diseÑo del proceso de elaboraciÓn de detergente a partir de la saponina de la quinua.pdf
TRANSCRIPT
DISEÑO DEL PROCESO PARA
ELABORACIÓN DE DETERGENTE
A PARTIR DE SAPONINA DE
QUINUA Ingeniería de Procesos
AUTORES Ileana Araque Espinoza
Johanna Castillo Jaramillo Cristina Fierro Betancourth
Pablo Gonzaga Aguilar
DISEÑO DEL PROCESO PARA ELABORACIÓN DE DETERGENTE A PARTIR DE SAPONINA DE
QUINUA. Ileana Araque1 • Johanna Castillo1 • Cristina Fierro1 • Pablo Gonzaga1
1Escuela de Ingeniería Química, Universidad Técnica Particular de Loja, Loja, Ecuador
RESUMEN
El presente proyecto presenta un posible diseño del proceso para la elaboración de detergente
a partir de la saponina de la quinua, este tiene como objetivo presentar bases y ciertos criterios
técnicos para el diseño de una planta de detergente en polvo, para tal efecto se parte desde la
definición de procesos de producción, para posteriormente determinar la formulación del
detergente, máquinas, equipos y demás instalaciones que se requerirán para fabricar el nuevo
producto. Los cálculos de diseño de planta, específicamente lo relacionado a la capacidad, se
realizan en función de las proyecciones estimadas. Los cálculos estructurales y de instalaciones
mecánicas se basan en normas acepadas de diseño. Se presenta el costo de la inversión del
proceso, así como los ingresos y utilidades de la planta. Al final de este trabajo se presentan los
lineamientos para el diseño de plantas de producción de este tipo.
Palabras clave: detergente en polvo, diseño, saponinas de quinua, quinua.
ABSTRACT
In this project, we present the design process for the preparation of detergent from saponin
quinoa, the aim is to present the foundations and certain technical criteria for the design of a
detergent powder plant for this purpose part of the definition of production processes, to later
follow the detergent formulation, machines, equipment and other facilities that are required to
manufacture the new product. Calculations plant design, specifically matters relating to
capacity, is performed based on the estimated projections. Structural and mechanical
installations acepadas calculations are based on design standards. The cost of the investment
process as well as the revenues and profits of the plant is presented. At the end of this paper
the guidelines for the design of production plants of this type are presented.
Keywords: powder detergent, desing, saponins of quinoa, quinoa.

1 INTRODUCCIÓN
La quinua es usada principalmente como alimento, debido al alto valor proteico de sus granos.
Sin embargo, además de sus componentes nutricionales, la quinua tiene saponinas, unas
sustancias de sabor amargo localizadas principalmente en el epispermo del grano, que deben
ser eliminadas antes del consumo humano. Para su eliminación, las empresas exportadoras de
quinua, han desarrollado un proceso de beneficiado donde se separa el epispermo del grano
mediante dos procesos (Lozano, et al., 2012): El primero es basado en la fricción entre granos
por acción mecánica (escarificado) obteniéndose un polvo rico en saponinas denominado
"mojuelo"; el segundo es un proceso de lavado con agua para eliminar el epispermo restante.
Debido a las propiedades surfactantes y emulsificantes que poseen las saponinas de quinua,
tiene gran importancia e interés para la elaboración de detergentes.
La industria de los detergentes es una de las principales productoras dentro del sector de la
industria química. La producción es de 1500 kilogramos por hora, cantidad que fue estimada de
otros proyectos de esta aplicación para que fuese una planta de categoría mediana-pequeña, es
decir, una planta piloto. Se tomara esto como base para el dimensionamiento de las máquinas y
equipos que se seleccionaran para tal efecto, teniendo presente la calidad del producto final así
como la eficiencia económica de su producción.
Para elaborar el detergente en polvo, primero se realizará un estudio de los componentes del
detergente para conseguir una fórmula efectiva empleando las saponinas de la quinua, el
siguiente paso es adicionar los insumos (no termolábiles) y llevar el producto a una torre de
secado por atomización (para secar el producto y transformarlo en polvo) finalmente, adicionar
el perfume (termolábiles) (Adalid Gavilán, 2002).
2 ANTECEDENTES
Ecuador es el tercer país productor y exportador de quinua real orgánica, pero aun así la
producción de quinua se ve limitada por altos costos de la maquinaria especializada para el
procesamiento de quinua y los precios de los materiales, insumos agrícolas y mano de obra, sin
embargo su alta calidad le da una ventaja comparativa frente a la competencia, la misma que le
ha permitido obtener precios mejores que los recibidos por la producción boliviana y peruana
(Cazar Bohórquez & Alava Riofrio, 2004).
Al ser uno de los países líderes en la producción de quinua en Sudamérica, se conoce que los
habitantes de las zonas del altiplano centro sur del Ecuador donde se cultiva la quinua
utilizaban este componente en su forma natural para lavar la ropa, a partir de este punto surge
la investigación de este producto dando como consecuencia que la cáscara de la quinua se
encuentra presente la saponina aportando propiedades similares al jabón, sin embargo no es
bien aprovechado por los agricultores o las empresas.
La industria de los detergentes ha empleado ingredientes contaminantes para eliminar la
suciedad sin tener en cuenta el grave impacto ambiental que estos causaban, la mayoría de
detergentes presentan un alto contenido de fosfatos que son los más peligrosos para el
ambiente ya que al combinarse con el agua presentan ciertos tipos de efectos como: dificultar
el tratamiento de aguas en plantas depuradoras, inhibir la oxidación, dificultar la
autodepuración de las corrientes de agua y perturbar la sedimentación (Universidad Autónoma
de Tamaulipas, 2001).
3 JUSTIFICACIÓN
El desarrollo de un país debe estar fundamentado sobre las bases del conocimiento,
conjuntamente con la innovación y los saberes locales, basándose primordialmente en
construir planes y políticas nacionales que busquen el desarrollo integral del país. Mediante el
desarrollo del presente proyecto se impulsa al “Cambio de la Matriz Productiva”, proyecto
propuesto por el gobierno de la República del Ecuador, el mismo se desarrolla a nivel de varias
provincias del país entre las que se incluye Loja gracias al apoyo del Ministerio de Agricultura
Ganadería y Pesca motivando así a la capacitación de agricultores para el cultivo de quinua
variedad tunkahuan, facilitando la obtención de la materia prima del producto a obtener, pues
se sabe que luego de la cosecha de la planta “quinua” se desecha el material correspondiente al
episperma del grano, material altamente tóxico para el consumo humano, el cual posee como

