Download - Conformación por soldadura

Procesos de conformación por soldadura
Soldadura: proceso de unión de materiales mediante la aplicación conveniente de calor,
presión, o combinación de ambos.
La unión se realiza siempre elevando la temperatura de las superficies, con o sin
material de aporte o relleno. Puede realizarse de forma manual, automática o robótica.

Procesos de conformación por soldadura
- Proporciona una unión permanente. Las partes soldadas se vuelven una sola unidad.
- La unión puede ser más fuerte que los materiales originales, usando metal de relleno con
propiedades de resistencia superiores a la de los materiales originales y empleando
técnicas de soldadura adecuadas.
- En general, es la forma más económica de unir
Ventajas:
- La unión soldada por lo general es más ligera
que la unión mecánica.
- Puede realizarse de forma autónoma en campo.
- En general, es la forma más económica de unir
componentes, en términos de uso de materiales y costos de
fabricación. Los métodos alternativos de ensamble requieren
alteraciones más complejas de las formas (taladrado de
orificios) y adición de elementos (remaches o tuercas).

Procesos de conformación por soldadura
- Elevado costo de la mano de obra; la mayoría de las operaciones se realizan en forma
manual y además es mano de obra especializada.
- Implican el uso de mucha energía.
- Son procesos peligrosos. Implican riesgos altos para la salud (humos y vapores,
salpicaduras, chispas, luz ultravioleta, riesgos de incendio y explosión)
Desventajas:
- La unión permanente entre los componentes, no permite
un desensamble adecuados. En caso de error implica
normalmente el desecho de las piezas.
- La unión soldada puede presentar ciertos
defectos típicos de calidad que son difíciles de
detectar. Los defectos pueden reducir la resistencia
de la unión.
- Produce alteraciones importantes debido a las altas temperaturas alcanzadas en zonas muy
localizadas del material.

Procesos de conformación por soldadura
-Soldadura Heterogénea: se realizan entre materiales de distinta naturaleza, con o sin
material de aporte, o bien materiales de la misma naturaleza pero material de aporte
distinto
-Soldadura Homogénea: tanto los materiales a unir como el metal de aportación son de la
misma naturaleza.
(Soldadura autógena: se realiza sin aporte de material)
Tipos de soldadura (según composición):
Heterogéneas
- Soldadura blanda
- Soldadura fuerteAmarilla
A la plata
- Por forja
- Aluminotérmica
- Ultrasonidos
- Láser
- Por fricción
- Oxiacetilénica
- Eléctrica
- Por arcoHomogéneas
- En atmósfera normal
- En atmósfera inerte
- Con hidrogeno atómico
- Por resistencia
- Por puntos
- Por costura
- A topeA bordón
Por ignición
- Manual
- Automática

Procesos de conformación por soldadura
- Soldadura por fusión: Se utiliza calor para fundir los metales base. Se puede realizar con
o sin aporte de material (soldadura autógena).
- Soldadura de estado sólido: La fusión proviene de la aplicación de presión o combinación
de presión y calor (por debajo del punto de fusión de los metales a unir).
No se utiliza material de aporte.
Tipos de soldadura (según procesos):
- Soldadura por fusión
- Arco eléctrico
- Oxiacetilénica
- Láser
- Por resistencia
- Por difusión
- Por fricción
- Ultrasónica- Soldadura en estado sólido
- Soldadura blanda
- Soldadura fuerte

Procesos conformación por soldadura
Tipos de uniones:
Hay cinco tipos básicos de uniones:
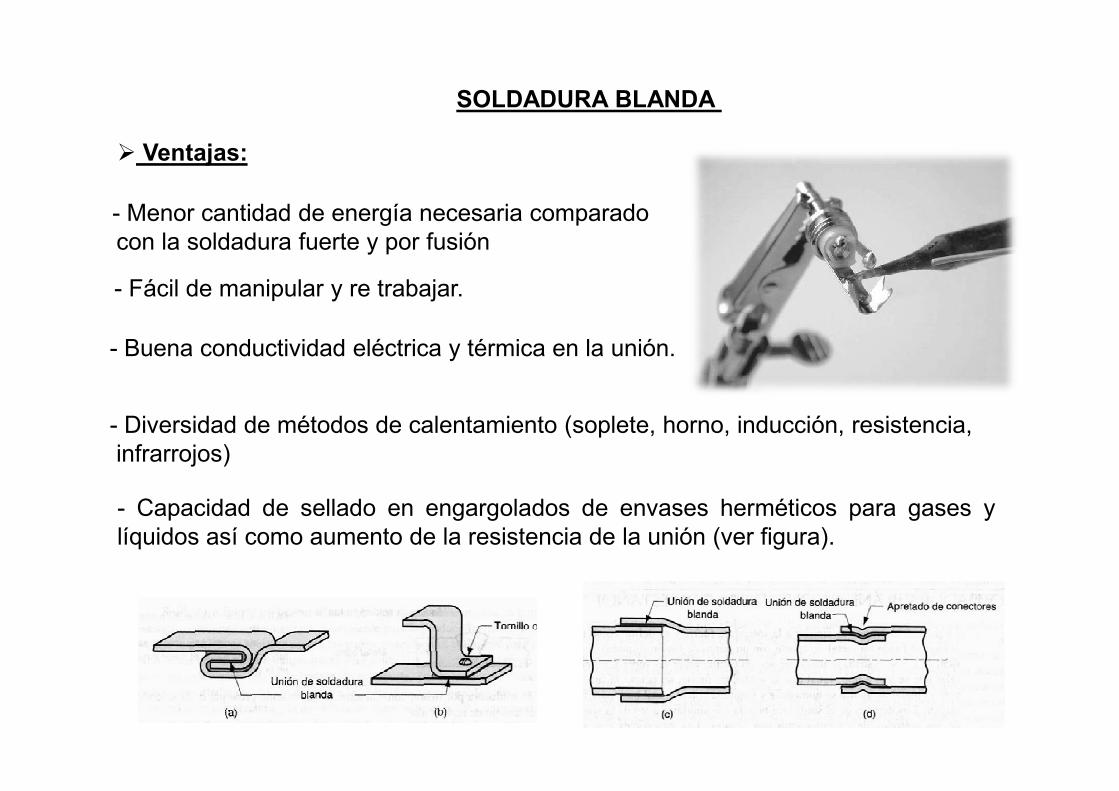
(a) Unión empalme: las partes se encuentran en el mismo plano y se unen en sus bordes.
(b) Unión de esquina: las partes forman un ángulo recto y se unen en la esquina del ángulo.
(c) Unión superpuesta: consiste en dos partes que se sobreponen.
(d) Unión en T.: una parte es perpendicular a la otra.
(e) Unión de bordes: Las partes están paralelas con al menos uno de sus bordes en común
y la unión se hace en el borde común.

-Se usa un metal de relleno para proporcionar una sección en forma de triángulo.
-Es la más común en la soldadura por arco y en la oxígeno y gas combustible
-Requiere mínima preparación de los bordes.
Tipos de soldaduras
- Soldadura de filete: para rellenar los bordes de las placas creadas mediante uniones de
esquina, sobrepuestas y en T.
- Pueden ser sencillas o dobles (soldarse en uno o ambos lados) y continuas o
intermitentes (soldadas a lo largo de toda la longitud de la unión o con espacio sin
soldar).

Tipos de soldaduras
- Soldadura con surco o ranura: se mecanizan las orillas para facilitar la
penetración de la soldadura (cuadrado, bisel, V, U y J, en lados sencillos o dobles).
- Se utiliza material de relleno para saturar la unión.
- Se usa con arco eléctrico o con oxígeno y gas combustible.
- Se utiliza para todo tipo de uniones excepto la sobrepuesta.

Tipos de soldaduras
- Soldadura con insertos o soldadura ranurada: se usan para unir placas planas,
usando uno o más huecos o ranuras en la parte superior, que después se rellenan.
- Soldadura en superficie: se utiliza para depositar material de relleno. El propósito
es aumentar el grosor, reparar defecto o grieta o proporcionar recubrimiento protector
sobre la superficie.

