control de estadística de la calidad aplicada
DESCRIPTION
Control de Estadística de La Calidad AplicadaTRANSCRIPT

CONTROL ESTADISTICO DE LA CALIDAD
5a. parte
Estadística Aplicadaa laIndustria de la Confección
José Luis Blanco PonsTecnólogo Industrial

Concepto de Estadística
Estadística es la ciencia que por intermedio de una serie de datos tomados de una muestra representativa de una población, los clasifica, analiza y deduce de ellos una serie de conclusiones para tomar unas determinadas decisiones.
Desde que el hombre comenzó a fabricarse sus propios utensilios de supervivencia, consideró necesario Comprobar su Adecuación a los Fines perseguidos, lo que presento el comienzo del Control de la Calidad.
En la Era Artesanal, era el propio artesano, en su taller, el que se fabricaba íntegramente sus productos en todas sus fases y el que, además, controlaba su propia calidad, pieza a pieza, es decir, realizaba Control Unitario.
Cuando, posteriormente, aparecen las Pequeñas Series, comienza a complicarse el proceso, pues ya no es un sólo operario el que realiza todas las operaciones para completar un producto, sino que distintos operarios realizan operaciones distintas. Aún, cada operario controla su propia producción y con carácter unitario.
A partir de la Segunda Guerra Mundial puede decirse que quedan obsoletos los sistemas artesanales de control unitario de la calidad, paralelamente con el desarrollo de las fabricaciones en Grandes Series para las que el control unitario representaría un coste muy elevado. Pero aún los procedimientos no están suficientemente claros hasta que se aplican los conceptos estadísticos.
El Control Estadístico de la calidad se basa en la aplicación de los procedimientos de la ciencia estadística para determinar la calidad de todo un lote de piezas, componentes o productos, etc. Examinando solamente una parte de ellos o muestra.
8

Parámetros Estadísticos
Los parámetros fundamentales estadísticos tienen por objetos medir los valores centrales, por un lado, y por otro la dispersión ó desviación respectos a los mismos.
Medidas de Tendencia Central
-La Media , ó media aritmética, también llamada promedio, tanto simple (suma de valores dividida por el número de éstos) como ponderada (suma de los productos de cada valor por su frecuencia correspondiente, y dividido por la suma de las frecuencias). Se representada por: x y su fórmula es la siguiente:
x=x
n
-La Mediana de un conjunto de valores previamente ordenados según su magnitud (creciente ó decreciente), es aquel que divide al conjunto en dos subconjuntos de igual número de elementos. Es fácil de localizar cuando el número de observaciones ó datos son impares, Cuando son pares es la media de los dos valores centrales. Se representa por: Md
-La Moda de un conjunto de valores es aquel que se repite con mayor frecuencia en el mismo. Se representa por Mo.
Reglas generales para el uso de los promedios:
-Si la distribución es muy aritmética, se promedia con la mediana ó con la moda.
-Cuando la série de datos tiene forma de progresión geométrica, debe usarse la media geométrica.-Si la gráfica de la distribución es una curva cóncava de extremos iguales, se promedia con la moda.-Si en una distribución el primero y último intervalos son abiertos, se usa como promedio representativo la mediana ó la moda.-Si en la distribución se presentan valores extremos, se utiliza la mediana ó la
moda.-Si la distribución presenta intervalos de diferentes amplitud, no debe
emplearse la moda.-En los demás casos se promedia con la media aritmética.
Parámetros para la medida de dispersión ó desviación
-El Recorrido o Rango es la diferencia ó distancia entre dos valores (máximo y mínimo) observados. Se representa por la letra R. y su fórmula es la siguiente:
9

R = x xmáx mín
-La Varianza también llamada dispersión cuadrática de los datos, es la media de los cuadrados de las desviaciones respecto a la media aritmética. Se representa por la letra V y su fórmula es la siguiente:
V = (x - x)
n V =
(x - x)
n - 1
2 2
m uest ra menor de 100
-La Desviación Media, también llamada desviación media absoluta ó promedio de desviación, indica la forma como los datos se dispersan con relación a la media aritmética. Es la suma de las diferencias de los datos con respecto a la media de éstos y dividos por el número de datos. Se representa por las letras Dx, y se define por medio de la fórmula:
D x = (x - x)
n
-La Desviación Mediana, resulta de sustituir en la desviación media, la media aritmética por la mediana; es decir. Es la media aritmética de los valores absolutos de la desviación respecto a la mediana. Se representa por las letras Dmd, y su fórmula:
Dmd = (x - )
n
Md
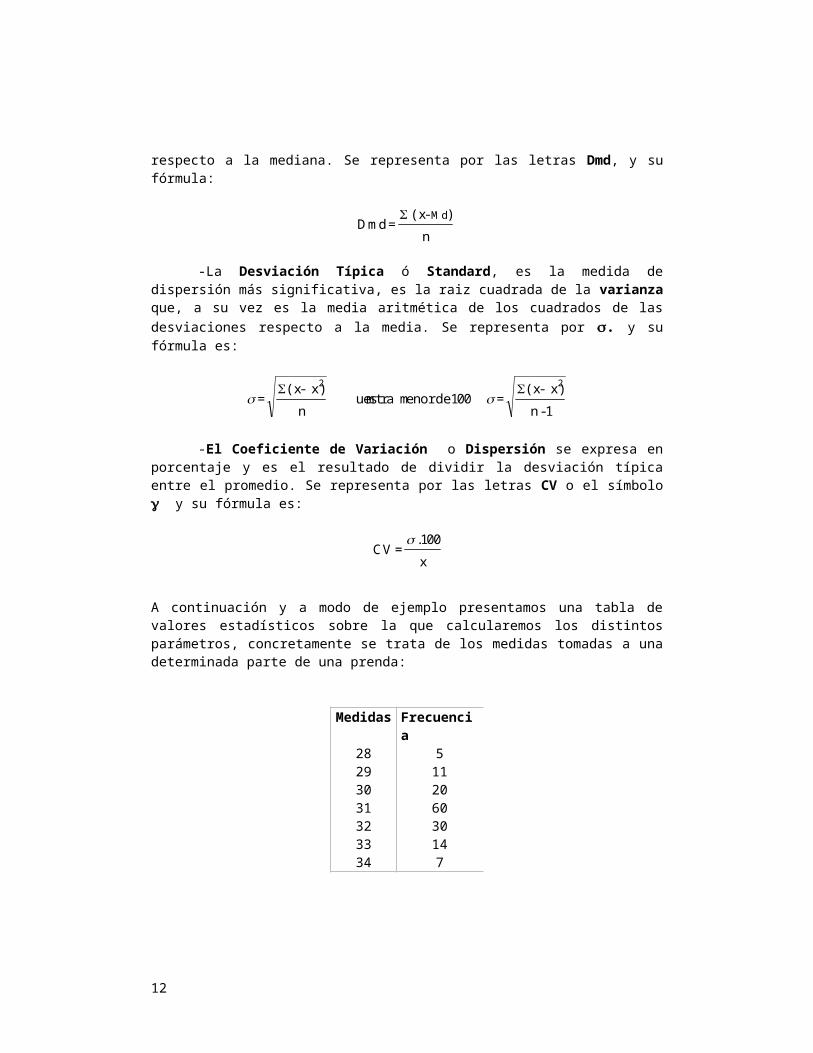
-La Desviación Típica ó Standard, es la medida de dispersión más significativa, es la raiz cuadrada de la varianza que, a su vez es la media aritmética de los cuadrados de las desviaciones respecto a la media. Se representa por . y su fórmula es:
= (x - x)
n muest ra menor de 100 =
(x - x)
n - 1
2 2
-El Coeficiente de Variación o Dispersión se expresa en porcentaje y es el resultado de dividir la desviación típica entre el promedio. Se representa por las letras CV o el símbolo y su fórmula es:
CV = . 100
x
A continuación y a modo de ejemplo presentamos una tabla de valores estadísticos sobre la que calcularemos los distintos parámetros, concretamente se trata de los medidas tomadas a una determinada parte de una prenda:
10

