquier sistema de alta presión de enfriamiento o de vapor. El cuerpo del recipiente está construido normalmente en Acero Inoxidable 304, pero también puede ser construido con acero resistente a la abrasión, ó recubierto con cerámica, plástico ó goma
Los Attritores para producción están equipados con un sistema de bombeo integral - Ver Figura Nº 9 – con el cual se mantiene la circulación durante la molienda para acelerar la atrición y su uniformidad. La bomba también puede ser usada para la descarga del attritor
6
En el Attritor bach, el material es alimentado dentro del cuerpo encamisado y es molido hasta alcanzar la dispersión y el tamaño de partícula deseado. No es necesario un pre-mezclado ya que este se logra en la cámara de molienda. Se puede agregar cualquier tipo de ingrediente en cualquier momento del proceso; Se puede corregir y hacer formulaciones e inspecciones durante el proceso de molienda, sin necesidad de parar la máquina.
El Attritor tipo bach puede procesar materiales de alta densidad tales como el carburo de tungsteno, además materiales muy viscosos. Pueden ser procesadas con facilidad lechadas con 30.000 cps. Las mezclas toxitrópicas pueden ser manejadas, ya que la máquina descarga a través de la válvula del fondo mientras la maquina sigue funcionando a baja velocidad.
El Attritor es una máquina versátil- Puede ser usada para molienda a altas temperaturas (500 ºF – 260 ºC) ó para moliendas criogénicas ó también equipadas con un O’Ring ó sello mecánico para moler bajo un manto de gas inerte. Cubiertas con aguas de color con condensador están disponibles para controlar la evaporación de solventes.
Los modelos de producción y laboratorio se pueden equipar también con un medidor de torque. En los modelos de laboratorio el medidor de torque entrega la energía (potencia) de entrada precisa que es usada en la cámara de molienda. Esta puede ser una información valiosa para hacer escalados. También puede indicar cambios de viscosidad lo que puede ser relacionado con la reducción del tamaño de la partícula
En los equipos de producción el medidor de torque puede ser usado para el control de la calidad y también para la determinación del tiempo de molienda. Generalmente el tiempo de molienda es establecido para cada producto en particular y este mismo tiempo puede ser usado repetidamente. Cómo las condiciones en el molino van cambiando gradualmente (Desgaste de las bolas; desgaste de los brazos), se necesitara aumentar ligeramente el tiempo de molienda. Puesto que estas mismas
condiciones dan como resultado un menor torque, si uno convierte el tiempo total de molienda al total de energía suministrada al interior de la cámara del molino, entonces el proceso bach puede demorarse mas.
Están disponibles sistemas Attritor cerrados, con cubierta sellada para molienda bajo atmósfera de gases inertes, con descarga especial dentro de envases cerrados. Estos pueden ser usados para moler materiales tales como las tierras raras magnéticas.
Los Attritores de tipo bach están disponibles en varios tamaños, desde los modelos de tipo investigación con estanque de 750 cc o de 125 cc (mini estanque), pasando por el de tipo laboratorio con tamaños de estanque de 1-1/2 o 2-1/2 galones (5.68 o 9.46 lts), a los de producción con estanques de 600 galones (3270 lts)
El Attritor Modelo 01 es un modelo de investigación muy usado para testear diversas formulaciones y condiciones de molienda. El Modelo Attritor 1-S, de Laboratorio puede ser usado para hacer escalados precisos de una prueba de máquina. El factor mas importante es de mantener el tip de velocidad periférica constante y la misma relación bolas : lechada. Generalmente en el molino 1-S, la relación bolas : lechada es 1 : ¾, pero en la unidad de producción es de 1 : 1, por lo tanto el tiempo de molienda será algo mas largo en los equipos de producción, tales como el 22-S y el 400-S.
Nuestros molinos Attritor de laboratorio están disponibles para una molienda libre de metal, con estanque recubierto con cerámica (Alúmina), óxido de zirconio, nitruro de silicio, carburo de silicio, poli-uretano, goma de buena calidad y tefzel.
Los estanques de nuestros Attritor para grandes producciones, pueden ser recubiertos con óxido de aluminio, goma de buena calidad para procesar alimentos o poli-uretano (a los dos últimos materiales de aislamiento se le agrega un intercambiador de calor a la línea de circulación para el control de la temperatura).
