
UNIVERSIDAD DE GUAYAQUIL FACULTAD INGENIERÍA INDUSTRIAL DEPARTAMENTO ACADÉMICO DE TITULACIÓN
TRABAJO DE TITULACIÓN PREVIO A LA OBTENCIÓN DEL TÍTULO DE
INGENIERO INDUSTRIAL
ÁREA SISTEMAS ORGANIZACIONALES
TEMA “BUENAS PRÁCTICAS DE MANUFACTURA EN EL ALMACENAMIENTO DE PRODUCTO TERMINADO
EN EMPRESA DE ALIMENTOS”
AUTOR CABRERA MONTERO JASMANY FRANCISCO
DIRECTORA DEL TRABAJO ING. IND. VERA NICOLA RINA JACQUELINE, MSC.
2018 GUAYAQUIL – ECUADOR

ii
DECLARACIÓN DE AUTORÍA
“La responsabilidad del contenido de este trabajo de titulación, me
corresponde exclusivamente y el patrimonio intelectual del mismo a la
Facultad de Ingeniería Industrial de la Universidad de Guayaquil”
Cabrera Montero Jasmany Francisco
C.C. 0930166939

iii
AGRADECIMIENTOS
Agradezco a Dios por ayudarme en los momentos más difíciles, en
esta etapa de mi vida.
A familiares y amigos cercanos porque gracia a ellos se lo que es
la verdadera amistad.
Expreso mi infinito agradecimiento a la empresa Banalight C.A. por
darme la oportunidad de poner en práctica los conocimientos adquiridos y
darme un lugar para crecer profesionalmente.
A todos los catedráticos de la facultad de ingeniería industrial
quienes me brindaron conocimientos para alcanzar mi título de
INGENIERO INDUSTRIAL en especial para el Ing. Marco Santos y el Ing.
Freddy Duran excelentes docentes son mi ejemplo a seguir.

iv
DEDICATORIA
A Dios por ser el faro en este camino a seguir.
A mi madre Carme Montero Vargas por su apoyo incondicional que
siempre me ha brindado
A mi compañera y amiga Rebeca Gonzalez Erazo por estar
siempre ayudándome
Y a todos mis seres queridos que de una u otra forma.

v
ÍNDICE GENERAL
N° Descripción Pág.
PRÓLOGO 1
CAPÍTULO I
INTRODUCCIÓN Y FUNDAMENTACIÓN DEL PROBLEMA
N° Descripción Pág.
1.1 Antecedentes 3
1.2 Contexto del problema / la empresa 4
1.3 Descripción General de la empresa 4
1.3.1 Localización 5
1.3.2 Estructura Organizacional de la empresa 7
1.3.3 Identificación según Codificación Internacional Industrial
Uniforme 8
1.4 Filosofía 10
1.4.1 Visión 10
1.4.2 Misión 11
1.4.3 Valores 11
1.5 Objetivos 11
1.5.1 Objetivos General 11
1.5.2 Objetivos Específicos 11
1.6 Planteamiento del problema 11
1.7 Justificativo 12
1.8 Delimitación del problema 13
1.9 Marco Teórico 13
1.9.1 Marco conceptual 13
1.9.2 Marco Referencial 20
1.9.3 Marco Legal 21

vi
N° Descripción Pág.
1.10 Metodología 23
CAPÍTULO II
ANÁLISIS Y DIAGNÓSTICO DEL PROBLEMA
N° Descripción Pág.
2.1 Situación actual de la empresa 27
2.1.1 Producción y mercado que atiende 27
2.2 Análisis interno de la empresa 27
2.2.1 La cadena de valor 27
2.2.2 Actividades primarias 28
2.2.2.1 Logística interna 28
2.2.2.2 Operaciones 30
2.2.2.3 Logística externa 32
2.2.2.4 Marketing y ventas 34
2.2.2.5 Servicio Post Ventas 35
2.2.3 Actividades secundarias o de apoyo 36
2.2.3.1 Abastecimientos 36
2.2.3.2 Desarrollo Tecnológico 36
2.2.3.3 Gestión de recursos humanos 36
2.2.3.4 Infraestructura de la empresa Banalight C.A 37
2.2.4 Estructura organizacional 38
2.3 Análisis del entorno 39
2.3.1 Análisis de atractividad (Modelo de las 5 fuerzas de
Porter) 39
2.3.1.1 El poder de negociación de los compradores 39
2.3.1.2 El poder de negociación de los proveedores 40
2.3.1.3 Competidores potenciales 40
2.3.1.4 Productos sustitutos 40
2.3.1.5 Rivalidad entre competidores 41

vii
N° Descripción Pág.
2.4 Diagnóstico 41
2.4.1 Descripción del proceso de almacenamiento de producto
terminado alimenticio 41
2.4.2 Representación gráfica (Ishikawa) 43
2.4.3 Análisis e identificación de los principales problemas, el
origen, sus causas y efectos 43
2.4.4 Cálculo del índice producto terminado deteriorado en
Bodega 51
2.4.5 Matriz FODA – Estrategias del FODA 52
2.4.5.1 Fortalezas 52
2.4.5.2 Debilidades 53
2.4.5.3 Oportunidades 53
2.4.5.4 Amenazas 53
2.4.6 Análisis de la frecuencia de presentación de problemas
(Pareto) 54
2.4.7 Costos asignados a los problemas 55
CAPÍTULO III
PROPUESTA
N° Descripción Pág.
3.1 Procedimiento para el almacenamiento de producto
Terminado basado en las buenas prácticas de
manufactura 56
3.1.1 Planteamiento de alternativas de solución a problemas 56
3.1.2 Costos de alternativa de solución 65
3.1.3 Viabilidad de la propuesta 67
3.2 Conclusiones y Recomendaciones 70
3.2.1 Conclusiones 70

viii
N° Descripción Pág.
3.2.2 Recomendaciones 70
ANEXOS 72
BIBLIOGRAFÍA 75

ix
ÍNDICES DE CUADROS
N° Descripción Pág.
1 Código CIIU revisión 4.0 8
2 Código CIIU revisión 4.0 detallado 8
3 Código de la ruta 9
4 Código del tipo de fruta 9
5 Código del tipo de puré 10
6 Código del tipo de empaque para puré 10
7 Producción de puré de banano correspondiente al mes
De agosto 47
8 Producción de puré de banano correspondiente al mes
De septiembre 48
9 Producción de puré de banano correspondiente al mes
De octubre 49
10 Producción de puré de banano correspondiente al mes
De noviembre 50
11 Costos de producto terminado deteriorado mensual 51
12 FODA de la empresa Banalight C.A. 54
13 Datos para la elaboración del diagrama de Pareto 54
14 Paquete de solución 67
15 Pérdida anual y recuperación de inversión 68

x
ÍNDICES DE IMÁGENES
N° Descripción Pág.
1 Localización de la empresa 6
2 Localización de la empresa (satélite) 6

xi
ÍNDICES DE DIAGRAMAS
N° Descripción Pág.
1 Organigrama de la empresa 7
2 Diagrama Causa-Efecto 20
3 Análisis de la cadena de valor 28
4 Análisis de la cadena de valor: Logística interna 29
5 Análisis de la cadena de valor: Operaciones 30
6 Análisis de la cadena de valor: Logística de salida 34
7 Análisis de la cadena de valor: Marketing y ventas 35
8 Análisis de la cadena de valor: Servicios Post-Venta 35
9 Organigrama de la empresa 38
10 Modelo de las 5 fuerzas de Porter 39
11 Diagrama de flujo actual de bodega de productos
Terminados 42
12 Modelo de las 5 fuerzas de Porter 43
13 Diagrama de Pareto 55
14 Diagrama de flujo propuesta para bodega de productos
Terminados 57

xii
ÍNDICES DE GRÁFICOS
N° Descripción Pág.
1 Gráfico de recuperación de inversión 69

xiii
ÍNDICES DE ANEXOS
N° Descripción Pág.
1 Empaque cajitas F! 73
2 Empaque Good Pack 74

xiv
AUTOR: CABRERA MONTERO JASMANY FRANCISCO TEMA: BUENAS PRÁCTICAS DE MANUFACTURA EN EL
ALMACENAMIENTO DE PRODUCTO TERMINADO EN EMPRESA DE ALIMENTOS
DIRECTORA: ING. IND. VERA NICOLA RINA JACQUELINE, MSC.
RESUMEN
La empresa alimenticia Banlight C.A. se dedica a la elaboración y exportación de puré de banano y mango localizada en la provincia del Guayas cantón Duran, actualmente la empresa tiene un porcentaje de 1,56% de producto terminado deteriorado al año, el presente trabajo de estudio centra su atención en localizar y analizar la causa o las causas de este problema, gracias a la herramienta diagrama de Ishikawa se logró este objetivo, como solución se propone una inspección pre-almacenado del producto terminado, adecuación del lugar donde se realizará la inspección, nivelación del muelle de embarque y capacitación del personal con esto se reducirá un 90% del problema, el 10% restante representa los defectos de empaque del proveedor permitido un 0,4% del total de empaques, el costo de inversión de la propuesta es de $6500 que se recuperará en el tercer año posterior a la inversión y se obtendrá ganancia de $2620 en ese año. PALABRAS CLAVES: Banano, Almacenamiento, Puré, Terminado,
Bodega.
Cabrera Montero Jasmany Francisco Ing. Ind. Vera Nicola Rina Jacqueline, MSc.
C.C. 0930166939 Directora del trabajo

xv
AUTHOR: CABRERA MONTERO JASMANY FRANCISCO SUBJECT: GOOD MANUFACTURING PRACTICES IN THE STORAGE
OF FINISHED PRODUCT IN FOOD COMPANY DIRECTOR: IND. ENG. VERA NICOLA RINA JACQUELINE, MSC.
ABSTRACT
The food company Banlight C.A. is dedicated to the production and export of banana puree and mango located in the province of Guayas Canton Duran, currently the company has a percentage of 1.56% of finished product deteriorated a year, the present study focuses its attention on locating and analyze the cause or causes of this problem, thanks to the Ishikawa diagram tool this objective was achieved, as a solution is proposed a pre-stored inspection of the finished product, adaptation of the place where the inspection will be carried out, leveling of the loading dock and training of personnel with this will reduce 90% of the problem, the remaining 10% represents the packaging defects of the provider allowed 0.4% of the total packaging, the investment cost of the proposal is $ 6500 that will be recovered in the third year after the investment and a profit of $ 2620 will be obtained in that year. KEY WORDS: Banana, Storage, Puree, Finished, Cellar.
Cabrera Montero Jasmany Francisco Ind. Eng. Vera Nicola Rina Jacqueline, MSc.
I.D. 0930166939 Director of Work

PRÓLOGO
El presente trabajo de investigación es realizado en el área de
bodega de productos terminados, de la empresa alimenticia BANALIGHT
C.A. La finalidad de ejecutar este trabajo de Titulación es para reducir el
alto índice de producto terminado deteriorado que tiene la empresa.
Capítulo I: En este capítulo se detallan los conceptos y métodos
que se utilizaron en este trabajo de análisis, como normas y técnicas de
investigación como la investigación de campo y descriptiva
Capítulo II: En el segundo capítulo se muestra la situación en la
que se encuentra actualmente la empresa BANALIGHT C.A. el análisis
que se realizó con la cadena de valor en cada operación con sus respectivas
descripciones de cada actividad, con la cual se determinaron las
debilidades, las fortalezas y los diversos problemas internos y el análisis con el
diagrama Ishikawa con el cual se determinaron las causas del problema.
Capítulo III: En este capítulo se presenta la propuesta, el paquete
de solución al problema, la viabilidad de la propuesta y las
recomendaciones respectivas por parte del autor.
Esta tesis de grado está dirigida hacia el área de Gestión de
Mantenimiento, para el efecto se ha tomado como técnicas de trabajo,
investigación de campo, descriptivo y algunas combinaciones de tipo
documental, para buscar los problemas que se presentan y mejorarlos.
La información presentada esta organizada de una manera flexible
para que pueda ser utilizada ya sea por parte de la empresa, o la
institución educativa correspondiente.

Prólogo 2
La tesis está dividida en capítulos que se citan en el índice general
con el que se inicia la misma.
Con este trabajo se espera que no sea tan solo una buena idea,
sino que se siga analizando, con la finalidad de reducir las pérdidas por
falta de control en el área de mantenimiento.

CAPÍTULO I
INTRODUCCIÓN Y FUNDAMENTACION DEL PROBLEMA
1.1 Antecedentes
Las nuevas tendencias en el consumo mundial de alimentos se
orientan a la demanda de productos que cumplan cada vez más estrictas
normas de sanidad, inocuidad y calidad. Este panorama es producto de
un entorno comercial que se torna más exigente y competitivo en razón de
la globalización de los mercados y la interdependencia económica.
Actualmente y con más intensidad en las décadas por venir, la
protección e inocuidad alimentaria en los alimentos para el consumo
humano será el tema de mayor relevancia para la comercialización de
alimentos o a su vez materia prima para alimentos a nivel nacional e
internacional. Las Buenas Prácticas de Manufactura son útiles para el
diseño y funcionamiento de las empresas y para el desarrollo de procesos
y productos relacionados con alimentos, actualmente las B.P.M. son la
base para asegurar la calidad alimentaria
Por lo tanto todas las empresas y personas involucradas en una
cadena agroalimentaria no pueden ni deben estar exentas a la
implementación de las (B.P.M).
El almacenamiento de producto terminado es un área crítica, donde
se debe aplicar y controlar el cumplimiento las B.P.M para que el producto
terminado no sufra alteraciones de sus propiedades organolépticas por
causas como humedad, polvo, mala manipulación, temperatura, etc.

Introducción y fundamentación del problema 4
1.2 Contexto del problema / la empresa
El estudio de la propuesta se realizará en la bodega de productos
terminados de una empresa de alimentos que se dedica a exportar puré
de banano y de mango, en la cual han ocurrido inconvenientes e
incidentes en el almacenamiento y despachado de producto terminado
como lo son, problemas con empaques (dañados, abollados, rayados) y
producto final mandado a reprocesar, tiempo perdido por personal de
bodega para solucionar problema de cambios de empaques, o derrame
de producto final (Puree) dentro de la bodega, mala maniobra por poco
espacio en la bodega, etc.
1.3 Descripción General de la empresa
BANANA LIGHT BANALIGHT C.A., es una compañía constituida
mediante escritura pública otorgada ante el Notario Décimo Quinto del
Cantón Guayaquil, Dr. Miguel Vernaza Requena, el día 2 de Julio de 1993,
e inscrita en el Registro Mercantil del Cantón Guayaquil, el 14 de Julio de 1993.
Desde el inicio de sus operaciones, la compañía fue concebida con
un periodo de vida útil de 50 años, contando con maquinarias y tecnología
moderna para el desarrollo de sus actividades.
Las instalaciones industriales de la compañía BANANA LIGHT
BANALIGHT C.A., constan de un área de fábrica y edificaciones anexas,
construidas en estructura de acero, con paredes y techo revestidos con
doble aislamiento de lámina de acero con silicón de poliéster, las
instalaciones se localizan en la Lotización Industrial Ferias S.A., en el del
km. 4.5 de la Vía Durán – Tambo, en la zona sureste de la Ciudad de
Durán, Provincia del Guayas.
BANANA LIGHT BANALIGHT C. A. tiene como actividad
económica de acuerdo con el sistema de Clasificación Industrial