SOLDADURA BLANDA Y FUERTE
En el abanico de procesos de unión, se encuentran entre la soldadura por
fusión y la soldadura de estado sólido:
Se añade un metal de aporte = la mayoría de las operaciones de
soldadura por fusión
No ocurre la fusión de los metales base = a la soldadura de estado sólido.
La soldadura fuerte y la soldadura blanda son adecuadas cuando:
- Los metales a unir son poco soldables.
- Se unen metales distintos.
- El intenso calor de la soldadura por fusión puede dañar los componentes que se
van a unir.
- La geometría de la unión no se presta para ninguno de los métodos de soldadura
por fusión
- No se requiere de una gran resistencia para la unión.

SOLDADURA BLANDA
- Se emplea para soldar piezas de cinc, estaño, hojalata, cobre, aluminio, así
como en reparación de grietas, poros y defectos en piezas fundidas de hierro.
- Se utilizan fundentes para conservar la limpieza, eliminar óxidos y favorecer la
acción capilar (resina natural, alcoholes, sales halogenadas).
Proceso de unión en el cual se funde un metal de aporte de bajo punto de
fusión (<450 °C) y se distribuye mediante acción capilar entre las superficies de los
metales que se van a unir.
acción capilar (resina natural, alcoholes, sales halogenadas).
- Las superficies deben estar libres de óxidos y grasas. (decapante: Cl2 Zn)
- El metal de aporte se emplea normalmente en forma de barras (aleaciones de Sn
y Pb)
- Como proceso industrial, se asocia más estrechamente con el ensamble electrónico
- Su utilización en uniones mecánicas, queda restringido a aquellas que no estén
sujetas a tensiones o temperaturas elevadas
SOLDADURA BLANDA
� Ventajas:
- Menor cantidad de energía necesaria comparado
con la soldadura fuerte y por fusión
- Buena conductividad eléctrica y térmica en la unión.
- Fácil de manipular y re trabajar.
- Diversidad de métodos de calentamiento (soplete, horno, inducción, resistencia,
infrarrojos)
- Capacidad de sellado en engargolados de envases herméticos para gases y
líquidos así como aumento de la resistencia de la unión (ver figura).
SOLDADURA BLANDA
� Desventajas:
- Su resistencia mecánica es generalmente
menor a la de los metales soldados
- Posible debilitamiento o fusión de la unión bajo
solicitaciones a temperatura elevada.
- La presencia de distinto potencial galvánico,
junto con la humedad, puede dar lugar a pilas dejunto con la humedad, puede dar lugar a pilas de
corrosión.
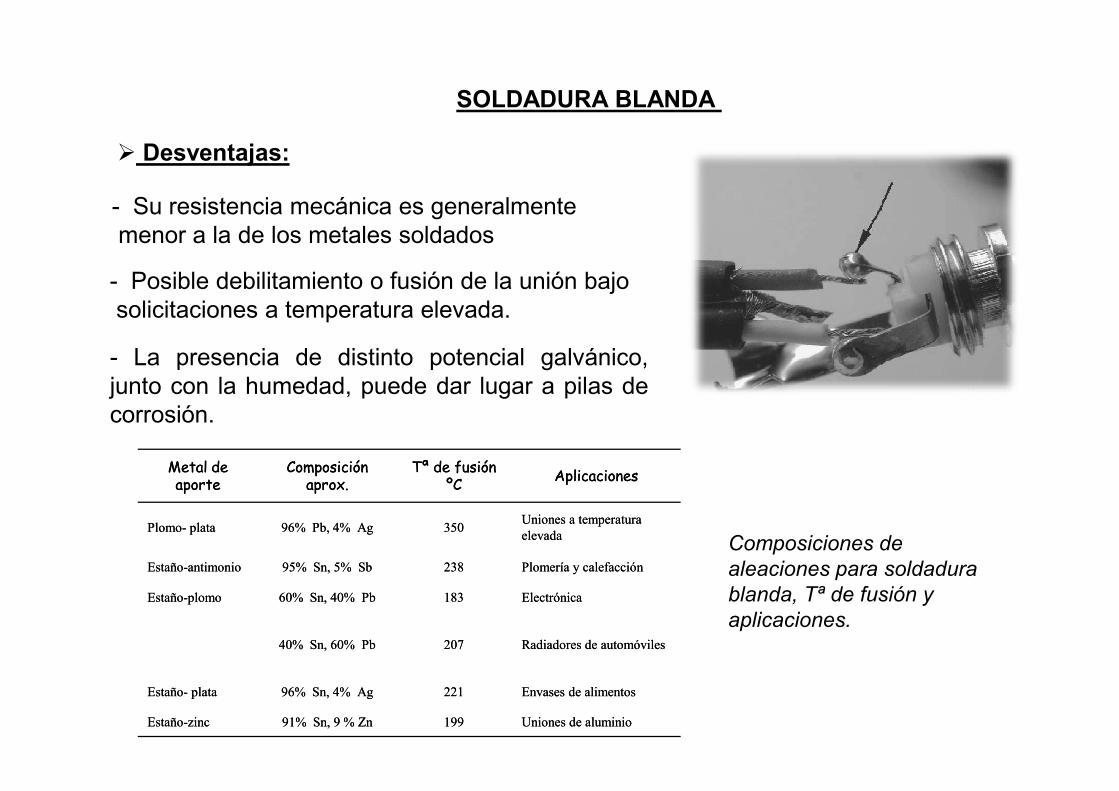
Composiciones de
aleaciones para soldadura
blanda, Tª de fusión y
aplicaciones.
Metal de Metal de aporteaporte
Composición Composición aprox.aprox.
Tª de fusión Tª de fusión ºCºC
AplicacionesAplicaciones
PlomoPlomo-- plataplata 96% Pb, 4% Ag96% Pb, 4% Ag 350350Uniones a temperatura Uniones a temperatura
elevadaelevada
EstañoEstaño--antimonioantimonio 95% Sn, 5% Sb95% Sn, 5% Sb 238238 Plomería y calefacciónPlomería y calefacción
EstañoEstaño--plomoplomo 60% Sn, 40% Pb60% Sn, 40% Pb 183183 ElectrónicaElectrónica
40% Sn, 60% Pb40% Sn, 60% Pb 207207 Radiadores de automóvilesRadiadores de automóviles
EstañoEstaño-- plataplata 96% Sn, 4% Ag96% Sn, 4% Ag 221221 Envases de alimentosEnvases de alimentos
EstañoEstaño--zinczinc 91% Sn, 9 % Zn91% Sn, 9 % Zn 199199 Uniones de aluminioUniones de aluminio

SOLDADURA FUERTE
Proceso de unión en el cual se funde un metal de aporte de punto de fusión
>450 °C pero menor que el punto de fusión de los metales base. Se distribuye mediante
acción capilar entre las superficies de los metales que se van a unir.
Es un proceso de amplio uso en diversos campos e industrias:
� Automóvil (unión de tubos y conductos refrigeración)
� Equipos eléctricos (unión de alambres y cables)
� Fabricación de joyería,
� Soldadura de materiales que no pueden soldarse por fusión como el acero galvanizado,
- Separación: debe ser suficientemente grande para no limitar el flujo del metal y
suficientemente pequeña para no limitar la acción capilar: 0.025 y 0.25 mm.
- Limpieza de las superficies. Se utilizan fundentes para conservar la limpieza, eliminar óxidos y
favorecer la acción capilar (bórax, fluoruros y cloruros).
- Diseño de la unión: correcta y ejecución adecuada, consigue una unión más resistente que el
metal de aporte del que se formó.
Aspectos importantes:
� Herramientas de corte (unión de insertos de carburo reforzado),
� Industria química y calefacción (unión de conductos y tubos metálicos)
Soldadura de materiales que no pueden soldarse por fusión como el acero galvanizado,
fundición maleable, bronces y latones.

SOLDADURA FUERTE
� Ventajas:
- Menor cantidad de energía necesaria comparado con la soldadura por fusión
- Diversidad de métodos de calentamiento (soplete, horno, inducción,
resistencia, infrarrojos)
- Es posible soldar áreas de unión inaccesibles para muchos procesos de
- Se reducen los problemas en la zona afectada por el calor en el metal base.
- Permite unir partes de paredes delgadas que
no pueden soldarse con arco eléctrico
- Es posible soldar áreas de unión inaccesibles para muchos procesos de
soldadura por fusión, dado que la acción capilar atrae el metal de aporte
fundido dentro de la unión.
- Ciertos métodos permiten altas
velocidades de los ciclos y la producción
automatizada.

