diseño de una columna de absorción para (recuperado)
TRANSCRIPT
“diseño de una columna de absorción”
Operaciones Unitarias III
Ing. René Cuesta Díaz
Alumnos:
María del Pilar Urbina Bautista
Oscar Ossay Esquinca Castañón
Tuxtla Gutiérrez, Chiapas, marzo del 2011
INDICE
RESUMEN ……………………………………………………………………………………………… 2
OBJETIVO ……………………………………………………………………………………………… 2
INTRODUCCION …………………………………………………………………………………………….. 4
CONTENIDO 5
DESCRIPCION DEL PROCESO ……………………………………………………………….. 6 ESPECIFICACIONES DEL PROCESO
(NORMAS) ………………………………………………………………… 8 FICHA TÉCNICA DEL PROCESO …………………………………………………………………. 8
ELEMENTOS DE SELECCIÓN ……………………………………………………………….. 9 DISEÑO DE LA COLUMNA DE ABSORCION …………………………………………………… 13 FICHA TECNICA DEL EQUIPO …………………………………………………………………. 17
CONCLUSIONES …………………………………………………………………………………………………. 18
BIBLIOGRAFIA ………………………………………………………………………………………………… 18
Página | 2
DISEÑO DE UNA COLUMNA DE ABSORCION
RESUMEN:
El proceso de absorción implica una difusión molecular turbulenta o una transferencia de masa del soluto A a través del gas B, que no se difunde y está en reposo, hacia un líquido C, también en reposo.
El presente trabajo se trata sobre el diseño de una torre de absorción, los parámetros más importantes y los elementos de selección tales como el tipo de columna, el tipo de relleno, la distribución del relleno, también se presenta las ecuaciones del cálculo de altura de la torre dependiendo si el elemento de transferencia va de un gas a liquido o lo contrario de una liquido a gas.
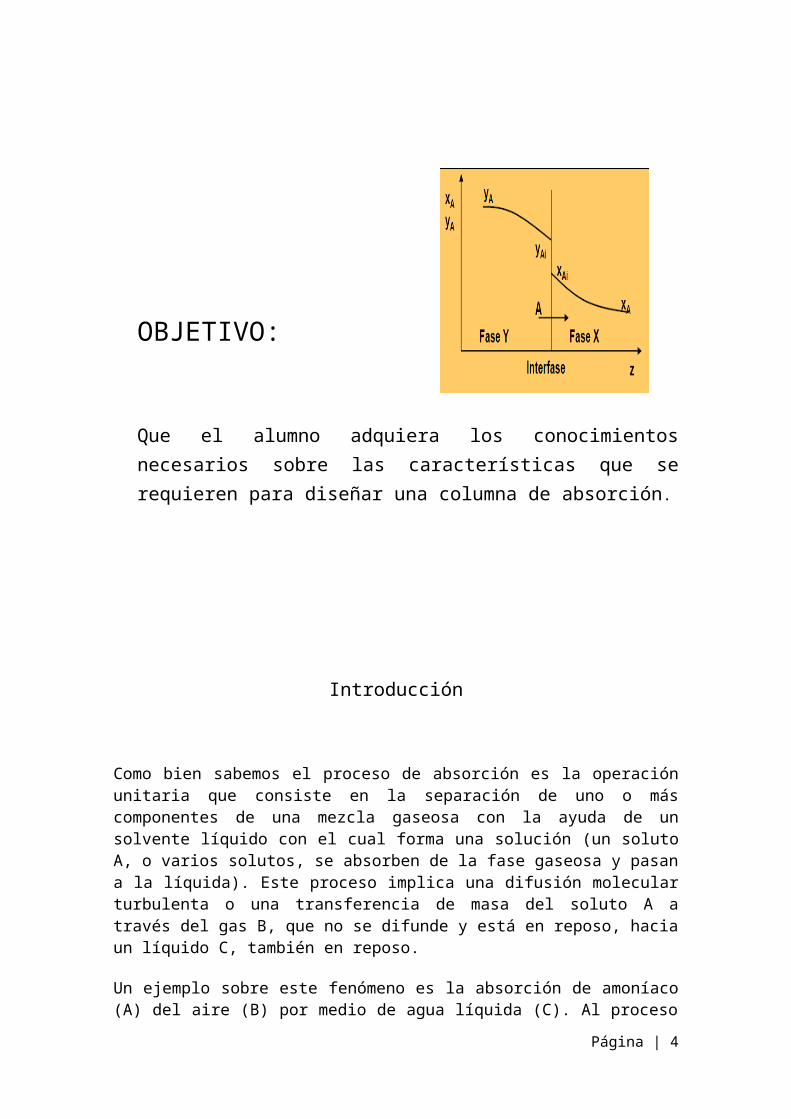
OBJETIVO:
Que el alumno adquiera los conocimientos necesarios sobre las características que se requieren para diseñar una columna de absorción.
Introducción
Página | 3
Como bien sabemos el proceso de absorción es la operación unitaria que consiste en la separación de uno o más componentes de una mezcla gaseosa con la ayuda de un solvente líquido con el cual forma una solución (un soluto A, o varios solutos, se absorben de la fase gaseosa y pasan a la líquida). Este proceso implica una difusión molecular turbulenta o una transferencia de masa del soluto A a través del gas B, que no se difunde y está en reposo, hacia un líquido C, también en reposo.
Un ejemplo sobre este fenómeno es la absorción de amoníaco (A) del aire (B) por medio de agua líquida (C). Al proceso inverso de la absorción se le llama empobrecimiento o desabsorción; cuando el gas es aire puro y el líquido es agua pura, el proceso se llama deshumidificación, (la deshumidificación significa extracción de vapor de agua del aire).