componente principal a las saponinas, sustancias que tienen gran importancia en varios
campos, entre los que se destaca ser un espumante natural.
Asimismo, es de gran importancia impulsar dentro del país la implementación de proyectos que
permitan a la población la utilización de recursos naturales “materias primas”, pues
actualmente se recurre a mercados extranjeros para la adquisición de materiales de alta
demanda, como son por ejemplo, los detergentes, además de esto el usar un subproducto de
una cosecha que se implementará en varios sectores del país motivará a la adquisición y
consumo de productos nacionales que además poseen un valor agregado. Cabe mencionar que
la importancia del producto a obtener radica principalmente para los autores en el
entendimiento de un proceso químico e industrial, el cual pueda ser amigable con el medio
ambiente y además incorporar como materia prima a una sustancia fácilmente accesible en el
país.
4 DISCUSIÓN
El diseño del proceso para la elaboración de detergente a partir de la saponina de la quinua,
debe iniciar con la consideración de los componentes del mismo y de ciertos criterios técnicos.
4.1 FORMULACIÓN DEL DETERGENTE
Para la formulación del detergente, la materia prima son los tensioactivos, y como
componentes complementarios están los coadyuvantes, aditivos y auxiliares.
Tensioactivos: El tensioactivo según Wittcoff, H. (1978) es una molécula anfipática, es
decir, tiene dos partes bien definidas: una hidrófila (extremidad polar que interacciona
fuertemente con las moléculas de agua), y otra hidrófoba (cadena apolar de hidrocarburo
que interacciona débilmente con las moléculas de agua).
Las saponinas, son surfactantes no iónicos naturales (PROQUIRCA, 2014), por lo cual
pueden sustituir a al Sulfonato de alquilbenceno lineal (LAS) en el proceso; además tienen

una buena función de emulsificación, limpieza, dispersión, espuma y lo más importante no
causan tanto impacto sobre el ambiente como el LAS.
Coadyudantes: Dan soporte a los surfactantes secuestrando las partículas que dan dureza
al agua para evitar la interacción de estos iones con los surfactantes. La eliminación de las
manchas se hace mediante la quelación, precipitación o intercambio iónico (Adalid Gavilán,
2002).
Aditivos: Este componente aporta características ajenas al poder detersivo.
Auxiliares: Los auxiliares de presentación son compuestos minerales u orgánicos que sirven
para dar un acabado al producto final y conseguir la concentración adecuada (Adalid
Gavilán, 2002).
Los componentes para la formulación del detergente, son: Saponinas de quinua (20%),
Carbonato de sodio (15%), Silicato de sodio (15%), Peroxocarbonato de sodio (20%), Cumarina
(1,2%), EDTA (0,8%), Silicona (0,4%), Carboximetilcelulosa (2,0%), Agua (10%), Sulfato de sodio
(15%), Perfume (0,1%), Enzimas (0,5%).
4.2 CONSIDERACIONES DEL PROCESO
Los criterios que se toman a consideración para el diseño son las características de los equipos,
tuberías, bombas, válvulas y fluidos que intervienen.
4.2.1 Escarificador
Debido a que la materia prima (quinua) es rica en saponinas, se la debe tratar mediante un
proceso para separarla del episperma (descascarado) y segmentos secundarios del grano de
quinua, donde se concentra el mayor contenido de saponinas (Armada, Chavarría, & Trejo,
2013).
Existen diferentes procedimientos para separar las saponinas de la quinua, entre ellos:
procesamiento húmedo (lavado), secos (escarificado) y combinados (escarificado y lavado)

(Armada, Chavarría, & Trejo, 2013), sin embargo hemos escogido el proceso de escarificado en
seco, ya que es más económico y eficiente que el método húmedo.
El escarificado se realiza a través de medios mecánicos abrasivos, utilizándose equipos con
paletas o tambores giratorios y tamiz estacionario, que permite un constante raspado de los
granos de quinua contra las paredes de las mallas. El polvillo desprendido de los granos pasa a
través de la malla y es separado por gravedad o mediante uso de succionadores de aire
(Armada, Chavarría, & Trejo, 2013).
El escarificador empleado (Figura 1), posee 500 Kg/h de capacidad con un motor eléctrico de
7,5 HP, está fabricado de acero inoxidable AISI 304 y sus dimensiones son: 1,2 m, 1 m y 1,85 m,
de largo, ancho y alto respectivamente; además cuenta con un aspirador y ciclón de polvos. El
precio comercial del escarificador es $4310.
Figura 1. Escarificador de quinua, 500Kg/h
4.2.2 Tolvas, tanque y dosificadores:
Las materias primas deben estar bien almacenadas para evitar contaminaciones o pérdidas,
para lo cual se emplean tolvas y tanques.

Las tolvas son de acero inoxidable con una capacidad para almacenar materia prima desde 7,5
hasta 376 kilogramos, además se utiliza un tanque de PVC para almacenar aproximadamente
200 litros de agua (dimensiones especificadas en Tabla 1); en la parte inferior de cada uno se
encuentran dosificadores automáticos (Figura 2) de 1000 m3 para medir o dosificar las
cantidades dispuestas por los autores, el precio comercial del dosificador es $1500.
Descripción Dimensiones
Tolva (375,24)
Alto: 3 m Ancho: 1,5 m
Tolva (281,43)
Alto: 2,5 m Ancho: 1,5 m
Tolva (225,14)
Alto: 2 m Ancho: 1,5 m
Tolva (22,51)
Alto: 1 m Ancho: 0,5 m
Tolva (15)
Alto: 1 m Ancho: 0,5 m
Tolva (7,5)
Alto: 50 cm Ancho: 30 cm
Tanque (178,33)
Alto: 1,2 m Ancho: 80 cm
Tabla 1. Dimensiones de Tolvas y Tanque
Figura 2. Dosificador automático
4.2.3 Mezclador
Es de gran conocimiento que un paso clave en el desarrollo de un producto industrial es el
mezclado, por lo que se debe tener en cuenta varios parámetros al momento de decidir con
qué tipo de maquinaria es óptimo trabajar, parámetros como el material de recipiente, forma y
qué tipo destacan.
Es así que se decidió trabajar con un mezclador de paletas, pues de acuerdo a Palate Meza &
Villon Quinde (2006), es el mezclador más conocido, económico y fácil de fabricar, además
presenta una buena ejecución en diferentes trabajos. Específicamente se planea trabajar con el
mezclador de Paletas con lengüetas o dedos fijos intercalados, pues en líquidos poco densos,
las lengüetas fijas tienden a impedir la formación de un remolino en toda la masa y contribuyen
además a producir corrientes más o menos en ángulo recto con las lengüetas, facilitando así la