Medidas Frecuencia28 529 1130 2031 6032 3033 1434 7
a.-Cálculo de la Media:
x=(28 x5)+(29 x11)+(30 x20)+(31 x60)+(32 x30)+(33 x14)+(34 x7)
cms( )
. .5 11 20 60 30 14 7
31 25
b.-Cálculo de la Mediana: Para la medida de 31 cms. hay un elemento que divide la distribución en dos subconjuntos de 73 medidas cada uno. Por tanto, Md = 31 cms.
c.-Cálculo de la Moda:
La medida que más se repite es la de 31 cms., luego Mo = 31 cms.
d.-Cálculo del Recorrido (rango):
La medida máxima y mínima son 34 y 25 cms. respectivamente, luego el Recorrido será de:
R = 34 - 28 = 6 cms.
e.-Cálculo de los Parámetros de Dispersión:
x F (x - x) (x - x)2 fi(x - x)2
28 5 3,15 9,92 49,6129 11 2,15 4,62 50,8530 20 1,15 1,32 26,4531 60 0,15 0,02 1,3532 30 -0,85 0,72 21,6833 14 -1,85 3,42 47,9234 7 -2,85 8,12 56,86
Totales 147 254,72
e.1.-Varianza:
11
V = 254.72
147 = 1.733
e.2.-Desviación Típica o Standard:
= 254.72
147 ó = 1.733 = 1.316
e.3.-Coeficiente de Variación o Dispersión:
= 1.316 x 100
31.15 = 4.225%
Cuando las características de los lotes a inspeccionar no son medibles y solamente podemos decir “si son” ó “no son” válidos (calidad subjetiva), no podemos emplear los parámetros anteriores. En éstos casos, se emplean fundamentalmente los siguientes:
a.-Porcentaje Defectuoso, es decir, el porcentaje de elementos ó productos defectuosos respecto al total de la muestra. Se representa por 100p
b.-Número Medio de Defectos por Unidad, aplicable cuando un elemento ó producto puede ser rechazado por más de un defecto diferente. Este parámetro se calcula mediante el cociente entre el total de defectos obtenidos y el total de unidades inspeccionados. Se representa por u.
Así, por ejemplo, supongamos una muestra de doce pantalones terminados (igual referencia) en los que se han apreciado el siguiente número de defectos:
Pantalón no.
No. de defectos
1 32 03 24 55 16 47 08 29 010 311 212 1
Totales 12 23
El número total de productos defectuosos es de 9, luego:
12

100p = 9
12 x 100 = 75%
23
121 92.
o sea, el 75% de las prendas están defectuosas, y el promedio de defectos por prenda es de 1.92 defectos.
En un segundo ejemplo, tenemos que en un lote de camisas infantiles hemos realizado un muestreo de 10 unidades y encontramos que la medida de cuello tienen las siguientes medidas. La pregunta es: ¿Podríamos aceptar este lote si el perímetro de cuello debería ser de 31.00 cms. ?
n x x - x (x - x)2
1 29,45 -0,21 0,0442 29,60 -0,06 0,0033 30,00 -0,34 0,1154 28,50 -1,16 1,3455 29,50 -0,16 0,0256 29,00 -0,66 0,4357 29,80 -0,14 0,0198 29,75 -0,09 0,0039 29,50 -0,16 0,025
10 31,50 1,84 3,380Totales 296,60 -1,14 5,394
Luego realizando los cálculos correspondientes, tenemos los siguientes resultados:
x = 296.60
10 = 29,66 V =
5.394
10-1 = 0.599
= 0,599 = 0,774 =
0,774 x 100
29.66 = 2.61
El análisis que hacemos con estos resultados es el siguiente:
1.-El promedio de perímetro de cuello es de 29.66 cms, o sea, 1.34 cms. Menos del que debería tener.2.-La dispersión es de +/- 2.61%, lo que implica que el total de los valores pueden variar entre:
68 % 1 = 27.99 a 31.27Margen de Seguridad: 95 % 29,66 (+/-) 2 = 26.44 a 32.88
99 % 3 = 24.83 a 34.49 Si la medida está muy desplazada (desviación) de la teórica o la dispersión es demasiado amplia, según nuestra exigencia, para su comprobación se deberán realizar más pruebas, aumentando (n) en la muestra.
13

3.-Si se mantiene o aumenta la dispersión, es error del lote, pudiendo devolverlo para su reproceso.4.-Si disminuye y es aceptable, el error era de muestreo (no fue una muestra representativa del lote). Lógicamente (n) debe estar estipulado en el plan de muestreo, al igual que la media y la dispersión.
Si se opera por medio de frecuencia de la variable, el proceso es el siguiente:
Resistenciaen Kg.
Frecuenciaf f . x
Desviación(x - x)
Desviación(x - x)2 f (x - x)2
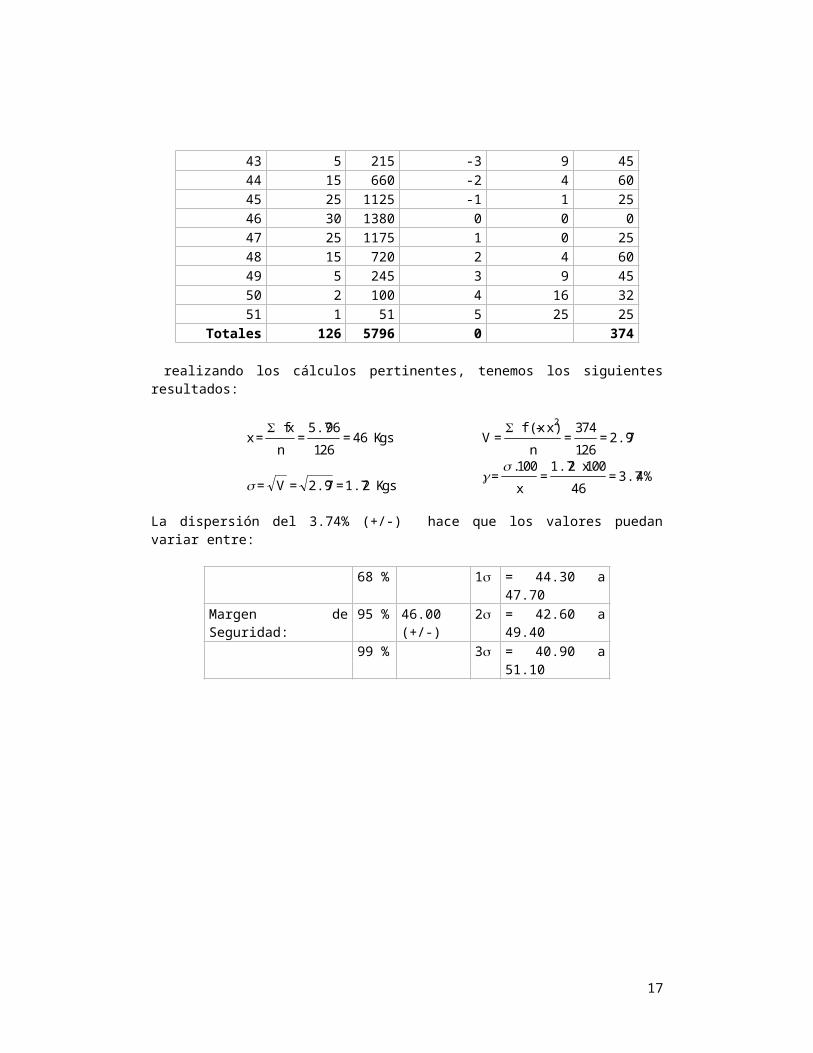
41 1 41 -5 25 2542 2 84 -4 16 3243 5 215 -3 9 4544 15 660 -2 4 6045 25 1125 -1 1 2546 30 1380 0 0 047 25 1175 1 0 2548 15 720 2 4 6049 5 245 3 9 4550 2 100 4 16 3251 1 51 5 25 25
Totales 126 5796 0 374
realizando los cálculos pertinentes, tenemos los siguientes resultados:
x = f x
n =
5.796
126 = 46 Kgs.
V =
f(x - x)
n =
374
126 = 2.97
2
= V = 2.97 = 1.72 Kgs.
=
. 100
x =
1.72 x 100
46 = 3.74%
La dispersión del 3.74% (+/-) hace que los valores puedan variar entre:
68 % 1 = 44.30 a 47.70Margen de Seguridad: 95 % 46.00 (+/-) 2 = 42.60 a 49.40
99 % 3 = 40.90 a 51.10
14

Presentación de los Datos
Cuando se efectúan medidas de alguna propiedad variable sobre muestra relativamente grande extraída de una población, tal como una caja de cono de hilos, un lote de cremalleras, una caja de botones, etc. Podemos esperar que los resultados nos den una buena idea de como ocurre dicha propiedad en la población o lote completo. Tales medidas pueden generar un listado grande de cifras cuyo significado es difícil de apreciar. El sólo listado de los datos o una representación desordenada de ellos resulta difícil de analizar y sacar conclusiones. Es necesario entonces un proceso de agrupación de las cifras que dé origen a una tabla estadística manejable para obtener de ella una forma de presentación adecuada y la información adquiera todo su valor.
El siguiente ejemplo sirve para explicar el procedimiento de agrupación y conceptos posteriores que se vayan derivando:
Se desea evaluar la densidad en urdimbre de un determinado tejido suministrado por un proveedor, para ello se tomarán al azar de diferentes piezas 50 muestras de diferentes lugares de éstas, procediendo a continuación a contar con la ayuda de un cuenta-hilos, el número de éstos, dando origen a la siguiente tabla en donde aparecen los resultados individuales en el mismo orden en que fueron tomadas las muestras:
82 78 80 81 8080 79 82 79 8079 81 80 78 8178 80 78 82 8379 81 80 82 8082 78 81 81 7881 80 80 80 7881 79 77 79 8282 80 79 81 8079 80 81 83 79
El grupo completo obtenido de cifras dice muy poco sobre las características de la muestra, más aún por estar en desorden, perdiendo todo su significado. De ahí que se hace necesario reagruparlos de acuerdo a su magnitud sin que se pierda la información esencial. Se pueden formar varios grupos dependiendo del rango total de variación y todas las cantidades que caigan en un grupo o intervalo se pueden agrupar juntas sin que haya pérdida de información. Con este procedimiento y buscando el número de frecuencias o medidas que corresponda a cada grupo se puede formar una tabla llamada “Tabla de Frecuencias” que muestra la distribución de frecuencias de las cantidades obtenidas.
El objetivo es formar una distribución de frecuencias con datos de una muestra es obtener una idea de como es la distribución de una población total. Cuando se selecciona una muestra al azar, la distribución que se obtiene de ella siempre contiene irregularidades que no se presentan en la población de origen y mientras más
15