Introducción y fundamentación del problema 5
Internacional Uniforme (CIIU 4.0), corresponde al código C1030.16:
Elaboración de compotas, mermeladas y jaleas, purés y otras confituras
de frutas o frutos secos.
La planta de BANALIGHT comprende la más grande y moderna
infraestructura para la producción de purés asépticos en Ecuador, la
planta cumple con los requisitos de la FDA (Federal Drug Administration)
de los EE.UU., así como con el código de prácticas de la AIJN
(Association of the Industry of Juices and Nectars from Fruits and
Vegetables) de la Comunidad Europea.
El mercado de BANANA LIGHT BANALIGHT C.A., a nivel mundial,
incluye países como: Estados Unidos, Argentina, Chile, Perú, Colombia,
España, Alemania, Francia, Italia, Suiza, Bélgica, Polonia, Uruguay,
Japón, China, Australia y demás países.
1.3.1 Localización
A continuación se detallara la ubicación, teléfonos, página web y
demás datos relevantes en donde se realizara el estudio.
RUC: 0991263748001
Dirección: VIA DURAN-TAMBO DIAGONAL A LA FERIA KM 4,5
Ciudad: DURAN
Provincia: GUAYAS
País: ECUADOR
Teléfono: 042813126
Fax: 042813131
E-Mail 1: [email protected]
E-Mail 2: [email protected]
Página Web: http://www.banalight.com.ec
Introducción y fundamentación del problema 6
IMAGEN N° 1
LOCALIZACIÓN DE LA EMPRESA
Fuente: Google Maps Elaborado por: Cabrera Montero Jasmany Francisco
IMAGEN N° 2
LOCALIZACIÓN DE LA EMPRESA (SATÉLITE)
Fuente: Google Maps Elaborado por: Cabrera Montero Jasmany Francisco

Introducción y fundamentación del problema 7
1.3.2 Estructura Organizacional de la empresa
DIAGRAMA N° 1
ORGANIGRAMA DE LA EMPRESA
Fuente: Banalight C.A. Elaborado por: Cabrera Montero Jasmany Francisco

Introducción y fundamentación del problema 8
1.3.3 Identificación según Codificación Internacional Industrial
Uniforme (CIIU)
CIIU es la Clasificación Industrial Internacional Uniforme de todas
las actividades económicas que tiene como propósito, agrupar las
actividades similares por categoría que facilitan el manejo de información
para el análisis estadístico y económico del sector empresarial.
BANALIGHT C.A. es una empresa que se dedica a la elaboración y
exportación de puree de banano y mango, y tiene la siguiente codificación
CIIU 4.0:
C1030.16 Elaboración de compotas, mermeladas y jaleas, purés y
otras confituras de frutas o frutos secos.
CUADRO N° 1
CÓDIGO CIIU REVISIÓN 4.0
Siglas Código Clasificador
Descripción
CIIU 4.0
C1030.16 Elaboración de compotas, mermeladas y jaleas, purés y otras confituras de frutas o frutos secos.
Fuente: Investigación de campo Elaborado por: Cabrera Montero Jasmany Francisco
CUADRO N° 2
CÓDIGO CIIU REVISIÓN 4.0 DETALLADO
Sección: C Industrias manufactureras.
División 10 Elaboración de productos alimenticios.
Grupo 103 Elaboración y conservación de frutas, legumbres y hortalizas.
Clase 1030 Elaboración y conservación de frutas, legumbres y hortalizas.
Subclase 1030.1 Elaboración y conservación de frutas, legumbres y hortalizas.
Actividad 1030.16 Elaboración de compotas, mermeladas y jaleas, purés y otras
confituras de frutas o frutos secos.
Fuente: Investigación de campo Elaborado por: Cabrera Montero Jasmany Francisco

Introducción y fundamentación del problema 9
1.3.4 Productos y/o servicios que produce o comercializa.
Se produce puré de banano y mango con semilla o sin semilla de
tipo convencional u orgánico y se lo exporta a diferentes países como
China, Estados Unidos, Israel, Francia, Italia, Uruguay, Colombia, Chile,
etc.
En diferentes presentaciones y empaques como se detallará a
continuación en los siguientes cuadros:
CUADRO N° 3
CÓDIGO DE LA FRUTA
Fuente: Banalight C.A. Elaborado por: Cabrera Montero Jasmany Francisco
CUADRO N° 4
CÓDIGO DEL TIPO DE FRUTA
Fuente: Banalight C.A. Elaborado por: Cabrera Montero Jasmany Francisco
F R U T A
B P u r é d e B a n a n o s in s e m i l la
W P u r é d e B a n a n o c o n s e m i l la
M T o m m y A t k in s M a n g o
K K e n t M a n g o
T I P O D E F R U T A
1 C o n v e n c io n a l
2 O r g á n ic o
3 F a i r t r a d e
4 F a i r t r a d e o r g a n ic
5 R a in f o r e s t
9 b a b y f o o d q u a l i t y

Introducción y fundamentación del problema 10
CUADRO N° 5
CÓDIGO DEL TIPO DE PURÉ
NATURAL O ACIDIFICADO
N Natural
C Natural con vitamina C agregada
B Acidificado con ácido cítrico y Vitamina C agregada
M Acidificado con jugo de limón concentrado y con Vitamina C agregada
L Acidificado con jugo de limón concentrado
A Acidificado con ácido cítrico Fuente: Banalight C.A. Elaborado por: Cabrera Montero Jasmany Francisco
CUADRO N° 6
CÓDIGO DEL TIPO DE EMPAQUE PARA PURÉ
EMPAQUE
B1 Bin 220 Gl. Puré de banano aséptico 1000 kg
B2 Bin 220 Gl. Puré de banano aséptico 930 kg
S1 Tambor cónico de acero 55 Gl. Puré de banano aséptico 250 kg
Puré de mango aséptico 238 kg
S2 Tambor cónico de acero 55 Gl. Puré de banano aséptico 232.5 kg
Puré de mango aséptico 230 kg
S3 Tambor cónico de acero 55 Gl. Puré de banano aséptico 230 kg
S4 Tambor cónico de acero 55 Gl. Puré de banano aséptico 222 kg
C1 Tambor de cartón 55 Gl. Puré de banano aséptico 250 kg
C2 Tambor de cartón 55 Gl. Puré de banano aséptico 232.5 kg
C3 Tambor de cartón 55 Gl. Puré de banano aséptico 230 kg
F1 Caja de cartón 5 Gl. Puré de banano aséptico 22.22 kg
F2 Caja de cartón 5 Gl. Puré de banano aséptico 20.5 kg
R3 Good Pack Puré de banano aséptico kg
R5 Good Pack cónico Puré de banano aséptico kg Fuente: Banalight C.A. Elaborado por: Cabrera Montero Jasmany Francisco
1.4 Filosofía Estratégica
1.4.1 Visión
Convertir la marca BANALIGHT C.A. en referente de excelente
calidad en puré de frutas a nivel internacional.
Introducción y fundamentación del problema 11
1.4.2 Misión
Elaborar el mejor puré de futas del Ecuador con la más alta calidad,
para nuestros clientes
1.4.3 Valores
Honestidad
Respeto
Oportunidad
Compromiso
1.5 Objetivos
1.5.1 Objetivo General
Determinar los factores que intervienen en el alto índice de
producto terminado deteriorado, en la bodega de almacenamiento de
producto terminado en empresa exportadora de alimentos.
1.5.2 Objetivos Específicos
Identificar los factores o determinantes que influyen en el deterioro del
producto terminado en el área de bodega de producto terminado.
Analizar las causas que intervienen en el deterioro del producto
terminado en el área de bodega de producto terminado.
Proponer un procedimiento de BPM para el almacenamiento en la
bodega de producto terminado.
1.6 Planteamiento del problema
¿Cuáles son los factores que intervienen en el alto índice
de producto terminado deteriorado, en la bodega de

Introducción y fundamentación del problema 12
almacenamiento de producto terminado en empresa exportadora
de alimentos?
Sistematización del problema
Se producen inconvenientes e incidentes al almacenar y despachar
producto terminado en la bodega de producto terminado, los factores
que determinan estos problemas no están identificados.
El producto terminado y su empaque no siempre están en buen estado
al momento de despachar, no se sabe el o los motivo que lo causa.
Como mejoraría al momento de despachar el producto terminado, si se
controla su estado antes de entrar a la bodega
Hace falta diseñar un manual de BPM en la bodega de producto
terminado para evitar el deterioro de producto terminado.
1.7 Justificativo
El siguiente estudio se realizará en el área de bodega de productos
terminados en la empresa exportadora de puré de frutas Banalight C.A y
tiene mucha importancia para la misma, por que busca mantener varios
puntos que mejorarán notablemente la eficacia del área de bodega de
productos terminados.
Se detallaran a continuación:
Preservar la integridad del producto terminado.
Optimizar el procedimiento de almacenamiento en el área de bodega
de producto terminado.
Evitar el reproceso de producto terminado por daños de empaque o
cambio de empaque por deterioro del mismo.
Conseguir mantener estos tres puntos antes mencionados en el
área de bodega de producto terminado, evitan que la empresa pierda

Introducción y fundamentación del problema 13
tiempo y dinero, a más de evitar el daño de su producto al mantenerlo
inocuo y realizar los despachos a tiempo.
1.8 Delimitación del problema
El presente trabajo de investigación se llevará a cabo en el área de
bodega de productos terminados en la empresa alimenticia BANALIGHT
C.A. que se dedica a la elaboración y exportación de puré de banano y
mango, en el periodo de Agosto a Noviembre del año 2017.
1.9 Marco teórico
1.9.1 Marco conceptual
Generalidades sobre las Buenas prácticas de manufactura
Las Buenas Prácticas de Manufactura son una herramienta básica
para la elaboración de productos seguros para el consumo humano, que
tiene como base la higiene e inocuidad. Arteta A.C.(2014), dice que las
Buenas Prácticas de Manufactura son los requisitos generales mínimo en
cuanto a instalaciones y procesos que debe establecer una empresa
como procedimiento básico en la elaboración de un producto inocuo.
El autor Salazar (2011) indica que el manejo higiénico y
saneamiento de los alimentos implican diversas etapas necesarias
durante el proceso de elaboración de los mismos, en las cuales se aplican
las buenas prácticas de manipulación de los alimentos. Se entiende
entonces que es fundamentalmente necesario en una empresa de
alimentos tener y aplicar las buenas prácticas de manufactura.
Actualmente en el mundo una gran cantidad de países los han
adoptado con carácter obligatorio desde hace décadas, y las encargadas

Introducción y fundamentación del problema 14
de velar por el cumplimiento de los mismos son las instituciones
gubernamentales del control de alimentos.
Importancia de las buenas prácticas de manufactura en el
almacenamiento
Los alimentos para que sean aptos para el consumo humano
deben ser inocuos y saludables, para lograr estas propiedades es
necesario que los productores industriales sigan normas básicas
establecidas en las Buenas Prácticas de Manufactura, para que al
almacenar, mientras el alimento permanece en el almacén o bodega y al
momento de transportarlo mantenga su estado inocuo y no se alteren sus
propiedades organolépticas.
Martínez F.(2013) señala que, el consumidor mismo tiene un alto
grado de confianza sobre los productos alimenticios industrializados. Por
lo general, cuando compra uno de estos productos, siempre tiene la
certeza y seguridad que es de muy buena calidad, especialmente
aquellos que tienen una marca reconocida o que tradicionalmente ha
consumido, sin haber tenido nunca ningún problema o insatisfacción.
Se sabe que los alimentos son generadores de nutrición y salud
para el ser humano y que contienen proteínas, vitaminas, etc. necesarias
para logar el desarrollo físico y mental. Martínez F.(2013) concluye que
“La principal razón por la cual existen las regulaciones de las buenas
prácticas de manufactura es para proteger la salud del consumidor”.
Uno de las principales metas de cualquier negocio u empresa es
sostener una excelente reputación de sus productos y así garantizar el
éxito y aceptación del consumidor. El desarrollo de un programa de
buenas prácticas de manufactura puede dar como resultado una labor
complicada, pero resulta aún más tratar de manufacturar productos

Introducción y fundamentación del problema 15
alimenticios de alta calidad, sin un programa como el que se menciona
anteriormente.
Control de Calidad en los alimentos
Control De Calidad es el proceso de inspeccionar por medio del
cual se puede medir la calidad existente, compararla con las normas o las
descripciones y proceder sobre la diferencia.
Una parte del proceso de inspección. Es decir, la revisión del producto.
Designar el nombre de un Departamento que mantenga a tiempo la
Función de la Calidad.
Los instrumentos, culturas prácticas y técnicas por medio de las cuáles
se desarrollan algunas o todas las funciones. Según el Gurú de la
Calidad J. M. Juran, (1954).
Se controla la calidad del alimento desde la recepción de materia
prima, procesado, almacenado y transporte manteniendo la inocuidad en
cada etapa. Arteta A.C.(2014) sostiene que, el Control de Calidad debe
asegurar la eficacia de todos los procesos con ayuda de la búsqueda y la
aplicación de un sistema de aseguramiento de calidad del producto
terminado, obtenemos como resultado reducir la cantidad de material
defectuoso, costos y gastos; logrando así los parámetros más altos de
calidad siendo más competitivos en el mercado laboral, perfeccionando la
competitividad del trabajador en el proceso de elaboración. La gestión de
calidad se basa en producir productos inocuos garantizando y brindando
confianza y seguridad a los consumidores.
La creciente demanda de alimentos de calidad por los
consumidores obliga a la industria alimentaria a producir alimentos que no
solo cubran las necesidades nutritivas, sino que también cumplan
requisitos adicionales que sean seguros, agradables a la vista, apetitosos

Introducción y fundamentación del problema 16
y saludables. Los consumidores buscan mantener su bienestar en todo
sentido, estos hechos determinan que el mercado haya cambiado su
fuerza impulsora y su orientación, para dar mayor importancia a la calidad
priorizándola sobre la cantidad, dicho de otra manera, la industria
alimenticia pasó de fijar objetivos centrados en la producción a prestar
mayor atención a las demandas del consumidor.
Inocuidad Alimentaria
La inocuidad de los alimentos engloba acciones encaminadas a
garantizar la máxima seguridad posible de los alimentos. Las políticas y
actividades que persiguen dicho fin deberán de abarcar toda la cadena
alimenticia, desde la recepción de materia prima hasta el consumidor final,
sin romper la cadena de inocuidad en ningún momento esto garantiza que
el producto no causara ningún daño y estará en óptimas condiciones.
La inocuidad de los alimentos se define como el vínculo que debe
concurrir entre los diversos escenarios que existe al preparar el producto
como tal y a su vez tomar las medidas necesarias durante la recepción de
la materia prima, la elaboración de los productos, el almacenamiento del
mismo, la logística para distribuirlo a los diferentes puntos de venta para
certificar que una vez ingeridos, no afecten a la salud del consumidor.
Ministerio De Salud Y Protección Social – Republica De Colombia,
(MINSALUD, 2016).
La inocuidad alimentaria, es fundamental en el comercio de
alimentos tanto nacional e internacional, y si actualmente no otorga
ninguna ventaja competitiva, nadie puede producir alimentos sin apegarse
a las buenas prácticas de manufactura B.P.M. La inocuidad de los
alimentos abarca todas las labores enfocadas a certificar por completo la
seguridad que deben poseer los alimentos. Los principales factores claves
que se debe tener presente para garantizar la higiene de los productos, va

