curvadora de perfiles 220
DESCRIPTION
Planos para la construcción de curvadora de perfiles.TRANSCRIPT

IMAtIMAt
Metalúrgica RACCASanta Fe 16705809 G. Cabrera / Córdoba
CURVADORA DE PERFILESModelo: CP 220CURVADORA DE PERFILESModelo: CP 220

IMAtIMAt
Metalúrgica RACCASanta Fe 16705809 G. Cabrera / Córdoba
CURVADORA DE PERFILESModelo: CP 220CURVADORA DE PERFILESModelo: CP 220
LISTA DE MATERIALES: (Rodamientos, Piñones y Coronas)
1 Motoreductor STM o similar relación 1 en 49 o 1 en 50 conmotor de 1,5HP a 1450 RPM.1 Engranaje Z 15 ASA 50 (paso 5/8), para colocar en motoreductor.1 Engranaje Z 60 ASA 50 (paso 5/8), mando.2 Engranajes Z 18 ASA 60 (paso 3/4), mando ejes inferiores.90 Centímetros cadena ASA 60.1,70 Metros cadena ASA 50.2 Engranajes Z 15 ASA 40 (paso ½/), regulación rolo superior.55 Centímetros cadena ASA 40.2 Soportes UFT 208, (eje superior).4 Soportes CUF 210, (ejes inferiores).2 Rodamientos UC 208 tipo yell, (con collar).4 Rodamientos UC 210 tipo yel, (con collar).4 Rodamentos 6202, (rolos de apollo).
Nota: A la base del motoreductor realizarle una pequeña corredera que nospermita tensar la cadena de este, ya que al trabajar en forma horizontal evitamosque se “monte” sobre los engranajes.La misma no se encuentra dibujada ya que es muy amplia la gama de reductorque podemos utilizar.

45
0
12
5
125 125
60
115
171
225
171
115
60
20
6
15
0
95
20
6
30
6
55
70
16 16
0
450
CABEZAL
17/01/13 Racca José M.
2
Dib.
Rev.
Fecha NombreMETALURGICA
RACCA
Plano N:Curvadora Perfiles
Material:
Observación:
Cantidad: Pieza
Revisión:
1
MedidasExpresadas
en milímetros
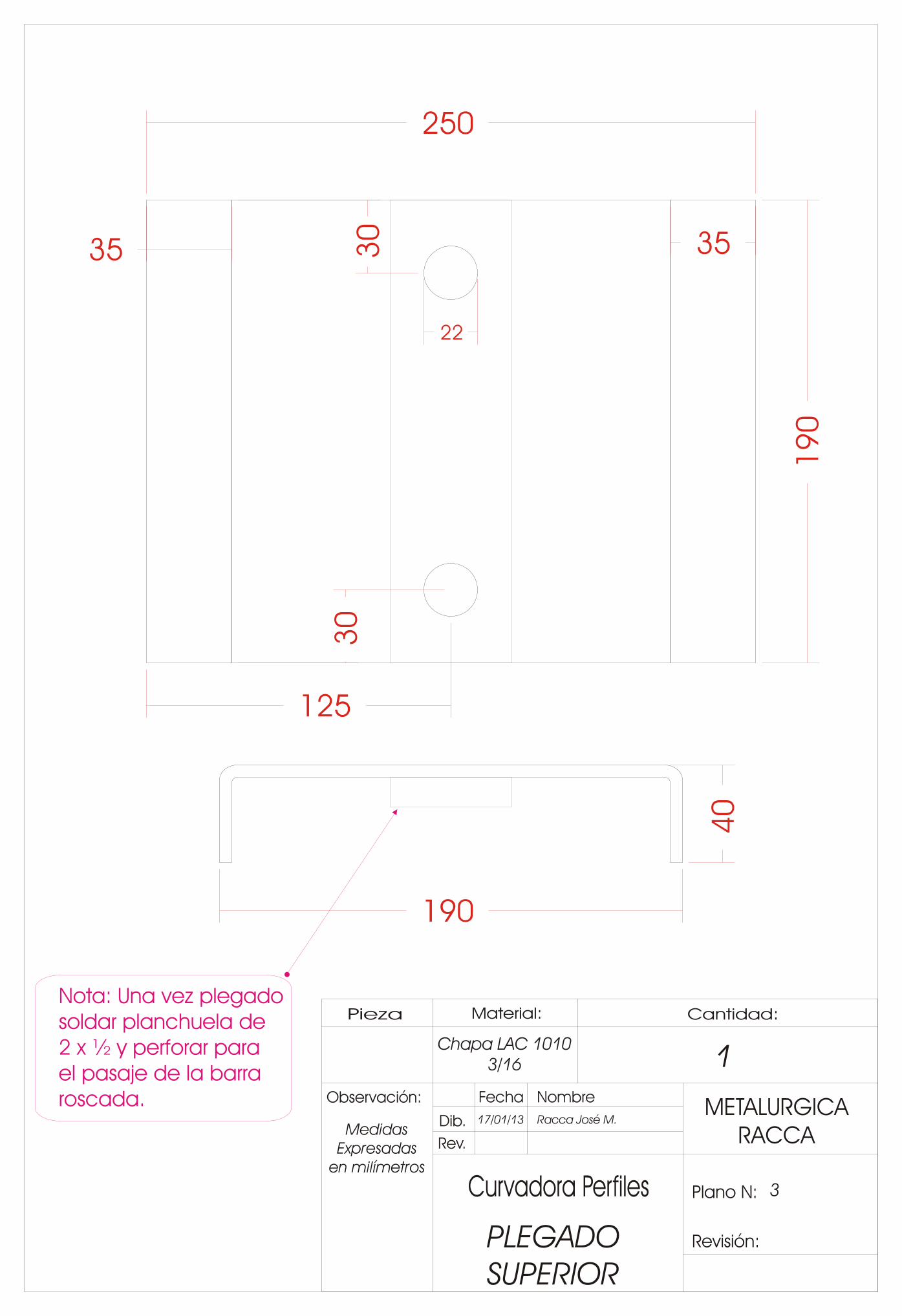
Chapa LAC 10103/16

32
5
250
35 35
190
40
PLEGADOSLATERALES
17/01/13 Racca José M.
2
Dib.
Rev.
Fecha NombreMETALURGICA
RACCA
Plano N:Curvadora Perfiles
Material:
Observación:
Cantidad: Pieza
Revisión:
2
MedidasExpresadas
en milímetros
Chapa LAC 10103/16
19
0
250
35 35
190
40
PLEGADOSUPERIOR
17/01/13 Racca José M.Dib.
Rev.
Fecha NombreMETALURGICA
RACCA
Plano N:Curvadora Perfiles
Material:
Observación:
Cantidad: Pieza
Revisión:
MedidasExpresadas
en milímetros
Chapa LAC 10103/16 1
3
30
22 3
0
125
Nota: Una vez plegado soldar planchuela de2 x ½ y perforar para el pasaje de la barra roscada.