pequeña sea la muestra, más sobresalientes resultan dichas irregularidades. La siguiente recomendación del número de grupos a formar de acuerdo a la cantidad de datos disponibles se basa en la experiencia práctica:
-Para muestras entre 50 y 200 datos, formar de 10 a 15 grupos.-Para muestras entre 200 a 500 datos, formar de 15 a 20 grupos.
No resulta útil formar una distribución de frecuencias con menos de 50 datos debido al riesgo de obtener falsas conclusiones. Volviendo al ejemplo inicial, debemos empezar a formar una tabla de frecuencias en el siguiente orden:
1.-Buscar los valores máximo y mínimo de toda la información, de la la tabla inicial encontramos estos valores:
Valores: máximo = 83 mínimo = 77
2.-Calcular el intervalo o rango de variación (R) de todos los datos. Basta como ya vimos, calcular la diferencia entre los valores máximo y mínimo encontrados, obteniendo:
R = 83 - 77 = 6
3.-Definir la cantidad de grupos a formar. En este caso resulta práctico formar 10 grupos de acuerdo a la recomendación dada anteriormente.
4.-Calcular el intervalo o rango de variación (C) de cada grupo. En este caso se divide el intervalo (R) por el número de grupos que se deseen formar y se expresa el resultado con la misma precisión que tengas los datos. Para el ejemplo, tenemos:
C = R
10 =
6
10 = 0.60
5.-Formar cada uno de los grupos hallando los límites inferiores y superiores de cada uno.
Los límites son aquellos valores que definen un grupo inferior y superior. Para hallar los límites inferiores de cada grupo se toma el valor mínimo encontrado y se le suma el intervalo del rango (C) sucesivamente hasta completar una cantidad de límites igual al número de grupos a formar. El límite superior de un grupo corresponde al límite inferior del grupo siguiente corregido de tal manera que un mismo valor no vaya a estar comprendido en dos grupos diferentes. La corrección se efectúa de acuerdo a la precisión de los datos. Los grupos para nuestro ejemplo quedan conformados de la siguiente manera:
GrupoLímite inferior
Límite superior
corregido1 77.0 77.3
16
2 77.6 77.93 78.2 78.54 78.8 79.15 79.4 79.76 80.0 80.37 80.6 80.98 81.2 81.59 81.8 82.1
10 82.4 82.7
6.-Calcular la Mediatriz de cada grupo (marca de clase). La mediatriz se define como el promedio aritmético entre los valores superior e inferior de cada grupo. Este resultado es el valor que representa al conjunto de datos comprendidos en un determinado intervalo. La mediatriz del primer grupo es:
Mdt = 77.0 +77.3
= 77.152
Para calcular la segunda mediatriz, basta con sumar el intervalo de rango (C) a la primera y así sucesivamente hasta completar los grupos.
7.-Distribuir cada medida o dato tomado al grupo correspondiente. Para ello se toma cada valor del cuadro inicial en orden de filas o columnas y representarlo con una “barra” en la tabla de frecuencias al frente del grupo respectivo. Como se puede apreciar en el cuadro de frecuencias, cada medida pierde su valor y sólo se conoce de ella el grupo de ubicación y el valor (mediatriz) que la representa.
Tabla de Frecuencias
Grupos Límiteinferior
Límitesuperior Mediatriz
Distribuciónde
FrecuenciasFrecuenciaAbsoluta
1 77.0 77.3 77.15 I 12 77.6 77.9 77.75 I I I I I I I 03 78.2 78.5 78.35 74 78.8 79.1 78.95 05 79.4 79.7 79.55 I I I I I I I I I 96 80.0 80.3 80.15 I I I I I I I I I I I I I I 147 80.6 80.9 80.75 08 81.2 81.5 81.35 I I I I I I I I I I 109 81.8 82.1 81.95 I I I I I I I 7
10 82.4 82.7 82.55 I I 2
8.-Contar la cantidad de barras presentes al frente de cada grupo. Dicha cantidad es la frecuencia absoluta y representa el número de valores que se dan en un determinado grupo.
17

9.-Calcular la frecuencia relativa de cada grupo, dividiendo cada frecuencia absoluta por la cantidad total de datos que para nuestro ejemplo es de 50.
10.-Calcular las frecuencias acumuladas absolutas y relativas para cada grupo. La frecuencia acumulada para cada grupo determinado es su propia frecuencia sumada a todas las frecuencias de los grupos anteriores a él.
Este cálculo es apropiado cuando se está interesado en la proporción de valores que exceden ciertos límites. Por ejemplo: en la tabla de frecuencias se puede concluir que el 34% de las muestras tienen menos de 80 hilos en urdimbre. Si los acumulados de las frecuencias se hubiesen hecho de abajo hacia arriba se leería fácilmente también el 66% de éstas muestras tienen un número de hilos igual o superior a 80 hilos.
11.-Por último se trata de interpretar la información condensada en la tabla de frecuencias:
Asumiendo de nuestro ejemplo que las muestras analizadas tienen una especificación nominal de 80 hilos 1, podemos concluir que:
a.-Se presentaron 14 muestras dentro del número de hilos especificados, o sea, el 28%b.-Se presentaron 33 muestras dentro de la tolerancia admitida, o sea, el 66 %c.-Solamente 8 muestras se encuentran por debajo de la tolerancias admitida, o sea, el 16%d.-Solamente 9 muestras se encuentran por encima de la tolerancias admitidas, o sea, el 18%e.-El total de muestras fuera de especificación suman 17, lo que representa el 34% de la muestra tomada.
18
Representación Gráfica de Datos
Los factores principales de una Distribución de Frecuencias se pueden apreciar mejor si se presentan de forma gráfica.
Una forma puede ser el Polígono de Frecuencias como se muestra en el gráfico no. 1, en la cual la frecuencia absoluta y/o relativa se coloca en el eje vertical y la mediatriz en el eje horizontal. Se coloca un punto encima de cada valor de la mediatriz a una altura de acuerdo a la frecuencia. Luego se unen los puntos entre sí con líneas rectas dando origen al polígono. (gráfico no. 1)
Grafico no.1
Otra forma gráfica puede ser el Histograma de Frecuencias el cual se obtiene de manera similar al anterior pero con la diferencia de que en el eje horizontal se colocan los límites de cada grupo en lugar de las mediatrices, además, sobre cada par de límites de grupo, se levanta una columna tan alta como la frecuencia hallada (gráfico no. 2).
Los datos agrupados también se pueden representar por la curva denominada Ojiva, en la cual las mediatrices se colocan en el eje horizontal y las frecuencias acumuladas absolutas y/o relativas en el eje vertical. Los puntos resultantes se unen luego por segmentos rectilíneos o aproximando a una curva a través de los mismos como se observa en el gráfico no. 3.
19
Grafico no.2
Grafico no.3

Propiedades generales de las frecuencias
a.- La suma de las frecuencias absolutas es igual al tamaño de la muestra.b.- La suma de las frecuencias relativas es igual a 1.c.- La frecuencias absolutas son siempre valores enteros, mientras que las frecuencias relativas son siempre valores fraccionarios.d.- El último valor de las frecuencias acumuladas es igual al tamaño de la muestra.e.- El último valor correspondiente a las frecuencias relativas acumuladas es igual a 1 o 100%
Conceptos básicos de distribución de frecuencias
En la siguiente tabla vemos una distribución de frecuencias de los salarios de 60 empleados de una empresa:
Salarios$ Pesos
No. De Empleados
100-125 52126-150 35151-250 22251-400 10401-750 6751-1000 41001-1500 3Totales 132
Los datos así ordenados y resumidos se denominan datos agrupados. En este agrupamiento se pierde parte del detalle original pero tiene la ventaja de presentarlos en forma clara y sencilla, facilitando su comparación y análisis.
.-Intervalos de clase: 401-750 es un intervalo de clase. Es un símbolo que define una clase ó grupo de datos. Los extremos 401 y 750 son los límites de clase, inferior y superior, respectivamente.
.-Límites reales de clase: Son los valores reales de los extremos, suponiéndolos como aproximaciones. El intervalo 401-750 incluye los valores entre 400,50 y 750,50. Estos son los límites reales de clase ó límites verdaderos de clase.
.-Tamaño ó anchura de un intervalo de clase: Es la diferencia entre los límites reales de clase que lo forman. El tamaño del intervalo 401 y 750 es: 750,50 - 400,50 = 350.
.-Marca de clase: Es el punto medio de intervalo de clase. Se obtiene sumando los límites superior e inferior de la clase y dividiendo por 2. En el ejemplo anterior será igual a: (401 + 750) / 2 = 550,50
20