El Attritor puede ser usado para moler ferritas duras ó suaves, carburo de
7

tungsteno, cobalto, aluminio y otros polvos de metales, materiales cerámicos; pigmentos duros de moler y dispersar, materiales como el óxidos de hierro, ftalato azul y negro de carbón, tintas de imprimir, carbón, coke, resinas de grafito, azufre, productos farmacéuticos y plásticos por nombrar algunos.
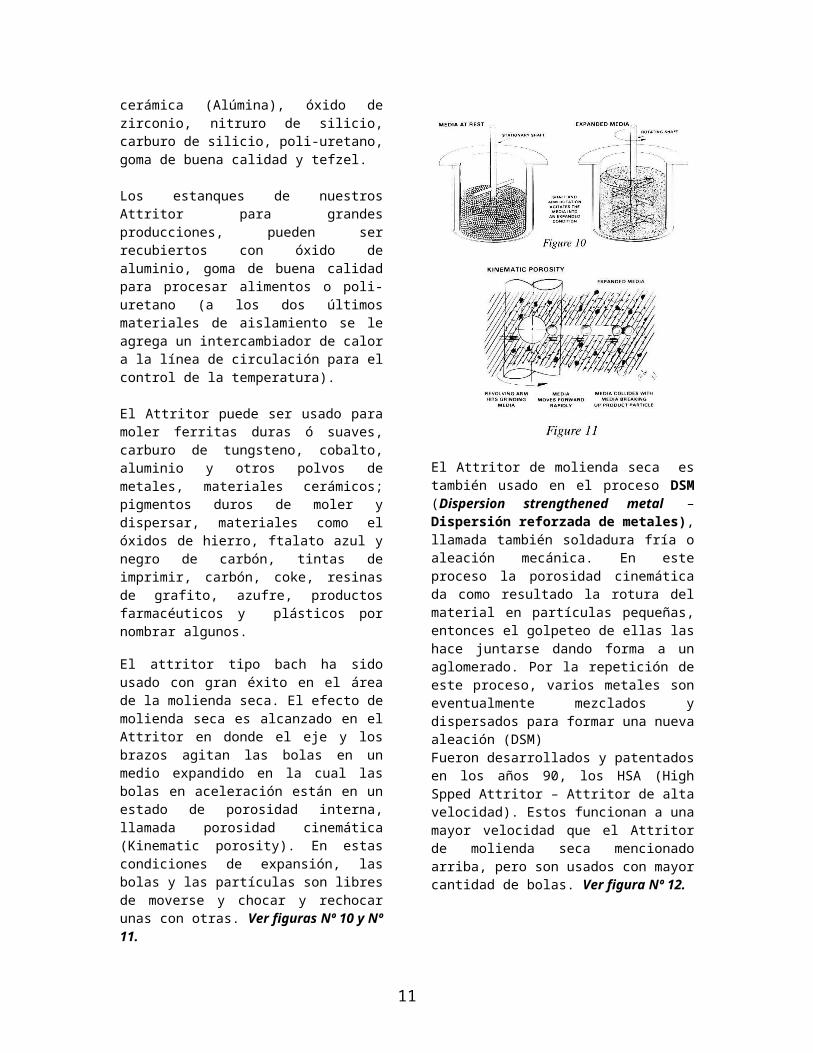
El attritor tipo bach ha sido usado con gran éxito en el área de la molienda seca. El efecto de molienda seca es alcanzado en el Attritor en donde el eje y los brazos agitan las bolas en un medio expandido en la cual las bolas en aceleración están en un estado de porosidad interna, llamada porosidad cinemática (Kinematic porosity). En estas condiciones de expansión, las bolas y las partículas son libres de moverse y chocar y rechocar unas con otras. Ver figuras Nº 10 y Nº 11.
El Attritor de molienda seca es también usado en el proceso DSM (Dispersion strengthened metal – Dispersión reforzada de metales), llamada también soldadura fría o aleación mecánica. En este proceso la porosidad cinemática da como resultado la rotura del material en partículas pequeñas, entonces el golpeteo de ellas las hace juntarse dando forma a un aglomerado. Por la repetición de este proceso, varios metales son eventualmente
mezclados y dispersados para formar una nueva aleación (DSM) Fueron desarrollados y patentados en los años 90, los HSA (High Spped Attritor – Attritor de alta velocidad). Estos funcionan a una mayor velocidad que el Attritor de molienda seca mencionado arriba, pero son usados con mayor cantidad de bolas. Ver figura Nº 12.