20
30 30 225
450
50
17
SOPORTES
17/01/13 Racca José M.Dib.
Rev.
Fecha NombreMETALURGICA
RACCA
Plano N:Curvadora Perfiles
Material:
Observación:
Cantidad: Pieza
Revisión:
MedidasExpresadas
en milímetros
Ángulo 2 x 1/4 2
4
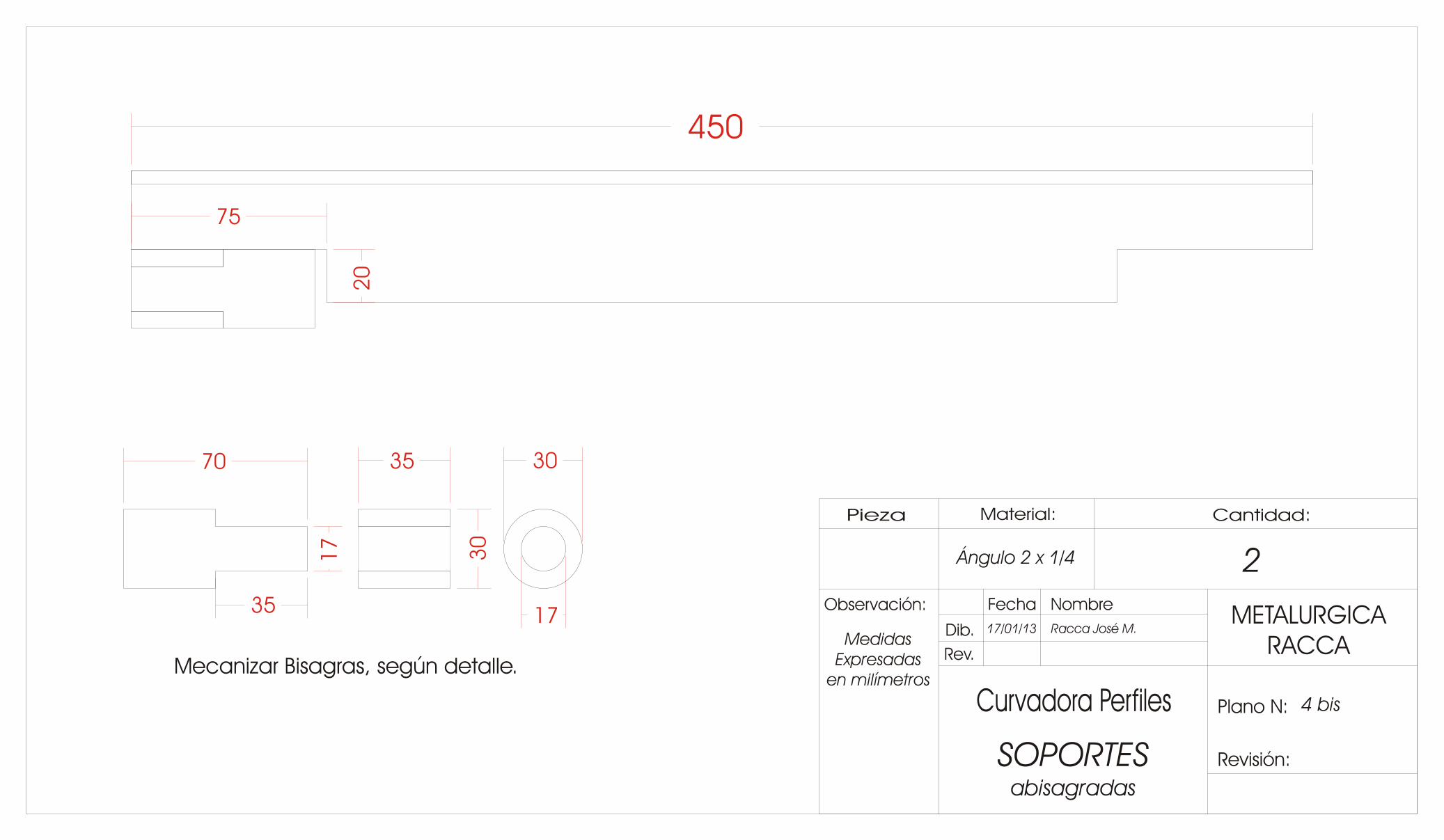
SOPORTESabisagradas
17/01/13 Racca José M.Dib.
Rev.
Fecha NombreMETALURGICA
RACCA
Plano N:Curvadora Perfiles
Material:
Observación:
Cantidad: Pieza
Revisión:
MedidasExpresadas
en milímetros
Ángulo 2 x 1/4 2
4 bis
450
75
20
70
35
17
30
35 30
17
Mecanizar Bisagras, según detalle.

30
20
30
14
0
60
45
450
200 60
Plegar a 100 grados / 1derecha y 1 izquierda
BASES
17/01/13 Racca José M.Dib.
Rev.
Fecha NombreMETALURGICA
RACCA
Plano N:Curvadora Perfiles
Material:
Observación:
Cantidad: Pieza
Revisión:
MedidasExpresadas
en milímetros
2
5
Chapa LAC 10103/16
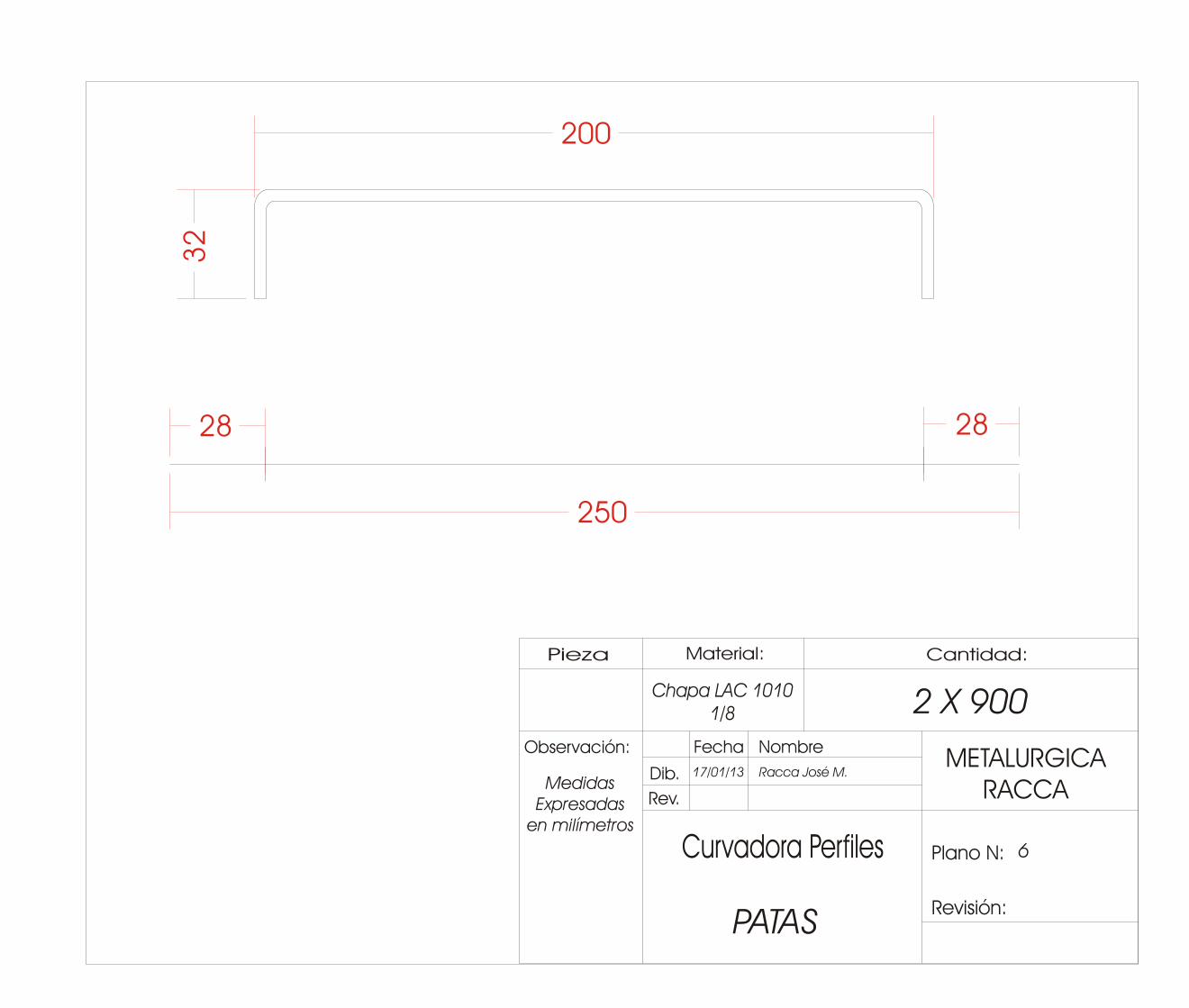
200
32
28 28
250
PATAS
17/01/13 Racca José M.Dib.
Rev.
Fecha NombreMETALURGICA
RACCA
Plano N:Curvadora Perfiles
Material:
Observación:
Cantidad: Pieza
Revisión:
MedidasExpresadas
en milímetros
2 X 900
6
Chapa LAC 10101/8
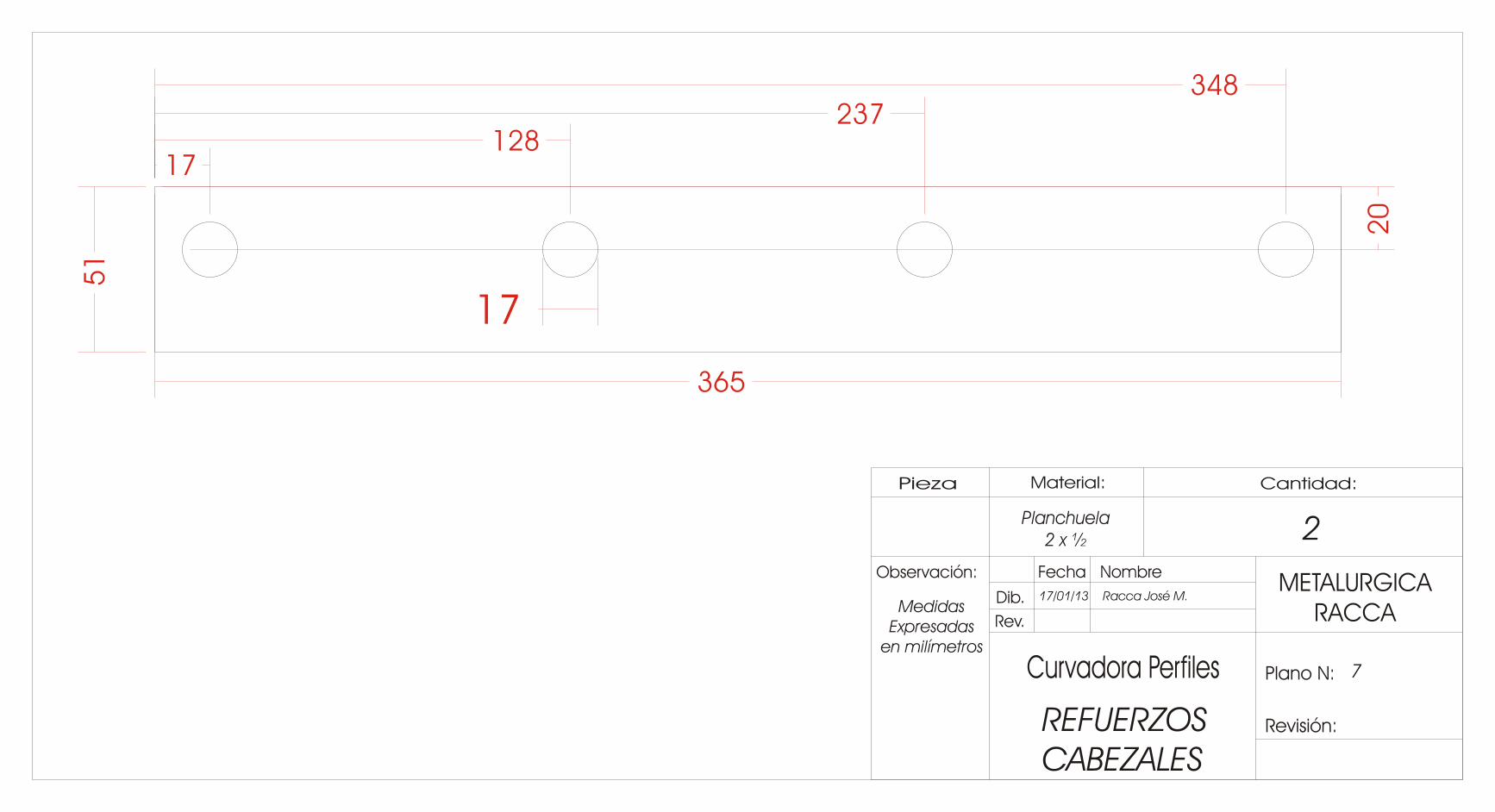
REFUERZOSCABEZALES
17/01/13 Racca José M.Dib.
Rev.
Fecha NombreMETALURGICA
RACCA
Plano N:Curvadora Perfiles
Material:
Observación:
Cantidad: Pieza
Revisión:
MedidasExpresadas
en milímetros
2
7
Planchuela2 x ½
51
365
20
17 128
237 348
17