Introducción y fundamentación del problema 17
desde la recepción de la materia prima e insumos, la manipulación de la
misma, el almacenado y la distribución hasta el consumidor final para
asegurar el excelente estado del alimento.
Sistemas de gestión de la inocuidad de los alimentos (ISO 22000)
La ISO (International Organization for Standarization) publica en el
2005 la Norma ISO 22000. El propósito de esta norma es armonizar a un
nivel global los requisitos de la gestión de la inocuidad de los alimentos
para toda actividad dentro de la cadena alimenticia. La ISO 22000
constituye como la norma de referencia internacional para que las
organizaciones lleven a cabo una gestión adecuada en cuanto a
inocuidad alimentaria.
Es aplicable a todas las organizaciones sin importar su tamaño,
que estén involucradas en cualquier aspecto de la cadena alimentaria y
que deseen implementar sistemas que proporcionen de forma coherente
productos inocuos. La norma ISO 22000 es un estándar internacional
certificable, que especifica los requisitos para un Sistema de Gestión de
Seguridad Alimentaria.
Mediante la incorporación de todos los elementos de las Buenas
Prácticas de Manufacturas (BPM) y el Sistema de Análisis de Peligros y
Puntos de Control Crítico (HACCP), junto a un sistema de gestión
adecuado, que permita a la organización demostrar que los productos que
suministra cumplen con los requisitos de sus clientes, así como los
requisitos reglamentarios que les son de aplicación en materia de
seguridad alimentaria. Surge para intentar dar una respuesta y solución al
conflicto fruto del surgimiento de la variedad de normativas, destinada
únicamente a la gestión de la seguridad alimentaria a nivel internacional.
El estándar ha sido diseñado para cubrir todos los procesos
realizados a lo largo de la cadena de suministro, que afectan tanto directa
Introducción y fundamentación del problema 18
como indirectamente a los productos de consumo.. ISO 22000 se
constituye como la norma de referencia a nivel internacional para que las
organizaciones establezcan una herramienta de gestión efectiva que les
permita mitigar los riesgos de seguridad alimentaria.
Esto permite reducir costos gracias a la aplicación de unos
sistemas de gestión más eficientes y actuaciones de mejora continua en
las actividades de la organización.
Nos dice que, La ISO 22000 es una norma internacional que define
los requisitos de un sistema de gestión de la Seguridad Alimentaria que
abarca a todas las organizaciones de la cadena alimentaria „del campo a
la mesa‟. La norma combina elementos clave comúnmente reconocidos
para garantizar la Seguridad Alimentaria en la cadena alimentaria, por
ejemplo:
Comunicación interactiva.
Gestión de sistemas.
Control de riesgos para la Seguridad Alimentaria mediante programas
de requisitos. esenciales y planes de análisis de riesgos y puntos
críticos de control.
Mejora y actualización continúas del sistema de gestión de la
Seguridad Alimentaria
La norma ISO 22000 es un documento que trata de los sistemas de
gestión de inocuidad de los alimentos, en el cual se citan los requisitos
para implementar el sistema para cualquier organización en la cadena
alimentaria.
La cadena alimentaria es una secuencia de etapas y operaciones
involucradas en la producción, procesamiento, distribución,
almacenamiento y manipulación de un alimento y sus ingredientes, desde
su producción primaria hasta su consumo

Introducción y fundamentación del problema 19
Diagrama de causa-efecto (Ishikawa)
El diagrama es bien conocido por los nombres de diagrama de
causa-efecto o diagrama de espina pescado, este último hace referencia
al parecido de su forma con la del esqueleto del animal.
Anastacio Hidalgo (2013) concluye, el diagrama causa efecto o
diagrama Ishikawa es un método grafico que refleja la relación entre una
característica de calidad y los factores que probablemente contribuyen a
que exista, dicho de otra forma relaciona el efecto (problemas) con las
causas potenciales.
El diagrama de causa-efecto se puede realizar de acuerdo a los
siguientes pasos propuestos por el autor El autor, Tobon, S. (2012).
Ishikawa recomienda determinar el problema y situarlo en un recuadro
en la parte derecha de la hoja y trazar una flecha horizontal o espina
central.
Encontrar las causas o focos principales del problema ya determinado,
trazando flechas o espinas mayores según sea necesario, en base a
cuantas causas o focos haya encontrado, estas flechas o espinas se
pueden colocar tanto en la parte superior como en la parte inferior de la
espina central.
Localizar y colocar las sub causas o espinas menores que tengan
relación con las espinas mayores o causas potenciales.
revisar el grafico y desechar las espinas o causas que no procedan en
el estudio del problema
analizar e interpretar el diagrama con el fin de implantar las mejoras a
las que dé pie el estudio.

Introducción y fundamentación del problema 20
DIAGRAMA N° 2
DIAGRAMA CAUSA-EFECTO
Fuente: Banalight C.A. Elaborado por: Cabrera Montero Jasmany Francisco
1.9.2 Marco referencial
Para este estudio se tomó como referencia varios trabajos de
investigación aprobados del repositorio institucional de la universidad de
Guayaquil, de actuales profesionales ingenieros industriales, como
también de otras universidades del mundo. También se llevó a cabo la
revisión de antecedentes referenciales en diversos estamentos teóricos,
como es el caso de portales de internet y libros físicos donde se
encuentran tesis de grado y publicaciones científicas, como también otros
tipos de estudios concernientes al tema de la investigación.
Aliciela Mabel Díaz Arteaga (2016) realizó una tesis de grado
denominada “Evaluación del Grado de Cumplimiento de las BPM en la
Industria Cervecera Artesanal de la Región de Los Ríos ”, en la cual se
evaluó el grado de cumplimiento de las Buenas Prácticas de Manufactura,
mediante la aplicación del “Check-list” utilizada por el MINSAL de Chile
para evaluar las industrias de alimentos del país y permitir el
funcionamiento de éstas, de las empresas evaluadas se encontró mayor

Introducción y fundamentación del problema 21
cumplimento de las (BPM) en procesos y productos terminados
alcanzando en promedio en todos los establecimientos evaluados un 73%
de cumplimiento. Otra de las investigaciones que se revisaron en esta
sección fue de autoría de Domenech María Belén (2014), la cual tiene
como nombre “desarrollo de un Manual de Buenas Prácticas de
Manufactura aplicado para una MIPYME que elabora fruta confitada en la
ciudad de Guayaquil”, cuyo objetivo fue evaluar a este sector empresarial
a través de las normativas de la BPM, empleando como herramienta un
Check-List y la matriz de resultados de esta forma dio como resultado una
calificación menor al 70% para las organizaciones en referencia, que se
considera aceptable, razón por la cual se propuso un manual de BPM que
sirva como guía para que estas empresas puedan garantizar la calidad e
inocuidad del producto.
Las investigaciones referenciales dan como referencia la
importancia de la aplicación de las BPM en el sector industrial alimenticio,
quien debe garantizar que sus productos se encuentran en estado inocuo
apto para el consumo humano, brindándole al cliente la seguridad de que
el alimento no causara daño alguno, para el presente estudio - Buenas
prácticas de manufactura en el almacenamiento de producto terminado en
empresa de alimentos.
1.9.3 Marco legal
Para el desarrollo del presente estudio, se utilizó como recurso
legal las normas vigentes para la industria de alimentos en Ecuador,
siendo las más relevantes las siguientes:
La Agencia Nacional de Regulación, Control y Vigilancia Sanitaria
(ARCSA)
Se empleara el capítulo II referente a almacenamiento, distribución,
transporte y comercialización de esta normativa para el desarrollo de este

Introducción y fundamentación del problema 22
estudio, en este capítulo nos da directrices sobre condiciones óptimas de
almacenamiento, infraestructura, condiciones de manipulación, métodos
de almacenaje y demás. Esta normativa establece, “las condiciones
higiénico sanitarias y requisitos que deberán cumplir los procesos de
fabricación, producción, elaboración, preparación, envasado, empacado
transporte y comercialización de alimentos para consumo humano, al
igual que los requisitos para la obtención de la notificación sanitaria de
alimentos procesados nacionales y extranjeros según el perfilador de
riesgos, con el objeto de proteger la salud de la población, garantizar el
suministro de productos sanos e inocuos”. (Arcsa, 2015).
Normas alimentarias internacionales (Codex Alimentarius)
La Comisión del Codex Alimentarius fue creada en 1963 por la
FAO y la OMS con el propósito de desarrollar normas alimentarias, bajo el
Programa Conjunto FAO/OMS de Normas Alimentarias.
Los objetivos principales del programa son, la protección de la
salud de los consumidores, asegurar prácticas equitativas en el comercio
de alimentos y promocionar la coordinación de todas las normas
alimentarias acordadas por las organizaciones gubernamentales y no
gubernamentales.
El Codex Alimentarius, en latín su significado es “Código sobre
alimentos”, contiene una recopilación de normas alimentarias, códigos de
prácticas y otras recomendaciones, cuya aplicación busca asegurar que
los productos alimentarios sean inocuos y aptos para el consumo.
Se ha convertido en un punto de referencia mundial de gran
trascendencia para los consumidores, los productores y elaboradores de
alimentos, los organismos nacionales de control de los alimentos y el
comercio alimentario internacional.

Introducción y fundamentación del problema 23
Su repercusión sobre el modo de pensar de quienes intervienen en
la producción y elaboración de alimentos y quienes los consumen ha sido
enorme. Su influencia se extiende a todos los continentes y su
contribución a la protección de la salud de los consumidores y a la
garantía de unas prácticas equitativas en el comercio alimentario es
incalculable.
Astudillo Ledesma j. (2015) indica que, La finalidad de las
publicaciones del Codex Alimentarius es orientar, fomentar la elaboración,
establecer definiciones y requisitos aplicables a los alimentos para lograr
su armonización y de esta manera facilitar el comercio internacional.
El Codex Alimentarius brinda a todos los países una oportunidad
única de unirse a la comunidad internacional para armonizar las normas
alimentarias y participar en su aplicación a escala mundial. También
permite a los países participar en la formulación de normas alimentarias
de uso internacional y contribuir a la elaboración de códigos de prácticas
de higiene para la elaboración y de recomendaciones relativas al
cumplimiento de las normas.
1.10 Metodología
Se aplicara el método explorativo - descriptivo para definir los
objetivos obteniendo la mayor información posible sobre el tema que
vamos a desarrollar, también emplearemos el método inductivo en el cual
nos basaremos en hechos y acciones concretas que suceden en el área
de bodega de producto terminado para así llegar a una conclusión general
del tema.
Se aplicara en este estudio también el método cuantitativo y
cualitativo, para poder documentar y explicar la cantidad de producto
terminado deteriorado basándonos en datos, antecedentes, y situaciones

Introducción y fundamentación del problema 24
que ya han sido registradas, el cualitativo para entender las cosas que no
podemos medir y la investigación de campo como base para observar y
comprender que está sucediendo, y como se está procediendo
actualmente en el área.
Método explorativo - descriptivo
Para la investigación se utilizará una metodología explorativa -
descriptiva que consiste en plantearse un problema y definir los objetivos
de investigación, documentarse lo suficiente para entender el tema más
profundamente, diseñar un método para obtener la información que
se necesita y presentar la nueva información o las conclusiones y
resultados.
La información se obtendrá mediante entrevistas al personal del
área de bodega de producto terminado y haciendo observación directa a
los procesos de almacenado y despachado que se realizan en esta área
de la empresa exportadora de puré BANALIGHT C.A., también se
fundamenta en la información histórica de la empresa BANALIGHT C.A.,
en información levantada anteriormente en trabajos científicos como tesis
y revistas relacionados directa o indirectamente con la investigación sobre
las Normas de Buenas Prácticas de Manufactura.
Se realizará una inspección sanitaria basada en lista de verificación
de la Norma Técnica Sustitutiva de Buenas Prácticas de Manufactura para
Alimentos Procesados, (Resolución ARCSA-DE-XXX-2017-JCGO, 2017).
Con el fin de evaluar las condiciones en las cuales se encuentra el área
de bodega de producto terminado de la empresa BANALIGHT C.A. Una
vez recopilada la información, se determinará el porcentaje de
cumplimiento de las Buenas Prácticas de Manufactura mediante
herramientas estadísticas. En base al resultado se propondrán las
mejoras a corto, mediano y largo plazo.
Introducción y fundamentación del problema 25
Método inductivo
En este estudio también se empleara el método inductivo, el cual
alcanza conclusiones generales partiendo de hipótesis o antecedentes en
particular, el método inductivo suele basarse en la observación y la
experimentación de hechos y acciones concretas para así poder llegar a
una resolución o conclusión general sobre estos. La metodología utilizada
para la realización de este proceso puede resumirse en cuatro pasos, los
cuales comprenden la observación de los hechos o acciones y registro de
ellos.
La indagación científica da inicio siempre partiendo de un
fenómeno en particular, que no posee una explicación propia dentro de
los posibles conocimientos científicos existentes en dado momento; luego
viene la elaboración de una hipótesis o el análisis de lo observado
anteriormente, aquí se forma una posible explicación y posible definición
de lo observado.
A continuación en la tercera parte del proceso se presenta la
deducción de predicciones o la clasificación de los fundamentos
anteriormente obtenidos, estas predicciones se formulan a partir de la
hipótesis; y finalmente el cuarto paso se pone en marcha el experimento,
y encontramos la representación de los enunciado universales derivados
del proceso de investigación que se realizó.
Método cuantitativo
Es uno de los métodos de investigación, el cual tiene por finalidad
el estudiar las propiedades y fenómenos cuantificables y sus vínculos
para buscar la manera de establecer, formular, fortalecer y revisar la
teoría ya expuesta, la investigación desarrolla y emplea modelos
matemáticas, teorías e hipótesis que tienen como fin responder

Introducción y fundamentación del problema 26
preguntas, como en el caso del área de bodega de productos terminados
como se dañan los productos terminados , cuáles o que tipo de producto
se deteriora, dónde se dañan , cuándo se dañan, etc.
Método cualitativo
Este método de investigación es diferente al método cuantitativo en
muchos aspectos, ya que emplea métodos que recogen datos que son no
cuantificables, con la meta de investigar las relaciones sociales y describir
la realidad tal como la experimentan los respondientes dicho de otra
forma, es un método investiga el por qué y el cómo, se basa en la toma de
muestras pequeñas. En el caso del área de bodega de productos
terminados por qué existe un alto índice de producto terminado dañado,
como se dañan los productos terminados.
Método de investigación de campo
Este método de evaluación se desarrolla en base a entrevistas de
un especialista en evaluación, con el superior inmediato, mediante las
cuáles se evalúa el desempeño de sus subordinados, buscando las
causas, los orígenes y los motivos de tal desempeño, mediante el análisis
de hechos, situaciones y donde se pueden observar al mismo tiempo
mientras se realiza esta investigación, en el caso del área de bodega de
producto terminado, la manera en cómo se está llevando a cabo la labor
de recepción, almacenaje y despacho de productos terminados por el
personal del área.

CAPÍTULO II
ANÁLISIS Y DIAGNOSTICO DEL PROBLEMA
2.1 Situación actual de la empresa
2.1.1 Producción y Mercado que atiende
Banalight C.A. es una empresa que se dedica a la elaboración y
exportación de puré de banano y de mango en distintos volúmenes y
presentaciones, hay diferentes tipos de purés que se realizan según la
petición del cliente como por ejemplo el puré con semilla o el puré
acidificado con limón. El mercado Europeo es donde está la mayor
cantidad de clientes de la compañía. En la empresa se trabaja a tres
turnos, donde la media de producción es de 65,000 kg.
2.2 Análisis interno de la empresa
2.2.1 La Cadena de Valor
Para realizar un análisis interno una empresa es fundamental
dividirla para así poder aplicar la cadena de valor de Michael Porter, y de
esta forma conocer su forma de trabajo y la situación en la que se
encuentra actualmente, y así poder descubrir e identificar formas para
generar más beneficios para el consumidor interno y con ello obtener
ventaja competitiva. La cadena de valor es una herramienta básica para
examinar cómo se desempeñan y cómo interactúan las actividades que se
realizan en la empresa, estas actividades se dividen en actividades
primarias y de apoyo.
Análisis y diagnóstico del problema 28
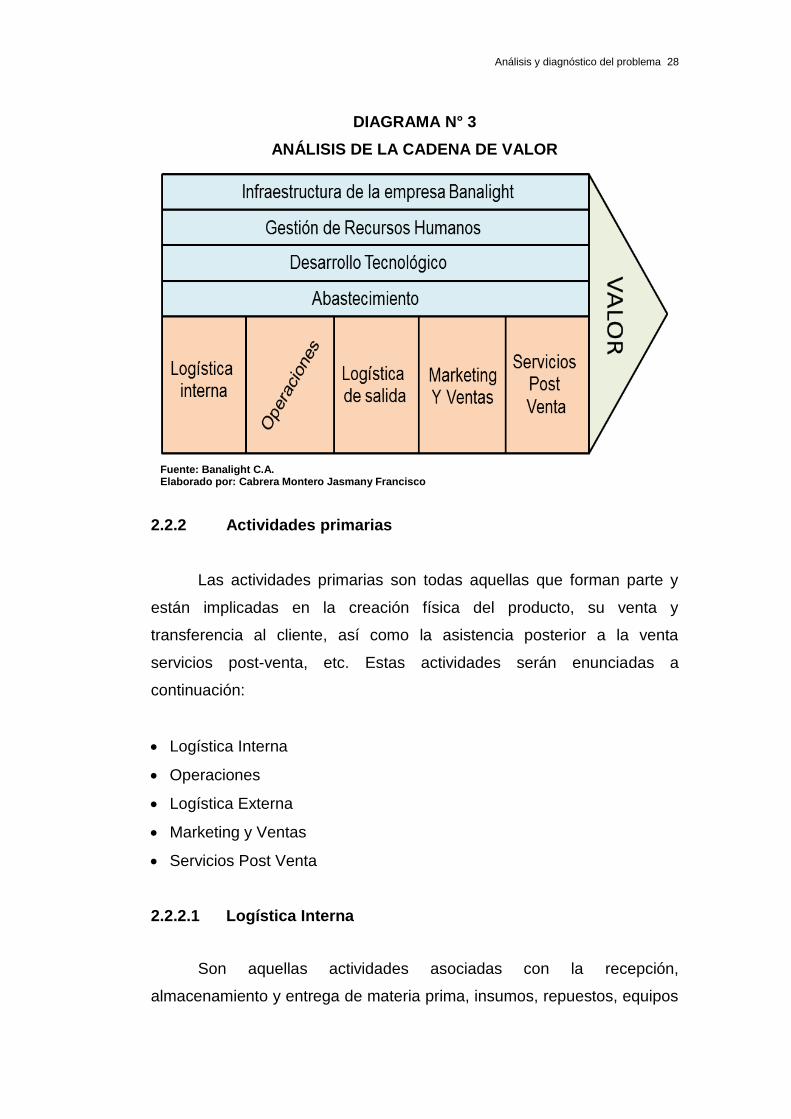
DIAGRAMA N° 3
ANÁLISIS DE LA CADENA DE VALOR
Fuente: Banalight C.A. Elaborado por: Cabrera Montero Jasmany Francisco
2.2.2 Actividades primarias
Las actividades primarias son todas aquellas que forman parte y
están implicadas en la creación física del producto, su venta y
transferencia al cliente, así como la asistencia posterior a la venta
servicios post-venta, etc. Estas actividades serán enunciadas a
continuación:
Logística Interna
Operaciones
Logística Externa
Marketing y Ventas
Servicios Post Venta
2.2.2.1 Logística Interna
Son aquellas actividades asociadas con la recepción,
almacenamiento y entrega de materia prima, insumos, repuestos, equipos