Son generalmente usados para molienda seca continua, el material es alimentado por la parte superior de la máquina y es reducido en tamaño a medida que pasa a través de la cama de bolas agitadas. Estas descargan en la parte inferior del estanque a través de una malla de descarga. El material alimentado normalmente está bajo las 40 mallas.
Algunas veces los Attritores SDG y HSA están seteados para un proceso de dos etapas. Usando bolas grandes, el Attritor SDG se usa para pre-moler el flujo de material alimentado, y luego el Attritor HSA continúa la molienda con bolas de menor diámetro hasta alcanzar un producto fino de una micra.
Ver figuras Nª 13 y Nº 14
8

Otro Sistema es el Attritor de tipo Continuo, con sus modelos C ó H.Estos modelos se usan para grandes cantidades de producción. Los Atritores continuos están formados por un estanque alto, angosto y encamisado, en el que una buena lechada pre-mezclada, es bombeada por el fondo y descargada por la parte superior del estanque. Rejillas ubicadas en el fondo y la parte superior del interior del estanque de molienda retienen las bolas de molienda dentro del equipo.
La finura del material procesado, dependerá del tiempo de permanencia ó residencia “dwell time”, el cual es definido como el total de tiempo que permanece en la cámara de molienda, el material que se procesa.
El tiempo de residencia está controlado por la capacidad de la bomba. Mientras menor sea la capacidad de la bomba, mas largo será el tiempo de residencia, y por lo tanto mas fina será la molienda.
El tiempo de residencia se calcula por la división del volumen vacío por la capacidad de la bomba. El volumen vacío es el volumen total del estanque menos los volúmenes de las bolas, eje y brazos del equipo. Entonces, el escalado para un Attritor tipo “C” será determinado, por el cálculo del tiempo de residencia de un producto en particular y dividido por el volumen vacío de la unidad. (esto es, asumiendo el mismo tipo de velocidad para ambas unidades). Para un rápido escalado, uno puede relacionar las capacidades bruta de los estanque.
Un pre-requisito del Attritor continuo, es que este necesita una buena mezcla, uniforme y alimentación homogénea. También es necesaria, una buena bomba contadora, tal como un engranaje o bomba Moyno.
Los Attritores continuos pueden ser instalados en serie. Utilizando bolas de molienda grandes en la primera unidad, la que es equipada con rejillas que tienen aberturas más grandes, el sistema puede aceptar un tamaño mayor de alimentación. La unidad siguiente puede tener bolas de molienda más pequeñas, lo que dará como resultado una molienda fina.
Los molinos Attritor continuos son normalmente usados para moler carbonato de calcio y lechadas de arcilla en la industria del papel, además una gran variedad de materiales químicos, lechadas de carbón y compuestos de capas para la industria de la confección.
Se han desarrollado y patentados recientemente, modelos especiales de los Molinos Attritors de tipo continuo, del tipo CL ó CLS, usados para molienda de minerales (Piedra caliza) ó para el apagado de cal viva. En estos equipos, el polvo seco y el líquido son introducidos por la parte superior de la maquina y su salida también es por la parte superior, esto es a menudo utilizado en los estanque decantadores en los cuales las partículas sobre dimensionadas son devueltas por medio de cañerías al interior del estanque para su remolienda. Este equipo puede producir toneladas de material (seco) por hora.
El Attritor de molienda con circulación, es el tercer sistema de equipos y son los tipos “Q”, y han sido desarrollados hace pocos años. Ver Figuras Nº 15 y Nº 16,
Estos sistemas son una combinación de un Attritor y de un gran estanque, normalmente 10 veces el tamaño del attritor. El Attritor que tiene rejillas es llenado con bolas al igual que en un sistema Attritor continuo, reteniendo las bolas mientras la lechada pasa a través del cuerpo del attritor.
Uno de los requerimientos esenciales del Attritor tipo “Q”, es la alta capacidad de circulación (Bombeo). El contenido total del
9

gran estanque de almacenamiento adicional, pasa a través del Attritor por lo menos una vez cada 7-1/2 minutos o alrededor de 8 veces por hora.
Esta alta capacidad de bombeo da como resultado una rápida molienda y una distribución más estrecha del tamaño de la partícula. Este fenómeno es explicado por el principio de molienda preferencial - Ver Figura Nº 17 -. El flujo rápido, producto del bombeo a través de la cama agitada de las bolas de molienda hace que la cámara de molienda de la Maquina tipo “Q” actúe como un cedazo dinámico ó filtro, permitiendo que los finos pasen y se muevan rápidamente a través de la cámara de molienda, mientras las partículas más grandes (toscas) siguen un paso más tortuoso a través de la cama de bolas de molienda.