GUÍAS EJESUPERIOR
17/01/13 Racca José M.Dib.
Rev.
Fecha NombreMETALURGICA
RACCA
Plano N:Curvadora Perfiles
Material:
Observación:
Cantidad: Pieza
Revisión:
MedidasExpresadas
en milímetros
4
7
Ángulo 1,1/2 x 3/16y cuadrado 16
180 3
8 16
33
Nota: Al cortar la falsa en los ángulos prever que 2 son derechos y 2 izquierdos.Soldar como se muestraen el detalle A, en amboslados del cuadrado segúndetalle B
A
B30
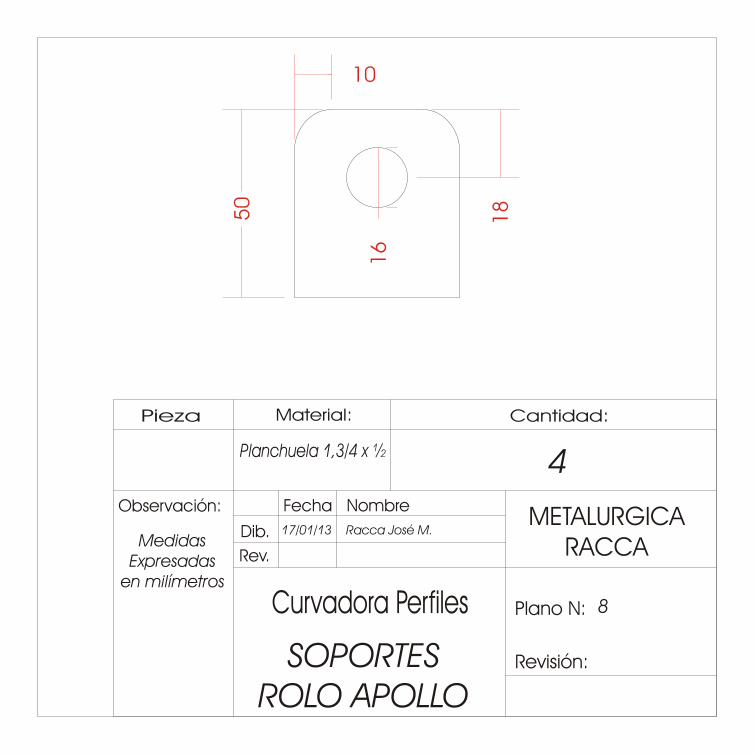
SOPORTESROLO APOLLO
17/01/13 Racca José M.Dib.
Rev.
Fecha NombreMETALURGICA
RACCA
Plano N:Curvadora Perfiles
Material:
Observación:
Cantidad: Pieza
Revisión:
MedidasExpresadas
en milímetros
4
8
Planchuela 1,3/4 x ½
50
16
18
10
730
5
185 185
25
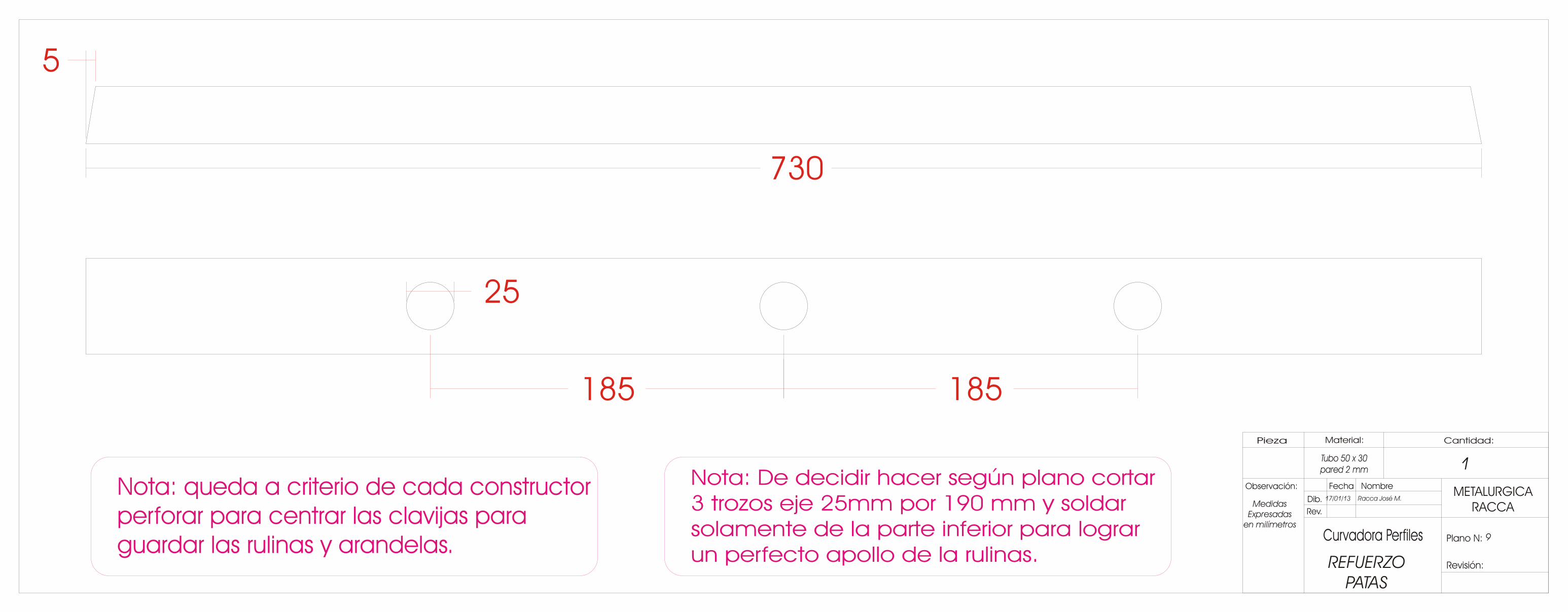
REFUERZOPATAS
17/01/13 Racca José M.Dib.
Rev.
Fecha NombreMETALURGICA
RACCA
Plano N:Curvadora Perfiles
Material:
Observación:
Cantidad: Pieza
Revisión:
MedidasExpresadas
en milímetros
1
9
Tubo 50 x 30pared 2 mm
Nota: queda a criterio de cada constructor perforar para centrar las clavijas para guardar las rulinas y arandelas.
Nota: De decidir hacer según plano cortar3 trozos eje 25mm por 190 mm y soldarsolamente de la parte inferior para lograrun perfecto apollo de la rulinas.