SOLDADURA FUERTE
� Desventajas:
- La resistencia de la unión es menor que una
unión por fusión.
- Las altas temperaturas de servicio pueden
debilitar la unión.
- El color del metal en una unión puede no
- La resistencia de la unión por lo general es
menor que la de los metales base.
- El color del metal en una unión puede no
coincidir con el de las partes metálicas base
(desventaja estética).
Metales de aporte para
soldadura fuerte, Tª de
fusión y metales base
sobre los que se utilizan.
Metal de aporteMetal de aporte Composición aprox.Composición aprox. Tª de fusión ºCTª de fusión ºC Metales baseMetales base
Aluminio y silicioAluminio y silicio 90% Al, 10% Si90% Al, 10% Si 600600 AluminioAluminio
CobreCobre 99.9% Cu99.9% Cu 11201120 Níquel cobreNíquel cobre
Cobre y fósforoCobre y fósforo 95% Cu, 5% P95% Cu, 5% P 850850 CobreCobre
Cobre y ZincCobre y Zinc 60% Cu, 40% Zn60% Cu, 40% Zn 926926 Aceros colados, níquelAceros colados, níquel
Oro y PlataOro y Plata 80% Au, 20%Cu 80% Au, 20%Cu 950950Acero inox., aleaciones de Acero inox., aleaciones de
níquelníquel
Aleaciones de níquelAleaciones de níquel Ni, Cr, otrosNi, Cr, otros 11201120Acero inox., aleaciones de Acero inox., aleaciones de
níquelníquel
Aleaciones de plataAleaciones de plata Ag, Cu, Zn, CdAg, Cu, Zn, Cd 730730 Titanio, acero de herramientasTitanio, acero de herramientas

SOLDADURA CON ARCO ELÉCTRICO
Es un proceso de soldadura por fusión en el cual la unión de los metales
se obtiene mediante el calor producido al saltar un arco eléctrico entre un
electrodo y el metal de trabajo.
Un arco eléctrico es una descarga de corriente eléctrica a través de una separación en un circuito.
Cuando se ponen en contacto los polos opuestos de una fuente de energía eléctrica se establece
una corriente eléctrica de gran intensidad. Si la fuente de energía suministra la intensidad necesaria, y como
las secciones de contacto de ambos polos son las de más resistencia, se llega a poner incandescente. Esa
incandescencia ioniza el aire volviéndose conductor, así al separar los dos polos se mantiene el paso de la
corriente eléctrica a través del aire, conservándose el arco perfectamente siempre que la separación esté de
acuerdo con la tensión, intensidad y sección de los conductores.
La tensión necesaria para mantener el arco es de 40 V/cm separación. La energía del arco
eléctrico así formado produce temperaturas de (5500 °C) o mayores.
El arco eléctrico
SOLDADURA CON ARCO ELÉCTRICO
� Electrodos:
No consumibles: resisten la fusión del arco eléctrico
- Se utiliza de Tungsteno y algunas veces de Carbono
- No se consume pero se desgasta gradualmente en forma similar al desgaste
gradual de una herramienta de corte en una operación de mecanizado.
- En caso necesario el metal de aporte se proporciona por separado.- En caso necesario el metal de aporte se proporciona por separado.

SOLDADURA CON ARCO ELÉCTRICO
� Electrodos:
Consumibles: el arco eléctrico lo consume durante el proceso de soldadura
y éste se añade a la unión fundida como metal de relleno.
- Contienen el metal de aporte para la soldadura.
- Están disponibles en dos formas principales: varillas (l:225 a 450 mm. y Ø:1.5 a 9.5
mm.) y alambres (bobinas, alimentación continua).

SOLDADURA CON ARCO ELÉCTRICO
� Electrodos:
Los electrodos consumibles de varilla están formados por una varilla
calibrada recubierta de sustancias minerales y orgánicas adecuadas al tipo
de soldadura. El recubrimiento tiene las siguientes finalidades:
� Favorece el encendido del arco y su estabilidad debido a las sustancias
ionizantes que lo componenionizantes que lo componen
� Mejora las características mecánicas del metal depositado debido a las
sustancias desoxidantes y protectoras contra la acción del aire.
� Protege físicamente la soldadura, con la formación de una escoria que
sobrenada la zona fundida, que además de protegerla contra la oxidación
retrasa su enfriamiento, haciéndolo más lento y favorable que al aire.
SOLDADURA CON ARCO ELÉCTRICO
� Protección del arco eléctrico:
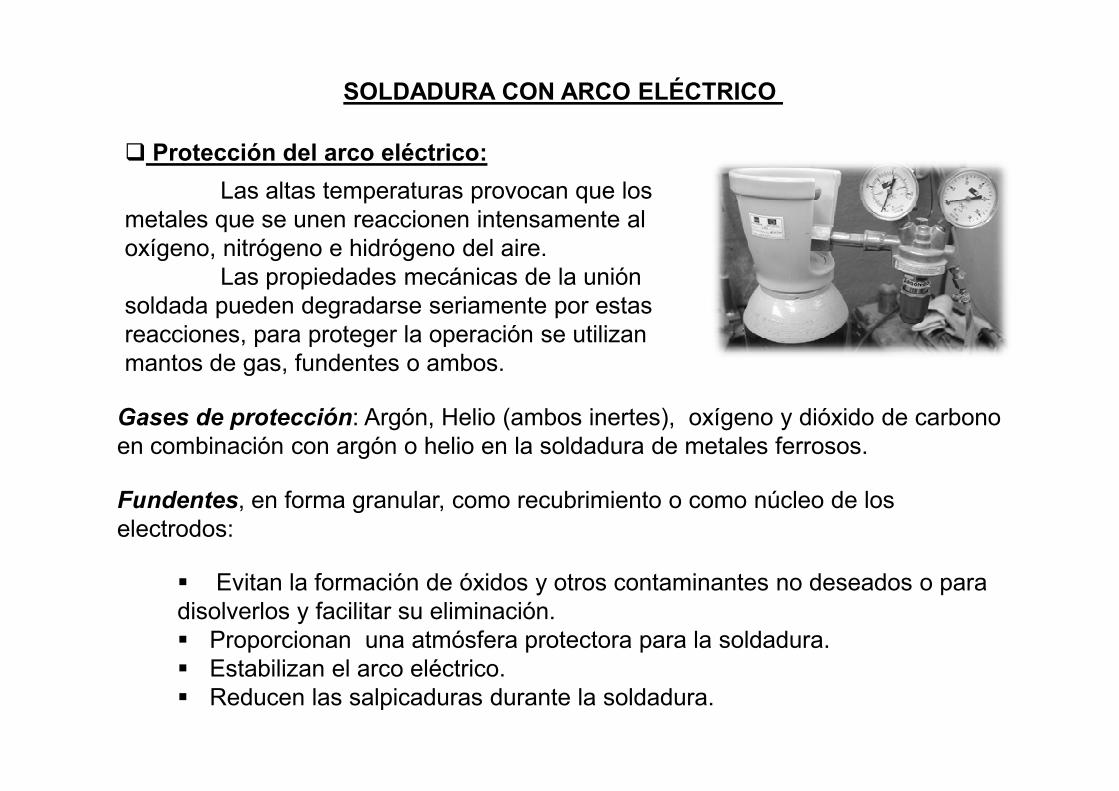
Las altas temperaturas provocan que los
metales que se unen reaccionen intensamente al
oxígeno, nitrógeno e hidrógeno del aire.
Las propiedades mecánicas de la unión
soldada pueden degradarse seriamente por estas
reacciones, para proteger la operación se utilizan
mantos de gas, fundentes o ambos.
� Evitan la formación de óxidos y otros contaminantes no deseados o para
disolverlos y facilitar su eliminación.
� Proporcionan una atmósfera protectora para la soldadura.
� Estabilizan el arco eléctrico.
� Reducen las salpicaduras durante la soldadura.
Gases de protección: Argón, Helio (ambos inertes), oxígeno y dióxido de carbono
en combinación con argón o helio en la soldadura de metales ferrosos.
Fundentes, en forma granular, como recubrimiento o como núcleo de los
electrodos:
SOLDADURA CON ARCO ELÉCTRICO
� Fuentes de energía:
Se usan tanto las máquinas de AC como las DC, incluso combinación
de ambas.
El equipo para DC permite una amplia selección de electrodos, gama de
amperaje, y cambio de polaridad, con una mayor facilidad de cebado y estabilidad
del arco. Se suele utilizar en posiciones incómodas de soldadura (cordón a techo
o vertical)
La soldadura con AC produce menos salpicaduras, consume menos
corriente, requiere menos mantenimiento y es ideal para soldadura hacia abajo de
placas gruesas con electrodos grandes.

