Download - DESARROLLO DE BANCO DE PRUEBAS PARA …

1
DESARROLLO DE BANCO DE PRUEBAS PARA CARACTERIZACION DE VALVULAS DE GLOBO
BOLA Y COMPUERTA DE 1 PULGADA
Estudiante:
DIEGO ANDRES NARANJO RIOS
Profesor asesor:
ALVARO ENRIQUE PINILLA SEPULVEDA
Ingeniero mecánico
Universidad de los Andes
UNIVERSIDAD DE LOS ANDES
DEPARTAMENTO DE INGENIERÍA MECÁNICA
BOGOTA D.C.
NOVIEMBRE 2017

2
Tabla de ilustraciones. Ilustración 1 Diagrama de montaje para caracterización de válvulas (Tello, 1977). ........................ 11
Ilustración 2 Diagrama de montaje para caracterización de válvulas (European Standard, 2012). . 12
Ilustración 3 Diferentes geometrías y ecuaciones de constantes de pérdidas para válvulas de globo
(Mott, 1996). ..................................................................................................................................... 16
Ilustración 4 Evolución del tipo de flujo y presión a lo largo de una tubería (White, 2008). ........... 16
Ilustración 5 Grafica de relación porcentaje de abertura y caudal (Loboguerrero J. D.-J., 1991). ... 18
Ilustración 6 Válvula de compuerta con extremos roscados (Genebre, 2017). ................................ 19
Ilustración 7 intersección de ducto y compuerta para 3 vueltas del vástago. .................................. 19
Ilustración 8 Sección transversal Válvula de Globo (ISO 90001, 2008). ............................................ 21
Ilustración 9 Válvula de bola (SC Fluids, 2016). ................................................................................. 22
Ilustración 10 Modelo Válvula de bola y guías de giro para el vástago. ........................................... 22
Ilustración 11 cierre de válvula para giro del vástago de 45º. .......................................................... 23
Ilustración 12 porcentaje de abertura para cada ángulo de cierre establecido. .............................. 23
Ilustración 13 Banco de pruebas con tanque elevado. ..................................................................... 25
Ilustración 14 banco de pruebas utilizando solamente el tanque Armfield F1-10 ........................... 25
Ilustración 15 Algunos accesorios utilizados para la manufactura del banco de pruebas. .............. 26
Ilustración 16 Banco de prueba, sección de caracterización. ........................................................... 27
Ilustración 17 Tanque de presión. ..................................................................................................... 28
Ilustración 18 Verificación del manómetro Royal Gauge. ................................................................. 34
Ilustración 19 Verificación del manómetro Winters. ........................................................................ 34
Ilustración 20 Verificación manómetro Winters (nuevo) ................................................................. 36
Ilustración 21 Instalación válvula de bola en PVC. ............................................................................ 47
Ilustración 22 válvula de bola con fuga. ............................................................................................ 48
Ilustración 23 Factor de fricción y ecuaciones útiles para determinar constante de pérdidas. ....... 50
Ilustración 24 Diferentes tipos de válvulas y ecuación constante de pérdidas respectivamente
(Parte 1). ............................................................................................................................................ 51
Ilustración 25 Diferentes tipos de válvulas y ecuación constante de pérdidas respectivamente
(Parte 2) ............................................................................................................................................. 52
3
Contenido RESUMEN ...................................................................................................................................... 5
ABSTRACT ...................................................................................................................................... 6
MOTIVACIÓN ................................................................................................................................. 7
INTRODUCCIÓN ............................................................................................................................. 8
OBJETIVOS ..................................................................................................................................... 9
OBJETIVOS GENERALES ............................................................................................................. 9
OBJETIVOS ESPECIFICOS ............................................................................................................ 9
MARCO TEORICO ......................................................................................................................... 10
BIBLIOGRAFIA REVISADA ......................................................................................................... 10
TESIS JOSÉ RIGLIAM TELLO. ................................................................................................. 10
EUROPEAN STANDART EN 1267 INDUSTRIAL VALVES – TEST OF FLOW RESISTANCE USING
WATER AS TEST FLUID ......................................................................................................... 11
VALVULAS INDUSTRIALES ENSAYO DE PRESIÓN DE VÁLVULAS (NTC 4751) ....................... 13
BASES TEORICAS ...................................................................................................................... 13
K DE PÉRDIDAS. ................................................................................................................... 13
FLUJO DESARROLLADO ........................................................................................................ 16
RELACIÓN ENTRE EL CAUDAL Y EL COEFICIENTE K DE PÉRDIDAS ....................................... 17
PORCENTAJE DE ABERTURA VÁLVULAS. ................................................................................. 18
VÁLVULA COMPUERTA. ....................................................................................................... 18
VÁLVULA GLOBO. ................................................................................................................ 20
VÁLVULA DE BOLA. .............................................................................................................. 22
DISEÑO Y DESARROLLO ............................................................................................................... 24
ESPECIFICACIONES. ................................................................................................................. 24
DIAGRAMA BANCO DE PRUEBAS. ........................................................................................... 24
PROCESO MANUFACTURA ...................................................................................................... 26
METODOLOGÍA............................................................................................................................ 29
VERIFICACIÓN DE MANÓMETROS. .......................................................................................... 29
PROCESO DE VERIFICACIÓN ................................................................................................ 30
CARACTERIZACION DE VALVULAS ........................................................................................... 31
CAUDAL DEL SISTEMA. ........................................................................................................ 31
PROCESO EXPERIMENTAL ....................................................................................................... 31
PRESENTACIÓN DE RESULTADOS ................................................................................................ 33

4
VERIFICACIÓN MANÓMETRO ROYAL GAUGE ......................................................................... 33
VERIFICACIÓN MANÓMETRO WINTERS (SIN GLICERINA). .................................................. 34
VERIFICACIÓN MANÓMETRO WINTERS (CON GLISERINA). ................................................ 35
CARACTERIZACÓN DE VALVULAS ............................................................................................ 36
PRIMER SISTEMA DE CARACTERIZACIÓN. ........................................................................... 36
SEGUNDO SISTEMA DE CARACTERIZACIÓN ........................................................................ 38
ANALISIS DE RESULTADOS ........................................................................................................... 42
VERIFICACIÓN DE MANOMETROS ........................................................................................... 42
CARACTERIZACIÓN DE VÁLVULAS ........................................................................................... 42
PRIMER SISTEMA DE CARACTERIZACIÓN ............................................................................ 42
SEGUNDO SISTEMA DE CARACTERIZACIÓN. ....................................................................... 43
CONCLUSIONES ........................................................................................................................... 47
BIBLIOGRAFÍA .............................................................................................................................. 49
ANEXOS. ...................................................................................................................................... 50
ANEXO 1. DIFERENTES CONFIGURACIONES DE VÁLVULAS Y ECUACIONES NECESARIAS PARA
DETERMINAR EL K DE PÉRDIDAS. ............................................................................................ 50
ANEXO 2. DATOS RECOLECTADOS PARA PRIMER BANCO DE PRUEBAS ................................. 53
ANEXO 3. RESULTADOS OBTENIDOS SEGUNDO SISTEMA DE CARACTERIZACIÓN. ................ 55
RESULTADOS EXPERIMENTALES VÁLVULA DE BOLA. .......................................................... 55
RESULTADOS EXPERIMENTALES VÁLVULA DE COMPUERTA. ............................................. 57
RESULTADOS EXPERIMENTALES VÁLVULA DE GLOBO. ....................................................... 60
RESULTADOS EXPERIMENTALES VÁLVULA DE BOLA EN PVC. ............................................. 62
CONSTANTE Y COEFICIENTE OBTENIDOS PARA VÁLVULA DE BOLA. .................................. 63
CONSTANTE Y COEFICIENTE OBTENIDOS PARA VÁLVULA DE COMPUERTA. ...................... 64
CONSTANTE Y COEFICIENTE OBTENIDOS PARA VÁLVULA DE GLOBO ................................ 66
CONSTANTE Y COEFICIENTE OBTENIDOS PARA VÁLVULA DE BOLA EN PVC....................... 67

5
RESUMEN
Este documento presenta la caracterización de válvulas para tuberías de 1” con el propósito de proveer información para generar mejoras significativas en un sistema hidráulico, dando como resultado mayor eficiencia en los mecanismos de bombeo, e incidencia en los mantenimientos preventivos y correctivos para las válvulas, componentes y sistemas en general.
Teniendo en cuenta que los sistemas hidráulicos son usados en los hogares y en la industria, es esencial disminuir la perdida de presión que se genera, la cual es un porcentaje importante (aproximadamente 30% (Loboguerrero J. D.-J., 1991)) como consecuencia de las malas decisiones al escoger las válvulas para los sistemas.
El mercado actualmente ofrece gran variedad de válvulas las cuales se clasifican de diversas maneras de acuerdo a su tamaño, material, requerimientos, restricciones, entre otros, por lo cual existen problemas para su escogencia. Debido a esta problemática, el principal objetivo de esta investigación se centra en realizar la caracterización de válvula de globo, bola y compuerta, las cuales fueron escogidas pues son las más comerciales y se pueden encontrar fácilmente en la industria y en sistemas de distribución doméstica.

6
ABSTRACT This document presents the characterization of 1-inch pipeline valves with the purpose of giving
information in order to generate significant improvements in hydraulic systems, giving as a result
greater efficiency in the mechanism of pump and the incidence of preventive and corrective
maintenance for valves, components and all the systems.
Given that the hydraulic systems are used in homes and industries, it is essential to decrease the
pressure drop that it generates, which is an important percentage (about 30% (Loboguerrero J. D.-
J., 1991)) as a consequence of the bad decisions that were taken at the moment of choosing the
valves to the system.
Nowadays, markets offer a great variety of valves which are classified in many ways according to
their size, material, requirements, and restrictions, among others. For that reason, there are some
problems to choose them. Due to that kind of problems, the main objective of this investigation is
focused on the characterization of globe, ball and gate valve which were chosen because of their
commercial value and they can be found out easily in the industries and home distribution systems.

7
MOTIVACIÓN Actualmente en las diferentes bibliografías recomendadas por la universidad para el estudio de
sistemas hidráulicos y específicamente de válvulas es complicado encontrar el coeficiente K de
pérdidas de las diferentes válvulas, como ejemplo, el libro “Fluid Mechanics” – Frank M. White, no
tiene una sección que especifique como se obtienen el factor K de perdida por accesorios o una lista
adecuada que tenga un K sugerido para diferentes válvulas, accesorios e incluso condiciones. Por
otra parte, el libro “Válvulas, selección, uso y mantenimiento” – Richard W. Greene explica para que
debería usarse algunos tipos de válvulas así como su instalación y mantenimiento. Sin embargo, al
ser un libro específicamente de válvulas solamente tiene en cuenta para la selección que las válvulas
deben ser escogidas en función de varios factores entre los cuales está el K de pérdidas.
Otro recurso bibliográfico diferente a los libros y frecuentemente utilizado es el internet, en donde
se puede encontrar diferentes k de pérdidas para una misma válvula, por lo cual es poco creíble
encontrar un coeficiente K de pérdidas confiable o referenciado correctamente. A pesar de que está
claro que un dato en internet debe estar sustentado por un estudio o un documento formal,
usualmente los estudiantes se limitan a utilizar el coeficiente K de cualquier sitio web, generar
cálculos herrados y generar un aprendizaje limitado para esta área de la ingeniería Mecánica.
Por otra parte, en el diseño de sistemas hidráulicos para la industria Colombiana generalmente no
se encuentran involucrados ingenieros especialistas en sistemas hidráulicos, por lo cual se pueden
encontrar frecuentemente tipos de válvulas que no son especiales para el uso que se les da y pueden
generar pérdidas importantes de eficiencia en el sistema o entorpecer el proceso. Otro error
frecuente en los sistemas hidráulicos ya sean industriales o domésticos, es utilizar válvulas de
cualquier tipo parcialmente abiertas para controlar el caudal del sistema, aunque esto se puede
hacer con ciertas válvulas, no todas están diseñadas para controlar el caudal de un sistema por lo
cual se pueden generar pérdidas de presión importantes, cavitación en algunos dispositivos del
sistema desgastándolos e incluso golpes de ariete que dañen otros elementos o generen accidentes.
Con este documento se espera generar una guía sencilla y formal del funcionamiento de algunas
válvulas en función de la cabeza de pérdidas y la presión que el sistema pierde cada vez que se utiliza
una válvula parcialmente cerrada. Para ello, se generaran graficas en función del caudal y el
porcentaje de abertura para dar una idea de lo que sucede con cada válvula. Con esto, se espera
proporcionar una idea de cómo afectan las válvulas los sistemas hidráulicos y dejar constancia de
cómo se debe caracterizar uno de estos elementos y la razón del sistema generado para ello.
8
INTRODUCCIÓN Los sistemas hidráulicos son dispositivos hechos de diferentes artefactos que dispuestos de forma
correcta permiten el transporte de un fluido (bien sea en estado líquido o de gas) a lo largo de este
para producir un trabajo o un fin en específico como riego, abastecimiento para consumo, entre
otros. Los sistemas hidráulicos son indispensables en diferentes tipos de industrias pues hacen parte
de procesos importantes, es por ello que un buen dimensionamiento de estos y un minucioso
estudio y caracterización de los diferentes elementos que lo componen es pertinente. Como bien
se sabe, todo fluido que es transportado a lo largo de una tubería pierde energía debido a diferentes
factores como la rugosidad del tubo o accesorios del sistema tales como codos, instrumentación y
válvulas.
La idea principal en este trabajo es generar un banco de pruebas con la instrumentación necesaria
para caracterizar diferentes tipos de válvulas más comerciales en el mercado y así determinar el
coeficiente de pérdidas K utilizando agua a temperatura ambiente como fluido de prueba. La
motivación inicial se debe a que en grandes sistemas hidráulicos o de alta presión en las industrias
se estima que hay un 30% de pérdidas de la energía utilizada en bombas debido a válvulas de control
(Loboguerrero J. D.-J., 1991), por ende es importante poder determinar la utilidad de una válvula en
un sistema así como su incidencia en el mismo. Para determinar todo el proceso de construcción y
diseño, se tuvo en cuenta la norma European Stándar EN1267 y para el proceso experimental de
caracterización se seguirá el proceso descrito por el ingeniero Jose Regliam Tello en su tesis sobre
caracterización de máquinas hidráulicas y accesorios para tuberías.
Además de esto, se tendrá en cuenta otro tipo de procesos como lo es la regulación del caudal y
presión por medio de válvulas, los cuales se generan ya sea por la geometría que tiene la válvula
(como en el caso del dispositivo de globo que está diseñado para que el fluido pierda presión al
pasar por el) o por la abertura que se le da a la misma. Para ello, se llevaran a cabo diferentes
pruebas variando el porcentaje de abertura de cada dispositivo para así comparar la caída del caudal
y la pérdida de presión del fluido conforme cada caso. Es importante tener en cuenta que para cada
válvula se desarrolló un modelo específico para determinar bajo que numero de vueltas o ángulo
de giro del vástago se generaría una apertura concreta. Finalmente, después de desarrollar todo el
proceso analítico y de experimentación, se mostraran seis diferentes graficas donde se podrá
apreciar el cambio del caudal y coeficiente de pérdidas conforme cambia el porcentaje de abertura
de los dispositivos para los caudales de prueba.

9
OBJETIVOS
OBJETIVOS GENERALES Diseñar y elaborar un banco de pruebas para caracterizar válvulas de 1” con el fin de determinar el
K de pérdidas basado en normativas o guías internacionales.
OBJETIVOS ESPECIFICOS - Investigar y determinar la o las normas requeridas para elaborar un banco de pruebas con
el fin de caracterizar válvulas.
- Elaborar esquema de un sistema que cumpla con los diferentes requerimientos para la
caracterización de válvulas para tuberías de 1”.
- Elaborar sistema e instalación de los instrumentos de medición necesarios para el montaje
justificando las longitudes de tuberías y las especificaciones dadas.
- Determinar posibles mejoras en el sistema, ya sean del montaje o los elementos de
medición, así como proporcionar un manual o guía para la evaluación y caracterización de
válvulas.