490
35 55
40
25
8
50 50
10
50
EJES INFERIORES
17/01/13 Racca José M.Dib.
Rev.
Fecha NombreMETALURGICA
RACCA
Plano N:Curvadora Perfiles
Material:
Observación:
Cantidad: Pieza
Revisión:
MedidasExpresadas
en milímetros
2
10
Trefilado 1045diámetro 50 mm
3 10
Rosca
Nota 1: Rosca Whitworth 1”paso fino
Nota 2: Chavetero ladorulinas 8 x 4, lado mando 10 x 5

EJE SUPERIOR
17/01/13 Racca José M.Dib.
Rev.
Fecha NombreMETALURGICA
RACCA
Plano N:Curvadora Perfiles
Material:
Observación:
Cantidad: Pieza
Revisión:
MedidasExpresadas
en milímetros
1
10
Trefilado 1045diámetro 50 mm
Nota 1: Rosca Whitworth 1”paso fino
Rosca
368
35 55 73
50
3
25
40
50
40
8
400
36 36
350
11
35
15
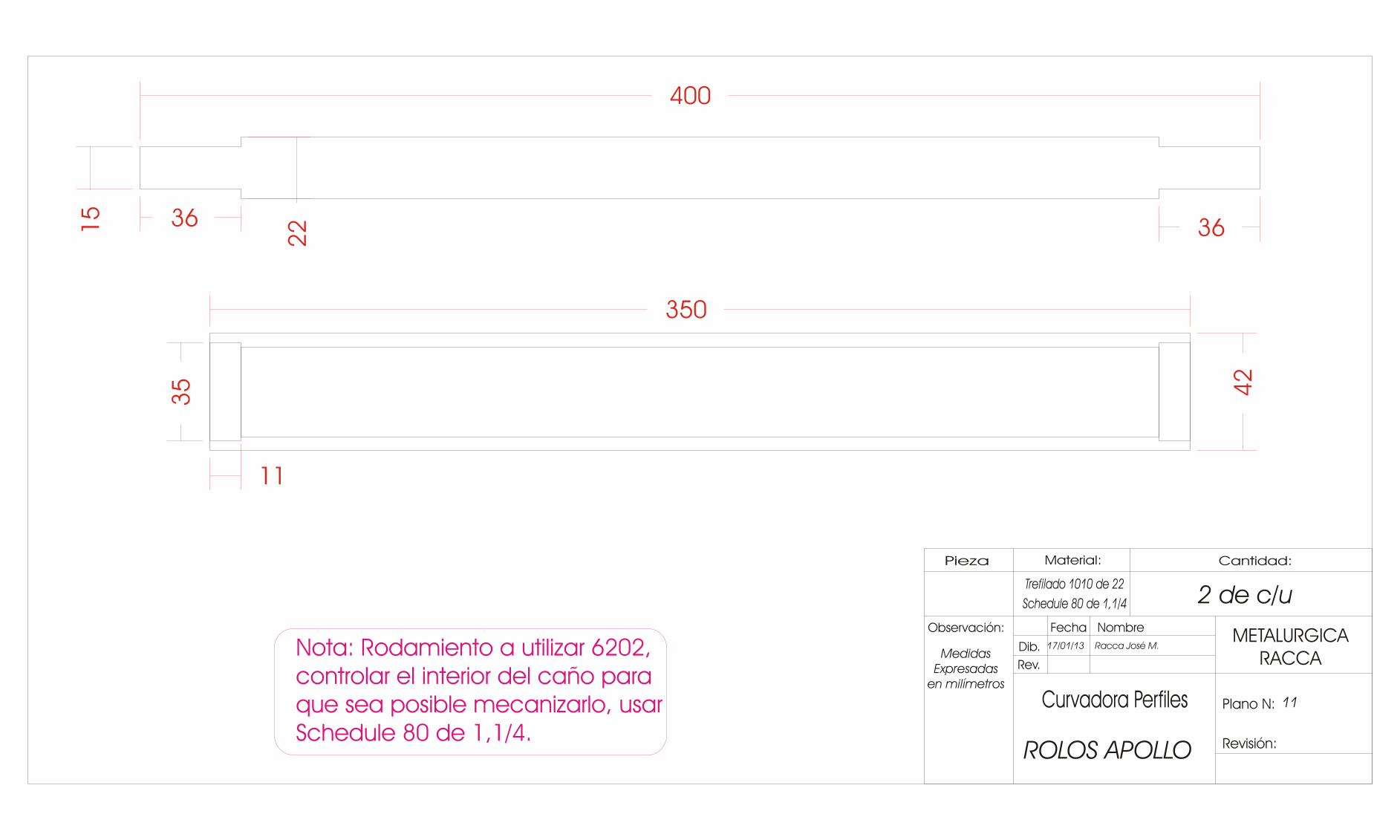
ROLOS APOLLO
17/01/13 Racca José M.Dib.
Rev.
Fecha NombreMETALURGICA
RACCA
Plano N:Curvadora Perfiles
Material:
Observación:
Cantidad: Pieza
Revisión:
MedidasExpresadas
en milímetros
2 de c/u
11
Trefilado 1010 de 22
22
Schedule 80 de 1,1/4
42
Nota: Rodamiento a utilizar 6202, controlar el interior del caño paraque sea posible mecanizarlo, usarSchedule 80 de 1,1/4.