mezcla. Éste tipo se usa también para mezclar líquidos densos, pastas y amasados, como
pinturas, pastas de almidón y colas, por lo que se confía en su eficacia dentro del proceso, pues
en esta etapa se formará la pasta slurry. El proceso de mezclado se realizará dentro de un
tanque de forma cilíndrica, se debe evitar el uso de materiales oxidables, ya que en esta
operación interviene el agua.
La pasta slurry formada después de la adición y mezcla de materias primas posee viscosidad de
50cp, densidad de 1700kg/m3 y velocidad de 2,4m/s.
El mezclador de paletas empleado (Figura 3), tiene una capacidad de 2000 L con un diámetro de
3 m, el agitador es una turbina abierta de 6 aspas y 1 m de diámetro, opera a 140 rpm y además
tiene cuatro deflectores verticales con ancho de 0,125 m.
Figura 3. Mezclador o Tanque de agitación
4.2.4 Tuberías
Para la selección de tuberías se realizó un estudio llegando a la conclusión que por el diámetro
y material es factible usar una tubería de tipo HDPE, pese a que lo común sería usar una de
acero inoxidable; pues de acuerdo a (Cidelsa, 2014) las tuberías HDPE presentan las siguientes
características:
Puede soportar condiciones de pH entre 1.5 y 14. Poseen excelentes propiedades químicas,
insoluble a la mayoría de los solventes orgánicos e inorgánicos.
Es resistente, capaz de absorber impactos normales producidos por el manipuleo y la
instalación. Adicionalmente tiene una gran flexibilidad pudiendo ser fabricados en rollos de
100 m para tuberías de 110 mm (4”).
Tiene una permeabilidad muy baja en condiciones de temperatura normales.
Las características de la superficie y su resistencia a la corrosión, incrustaciones y
sedimentación, hacen que éstas tengan mucha menor pérdida de carga que las tuberías
tradicionales.
Tienen una resistencia a la abrasión mayor que las tuberías convencionales de acero y
concreto.
Las tuberías de polietileno son un óptimo aislante debido a que la estructura de la que está
compuesta es no polar. Puede trabajar en condiciones de temperatura bajas (Hasta -40°c).
Es resistente a la degradación UV. Puede ser instalado a la Intemperie.
Es atóxica, ha pasado las pruebas de todas las normativas internacionales en transporte de
agua potable, todo está favorecido por la completa ausencia del sabor y olor del material
mismo.
Es justificable la aplicación de este tipo de tuberías, ya que además de las características
nombradas anteriormente se destaca la diversidad de diámetros disponibles para el
consumidor.
Se empleará una tubería HPDE-PE-100 de 900 mm de diámetro nominal, con un espesor de
42,9 mm, con un parámetro SDR 21, características proporcionadas por (TIGRE, s.f), esta se
encuentra dentro de los requerimientos necesarios para el transporte de la pasta slurry que se
deposita en ella a la salida del tanque mezclador.
Esta tubería poseerá una longitud aproximada de 28,6 m y un factor de fricción de 0,278;
debido a que se desconoce la configuración de la misma, por simplificaciones del problema se
considerará únicamente en ella pérdidas ocasionadas por la caída de presión.

4.2.5 Bombas
Las bombas se necesitan para transportar líquidos y vencer las pérdidas de carga en el sistema
de tuberías. En instalaciones de bombas con niveles de líquido diferentes es preciso superar
además la diferencia de altura geodésica (González, 2005).
En caso de la bomba, ya que en la operación de plantas de fabricación de detergentes es común
usar una bomba de alta presión para impulsar la pasta slurry hacia el secador se optó como
elección una bomba de triple tornillo DENTATORN®, pues de acuerdo a (HILMANN S.A.) la
bomba de interés presenta las siguientes características:
Bombas auto aspirantes, para fluidos lubricantes, poco lubricantes y/o de elevada
viscosidad.
Impulsión con alta protección del medio, que aumenta la eficiencia de muchos procesos,
por su bajo nivel de turbulencia y ausencia de batido, sesgado o centrifugado del fluido.
Impulsión con balanceo hidráulico de sus tornillos rotores, que reduce o elimina las cargas
radiales y axiales inducidas sobre el rodamiento del rotor conductor, incrementando la vida
útil y reduciendo su mantenimiento.
Impulsión de eficiencia poco sensible a la elección del punto de funcionamiento de la
bomba, lo que permite la aplicación directa de accionamientos eléctricos o a explosión con
sus regímenes rotacionales normales, sin necesidad de instalación adicional de reductores,
multiplicadores o variadores intermedios.
Impulsión de petróleo crudo con variación de baja a elevada viscosidad y presión de
descarga, con contenidos de gas y agua hasta 10%.
Fácil modificación de capacidad de la bomba por recambio con nuevos tornillos de paso
correspondiente.
La simplicidad de diseño de la bomba con solo tres tornillos rotores, un sello y un
rodamiento axial-radial externo al medio de impulsión, la hacen muy fiable y eficiente.
La posibilidad de recambio del conjunto impulsor insertable (camisa y tornillos) permite
una reparación a nuevo - en campo - sin necesidad de remecanizados o uso de
herramientas especiales.
Diseño compacto - Larga vida útil con baja inversión en instalación y posterior
mantenimiento.
La bomba a triple tornillo DENTATORN ®, aseguran un nivel de ruido mínimo y una
impulsión prácticamente libre de pulsaciones.
Adicionalmente, el autor expone que este tipo de bombas se usan principalmente en
oleoductos de On y Off-shore, marina mercante, lubricación forzada, destilerías, industrias
químicas y petroquímicas, transferencia de aceites, inyección de aceites combustibles, potencia
hidráulica, máquinas industriales, sistemas de aceites de sello, ascensores hidráulicos
silenciosos, impulsión de cremas y productos alimenticios.
Es por esto que se consideró a este accesorio como óptimo para el sistema, pues sus ventajas
son varias y de gran interés, además el tipo de materiales que pasan por su tratamiento
coinciden con el material de interés dentro el diseño propuesto por los autores de este
proyecto.
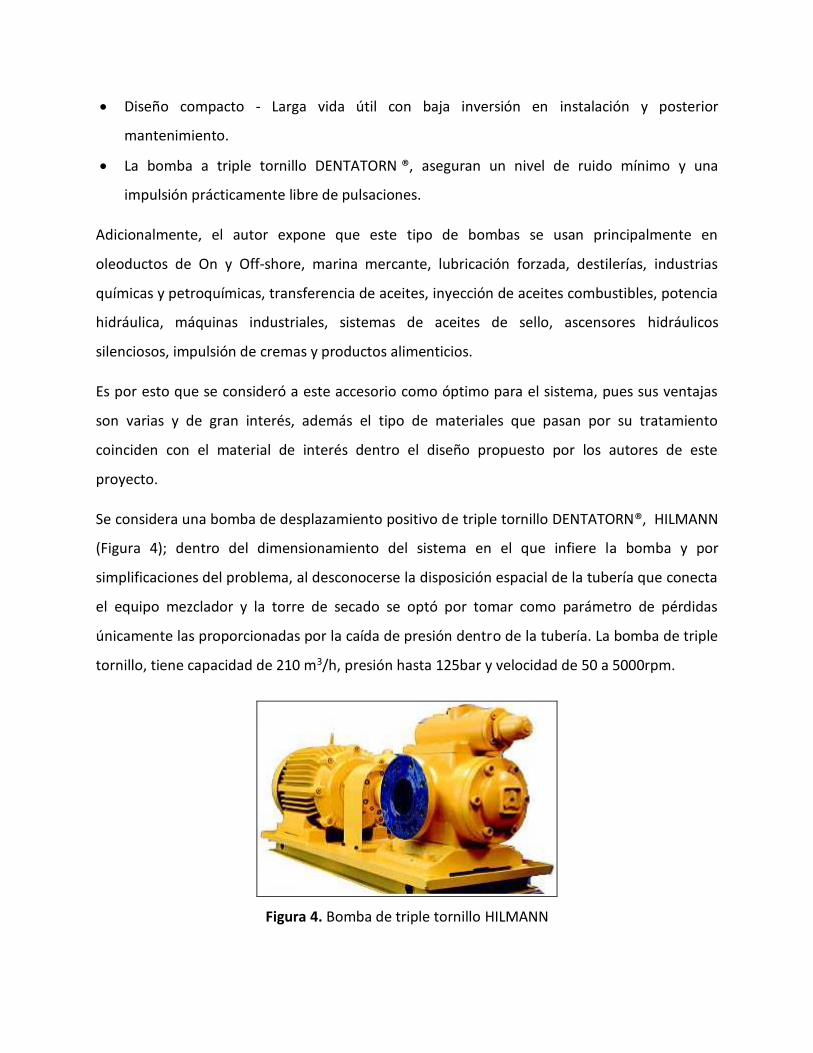
Se considera una bomba de desplazamiento positivo de triple tornillo DENTATORN®, HILMANN
(Figura 4); dentro del dimensionamiento del sistema en el que infiere la bomba y por
simplificaciones del problema, al desconocerse la disposición espacial de la tubería que conecta
el equipo mezclador y la torre de secado se optó por tomar como parámetro de pérdidas
únicamente las proporcionadas por la caída de presión dentro de la tubería. La bomba de triple
tornillo, tiene capacidad de 210 m3/h, presión hasta 125bar y velocidad de 50 a 5000rpm.
Figura 4. Bomba de triple tornillo HILMANN