.-Frecuencia: Es el número de individuos pertenecientes a cada clase. También se le llama frecuencia absoluta ó repetición. Para el intervalo 401-750 la frecuencia es 6. La frecuencia total es de 132, que corresponde al total de observaciones registradas.
Reglas a tener en cuenta para formar las distribuciones de frecuencia:
-Determinar el Rango , conocidos el mayor y el menor de los datos registrados.
-Dividir el rango en un número conveniente de intervalos de clase, preferible del mismo tamaño.
Es conveniente elegirlos también, de tal forma que las marcas de clase coincidan con datos realmente observados, para aminorar el llamado error de agrupamiento.
-Establecer las frecuencias de clase, es decir, el número de observaciones que caen dentro de cada intervalo.
Por lo tanto, una Distribución de frecuencias es un método para organizar y resumir datos. Los datos se clasifican y ordenan, indicando el número de veces que se repite cada valor. La construcción de distribuciones de frecuencia facilita la presentación de datos ó de la información y especialmente su análisis. Para ello se debe seguir una metodología la cual se defina a continuación:
1.-Toma y ordenación de datos. La toma de datos es la obtención de una colección de los mismos, los cuales no están ordenados numéricamente. Por ejemplo la toma de medidas de un largo de manga.
2.-Ordenación es la colocación de los datos numéricos tomados en orden creciente ó decreciente de magnitudes.
3.-Distribución de frecuencias. Cuando se dispone de gran número de datos es conveniente distribuirlos en grupos ó clases y determinar el número de individuos pertenecientes a cada clase, que es la frecuencia absoluta ó repetición.
21

Elaboración de Tablas o Cuadros
A continuación se dan algunas recomendaciones y se presentan algunos ejemplos para la elaboración de cuadros o tablas para presentación de datos:
1.-Ante todo es indispensable precisar algún criterio para la elaboración de los datos.2.-El cuadro debe ser lo más sencillo posible.3.-Si en un informe hay varios cuadros, deberán numerarse.4.-Todo cuadro deberá contener un título, debe ser claro, y conciso, que responda a los interrogantes de: qué, cómo, dónde, y cuando se adquirió la información.5.-El encabezamiento del cuadro contiene los títulos y los subtítulos de las columnas.6.-El cuerpo del cuadro es su contenido en datos, es decir, la ubicación y conteo de las variables.7.-Es importante especificar las unidades de medidas utilizadas para describir las características.8.-Debajo del cuadro se escribe la fuente de datos, explicación de abreviaturas, símbolos
A continuación se dan unos ejemplos de cuadros estadísticos:
Encabezamiento TítuloSubtítulo Total
Subtotal
Cuerpo
Totales
Variable cuantitativa Variable por atributosEdad No.
MedicionesLínea ó sección No. de
personas16-22 12 Vestidos baño Dama 3521-25 5 Vestidos baño Niña 2426-30 16 Pantalonetas Hombre 831-25 10 Trusas 636-40 9 Accesorios 16Total 52 Total 89
Variables o Atributos
22

Estas diferencias pueden ser cuantificables o no. En lo que se refriere al primer tipo, podemos emplear instrumentos para medir las diferencias existentes entre las piezas, productos, etc. En las distintas características objeto de estudio, otorgando a cada una el valor numérico correspondiente de acuerdo con la escala de medición utilizada. Las características que son cuantificables se les llama Variables.
Existen otras características cuya variación no podemos cuantificar, pero que igualmente son objeto de estudio. Estas son las llamadas Atributos. Entre estas podemos mencionar, como ejemplo: el color, acabado, cayente, etc. En el cuadro siguiente podemos ver de forma gráfica lo dicho anteriormente:
CaracterísticasVariables
(Características Medidas)
Atributos(Características
Contadas)-Longitud-Peso-Volumen-Densidad-Resistencia-Tiempo, etc.
-Bueno-Malo-Sirve-No sirve-Pasa-No pasa-Tiene-No tiene-Funciona-No funciona-Verdadero-Falso, etc.
23
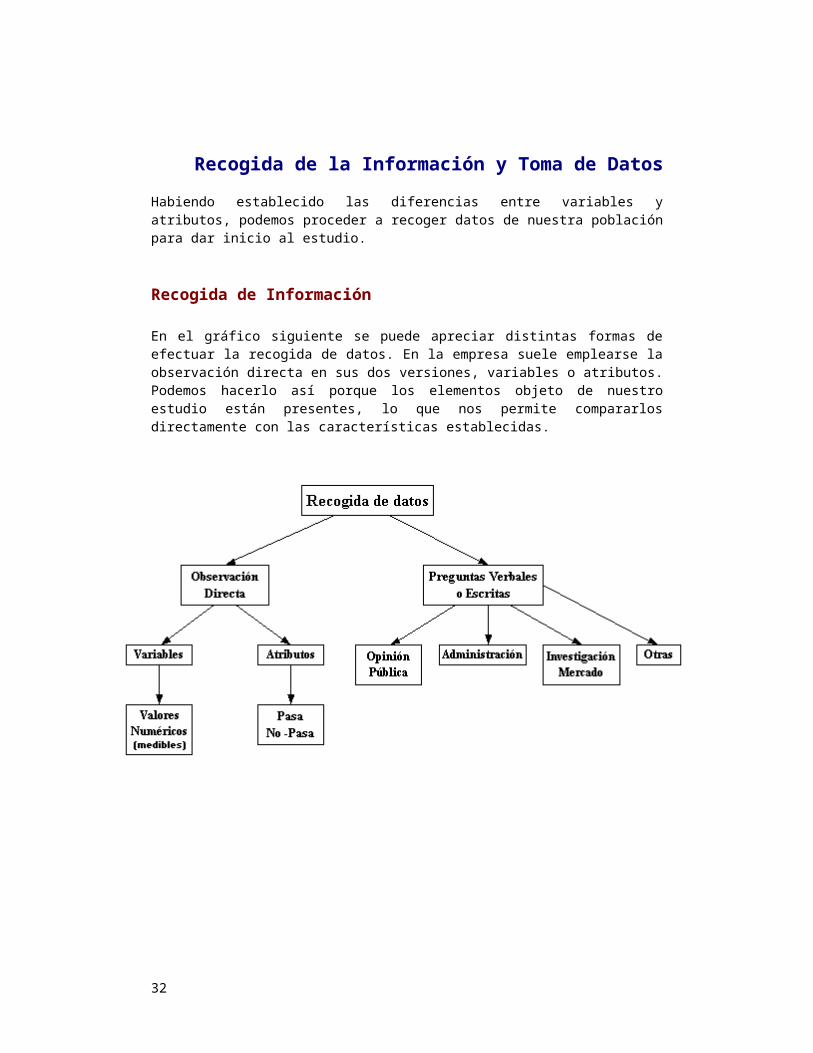
Recogida de la Información y Toma de DatosHabiendo establecido las diferencias entre variables y atributos, podemos proceder a recoger datos de nuestra población para dar inicio al estudio.
Recogida de Información
En el gráfico siguiente se puede apreciar distintas formas de efectuar la recogida de datos. En la empresa suele emplearse la observación directa en sus dos versiones, variables o atributos. Podemos hacerlo así porque los elementos objeto de nuestro estudio están presentes, lo que nos permite compararlos directamente con las características establecidas.
24

