descripciÓn bÁsica de los fundamentos …brchina.com/downloads/spanish/mein_buch_es.pdf · k. h....
TRANSCRIPT

DESCRIPCIÓN BÁSICA DE LOS
FUNDAMENTOS MECÁNICOS
DE LOS CILINDROS DE LAMINACIÓN
Dr. Karl Heinrich Schröder
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
PRÓLOGO A LA PRIMERA REVISIÓN En marzo de 2003 publiqué este libro electrónico, con la intención de que se pudiera descargar de forma gratuita desde la página web http://www.esw.co.at. Muy pronto, algunos amigos y yo mismo encontramos en él algunos errores de ortografía y, lo que es peor, de contenido, por los que pido perdón. Algunos colegas apuntaron que mi definición de “tenacidad del material” no era lo suficientemente precisa y formularon algunas propuestas de mejora. Por todo ello, he intentado eliminar (reducir) los errores y mejorar las definiciones. En abril de 2003, participé en las conferencias de ROLLS 2003 en Birmingham (Reino Unido), algunas de cuyas presentaciones me llevaron a reconsiderar y reescribir el capítulo 4.6 relativo a “Daños por fatiga”. Hasta ese momento, carecía de toda referencia a la descripción del impacto de la “limpieza inclusonaria” en los desconches por fatiga de inicio interno esencialmente “friables” (número elevado de ciclos). Tras un primer lanzamiento de este libro, esperaba la aportación de nuevas ideas y propuestas de mejora, correcciones, contribuciones y añadidos por parte de compañeros, clientes, competidores, … Agradezco realmente cualquier comentario, ya que todos ellos me ayudan a mejorar, pero de hecho los mensajes recibidos han sido muy escasos, por lo que aún sigo esperando cualquier feedback al respecto. En el futuro, espero publicar otros capítulos que he reescrito. En concreto, actualmente estoy esperando por los resultados de “simulación de refrigeración de cilindros” para dar a mi teoría sobre grietas de origen térmico una base más sólida. Otra línea de trabajo sería la cascarilla secundaria sobre la banda laminada y las consecuencias en términos de desgaste de los cilindros. Hace años que se midieron las tensiones de la presión Hertziana en cilindros de apoyo de cajas cuarto de laminación en frío, pero, a pesar de su notable interés, los resultados nunca fueron publicados, aunque quizá vean la luz en un futuro.
K. H. Schröder
Julio de 2003
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
ÍNDICE 1. PRÓLOGO / INTRODUCCIÓN .............................................................................................................1 2. ¿DE DÓNDE VENIMOS Y HACIA DÓNDE VAMOS? .........................................................................4
2.1 PRESENTACIÓN GENERAL......................................................................................................4 2.2 DESARROLLO HISTÓRICO DE LOS TRENES DE LAMINACIÓN ...........................................5 2.3 DESARROLLO HISTÓRICO DE LOS MATERIALES UTILIZADOS EN LOS
TRENES DE LAMINACIÓN ........................................................................................................8 3. CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES...................11
3.1 DUREZA....................................................................................................................................11 3.1.1 INTRODUCCIÓN .......................................................................................................11 3.1.2 PRINCIPIOS APLICABLES A LOS VALORES DE DUREZA ...................................12 3.1.3 CONVERSIÓN DE LOS VALORES DE DUREZA.....................................................14 3.1.4 PROBLEMAS FUNDAMENTALES RELACIONADOS CON LA LECTURA
DE LA DUREZA.........................................................................................................14 3.2 PROPIEDADES DE LOS MATERIALES RESULTANTES DE LOS ENSAYOS
MECÁNICOS.............................................................................................................................16 3.2.1 DEFORMACIONES ELÁSTICAS ..............................................................................16 3.2.2 ENSAYO DE TRACCIÓN ..........................................................................................19
3.2.2.1 ENSAYO DE TRACCIÓN CON PROBETA RECTA ................................19 3.2.2.2 ENSAYO DE TRACCIÓN CON PROBETA ENTALLADA .......................22
3.2.3 ENSAYOS DE TRACCIÓN EN PROBETAS DE FUNDICIÓN GRIS CON GRAFITO LAMINAR ..................................................................................................24
3.2.4 RESISTENCIA A LA TRACCIÓN ..............................................................................28 3.2.5 ENDURECIMIENTO MECÁNICO..............................................................................30 3.2.6 RESISTENCIA A LA COMPRESIÓN.........................................................................34 3.2.7 RESISTENCIA A LA TORSIÓN.................................................................................36
3.3 FATIGA......................................................................................................................................37 3.3.1 ANTECEDENTES HISTÓRICOS ..............................................................................37 3.3.2 RESISTENCIA A LA FATIGA ....................................................................................39 3.3.3 INFLUENCIA DE ESFUERZOS PRELIMINARES/TENSIONES
RESIDUALES EN LA RESISTENCIA A LA FATIGA.................................................41 3.4 ASPECTOS MECÁNICOS DE LA FRACTURA........................................................................43 3.5 DESGASTE...............................................................................................................................47 3.6 FRICCIÓN .................................................................................................................................51 3.7 PROPIEDADES FÍSICAS .........................................................................................................53 3.8 MATERIALES UTILIZADOS EN LOS CILINDROS ..................................................................54
4. CILINDROS .........................................................................................................................................57 4.1 DEMANDA DE CILINDROS DE LAMINACIÓN ........................................................................57 4.2 FABRICACIÓN DE CILINDROS ...............................................................................................59 4.3 DUREZA DE LOS CILINDROS.................................................................................................63 4.4 TENSIONES RESIDUALES......................................................................................................66 4.5 DAÑOS EN CILINDROS POR CARGA ÚNICA........................................................................71
4.5.1 ROTURA DE ORIGEN TÉRMICO.............................................................................71 4.5.2 ROTURA TORSIONAL DE CUELLOS DE CILINDROS ACCIONADOS..................73 4.5.3 GRIETAS TÉRMICAS................................................................................................74 4.5.4 SOBRECARGA LOCAL.............................................................................................76

K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
4.6 DAÑOS POR FATIGA...............................................................................................................77 4.6.1 ROTURA POR FATIGA POR INFLUENCIA DE LAS ENTALLAS
DISEÑADAS ..............................................................................................................78 4.6.1.1 ROTURA POR FATIGA DE CILINDROS DE TRENES DE
PERFILES................................................................................................78 4.6.1.2 CHAFLANES DE CILINDROS .................................................................79
4.6.2 FATIGA DE CILINDROS SIN INFLUENCIA DE ENTALLAS DISEÑADAS ..............81 4.6.2.1 DESCONCHES EN FORMA DE ESTRIBO EN CILINDROS
DE TRABAJO...........................................................................................81 4.6.2.2 DESCONCHES EN EL BORDE...............................................................81 4.6.2.3 DESCONCHES, DESCONCHES EN GENERAL ....................................83
4.7 DAÑOS EN CILINDROS DEBIDOS AL HIDRÓGENO.............................................................85 4.8 DESGASTE Y FRICCIÓN DE CILINDROS ..............................................................................87
4.8.1 DESGASTE Y RENDIMIENTO DE LOS CILINDROS...............................................87 4.8.2 DESGASTE EN LOS CUELLOS DE LOS CILINDROS ............................................90 4.8.3 ÁNGULO DE MORDIDA Y COEFICIENTE DE FRICCIÓN ......................................92
4.9. REPARACIÓN DE CILINDROS................................................................................................94 4.9.1 INSPECCIÓN DE CILINDROS Y REACONDICIONAMIENTO DE LA
SUPERFICIE DE LA TABLA......................................................................................94 4.9.2 DESCONCHES..........................................................................................................96
4.9.2.1 DESCONCHES EN CILINDROS DE TRABAJO......................................96 4.9.2.2 DESCONCHES EN CILINDROS DE APOYO..........................................96
4.9.3 DESGASTE DE LOS CUELLOS ...............................................................................97 4.9.3.1 DESGASTE EN LOS CUELLOS PRÓXIMO A LOS
COJINETES.............................................................................................97 4.9.3.2 DESGASTE EN EL ELEMENTO DE ACCIONAMIENTO ........................97
4.9.4 GRIETAS EN LOS CUELLOS ...................................................................................98 4.9.4.1 GRIETAS EN EL CHAFLÁN ENTRE LA TABLA Y EL
CUELLO DE LOS CILINDROS DE APOYO............................................98 4.9.4.2 GRIETAS INICIADAS EN EL CHAVETERO DE LOS
CUELLOS CÓNICOS DE CILINDROS DE APOYO................................98 4.9.5 ROTURA EN EL LADO DE ACCIONAMIENTO DE LOS CILINDROS.....................99
4.10 LÍMITES EN EL DISEÑO DE CILINDROS ...............................................................................99 4.10.1 TENSIÓN POR FLEXIÓN........................................................................................100
4.10.1.1 PAR ........................................................................................................100 4.10.1.2 CARGA LINEAL CORRESPONDIENTE A LA BANDA
LAMINADA EN CALIENTE ....................................................................100 4.10.2 PRESIÓN LOCALIZADA .........................................................................................101
4.10.2.1 PREVENCIÓN DE FATIGA (DESCONCHES).......................................101 4.10.2.2 SOBRECARGA ÚNICA LOCALIZADA DEBIDA A
ACCIDENTES EN EL TREN..................................................................101 4.11 ESPECIFICACIONES PARA LA ACEPTACIÓN DE CILINDROS Y GARANTÍAS
DE RENDIMIENTO .................................................................................................................102 4.12 CONCLUSIÓN DEL ANÁLISIS TÉCNICO..............................................................................106
5. CONSIDERACIONES SOBRE EL MERCADO DE CILINDROS .....................................................107 5.1 ASPECTOS GENERALES......................................................................................................107 5.2 CILINDROS DE FUNDICIÓN..................................................................................................107 5.3 CILINDROS DE BAJO NIVEL TECNOLÓGICO, CILINDROS ESTÁNDAR
(COMMODITIES) ....................................................................................................................108 5.4 CILINDROS DE ULTRA-TECNOLOGÍA .................................................................................108 5.5 CILINDROS DE NIVEL TECNOLÓGICO INTERMEDIO........................................................109 5.6 CONCLUSIÓN.........................................................................................................................110
6. BIBLIOGRAFÍA.................................................................................................................................111

Capítulo 1 – PRÓLOGO / INTRODUCCIÓN
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
1
1. PRÓLOGO / INTRODUCCIÓN Los cilindros son herramientas utilizadas en los trenes de laminación para reducir la sección transversal del material que procesan. El peso de los cilindros puede oscilar entre unos pocos kilogramos hasta las 250 toneladas. Durante la laminación, el área de contacto entre el cilindro y el metal sufre desgaste, mientras que las demás partes de un cilindro (cuerpo y cuellos) deben ser consideradas como partes normales de componentes diseñados capaces de soportar elevadas cargas. Ello supone que los cuellos no deben experimentar ningún tipo de deformación plástica o fatiga. Sin embargo, en un tren, las cargas no siempre están definidas de forma clara y precisa. Evidentemente, existen reglas para calcular el esfuerzo máximo en los cilindros producido por los límites de diseño para determinado valor de fuerza de separación máxima, par, presión Hertziana, etc., pero dichos criterios son válidos únicamente en las llamadas “condiciones normales de laminación” e incluso éstas cambian constantemente con el progresivo desgaste en la zona de contacto. Además de las “condiciones normales de laminación” -un supuesto teórico estable-, se producen muchos cambios en las condiciones de laminación de los trenes. Después de un cambio de cilindros o de una parada en el tren, transcurre cierto tiempo hasta que los cilindros alcanzan de nuevo condiciones térmicas estables, cada barra nueva que entra en el tren produce un impacto, … A veces se producen accidentes de laminación realmente graves, debido a fallos atribuibles a los operadores, materiales laminados deficientes con defectos internos, o a problemas de diversa naturaleza propios del tren tales como caídas de tensión, problemas mecánicos derivados del transporte o fallos en el sistema de refrigeración. Es imposible calcular este tipo de problemas, aunque repercuten negativamente en todos los programas de laminación, causando además tensiones en los cilindros. Con respecto a las condiciones “anormales” de laminación -que, en mayor o menor medida, son muy “normales” en los trenes-, se producen daños en los cilindros que a menudo repercuten en las condiciones de la instalación y del producto laminado. Evidentemente, es preciso analizar y determinar (o viceversa) las causas que provocan el fallo de los cilindros, con el fin de reducir el riesgo de que se repitan los daños y sus consecuencias o, mejor aún, para eliminar por completo este riesgo. Dichos análisis se llevan a cabo de forma interna pero, a menudo, se recurre al proveedor de los cilindros para que dé su opinión al respecto y, en muchos casos, se plantean reclamaciones en caso de daños en los cilindros. En estos casos, evidentemente se analizan las condiciones de laminación en términos generales así como la calidad de los cilindros; se genera una amplia controversia en las discusiones, la cual puede verse aumentada debido a malentendidos derivados de divergencias en los conocimientos e información de las partes. A lo largo de mis 25 años de experiencia en interminables discusiones sobre cilindros, aplicaciones y fallos con clientes y colegas de otras empresas fabricantes, he observado que mi propio rendimiento en ellas era a menudo muy escaso o incluso nulo, con frecuencia debido a la falta de un conocimiento general de los conceptos básicos de la ciencia de los materiales. Existen numerosos artículos disponibles sobre diferentes aspectos de la ciencia de los materiales, pero en estos documentos se analizan teorías, detalles, supuestos, posibilidades y diferentes parámetros sin revelar la información básica necesaria para los exigentes requisitos de las aplicaciones cotidianas.

Capítulo 1 – PRÓLOGO / INTRODUCCIÓN
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
2
Sorprendentemente, no existen apenas manuales de referencia sobre cilindros, aunque, a mi juicio, el mejor es Rolls for the Metalworking Industries [1]. Además, en muchos casos no estoy de acuerdo con los conceptos generales y la interpretación del tema en cuestión. La idea de escribir este libro surgió tras haber participado en muchas de estas arduas discusiones. Me parecía que podía ser muy útil combinar la mayor cantidad posible de datos e información para ampliar el conocimiento en materia de “cilindros y cargas”. Pero las reglas de la ciencia de los materiales no se limitan únicamente a los cilindros sino que también son aplicables a cualquier otro componente de una máquina. Es posible que los parámetros de desgaste en la separación entre cilindros o la superficie de contacto con el material caliente durante la laminación sean exclusivos, pero las cargas en los cuellos de los cilindros y las tensiones por contacto en el resto de las aplicaciones (laminación en frío, cilindros de apoyo) son similares a las de otros componentes. Espero por tanto que este libro resulte de utilidad en su intento de proporcionar información general en especial sobre componentes de grandes dimensiones -grandes secciones transversales- que pueden sufrir daños por diversas razones. Mi intención con este libro ha sido presentar la información de la forma más sencilla posible, sin entrar a analizar todos los parámetros con detalle. Evidentemente, ello conlleva el riesgo de no ser tan preciso como algunos quisieran. Pero se necesitan datos concretos: existen ciertas leyes de la naturaleza, y si un cliente solicita a los fabricantes de cilindros el “coeficiente de Poisson” o datos sobre la conductividad térmica de determinado material, lo lógico es que reciba el mismo tipo de respuesta de todos ellos. La mayor parte de la información científica presentada recoge los últimos avances en esta materia, pero alguno de los artículos e información contenidos no han sido difundidos o publicados realmente. Quizá el contenido no parezca lo suficientemente científico, quizá demasiado simple, en especial mi idea de la resistencia estática y la fatiga como una función de la dureza Vickers y de la microestructura, mientras que, en otras ocasiones se trata de artículos que nunca antes han sido publicados de esta manera, por ejemplo Rotura de cilindros producida por hidrógeno. En el capítulo 3 de este libro he tratado de ofrecer información básica sobre la ciencia de los materiales, sobre la aplicación de los datos relevantes y sobre la fiabilidad de los mismos. El capítulo 4 de este manual se centra en los cilindros. En este punto, nuevamente debemos tener en cuenta las condiciones en las que se producen los fallos de los cilindros. Sin embargo, no he incluido ningún detalle sobre el proceso de fabricación de cilindros, pues los conocimientos técnicos en materia de fabricación de cilindros son diferentes en cada caso, manteniéndose casi como un secreto que no es necesario conocer para comprender el comportamiento de los cilindros. Por supuesto, comprender los fundamentos de la ciencia de los materiales es aplicable a cualquier tipo de estructura, a cualquier componente de acero; sencillamente los cilindros son el ejemplo que “yo” he elegido.
Capítulo 1 – PRÓLOGO / INTRODUCCIÓN
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
3
Espero que en el futuro la información contenida en este libro sirva para simplificar muchas de las discusiones. Deseo expresar mi agradecimiento a quienes me han ayudado a comprender los cilindros y agradezco cualquier información adicional que me permita mejorar mis conocimientos al respecto. Quisiera agradecer muy especialmente al Dr. Karl Heinz Ziehenberger, quien me ayudó en la edición de textos y en la compilación de las imágenes y la bibliografía, así como a algunos compañeros de ESW por la exhaustiva corrección de pruebas y discusiones, y a mi cuñado, el ingeniero G. Alberti, quien me aportó numerosas ideas de mejora.

Capítulo 2 – ¿DE DÓNDE VENIMOS Y HACIA DÓNDE VAMOS?
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
4
2. ¿DE DÓNDE VENIMOS Y HACIA DÓNDE VAMOS?
2.1 PRESENTACIÓN GENERAL La mayoría de los metales básicos utilizados en aplicaciones técnicas (hierro, aluminio, magnesio, titanio) y muchos elementos aleantes (silicio, manganeso, cromo, níquel, molibdeno, tungsteno, …) se encuentran en la naturaleza en una forma químicamente estable como minerales (óxidos u otros componentes químicos; sólo el carbono se encuentra en estado puro en forma de carbón o de hidrocarburos). Únicamente los metales preciosos como el oro se hallan en la naturaleza en forma de metal puro. Para obtener metales y aleantes de aplicación técnica, es preciso reducir (y alear) el mineral y darle una forma preliminar mediante procesos de fundición o de sinterizado. Dichos procesos son adecuados únicamente para lograr una forma próxima al formato final de “pequeñas” piezas compactas. En el caso de otros productos, el metal conformado en alguno de estos procesos primarios, requiere un proceso secundario: forjado. En caso de que una de las dimensiones del producto sea muy superior a las demás, este proceso secundario de conformación se realiza en una instalación de laminación, un tren, en donde se utilizan herramientas cilíndricas, los cilindros. Aunque la fundición y la forja son tecnologías muy antiguas, utilizadas hace más de 3.000 años, la laminación ha cobrado gran relevancia en el mundo industrializado a partir del siglo XIX. Inicialmente, el acero era el único producto laminado en perfiles (carriles, vigas, secciones, redondos), pero desde aproximadamente 1930, los productos planos (chapas y banda) han ido ganando cada vez más importancia. Los perfiles y los productos planos se laminan en caliente (los últimos hasta las dimensiones más reducidas). Los productos planos de espesor reducido son sometidos a un proceso de acabado mediante laminación en frío por diversos motivos: lograr una mejor forma y perfil, debido a sus propiedades mecánicas, condiciones superficiales, etc. En el pasado más reciente, la tecnología de laminación mejoró y evolucionó significativamente, pero los cilindros siguieron siendo la parte más crítica de los trenes de laminación. Por ello, el desarrollo de calidades de cilindros y de tecnologías para su fabricación fue acompañando al desarrollo de la tecnología de laminación, dada su mutua influencia. Las empresas dedicadas a los procesos de laminación dependen de las inversiones, lo que ha dado lugar a la creación de grandes grupos industriales a través de procesos de concentración. Por su parte, la industria de fabricación de cilindros ha continuado en manos de empresas pequeñas, en su mayoría de carácter privado, en las que destaca su creatividad, innovación, esmero en la producción especializada, y capaces de implementar rápidamente nuevos desarrollos. La industria de los cilindros se basa en las personas y no en el capital.
Capítulo 2 – ¿DE DÓNDE VENIMOS Y HACIA DÓNDE VAMOS?
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
5
Aunque la demanda de productos laminados sigue creciendo, la necesidad de cilindros se está reduciendo debido a la mejora de la tecnología de laminación y a las superiores calidades de los cilindros (cf. Capítulo 5), por lo que la situación del mercado de los cilindros está sufriendo notables cambios.
2.2 DESARROLLO HISTÓRICO DE LOS TRENES DE LAMINACIÓN Leonardo da Vinci inventó el primer tren de laminación pero esta instalación no se convirtió en un elemento importante para la industria siderúrgica hasta varios siglos después, más concretamente en el siglo XIX. Inicialmente se laminaban más productos largos que banda, aunque en la actualidad es al contrario. La fabricación a gran escala de productos planos, mediante “trenes de bandas en caliente”, se desarrolló en Norteamérica en la primera mitad del siglo XX, extendiéndose por todo el mundo después de la 2ª Guerra Mundial. Para obtener productos planos de acero de forma eficaz y rentable económicamente, se produjeron algunos desarrollos que supusieron un cambio significativo de la tecnología de fabricación. El objetivo era, y aún sigue siendo, disminuir el consumo energético así como los requisitos de personal, inversiones, etc., reduciendo de este modo los costes de producción y, al mismo tiempo, aumentando el rendimiento (la relación entre el peso de la banda acabada de calidad y el peso del material antes del proceso de laminación) y la calidad del material producido. En un principio, los desbastes se obtenían mediante moldeo en coquilla, pasando con el tiempo a un proceso de colada continua (160-300 mm de espesor). Resultado: se eliminaron los trenes slabbing. A continuación, se desarrollaron las máquinas de colada de desbastes finos (35-80 mm de espesor), lo que supone la eliminación de los trenes desbastadores. En la actualidad, a comienzos del siglo XXI, las primeras máquinas de colada de bandas, inventadas hace 150 años y formadas por una única caja y una única pasada, han comenzado a operar para la producción de banda ancha. En los trenes de laminación en caliente convencionales, el espesor mínimo laminado era de (1,5) 2 mm. En los trenes de laminación con colada continua de desbastes finos, el espesor de la banda laminada es inferior a 1 mm, mientras que en las máquinas de colada de bandas el objetivo es colar material de entre 2 y 1 mm. En el pasado, el proceso necesario para la producción de bobinas de acero a partir de mineral de hierro solía durar semanas. En la actualidad, en las instalaciones de colada continua de desbastes finos, en su mayoría asociadas a hornos eléctricos que utilizan chatarra como materia prima, el tiempo transcurrido entre la fase de fusión y el bobinado final es inferior a un día. La banda se lamina en una colada, lo que significa que, tras la fase líquida, el material se enfría por completo solamente después de concluido el proceso de laminación. Para mejorar la forma de los productos planos, se han desarrollado constantemente nuevas tecnologías, tales como el sistema de flexión de cilindros (roll bending) de trabajo y de apoyo, cajas sexto, el sistema CVC de variación constante de la corona. Todos estos cambios han repercutido significativamente en la distribución de cargas en los cilindros.
Capítulo 2 – ¿DE DÓNDE VENIMOS Y HACIA DÓNDE VAMOS?
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
6
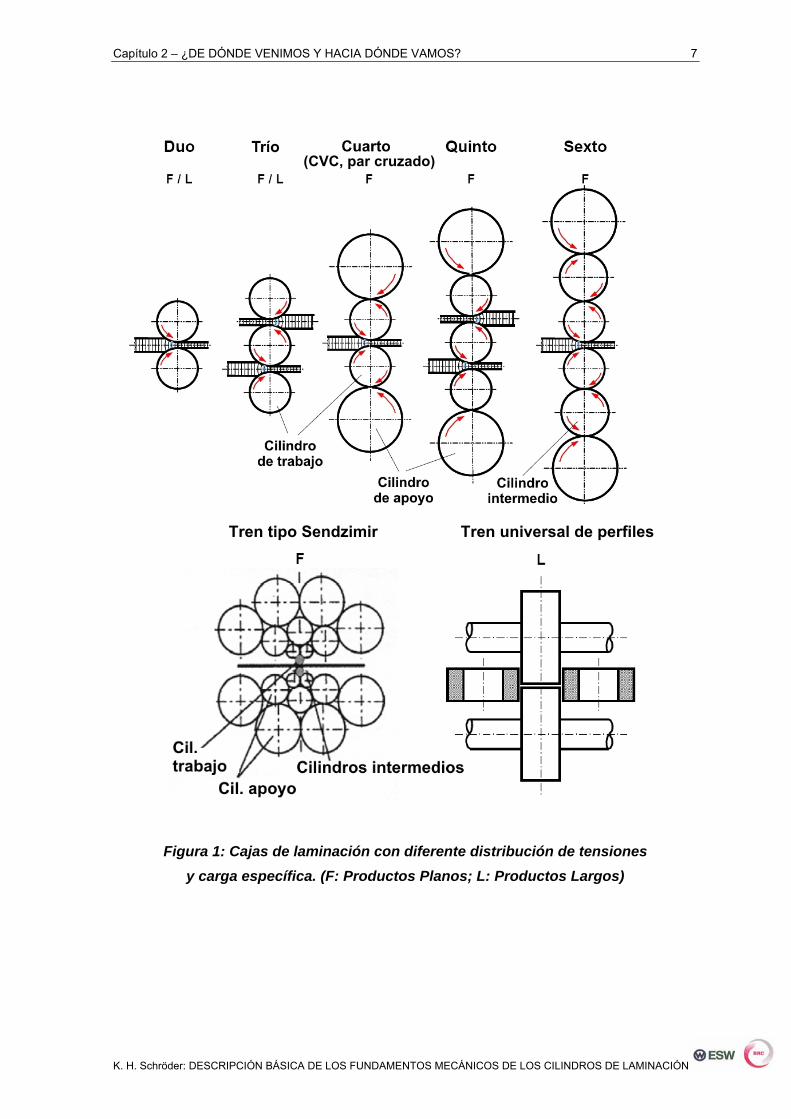
En el ámbito de los productos largos, el desarrollo ha sido similar: colada de blooms por moldeo en coquilla; colada continua de barras con formato pre-formado (hueso de perro), eliminando la necesidad de cajas rompedoras; uso cada vez más extendido de “trenes universales” para la fabricación de productos largos, en lugar de los tradicionales trenes abiertos con cilindros acanalados, generalmente con una pasada – un canal. Lógicamente, los trenes de laminación en frío y las tecnologías asociadas a éstos también se han visto mejorados. Se han desarrollado nuevos trenes para obtener una “mejor banda” – trenes sexto, CVC, cilindros de apoyo hinchables, etc. y laminación continua (sin fin). El mercado del acero es altamente competitivo y los precios por tonelada de productos laminados han ido reduciéndose desde hace tiempo, a pesar de la inflación, las variaciones en los costes energéticos, costes de personal, etc. Las empresas que no introduzcan nuevos desarrollos técnicos tendrán que enfrentarse a serios problemas en el futuro. En la Figura 1 se representan algunas características de los diferentes tipos de cajas de laminación.
Capítulo 2 – ¿DE DÓNDE VENIMOS Y HACIA DÓNDE VAMOS?
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
7
Tren tipo Sendzimir Tren universal de perfiles
Figura 1: Cajas de laminación con diferente distribución de tensiones y carga específica. (F: Productos Planos; L: Productos Largos)
(CVC, par cruzado)

Capítulo 2 – ¿DE DÓNDE VENIMOS Y HACIA DÓNDE VAMOS?
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
8
2.3 DESARROLLO HISTÓRICO DE LOS MATERIALES UTILIZADOS EN LOS TRENES DE LAMINACIÓN
En el siglo XIX, el material utilizado para la fabricación de cilindros era principalmente fundición gris no aleada -modificada únicamente por diversos equivalentes de carbono y diferentes velocidades de enfriamiento (moldes de coquilla de fundición gris o moldes de arena)-, y acero forjado. Los grados de fundición comprendían calidades que iban desde “ligeramente duras” a “semi-duras”, a “fundición templada”, en cuyo caso la tabla de los cilindros presentaba una capa de hierro blanco (sin grafito) y núcleo y cuellos de fundición gris debido a la reducida velocidad de enfriamiento. Este tipo de cilindros se utilizó para la laminación de productos planos sin refrigeración de cilindros en “trenes de hojas”, mientras éstos existieron (finales del siglo XX). Posteriormente, se desarrollaron cilindros de acero fundido con un contenido en carbono de hasta 2,4%, con o sin grafito, que en la actualidad continúan produciéndose. Hacia 1930, se inventaron los cilindros ICDP (de doble colada de temple indefinido) para laminación en caliente, especialmente para cilindros de trabajo del acabador de trenes de bandas en caliente, utilizados también en muchas otras aplicaciones, tales como cajas desbastadoras de trenes de bandas y cilindros de trabajo de trenes de chapa. Durante muchos años estos cilindros se convirtieron en el estándar a nivel mundial, con variaciones muy limitadas. Hasta la fecha, ningún otro material ha podido sustituir este material en determinadas aplicaciones. A finales de los noventa, la calidad ICDP mejorada con carburo permitió finalmente mejorar el rendimiento de los cilindros, iniciando una nueva fase para este grado que, a pesar de su antigüedad, continúa siendo utilizado con éxito en cilindros de trabajo de las primeras cajas del acabador de trenes de laminación en caliente (en sustitución de hierro al cromo alto y HSS, véase más adelante) y en trenes de chapa. Hacia 1950 se desarrolló la fundición nodular, incorporándose a la fabricación de cilindros, tanto en la opción no aleada como, a menudo, con aleación de (Cr) Ni, Mo, ofreciendo al mismo tiempo adecuadas propiedades anti-desgaste y resistencia. El uso de “hierro con un alto contenido en cromo” (2-3%C, 15-20% Cr) trajo consigo nuevos materiales, de mayor resistencia al desgaste y cierta “indiferencia” con respecto a los cilindros. Pero éste solamente era uno de los pasos en el camino hacia una mayor productividad de los cilindros. En 1985 comenzó una nueva fase con la introducción de materiales como los aceros rápidos para herramientas (HSS), que han evolucionado hacia los denominados “semiaceros” para herramientas. Superados los problemas iniciales, todos estos cambios trajeron consigo nuevas oportunidades de mejora del rendimiento de los cilindros. A raíz de la introducción de nuevos grados en los trenes, a menudo fue necesario modificar o mejorar las condiciones de laminación. Sin embargo, tras cierto tiempo los cilindros también mejoraban, eliminando los problemas asociados a los nuevos grados y obteniendo un mayor rendimiento. Todas estas calidades de cilindros se utilizan en la fabricación tanto de productos planos como de largos. Adicionalmente, también se emplean grados nuevos, incluso más sofisticados desde un punto de vista técnico, en los pequeños cilindros utilizados en los trenes de alambrón: a la vanguardia se situarían los cilindros de carburo sinterizado, mientras que se están comenzando a probar los cilindros cerámicos. Sin embargo, existen aún ciertas limitaciones en términos de tamaño en cuanto a la fabricación de este tipo de cilindros, ya que aún no se dispone de equipos para la producción de piezas de mayores dimensiones.

Capítulo 2 – ¿DE DÓNDE VENIMOS Y HACIA DÓNDE VAMOS?
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
9
También se han mejorado los cilindros de acero forjado para laminación en frío, para lograr una mayor penetración de la dureza tras el tratamiento térmico mediante el aumento en el contenido de aleantes. Básicamente, el contenido en cromo pasó de 2% a 5% y se cambió a endurecimiento por inducción (principalmente). El cromado de los cilindros de trabajo posterior al rectificado y el granallado han aumentado la vida de la necesaria rugosidad superficial. En realidad, los cilindros son herramientas para la conformación de metales y, por tanto, el desarrollo de materiales adecuados para los cilindros es paralelo al desarrollo de otras herramientas de la industria de los metales, tanto para aplicaciones de corte como de no-corte. Los cilindros son herramientas de tamaño relativamente grande con una prolongada vida pero, en último término, son solamente herramientas. En la Tabla 1 se incluye un resumen de los materiales utilizados para la fabricación de cilindros.

Capítulo 2 – ¿DE DÓNDE VENIMOS Y HACIA DÓNDE VAMOS?
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
10
Cerámicos
2000
---
Si3N
4
---
---
---
---
2200
Otr
os
Cam
isas
? ¿Diámetro máximo?
Carburo sinterizado
1970
8-15
---
5-15
(Co)
70-9
0
70-1
00
---
1300
-180
0
Otr
os
Cam
isas
2-5 Diámetro máximo:
450
Antiguos grados de fundición gris (ligeramente duro/semi-
duro) 1850
<3
---
5-15
25
0-45
0 C
M 0
Fundición nodular 19
60 1-
3
3-6 ---
1-15
28
0-50
0 C
M
3-4
Productos largos
? ---
Fundición con alto contenido en cromo 19
65
14-2
2
<0,5
20-3
0
---
500-
700
C (y
ot
ros)
C (M
)
8-9
Cilindros de trabajo en trenes de lam. en
caliente
ICDP, carburo mejorado
1995
1-4
40
700 C
C
ICDP
1930
6-9
--- 30-
600-
C
C
7-8
(10)
Cilindros de trabajo en trenes de lam. en caliente, trenes de
chapa, ST
GHM (“Carburo fundido”)
2000
2-10
30
30-4
0
---
600-
900 C
M
? ?
CC (Fundición templada)
1870
2-4
0,4-
1,0
---
---
40-5
0
---
500-
650
C
M
1
Trenes de chapa (prácticamente
obsoletos), camisas de pequeño diámetro
?
Fundición de acero grafítico
1950
0,8-
2,0
2-5
<0,5
5-15
300-
450
C ((
F))
M (C
)
2-3
Trenes de perfiles pesados,
desbastadores en TBC, pr. largos
? ---
Acero alto en cromo
1980
8-12
<0,5
10-2
0
500-
700
C
C
4-7
Cilindros de trabajo en TBC,
desbastadores, F1, F2
HSS (acero rápido)
1990
<6
8-15
3-5 ---
600-
750
C, F
, otr
os
C(M
)
? Cilindros de trabajo
en TBC, productos largos, trenes de
alambrón
Adamite (acero hipereutectoide)
1920
1-22
0,4-
0,8
<4
<0,5
6-15
---
300-
450
C ((
F))
M
4
Productos largos
Semi-HSS
1995
5-8
5-10
2-5 ---
500-
700
C(F
)
C 3
Desbastadores en TBC, F1, F2, ?
Rompedora, ?? Universal C
ILIN
DR
OS
DE
TRA
BA
JO P
AR
A T
REN
ES D
E LA
MIN
AC
IÓN
EN
CA
LIEN
TE (B
AN
DA
Y C
HA
APA
C
ILIN
DR
OS
PAR
A P
RO
DU
CTO
S LA
RG
OS
MA
TER
IALE
S N
UEV
OS
DES
AR
RO
LLA
DO
S R
ECIE
NTE
MEN
TE
Acero hipoeutectoide
1870
0,4-
1,0
0,3-
1,0
1-6
<0,5
0-2 ---
180-
700
F /C
M/(C
)0
10
Cil. trabajo, CSM; cilindros de apoyo
para TBC/CSM; cajas rompedoras, …
Material
Util
izad
o de
sde
C (%
)
Si (%
)
Σ (C
r, M
n, M
o, N
i, C
o) (%
)
Σ (V
, W, T
i, N
b) (%
)
Car
buro
s (%
)
Gra
fito
(%)
Dur
eza
de la
tabl
a (H
V)
Forja
do (F
), C
olad
o (C
)
Mon
ocol
ada
(M)
Col
ada
com
pues
ta (C
)
Peso
en
el
mer
cado
/con
sum
o (d
e 0
a 10
, máx
imo:
10)
Tabla 1: Materiales utilizados en cilindros de trenes de laminación
Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
11
3. IMPORTANTES CONCEPTOS BÁSICOS DE LA CIENCIA DE LOS MATERIALES
3.1 DUREZA
3.1.1 INTRODUCCIÓN De todas las propiedades mecánicas, la dureza sería el primer concepto a analizar:
La medición de la dureza es un proceso rápido.
La medición de la dureza es un proceso de bajo coste.
El equipo utilizado para medir la dureza es razonable y está disponible en prácticamente todas las instalaciones.
Existe una probada correlación entre la dureza y otras propiedades mecánicas, al menos para el mismo tipo de material (misma composición, micro-estructura, …).
Muchos confían en los datos de dureza.
En mi opinión, existen otras razones especiales:
Es muy difícil obtener lecturas correctas de la dureza.
La dureza, en sí misma, no proporciona muchas respuestas correctas.
Muchos malinterpretan o confunden el concepto de dureza.
La relación lineal entre la dureza y otras propiedades es siempre limitada hasta cierto punto.
Los datos de dureza a menudo dan lugar a equivocaciones, si no van acompañados de otras informaciones sobre el material analizado (micro-estructura).
Con respecto a la amplia variedad de composiciones y estructuras de los materiales utilizados en la fabricación de cilindros (cf. capítulo 2.3), la dureza puede producir más confusión que utilidad, y a menudo sucede que las discusiones sobre dureza acaban siendo interminables e inútiles. El principal problema de los cilindros es que, a menos que el cilindro se desintegre, realmente no existe otra propiedad que se pueda comprobar. Los cilindros deberían evaluarse en función de los datos de rendimiento, pero sucede que solamente se dispone de estos datos al final de la vida de un cilindro, no estando por tanto disponible en inspecciones preliminares. Los problemas de dureza de los cilindros se analizarán en mayor profundidad en el capítulo 4.3.

Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
12
La dureza de los materiales constituye una propiedad fundamental; sin embargo, la medición del valor de dureza es el dato del que más se abusa y peor interpretado de la ciencia de los materiales. En el peor de los casos, se utiliza el valor de dureza en las especificaciones, sin un conocimiento básico de las propiedades del material, lo que da lugar a una reducción de la amplitud del rango de dureza (sin tener en cuenta la importante influencia de otras propiedades o los procesos de fabricación y tratamiento térmico). Durante generaciones, los fabricantes y usuarios de cilindros han discutido sobre dureza sin haber llegado a ningún consenso. Sin embargo, se trata de discusiones inútiles ya que raramente tienen en cuenta las necesidades reales o proporcionaban una solución a los problemas. Se convirtieron pues en “discusiones vacías”, en molinos de viento. En cualquier caso, la dureza es un concepto muy importante de la ciencia de los materiales, a la que nos referiremos muy a menudo en los próximos capítulos. A nuestro juicio, es necesario analizar la dureza en detalle, aunque ya existan numerosos libros y miles de artículos en los que se trata este tema. Intentaré realizar una exposición sencilla del mismo que, espero, sea aceptada por la mayoría de los lectores.
3.1.2 PRINCIPIOS APLICABLES A LOS VALORES DE DUREZA Existen numerosas normas de carácter nacional e internacional relativas a los diferentes métodos de lectura de los valores de dureza. Pero dichas normas no siempre son aplicables a las lecturas de dureza de los cilindros, por lo que no consideramos necesario analizarlas en este manual. En este capítulo, describiremos los principios de los diferentes métodos antes de ocuparnos de los problemas específicos de los cilindros en el capítulo 3.1.4. Cuando una “partícula muy dura” es presionada contra una superficie producirá una huella. La carga de presión dividida por el área de la huella da como resultado un valor de dureza, denominado “dureza Vickers” (HV) cuando la partícula utilizada es un diamante con una forma especial, o “dureza Brinell” (HB) cuando se trata de una bola de carburo de tungsteno. Si se mide la profundidad de penetración comenzando a una carga inicial hasta una carga máxima (método fácil de lectura electrónica, adecuado para sistemas automatizados), se denomina “dureza Rockwell” (HRC). Cuando un peso cae sobre la superficie de una probeta pierde energía debido a la deformación plástica de la probeta -“dureza”-, y el peso rebota a menor velocidad que cuando cae (“dureza Equotip”) y alcanza una altura menor que la inicial (“dureza Shore”). Estos métodos se utilizan con diversos materiales, y en combinación con las diferentes formas de los extremos de los pesos que se dejan caer sobre éstos, proporcionan una amplia variedad de lecturas estándar de dureza.
Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
13
Existen muchos otros métodos de ensayos de dureza pero, básicamente, todos ellos producen una deformación plástica en la superficie de la probeta. Adicionalmente, los ensayos dinámicos (Shore, Equotip) se ven influidos por los módulos de elasticidad de la probeta, el material sometido a la prueba, y quizá también por la capacidad de amortiguación -¿quién sabe? En el ámbito científico, la dureza Vickers es muy popular, ya que presenta algunas ventajas evidentes:
Es (casi) independiente de la carga, presión.
El área objeto del ensayo está claramente determinada y puede ser controlada ópticamente mediante un microscopio.
Es aplicable tanto a materiales blandos como a los muy duros.
Permite ensayos por separado de diferentes estructuras y fases de un material.
Por último, pero no por ello menos importante, muchas propiedades mecánicas mantienen -dentro de ciertos límites o rangos- una relación lineal con la dureza Vickers. Esta es una de las razones por las que en los próximos capítulos solamente utilizaré la dureza Vickers (HV) para evitar confusiones. No obstante, tales relaciones lineales son siempre válidas únicamente para un “tipo de material”. Este aspecto será objeto de análisis más detallado en los capítulos 3.2 y siguientes (sobre resistencia, desgaste, etc.). El factor A en la siguiente relación:
BHVAp +⋅=
(donde p puede ser cualquier propiedad y B es otra constante) a menudo está relacionado con la micro-estructura y/o la composición química. Tomemos un ejemplo ampliamente conocido: acero y fundición gris de la misma dureza presentan diferencias en cuanto a su resistencia a la tracción; en este ejemplo, A = 3,5 ± 0,1 en el caso del acero y A = 1,0 ± 0,2 en el caso de la fundición gris, siendo B = 0 para ambos materiales. La distribución de la dureza con respecto a la sección transversal de determinado componente es, en ocasiones, interesante, especialmente en el caso de componentes que han recibido tratamiento superficial, o de partes de gran espesor sometidas a tratamiento térmico. Sin embargo, es imposible obtener esta información en un ensayo no destructivo siguiendo alguno de los métodos estándar de medición. La dureza es únicamente uno de los parámetros para la caracterización de un material; es necesario disponer siempre de más información para comprender las propiedades del material.
Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
14
3.1.3 CONVERSIÓN DE LOS VALORES DE DUREZA Existe una gran demanda de tablas de conversión para pasar de un sistema a otro, ya que no resulta sencillo emplear la “dureza Vickers” en los procedimientos ordinarios de medición: la carga del diamante para el ensayo Vickers, generalmente 300N (30 kg) – HV 30, requiere una sobre-compensación mecánica de forma que la carga realmente consiga presionar el diamante contra la probeta. Además, en muchos casos se desea comprobar la dureza sin demasiado esfuerzo utilizando otros métodos. Son numerosas las tablas de conversión publicadas por fabricantes de cilindros, organismos emisores de normas y otros, pero realmente nadie explica cómo se elaboran dichas tablas, si los datos se obtienen a partir de muestras (demasiado pequeñas para medición de la dureza por rebote) o de cilindros de grandes dimensiones, en los que nadie puede evitar los problemas superficiales, con variaciones significativas en la profundidad de penetración durante la medición de la dureza. Las diferentes tablas nunca coinciden entre sí y, por lo que he podido ver hasta la fecha, no muestran los rangos, las variaciones en la medición, por lo que no son fiables. Y, por supuesto, no existe una conversión cero a cero, por lo que estas tablas crean más confusión que conversión real. Por tanto, si quienes emplean estas tablas conociesen un mínimo de “cálculo de errores”, abandonarían inmediatamente estas conversiones y no volverían a utilizar estas “tablas de confusión” nunca más.
3.1.4 PROBLEMAS FUNDAMENTALES RELACIONADOS CON LA LECTURA DE LA DUREZA
La dureza superficial, la única dureza de un componente que se puede medir por métodos no destructivos, se utiliza a menudo, en particular en el caso de los cilindros, para comprobar las propiedades de los materiales por las más o menos conocidas relaciones entre dureza y resistencia a la tracción, resistencia a la fatiga, desgaste, etc. Se toma la superficie bidimensional como representativa del volumen tridimensional subyacente a ésta ...
… pero la mayoría de los componentes presentan gradientes de dureza debido a variaciones macroscópicas y microscópicas próximas a la superficie.
El gradiente macroscópico, ampliamente conocido en el caso de los cilindros, se debe al proceso de colada (por reducción de la velocidad de solidificación al aumentar la distancia desde la superficie), y de tratamiento térmico (por reducción de la velocidad de enfriamiento al aumentar la distancia desde la superficie en la fase de temple en relación con las curvas TTT (tiempo-temperatura-transformación). Dos ejemplos: 1. los cilindros de trabajo de temple indefinido reciben este nombre porque en ellos la caída del valor de dureza es continua pero imposible de definir claramente; 2. tras un suave gradiente al principio, la caída del valor de dureza de los cilindros de trabajo forjados para trenes de laminación en frío es muy pronunciada. Ello define la profundidad de la dureza, que puede estar influida por la composición del acero y los métodos de tratamiento térmico.
Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
15
A su vez, la superficie puede verse afectada por cualquier incidente, a cualquier error en la manipulación: oxidación, corrosión, endurecimiento mecánico, revenido localizado por quemaduras (durante el rectificado o en cualquier otra etapa), decarburación durante el tratamiento térmico, etc. Todas estas reacciones pueden producir gradientes microscópicos en la superficie, tanto positivos como negativos. El endurecimiento mecánico (cf. capítulo 3.2) está estrechamente relacionado con la dureza, lo que significa que la influencia del endurecimiento mecánico aumenta a medida que lo hace la dureza del material. Por debajo de 250 HV, el endurecimiento mecánico prácticamente no influye en la dureza, pero por encima de 400 HV (y la mayoría de las superficies de las tablas de cilindros superan este valor) el endurecimiento mecánico pasa a tener una influencia notable (véase también el capítulo 4.3). Normalmente, este endurecimiento se debe al mecanizado en el torno por lo que su alcance depende de la geometría de la herramienta de corte, y no siempre es eliminado mediante rectificado. El revenido superficial por rectificado modifica la microestructura y disminuye la dureza. Evidentemente, solamente puede darse en materiales endurecidos; donde exista originalmente martensita o austenita retenida, no se produce revenido de ferrita o perlita. Una vez más, nos enfrentamos al mismo problema que antes: todos los materiales extremadamente duros (como los cilindros) son muy sensibles a la aparición de revenido superficial. (Para ser exactos, solamente la matriz de microestructuras que contienen carburo puede verse influida por el endurecimiento mecánico o el revenido, los carburos no se ven alterados, pero aquellos materiales que tengan cierto contenido en carburos por lo general acaban presentando una estructura más o menos martensítica.) En el caso de componentes de grandes dimensiones con acabado por rectificado (como los cilindros) y altos valores de dureza, la medición de esta propiedad puede verse influida por el endurecimiento mecánico en el torno y/o el revenido producido por un rectificado “incorrecto”. La dureza superficial puede presentar desviaciones con respecto a la “dureza real del material” de hasta 50 HV. La única forma de medir la dureza “correcta” es realizar un ataque electroquímico de una zona hacia el interior de la tabla tras un mecanizado basto y medir la dureza en el fondo de ésta, como mínimo 3 ó 4 mm por debajo de la superficie inicial. La utilidad o no de esta opción será analizada en el capítulo 4.3. Incluso la preparación de una muestra comporta elevados riesgos: ¿cómo se obtuvo la probeta?, ¿se cortó de una pieza de trabajo?, … Si se utilizó un disco de corte, entonces es necesario eliminar con cuidado al menos 1 mm, aplicando grandes volúmenes de agua de refrigeración para eliminar el efecto de revenido. Si la probeta se obtuvo con una sierra, en ese caso es peor y el efecto de endurecimiento mecánico puede extenderse aún más. Es necesario eliminar el área afectada y medir tantas veces como sea necesario hasta que los resultados del ensayo sean estables.

Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
16
Con frecuencia, se subestima la variación en las lecturas de dureza. Los cilindros con una superficie de tabla de varios metros cuadrados fabricados a partir de materiales templados con pronunciadas curvas de revenido muestran en todos los casos una amplia variación de sus valores de dureza, aun cuando se utilizan excelentes hornos de revenido con elevados niveles de precisión en cuanto a la temperatura (± 5ºC), debido a que las temperaturas de la tabla durante el tratamiento término no guardan esa misma precisión en todo momento. Y tras haber utilizado los cilindros durante cierto periodo en un tren de laminación en caliente, la distribución de la dureza en la tabla cambiará en cualquier caso debido al revenido producido por contacto con el material caliente (cf. capítulo 4.3). La variación en los valores de dureza es, en muchos casos, superior al rango de dureza especificado. ¡Los datos encajan solamente cuando se calcula la media en algunos casos de los valores medios expresados en ellas! (véanse los capítulos 4.3 y 4.11) El problema real es que algunos consideran que ésta es la única propiedad susceptible de ser medida y especificada con un estrecho rango, pero esta opinión es poco realista y totalmente superflua. Los valores de dureza son importantes para que los fabricantes de cilindros puedan demostrar que el proceso de fabricación se realizó correctamente, puede que sean de cierto interés para los usuarios si las pruebas a las que someten a los cilindros se efectúan siempre en las mismas condiciones para garantizar las condiciones de seguridad en su utilización (cf. capítulo 4.3).
3.2 PROPIEDADES DE LOS MATERIALES RESULTANTES DE LOS ENSAYOS MECÁNICOS
3.2.1 DEFORMACIONES ELÁSTICAS Las piezas de máquinas, componentes y herramientas (cilindros) deberían operar en condiciones de seguridad y, en todo caso, sin que se produzcan roturas o deformaciones imprevistas. A este respecto, existen muchas reglas relativas al diseño de componentes, pero es necesario conocer las cargas aplicadas a éstos y comprender las propiedades de los materiales. En la mayoría de los casos, el fallo de un componente es el resultado de un problema de fatiga tras la aparición y propagación de grietas en condiciones de cargas alternantes. Las entallas, elementos que provocan un aumento de las tensiones, repercuten significativamente en la resistencia. En los siguientes capítulos se analizarán los aspectos mecánicos de la fatiga y la fractura, que permiten determinar la seguridad de componentes en los que ya se han formado grietas. Sin embargo, las propiedades mecánicas más comunes a efectos de comparación entre diferentes materiales se obtienen a partir de los denominados ensayos “estáticos”, en los que se va aumentando progresivamente la carga y/o la deformación. En estas pruebas se obtienen datos para determinar la deformación elástica, el esfuerzo máximo, la ductilidad y las constantes mecánicas de la ley de Hook (módulo de elasticidad E y coeficiente de contracción transversal μ). Por lo general, estos ensayos se realizan aplicando un esfuerzo unidimensional (deformación tridimensional) en probetas rectas y, solamente en casos excepcionales, esfuerzos tridimensionales en probetas entalladas.

Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
17
La relación esfuerzo-deformación elástica (sin deformación plástica) tridimensional se describe mediante tensores con múltiples constantes y solamente en supuestos muy específicos (material homogéneo e isotrópico). Por tanto, se pueden reducir estas ecuaciones a la ley de Hook general:
simplemente utilizando dos constantes: E = módulo de elasticidad μ = coeficiente de Poisson En caso de que σ1 = σ2 = 0, en ensayos con probetas rectas, se obtiene:
y finalmente
Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
18
El módulo de elasticidad del acero ferrítico, bainítico y martensítico es más o menos independiente del contenido de elementos aleantes y de las condiciones del tratamiento térmico:
%3mm/N 000.210E 2acero ±=
El módulo de elasticidad del acero austenítico es:
%3mm/N 000.180E 2.naceroauste ±=
El coeficiente de Poisson para deformación elástica pura es una constante:
μ = 0,3
En caso de deformación plástica pura y suponiendo que el volumen del material es constante, el coeficiente de Poisson alcanza un valor máximo:
μ = 0,5
Al superar el límite de elasticidad, observaremos un mayor o menor grado de endurecimiento mecánico además de deformación plástica, por lo que el coeficiente de Poisson pasa de 0,3 a 0,5. En el caso de piezas estructurales normales, no se admiten deformaciones plásticas, por lo que el coeficiente de Poisson es una constante para la mayoría de los metales, en especial el acero, independientemente del contenido de elementos aleantes y de las condiciones del tratamiento térmico. La única excepción al módulo de elasticidad y al coeficiente de Poisson, e incluso a muchas otras propiedades mecánicas, es la fundición gris con grafito laminar. Dado que el comportamiento de este material es totalmente diferente al de los demás (y que se utiliza muy a menudo en la fabricación de cilindros), será analizado específicamente en el capítulo 3.2.3. En el caso de la fundición dúctil -fundición gris con grafito nodular- se cumplen casi íntegramente las leyes del acero “normal”; solamente el módulo de elasticidad es ligeramente inferior (E = 175.000 N/mm2 ± 5%).

Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
19
3.2.2 ENSAYO DE TRACCIÓN
3.2.2.1 ENSAYO DE TRACCIÓN CON PROBETA RECTA Los resultados del ensayo de tracción se miden como una curva de esfuerzo-deformación de ingeniería, en la que se calcula siempre el esfuerzo y se relaciona con la sección transversal inicial. En la Figura 2 se representan los resultados de:
límite elástico
esfuerzo máximo: resistencia a la tracción – el esfuerzo al que la muestra finalmente rompe tras una estricción localizada o reducción del espesor. Se denomina resistencia a la rotura a la carga de rotura dividida por la sección transversal real, pero, en general, este valor carece de interés.
Además,
el gradiente de la curva de esfuerzo-deformación más allá del límite elástico determina el endurecimiento mecánico
y
la deformación máxima indica la ductilidad. Sin embargo, normalmente la ductilidad se mide de forma diferente sobre la muestra, como un alargamiento porcentual y/o la reducción del área en el lugar en el que se produce la fractura, también como un porcentaje.
Figura 2: Diagrama de esfuerzo-deformación de un ensayo de tracción
Límite elástico … σY resp. σ0,2 = FY / S0 Resistencia a la tracción … σUTS = FUTS / S0 Resistencia a la rotura … … σR = Fmax / S S0 … Espesor inicial de la probeta S ... Espesor real de la probeta

Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
20
Los ensayos de tracción se realizan estrictamente en las condiciones siguientes:
σ1 ≠ 0 σ2 = σ3 = 0
ε1, ε2, ε3 ≠ 0
lo que constituye una condición de esfuerzo poco interesante en términos de diseño técnico, aunque debemos aplicar los resultados de los ensayos de tracción anteriores con cierta reserva, si no con precaución. ¡Los componentes estructurales utilizados en múltiples aplicaciones no deberían verse sometidos a cargas superiores al límite elástico ya que se producirían alteraciones en su forma! Sin embargo, los ensayos de tracción proporcionan valores que permiten la comparación de diferentes materiales, en especial en relación con las cargas superiores al límite elástico, lo que se denomina ductilidad. Los ensayos de tracción permiten producir fácilmente un alargamiento y una reducción del área, por lo que permiten valorar la “ductilidad” de los materiales. Las ingenierías más sofisticadas utilizan el ensayo de impacto (preferible en una amplia gama de temperaturas) con probetas entalladas para determinar la “ductilidad”, pero este tipo de ensayos no resultan de gran utilidad en “materiales con baja ductilidad”, como son los empleados en la mayoría de los cilindros. La “resiliencia”, utilizada en las propiedades mecánicas de fractura (cf. capítulo 3.4), es en cierto modo diferente de la “ductilidad”, pero resulta útil a la hora de explicar la propagación de grietas en piezas estructurales con grietas preliminares o probetas sometidas a cargas estáticas o alternantes. Sin embargo, se trata de un dato difícil de obtener, presenta una extraña dimensión física y no es lo mismo que lo que se entiende por “ductilidad”. Para calcular los límites elásticos o el esfuerzo o deformación máximos antes de la rotura del material en componentes estructurales sometidos a una carga (lo cual sucede en casi la totalidad de las aplicaciones), existe una serie de hipótesis para calcular el esfuerzo cortante máximo, en las que se tienen en cuenta todos los esfuerzos (cero o diferente de cero, σ1 ≠ 0). Una de estas hipótesis es la hipótesis del esfuerzo cortante de Mohr, según la cual se produce deformación plástica cuando el esfuerzo cortante supera determinado límite. Dicho esfuerzo se calcula a partir de:
y
Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
21
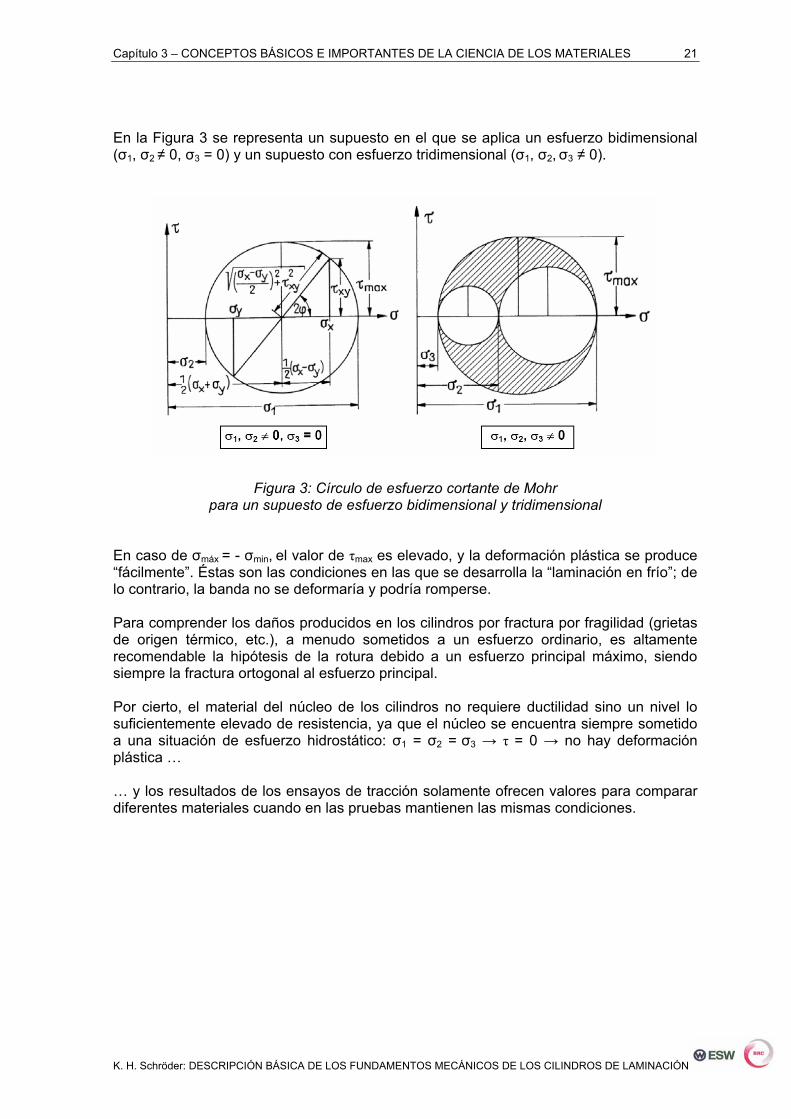
En la Figura 3 se representa un supuesto en el que se aplica un esfuerzo bidimensional (σ1, σ2 ≠ 0, σ3 = 0) y un supuesto con esfuerzo tridimensional (σ1, σ2, σ3 ≠ 0).
Figura 3: Círculo de esfuerzo cortante de Mohr para un supuesto de esfuerzo bidimensional y tridimensional
En caso de σmáx = - σmin, el valor de τmax es elevado, y la deformación plástica se produce “fácilmente”. Éstas son las condiciones en las que se desarrolla la “laminación en frío”; de lo contrario, la banda no se deformaría y podría romperse. Para comprender los daños producidos en los cilindros por fractura por fragilidad (grietas de origen térmico, etc.), a menudo sometidos a un esfuerzo ordinario, es altamente recomendable la hipótesis de la rotura debido a un esfuerzo principal máximo, siendo siempre la fractura ortogonal al esfuerzo principal. Por cierto, el material del núcleo de los cilindros no requiere ductilidad sino un nivel lo suficientemente elevado de resistencia, ya que el núcleo se encuentra siempre sometido a una situación de esfuerzo hidrostático: σ1 = σ2 = σ3 → τ = 0 → no hay deformación plástica … … y los resultados de los ensayos de tracción solamente ofrecen valores para comparar diferentes materiales cuando en las pruebas mantienen las mismas condiciones.

Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
22
3.2.2.2 ENSAYO DE TRACCIÓN CON PROBETAS ENTALLADAS Cuando se utilizan probetas entalladas se dejan a un lado las condiciones para determinar las propiedades de los materiales, ya que deja de ser válido el supuesto σ1 ≠ 0, σ2 = σ3 = 0. En la sección transversal de las probetas entalladas se da una situación de esfuerzo tridimensional (por supuesto, bidimensional en la superficie del fondo de la entalla). Dada la situación de esfuerzo, todos los esfuerzos presentan el mismo signo operativo, lo que impide la contracción debido a un reducido esfuerzo cortante máximo.
Probeta plana Probeta cilíndrica
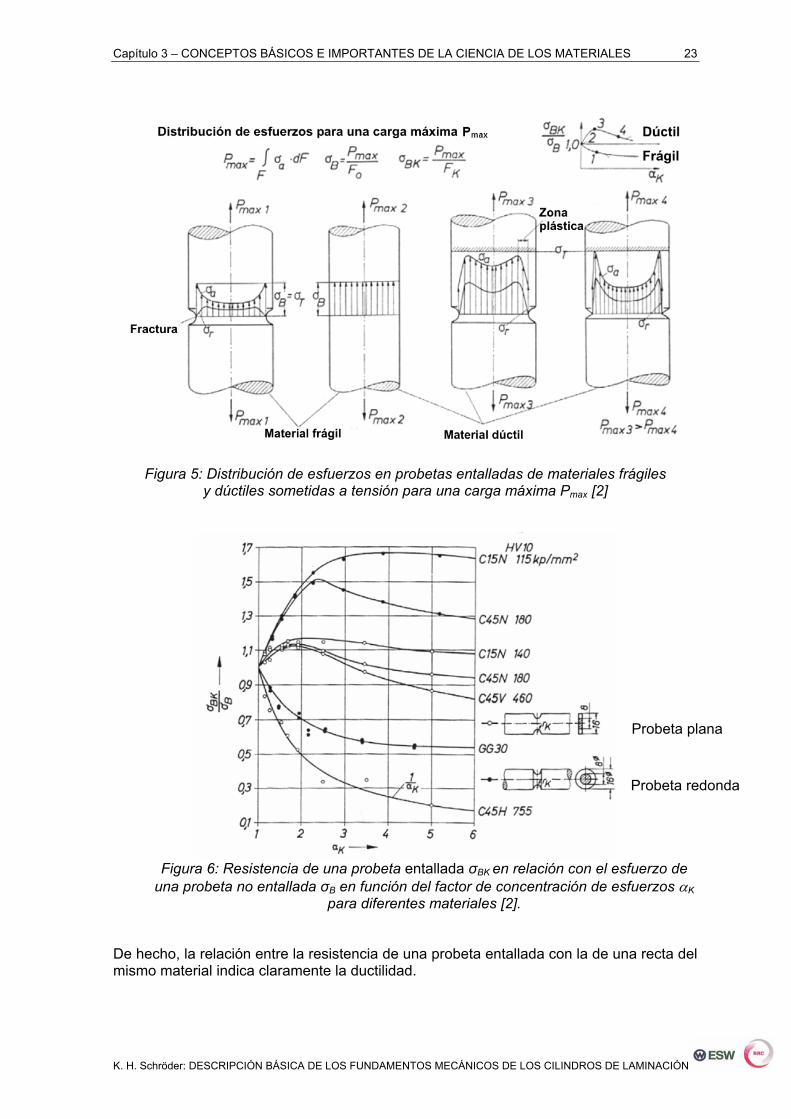
Figura 4: Situación de esfuerzos en probeta entallada plana y cilíndrica [2] En caso de materiales frágiles (como el vidrio), la probeta se rompe tan pronto como el pico del esfuerzo alcanza el “esfuerzo de tracción” (en el fondo de la entalla). En caso de que se trate de material dúctil, la deformación plástica comenzará al aplicar una carga al fondo de surco de la entalla y continúa hacia el centro (Figura 5). Debido a la reducida contracción, la carga máxima a la rotura podría ser muy superior a la correspondiente a probetas rectas (Figura 6). La rotura se inicia en el centro de la probeta.
Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
23
Figura 5: Distribución de esfuerzos en probetas entalladas de materiales frágiles y dúctiles sometidas a tensión para una carga máxima Pmax [2]
Figura 6: Resistencia de una probeta entallada σBK en relación con el esfuerzo de
una probeta no entallada σB en función del factor de concentración de esfuerzos αK para diferentes materiales [2].
De hecho, la relación entre la resistencia de una probeta entallada con la de una recta del mismo material indica claramente la ductilidad.
Probeta redonda
Probeta plana
Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
24
3.2.3 ENSAYOS DE TRACCIÓN EN PROBETAS DE FUNDICIÓN GRIS CON GRAFITO LAMINAR
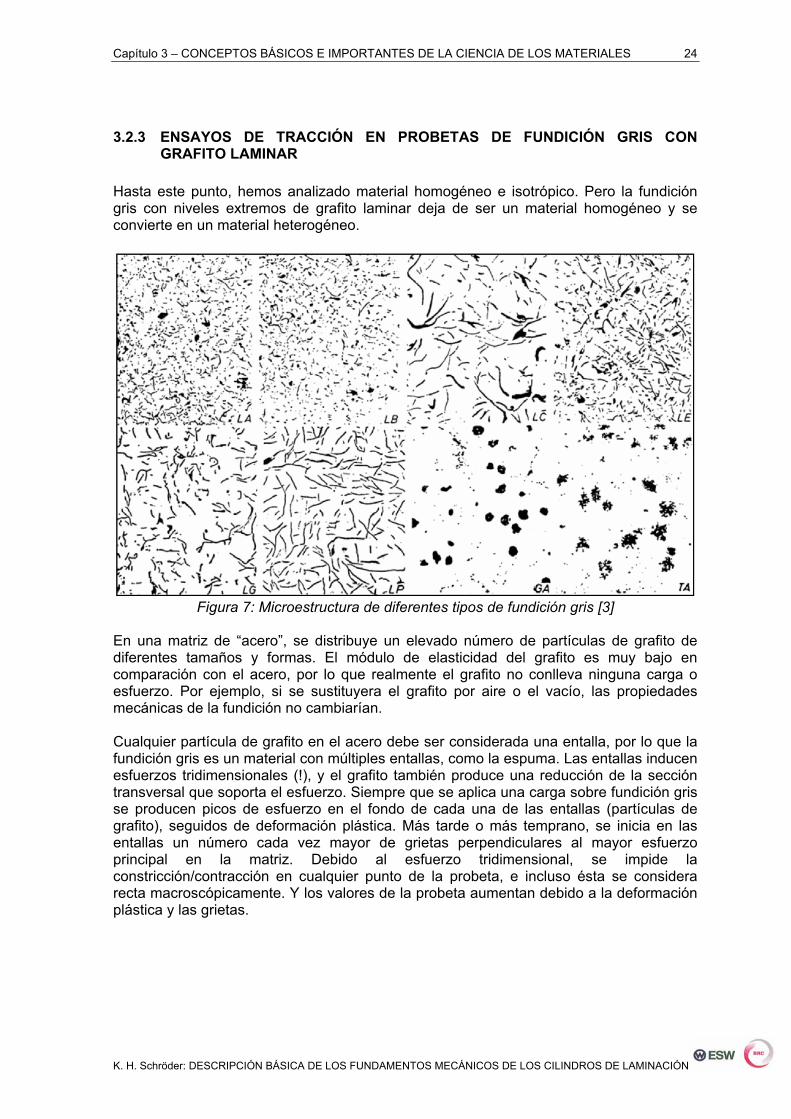
Hasta este punto, hemos analizado material homogéneo e isotrópico. Pero la fundición gris con niveles extremos de grafito laminar deja de ser un material homogéneo y se convierte en un material heterogéneo.
Figura 7: Microestructura de diferentes tipos de fundición gris [3]
En una matriz de “acero”, se distribuye un elevado número de partículas de grafito de diferentes tamaños y formas. El módulo de elasticidad del grafito es muy bajo en comparación con el acero, por lo que realmente el grafito no conlleva ninguna carga o esfuerzo. Por ejemplo, si se sustituyera el grafito por aire o el vacío, las propiedades mecánicas de la fundición no cambiarían. Cualquier partícula de grafito en el acero debe ser considerada una entalla, por lo que la fundición gris es un material con múltiples entallas, como la espuma. Las entallas inducen esfuerzos tridimensionales (!), y el grafito también produce una reducción de la sección transversal que soporta el esfuerzo. Siempre que se aplica una carga sobre fundición gris se producen picos de esfuerzo en el fondo de cada una de las entallas (partículas de grafito), seguidos de deformación plástica. Más tarde o más temprano, se inicia en las entallas un número cada vez mayor de grietas perpendiculares al mayor esfuerzo principal en la matriz. Debido al esfuerzo tridimensional, se impide la constricción/contracción en cualquier punto de la probeta, e incluso ésta se considera recta macroscópicamente. Y los valores de la probeta aumentan debido a la deformación plástica y las grietas.

Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
25
Este efecto repercute significativamente en la curva de esfuerzo-deformación de los ensayos de tracción: el módulo de elasticidad, el índice de fuerza elástica del material, varía constantemente a medida que aumenta la carga debido a la deformación plástica localizada y a las grietas microscópicas en la matriz. El volumen del material no sólo se deforma elásticamente sino que también aumenta por el esfuerzo, lo que hace que este material sea totalmente diferente a cualquier otro material homogéneo. Por consiguiente, la curva de esfuerzo-deformación (Figura 8) es diferente:
Figura 8: Curvas de esfuerzo-deformación de fundición gris con grafito laminar [4]
No se produce una deformación elástica real; deja de producirse la función lineal de esfuerzo frente a deformación.
E0, módulo de elasticidad para una carga igual a 0, disminuye progresivamente al someter E0 a carga (Figura 9).
Al eliminar la carga, aumenta la longitud de la probeta y disminuye el módulo de elasticidad.
La contracción transversal es muy pequeña y se reduce a medida que aumenta la carga (Figura 10).
No se aprecia estricción antes de la rotura.
La resistencia a la tracción es muy limitada (= 350 N/mm2) en el caso de fundición gris con grafito laminar.
Con una carga unidireccional, aumenta progresivamente la anisotropía del material. (El módulo de elasticidad disminuye en la dirección del esfuerzo principal mayor, mientras que se mantiene invariable en sentido perpendicular.)

Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
26
Figura 9: Variación del módulo E0-G0 en función del pre-esfuerzo de tracción [4]; GA, LG, LC representan diferentes tipos de fundición gris.
Véase la morfología del grafito en la Figura 7.
Figura 10: Contracción transversal frente a alargamiento en una probeta de acero (Cv-35), de fundición nodular (GD) y fundición gris con grafito laminar de grano grueso (LG)
[4]. Véase también la morfología del grafito en la Figura 7.
Módulo E0 Módulo G0
Pre-esfuerzo de tracción en N/mm2
Mód
ulo
E 0-G
0 en
N/m
m2
Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
27
Observaciones: Se puede examinar y analizar el módulo de elasticidad mediante ensayos por ultrasonidos [5] utilizando cargas muy pequeñas (o con el método de vibración por resonancia). La velocidad del sonido en los materiales es una función del módulo de elasticidad, E, el coeficiente de Poisson, μ, y la densidad, ρ,
para ondas longitudinales En el caso del acero, cI = 5900 m/s. En fundición gris: 3500 ≤ cI ≤ 5000 m/s. En fundición dúctil: 5300 ≤ cI ≤ 5700 m/s. En el caso de fundición gris con grafito laminar, la velocidad del sonido, cI, está en relación (casi) lineal) con el “grado de saturación” Sc.
P275,0Si31,023,4cSC ⋅−⋅−
=
La forma más sencilla de medir la velocidad del sonido cX es ajustar el equipo de impulso-eco-ultrasonidos a la velocidad del sonido en el acero c para medir el espesor virtual dX de la muestra y relacionarla con el espesor real d.
(Precisión ≈ ± 1%) Este método de medición puede resultar muy útil para comprobar el éxito del tratamiento aplicado a la fundición dúctil y/o para determinar las partes con grietas preliminares o sobrecarga de la fundición gris con grafito laminar (módulo de elasticidad reducido) antes de que se pueda producir un daño irreparable (cf. capítulo 4.6.2.1 sobre “Desconches severos …”).
Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
28
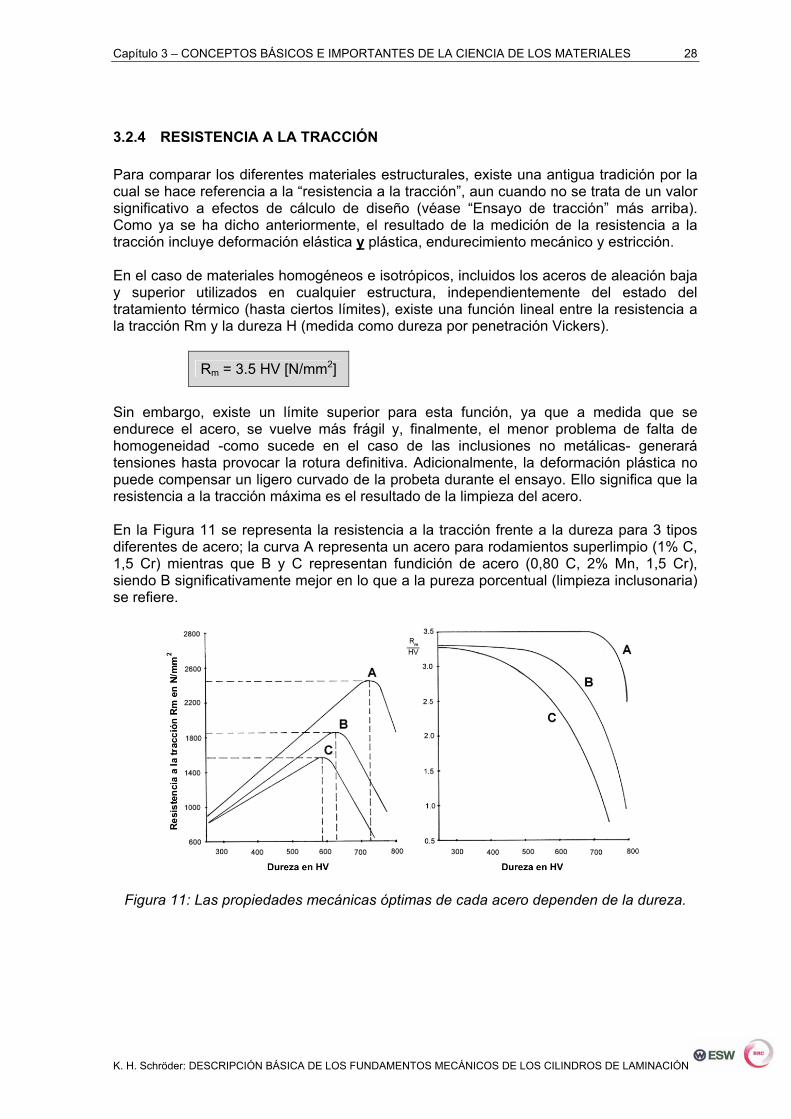
3.2.4 RESISTENCIA A LA TRACCIÓN Para comparar los diferentes materiales estructurales, existe una antigua tradición por la cual se hace referencia a la “resistencia a la tracción”, aun cuando no se trata de un valor significativo a efectos de cálculo de diseño (véase “Ensayo de tracción” más arriba). Como ya se ha dicho anteriormente, el resultado de la medición de la resistencia a la tracción incluye deformación elástica y plástica, endurecimiento mecánico y estricción. En el caso de materiales homogéneos e isotrópicos, incluidos los aceros de aleación baja y superior utilizados en cualquier estructura, independientemente del estado del tratamiento térmico (hasta ciertos límites), existe una función lineal entre la resistencia a la tracción Rm y la dureza H (medida como dureza por penetración Vickers).
Rm = 3.5 HV [N/mm2]
Sin embargo, existe un límite superior para esta función, ya que a medida que se endurece el acero, se vuelve más frágil y, finalmente, el menor problema de falta de homogeneidad -como sucede en el caso de las inclusiones no metálicas- generará tensiones hasta provocar la rotura definitiva. Adicionalmente, la deformación plástica no puede compensar un ligero curvado de la probeta durante el ensayo. Ello significa que la resistencia a la tracción máxima es el resultado de la limpieza del acero. En la Figura 11 se representa la resistencia a la tracción frente a la dureza para 3 tipos diferentes de acero; la curva A representa un acero para rodamientos superlimpio (1% C, 1,5 Cr) mientras que B y C representan fundición de acero (0,80 C, 2% Mn, 1,5 Cr), siendo B significativamente mejor en lo que a la pureza porcentual (limpieza inclusonaria) se refiere.
Figura 11: Las propiedades mecánicas óptimas de cada acero dependen de la dureza.

Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
29
En aquellos casos en los que la dureza supera el nivel óptimo, la resistencia a la tracción disminuye drásticamente y se reduce la relación con el esfuerzo de tracción. Es ampliamente conocido el hecho de que al aumentar la resistencia disminuye la ductilidad (véase la definición en el capítulo 3.2.2), pero por encima del nivel óptimo se produce un efecto catastrófico, en donde un aumento adicional de la dureza da lugar a una drástica reducción de la resistencia y de la ductilidad. Este efecto debe ser tenido en cuenta siempre que alguien argumente que “cuanto mayor sea la dureza, mejor”, ya que esto sólo se aplica hasta un valor óptimo, directamente relacionado con el material utilizado. Los materiales heterogéneos, como la fundición gris, la fundición de acero grafítico, presentan una menor resistencia a la tracción que el material homogéneo de la misma dureza; sin embargo, incluso en el caso de estos materiales, la resistencia a la tracción aumenta con la dureza hasta determinado nivel. La reducción de la resistencia a la tracción está marcadamente influida por la forma de las inclusiones, mucho más que por su cantidad o su tamaño. La relación resistencia a la tracción / dureza constituye una característica significativa del material (Figura 12).
Figura 12: La resistencia a la tracción aumenta con la dureza, pero se reduce en presencia de carburos, grafito e impurezas.

Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
30
5,3HVRm ≤ Acero hipoeutectoide
9,2HVR7,2 m ≤≤ Fundición sin carburo con grafito nodular
0,3HVR5,1 m ≤≤
Acero hipereutectoide, fundición de acero grafítico, materiales para cilindros de fundición nodular, etc.
5,1HVR0,1 m ≤≤ Fundición gris con grafito laminar
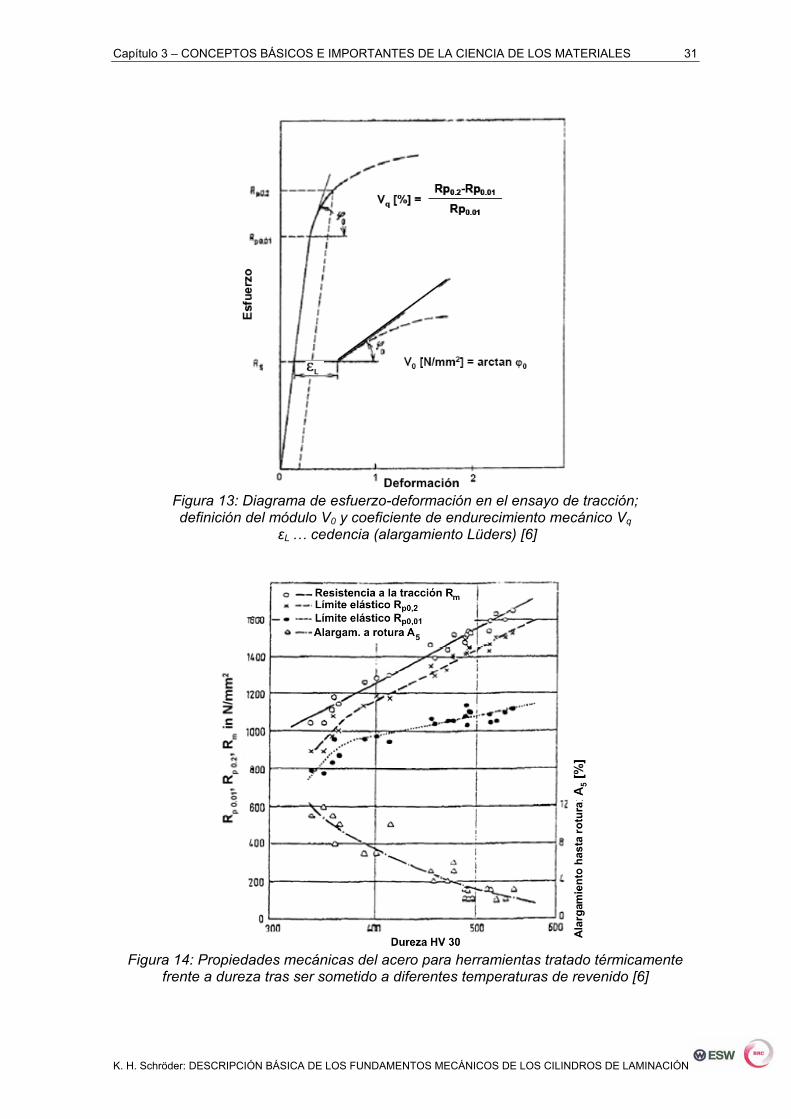
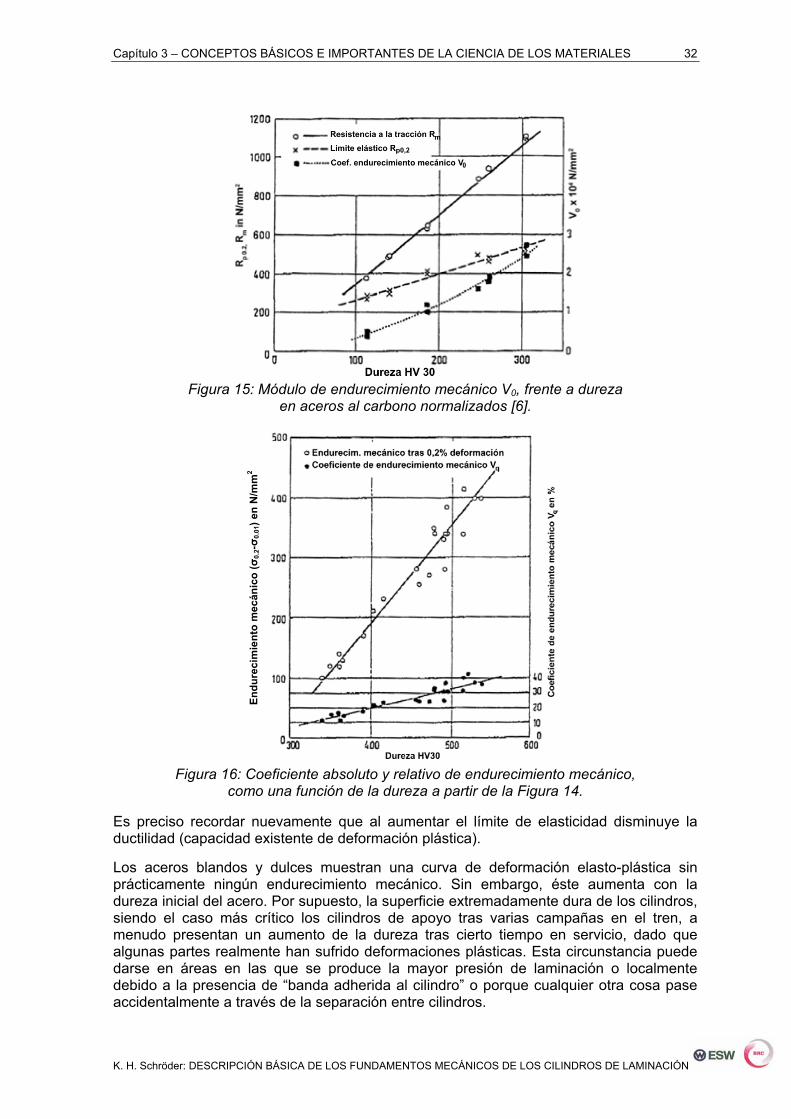
3.2.5 ENDURECIMIENTO MECÁNICO El endurecimiento mecánico de los cilindros afecta solamente a la superficie de la tabla, en donde puede dar lugar a ciertos problemas. Subyacente al endurecimiento mecánico está el hecho de que todas las deformaciones plásticas del acero producen un incremento en la dureza y, al mismo tiempo, una reducción de la ductilidad. Los ensayos de tracción son útiles para medir el alcance del endurecimiento mecánico y estudiar este parámetro en relación con otras propiedades. En la Figura 13 se recogen las definiciones necesarias, mientras que la Figura 14 muestra los resultados de los ensayos de tracción. Las Figuras 15 y 16 muestran cómo el endurecimiento mecánico aumenta a medida que aumenta la dureza del material objeto de la prueba. En cualquier caso, estos diagramas ofrecen información sobre el “endurecimiento mecánico”, no en términos de dureza sino en términos de los límites de elasticidad debido a la deformación plástica, ¡¡pero se entiende claramente que el límite elástico es una función lineal de la dureza (para cada grado de acero)!!
Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
31
Figura 13: Diagrama de esfuerzo-deformación en el ensayo de tracción; definición del módulo V0 y coeficiente de endurecimiento mecánico Vq
εL … cedencia (alargamiento Lüders) [6]
Figura 14: Propiedades mecánicas del acero para herramientas tratado térmicamente
frente a dureza tras ser sometido a diferentes temperaturas de revenido [6]
Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
32
Figura 15: Módulo de endurecimiento mecánico V0, frente a dureza
en aceros al carbono normalizados [6].
Figura 16: Coeficiente absoluto y relativo de endurecimiento mecánico,
como una función de la dureza a partir de la Figura 14.
Es preciso recordar nuevamente que al aumentar el límite de elasticidad disminuye la ductilidad (capacidad existente de deformación plástica). Los aceros blandos y dulces muestran una curva de deformación elasto-plástica sin prácticamente ningún endurecimiento mecánico. Sin embargo, éste aumenta con la dureza inicial del acero. Por supuesto, la superficie extremadamente dura de los cilindros, siendo el caso más crítico los cilindros de apoyo tras varias campañas en el tren, a menudo presentan un aumento de la dureza tras cierto tiempo en servicio, dado que algunas partes realmente han sufrido deformaciones plásticas. Esta circunstancia puede darse en áreas en las que se produce la mayor presión de laminación o localmente debido a la presencia de “banda adherida al cilindro” o porque cualquier otra cosa pase accidentalmente a través de la separación entre cilindros.
Endu
reci
mie
nto
mec
ánic
o (σ
0,2-σ
0,01
) en
N/m
m2

Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
33
Además de la recuperación de la forma correcta original, uno de los motivos para volver a rectificar los cilindros de apoyo es eliminar el endurecimiento mecánico de la superficie. Teniendo en cuenta que las instalaciones desean minimizar la cantidad de material eliminado para mejorar el rendimiento de los cilindros en términos de toneladas laminadas por milímetro de vida de los cilindros, si dicho rectificado no se realiza correctamente, la siguiente sobrecarga puntual, que no siempre puede evitarse, podrá dar lugar a una grieta inicial debido a la falta de ductilidad, la cual podrá acabar siendo un desconche, poniendo fin de forma anticipada a la vida del cilindro. En el caso de los trenes de laminación en frío, el endurecimiento mecánico de los cilindros de apoyo es más crítico que en los trenes de laminación en caliente, ya que la banda “fría” sobre un cilindro es el material de mayor dureza en la caja y no acepta la deformación plástica necesaria, por lo que el cilindro de apoyo, el componente “más blando”, debe asumirla con todas las consecuencias. La banda caliente es siempre un material blando y fácil de deformar, que abandona el área de los cilindros antes de enfriarse y endurecerse. Los trenes de laminación exigen cilindros con menor desgaste (cf. capítulo 3.5) para prolongar las campañas de los cilindros en servicio. Los éxitos en este terreno se han conseguido en los últimos años en el caso de los cilindros de apoyo, modificando el grado de acero (de 2% a 5% de contenido en cromo) hasta alcanzar una dureza significativamente superior. De hecho, al reducir el desgaste, aumentó la estabilidad de la presión en el hueco entre los cilindros de trabajo y de apoyo, eliminándose las áreas sometidas a cargas importantes tras aparecer el desgate en el centro de los cilindros de apoyo. Asimismo, los cilindros de gran dureza con un contenido en cromo del 5% solían tener un nivel significativamente superior de tensiones residuales, lo que reduce el esfuerzo cortante, la deformación plástica, el endurecimiento mecánico y la propagación de grietas iniciales. Sin embargo, dada la ya reducida ductilidad en comparación con los cilindros de apoyo “blandos” tradicionales, es muy recomendable controlar exhaustivamente el endurecimiento mecánico, pues en caso de producirse una sobrecarga localizada, la ductilidad restante es muy limitada y las grietas pueden producir un desconche irreparable para el cilindro. Siempre que se produzca un problema de endurecimiento mecánico, se debe distinguir claramente:
si se puede evitar la deformación plástica, con acero de mayor resistencia, de mayor dureza, de mayor límite elástico. En ese caso, sería la solución acertada, útil y correcta;
o si el acero debe estar sometido a deformaciones plásticas debido a
sobrecargas accidentales. En ese caso, aumentar la dureza sería una solución contraproducente, totalmente errónea, y produciría el fallo irreparable de los cilindros (ésta es una de las teorías peor interpretadas en las discusiones sobre cilindros).

Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
34
3.2.6 RESISTENCIA A LA COMPRESIÓN En los trenes de laminación la presión aplicada es muy elevada, especialmente entre los cilindros de trabajo y los de apoyo. Esta presión de Hertz -incluso en condiciones normales de laminación- es a menudo muy superior a la resistencia a la tracción/compresión de los materiales de los cilindros, y, en ocasiones, es mayor del doble del límite de elasticidad. En caso de que se produzcan accidentes de laminación, la presión, un factor difícil de calcular, es muy superior a la normal. No deberían producirse deformaciones plásticas, huellas, en la superficie de los cilindros, una situación especialmente crítica en los cilindros de trabajo (cf. capítulo 3.2.5). El motivo por el que normalmente no se producen deformaciones plásticas a presiones elevadas (las superficies presentan un aspecto aceptable y sin huellas) se basa en el hecho de que las deformaciones plásticas se producen únicamente si el esfuerzo cortante supera un valor crítico. Dicho esfuerzo es, sin embargo, el resultado de una situación en la que se produce un esfuerzo tridimensional. En la separación entre cilindros, la superficie de éstos está siempre sometida a esfuerzos de compresión tridimensionales. Aplicando la fórmula de Mohr, el esfuerzo cortante máximo representa únicamente el 30% de la presión hertziana máxima (Figura 17).
Figura 17: Magnitud y distribución de los principales esfuerzos en la zona de contacto entre los cilindros de trabajo y los de apoyo [7]
Por otra parte, cerca de la superficie de los cilindros se producen siempre tensiones residuales de tipo compresivo, las cuales reducen el esfuerzo cortante a la vez que contribuyen a evitar las deformaciones plásticas y las huellas.
Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
35
En el caso de accidentes de laminación con sobrecargas mecánicas localizadas muy elevadas (por ejemplo, “banda adherida al cilindro”), se producirá una deformación plástica en algún punto, el esfuerzo cortante superará todos los límites y, en la mayoría de los casos, aparecerán huellas en los cilindros de apoyo (el componente “más blando” de los trenes de laminación en frío). Pero el esfuerzo cortante máximo se produce a nivel interno (Figura 17) y, en caso de sobrecarga, puede constituir el punto de partida (interno) para la aparición de un desconche. Sin embargo, el debate acerca de las huellas se centra, a menudo, en la resistencia a la compresión, con teorías muy extrañas. Pero sucede que la resistencia a la compresión, obtenida en condiciones de esfuerzo unidimensional, y las deformaciones plásticas transversales están estrechamente relacionadas con la dureza, independientemente del material, tanto si se trata de acero, fundición gris con grafito nodular o laminar. Por diversas razones, la medición de la resistencia a la compresión es mucho más compleja que un ensayo de tracción:
En ocasiones, por ejemplo en el caso de material muy dúctil, la muestra no romperá fácilmente, limitándose a reducir su espesor como una moneda.
Se debería tener en cuenta la fricción en ambos extremos de la probeta.
Únicamente se considera correcta la rotura si la muestra presenta una forma
determinada; la relación entre la longitud/altura H y el diámetro D debe estar comprendida específicamente dentro de unos límites:
5,2DH5,1 ≤≤
El cumplimiento de este objetivo supone que las muestras de gran longitud con un valor de ductilidad muy elevado deben ser deformadas, mecanizadas, deformadas de nuevo, vueltas a mecanizar, … hasta que se produzca la fractura. Sin embargo, no es necesario seguir haciendo experimentos dado que existe una regla para calcular la resistencia a la compresión. Se trata de una fórmula sencilla y aplicable a todo tipo de materiales, desde el acero dulce al acero con altos valores de dureza, desde la fundición gris al carburo de tungsteno, y ¡es válida en todos los casos!
HV5,3Rcompr ∗=
Eso es todo. La pregunta que cabría formularse es: ¿en qué casos se produce una situación de esfuerzo unidireccional, en el que se pueda aplicar este valor? Ciertamente, en ninguna aplicación de cilindros.

Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
36
3.2.7 RESISTENCIA A LA TORSIÓN Para laminar productos planos en un tren, los cilindros de las cajas cuarto están accionados, normalmente los de trabajo y, en algunos casos excepcionales, los de apoyo. El par se transmite a través de un eje desde el motor al muñón de los cilindros, sin que se produzca rotura. La experiencia demuestra que el par debe ser considerado una carga estática -y sólo en caso de emergencia el valor del par es realmente elevado-, ya que el par es una constante en relación con la longitud de la barra (máximo: fatiga de ciclo bajo). En mi experiencia, nunca he visto daños por fatiga en el cuello producidos por el par, al contrario de lo que sucede en la flexión de los cilindros (donde los cuellos deben protegerse frente a los efectos de la fatiga). La rotura del cuello de un cilindro debida al par aplicado se produce muy raramente, y tan sólo en caso de una importante sobrecarga puntual debida a un accidente de laminación. Del conjunto motor-eje-cilindro, los cilindros deberían ser los componentes que rompiesen primero porque son los de menor coste y los que se pueden sustituir más fácilmente. Por tanto, en el diseño de un tren, la resistencia al par torsor de los cuellos de los cilindros debe orientarse en función de la resistencia estática al par torsor de los materiales con los que están fabricados los cilindros. No hay muchos organismos o laboratorios en los que realmente se realicen mediciones de la resistencia al cizallamiento. Existen ciertos trabajos publicados que permiten comprender las situaciones de esfuerzos y de qué manera están relacionadas la resistencia al cizallamiento y la resistencia a la tracción. Solamente en casos de tubos con paredes de espesor reducido se producen esfuerzos casi lineales bajo cargas de tipo torsional, con una situación de esfuerzo bidireccional (σ1 = - σ2, σ3 = 0). Es preciso utilizar un equipo especial para medir la resistencia al cizallamiento. Dado que τmax = (σ1 – σ2) / 2 y en la prueba de cizallamiento τmax = σ1 = - σ2, la deformación plástica es siempre muy elevada. Sin embargo, realmente no es necesario seguir trabajando en relación con este problema, ya que se ha demostrado que la resistencia al cizallamiento es prácticamente equivalente a la resistencia a la tracción. Por tanto, siempre que se requiera un valor de resistencia al par torsor, puede asumirse que equivale a la resistencia a la tracción.
mb R≈τ

Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
37
3.3 FATIGA
3.3.1 ANTECEDENTES HISTÓRICOS La mayoría de los fallos y roturas de los componentes estructurales se producen por fatiga, por lo que se trata de un tema de elevado interés para todos los ingenieros, mucho más que la resistencia estática del material. Todas las roturas por fatiga son frágiles, sin prácticamente ninguna deformación plástica macroscópica. La topografía de los fallos por fatiga presenta siempre un punto inicial (inicio de grietas), múltiples líneas de interrupción de la fatiga y finalmente una fractura frágil. Las grietas por fractura siempre se propagan perpendicularmente al mayor esfuerzo principal. La Figura 18 permite identificar las cargas que producen un fallo por fatiga.
Figura 18: Topografía de fatigas y esfuerzos

Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
38
A finales del siglo XIX, Wöhler comenzó a realizar los primeros ensayos de fatiga, tras haber observado los primeros fallos por fatiga de componentes utilizados en ferrocarriles. En la actualidad, los ensayos se siguen realizando aplicando el mismo procedimiento, aun cuando ahora se tiene un conocimiento mucho más amplio de la fatiga a través de las teorías sobre aspectos mecánicos de la fatiga, las cuales explicaremos brevemente en el siguiente capítulo. (No la teoría en sí, sino algunos conceptos básicos y aplicaciones útiles.) Sin embargo, el procedimiento de ensayos de Wöhler, consistente en una prueba de resistencia a la fatiga de etapa única, sigue siendo útil dado que las pruebas son sencillas de realizar y el resultado permite comprender, explicar e interpretar muchos fenómenos. El método utilizado en los ensayos y los resultados son útiles a la hora de comparar diferentes materiales y estudiar la influencia de diferentes parámetros en la fatiga. La fatiga también se analiza en condiciones de cargas variables, pero este procedimiento se aplica a menudo a componentes de máquinas a tamaño real, principalmente para la producción en serie de objetos como automóviles, sin que sea posible establecer normas generales aplicables a otras aplicaciones a partir de los resultados. Los ensayos por fatiga debida a flexión giratoria son los más comúnmente utilizados; el diseño de los equipos utilizados en las pruebas es sencillo (equipos de bajo coste) y la frecuencia de los ensayos es elevada, por lo que los resultados se obtienen en un periodo de tiempo relativamente corto. En ellos, se hace girar una probeta tras otra con determinado momento de flexión/carga hasta que rompe. Se denomina resistencia a la fatiga al esfuerzo máximo en el que las muestras de acero superan los 107 giros (108 en el caso de aluminio). A niveles superiores de esfuerzo las muestras rompen a un número menor de revoluciones, “fatiga de ciclo bajo”. En caso de que las muestras sean sometidas a ensayos en medios agresivos, se habla de “fatiga por corrosión” sin límite de fatiga y la frecuencia de giro –tiempo – tiene una influencia significativa en los resultados (ya que la corrosión, la difusión depende del tiempo). Antes de producirse la rotura de la probeta, se inicia una grieta por fatiga (inicio producido siempre por factor de aumento de la tensión) y se propaga giro tras giro, paso a paso. Se dispone de algunos datos estadísticos para analizar los detalles de este efecto, pero se trata de “teoría”, no de aplicación práctica. Sin embargo, para determinar una línea de Wöhler para un material en cuestión, se necesita un mínimo de 12 probetas. Las entallas producen un notable impacto en los resultados de los ensayos de fatiga: la resistencia a la fatiga de una muestra entallada es siempre inferior a la de una muestra recta sin entallar; la fatiga de ciclo bajo correspondiente a materiales dúctiles es inversa, ya que para 1 ciclo, la línea de Wöhler comienza con la resistencia a la tracción, y la resistencia a la tracción de las probetas entalladas es a menudo superior a la de las probetas rectas (véase “Ensayo de tracción con probetas entalladas, 3.2.2.2.).
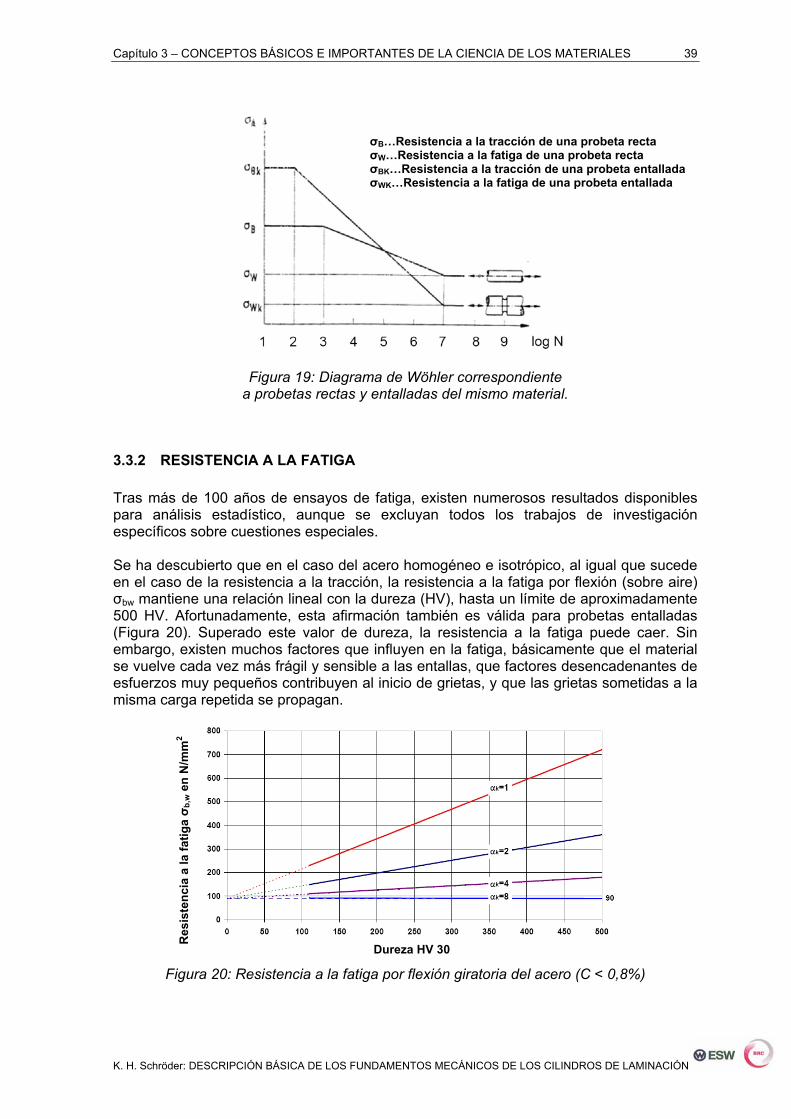
Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
39
Figura 19: Diagrama de Wöhler correspondiente a probetas rectas y entalladas del mismo material.
3.3.2 RESISTENCIA A LA FATIGA Tras más de 100 años de ensayos de fatiga, existen numerosos resultados disponibles para análisis estadístico, aunque se excluyan todos los trabajos de investigación específicos sobre cuestiones especiales. Se ha descubierto que en el caso del acero homogéneo e isotrópico, al igual que sucede en el caso de la resistencia a la tracción, la resistencia a la fatiga por flexión (sobre aire) σbw mantiene una relación lineal con la dureza (HV), hasta un límite de aproximadamente 500 HV. Afortunadamente, esta afirmación también es válida para probetas entalladas (Figura 20). Superado este valor de dureza, la resistencia a la fatiga puede caer. Sin embargo, existen muchos factores que influyen en la fatiga, básicamente que el material se vuelve cada vez más frágil y sensible a las entallas, que factores desencadenantes de esfuerzos muy pequeños contribuyen al inicio de grietas, y que las grietas sometidas a la misma carga repetida se propagan.
Res
iste
ncia
a la
fatig
a σ b
,w e
n N
/mm
2
Dureza HV 30
Figura 20: Resistencia a la fatiga por flexión giratoria del acero (C < 0,8%)
σB…Resistencia a la tracción de una probeta rectaσW…Resistencia a la fatiga de una probeta recta σBK…Resistencia a la tracción de una probeta entallada σWK…Resistencia a la fatiga de una probeta entallada
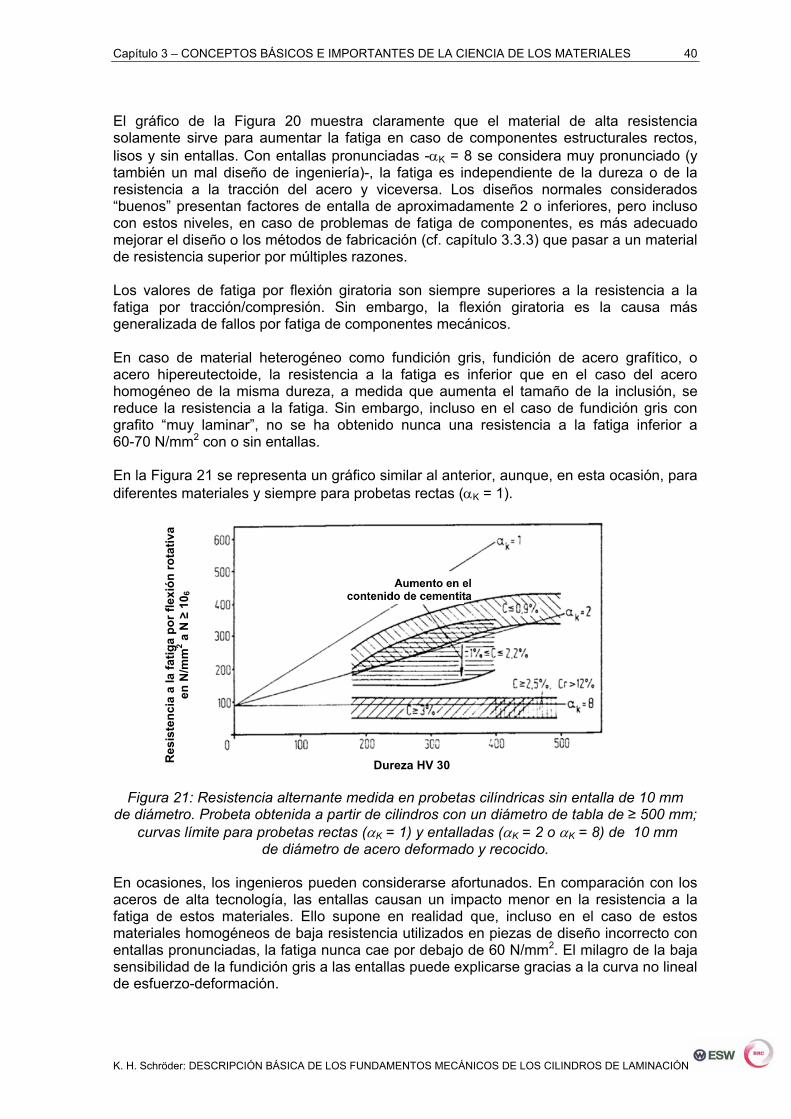
Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
40
El gráfico de la Figura 20 muestra claramente que el material de alta resistencia solamente sirve para aumentar la fatiga en caso de componentes estructurales rectos, lisos y sin entallas. Con entallas pronunciadas -αK = 8 se considera muy pronunciado (y también un mal diseño de ingeniería)-, la fatiga es independiente de la dureza o de la resistencia a la tracción del acero y viceversa. Los diseños normales considerados “buenos” presentan factores de entalla de aproximadamente 2 o inferiores, pero incluso con estos niveles, en caso de problemas de fatiga de componentes, es más adecuado mejorar el diseño o los métodos de fabricación (cf. capítulo 3.3.3) que pasar a un material de resistencia superior por múltiples razones. Los valores de fatiga por flexión giratoria son siempre superiores a la resistencia a la fatiga por tracción/compresión. Sin embargo, la flexión giratoria es la causa más generalizada de fallos por fatiga de componentes mecánicos. En caso de material heterogéneo como fundición gris, fundición de acero grafítico, o acero hipereutectoide, la resistencia a la fatiga es inferior que en el caso del acero homogéneo de la misma dureza, a medida que aumenta el tamaño de la inclusión, se reduce la resistencia a la fatiga. Sin embargo, incluso en el caso de fundición gris con grafito “muy laminar”, no se ha obtenido nunca una resistencia a la fatiga inferior a 60-70 N/mm2 con o sin entallas. En la Figura 21 se representa un gráfico similar al anterior, aunque, en esta ocasión, para diferentes materiales y siempre para probetas rectas (αK = 1).
Res
iste
ncia
a la
fatig
a po
r fle
xión
rota
tiva
en N
/mm
2 a N
≥ 1
0 6
Dureza HV 30
Figura 21: Resistencia alternante medida en probetas cilíndricas sin entalla de 10 mm
de diámetro. Probeta obtenida a partir de cilindros con un diámetro de tabla de ≥ 500 mm; curvas límite para probetas rectas (αK = 1) y entalladas (αK = 2 o αK = 8) de 10 mm
de diámetro de acero deformado y recocido. En ocasiones, los ingenieros pueden considerarse afortunados. En comparación con los aceros de alta tecnología, las entallas causan un impacto menor en la resistencia a la fatiga de estos materiales. Ello supone en realidad que, incluso en el caso de estos materiales homogéneos de baja resistencia utilizados en piezas de diseño incorrecto con entallas pronunciadas, la fatiga nunca cae por debajo de 60 N/mm2. El milagro de la baja sensibilidad de la fundición gris a las entallas puede explicarse gracias a la curva no lineal de esfuerzo-deformación.

Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
41
3.3.3 INFLUENCIA DE ESFUERZOS PRELIMINARES/TENSIONES RESIDUALES EN LA RESISTENCIA A LA FATIGA
¡Las tensiones residuales se comportan de forma similar a los esfuerzos preliminares! Demostraremos que éstos (principalmente de tipo compresivo) repercuten significativamente en todos los componentes con entallas o grietas preliminares. Los cilindros dependen de las tensiones residuales, por los que los conocimientos técnicos de los fabricantes deberían incluir procedimientos (de tratamiento térmico) para crear tensiones residuales de tipo compresivo en áreas sometidas a esfuerzos importantes, en caso necesario, y deberían asimismo ser capaces de mantener las tensiones residuales de tracción – para compensar la compresión – hasta un nivel lo suficientemente bajo como para minimizar los riesgos de rotura por cualquier causa. Hasta este momento, todos los resultados presentados en el capítulo 3.3.2 son válidos en lo que a fatiga por flexión giratoria se refiere, cuando el valor medio de esfuerzo equivale a cero (0). En realidad, no es ésta la única forma en la que los componentes estructurales se ven sometidos a cargas; a menudo, la alternancia de esfuerzos se superpone a un esfuerzo preliminar estático. En el diagrama de Smith (o diagrama de Haigh) se recogen todos los resultados de resistencia a la fatiga del acero (con y sin esfuerzo preliminar por tensión o compresión) (esfuerzo medio ≠ 0).
Figura 22: Diagrama de Smith (probeta recta)
Es evidente que el esfuerzo preliminar básicamente no influye en la resistencia a la fatiga de probetas rectas/sin entalla o en componentes estructurales. Sin embargo, se produce siempre un gran impacto en la resistencia a la fatiga de componentes con entalla, y los fallos por fatiga siempre se producen en las entallas, ¡el lugar en el que se producen los mayores esfuerzos! Tal y como aparece en la Figura 20, la resistencia a la fatiga de las barras entalladas -con esfuerzo preliminar cero- es reducida, pero esta reducción no varía significativamente cuando se aplica un esfuerzo preliminar por tensión. Y dado que el límite superior de la amplitud de los esfuerzos está condicionado por el límite estático de elasticidad, el esfuerzo preliminar por tensión máximo permitido para probetas entalladas es mayor que para probetas rectas. (Ello explica por qué y cómo opera un tornillo con un elevado factor de entalla sometido a un elevado esfuerzo preliminar por tensión.)
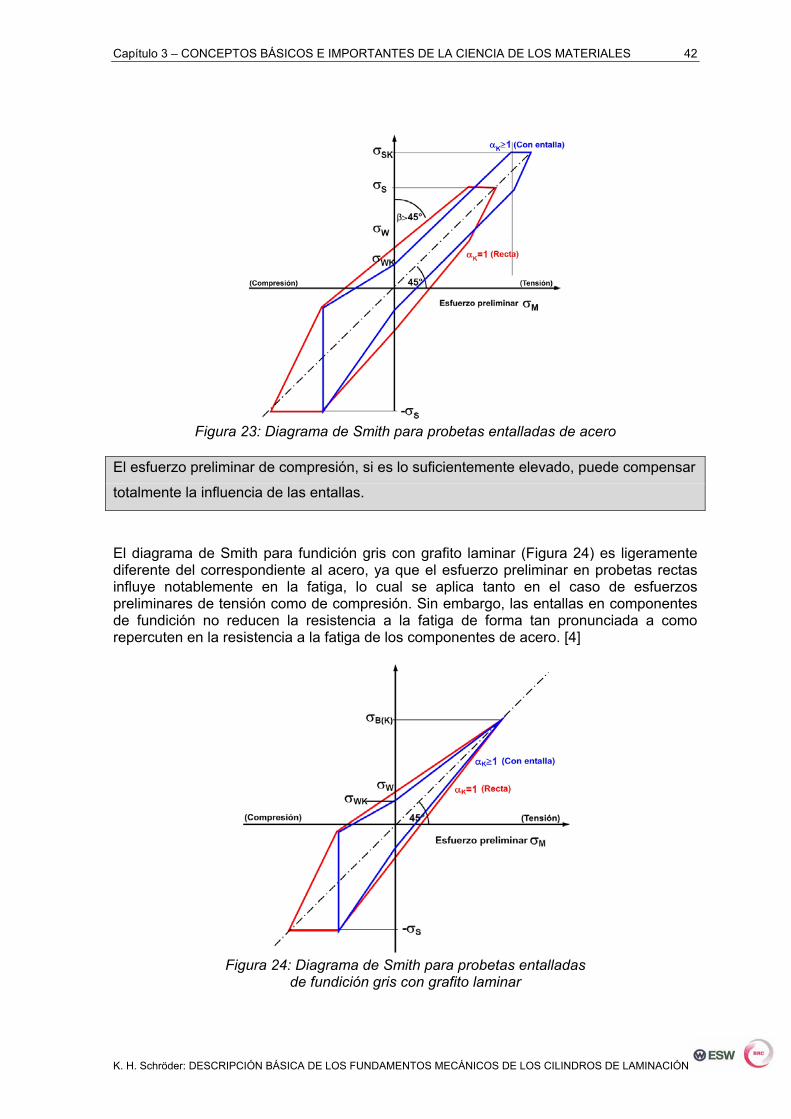
Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
42
Figura 23: Diagrama de Smith para probetas entalladas de acero
El esfuerzo preliminar de compresión, si es lo suficientemente elevado, puede compensar
totalmente la influencia de las entallas.
El diagrama de Smith para fundición gris con grafito laminar (Figura 24) es ligeramente diferente del correspondiente al acero, ya que el esfuerzo preliminar en probetas rectas influye notablemente en la fatiga, lo cual se aplica tanto en el caso de esfuerzos preliminares de tensión como de compresión. Sin embargo, las entallas en componentes de fundición no reducen la resistencia a la fatiga de forma tan pronunciada a como repercuten en la resistencia a la fatiga de los componentes de acero. [4]
Figura 24: Diagrama de Smith para probetas entalladas
de fundición gris con grafito laminar

Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
43
El objetivo es siempre determinar las tensiones residuales de tipo compresivo en las zonas con entallas. El endurecimiento mecánico en frío, los procesos metalúrgicos (carburización, nitruración) u otros presentan elevados gradientes, por lo que estos métodos son útiles únicamente en el caso de componentes relativamente pequeños; para componentes de mayores dimensiones, la única ayuda sería evitar la influencia de un acabado inadecuado de la superficie, aunque la fatiga no variará y el agrietamiento por fatiga inicial comenzará a nivel interno. En el caso de componentes pesados de gran sección transversal, se requieren tensiones residuales de tipo compresivo de gran profundidad, las cuales pueden lograrse únicamente aplicando el correspondiente tratamiento térmico.
3.4 ASPECTOS MECÁNICOS DE LA FRACTURA La noción clásica de mecánica únicamente trata de los componentes estructurales rectos o entallados, permitiendo un cálculo de los esfuerzos y la resistencia. Sin embargo, no tiene en cuenta las grietas, ni nos permite calcular el inicio de éstas, su propagación y el fallo final en situación de alternancia de cargas. Este concepto presupone que en las construcciones con diseños seguros no se van a desarrollar grietas ni producirse fallos. Sin embargo, la realidad nos dice que las grietas existen y, especialmente, en el caso de los cilindros, para los que constituyen un problema diario. Se ha desarrollado un análisis de las fracturas desde un punto de vista mecánico como herramienta para calcular el riesgo de rotura en componentes estructurales o herramientas tales como los cilindros en los que existen grietas. Se puede afirmar que siempre hay “grietas, por lo que se trataría más de definir en qué consiste la desviación de la homogeneidad; podría tratarse de una “grieta real” de unos pocos o muchos mm de longitud o simplemente una inclusión no metálica en el acero. El análisis mecánico de las fracturas ofrece sistemas matemáticos para calcular la propagación de grietas y la rotura final de los componentes estructurales con grietas. Existen múltiples teorías y mucha bibliografía sobre este tema, por lo que no entraremos en detalle a este respecto. Es prácticamente imposible sintetizarlas en unas pocas páginas y, si se hace, debería hacerse correctamente (para más información sobre conceptos básicos, véase la bibliografía correspondiente). No obstante, centraremos nuestro análisis en el uso práctico de estos cálculos matemáticos para su aplicación a componentes de gran diámetro. Ello permitirá comprender por qué el riesgo aumenta al aumentar la profundidad de la grieta. En la práctica, es necesario hacer frente a los problemas de grietas para evitar roturas catastróficas, aunque ni siquiera conozcamos la distribución de cargas o las propiedades mecánicas en regiones sometidas a las mayores cargas de componentes de gran diámetro.
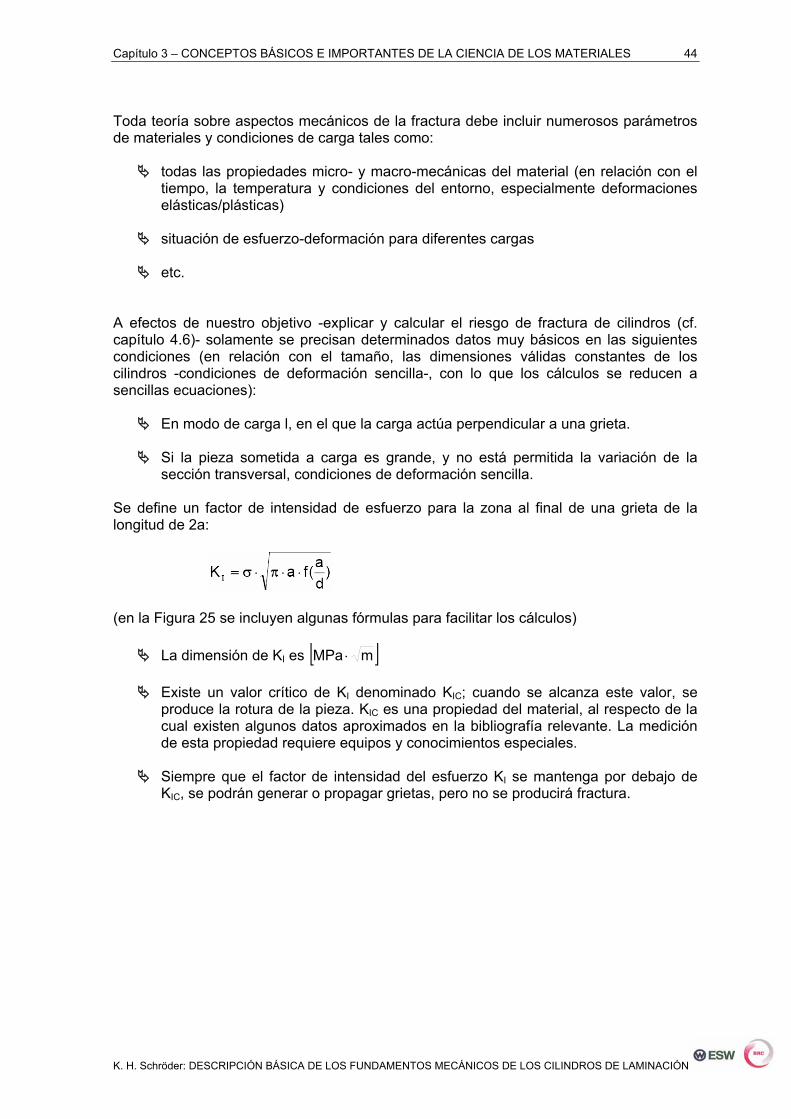
Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
44
Toda teoría sobre aspectos mecánicos de la fractura debe incluir numerosos parámetros de materiales y condiciones de carga tales como:
todas las propiedades micro- y macro-mecánicas del material (en relación con el tiempo, la temperatura y condiciones del entorno, especialmente deformaciones elásticas/plásticas)
situación de esfuerzo-deformación para diferentes cargas
etc.
A efectos de nuestro objetivo -explicar y calcular el riesgo de fractura de cilindros (cf. capítulo 4.6)- solamente se precisan determinados datos muy básicos en las siguientes condiciones (en relación con el tamaño, las dimensiones válidas constantes de los cilindros -condiciones de deformación sencilla-, con lo que los cálculos se reducen a sencillas ecuaciones):
En modo de carga l, en el que la carga actúa perpendicular a una grieta.
Si la pieza sometida a carga es grande, y no está permitida la variación de la sección transversal, condiciones de deformación sencilla.
Se define un factor de intensidad de esfuerzo para la zona al final de una grieta de la longitud de 2a:
(en la Figura 25 se incluyen algunas fórmulas para facilitar los cálculos)
La dimensión de KI es [ ]mMPa ⋅
Existe un valor crítico de KI denominado KIC; cuando se alcanza este valor, se produce la rotura de la pieza. KIC es una propiedad del material, al respecto de la cual existen algunos datos aproximados en la bibliografía relevante. La medición de esta propiedad requiere equipos y conocimientos especiales.
Siempre que el factor de intensidad del esfuerzo KI se mantenga por debajo de
KIC, se podrán generar o propagar grietas, pero no se producirá fractura.
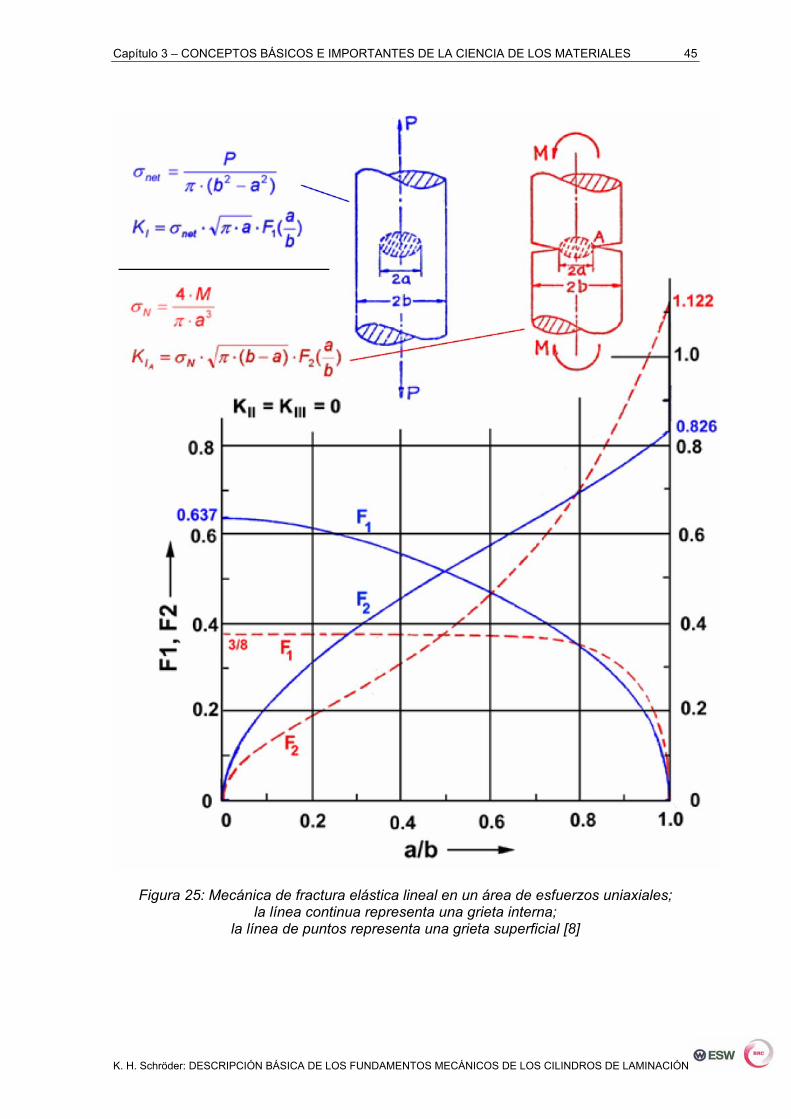
Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
45
Figura 25: Mecánica de fractura elástica lineal en un área de esfuerzos uniaxiales; la línea continua representa una grieta interna;
la línea de puntos representa una grieta superficial [8]
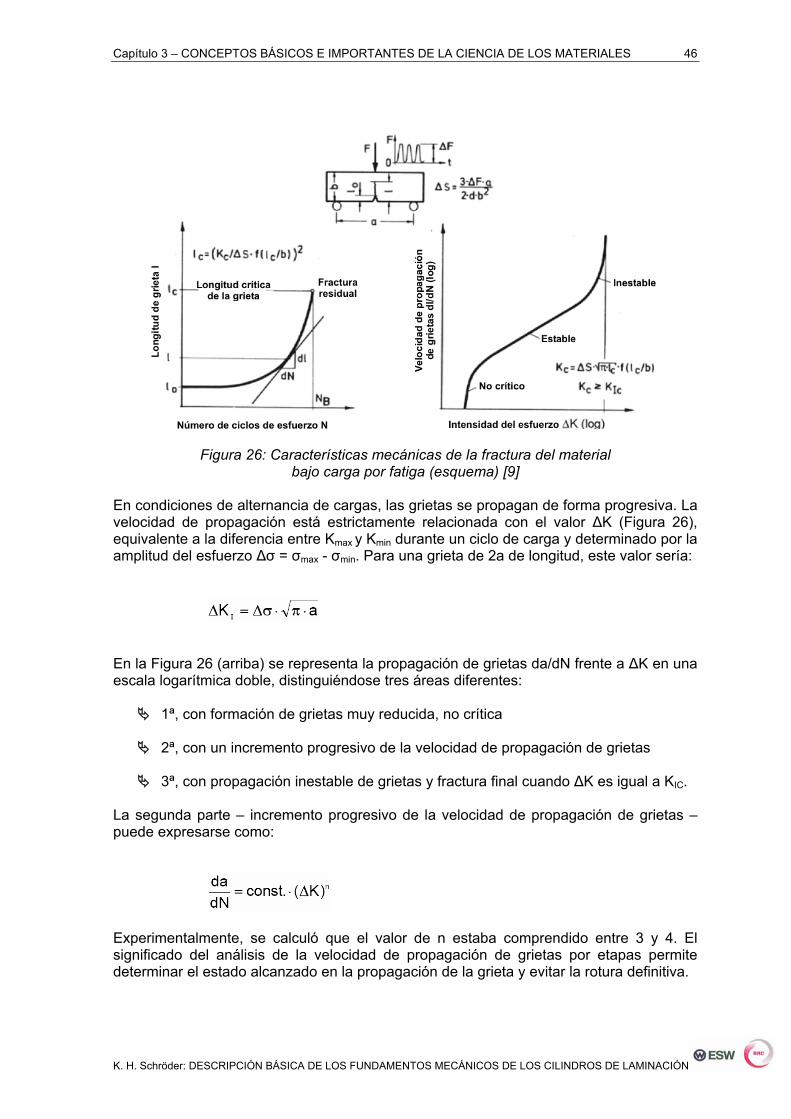
Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
46
Figura 26: Características mecánicas de la fractura del material bajo carga por fatiga (esquema) [9]
En condiciones de alternancia de cargas, las grietas se propagan de forma progresiva. La velocidad de propagación está estrictamente relacionada con el valor ΔK (Figura 26), equivalente a la diferencia entre Kmax y Kmin durante un ciclo de carga y determinado por la amplitud del esfuerzo Δσ = σmax - σmin. Para una grieta de 2a de longitud, este valor sería:
En la Figura 26 (arriba) se representa la propagación de grietas da/dN frente a ΔK en una escala logarítmica doble, distinguiéndose tres áreas diferentes:
1ª, con formación de grietas muy reducida, no crítica
2ª, con un incremento progresivo de la velocidad de propagación de grietas
3ª, con propagación inestable de grietas y fractura final cuando ΔK es igual a KIC.
La segunda parte – incremento progresivo de la velocidad de propagación de grietas – puede expresarse como:
Experimentalmente, se calculó que el valor de n estaba comprendido entre 3 y 4. El significado del análisis de la velocidad de propagación de grietas por etapas permite determinar el estado alcanzado en la propagación de la grieta y evitar la rotura definitiva.

Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
47
Incluimos a continuación un ejemplo de éxito en la aplicación del análisis mecánico de la fractura: una serie de cilindros de apoyo de 60’ x 80’ desarrollaron grietas en el chaflán entre el cuello y la tabla, es decir, en la parte del cuello sometida al mayor esfuerzo de flexión. La cuestión era cómo reducir al mínimo el riesgo de rotura en el tren/en la caja manteniendo estos cilindros en uso hasta que alcanzasen su diámetro de achatarramiento. Para determinar la profundidad crítica de las grietas, se realizaron cálculos siguiendo las fórmulas anteriormente presentadas, estimándose un valor crítico KIC según ciertos datos que aparecían en la bibliografía al respecto y aplicándose un factor de seguridad adecuado. Como resultado, se calculó que una profundidad crítica de grietas superior a 100 mm. A partir de entonces, se comenzó a medir las profundidades reales de las grietas tras varios programas/campañas, por lo que la velocidad de propagación de la grieta estaba bajo control. Ninguno de los cilindros de apoyo en cuestión alcanzó la profundidad crítica de las grietas, no hubo roturas, los mm totales utilizados de la vida de los cilindros equivalía al valor de 2,5 cilindros nuevos completos, y sin el análisis mecánico de la fractura nadie habría asumido el riesgo de trabajar con cilindros de apoyo con grietas preliminares en un tren de laminación de alto rendimiento.
3.5 DESGASTE EL DESGASTE CONSTITUYE UN ASPECTO DE LA MÁXIMA IMPORTANCIA PARA LOS CILINDROS (cf. capítulo 4.8). El desgaste es un tema apasionante, sobre el que tratan numerosos trabajos, libros, ponencias, etc. El desgaste es una historia interminable pues cada día aparecen nuevos resultados de investigación; pero, en general, es un tema confuso. No existen métodos de ensayo estándar, aunque sí existen muchos métodos probados, con múltiples parámetros de influencia, en un número casi infinito. Y la combinación de dos o más de estos parámetros adicionales hace que aumente aún más la confusión. Mi intención en este caso no es tanto tratar de comprimir todos estos conocimientos en unas pocas páginas, pues este intento seguramente fracasaría, sino analizar un numero muy limitado de gráficos, que pueden ser de utilidad a la hora de entender el desgaste, en especial en el caso de los cilindros utilizados en los trenes de laminación. Sin embargo, incluso en este reducido campo de aplicación, los datos manejados a nivel general eran completamente engañosos, incluso erróneos, y aparentaban ser una paradoja (cf. ejemplo en el capítulo 4.8.1). El principal problema reside en el número ilimitado de parámetros que influyen en el desgaste:
material sometido a ensayos: composición, microestructura, dureza, …
material “contrario”, agente causante del desgaste: metálico, cerámico, …
condiciones del desgaste como grado de deslizamiento, presión, velocidad, temperatura, sistemas de refrigeración, etc.
y agentes interactivos, como aire, “agua”, lubricantes, todo tipo de agentes corrosivos, …
Y cualquiera de estos parámetros puede variar enormemente, por lo que es fácil comprender que es imposible establecer leyes o reglas sencillas que permitan describir el desgaste.
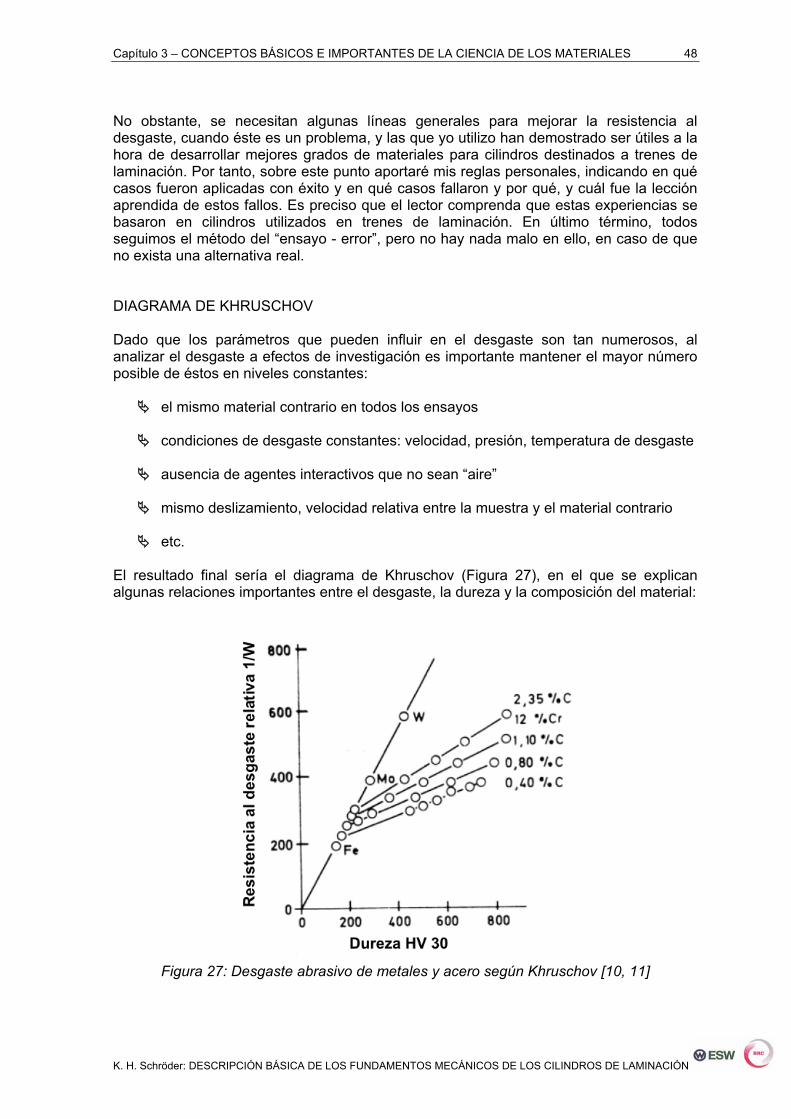
Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
48
No obstante, se necesitan algunas líneas generales para mejorar la resistencia al desgaste, cuando éste es un problema, y las que yo utilizo han demostrado ser útiles a la hora de desarrollar mejores grados de materiales para cilindros destinados a trenes de laminación. Por tanto, sobre este punto aportaré mis reglas personales, indicando en qué casos fueron aplicadas con éxito y en qué casos fallaron y por qué, y cuál fue la lección aprendida de estos fallos. Es preciso que el lector comprenda que estas experiencias se basaron en cilindros utilizados en trenes de laminación. En último término, todos seguimos el método del “ensayo - error”, pero no hay nada malo en ello, en caso de que no exista una alternativa real. DIAGRAMA DE KHRUSCHOV Dado que los parámetros que pueden influir en el desgaste son tan numerosos, al analizar el desgaste a efectos de investigación es importante mantener el mayor número posible de éstos en niveles constantes:
el mismo material contrario en todos los ensayos
condiciones de desgaste constantes: velocidad, presión, temperatura de desgaste
ausencia de agentes interactivos que no sean “aire”
mismo deslizamiento, velocidad relativa entre la muestra y el material contrario
etc. El resultado final sería el diagrama de Khruschov (Figura 27), en el que se explican algunas relaciones importantes entre el desgaste, la dureza y la composición del material:
Figura 27: Desgaste abrasivo de metales y acero según Khruschov [10, 11]
Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
49
Según el diagrama de Khruschov, la resistencia al desgaste de los metales puros es lineal y aumenta con la dureza. En el caso del acero con cierto contenido en carbono, en el que la dureza varía en función del tratamiento térmico, la resistencia al desgaste aumenta con la dureza, pero su gradiente es muy inferior al de los metales puros. La resistencia al desgaste inicial y el gradiente aumenta con el contenido en carbono y aún más con el contenido en carbono y los aleantes “adecuados”, preferentemente con elementos que favorecen la formación de carburos. En el capítulo 3.2.4 se indica que existe una dureza máxima para las propiedades mecánicas aceptables (la martensita sin revenir está siempre “prohibida”) en componentes estructurales – y existen más restricciones (endurecimiento, grietas, tensiones residuales, austenita residual) en lo que respecta a la dureza -, por lo que el diagrama de Khruschov incluye en sí mismo un límite superior lógico de dureza para cada material. Es preciso tener en cuenta algunas conclusiones importantes que se pueden extraer de este diagrama:
Para la misma dureza, la resistencia al desgaste aumenta con el contenido en carbono y aleantes (Cr, V, Mo, W, V, Nb).
En el caso de los materiales con contenidos superiores de carbono y aleantes, se
logra la misma resistencia al desgaste a niveles de dureza inferiores.
A medida que aumenta la dureza, el aumento potencial de la resistencia al desgaste es superior en el caso de materiales con contenidos superiores de carbono y aleantes.
DESGASTE Y DUREZA A este respecto, reitero mi idea sobre el desgaste: la dureza realmente no es un factor adecuado para determinar el desgaste; el contenido en carbono y elementos aleantes y las microestructuras son factores mucho más importantes. Ello se demuestra aun mejor en la Figura 28 obtenida de un manual sobre aceros para herramientas (véase la bibliografía). En ella se representa claramente que la resistencia al desgaste aumenta notablemente al aumentar el contenido de carbono y carburos (manteniendo siempre por supuesto los mismos parámetros y condiciones de desgaste) mientras que la influencia de la dureza es marginal.
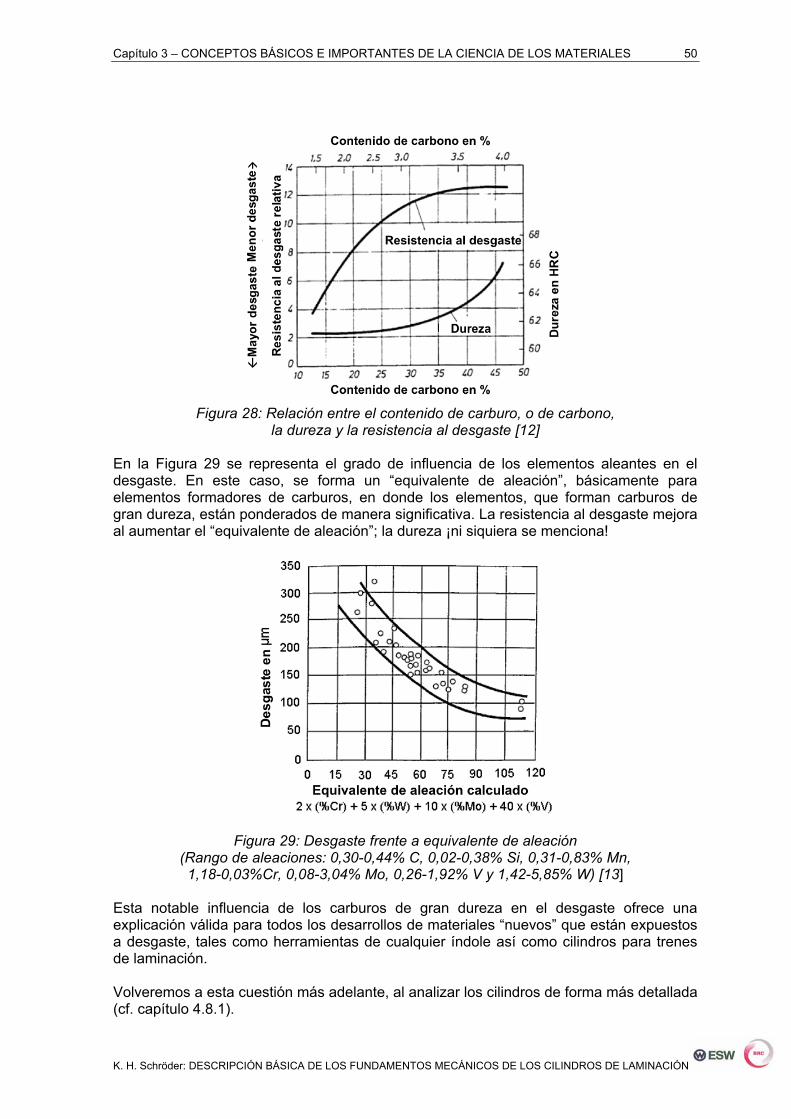
Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
50
Figura 28: Relación entre el contenido de carburo, o de carbono,
la dureza y la resistencia al desgaste [12] En la Figura 29 se representa el grado de influencia de los elementos aleantes en el desgaste. En este caso, se forma un “equivalente de aleación”, básicamente para elementos formadores de carburos, en donde los elementos, que forman carburos de gran dureza, están ponderados de manera significativa. La resistencia al desgaste mejora al aumentar el “equivalente de aleación”; la dureza ¡ni siquiera se menciona!
Figura 29: Desgaste frente a equivalente de aleación (Rango de aleaciones: 0,30-0,44% C, 0,02-0,38% Si, 0,31-0,83% Mn, 1,18-0,03%Cr, 0,08-3,04% Mo, 0,26-1,92% V y 1,42-5,85% W) [13]
Esta notable influencia de los carburos de gran dureza en el desgaste ofrece una explicación válida para todos los desarrollos de materiales “nuevos” que están expuestos a desgaste, tales como herramientas de cualquier índole así como cilindros para trenes de laminación. Volveremos a esta cuestión más adelante, al analizar los cilindros de forma más detallada (cf. capítulo 4.8.1).

Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
51
3.6 FRICCIÓN El desplazamiento relativo de un componente con respecto a otro, estando ambos mutuamente presionados entre sí por determinada carga, requiere la aplicación de una fuerza. La cantidad de fuerza a aplicar depende de las condiciones superficiales (forma, rugosidad) de ambas partes y del coeficiente de fricción entre ambos componentes. En los trenes de laminación siempre se produce fricción entre los cilindros y el material laminado en el hueco entre los cilindros. La situación en este punto es ciertamente compleja: se produce un deslizamiento en ambas direcciones, extrusión hacia delante y hacia atrás a diferentes velocidades relativas que cambian de forma constante, y entre la extrusión en ambos sentidos se produce fricción estática. En caso de que la velocidad de laminación sea demasiado elevada, la extrusión se produce en una única dirección, dejan de producirse fricción estática y “patinazos”, y se producen inevitablemente marcas de vibración en los cilindros (movimiento-ausencia de movimiento, breve intervalo con alternancia de mordida-no mordida, cf. capítulo 4.8.3). En un tren, la fuerza de separación se calcula como la fuerza necesaria para reducir el espesor del material laminado más la fricción entre los cilindros y el material laminado. Y viceversa, los últimos desarrollos se centran en el cálculo de la fricción a partir de la fuerza de separación calculada y medida. Se ha descubierto (cf. capítulo 4.8.3) que la fricción varía a lo largo de una campaña de laminación. Recientemente se ha suscitado un debate relativo al coeficiente de fricción de diversos materiales para cilindros, pero nadie discute el aspecto más importante de la fricción, “las condiciones superficiales” y el cambio de la superficie del cilindro durante la laminación, siendo su exponente más representativo el modelo de grieta de origen térmico. El CRM (Centre de Recherche Métallurgique) ha publicado los resultados de los coeficientes de fricción de diferentes materiales de cilindros medidos en un laboratorio en condiciones científicas (Figura 30). Este organismo ha descubierto que no existe una diferencia significativa en el coeficiente de fricción de estos materiales, contrario a los resultados obtenidos en los trenes de laminación.
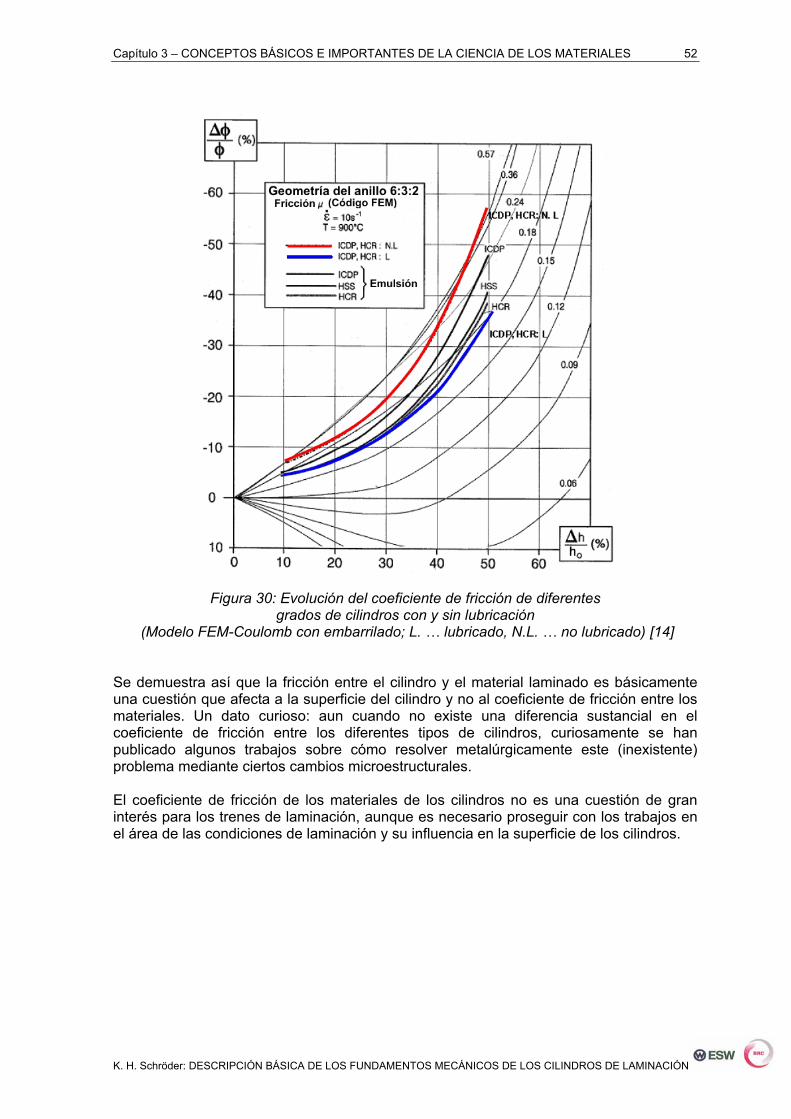
Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
52
Figura 30: Evolución del coeficiente de fricción de diferentes grados de cilindros con y sin lubricación
(Modelo FEM-Coulomb con embarrilado; L. … lubricado, N.L. … no lubricado) [14] Se demuestra así que la fricción entre el cilindro y el material laminado es básicamente una cuestión que afecta a la superficie del cilindro y no al coeficiente de fricción entre los materiales. Un dato curioso: aun cuando no existe una diferencia sustancial en el coeficiente de fricción entre los diferentes tipos de cilindros, curiosamente se han publicado algunos trabajos sobre cómo resolver metalúrgicamente este (inexistente) problema mediante ciertos cambios microestructurales. El coeficiente de fricción de los materiales de los cilindros no es una cuestión de gran interés para los trenes de laminación, aunque es necesario proseguir con los trabajos en el área de las condiciones de laminación y su influencia en la superficie de los cilindros.

Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
53
3.7 PROPIEDADES FÍSICAS Los trenes con un control totalmente automatizado utilizan modelos de simulación del proceso de laminación en los que se tienen en cuenta numerosos parámetros detallados. El objetivo es calcular la separación entre cilindros necesaria para obtener productos laminados perfectos, en cualquier momento a lo largo del proceso de laminación, desde el momento en el que comienzan a trabajar después de un cambio de cilindros pasando por el periodo de calentamiento de éstos hasta lograr condiciones estables de laminación. Para este cálculo, se requieren múltiples parámetros y propiedades físicas del material de los cilindros, unos datos que normalmente se solicitan de los fabricantes de cilindros.
1. ¿Coeficiente de elasticidad? Se trata de una pregunta que se contesta fácilmente para los materiales utilizados, aunque no para los cilindros de doble colada con materiales muy diferentes en la capa y en el núcleo (a menudo, de fundición gris). En ese caso, es preciso combinar dos coeficientes de elasticidad diferentes. Es más, el coeficiente de elasticidad del cilindro variará a medida que se reduzca la capa de trabajo/piel a lo largo de la vida del cilindro, desde el estado nuevo hasta el diámetro de achatarramiento de cilindros compuestos. Asimismo, el espesor de la capa cuando el cilindro alcance su diámetro de achatarramiento variará de unas piezas a otras.
2. El coeficiente de Poisson es bien conocido (cf. capítulo 3.2.1), y es siempre el
mismo para los materiales técnicos más utilizados: 0,3 para deformación elástica y 0,5 para deformación plástica. Únicamente en el caso de fundición gris con grafito laminar la situación es muy diferente (cf. capítulo 3.2.3), pero estoy totalmente convencido de que muy pocos han tenido en cuenta este extraño fenómeno.
3. ¿Coeficiente de dilatación térmica? Este coeficiente no es simplemente un
dato para cada material, sino una función de la temperatura, y es prácticamente un valor constante para un rango pequeño de temperaturas (de 20 a 100 ºC). las temperaturas de los cilindros también varían con el tiempo y la posición local.
4. ¿Conductividad térmica? Por lo que conozco, ningún fabricante de cilindros es
capaz de medir la conductividad térmica, por lo que este dato se obtiene de la bibliografía correspondiente (Figura 31, por ejemplo). Pero este valor debería ser siempre el mismo para el mismo tipo de material. Me pregunto si todos los fabricantes utilizan la misma fuente de datos.
5. ¿Coeficiente de transmisión térmica? Aunque realmente este coeficiente tiene
gran importancia, esta pregunta aún no se ha formulado. La transmisión de calor estará notablemente influida por la superficie del material laminado y de los cilindros. Una cuestión muy importante será la existencia y espesor de capas de óxido, cascarilla secundaria, etc. (véase también el capítulo 4.5), y no tanto la cuestión de cómo se formaron estas capas, y con qué tipo de cascarilla.

Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
54
Figura 31: Conductividad térmica de las aleaciones con base de hierro a temperatura ambiente y a temperaturas elevadas [13]
En lugar de buscar extraños resultados sin verificación alguna, creo que sería más sencillo y más útil probar a utilizar determinados valores al azar en un modelo y cambiar los parámetros hasta que el resultado se corresponda con la lectura o resultado registrados en la instalación.
3.8 MATERIALES UTILIZADOS EN LOS CILINDROS En la Tabla 1 se presentaron los diferentes tipos de materiales utilizados en cilindros para trenes de laminación. En capítulos anteriores (de 3.1 a 3.7), se han presentado y analizado las leyes de la ciencia de los materiales, teniendo siempre en cuenta sus “límites” y aplicación práctica. Debido a los elevados gradientes de temperatura a los que se ven sometidos los cilindros a lo largo del proceso de fabricación (colada – solidificación; tratamiento térmico), los cilindros de gran diámetro nunca están fabricados de un material uniforme con propiedades uniformes. Incluso cuando la composición es uniforme, las propiedades en la superficie de la tabla, en los cuellos y en el interior del cilindro son diferentes. Por ello, el control de las propiedades de un cilindro puede realizarse de diferentes maneras en relación con las diferentes partes. Los esfuerzos y su distribución en el cilindro debido a las cargas propias del proceso de laminación son muy complejos y varían significativamente. Algunos esfuerzos presentan elevados gradientes perpendiculares a la superficie del cilindro, como la presión Hertziana o los esfuerzos de tipo térmico producidos durante el proceso de laminación en caliente con una buena refrigeración de los cilindros. Otros deberían simplemente ser considerados una consecuencia de cargas estáticas, como el par del motor de accionamiento. No obstante, cualquier tipo de esfuerzo es susceptible de provocar daños en los cilindros, sin olvidar la cuestión del desgaste.
Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
55
En último término, los usuarios de los cilindros desean cilindros que duren eternamente y el máximo nivel en todas las propiedades (mayor dureza, mayor resistencia, cero desgaste, mejores garantías de seguridad ante cualquier tipo de incidente de laminación, ductilidad, etc.), mientras los fabricantes hacen todo lo que pueden para cumplir estos requisitos. En los últimos años se han desarrollado materiales nuevos especiales para ser utilizados exclusivamente en cilindros de trenes de laminación y se han comenzado a emplear en ellos materiales ampliamente conocidos (como el acero rápido HSS), que nunca antes fueron utilizados en ningún tipo de componente estructural o herramienta de dimensiones similares. El trabajo a realizar consiste siempre en optimizar las diferentes propiedades, principalmente la resistencia, resistencia al desgaste y seguridad frente a grietas de origen térmico y todo tipo de daños producidos por accidentes en el proceso de laminación. En este proceso de optimización, centrado básicamente en seleccionar la composición, el tratamiento térmico y el proceso de fabricación adecuados, se debe tener siempre en cuenta la integridad y la seguridad ante cualquier fallo de todo el cilindro, lo que significa desarrollar la microestructura adecuada, y controlar la distribución y el nivel de las tensiones residuales. Los principales parámetros utilizados en el control de las propiedades de un cilindro son:
cilindro mono-material o compuesto (diseño del cilindro)
composición química del material
colada: diseño del molde, temperaturas, pesos, inoculación, enfriamiento
tratamiento térmico
En función de la microestructura de los materiales de los cilindros, existen diferentes grupos de calidades:
1. acero hipoeutectoide
2. acero hipereutectoide, ADAMITE
3. acero hipereutectoide grafítico
4. materiales de alta aleación como altos en cromo, HSS, semi-HSS, …
5. fundición nodular
6. fundición de colada indefinida, ICDP
7. materiales especiales, como carburos sinterizados, cerámicos, GHM Los materiales correspondientes a los grupos 1, 2, 3 y 4 pueden ser controlados / influidos significativamente por el tratamiento térmico. Sin embargo, la estructura, forma, tamaño y cantidad de carburos primarios en los cilindros se obtiene más o menos tras el proceso de modelado inicial y se mantiene invariable tras el tratamiento térmico (contrario a lo que sucede en el caso de “herramientas normales”). La temperatura máxima durante el tratamiento térmico está en la mayoría de los casos limitada por la temperatura de fase líquida del material del núcleo de los cilindros compuestos, casi siempre fundición dúctil.
Capítulo 3 – CONCEPTOS BÁSICOS E IMPORTANTES DE LA CIENCIA DE LOS MATERIALES
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
56
La cantidad de carburos aumenta con el contenido en carbono y elementos formadores de carburos (Cr, Mo, Nb, V, W, …). Los materiales correspondientes a los grupos 3, 5 y 6 contienen grafito formado durante la fase de solidificación. El grafito repercute significativamente en el rendimiento de los cilindros durante el proceso de laminación. Existen numerosas teorías sobre el modo en que el grafito altera las propiedades de los cilindros, mejorando el rendimiento del proceso. No obstante, en este trabajo nos limitaremos a enumerar las ventajas, no las teorías (la mayoría de la cuales se ha demostrado que son erróneas):
el grafito produce estructuras / redes de grietas térmicas más pequeñas y más finas;
el grafito reduce el riesgo de desconches posteriores a accidentes de laminación;
el grafito crea una mejor superficie y más lisa, tanto en los cilindros como en los
productos laminados. El grafito resulta crucial en materiales con altos niveles de carburos y/o carburos de gran dureza (ICDP, fundición nodular). Por otra parte, el grafito no influye en el desgaste. La resistencia al desgaste se basa principalmente en la cantidad y dureza de los carburos. No hay duda de que la forma de los carburos tiene una gran importancia para los riesgos de desconches y daños secundarios en los cilindros posteriores a incidentes en el proceso de laminación (en particular, una red real de carburos aumenta los riesgos, mientras que una red de carburos no continuos, NCC, los reduce). No obstante, no se debería olvidar que los cilindros de fundición nodular e ICDP requieren un nivel suficiente de grafito para lograr un rendimiento adecuado, lo cual es controlado en mayor o menor medida en el proceso de colada (temperaturas, inoculación) más que por la composición. La creación de grafito mediante tratamiento térmico no resulta práctico, y las pruebas realizadas en este sentido han fallado. La mayoría de los materiales grafíticos no requieren tratamientos térmicos a elevadas temperaturas, y si precisasen alguno, sería algún tipo de tratamiento para eliminación de tensiones o revenido martensítico.

Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
57
4. CILINDROS
4.1 DEMANDA DE CILINDROS DE LAMINACIÓN El acero es el material metálico más utilizado actualmente; en el mundo se producen anualmente más de 700 millones de toneladas, la mayoría de productos laminados planos o largos. Por su parte, el aluminio también es un material importante, el cual se lamina principalmente para obtener productos planos (para envases, láminas y componentes de la industria aeronáutica y del automóvil). En lo que a este documento respecta, nos centraremos principalmente en la laminación de acero. Los cilindros son herramientas que se ven sometidas a todo tipo de esfuerzos, cargas asociadas a las condiciones normales y anormales de laminación que varían a medida que los cilindros se van desgastando a lo largo de la campaña. La función de los cilindros es realizar un enorme trabajo de reducción necesario para la laminación, tanto en caliente como en frío. Lo ideal sería que los cilindros nunca sufriesen roturas, desconches o desgaste, que proporcionasen un rendimiento excelente y que nunca produjesen ningún problema. Pero sucede que cualquier tren es susceptible de deteriorar un cilindro; los trenes son instalaciones muy robustas, en las que muchas operaciones, incluso en trenes totalmente automatizados, pueden fallar. (Véanse los capítulos 4.5 y 4.6) En la mayoría de las aplicaciones, la carga de las cajas de laminación es muy compleja (cf. capítulo 4.10):
Es necesario transmitir el par de los motores de accionamiento.
Las fuerzas de separación producen deflexión en las cajas de laminación.
El diseño de los cilindros y los productos laminados pueden hacer que aumenten los esfuerzos.
Durante la laminación de productos planos en trenes trío (cuarto, quinto, sexto o más) se produce una elevada presión Hertziana, cuya distribución no es equitativa de un extremo a otro de la tabla.
La carga lineal (t/m) entre el cilindro y la banda varía ampliamente según el material laminado y las estrategias del programa de laminación.
Existe siempre cierto deslizamiento y fricción entre el cilindro y el material laminado, que varían extremadamente en los cilindros para trenes de perfiles, dando lugar a diferentes modelos de fricción.
La superficie de los cilindros sufre cambios bruscos de temperatura (grietas de origen térmico).
El medio en la zona de separación entre cilindro puede estar formado por varios agentes químicos con o sin componentes mecánicos, lo que puede causar un fuerte impacto en las propiedades de desgaste.
Las condiciones de la superficie de un cilindro varían a lo largo de una campaña de laminación debido por “pulido”, “grietas de origen térmico”, “desgaste”, etc.
Incluso la forma de un cilindro puede variar como consecuencia de un desgaste no uniforme.

Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
58
De forma regular, es preciso reacondicionar los cilindros para restaurar la forma deseada y eliminar de la superficie aquellas zonas con desgaste, grietas térmicas y fatiga, por lo que se puede decir que la duración de los cilindros nunca es tan prolongada como los usuarios quisieran. Hace ya muchos años que se viene trabajando en la investigación y el desarrollo de grados de cilindros y el avance continúa. El objetivo final en cualquier caso es aumentar la calidad de los productos laminados acabados (tolerancias, superficie) y, al mismo tiempo, aumentar la duración de las campañas, mejorar el rendimiento de los cilindros y reducir los riesgos de daños en los cilindros.
Existe una amplia variedad de cilindros en cuanto a sus dimensiones; los cilindros más pequeños pesan unos pocos kilogramos, mientras que las piezas de mayor tamaño pueden alcanzar las 250 t. La variedad de grados utilizados en su fabricación es también muy amplia, desde fundición dúctil a carburo de tungsteno, incluyendo todo tipo de aceros para herramientas y aceros especiales, utilizados exclusivamente en cilindros. Los cilindros de acero forjado se consideran tecnología punta en el ámbito de la laminación en frío, mientras que los de fundición se emplean en múltiples aplicaciones, así como los cilindros de carburo de tungsteno sinterizado y cilindros “recubiertos” o ESR (véase la Tabla 1).
Como el lector puede apreciar, resulta bastante difícil aportar información general sobre cilindros. No obstante, espero que la que aquí se recoge sea de utilidad, teniendo en cuenta que este libro trata principalmente del proceso de laminación en caliente y en frío de productos planos, el campo en el que se centra mi experiencia, aunque las leyes de la ciencia de los materiales son aplicables a todo tipo de cilindros.
Hasta ahora, la literatura sobre cilindros es muy limitada y espero que este manual sirva para llenar un vacío. Existen algunas publicaciones que pueden servir como referencia general, pero con frecuencia he observado un bajo nivel de entendimiento real de los problemas especiales relacionados con los aspectos mecánicos de los cilindros. He publicado algunos trabajos sobre temas puntuales, pero en este libro recojo mi experiencia, invitando a todos a consultar y a utilizar la bibliografía pertinente para obtener una información más detallada.
En general, los cilindros son herramientas sometidas a elevados niveles de esfuerzo y sujetos a desgaste. Existen especificaciones sobre cilindros, especificaciones sobre las propiedades mecánicas, especificaciones elaboradas según normas más o menos conocidas. Dichas especificaciones pueden estar basadas en algún trabajo de investigación o, la mitad de las veces, simplemente siguen los requisitos del “Control Estadístico de Procesos” (SPC).
El grado de todos los cilindros, la calidad de los cilindros de cualquier fabricante debe estar justificado por el uso y el rendimiento de los cilindros, si se dispone de los suficientes datos. En último término, el coste de los cilindros por tonelada de acero laminado es un factor decisivo. Pero los fabricantes y los usuarios de los cilindros deben saber qué están haciendo, qué esperan de los cilindros y cómo deben gestionar sus herramientas.
Los cilindros modernos están diseñados para soportar las operaciones normales de laminación, y lo consiguen. Pero, ¿qué pasa cuando los accidentes son algo normal en el funcionamiento del tren? En esos momentos, los problemas afectan a todos, fabricantes y usuarios.
¡La selección del grado óptimo de los cilindros consiste en buscar el punto de equilibrio entre el rendimiento y la sensibilidad en relación con los accidentes en el tren!
Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
59
4.2 FABRICACIÓN DE CILINDROS Existe una amplia variedad de cilindros, aplicaciones, procesos/tecnologías de fabricación, así como de grados de cilindros, para los que no existen normas. Se trata de un campo reservado a los especialistas a la vez que es un mercado muy reducido. La mayoría de los fabricantes de cilindros son pequeñas empresas (a menudo de menos de 300 trabajadores), mientras que los usuarios forman parte de grandes conglomerados industriales del sector del (aluminio)acero. Por su parte, los cilindros son solamente herramientas, pero son absolutamente necesarias. En condiciones normales de laminación y sin “problemas en los cilindros”, solamente un número muy limitado de especialistas son responsables de los cilindros, siendo éstos unas herramientas tan importantes. Pero en el momento en que un cilindro se desintegra en el tren, por el motivo que sea, o quizás cuando el producto laminado no cumple los requisitos, inmediatamente cualquiera se convierte en un experto en cilindros. Y se comienza a debatir sobre las propiedades de éstos, su fabricación, las pruebas a las que son sometidos, olvidando que en muchos casos lo que se ha producido es un accidente de laminación (ante determinado problema, siempre es más fácil culpar a otros). Los cilindros pueden ser:
- Fundidos
- Forjados
- Sinterizados (o fabricados en prensas isostáticas en caliente, HIP)
- Producidos por otros métodos
Todas las tecnologías tienen sus ventajas, desventajas, y limitaciones en cuanto a la producción. Dichos límites pueden deberse a:
- Dimensiones de los cilindros
- Grados de los cilindros (contenido de C, elementos aleantes)
- Requisitos de dureza o resistencia al desgaste
- Costes de fabricación
Evidentemente existen áreas en las que se produce un solape, en las que se dispone de cilindros fabricados con diferentes tecnologías pero no existe una máxima general del tipo “fundido mejor que forjado” o viceversa. La competencia siempre es dura y solamente el resultado final en términos de “coste de los cilindros en relación con el acero laminado” influye en la decisión final. Se producen conflictos en relación con los cilindros de apoyo, en especial para laminación en caliente de productos planos y algunos cilindros para trenes de perfiles sometidos a altos esfuerzos (por ejemplo, para “tablestacas”).
Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
60
El elemento crucial no es tanto la tecnología de fabricación de cilindros, sino el control de dicha tecnología, pues es preciso controlar en todo momento el procedimiento. Ello depende del cuidado en la aplicación de la tecnología y del grado de conocimientos por parte de los fabricantes de cilindros. Esta afirmación resulta evidente si se realiza una comparación entre los índices de achatarramiento de los diferentes fabricantes -un secreto muy bien guardado-, o cualquier otro dato de calidad. La fiabilidad, la reproducibilidad no es una mera cuestión de tecnología de fabricación de cilindros, sino de control del procedimiento utilizado. Desde hace tiempo, ha ido reduciéndose el ratio de coste de cilindros por tonelada de material laminado, por diversos motivos:
- Mejoras tecnológicas en los trenes
- Mejoras en el rendimiento de los cilindros
pero no por haber reducido los costes asociados a los cilindros. Para poder desarrollar cilindros con mejores niveles de rendimiento e introducir nuevas tecnologías de fabricación, los fabricantes deben obtener beneficios. ¡A la larga, los cilindros de “bajo precio” resultan contraproducentes! Entre los conocimientos técnicos de los fabricantes de cilindros se incluye:
Conocimiento de la aplicación de los cilindros (carga, velocidad, refrigeración, …)
Selección del material óptimo
Producción de cilindros sólidos, sin defectos
Selección del tratamiento térmico adecuado (resistencia, dureza, tensiones residuales, …)
Capacidad para mecanizar los cilindros de modo que se cumplan los requisitos de las especificaciones y huellas
Y, por último aunque no por ello menos importante, capacidad para hacer frente a los cambios en los requisitos del mercado.
En términos generales, los fabricantes de cilindros deben hacer frente a algunos problemas técnicos:
Muchos cilindros sufren daños/se destruyen en los trenes, por lo que es preciso un conocimiento mutuamente compartido de las causas de estos fallos en aras de una cooperación a largo plazo entre el usuario y el fabricante de cilindros. ¿Quién es responsable de los daños? ¿Quién debe hacerse cargo del coste que suponen? Los análisis técnicos, o un detective, pueden dar la respuesta a estas preguntas, ¡pero los resultados deben ser aceptados por todas las partes!
La carga de diseño de los cilindros en un tren nunca es realmente la carga media
aleatoria. Por lo general, los cilindros están sometidos a menos esfuerzos de los que permite su diseño, pero en caso de que se produzcan accidentes de laminación, los esfuerzos pueden ser muy superiores.
Se pueden describir las condiciones de laminación en general [15]; sin embargo,
nunca son estables, ya que pueden cambiar en cada campaña, pasando de buenas a peores (en términos de desgaste), lo cual sucede a menudo.
Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
61
A menudo, aparecen problemas (ej., “desconches en bordes” y/o “formación de bandas”) en algunos trenes, que no se reproducen en trenes de similares características. Ciertamente no es un problema relacionado con los cilindros, pero en cualquier caso se recurre al fabricante de éstos para que preste asistencia en la resolución del problema. Y aun cuando dos trenes puedan ser exactamente iguales, el modo en que son operados seguramente es diferente, lo que da lugar a diferentes índices de rendimiento o a diferentes tipos de problemas.
La clasificación de los cilindros se basa en el rendimiento, partiendo de la base de
que las estadísticas igualan todas las experiencias diferentes sufridas por un cilindro a lo largo de su vida. Pero, ¿realmente es así? ¿Se puede manipular el rendimiento? Claro que sí, como ya se ha demostrado, aunque quizá no a propósito sino involuntariamente. En cualquier caso: los cilindros “malos” no siempre son malos y los cilindros “buenos” no siempre son buenos.
¡Basta ya de quejas! Los fabricantes de cilindros de alta tecnología tratan de mejorar de forma constante el rendimiento de sus productos con el objetivo de seguir compitiendo en el mercado, pero el volumen de éste se reduce, aunque la producción del acero (y el aluminio) esté creciendo. Ello se debe a que el rendimiento de los cilindros en los trenes es cada vez mejor. A nivel mundial, el número de fabricantes de cilindros está reduciéndose, y algunos de los principales agentes en este mercado están ampliando su participación en él mediante la adquisición de otras plantas (cf. capítulo 5). CILINDROS COMPUESTOS El diseño de los cilindros debe siempre tener en cuenta dos requisitos absolutamente diferentes:
Resistencia máxima para hacer frente a fuerzas de separación, par, altos niveles de presión entre el cilindro de trabajo y el cilindro de apoyo.
Máxima resistencia al desgaste en la zona de contacto entre el cilindro y el
material laminado. Tal y como hemos visto, no resulta fácil lograr estas propiedades con un único material. La solución a este dilema es relativamente sencilla en el caso de los cilindros de acero forjado utilizados para la laminación en frío de productos planos, mediante un endurecimiento superficial de la tabla, (tecnología punta hasta la fecha) y los materiales de alta tecnología garantizan zonas endurecidas lo suficientemente amplias para lograr el diámetro de achatarramiento de los cilindros de trabajo sin necesidad de volver a realizar un tratamiento de endurecimiento. Esto es también aplicable, a un nivel más bajo de dureza, en el caso de cilindros de apoyo con endurecimiento diferencial (forjados o de fundición). Sin embargo, los cilindros forjados están limitados en cuanto a la composición del material, especialmente en su contenido de carbono. En el caso de la laminación en caliente de perfiles y productos planos, se ha observado que un alto contenido en carbono es mejor que un “bajo” contenido (≤ 1%). Los cilindros de fundición templada fueron durante mucho tiempo la solución predominante. La tabla templada de fundición con alto contenido en carbono se solidifica igual que la fundición blanca con altos niveles

Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
62
de carburo/cementita, mientras que el resto forma fundición gris sin prácticamente carbono con grafito laminar. Todo ello da lugar a un área superficial de la tabla del cilindro con altos niveles de resistencia al desgaste y un núcleo y cuellos relativamente resistentes. (Sin embargo, la mayoría de los fabricantes han perdido la capacidad de producir este material porque han cambiado sus hornos de fusión, pasando de hornos de solera abierta a otro tipo de equipos.) Para superar este problema generalizado de obtener una tabla de alta resistencia al desgaste / material de alta resistencia en el resto del cilindro, se desarrollaron diversas tecnologías. El método común a todas ellas es utilizar diferentes materiales para la zona de trabajo de la tabla y el resto del cilindro. El método más popular para producir cilindros con dos o más materiales diferentes es la doble colada de cilindros de fundición, la cual se puede lograr mediante colada estática, mediante el método de corredera, mediante colada centrífuga u otros métodos de alta tecnología. La colada centrífuga se está convirtiendo en la opción más comúnmente utilizada en todo el mundo. En primer lugar, el material con altos niveles de aleación es colado en un molde de coquilla y, tras la solidificación, se cuela el otro material. Dentro de ciertos límites, los materiales varían ampliamente y pueden ser utilizados para la fabricación de la capa y del núcleo, siendo la fundición gris, con grafito laminar o nodular, el material utilizado con mayor frecuencia en el núcleo. Pero, como todo el mundo sabe, los cilindros de apoyo de acero con colada doble también han dado resultados satisfactorios con núcleo de acero de bajo contenido en carbono. En cualquier caso, desde el punto de vista de la solidificación, lo más sencillo es utilizar siempre un contenido en carbono superior ya que, de este modo, la temperatura de la fase líquida del material del núcleo es siempre inferior a la del material de la capa. En el caso de los cilindros de colada doble, la “unión” resulta esencial, entendiéndose por tal la resistencia de la interfase entre el material de la capa y el del núcleo. Dado que esta zona es proclive a la aparición de irregularidades microestructurales de todo tipo, se han desarrollado procedimientos especiales para garantizar dicha unión. Se utilizan diferentes materiales para satisfacer los diferentes requisitos aplicables a los cilindros. De este modo, los cilindros de doble colada permiten controlar “fácilmente” la resistencia al desgaste (y a la dureza) de la capa de trabajo de la tabla -con un material- y la resistencia mecánica del resto del cilindro -con el otro material- y la distribución de las tensiones residuales. Cabe mencionar en este punto un tema que con frecuencia es objeto de debate: el material “tenaz” del núcleo. No se requieren “materiales tenaces” en el núcleo; en la situación de deformación simple a la que se ven sometidos los cilindros de grandes diámetros la deformación plástica es imposible. En realidad, todo lo que se precisa es un material resistente y compacto. El material del núcleo nunca puede sufrir deformación plástica para eliminar tensiones “debido a” (odio las polémicas, pero es así) una situación de esfuerzo hidrostático permanente que no permite la deformación plástica (cf. capítulo 3.2.2 sobre ensayos de tracción).
Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
63
Si σ1 = σ2 = σ3 τ = 0,5 (σmáx – σmín) ≡ 0 Otro método de fabricación de cilindros de dos materiales diferentes consiste en el montaje de anillos (mediante zunchado, encolado o mecánicamente) sobre ejes. Se trata de una técnica en la actualidad obsoleta para los cilindros de apoyo, pero que aún se utiliza con éxito en cilindros horizontales para trenes universales, para trenes de alambrón (también para trenes de perfiles de pequeño tamaño) y otras configuraciones. Desde tiempo inmemorial se ha probado la técnica de re-soldeo de cilindros de alta resistencia al desgaste, pero en la mayoría de las aplicaciones este método ha fallado. No obstante, en la actualidad se sigue utilizando este método con resultados satisfactorios en un número reducido de aplicaciones (cilindros canteadores, cilindros para molinos de piedras y minerales). El “revestimiento” es un método muy especial de colada de material de alta aleación sobre un eje de acero. Se trata de un método desarrollado en Japón y, por lo que yo sé, solamente se utiliza allí.
4.3 DUREZA DE LOS CILINDROS En el capítulo 3.1 hemos analizado la dureza y los problemas relativos a su medición. En el caso de los cilindros, esta situación es aún peor, ya que los materiales con los que están fabricados son extremadamente duros y, por consiguiente, se ven seriamente afectados por el endurecimento mecánico (en el torno o en la rectificadora) y el revenido (en la rectificadora). Con respecto al impacto de la dureza en las propiedades de los cilindros, en especial en lo que al desgaste se refiere, véase el capítulo 4.8. Algunos incluso creen que “todo mejora a medida que aumentan los niveles de dureza”. Se ha visto que esta premisa es incorrecta, llegando a darse el caso de que lo contrario es válido (capítulo 3.2). Otros parámetros sí tienen una mayor repercusión en las propiedades de los cilindros, tales como la composición (capítulo 3.5), la microestructura y las tensiones residuales (capítulo 4.4). En este capítulo abordaremos las cuestiones relativas a los datos estadísticos y a las variaciones en las lecturas de dureza dado que se trata de una cuestión esencial, presente en todo tipo de especificaciones y discusiones sobre dureza. El área total de la superficie de la tabla de un cilindro de trabajo para laminación en caliente de “dimensiones normales” (600 mm < diámetro < 800 mm; 1250 mm < longitud de tabla < 2200 mm) ocupa varios metros cuadrados. Por múltiples razones, la dureza a lo largo de esta superficie no es uniforme, un hecho al que nadie presta atención realmente. En la Figura 32 se representa la distribución típica de dureza en un cilindro nuevo sin usar. Tras varios usos en el tren, la distribución empeora (¿o mejora?) como se observa en la Figura 33. La parte central del cilindro, que ha estado en contacto con la banda caliente, ahora ha sufrido un revenido; la dureza en esta sección se ha reducido y es menor que en los extremos de la tabla. La desviación estándar aumenta y es, con mucho, muy superior a cualquier tolerancia especificada. Por lo general, las especificaciones permiten un rango de 5 Shore, que nunca se cumple, lo cual parece ser irrelevante.
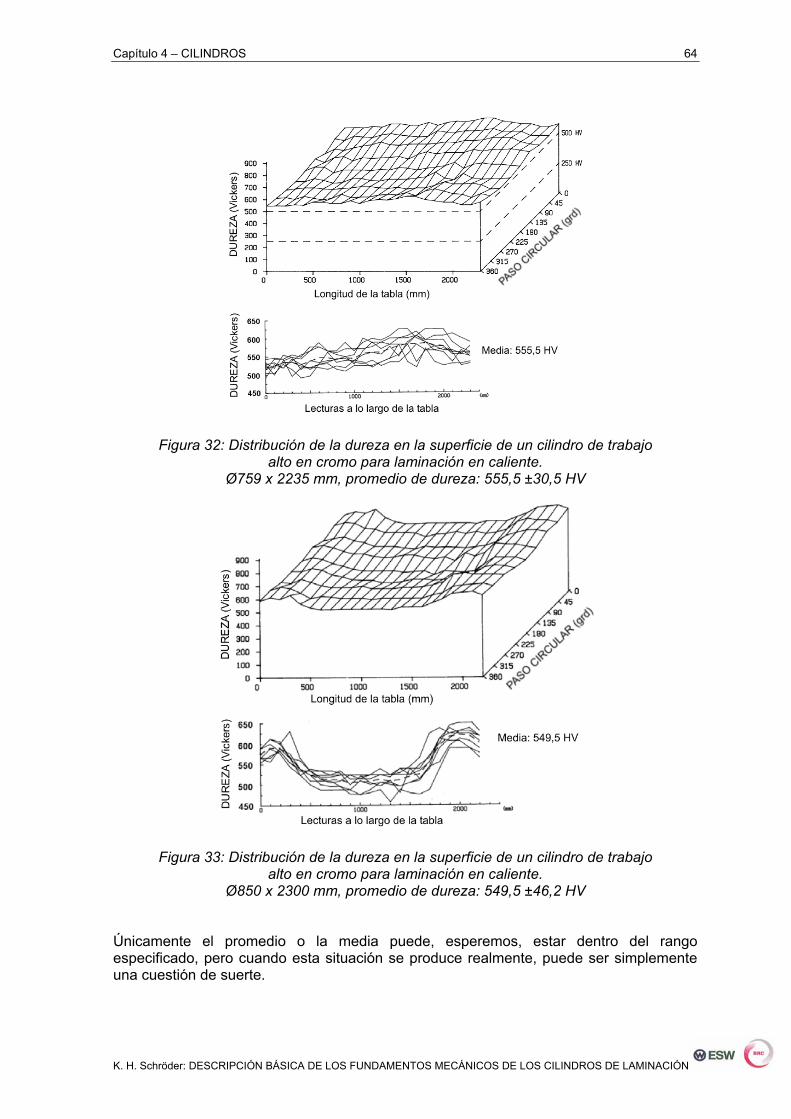
Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
64
Figura 32: Distribución de la dureza en la superficie de un cilindro de trabajo alto en cromo para laminación en caliente.
Ø759 x 2235 mm, promedio de dureza: 555,5 ±30,5 HV
Figura 33: Distribución de la dureza en la superficie de un cilindro de trabajo alto en cromo para laminación en caliente.
Ø850 x 2300 mm, promedio de dureza: 549,5 ±46,2 HV
Únicamente el promedio o la media puede, esperemos, estar dentro del rango especificado, pero cuando esta situación se produce realmente, puede ser simplemente una cuestión de suerte.
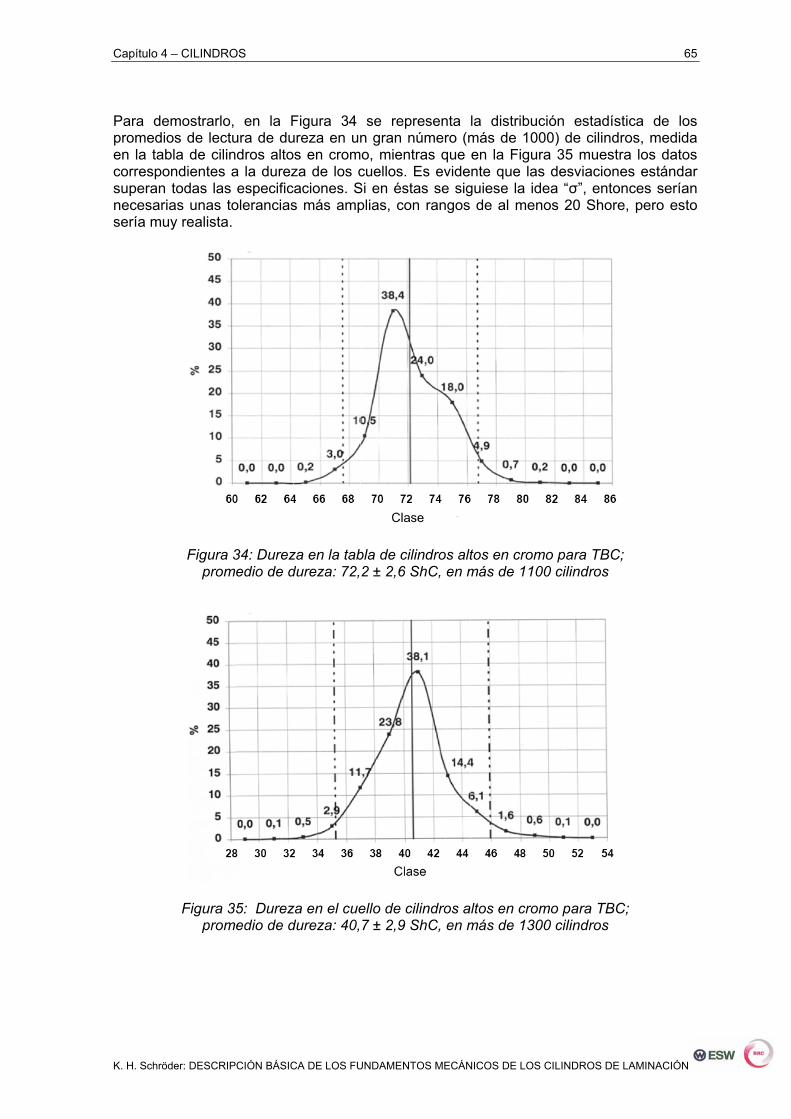
Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
65
Para demostrarlo, en la Figura 34 se representa la distribución estadística de los promedios de lectura de dureza en un gran número (más de 1000) de cilindros, medida en la tabla de cilindros altos en cromo, mientras que en la Figura 35 muestra los datos correspondientes a la dureza de los cuellos. Es evidente que las desviaciones estándar superan todas las especificaciones. Si en éstas se siguiese la idea “σ”, entonces serían necesarias unas tolerancias más amplias, con rangos de al menos 20 Shore, pero esto sería muy realista.
Figura 34: Dureza en la tabla de cilindros altos en cromo para TBC; promedio de dureza: 72,2 ± 2,6 ShC, en más de 1100 cilindros
Figura 35: Dureza en el cuello de cilindros altos en cromo para TBC; promedio de dureza: 40,7 ± 2,9 ShC, en más de 1300 cilindros

Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
66
Además de las dimensiones y las tolerancias, la mayoría de los documentos / planos de cilindros y pedidos especifican la dureza (y en ocasiones también las propiedades mecánicas) de los cilindros. Se trata de una tradición, y recientemente algunos partidarios del control estadístico de los procesos (SPC) trataron de reducir los rangos, al considerar que con ello mejoraría la calidad de los cilindros. Sin embargo, dado que no son expertos en cilindros, realmente la propuesta no es seria aunque sí ha creado más problemas de los que ha resuelto. Los fabricantes de cilindros solamente abordan estos problemas cuando alguien, por ejemplo, un inspector de otra firma, desea comprobar cómo se mide la dureza en un cilindro. La consecuencia de tener lecturas falsas de la dureza de los cilindros carece de importancia pues la influencia en las propiedades de éstos es muy limitada (cf. capítulo 4.8 y otros). A menudo se utiliza alguna de estas técnicas para aumentar la dureza en los cuellos, en especial el endurecimiento mecánico mediante laminación en frío con determinadas herramientas. Sin embargo, no es muy eficaz (cf. capítulo 3.2.5), ya que el material del cuello es “blando” y en ocasiones se producen pequeñas grietas superficiales. Las lecturas de dureza son datos necesarios tanto para los fabricantes como para los usuarios de cilindros (en especial, en el caso de los cilindros de apoyo de trenes de laminación en frío, para mantener el control de los procesos – cf. capítulo 3.1.4). Sin embargo, los datos de dureza definitivamente carecen de utilidad en lo que a las especificaciones de los cilindros respecta (cf. capítulo 4.11).
4.4 TENSIONES RESIDUALES Las tensiones residuales, que actúan como tensiones preliminares, tienen una gran influencia en la resistencia de los componentes, en especial de los cilindros. Los esfuerzos de compresión producen un aumento de la resistencia a la fatiga (capítulo 3.3), reducen la propagación de grietas (capítulo 4.5.2) y los esfuerzos cortantes en la superficie de la tabla de los cilindros así como el endurecimiento mecánico (capítulo 3.2.5). A su vez, las tensiones de residuales por tracción pueden producir la rotura de los cilindros (capítulo 4.5.1). En un cilindro, las tensiones residuales de tipo compresivo y de tracción se compensan mutuamente en toda la sección del cilindro. Por ello, es preciso controlar el nivel adecuado de tensiones residuales (alto nivel de compresión frente a bajo nivel de tracción). Normalmente los cilindros tienen tensiones residuales, bidimensionales a nivel de superficie y tridimensionales en todo su volumen. En la superficie, la tensión radial equivale a cero, mientras que la tensión longitudinal (axial) es también cero en el extremo de la tabla. Pero en la parte principal de la tabla (que comienza, en el caso de los cilindros de trabajo de laminación en caliente o de similares dimensiones, a unos 100 mm del extremo de la tabla), las tensiones axiales y circunferenciales (tangenciales) son iguales en dimensiones y signo. En el eje central, próximo al área axial del cilindro, las tensiones tangenciales y radiales son también iguales en cuanto a sus dimensiones y signo. En este caso, la relación entre tensiones longitudinales y tensiones tangenciales/radiales viene dada por la relación entre el diámetro y la longitud del cilindro. La tensión que, en el eje central, primero supere la resistencia del material da lugar a una rotura espontánea del cilindro. La fractura puede producirse perpendicular a la dirección

Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
67
axial en caso de que las primeras en alcanzar un nivel demasiado elevado sean las tensiones longitudinales, o siguiendo la dirección axial en caso de que sean las tensiones tangenciales / radiales (en muchos casos, como la “estrella” de Mercedes) las que primero excedan el nivel máximo. Si las tensiones residuales se miden en el punto más útil, en el centro de la tabla (y siendo la longitud de la tabla el doble del diámetro), las tensiones residuales circunferenciales y axiales deben ser iguales en dimensiones y signo (véase más arriba). La media o el promedio de ambas tensiones principales es el resultado real en ambas (todas las) direcciones. La diferencia medida de las tensiones principales es un indicador de la fiabilidad de la medición. En caso de que una tensión sea superior a la otra en más de un 50%, es aconsejable repetir la prueba. Existen fórmulas para calcular la tensión de compensación en el centro del cilindro (pero evidentemente no existe ningún método no destructivo de comprobación). En el pasado, los resultados se comprobaban de forma experimental. Se parte siempre del supuesto de que la parte dura del cilindro, la capa de trabajo (la capa de trabajo con alto nivel de aleación de los cilindros de fundición compuestos o el área endurecida de la tabla en cilindros forjados) recibe los esfuerzos de compresión y el “núcleo”, los esfuerzos de tracción. En la actualidad, es una práctica muy extendida calcular las tensiones residuales por métodos de simulación informática. Sin embargo, los fabricantes tradicionales de cilindros confían en las mediciones. Se han simulado las tensiones residuales con el modelo de contracción inversa, cuyos resultados se corresponden aceptablemente con la realidad. Sin embargo, no existe ningún método que permita calcular el valor real de las tensiones residuales; lo único que puede resultar de utilidad en este ámbito es conocer los principios de distribución de dichas tensiones. Existen dos causas por las que se producen tensiones residuales en los cilindros, ambas relacionadas con los gradientes térmicos durante el enfriamiento posterior al proceso de colada y forjado o a partir de un tratamiento térmico a altas temperaturas. Un primer factor que influye en las tensiones residuales es el aumento de las deformaciones plásticas en la superficie y por debajo de ésta, a medida que la temperatura superficial continúa reduciéndose y la parte interior del cilindro se mantiene a una temperatura muy superior. El material de la parte exterior se contrae pero está bloqueado por el interior: el exterior, afectado por tensiones bidimensionales, admite fácilmente la deformación plástica; el interior, incluso aunque se trate de material caliente con un bajo límite elástico, sometido a esfuerzos tridimensionales del mismo signo (compresión) no puede moverse por lo que no admite deformaciones plásticas. Cuando el cilindro se enfría por completo, la parte exterior es demasiado grande, la parte interior es demasiado pequeña. Pero tiene que haber compensación en el cilindro, lo que da lugar a tensiones residuales de tipo compresivo en el exterior y de tracción en el interior.

Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
68
En el proceso de fabricación de cilindros, existen ciertos riesgos de que se produzcan daños:
En el caso de que la contracción o la deformación plástica exterior se vea bloqueada por algún obstáculo de tipo mecánico (molde demasiado rígido, grietas de origen térmico en los moldes de coquilla), se puede producir una grieta por contracción.
Se producirá una grieta por endurecimiento en caso de que el revenido a altas
temperaturas sea demasiado intenso, es decir, demasiado rápido, de modo que las tensiones superficiales de uno u otro tipo alcancen o superen la resistencia a altas temperaturas (normalmente se trata de la tensión tangencial, pero es una cuestión de la proporción / dimensiones de los cilindros).
Si, después del enfriamiento, los esfuerzos de tracción internos superan la
resistencia del material, se formará una grieta interna, que podrá dar lugar a la rotura del cilindro en dos (o más) fragmentos. En la mayoría de los casos, estas grietas se orientan en sentido perpendicular al eje, ¡pero no necesariamente!
El tratamiento térmico de los cilindros es un proceso extremadamente crítico en relación con las tensiones residuales, pero un correcto control del mismo permite también mantener dichas tensiones bajo control. En cualquier caso, es muy recomendable inspeccionar todos los cilindros mediante ultrasonidos para comprobar su homogeneidad a nivel interno. En este caso, el riesgo de rotura aumenta al calentar la superficie del cilindro (con altos niveles de esfuerzos de tracción internos); el gradiente térmico, calor en el exterior y frío en el interior, hace que estos esfuerzos aumenten, llegando a provocar la rotura del cilindro. Esta situación puede darse durante el tratamiento térmico para “eliminación de tensiones”, en las instalaciones del fabricante o en el tren (cf. siguiente capítulo). La eliminación de tensiones residuales que son demasiado elevadas constituye un problema para los fabricantes. El área de la superficie del cilindro debe sufrir deformaciones plásticas durante la fase de revenido, lo cual depende de la tensión superficial real y del límite de cedencia en relación con la temperatura y el tiempo. El centro de un cilindro, sometido permanentemente a condiciones de esfuerzos casi hidrostáticos, no contribuye a reducir las tensiones residuales. ¡No es una cuestión de tenacidad, solamente en el caso de grietas internas! El segundo factor que influye en las tensiones residuales viene dado por la transformación microestructural (véanse las curvas TTT). A temperaturas inferiores a 300 ºC se produce una transformación austenita-martensita, con lo que aumenta el volumen. Por ello, la parte exterior del cilindro se dilata, produciendo un incremento en las tensiones residuales de tipo compresivo, y, por tanto, aumento de las tensiones residuales de tracción en el interior. Como resultado de todo ello, crece el riesgo de grietas internas.

Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
69
Algunos grados de cilindros requieren la aplicación en reiteradas ocasiones de un tratamiento de revenido posterior al templado a partir de la temperatura de la austenita. Ello puede contribuir a reducir las tensiones residuales, pero siempre que se produzca la transformación de la austenita retenida en martensita, cuyo volumen es superior al de la austenita, se producirá un aumento de las tensiones residuales. Pero independientemente de cual sea el nivel de tensiones residuales, lo peor para la vida de un cilindro es la martensita sin revenir, ya que este material es muy frágil y de escasa ductilidad, por lo que se favorece la formación de grietas y su propagación incluso en condiciones de altos niveles de tensiones residuales por compresión. La austenita residual es menos crítica para la vida de los cilindros que la martensita sin revenir. Las tensiones residuales, incluidos los esfuerzos de compresión en el exterior y los esfuerzos de tracción en el interior, resultan de la máxima importancia para la vida de los cilindros. Las tensiones residuales actúan como un esfuerzo preliminar que constituye un componente extremadamente importante para la fatiga de todas las piezas con entalla (cf. capítulo 3.3.2 sobre resistencia a la fatiga, diagrama de Smith). Los cilindros son “herramientas giratorias entalladas sometidas a altos niveles de tensiones” que trabajan sometidos a cargas alternantes. Además, están las grietas, principalmente las grietas de origen térmico, en los cilindros de trenes de perfiles y en cilindros de trabajo de trenes de laminación en caliente de productos planos, y las grietas son “entallas muy pronunciadas”. Solamente en el caso de (“elevadas”) tensiones residuales de tipo compresivo se ralentiza o incluso se detiene la propagación. Por consiguiente, en algunos cilindros puede suceder que se den grietas sin rotura ni desconches. No obstante, el nivel “correcto” de tensiones residuales depende del grado de los cilindros y esta condición previa repercute significativamente en el nivel de fatiga y en la vida de los cilindros. Ejemplo: los cilindros de hierro altos en cromo presentan “por naturaleza” un nivel muy superior de tensiones residuales que los cilindros ICDP y, por consiguiente, el hierro con alto contenido en cromo es un material muy indulgente en caso de un deficiente tratamiento de las grietas térmicas. Sin embargo, en la misma aplicación, los cilindros ICDP son muy sensibles a este tipo de grietas y, a menudo, presentan desconches relacionados con ellas. Resulta difícil de decidir si la tenacidad a la fractura repercute en alguna medida en la propagación de las grietas o no: el valor de la tenacidad a la fractura de estos materiales en cualquier caso bajo y la variación alta, por lo que se trata de una especulación imposible de demostrar. El chaflán de los cilindros de apoyo nunca debería presentar ningún tipo de tensión residual por tracción (o simplemente ningún tipo de tensión residual de tipo compresivo); de lo contrario, aparecerán los problemas.
Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
70
La medición de las tensiones residuales requiere un procedimiento complejo que exige cierto tiempo, pero aun así los fabricantes de cilindros pueden llevarlo a cabo, principalmente a efectos de investigación o por razones muy especiales. Normalmente, solamente se miden puntos individuales, minuciosamente elegidos. Se dispone de algunos métodos no destructivos, aunque el método por ultrasonidos aún no está totalmente desarrollado para su aplicación en cilindros (existen ciertas posibilidades a nivel teórico) y el método de difracción por rayos X no es fiable pues la profundidad de los análisis comprende únicamente una pequeña fracción de un milímetro. Por tanto, todo depende de la preparación de la superficie (todavía en mayor grado que en el caso de las lecturas de dureza). El método más avanzado consiste en practicar un taladro o un anillo de 5 mm de profundidad en la superficie y medir la eliminación de tensiones con medidores de deformación en un área cercana al orificio o en la parte interior del surco del anillo. Algunas aportaciones sobre el tema de las tensiones residuales que son objeto de frecuentes discusiones:
Para el mismo grado de cilindro no se ha demostrado de forma fehaciente una sólida relación entre la dureza de la tabla y el nivel de tensiones residuales (¡esto facilitaría las cosas enormemente!). Ambos parámetros se ven ciertamente influidos por el tratamiento térmico. Sin embargo, dicho tratamiento puede realizarse de diferentes maneras con el mismo resultado final de dureza pero con valores residuales muy diferentes.
Se han realizado pruebas en cilindros con niveles muy bajos de tensiones
residuales, pero el resultado fue que estos cilindros fallaron debido a un excesivo crecimiento de las grietas a partir de grietas de origen térmico y otros, iniciadas en las primeras etapas de la vida de los cilindros.
Se han analizado las tensiones residuales secundarias, inducidas en la
superficie de los cilindros por el mecanizado, tanto en su procesamiento en el torno o durante el rectificado, pero no parecen influir en modo alguno en la vida de los cilindros.

Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
71
4.5 DAÑOS EN CILINDROS POR CARGA ÚNICA
4.5.1 ROTURA DE ORIGEN TÉRMICO Al instalar un cilindro en el tren y al comenzar a trabajar, su superficie se calienta, tanto si se trata de laminación en caliente o en frío, hasta alcanzar una temperatura media, la cual se estabiliza una vez transcurrido cierto tiempo de laminación. Durante este periodo, existe un gradiente de temperatura en el cilindro, que está más caliente en el exterior y más frío en el interior. Como consecuencia de ello, la parte exterior presenta un mayor grado de dilatación térmica que la interior. De este modo, se crea una tensión térmica, al existir un esfuerzo de compresión en el exterior y un esfuerzo de tracción en el interior. La tensión* de tracción de origen térmico se suma a la tensión residual de tracción, y cuando el total de tensiones de tracción alcanza la resistencia del material en el interior (que, en ocasiones, no es tan alta como se esperaba) se produce una grieta, lo que a menudo da lugar a la rotura, la desintegración del cilindro. Cuanto menor es la temperatura inicial del cilindro al colocarlo en el tren, mayor es el riesgo de rotura térmica. Los fallos de este tipo ocurren con mucha más frecuencia en invierno (con temperaturas exteriores más bajas) que en verano. De hecho, existen tres importantes factores que pueden provocar la rotura de tipo térmico:
Gradiente térmico
Resistencia e integridad del material del núcleo
Tensiones residuales En el pasado, hace unos cincuenta o sesenta años, las roturas de origen térmico eran muy frecuentes, especialmente en el caso de los cilindros de trabajo de trenes de chapa. En aquella época, se utilizaban cilindros de fundición templada y, posteriormente, cilindros ICDP con núcleo de fundición gris lamelar, siendo la resistencia del material del núcleo muy baja (≤ 200 N/mm2). Para reducir el número de fallos, la solución más habitual consistía en precalentar los cilindros, lo cual comportaba ciertos riesgos en sí mismo, aunque pronto se desarrollaron métodos para mantener esta situación bajo control. En cualquier caso, sigue siendo muy recomendable no comenzar a laminar si la temperatura del cilindro está por debajo de la temperatura ambiente (≈ 20 ºC).
Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
72
En la actualidad, la resistencia del material del núcleo es muy superior, en especial desde que se utiliza la fundición dúctil (debido también a otros motivos). Sin embargo, en el área próxima al eje central del cilindro, en donde se acumula el mayor nivel de tensiones de tracción, la resistencia del material es siempre mínima debido a segregaciones durante el proceso de colada, contracciones, porosidad, etc. Las tensiones residuales también influyen significativamente en la rotura térmica, y para todos los grados de cilindros compuestos, el espesor de la capa es importante. Considerando una tensión residual constante de tipo compresivo σcapa en el material de la capa y una tensión constante de tracción σnúcleo en el material del núcleo, es fácil calcular la tensión residual de tracción, siendo Fcapa el área* de la capa y Fnúcleo el área* del núcleo:
núcleo
núcleopielnúcleo
núcleonúcleopielpiel
FF
0FF
⋅σ−=σ
=⋅σ+⋅σ
Esta fórmula muestra directamente que la tensión en el material del núcleo es proporcional a la relación del área en ambos materiales (un gran espesor de la capa equivale a una gran área de ésta, lo cual, a su vez, equivale a un área reducida del material del núcleo. Y el riesgo siempre aumenta, así como el nivel (deseado) de esfuerzo de compresión, el cual está relacionado con el material del núcleo. Debe existir una correspondencia perfecta entre estos criterios:
Espesor de la capa, lo suficientemente grande para alcanzar la dimensión de achatarramiento diseñada, pero no excesivamente grande.
Tensión residual de compresión, alta, aunque no demasiado.
Bajo gradiente térmico en el cilindro en la fase de arranque (¡para cada
campaña!). En este punto, cabe mencionar un caso especial de rotura térmica por lo peculiar de la situación. Dicho caso solía producirse con cilindros de fundición dúctil utilizados en trenes de palanquillas (sin tratamiento térmico del cilindro). Estos cilindros solían romper durante la laminación en la sección transversal mayor entre las ranuras (Figura 36). La explicación a este fallo, que parece contradecir cualquier experiencia en el ámbito de la ingeniería mecánica, aparecía en la bibliografía al respecto. Las tensiones residuales (siempre por compresión en el exterior y de tracción en la parte interna del cilindro) se reducen en todas las áreas en las existen ranuras mecanizadas en el cilindro, pero siguen siendo altas en las áreas entre las ranuras. Como consecuencia del calentamiento que sufren los cilindros durante el proceso de laminación, las tensiones térmicas se suman a las residuales, y cuando el total de tensiones de tracción (en su nivel máximo entre las ranuras) alcanza los límites de resistencia del material, se produce una rotura de origen térmico entre las ranuras; rotura de origen térmico, no fatiga por flexión o cualquier otra situación. Extraño, ¿verdad?
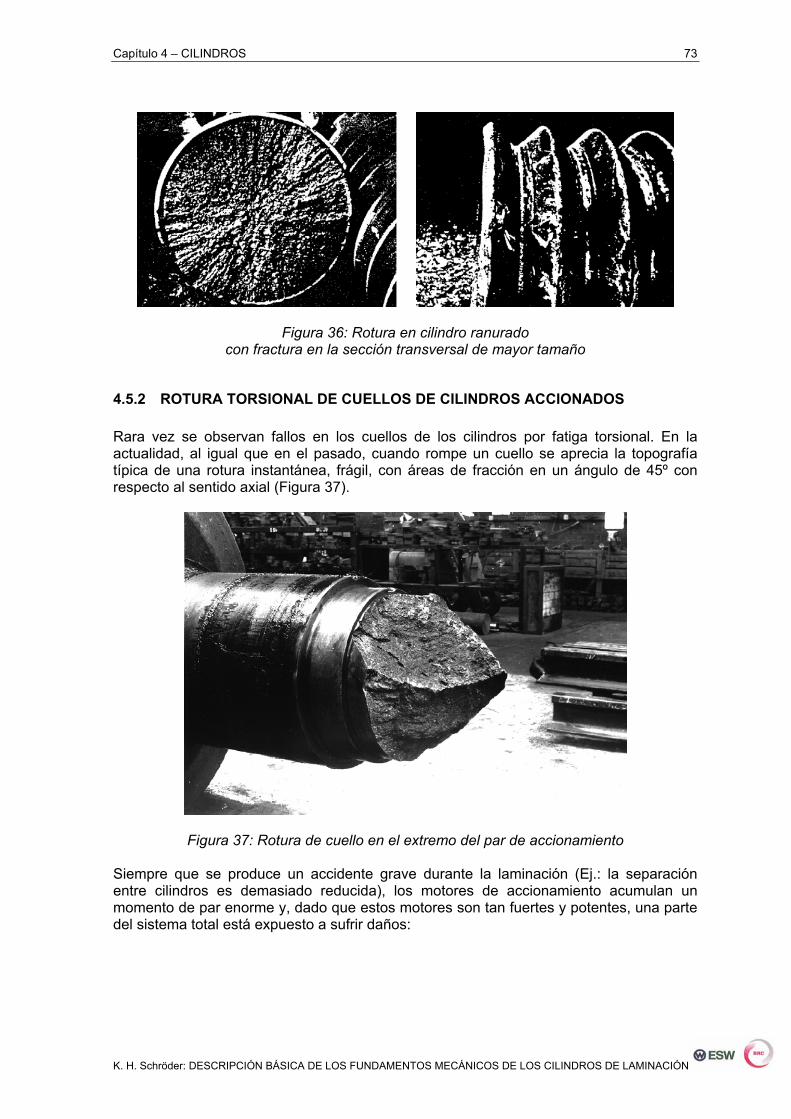
Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
73
Figura 36: Rotura en cilindro ranurado con fractura en la sección transversal de mayor tamaño
4.5.2 ROTURA TORSIONAL DE CUELLOS DE CILINDROS ACCIONADOS Rara vez se observan fallos en los cuellos de los cilindros por fatiga torsional. En la actualidad, al igual que en el pasado, cuando rompe un cuello se aprecia la topografía típica de una rotura instantánea, frágil, con áreas de fracción en un ángulo de 45º con respecto al sentido axial (Figura 37).
Figura 37: Rotura de cuello en el extremo del par de accionamiento Siempre que se produce un accidente grave durante la laminación (Ej.: la separación entre cilindros es demasiado reducida), los motores de accionamiento acumulan un momento de par enorme y, dado que estos motores son tan fuertes y potentes, una parte del sistema total está expuesto a sufrir daños:
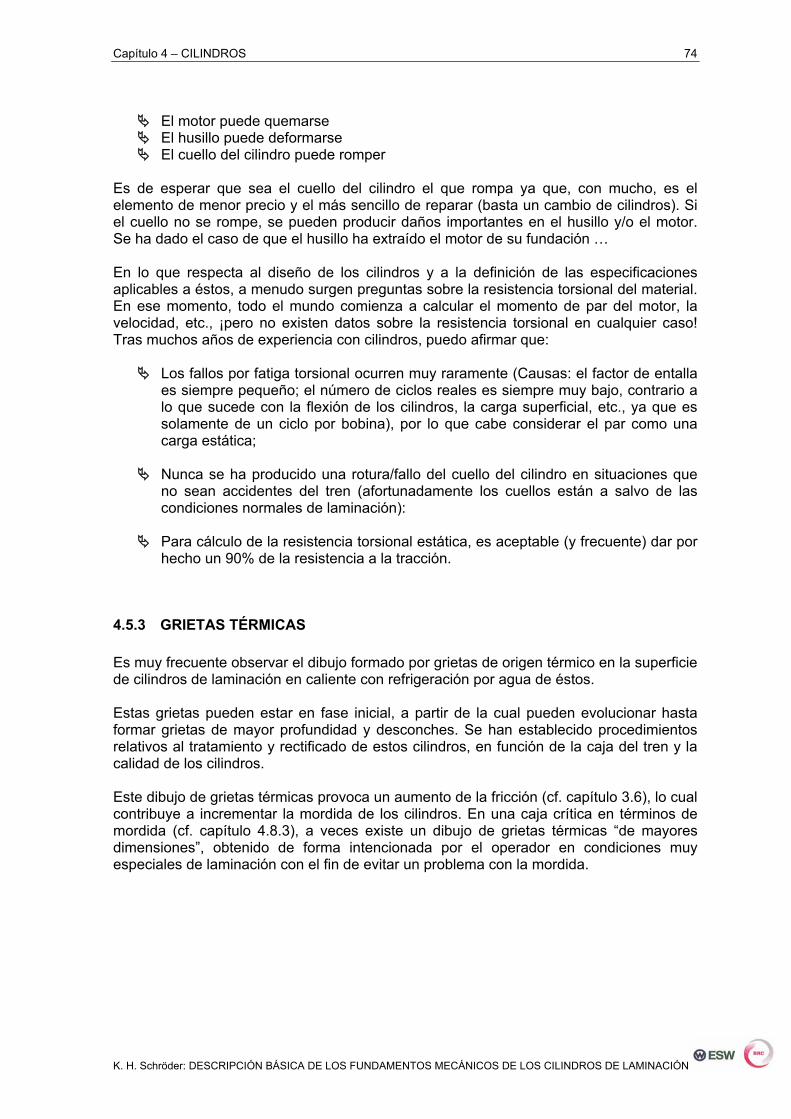
Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
74
El motor puede quemarse El husillo puede deformarse El cuello del cilindro puede romper
Es de esperar que sea el cuello del cilindro el que rompa ya que, con mucho, es el elemento de menor precio y el más sencillo de reparar (basta un cambio de cilindros). Si el cuello no se rompe, se pueden producir daños importantes en el husillo y/o el motor. Se ha dado el caso de que el husillo ha extraído el motor de su fundación … En lo que respecta al diseño de los cilindros y a la definición de las especificaciones aplicables a éstos, a menudo surgen preguntas sobre la resistencia torsional del material. En ese momento, todo el mundo comienza a calcular el momento de par del motor, la velocidad, etc., ¡pero no existen datos sobre la resistencia torsional en cualquier caso! Tras muchos años de experiencia con cilindros, puedo afirmar que:
Los fallos por fatiga torsional ocurren muy raramente (Causas: el factor de entalla es siempre pequeño; el número de ciclos reales es siempre muy bajo, contrario a lo que sucede con la flexión de los cilindros, la carga superficial, etc., ya que es solamente de un ciclo por bobina), por lo que cabe considerar el par como una carga estática;
Nunca se ha producido una rotura/fallo del cuello del cilindro en situaciones que
no sean accidentes del tren (afortunadamente los cuellos están a salvo de las condiciones normales de laminación):
Para cálculo de la resistencia torsional estática, es aceptable (y frecuente) dar por
hecho un 90% de la resistencia a la tracción.
4.5.3 GRIETAS TÉRMICAS Es muy frecuente observar el dibujo formado por grietas de origen térmico en la superficie de cilindros de laminación en caliente con refrigeración por agua de éstos. Estas grietas pueden estar en fase inicial, a partir de la cual pueden evolucionar hasta formar grietas de mayor profundidad y desconches. Se han establecido procedimientos relativos al tratamiento y rectificado de estos cilindros, en función de la caja del tren y la calidad de los cilindros. Este dibujo de grietas térmicas provoca un aumento de la fricción (cf. capítulo 3.6), lo cual contribuye a incrementar la mordida de los cilindros. En una caja crítica en términos de mordida (cf. capítulo 4.8.3), a veces existe un dibujo de grietas térmicas “de mayores dimensiones”, obtenido de forma intencionada por el operador en condiciones muy especiales de laminación con el fin de evitar un problema con la mordida.

Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
75
Evidentemente, las grietas térmicas son un fenómeno conocido desde hace tiempo, sobre el cual se han publicado algunas extrañas teorías en las que se hace caso omiso de los principios básicos de la ciencia de los materiales. Por ello, en este caso evitaremos referirnos a la bibliografía relevante. Los resultados de la experiencia práctica serían:
Cuanto mayor sea la resistencia del material, mayor será la red de grietas térmicas y de mayor profundidad – en los casos en los que se produzcan dichas grietas.
Durante el proceso de laminación, el dibujo de grietas térmicas se forma en los
primeros giros del cilindro.
En los trenes de laminación en caliente, dicho dibujo se atenúa al pasar de F1 a F2, de F2 a …; en las últimas cajas, desaparece. En ocasiones, pasa desapercibido hasta que se sacan los cilindros del tren; en otras, las grietas son apreciables desde el puesto del operador.
Las grietas térmicas más graves se producen después de paradas del tren con
desbaste/banda en el mismo, y son más severas en las primeras pasadas (¡en el desbastador!).
Durante el proceso de laminación, el calor del material caliente más el calor asociado a la deformación se transfiere a los cilindros y penetra en ellos. Es fácil calcular la temperatura de contacto entre el cilindro y el material laminado, mientras que el volumen de calor transferido depende del tiempo de contacto, la conductividad térmica de ambos materiales y del coeficiente de transmisión, en función de las capas aislantes de óxidos presentes en la superficie de los cilindros y/o del material laminado. Cuando el agua de refrigeración produce un efecto de temple sobre la superficie calentada del cilindro con un gradiente térmico perpendicular a la superficie durante el giro, aumentan las tensiones de tracción a nivel superficial. En caso de que dichas tensiones alcancen la resistencia a la tracción del material de la capa, se producen grietas que tienen un origen térmico. Las grietas superficiales (pues eso son las grietas térmicas) únicamente se forman en condiciones de tensiones de tracción. En la actualidad, se considera que este tipo de grietas son producidas por un choque térmico que se forman cuando la velocidad de enfriamiento de la superficie del cilindro es muy rápida; solamente requiere una fracción de segundo desde que el agua de refrigeración incide en la superficie del cilindro a una temperatura superior a 500 ºC (en el caso de laminación en caliente). La grieta eliminará la tensión en el área más próxima, y las siguientes grietas se formarán en el giro del cilindro tan pronto como el nivel de tensiones superficiales alcanza nuevamente el nivel de resistencia. Por tanto, en un único giro del cilindro se produce el agrietamiento de toda la superficie de la tabla, formándose el característico dibujo. Ello explica el diferente dibujo que forman las grietas térmicas en, por ejemplo, cilindros altos en cromo y HSS (cuya resistencia es más elevada) en trenes de laminación en caliente. También pone de manifiesto que, debido a la mayor conductividad térmica del aluminio con capas muy finas de óxidos, la temperatura en la superficie de los cilindros cuando se lamina este material es superior a la registrada en durante la laminación de acero. El riesgo de formación de grietas térmicas en los cilindros es mayor en el proceso de laminación de aluminio, aun cuando la temperatura del aluminio durante el mismo es relativamente baja.

Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
76
Siguiendo esta explicación, resulta fácil definir una estrategia para evitar los daños en los cilindros debidos a grietas térmicas tras producirse una parada del tren con presencia de material caliente en las cajas. En ese caso, se deberían evitar el efecto de temple en las áreas sometidas a calentamiento, pues ¡una lenta disipación del calor no produce daños en los cilindros! Ello supone que:
En las cajas desbastadoras (mayor longitud/tiempo de contacto, mayor nivel de
transferencia térmica): detener inmediatamente la refrigeración con agua, abrir la separación entre cilindros, extraer el desbaste y dejar que se produzca la disipación del calor (¡sin refrigeración con agua!). De este modo, se reduce en gradiente de temperatura en la superficie del cilindro.
En las cajas acabadoras: no abrir la separación de los cilindros (para evitar el
efecto de temple por agua en los cilindros), dejar que el agua de refrigeración siga fluyendo hasta que la banda se haya enfriado (color negro) y hasta que el cilindro se haya enfriado mediante disipación del calor. A continuación, volver a meter el agua de refrigeración, abrir la separación entre cilindros, etc. `
Tras un incidente grave en el tren: cambiar los cilindros, comprobar su superficie y
rectificarlos. Algunas calidades (ICDP) no admiten grietas de ningún tipo, mientras que en otros casos (cilindros altos en cromo, HSS) es preciso cerrar al menos las grietas antes de volver a utilizar los cilindros en el tren.
El desarrollo de cualquier tipo de grieta, tanto de origen térmico como por sobrecarga mecánica, es siempre progresivo.
4.5.4 SOBRECARGA LOCAL Las sobrecargas locales de tipo mecánico son un hecho frecuente, encontrándose en todos los casos algún tipo de intrusión, huella o temple. Cualquier cosa que entre en el hueco entre los cilindros debe salir por el otro extremo. Hemos visto una huella de un tornillo M80 de la caja del tren caído (afortunadamente el producto era chapa gruesa). Normalmente, los sucesos que se producen no son tan graves: las colas de la banda tienden a doblarse sobre sí mismas y comportarse de forma irregular; se rompen los alambres de las escobillas* de los trenes de laminación en caliente de aluminio, y se introducen entre los cilindros de trabajo y los de apoyo; no siempre se limpia tanto como es conveniente el acero/óxido de los desbastes incandescentes, un material muy duro que entra en el tren, etc. En condiciones normales de laminación, todo está bajo control: no existe sobrecarga mecánica localizada. Sin embargo, en el caso de la sobrecarga mecánica, alguno de los componentes debe sufrir una deformación o se desintegraría (en el mejor de los casos, se pulverizaría, sin producirse una sobrecarga elevada). Para seleccionar el grado/dureza adecuado para determinada aplicación, debemos tener en cuenta lo siguiente:
Trenes de perfiles: en caso de huella o temple en la última pasada, no existe otra alternativa que reacondicionar el cilindro. En caso de que se produzca en una de las primeras cajas, se trata de una jugada del destino y como tal debe ser aceptada.

Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
77
Trenes de bandas en caliente: en muchos casos, la sobrecarga local se produce por el metal “caliente” que es fácilmente deformable. No hay problema: los cilindros de trabajo y de apoyo pueden tener más o menos la misma dureza. No hay riesgo alguno. (Al contrario de lo que se establece en las viejas tradiciones que preconizaban el uso de cilindros de apoyo “blandos”, las cuales han pasado a la historia ya que se requiere una mayor resistencia al desgaste, cf. capítulo 4.8.1).
Solamente se puede laminar/deformar la banda en frío sometiéndola a una fuerte
tensión más la compresión de los cilindros (véase la referencia al diagrama de Mohr en el capítulo 3.2.2). Y después de la primera deformación plástica en frío, el endurecimiento mecánico es tan elevado que en caso de que se produzcan accidentes durante el proceso de laminación la banda sometida a una carga unidireccional no puede admitir más deformación plástica. Los cilindros de trabajo no admiten la deformación (requerirían un reacondicionamiento inmediato), por lo que son los cilindros de apoyo los que aceptan la sobrecarga local mediante deformación plástica (con un poco de suerte sin que se produzcan grietas). Para lograrlo, la dureza del cilindro de apoyo debe ser significativamente menor que la del cilindro de trabajo. Se trata de una regla tradicional pero que aún sigue siendo válida.
4.6 DAÑOS POR FATIGA Existen todo tipo de daños por fatiga en los cilindros, tanto si se trata de cilindros para productos largos o planos, cilindros de apoyo o cilindros de trabajo. Los daños por fatiga pueden iniciarse a nivel superficial o interno. Se puede generar un problema de fatiga debido a unas cargas excesivamente elevadas en el tren, pero, en la mayoría de los casos, se dan ciertas circunstancias que podrían mejorar mediante el uso de unos “cilindros más adecuados”. En algunos casos de fatiga, se habla de “cilindros/componentes con entalla” (cf. capítulo 3.2.2, en especial la Figura 20 a 24). El “factor de entalla” y las tensiones residuales (como tensiones preliminares) son cruciales. Ejemplos típicos de rotura por fatiga son las tablas de cilindros para trenes de perfiles o los chaflanes de cilindros utilizados en trenes dúo o de cilindros de apoyo. Sin embargo, en algunos casos de rotura por fatiga no existe una influencia de las entallas diseñadas, principalmente en los denominados desconches en forma de estribo en cilindros de trabajo de colada doble con núcleo de fundición gris/con grafito laminar para productos planos, desconches en el borde de la tabla de cilindros de apoyo y de trabajo y desconches en general.
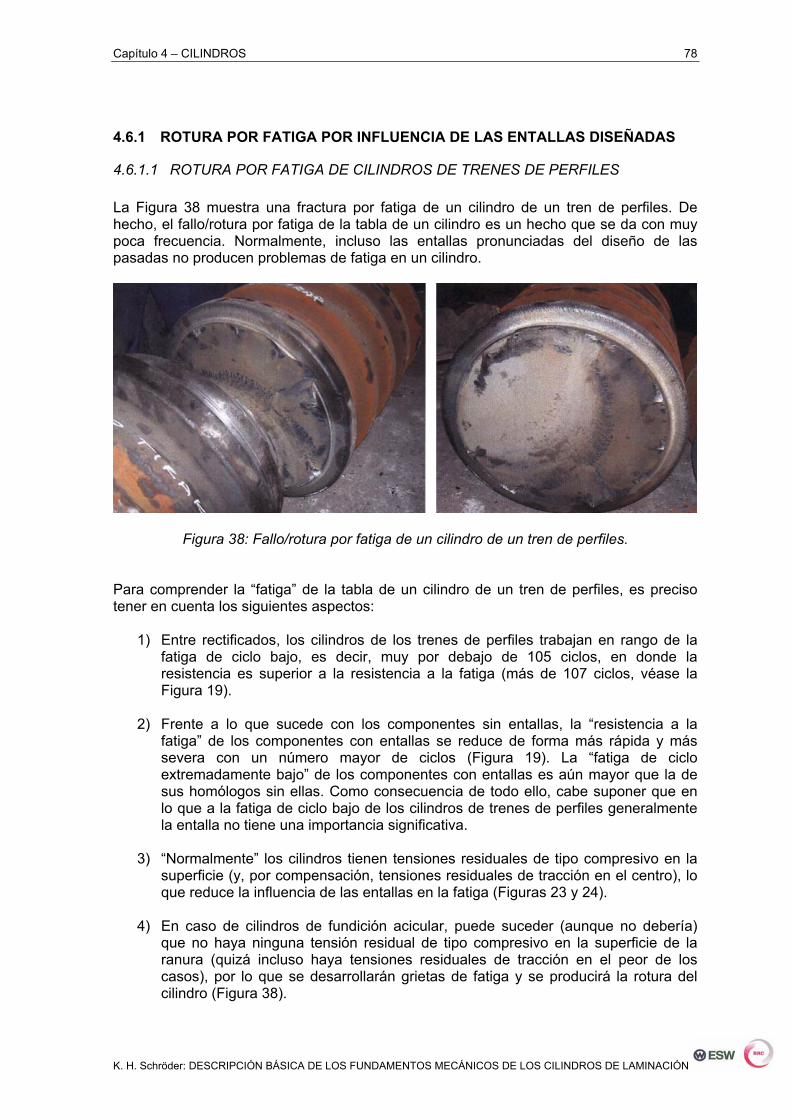
Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
78
4.6.1 ROTURA POR FATIGA POR INFLUENCIA DE LAS ENTALLAS DISEÑADAS
4.6.1.1 ROTURA POR FATIGA DE CILINDROS DE TRENES DE PERFILES La Figura 38 muestra una fractura por fatiga de un cilindro de un tren de perfiles. De hecho, el fallo/rotura por fatiga de la tabla de un cilindro es un hecho que se da con muy poca frecuencia. Normalmente, incluso las entallas pronunciadas del diseño de las pasadas no producen problemas de fatiga en un cilindro.
Figura 38: Fallo/rotura por fatiga de un cilindro de un tren de perfiles.
Para comprender la “fatiga” de la tabla de un cilindro de un tren de perfiles, es preciso tener en cuenta los siguientes aspectos:
1) Entre rectificados, los cilindros de los trenes de perfiles trabajan en rango de la fatiga de ciclo bajo, es decir, muy por debajo de 105 ciclos, en donde la resistencia es superior a la resistencia a la fatiga (más de 107 ciclos, véase la Figura 19).
2) Frente a lo que sucede con los componentes sin entallas, la “resistencia a la
fatiga” de los componentes con entallas se reduce de forma más rápida y más severa con un número mayor de ciclos (Figura 19). La “fatiga de ciclo extremadamente bajo” de los componentes con entallas es aún mayor que la de sus homólogos sin ellas. Como consecuencia de todo ello, cabe suponer que en lo que a la fatiga de ciclo bajo de los cilindros de trenes de perfiles generalmente la entalla no tiene una importancia significativa.
3) “Normalmente” los cilindros tienen tensiones residuales de tipo compresivo en la
superficie (y, por compensación, tensiones residuales de tracción en el centro), lo que reduce la influencia de las entallas en la fatiga (Figuras 23 y 24).
4) En caso de cilindros de fundición acicular, puede suceder (aunque no debería)
que no haya ninguna tensión residual de tipo compresivo en la superficie de la ranura (quizá incluso haya tensiones residuales de tracción en el peor de los casos), por lo que se desarrollarán grietas de fatiga y se producirá la rotura del cilindro (Figura 38).

Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
79
5) Los cilindros de trenes de perfiles con tratamiento térmico y tabla lisa a menudo
presentan un nivel demasiado bajo de tensiones residuales tras el mecanizado de ranuras muy profundas (véase, por ejemplo, el diseño de pasadas de cilindros para la fabricación de tablestacas). En esos casos, se puede producir la rotura por fatiga de estos cilindros. La solución técnica sería un tratamiento térmico adecuado de cilindros en los que previamente se han realizado las ranuras, que deberían producir un nivel adecuado de tensiones residuales en el cuerpo del cilindro acabado.
En ocasiones, después de un problema de refrigeración en el tren, se desarrollan en los cilindros algunas grietas térmicas circunferenciales, las cuales, al ser de cierta profundidad, reducen realmente la sección transversal del cilindro y pueden provocar la rotura del mismo ante una elevada carga en condiciones de fatiga de ciclo bajo.
4.6.1.2 CHAFLANES DE CILINDROS Los chaflanes de los cilindros nunca deberían romper, aun cuando el número de ciclos de carga es muy elevado, especialmente en el caso de los cilindros de apoyo. En este tipo de cilindros, el factor de entalla de los chaflanes se sitúa siempre en torno a 2 y es difícil mejorarlo. Los diámetros en la tabla y los cuellos están definidos y el espacio para el diámetro mayor en el chaflán es limitado, pero merece la pena siempre reducir el factor de entalla. Dado que el diseño está definido, las tensiones residuales son cruciales. En caso de que desarrolle una grieta, se puede mantener bajo control el riesgo de rotura aplicando los fundamentos científicos de la mecánica de la fractura. Cuando se inicia una grieta en determinada área, es posible seguir la propagación de la misma mediante ensayos no destructivos. Aunque no exista información sobre los niveles estadísticos de cargas alternantes, la propagación de la grieta debería ser lenta y en ningún caso verse acelerada – al detectar el inicio de una aceleración en la propagación, se deberá poner fin a la utilización del cilindro. Es posible calcular la profundidad crítica máxima de la grieta antes de que se produzca la rotura y evitarla incluyendo un factor de seguridad. Ello supone que existen dos criterios a controlar para prevenir una rotura catastrófica del cuello: evitar la aceleración en la propagación de la grieta y retirada del servicio de cilindros con grietas en el chaflán de cierta profundidad. En el pasado se ha aplicado esta idea con cierto número de cilindros de apoyo sin que se produjera ningún fallo total (¡en estos casos se admitían grietas con una profundidad de hasta 100 mm). El problema es que cualquier tipo de tratamiento de reparación en el chaflán de un cilindro, como por ejemplo soldadura de la zona con grietas o mecanizado de radio superior en la misma solamente empeoraría la situación. Por este motivo, está prohibido cualquier tipo de reparación en el chaflán.
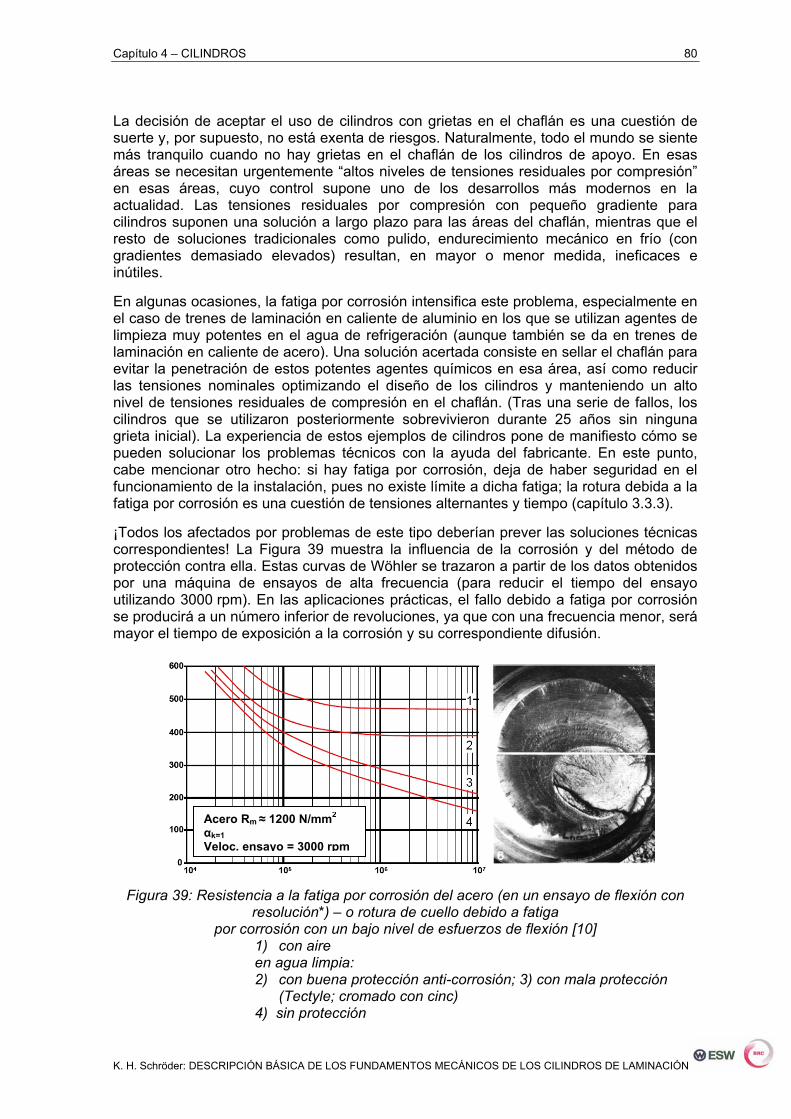
Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
80
La decisión de aceptar el uso de cilindros con grietas en el chaflán es una cuestión de suerte y, por supuesto, no está exenta de riesgos. Naturalmente, todo el mundo se siente más tranquilo cuando no hay grietas en el chaflán de los cilindros de apoyo. En esas áreas se necesitan urgentemente “altos niveles de tensiones residuales por compresión” en esas áreas, cuyo control supone uno de los desarrollos más modernos en la actualidad. Las tensiones residuales por compresión con pequeño gradiente para cilindros suponen una solución a largo plazo para las áreas del chaflán, mientras que el resto de soluciones tradicionales como pulido, endurecimiento mecánico en frío (con gradientes demasiado elevados) resultan, en mayor o menor medida, ineficaces e inútiles. En algunas ocasiones, la fatiga por corrosión intensifica este problema, especialmente en el caso de trenes de laminación en caliente de aluminio en los que se utilizan agentes de limpieza muy potentes en el agua de refrigeración (aunque también se da en trenes de laminación en caliente de acero). Una solución acertada consiste en sellar el chaflán para evitar la penetración de estos potentes agentes químicos en esa área, así como reducir las tensiones nominales optimizando el diseño de los cilindros y manteniendo un alto nivel de tensiones residuales de compresión en el chaflán. (Tras una serie de fallos, los cilindros que se utilizaron posteriormente sobrevivieron durante 25 años sin ninguna grieta inicial). La experiencia de estos ejemplos de cilindros pone de manifiesto cómo se pueden solucionar los problemas técnicos con la ayuda del fabricante. En este punto, cabe mencionar otro hecho: si hay fatiga por corrosión, deja de haber seguridad en el funcionamiento de la instalación, pues no existe límite a dicha fatiga; la rotura debida a la fatiga por corrosión es una cuestión de tensiones alternantes y tiempo (capítulo 3.3.3). ¡Todos los afectados por problemas de este tipo deberían prever las soluciones técnicas correspondientes! La Figura 39 muestra la influencia de la corrosión y del método de protección contra ella. Estas curvas de Wöhler se trazaron a partir de los datos obtenidos por una máquina de ensayos de alta frecuencia (para reducir el tiempo del ensayo utilizando 3000 rpm). En las aplicaciones prácticas, el fallo debido a fatiga por corrosión se producirá a un número inferior de revoluciones, ya que con una frecuencia menor, será mayor el tiempo de exposición a la corrosión y su correspondiente difusión.
Figura 39: Resistencia a la fatiga por corrosión del acero (en un ensayo de flexión con
resolución*) – o rotura de cuello debido a fatiga por corrosión con un bajo nivel de esfuerzos de flexión [10]
1) con aire en agua limpia: 2) con buena protección anti-corrosión; 3) con mala protección
(Tectyle; cromado con cinc) 4) sin protección
Acero Rm ≈ 1200 N/mm2
αk=1 Veloc. ensayo = 3000 rpm

Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
81
4.6.2 FATIGA DE CILINDROS SIN INFLUENCIA DE ENTALLAS DISEÑADAS
4.6.2.1 DESCONCHES EN FORMA DE ESTRIBO EN CILINDROS DE TRABAJO En la década de los ochenta, en algunos trenes se introdujeron nuevas estrategias de laminación, con el resultado de que muchos cilindros de trabajo de colada doble fabricados a partir de fundición con alto contenido en cromo, con núcleo de fundición gris/grafito laminar y capa” de grafito laminar fallaron debido a graves problemas de desconches (a menudo denominados “desconches en forma de estribo”). En aquellos casos, los desconches se iniciaban en el material del núcleo, algo que no había sucedido anteriormente. Se comprobó que este problema de fatiga estaba relacionado con la resistencia de la fundición gris en combinación con las tensiones residuales de tracción en el material del núcleo. En la actualidad, muchos de los trenes con altos niveles de carga utilizan fundición nodular como material del núcleo. En el pasado, cuando se puso de manifiesto este problema, era habitual reducir el nivel total de tensiones residuales. Ello contribuía realmente a evitar los desconches pero estos cilindros se volvían más críticos en relación con las grietas de origen térmico.
Figura 40: Desconche en forma de estribo producido por la fatiga, originado en el material del núcleo por debajo de la interfaz capa/núcleo, con rotura hacia la superficie de la tabla
[11]
4.6.2.2 DESCONCHES EN EL BORDE Un problema muy especial de fatiga son los “desconches en el borde”, que en algunos trenes se dan con frecuencia, mientras que en otros son muy raros. Este tipo de desconches pueden producirse tanto en los cilindros de trabajo como en los de apoyo, y su aparición se debe más a un problema del tren que a un problema directamente relacionado con los cilindros, aun cuando es posible que se produzca más en las piezas de un fabricante que en las de otro. Los desconches en el borde son un problema asociado a la fatiga debido a un estado permanente de sobreesfuerzo. Ello puede deberse a diversas causas, pero todas ellas fácilmente entendibles: a través de los cojinetes de los cilindros de apoyo se transmite una fuerza de separación que alcanza vía flexión la tabla de éstos y, por presión, la tabla de los cilindros de trabajo hasta finalmente llegar a la banda (deflexión del tren*). Aunque todas estas deformaciones se producen, una vez tenidos en cuenta el resto de los factores, la banda obtenida tras el proceso de laminación debe ser plana. Debido a la flexión de los cilindros de apoyo, es fácil ver que las presiones máximas se localizan en

Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
82
los bordes (acción-reacción), lo cual es aplicable tanto a los de apoyo como a los de trabajo. La situación de los puntos de presión máxima está influida por el forma de la tabla rectificada y el chaflán, el desgaste del cilindro durante la campaña y la flexión aplicada. Asimismo, dado que los bordes son un punto muy particular de los cilindros (σmax = 0), el esfuerzo cortante en ellos es muy superior a cualquier otro punto de la tabla (en donde σ1, 2, 3 ≠ 0). La flexión de los cilindros incrementa el riesgo de sobrecarga. En caso de que el operador del tren comience a compensar el desgaste de los cilindros mediante el sistema de flexión (lo cual es posible y se lleva a cabo en cierta medida), ¡los fallos definitivos comenzarán a producirse rápidamente! Sin embargo, existen programas de simulación que permiten calcular la distribución de tensiones a lo largo de la tabla. Estos programas, en los que se muestran los picos de tensiones en los bordes, constituyen una herramienta adecuada para la simulación de métodos que permitan evitar los desconches de los bordes, definiendo:
la forma óptima de la tabla de los cilindros
los límites del desgaste máximo de los cilindros
la corona “correcta” de la tabla de los cilindros
En la Figura 41 se ponen de manifiesto las distribuciones de carga en los trenes y desconche en los extremos:
Figura 41: Distribución de carga específica en la zona de contacto entre los cilindros de trabajo (longitud de tabla: 4000 mm)
y los de apoyo (longitud de tabla: 3800 mm) 1) sin flexión de cilindros de trabajo 2) con flexión de cilindros de trabajo
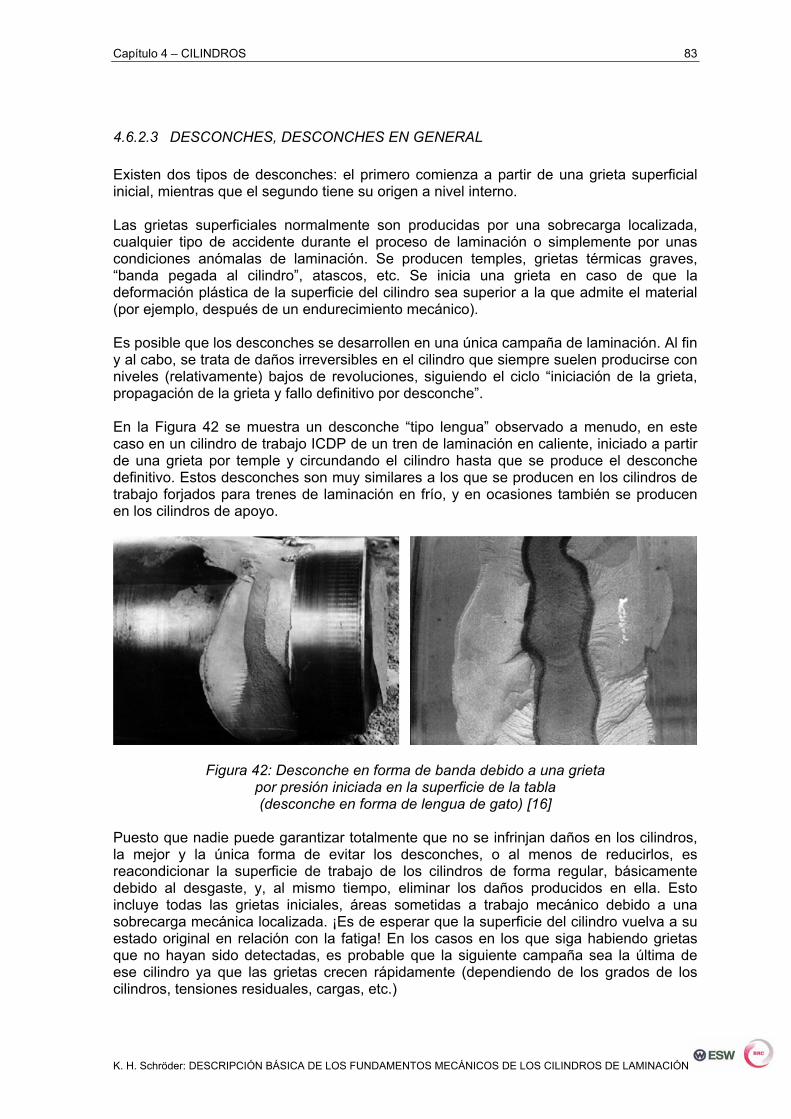
Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
83
4.6.2.3 DESCONCHES, DESCONCHES EN GENERAL Existen dos tipos de desconches: el primero comienza a partir de una grieta superficial inicial, mientras que el segundo tiene su origen a nivel interno. Las grietas superficiales normalmente son producidas por una sobrecarga localizada, cualquier tipo de accidente durante el proceso de laminación o simplemente por unas condiciones anómalas de laminación. Se producen temples, grietas térmicas graves, “banda pegada al cilindro”, atascos, etc. Se inicia una grieta en caso de que la deformación plástica de la superficie del cilindro sea superior a la que admite el material (por ejemplo, después de un endurecimiento mecánico). Es posible que los desconches se desarrollen en una única campaña de laminación. Al fin y al cabo, se trata de daños irreversibles en el cilindro que siempre suelen producirse con niveles (relativamente) bajos de revoluciones, siguiendo el ciclo “iniciación de la grieta, propagación de la grieta y fallo definitivo por desconche”. En la Figura 42 se muestra un desconche “tipo lengua” observado a menudo, en este caso en un cilindro de trabajo ICDP de un tren de laminación en caliente, iniciado a partir de una grieta por temple y circundando el cilindro hasta que se produce el desconche definitivo. Estos desconches son muy similares a los que se producen en los cilindros de trabajo forjados para trenes de laminación en frío, y en ocasiones también se producen en los cilindros de apoyo.
Figura 42: Desconche en forma de banda debido a una grieta por presión iniciada en la superficie de la tabla (desconche en forma de lengua de gato) [16]
Puesto que nadie puede garantizar totalmente que no se infrinjan daños en los cilindros, la mejor y la única forma de evitar los desconches, o al menos de reducirlos, es reacondicionar la superficie de trabajo de los cilindros de forma regular, básicamente debido al desgaste, y, al mismo tiempo, eliminar los daños producidos en ella. Esto incluye todas las grietas iniciales, áreas sometidas a trabajo mecánico debido a una sobrecarga mecánica localizada. ¡Es de esperar que la superficie del cilindro vuelva a su estado original en relación con la fatiga! En los casos en los que siga habiendo grietas que no hayan sido detectadas, es probable que la siguiente campaña sea la última de ese cilindro ya que las grietas crecen rápidamente (dependiendo de los grados de los cilindros, tensiones residuales, cargas, etc.)

Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
84
Para garantizar una superficie perfecta después del mecanizado, es altamente recomendable realizar un rectificado utilizando un equipo automático de inspección por métodos no destructivos (p.ej., corrientes parásitas), especialmente en trenes con altos índices de atascos, que procesen material de bajo espesor y que utilicen cilindros “sensibles” como son los ICDP, HSS. Merece la pena utilizar este tipo de equipos en cualquier momento y situación. Los desconches iniciados a nivel interno son típicos de la laminación en frío de productos planos, particularmente de los cilindros de apoyo, aunque también se pueden producir en cualquier otro caso. En mi opinión, el mejor tratado sobre este tema es el manual FORGED HARDENED STEEL ROLLS – SERVICE PROBLEMS – CAUSES AND PREVENTION1 publicado por Union Electric Steel Co en 1999, cuyos resultados y conclusiones son aplicables no solamente a los cilindros forjados sino a cualquier tipo de material. En dicho documento, Union Electric (UE) presenta múltiples ejemplos y ofrece datos teóricos y prácticos de gran utilidad. El inicio de los desconches a nivel interno se localiza en el punto con mayores niveles de esfuerzo cortante en la zona de contacto entre el cilindro de apoyo y el de trabajo (presión Hertziana). Sin embargo, aunque la distribución de tensiones/cargas sea homogénea, es evidente que la distribución de los desconches por fatiga de tipo “friable” (expresión utilizada por UE) después de un número elevado de ciclos no es equivalente. El principal motivo de este comportamiento es que los desconches internos siempre se inician en puntos en los que existen “defectos materiales” concretos, desde inclusiones no metálicas a microporosidades, cuya distribución evidentemente no es homogénea. La solución a este problema es mejorar la limpieza inclusonaria del material (cf. capítulo 3.2.4). Los expertos en forja apuestan por el proceso ESR (refusión bajo escoria electroconductora) frente al proceso EAF (horno eléctrico), dados los satisfactorios resultados obtenidos con este método. Las fundiciones trataron de utilizar bloques ESR en lugar de cilindros de fundición, aunque sin éxito. Sin embargo, se logró mejorar los niveles de inclusiones de los materiales colados utilizados en los cilindros de apoyo. Todos los años se presentan “nuevos resultados científicos” obtenidos en los trabajos de investigación en el campo de los desconches de tipo “friable”, diversos ensayos de fatiga por tensiones de contacto en diferentes condiciones, búsqueda de nuevos límites de tensiones, etc., pero es evidente que los “cilindros buenos” siguen proporcionando buenos resultados en condiciones normales de laminación mientras que los de los “cilindros no tan buenos” siguen siendo peores. El trabajo a desarrollar debe centrarse en mejorar la calidad de los cilindros, especialmente en lo que a limpieza inclusonaria se refiere. Este desarrollo ya se produjo hace unos 20 años en los materiales utilizados en cojinetes, donde finalmente se obtuvieron resultados muy satisfactorios. En la medida en que los constructores de trenes mantengan los límites de diseño de los cilindros (cf. capítulo 4.10), y así lo vienen haciendo, los cilindros deberían trabajar en condiciones normales de laminación sin que se produzcan fallos (incluidos los desocnches de tipo “friable”).
1 CILINDROS DE ACERO FORJADO ENDURECIDO – PROBLEMAS DE SERVICIO – CAUSAS Y PREVENCIÓN
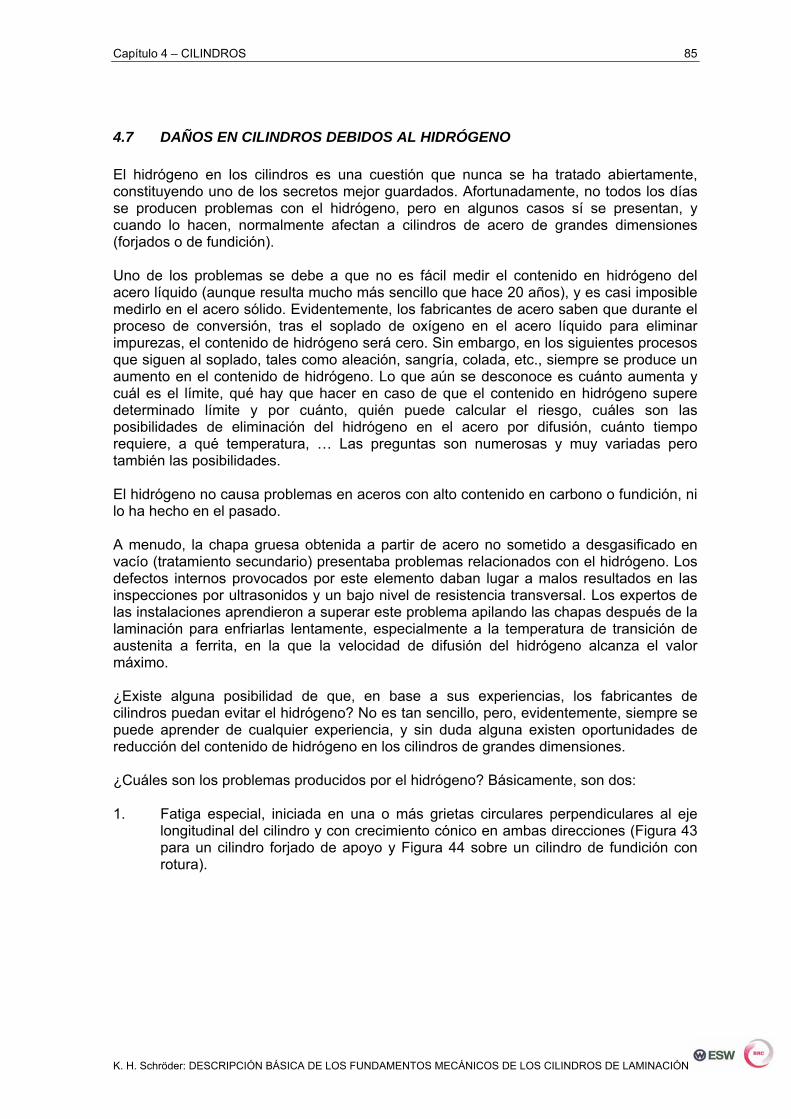
Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
85
4.7 DAÑOS EN CILINDROS DEBIDOS AL HIDRÓGENO El hidrógeno en los cilindros es una cuestión que nunca se ha tratado abiertamente, constituyendo uno de los secretos mejor guardados. Afortunadamente, no todos los días se producen problemas con el hidrógeno, pero en algunos casos sí se presentan, y cuando lo hacen, normalmente afectan a cilindros de acero de grandes dimensiones (forjados o de fundición). Uno de los problemas se debe a que no es fácil medir el contenido en hidrógeno del acero líquido (aunque resulta mucho más sencillo que hace 20 años), y es casi imposible medirlo en el acero sólido. Evidentemente, los fabricantes de acero saben que durante el proceso de conversión, tras el soplado de oxígeno en el acero líquido para eliminar impurezas, el contenido de hidrógeno será cero. Sin embargo, en los siguientes procesos que siguen al soplado, tales como aleación, sangría, colada, etc., siempre se produce un aumento en el contenido de hidrógeno. Lo que aún se desconoce es cuánto aumenta y cuál es el límite, qué hay que hacer en caso de que el contenido en hidrógeno supere determinado límite y por cuánto, quién puede calcular el riesgo, cuáles son las posibilidades de eliminación del hidrógeno en el acero por difusión, cuánto tiempo requiere, a qué temperatura, … Las preguntas son numerosas y muy variadas pero también las posibilidades. El hidrógeno no causa problemas en aceros con alto contenido en carbono o fundición, ni lo ha hecho en el pasado. A menudo, la chapa gruesa obtenida a partir de acero no sometido a desgasificado en vacío (tratamiento secundario) presentaba problemas relacionados con el hidrógeno. Los defectos internos provocados por este elemento daban lugar a malos resultados en las inspecciones por ultrasonidos y un bajo nivel de resistencia transversal. Los expertos de las instalaciones aprendieron a superar este problema apilando las chapas después de la laminación para enfriarlas lentamente, especialmente a la temperatura de transición de austenita a ferrita, en la que la velocidad de difusión del hidrógeno alcanza el valor máximo. ¿Existe alguna posibilidad de que, en base a sus experiencias, los fabricantes de cilindros puedan evitar el hidrógeno? No es tan sencillo, pero, evidentemente, siempre se puede aprender de cualquier experiencia, y sin duda alguna existen oportunidades de reducción del contenido de hidrógeno en los cilindros de grandes dimensiones. ¿Cuáles son los problemas producidos por el hidrógeno? Básicamente, son dos: 1. Fatiga especial, iniciada en una o más grietas circulares perpendiculares al eje
longitudinal del cilindro y con crecimiento cónico en ambas direcciones (Figura 43 para un cilindro forjado de apoyo y Figura 44 sobre un cilindro de fundición con rotura).
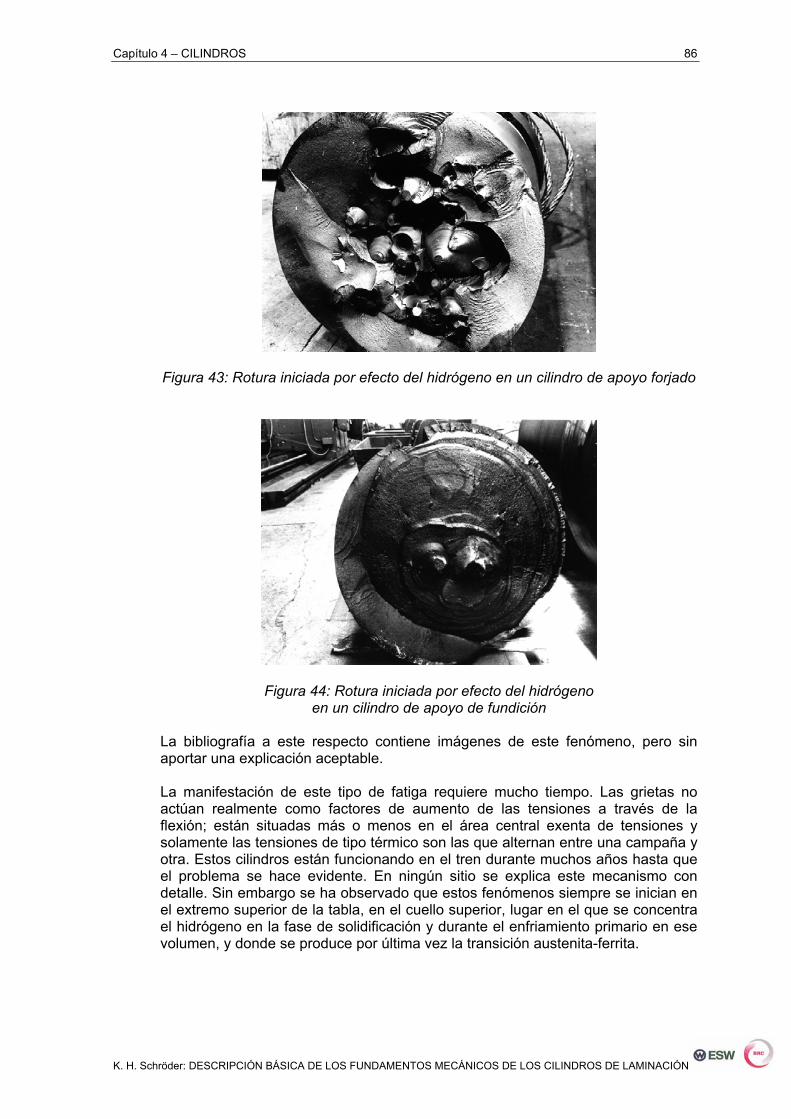
Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
86
Figura 43: Rotura iniciada por efecto del hidrógeno en un cilindro de apoyo forjado
Figura 44: Rotura iniciada por efecto del hidrógeno en un cilindro de apoyo de fundición
La bibliografía a este respecto contiene imágenes de este fenómeno, pero sin aportar una explicación aceptable. La manifestación de este tipo de fatiga requiere mucho tiempo. Las grietas no actúan realmente como factores de aumento de las tensiones a través de la flexión; están situadas más o menos en el área central exenta de tensiones y solamente las tensiones de tipo térmico son las que alternan entre una campaña y otra. Estos cilindros están funcionando en el tren durante muchos años hasta que el problema se hace evidente. En ningún sitio se explica este mecanismo con detalle. Sin embargo se ha observado que estos fenómenos siempre se inician en el extremo superior de la tabla, en el cuello superior, lugar en el que se concentra el hidrógeno en la fase de solidificación y durante el enfriamiento primario en ese volumen, y donde se produce por última vez la transición austenita-ferrita.

Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
87
Aunque realmente se trata de una situación de fatiga progresiva, las únicas tensiones en éste área están relacionadas con las tensiones residuales y de origen térmico y el número de alternancia de cargas es muy pequeño. En cualquier caso, se descubrió que el hidrógeno estaba activo.
2. La fractura frágil retardada asociada al hidrógeno se produce de forma repentina, incluso sin ningún tipo de carga de laminación en el cilindro, a veces mientras los cilindros aún están en el almacén, incluso años después de su suministro. Se trata de un fenómeno ampliamente conocido en la ciencia de los materiales y existen ensayos especiales para examinar la sensibilidad de los materiales ante este posible suceso. El material se vuelve frágil por el hidrógeno y, cuando es sometido a una carga, más tarde o más temprano (dependiendo del contenido de hidrógeno y de la tensión), la probeta o el cilindro comienza a desintegrarse sin ningún signo de deformación, ni siquiera en la zona de la fractura cuando se analiza topográficamente, la cual muestra únicamente una cara de exfoliación.
El hidrógeno es un elemento crucial para el acero, siempre y cuando sus átomos se disuelvan en la microestructura de éste y puedan desplazarse por difusión libre. En el momento en que el dos átomos se combinan para formar gas hidrógeno (H2) y se depositan en una cavidad, porosidad, …, dejan de suponer un riesgo de daños. ¡Realmente las cavidades por contracción son los mejores elementos de captación del hidrógeno! Nunca se han producido fallos relacionados con el hidrógeno en cilindros con grandes cavidades por contracción. Y dado que los cilindros de fundición siempre presentan al menos ciertas microcavidades, el contenido de hidrógeno aceptable es muy superior al de los cilindros forjados (el doble).
4.8 DESGASTE Y FRICCIÓN DE CILINDROS
4.8.1 DESGASTE Y RENDIMIENTO DE LOS CILINDROS Se produce fricción y desgaste siempre que hay un movimiento y deslizamiento relativos entre diversos materiales. Para construir los equipos necesarios para realizar los ensayos de desgaste se han utilizado modelos sencillos. En algunos casos, una probeta se desliza sobre la otra bajo una carga; en otros, se utiliza una máquina con un punzón y un disco, o dos cilindros. En todos ellos, la pérdida de peso indica el nivel de desgaste, el cual es una función de los materiales sometidos a ensayo, el tiempo de ejecución o la longitud del desgaste (en términos de metros, kilómetros, …). Sin embargo, los resultados obtenidos no tienen realmente una utilidad práctica, ya que están influidos por múltiples parámetros. En el caso de los cilindros, el mejor equipo de pruebas es un tren de laminación. En los trenes de laminación, el desgaste se produce principalmente en las áreas de mayor fricción, es decir, entre el cilindro y el material laminado. Aunque en los trenes también se produce desgaste en otras partes en las que prácticamente no existe fricción (por ejemplo, la tabla de los cilindros de apoyo en trenes cuarto también sufre desgaste), su importancia es mucho menor. Por lo general, la distribución del desgaste de un extremo a otro de la tabla no es homogénea, puesto que las condiciones no son iguales en todo el ancho de la banda, y en ningún caso los bordes de los cilindros están en contacto con el material laminado.

Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
88
En los trenes de laminación en caliente, la superficie de los cilindros se ve afectada por las variaciones de temperatura en cada giro, que pueden dar lugar a grietas de origen térmico (cf. capítulo 3.5) y éstas a la aparición de fricción y desgaste. Un tercer factor de impacto en el desgaste es la refrigeración de los cilindros / de la banda. El agua utilizada como agente refrigerante o la emulsión/mezcla a base de agua puede estar limpia o no, por lo que puede contener lubricantes y aditivos químicos, que, en ocasiones, resultan muy agresivos (por ejemplo durante el proceso de laminación en caliente del aluminio). El desgaste y las grietas térmicas aumentan de forma progresiva durante la campaña de laminación. Después de cada campaña, se reacondicionan (se rectifican) los cilindros para restablecer la forma original correcta. Durante la rectificación, el diámetro del cilindro se reduce hasta eliminar todos los signos visibles de desgaste y aquellas partes que presenten grietas de origen térmico (cf. capítulo 4.5), en la actualidad bajo control de equipos de inspección por corrientes parásitas, lo cual es altamente recomendable. Adicionalmente, se elimina cierta cantidad de material por motivos de seguridad, al objeto de reducir el riesgo de problemas debidos a daños no detectados en la superficie de los cilindros. En caso de se observen daños en la superficie de un cilindro producidos por un accidente en el tren (un impacto localizado o grietas térmicas), será preciso eliminarlos mediante un rectificado a mayor profundidad. Al final de la vida de un cilindro, se establece una relación entre el material laminado total, medido en toneladas o longitud de producto (kilómetros), y el material total eliminado del cilindro, en condiciones normales de laminación y excluyendo el material eliminado debido a accidentes en el tren. Se obtiene de este modo un valor de rendimiento productivo o real del cilindro. Si se incluye el material eliminado debido a accidentes, entonces el valor obtenido es el rendimiento total del cilindro. Ambos datos son los más importantes a la hora de evaluar un cilindro, comparándolo con otros o con otras calidades, así como para establecer las diferencias entre varios suministradores. El desgaste de los cilindros depende del grado utilizado, de su composición química y de la microestructura. El desgaste disminuye al aumentar el contenido de carburos de dureza extrema (cf. capítulo 3.5), u otro tipo de partículas muy duras como materiales cerámicos (en un futuro). En los últimos 50 años, se han utilizado diferentes grados en los cilindros de trabajo de trenes de laminación en caliente, y, durante cierto tiempo, se utilizaron hasta cuatro grados diferentes en las diferentes cajas del tren. Todos estos grados se fabricaban básicamente en el mismo rango de dureza (Figura 45) y, sin embargo, sus resultados en cuanto al desgaste eran muy diferentes.

Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
89
** Figura 45: Rango de dureza de la tabla
y contenido en carburos de diversos grados de cilindros [17]
Es posible que el contenido en carburos solamente sea relevante en uno de los grados (ICDP). La comparación de los diferentes grados revela que el tipo de carburos es más importante para la resistencia del material que el contenido total. Indudablemente, los grados HSS (5-15% de carburos) no muestran ningún desgaste en comparación con los ICDP (25-40% de carburos).
Esta estrategia se siguió en el desarrollo de cilindros ICDP con carburo mejorado: menor contenido de carburos y, sin embargo, carburos de mayor dureza en una fuerte estructura martensítica para mantener la fortaleza de los carburos de alta dureza*. El rendimiento de estos cilindros ICDP mejoró en muchos trenes, en niveles mínimos del 20%, máximos superiores a 100%). Y el resto de los grados seguirán la misma dirección, teniendo siempre en cuenta que la resistencia al desgaste es solamente una de las propiedades exigidas. Para el mismo tipo de grado de cilindro, la dureza carece de importancia (Figura 46). A menudo, el ligero incremento en la resistencia al desgaste que teóricamente puede existir se ve ampliamente compensado por el riesgo de pérdidas improductivas en la vida del cilindro a partir de accidentes en el tren. No debemos olvidarlo: al aumentar la dureza, se reduce la ductilidad del material y, para todos los materiales, existe una dureza óptima, máxima y útil (capítulo 3.2.4).
Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
90
** Figura 46: Rendimiento en toneladas de cilindros de trabajo ICDP
(Ø 680 x 1900 mm), accidentes del tren no incluidos Desgraciadamente, no resulta fácil establecer reglas generales que permitan determinar cuáles son los materiales más resistentes al desgaste para todas las aplicaciones, ya que las condiciones en las que éste se produce varían demasiado. A modo de curiosidad, incluimos a continuación un ejemplo que demuestra hasta qué punto la refrigeración de los cilindros/de la banda influye en el desgaste. En los 80, se probó a utilizar fundición con alto contenido en cromo en cilindros de apoyo para laminación en frío. Prácticamente no se produjo desgaste, pero los cilindros fallaron debido a la aparición de grietas y desconches por las sobrecargas mecánicas localizadas y a la falta del nivel suficiente de ductilidad para llegar a la deformación. Como consecuencia de ello, se utilizó el mismo tipo de cilindros como cilindros de apoyo para trenes de laminación en caliente, con menor riesgo de desconches y deformación localizada, con el resultado de cero desconches en los cilindros. Sin embargo, éstos experimentaron un desgaste entre 3 y 5 veces superior al de los cilindros de apoyo de acero normal. La única diferencia entre la laminación en frío y en caliente era el medio refrigerante (emulsión limpia en lugar de agua sucia), pero evidentemente la “agresividad” del agua de los trenes de caliente y la heterogeneidad de la microestructura no eran compatibles. A partir de entonces, se desarrolló para aplicaciones de laminación en caliente un tipo de cilindro de apoyo más homogéneo con un 5% de contenido en cromo.
4.8.2 DESGASTE EN LOS CUELLOS DE LOS CILINDROS En el pasado se utilizaban cojinetes deslizantes (de madera y, posteriormente, de plástico) en los cilindros, pero los trenes modernos emplean únicamente rodamientos (y cojinetes de bolas) o cojinetes hidrostáticos/hidrodinámicos. Por lo general, el componente interno de estos cojinetes no son los cuellos de los cilindros, sino un anillo interior de acero, que van montados sobre los cuellos mediante ajuste en caliente (sin fricción), sueltos y fijados en la posición correcta mediante chavetas (casi sin fricción), o sueltos con movimiento permanente relativo con respecto al cuello (típico de los cilindros de trabajo de los trenes de laminación en caliente.

Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
91
En los cojinetes de cilindros siempre utilizan lubricantes, grasa o aceite, para lograr la fricción lubricante, mucho menor que cualquier fricción por deslizamiento. En caso de una perfecta fricción fluida, no se produce desgaste en los cuellos, independientemente del material del cuello y de su dureza. Sin embargo, en los últimos años, se han producido dos desarrollos que han dado lugar a graves problemas en cuanto al desgaste de los cuellos:
Por muchos motivos (uno de ellos, la mayor resistencia al desgaste en las tablas de los nuevos grados de cilindros), aumentó la duración de las campañas de los trenes de laminación, pero la lubricación por grasa era insuficiente para periodos tan largos, ya que era eliminada de los cojinetes por el agua de refrigeración, etc. Este problema se solucionó mejorando el sellado de los cojinetes y/o re-engrasándolos en caso de una campaña prolongada.
Algunos intentaron mejorar las tolerancias de la banda reduciendo el
juego/separación de los cojinetes. Esta medida era contraproducente, ya que de este modo se reducía el volumen de grasa en los cojinetes, aumentando el riesgo de fricción por deslizamiento de metales, produciendo en ambos casos un efecto negativo en el desgaste del cuello. A este respecto, es muy aconsejable seguir las instrucciones de los suministradores de cojinetes (Tabla 2).
Tabla 2: Tolerancias medidas en cuellos de cilindros (Fuente: manual de mantenimiento de un fabricante de cojinetes para cilindros)
Hasta el momento, la reparación de la superficie de los cuellos mediante soldadura o rociado por llama de metales o capas de óxido no ha dado resultados muy satisfactorios. La mejor y la única solución para minimizar el desgaste de los cuellos de los cilindros es garantizar una buena lubricación y mantener un “hueco” de separación lo suficientemente amplio.
Diámetro nominal del orificio Tolerancia del cilindro nuevo
Tolerancia operativa máxima
desde [mm] hasta [mm] [mm] [mm]
101,6 127,0 -0,100 / -0,125 -0,460
127,0 152,4 -0,130 / -0,155 -0,530
152,4 203,2 -0,150 / -0,175 -0,610
203,2 304,8 -0,180 / -0,205 -0,690
304,8 609,6 -0,200 / -0,250 -0,910
609,6 914,4 -0,250 / -0,330 -1,220
914,4 -0,300 / -0,400 -1,520
Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
92
4.8.3 ÁNGULO DE MORDIDA Y COEFICIENTE DE FRICCIÓN La laminación en caliente sin tensión en la banda, o solamente con una tensión mínima, requiere una “elevada” fricción entre el cilindro y el material laminado para empujar el material a través de la caja. En caso de que la fricción sea demasiado baja, se produce un patinazo, provocando diversos problemas en el tren. El ángulo de mordida y la velocidad de laminación son los parámetros críticos de las condiciones de laminación que permiten evitar estos patinazos: cuanto mayor sea la velocidad, menor será el ángulo de mordida (lo cual está bien si no hay fricción estática; la fricción por deslizamiento da lugar a patinazos). En la Figura 47 se representa la dependencia crítica entre el ángulo de mordida y la velocidad, desarrollada a nivel experimental para condiciones de cilindros recién rectificados.
** Figura 47: Relación entre el ángulo de mordida
y velocidad en diversos trenes de laminación [18] En caso de que el programa de laminación presente un ángulo de mordida excesivamente elevado para la velocidad deseada, es preciso reducir ésta o contribuir de alguna manera a aumentar la fricción en la superficie del cilindro. Por ejemplo, resulta útil un adecuado modelo* de grieta térmica abierta, o realizar indentaciones en la superficie del cilindro, o similar. A menudo, los patinazos solamente se producen después de un cambio en cilindros que acaban de ser rectificados, por lo que algunos trenes han desarrollado programas de laminación especiales para los primeros desbastes para lograr un “buen” modelo de grietas térmicas antes de pasar a un programa normal. La fricción por desgaste entre metales (cf. capítulo 3.6) depende de la combinación de materiales, pero se ha observado que no hay gran diferencia entre el acero caliente y los diferentes materiales utilizados para la fabricación de cilindros usados en laminación en caliente, incluidos los materiales HSS e indefinidos.

Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
93
Sin embargo, el coeficiente de fricción en un tren (Figura 48), calculado a partir de la fuerza de separación medida y calculado muestra un resultado muy diferente. En el tren, el coeficiente de fricción es mucho menor que el valor medido en el laboratorio y cambia de un desbaste a otro (por supuesto, el material del cilindro es el mismo, únicamente varía la superficie), y aumenta y cambia en relación con los diferentes materiales.
** Figura 48: Aumento del coeficiente de fricción de la superficie
de la tabla durante una campaña de laminación [19] Tal y como se ha visto, la fricción depende de los materiales y del estado de la superficie. Es evidente que las condiciones superficiales, el modelo de grietas térmicas y capas de óxido son más importantes que el cilindro propiamente dicho, y que las condiciones de laminación influyen enormemente en dichas condiciones. En la Figura 49 se representa el modelo de grietas térmicas de diferentes materiales, lo que puede explicar fácilmente la diferencia en el coeficiente de fricción del tren.
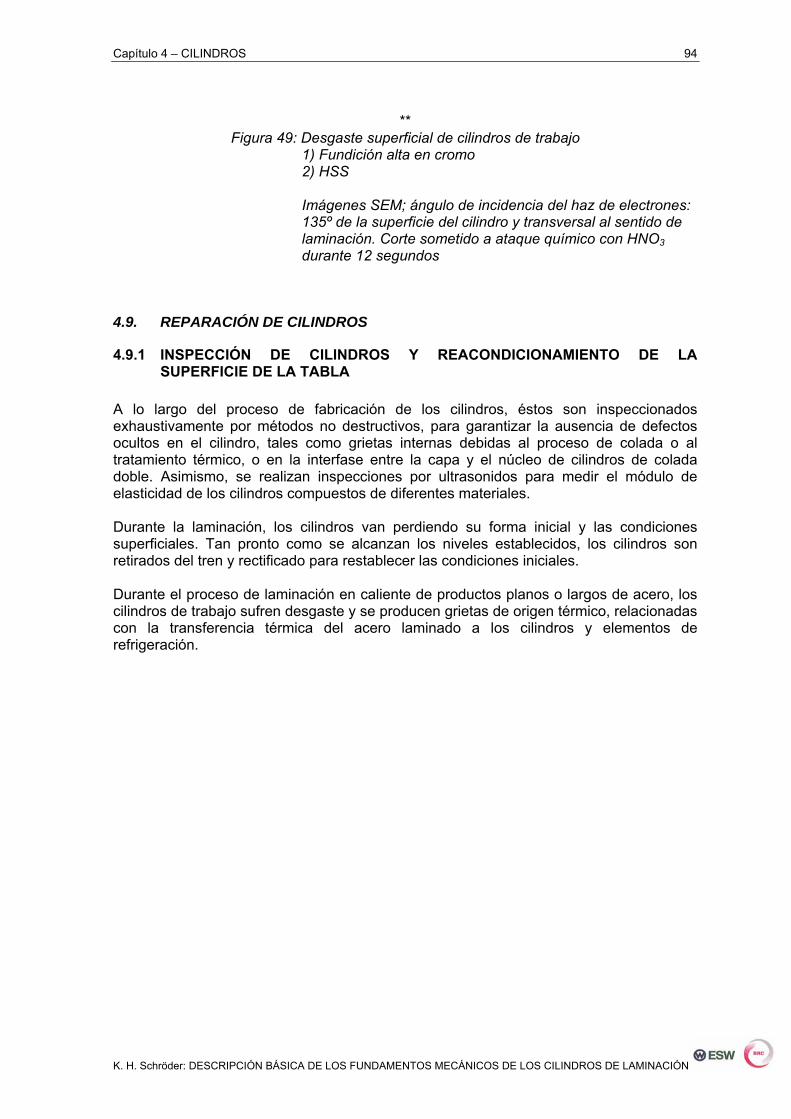
Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
94
** Figura 49: Desgaste superficial de cilindros de trabajo
1) Fundición alta en cromo 2) HSS Imágenes SEM; ángulo de incidencia del haz de electrones: 135º de la superficie del cilindro y transversal al sentido de laminación. Corte sometido a ataque químico con HNO3 durante 12 segundos
4.9. REPARACIÓN DE CILINDROS
4.9.1 INSPECCIÓN DE CILINDROS Y REACONDICIONAMIENTO DE LA SUPERFICIE DE LA TABLA
A lo largo del proceso de fabricación de los cilindros, éstos son inspeccionados exhaustivamente por métodos no destructivos, para garantizar la ausencia de defectos ocultos en el cilindro, tales como grietas internas debidas al proceso de colada o al tratamiento térmico, o en la interfase entre la capa y el núcleo de cilindros de colada doble. Asimismo, se realizan inspecciones por ultrasonidos para medir el módulo de elasticidad de los cilindros compuestos de diferentes materiales. Durante la laminación, los cilindros van perdiendo su forma inicial y las condiciones superficiales. Tan pronto como se alcanzan los niveles establecidos, los cilindros son retirados del tren y rectificado para restablecer las condiciones iniciales. Durante el proceso de laminación en caliente de productos planos o largos de acero, los cilindros de trabajo sufren desgaste y se producen grietas de origen térmico, relacionadas con la transferencia térmica del acero laminado a los cilindros y elementos de refrigeración.
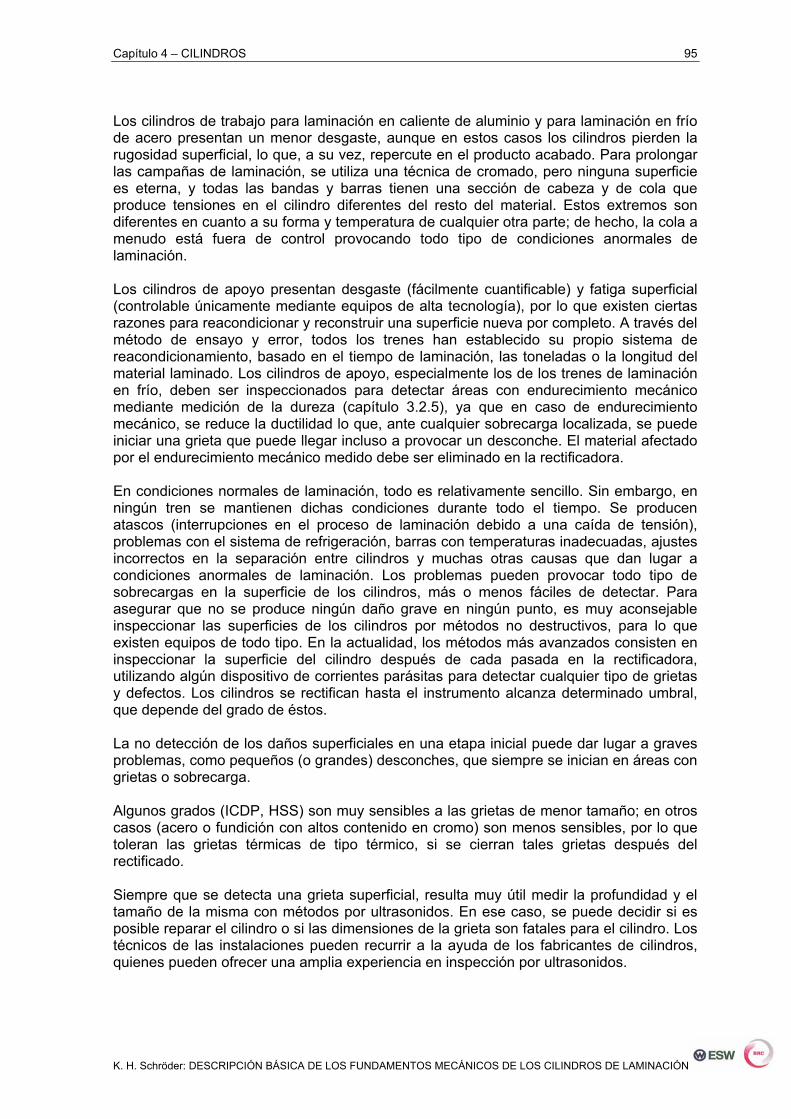
Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
95
Los cilindros de trabajo para laminación en caliente de aluminio y para laminación en frío de acero presentan un menor desgaste, aunque en estos casos los cilindros pierden la rugosidad superficial, lo que, a su vez, repercute en el producto acabado. Para prolongar las campañas de laminación, se utiliza una técnica de cromado, pero ninguna superficie es eterna, y todas las bandas y barras tienen una sección de cabeza y de cola que produce tensiones en el cilindro diferentes del resto del material. Estos extremos son diferentes en cuanto a su forma y temperatura de cualquier otra parte; de hecho, la cola a menudo está fuera de control provocando todo tipo de condiciones anormales de laminación. Los cilindros de apoyo presentan desgaste (fácilmente cuantificable) y fatiga superficial (controlable únicamente mediante equipos de alta tecnología), por lo que existen ciertas razones para reacondicionar y reconstruir una superficie nueva por completo. A través del método de ensayo y error, todos los trenes han establecido su propio sistema de reacondicionamiento, basado en el tiempo de laminación, las toneladas o la longitud del material laminado. Los cilindros de apoyo, especialmente los de los trenes de laminación en frío, deben ser inspeccionados para detectar áreas con endurecimiento mecánico mediante medición de la dureza (capítulo 3.2.5), ya que en caso de endurecimiento mecánico, se reduce la ductilidad lo que, ante cualquier sobrecarga localizada, se puede iniciar una grieta que puede llegar incluso a provocar un desconche. El material afectado por el endurecimiento mecánico medido debe ser eliminado en la rectificadora. En condiciones normales de laminación, todo es relativamente sencillo. Sin embargo, en ningún tren se mantienen dichas condiciones durante todo el tiempo. Se producen atascos (interrupciones en el proceso de laminación debido a una caída de tensión), problemas con el sistema de refrigeración, barras con temperaturas inadecuadas, ajustes incorrectos en la separación entre cilindros y muchas otras causas que dan lugar a condiciones anormales de laminación. Los problemas pueden provocar todo tipo de sobrecargas en la superficie de los cilindros, más o menos fáciles de detectar. Para asegurar que no se produce ningún daño grave en ningún punto, es muy aconsejable inspeccionar las superficies de los cilindros por métodos no destructivos, para lo que existen equipos de todo tipo. En la actualidad, los métodos más avanzados consisten en inspeccionar la superficie del cilindro después de cada pasada en la rectificadora, utilizando algún dispositivo de corrientes parásitas para detectar cualquier tipo de grietas y defectos. Los cilindros se rectifican hasta el instrumento alcanza determinado umbral, que depende del grado de éstos. La no detección de los daños superficiales en una etapa inicial puede dar lugar a graves problemas, como pequeños (o grandes) desconches, que siempre se inician en áreas con grietas o sobrecarga. Algunos grados (ICDP, HSS) son muy sensibles a las grietas de menor tamaño; en otros casos (acero o fundición con altos contenido en cromo) son menos sensibles, por lo que toleran las grietas térmicas de tipo térmico, si se cierran tales grietas después del rectificado. Siempre que se detecta una grieta superficial, resulta muy útil medir la profundidad y el tamaño de la misma con métodos por ultrasonidos. En ese caso, se puede decidir si es posible reparar el cilindro o si las dimensiones de la grieta son fatales para el cilindro. Los técnicos de las instalaciones pueden recurrir a la ayuda de los fabricantes de cilindros, quienes pueden ofrecer una amplia experiencia en inspección por ultrasonidos.

Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
96
Las tensiones residuales – esfuerzos de compresión en el área de trabajo – son uno de los componentes para reducir el riesgo de fallos en los cilindros debido a grietas iniciales; sin embargo, se trata de algo que debe controlarse, en la medida de lo posible, durante el proceso de fabricación de los cilindros.
4.9.2 DESCONCHES A menudo, los desconches son irreparables, sin posibilidad de recuperación alguna. Sin embargo, algunos desconches típicos que no necesariamente conllevan la pérdida del cilindro y es posible repararlos. Esto tiene cierta importancia, en especial en el caso de los cilindros de grandes dimensiones, tales como cilindros de trabajo de trenes de chapa o cilindros de apoyo para laminación en frío o en caliente.
4.9.2.1 DESCONCHES EN CILINDROS DE TRABAJO Es frecuente que los desconches menores no resulten fatídicos y en el caso de los cilindros de trabajo de los trenes de chapa, pueden ser reparados mediante emplastado*. Con cada cilindro nuevo, algunos trenes realizan de forma regular un pedido de materiales de relleno*, especialmente los trenes de chapa con condiciones de laminación extremas, instalaciones en las que se lamina acero inoxidable o en las que los problemas son frecuentes. Si se realiza correctamente, este tratamiento puede salvar la vida del cilindro. Muchos de estos cilindros reparados alcanzan el tamaño normal de achatarramiento sin mayores problemas. El mismo procedimiento se ha utilizado con éxito en cajas desbastadoras de trenes de laminación en caliente, pero, que yo sepa, nunca en las cajas acabadoras.
4.9.2.2 DESCONCHES EN CILINDROS DE APOYO Se pueden reparar los pequeños desconches en los cilindros de apoyo (tanto de trenes de laminación en caliente o frío como de trenes de chapa) simplemente eliminando el desconche mediante un rectificado manual. Es importante eliminar exhaustivamente todas las grietas, o al menos evitar la presencia de grietas en el área sometida a carga. Y, evidentemente, la transición entre el área limpiada y la sección sometida a carga de la tabla debe estar perfectamente lisa y uniforme. A menudo, un pequeño desconche eliminado y reacondicionado de este modo desaparece completamente después de varias campañas normales, tras eliminar algunos milímetros de material. Es típico de algunos trenes (trenes de laminación en caliente y trenes de chapa) el desconche en los bordes de la tabla de cilindros de apoyo y/o de trabajo. Ello se debe a una sobrecarga mecánica en los bordes que, a su vez, es la consecuencia de problemas en el diseño geométrico o a un exceso de desgaste de los cilindros de apoyo y/o de trabajo, ya que los cuellos son siempre la parte más débil de los cilindros.
Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
97
Pero no necesariamente el desconche en los bordes de un cilindro de apoyo conlleva la pérdida total de ese cilindro. ¡Es posible repararlo con éxito! A menudo se ha demostrado que la reparación mediante anillos montados por ajuste en caliente es posible y que los cilindros reparados de este modo alcanzan normalmente el diámetro de achatarramiento definido sin mayores complicaciones. Pero es preciso ajustar correctamente las dimensiones de montaje de estos anillos y la calidad de los mismos, ya que, de lo contrario, el anillo puede romperse o, incluso, despenderse sobre el cilindro. Existen otros elementos a tener en cuenta, especialmente en lo relativo a la separación entre el anillo y la tabla. Sin embargo, si todo se realiza correctamente, el cilindro volverá a trabajar de forma segura, logrando de este modo un importante ahorro.
4.9.3 DESGASTE DE LOS CUELLOS
4.9.3.1 DESGASTE EN LOS CUELLOS PRÓXIMO A LOS COJINETES Se trata de un problema asociado normalmente a una lubricación insuficiente debida a múltiples razones. A menudo, la distancia entre el cilindro y el anillo interior del cojinete es, por diseño, excesivamente pequeña, lo que siempre se traduce en un desgaste catastrófico para el cilindro. Cualquier método de reparación (soldadura de la superficie, revestimiento por rociado) fracasa en un amplio porcentaje de casos. A veces, especialmente en el caso de las mejores calidades de cilindros y en campañas de mayor longitud, existe una falta de lubricante, por lo que se recomienda proceder a un relleno de la grasa en una etapa intermedia. Con una adecuada circulación del aceite de lubricación en los cojinetes y un buen sellado no se deberían producir problemas, salvo algunos errores de mantenimiento. Si se utiliza grasa como lubricante, los mejores resultados se obtienen siguiendo las recomendaciones de los fabricantes de cojinetes sobre dimensiones. La dureza del cuello no influye en el desgaste si la lubricación es adecuada.
4.9.3.2 DESGASTE EN EL ELEMENTO DE ACCIONAMIENTO En ocasiones, los extremos planos de los accionamientos o los manguitos* en forma de hoja de trébol* presentan un desgaste significativo que puede dar lugar a problemas en las cajas del reversible (principalmente, desbastadoras). Ello supone un nuevo desafío debido al notable incremento del rendimiento de los cilindros. Sin embargo, se trata de un problema de mantenimiento que siempre se inicia a partir de problemas con los extremos desgastados del pico del husillo. Se pueden lograr resultados satisfactorios mediante la reparación de los resaltes de los extremos planos y, en caso de que este problema se dé con frecuencia en un tren, es aconsejable montar los cilindros nuevos ya con una superficie soldada o endurecida en el resalte de los elementos de accionamiento.
Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
98
4.9.4 GRIETAS EN LOS CUELLOS
4.9.4.1 GRIETAS EN EL CHAFLÁN ENTRE LA TABLA Y EL CUELLO DE LOS CILINDROS DE APOYO
Estas grietas aparecen en ocasiones como resultado de la fatiga, en especial en trenes de laminación en caliente de aluminio debido a fatiga por corrosión. Hasta el momento no se han logrado resultados satisfactorios en cuando a los métodos de reparación aplicados pero es posible trabajar con cilindros con grietas utilizando los principios de la mecánica de la fractura y realizando un seguimiento de la propagación de las grietas para evitar la rotura total del cilindro. Los fabricantes de cilindros tienen bastantes posibilidades de reducir el riesgo de problemas de fatiga en el cuello mediante un control adecuado del proceso de fabricación. En caso de que la fatiga por corrosión suponga un problema específico en una instalación (por ejemplo, los cilindros de apoyo de trenes de aluminio se utilizan en campañas mucho más largas que en los trenes de laminación en caliente de acero, pues en el primero de los casos prácticamente no existe desgaste), entonces estos cilindros requieren efectivamente un diseño de chaflán con un mayor nivel de seguridad, que evite la entrada de agua refrigerante (incluidos todos los agentes químicos de limpieza) en el chaflán mediante un óptimo sistema de sellado.
4.9.4.2 GRIETAS INICIADAS EN EL CHAVETERO DE LOS CUELLOS CÓNICOS DE CILINDROS DE APOYO
Aun cuando las chavetas realmente no deberían recibir cargas elevadas, en ocasiones sí que las reciben, produciendo la ruina del cuello. Es posible efectuar una reparación, lo cual merece la pena intentarlo teniendo en cuenta que, en algunos casos, son los grandes (y costosos) cilindros de apoyo los que desarrollan estas grietas. Sin embargo, la reparación mediante soldadura no es admisible.
Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
99
4.9.5 ROTURA EN EL LADO DE ACCIONAMIENTO DE LOS CILINDROS Si se producen graves accidentes en el tren, con una parada en el proceso de laminación por cualquier motivo y la rotura de uno des los elementos de la cadena cinemática formada por el motor-(reductor-)husillo-cilindro, el elemento de menor valor de la cadena es el cilindro. Con suerte, la rotura es perpendicular al eje, por lo que el empuje hacia el husillo y el motor no será demasiado elevado, pero normalmente la rotura no se produce de este modo, sino en un ángulo de aproximadamente 45º, siendo necesario girar el husillo y/o el cilindro. Cuando no se rompen los cuellos del cilindro, se pueden producir graves daños en la caja. El diseño de los cuellos debería incorporar un punto de rotura, o, de lo contrario, será necesario que el tren utilice “fusibles”, limitadores del par y dispositivos especiales de interrupción. En caso de rotura en el extremo del accionamiento del cilindro, es posible efectuar una reparación por diferentes métodos, y los fabricantes expertos en cilindros conocen cómo hacerlo. Existen ciertas restricciones en lo relativo a la posición de los daños. La reparación es costosa, pero, en general, no conlleva mayores problemas.
4.10 LÍMITES EN EL DISEÑO DE CILINDROS Los fabricantes de trenes de laminación y sus clientes mantienen un conflicto permanente: los trenes deberían ser capaces de laminar cualquier tipo de productos, en cualquier dimensión, etc. Al mismo tiempo, los costes de inversión y operativos de los trenes deberían ser bajos. Ello supone elevadas fuerzas de separación, número mínimo de pasadas, cuellos y cojinetes de reducidas dimensiones, elevadas velocidades de laminación, etc. Sin embargo, existen limitaciones técnicas que es preciso respetar, aunque más tarde o más temprano se deben plantear soluciones y tomar decisiones. (Realmente) los límites en cuanto al diseño no están basados en aspectos científicos, sino que la mayoría es el resultado de muchos años de experiencia (método de ensayo-error). Mantenerse dentro de estos límites garantiza la seguridad, desde el punto de vista del diseñador, del operador de la instalación o del proveedor de cilindros. En ocasiones el diseño traspasa estos límites, pero en estos casos es necesario que todas las partes sean conscientes de ello y hagan lo posible por minimiza los riesgos. Inicialmente, (todos) los trenes no utilizan las cargas máximas en todo momento, ¡pero antes o después los operadores del tren acaban teniendo de utilizarlas!

Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
100
4.10.1 TENSIÓN POR FLEXIÓN La forma más sencilla de controlar este parámetro es calcular la tensión nominal (momento de flexión dividido por el módulo de la sección), teniendo en cuenta que el diseño del chaflán (factor de entalla) es normalmente el mismo en el caso de cilindros normales (1,8 ≤ αK ≤ 2,2). La seguridad de los cilindros está garantizada si el valor de tensión por flexión es:
- menor que 60 N/mm2 en fundición gris - menor que 90 N/mm2 en fundición nodular - menor que 120 N/mm2 en acero fundido - menor que 150 N/mm2 en acero forjado
4.10.1.1 PAR Los fallos debidos al par de fatiga* son realmente excepcionales, por lo que se puede utilizar la resistencia al par estática* (90% de resistencia a la tracción) en el diseño de los cilindros (cf. capítulo 4.9.5).
4.10.1.2 CARGA LINEAL CORRESPONDIENTE A LA BANDA LAMINADA EN CALIENTE
El mayor nivel de carga lineal se produce entre la banda y el cilindro de trabajo. Tradicionalmente, se consideraba que esta carga era inferior a 1500 t/m de ancho de banda. Se trataba de un valor seguro para cilindros de trabajo con núcleo de fundición gris (lamelar). Pero los usuarios del tren descubrieron que resulta útil emplear la fuerza de separación máxima para todas las dimensiones de la banda, por lo que se superaron los viejos límites en muchas aplicaciones. Sin embargo, el viejo tipo de cilindros de trabajo fallaron. Si se supera con frecuencia el umbral de 1500 t/m de ancho de banda, solamente los cilindros de trabajo con un (buen) núcleo de material nodular son capaces de soportar esa carga durante un periodo prolongado.

Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
101
4.10.2 PRESIÓN LOCALIZADA
4.10.2.1 PREVENCIÓN DE FATIGA (DESCONCHES) La mayor presión localizada se produce entre los cilindros de trabajo y los de apoyo (tensión Hertziana). El límite de seguridad es de 2100 N/mm2. Sin embargo, no es fácil calcular este valor ya que la tensión Hertziana no se distribuye de forma equitativa de un extremo a otro del cilindro. Debido a la flexión de los cilindros de apoyo, la tensión máxima se localiza siempre en un área relativamente próxima a los bordes. Para evitar que dicha tensión máxima se concentre en el extremo final de las tablas, es necesario siempre cierto chaflán en los cilindros de apoyo (véase la bibliografía al respecto). Sin embargo, la distribución de tensiones está siempre relacionada con la forma del cilindro rectificado (corona), así como con el desgaste de los cilindros de trabajo y de apoyo y con la flexión. (El peor caso que he visto era un tren en el que trataron de compensar el desgaste de los cilindros mediante flexión de éstos para obtener chapa que estuviese dentro de determinadas tolerancias: ¡se produjo el fallo de muchos cilindros por desconches en los extremos!). Un buen programa de simulación permite establecer la distribución real de cargas. El valor límite de 2100 N/mm2 supera todas las propiedades de resistencia del material de los cilindros de apoyo y de trabajo, pero, en cualquier caso, es un límite de seguridad a efectos prácticos de laminación estándar. Sin embargo, es necesario eliminar todo el material de la superficie que presente fatiga: el cálculo de las tensiones Hertzianas permite determinar la profundidad del material con mayor nivel de tensiones.
4.10.2.2 SOBRECARGA ÚNICA LOCALIZADA DEBIDA A ACCIDENTES EN EL TREN Uno de los accidentes críticos más habituales es la “banda adherida al cilindro”, debido a la presencia de un fragmento de la banda adherido a la superficie del cilindro que se pasa entre el cilindro de apoyo y el de trabajo. Es posible que esta situación se produzca únicamente durante un número reducido de vueltas, pero la sobrecarga localizada (que nunca se calcula) supera cualquier límite. Estas tensiones localizadas en ambos cilindros y en el fragmento de banda son tremendamente elevadas y dan lugar a deformación plástica. En el caso de la laminación en caliente, el material laminado admite fácilmente la deformación plástica, al contrario de lo que sucede con la laminación en frío donde el material presenta el mayor grado de límite elástico. Por tanto, en este último caso los cilindros de apoyo deberían estar fabricados con el material más blando para poder absorber la deformación plástica y con un límite elástico inferior al de los cilindros de trabajo. Este requisito no se aplica en el caso de la laminación en caliente. Sin embargo, las áreas con deformación plástica / endurecimiento mecánico deberían ser eliminadas mediante rectificado después de cada campaña.

Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
102
4.11 ESPECIFICACIONES PARA LA ACEPTACIÓN DE CILINDROS Y GARANTÍAS DE RENDIMIENTO
Como se ha dicho en numerosas ocasiones, los son herramientas funcionales en un tren, por lo que deberían funcionar en condiciones normales de laminación, al menos durante el periodo garantizado, y ser capaces de soportar los accidentes que se produzcan en el tren. Por “condiciones normales de laminación” se entiende que las condiciones del material laminado son correctas (temperatura, descascarillado, etc.) y que el tren funciona sin problemas (sin fallos de tensión, buena refrigeración, velocidad de laminación correcta, programas de laminación adecuados). También significa que el desgaste de los cilindros está bajo control y que éstos se mecanizan correctamente después de cada campaña (se realiza una inspección superficial de temples y grietas). El personal del tren debería (y normalmente así hace) mantener un registro de todos los datos relativos a la vida de los cilindros: toneladas laminadas por campaña, longitud del producto acabado laminado, eliminación de material por desgaste, eliminación total e improductiva debido a problemas de laminación o de los cilindros. Para cumplir estos requisitos, incluidos los relativos al rendimiento total y al rendimiento específico en t/mm o km/mm, no es necesario especificar:
composición química dureza superficial dureza del cuello resistencia del material (de cualquier tipo, ya que, en cualquier caso es imposible
medirla) propiedades físicas (dilatación y conductividad térmica u otras)
La “calidad” de un cilindro se fabrica, no es algo inducido por el personal de inspección, y los usuarios de los cilindros pueden comprobar fácilmente qué cilindros son buenos y fiables. Pueden prestar atención a todos los argumentos expuestos por los fabricantes de cilindros, pero en último término la verdad se demuestra en el tren. Las especificaciones de aceptación están documentadas en los planos de los cilindros y otros requisitos del pedido, pero, aparte de las propiedades des los materiales (véase más arriba) solamente se deben cumplir los requisitos relativos a las dimensiones y las tolerancias. Es sumamente importante, esencial, que el ajuste entre cilindros, cojinetes y demás elementos auxiliares sea el correcto. Y la precisión de los cilindros (T.I.R.) debe ser un grado superior a la tolerancia del producto laminado, teniendo siempre en cuenta que existe una amplia diferencia en cuanto a las tolerancias del producto (chapa gruesa, hojalata, …).

Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
103
Un valor T.I.R. ≤ 0,003 es aceptable en el caso de cilindros utilizados en el proceso de fabricación de hojalata, pero para un cilindro de un tren de chapa gruesa (de 5 m de tabla), este mismo valor resulta totalmente inútil, a la vez que muy difícil de medir. En cualquier caso, la tolerancia aplicable a los cilindros es a menudo mucho más estricta que para cualquier pieza de automóvil de alta tecnología*. Es muy fácil para cualquier diseñador técnico de trenes y cilindros especificar unas tolerancias muy estrictas, pero a menudo resulta muy difícil cumplirlas. Y realmente no existe una justificación técnica de las mismas, por lo que suponen una pérdida de tiempo, tecnología y dinero. Se ha discutido mucho entre diseñadores de cilindros (constructores de trenes) y fabricantes de cilindros, que han dado lugar a un buen entendimiento y a un acuerdo total*, sin que produzca ningún cambio. El resto se deja en manos de los fabricantes de cilindros e inspectores. Muchos fabricantes de cilindros comentan que han sido testigo de múltiples discusiones totalmente inútiles entre personal del área de calidad e inspectores (y, en ocasiones, usuarios de cilindros), pero nunca se han producido reclamaciones por dimensiones insuficientes o tolerancias excedidas, o al menos han sido una rara excepción debido a errores de mecanizado, descuidos (tales como la ausencia de taladro, etc.). Algunos ejemplos de tolerancia y realidad en la vida diaria de los cilindros:
Las tolerancias en el diámetro de las áreas de los cojinetes en cuellos de cilindros de trabajo de trenes de laminación en caliente se encuentran siempre dentro del rango de ±0,125 mm a 0,025 mm. Sin embargo, el manual del fabricante de los cojinetes que los diámetros de cuellos de cilindro, después de producido el desgaste, se encuentren entre -0,3 a -0,7 mm por debajo del diámetro mínimo original (algo que normalmente no ocurre hasta ese grado), dependiendo de las dimensiones del diámetro del cuello del cilindro.
El surco torneado del anillo partido (dividido, segmentado) del cojinete es
prácticamente igual al de otras partes de los cuellos. Sin embargo, esta tolerancia (en la medida en que limita el diámetro máximo) carece de importancia.
A menudo, resulta muy difícil medir las tolerancias (¡todo resulta tan fácil sobre el
papel!). Y muchas de las tolerancias son demasiado estrictas.
Toda dimensión necesita una tolerancia, incluso el área de apoyo firme de los cuellos de los cilindros para la rectificadora. En una ocasión, mantuvimos una discusión interminable con un usuario de cilindros (por supuesto, de un tren de laminación en caliente de aluminio): era aceptable una tolerancia en un lado pero el otro lado debería tener exactamente el mismo diámetro (¡una diferencia cero en el diámetro!) de forma que no fuera necesario realizar ningún ajuste en la rectificadora. Una idea muy buena, pero imposible.
Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
104
Todo el mundo comprende que en las áreas de trabajo de una tabla es inaceptable que existan defectos (poros, puntos duros o blandos), por pequeños que sean, pero ¿qué sucede en el caso de los borde de la tabla o de los cuellos y chaflanes? A este respecto, lo último son las correcciones “cosméticas”; todos los fabricantes de cilindros han desarrollado su propia tecnología para ocultar los defectos. Los fabricantes son responsables de sus cilindros, de garantizar que trabajarán sin problemas en los trenes de laminación y que, al final de su vida, los resultados de su rendimiento serán satisfactorios. Los cilindros no se fabrican para ganar concursos de belleza y no se aplica un extra en el precio por que tengan un buen aspecto (¡de lo cual ya se ocupan en cualquier caso los fabricantes en sus actividades de marketing y publicidad!). Y los ensayos no destructivos, un pasatiempo en el Lejano Oriente, son buenos de cara a las discusiones interminables, pero son absolutamente inútiles. Una vez más: los fabricantes son responsables de la calidad de los cilindros que suministran y si se producen problemas durante el proceso de fabricación, deben hacerles frente. El desgaste de los cuellos en las zonas de los cojinetes es básicamente una cuestión de lubricación, nunca de dureza de los cuellos. Un alto nivel de dureza con, por ejemplo, núcleo de fundición nodular es absolutamente contraproducente y da lugar a elevadas tensiones residuales, altos niveles de carburos y falta de resistencia, lo que produce problemas de rotura. Y ¿quién asume la responsabilidad en caso de que se produzca un problema, el fabricante del cilindro o el usuario, o la persona que definió una especificación errónea? Si se pudiera demostrar que una elevada dureza en los cuellos en la zona de los cojinetes incrementaría la vida del cilindro (lo cual hasta la fecha nunca se ha logrado), los fabricantes podrían desarrollar nuevas tecnologías (ya están disponibles), no para 3 ó 5 u 8 ShC, sino para 20 a 30 ShC, y alguien debería de asumir el precio de este procedimiento de alta tecnología! Para resumir: en el caso de los fabricantes de gran experiencia no debería plantearse ninguna discusión acerca de las inspecciones de aceptación; los cilindros deben encajar en el tren y proporcionar un rendimiento correcto. ¡Eso es todo! (Por cierto: ¡cuanto menos sabe la gente sobre cilindros, más inocentes son y más problemas plantearán con la inspección de aceptación! Y viceversa: los expertos de los trenes con una larga experiencia en esta área nunca crean problemas de inspección, sino que saben exactamente cómo tratar los fallos de los cilindros, si se trata de un problema del tren o de los fabricantes.)
Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
105
¿Cómo se puede medir el rendimiento? Este dato no viene dado por el diseñador del tren, quien solamente puede plantear algunas cifras en función de su experiencia en otros trenes, ni puede determinarse durante las negociaciones con los responsables de compras del tren, aun cuando en algunas ocasiones tratan de hacerlo. El rendimiento de los cilindros se “obtiene” en el tren, en el cual influyen los programas de laminación, el mix de productos, la aparición de problemas en el tren (índice de atascos, por ejemplo), etc. Únicamente la comparación de los cilindros en servicio durante el mismo periodo (medio año) es adecuada y aceptable. De lo contrario, los resultados obtenidos son irregulares y solamente sirven para criticar a los proveedores de cilindros. En épocas de crisis, en las que no hay posibilidad de optimizar las campañas de laminación, se lamina “cualquier cosa” (material de formato pequeño, de poco espesor, número reducido de bobinas, etc.), lo que provoca una caída en el rendimiento de los cilindros (de cualquier proveedor), mientras que en épocas de auge se produce una mejora del rendimiento. Resulta muy útil hacer un seguimiento de los datos de rendimiento correspondientes a cada una de las cajas y, a menudo, los resultados obtenidos parecen milagrosos. Es muy recomendable evaluar los datos de rendimiento por cajas para cada cilindro en servicio. Es difícil valorar los datos de rendimiento de los cilindros utilizados en trenes de perfiles, en especial cuando los pedidos a laminar son pequeños y los cilindros se llevan al torno, con desgaste o sin él, al objeto de prepararlos para el siguiente pedido que, con un poco de suerte, será de mayor volumen. Sin embargo, en todo caso es siempre conveniente medir el desgaste, el perfil de desgaste y ajustar el material total eliminado para establecer las diferencias entre cilindros. En caso de que en todos los cilindros se rectifiquen de la misma manera, independientemente de su desgaste, no se podrá diferenciar entre diferentes grados de cilindros, proveedores o cualquier otro factor, y, dado que estamos hablando de productos estándar (commodities), lo único que cuenta es el precio. Sin embargo, los usuarios de los cilindros deberían trabajar duro para reducir los costes de los cilindros (incluyendo los costes de rectificado) y, si lo hacen, deben controlar exhaustivamente el material eliminado. Si se elimina demasiado poco material, básicamente a partir de una medición de perfiles aproximados, puede aparecer un riesgo de desconches. Esta situación es evidente en cualquier tipo de cilindros de apoyo, pero cada tren debe determinar cuál es el grado óptimo/mínimo de eliminación de material (a partir de un número limitado de cilindros durante cierto periodo, por ejemplo 15 campañas). De lo contrario, no se producirán avances, independientemente de lo que pueda ofrecer el grado del cilindro.
Capítulo 4 – CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
106
4.12 CONCLUSIÓN DEL ANÁLISIS TÉCNICO En los capítulos anteriores, se han analizado muchos temas relacionados con los aspectos mecánicos de los cilindros. Evidentemente, muchos de estos temas se revisaron de forma sucinta, por lo que puede que no esté del todo claro el trasfondo científico en alguno de ellos. La idea ha sido aportar líneas generales útiles para el trabajo diario, con indicaciones claras acerca de lo que es importante, de lo que es correcto y de lo que es erróneo. Existen ciertas leyes fundamentales de la ciencia de los materiales y de la naturaleza que son aplicables de forma generalizada. Sin embargo, es evidente que en un documento de este tipo es imposible abordar cada aspecto de las mismas con detalle. En muchos casos en los que surgen preguntas acerca de los cilindros y los trenes de laminación, la primera misión es identificar los diferentes parámetros de influencia. Las condiciones de laminación y las propiedades de los cilindros varían enormemente. Quienes trabajan en los trenes tienen experiencia en cuestiones relativas al proceso de laminación, mientras que la experiencia de los fabricantes se centra en la aplicación de los cilindros en diferentes instalaciones. Es imprescindible aunar estas experiencias, a través de una colaboración abierta y sincera. A veces resulta difícil hablar (en especial cuando hay dinero de por medio) pero hay personas que llevan trabajando en el campo de los cilindros durante mucho tiempo y han conocido muchos problemas de muy diversa índole. No duden en hacer preguntas y compartir experiencias, pues ello redundará en beneficio tanto de los fabricantes como de los usuarios de los cilindros.

Capítulo 5 – CONSIDERACIONES SOBRE EL MERCADO DE CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
107
5. CONSIDERACIONES SOBRE EL MERCADO DE CILINDROS
5.1 ASPECTOS GENERALES La industria siderúrgica es un mercado de lento crecimiento, si lo analizamos a largo plazo. Medido en t/año, este crecimiento representa aproximadamente un 3% anual. Se están construyendo nuevas capacidades fuera de los países tradicionalmente industrializados. Por su parte, los precios han seguido una tendencia a la baja desde hace tiempo. Por diversos motivos, la productividad de cilindros está creciendo. Dicho crecimiento podría suponer aproximadamente un 5%. (En la actualidad, se está reduciendo el consumo de cilindros para productos largos, de 10-15 kg/t a 1-4 kg/t; en el caso de los productos planos, se está pasando de 4-6 kg/t a 1-2 kg/t; con el proceso de colada de banda fina, el consumo es aún mucho menor). Para una producción anual de 600 millones de toneladas de acero y un consumo de cilindros del orden de 1 kg/t, se obtiene un volumen anual de cilindros de 600.000 t (-2% 12.000 t anuales) En este punto, es preciso diferenciar entre cilindros forjados y cilindros de fundición:
Los cilindros forjados, al menos las piezas en bruto*, solamente pueden ser fabricados por grandes empresas, que requieren fuertes inversiones (instalaciones de acería, grandes forjas, instalaciones de tratamiento térmico, etc.), que, al mismo tiempo, producen otro tipo de productos forjados (muy pocas forjas producen solamente cilindros).
Se pueden producir cilindros de fundición en instalaciones pequeñas, el equipo
tiene un bajo coste y es fácilmente accesible en el mercado. Dado que la mayoría de los cilindros son de fundición, centraré mi análisis en este tipo de componentes.
5.2 CILINDROS DE FUNDICIÓN A nivel mundial, existen casi 50 empresas de fundición de carácter internacional dedicadas a la fabricación de cilindros (aunque no todas desarrollan sus operaciones a escala global) así como un número desconocido de fabricantes de cilindros a nivel nacional, por ejemplo en China (solamente en la República Popular de China, del orden de 100 o incluso 400 fabricantes) y la antigua Unión Soviética. Existe una única gran empresa dedicada a la fabricación de cilindros de fundición (más de 50.000 t/año), un número limitado de medianas empresas (20.000-50.000 t/año) y muchas pequeñas empresas así como fabricantes que “también” se dedican al sector de cilindros de fundición. El principal problema del sector es que es necesario reducir capacidades cada año, a pesar de que la producción de acero sigue aumentando.
Capítulo 5 – CONSIDERACIONES SOBRE EL MERCADO DE CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
108
El éxito de las empresas de fundición se basa en:
la calidad de los cilindros, su rendimiento el servicio la innovación los márgenes comerciales
El margen comercial equivale a la diferencia entre el precio de venta y el coste de fabricación. En Europa, los costes de personal representan entre un 30% y un 50% del precio de venta, lo cual es también aplicable a las empresas con altos niveles de productividad. El porcentaje de los costes de personal aumenta a medida que se reduce el peso de los cilindros. En algunos países con “mano de obra barata”, estos costes representan menos del 10% del (mismo) precio de venta. Para reducir dicho porcentaje, a menudo es necesario aplicar mejoras técnicas, nuevas tecnologías y fuertes inversiones.
5.3 CILINDROS DE BAJO NIVEL TECNOLÓGICO, CILINDROS ESTÁNDAR (COMMODITIES)
Existen algunas calidades o dimensiones de cilindros que “cualquiera” puede producir, los denominados cilindros estándar (commodities). Esto se aplica en el caso de la fundición nodular y aceros hiper-eutectoides para (pequeños) trenes de perfiles, así como a anillos de estos grados de cilindros y de fundición templada para trenes de alambre y alambrón. Si el objetivo es obtener cierto beneficio, es imposible fabricar y comercializar cilindros estándar desde países con altos costes laborales, ni siquiera contando con excelentes equipos.
5.4 CILINDROS DE ULTRA-TECNOLOGÍA En el otro extremo del rango de calidades, opuesto al de los cilindros commodities, se encuentran los productos con propiedades muy especiales, obtenidos a partir de los avances en la investigación y el desarrollo, aplicando nuevas ideas e instalaciones de fabricación, y a menudo bajo la protección de patentes. Un ejemplo muy típico de este tipo de cilindros serian los HSS, productos mediante el proceso de “revestimiento” o el proceso “HIP”. Por lo general, estos desarrollos implican elevados costes y requieren grandes inversiones en nuevos equipos, sin saber si se obtendrán resultados positivos o no, y, en ocasiones, suponen una pérdida de dinero. Solamente las grandes empresas pueden llevar a cabo este tipo de desarrollos, siendo Japón el único país en el que las grandes empresas siderúrgicas operan instalaciones de fundición de cilindros.

Capítulo 5 – CONSIDERACIONES SOBRE EL MERCADO DE CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
109
La mayoría de las empresas siderúrgicas (además de las de Japón y China) han vendido o cerrado sus instalaciones de fundición de cilindros debido al reducido volumen de actividad en este ámbito. Sin embargo, incluso en Japón resultaría mucho más eficaz apoyar nuevas ideas y asumir el coste que supone la investigación y el desarrollo que operar “muchas” fundiciones de cilindros que tienen dificultades para lograr beneficios.
5.5 CILINDROS DE NIVEL TECNOLÓGICO INTERMEDIO Los cilindros para laminación de productos planos no son componentes de bajo nivel tecnológico, sino que se sitúan en la vanguardia de la técnica en todo el mundo, incluso en el caso de los cilindros de trabajo compuestos de doble colada. Está claro que los cilindros de apoyo y de trabajo para cajas desbastadoras no son productos estándar, aunque quizá lo sean en el futuro. Existe una fuerte competencia en el mercado de las “tecnologías de nivel intermedio”, en lo que al precio se refiere, con grados mejorados de cilindros, ICDP con carburo mejorado, cilindros altos en cromo con carburo mejorado, cilindros de aceros para semi-herramientas, HSS, cilindros de apoyo con mayores niveles de aleación (5% Cr). El rendimiento de los cilindros también está mejorando. Los usuarios desean acelerar el desarrollo tecnológico del mejor proveedor para hacer frente a la competencia y lograr un precio más bajo, obtener productos de alto nivel tecnológico, todo ello en un contexto de reducción del volumen del mercado.

Capítulo 5 – CONSIDERACIONES SOBRE EL MERCADO DE CILINDROS
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
110
5.6 CONCLUSIÓN En la actualidad, se registra un descenso en el volumen del mercado que, sin duda alguna seguirá produciéndose en el futuro. En este marco, puede que existan ciertos productos de calidad a los que la competencia afecta en menor medida dado su nivel de especialización (cilindros para la industria papelera, molinos, etc.), pero la competencia en el mercado de los cilindros para la industria siderúrgica continuará siendo fuerte. Es preciso eliminar los excesos de capacidad en la fabricación de cilindros, pero a menudo se trata de un proceso que se extiende en el tiempo. Y hasta que las empresas más débiles desaparecen, distorsionan el mercado en ese tiempo debido a los bajos precios que ofrecen, impidiendo a otras empresas obtener financiación para las necesarias actividades de investigación y desarrollo. La actitud de los usuarios de los cilindros puede ser contraproducente si contribuyen al mantenimiento en el mercado de los fabricantes más débiles y realizan las compras de cilindros en base al menor precio. Deberían pagar mejores precios por productos mejores, lo cual redundaría en su propio beneficio. Cada uno de los fabricantes de cilindros debe decidir si invertir en productividad y/o en investigación y desarrollo. Mantenerse activo en el mercado también es una cuestión de vital importancia. En el futuro, los trenes de laminación seguirán consumiendo cilindros, pero el volumen en el mercado seguirá reduciéndose, por lo que la pregunta a formularse será: ¿durante cuánto tiempo necesitaremos tantos trenes de laminación? Sin duda alguna, cabe suponer que no será necesario tener casi 50 fabricantes de cilindros en todo el mundo (aunque no operen a escala global). Mi teoría es que dentro de 50 años no existirán más de diez fabricantes reales, las cuales estoy seguro de que serán las más innovadoras en todos los terrenos.
Capítulo 6 – BIBLIOGRAFÍA
K. H. Schröder: DESCRIPCIÓN BÁSICA DE LOS FUNDAMENTOS MECÁNICOS DE LOS CILINDROS DE LAMINACIÓN
111
6. BIBLIOGRAFÍA 1. Rolls for the Metalworking Industries, Iron & Steel Society, ISBN: 1-886362-61-0,
2002
2. K. Wellinger, Beanspruchung und Werkstoffe, VGB-Werkstofftagung 1696
3. K. H. Schröder, Untersuchung zur Mechanik des Guβeisens, Gieβereiforschung, 22 Jahrgang 1970 Heft 2
4. K. H. Schröder, Dissertation am Institut für Werkstoffkunde der Technischen Hochschule Darmstadt under der Leitung von Prof. Dr.-Ing. H. Wiegand
5. J. Krautkrämer, H. Krautkrämer: Werkstoffprüfung mit Ultraschall, Springer-Verlag Berlin, Heildelberg, Nueva York, 1966
6. K. H. Schröder, Beitrag zum Verfestigungsverhalten der Stähle durch Kaltverformung, Z. Für Werkstofftech., 11 (1980)
7. Hütte, 28. Auflage S.967, Verlag von W. Ernst & Sohn, Berlin
8. H. Tada, P. C. Paris, G. R. Irwin, The stress analysis of cracks handbook, Del Research Corporation Hellertown, Pennsylvania 1973
9. O. Buxbaum, Betriebsfestigkeit – Sichere und wirtschaftliche Bemessung schwingbruchgefärdeter Bauteile, ISBN 3-514-00376-9, Verlag Stahleisen mbH, Düsseldorf 1986, S. 101
10. K. H. Schröder, State of the art of rolls for the production of flat rolled products, World Steel & Metalworking, Vol. 6 1984/85, pp. 120-124
11. K. H. Schröder, Heavy spalls originating in the cores of high chromium rolls, Metallurgical Plant and Technology, nº 2/1996, Verlag Stahleisen
12. A. Kulmburg, Zusammenhang zwischen Gefüge und Eigenschaften bei Werkzeugstählen, Radex-Rundschau Heft 1/2 1980, S. 115-126
13. Werkstoffkunde Stahl, Hrsg. Verein Deutscher Eisenhüttenleute Berlin; Heidelberg; New York, Tokyo; Springer; Düsseldorf: Verlag Stahleisen
14. Centre de Recherche Métallurgique, Friction measurement in hot-rolling by means of the tribological ring compression test, Informe de Investigación del CRM, Mayo 1997
15. K. H. Schröder, Rolling conditions in hot strip mills and their influence on the performance of work, MPT-Metallurgical Plant and Technology, nº 4/88, p. 44-56, Verlag Stahleisen GmbH, Düsseldorf
16. Roll Failures Manual – Hot Mill Cast Work Rolls, 1ª Edición 2002, publicado por CAEF, European Foundry Association, sección Cilindros
17. K. H. Schröder, QUESTIONS, ANSWERS, MORE QUESTIONS, Twenty-five Years of Experience in Discussing Rolls and Rolling Technology, 42nd MWSP Conf. Proc., ISS, Toronto 2000
18. K. H. Schröder, Work rolls for plate mills and for roughing stands of hot strip mills / steckel mills, Proc. of China Roll Conf., 2000
19. D. Steinier, D. Liquet, J. Lacroix, H. Uijtdebroeks, J. C. Herman, Effect of processing parameters in the front stands of a HSM on the performance of HSS work rolls, 41st MWSP Conf. Proc., ISS, Vol. 37, Baltimore 1999