4.2.6 Válvulas
Para dejar que la pasta slurry pase desde el mezclador hacia la tubería, se emplea una válvula
de compuerta. Las válvulas de compuerta (Figura 5) se utilizan principalmente para dejar pasar
o no un fluido, lo que indica que deben estar completamente abiertas o completamente
cerradas para que sus interiores (asiento y cuña) no sean desgastados prematuramente por el
fluido y su presión y así evitar que tenga fugas (ESPECIALISTAS TÉCNICOS EN FLUIDOS DE
OCCIDENTE SA, 2014).
La válvula de compuerta es usada por su fácil accesibilidad y, además de ser económica cumple
con la función que se necesita en el proceso de elaboración de detergente; se ubica en la parte
inferior del mezclador, su diámetro de abertura es similar al diametro de la tubería, posee un
disco en forma de cuña que se eleva dentro del cabezal cuando se abre, dejando pasar la pasta
slurry que a su vez es impulsada por la bomba hasta la torre de secado.
Figura 5. Válvula de compuerta
4.2.7 Torre de secado
Otra de las etapas más importantes en el proceso de la elaboración de detergente es el secado,
en donde la pasta slurry del paso anterior es atomizada y pulverizada.
Las ventajas del secado son: aumento del tiempo de vida útil, facilitación del manejo del
producto, reducción del espacio de almacenamiento y por ende de los costos de
almacenamiento y embarque (Barbosa y Vega, 2000).

Entre los equipos de secado más utilizados se encuentran: secadores de tambor, secadores
rotatorios, secador de charolas, de túnel, de banda, de lecho fluidizado y de atomización o
aspersión (Treyball, 2000), sin embargo su selección depende de las características del producto
a secar y el costo del proceso, por tal motivo se ha seleccionado para la elaboración del
detergente el equipo de secado por atomización (Figura 6).
El secado por atomización es la transformación de una disolución, una emulsión, una
suspensión o una dispersión líquida en un producto totalmente seco y estable. A pesar de las
altas temperaturas utilizadas para el secado (desde 150oC hasta 600oC), los tiempos de proceso
son muy cortos comparados con otros procesos de secado (Ángeles, 2009), lo que hace a esta
técnica más favorable y útil para nuestro proceso.
El uso posterior del polvo atomizado obtenido requiere de propiedades determinadas, que sean
óptimas para su aplicación. En el caso de los detergentes, la microestructura interna y la
porosidad de los gránulos debe ser la adecuada para permitir la retención de agentes activos en
su interior (Meenan, et al., 1997).
El proceso se caracteriza en pulverizar el fluido dentro de la cámara sometida a una corriente
controlada de aire caliente. Este fluido es atomizado en millones de microgotas individuales
mediante un disco rotativo o boquilla de pulverización. A través de este proceso el área de la
superficie de contacto del producto pulverizado se aumenta enormemente y cuando se
encuentra dentro de la cámara con la corriente de aire caliente de secado produce la
vaporización rápida del solvente del producto, generalmente agua, provocando frigorías en el
centro de cada microgota donde se encuentra el sólido, que se seca suavemente sin gran
choque térmico, transformándose en polvo (Topo, 2009); el sistema de calentamiento consta
de un quemador que quema combustible y produce calor generalmente mediante una llama.
El producto que sale de la descarga está caliente y es transportado hacia el circuito de
enfriamiento, que se acopla a un conducto vertical de suficiente longitud dispuesto
paralelamente al eje de la torre de secado y que termina en una cámara de separación o ciclón.