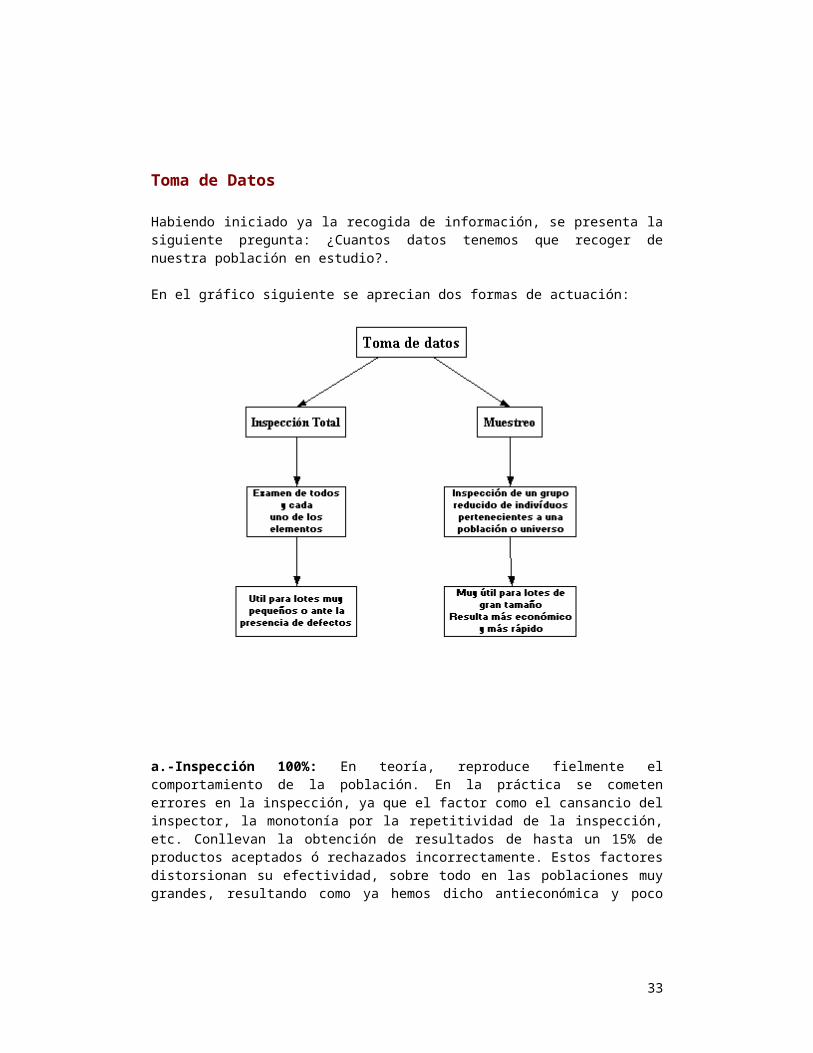
Toma de Datos
Habiendo iniciado ya la recogida de información, se presenta la siguiente pregunta: ¿Cuantos datos tenemos que recoger de nuestra población en estudio?.
En el gráfico siguiente se aprecian dos formas de actuación:
a.-Inspección 100%: En teoría, reproduce fielmente el comportamiento de la población. En la práctica se cometen errores en la inspección, ya que el factor como el cansancio del inspector, la monotonía por la repetitividad de la inspección, etc. Conllevan la obtención de resultados de hasta un 15% de productos aceptados ó rechazados incorrectamente. Estos factores distorsionan su efectividad, sobre todo en las poblaciones muy grandes, resultando como ya hemos dicho antieconómica y poco fiable. Sin embargo, tiene aplicación en lotes muy pequeños y se hace necesaria ante la presencia de defectos de vital importancia.
b.- Muestreo: Tiene verdadera importancia cuando se aplica a poblaciones muy grandes, donde el método anterior no es efectivo. En la aplicación del muestreo existe un riesgo de error, pero puede ser cuantificado y asumido desde el inicio del estudio.
25

Tipos de Muestreos
El Muestreo se define como la Selección de un conjunto de elementos de una población o universo, que posteriormente serán sometidos a estudio y análisis para obtener resultados aplicables a la totalidad de la población de donde fueron extraídos.
Para que las conclusiones o resultados obtenidos sean válidos, la muestra seleccionada tiene que ser Representativa del conjunto de donde procede. De no ser así se estarían cometiendo errores.
Existen dos tipos de muestreo que pueden aplicarse para garantizar la representatividad de la muestra como podemos ver en la gráfica siguiente:
a.-Muestreo aleatorio o al azar: Es el tipo de muestreo más utilizado. Consiste en elegir una muestra del total del lote, siguiendo las reglas del azar: Todos los elementos del lote deben tener igual oportunidad de salir elegidos para formar parte de la muestra. Sería equivalente a numerar los elementos del lote, confeccionar un papelito con el número para cada elemento, introducirlos en un “sombrero” y extraer de uno en uno tantos como necesitáramos para la muestra.
Para efectuar este proceso de una manera más simple, se puede utilizar una tabla de números aleatorios como la que presentamos a continuación.
26
InsertarGráfica no. 6
Tipos de muestreos

Fragmento de una tabla de números al azar
01638 92477 66969 98420 04880 45585 46565 04102 46880 4570934476 17032 87589 40836 32427 70002 70663 88863 77775 6934823219 53416 94970 25832 69975 94884 19661 72828 00102 6679468350 82948 11398 42878 80287 88267 47363 46634 06541 9780958745 25774 22987 80059 39911 96189 41151 14222 60697 5958365831 38857 50490 83765 55657 14361 31720 57375 56228 4154614883 24413 59744 92351 97473 89286 35931 04110 23726 5190061642 34072 81249 35648 56891 69352 48373 45578 78547 81788
Como ejemplo, supongamos que se desea extraer un muestra de 16 unidades de un lote de 90 elementos. En primer lugar, numeramos los elementos del lote. Como los números de los elementos tienen un máximo de dos dígitos, procedemos a extraer los 16 números de dos dígitos, que conforman nuestra muestra, como sigue:
-Elección del punto inicial: Puede hacerse de cualquier forma, por ejemplo dejando caer un lápiz sobre la tabla. El número sobre el que esté señalando la punta del lápiz será el punto inicial o de partida.
-Ruta a seguir en la tabla: De antemano, fijamos la dirección y sentido a seguir para leer los números Por ejemplo: Horizontal y hacia la derecha.
-Cantidad de dígitos a tomar en cada lectura: En nuestro ejemplo tomaremos dos. Comenzando por el número que se resalta en la tabla, y siguiendo la dirección y sentido indicada, obtenemos los números:
11 39 84 28 78 80 28 78 82 6747 36 34 66 34 06 54 19 78 09
Si aparecen números repetidos, se puede optar por estudiar el elemento al que representan tantas veces como suceda la repetición, procesando la información como si fuese un elemento diferente, o sustituir los repetidos por nuevos números el la tabla. Considerando la última opción, nuestra muestra la formaría los números siguientes:
11 39 84 28 78 80 58 74 82 6747 36 34 66 52 06 54 19 57 09
b.-Muestreo estratificado aleatorio: Es aplicable cuando en una misma población existen grupos de distintas categorías. Para su aplicación se procede dividiendo el lote o población en grupos o “estratos”, y eligiendo al azar un número determinado de elementos en cada estrato para que conformen la muestra. El número de elementos a considerar en cada estrato suele ser proporcional al tamaño del mismo. De no ser así, sería necesario ponderar los resultados. Con frecuencia se usa este tipo de muestreo en estudios relativos a las personas, estratificando por edades, zonas geográficas, posición social, ingresos, etc.
27

En la industria de la confección es aplicable la estratificación, confeccionando estos grupos en proporción a horas de trabajo, a cantidad o calidad de la producción, en función de distintos proveedores, secciones, etc.
c.- Muestreo sistemático puro: Se caracteriza por la selección con el único criterio de mantener un período de tiempo fijo entre la recogida de dos piezas consecutivas. Se realiza el muestreo con una frecuencia dada. Por ejemplo:
-1 pieza cada 30 minutos-5 piezas por turno-1 pieza de cada 20 fabricadas, etc.
Resulta útil en procesos de producción automáticos. De hecho es el más simple de aplicar y el más difundido en el sector industrial. Cuando el proceso es totalmente automático, éste garantiza que la muestra seleccionada con un muestreo sistemático puro es aleatoria.
En cambio, en los procesos en donde interviene directamente el ser humano (manuales o semi-automáticos) las leyes de azar suelen verse afectadas, por lo que hace falta definir otro tipo de muestreo sistemático.
d.- Muestreo sistemático aleatorio: Pretende cubrir las deficiencias del anterior, en los procesos en que participa el ser humano, para garantizar la representatividad de la muestra.
Se basa, como el puro, en la elección de acuerdo a una frecuencia dada, pero cambiando ahora al azar los puntos iniciales de períodos sucesivos de producción. Algunos prefieren aplicarlo aleatoriamente a las frecuencias de la inspección.
28

Distribución Normal
Fue desarrolla por F. Gauss, de aquí que también se conozca como Distribución Gaussiana. Es las distribución continua más importante, dado que muchas variables, en la práctica se distribuyen normalmente o se acercan mucho a la normalidad. En el control estadístico de procesos por variables, se parte del supuesto de que la distribución de datos se aproxima a la normal.
Las distribuciones normales se presentan gráficamente en forma de una curva suave, acampanada y simétrica (Fig. 1) de ahí también su nombre de Campana de Gauss.
El área bajo la curva normal es igual a 1 o al 100%. La media (x) se encuentra localizada en el centro y divide la curva en dos partes iguales, es decir, la curva es simétrica respecto a su media, y se extiende de “menos infinito” (-) hasta “más infinito” (+).
Si se desea conocer el porcentaje normal de calidad de un determinado producto, nos encontraríamos que esta curva sigue un comportamiento parecido a:
-Un número pequeño de prendas con una excelente calidad-Un número grande de prendas con una calidad normal-Un número pequeño de prendas con una calidad baja
Los límites más comúnmente acotados en relación con la curva normal (Fig. 2) son los siguientes:
29

Límites % del total del Aérea
(Dentro de los límites)+/- 0.675 50.00 %+/- 1.00 68.25%+/- 2.00 95.45%+/- 3.00 99.73%
Esto quiere decir que, en aquellas distribuciones que se comporten de forma normal, aproximadamente las dos terceras partes de las ocurrencias estarán dentro de una desviación standard hacia ambos lados del promedio. Casi todas con excepción de un 5% se encontrarán ubicadas alrededor de dos desviaciones, y prácticamente todas caerán dentro de tres desviaciones.
30