Para la elección del disolvente para la absorción se deben de tomar en cuenta las siguientes consideraciones:
Si el propósito principal de la operación de absorción es producir una solución específica, el disolvente es especificado por la naturaleza del producto.
Si el propósito principal es eliminar algún componente del gas, casi siempre existe la posibilidad de elección.
el agua es el disolvente más barato y más completo, pero debe darse considerable importancia a las siguientes propiedades:
Solubilidad del gas: La solubilidad del gas debe ser elevada, a fin de aumentar la rapidez de la absorción y disminuir la cantidad requerida de disolvente.
Volatilidad: El disolvente debe tener una presión baja de vapor, puesto que el gas saliente en una operación de absorción generalmente está saturado con el disolvente y en consecuencia, puede perderse una gran cantidad. Si es necesario, puede utilizarse un líquido menos volátil para recuperar la parte evaporada del primer disolvente.
Corrosión: los materiales de construcción que se necesitan para el equipo no deben ser corrosivos.
Costos: el disolvente debe ser barato, de forma que las pérdidas no sean costosas y deben de obtenerse fácilmente.
Viscosidad: debe de ser baja debido a la rapidez en la absorción. Características importantes: si es posible, el disolvente no debe ser
toxico, ni inflamable, debe de ser estable químicamente y tener un punto bajo de congelamiento.
Página | 4
La absorción puede ser física o química, según el gas que se disuelva en el líquido absorbente o reaccione con él dando un nuevo compuesto químico.
Contenido
“Eliminación de dióxido de azufre de emisiones gaseosas mediante absorción para disminuir la contaminación del aire”
El dióxido de azufre (SO2) es un compuesto clave en la industria de los derivados del azufre. Se produce principalmente mediante la combustión de azufre elemental o la oxidación de sulfuros. Su uso se ha extendido ampliamente como agente de blanqueo y desinfectante, tomando relevancia como materia prima en la industria de la celulosa y el papel, fabricación de textiles y procesado de alimentos. Pero es en la fabricación del ácido sulfúrico donde el SO2 adquiere máximo protagonismo: en torno al 98% de la cantidad total de SO2 producida es empleada en fabricar este ácido.
Sin embargo, debido a que la mayor parte de los combustibles fósiles y menas metálicas no ferrosas contienen azufre, se producen grandes volúmenes de SO2 residual en grandes instalaciones de combustión y de producción de metales no ferrosos.Como resultado, el dióxido de azufre puede ser recuperado y convertido en un producto de elevada pureza. Sin embargo, el empleo de torres de absorción y de otros sistemas en los que se produce un contacto directo entre la corriente de gas y el líquido de absorción, genera desventajas desde el punto de vista económico y medioambiental. El arrastre de gotas por el contacto directo y la evaporación del líquido en la corriente de gas originan pérdidas de disolvente y su emisión al medio ambiente.
Por ello, el tratamiento de corrientes de gases conteniendo dióxido de azufre y su posterior recuperación es una cuestión de gran relevancia para realizar una gestión sostenible de los recursos y eliminar la carga ambiental que implica su emisión a la atmósfera.
El dióxido de azufre recuperado mediante los procesos regenerativos puede ser convertido en diferentes productos, tales como SO2 líquido, ácido sulfúrico o azufre elemental.
Diseño del proceso:
Página | 5
Este procedimiento consta de la transferencia de un contaminante de la corriente gaseosa con elevada concentración de contaminante a un líquido, con baja presión de vapor y menor concentración del compuesto, en el que tenga alta solubilidad. La fuerza impulsora que provoca la separación será entonces la diferencia de concentraciones.
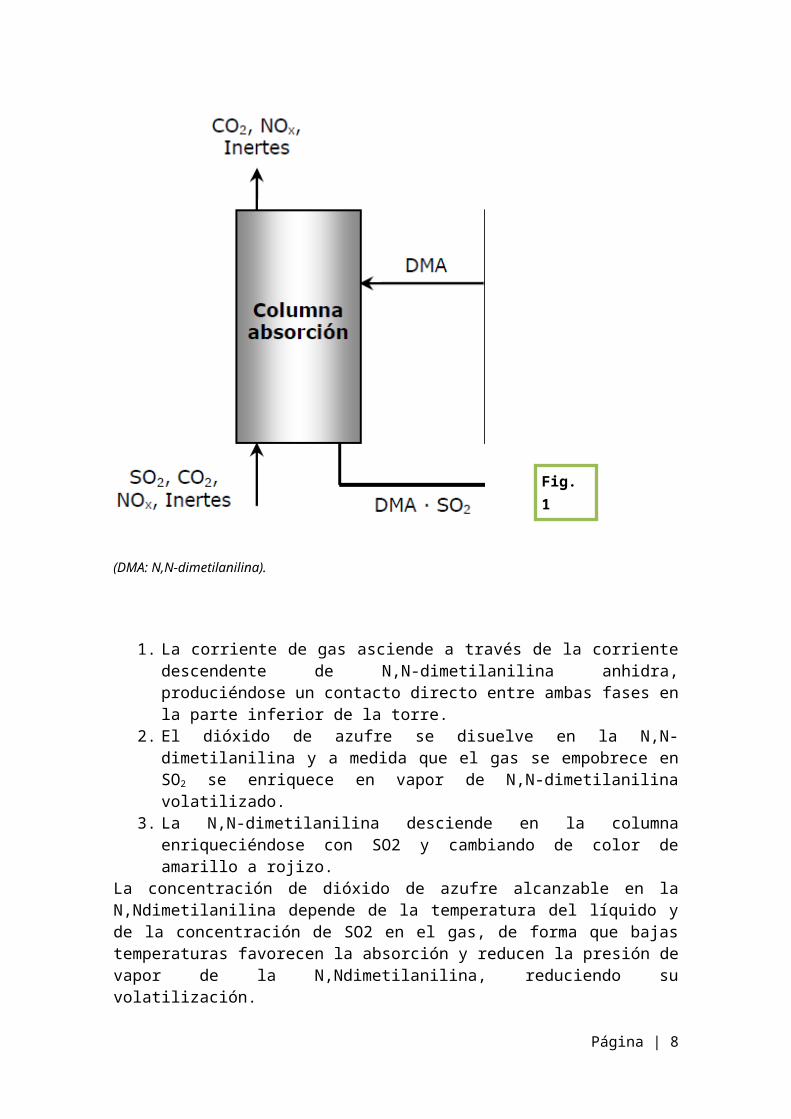
El contacto entre la corriente gaseosa con dióxido de azufre y la N,N-dimetilanilina se lleva a cabo en una columna de absorción de relleno como se muestra en la fig. 1
(DMA: N,N-dimetilanilina).