10
MARCO TEORICO
BIBLIOGRAFIA REVISADA
TESIS JOSÉ RIGLIAM TELLO. La tesis del ingeniero José Rigliam se encuentra en la biblioteca de la universidad de los Andes, en
formato de microficha identificada con el número de serial 621.2 B334 MF. Esta tesis comprende la
descripción de diferentes montajes para elaboración de prácticas de laboratorio. Entre los montajes
y procesos de toma de datos se describen:
- Diferentes montajes de máquinas hidráulicas.
- Montaje y descripción de toma de datos para accesorios.
- Montaje y descripción sencilla para caracterización de válvulas.
Para este caso, se tendrá en cuenta solamente el capítulo de estudio de válvulas, del cual se deben
resaltar varios aspectos para el momento de toma de datos. En este capítulo de estudio de válvulas
se explica la gráfica de porcentaje de apertura contra porcentaje de caudal teniendo como
referencia el caudal máximo a la apertura máxima. Por otra parte, el documento describe las
válvulas de globo, compuerta y mariposa así como sus aplicaciones y la importancia de selección de
válvulas de forma apropiada.
En la tesis la importancia de tener en cuenta que la cabeza de bombeo debe ser constante durante
todas la pruebas para determinar la constante k de pérdidas de la válvula. Así mismo, la constante
k debe ser determinada para almenas 3 caudales diferentes y en el caso de caracterizar más de una
válvula se deben definir los caudales para replicar el experimento al menos 5 veces por cada
porcentaje de abertura. Para calcular el K de pérdidas, se tiene en cuenta que este está en función
de su porcentaje de abertura 𝛿 (𝑘(𝛿)) y se calcula (Tello, 1977) [1]:
ℎ𝑙 = 𝑘𝑣2
2𝑔
En el documento se especifica el montaje que se debe desarrollar, el cual no está muy bien
especificado, sin embargo se conoce que cuenta con un tanque de almacenamiento de agua, una
bomba que mantiene una cabeza constante para todas las pruebas y las 3 válvulas en serie, las
cuales fueron descritas anteriormente en el documento. Además de esto, no hay dimensiones
especificadas correctamente ni se especifica todo el sistema mostrado en la microficha (al ser
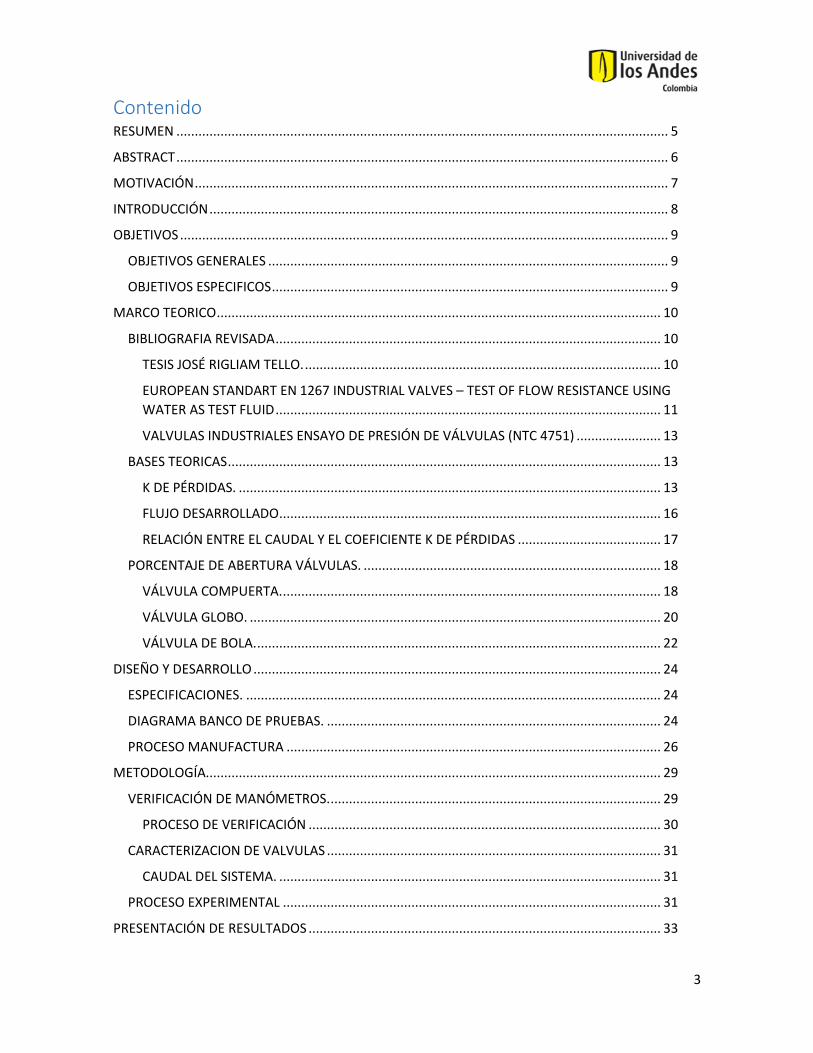
prohibido la toma de fotos del documento, se replicó la imagen mostrada en el mismo).
11
Ilustración 1 Diagrama de montaje para caracterización de válvulas (Tello, 1977).
El ingeniero José aclara que con este montaje deben generarse las siguientes mediciones:
- ∆𝑃 de antes y después de las válvulas a caracterizar (después de contracción).
- Q debe ser medido a partir la toma del tiempo de llenado de un recipiente de volumen
conocido.
- Cambiar el porcentaje de abertura 𝛿 si se va a medir este cambio.
- Repetir el procedimiento para al menos 5 porcentajes de abertura para cada válvula.
- Además de la gráfica mencionada anteriormente, es importante generar una grafica
𝑄/𝑄𝑚𝑎𝑥 contra 𝛿 para cabeza y valor 𝑘0 constante.
Por último, el informe de laboratorio descrito debe contar una breve descripción del procedimiento
a realizar, tabla de datos en columnas, cálculo de error, graficas, observaciones y comentarios.
EUROPEAN STANDART EN 1267 INDUSTRIAL VALVES – TEST OF FLOW RESISTANCE USING
WATER AS TEST FLUID Después de buscar en diferentes fuentes una norma o estándar para la caracterización de válvulas,
se encontró en la biblioteca “European Standards” una norma para determinar el coeficiente de
flujo de válvulas utilizando agua como fluido de prueba. Es importante tener en cuenta que no hay
mucha información sobre como caracterizar válvulas pues estos son accesorios hidráulicos, por lo
cual en el estudio de sistemas hidráulicos se asumen los valores que hay en la literatura y no se
determinan realmente. A pesar que el estándar es para determinar el coeficiente de flujo de las
válvulas y no el coeficiente K de pérdidas, la norma igual proporciona varias opciones. Para ello cabe
recalcar que la norma define 𝜁 (o como se conoce k de pérdidas) como el coeficiente de resistencia
de válvulas que está definido por (European Standard, 2012) [2]:
𝜁 =2 ∗ ∆𝑃
𝜌 ∗ 𝑢2
Donde ∆𝑃 es la diferencia de presión antes y después de la válvula en Pascales, 𝜌 es la densidad del
agua a una temperatura dada y 𝑢 es la velocidad promedio del fluido, estos dos últimos valores en
unidades internacionales. Además de esto, la norma define el coeficiente 𝐾𝑣 de flujo como
(European Standard, 2012) [3]:

12
𝐾𝑣 = 𝑞𝑣√𝜌
∆𝑝𝑣 ∗ 𝜌0
Donde se debe recalcar que todas las variables están en unidades del sistema internacional a
excepción de ∆𝑝𝑣 que se encuentra en bares, 𝜌 es la densidad a una temperatura dada y 𝜌0 es la
densidad a una temperatura de 15 ºC, es decir el 𝐾𝑣 es el coeficiente de flujo dado en las siguientes
unidades [𝑚3
ℎ√𝑏𝑎𝑟] .
Por último, la norma define el coeficiente de flujo, el cual por lo general es el que proporciona el
proveedor. Sin embargo, al tener fabricantes de diferentes partes del mundo, el 𝐾𝑣 puede
proporcionarse en unidades del sistema inglés, que en dado caso se denominaría 𝐶𝑣 (Javier, 2014).
Estos dos coeficientes representan lo mismo en diferentes unidades y se relacionan con la siguiente
proporción (European Standard, 2012) [4]:
𝐶𝑣 = 1,16 ∗ 𝑘𝑣
Es importante tener claro que en este caso el coeficiente 𝐶𝑣 esta expresado con unidades de [𝑔𝑝𝑚
√𝑝𝑠𝑖] .
Teniendo claro entonces las variables que deben ser medidas, la norma define un montaje para
generar el proceso experimental, este montaje está definido por:
Ilustración 2 Diagrama de montaje para caracterización de válvulas (European Standard, 2012).
Donde:
1. Suministro de agua.
2. Flujometro.
3. Termómetro.
4. Válvula reguladora (entrada).
5. Punto de medición de presión (antes de la válvula)
6. Manómetro
7. Válvula bajo pruebas.
8. Punto de medición de presión (después de la válvula)
9. Válvula reguladora (salida)
10. Dispositivo de diferencia de presión.
13
También la norma define las medidas necesarias de los tubos así como la ubicación de elementos
de medición, las medidas definidas son (European Standard, 2012):
- 𝐿1 = 𝐿3 ≥ 10 𝑣𝑒𝑐𝑒𝑠 𝑒𝑙 𝑑𝑖𝑎𝑚𝑒𝑡𝑟𝑜 𝑑𝑒 𝑡𝑢𝑏𝑒𝑟𝑖𝑎. - 𝐿2 = 𝐿4 ≥ 2 𝑣𝑒𝑐𝑒𝑠 𝑒𝑙 𝑑𝑖𝑎𝑚𝑒𝑡𝑟𝑜 𝑑𝑒 𝑡𝑢𝑏𝑒𝑟𝑖𝑎
Además de definir concretamente como debe ser el banco de pruebas, la norma define diferentes
aspectos de experimentación así como análisis, entre ellos se tiene:
- Generalidades del montaje como sus componentes y elementos de medición tal como se
describió anteriormente.
- Proceso de prueba para diferentes condiciones (flujo estable o inestable) así como la
fluctuación permisible entre las medidas.
- Cálculos pertinentes para la determinación de los diferentes factores de pérdidas de las
válvulas.
- Reporte de pruebas ya sea para valor 𝜁 o K, 𝐾𝑣 y 𝐶𝑣 así como la incertidumbre total de cada
uno de estos valores.
VALVULAS INDUSTRIALES ENSAYO DE PRESIÓN DE VÁLVULAS (NTC 4751) La norma NTC 4751 (Norma Técnica Colombiana) “especifica los ensayos para confirmar la
capacidad de contención de presión de la pared de una válvula sometida a presión, y verificación de
hermeticidad” - (Norma Tecnica Colombiana, 1999). En síntesis, esta norma específica:
- Fluido, temperatura y presión de prueba.
- Duración de pruebas en función del diámetro de las válvulas.
- Consideraciones generales tales como integridad de la válvula y esfuerzos aplicados.
- Especificaciones para ensayos de pares y hermeticidad.
Esta norma no específica concretamente la geometría del arreglo hidráulico, tampoco
instrumentación o tipos de válvulas, sin embargo, es relevante para el diseño del banco de pruebas
tener claro las pruebas de hermeticidad y las condiciones esperadas así como los tiempos de
pruebas.
BASES TEORICAS
K DE PÉRDIDAS. EL coeficiente K de pérdidas se utiliza como numero adimensional para explicar la proporción de
pérdidas de presión de un fluido al pasar a lo lardo de una válvula, este análisis usualmente se genera
utilizando la ecuación de conservación de la energía de Bernoulli:
P1
ρg+
V12
2g+ Z1 =
P2
ρg+
V22
2g+ Z2 − hbomba + haccesorios
Donde se debe aclarar que:
P1 = presion de entrada al sistema
P2 = presion de salidad del sistema
V1 = Velocidad del agua a la entrada delsistema

14
V2 = Velocidad del agua a la salida del sistema
Z1 = Posicion del agua a la entrada del sistema (altura inicial)
Z2 = Posicion del agua a la salida del sistema (altura final)
ρ = densidad del agua
g = constante gravitacional
hbomba = Cabeza de bombeo
haccesorios = Perdida por accesorios del sistema
En general, la ecuación de Bernoulli relaciona el k de pérdidas en el análisis de pérdidas de cabezas
por accesorios tales como codos, t`s, válvulas, entre otros. Estas pérdidas se definen
matemáticamente por la ecuación [1] previamente citada por la tesis del ingeniero José Regliam.
La norma EN 1267 especifica que el coeficiente K de pérdidas (o 𝜁 en ecuación [2]) depende del
delta de presión, la densidad del fluido y la velocidad del mismo (European Standard, 2012). Este
número adimensional relaciona la caída de presión que se genera a una velocidad dada
específicamente en la válvula de estudio, este tipo de pérdidas se conocen como perdidas menores
y está relacionado directamente con la geometría de la válvula. (White, 2008). Es importante tener
en cuenta que el k de pérdidas es un número adimensional por lo cual con esta ecuación a manera
de aclaración, las unidades son:
𝜁 = K =
𝑘𝑔 ∗ 𝑚/𝑠2
𝑚2⁄
𝑘𝑔𝑚3⁄ ∗ (𝑚
𝑠⁄ )2
Es fácil visualizar que las unidades de esta ecuación se cancelan comprobando que es un coeficiente
adimensional que explica la caída de presión a través de una válvula. Además de esto la norma EN
1267 establece que el error permisible para la determinación del 𝜁 o K depende del delta de presión
y las velocidades obtenidas para cada dato de forma individual, por lo tanto se debe tener en cuenta
entonces:
Tabla 1 Fluctuación del delta de presión permisible (European Standard, 2012).
Valor de 𝜁 Fluctuación ∆𝑃 (%)
𝜁 > 20 ±6 4 ≤ 𝜁 ≤ 20 ±10 1 ≤ 𝜁 ≤ 4 ±17
0,1 ≤ 𝜁 ≤ 1 ±26
Tabla 2 Fluctuación permisible para caudales tomados y presión de salida en pruebas.
Cantidad Fluctuación (%)
Caudal (𝑚3/𝑠) ±6
Presión de salida ±6

15
Tabla 3 Fluctuación permisible entre datos y cálculos obtenidos.
Numero de datos tomados Diferencia permisible (%)
3 ±1,8 5 ±3,5 7 ±4,5 9 ±5,8
13 ±5,9 ≥30 ±6
Para comparar los datos experimentales con los teóricos, inicialmente se esperaría utilizar el K de
pérdidas o coeficiente de flujo proporcionado con el proveedor o empresa manufacturera de la
compañía que provienen. En cualquier caso, para tener un valor teórico en base a las literaturas
disponibles, se tiene en cuenta que el factor K de pérdidas de los accesorios en el caso de válvulas
depende de la geometría de las mismas (Mott, 1996). En este caso, el factor K para el caso de fluidos
turbulentos es [8]:
𝐾 = (𝐿𝑒/𝐷) ∗ 𝐹𝑡
Donde (𝐿𝑒/𝐷) es la proporción de longitud equivalente reportada para cada válvula y 𝐹𝑡 es el factor
de fricción que no depende del #𝑅𝑒 pues se está trabajando con un fluido turbulento
completamente desarrollado (Mott, 1996). Teniendo en cuenta esto, como el sistema tiene tuberías
de 1” de diámetro se tiene entonces que según tabulaciones 𝐹𝑡 = 0,023 (Mott, 1996) y para cada
válvula se puede utilizar la siguiente proporción de longitud equivalente [9] [10] [11] (Velazques,
2000):
𝑉𝑎𝑙𝑣𝑢𝑙𝑎 𝑑𝑒 𝐶𝑜𝑚𝑝𝑢𝑒𝑟𝑡𝑎 → 𝐾 = 8 ∗ 𝐹𝑡 = 0,184
𝑉𝑎𝑙𝑣𝑢𝑙𝑎 𝑑𝑒 𝐺𝑙𝑜𝑏𝑜 → 𝐾 = 340 ∗ 𝐹𝑡 = 7,82
𝑉𝑎𝑙𝑣𝑢𝑙𝑎 𝑑𝑒 𝐵𝑜𝑙𝑎 → 𝐾 = 3 ∗ 𝐹𝑡 = 0,069
A pesar de que se toman estos valores comparando la geometría interna de las válvulas que se
presentan en la literatura, con los dispositivos que se poseen, realmente no se tiene una noción
exacta de qué tipo de válvula se tiene y cual se acopla más. Para ejemplificar más fácil la situación,
se tiene entonces que para la válvula de globo, existen las siguientes opciones con diferentes 𝐿𝑒/𝐷:

16
Ilustración 3 Diferentes geometrías y ecuaciones de constantes de pérdidas para válvulas de globo (Mott, 1996).
A pesar de que el dispositivo adquirido se asemeja al primero mostrado en la ilustración anterior,
tiene sus diferencias e implicaciones debido a los accesorios utilizados para acoplarse al sistema.
Cualquiera que sea el caso, para las demás válvulas se podrán observar las diferentes
configuraciones geométricas que esta puede tener en el Anexo 1.
FLUJO DESARROLLADO Además de considerar las diferentes ecuaciones y condiciones para determinar el K de pérdidas, es
importante tener en cuenta el tipo de flujo que se va a utilizar, esto con el fin de corroborar las
longitudes de tubería y tener una longitud de entrada lo suficiente para obtener un flujo
desarrollado. La importancia de tener un flujo completamente desarrollado es “obtener resultados
razonables para la caída de presión” - (Cengel, 2011) ya que la caída de presión es mucho más
grandes en la longitud de entrada y tiende a ser constante cuando el flujo está desarrollado tal como
se puede apreciar en la siguiente gráfica (White, 2008):
Ilustración 4 Evolución del tipo de flujo y presión a lo largo de una tubería (White, 2008).