SOLDADURA CON ARCO ELÉCTRICO
� Procesos de soldadura con arco eléctrico que usan electrodos consumibles
� Soldadura metálica con arco protegido (SMAW).
Utiliza un electrodo consumible que consiste en una varilla de metal de
aporte recubierta con materiales químicos que proporcionan un fundente y
protección.
El calor del proceso de
soldadura funde el recubrimiento soldadura funde el recubrimiento
y proporciona una atmósfera
protectora y escoria para la
operación de soldadura. También
ayuda a estabilizar el arco
eléctrico y regula la velocidad a
la que se funde el electrodo..
Se usan regularmente corrientes que varían entre 30 y 300 A.
Por lo general se ejecuta en forma manual

SOLDADURA CON ARCO ELÉCTRICO
� Soldadura metálica con arco protegido.
El metal de aporte usado en la varilla debe ser compatible con el metal
que se va a soldar y, por tanto, la composición debe ser muy parecida a la del
metal base.
Sus aplicaciones incluyen las
estructuras metálicas para construcción,
instalación de tuberías, estructuras de
maquinaria, construcción de embarcaciones y maquinaria, construcción de embarcaciones y
trabajos de reparación.
Los metales base incluyen los aceros al
carbono, aceros inoxidables y ciertas aleaciones
no ferrosas. No se usa o se emplea rara vez en
aluminio y sus aleaciones, al igual que en las
aleaciones de cobre y titanio.
La desventaja como operación de producción proviene del uso de varillas
de electrodos consumibles, lo que reduce el tiempo de arco eléctrico, longitud
limitada del cordón, lentitud de operación, etc.

SOLDADURA CON ARCO ELÉCTRICO
� Soldadura metálica con arco eléctrico hilo continuo y gas (MIG- MAG)
Proceso en el cual el electrodo es un alambre metálico desnudo
consumible y la protección se proporciona inundando el arco eléctrico con un gas.
El alambre desnudo se
alimenta en forma continua y
automática desde una bobina a
través de la pistola de soldadura.
Se usan diámetros de Se usan diámetros de
alambre 0.8 a 6.4 mm., dependiendo
del grosor de las partes que se van a
unir y la velocidad de deposición.
Para protección se usan gases inertes como el argón y el helio (MIG
welding, metal inert gas welding), y también gases activos como el CO2. (MAG
welding, metal active gas welding)
La elección del tipo de gas o mezcla de gases dependen del metal que se
va a soldar, así se usan gases inertes para soldar aleaciones de aluminio y aceros
inoxidables, en tanto que normalmente se usa CO2 para soldar aceros al bajo y
mediano carbono.
SOLDADURA CON ARCO ELÉCTRICO
� Soldadura metálica con arco eléctrico y gas (hilo continuo)- (MIG- MAG)
La combinación del alambre de
electrodo desnudo y los gases protectores
eliminan el recubrimiento de escoria en la
gota de soldadura y, por tanto, evitan la
necesidad del esmerilado y limpieza manual
de la misma. Por tanto es ideal para hacer
múltiples pasadas de soldadura en la misma
unión.unión.
Ventajas importantes:
• Mayor tiempo de arco eléctrico.
• Se presta a la automatización del proceso.
• Mayor aprovechamiento del material al no desperdiciar metal de aporte.
• No es necesario eliminar escoria dado que no se usa un fundente
• Velocidades de deposición más altas y una buena versatilidad.
• Flexibilidad ya que permite soldar aceros de baja aleación, aceros inoxidables,
aluminio y cobre, con espesores desde 0,5 mm y en todas las posiciones.
SOLDADURA CON ARCO ELÉCTRICO
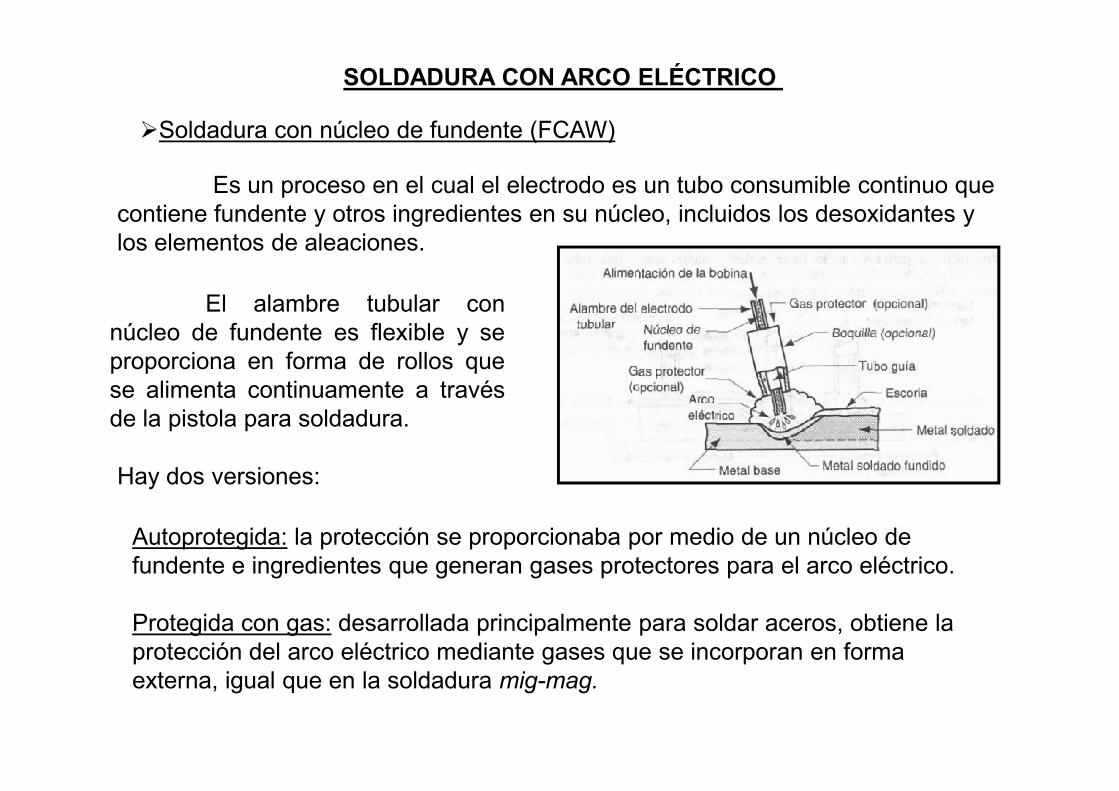
�Soldadura con núcleo de fundente (FCAW)
Es un proceso en el cual el electrodo es un tubo consumible continuo que
contiene fundente y otros ingredientes en su núcleo, incluidos los desoxidantes y
los elementos de aleaciones.
El alambre tubular con
núcleo de fundente es flexible y se
proporciona en forma de rollos que
se alimenta continuamente a través
Hay dos versiones:
Autoprotegida: la protección se proporcionaba por medio de un núcleo de
fundente e ingredientes que generan gases protectores para el arco eléctrico.
Protegida con gas: desarrollada principalmente para soldar aceros, obtiene la
protección del arco eléctrico mediante gases que se incorporan en forma
externa, igual que en la soldadura mig-mag.
se alimenta continuamente a través
de la pistola para soldadura.

SOLDADURA CON ARCO ELÉCTRICO
�Soldadura con arco sumergido (SAW)
Es un proceso que usa
un electrodo de alambre
continuo, el arco eléctrico se
protege mediante una cobertura
de fundente granular. El fundente
se introduce a la unión
ligeramente adelante del arco de
soldadura, mediante gravedad, soldadura, mediante gravedad,
desde un tanque alimentador.
Debido a la alimentación mediante gravedad del fundente, las partes
siempre deben estar en una orientación horizontal y con frecuencia se requiere
una placa de respaldo bajo la unión durante la operación de soldadura.
El manto de fundente granular cubre por completo la operación de
soldadura con arco eléctrico, evitando chispas, salpicaduras y radiaciones que
son muy peligrosas en otros procesos de soldadura. El operador no necesita usar
la máscara protectora que se requiere en otras operaciones (pero los anteojos de
seguridad y guantes protectores sí son necesarios).