1. La corriente de gas asciende a través de la corriente descendente de N,N-dimetilanilina anhidra, produciéndose un contacto directo entre ambas fases en la parte inferior de la torre.
2. El dióxido de azufre se disuelve en la N,N-dimetilanilina y a medida que el gas se empobrece en SO2 se enriquece en vapor de N,N-dimetilanilina volatilizado.
3. La N,N-dimetilanilina desciende en la columna enriqueciéndose con SO2 y cambiando de color de amarillo a rojizo.
La concentración de dióxido de azufre alcanzable en la N,Ndimetilanilina depende de la temperatura del líquido y de la concentración de SO2 en el gas,
Página | 6
Fig. 1
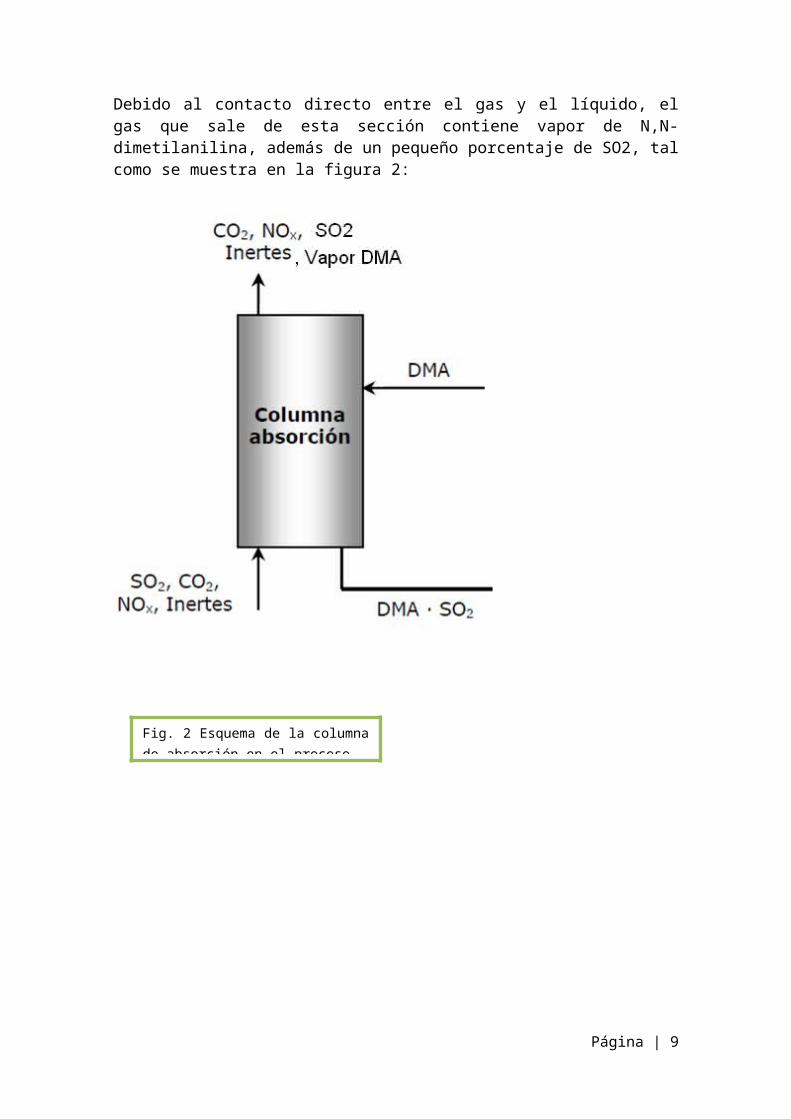
de forma que bajas temperaturas favorecen la absorción y reducen la presión de vapor de la N,Ndimetilanilina, reduciendo su volatilización.Debido al contacto directo entre el gas y el líquido, el gas que sale de esta sección contiene vapor de N,N-dimetilanilina, además de un pequeño porcentaje de SO2, tal como se muestra en la figura 2:
Página | 7
Fig. 2 Esquema de la columna de absorción en el proceso
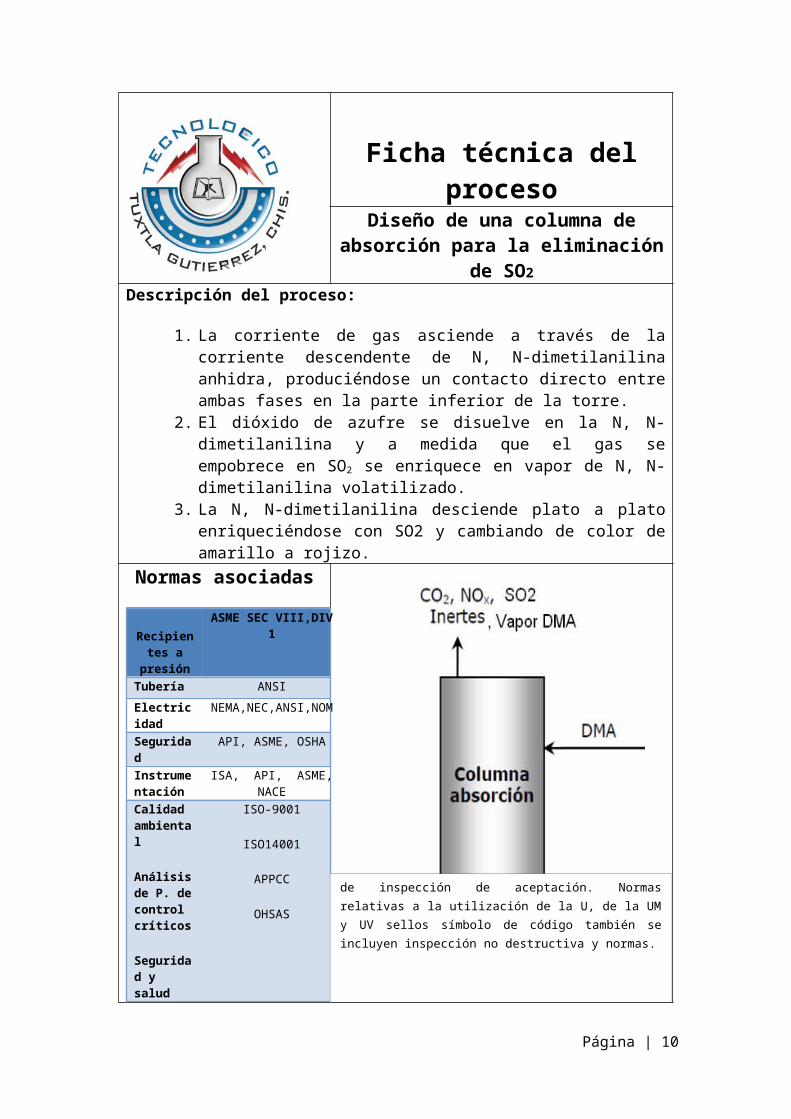
Ficha técnica del proceso
Diseño de una columna de absorción para la eliminación de SO2
Descripción del proceso:
1. La corriente de gas asciende a través de la corriente descendente de N, N-dimetilanilina anhidra, produciéndose un contacto directo entre ambas fases en la parte inferior de la torre.
2. El dióxido de azufre se disuelve en la N, N-dimetilanilina y a medida que el gas se empobrece en SO2 se enriquece en vapor de N, N-dimetilanilina volatilizado.
3. La N, N-dimetilanilina desciende plato a plato enriqueciéndose con SO2 y cambiando de color de amarillo a rojizo.
Normas asociadas
Recipientes a
presión
ASME SEC VIII,DIV 1
Tubería ANSI
Electricidad
NEMA,NEC,ANSI,NOM
Seguridad API, ASME, OSHA
Instrumentación
ISA, API, ASME, NACE
Calidad ambiental
Análisis de P. de control críticos
Seguridad y salud
ISO-9001
ISO14001
APPCC
OHSAS
Normas y estándares
ASME-SecVIII-División 1.Los requisitos específicos se aplican a varias clases de material utilizado en la construcción de recipientes a presión, y también a los métodos de fabricación como la soldadura, forja y soldadura. Contiene anexos obligatorios y no obligatorios, que detalla los criterios