17
Para mostrar esto, se remite al número adimensional de Reynolds definido por (White, 2008) [8]:
#𝑅𝑒 =𝑉𝐷𝜌
𝜇
Donde V es la velocidad del fluido, D el diámetro de tubería, 𝜌 la densidad del agua a una
temperatura dada y 𝜇 la viscosidad. Teniendo claro esto, un fluido puede ser laminar o turbulento
si (White, 2008):
#𝑅𝑒 < 103 → 𝑓𝑙𝑢𝑗𝑜 𝑙𝑎𝑚𝑖𝑛𝑎𝑟
103 < #𝑅𝑒 < 104 → 𝑓𝑙𝑢𝑗𝑜 𝑑𝑒 𝑡𝑟𝑎𝑛𝑠𝑖𝑐𝑖ó𝑛
#𝑅𝑒 > 104 → 𝑓𝑙𝑢𝑗𝑜 𝑡𝑢𝑟𝑏𝑢𝑙𝑒𝑛𝑡𝑜
Como se verá más adelante, todas las pruebas serán desarrolladas con una condición de flujo
turbulento, por lo cual para garantizar que el flujo estará desarrollado existen diferentes
proporciones para determinar la longitud de tubería, siguiendo la norma EN 1267, se tiene que para
flujo turbulento se debe utilizar una longitud de tubería aproximadamente de 𝐿 ≥ 10𝐷 donde D es
el diámetro de tubería. Esta proporción es igual a la otorgada por el libro transferencia de calor y
masa, donde para un flujo estrictamente turbulento la longitud de desarrollo del flujo concuerda
con se 𝐿 ≥ 10𝐷.
RELACIÓN ENTRE EL CAUDAL Y EL COEFICIENTE K DE PÉRDIDAS Una vez determinado el porcentaje de abertura, y con los datos obtenidos para su análisis, es de
gran importancia saber cómo se relaciona el flujo a lo largo de la válvula y la perdida de cabeza
generada por su abertura, ya sea parcial o total. De este modo, se puede tener claro entonces que
la relación para estas dos variables es (Loboguerrero J. , 1991) [9]:
𝑸
𝑸𝟎= √
𝑲𝟎
𝑲
Donde el sub-índice 0 representa un porcentaje de abertura de la válvula menor al 100%. Estas dos
variables se realizan con el fin de evaluar que caudal se debe obtener a partir de una abertura
parcial, así como la pérdida de cabeza. Esto con el fin de evaluar las pérdidas de energía de un fluido
en un sistema hidráulico y saber de forma rápida que se puede esperar de una situación similar.
Por otra parte, idealmente se espera elaborar una gráfica similar a la proporcionada en el libro
“bombas rotodinamicas y de desplazamiento positivo” desarrollado por el profesor Jaime
Loboguerrero de la Universidad de los Andes. Esta grafica muestra una relación poco usual donde
se puede ver la caída el caudal conforme el porcentaje de abertura es menor. Aunque debería ser
utilizada para relacionar válvulas de control, también muestra otro tipo de válvulas como la de
mariposa, y eventualmente en este proyecto se mostraran válvulas de bola, las cuales no sirven para
este fin. Se puede ver entonces que la gráfica muestra:

18
Ilustración 5 Grafica de relación porcentaje de abertura y caudal (Loboguerrero J. D.-J., 1991).
PORCENTAJE DE ABERTURA VÁLVULAS. Para determinar qué porcentaje de abertura se presentan en las válvulas, es importante tener en
cuenta que área transversal esta libre y por cada grado o vuelta que gira la manija. Después de
buscar en la literatura una forma de determinar concretamente algún modelo matemático que
definiera el porcentaje de abertura de las válvulas, y no encontrar nada, se decidió tratar de generar
o definir el porcentaje de abertura para cada válvula en partículas. Para ello, es importante tener en
cuenta que cada tipo de válvula abre y cierra a una tasa diferente y su comportamiento es diferente.
De igual modo para cada válvula se tiene en cuenta los siguientes supuestos:
- Numero de vueltas o radianes que gira de la manija.
- Cambio de distancia entre la base de la válvula y la base de la compuerta por cada vuelta de
la manija.
- Cálculo matemático del área de reducción
- Determinación del porcentaje de abertura para cada vuelta.
VÁLVULA COMPUERTA. Están hechos para ser accionados totalmente y no para regular el caudal de un fluido en una tubería.
A pesar de ser usadas como controladores, el fluido y su presión dentro del sistema puede causar
daños irreversibles a la válvula si esta se abre parcialmente. Pueden estar hechas de algún metal o
polímero resistente, depende la aplicación para la cual se desarrollen. Son fáciles de manipular y
bidireccionales, sin embargo, son pesadas y de accionamiento lento. Soportan altas presiones así
como fluidos industriales de diferentes tipos (SC Fluids, 2016).

19
Ilustración 6 Válvula de compuerta con extremos roscados (Genebre, 2017).
Para determinar el área transversal libre que tiene este tipo de válvula se aproxima l área de
intersección de dos círculos, de este modo para esta válvula bajo los supuestos descritos
anteriormente, se decidió evaluar para cada media vuelta cual es la distancia que la compuerta baja
y así describir el comportamiento del cierre de esta válvula, con este supuesto se utilizó Autodesk
Inventor para calcular el área encerrada, con lo cual se obtiene:
Ilustración 7 intersección de ducto y compuerta para 3 vueltas del vástago.
De este modo, se determina el área de intersección con la ayuda del software y se le resta al área
del círculo para determinar el área libre por cada vuelta al vástago realizada. Siguiendo este
proceso para cada media vuelta, se obtuvo entonces:
Tabla 4 Análisis abertura de válvula de compuerta.
Vueltas Intersección (altura compuerta) (mm)
Área cubierta (mm^2)
Área Libre (mm^2)
% abertura
0 11,43 0,00 410,43 100,00%
0,5 10,72 10,69 399,74 97,39%
1 10,00 21,39 389,04 94,79%
1,5 9,00 49,32 361,12 87,98%
20
2 8,00 77,24 333,19 81,18%
2,5 6,75 123,14 287,29 70,00%
3 5,50 169,05 241,39 58,81%
3,5 4,25 221,96 188,48 45,92%
4 3,00 274,86 135,57 33,03%
4,5 2,50 337,66 72,77 17,73%
5 2,00 400,46 9,97 2,43%
5,5 0,00 410,43 0,00 0,00%
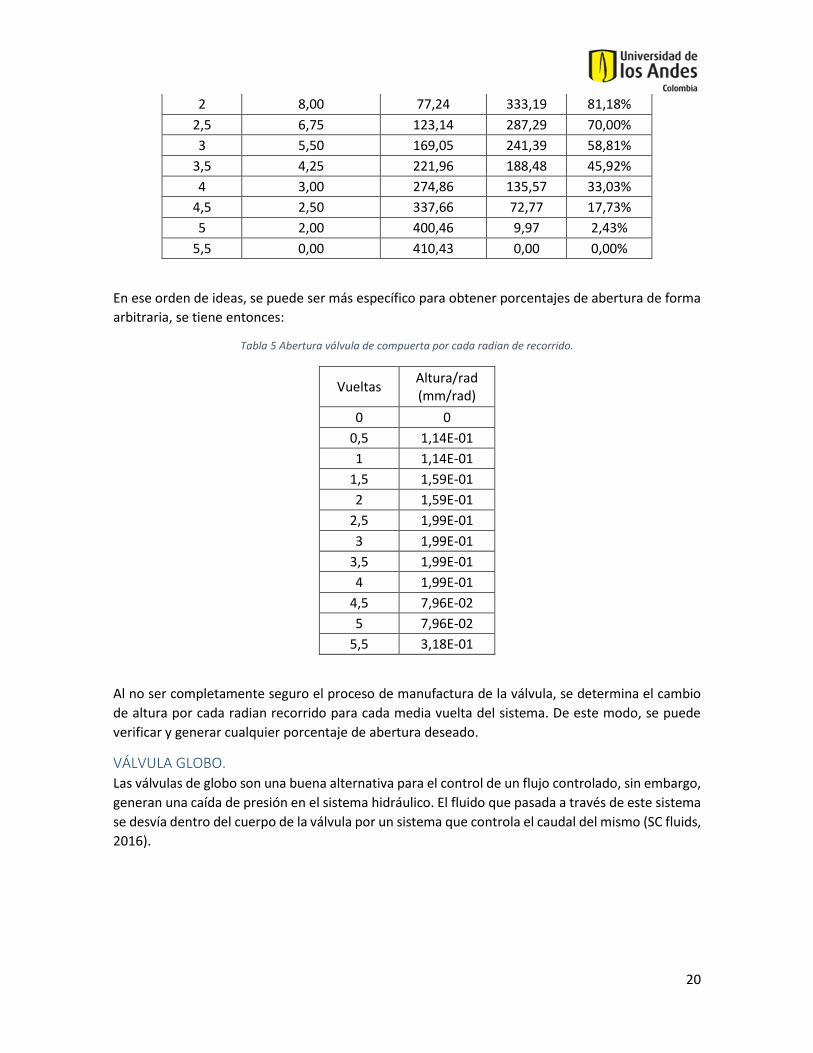
En ese orden de ideas, se puede ser más específico para obtener porcentajes de abertura de forma
arbitraria, se tiene entonces:
Tabla 5 Abertura válvula de compuerta por cada radian de recorrido.
Vueltas Altura/rad (mm/rad)
0 0
0,5 1,14E-01
1 1,14E-01
1,5 1,59E-01
2 1,59E-01
2,5 1,99E-01
3 1,99E-01
3,5 1,99E-01
4 1,99E-01
4,5 7,96E-02
5 7,96E-02
5,5 3,18E-01
Al no ser completamente seguro el proceso de manufactura de la válvula, se determina el cambio
de altura por cada radian recorrido para cada media vuelta del sistema. De este modo, se puede
verificar y generar cualquier porcentaje de abertura deseado.
VÁLVULA GLOBO. Las válvulas de globo son una buena alternativa para el control de un flujo controlado, sin embargo,
generan una caída de presión en el sistema hidráulico. El fluido que pasada a través de este sistema
se desvía dentro del cuerpo de la válvula por un sistema que controla el caudal del mismo (SC fluids,
2016).

21
Ilustración 8 Sección transversal Válvula de Globo (ISO 90001, 2008).
La válvula de globo cierra de una forma muy particular, este sistema genera una caída de presión
muy grande debido a su geometría y utiliza un tapón o un disco de asiento. Para el cálculo de
abertura de este dispositivo por cada vuelta generada se asume que el área libre se asemeja al área
lateral de un cilindro. Para el cálculo de apertura, en este caso simplemente se determina el área
lateral del cilindro y se calcula el porcentaje de abertura con la abertura total de referencia. De igual
modo para los supuestos mencionados anteriormente se obtuvo:
Tabla 6 Análisis abertura de válvula de globo.
Vueltas Altura tapón
(mm) Área paso de agua
(mm^2) % Apertura
0 7 538,78 100,00%
1 5,5 423,33 78,57%
2 4 307,88 57,14%
3 3 230,91 42,86%
4 1,5 115,45 21,43%
4,75 0 0,00 0,00%
Así como las válvulas de compuerta, se calculó la distancia que baja el tapón por cada radian
recorrido, con lo cual se obtuvo:
Tabla 7 Abertura válvula de globo por cada radian de recorrido.
Vueltas altura/2pi rad
0 0,00
1 2,39E-01
2 2,39E-01
3 1,59E-01
4 2,39E-01
4,75 2,39E-01

22
Y bajo el mismo planteamiento donde no se está seguro sobre la manufactura del dispositivo, se
determinó este valor para cada vuelta dada por la manija.
VÁLVULA DE BOLA. Son dispositivos muy versátiles de rápido accionamiento, sin embargo no es aconsejable utilizarlas
como controladores del caudal del sistema. Tiene importantes desventajas como un diámetro de
paso menor al de la tubería la cual se acopla y su rápido accionamiento puede causar golpes de
ariete si no son usadas adecuadamente. Son fabricados de muchos materiales, dependiendo de la
aplicación para la cual sean diseñadas, son livianas y de fácil instalación (SC Fluids, 2016).
Ilustración 9 Válvula de bola (SC Fluids, 2016).
Para el proceso de caracterización de la válvula de bola, se utilizó la asistencia del software
Autodesk Inventor. La idea de utilizar el software era generar un modelo de una válvula similar y
determinar el porcentaje de abertura cada 15º (se utilizó esta medida pues como mínimo se
necesitan 5 porcentajes de abertura diferentes para formar la curva). Con el modelo diseñado y las
marcas determinadas como en la imagen siguiente:
Ilustración 10 Modelo Válvula de bola y guías de giro para el vástago.

23
Con esto solo queda girar la válvula y calcular la abertura con la ayuda del software, un ejemplo de
esto es entonces:
Ilustración 11 cierre de válvula para giro del vástago de 45º.
Siguiendo este proceso, se obtuvo entonces que los porcentajes de abertura para las válvulas tipo
bola son:
Angulo cierre (º) Área libre (mm^2) % apertura
0 471,35 100,00%
15 354,42 75,19%
30 249,48 52,93%
45 138,50 29,38%
60 37,29 7,91%
75 0 0%
90 0 0% Ilustración 12 porcentaje de abertura para cada ángulo de cierre establecido.

24
DISEÑO Y DESARROLLO
ESPECIFICACIONES. A partir de las diferentes consideraciones tomadas anteriormente, se tiene entonces que el banco
de pruebas debe cumplir con los siguientes requisitos:
- Garantizar una cabeza constante durante toda la experimentación.
- Diámetros de tubería iguales durante todo el circuito para evitar pérdidas mayores por
reducciones.
- Sistema que garantice variar el caudal al menos para 3 velocidades diferentes del fluido.
- Medidas estándares de:
Tabla 8 Medidas mona de medición banco de prueba.
Tramo L1 y L3 L2 y L4
Longitud aproximada (m) 0,3 0,08
DIAGRAMA BANCO DE PRUEBAS. Siguiendo como guía la norma EN1267 y las consideraciones básicas para obtener un flujo
desarrollado, se obtuvo finalmente dos diseños para generar el banco de pruebas que cumpla con
las consideraciones pertinentes:
- El primer banco de pruebas desarrollado utilizo el tanque elevado del laboratorio de
mecánica de fluidos de la Universidad de los Andes, este banco contaba con un tanque de
aproximadamente 6,5 𝑚3 a una altura de 3,5 m.

25
Ilustración 13 Banco de pruebas con tanque elevado.
Este banco de pruebas también cuenta con un tanque de presión que no deja caer la presión
del tanque elevado, lo cual es indispensable para poder mantener una presión en todo el
sistema. Además de esto, el sistema esta acoplado al banco de pruebas Armfield F1-10 para
recolectar el agua y bombearla nuevamente al tanque elevado. Aunque este sistema
mantiene una cabeza constante, es importante tener en cuenta que no permite el cambio
de caudal en el sistema, por lo cual se debe tener una alternativa diferente.
- Como alternativa, se tiene un banco de pruebas que utilice solamente el tanque Armfield
F1-10, este banco de pruebas mantiene las medidas establecidas en el tramo de
experimentación pero tiene variaciones en su conexión:
Ilustración 14 banco de pruebas utilizando solamente el tanque Armfield F1-10
En este caso, también se utiliza el tanque de presión al final del tramo de experimentación
de las válvulas, esto con el mismo fin de mantener la presión en el sistema. Por otro parte,
el tanque y la tubería externos a él debe estar conectado de tal forma que no se generen
pérdidas o goteos significativos. En este caso, el tanque Armfield F1-10 cuenta con una
bomba (con la que se puede variar de caudal) y una capacidad de almacenamiento de agua
que podrían funcionar para la caracterización de las válvulas.
26
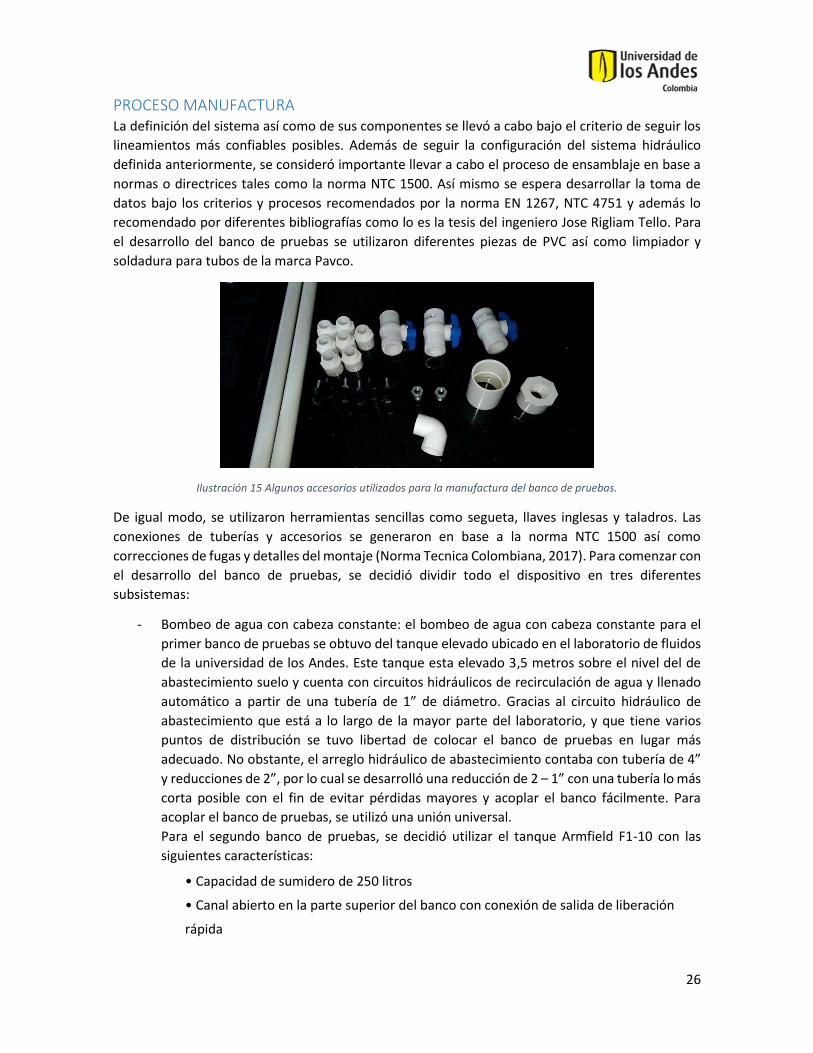
PROCESO MANUFACTURA La definición del sistema así como de sus componentes se llevó a cabo bajo el criterio de seguir los
lineamientos más confiables posibles. Además de seguir la configuración del sistema hidráulico
definida anteriormente, se consideró importante llevar a cabo el proceso de ensamblaje en base a
normas o directrices tales como la norma NTC 1500. Así mismo se espera desarrollar la toma de
datos bajo los criterios y procesos recomendados por la norma EN 1267, NTC 4751 y además lo
recomendado por diferentes bibliografías como lo es la tesis del ingeniero Jose Rigliam Tello. Para
el desarrollo del banco de pruebas se utilizaron diferentes piezas de PVC así como limpiador y
soldadura para tubos de la marca Pavco.
Ilustración 15 Algunos accesorios utilizados para la manufactura del banco de pruebas.
De igual modo, se utilizaron herramientas sencillas como segueta, llaves inglesas y taladros. Las
conexiones de tuberías y accesorios se generaron en base a la norma NTC 1500 así como
correcciones de fugas y detalles del montaje (Norma Tecnica Colombiana, 2017). Para comenzar con
el desarrollo del banco de pruebas, se decidió dividir todo el dispositivo en tres diferentes
subsistemas:
- Bombeo de agua con cabeza constante: el bombeo de agua con cabeza constante para el
primer banco de pruebas se obtuvo del tanque elevado ubicado en el laboratorio de fluidos
de la universidad de los Andes. Este tanque esta elevado 3,5 metros sobre el nivel del de
abastecimiento suelo y cuenta con circuitos hidráulicos de recirculación de agua y llenado
automático a partir de una tubería de 1” de diámetro. Gracias al circuito hidráulico de
abastecimiento que está a lo largo de la mayor parte del laboratorio, y que tiene varios
puntos de distribución se tuvo libertad de colocar el banco de pruebas en lugar más
adecuado. No obstante, el arreglo hidráulico de abastecimiento contaba con tubería de 4”
y reducciones de 2”, por lo cual se desarrolló una reducción de 2 – 1” con una tubería lo más
corta posible con el fin de evitar pérdidas mayores y acoplar el banco fácilmente. Para
acoplar el banco de pruebas, se utilizó una unión universal.
Para el segundo banco de pruebas, se decidió utilizar el tanque Armfield F1-10 con las
siguientes características:
• Capacidad de sumidero de 250 litros
• Canal abierto en la parte superior del banco con conexión de salida de liberación
rápida