A lo largo de la etapa se realiza la retención de grumos por medio de tamices vibradores, para
finalmente pasar hacia la banda transportadora (Ministerio del Ambiente, 2013).
Para el dimensionamiento del secador por atomización se consideró que posee un atomizador
rotatorio con aproximadamente un ángulo de 180°, las paletas del atomizador son de acero
inoxidable. En la torre de secado las paredes internas están realizadas con chapas de acero
inoxidable térmicamente aisladas con lana de roca de alta densidad y grueso espesor, el
revestimiento exterior se encuentra con chapa de acero pintada. El óptimo aislamiento
garantiza dispersiones térmicas mínimas y por lo tanto consumo de combustible reducido. El
flujo de entrada al secador es de 1744,2 Kg/h; además con las medidas comerciales de una
plancha de acero de 244cm por 120cm y un espesor de 2mm, se realiza el cálculo del diámetro
del ciclón tomándolo como perímetro de la longitud de la plancha ya que así cumple con la
relación de altura de la parte cilíndrica del ciclón y el diámetro del ciclón menor a 1m.
Figura 6. Secador por atomización
4.2.8 Banda transportadora
Una vez obtenido el detergente, es depositado sobre una banda transportadora que sirve como
medio para transportarse durante el proceso de perfumado por aspersión.

Para el presente proyecto se tomó la decisión de utilizar una banda trasportadora horizontal
Carpet Band Cover (Figura 7), las cubiertas de estas cintas están hechas de goma extra-
resistente con una resistencia extremadamente alta a la abrasión, cizallamiento e impactos,
además presenta las siguientes características (Ferg@com Conveyor, 2014):
Posee un equipamiento práctico y económico
Ideales para productos sólidos finos
Fácil de instalar
Bajo mantenimiento
Estructura compacta y sólida, construida con acero galvanizada
Espesores de 3 a 5 mm
Transporta materiales abrasivos
Pies de apoyo para fijación, con regulación de nivel y altura
Grupo motriz de trasmisión directa y velocidad fija
Banda de tapiz
Potencia instalada de 0,25 Kw
Figura 7. Banda transportadora
4.2.9 Sistema de aspersión
Mientras el polvo de detergente pasa mediante las bandas transportadoras, un sistema
provisto de aspersores (Figura 8), esparce enzimas y perfume líquido en forma de gotas a una
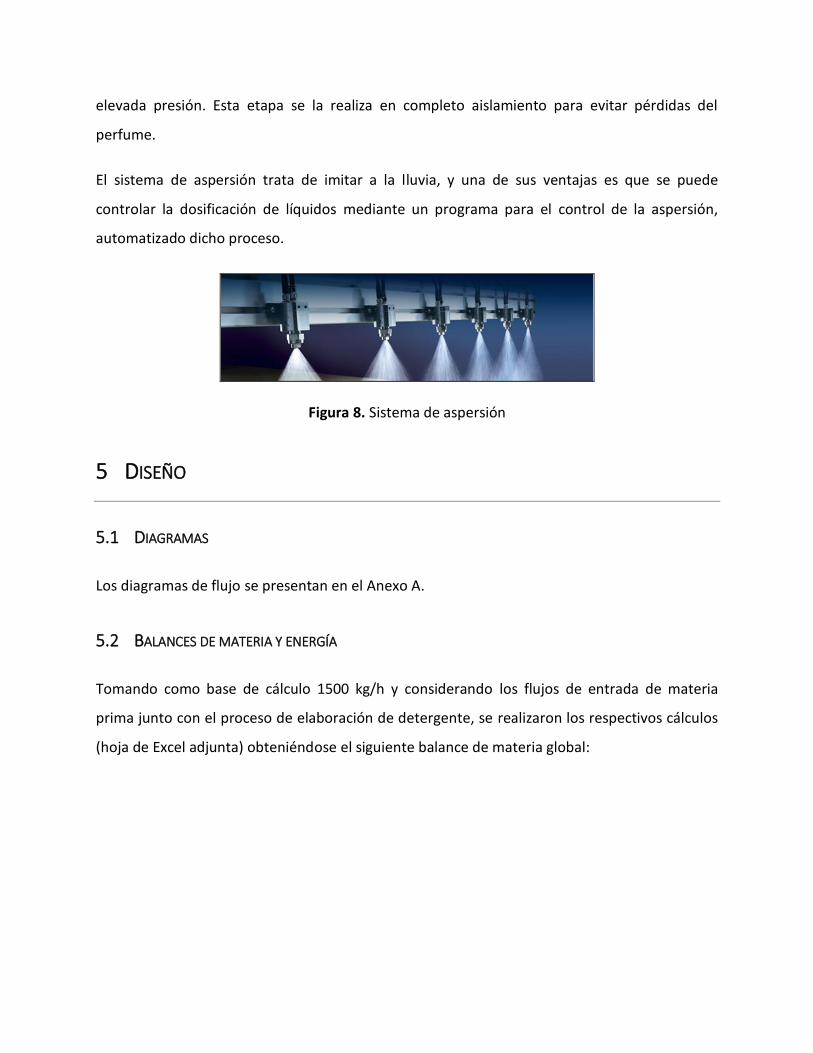
elevada presión. Esta etapa se la realiza en completo aislamiento para evitar pérdidas del
perfume.
El sistema de aspersión trata de imitar a la lluvia, y una de sus ventajas es que se puede
controlar la dosificación de líquidos mediante un programa para el control de la aspersión,
automatizado dicho proceso.
Figura 8. Sistema de aspersión
5 DISEÑO
5.1 DIAGRAMAS
Los diagramas de flujo se presentan en el Anexo A.
5.2 BALANCES DE MATERIA Y ENERGÍA
Tomando como base de cálculo 1500 kg/h y considerando los flujos de entrada de materia
prima junto con el proceso de elaboración de detergente, se realizaron los respectivos cálculos
(hoja de Excel adjunta) obteniéndose el siguiente balance de materia global:
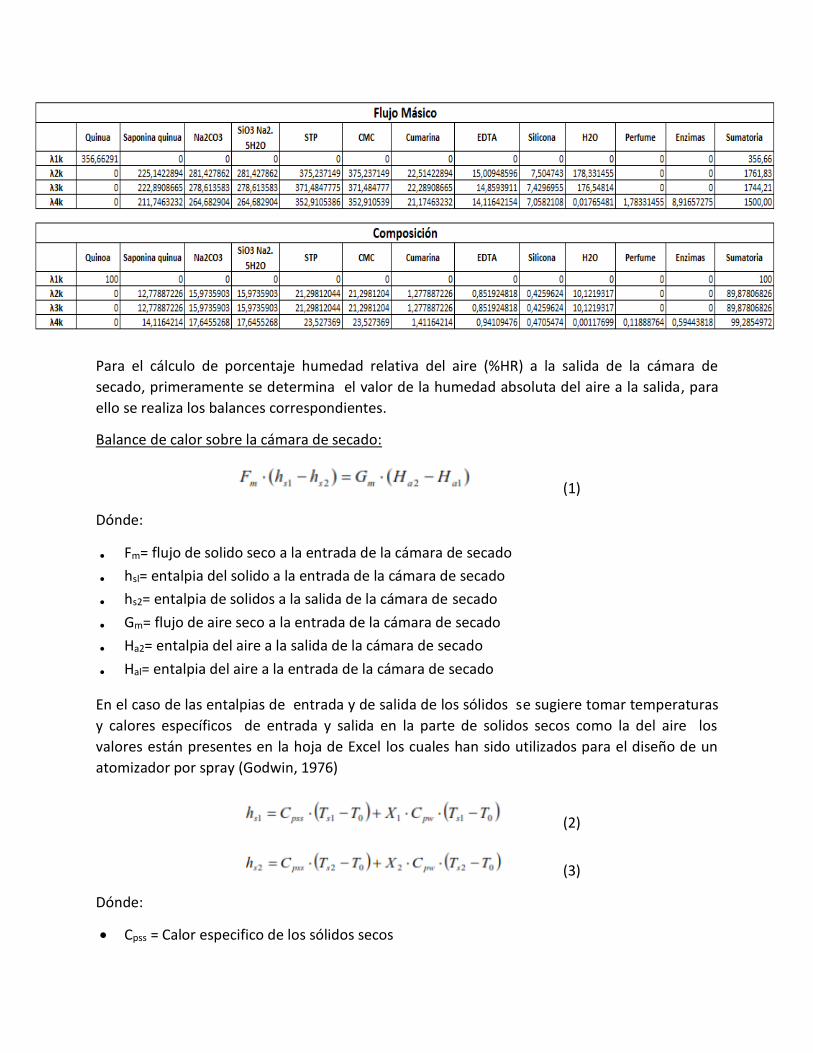
Para el cálculo de porcentaje humedad relativa del aire (%HR) a la salida de la cámara de
secado, primeramente se determina el valor de la humedad absoluta del aire a la salida, para
ello se realiza los balances correspondientes.
Balance de calor sobre la cámara de secado:
(1)
Dónde:
Fm= flujo de solido seco a la entrada de la cámara de secado
hsl= entalpia del solido a la entrada de la cámara de secado
hs2= entalpia de solidos a la salida de la cámara de secado
Gm= flujo de aire seco a la entrada de la cámara de secado
Ha2= entalpia del aire a la salida de la cámara de secado
Hal= entalpia del aire a la entrada de la cámara de secado
En el caso de las entalpias de entrada y de salida de los sólidos se sugiere tomar temperaturas
y calores específicos de entrada y salida en la parte de solidos secos como la del aire los
valores están presentes en la hoja de Excel los cuales han sido utilizados para el diseño de un
atomizador por spray (Godwin, 1976)
(2)
(3)
Dónde:
Cpss = Calor especifico de los sólidos secos