35
20 35
15
15
120
Barra roscada 5/8
REGISTROSROLO APOLLO
17/01/13 Racca José M.Dib.
Rev.
Fecha NombreMETALURGICA
RACCA
Plano N:Curvadora Perfiles
Material:
Observación:
Cantidad: Pieza
Revisión:
MedidasExpresadas
en milímetros
4
12
Redondo 1010 o 1045 diámetro 35 mm
Nota. S
oldar la
barra
rosc
ada en e
l centro
del buje.
45
15
45
13,5
13
,5
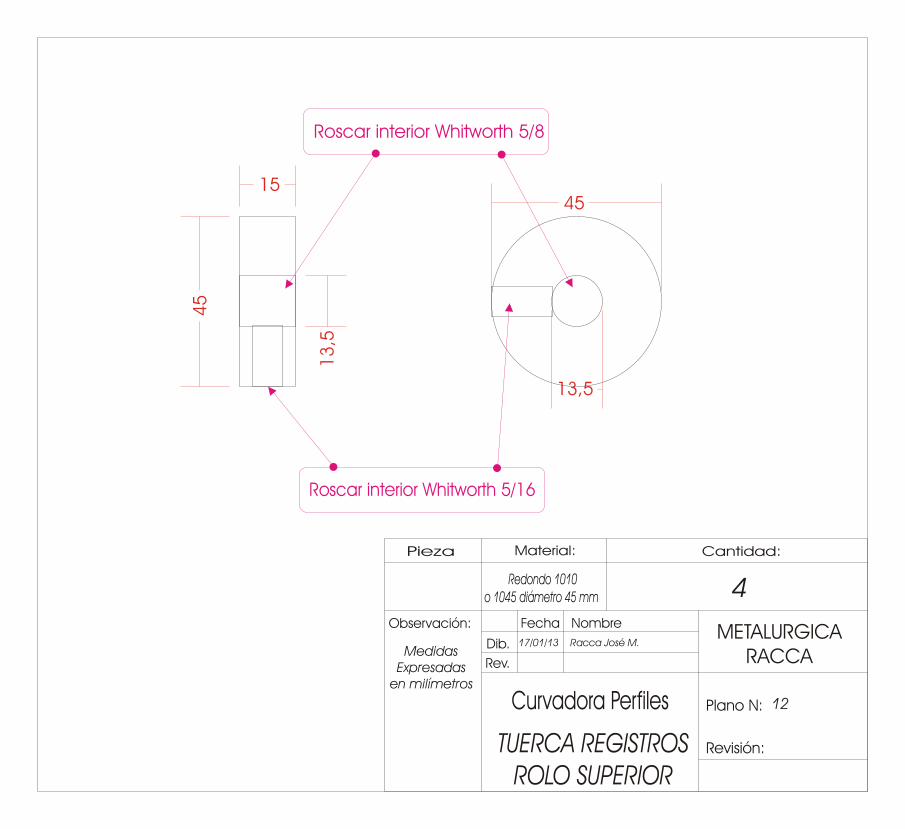
Roscar interior Whitworth 5/8
Roscar interior Whitworth 5/16
TUERCA REGISTROSROLO SUPERIOR
17/01/13 Racca José M.Dib.
Rev.
Fecha NombreMETALURGICA
RACCA
Plano N:Curvadora Perfiles
Material:
Observación:
Cantidad: Pieza
Revisión:
MedidasExpresadas
en milímetros
4
12
Redondo 1010 o 1045 diámetro 45 mm

29
20
16
29
20
BUJE SOPORTEUCT 208
17/01/13 Racca José M.Dib.
Rev.
Fecha NombreMETALURGICA
RACCA
Plano N:Curvadora Perfiles
Material:
Observación:
Cantidad: Pieza
Revisión:
MedidasExpresadas
en milímetros
2
13
Redondo 1010 o 1045 diámetro 30 mm
Nota. Controlar antesde mecanizar la medidascon el soporte UCT 208
Perforacióna embujar
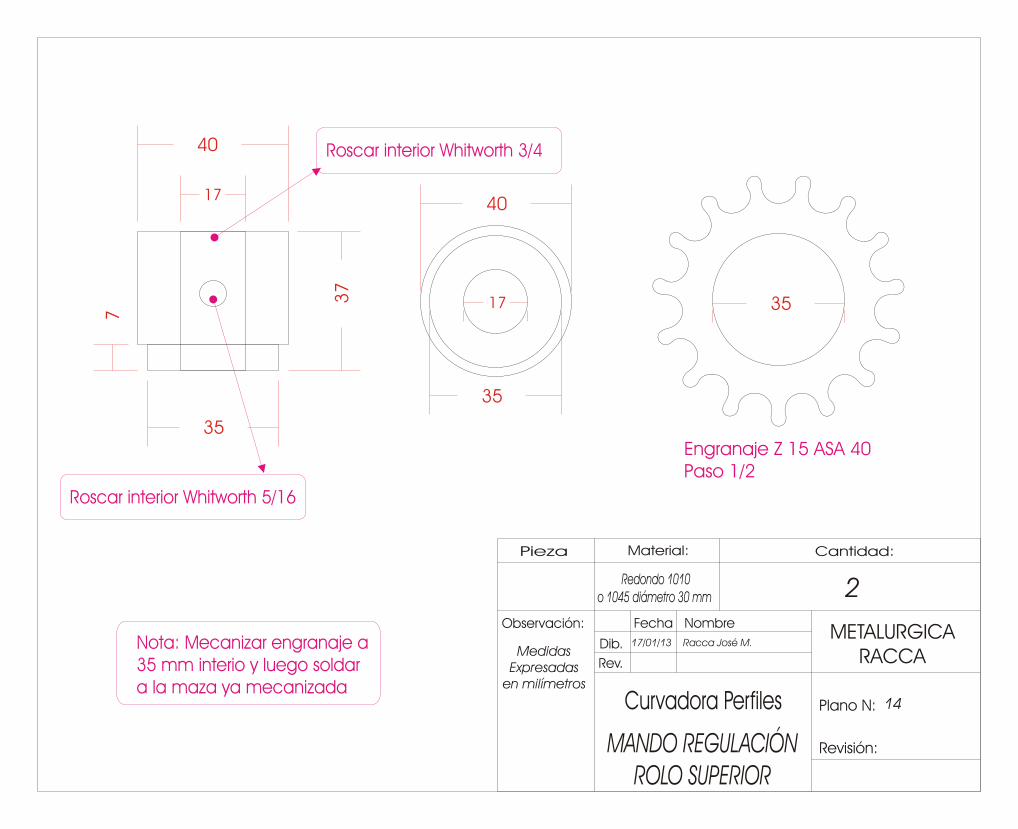
35
40
17
35
37
7
Engranaje Z 15 ASA 40Paso 1/2
Roscar interior Whitworth 5/16
Roscar interior Whitworth 3/4
MANDO REGULACIÓNROLO SUPERIOR
17/01/13 Racca José M.Dib.
Rev.
Fecha NombreMETALURGICA
RACCA
Plano N:Curvadora Perfiles
Material:
Observación:
Cantidad: Pieza
Revisión:
MedidasExpresadas
en milímetros
2
14
Redondo 1010 o 1045 diámetro 30 mm
40
35
17
Nota: Mecanizar engranaje a35 mm interio y luego soldara la maza ya mecanizada