27
• La bomba con circulación centrífuga de cebado automático ofrece agua a una carga
hidrostática de 21 m sin flujo, y un flujo máximo de 60 litros por minuto La bomba centrifuga de este banco de pruebas, según el proveedor, tiene la siguiente curva
de Cabeza de bombeo contra Caudal:
Grafica 1 curva cabeza Vs. Caudal bomba centrifuga de Tanque Armfield F1-10 (Armfield).
- Banco de pruebas: El banco de pruebas fue desarrollado a partir de la norma europea EN
1267, por lo cual las medidas de tuberías así como la posición de los accesorios del sistema
están ubicados según la misma. Es importante tener en cuenta que la norma va dirigida a
montajes hechos con tuberías de algún metal y no concretamente para PVC, sin embargo
debido a las complicaciones de manufactura que hay al trabajar el acero para sistemas
hidráulicos así como su costo, se prosiguió con el desarrollo de todo el sistema en PVC. La
zona de pruebas entonces del sistema con las medidas establecidas previamente es:
Ilustración 16 Banco de prueba, sección de caracterización.
- Tanque de presión: al ser un sistema hidráulico que debe mantener una cabeza constante
de alimentación, y sabiendo que si el sistema no tiene un tanque o algo que mantenga la
presión al final del banco de pruebas la presión dentro del mismo se perderá generando una
medición que fluctúa aleatoriamente, se construyó un tanque sencillo que pudiera soportar
la cabeza inicial del banco. Teniendo en cuenta que la presión no era mayor a 4 psi para

28
ambos bancos de prueba, se reciclo un botellón de agua de 5 l y se adecuo para poder tener
una entrada y salida de agua de 1” .
Este botellón se perforo a medida de la tubería y ha sido resanado con macilla epódica
tratando al máximo de evitar las fugas posibles. Además, se utilizó como tapa plástico de
bolsas convencionales (monocapa), esto con el fin de tener la facilidad de abrirlo y cerrarlo
las veces que fuera necesario sin realizar procesos largos y tediosos. El producto final es
entonces:
Ilustración 17 Tanque de presión.
29
METODOLOGÍA
VERIFICACIÓN DE MANÓMETROS. Aunque la idea primordial en este trabajo es caracterizar y tener diferentes factores que se generan
en un sistema hidráulico debido a válvulas, es importante tener en cuenta que el instrumento de
medición primordial para todo el montaje son los manómetros. Para la verificación de los
manómetros adquiridos para el montaje se utilizó el manómetro digital de alta precisión WIKA CPG
1500, el cual se utiliza como modelo patrón y que está ubicado en el laboratorio (NUMERO LAB) de
la universidad. Este manómetro cuenta con las siguientes características (Wika Gauges, 2017):
Resolución 0.01 Psi
Rango de medición de -1 a 40 Bar
Exactitud 0.05%
Rango temperatura de servicio de –10 a 50 °C
Dimensiones 100x150x59 (sin adaptador para verificación)
El dispositivo WIKA completo posee una bomba de aire manual que genera la presión en el sistema
siempre y cuando no hallan fugas en el mismo. Además de esto, tiene dos manijas que permiten
ajustar la presión, una para cambios de presión pequeños y otra que puede ser utilizada para
despresurizar el sistema por completo o reducir la presión rápidamente.
Para la verificación de los dispositivos, se determina también el error absoluto y el error relativo que
cada medición posee, para lo cual se tiene:
𝐸𝑟𝑟𝑜𝑟 𝑎𝑏𝑠𝑜𝑙𝑢𝑡𝑜: 𝑉𝑎𝑙𝑜𝑟 𝑚𝑒𝑑𝑖𝑑𝑜 − 𝑉𝑎𝑙𝑜𝑟 𝑟𝑒𝑎𝑙
𝐸𝑟𝑟𝑜𝑟 𝑟𝑒𝑙𝑎𝑡𝑖𝑣𝑜 = 𝐸𝑟𝑟𝑜𝑟 𝑎𝑏𝑠𝑜𝑙𝑢𝑡𝑜𝑣𝑎𝑙𝑜𝑟 𝑚𝑒𝑑𝑖𝑑𝑜⁄
La importancia de determinar el error relativo en esta verificación yace en poder dar una idea y
cuantificar cual va a ser el error en las mediciones que se van a tomar a lo largo del montaje. Al error
relativo poder presentarse en términos porcentuales, hace más fácil entender que tan desfasado es
el dato medido contra el dato de referencia (Vivanco, 2006). Teniendo claro a qué se puede referir
el error relativo, se define que errores relativos de la medición mayores a 10% son excesivos, por lo
cual no se deben tener en cuenta (Vivanco, 2006). Además de esto, como se tienen más de una
observación en rangos diferentes de medida se establece que el promedio de los errores generados
en cada intervalo de medición debe ser también menor al 10%. Una vez teniendo claro las
características del dispositivo así como su funcionamiento, y teniendo una idea de la naturaleza de
30
las mediciones que se deben obtener se procede a generar la verificación de los manómetros para
las pruebas.
PROCESO DE VERIFICACIÓN Al tener que utilizar un dispositivo tan delicado para la verificación de los manómetros y ser lo
manómetros en si dispositivos de medición tan delicados, se debe seguir un proceso de verificación
para no afectar ninguno de los dispositivos y obtener mediciones confiables de los mismos. De tal
modo que el proceso a seguir es el siguiente:
- El dispositivo Wika debe conectarse correctamente al manómetro a verificar, para ello se
deben utilizar los adaptadores de rosca (por defecto el dispositivo trae rosca Alemana que
no es compatible con la rosca NPT del dispositivo Royal Gouge), estos adaptadores deben
utilizar los sellos que vienen con el equipo para evitar fugas. Mientras el dispositivo está
apagado, se selecciona el adaptador para roscas de ¼”, diámetro del roscado del
manómetro.
- Una vez el adaptador ha sido seleccionado y correctamente instalado, se puede conectar el
manómetro, es importante que la rosca del manómetro tenga teflón para que no hallan
fugas. Para la instalación, es necesario utilizar llaves expansivas y la ayuda de otra persona
para evitar golpear los dispositivos y apretar bien el sistema.
- Una vez todo el sistema esté debidamente conectado, se procede a utilizar la bomba manual
para verificar que no hallan fugas. Con el dispositivo aun apagado, se bombea cualquier
cantidad y se verifica que la medida del manómetro sea constante y no oscile o disminuya,
de este modo se asegura que el sistema no tenga fugas y las mediciones van a ser estables.
Se debe tener en cuenta que los manómetros que van a ser verificados tienen un rango de
0 – 15 psi, por lo cual la presión que se le agregue al sistema debe ser pequeña para no
afectar el dispositivo.
- Después de verificar que no hay fugas, se procede a despresurizar todo el sistema y
encender el manómetro WIKA. Este manómetro cuenta con la opción de definir diferentes
variables como lo son escala de presión, temperatura y resolución (en este caso se
alcanzaba una resolución de 0,01 psi). para este caso, el dispositivo debe estar configurado
en psi a una temperatura de 23º C medida en el termómetro del laboratorio.
- Con el dispositivo debidamente configurado, se procede a realizar la verificación, la cual
debe ser de al menos 10 datos para toda la escala del manómetro a verificar y estar dentro
del rango y resolución del mismo. Para lograr un valor preciso en el manómetro de
referencia, se debe utilizar las manijas para ajustar la presión y esperar unos segundos con
el fin de obtener una medición que no oscile.
- Para cada dato se debe tomar tanto la presión definida como la presión de descarga total.
Es pertinente que la lectura de los datos sea la adecuada, para lo cual el experimentador
debe ubicarse lo más perpendicular posible al manómetro y registrar el valor del
manómetro a revisar. Este valor debe ser coherente con la resolución del dispositivo y el
rango del mismo.
- Por último, para proceder con la verificación de otro dispositivo se despresuriza el sistema
y se apaga el manómetro de referencia para desconectar y volver a conectar otro
dispositivo.

31
CARACTERIZACION DE VALVULAS
CAUDAL DEL SISTEMA. Para el primer sistema desarrollado, como la naturaleza del sistema lo define, el caudal es constante
y no se puede alterar, en este caso el caudal al final del sistema depende entonces de la cabeza, por
lo cual se tiene 𝑄𝑠𝑖𝑠𝑡𝑒𝑚𝑎 1 = 9,26 ∗ 10−4 𝑚3/𝑠. Este caudal podría ser mayor si no hubiera un
circuito hidráulico tan extenso antes del banco de pruebas, pues todos los codos, T`s y reducciones
generan pérdidas significativas de cabeza. Por otra parte, verificando la condición de turbulencia se
tiene que en este caso #𝑅𝑒 = 4,47 ∗ 104, con lo cual se cumple el requisito de tener un fluido
turbulento.
Por otra parte, el segundo sistema si permite el cambio de caudal por medio de una válvula después
de la bomba, para este caso, se definió el caudal de la forma más sencilla que es las vueltas de
apertura de la válvula. Además de esto, con el caudal obtenido del sistema y siguiendo la curva de
caracterización de la bomba (presentada en el catálogo de especificaciones del tanque) se
determina un aproximado de la cabeza del sistema. En este caso se tiene entonces los siguientes
caudales, cabezas y número de Reynolds para definir el tipo de flujo correspondiente son:
Tabla 9. Caudales de prueba.
1 Vuelta 2 Vueltas 3 Vueltas
Caudal (𝑚3/𝑠) 8,97∗ 10−4 1,64*10−3 1,80∗ 10−3 Cabeza (m) 18 12,5 10
#Re 4,33∗ 104 7,93∗ 104 8,68∗ 104
PROCESO EXPERIMENTAL Para el proceso experimental de caracterización, se decidió generar un protocolo en combinación
con los 3 documentos visualizados anteriormente, con lo cual se obtuvo:
- Las válvulas deben ser caracterizadas a 3 caudales diferentes y constantes durante la
prueba.
- Se deben tomar al menos de 3 a 5 datos por cada caudal y porcentaje de abertura.
- El sistema no debe ser purgado o tener la menos cantidad de burbujas posibles.
- Los manómetros deben ser verificados previamente con un patrón para asegurarse de que
los datos tomados de presión son los correctos, este proceso es importante pues lo
manómetros de Bourdon que se utilizaran son instrumentos muy delicados que suelen
alterarse con el paso del tiempo y el uso.
- Los manómetros usualmente tienen 2 escalas, por lo cual se considera que es posible tomar
la medición de presión que mejor se aproxime, en dado caso de que no haya una medida
clara se debe tomar el valor menor como es costumbre en la toma de datos. Para los
manómetros que no tienen glicerina y la aguja fluctúa entre varias mediciones, se puede
tomar la medición promedio o la menor medición en la cual la aguja oscile.
- La toma experimental del caudal debe provenir de medir el tiempo que se demora el
sistema en llenar un volumen determinado, en este caso, se utilizara un balde de 8 litros y
un cronometro.

32
- Los datos deben ser tomados una vez el sistema este estable, es decir entre 10 o 30
segundos después de que el tanque de presión este lleno.
- Durante todo el proceso de pruebas, las válvulas de control del sistema deben estar abiertas
y permitir el paso del agua, por lo cual las pruebas deben durar almenas 10 minutos, esto
con el fin de asegurar que la válvula de prueba no presente ninguna fuga y los datos no se
alteren por filtraciones.
33
PRESENTACIÓN DE RESULTADOS
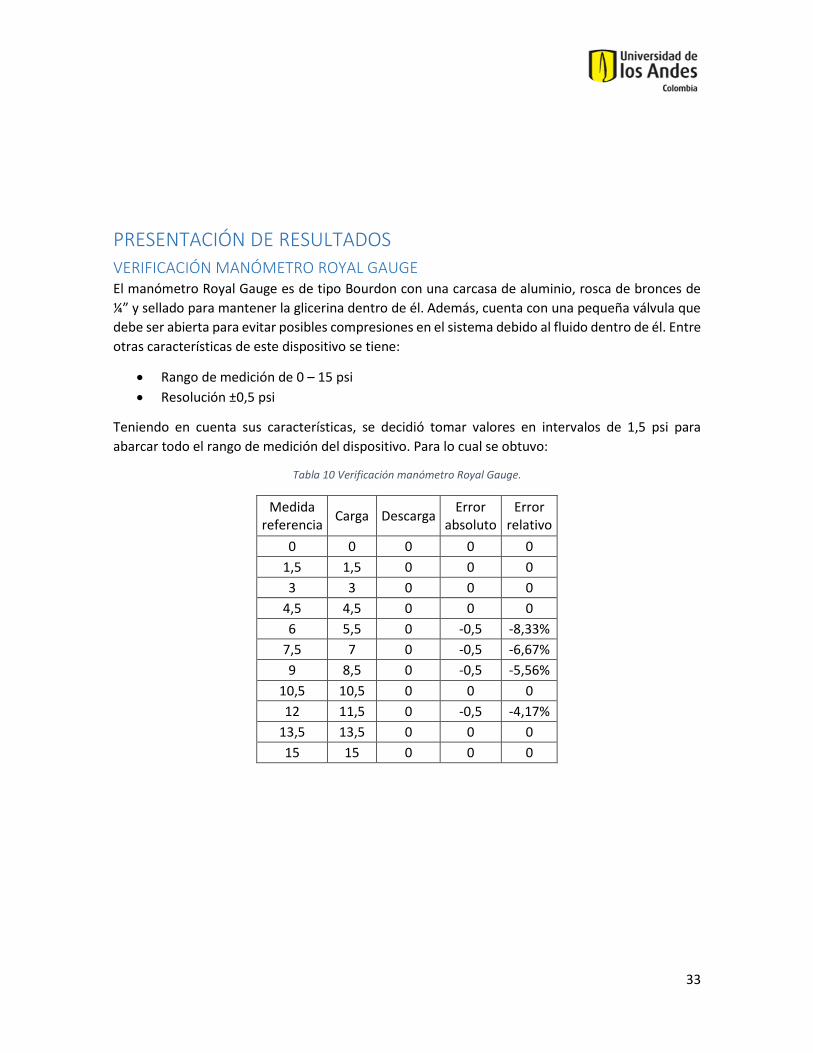
VERIFICACIÓN MANÓMETRO ROYAL GAUGE El manómetro Royal Gauge es de tipo Bourdon con una carcasa de aluminio, rosca de bronces de
¼” y sellado para mantener la glicerina dentro de él. Además, cuenta con una pequeña válvula que
debe ser abierta para evitar posibles compresiones en el sistema debido al fluido dentro de él. Entre
otras características de este dispositivo se tiene:
Rango de medición de 0 – 15 psi
Resolución ±0,5 psi
Teniendo en cuenta sus características, se decidió tomar valores en intervalos de 1,5 psi para
abarcar todo el rango de medición del dispositivo. Para lo cual se obtuvo:
Tabla 10 Verificación manómetro Royal Gauge.
Medida referencia
Carga Descarga Error
absoluto Error
relativo
0 0 0 0 0
1,5 1,5 0 0 0
3 3 0 0 0
4,5 4,5 0 0 0
6 5,5 0 -0,5 -8,33%
7,5 7 0 -0,5 -6,67%
9 8,5 0 -0,5 -5,56%
10,5 10,5 0 0 0
12 11,5 0 -0,5 -4,17%
13,5 13,5 0 0 0
15 15 0 0 0