Propiedades de la distribución normal:
a.-Los términos tienden a agruparse alrededor del puntaje cero. Esto quiere decir que a medida que los términos se apartan del eje vertical, la curva decrece.
b.-La curva normal es simétrica respecto a su eje vertical. La altura de la curva para (z = a) es igual a la altura para (z = -a).
c.- Los extremos de la campana son asíntotas, lo cual significa que por más que se prolonguen, nunca se insertan con el eje horizontal.
d.- La media, la mediana y la moda tienen el mismo valor.
-La media se localiza en el puntaje z = 0, ya que es el punto de equilibrio de la distribución.
-La mediana, según la propiedad de simetría, el eje vertical divide exactamente por la mitad el área bajo
la curva, o sea, que la mitad de los términos se ubica a cada lado de la vertical.
-La moda se sitúa en el máximo de la curva, que es el punto correspondiente al puntaje z = o.
e.- Respecto a estadígrafos, la media, la varianza y la desviación típica, se calculan a través de las siguientes fórmulas:
Media u = N.pVarianza o2 = N.p.qDesviación standard
= N.p.q
31
En donde: N: Tamaño de la muestrap: Probabilidad de éxito en un sólo ensayoq: Probabilidad de fallo en un sólo ensayo
32
33

Control por Representación Gráfica
Esta técnica se basa en dividir la producción en subgrupos racionales de tal forma que, dentro de cada uno de ellos están actuando un mismo sistema de variación, impidiendo con su análisis que se siga fabricando productos defectuosos.
Mediante estos gráficos, se puede identificar en que momento del proceso de fabricación están ocurriendo patrones de fluctuaciones estables o erráticos, es decir, cuando se encuentra el producto u operación bajo control o no, de tal forma que se puedan tomar decisiones a tiempo y se puedan establecer los niveles de responsabilidad, o sea, si está es a nivel técnico o gerencial.
Su campo de aplicación por lo tanto se centra en:
- Apreciación de calidad de un lote procedente de un proveedor- Apreciación del grado de adecuación de un proceso o equipo- Conocimiento de las tolerancias con que se puede fabricar un producto, con un proceso o equipo dados.- Comparación de las calidades de distintos proveedores, máquinas, procesos, etc.
En consecuencia, los gráficos de control por variables o atributos, se usan para mantener el proceso de fabricación en estado de control cuando la producción es repetitiva.
Estos gráficos se expresan mediante cantidades estadísticas, tales como:
-Promedio-Rango-Desviación standard-Fracción defectuosa-Número de defectos
Dependiendo de las características a controlar, los gráficos más comúnmente utilizados son:
Gráficos por variables:
Tipo de Gráfico Uso
Gráfico (x) : Se utiliza para controlar la media de la producción a través del valor promedio, se utiliza solamente para características variables.
Gráfico (R)
: Este gráfico sirve para controlar la dispersión de las condiciones de producción y calidad, su medida es el Rango. Para que un proceso se encuentre estable, ambos gráficos (x) y ® deben estar bajo control, por esta razón ambos gráficos se utilizan en el mismo formato o carta.
Gráfico (): Este gráfico controla también la dispersión de la calidad y de las condiciones del proceso al igual que el gráfico (R). Para su medida se utiliza ().
34

Gráfico (x)
: Cuando se necesita controlar individualmente la calidad, se utiliza el valor (x). Este gráfico permite detectar las causas asignables de variación lo más pronto posible.Se utiliza cuando solamente es posible contar con una observación en cada muestra, o cuando la calidad es uniforme, por lo que medir varias muestras es muy costoso, demorado o no tendrá ningún significado.
Gráficos por atributos:
Tipo de Gráfico Uso
Gráfico (p) : Se utiliza para controlar la calidad y las condiciones de producción mediante la fracción defectuosa (p).
Gráfico (np): Es similar al anterior, pero la base de control es el número de artículos defectuosos (np), en este caso, el tamaño de la muestra (n) debe ser siempre constante.
Gráfico (c): Su aplicación es útil para controlar el número de defectos (c) presentes en una unidad predeterminada. El tamaño de la muestra debe ser constante al igual que en el gráfico anterior.
Gráfico (): Cuando el tamaño de la muestra (n) es variable, a la cual se le revisa el número de defectos (c), entonces, se utiliza la fórmula = c/n para controlar el número de defectos por unidad.
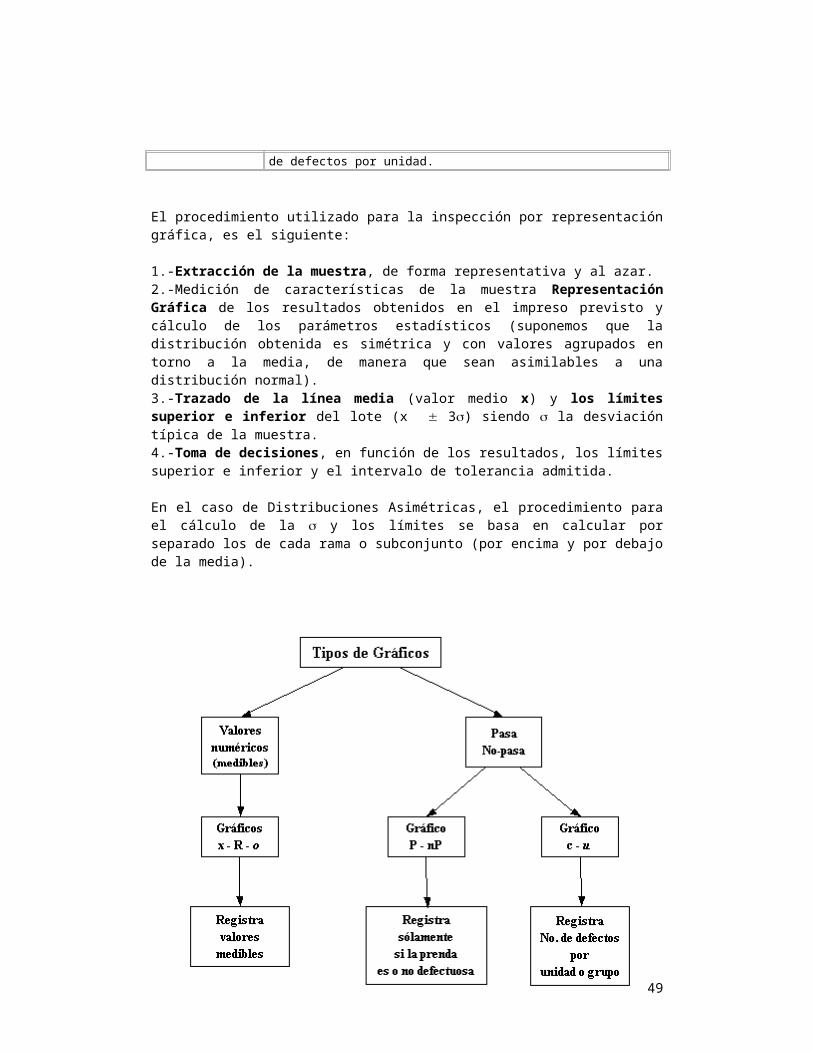
El procedimiento utilizado para la inspección por representación gráfica, es el siguiente:
1.-Extracción de la muestra, de forma representativa y al azar.2.-Medición de características de la muestra Representación Gráfica de los resultados obtenidos en el impreso previsto y cálculo de los parámetros estadísticos (suponemos que la distribución obtenida es simétrica y con valores agrupados en torno a la media, de manera que sean asimilables a una distribución normal).3.-Trazado de la línea media (valor medio x) y los límites superior e inferior del lote (x 3) siendo la desviación típica de la muestra.4.-Toma de decisiones, en función de los resultados, los límites superior e inferior y el intervalo de tolerancia admitida.
En el caso de Distribuciones Asimétricas, el procedimiento para el cálculo de la y los límites se basa en calcular por separado los de cada rama o subconjunto (por encima y por debajo de la media).
35

36

Gráficos de Control por Variables
Se denomina Control por variables el que se ejerce sobre características que pueden adoptar una serie de valores distintos, que determina su variabilidad., de manera que la cifra obtenida sea una medida de la aproximación de la calidad deseada en la prenda, pieza, componente, producto, etc.
El gráfico de Control por Variables se aplica al control de los procesos, tomando un número de muestras, cada una de las cuales constan normalmente de 2 o 5 unidades, de las cuales se extrae la media y recorrido para cada una y para el conjunto de muestras. Se fijan los límites superior e inferior de control, en función del número de unidades de la muestra, de manera que se deberán tomar acciones inmediatas ante cualquier unidad de cualquier muestra que quede fuera de los límites de control.
El gráfico más empleado es el denominado ( - R), cuyo proceso de aplicación es el siguiente:
1.-Seleccionar la dimensión o característica que será sometida a control.
2.-Elegir el elemento de medida que se utilizará.
3.-Decidir el tamaño de la muestra (n) superior a 2, pero inferior a 6 (normalmente 4 o 5 correspondientes del 5 al 10% de la producción).
4.-Obtención de Muestras (n) del puesto de trabajo, midiendo la característica considerada y anotar los resultados.
5.-Repetir el paso anterior en un total de más de 25 muestras, obteniendo así unos 25 valores medios ( ) y otros tantos de (R).
6.-Cálculo de Parámetros de cada muestra (media ( ), rango (R) y de las medias muestrales (la media de las medias ( ), y la media de los rangos (R).
7.-Seleccionar los valores (A2 D3, D4 y d2 ) de la tabla siguiente, correspondientes al valor de (n)
Tabla de Constantes para Cálculo de los Límites de Control de las Gráficas (x - R)
n A2 D3 D4 d2
2 1.880 0.00 3.268 1.1283 1.023 0.00 2.574 1.6934 0.729 0.00 2.282 2.0595 0.577 0.00 2.114 2.2366 0.483 0.00 2.004 2.5347 0.419 0.08 1.924 2.704
37