MANDO REGULACIÓNBuje Manivela
17/01/13 Racca José M.Dib.
Rev.
Fecha NombreMETALURGICA
RACCA
Plano N:Curvadora Perfiles
Material:
Observación:
Cantidad: Pieza
Revisión:
MedidasExpresadas
en milímetros
1
15
Redondo 1010 o 1045 diámetro 40 mm
18
5
40
40
19
16
16
40
19
70 350
MANDO REGULACIÓNRoscas
17/01/13 Racca José M.Dib.
Rev.
Fecha NombreMETALURGICA
RACCA
Plano N:Curvadora Perfiles
Material:
Observación:
Cantidad: Pieza
Revisión:
MedidasExpresadas
en milímetros
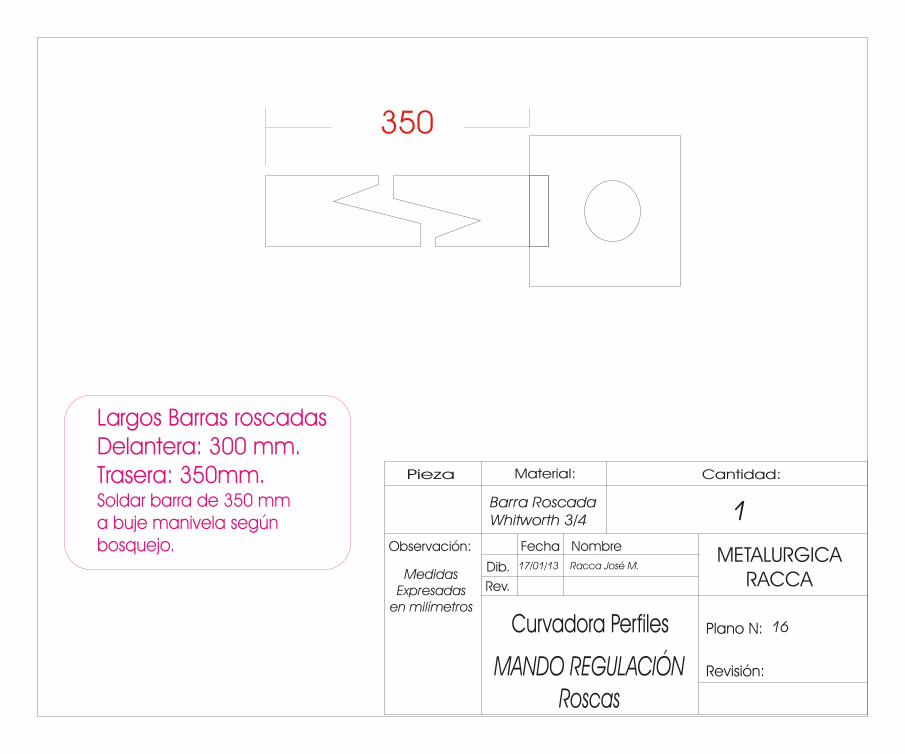
1
16
Barra Roscada Whitworth 3/4
Largos Barras roscadasDelantera: 300 mm.Trasera: 350mm.Soldar barra de 350 mma buje manivela segúnbosquejo.

20
10
15
MANDO REGULACIÓNManivela
17/01/13 Racca José M.Dib.
Rev.
Fecha NombreMETALURGICA
RACCA
Plano N:Curvadora Perfiles
Material:
Observación:
Cantidad: Pieza
Revisión:
MedidasExpresadas
en milímetros
1
17
Acero 1045diámetro 15mm
Largo manivela 380 mm,utilizar acero 1045 diámetro15 mm, realizarle 2 pequeñosbujes para evitar que salga dela perforación, según bosquejo

MANDO Corona Doble
17/01/13 Racca José M.Dib.
Rev.
Fecha NombreMETALURGICA
RACCA
Plano N:Curvadora Perfiles
Material:
Observación:
Cantidad: Pieza
Revisión:
MedidasExpresadas
en milímetros
1
18
Acero 1045diámetro 83 mm
65
50
65
12 10
65
80
50
65
Mecanizar maza según bosquejo,luego realizar chavetero 10 x 5, hacer2 perforaciones de 9 mm en el centrode la maza sobre a 180 grados delchavetero y el restante a 90 gradode este, roscar whitworth 7/16, (parala colocación de 2 prisionero)
Mecanizar corona de 60 dientes y piñónde 15 dientes a 65mm interior, soldarengranajes a maza.
9
9
10
Engranages a utilizar: 1Corona Z 60 paso 5/82 Piñones Z 18 paso 3/41 Piñon Z 15 paso 5/8 (mecanizar masa a lamedida del motororeductor, recomendado STM osimilar relación 49 a 1 o 50 a 1 con motor 1,5 Hp a 1500 RPM
Engranages a utilizar: 1Corona Z 60 paso 5/82 Piñones Z 18 paso 3/41 Piñon Z 15 paso 5/8 (mecanizar masa a lamedida del motororeductor, recomendado STM osimilar relación 49 a 1 o 50 a 1 con motor 1,5 Hp a 1500 RPM