34
Ilustración 18 Verificación del manómetro Royal Gauge.
VERIFICACIÓN MANÓMETRO WINTERS (SIN GLICERINA). Este manómetro que ya poseía el laboratorio de fluidos es de tipo Bourdon con carcasa en aluminio
y rosca de bronce. Entre sus características se tiene:
Rango de medición de 0 – 15 psi
Resolución ± 0,2 psi
Para su verificación se prosiguió con el mismo proceso descrito anteriormente y se obtuvo:
Tabla 11 Verificación Manómetro Winters.
Medida referencia
Carga Descarga Error
absoluto Error
relativo
0 0 0 0 0
1,4 2 0,4 0,6 43%
2,8 3,4 0,6 0,6 21%
4,2 4,8 0,4 0,6 14%
10 10,8 0,6 0,8 8%
Ilustración 19 Verificación del manómetro Winters.
35
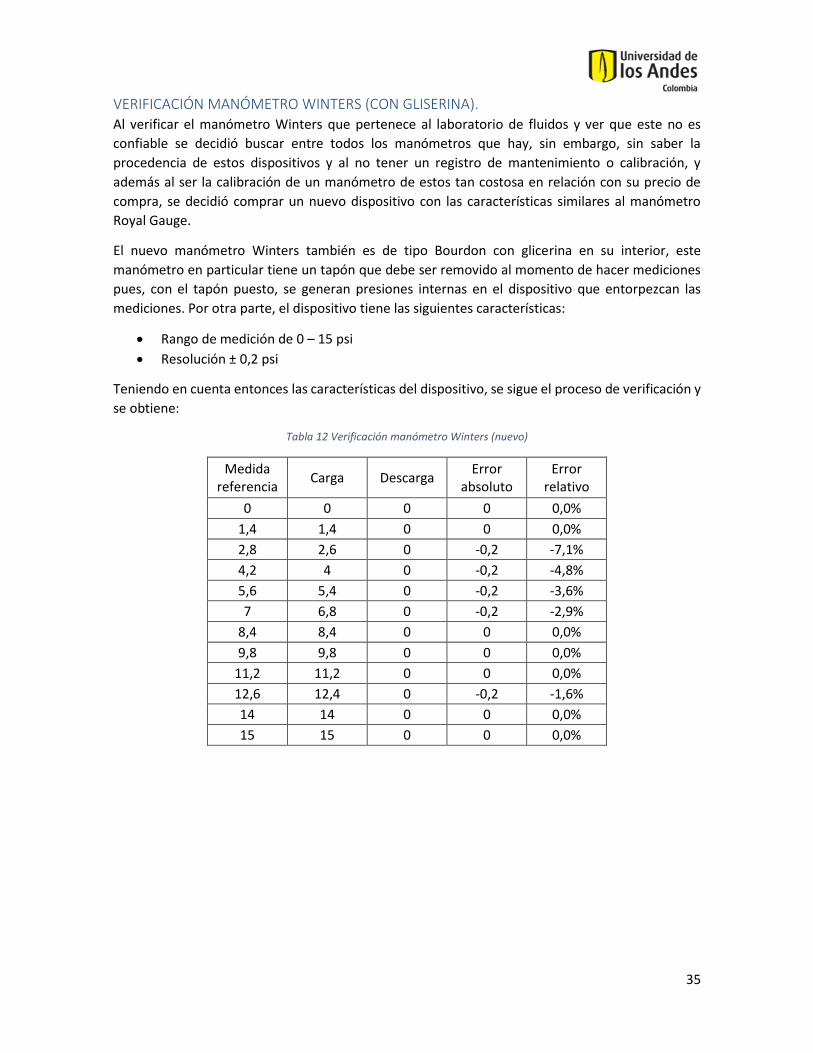
VERIFICACIÓN MANÓMETRO WINTERS (CON GLISERINA). Al verificar el manómetro Winters que pertenece al laboratorio de fluidos y ver que este no es
confiable se decidió buscar entre todos los manómetros que hay, sin embargo, sin saber la
procedencia de estos dispositivos y al no tener un registro de mantenimiento o calibración, y
además al ser la calibración de un manómetro de estos tan costosa en relación con su precio de
compra, se decidió comprar un nuevo dispositivo con las características similares al manómetro
Royal Gauge.
El nuevo manómetro Winters también es de tipo Bourdon con glicerina en su interior, este
manómetro en particular tiene un tapón que debe ser removido al momento de hacer mediciones
pues, con el tapón puesto, se generan presiones internas en el dispositivo que entorpezcan las
mediciones. Por otra parte, el dispositivo tiene las siguientes características:
Rango de medición de 0 – 15 psi
Resolución ± 0,2 psi
Teniendo en cuenta entonces las características del dispositivo, se sigue el proceso de verificación y
se obtiene:
Tabla 12 Verificación manómetro Winters (nuevo)
Medida referencia
Carga Descarga Error
absoluto Error
relativo
0 0 0 0 0,0%
1,4 1,4 0 0 0,0%
2,8 2,6 0 -0,2 -7,1%
4,2 4 0 -0,2 -4,8%
5,6 5,4 0 -0,2 -3,6%
7 6,8 0 -0,2 -2,9%
8,4 8,4 0 0 0,0%
9,8 9,8 0 0 0,0%
11,2 11,2 0 0 0,0%
12,6 12,4 0 -0,2 -1,6%
14 14 0 0 0,0%
15 15 0 0 0,0%

36
Ilustración 20 Verificación manómetro Winters (nuevo)
CARACTERIZACÓN DE VALVULAS
PRIMER SISTEMA DE CARACTERIZACIÓN. Siguiendo el proceso descrito anteriormente para la toma de datos y la caracterización de los
dispositivos se desarrolló entonces el proceso experimental del sistema de caracterización
utilizando una cabeza constante elevada proveniente de un tanque a unos 3,5 m del nivel del suelo.
Este sistema se probó inicialmente con válvulas de compuerta y válvula de globo debido a su
limitación, por lo cual los datos presentados a continuación serán para dar una idea de los defectos
y sustentar el desarrollo de un segundo sistema. De igual modo, eventualmente se dará a entender
más detalladamente las limitaciones de este banco de pruebas. En primer lugar, bajo las condiciones
del sistema, se obtuvo que el coeficiente de pérdidas generado por la válvula de compuerta con este
montaje es:
Tabla 13 Coeficiente de flujo y constante de pérdidas para válvula de compuerta.
Kv [𝑚3
ℎ√𝑏𝑎𝑟] Cv [
𝑔𝑝𝑚
√𝑝𝑠𝑖] K
17,11 19,85 2,27
En este orden de ideas, la relación del porcentaje K de pérdidas con respecto al porcentaje de
apertura de la válvula se puede apreciar a continuación en la siguiente gráfica:

37
Grafica 2 Factor K Vs. Porcentaje de abertura para la válvula de compuerta en el primer sistema de caracterización.
Para la válvula de globo al tener un sistema con tan poca presión, los manómetros proporcionaban
medidas de presiones muy pequeñas o nulas, por lo cual no se consideró coherente determinar un
coeficiente de pérdidas con estos datos.
Siguiendo con el análisis de las válvulas que se pudieron analizar con este montaje, se generó una
relación entre el porcentaje de apertura y el caudal del sistema, esto con el fin de ver cómo cambia
el flujo del sistema conforme baja la compuerta o el tapón de la válvula cuando hay flujo en el
sistema:
Grafica 3 Caudal Vs Porcentaje de abertura para las válvulas de compuerta y globo con el primer sistema de caracterización.
A pesar de tener pocos datos para decidir descartar este sistema, existían problemas externos a la
toma de datos que generaron la decisión de no utilizar más este banco de pruebas y encontrar una
alternativa. Para visualizar más detenidamente los resultados generados tanto de la
experimentación como de los cálculos para los coeficientes de flujo y constante de perdidas, se
puede dirigir directamente a los anexos 2.
0
5
10
15
20
20% 30% 40% 50% 60% 70% 80% 90% 100%
k
Porcentaje de apertura
Factor K Vs. Porcentaje de abertura (Valvula de compuerta)
0,5
1,0
1,5
2,0
2,5
3,0
3,5
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
Cau
dal
(𝑚
^3/ℎ
)
% Apertura
Caudal Vs. Porcentaje de Abertura
Valvulas de Compuerta Valvula de Globo

38
SEGUNDO SISTEMA DE CARACTERIZACIÓN Para este sistema de caracterización, teniendo en cuenta que gracias al banco de pruebas Armfield
se logró obtener todas las condiciones de prueba definidas previamente, para las 3 válvulas a
caracterizar, y para cada caudal en particular el coeficiente K adimensional que se generó es:
Tabla 14 Coeficiente K de pérdidas de diferentes válvulas a diferentes caudales de prueba.
Caudal (𝑚3/ℎ)
K perdidas de Válvulas
Bola Bola (PVC) Compuerta Globo
3,23 0,63 1,28 0,16 16,06
5,92 0,79 1,30 0,25 18,05
6,48 0,74 1,34 0,29 21,07
Es evidente que el coeficiente K aumenta conforme aumenta el caudal del sistema, por lo cual se
puede llegar a sugerir que este mismo no solo depende de la geometría de la válvula sino también
de la velocidad del fluido confinado. Continuando con los resultados generados, la relación entre el
coeficiente adimensional y la abertura de la válvula se ve representada en las siguientes gráficas:
Grafica 4 Factor K Vs. porcentaje de abertura con caudal de prueba de 3,23 𝑚3/ℎ.
0
20
40
60
80
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
k
Porcentaje de abertura (%)
Factor K Vs. Porcentaje de Abertura (Q=3,23 m3/h)
Valvula de Bola Valvula Compuerta Valvula de Globo Valvula Bola (PVC)

39
Grafica 5 Factor K Vs. porcentaje de abertura con caudal de prueba de 5,92 𝑚3/ℎ.
Grafica 6 Factor K Vs. porcentaje de abertura con caudal de prueba de 6,48 𝑚3/ℎ.
Como se puede apreciar, el comportamiento de las válvulas a diferentes caudales es idéntico, y
realmente solo se puede apreciar un cambio analizando las tablas de resultados ubicadas en el
Anexo 3. Este comportamiento da a entender diferentes aspectos del sistema que serán evaluados
posteriormente.
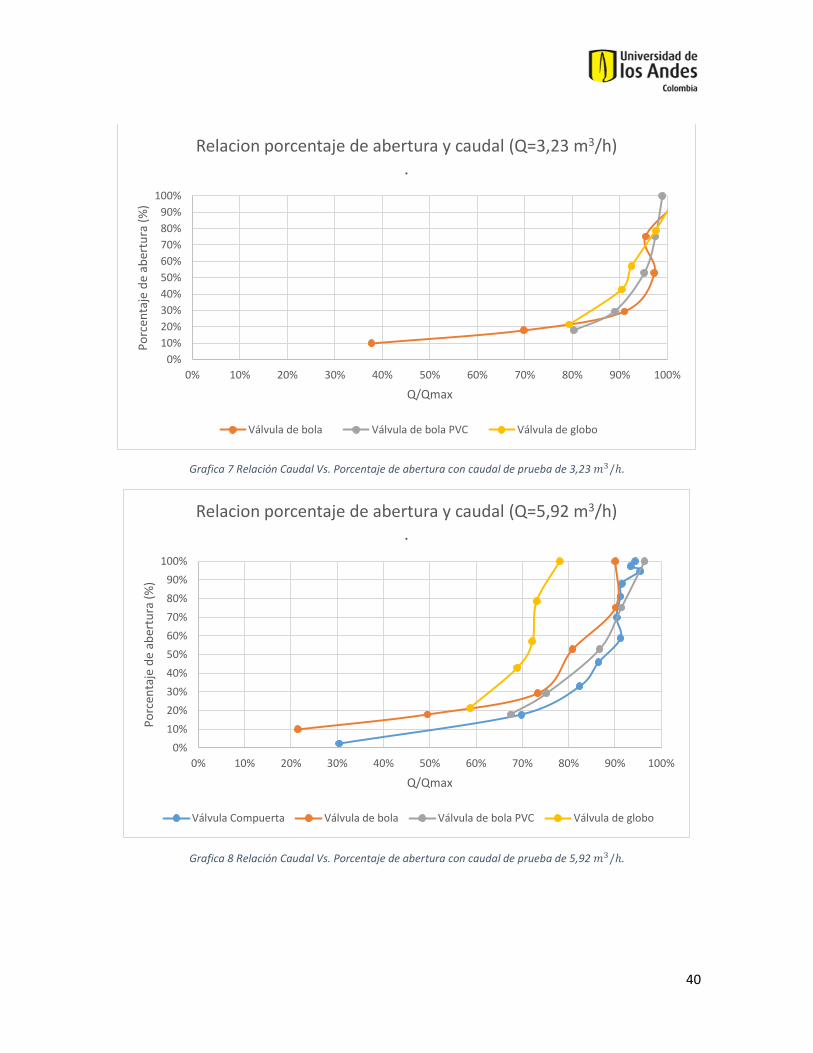
Para terminar con el proceso de experimentación de las válvulas, los resultados de la relación entre
el caudal del sistema y porcentaje de abertura se presentan en las siguientes graficas:
0
20
40
60
80
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
k
Porcentaje de Abertura (%)
Factor K Vs. Porcentaje de Abertura (Q=5,92 m3/h)
Vavula de Bola Valvula -compuerta Valvula de globo Valvula Bola (PVC)
0
20
40
60
80
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
k
Porcentaje de Abertura (%)
Factor K Vs. Porcentaje de Abertura (Q=6,48 m3/h)
Vavula de Bola Valvula -compuerta Valvula de globo
40
Grafica 7 Relación Caudal Vs. Porcentaje de abertura con caudal de prueba de 3,23 𝑚3/ℎ.
Grafica 8 Relación Caudal Vs. Porcentaje de abertura con caudal de prueba de 5,92 𝑚3/ℎ.
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
Po
rcen
taje
de
aber
tura
(%
)
Q/Qmax
Relacion porcentaje de abertura y caudal (Q=3,23 m3/h).
Válvula de bola Válvula de bola PVC Válvula de globo
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
Po
rcen
taje
de
aber
tura
(%
)
Q/Qmax
Relacion porcentaje de abertura y caudal (Q=5,92 m3/h).
Válvula Compuerta Válvula de bola Válvula de bola PVC Válvula de globo

41
Grafica 9 Relación Caudal Vs. Porcentaje de abertura con caudal de prueba de 6,48 𝑚3/ℎ.
Para este caso, nuevamente se tienen comportamientos muy similares para las válvulas con
diferentes velocidades del fluido, en cualquier caso el comportamiento se mantiene a diferentes
caudales, no obstante, cabe recalcar la diferencia que se generó para la válvula de bola en PVC y las
demás válvulas. De igual modo, esta válvula presento problemas después de llegar al caudal de
prueba de 5,92 𝑚3/𝑠
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
Po
rcen
taje
de
aber
tura
(%
)
Q/Qmax
Relacion porcentaje de abertura y caudal (Q=6,48 m3/h).
Válvula Compuerta Válvula de bola Válvula de bola PVC Válvula de globo

42
ANALISIS DE RESULTADOS
VERIFICACIÓN DE MANOMETROS El proceso de verificación de los manómetros es importante pues las medidas de presión
representan la variable más importante en este tipo de estudios. Como se mencionó anteriormente,
el error no debe sobrepasar el 10%, esto con el fin de asegurar que se reducen los errores
sistemáticos en la toma de datos y se va a poder obtener un valor más acercado al esperado.
Al verificar el manómetro Royal Gauge en todo su rango posible de medición, se denota que el error
absoluto puede ser menor pues la aguja marcaba una diferencia menor a la registrada, sin embargo
la resolución del manómetro no permite obtener una medida intermedia por lo cual se debe
registrar el valor menor en entre los dos valores donde queda la aguja. Analizando la tabla de datos
se considera que el dispositivo esta calibrado y las medidas que proporciona son confiables y puede
ser utilizado en el montaje experimental. Siguiendo el mismo proceso para el manómetro Winters
sin glicerina, se obtuvo un resultado poco favorable. Al ver el comportamiento de los valores
medidos contra los valores de referencia, y a pesar de que no se verifico en todo su rango de
medición, se estima con estos pocos datos que el manómetro no proporcionara una medida
confiable, por lo cual se descarta para ser utilizado. Aunque esta la opción de calibrar este
dispositivo, su calibración tiene un valor mayor que la compra de uno igual o de mejor calidad que
el mismo. Se debe tener en cuenta que este dispositivo estaba originalmente en la universidad y por
su mal rendimiento debe ser retirado así como alerta para verificar los demás elementos de
medición que hay a disposición de los estudiantes.
Al solo tener un manómetro, se procedió a generar la compra de otro manómetro pues entre los
que habían a disposición en el laboratorio de fluidos ninguno tenía un rango tan pequeño de
medición o una escala más acorde a lo que se estaba trabajando. Por esto, se adquirió el manómetro
Winter con glicerina descrito anteriormente. Es evidente la diferencia que se presenta entre el
dispositivo Winters con y sin glicerina, a pesar de que tienen características similares, este nuevo
manómetro tiene un error relativo mucho más aceptable pues está dentro del rango de error
aceptado, y por lo cual puede ser utilizado confiando en sus mediciones. En este caso es importante
tener en cuenta la oscilación de la aguja del manómetro al momento de generar mediciones de
presión, como se puede ver con los manómetros de glicerina, la aguja no oscila entre valores y esta
estática en una medida. Para el manómetro que no tienen glicerina, la aguja puede oscilar entre 2
o 3 valores generando errores aleatorios debido a la confusión generada al observador.
CARACTERIZACIÓN DE VÁLVULAS
PRIMER SISTEMA DE CARACTERIZACIÓN El primer banco de pruebas inicialmente era el más adecuado para caracterizar válvulas, esta cuenta
con un tanque elevado que en teoría garantiza una cabeza y caudal constante y medible. Sin