Página | 8
de inspección de aceptación. Normas relativas a la utilización de la U, de la UM y UV sellos símbolo de código también se incluyen inspección no destructiva y normas.
complementarios diseño, la
Elementos de selección y diseño de la columna de absorción
Columnas de platos:
Para las columnas de absorción existen dos tipos las columnas de platos y las columnas de relleno.
Columnas de platos: Las columnas de platos utilizadas para producir el contacto líquido-gas se pueden clasificar de acuerdo con el tipo de flujo en sus dispositivos internos de contacto:
1. Platos con flujo cruzado.
La mayoría de los platos de flujo cruzado utilizan perforaciones para la
dispersión del gas en el líquido. Estas perforaciones pueden ser simples
orificios circulares, o pueden disponer de “válvulas móviles” que configuran
orificios variables de forma no circular. Estos platos perforados se denominan
platos de malla o platos de válvula. En los primeros, debe evitarse que el
líquido fluya a través de las perforaciones aprovechando para ello la acción del
gas; cuando el flujo de gas es lento, es posible que parte o todo el líquido drene
a través de las perforaciones y se salte porciones importantes de la zona de
contacto. El plato de válvula esta diseñado para minimizar este drenaje, o
goteo, ya que la válvula tiende a cerrarse a medida que el flujo de gas se hace
más lento, por lo que el área total del orificio varía para mantener el balance de
presión dinámica a través del plato
2.- Platos con flujo en contracorriente.
En estos, el líquido y el gas fluyen a través de las mismas aberturas. Por ello,
no disponen de bajantes. Las aberturas suelen ser simples perforaciones
circulares de diámetro comprendido de entre 3 y 13 mm o hendiduras largas de
anchura entre 6 y 13 mm (1/4 a 1/2 pulgadas). El material del plato puede
plegarse o “corrugarse” para separar parcialmente los flujos de gas y líquido.
En general, el gas y el líquido fluyen en forma pulsante, alternándose en el
paso a través de cada abertura.