8 0.373 0.14 1.864 2.8479 0.337 0.18 1.816 2.970
10 0.308 0.22 1.777 3.078
8.-Cálculo y Dibujo de los Límites de Control, tanto para las medias como para los rangos, según las fórmulas siguientes:
LSC = (x) = x + A2 R LIC = (x) = x - A2 R
LSC = (R) = x + D4 R LIC = (R) = x - D3 R
9.-Dibujo de los Parámetros Muestrales ( y R) en el impreso o gráfico adecuado, para que pueda apreciarse su evolución y deducirse consecuencias, de cara al futuro inmediato.10.-Representación Gráfica de los valores ( y R), mediante líneas horizontales gruesas.
11.-Los Valores ( y R) que aparezcan fuera de los límites de control indicarán, causas explicables de variación, es decir, fuera de control y deberán ser analizadas de inmediato.
Ejemplo de la grafica ( X - R)
A continuación, y para una mejor comprensión desarrollaremos un ejemplo de lo explicado hasta el momento sobre las Gráficas de Control por Variables:
-Se desea controlar al final del proceso, el largo de manga de una referencia de camisa. Los datos disponibles son:
-Largo de manga (talla L) es de 81 cms. (Medida desde el centro del canesú hasta el puño).
-La tolerancia admitida es de 0.75 cm.-La herramienta de medición será una regla metálica en centímetros.-Las muestras constan de 4 muestras de 5 unidades cada una que se recogerán al azar en el puesto de trabajo
El resultado de éstas muestras son:
Muestras Medidas (cms.)
1a. muestra 1 822 793 794 82
38

5 812a. muestra 6 80
7 798 809 80
10 813a. muestra 11 81
12 8013 8014 8115 81
4a. muestra 16 7917 8118 7819 8020 78
A continuación se anotarán en el gráfico los primeros resultados:
= (82+79+79+82+81)/5 = 80.60 cms.
R = 82-79 = 3
-Se repetirán éstas operaciones con todas las muestras restantes en grupos de 5 unidades, obteniendo estos resultados:
No. De Tomas
Valor de( )
Valor de( )
1a. muestra 80.60 32a. muestra 80.00 23a. muestra 80.60 14a. muestra 79.20 3
-A continuación se graficarán los valores de ( y R)-Se determinará el promedio de los promedios de ( ), ó sea, ( ). En éste ejemplo este promedio es igual a:
= 84.60 y R = 2.25
-A continuación se determina los valores de los límites de control superior e inferior de (x), aplicando las fórmulas indicadas anteriormente, obteniendo:
LSC ( ) = 84.60 + (0.729 x 2.25) = 86.24 cms.
39

LIC ( ) = 84.60 - (0.729 x 2.25) = 82.96 cms.
-Por lo tanto, si el largo de manga es superior a 86.24 o inferior a 82.96, algo está sucediendo en el proceso y debe ser investigado de inmediato.
-A continuación se determina los límites de control superior e inferior de (R), utilizando de igual manera las fórmulas explicadas anteriormente para ello, obteniendo los siguientes valores:
LSC (R) = 2.282 x 2.25 = 5.135 cms.
LIC (R) = 0.00 x 2.25 = 0.00 cms.
-Estos resultados se pasan al grafico(R), quedando de este modo terminados ambos gráficos.
Ya hemos dicho, que cuando se necesite conocer si un proceso está cumpliendo con las especificaciones establecidas, se requiere extraer una serie de muestras de tamaño (n) para con estas, saber si el promedio y la desviación del proceso se encuentra o no bajo control.
La pregunta es ¿Cuál debe ser el tamaño de la muestra que debe extraerse del proceso de tiempo en tiempo?
Para poder contestar, se requiere conocer los factores que intervienen en esta decisión:
-Costo que conlleva tomar las muestra, realizar los ensayos y registrar la información.-La magnitud de cambio en el proceso que nos interesa detectar.-Costo de tomar una decisión incorrecta.
En este último punto vale la pena aclarar que en los gráficos de control se encuentra asociados dos tipos de errores conocidos estadísticamente como:
- Tipo I ()- Tipo II ()
El primero I () consiste en que el gráfico de control indica un cambio en el proceso que no existe, es decir, que se presenta un caso de variación inexistente. Cuando se utiliza límites de 3 y con cualquier tamaño de muestra, la probabilidad del error es de 0.0027, o sea, 27 veces cada 10.000 oportunidades.
Si se desea reducir este riesgo, lo cual es necesario cuando resulta muy costoso investigar un caso asignable inexistente, se debe utilizar límites de control de 3.5 o 4 de la media y si tal búsqueda no fuese costosa, los límites podrían ser aún más estrechos. De 2.5 o 2. Con él aumenta la sensibilidad del gráfico de control, pero aumenta los riesgos tipo I.
40

El error tipo II () consiste en el riesgo de que el gráfico no indique un cambio en el proceso cuando realmente sí ocurrió dicho cambio.
Para minimizar el costo de este error, es necesario conocer la magnitud del cambio que deseamos no dejar pasar inadvertido. Por ejemplo, si al tomar muestras de tamaño n=3, ¿Cuál es la probabilidad de cometer el error tipo II (), cuando el proceso cambie su centramiento en 1 de magnitud sin cambiar su dispersión?.
Parámetros del proceso:Antes del cambio
Después del cambio
Media x x +Desviación standard
Con n=3
= 3 3 = 3 1.732
= 1.268 = 0.8976 = 90%
o sea, que con muestra de 3 unidades, en el 90% de los casos se corre el riesgo de que el gráfico no detecte cambio alguno.
Con n=15
= 3 15 = 3 3.823
= 0.873 = 0.1919 = 19.19%
Con n=25
=3 25 = 3 5
= =0.0228 =2.28%
2
Si se utilizan muestras de 25 unidades, solamente el 2.25% de los casos se cometerá un error tipo II (). Esto indica que si la magnitud del cambio que interesa detectar en el centramiento de un proceso es de 1 desviación standard, el tamaño adecuado de la muestra es 20-25 unidades, y no cantidades más pequeñas.
¿Qué pasará si el cambio en el centramiento del proceso es del orden de 2 sin cambiar su dispersión, y que dicho cambio es positivo?.
Parámetros del proceso:
Antes del cambio
Después del cambio
41

Media x x +2Desviación standard
Con n=5
= 3 2 5 = 3 4.472
= 1.472 = 0.0708 =7.08%
42

Con n=10
= 3 = 3 6.325
= 3.325 = 0.00045 = 0.045%
2 10
Con n=20
= 3 2 20 = 3 8.944
= = 0.000 = 0%
5 944.
Estos resultados indican que, tamaño de muestras pequeñas del orden de 5, son bastantes satisfactorias, ya que la probabilidad de no incurrir en el error tipo II (), o sea, detectar el cambio oportunamente es del 93% (1.00 - 0.0708).Por lo tanto, los tamaños acostumbrados de 4 o 5 unidades se acercan al óptimo, si los cambios que han de ser detectados son relativamente grandes, o sea, si las causas asignables producen un cambio en el proceso de 2 o más. Si el propósito del gráfico es el detectar cambios en el centramiento del proceso, tan pequeños como una , los tamaños de muestras tales como 15 o 20 resultan más económicas que las de 4 o 5.
43

¿Como tomar las muestras?
Una vez definido el tamaño de la muestra a tomar, se requiere conocer la forma como se tomarán dichas muestras, en el muestreo de producción para elaborar las gráficas de control por variables.
Como principio general para la obtención de muestras, se deben escoger de tal forma que permitan la máxima homogeneidad dentro de los individuos que conforman un subgrupo racional, y la máxima oportunidad de variación entre un y otra muestra.
Un aspecto importante en la toma de muestras, es que, estas deben reflejar el orden cronológico del proceso, a diferencia de la estadística, en la cual no importa el tiempo en el cual se obtuvieron las muestras para su análisis, en el control estadístico de la calidad el tiempo es un parámetro muy importante, ya que el objetivo fundamental, de los gráficos de control es determinar en qué momento el proceso está controlado y cuando está furra de control. Básicamente se pueden resumir en tres, los enfoques para la toma de muestras:
1.-Instante del tiempo: Aquí la muestra se extrae de forma consecutiva en el tiempo. Lo más cerca posible una de la otra, previamente determinados.
Por ejemplo cada hora (Fig. 5)
44