Cpw = calor especifico del agua
Ts2 = temperatura del solido a la salida de la cámara
T0 = temperatura de referencia
X1 = Humedad de entrada a la cámara de secado
X2 = humedad a la salida de la cámara de secado.
Del mismo modo para el aire se toma propiedades como: Calor específico del vapor de agua
(Cv), la capacidad calorífica del aire seco (Cpa), calor latente de vaporización a temperatura de
referencia y por último la humedad del aire en base seca a la entrada del secador (Y1).
(4)
(5)
Para el cálculo de Y2 se tomara en cuenta la presente ecuación tomadas de la ecuación 5, 1, 2;
se despeja Y2
(6)
Para el cálculo de la presión parcial del agua en cambio se toma la ecuación:
(7)
En donde Ma y Mb son masa del aire y del agua y Pt la presión del lugar de referencia (Treybal,
2000).
Del mismo modo para el porcentaje de humedad relativa se considera la ecuación:
(8)
Se puede sugerir algunos de los datos sean adquiridos de forma experimental para su mayor
precisión y verificación del equipo.

5.3 LISTA DE EQUIPOS Y ESPECIFICACIONES
Los equipos y máquinas que se utilizan están descritos en la Tabla 2; las dimensiones de los
equipos se exponen en la hoja de Excel adjunta.
Equipo Especificación
(cantidad)
Escarificador 2
Tolva 6
Tanque 1
Dosificador 7
Mezclador 1
Válvula de compuerta 1
Bomba triple tornillo 1
Secador por atomización 1
Banda transportadora 1
Tubería
Sistema de aspersión
Material de seguridad
Instalaciones
Material de oficina
Material de laboratorio
Material de almacén
Empaquetado
Sistema de control
Tabla 2. Equipos y especificaciones
5.4 INFORMACIÓN ECONÓMICA
En la planta de fabricación de detergente, se consideran los costos fijos y variables para conocer
la inversión que se deberá realizar y la rentabilidad que tiene la misma.
La fábrica producirá 1500 kg/h de detergente a un precio de $3,00 el kilogramo, además cuenta
con agua, electricidad, sistemas de seguridad, combustible, entre otros costos variables que

dependen de la cantidad de detergente que se produce; así mismo se consideran los costos
fijos (maquinaria) que no dependen de la cantidad de producción de detergente. En la hoja de
cálculo Excel adjunta se exponen los costos de la planta, donde el total de ingresos es de
$18’144.000,00 y de egresos $13’837.029,99 obteniendo una utilidad de $4.306.970,01 que
corresponde al 23,7% de la producción de detergente anual.
6 CONCLUSIONES
La saponina de la quinua, compuesto principal del epispermo del grano de la quinua, gracias a
sus propiedades surfactantes y emulsificantes, son capaces de reemplazar a componentes para
detergentes como el Sulfonato de alquil benceno lineal (LAS), compuesto difícil de ser
degradado por la naturaleza y que provoca problemas ambientales como el efecto eutrofizador
en aguas; por tanto, la formulación de detergente poseerá un 20% de saponina de quinua para
evitar el daño al medio ambiente y obtener un producto eficaz. Para el diseño de la planta de
elaboración de detergente, se consideró que se proporciona diariamente 4.280 Kg de quinua
(materia prima), además los equipos fueron diseñados según los flujos de entrada de materia
prima y excipientes calculados con el balance de materia global del proceso. Uno de los pasos
más importantes durante el proceso, es el secado por atomización, según el dimensionamiento
realizado se necesita una torre de 43 m de altura, por lo cual se consideró emplear dos
secadores por atomización de 12 m de altura ya que mediante análisis de hipótesis se verificó
que se cumplía la condición según el flujo de alimentación. El producto final esta evaluado con
un costo de $3,00 el Kilogramo, pues tendrá la firma de una empresa importante y el valor
agregado le corresponde por ser un detergente ecológico; la inversión que se realiza se irá
saldando gracias a las utilidades que se percibirán mensualmente. Por lo tanto, se obtendrá un
producto a partir de la saponina de la quinua que formará parte del “Cambio de la Matriz
Productiva” impulsando así el desarrollo del país.