43
embargo, al momento de caracterizar las válvulas el sistema no reflejaba la cabeza esperada por lo
cual la presión que se media era muy pequeña e incluso disminuía con el tiempo que se
experimentaba. Además de no tener la cabeza y presión esperada, que de igual modo teóricamente
no era la más óptima, después de unos días de probar y tratar de caracterizar la válvula de
compuerta el sistema empezó a generar burbujas constantemente y no presentar presión alguna.
Esto debido a que el tanque nunca se auto-lleno como se esperaba y el agua que se ponía a
recircular, que simplemente era el agua en las tuberías, solamente lleno las tuberías de recirculación
de agua. En un principio se trató de verificar el volumen de agua del tanque de una forma poco
exacta pero al no tener un indicador o compuerta para ver el volumen era imposible determinar
entonces si el tanque tenía o no agua.
Al ver entonces que el montaje presentaba problemas como los descritos, y después de ver todas
las posibles alternativas, el tanque nunca estuvo realmente lleno y nunca se llenó aunque se abriera
la válvula manualmente. Aunque no se sabe finalmente cual es el funcionamiento del tanque se
obtuvieron datos para caracterizar una válvula de compuerta y medir el cambio de caudal de la
válvula de globo.
La válvula de compuerta analizada en este montaje presento un k de pérdidas demasiado alto para
el valor teórico tomado, el error supera el 1000%, lo cual lleva a pensar que en el sistema hay
muchos problemas tales como los descritos anteriormente (burbujas, presiones bajas, etc.) y
generan errores aleatorios que no se pueden controlar. Por otra parte, como el tanque no se estaba
llenando, la cabeza iba disminuyendo con el paso del tiempo, por ende las presiones tomadas no
eran coherentes entre una experimentación y otra generando así un error demasiado alto y
generando el descarte del sistema. Este proceso no se pudo realizar con la válvula de globo pues al
ser un dispositivo diseñado para generar pérdidas de presión, aunque la presión de entrada al
sistema era medible, en ningún momento se pudo evidenciar un valor de presión a la salida de la
válvula.
Para el análisis del cabio de caudal conforme cambia la apertura de la válvula, se pudo generar la
curva para las válvulas de compuerta y globo pero ambas mediciones con los errores descritos
anteriormente. A pesar de que se obtuvo una curva relativamente coherente, no es aconsejable
tomarla como referencia pues el caudal de todo el sistema iba disminuyendo paulatinamente.
Ignorando este hecho, se puede apreciar que las pérdidas de caudal de la válvula de compuerta son
mucho menores en comparación a la válvula de globo pues su propósito es diferente, sin embargo,
la caída del caudal en la válvula de globo se genera a una tasa mucho menor que la caída de caudal
del dispositivo de compuerta como se puede apreciar en la gráfica 3.
SEGUNDO SISTEMA DE CARACTERIZACIÓN. Este montaje es capaz de cumplir con todos los requerimientos especificados previamente para la
adquisición de datos, a pesar de no tener una curva experimental de caracterización del sistema, se
estima que la curva teórica proporcionada por el proveedor es suficiente para determinar la cabeza
del sistema con el caudal utilizado. En general, este sistema de caracterización demuestra ser
estable pues para una bomba en particular, utilizando caudales distintos se obtuvo un resultado
similar como se puede apreciar en las gráficas que relacionan el porcentaje de abertura con K y
caudal del sistema.

44
Analizando el coeficiente adimensional de cada válvula en particular para cada caudal, el error
relativo relacionado tiende a aumentar como la constante de perdidas, los errores relativos
obtenidos en el sistema son:
Tabla 15 error relativo para cada válvula y el caudal de prueba.
Caudal (m^3/h)
Error relativo.
Bola Bola (PVC) Compuerta Globo
3,23 811% 1753% -11% 105%
5,92 1048% 1789% 35% 131%
6,48 976% 1845% 57% 169%
Como es evidente, los errores relativos para las válvulas de bola y globo son excesivos, más del 800%
y 100% respectivamente, mientras que el error generado para la válvula de bola en PVC supera el
1000%. Verificando el proceso experimental que se llevó acabo junto con las especificaciones del
sistema, son diferentes las razones para evaluar de donde proviene este error. En primer lugar,
como se mencionó anteriormente, no se tiene clara la geometría de las válvulas o cual debe ser
tomada para determinar el coeficiente K y el que se tiene es sencillamente una aproximación casi
arbitraria. En segundo lugar, la suma de accesorios utilizados para la conexión de las válvulas al
sistema generan cambios de área y material en la zona de prueba, lo que causaría caídas de presión
que no son cuantificables al no tener un valor acertado para cuantificar este tipo de perdidas, es
importante tener en cuenta que la norma EN 1267 especifica que el montaje debe ser construido
en acero, por lo cual este modelo en PVC puede llegar a presentar aún más perdidas de presión que
las esperadas.
A pesar de los errores, observando la relación entre el factor K y la abertura de la válvula se
encuentra un comportamiento idéntico para todas las pruebas con pequeñas variaciones. Como en
este caso se pudieron analizar todas las válvulas, es importante entonces tener clara las diferencias
en el comportamiento que tiene cada una. Primero, se podría considerar que la válvula de globo
podría representar un comportamiento más estable en un sistema hidráulico pues a pesar de que
su porcentaje de abertura se reduce casi al 20% el coeficiente K no aumenta de forma dramática en
comparación con los demás dispositivos, aunque es una válvula diseñada para controlar la presión
y a una apertura del 100% su coeficiente K es el más alto. En segundo lugar, la válvula de bola a
pesar de tener una forma sencilla, tener l k de pérdidas menor y ser de tipo “on/off” y realmente no
estar diseñada para controlar presión o caudal en un sistema, el dispositivo hecho de hierro
demuestra porque no es útil para ello pues al tener un porcentaje de abertura cercano al 20%
aumenta drásticamente para tender a infinito, mientras que la válvula de PVC presenta un
comportamiento más aproximado al del dispositivo de compuerta, el cual es el que presenta el
menor K de pérdidas.
Para finalizar con el análisis del k de perdida para las 3 válvulas, el dispositivo de compuerta
represento los mejores resultados pues sus pérdidas de presión aumentaron a una tasa muy baja
hasta obtener el 30% de apertura, aumenta más rápido hasta tener 10% de abertura y finalmente
tiende a infinito desde 10%. Esta válvula podría considerarse como un dispositivo útil para el control
de presión y caudal en circuitos hidráulicos pues como se puede ver en las gráficas y el proceso

45
experimental, sus pérdidas por presión son las menores y su intervalo de control de caudal es
bastante amplio.
Continuando con el análisis, las gráficas de evolución del caudal conforme cambia la abertura del
dispositivo presentan un comportamiento similar para cada válvula y los 3 caudales de prueba.
Como es evidente, nuevamente la válvula de globo demuestra que es una dispositivo utilizado para
la perdida de presión, y a pesar de estar completamente abierto el caudal casi cae a la mitad, sin
embargo, aunque tenga un 20% de apertura el caudal no cae a una tasa muy grande como las demás
válvulas, apenas 1 unidad en todo su rango de muestreo. Además de esto, nuevamente la válvula
de bola representa no ser la adecuada para el control de caudal pues este disminuye a una tasa
mayor en comparación con los otros dos casos pues tanto la el dispositivo de hierro como de PVC
presentaron perdidas de caudal importantes. Cabe resaltar que el la perdida de caudal de la válvula
de globo en PVC son alarmantes pues es similar a trabajar con la mitad del caudal original.
Por otra parte, la válvula de compuerta muestra un comportamiento poco estable al principio del
proceso experimental, es decir entre el 100% y 80% de abertura. A pesar de esto, su
comportamiento en la caída de caudal concuerda con el cambio del coeficiente K pues la reducción
del caudal es la menor entre las tres válvulas. Aunque el coeficiente K de pérdidas generado para
cada caso tiene un error relativo tan grande, el comportamiento del sistema en general es coherente
con lo que sucede en la realidad, con lo cual se podría decir que para determinar este coeficiente es
necesario más de una ecuación o en su defecto analizarla y probablemente determinar algún
coeficiente de proporcionalidad para obtener valores más acercados a los que se encuentran en la
literatura.
Por último, evaluando el análisis de incertidumbre proporcionado por el documento EN1267, a
pesar de que los resultados obtenidos (disponibles en los anexos), cumplen con las condiciones
mencionadas en la tabla 1 y 2, viendo los datos tomados en general el cálculo de otras variables
tales como la desviación estándar, la incertidumbre de la constante y certeza del dato con respecto
a la teoría no valen la pena ser calculados. Esto debido a que los resultados obtenidos están muy
por encima de la teoría, como se mencionó anteriormente se encuentra errores relativos incluso
mayores al 1000%. De igual modo, se puede demostrar que para los datos tomados, la desviación
estándar y la fluctuación máxima entre ellos no es de gran magnitud, para ello se toma como
ejemplo las pruebas del dispositivo de compuerta con un caudal de 3,23 𝑚3/ℎ y se obtuvieron estos
resultados:
Tabla 16 Desviación estándar para datos obtenidos en las pruebas de válvula de compeurta.
Válvula de Compuerta
Apertura (%) 𝜎 presión 1 𝜎 presión 2 𝜎 tiempo
100% 0,000 0,055 0,161
97,39 0,000 0,055 0,180
94,79 0,000 0,045 0,153
87,98 0,000 0,045 0,210
81,18 0,000 0,045 0,293
46
70,00 0,000 0,045 0,206
58,81 0,016 0,055 0,218
45,92 0,055 0,055 0,192
33,03 0,000 0,045 0,237
17,73 0,000 0,055 4,296
2,43 0,224 0,000 0,584
Como se puede apreciar, la desviación estándar toma valores muy pequeños entre un dato y el otro,
por lo cual se considera que no hay un error significativo entre los datos tomados. Por otra parte, al
ver esta distribución entre los datos experimentales, se puede confirmar que se cumplieron las
condiciones mencionadas en la norma EN 1267 para el trabajo de los datos. De igual modo, para
apreciar más a fondo los demás casos se encuentran en el Anexo 4.

47
CONCLUSIONES - Como se mencionó anteriormente en el marco teórico, existen muchos tipos de válvulas así
como diferentes tipos de configuraciones geométricas de las mismas. Así mismo, los
proveedores ofrecen diferentes tipos de válvulas pero en las cuales solo especifican el tipo
más no la configuración geométrica que posee por dentro, y en el caso de que eso suceda,
simplemente generalizan los coeficientes de flujo o constante de pérdidas. Esto claro está,
en el mejor de los casos, pues los proveedores no presentan ningún tipo de información
relacionada a la que se está evaluando en este trabajo.
- La norma EN 1267 especifica concretamente que el banco de pruebas debe ser construido
en acero, esto con el fin de evitar utilizar más accesorios que puedan entorpecer las
mediciones de presión para el cálculo de los coeficientes de flujo y k de pérdidas. Para
ejemplificar más este problema, se puede ver entonces que para la instalación de una
válvula tipo bola de PVC, así como para las demás analizadas, se utilizan adaptadores
roscados que generan una reducción de área como se puede apreciar en la siguiente
imagen:
Ilustración 21 Instalación válvula de bola en PVC.
Como es evidente, tanto la válvula como los accesorios generan diferentes tipos de
reducciones que se traducen en pérdidas de energía representadas no solo por el K de las

48
válvulas sino también por el de los demás elementos presentes. Entonces, aunque una
válvula tenga un coeficiente de pérdidas estándar, este debe ser evaluado y modificado
según sea el tipo de instalación y los elementos y materiales que componen la misma.
- Al ver la evolución del coeficiente K de pérdidas junto con el aumento de la velocidad del
fluido, es lógico asumir que se debe tener un factor además del 𝑓𝑡, que dependa del #𝑅𝑒 o
directamente de la velocidad del fluido, esto con el fin de determinar un coeficiente de
perdidas más acertado a la realidad o un valor teórico que se acople a diferentes factores.
Además de esto, es necesario evaluar y tener claro que geometría tiene la válvula en su
interior para determinar una constante de pérdidas más exacta o acertada a la realidad.
- Para instalaciones hidráulicas es recomendado tener en cuenta el porcentaje de apertura
de las válvulas y lo que este traduce en pérdidas de energía, a pesar de que las pérdidas de
energía son claramente un factor primordial al momento del diseño, para este caso se
evidencio la importancia del factor de seguridad del sistema. Esto con el proceso de
verificación de la válvula de bola de PVC, la cual género que la manguera que adaptaba el
tanque Armfield F1-10 con el banco de pruebas se rompiera, esta falla fue evidente al
utilizar un caudal de 5,92 𝑚3/ℎ pues la válvula empezó a tener fugas como se puede ver en
la siguiente imagen.
Ilustración 22 válvula de bola con fuga.
Aunque claramente en este caso el accidente se traduce en pérdidas menores de fluido y
un laboratorio mojado, en un hipotético caso donde se tengan presiones a niveles
industriales (como por ejemplo 300 psi), una válvula mal dimensionada y utilizada para un
proceso inadecuado puede causar golpes de ariete, daños en tubería y según sea el fluido
incluso explosiones o fugas de fluido importantes.

49
BIBLIOGRAFÍA Armfield. (s.f.). Ficha tecnica banco de pruebas Armfield f1-10. Bogota. D.C.
Cengel, Y. A. (2011). Transferencia de calor y masa. Nevada - Oklahoma: McGraw Hill.
European Standard. (2012). Industrial valves - Test of flow resistance using water as test.
EUROPEAN STANDARD.
Genebre. (23 de Noviembre de 2017). Valvula de Compuerta PN20 NPT.
ISO 90001. (2008). Valvulas industriales. Bogotá.: ISO.
Javier. (9 de Enero de 2014). Instintologico.com. Obtenido de Válvulas de Control ¿Qué es el Cv de
una válvula?: http://instintologico.com/valvulas-de-control-que-es-el-cv-de-una-
valvula/#comment-area
Loboguerrero, J. D.-J. (1991). Bombas rotodinamicas y de desplazamiento positivo. Bogota D.C.
Mott, R. L. (1996). Mecánica de Fluidos Aplicada. Columbus: McGraw Hill.
Norma Tecnica Colombiana. (1999). Válvulas industriales. Ensayo de presion de válvulas (NTC
4751). Bogotá D.C.: ICONTEC.
Norma Tecnica Colombiana. (2017). NTC 1500: Codigo Colombiano de Fontaneria. Bogota: Icontec.
SC Fluids. (3 de Noviembre de 2016). Valvulas de Bola. Obtenido de
http://www.valvulasymedidores.com/valvulas_de_bola.html
SC Fluids. (3 de Octubre de 2016). Valvulas de Compuerta. Obtenido de
http://www.valvulasymedidores.com/valvulas_de_compuerta.html
SC fluids. (1 de Noviembre de 2016). Valvulas de Globo. Obtenido de
http://www.valvulasymedidores.com/valvulas_globo_de_globo.html
Tello, J. R. (1977). Teoria para la experimentacion en maquinas hidraulicas: manual de laboratorio .
Bogotá DC.
Velazques, H. I. (2000). Principios básicos para el diseño de lineas de vapor. Medellín.
Vivanco, M. (2006). Muestreo estadistico. Diseño y Aplicaciones. Santiago de Chile.
White, F. M. (2008). Fluid Mechanics. Rhode Island: McGraw Hill.
Wika Gauges. (12 de Octubre de 2017). Wika.us. Obtenido de Precision digital pressure gauge
Model CPG1500: http://www.wika.us/upload/DS_CT1051_en_co_73239.pdf

50
ANEXOS.
ANEXO 1. DIFERENTES CONFIGURACIONES DE VÁLVULAS Y ECUACIONES
NECESARIAS PARA DETERMINAR EL K DE PÉRDIDAS.
Ilustración 23 Factor de fricción y ecuaciones útiles para determinar constante de pérdidas.