En el proceso de circulación, a diferencia del attritor continuo (en que la lechada hace una sola pasada), el material (lechada) hace muchas pasadas por la cámara de molienda hasta que el tamaño de partícula deseado se obtiene.
Generalmente se usa una bomba de engranaje, la que es una buena bomba de medida. Sin embargo, para lechadas abrasivas o de alta viscosidad, se usan bombas de diafragma.
Una ventaja del sistema de circulación, es la gran cantidad de material que puede ser manejado con una pequeña inversión en las bolas de molienda y el equipo Attritor. La lechada puede ser monitoreada constantemente, pueden incorporarse ingredientes adicionales en el estanque de pre-mezclado, en cualquier momento de y durante la molienda y el proceso puede ser terminado en forma precisa.
Otra ventaja del Attritor Tipo “Q” es el mejor control de temperatura, el que es logrado por dos razones:
1. El gran estanque adicional está encamisado para permitir enfriamiento o calentamiento y actúa como un sumidero de calor.
2. La lechada pasa a través de la cámara de molienda muy rápido (20 a 30 segundos por pasada), por lo tanto tiene menos tiempo para elevar la temperatura.
Estas ventajas son muy importantes cuando se trata de una línea de cámaras de molienda con recubrimiento plástico o de goma para procesos libres de contaminación metálica.
Es bastante seguro el traspaso de un escalamiento hecho en el molino de laboratorio Q-2, el que procesa de 3 1/2 a 5 galones, al molino Q-100 el que puede procesar de una vez 1000 galones. Primero uno puede determinar el “Q – tiempo” para cierto producto. El “Q – tiempo” significa el tiempo total que la lechada está en la cámara de molienda. Este es calculado dividiendo el tiempo total de molienda por la relación de dilución. La relación de dilución está determinada por la división el volumen de lechada en el estanque adicional por el volumen vacío del estanque de molienda.
Después que el “Q-tiempo” es determinado, la relación de producción de una máquina “Q”, de grandes producciones, puede ser
10
determinado dividiendo el volumen vacío con el “Q – tiempo”.
El escalado del Attritor “Q” es directamente proporcional a la relación de volumen vacío para los diferentes tamaños de attritors, proporcionalmente todas las otras condiciones son mantenidas iguales.
El tamaño de los procesos bach para los sistemas “Q”, tienen una gran versatilidad, por ejemplo el Attritor “Q-100” pueden ser equipados con estanques de 500 a 1000 galones, ó múltiples attritors “Q-100” pueden ser equipados con estanques adicionales de varios miles de galones.
El Attritor de circulación ha sido utilizado exitosamente en las siguientes aplicaciones:
Recubrimientos industriales Pinturas Tintas Dispersiones de azufre Productos para la agricultura Papel carbón Chocolate Productos para fabricaciones Óxidos de metales Dispersiones de carbón Dispersiones cerámicas Preparación de Lechada de cal
Los tres tipos de molinos Attritors son de un mantenimiento fácil. Las bolas pueden ser lavadas y descargadas separadamente a través de una abertura en el fondo del estanque. Cuando es necesario el eje es fácilmente desconectado y el estanque puede ser volcado hasta un angulo de 90º (en los Attritores Bach y Circulación). Los brazos pueden ser fácilmente removidos para limpieza ó reemplazo por medio del retiro de un pasador.
En conclusión las características de los equipos Attritor pueden ser mejor resumidas como:
Molienda rápida y eficiente Simples y seguros de operar Bajo consumo de energía Excelente control de temperatura Bajo mantenimiento.
xxxxx
Este trabajo fue presentado el29 de Abril de 1999 en el Seminario
“DISPERSION DE PIGMENTOS Y RESINAS EN MEDIOS LÍQUIDOS”
en la
KENT STATE UNIVERSITYDepartamento de Reología
Kent, Ohio
Autores
SR. ARNO SZEGVARYSRA. MARGARET YANG
Notas:
¹ Dr. Andrew Szegvari, renowned and inventor of the Szegvary Attritor - Born in June 5, 1897 – Died in August 9, 1980
² Herbst and Sepulveda, “Fundamentals of Fine and Ultrafine Grinding in a Stirred Ball Mill” Proc. Powder & Bulk Solids.
³ Temple C. Patton, “Paint Flow and Pigment Dispersion” Second Edition, Wiley – Intersciencie, New York, 1979
11