7 RECOMENDACIONES
Para el correcto dimensionamiento de la planta de detergente por parte de los integrantes del
grupo de trabajo es necesario tomar algunas medidas precautivas que permitirán el éxito del
mismo. Como paso inicial es de gran importancia que se adquiera conocimientos acerca de
programas de simulación, pues esta es una herramienta clave que informará la veracidad de
varias de las consideraciones tomadas como hipótesis. Además es importante realizar ensayos a
nivel de laboratorio de la actividad surfactante del tipo de quinua cultivado dentro de la
provincia, de esta manera se podría realizar estudios de optimización que luego se
implementarían en el proceso. Finalmente sería de gran apoyo el contactar a las autoridades
competentes dentro del Ministerio de Agricultura, Pesca y Ganadería para adquirir mayor
información acerca de la producción diaria de quinua, así se determinaría si la planta
necesitaría la implementación de silos, o si la producción diaria idealizada podría ser factible.
8 REFERENCIAS BIBLIOGRÁFICAS
Adalid Gavilán, N. (2002-2004). Fabricación de deterngentes en polvo. Recuperado el 30 de Noviembre de 2014, de
UPCommons: http://upcommons.upc.edu/pfc/bitstream/2099.1/13097/1/Mem%C3%B2ria.pdf
Ángeles, L. (2009). Dimensionamiento y Simulación de un Secador por Aspersión de Nivel Piloto. México: Tesis de
Maestría en Ciencias en Bioprocesos. México D.F. Instituto Politécnico Nacional. Unidad Profesional
Interdisciplinaria de Biotecnología.
Armada, M., Chavarría, J., & Trejo, A. (Marzo de 2013). Diseño y Construcción de un Prototipo Escarificador de
Quinua. Recuperado el 1 de Diciembre de 2014, de Revista Argentina de ingeniería:
http://revistaradi.com/files/t5_n1.pdf
Barbosa, G.V., Vega, H. (2000). Deshidratación de Alimentos. Acribia. España. pp 165-201
Cazar Bohórquez, P., & Alava Riofrio, H. (2004). Producción y comercialización de quinua en el Ecuador. Recuperado
el 30 de Noviembre de 2014, de Escuela Superior Politécnica del Litoral:
https://www.dspace.espol.edu.ec/bitstream/123456789/3622/1/6149.pdf
Cidelsa. (2014). Cidelsa- una nueva visión del mundo. Obtenido de Tubería Lisa HDPE:
http://www.cidelsa.com/esp/tuberia-lisa-hdpe.html
ESPECIALISTAS TÉCNICOS EN FLUIDOS DE OCCIDENTE SA. (2014). Válvulas y Medidores de Flujo. Obtenido de:
http://www.valvulasymedidores.com/valvulas_de_compuerta.html
FERG@COM CONVEYOR. (2014). Diseño, comercialización y fabricación de transportadores modulares y cintas
transportadoras. Obtenido de: http://www.fergacom.es/nuestros-productos/tbt-transportador-modular-
de-banda-de-tapiz/
Godwin, G. (1976). Master Spray Drying. London.
Gonzalez, P. (2005). Principios fundamentales de Bombas, pp. 26 - 30.
HILMANN S.A. (s.f.). HILLMANN S.A. Obtenido de Bombas HILLMANN a TRIPLE TORNILLO :
http://www.hillmann.com.ar/triple.htm
Lozano, M., Ticona, E., Carrasco , C., Flores, Y., & Almanza, G. (21 de Octubre de 2012). CUANTIFICACIÓN DE
SAPONINAS EN RESIDUOS DE QUINUA REAL CHENOPODIUM QUINOA WILLD. Recuperado el 30 de
Noviembre de 2014, de Revista Boliviana de Química:
http://www.revistasbolivianas.org.bo/scielo.php?pid=S0250-
54602012000200002&script=sci_arttext&tlng=en
Ministerio del Ambiente. (2013). FABRICACIÓN DE PRODUCTOS FARMACÉUTICOS, SUSTANCIAS QUÍMICAS
MEDICINALES Y PRODUCTOS BOTÁNICOS. Recuperado el 25 de noviembre de 2014, de:
http://www.ambiente.gob.ec/wp-content/uploads/downloads/2013/03/PART3.pdf
Peralta, E. (Noviembre de 2009). La Quinua en Ecuador. Recuperado el 30 de Noviembre de 2014, de INIAP:
http://www.iniap.gob.ec/nsite/images/documentos/ESTADO%20DEL%20ARTE%20QUINUA%202.pdf
P. Meenan, K.J. Roberts, U.P.C. Knight, K. Yuregir. (1997) The influence of spray drying conditions on the particle
properties of recrystallized burkeite (Na2CO3·(Na2SO4)2). Powder Technol.
Scrap, O. &. (2002-2004). Análisis y optimización del proceso de empaque de detergentes en polvo. Recuperado el
30 de Noviembre de 2014, de UPCommons:
http://upcommons.upc.edu/pfc/bitstream/2099.1/10305/1/Memoria.pdf
TIGRE. (s.f). Obtenido de Polietileno de alta densidad: http://www.tigre.pe/Download/Archive/221230
Treyball, R.E. (2000). Operaciones Unitarias de Transferencia de Masa. McGraw-Hill. México. pp 247-303.
Topo. (2009). Spray Process. Recuperado el 25 de noviembre de 2014, de:
http://www.sprayprocess.com.br/espanhol/secado-por-atomizacion.asp

Universidad Autonoma de Tamaulipas. (2001). La Revista de la Universidad Autonoma de Tamaulipas. Cd. Victoria,
Tam: Subdireccion de Extension Universitaria.
Wittcoff, Harold. (1978). Productos químicos orgánicos industriales. Tecnologías, formulaciones y usos. Limusa:
Noriega editores