51
Ilustración 24 Diferentes tipos de válvulas y ecuación constante de pérdidas respectivamente (Parte 1).

52
Ilustración 25 Diferentes tipos de válvulas y ecuación constante de pérdidas respectivamente (Parte 2)

53
ANEXO 2. DATOS RECOLECTADOS PARA PRIMER BANCO DE PRUEBAS
Tabla 17 Resultados obtenidos para primer banco de pruebas válvula de compuerta.
Prueba
1 2 3 4
Apertura (%)
Presión 1
(PSI)
Presión 2
(PSI)
Tiempo (s)
Presión 1
(PSI)
Presión 2
(PSI)
Tiempo (s)
Presión 1
(PSI)
Presión 2
(PSI)
Tiempo (s)
Presión 1
(PSI)
Presión 2
(PSI)
Tiempo (s)
100% 2 1,6 8,33 2 1,4 8,49 2 1,4 9,16 2 1,4 8,58
97,39%
2,03 1,4 8,37 2 1,4 8,45 1,74 1,4 9,86 2 1,2 8,73
94,79%
2 1,6 9,02 2,03 1,2 7,82 2 1,45 9,24 2 1,2 9,04
87,98%
2,03 1,45 8,63 2,03 1,2 7,94 2 1,2 9,76 2 1,2 9,16
81,18%
2 1,4 8,25 2 1,2 8,08 2 1,2 9,71 2 1 9,94
70,00%
2 1,2 9,26 2 1 8,86 2 1,2 10,4
1 2 1
10,07
58,81%
2,32 1,2 9,41 2 0,8 8,63 2 1 10,5
6 2 0,8
10,33
45,92%
2,32 0,58 10,5
3 2,32 0,8
10,07
2,61 0,8 10,4
4 2,32 0
10,98
33,03%
1,5 0 11,1
4 2,5 0
12,52
2,5 0 12,2
4 1,5 0
12,19

54
Tabla 18 Resultados obtenidos de constantes para diferentes porcentajes de apertura de válvula de compuerta.
Apertura Q (m^3/h) Kv Cv K
100% 3,33 17,11 19,85 2,27
97% 3,31 16,38 19,01 2,48
95% 3,27 15,50 17,98 2,77
88% 3,23 14,19 16,46 3,31
81% 3,13 13,34 15,48 3,74
70% 3,00 12,05 13,98 4,59
59% 2,85 10,22 11,86 6,38
46% 2,59 7,26 8,42 12,65
33% 2,43 6,54 7,59 15,57
Tabla 19 Resultado de pruebas para válvula de globo.
Apertura (%)
Tiempo (s)
Prueba 1 Prueba 2 Prueba 3 Prueba 4 Prueba 5
100% 14,14 14,73 14,21 14,19 14,68
79% 15,3 14,77 14,33 15,18 15,26
57% 15,38 15,19 15,55 15,84 15,72
43% 17,56 17,31 17,26 17,75 17,02
21% 28 26,38 28,32 27,17 27,2
Tabla 20 Resultado de pruebas para válvula de globo.
Apertura (%) T (s) Q (m^3/h)
100% 14,39 2,00
79% 14,97 1,92
57% 15,54 1,85
43% 17,38 1,66
21% 27,41 1,05

55
ANEXO 3. RESULTADOS OBTENIDOS SEGUNDO SISTEMA DE CARACTERIZACIÓN.
RESULTADOS EXPERIMENTALES VÁLVULA DE BOLA. Tabla 21
Q = 3,23 𝑚3/ℎ
1 2 3 4 5
Apertura (%)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
100 1,45 1,50 9,56 1,74 1,50 8,16 1,45 1,40 8,78 1,74 1,50 8,32 1,74 1,40 8,10
75 1,74 1,45 9,40 2,03 1,16 9,34 1,74 1,45 8,90 1,74 1,45 9,54 1,74 1,16 9,52
53 4,06 1,45 8,90 3,77 1,16 9,42 3,77 1,16 9,03 3,77 1,16 9,15 4,06 1,16 9,32
29 7,83 1,00 9,68 7,25 0,80 9,60 7,83 1,00 9,53 7,83 0,80 10,60 7,25 0,80 9,59
18 13,00 0,00 12,98 12,50 0,00 12,74 13,00 0,00 12,56 13,00 0,00 12,72 12,00 0,00 12,87
10 23,51 0,00 23,51 23,00 0,00 23,78 23,50 0,00 23,98 24,00 0,00 23,79 23,00 0,00 23,09
Tabla 22
Q = 5,92 𝑚3/ℎ
1 2 3 4 5
Apertura (%)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
100 2,90 2,32 5,21 3,19 2,61 5,51 2,90 2,32 5,18 2,90 2,32 5,60 2,90 2,61 5,51
75 4,64 2,61 4,94 4,64 2,61 5,35 4,64 2,61 5,26 4,64 2,61 5,71 4,64 2,61 5,71
53 8,99 2,90 5,80 8,70 2,90 6,10 8,99 3,19 5,96 8,70 3,19 6,18 8,99 3,19 6,04
29 14,50 2,00 6,53 15,00 1,80 6,58 15,00 2,00 6,61 15,00 2,00 6,74 15,00 2,00 6,72
18 21,00 0,00 9,66 20,50 0,00 9,58 20,00 0,00 9,66 21,00 0,00 10,15 21,00 0,00 10,12
10 28,00 0,00 22,99 27,00 0,00 22,42 27,50 0,00 21,84 27,00 0,00 22,83 28,00 0,00 22,95
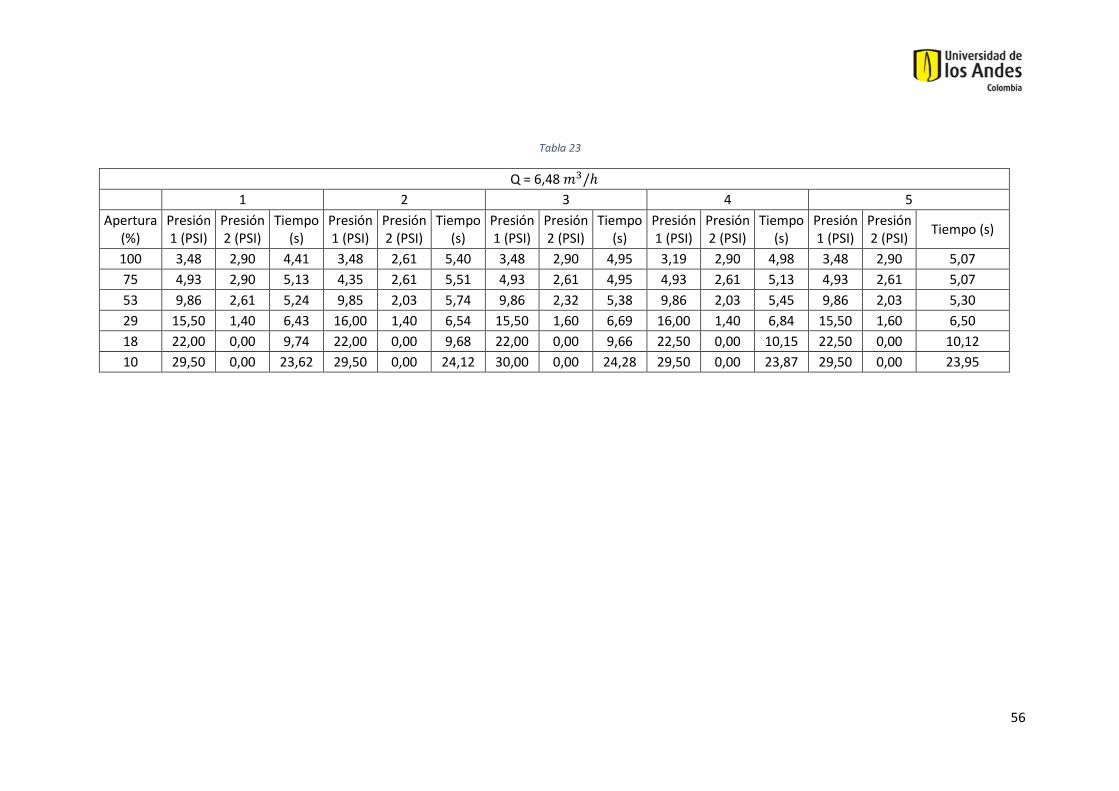
56
Tabla 23
Q = 6,48 𝑚3/ℎ
1 2 3 4 5
Apertura (%)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
100 3,48 2,90 4,41 3,48 2,61 5,40 3,48 2,90 4,95 3,19 2,90 4,98 3,48 2,90 5,07
75 4,93 2,90 5,13 4,35 2,61 5,51 4,93 2,61 4,95 4,93 2,61 5,13 4,93 2,61 5,07
53 9,86 2,61 5,24 9,85 2,03 5,74 9,86 2,32 5,38 9,86 2,03 5,45 9,86 2,03 5,30
29 15,50 1,40 6,43 16,00 1,40 6,54 15,50 1,60 6,69 16,00 1,40 6,84 15,50 1,60 6,50
18 22,00 0,00 9,74 22,00 0,00 9,68 22,00 0,00 9,66 22,50 0,00 10,15 22,50 0,00 10,12
10 29,50 0,00 23,62 29,50 0,00 24,12 30,00 0,00 24,28 29,50 0,00 23,87 29,50 0,00 23,95

57
RESULTADOS EXPERIMENTALES VÁLVULA DE COMPUERTA.
Tabla 24
Q = 3,23 𝑚3/ℎ
prueba 1,00 2,00 3,00 4,00 5,00
Apertura (%)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
100 0,80 0,80 8,88 0,80 0,70 8,69 0,80 0,80 8,81 0,80 0,80 9,12 0,80 0,70 8,96
97,39 1,00 0,80 9,44 1,00 0,90 9,04 1,00 0,80 9,40 1,00 0,80 9,50 1,00 0,90 9,37
94,79 1,00 0,70 9,03 1,00 0,80 9,16 1,00 0,80 9,07 1,00 0,80 9,32 1,00 0,80 9,38
87,98 1,16 0,80 8,68 1,16 0,80 8,88 1,16 0,80 8,85 1,16 0,70 8,85 1,16 0,80 8,38
81,18 1,50 0,80 8,24 1,50 0,70 8,29 1,50 0,70 8,28 1,50 0,70 8,61 1,50 0,70 8,92
70,00 1,50 0,70 8,84 1,50 0,70 9,11 1,50 0,80 9,03 1,50 0,70 8,70 1,50 0,70 9,21
58,81 2,00 0,90 8,33 2,03 0,80 8,12 2,00 0,90 8,58 2,00 0,90 8,29 2,03 0,80 8,65
45,92 3,00 1,00 8,16 2,90 0,90 8,41 2,90 0,90 8,01 3,00 1,00 8,19 3,00 0,90 8,48
33,03 4,50 1,10 8,26 4,50 1,10 8,21 4,50 1,00 7,94 4,50 1,10 7,94 4,50 1,10 8,50
17,73 7,00 0,50 1,06 7,00 0,50 10,85 7,00 0,60 10,65 7,00 0,60 10,45 7,00 0,60 10,70
2,43 24,00 0,00 18,38 24,50 0,00 16,92 24,50 0,00 17,01 24,50 0,00 17,55 24,50 0,00 17,33
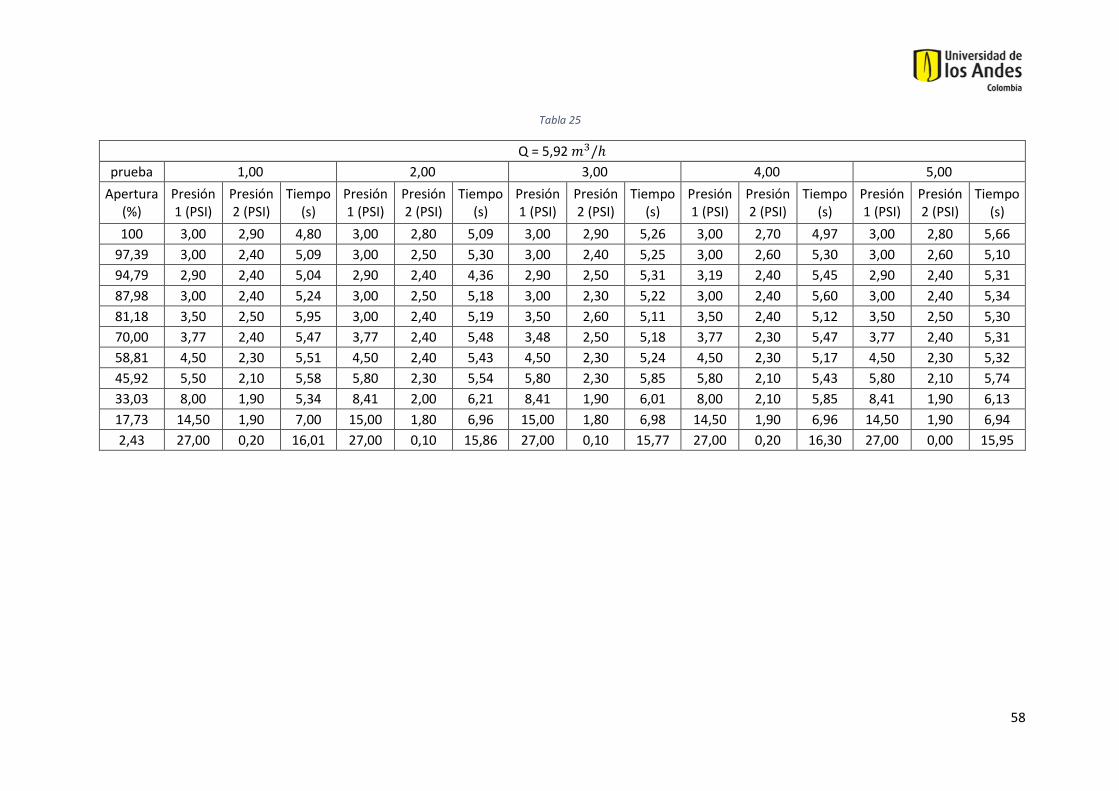
58
Tabla 25
Q = 5,92 𝑚3/ℎ
prueba 1,00 2,00 3,00 4,00 5,00
Apertura (%)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
100 3,00 2,90 4,80 3,00 2,80 5,09 3,00 2,90 5,26 3,00 2,70 4,97 3,00 2,80 5,66
97,39 3,00 2,40 5,09 3,00 2,50 5,30 3,00 2,40 5,25 3,00 2,60 5,30 3,00 2,60 5,10
94,79 2,90 2,40 5,04 2,90 2,40 4,36 2,90 2,50 5,31 3,19 2,40 5,45 2,90 2,40 5,31
87,98 3,00 2,40 5,24 3,00 2,50 5,18 3,00 2,30 5,22 3,00 2,40 5,60 3,00 2,40 5,34
81,18 3,50 2,50 5,95 3,00 2,40 5,19 3,50 2,60 5,11 3,50 2,40 5,12 3,50 2,50 5,30
70,00 3,77 2,40 5,47 3,77 2,40 5,48 3,48 2,50 5,18 3,77 2,30 5,47 3,77 2,40 5,31
58,81 4,50 2,30 5,51 4,50 2,40 5,43 4,50 2,30 5,24 4,50 2,30 5,17 4,50 2,30 5,32
45,92 5,50 2,10 5,58 5,80 2,30 5,54 5,80 2,30 5,85 5,80 2,10 5,43 5,80 2,10 5,74
33,03 8,00 1,90 5,34 8,41 2,00 6,21 8,41 1,90 6,01 8,00 2,10 5,85 8,41 1,90 6,13
17,73 14,50 1,90 7,00 15,00 1,80 6,96 15,00 1,80 6,98 14,50 1,90 6,96 14,50 1,90 6,94
2,43 27,00 0,20 16,01 27,00 0,10 15,86 27,00 0,10 15,77 27,00 0,20 16,30 27,00 0,00 15,95
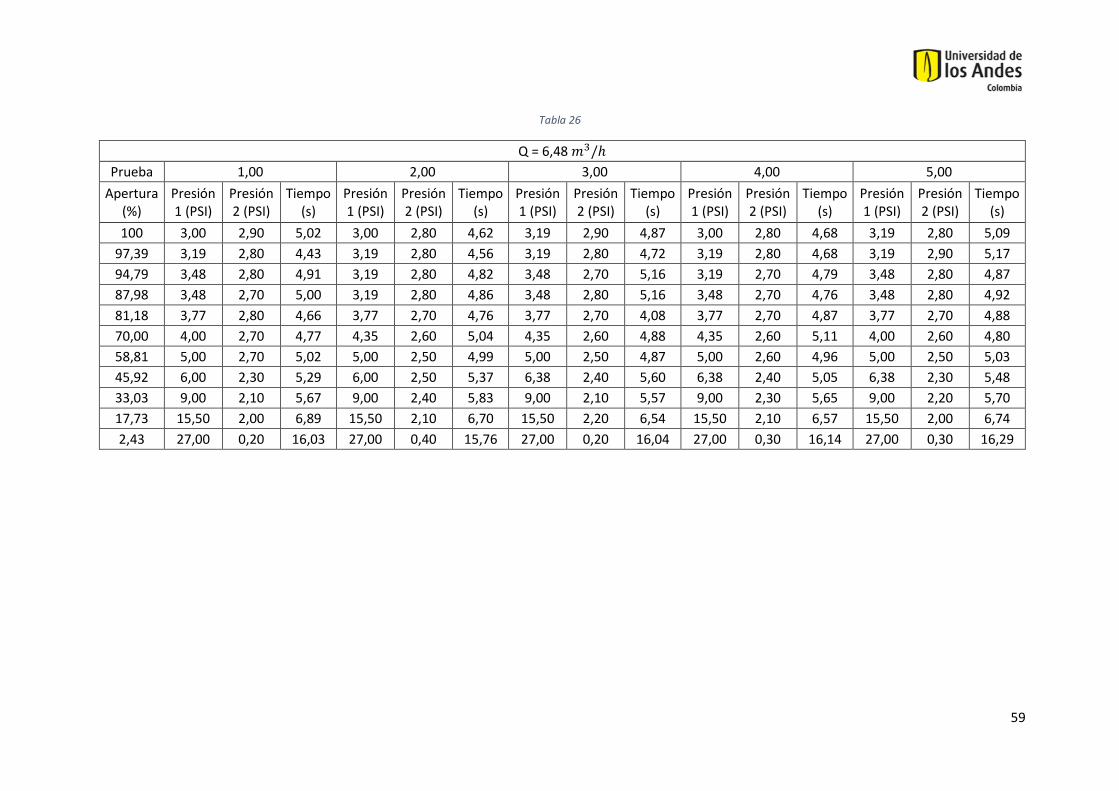
59
Tabla 26
Q = 6,48 𝑚3/ℎ
Prueba 1,00 2,00 3,00 4,00 5,00
Apertura (%)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
100 3,00 2,90 5,02 3,00 2,80 4,62 3,19 2,90 4,87 3,00 2,80 4,68 3,19 2,80 5,09
97,39 3,19 2,80 4,43 3,19 2,80 4,56 3,19 2,80 4,72 3,19 2,80 4,68 3,19 2,90 5,17
94,79 3,48 2,80 4,91 3,19 2,80 4,82 3,48 2,70 5,16 3,19 2,70 4,79 3,48 2,80 4,87
87,98 3,48 2,70 5,00 3,19 2,80 4,86 3,48 2,80 5,16 3,48 2,70 4,76 3,48 2,80 4,92
81,18 3,77 2,80 4,66 3,77 2,70 4,76 3,77 2,70 4,08 3,77 2,70 4,87 3,77 2,70 4,88
70,00 4,00 2,70 4,77 4,35 2,60 5,04 4,35 2,60 4,88 4,35 2,60 5,11 4,00 2,60 4,80
58,81 5,00 2,70 5,02 5,00 2,50 4,99 5,00 2,50 4,87 5,00 2,60 4,96 5,00 2,50 5,03
45,92 6,00 2,30 5,29 6,00 2,50 5,37 6,38 2,40 5,60 6,38 2,40 5,05 6,38 2,30 5,48
33,03 9,00 2,10 5,67 9,00 2,40 5,83 9,00 2,10 5,57 9,00 2,30 5,65 9,00 2,20 5,70
17,73 15,50 2,00 6,89 15,50 2,10 6,70 15,50 2,20 6,54 15,50 2,10 6,57 15,50 2,00 6,74
2,43 27,00 0,20 16,03 27,00 0,40 15,76 27,00 0,20 16,04 27,00 0,30 16,14 27,00 0,30 16,29