Página | 9
Columnas de relleno:
En las columnas de relleno la operación de transferencia de masa se lleva a
cabo de manera continua. La función principal del relleno consiste en aumentar
la superficie de contacto entre el líquido y el vapor, aumentar la turbulencia y
por tanto mejorar la eficacia. A medida que aumenta el tamaño del relleno
disminuye la eficiencia de la transferencia de materia y aumenta la pérdida de
carga
Tipos de relleno:
a) Montura berlb) Montura intaloxc) Anillo raschigd) Anillo pall
Anillos Raschig: son cilindros huecos, cuyo diámetro va de 6 a 100 mm o
más. Pueden fabricarse de porcelana industrial, que es útil para poner en
contacto a la mayoría de los líquidos, con excepción de álcalis y ácido
fluorhídrico; de carbón que es útil, excepto en atmósferas altamente oxidantes;
de metales o de plásticos.
Montura de Berl e Intalox: son empaques con forma de silla de montar, y sus
variaciones se pueden conseguir en tamaños de 6 a 75 mm; se fabrican de
porcelanas químicas o plásticos.
Anillos pall: El anillo Pall, es un cilindro con paredes ranuradas y lenguas o costillas internas, siendo el diámetro y la altura del anillo iguales. Los anillos son fabricados en Polipropileno (PP) y una gran variedad de metales, Los anillos Pall tienen la forma aproximada de los anillos Raschig, excepto que las paredes han sido abiertas y se han adicionado superficies interiores y deflectores. Estos cambios eliminan los defectos que en los anillos Raschig
Página | 10
impiden performances satisfactorias, en el relleno de columnas de gran diámetro.
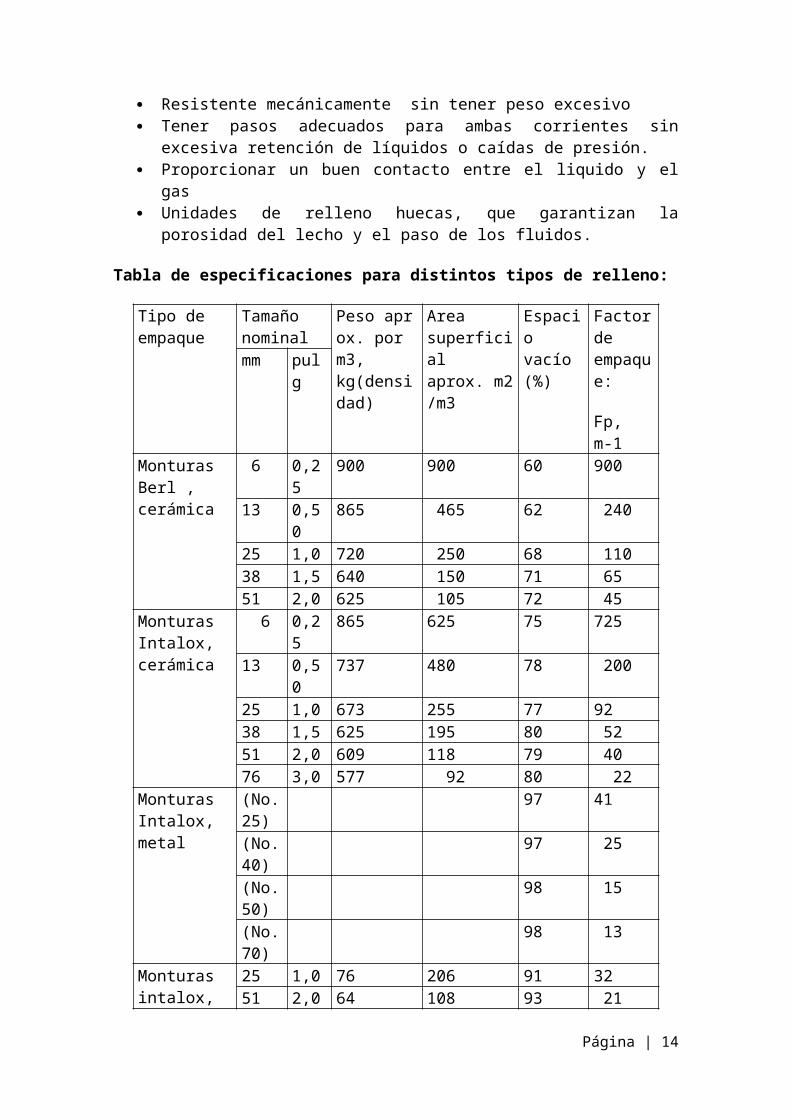
Características de distintos tipos de empaque:
Químicamente inertes frente los fluidos de la torre Resistente mecánicamente sin tener peso excesivo Tener pasos adecuados para ambas corrientes sin excesiva retención
de líquidos o caídas de presión. Proporcionar un buen contacto entre el liquido y el gas Unidades de relleno huecas, que garantizan la porosidad del lecho y el
paso de los fluidos.