Análisis y diagnóstico del problema 29
de oficinas, muebles de oficina y materiales de oficina a cada una de las
áreas que necesiten de ellas.
DIAGRAMA N° 4
ANÁLISIS DE LA CADENA DE VALOR: LOGÍSTICA INTERNA
Fuente: Banalight C.A. Elaborado por: Cabrera Montero Jasmany Francisco
Recepción de materia prima almacenamiento, despacho,
después de hacer el pedido a los proveedores, se procede a realizar la
recepción en base a una orden de compra, el ingreso es debidamente
controlado ya sea por el jefe de recepción de materia prima o una persona
encargada, una vez recibido el pedido es ingresado en el sistema de la
bodega con su correspondiente código, después de ser ingresado en el
sistema se procede al almacenamiento, el cual está a cargo del personal
de recepción de materia prima. Una vez almacenado se puede despachar
al área de maduración de fruta.
Bodega de insumos, luego de hacer el pedido a los proveedores,
se realiza la recepción en base a una orden de compra, en este
documento consta la firma del gerente y de la persona encargada del
pedido (jefe de bodega de insumos), el ingreso es debidamente
controlado ya sea por el jefe de bodega o una persona encargada, una
vez recibido el pedido, es ingresado en el sistema de la bodega con su

Análisis y diagnóstico del problema 30
correspondiente código, una vez ingresado en el sistema se procede al
almacenamiento, esto lo hace el personal de bodega de insumos. Una
vez almacenado se puede despachar al área que necesite el material,
empaques, repuestos, materiales de oficia, etc.
Administración, se realiza un requerimiento a bodega utilizando el
sistema Smartest que emite un código, con este código se retira en
bodega de insumos lo que se necesite, se firma el recibido y también lo
firma quien entrega el requerimiento en bodega de insumos, y una copia
se queda en bodega de insumos y la otra quien realizo el requerimiento,
este procedimiento lo realiza cualquier departamento que necesite algún
implemento o material.
2.2.2.2 Operaciones
Son las actividades asociadas con la transformación de materia
prima e insumos en producto terminado como pelado de la fruta, triturado,
adicionamiento de ácido ascórbico, llenado, envasado, embalaje del
producto terminado, que es puré de banano o mango en las distintas
presentaciones como son, tanque cónico, o de cartón, bin, good pack o
cajistas F1, F2.
DIAGRAMA N° 5
ANÁLISIS DE LA CADENA DE VALOR: OPERACIONES
Fuente: Banalight C.A. Elaborado por: Cabrera Montero Jasmany Francisco

Análisis y diagnóstico del problema 31
Operaciones que intervienen en la elaboración del Puré de banano o
Mango
En la elaboración del puré de banano o mango intervienen algunas
operaciones que siguen un orden específico que va desde la
transportación de la fruta ha alcanzado su estado óptimo en las cámaras
de maduración hasta el respectivo envasado y etiquetado.
Transportación, la fruta se transporta desde la cámara de maduración
en gavetas plásticas de color blanco que son transportadas por un
montacargas a la banda transportadora donde los obreros vaciaran la
gaveta de fruta madura utilizando los elevadores, para después ser
pelada.
Pelado, la fruta va por las bandas de transportación donde los obreros
pelan manualmente la fruta que al no tener cascara la dejan caer en
pequeñas tolvas que tiene cada pelador.
Trituración, en esta etapa la fruta pelada cae por una tolva grande
donde hay un tornillo sin fin que tritura la fruta.
Disolución, se disuelve el ácido ascórbico en el puré, dependiendo de
la formula. Hay un tipo de producto que se lo acidifica con limón, la
actividad es realizada por colaboradores capacitados.
Acidificación, una vez concluida la disolución se traspasa la disolución
a un silo de acero, se le agrega ácidos tartárico, ascórbico, cítrico,
mosto concentrado de banano y la levadura para que se gasifique, esta
dura de 2 horas dependiendo de lo que requieren en producción.
Por lo general aquí las frutas es netamente natural y orgánico, los
encargados de esta área, tiene que hacer uso de conocimientos para
acelerar el proceso dependiendo de la orden del jefe de
producción.
Clarificación, una vez agregado el benzoato de sodio, se ajusta PH,
con ácido cítrico, se agrega esencia y tierra clarificarte, todo esto según
formula y se mezcla.

Análisis y diagnóstico del problema 32
Filtración, una vez clarificado se filtra utilizando polvo filtrante HYFLO
y STANDART, estos dos son los utilizados para esta actividad. Una vez
filtrado se lo deposita en toneles, y es aquí donde se le da algún toque
especial, ya sea saborizantes y natural. Luego se traspasado a los
depósitos de envase.
Llenado, una vez en los depósitos de fundas especial, por efecto de
gravedad cae hacia la llenadora, y es depositado al envase según sea
la presentación requerida
Envasado, la funda aséptica está dentro del tanque cónico sea este de
55 galones tanque cónico, cartón de 60 galones, Bin de 1000 kg, Good
pack de 1500 kg, o cajitas F1, F2 DE 22,22 y 20,5 respectivamente.
Etiquetado, Según sea el tipo de producto, hay cuales llevan otras
etiquetas a mas con especificaciones distintas que requiere el cliente
aparte de la etiqueta normal que lleva cada empaque, como por
ejemplo de que hacienda se obtuvo la materia prima, etc. Y también se
le coloca el film que da una capa de protección extra al producto
terminado.
2.2.2.3 Logística Externa
Son las actividades asociadas con la recopilación, almacenamiento
y distribución del producto terminado a los clientes. Estas actividades se
realizan a través del Almacén y el embarque.
Almacenamiento de producto terminado (recepción
almacenamiento y salida), es el área donde se almacena el producto final
en este caso puré de banano y mango.
Es aquí donde se realizan las actividades de recepción,
almacenamiento y despacho.
La recepción es una actividad en la que participan dos personas, el
montacarguista de llenado entrega a el montacarguista de producción el
Análisis y diagnóstico del problema 33
producto terminado el cual, el montacarguista de producto terminado
ingresa la producción y la coloca en los diferentes andenes vacíos dentro
de la bodega e ingresa la cantidad de producto terminado y el cliente en
los documentos virtuales del inventario.
El despacho o salida de producto terminado, esta actividad se
realiza por un correo enviado a el departamento de bodega de producto
terminado de parte de la gerente de logística con un día de anticipación
aquí se detalla el memo de embarque donde se detalla el cliente y la
cantidad de contenedores y tipo de producto con la trazabilidad requerida,
el día posterior en el que se realiza el despacho se lo realiza mientras se
inspecciona el producto terminado al ser introducido a los diferentes
contenedores actualmente se poseen cuatro cámaras de
embarques.
Transporte, el inspector de seguridad de contenedores le entrega
a los Choferes de los contenedores, el papel de notificación de entrega y
embarque con las respectivas numeraciones de los sellos de la empresa y
de la naviera que están colocados en el contenedor, que debe de
presentar en garita para poder salir de la empresa, el conductor se dirige
a las oficinas para que se le entregue los papeles que debe entregar en el
puerto.
Después se dirige a garita donde se verifica que todo esté en orden
y el personal de seguridad procede a hacer chequeo visual de los sellos,
la revisión de salida de contenedor se completa y el chofer se queda con
el intercheck de la naviera y los papeles que debe entregar al terminal del
Puerto Marítimo.
El chofer tiene que tener dos copias de facturas que deberán ser
firmadas por los bodegueros del puerto, hace el embarque al barco que
debe de llevar la carga a su destino de entrega.

Análisis y diagnóstico del problema 34
DIAGRAMA N° 6
ANÁLISIS DE LA CADENA DE VALOR: LOGÍSTICA DE SALIDA
Fuente: Banalight C.A. Elaborado por: Cabrera Montero Jasmany Francisco
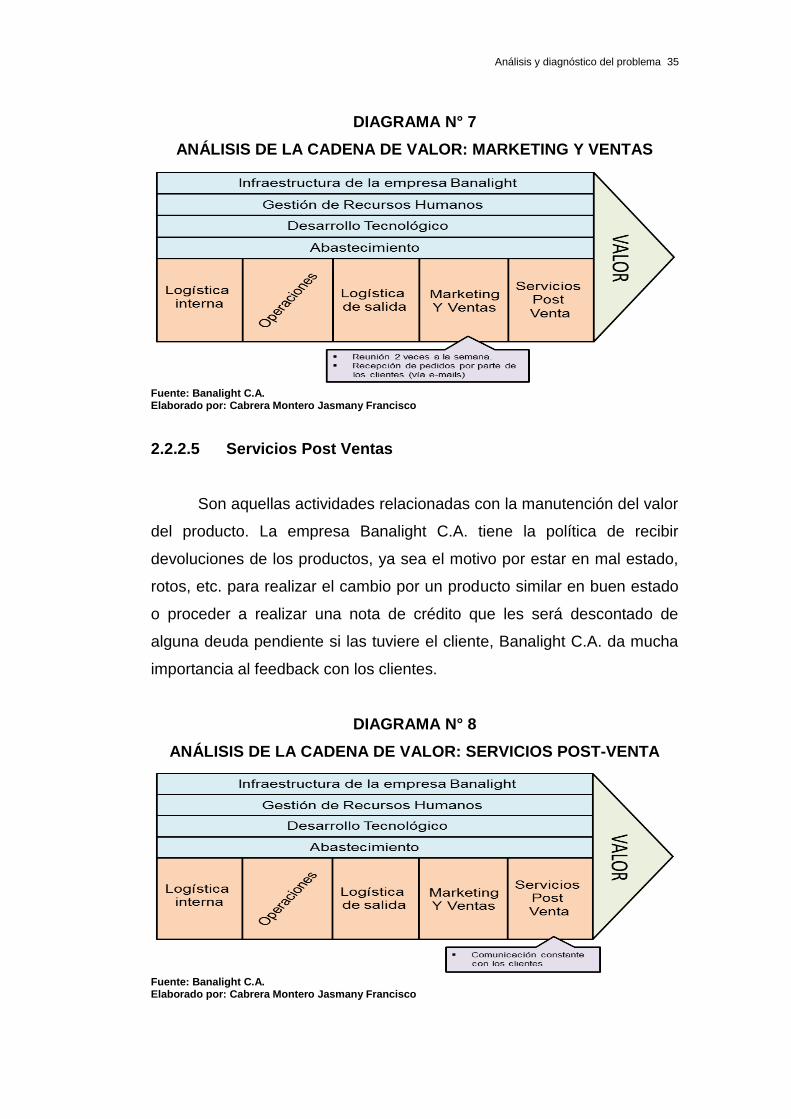
2.2.2.4 Marketing y Ventas
Son aquellas actividades por medio de las cuales se realiza
publicidad de los productos y de esta forma ayudar a la venta de los
mismos, estas pueden estar relacionadas con promociones, combos o
descuentos en los precios, para incrementar las ventas.
Reunión, la reunión es a nivel de jefaturas de la empresa Banalight
C.A. la cual se realiza con la frecuencia de dos veces por semana donde
se exponen los problemas que han surgen, las metas y objetivos que se
desean alcanzar, los avances de los proyectos de la empresa, la cantidad
de pedidos de los clientes, gastos de la empresa, las posibles soluciones
a los problemas actuales y demás.
Análisis y diagnóstico del problema 35
DIAGRAMA N° 7
ANÁLISIS DE LA CADENA DE VALOR: MARKETING Y VENTAS
Fuente: Banalight C.A. Elaborado por: Cabrera Montero Jasmany Francisco
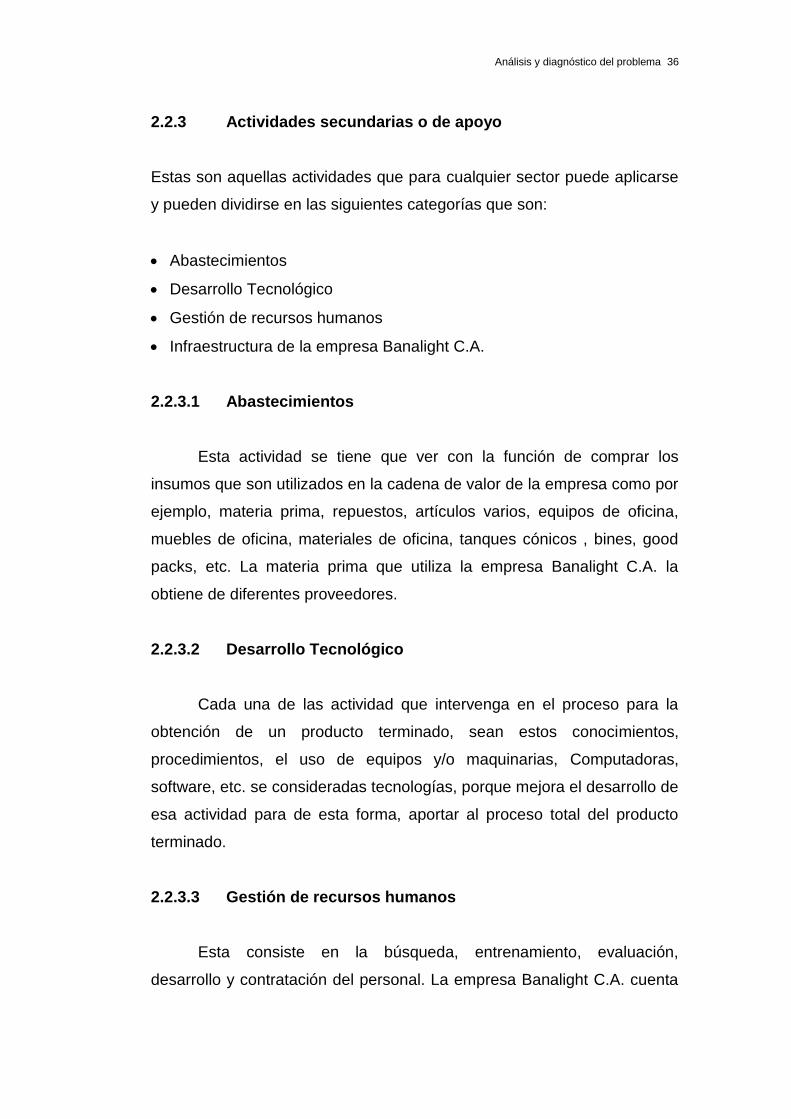
2.2.2.5 Servicios Post Ventas
Son aquellas actividades relacionadas con la manutención del valor
del producto. La empresa Banalight C.A. tiene la política de recibir
devoluciones de los productos, ya sea el motivo por estar en mal estado,
rotos, etc. para realizar el cambio por un producto similar en buen estado
o proceder a realizar una nota de crédito que les será descontado de
alguna deuda pendiente si las tuviere el cliente, Banalight C.A. da mucha
importancia al feedback con los clientes.
DIAGRAMA N° 8
ANÁLISIS DE LA CADENA DE VALOR: SERVICIOS POST-VENTA
Fuente: Banalight C.A. Elaborado por: Cabrera Montero Jasmany Francisco
Análisis y diagnóstico del problema 36
2.2.3 Actividades secundarias o de apoyo
Estas son aquellas actividades que para cualquier sector puede aplicarse
y pueden dividirse en las siguientes categorías que son:
Abastecimientos
Desarrollo Tecnológico
Gestión de recursos humanos
Infraestructura de la empresa Banalight C.A.
2.2.3.1 Abastecimientos
Esta actividad se tiene que ver con la función de comprar los
insumos que son utilizados en la cadena de valor de la empresa como por
ejemplo, materia prima, repuestos, artículos varios, equipos de oficina,
muebles de oficina, materiales de oficina, tanques cónicos , bines, good
packs, etc. La materia prima que utiliza la empresa Banalight C.A. la
obtiene de diferentes proveedores.
2.2.3.2 Desarrollo Tecnológico
Cada una de las actividad que intervenga en el proceso para la
obtención de un producto terminado, sean estos conocimientos,
procedimientos, el uso de equipos y/o maquinarias, Computadoras,
software, etc. se consideradas tecnologías, porque mejora el desarrollo de
esa actividad para de esta forma, aportar al proceso total del producto
terminado.
2.2.3.3 Gestión de recursos humanos
Esta consiste en la búsqueda, entrenamiento, evaluación,
desarrollo y contratación del personal. La empresa Banalight C.A. cuenta