60
RESULTADOS EXPERIMENTALES VÁLVULA DE GLOBO.
Tabla 27
Q = 3,23 𝑚3/ℎ
Prueba 1 2 3 4,00 5,00
Apertura (%)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
100 4,5 0,6 8,74 5 0,7 8,88 4,5 0,6 8,96 4,5 0,4 8,48 4,5 0,5 8,66
78,57 5,5 0,7 9,03 5,5 0,9 9,09 5,5 0,9 9,16 5,5 0,8 9,28 5,5 0,8 9,12
57,14 6 0,5 9,48 5,5 0,6 9,66 5,5 0,7 9,68 6 0,7 9,81 6 0,7 9,56
42,86 6,5 0,6 10,06 6,5 0,7 9,71 7 0,7 9,7 7 0,6 9,94 6,5 0,7 9,9
21,43 11,5 0,4 11,01 11 0,5 11,41 11 0,6 11,1 11 0,6 11,35 11 0,6 11,3
Tabla 28
Q = 5,92 𝑚3/ℎ
Prueba 1 2 3 4 5
Apertura (%)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
100 10,5 1,7 6,04 10,5 1,5 6,05 10,5 1,5 6,32 10,5 1,6 6,45 10,5 1,5 6,3
78,57 11,5 1,7 6,28 11,5 1,7 6,83 12 1,7 6,42 12 1,6 6,94 11,5 1,6 6,8
57,14 12,5 1,5 7,02 12,5 1,4 6,69 12,5 1,5 6,5 12,5 1,5 6,78 12,5 1,4 6,75
42,86 13,5 1,4 6,95 14 1,5 7,02 14 1,4 7,02 13,5 1,4 7,13 14 1,3 7,18
21,43 18,5 0,9 8,23 19 1 8,24 19 1 8,26 19 0,8 8,19 18,5 0,9 8,5

61
Tabla 29
Q = 6,48 𝑚3/ℎ
Prueba 1 2 3 4 5
Apertura (%)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
100 12,5 1,7 6,07 12,5 1,8 6,28 12,5 1,8 6,17 12,5 1,8 5,92 12,5 1,8 6,3
78,57 12,5 1,7 6,3 13 1,6 6,4 13 1,6 6,34 13 1,7 6,11 13 1,6 6,26
57,14 13 1,8 6,58 13,5 1,7 6,36 13,5 1,6 6,45 13,5 1,8 6,5 13,5 1,7 6,35
42,86 15 1,4 6,15 15 1,5 6,57 15 1,4 6,46 15 1,6 6,51 15 1,5 6,7
21,43 19,5 1,4 7,96 19,5 1,3 8,03 20 1,4 8,26 20 1,5 8,08 20 1,4 7,81
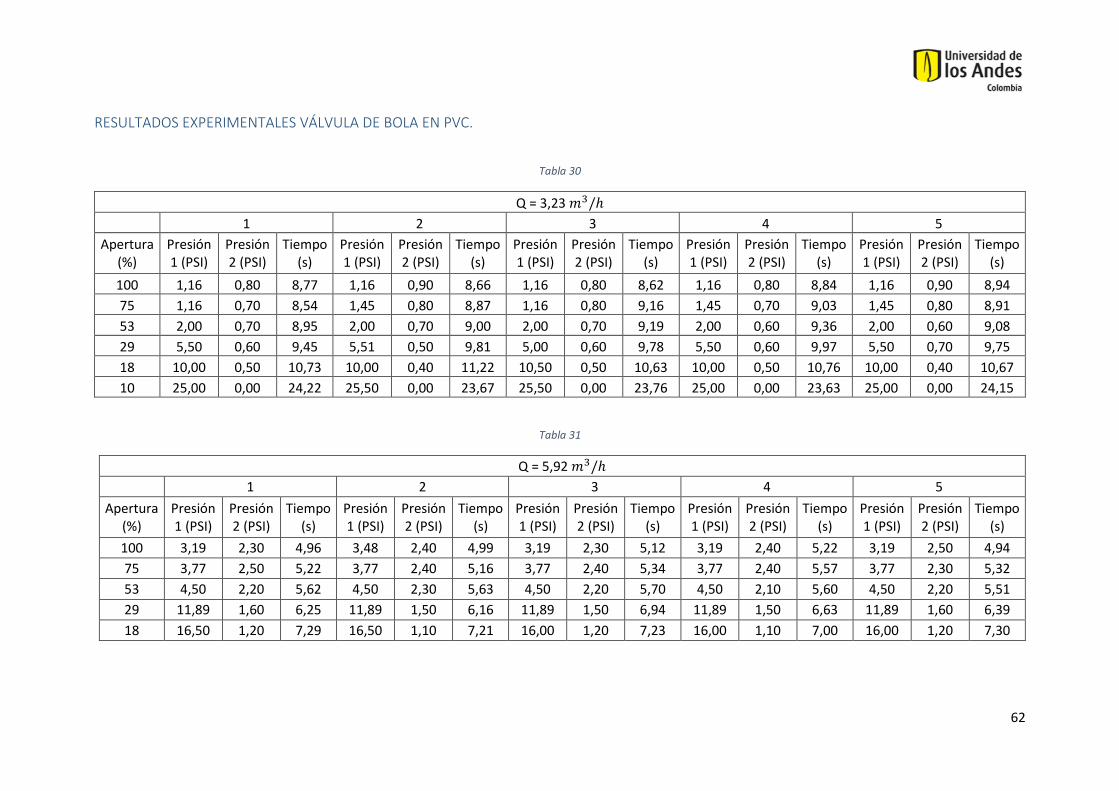
62
RESULTADOS EXPERIMENTALES VÁLVULA DE BOLA EN PVC.
Tabla 30
Q = 3,23 𝑚3/ℎ
1 2 3 4 5
Apertura (%)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
100 1,16 0,80 8,77 1,16 0,90 8,66 1,16 0,80 8,62 1,16 0,80 8,84 1,16 0,90 8,94
75 1,16 0,70 8,54 1,45 0,80 8,87 1,16 0,80 9,16 1,45 0,70 9,03 1,45 0,80 8,91
53 2,00 0,70 8,95 2,00 0,70 9,00 2,00 0,70 9,19 2,00 0,60 9,36 2,00 0,60 9,08
29 5,50 0,60 9,45 5,51 0,50 9,81 5,00 0,60 9,78 5,50 0,60 9,97 5,50 0,70 9,75
18 10,00 0,50 10,73 10,00 0,40 11,22 10,50 0,50 10,63 10,00 0,50 10,76 10,00 0,40 10,67
10 25,00 0,00 24,22 25,50 0,00 23,67 25,50 0,00 23,76 25,00 0,00 23,63 25,00 0,00 24,15
Tabla 31
Q = 5,92 𝑚3/ℎ
1 2 3 4 5
Apertura (%)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
Presión 1 (PSI)
Presión 2 (PSI)
Tiempo (s)
100 3,19 2,30 4,96 3,48 2,40 4,99 3,19 2,30 5,12 3,19 2,40 5,22 3,19 2,50 4,94
75 3,77 2,50 5,22 3,77 2,40 5,16 3,77 2,40 5,34 3,77 2,40 5,57 3,77 2,30 5,32
53 4,50 2,20 5,62 4,50 2,30 5,63 4,50 2,20 5,70 4,50 2,10 5,60 4,50 2,20 5,51
29 11,89 1,60 6,25 11,89 1,50 6,16 11,89 1,50 6,94 11,89 1,50 6,63 11,89 1,60 6,39
18 16,50 1,20 7,29 16,50 1,10 7,21 16,00 1,20 7,23 16,00 1,10 7,00 16,00 1,20 7,30

63
CONSTANTE Y COEFICIENTE OBTENIDOS PARA VÁLVULA DE BOLA.
Tabla 322 Resultados obtenidos para válvula de bola con segundo sistema de caracterización y caudal 3,23 𝑚3/ℎ.
Apertura (%)
Kv Cv Phi (k)
100 31,54 36,59 0,63
75 17,23 19,99 2,10
53 7,32 8,50 11,65
29 4,32 5,01 33,55
18 2,41 2,79 107,75
10 0,96 1,11 679,42
Tabla 33 Resultados obtenidos para válvula de bola con segundo sistema de caracterización y caudal 5,92 𝑚3/ℎ.
Apertura (%)
Kv Cv Phi (k)
100 28,09 32,59 0,79
75 14,27 16,55 3,07
53 7,57 8,78 10,91
29 4,59 5,33 29,63
18 2,45 2,84 104,09
10 0,92 1,07 730,70
Tabla 34 Resultados obtenidos para válvula de bola con segundo sistema de caracterización y caudal 6,48 𝑚3/ℎ.
Apertura (%)
Kv Cv Phi (k)
100 29,01 33,66 0,74
75 14,51 16,83 2,97
53 7,31 8,48 11,70
29 4,41 5,11 32,21
18 2,36 2,73 112,45
10 0,84 0,98 884,13
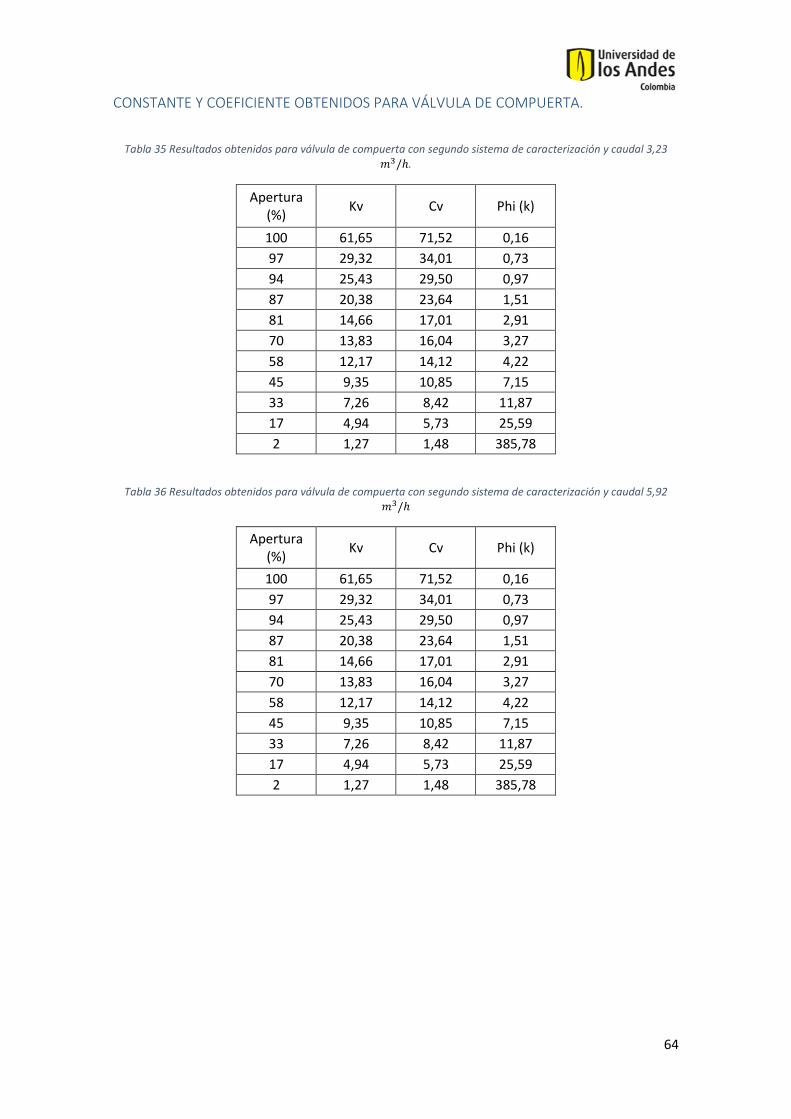
64
CONSTANTE Y COEFICIENTE OBTENIDOS PARA VÁLVULA DE COMPUERTA.
Tabla 35 Resultados obtenidos para válvula de compuerta con segundo sistema de caracterización y caudal 3,23
𝑚3/ℎ.
Apertura (%)
Kv Cv Phi (k)
100 61,65 71,52 0,16
97 29,32 34,01 0,73
94 25,43 29,50 0,97
87 20,38 23,64 1,51
81 14,66 17,01 2,91
70 13,83 16,04 3,27
58 12,17 14,12 4,22
45 9,35 10,85 7,15
33 7,26 8,42 11,87
17 4,94 5,73 25,59
2 1,27 1,48 385,78
Tabla 36 Resultados obtenidos para válvula de compuerta con segundo sistema de caracterización y caudal 5,92 𝑚3/ℎ
Apertura (%)
Kv Cv Phi (k)
100 61,65 71,52 0,16
97 29,32 34,01 0,73
94 25,43 29,50 0,97
87 20,38 23,64 1,51
81 14,66 17,01 2,91
70 13,83 16,04 3,27
58 12,17 14,12 4,22
45 9,35 10,85 7,15
33 7,26 8,42 11,87
17 4,94 5,73 25,59
2 1,27 1,48 385,78

65
Tabla 37 Resultados obtenidos para válvula de compuerta con segundo sistema de caracterización y caudal 6,48 𝑚3/ℎ
Apertura (%)
Kv Cv Phi (k)
100 61,65 71,52 0,16
97 29,32 34,01 0,73
94 25,43 29,50 0,97
87 20,38 23,64 1,51
81 14,66 17,01 2,91
70 13,83 16,04 3,27
58 12,17 14,12 4,22
45 9,35 10,85 7,15
33 7,26 8,42 11,87
17 4,94 5,73 25,59
2 1,27 1,48 385,78

66
CONSTANTE Y COEFICIENTE OBTENIDOS PARA VÁLVULA DE GLOBO
Tabla 38 Resultados obtenidos para válvula de globo con segundo sistema de caracterización y caudal 3,23 𝑚3/ℎ.
Apertura (%)
Kv Cv Phi (k)
100% 6,24 7,24 16,06
79% 5,55 6,44 20,31
57% 5,01 5,81 24,92
43% 4,52 5,25 30,54
21% 3,00 3,48 69,29
Tabla 39 Resultados obtenidos para válvula de globo con segundo sistema de caracterización y caudal 5,92 𝑚3/ℎ
Apertura (%)
Kv Cv Phi (k)
100% 5,88 6,83 18,05
79% 5,20 6,03 23,11
57% 4,89 5,67 26,14
43% 4,41 5,12 32,14
21% 3,13 3,63 63,80
Tabla 40 Resultados obtenidos para válvula de globo con segundo sistema de caracterización y caudal 6,48 𝑚3/ℎ
Apertura (%)
Kv Cv Phi (k)
100% 5,45 6,32 21,07
79% 5,20 6,03 23,10
57% 4,98 5,77 25,25
43% 4,60 5,34 29,50
21% 3,18 3,69 61,66

67
CONSTANTE Y COEFICIENTE OBTENIDOS PARA VÁLVULA DE BOLA EN PVC.
Tabla 41 Resultados obtenidos para válvula de bola en PVC con segundo sistema de caracterización y caudal 3,23 𝑚3/ℎ
Apertura (%)
Kv Cv Phi (k)
100 31,54 36,59 0,63
75 17,23 19,99 2,10
53 7,32 8,50 11,65
29 4,32 5,01 33,55
18 2,41 2,79 107,75
10 0,96 1,11 679,42
Tabla 42 Resultados obtenidos para válvula de bola en PVC con segundo sistema de caracterización y caudal 5,92 𝑚3/ℎ
Apertura (%)
Kv Cv Phi (k)
100 28,09 32,59 0,79
75 14,27 16,55 3,07
53 7,57 8,78 10,91
29 4,59 5,33 29,63
18 2,45 2,84 104,09
10 0,92 1,07 730,70