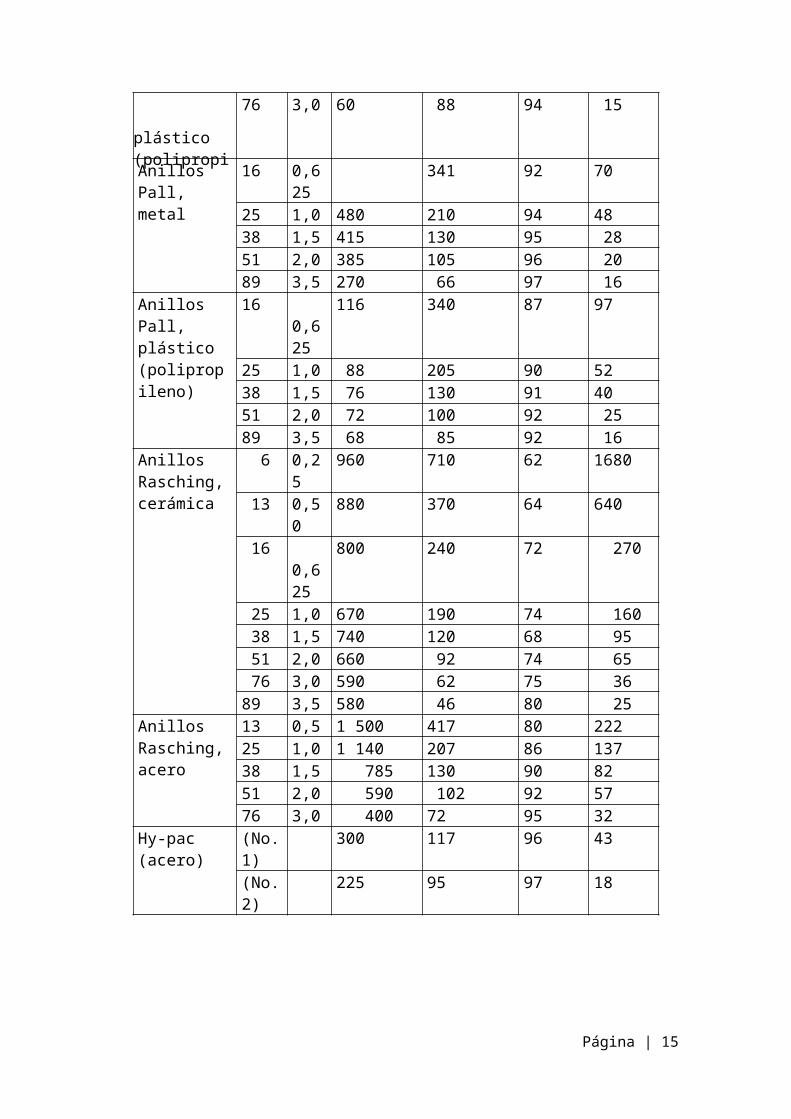
Tabla de especificaciones para distintos tipos de relleno:
Tipo de empaque
Tamaño nominal
Peso aprox. por m3, kg(densidad)
Area superficial aprox. m2/m3
Espacio vacío (%)
Factor de empaque:
Fp, m-1
mm pulg
Monturas Berl , cerámica
6 0,25 900 900 60 90013 0,50 865 465 62 24025 1,0 720 250 68 11038 1,5 640 150 71 6551 2,0 625 105 72 45
Monturas Intalox, cerámica
6 0,25 865 625 75 72513 0,50 737 480 78 20025 1,0 673 255 77 9238 1,5 625 195 80 5251 2,0 609 118 79 4076 3,0 577 92 80 22
Monturas Intalox, metal
(No. 25)
97 41
(No. 40)
97 25
(No. 50)
98 15
(No. 70)
98 13
Monturas intalox, plástico (polipropileno
25 1,0 76 206 91 3251 2,0 64 108 93 2176 3,0 60 88 94 15
Página | 11
)Anillos Pall, metal
16 0,625
341 92 70
25 1,0 480 210 94 4838 1,5 415 130 95 2851 2,0 385 105 96 2089 3,5 270 66 97 16
Anillos Pall, plástico (polipropileno)
16 0,625
116 340 87 97
25 1,0 88 205 90 5238 1,5 76 130 91 4051 2,0 72 100 92 2589 3,5 68 85 92 16
Anillos Rasching, cerámica
6 0,25 960 710 62 1680 13 0,50 880 370 64 640 16
0,625
800 240 72 270
25 1,0 670 190 74 160 38 1,5 740 120 68 95 51 2,0 660 92 74 65 76 3,0 590 62 75 3689 3,5 580 46 80 25
Anillos Rasching, acero
13 0,5 1 500 417 80 22225 1,0 1 140 207 86 13738 1,5 785 130 90 8251 2,0 590 102 92 5776 3,0 400 72 95 32
Hy-pac (acero)
(No. 1)
300 117 96 43
(No.2)
225 95 97 18
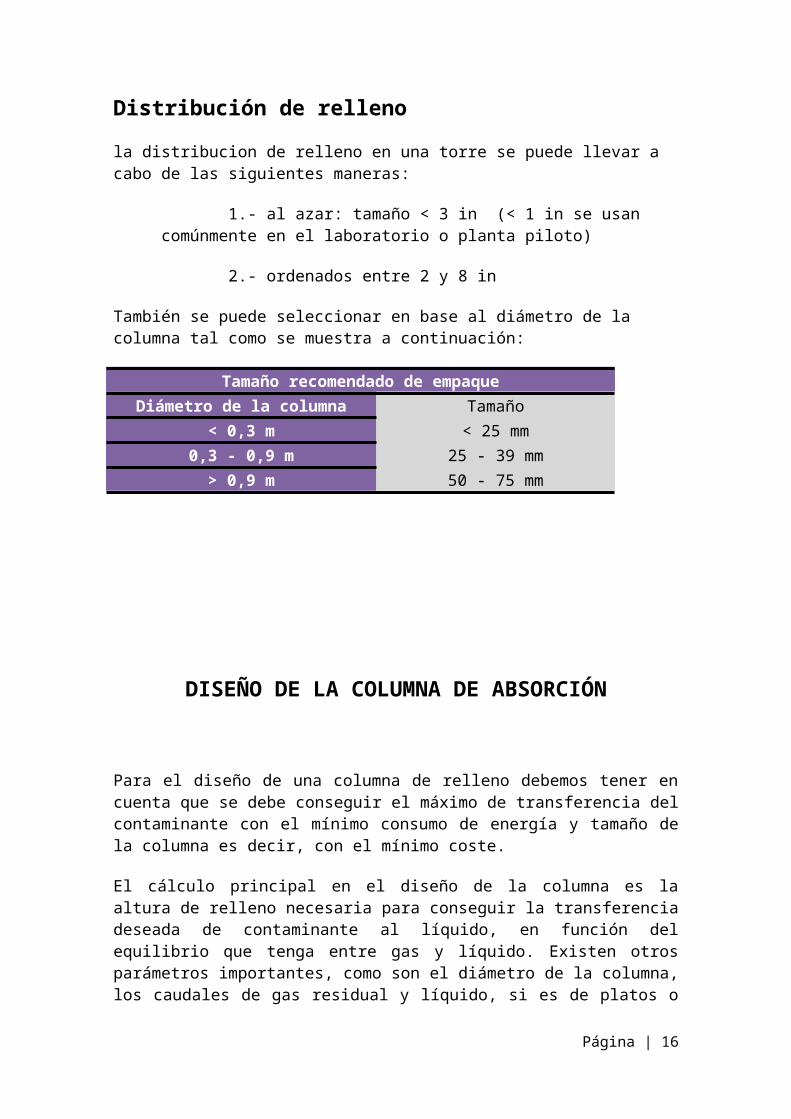
Distribución de relleno
la distribucion de relleno en una torre se puede llevar a cabo de las siguientes maneras:
1.- al azar: tamaño < 3 in (< 1 in se usan comúnmente en el laboratorio o planta piloto)
2.- ordenados entre 2 y 8 in
También se puede seleccionar en base al diámetro de la columna tal como se muestra a continuación:
Página | 12

Tamaño recomendado de empaqueDiámetro de la columna Tamaño
< 0,3 m < 25 mm0,3 - 0,9 m 25 - 39 mm
> 0,9 m 50 - 75 mm
DISEÑO DE LA COLUMNA DE ABSORCIÓN
Para el diseño de una columna de relleno debemos tener en cuenta que se debe conseguir el máximo de transferencia del contaminante con el mínimo consumo de energía y tamaño de la columna es decir, con el mínimo coste.
El cálculo principal en el diseño de la columna es la altura de relleno necesaria para conseguir la transferencia deseada de contaminante al líquido, en función del equilibrio que tenga entre gas y líquido. Existen otros parámetros importantes, como son el diámetro de la columna, los caudales de gas residual y líquido, si es de platos o de relleno si es de relleno es importante elegir correctamente el tipo de relleno.