Análisis y diagnóstico del problema 37
con el departamento de Recursos Humanos, el cual se encarga de la
recopilación de documentos, elaboración de contratos, elaboración de
roles, etc.; también se encarga de la evaluación, entrenamiento del
personal, lo cual ayuda a saber los conocimientos y destrezas del
empleado que se está por contratar o del colaborador que se lo está
capacitando. La selección del personal de la compañía sigue un orden
que se detallara a continuación:
Anuncios publicitario en periódicos como, el universo, también en la red
profesional Linkedin, se anuncia en el instituto tecnológico Simón
Bolívar, Universidades; cuando requerimos de personal técnico ya sea
este técnico eléctrico, mecánico o ayudantes, dependiendo del cargo
que vaya a desempeñar.
Se realizan las siguientes pruebas a los aspirantes a los diferentes
cargos: Prueba Psicológica
Prueba de conocimiento
Después se realiza la entrevista en Recursos Humanos de manera
individual.
Cuando ya haya sido seleccionado el aspirante, se entrevista con la
Gerencia
Se realiza los respectivos exámenes médicos (visión, audición,
radiografías de columna, etc.)
Se procede a la Capacitación en temas de seguridad y salud
ocupacional y se le entrega su respectivo E.P.P (equipo de protección
personal).
Recibe una capacitación técnica del personal que tiene conocimiento
del área.
2.2.3.4 Infraestructura de la empresa Banalight C.A.
Estas actividades están enfocadas al área administrativa, las
mismas que desempeñan un papel muy importante por lo que se las

Análisis y diagnóstico del problema 38
considera una fuente poderosa de ventaja competitiva. Dentro de la
empresa Banalight C.A. la oficina administrativa y planta se encuentran
ubicadas en el cantón Duran, el área administrativa está dividida por los
siguientes departamentos que tiene su respectivo gerente.
Gerencia General
Gerencia de producción
Gerencia de ventas
Gerencia de RR.HH
Gerencia de Seguridad y Salud Ocupacional
Gerencia de Mantenimiento
Gerencia de calidad
Gerencia de logística
2.2.4 Estructura organizacional
DIAGRAMA N° 9
ORGANIGRAMA DE LA EMPRESA
Fuente: Banalight C.A. Elaborado por: Cabrera Montero Jasmany Francisco

Análisis y diagnóstico del problema 39
2.3 Análisis del entorno
2.3.1 Análisis de atractividad (Modelo de las 5 fuerzas de Porter)
Hay cinco fuerzas que influyen en la estrategia competitiva de una
empresa, estas fuerzas son: el poder de negociación del proveedor, el
poder de negociación de los consumidores, la amenaza de productos
sustitutos, la amenaza de que surjan nuevos competidores en el negocio,
y el nivel de competencia en un tipo industria, como lo es en este caso la
industria alimenticia.
DIAGRAMA N° 10
MODELO DE LAS 5 FUERZAS DE PORTER
Fuente: Banalight C.A. Elaborado por: Cabrera Montero Jasmany Francisco
2.3.1.1 El Poder de Negociación de los Compradores
Al mencionar el poder de negociación de los compradores, esto se
refiere a la influencia de los clientes esta influencia está relacionada con
la organización del comprador; es decir cuanto más grande y de mayor
magnitud sea la organización del comprador existirán mayores exigencias

Análisis y diagnóstico del problema 40
en lo que concierne a los costos altos y a una mejor calidad del producto
que se ofrece.
2.3.1.2 El Poder de Negociación de los Proveedores
Los proveedores son elementos clave, con mucho impacto en el
funcionamiento de una empresa, entonces si ellos proponen elevar el
costo de los insumos o a su vez disminuir la calidad de sus productos o
servicios, están ejerciendo su poder de negociación. Por lo tanto los
proveedores pueden imponer sus condiciones sean estas en temas de
costos, calidad o volumen de venta, lo cual perjudicaría en gran manera a
la empresa y en mayor medida si el producto que ellos proveen es
primordial para el funcionamiento de la empresa. Por estos motivos
Banalight C.A. cuenta con varios proveedores.
2.3.1.3 Competidores Potenciales
La Empresa Banalight C.A. a pesar de tener buena posición en el
mercado con productos como el puré de banano y el puré de mango,
depende de los pedidos que hacen los compradores extranjeros ya que
actualmente todos los clientes de la empresa lo son, se tiene que
enfrentar a los costos bajos de la competencia y a la entrada de nuevas
marcas en el mercado. Podemos decir que los competidores potenciales
son los productos extranjeros, los cuales son encontrados en el mercado
con costos similares. También se puede acotar que la competencia se ha
incrementado con marcas nacionales, las cuales tienen mejor posición del
mercado teniendo en su cartera de clientes a compradores nacionales.
2.3.1.4 Productos Sustitutos
La competencia en el mercado de todo tipo de industrial es algo
común y normal pero se vuelve más complicada aun, cuando existen

Análisis y diagnóstico del problema 41
productos similares o sustitutos y estos a su vez estén tecnológicamente
más avanzados, y entren o estén por hacerlo al mercado con bajos
precios. Sin embargo muchas empresas trabajan para incursionar nuevos
productos en el mercado para de esta manera seguir innovando como es
el caso de Banalight C.A.
2.3.1.5 Rivalidad entre Competidores
En todo mercado indistintamente del tipo de industria que fuere
existe una rivalidad como también está la empresa líder en esa actividad o
servicio su retador y las demás empresas, lo cual es muy normal para
toda actividad que el ser humano realice. A continuaron nombraremos los
principales competidores de la empresa Banalight C.A. son: Confoco,
Futurcorp, Ind.Borja, Ecuaplantation etc.
2.4 Diagnostico
2.4.1 Descripción del proceso de almacenamiento de producto
terminado alimenticio
En el gráfico de diagrama de flujo a continuación, se describe los
pasos que se realizan actualmente en el área de bodega de productos
terminados, el diagrama contiene las operaciones y quien las realiza
desde la recepción, almacenado y despacho del producto
terminado alimenticios, indicando también que documentos se
manejan.
En el área de bodega de productos terminados se realiza un
conjunto de operaciones y actividades, donde es necesario describir quien
las realiza en el área de bodega de productos terminados actualmente
que van desde la recepción del producto terminado hasta el despacho y
sellado del contenedor,

Análisis y diagnóstico del problema 42
DIAGRAMA N° 11
DIAGRAMA DE FLUJO ACTUAL DE BODEGA DE PRODUCTOS
TERMINADOS
Fuente: Banalight C.A. Elaborado por: Cabrera Montero Jasmany Francisco
Actividad Pasos Producción
Bodega de
Productos
Terminados
Logística Descripción Documento
Recepcion de
producto terminado.1
En esta etapa el montacarguista de produccion recibe la orden del supervisor
de produccion de turno de entregar el producto terminado al montacarguista de
bodega de productos terminados, quien recepta el producto final.
Traslado del
producto terminado
a bodega.
2En esta etapa el montcargista de bodega de productos terminado traslada a
bodega el producto final paletizado.
Ingreso a inventario
de bodega, y anden
de almacenado.
3
En esta parte del proceso el asistente de bodega o el montacarguista ingresa
al inventario el cliente para quien fue hecho el producto, y el número de anden
donde almacenará el producto y la cantidad de este.
Inventario de bodega
(Documento virtual)
Almacenamiento de
Producto terminado
en Andenes.
4Es la operación que realiza el montacarguista cuando almacena el producto en
su respectivo anden numerado.
Documento de
producción por
turno.
5
Al finalizar el turno se recibe el documento de ingreso a bodega de producto
terminado, que contiene la cantidad de producto terminado que se recibe, y
para que cliente fue elaborado con su respectivo lote.
Ingreso a bodega de
Producto terminado
(Documento Físico)
Revision e ingreso
al sistema.6
En esta etapa se verifica la cantidad y el cliente, de lo que se ingreso a lo largo
del turno, con el documento de ingreso a bodega de producto terminado que
se recibe al final del turno.
Planificación de
embarque.7
En esta etapa se recibe del Dep. De Logística, la cantidad de embarques,
clientes y sus respectivos destinos, con un dia de anticipación.
Planificacion de
embarque
(Documento Virtual)
Alistar la carga. 8
En esta etapa se saca el producto paletizado de los andenes segun el
documento que se recibio de logística, dejàndolos cerca de la entrada de la
bodega, para el día siguiente en que se embarque sea mas fácil y ahorre
tiempo en el despacho.
Recepción de
intercheck de
naviera.
9
En esta etapa el chofer del contenedor, entrega el intercheck de la naviera que
contiene el booking, el cual da la informacion para saber cual carga le
corresponde.
Intercheck de Naviera
(Documento Físico)
Llenar documento
de embarque.10
Se llena el documento de embarque, el cual contiene los datos del chofer,
placas del trailer, fecha, hora de llegada al embarcadero, destino, naviera, tipo
y cantidad del producto en toneladas.
Documento de
embarque
(Docuemnto Fìsico)
Entrega de
documento y retiro
de sellos.
11
Se dirige a el Dep. De Logística el asistente de Bodega, con el documento de
embarque lleno, en este departamento se verifican los datos, se receptan 2
copias de este documento una para bodega y otra para el chofer, también se
reciben los sellos adhesivos, de cable y de botella, y se regresa a la bodega.
Colocación de
rampa para
embarque.
12El montacarguista coloca una rampa metàlica entre el muelle y el contenedor
vacio, cuando sus niveles no son similares, y se procede al embarque.
Despacho de
producto terminado.13
En esta etapa participa todo el personal de bodega tanto el montacarguista,
como el jede bodega y el asistente de bodega.
Colocacion de sellos
en el contenedor.14
Al terminar de embarcar se cierran las puertas del contenedor y se procede a
colocar los sellos de seguridad correspondientes, y se entrega una copia del
documento de embarque al chofer, para que en garita seguridad verifique los
datos y pueda salir de la empresa en direccion al puerto marítimo.

Análisis y diagnóstico del problema 43
2.4.2 Representación gráfica (Ishikawa)
DIAGRAMA N° 12
MODELO DE LAS 5 FUERZAS DE PORTER
Fuente: Banalight C.A. Elaborado por: Cabrera Montero Jasmany Francisco
2.4.3 Análisis e Identificación de los principales problemas, el
origen, sus Causas y efectos.
Después de realizar un análisis interno y externo de la empresa
Banalight C.A a continuación se identificara los principales problemas
relacionados al alto índice de producto terminado deteriorado que ocurren
dentro del área de bodega de producto terminado, determinando el
problema, la causa y el efecto, seguido de una breve descripción del
problema para tener una idea más concisa de alternativas de solución
para los mismos.
Causa N°. 1.- Iluminación Deficiente (Medio)
Área: Bodega de productos terminados (bodega)
Efecto: Deterioro de producto terminado en empaque (abolladuras,
rasgaduras, golpes) o daño de empaque con derrame de producto

Análisis y diagnóstico del problema 44
terminado y salpicaduras del mismo a demás unidades almacenadas
alrededor embarrando el piso de la bodega.
Descripción: Cuando se almacena o despacha el producto
terminado en la bodega se lo hace desde el nivel 1 hasta el nivel 4 de
apilamiento en sentido vertical, en la bodega existen luminarias que no
brindan la iluminación adecuada por falta de mantenimiento, no brindando
así la visión correcta para el montacarguista de todos los ángulos de la
carga paletizada.
Tampoco hay iluminación artificial en pasillo donde se recepta el
producto terminado para ingresarlo a bodega.
Causa N°. 2.- Desnivel entre muelle de embarque y contenedor
(Medio)
Área: Muelle de embarque
Efecto: Golpes en la parte superior de la carga paletizada de
producto terminado y pérdida de tiempo al colocar y quitar la rampa de
acero inoxidable por cada embarque.
Descripción: El muelle de embarque es de concreto y tiene un
nivel fijo, los contenedores tienen un diferente nivel en altura por la
variación de la misma que posee cada vehículo que los transporta en este
caso las plataformas de los cabezales siendo estas fijas o móviles, para
que ingrese el montacargas con el producto terminado paletizado al
contenedor se coloca un rampa de acero inoxidable que tiene dos
seguros a los costados esto puede formar un ángulo de entre 8 º a 40 º
donde el montacargas puede ingresar, pero esto genera un efecto de
cabeceo en la parte superior entre el producto terminado y el techo del
contenedor que causa daños en su empaque (abolladuras, golpes,
ralladuras), y al pallet.