MANDO Piñon Motoreductor
17/01/13 Racca José M.Dib.
Rev.
Fecha NombreMETALURGICA
RACCA
Plano N:Curvadora Perfiles
Material:
Observación:
Cantidad: Pieza
Revisión:
MedidasExpresadas
en milímetros
1
20
Acero 1045diámetro 50 mm
65
12 80
50
65
Mecanizar maza según bosquejo,luego realizar chavetero 10 x 5, hacer2 perforaciones de 9 mm en el centrode la maza sobre a 180 grados delchavetero y el restante a 90 gradode este, roscar whitworth 7/16, (parala colocación de 2 prisionero)
Mecanizar piñón de 15 dientes a 65mm interior, soldar engranajes a maza.
65 5
0
9 9
10
MANDO Engranaje Simple
17/01/13 Racca José M.Dib.
Rev.
Fecha NombreMETALURGICA
RACCA
Plano N:Curvadora Perfiles
Material:
Observación:
Cantidad: Pieza
Revisión:
MedidasExpresadas
en milímetros
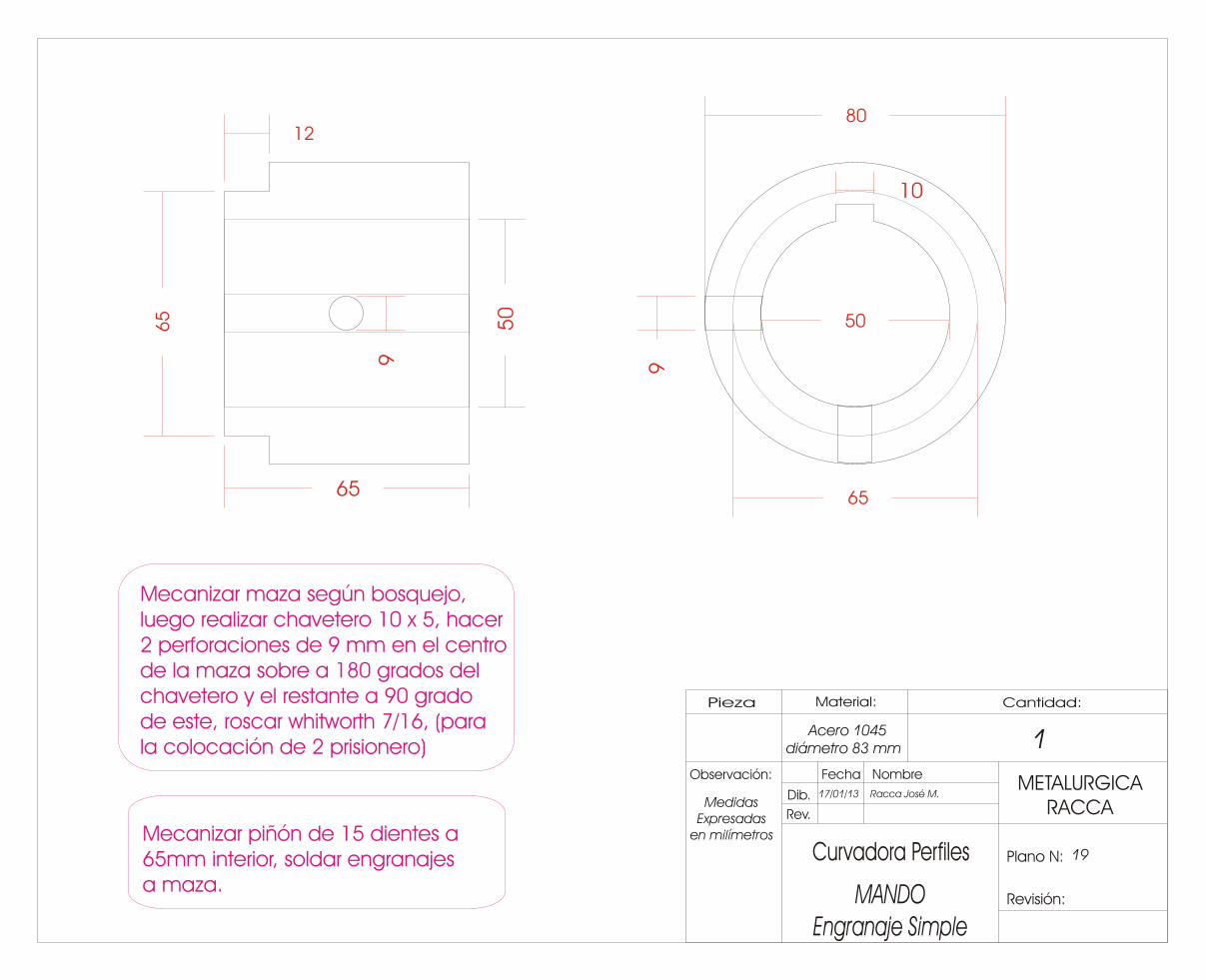
1
19
Acero 1045diámetro 83 mm
65
12 80
50
65
Mecanizar maza según bosquejo,luego realizar chavetero 10 x 5, hacer2 perforaciones de 9 mm en el centrode la maza sobre a 180 grados delchavetero y el restante a 90 gradode este, roscar whitworth 7/16, (parala colocación de 2 prisionero)
Mecanizar piñón de 15 dientes a 65mm interior, soldar engranajes a maza.
65 5
0
9 9
10
CABEZAL Armado
17/01/13 Racca José M.
2
Dib.
Rev.
Fecha NombreMETALURGICA
RACCA
Plano N:Curvadora Perfiles
Material:
Observación:
Cantidad: Pieza
Revisión:
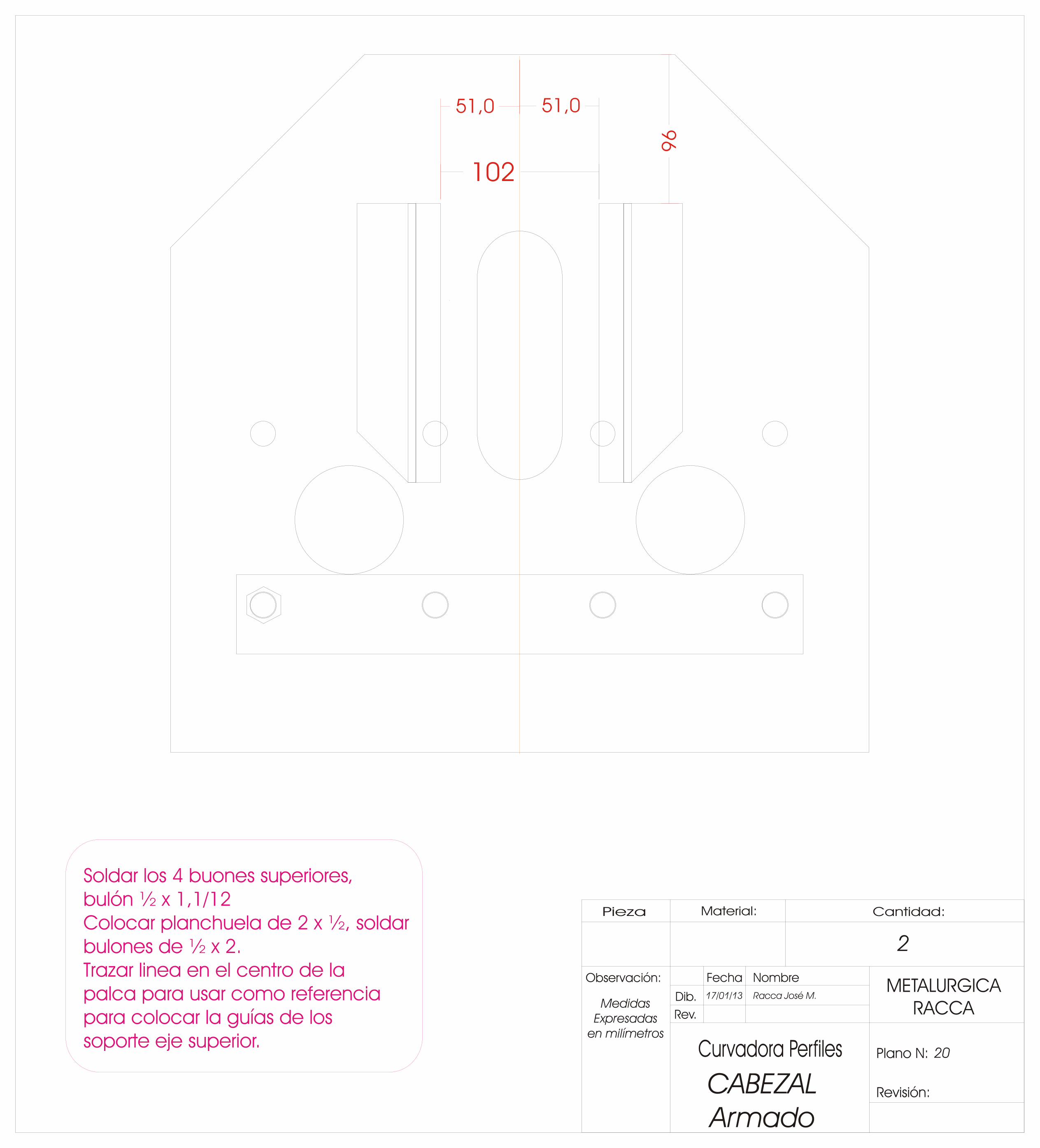
20
MedidasExpresadas
en milímetros
102
51,0 51,0
96
Soldar los 4 buones superiores,bulón ½ x 1,1/12Colocar planchuela de 2 x ½, soldarbulones de ½ x 2. Trazar linea en el centro de lapalca para usar como referenciapara colocar la guías de los soporte eje superior.
CABEZAL Armado
17/01/13 Racca José M.
2
Dib.
Rev.
Fecha NombreMETALURGICA
RACCA
Plano N:Curvadora Perfiles
Material:
Observación:
Cantidad: Pieza
Revisión:
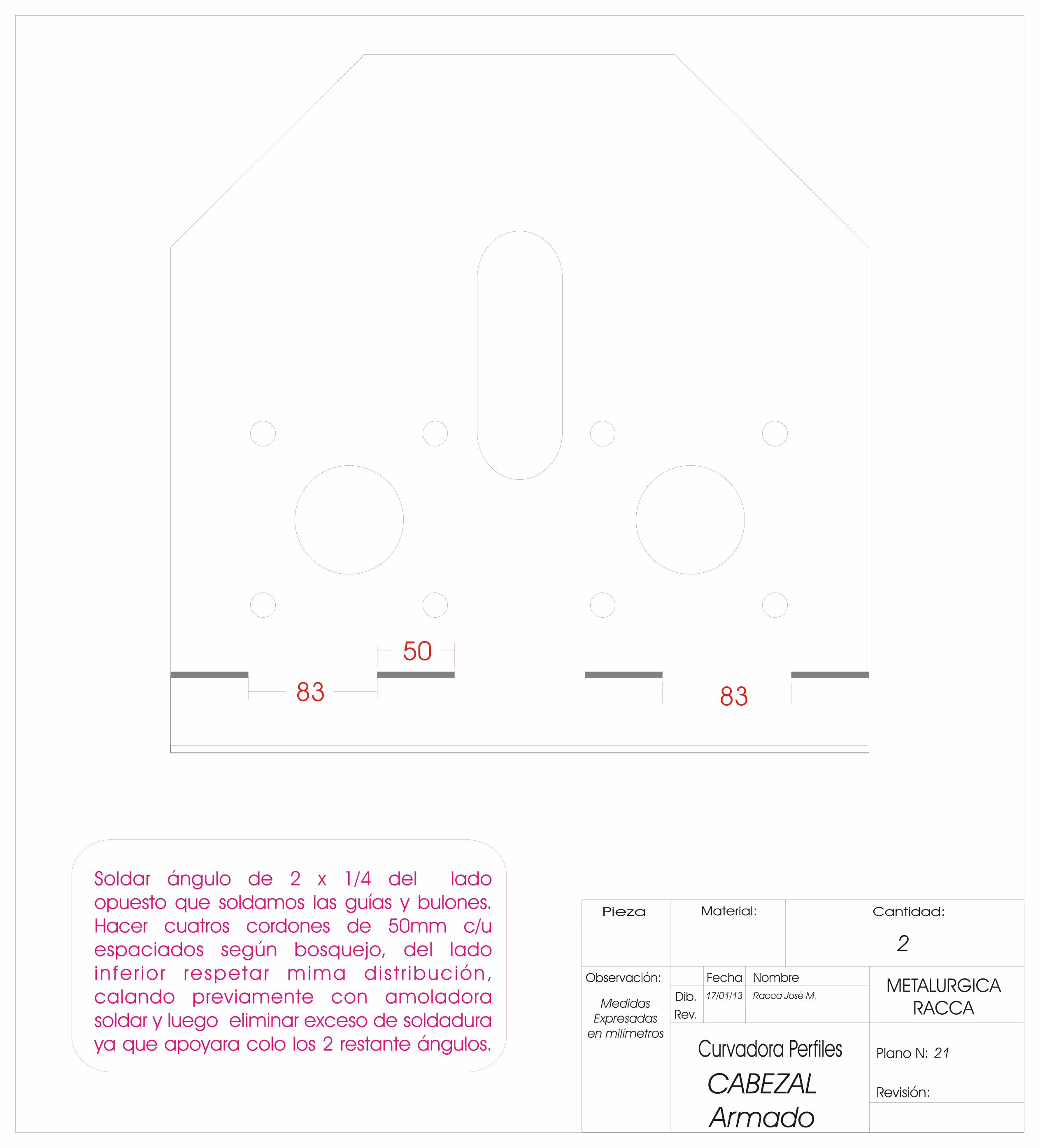
21
MedidasExpresadas
en milímetros
Soldar ángulo de 2 x 1/4 del lado opuesto que soldamos las guías y bulones.Hacer cuatros cordones de 50mm c/u espaciados según bosquejo, del lado infer ior respetar mima dis t r ibución, calando previamente con amoladora soldar y luego eliminar exceso de soldadura ya que apoyara colo los 2 restante ángulos.
83 83
50
CABEZAL Armado
17/01/13 Racca José M.
2
Dib.
Rev.
Fecha NombreMETALURGICA
RACCA
Plano N:Curvadora Perfiles
Material:
Observación:
Cantidad: Pieza
Revisión:
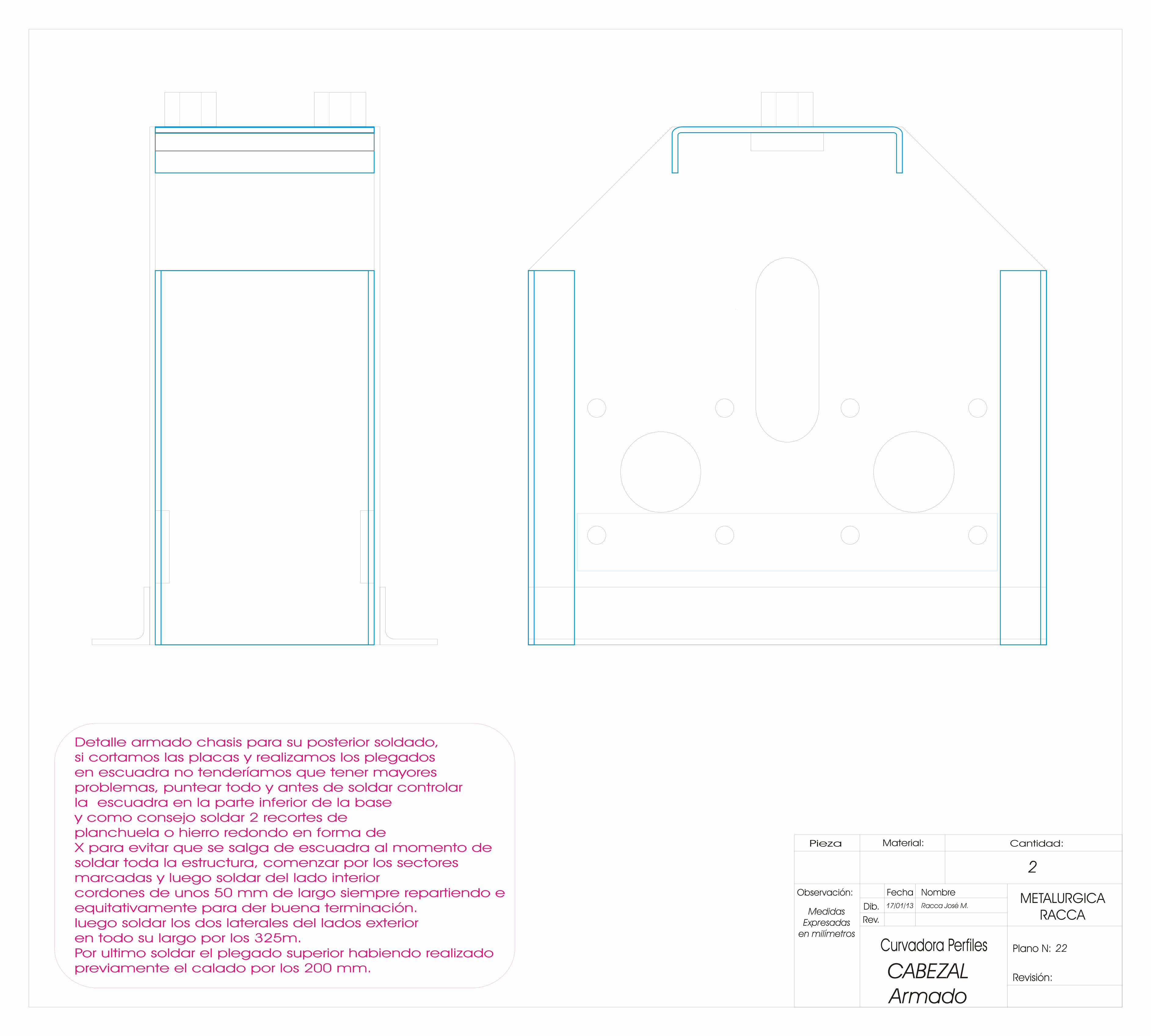
22
MedidasExpresadas
en milímetros
Detalle armado chasis para su posterior soldado,si cortamos las placas y realizamos los plegados en escuadra no tenderíamos que tener mayores problemas, puntear todo y antes de soldar controlar la escuadra en la parte inferior de la basey como consejo soldar 2 recortes deplanchuela o hierro redondo en forma de X para evitar que se salga de escuadra al momento de soldar toda la estructura, comenzar por los sectores marcadas y luego soldar del lado interiorcordones de unos 50 mm de largo siempre repartiendo eequitativamente para der buena terminación.luego soldar los dos laterales del lados exterior en todo su largo por los 325m.Por ultimo soldar el plegado superior habiendo realizado previamente el calado por los 200 mm.