Para diseñar la columna proponemos lo siguiente
1. vamos a elegir una torre de relleno ya que el empleo de columnas de relleno frente a las de platos se ve favorecido por que son más adecuadas cuando las columnas son de pequeñas dimensiones (menos de 0,6m de diámetro y una altura de relleno inferior a 6m) también si se tienen sustancias corrosivas o se forma mucha espuma o si se requiere que la pérdida de carga en la columna sea pequeña y la velocidad del líquido es elevada.
Mientras que la torre de platos pueden resultar económicamente preferibles para operaciones en gran escala, pueden presentar mejor “relación de flujo descendente” y están menos sujetas a ensuciamiento por sólidos que las columnas de relleno. Pero como el que necesitamos es a pequeña escala nos conviene la torre de relleno.}
2. Para seleccionar el tipo de relleno tomaremos en cuenta cual resulta más
eficiente en cuanto a costo y superficie de transferencia; como vimos en la
Página | 13
información antes presentada el anillo de rasching es uno de los más
usados debido a que el materia con el que se fabrica es el plástico y
relativamente no tiene un costo muy elevado pero el plástico se deteriora
rápidamente, los plásticos deben escogerse con especial cuidado, puesto
que se pueden deteriorar, rápidamente y con temperaturas apenas
elevadas, con ciertos solventes orgánicos y con gases que contienen
oxígeno. Así que elegiremos el relleno de anillo tipo pall estos a diferencia
del rasching tienen como ventajas:
Gran área por unidad de volumen Formación de película de barro extensa Excepcional espacio vacio Capacidad de alta oxigenación Alta carga hidráulica Alta carga DBO Requerimiento de área mínimo Es un relleno rígido y liviano Es de fácil instalación (cargado al azar) Pared de sostén de baja resistencia Tiene un mínimo costo de operación Y un bajo costo
3. Para seleccionar la distribución de relleno será al azar ya que el anillo que se eligió es para este tipo de distribución
4. Cálculos de variables: como son el diámetro de la columna, los caudales de gas residual y líquido, el tipo de relleno y la pérdida de presión.