SOLDADURA CON ARCO ELÉCTRICO
� Procesos de soldadura con arco eléctrico que usan electrodos no consumibles
� Soldadura de tungsteno con arco eléctrico y gas inerte (TIG).
Es un proceso que usa un electrodo de tungsteno no consumible y un gas inerte
para proteger el arco eléctrico. (tungsten inert gas welding).
Cuando se usa un metal de aporte, éste se agrega
desde una varilla separada, la cual se funde mediante el
calor del arco eléctrico.
El tungsteno (W) es un buen material para electrodo
debido a su alto punto de fusión (3410 °C). De color gris
acerado, muy duro y denso, tiene el punto de fusión más
elevado de todos los metales y el punto de ebullición (5930ºC)
más alto de todos los elementos conocidos
Los gases protectores que se usan normalmente
incluyen el argón, el helio o una mezcla de ellos.
Es aplicable a casi todos los metales en un amplio rango de
espesores, incluso combinaciones de metales distintos. Sus aplicaciones
más comunes incluyen el aluminio y el acero inoxidable.

SOLDADURA CON ARCO ELÉCTRICO
� Soldadura con electrodo de carbono
Proceso de soldadura con arco eléctrico que utiliza un electrodo de
carbono (grafito) no consumible.
Fue el primer proceso de soldadura con arco eléctrico en desarrollarse,
pero su importancia comercial actual es prácticamente nula. Se usa como una
fuente de calor para soldadura fuerte y algunas veces para depositar materiales
resistentes al desgaste sobre superficies.
� Soldadura de pernos
La pistola de soldadura sujeta el elemento a unir y controla
automáticamente los parámetros de tiempo y potencia.
Proceso especializado para unir pernos, aletas de refrigeración, tuercas,
manijas en utensilios de cocina, etc.
� Soldadura de pernos

SOLDADURA POR RESISTENCIA
Es un grupo de procesos de soldadura por fusión que utiliza una combinación
de calor y presión.
El calor se genera mediante una resistencia eléctrica dirigida hacia el flujo
de corriente en la unión.
Componentes del sistema:
Q = I2 R t
No se usan fundentes, gases protectores, ni metal de aporte.
� Electrodos opuestos no consumibles (Cu)
� Medio para aplicar presión
� Transformador de corriente alterna.
Componentes del sistema:
Intensidades de corriente entre 5000 y 20000 A
Voltajes bajos (10 V ) y tiempos cortos (0.1 a 0.4 sg)
La sección que más se calienta es la de mayor resistencia = la de contacto entre
las piezas. (calor muy localizado).

SOLDADURA POR RESISTENCIA
� Soldadura de puntos por resistencia
Es un proceso en el cual se obtiene la fusión de una unión superpuesta,
por pequeñas zonas aisladas y espaciadas
Se usa ampliamente en la
producción masiva de automóviles,
aparatos domésticos, muebles metálicos y
otros productos hechos a partir de láminas
metálicas. (la carrocería de un automóvil
tiene aproximadamente 10 000 soldaduras
Los materiales usados para
los electrodos son aleaciones de
cobre o combinaciones de cobre y
tungsteno.
tiene aproximadamente 10 000 soldaduras
de puntos individuales)

SOLDADURA POR RESISTENCIA
� Soldadura eléctrica por costura.
Se sustituye los electrodos de punta por dos discos, entre los
cuales y presionadas por el borde de estos, pasan las piezas a soldar.
El proceso produce uniones
herméticas y sus aplicaciones industriales
incluyen la producción de tanques de
gasolina, silenciadores de automóviles y
otros recipientes fabricados con láminas otros recipientes fabricados con láminas
de metal.

SOLDADURA POR RESISTENCIA
� Soldadura eléctrica por costura.
SOLDADURA POR RESISTENCIA
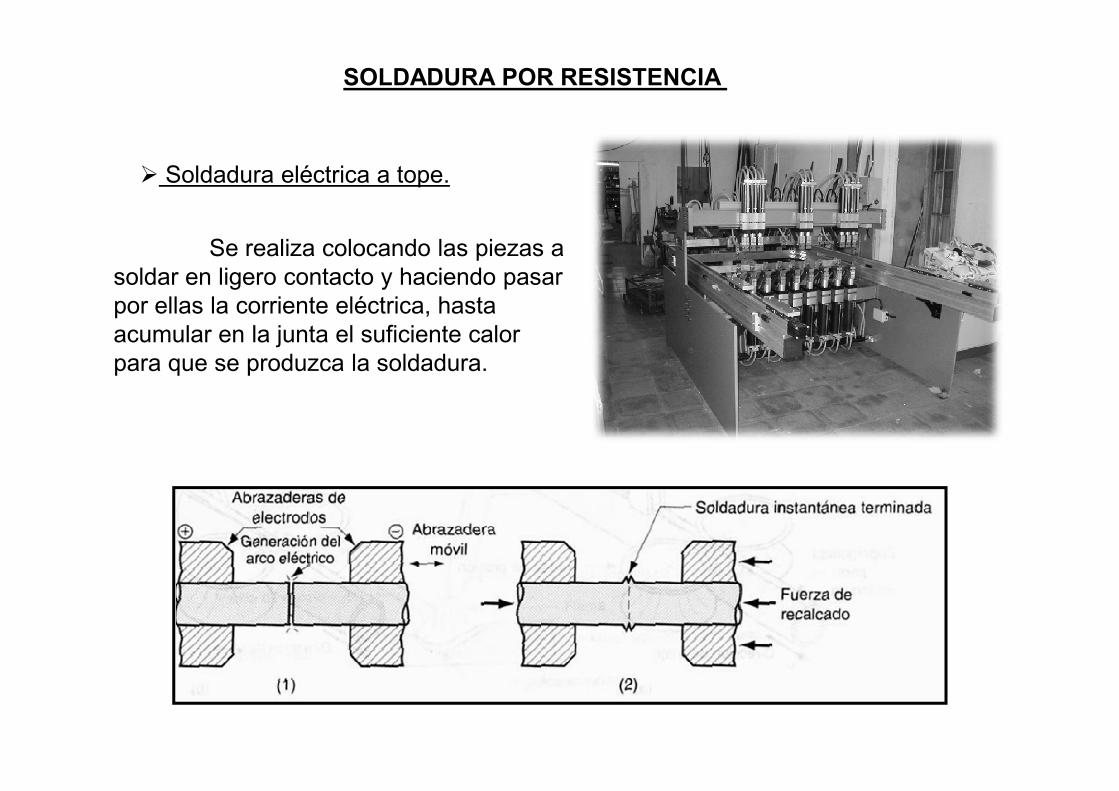
� Soldadura eléctrica a tope.
Se realiza colocando las piezas a
soldar en ligero contacto y haciendo pasar
por ellas la corriente eléctrica, hasta
acumular en la junta el suficiente calor
para que se produzca la soldadura.
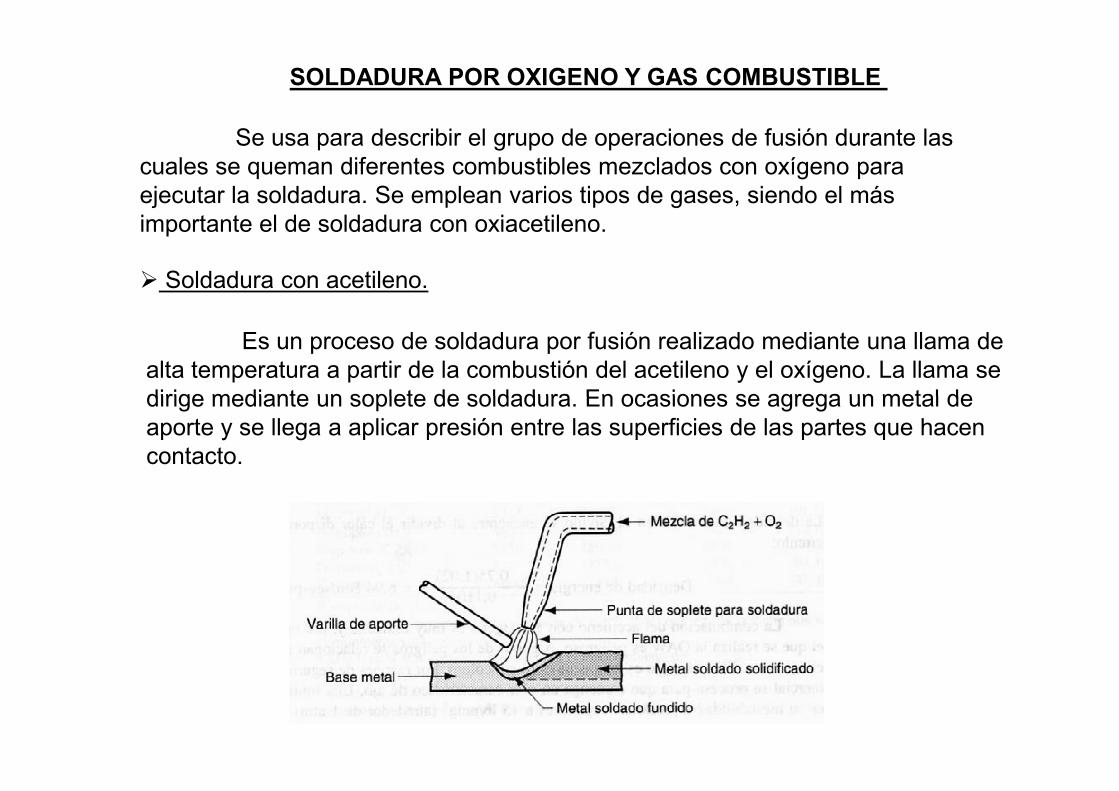
SOLDADURA POR OXIGENO Y GAS COMBUSTIBLE
Se usa para describir el grupo de operaciones de fusión durante las
cuales se queman diferentes combustibles mezclados con oxígeno para
ejecutar la soldadura. Se emplean varios tipos de gases, siendo el más
importante el de soldadura con oxiacetileno.
� Soldadura con acetileno.
Es un proceso de soldadura por fusión realizado mediante una llama de
alta temperatura a partir de la combustión del acetileno y el oxígeno. La llama se
dirige mediante un soplete de soldadura. En ocasiones se agrega un metal de dirige mediante un soplete de soldadura. En ocasiones se agrega un metal de
aporte y se llega a aplicar presión entre las superficies de las partes que hacen
contacto.