Análisis y diagnóstico del problema 45
Causa N°. 3.- Exceso de confianza (Mano de obra)
Área: Bodega de productos terminados
Efecto: Deterioro de producto terminado en empaque (abolladuras,
rasgaduras, golpes) o daño de empaque con derrame de producto
terminado y salpicaduras del mismo a demás unidades almacenadas
alrededor embarrando el piso de la bodega.
Descripción del Problema: El exceso de confianza por parte del
personal del área de bodega de productos terminados (montacarguistas)
al momento de transportar, almacenar y despachar la carga paletizada de
producto terminado como consecuencia genera incidentes por malas
maniobras, que dañan la estética del empaque de producto terminado
(abolladuras, rasgaduras, golpes) y esto ocasiona una pérdida de tiempo
para cambiar empaques, o derrame de producto terminado y salpicaduras
del mismo a otras unidades alrededor embarrando el piso de la bodega
generando demasiado tiempo perdido para el personal del área.
Causa N°. 4.- Procedimiento empírico al recibir el producto terminado
(Procedimientos)
Área: Bodega de productos terminados
Efecto: Recibir producto terminado por parte del área de
producción mal paletizado, o con sunchos flojos, producto terminado con
empaque roto o deteriorado.
Descripción del Problema: Al momento de recibir el producto
terminado paletizado que entrega el personal del departamento de
producción (montacarguista) por parte del personal del área de bodega de
productos terminados, no tiene actualmente el (montacarguista) la

Análisis y diagnóstico del problema 46
instrucción, ni la responsabilidad de realizar una inspección del estado de
empaque, sunchos, paletización, etc.
Para evitar ingresar producto terminado que ya venga desde
producción con algún desperfecto como: abolladura, hueco, rasgadura,
ralladura, mal paletizado, sunchos flojos, etc. esto se resume en que falta
supervisión nocturna.
Causa N°. 5- Calidad de empaques (Materiales)
Área: Bodega de productos terminados.
Causa: Deterioro del empaque
Efecto: Producto terminado y etiquetas con ralladuras, rasgaduras,
abolladuras, al momento de despacho dentro del contenedor por
ensanchamiento del empaque de producto terminado en presentación de
cajitas F1, F2.
Descripción del Problema: El tipo de empaque que
corresponde al código F1 y F2 son cajitas de cartón de 22.22 kg y 20.50
kg respectivamente y van 45 cajitas por pallet.
Estas cajitas tienden a aplastarse cuando tienen otro
pallet de las mismas sobre ellas, y si no, igual se ensanchan
un poco al pasar de los días por su consistencia, sumándole a que al
paletizarlas en ocasiones no están bien centradas al pallet y los
esquineros de plástico quedan chuecos o fuera de lugar, esto demora y
dificulta la tarea de despacho de producto terminado y genera
abolladuras, rasgaduras, golpes, ralladuras al introducirlo al
contenedor.
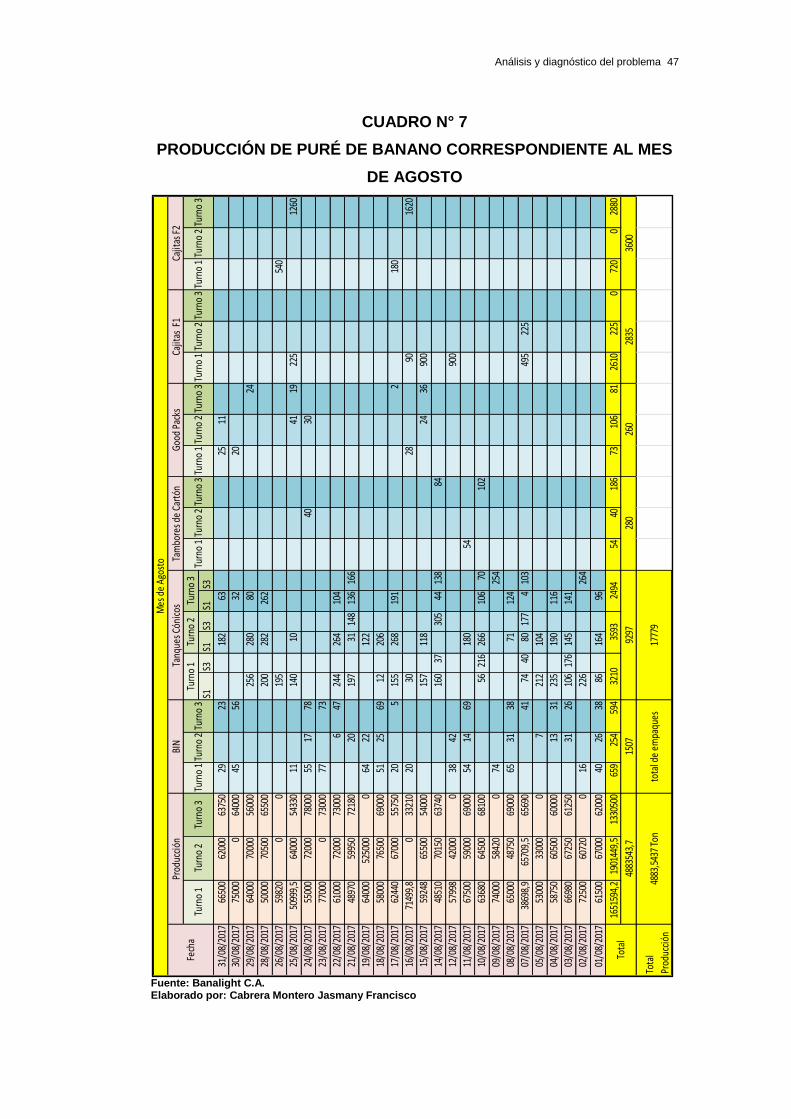
Análisis y diagnóstico del problema 47
CUADRO N° 7
PRODUCCIÓN DE PURÉ DE BANANO CORRESPONDIENTE AL MES
DE AGOSTO
Fuente: Banalight C.A. Elaborado por: Cabrera Montero Jasmany Francisco
S1S3
S1S3
S1S3
31/0
8/20
1766
500
6200
063
750
2923
182
6325
1130
/08/
2017
7500
00
6400
045
5632
20
29/0
8/20
1764
000
7000
056
000
256
280
8024
28/0
8/20
1750
000
7050
065
500
200
282
262
26/0
8/20
1759
820
00
195
540
25/0
8/20
1750
999,
564
000
5433
011
140
1041
1922
512
60
24/0
8/20
1755
000
7200
078
000
5517
7840
30
23/0
8/20
1777
000
073
000
7773
22/0
8/20
1761
000
7200
073
000
647
244
264
104
21/0
8/20
1748
970
5995
072
180
2019
731
148
136
166
19/0
8/20
1764
000
5250
000
6422
122
18/0
8/20
1758
000
7650
069
000
5125
6912
206
17/0
8/20
1762
440
6700
055
750
205
155
268
191
218
0
16/0
8/20
1771
499,
80
3321
020
3028
9016
20
15/0
8/20
1759
248
6550
054
000
157
118
2436
900
14/0
8/20
1748
510
7015
063
740
160
3730
544
138
84
12/0
8/20
1757
998
4200
00
3842
900
11/0
8/20
1767
500
5900
069
000
5414
6918
054
10/0
8/20
1763
680
6450
068
100
5621
626
610
670
102
09/0
8/20
1774
000
5842
00
7425
4
08/0
8/20
1765
000
4875
069
000
6531
3871
124
07/0
8/20
1738
698,
965
709,
565
690
4174
4080
177
410
349
522
5
05/0
8/20
1753
000
3300
00
721
210
4
04/0
8/20
1758
750
6050
060
000
1331
235
190
116
03/0
8/20
1766
980
6725
061
250
3126
106
176
145
141
02/0
8/20
1772
500
6072
00
1622
626
4
01/0
8/20
1761
500
6700
062
000
4026
3886
164
96
1651
594,
219
0144
9,5
1330
500
659
254
594
5440
186
7310
681
2610
225
072
00
2880
Tota
l
Prod
ucci
ón48
83,5
437
Ton
3210
3593
2494
9297
4883
543,
715
07
Turn
o 2
Turn
o 3
3600
280
260
2835
Turn
o 3
Turn
o 1
Turn
o 2
Turn
o 3
Turn
o 1
Turn
o 1
Turn
o 2
Turn
o 3
Turn
o 1
Turn
o 2
Turn
o 2
Turn
o 3
Turn
o 1
Turn
o 2
Turn
o 3
Tota
l
tota
l de
empa
ques
17
779
Mes
de
Agos
to
Prod
ucci
ónBI
NTa
nque
s Cón
icos
Tam
bore
s de
Cart
ónGo
od P
acks
Cajit
as F
1Ca
jitas
F2
Fech
aTu
rno
1Tu
rno
2Tu
rno
3Tu
rno
1

Análisis y diagnóstico del problema 48
CUADRO N° 8
PRODUCCIÓN DE PURÉ DE BANANO CORRESPONDIENTE AL MES
DE SEPTIEMBRE
Fuente: Banalight C.A. Elaborado por: Cabrera Montero Jasmany Francisco
Turn
o 1
Turn
o 2
Turn
o 3
Turn
o 1
Turn
o 2
Turn
o 3T
urno
1Tu
rno
2Tu
rno
3Tu
rno
1Tu
rno
2Tu
rno
3Tu
rno
1Tu
rno
2Tu
rno
3Tu
rno
1Tu
rno
2Tur
no 3
Turn
o 1
Turn
o 2
Turn
o 3
29/0
9/20
1754
950
5300
023
000
3353
2314
900
28/0
9/20
1765
000
7225
068
500
3872
289
274
27/0
9/20
1759
450
061
000
216
423
690
0
26/0
9/20
1772
250
7200
062
000
3172
2416
515
2
25/0
9/20
1765
500
7250
068
750
3830
262
138
155
23/0
9/20
1730
000
00
30
22/0
9/20
1771
500
6975
057
000
1557
189
9721
9
21/0
9/20
1771
000
6925
065
000
7166
1613
196
20/0
9/20
1761
448,
60
4900
029
484
630
900
19/0
9/20
1763
176,
6662
250
5174
8,9
3760
249
163
503
495
18/0
9/20
1764
000
6375
064
000
6416
4419
180
16/0
9/20
1764
000
00
64
15/0
9/20
1757
248
6250
067
500
1821
5577
166
5090
0
14/0
9/20
1774
500
7525
055
998
1252
3612
842
122
5190
0
13/0
9/20
1769
500
062
500
3224
7773
154
12/0
9/20
1767
000
6950
070
000
2770
268
170
851
4911
/09/
2017
3418
5,5
7018
566
500
1846
100
266
09/0
9/20
1768
250
6263
00
2025
917
514
08/0
9/20
1765
000
6575
045
010
3711
226
312
172
0
07/0
9/20
1748
250
6900
058
000
4549
613
208
80
06/0
9/20
1760
000
023
450
524
090
0
05/0
9/20
1754
949,
665
500
5100
029
1814
190
204
180
900
04/0
9/20
1750
000
3875
066
500
2920
015
515
0
02/0
9/20
1765
000
00
3412
4
01/0
9/20
1758
000
5775
060
000
387
9724
080
106
1514
158,
411
7156
511
9645
6,9
660
500
469
2438
2238
2415
386
456
238
00
022
130
1395
4451
4916
20
Fech
a
Tota
l
Prod
ucci
ón38
82,1
8026
Ton
Tota
l de
empa
ques
1952
8Mes
de
Sept
iem
bre
1629
7091
1080
036
0861
20
BIN
Tanq
ues C
ónic
osTa
mbo
res d
e Ca
rtón
Good
Pac
ksCa
jitas
F1
Cajit
as F
2
Tota
l38
8218
0,26
Prod
ucci
ón (k
g)

Análisis y diagnóstico del problema 49
CUADRO N° 9
PRODUCCIÓN DE PURÉ DE BANANO CORRESPONDIENTE AL MES
DE OCTUBRE
Fuente: Banalight C.A. Elaborado por: Cabrera Montero Jasmany Francisco
Turn
o 1
Turn
o 2
Turn
o 3
Turn
o 1
Turn
o 2
Turn
o 3
Turn
o 1
Turn
o 2
Turn
o 3
Turn
o 1
Turn
o 2
Turn
o 3
Turn
o 1
Turn
o 2
Turn
o 3
Turn
o 1
Turn
o 2
Turn
o 3
Turn
o 1
Turn
o 2
Turn
o 3
31/1
0/20
1760
000
6900
068
500
404
6480
8030
3
30/1
0/20
1765
000
7400
070
000
6574
5080
28/1
0/20
1762
500
00
4570
27/1
0/20
1751
000
5325
055
000
2040
5512
453
26/1
0/20
1749
000
5100
052
000
1351
5224
25/1
0/20
1746
500
043
250
3095
1113
24/1
0/20
1752
500
5000
049
500
820
2416
2720
17
23/1
0/20
1732
000
5525
061
500
2456
128
125
22
21/1
0/20
1776
000
00
1026
4
20/1
0/20
1764
750
6650
066
250
5314
1847
103
3515
19/1
0/20
1770
000
043
000
5656
172
18/1
0/20
1771
500
6225
067
250
5121
5182
6365
17
17/1
0/20
1759
500
6082
067
380
2015
819
924
054
036
0
14/1
0/20
1767
750
4900
00
5540
51
13/1
0/20
1768
250
6441
9,3
6292
9,7
219
126
517
522
013
531
512
/10/
2017
6895
00
6400
020
225
690
0
11/1
0/20
1771
500
6700
070
000
286
268
132
148
10/1
0/20
1766
250
6900
067
500
265
268
270
07/1
0/20
1737
000
00
2068
06/1
0/20
1730
500
7050
070
500
2818
250
210
282
05/1
0/20
1765
000
6700
069
500
652
8020
630
12
04/1
0/20
1775
000
068
000
7568
03/1
0/20
1769
000
6650
066
000
566
196
3510
21
02/1
0/20
1757
100
6800
063
000
2025
027
225
2
1436
550
1063
489,
312
4505
9,7
681
327
505
2858
1828
2395
00
148
7215
360
013
531
590
054
036
0
Tota
l
prod
ucció
n
Tota
l
3745
,099
Ton
450
1800
3745
099
1513
7081
148
285
1127
7To
tal d
e em
paqu
es
Mes
de
Octu
bre
Fech
aPr
oduc
ción
(kg)
BIN
Tanq
ues C
ónico
sTa
mbo
res d
e Ca
rtón
Good
Pac
ksCa
jitas
F1
Cajit
as F2

Análisis y diagnóstico del problema 50
CUADRO N° 10
PRODUCCIÓN DE PURÉ DE BANANO CORRESPONDIENTE AL MES
DE NOVIEMBRE
Fuente: Banalight C.A. Elaborado por: Cabrera Montero Jasmany Francisco
Turn
o 1Tu
rno 2
Turn
o 3Tu
rno 1
Turn
o 2Tu
rno 3
Turn
o 1Tu
rno 2
Turn
o 3Tu
rno 1
Turn
o 2Tu
rno 3
Turn
o 1Tu
rno 2
Turn
o 3Tu
rno 1
Turn
o 2Tu
rno 3
Turn
o 1Tu
rno 2
Turn
o 330
/11/
2017
6275
066
000
046
6667
29/1
1/20
1760
750
6600
00
2166
159
28/1
1/20
1765
000
7400
00
6574
27/1
1/20
1761
000
5800
00
1924
415
6
24/1
1/20
1714
500
00
58
23/1
1/20
1775
000
6700
00
7522
180
22/1
1/20
1764
998
8200
00
4582
900
21/1
1/20
1768
000
8000
00
3139
148
8480
20/1
1/20
1747
000
7700
00
5980
1812
17/1
1/20
1750
249,8
00
814
990
16/1
1/20
1756
998,7
4774
7,558
250
445
1655
169
1658
511
25
15/1
1/20
1752
000
6800
00
1268
160
14/1
1/20
1767
000
6750
069
750
6731
270
155
13/1
1/20
1755
750
5775
066
500
6022
323
126
08/1
1/20
1747
000
5600
073
000
4756
73
07/1
1/20
1754
998,1
7000
066
000
3670
6685
5
06/1
1/20
1736
450
7100
069
000
571
6952
900
02/1
1/20
1766
500
6325
048
750
5453
450
4189
15
01/1
1/20
1773
000
047
998
7328
900
1078
944,6
1071
247,5
4992
4861
769
441
512
3011
7743
90
960
1812
1533
3011
250
900
00
Total
prod
ucció
n
Mes d
e Nov
iembr
e
Fech
aPr
oduc
ción
BINTa
nque
s Cón
icos
Tamb
ores
de Ca
rtón
Good
Pack
sCa
jitas
F1
Cajit
as F2
4544
5590
0
2649
,4401
Tone
ladas
Total
2649
440,1
1726
2846
96
1006
8To
tal de
empa
ques