ANEXOS
ANEXO A
DIAGRAMAS
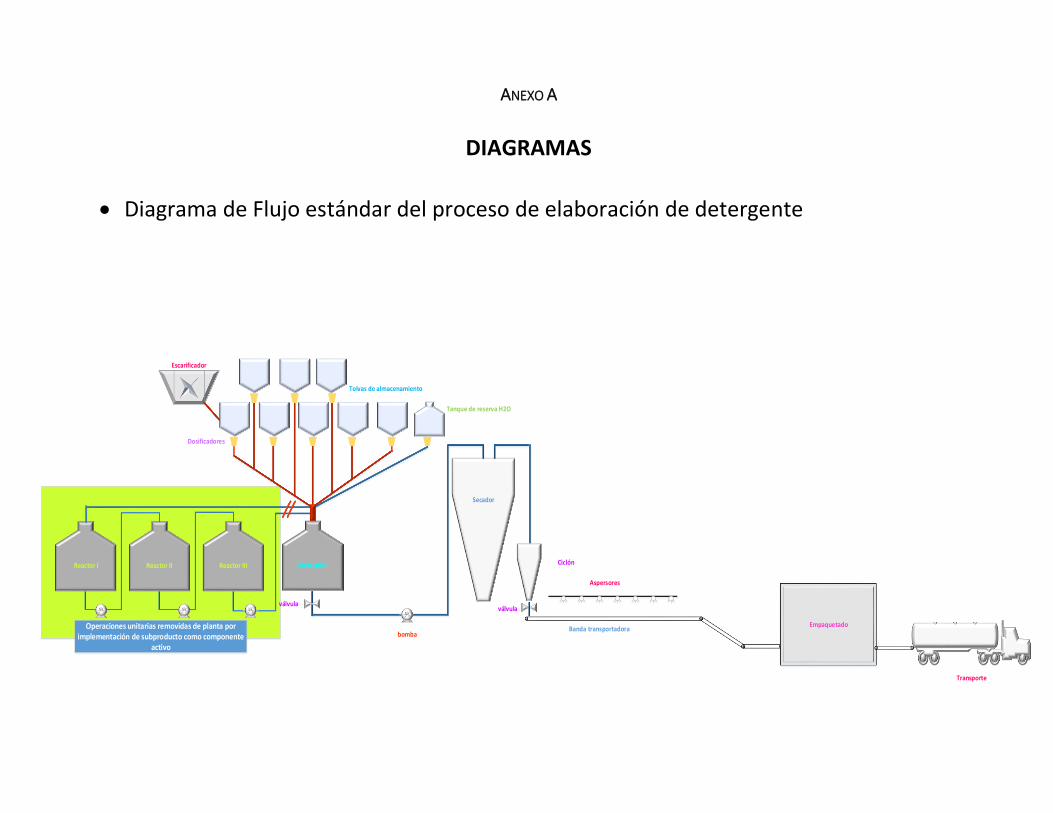
Diagrama de Flujo estándar del proceso de elaboración de detergente
Transporte
Empaquetado
Secador
Mezclador
Tolvas de almacenamiento
Tanque de reserva H2O
válvulaválvula
bombaBanda transportadora
Aspersores
Dosificadores
Escarificador
CiclónReactor I Reactor II Reactor III
Operaciones unitarias removidas de planta por implementación de subproducto como componente
activo

Diagrama de Flujo del proceso de elaboración de detergente
Transporte
Empaquetado
Secador
Mezclador
Tolvas de almacenamiento
Tanque de reserva H2O
válvulaválvula
bombaBanda transportadora
Aspersores
Dosificadores
Ciclón

Diagrama del dimensionamiento de equipos
23°C
E1 EscarificadorM1 Mezclador S1 SecadorC1 CiclónA1 Aspersores
Transporte
1.8
5m
1,2m
0,5m
3m
0,125m
3m
12
m
1,2
m1
0,2
m
60°
0.8m
4m 4m
60°
10
,2m
1,2
m
0.8m
12
m
0,72m
1,45m
0,7
2m
5,7
6m
2,1
6m
3,6
m
0,54m
E1
M1
S1
C1
A1
Empaquetado6,5m
4m
S2

Diagrama de flujo del proceso
23°C
Empaquetado
M1
S1
E1
C1
A1
E1 EscarificadorM1 Mezclador S1 SecadorC1 CiclónA1 Aspersores
Transporte
23°C
23°C
20°C
70°C
Saponina quinoa 225,14 Na2CO3 281,43
SiO3 Na2. 5H2O 281,43 STP 375,24
CMC 375,24 Cumarina 22,51
EDTA 15,00 Silicona 7,50 H2O 178,33
_____________________TOTAL 1761,83
Quinoa 356,66__________________
Total 356,66
Saponina quinoa 222,89 Na2CO3 278,61 SiO3 Na2. 5H2O 278,61 STP 371,48CMC 371,48Cumarina 22,29 EDTA 14,86 Silicona 7,43 H2O 176,55_____________________TOTAL 1744,20
Saponina quinoa 211,75 Na2CO3 264,68 SiO3 Na2. 5H2O 264,68STP 352,91CMC 352,91 Cumarina 21,17 EDTA 14,12 Silicona 7,06 H2O 0,02_____________________TOTAL 1489,30
Perfume 1,78 Enzimas 8,92_____________________TOTAL 10,70
Saponina quinoa 211,75 Na2CO3 264,68 SiO3 Na2. 5H2O 264,68STP 352,91CMC 352,91Perfume 1,78 Enzimas 8,92 Cumarina 21,17 EDTA 14,12 Silicona 7,06 H2O 0,02_____________________TOTAL 1500,00

Diagrama de coeficientes de partición del proceso
λ4kλ3k1 2 3 4
1. Escarificador2. Mezcladora3.Torre de Secado4. Perfumado
λ2kλ1k
g10k
g20k
g40k
α21kλ1k α21kλ2k α21kλ3k
α23kλ3k

Diagrama de Flujo simplificado del proceso
4
E1Empaquetado
1
C1
E1 EscarificadorM1 Mezclador S1 SecadorC1 CiclónA1 Aspersores
M1
2
E1
Quinoa
Tolvas de almacenamiento
Pasta Slurry
3
Saponina quinoa, Na2CO3 , SiO3 Na2. 5H2O, STP, CMC, Cumarina, EDTA, Silicona
Saponina quinoa, Na2CO3,SiO3 Na2. 5H2O, STP, CMC, Cumarina, EDTA, Silicona, Perfume, Enzimas
Transporte
A1
Vapor
FLUJOS kg/h BAJO PRESIONES NOMINALES
Proyecto de Ingeniería de Procesos Escarificador Mezclador Secador Perfumado
Quinoa 356,663 - - -
Saponina quinoa - 225,142 222,890 211,746
Na2CO3 - 281,4279 278,614 264,683
DETERGENTE
SAPONINA DE QUINOA
SiO3 Na2. 5H2O - 281,4279 278,614 264,683
STP - 375,237 371,485 352,911
CMC - 375,237 371,485 352,911
Perfume - - - 1,78332
Enzimas - - - 8,9166
Cumarina - 22,5142 22,289 21,175
EDTA - 15,009 14,859 14,116
Silicona - 7,505 7,430 7,058 Hoja N. 3
H2O - 178,332 176,548 0,018 Presentado por:
Ileana Araque, Cristina Fierro, Pablo Gonzaga, Johanna Castillo Totales - 1761,83 0,018 1500,00
Presiones (Kpa) 101325 101325 33943875 101325 Esquema Revisado por:
Temperatura (°C) 23 23 180 20 Fecha: 20/01/2015