SOLDADURA POR OXIGENO Y GAS COMBUSTIBLE
� El acetileno:
Es el combustible más popular porque soporta las temperaturas
más altas que cualquiera de los otros (hasta 3480 °C).
La llama en la soldadura con oxiacetileno se produce mediante
la reacción química del acetileno y el oxígeno en dos etapas.
La primera etapa se define mediante la reacción:
C2 H2 + O2 —> 2CO + H2 + calor
Sus dos productos son combustibles, lo que conduce a la reacción de la
segunda etapa:
2CO + H2 + 1/2 O2 —> 2CO2 + H2O + calor

SOLDADURA POR OXIGENO Y GAS COMBUSTIBLE
Cuando la mezcla de acetileno y oxígeno está en la razón 1:1, la llama
resultante es similar a la de la figura se denomina una llama neutral.
La reacción de la primera etapa se aprecia como el cono interno (color
blanco brillante).
La reacción de la segunda etapa se
exhibe en la cubierta externa (casi no tiene
color, pero posee matices que van del azul al
naranja).

SOLDADURA POR OXIGENO Y GAS COMBUSTIBLE
La combinación entre oxígeno y acetileno es muy
inflamable y, por tanto el ambiente en que se realiza es muy
peligroso.
El acetileno puro es inodoro e incoloro, por razones
de seguridad se procesa para que tenga olor de ajo.
Es inestable a presiones superiores a 1 atm. por ello se llenan las
botellas con materia porosa y se disuelve en acetona líquida. Puede comprimirse
hasta los 15 kg/cm2 (1l acetona = 300 l acetileno)
Reductor: reduce la presión alta dentro de las
botellas hasta un valor que permite la producción de una
llama utilizable: 1 bar para el oxígeno, 0,4 bar para el
acetileno.
hasta los 15 kg/cm2 (1l acetona = 300 l acetileno)
El oxígeno se envasa a 150 kg/cm2

SOLDADURA POR OXIGENO Y GAS COMBUSTIBLE
Gases alternativos para la soldadura con oxígeno y gas combustible

SOLDADURA POR LÁSER
Proceso de soldadura donde la fusión se logra mediante la energía de un
haz luminoso enfocado a la unión que se va a soldar.
Produce acabados de alta calidad,
profunda penetración, y estrecha zona afectada
Se ejecuta con gases protectores (helio,
argón, nitrógeno, dióxido de carbono) para evitar la
oxidación, y normalmente sin material de aporte.
profunda penetración, y estrecha zona afectada
por el calor.
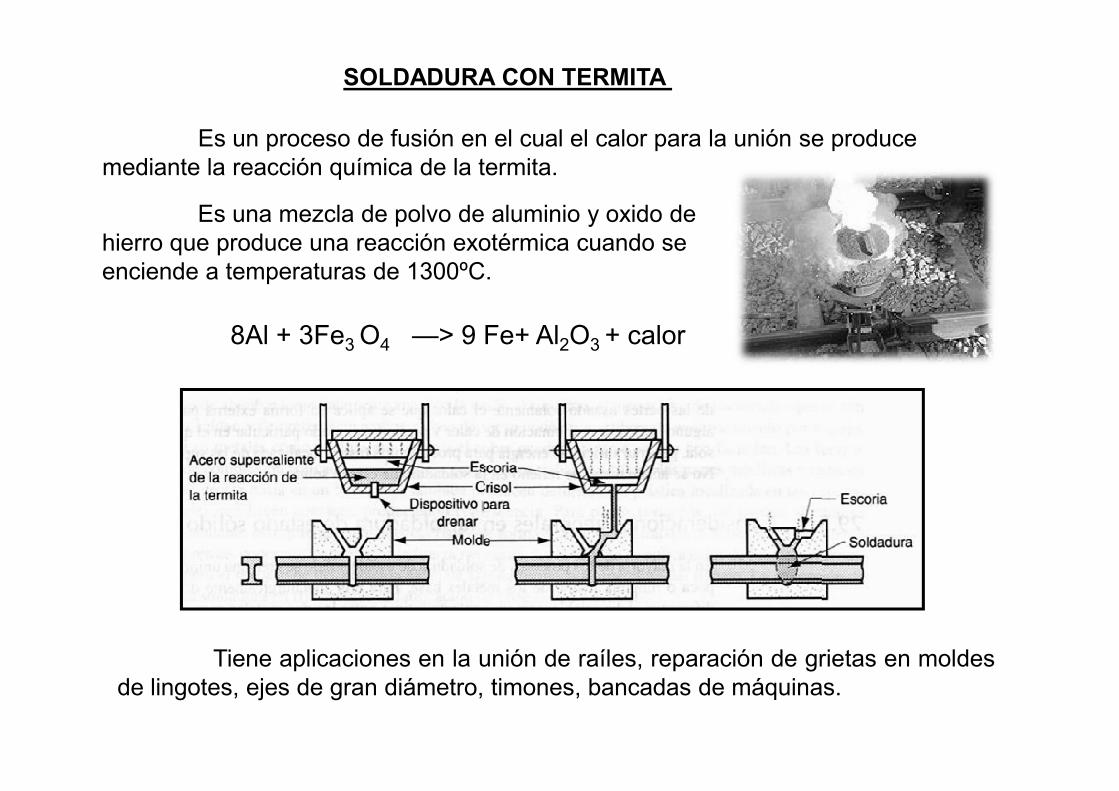
SOLDADURA CON TERMITA
Es un proceso de fusión en el cual el calor para la unión se produce
mediante la reacción química de la termita.
Es una mezcla de polvo de aluminio y oxido de
hierro que produce una reacción exotérmica cuando se
enciende a temperaturas de 1300ºC.
8Al + 3Fe3 O4 —> 9 Fe+ Al2O3 + calor
Tiene aplicaciones en la unión de raíles, reparación de grietas en moldes
de lingotes, ejes de gran diámetro, timones, bancadas de máquinas.
SOLDADURA EN ESTADO SÓLIDO
� Ventajas:
En la soldadura de estado sólido, la coalescencia de las superficies se
obtiene mediante presión solamente o por calor y presión.
Para unir metalúrgicamente dos metales similares o diferentes, debe
establecerse un contacto íntimo entre los dos metales para que sus fuerzas
atómicas cohesivas se atraigan una a la otra. Para que tenga éxito la unión
atómica, debe eliminarse toda suciedad o contaminación.
� Ventajas:
- No hay una zona afectada por el calor, el metal que rodea la unión
conserva sus propiedades originales.
- Se producen uniones que incluyen toda la interfase de contacto entre las
dos partes, y no sólo puntos o engargolados señalados.
- Son aplicables para unir metales distintos, sin importar las expansiones
térmicas relativas, las conductividades y otros problemas que surgen durante
la fusión y solidificación.