Análisis y diagnóstico del problema 51
CUADRO N° 11
COSTOS DE PRODUCTO TERMINADO DETERIORADO MENSUAL
Fuente: Banalight C.A. Elaborado por: Cabrera Montero Jasmany Francisco
2.4.4 Cálculo del Índice de producto terminado deteriorado en
bodega
= % de producto
deteriorado
Agosto =
= 1,54% Unidades
deterioradas
Septiembre =
= 1,68 % Unidades
deterioradas
Octubre =
= 1,32 % Unidades
deterioradas
Noviembre =
= 1,67 % Unidades
deterioradas
Sumatoria =
= 1,56 % Unidades
deterioradas
Agosto Septiembre Ocutbre Noviembre Agosto Septiembre Octubre Noviembre
Bin 1000 5,40$ 7 9 8 7 37,80$ 48,60$ 43,20$ 37,80$
Tanque Cónico de acero 250 6,75$ 17 19 18 6 114,75$ 128,25$ 121,50$ 40,50$
Tambor de carton C1 250 4,20$ 2 2 3 0 8,40$ 8,40$ 12,60$ -$
Good Pack 1500 42,97$ 2 0 0 0 85,94$ -$ -$ -$
Cajitas F1 22,22 0,45$ 114 128 42 136 51,30$ 57,60$ 18,90$ 61,20$
Cajitas F2 20,5 0,45$ 132 170 78 20 59,40$ 76,50$ 35,10$ 9,00$
274 328 149 169 357,59$ 319,35$ 231,30$ 148,50$
Tipos de empaques y
etiquetas
cantidad de deterioro mensualValor
unitario del
empaque
Pérdidas mensuales
920 $ 1.056,74 Total
Total Mensual
Capacidad
de puré
(kg)

Análisis y diagnóstico del problema 52
2.4.5 Matriz FODA – Estrategias del FODA
Análisis FODA
El análisis FODA, es una herramienta que permite analizar los
factores internos (fortalezas, debilidades) y a los factores externos
(oportunidades y amenazas), el cual será realizado a partir del análisis de
la situación actual de la empresa. Con la ayuda de esta poderosa
herramienta de análisis estratégico
2.4.5.1 Fortalezas
Son los factores internos positivos que poseen las empresas que
otorga ventaja frente a la competencia, los cuales serán enunciados a
continuación:
Se posee infraestructura propia, la cual está ubicada en un
sector industrial del cantón Duran, la misma no ha cambiado
de lugar sus instalaciones desde su nacimiento como
empresa.
La empresa sigue realizando mejoras dentro de sus instalaciones
cada día con la compra de más equipos, maquinaria y remodelaciones,
etc.
Todos los equipos, maquinarias, y diferentes herramientas son propias
y en mayoría se encuentran en muy buen estado por el constante
mantenimiento que se les brinda, cabe mencionar que la mayoría de
estas son modernas.
La cartera de clientes de la empresa posee clientes fijos, a los cuales
se les ofrece facilidades en los pagos.
La Marca es reconocida en el mercado internacional.
Se tiene a disposición proveedores variados de materia prima e
insumos.

Análisis y diagnóstico del problema 53
2.4.5.2 Debilidades
Son los factores internos negativos la contraparte de las fortalezas,
estos factores negativos generan desventaja competitiva, los cuales serán
enunciados a continuación:
El personal de planta no recibe la debida capacitación antes de
comenzar a laborar en la empresa.
No hay un correcto almacenamiento de los productos terminados.
Endeudamiento por proyectos de mejoras en las instalaciones.
Actualmente la publicidad de la empresa es demasiado pobre.
La página virtual de la empresa es muy básica y necesita una
remodelación.
2.4.5.3 Oportunidades
Son los factores externos de la empresa, los cuales pueden ser
aprovechados para crecer competitivamente ante los competidores.
Abrir el mercado a nivel nacional.
Adquisición de nuevos clientes, realizando sus primeros pedidos.
2.4.5.4 Amenazas
Son todos aquellos factores externos que pueden representar un
problema para que la empresa no pueda lograr sus objetivos, a
continuación enunciaremos los siguientes:
Crecimiento de actividad económica de la competencia.
Problemas económicos que atraviesa el país, la inestabilidad
financiera.

Análisis y diagnóstico del problema 54
CUADRO N° 12
FODA DE LA EMPRESA BANALIGHT C.A.
Fuente: Banalight C.A. Elaborado por: Cabrera Montero Jasmany Francisco
2.4.6 Análisis de la frecuencia de presentación de problemas
(Pareto)
Datos de elaboración del diagrama de Pareto
CUADRO N° 13
DATOS PARA LA ELABORACIÓN DEL DIAGRAMA DE PARETO
Causas Meses
Agosto Septiembre Octubre Noviembre total
Procedimiento empírico al recibir el producto terminado. 135 166 75 84 460
Desnivel entre muelle de embarque y contenedor. 55 66 30 33 184
Iluminación deficiente. 41 51 22 24 138
Calidad de empaques. 28 33 14 17 92
Exceso de confianza 14 16 7 9 46
Total de incidentes por mes 12 10 8 13 Fuente: Banalight C.A. Elaborado por: Cabrera Montero Jasmany Francisco

Análisis y diagnóstico del problema 55
DIAGRAMA N° 13
DIAGRAMA DE PARETO
Fuente: Banalight C.A. Elaborado por: Cabrera Montero Jasmany Francisco
2.4.7 Costos asignados a los problemas
Como anteriormente se ha mencionado, en el área de bodega de
productos terminados se realizan las siguientes actividades: recepción de
producto final, ingresos y egresos en el sistema, almacenamiento y
despachos. A continuación se mostrara en cuadros Mensuales
correspondientes a los meses de, Agosto, Septiembre, Octubre y
Noviembre respectivamente la cantidad de producción que ingresa a
bodega de productos terminados. Dividida por turnos, por fecha, y que
tipo de empaque como bines, tanques cónicos, tambores de cartón, good
packs y las cajitas F1 y F2.

CAPÍTULO III
PROPUESTA
3.1 Procedimiento para el almacenamiento de producto
terminado basado en las buenas prácticas de manufactura
3.1.1 Planteamiento de alternativas de solución a problemas
El procedimiento para el almacenamiento de producto terminado es
una respuesta al problema, y que tiene como base a la normativa de La
Agencia Nacional de Regulación, Control y Vigilancia Sanitaria (ARCSA),
como regulador que ofrece la normativa técnica sanitaria para alimentos
procesados, plantas procesadoras de alimentos, establecimientos de
distribución, comercialización, almacenamiento, transporte y
establecimientos de alimentación colectiva. Del mismo modo esta
normativa establece condiciones higiénicas sanitarias y requisitos que
debe cumplir el almacenamiento de producto terminado alimenticio.
Las bondades de aplicar un procedimiento para el almacenamiento
de producto terminado basado en las buenas prácticas de manufactura
van desde, disminuyendo o eliminando los defectos del producto en este
caso los del empaque del producto alimenticio, mejorar la calidad del
servicio para incrementar la satisfacción del cliente evitando que el
producto tenga deterioro en el empaque, y mejorar la rentabilidad de la
empresa.
A continuación se presenta en un gráfico de diagrama de flujo
como se realizaran las operaciones y la forma de proceder del personal
del área de productos terminados de aplicarse la propuesta.

Propuesta 57
DIAGRAMA N° 14
DIAGRAMA DE FLUJO DE PROPUESTA PARA BODEGA DE
PRODUCTOS TERMINADOS
Fuente: Banalight C.A. Elaborado por: Cabrera Montero Jasmany Francisco
Actividad Pasos Producción
Bodega de
Productos
Terminados
Logística Descripción Documento
Recepcion de
producto terminado.1
En esta etapa el montacarguista de produccion recibe la orden del supervisor
de produccion de turno de entregar el producto terminado al montacarguista de
bodega de productos terminados, quien recepta el producto final.
Inspección de
producto terminado.2
En esta etapa se realiza la inspección del producto terminado antes de
ingresarla a bodega, se revisa que cumpla con los parametros establecidos
Se documenta la
inspección del
producto terminado
3Se procede a llenar el check-list de almacenamiento de producto terminado,
segun lo observado en la inspección previa.
Aprobado / no
aprobado.4
En esta etapa la persona que pertenece al area de bodega de producto
terminado que ha realizado la inspección, decide si el empaque y presentación
a ingresar es correcto y esta en optimas condiciones.
Traslado del
producto terminado
a bodega.
5En esta etapa el montcargista de bodega de productos terminado traslada a
bodega el producto final paletizado.
Ingreso a inventario
de bodega, y anden
de almacenado.
6
En esta parte del proceso el asistente de bodega o el montacarguista ingresa
al inventario el cliente para quien fue hecho el producto, y el número de anden
donde almacenará el producto y la cantidad de este.
Inventario de bodega
(Documento virtual)
Almacenamiento de
Producto terminado
en Andenes.
7Es la operación que realiza el montacarguista cuando almacena el producto en
su respectivo anden numerado.
Documento de
producción por
turno.
8
Al finalizar el turno se recibe el documento de ingreso a bodega de producto
terminado, que contiene la cantidad de producto terminado que se recibe, y
para que cliente fue elaborado con su respectivo lote.
Ingreso a bodega de
Producto terminado
(Documento Físico)
Revision e ingreso
al sistema.9
En esta etapa se verifica la cantidad y el cliente, de lo que se ingreso a lo largo
del turno, con el documento de ingreso a bodega de producto terminado que
se recibe al final del turno.
Planificación de
embarque.10
En esta etapa se recibe del Dep. De Logística, la cantidad de embarques,
clientes y sus respectivos destinos, con un dia de anticipación.
Planificacion de
embarque
(Documento Virtual)
Alistar la carga. 11
En esta etapa se saca el producto paletizado de los andenes segun el
documento que se recibio de logística, dejàndolos cerca de la entrada de la
bodega, para el día siguiente en que se embarque sea mas fácil y ahorre
tiempo en el despacho.
Recepción de
intercheck de
naviera.
12
En esta etapa el chofer del contenedor, entrega el intercheck de la naviera que
contiene el booking, el cual da la informacion para saber cual carga le
corresponde.
Intercheck de Naviera
(Documento Físico)
Llenar documento
de embarque.13
Se llena el documento de embarque, el cual contiene los datos del chofer,
placas del trailer, fecha, hora de llegada al embarcadero, destino, naviera, tipo
y cantidad del producto en toneladas.
Documento de
embarque
(Docuemnto Fìsico)
Entrega de
documento y retiro
de sellos.
14
Se dirige a el Dep. De Logística el asistente de Bodega, con el documento de
embarque lleno, en este departamento se verifican los datos, se receptan 2
copias de este documento una para bodega y otra para el chofer, también se
reciben los sellos adhesivos, de cable y de botella, y se regresa a la bodega.
Colocación de
rampa para
embarque.
15El montacarguista coloca una rampa metàlica entre el muelle y el contenedor
vacio, cuando sus niveles no son similares, y se procede al embarque.
Despacho de
producto terminado.16
En esta etapa participa todo el personal de bodega tanto el montacarguista,
como el jede bodega y el asistente de bodega.
Colocacion de sellos
en el contenedor.17
Al terminar de embarcar se cierran las puertas del contenedor y se procede a
colocar los sellos de seguridad correspondientes, y se entrega una copia del
documento de embarque al chofer, para que en garita seguridad verifique los
datos y pueda salir de la empresa en direccion al puerto marítimo.
NO
SI
Propuesta 58
Capacitación
El personal de bodega de producto terminado tanto jefe de bodega,
asistente, supervisor y montacarguistas, recibirán una capacitación para
realizar una excelente inspección del producto antes de ingresarlo a
bodega, garantizando de esta manera que el producto mantiene su
inocuidad referente a empaque o presentación y de esta manera reducir
la cantidad de producto terminado deteriorado, cada miembro del área
podrá realizar la inspección después de haber concluido la capacitación.
Medición de Lúmenes
Para la colocación de las luminarias en el lugar donde se recepta el
producto terminado, es necesario saber cuántos lúmenes se necesitan en
el área según la norma Inen , y hacer una respectiva medición para saber
el tipo de luminaria requerida para el área, donde se empleara el
luxómetro para constatar que se ha conseguido la iluminación necesaria
en los distintos puntos del lugar a iluminar, para poder hacer el
procedimiento de inspección del producto terminado que se incluye en el
paquete de solución al problema de alto índice de producto terminado
deteriorado en el área de bodega. La iluminación se puede calcular
utilizando la siguiente formula:
I = Iluminación (Lux, lumen/ )
= Lúmenes por ampolleta (lumen)
= Coeficiente de utilización
= Factor de pérdida de luz
= Área por ampolleta ( )
Propuesta 59
Mejorar nivelación en muelle de embarque de producto terminado
El nivel del muelle de embarque que posee la zona de embarque
de bodega de producto terminado actualmente no está correctamente
nivelado en relación a los contenedores que se cargan en el sitio, y para
poder ingresar a ellos con el montacarga se usa actualmente
una rampa metálica que sirve como puente entre el muelle y el
contenedor.
Se propone como parte del paquete de solución al problema de alto
índice de producto terminado deteriorado en bodega, una nivelación y
cementación de la zona de embarcadero para que quede al nivel del
muelle el ingreso al contenedor y no se necesite usar una rampa, de esta
manera ahorrando tiempo y evitando que se deteriore el producto
terminado al ingreso del contenedor por el efecto cabeceo que se produce
en el sitio.
Procedimiento de inspección de producto terminado deteriorado
Habiendo realizado un análisis profundo de los problemas que
sucedían en el área de bodega de producto terminado utilizando el
diagrama Ishikawa, la causa que incidía mayormente en el área respecto
al alto índice de producto terminado deteriorado es la ausencia de control
de calidad que respecta al estado del empaque, paletizado, etiquetas, etc.
al momento de ingresar el producto terminado a la bodega.
Por este motivo se plantea un procedimiento para el
almacenamiento para el almacenamiento de producto terminado antes de
ingresarlo a bodega, de esta manera verificar que está en condiciones
óptimas cumpliendo con los estándares de calidad que determinan que el
producto debe permanecer inocuo en todos sus procesos y
procedimientos.

Propuesta 60
Se propone llevar a cabo un procedimiento de inspección de
producto terminado deteriorado, que se debe realizar antes de que este
ingrese a bodega, para de esta manera estar seguros que el producto que
entra a bodega para posteriormente ser almacenado, se encuentra en
óptimas condiciones de empaque, paletizado y no tiene desperfecto
manteniendo de esta manera su inocuidad alimenticia.
Definiciones
B.P.M. Buenas Prácticas de Manufactura.
Pallet Es un armazón de madera, empleado en el movimiento de
carga, para facilitar el levantamiento y manejo con montacargas o
transpaleta.
Número de lote Clave que se le da a una partida de producción
elaborada en un solo proceso y en un mismo lapso, con las sustancias
y equipo necesarios para garantizar la homogeneidad de los productos
que forman parte de dicho lote.
Zuncho Metálico o plástico, utilizado para el aseguramiento de carga,
especialmente en pallets.
Zuncho Amarillo Utilizado para el aseguramiento de producto
terminado de tipo convencional en pallets.
Zuncho Verde Utilizado para el aseguramiento de producto terminado
de tipo orgánico en pallets.
Embalaje
Cantidad de film necesaria
Cada empaque es diferente sea este bin, tanque cónico, tambor
cónico, cajitas F1 (22,22 kg) o F2 (20,5kg) llevan film a su alrededor para
otorgar una capa extra de protección a ralladuras y abolladuras de
etiquetas, etc. Todos estos llevan film pero en cantidades un poco

Propuesta 61
diferentes siendo las cajitas F1 y F2 respectivamente quienes lo llevan en
mayor cantidad para su protección por la consistencia que poseen las
mismas.
Después de ellas sigue los tambores cónicos con los bines ya que
todos los anteriormente mencionados son de cartón, después están los
tanques cónicos quienes no necesitan más de 2 o 4 vueltas de film a su
alrededor ya que su material es de acero, y por ultimo están los Good
packs los cuales no llevan film. Por este motivo en el check-list hay un
casillero N/A que significa no aplica para este tipo de casos.
Esquinas de plástico o de cartón en su lugar
Este campo será llenado solo para el producto terminado en
presentación tipo F1 y F2 ya que son los únicos que llevan las esquinas,
cuando no tienen bien posicionadas las esquineras también pueden ser
porque la carga en si está mal paletizada, esto quiere decir que al ser
estibada no se colocaron las cajitas bien centradas sobre el pallet por lo
cual las esquinaras no quedan en el lugar que deberían.
Empaque
Sin ralladuras ni huecos
Este campo si aplica a todos los tipos de empaques de producto
terminado, el cual como su nombre lo indica es revisar que la carga
paletizada no contenga ningún tipo de ralladura o hueco a los costados,
sección anterior y posterior o superior alguna anomalía de este tipo, y si la
tuviera se anotaría en el control check-list y se especificaría el lote de
producción y el número de la unidad o unidades afectadas, para que se
realice el respectivo cambio en el momento, pero el incidente ya quedara
registrado para los históricos.