Datos que son conocidos normalmente en el proceso:
1. Condiciones de operación de la columna: PT y T2. Composición de las corrientes de entrada3. Composición del gas a la salida (fin perseguido)4. Circulación en contra corriente
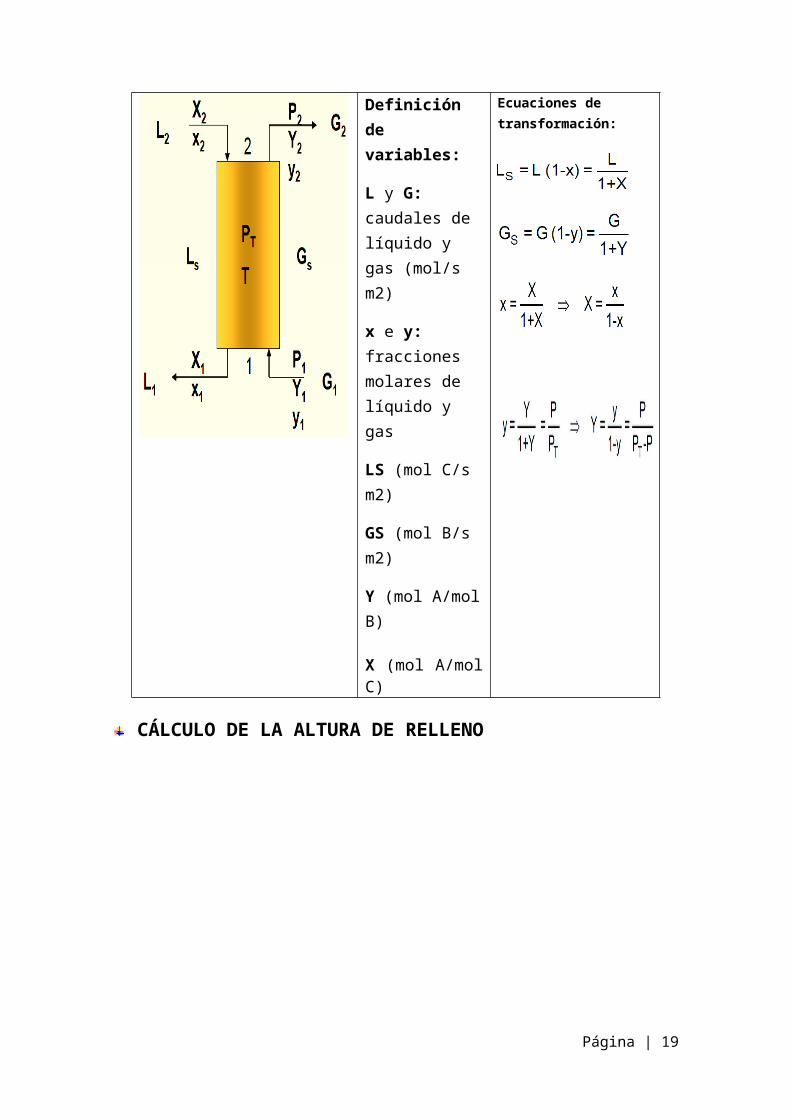
Se va a estudiar el caso de absorción, en estado estacionario, de un soluto A desde una mezcla gaseosa con B mediante un absorbente líquido C
Página | 14
Definición de variables:
L y G: caudales de líquido y gas (mol/s m2)
x e y: fracciones molares de líquido y gas
LS (mol C/s m2)
GS (mol B/s m2)
Y (mol A/mol B)
X (mol A/mol C)
Ecuaciones de transformación:
CÁLCULO DE LA ALTURA DE RELLENO
Balance de materia (A)
Página | 15
Caso 1: Coeficiente global volumétrico de la fase gaseosa y la fuerza impulsora en relaciones molares
Para disoluciones diluidas (coeficiente global volumétrico constante) se suele cumplir que la relación de equilibrio es lineal
Página | 16
Caso 2: Coeficiente global volumétrico de la fase líquida y la fuerza impulsora en relaciones molares. Para disoluciones diluidas:
Ficha técnica del equipoDiseño de una columna de absorción
para la eliminación de SO2
Página | 17
Tipo de absorción:El tipo de absorción que se llevara a cabo en el proceso será el de gas-liquido. El cual consiste en separar uno o más solutos de la fase gaseosa por medio de una fase liquida.
características generales
Torre de relleno Relleno tipo pall
metálico Distribución al
azar
El diámetro de una torre de absorción depende de las cantidades de gas y líquido tratadas
La altura de la torre
El dispositivo consiste en una torre equipada con una entrada de gas y un espacio de distribución en la parte inferior, una entrada de líquido y un distribuidor en la parte superior; salidas para el gas y el líquido por cabeza y cola, respectivamente; y una masa soportada de cuerpos sólidos inertes que recibe el nombre de relleno de la torre, el cual es cargado al azar en la torre.. El gas que contiene el soluto asciende a través de los hendiduras del relleno en contracorriente con el flujo de líquidos, y así el líquido se enriquece de soluto a medida que desciende por la torre.
Conclusion:
Podemos concluir que el diseño de una columna de absorción es importante ya que si este no se realiza de manera correcta el proceso para el que será
Página | 18
utilizado no resultaría favorable, es importante conocer las diferencias entre uno y otros parámetros ya que tanto algunos ofrecen ventajas para un tipo de proceso otros ofrecen a un mas. Por ejemplo en el desarrollo del trabajo nos dimos cuenta que las columnas de platos son ideales cuando se tratan de procesos a gran escala y tienen desventajas como la formación de espuma mientras las torres de relleno son ideales a pequeña escala y evitan la formación de espuma y las torres son pequeñas, es decir se cumplió el objetivo de que nosotros como alumnos conocimos las características principales y esenciales del diseño de una torre de absorción y tener el criterio para elegir entre un elemento u otro.
Bibliografía:
Perry R.H., Green D.W., 1997. Perry’s Chemical Engineers’ Handbook, seventh
ed., McGraw-Hill, New York.
An D., Wu L., Li B.-G., Zhu S., 2007. Synthesis and SO2 absorption/desorptionproperties of poly(1,1,3,3 tetramethylguanidine acrylate), Macromolecules, 40 (9)
3388 – 3393.
http://www.miliarium.com/prontuario/MedioAmbiente/Atmosfera/ColumnaRelleno.htm
http://www.diquima.upm.es/Investigacion/proyectos/chevic/catalogo/COLUMNAS/Relleno.htm
Página | 19