CABEZAL Armado
17/01/13 Racca José M.
2
Dib.
Rev.
Fecha NombreMETALURGICA
RACCA
Plano N:Curvadora Perfiles
Material:
Observación:
Cantidad: Pieza
Revisión:
23
MedidasExpresadas
en milímetros
15
1
20
Soldar soporte rolos apollo, primero los 2 superioressegún bosquejo al borde visto de frente y a 20 mmde profundidad, una ves ubicados y punteados estoscolocar el conjunto rolo mas registros, para obtener la ubicación correcta del soporte inferior.
Para la planchuela que soportara la pata regulablepara poner la maquina en posición horizontal,soldarla sobre el borde superior y al centro de la maquina.
75
50
11
15
40
Planchuela de 2 x 3/8Cantidad 2
Soporte Pata
Pie apollo: Utilizar caño eschedule 40 de 1” largo 750mmy en la parte inferior construir una tazoleta con rosca pararegular la altura.

Esta primera foto muestra donde se montoel motoreductor en su primera etapa, elmismo era un STM 40 a 1 con motor ½ HP.
Para poder poner en posición horizontal se cambio la ubicaciónde motoreductor como se muestra en esta fotografía.El usada en este momento es uno de fabricación Nacionalrelación 50 a 1 con motor de 2 Hp.
Serpentín en forma de espiral diámetroexterior 1800 mm confeccionado encaño eschedule 40 diámetro 1” (33 mm)