Propuesta 62
Pintura de empaque en buen estado
El campo pintura de empaque en buen estado será llenado solo en
el tipo de empaque tanque cónico de acero, el cual el color de la pintura
que este posee debe ser amarilla y no debe tener ningún tipo de rayón, ni
secciones con óxido en cualquiera de sus superficies, de caso contrario la
persona que está haciendo la labor de recepción de producto terminado
deberá tomar foto captura con las cámaras que posee el área de bodega,
para documentar de manera visual aparte de anotarlo en el control check-
list, y según sea el tamaño del desperfecto de pintura en su superficie,
proceder a pedir que se reemplace la unidad a el supervisor de
producción de turno.
Sin deformidades
Este campo se aplica para todo tipo de empaque de producto
terminado que fabrica la planta sea bin, tanque cónico de metal, tambor
cónico, good pack, cajitas F1 o F2, todas podrían presentar alguna
deformidad, sea esta por golpe o algún otro factor, donde también se
procederá a tomar evidencia fotográfica y documentarlo en el control
check-list se anotara el lote de producción y el número de la unidad o
unidades afectadas, y según sea el tamaño de la deformidad se
procederá a pedir el cambio de unidad a el supervisor de producción de
turno.
Estiba
Estiba correcta
En este caso aplica a casi todos los tipos de empaques de
producto terminado que ya se han mencionado anteriormente a excepción
de los good packs, ya que ellas son unidades que no necesitan

Propuesta 63
paletización, en este campo se revisa que los empaques estén bien
centrados al pallet y no estén mal ubicados unos con otros por ejemplo,
en un pallet que contiene 4 tanques cónicos, que no se monte la tapa de
uno con el otro ya que esto hace que en el transcurso de almacenado y
después al despachar y en el transporte del producto terminado se
deformen las tapas y se dañe la presentación.
Si están recién colocados en el pallet y están mal ubicadas las
unidades, no se nota fácilmente, y será un problema mas adelante. Aquí
se debe pedir ayuda al supervisor de producción de turno para que se
corrija la posición de las unidades para proceder a guardar el producto
terminado en óptimas condiciones, también será documentada esta
situación en el control check-list.
Etiquetas
Etiquetas en buen estado
Este campo se aplica a todas los empaques de producto terminado
que entrega producción ya que todos poseen etiquetas, hay que
inspeccionar que las etiquetas no estén rasgadas, sucias, mal pegadas o
en su defecto no estén del todo legibles, en caso contrario será
documentado en el control check-list y se pedirá al supervisor de
producción de turno que remplace la o las etiquetas en mal estado a la o
las unidades que hayan presentado la anomalía.
Zunchos
Zunchos del color correcto, cantidad de zunchos adecuada, zunchos
apretados correctamente
Todas los tipos de empaque de producto terminado que entrega el
área de producción llevan zunchos, sean bines, tanques cónicos,
Propuesta 64
tambores cónicos, good packs, cajitas F1 o F2 pero no todos los zunchos
son del mismo color, se usa el color de zuncho amarillo para el tipo de
puré convencional, y se utiliza el zuncho de color verde para el puré
orgánico, se puede verificar que tipo de puré es en el código de lote de
producción que lleva la etiqueta.
La cantidad de zunchos en el producto terminado también debe ser
revisado, con doble zuncho a cada lado, y también deben estar
correctamente apretados, no flojos ni apretados en exceso deben tener la
tensión correcta para sujetar y sostener los empaques al pallet de manera
correcta y evitar que se choquen entre sí o que el zuncho no cumpla su
función la cual es sostener y mantener fijo el empaque al pallet, si se
encuentra una anomalía documentarla en el control check-list y pedir que
el supervisor de producción de turno realice la gestión para entregar el
producto terminado de manera óptima a bodega de producto
terminado.
Procedimiento
Procedimiento para el almacenamiento de producto terminado
basado en las buenas prácticas de manufactura
Objetivo:
Inspeccionar el producto terminado entregado por el departamento
de producción, que se encuentre en excelente estado y almacenarlo
dentro de bodega de producto terminado.
Materiales:
Bolígrafo
Cámara fotográfica

Propuesta 65
Procedimiento:
Receptar el producto terminado que se encuentra en pasillo.
Inspeccionar el estado del empaque del producto terminado
paletizado.
Inspeccionar Embalaje, Estiba, Etiquetas, Zunchos de color correcto.
Proceder a transportar el producto final a bodega de productos
terminados
Almacenar el producto terminado en un andén, dentro de la bodega de
productos terminados.
Responsable de la Ejecución:
Operador de montacargas.
Asistente de bodega.
Frecuencia:
Cada turno (en que haya producción).
Responsable del Monitoreo:
Jefe de Bodega.
Frecuencia de la Verificación:
El Jefe de bodega verificara diariamente.
3.1.2 Costos de alternativa de solución
El paquete de solución lo conforman una serie de rubros los cuales
ayudan a combatir el problema, el cual es el alto índice de producto

Propuesta 66
terminado deteriorado, a continuación se detallaran uno a uno y también
se mostrara en un cuadro el monto destinado a cada rubro, se realizara
una medición de lúmenes en el área destinada a la recepción de producto
terminado, lugar donde se coloca el producto final paletizado antes de
ingresarlo a bodega.
Para saber cuántos lúmenes hay actualmente y cuantos se
necesitan para realizar la inspección pre-almacenado, también se
empleara para esta acción un luxómetro herramienta que mide los
lúmenes.
Se colocaran dos luminarias en el pasillo donde coloca el producto
terminado el montacarguista de producción, y el receptor de producto
terminado va a realizar el respectivo control, para que su campo visual no
se vea afectado en el turno nocturno, realizando así una excelente
inspección y evitando que ingrese producto terminado que no esté en
óptima condición.
También está el monto de nivelación del terreno, el cual evitara
daños en el producto terminado al ingresar dentro contenedores
Se deberá capacitar al personal de bodega tanto al jefe de bodega,
supervisor, asistente, montacarguistas, para que todos estén en condición
de realizar la correcta inspección del producto terminado antes de
ingresarlo a bodega.
También se incluirá en el paquete de la propuesta el costo de la
instalación de las dos luminarias en el pasillo donde se coloca el producto
final a espera de ser receptado e ingresado a bodega.
A continuación se detalla esta información en el gráfico.

Propuesta 67
CUADRO N° 14
PAQUETE DE SOLUCIÓN
Fuente: Banalight C.A. Elaborado por: Cabrera Montero Jasmany Francisco
3.1.3 Viabilidad de la propuesta
Se estima que con la implementación del paquete de solución al
problema de alto índice de producto terminado deteriorado, corregirá este
problema en un 90% este porcentaje está representado en la tabla a
continuación con un 0.9%, el 10% restante representa los defectos que
tiene el empaque en cuanto a calidad, lo cual la empresa que provee los
empaques a Banalight C.A. tiene un margen de error aceptable en
empaques no mayor al 0,4% del total del 100% que provee.
Según el presente estudio realizado donde se demuestra que el
1,56% del total que representa el 100% de productos terminados,
corresponde a producto terminado deteriorado, y de ese 1,56% el 10%
corresponde a defecto en calidad de empaque, entonces se demuestra
que si se cumple este margen ya que se ha obtenido el 99,86 % de
unidades en buen estado por parte del proveedor de este insumo.
En el cuadro de Pérdida anual y recuperación de inversión en la
columna de pérdida anual se encuentra la cantidad de pérdida por año

Propuesta 68
referente al producto final deteriorado en el área de bodega de productos
terminados, actualmente según el estudio realizado este problema le
genera a la empresa un costo de $ 3170,22 anual. A continuación en la
sección de ahorro se expresa el resultado de la multiplicación que
representa la pérdida anual por el porcentaje de mejora con paquete de
solución que es 90% y está representado con el 0.9,
La columna de gasto anual por calidad de empaques equivale a la resta
de la pérdida anual menos el ahorro, esta cantidad representa el
porcentaje aceptable de empaques defectuosos del proveedor hacia la
empresa y el coso es mínimo por año. Debe tenerse en cuenta que esta
tabla trata del alto índice de producto terminado que es el 1.56%
actualmente. Y la columna de porcentaje de mejora con paquete de
solución equivale al 90% ya que el 10% faltante no se puede eliminar,
como se expresó a anteriormente es el defecto aceptable de parte del
proveedor que es máximo el 0,4% del total 100% de empaques.
En la columna que sigue se muestra el costo de implementación de
paquete de solución el cual es el total de los rubros explicados y
detallados en el Cuadro no. 27 Paquete de solución. Y en la columna final
que tiene como nombre Recuperación de inversión se expresa la resta del
ahorro menos el costo de implementación de paquete de solución.
CUADRO N° 15
PÉRDIDA ANUAL Y RECUPERACIÓN DE INVERSIÓN
Fuente: Banalight C.A. Elaborado por: Cabrera Montero Jasmany Francisco
Año Pérdida Anual Ahorro
Gasto anual
por calidad de
empaques
% de mejora
con paquete de
solución
2017 3.170,00$ -$ 3.170,00$ --
2018 3.487,00$ 3.138,30$ 348,70$ 0,9
2019 3.657,00$ 3.291,30$ 365,70$ 0,9
2020 3.974,00$ 3.576,60$ 397,40$ 0,9
2021 4.291,00$ 3.861,90$ 429,10$ 0,9
2022 4.608,00$ 4.147,20$ 460,80$ 0,9
Costo de
Implementación de
paquete de solución
$ 6.500
Recuperación
de inversión
--
− $ 3.361,70
− $ 70,40
$ 3.506,20
$ 7.368,10
$ 11.515,30

Propuesta 69
Como se puede identificar en el cuadro No. 28 con la inversión del
paquete de solución al problema del alto índice de producto terminado
deteriorado en la bodega de productos terminados que es un total de $
6500 se recupera la inversión en el tercer año y, en ese mismo año ya se
obtiene una ganancia de $ 2620 de esta forma se demuestra la viabilidad
de la propuesta eliminando el 90% del problema.
GRÁFICO N° 1
GRÁFICO DE RECUPERACIÓN DE INVERSIÓN
..
Fuente: Banalight C.A. Elaborado por: Cabrera Montero Jasmany Francisco
En el cuadro se muestra de manera gráfica los resultados del
cuadro anterior la columna de recuperación de inversión, en el eje X se
muestran los años del primero al quinto siendo este último el 2022, en el
tercer año que correspondería al 2020 respectivamente, ya se lograría
-6000
-4000
-2000
0
2000
4000
6000
8000
10000
12000
14000
1 2 3 4 5
Recuperación de inversión

Propuesta 70
recuperar la inversión y se obtendría una ganancia de $ 2620 reduciendo
el alto índice de producto terminado deteriorado.
3.2 Conclusiones y recomendaciones
3.2.1 Conclusiones
Por medio del presente estudio y luego de haber elaborado un
análisis interno y externo del área de bodega de productos terminado de
la empresa Banalight C.A. se detectaron los problemas que existen.
Los factores que intervienen en el deterioro de producto terminado
fueron identificados, descritos y analizados, mostrando la cantidad de
incidencia en el problema del alto índice de producto terminado
deteriorado.
Después de haber reconocido los problemas que afectaban al área, se
efectúo una investigación in-situ para determinar cuál de ellos es el de
mayor incidencia, en donde se obtuvo como resultado, que el mayor
problema para bodega de productos terminados es en la recepción de
producto terminado representando un % 50 del total del problema del
alto índice de producto terminado deteriorado y esto se debe a que no
hay una inspección que controle, en qué estado ingresa el producto
terminado a la bodega.
El presente estudio revela el costo que le genera a la empresa el
problema del alto índice de producto terminado deteriorado en el área
de bodega de productos terminados en los meses de Agosto,
Septiembre, Octubre y Noviembre referentes al año 2017. Da como
resultado una pérdida de $ 1.056,74.
3.2.2 Recomendaciones
De acuerdo al análisis realizado en este estudio, se ha podido
determinar que la presente propuesta es ejecutable, es decir que dará

Propuesta 71
beneficios económicos, y es por este motivo que se recomienda la
aplicación de esta propuesta para el área de bodega de productos
terminados. La cultura del personal interno de la empresa debe ir
alimentándose con capacitaciones referentes a la importancia de la
calidad en la industria alimenticia.
De acuerdo al análisis realizado en el capítulo # 3 cuadro No.28, se
puede determinar que la presente propuesta es ejecutable y factible, es
decir que será beneficiosa para la empresa, y es por este motivo que
se recomienda su aplicación la propuesta.
Si la Gerencia decide implantar la propuesta mostrada en este estudio
se podrá seguir mejorando continuamente el desempeño del área de
bodega de productos terminados, por esta razón la gerencia y el jefe
del área tienen que estar involucrados en el proceso, de este modo se
podrán percibir mejor los resultados.
Se recomienda la implementación del control pre-recepción de
producto terminado, en los primeros seis meses del año, para tomarlo
como una prueba y receptar datos mensuales de cuanto producto
terminado deteriorado se sigue percibiendo en el área de bodega aún
con este control y analizar cuanto es la diferencia, para seguir
mejorando en el área de bodega de producto terminado.

ANEXOS
Anexos 73
ANEXO N° 1
EMPAQUE CAJITAS F1
Fuente: Banalight C.A. Elaborado por: Cabrera Montero Jasmany Francisco
Anexos 74
ANEXO N° 2
EMPAQUE GOOD PACK
Fuente: Banalight C.A. Elaborado por: Cabrera Montero Jasmany Francisco

BIBLIOGRAFIA
Aliciela Mabel Díaz Arteaga (2016) “Evaluación del Grado de
Cumplimiento de las BPM en la Industria Cervecera Artesanal de la
Región de Los Ríos”, evaluó el grado de cumplimiento de las
Buenas Prácticas de Manufactura, mediante la aplicación del
“Check list”. Obtenido de: http://cybertesis.uach.cl/tesis/uach/2016/
fad542e/doc/fad542e.pdf
Anastacio Hidalgo (2013). “evaluación de riesgo de trabajo y propuesta
de técnicas en seguridad y salud ocupacional en la industria
metalmecánica metalcar. c.a.”. Recopilado de:
http://repositorio.ug.edu.ec/bitstream/redug/2566/1/Tesis.pdf
Camacho Arteta, (2014). “Programa de capacitación para implementar
las Buenas Prácticas de Manufactura en cualquier empresa de
alimentos”. extraído de:
http://es.slideshare.net/AntonioArteta/buenas-prcticas-de-
manufactura-2014
Domenech María Belén (2014). “Desarrollo de un Manual de Buenas
Prácticas de Manufactura aplicado para una MIPYME que elabora
fruta confitada en la ciudad de Guayaquil”. Extraído
de:http://repositorio.ug.edu.ec/bitstream/redug/20889/1/TESIS%20J
OHANNA%20ROMERO%20CASTILLO.pdf
Ministerio de Salud y Protección Social – Colombia (MINSALUD,
2015). “Concepto de Calidad e inocuidad de alimentos”.
conseguido de: https://www.minsalud.gov.co
/salud/Paginas/inocuidad-alimentos .aspx

Bibliografía 76
Organización De Las Naciones Unidas Para La Alimentación Y La
Agricultura Y La Organización Mundial De La Salud (FAO,
OMS, 2007). “¿Qué es el CODEX ALIMENTARIUS?” Obtenido de:
http://www.fao.org/fao-whocodexalimentarius/about-
codex/understanding-codex/es/
Tobon, S.(2012). El aprendizaje basado en mapas. Recuperado de
https://issuu.com/cife/docs/e-ook_el_aprendizaje_basado_en_map