SOLDADURA EN ESTADO SÓLIDO
� Soldadura por forja
El proceso data de alrededor del año 1000 a.C., cuando los herreros
aprendieron a unir dos piezas de metal.
Es un proceso en el cual los componentes que se van a unir se
calientan a altas temperaturas de trabajo y después se forjan juntos por medio
de un martillo u otro medio.
� Soldadura en frío
Es un proceso en estado sólido que se realiza aplicando
alta presión entre superficies en contacto limpias a temperatura
ambiente. Las superficies a unir deben estar excepcionalmente
limpias y generalmente esta limpieza se hace mediante un
desengrasado y pulido.
Al menos uno de los metales que se van a soldar, y de
preferencia ambos, deben de ser muy dúctiles y libres de endurecimiento
por trabajo. Los metales como el aluminio suave y el cobre pueden
soldarse en frío con facilidad.
� Soldadura en frío

SOLDADURA EN ESTADO SÓLIDO
� Soldadura con rodillos
Es una variación de la soldadura por forja o de la soldadura en frío,
dependiendo de si se obtiene o no el calentamiento externo de las partes de
trabajo antes del proceso. Se aplica una presión suficiente para producir
coalescencia mediante rodillos.
Las aplicaciones de la soldaduras con rodillos incluyen el
revestimiento con acero inoxidable para aleaciones medias o bajas para
conseguir resistencia a la corrosión o la fabricación de tiras bimetálicas
para medir la temperatura
SOLDADURA EN ESTADO SÓLIDO
� Soldadura por difusión
Es un proceso en estado sólido resultado de la aplicación de calor y
presión, por lo general en una atmósfera controlada, el tiempo suficiente para
que ocurran la difusión y la coalescencia. El mecanismo implica la migración de
átomos a través de la interfase entre las superficies que hacen contacto.
Las aplicaciones incluyen la unión de metales refractarios y de
alta resistencia en la industria aeronáutica y aeroespacial.alta resistencia en la industria aeronáutica y aeroespacial.
� Soldadura por fricción
Es un proceso en el cual se obtiene la coalescencia mediante una
combinación de calor por fricción y presión. La fricción se induce mediante el
frotamiento mecánico entre las dos superficies, generalmente por rotación.

SOLDADURA EN ESTADO SÓLIDO
Con sus ciclos breves, el
proceso se presta para la producción
masiva. Se aplica en la soldadura de
diversos ejes y panes tubulares en las
industrias automotriz, aeronáutica, de
equipo agrícola, de petróleo y del gas
natural.

SOLDADURA EN ESTADO SÓLIDO
� Soldadura ultrasónica
Proceso en estado sólido en el cual se colocan dos componentes bajo
fuerzas de sujeción pequeñas y se aplican intensas presiones oscilatorias de
frecuencia ultrasónica para producir la coalescencia.
Aunque ocurre un
calentamiento de las superficies calentamiento de las superficies
debido a la fricción interfacial y a
la deformación plástica, las
temperaturas están bastante
abajo del punto de fusión.
Las aplicaciones incluyen terminación y empalmado de cables en las
industrias eléctrica y electrónica, ensamble de paneles de lámina metálica de
aluminio, soldadura de tubos para chapas en paneles solares.
CALIDAD DE LA SOLDADURA
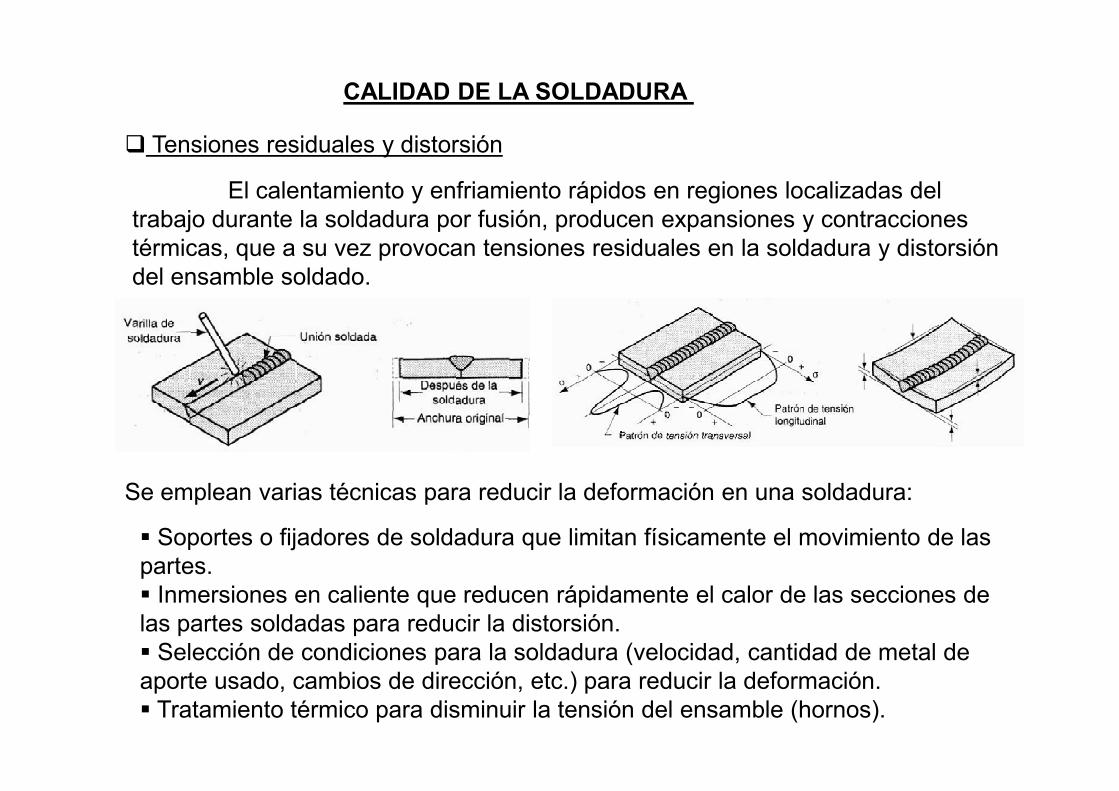
� Tensiones residuales y distorsión
El calentamiento y enfriamiento rápidos en regiones localizadas del
trabajo durante la soldadura por fusión, producen expansiones y contracciones
térmicas, que a su vez provocan tensiones residuales en la soldadura y distorsión
del ensamble soldado.
Se emplean varias técnicas para reducir la deformación en una soldadura:
� Soportes o fijadores de soldadura que limitan físicamente el movimiento de las
partes.
� Inmersiones en caliente que reducen rápidamente el calor de las secciones de
las partes soldadas para reducir la distorsión.
� Selección de condiciones para la soldadura (velocidad, cantidad de metal de
aporte usado, cambios de dirección, etc.) para reducir la deformación.
� Tratamiento térmico para disminuir la tensión del ensamble (hornos).
CALIDAD DE LA SOLDADURA
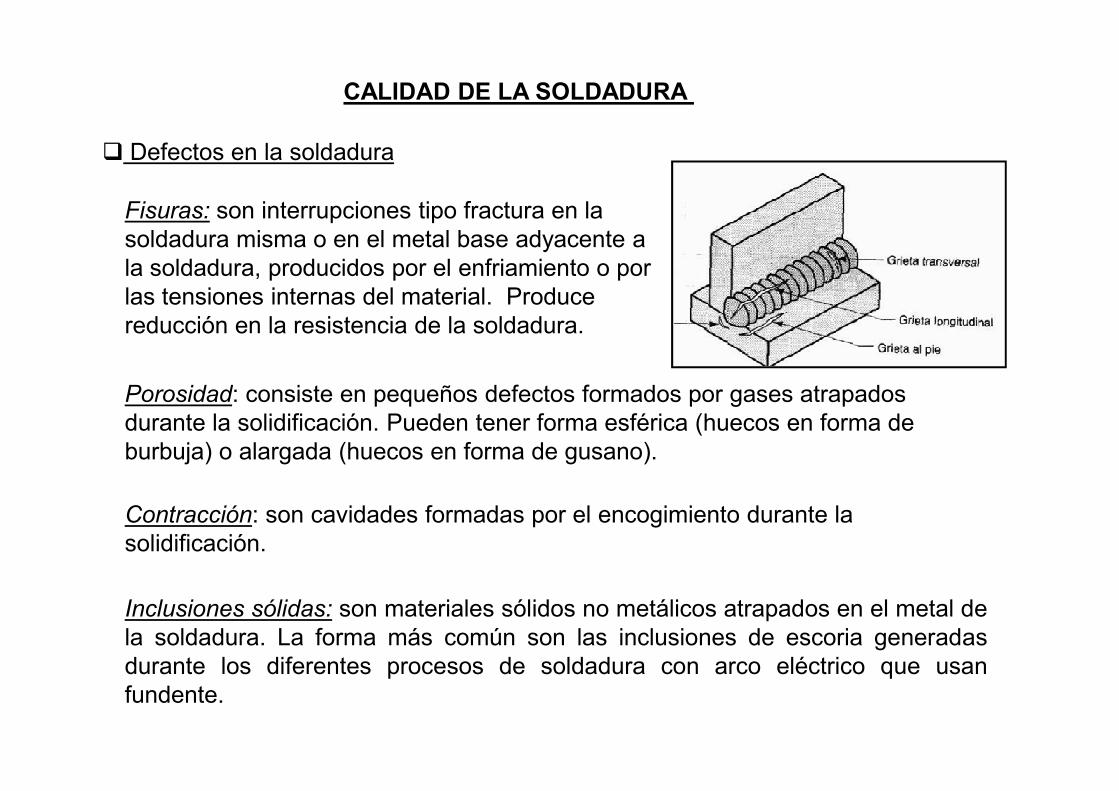
� Defectos en la soldadura
Fisuras: son interrupciones tipo fractura en la
soldadura misma o en el metal base adyacente a
la soldadura, producidos por el enfriamiento o por
las tensiones internas del material. Produce
reducción en la resistencia de la soldadura.
Porosidad: consiste en pequeños defectos formados por gases atrapados Porosidad: consiste en pequeños defectos formados por gases atrapados
durante la solidificación. Pueden tener forma esférica (huecos en forma de
burbuja) o alargada (huecos en forma de gusano).
Contracción: son cavidades formadas por el encogimiento durante la
solidificación.
Inclusiones sólidas: son materiales sólidos no metálicos atrapados en el metal de
la soldadura. La forma más común son las inclusiones de escoria generadas
durante los diferentes procesos de soldadura con arco eléctrico que usan
fundente.

CALIDAD DE LA SOLDADURA
� Defectos en la soldadura
Fusión incompleta: falta de ligazón entre
el material base y el metal de aporte.
Falta de penetración: Se produce por
velocidad excesiva, tamaño del electrodo
inadecuado, separación incorrecta de los inadecuado, separación incorrecta de los
materiales a unir, o baja intensidad.
Defectos diversos: Se debe a la falta de geometría de la superficie externa en
relación con el perfil correcto esperado. golpes de arco (cicatriz), salpicadura
excesiva, descolgadura, raíz cóncava

CALIDAD DE LA SOLDADURA
� Métodos de inspección
Pueden ser visuales, destructivos, no destructivos
� Inspección visual: sólo se detectan los defectos superficiales;
-Pruebas de líquidos penetrantes de contraste y líquidos penetrantes fluorescentes para
detectar pequeños defectos tales como cuarteaduras y cavidades abiertas en la superficie.
� Inspección no destructiva:
- Prueba de partículas magnéticas: está limitada a los materiales ferromagnéticos. Se
establece un campo magnético en la parte y se dispersan partículas magnéticas (por ejemplo,
limadura de hierro) sobre la superficie. Los defectos bajo la superficie tales corno grietas e
inclusiones aparecen por la distorsión del campo magnético, lo que provoca que las partículas
se concentren en ciertas regiones de la superficie.
- Prueba ultrasónica: implica el uso de ondas sónicas de alta frecuencia dirigidas a través de la
parte. Las discontinuidades (por ejemplo, las cuarteaduras, las inclusiones y la porosidad) se
detectan mediante pérdidas en la transmisión del sonido.
- Prueba radiográfica: usa rayos x o radiación gamma para detectar defectos internos en el
metal de la soldadura. Este ensayo proporciona un registro con película fotográfica de los
defectos presentados.
CALIDAD DE LA SOLDADURA
� Métodos de inspección
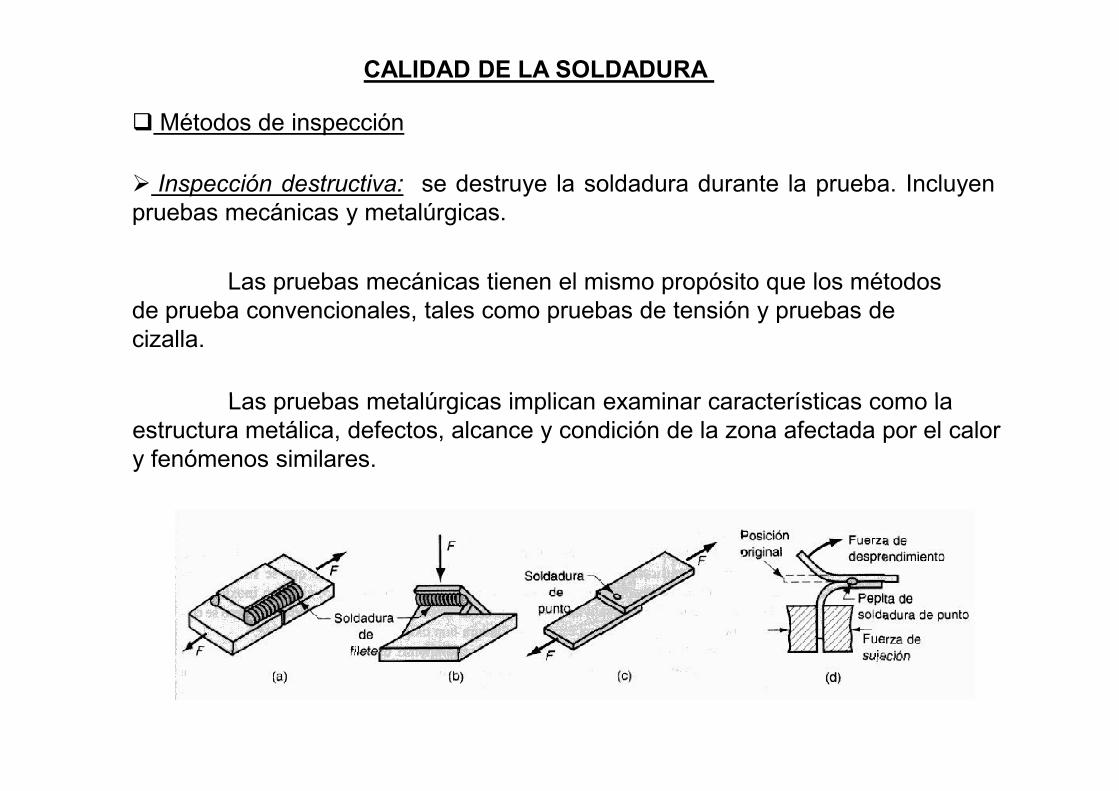
� Inspección destructiva: se destruye la soldadura durante la prueba. Incluyen
pruebas mecánicas y metalúrgicas.
Las pruebas mecánicas tienen el mismo propósito que los métodos
de prueba convencionales, tales como pruebas de tensión y pruebas de
cizalla.
Las pruebas metalúrgicas implican examinar características como la Las pruebas metalúrgicas implican examinar características como la
estructura metálica, defectos, alcance y condición de la zona afectada por el calor
y fenómenos similares.