En este sistema se obtiene la máxima homogeneidad de los componentes presentes en la muestra, estimando lo mejor posible el parámetro de dispersión del proceso (), y por lo tanto la capacidad cualitativa del proceso (6).
2.-Períodos de Tiempo:
En este segundo sistema, el subgrupo racional deberá estar constituido por unidades escogidas aleatoriamente de los artículos fabricados en el período de tiempo correspondiente (Fig. 6).
En esta forma, se obtiene una menor homogeneidad que en el sistema anterior, pero de gran utilidad cuando lo que se pretendo es aceptar o rechazar la producción en un período de tiempo determinado, ya que refleja las variaciones presentes durante cada período.
3.-Volumen de Producción:
Este tercer sistema, es especialmente utilizado en procesos de producción de alta velocidad y grandes producciones, consiste en formar las muestras después de producirse cada cierto número de artículos, por ejemplo, un subgrupo de n=10, cada 25.000 unidades producidas.
Es aplicable para detectar cambios continuos o tendencias, como ocurre en procesos de máquinas herramientas y en procesos químicos o metalúrgicos.
Puntos de Control
¿En donde se deben tomar las muestras?
Las muestras debe ser tomadas en aquellos puntos del proceso que generan la característica de calidad que deseamos controlar, indudablemente en la elaboración de cualquier producto se generan un número apreciable de variables que podrían controlarse, sin embargo, desde el punto de vista económico resultaría prohibitivo un control estadístico de calidad, por tanto, se deben escoger aquellas características
45

más significativas en la calidad del producto, las normas técnicas, ya sean a nivel de la empresa, nacional e internacional, estas últimas en especial cuando se trata de productos con destino a la exportación, son de una gran ayuda en la determinación de los puntos de control y de las características críticas a controlar.
Frecuencias de las Muestras
Este aspecto está correlacionado con el relativo al tamaño de la muestra, ya que la reducción en el tamaño de muestra puede comenzarse con una alta frecuencia de muestreo, o viceversa. Es obvio, que entre mayor sea la frecuencia de las muestras, más rápidamente se detectarán causas especiales de variación, pero ello implica altos costos de verificación.
La frecuencia del muestreo será tal que sea económicamente favorable, pero también, a un nivel que no perjudique la posibilidad de tomar oportunas acciones preventivas y correctivas sobre la producción.
Generalmente al comienzo de un control estadístico de calidad, la frecuencia suele ser alta. En la medida en que se tenga un mejor conocimiento de las parámetros y comportamiento del proceso, se puede reducir paulatinamente la frecuencia cuando el costo de verificación es alto, bien sea por la duración de los ensayos o por lo costoso del producto en pruebas destructivas, la frecuencia como el tamaño de la muestra deben ser pequeñas. Este aspecto puede compensarse, utilizando límites de control más estrechos, tales como 2.5 o 2.
Límites de Control
Los límites de control en los gráficos son colocados para descubrir la presencia ocasional de causas asignables de mala calidad.
Al extraer subgrupos racionales de la producción, los valores individuales de cada muestra se promedian y se halla también la dispersión existente en ella, por tal razón, se presentó la teoría estadística asociada con la distribución de los promedios. (Estos siguen siempre una distribución normal, y que se espera un 99.73% de las observaciones ubicadas entre 3 con respecto al promedio de la población). Es por esto que usualmente se definen los Límites de Control a tres desviaciones típicas de la media.
46

Capacidad del Proceso
Es la comparación entre la variabilidad permitida en el proceso y la obtenida. Esta cuantificación estadística es tan importante que se podría afirmar que abarca la mayor parte de la teoría y aplicación estadística de la calidad.
Mediante un gráfico de control se puede determinar la capacidad de un proceso de fabricación, la cual es mensurable y solamente se conocerá su capacidad, si el proceso está bajo control estadístico, así mismo, se puede determinar el nivel de calidad y el grado de uniformidad que se puede obtener.
Si se quiere obtener una mayor uniformidad o precisión, es necesario que la Gerencia identifique y corrija las causas comunes de variación totalmente imputables a ella.
Se puede definir el índice de Capacidad de Proceso (Cp) de la siguiente manera:
Cp = S - I
6 (2 límites) Cp =
S - x
3 o
x - I
3 (1 límite)
en donde: Cp : Índice de Capacidad del ProcesoS : Límite Superior de EspecificaciónI : Límite Inferior de Especificación6o : Capacidad de Proceso
Con base a la fórmula anterior, se puede establecer las siguientes normas para control del proceso:
Grado del Proceso Cp Grado de Control en el Proceso
Proceso grado 1 CP>1.33 No se requiere control particularProceso grado 2 1<CP<1.33 Se requiere control del procesoProceso grado 3 CP<1.00 Se requiere mejorar el proceso
47

Gráficos de Control por Atributos
Se denomina Gráfico de Control por Atributos el que se ejerce sobre un proceso a través de características no evaluables cuantitativa sino, cualitativamente y que sólo pueden ser calificadas de correctos o incorrectas.
El control por atributos no proporciona tanta información como el control por variables, pero, en cambio, es más sencillo y económico y permite actuar sobre aspectos cualitativos en los que no puede apreciarse una variabilidad como color, cayente, etc.
La Inspección a lo Largo del Proceso, debe realizarse en principio no sólo a continuación de cada fase (para que se sigan procesando piezas defectuosas) sino también al principio de cada una de ellas, para evitar que, si en dicha fase está presente algún tipo de error, se procese todo el lote dando lugar a piezas defectuosas.
a.-Gráfico de Control 100p
Entre los distintos gráficos de control por atributos, el más empleado sin duda, es el que toma como parámetro el tanto por ciento de piezas defectuosas, o sea, el gráfico 100p.
El proceso de actuación es el siguiente:
1.-Determinación del Tamaño Muestral, que suele oscilar entre 25 y 50 unidades (en función de la evolución del proceso se pueden aumentar ó disminuir).
2.-Determinación del Intervalo de Toma de Muestra, según las circunstancias, siendo valores normales cada 0.30,1,2 y 4 horas. Realmente, debe estar conjugado con el tamaño de la muestra de manera que se inspeccione entre un 10 y 30% de la producción.
3.-Definición de los atributos a inspeccionar y su procedimiento de inspección. Extracción de muestras, inspección y Determinación de los 100p Muestrales.
4.-Cálculo de los Parámetros, tanto por ciento, defectuoso medio muestral, 100p, y desviación típica de los 100p muestrales respecto a su media .
5.-Representación gráfica, Cálculo de los Límites de Control y acción correctiva, si procede. De los límites de control en este caso sólo se considera el superior, según la siguiente fórmula:
L C = 100p + 3 = 100p + 3 100p(100-100p)
n
siendo (n) el tamaño de la muestra.
El procedimiento y conclusiones con los gráficos 100p, puede generalizarse a otros estimadores también empleados, como el número de unidades defectuosas de la
48
muestra (np), número de defectos por muestra (c) o número de defectos por unidad ().
b.-Gráfico de Control (c)
El Gráfico de Control (c) registra el número de defectos por unidad o grupo de unidades.
Este gráfico sirve para conocer los defectos que puede tener una cierta unidad con preferencia al número de unidades defectuosas.
Su utilización será cuando se desea conocer los defectos contenidos en una prenda, bloque de corte, etc.
Para elaborar este gráfico, se deberá comenzar por numerar las muestras, unidades o conjuntos de unidades que han de ser sometidas a control. A continuación se anotará el número de defectos comprendidos en cada unidad o grupo de unidades de la siguiente manera:
No. De lamuestra
No. Dedefectos
1 122 33 84 135 106 5. .. .
20 .8Totales 20 140
A continuación se procede a calcular :
1.-El Promedio de Defectos por Muestra:
c = 140 / 20 = 7
2.-Calcular los Límites de Control:
L = c 3 c
En este ejemplo tenemos los siguientes resultados:LS C = 7 + 3 7 = 15
LI C = 7 3 7 = 1
49

Este gráfico es en si una “historia” de los defectos que se producen y suministran los datos necesarios para poder determinar los puntos donde suelen producirse los defectos o errores habituales de un operario, permitiendo así a la dirección una mayor información, una mejora en el proceso u operación, o bien, una negligencia en la inspección o inspección inadecuada.
Los puntos por encima del límite de control superior pueden ser debidos a un “descanso” en la calidad o una inspección demasiado estricta.
b.- Gráfico de Control (p):
El Gráfico de Control (p) se utiliza para saber solamente si una prenda está o no defectuosa (% defectuoso diario, su promedio, y tendencia).
En este gráfico solamente se anotarán los porcentajes de defectuosos determinados por cualquier procedimiento, es decir, independiente del plan de muestreo y tamaño muestral.
Los objetivos que se persiguen con este gráfico son los siguientes:
-Determinar el Porcentaje Medio de Unidades Defectuosas sometidas a inspección durante un cierto período de tiempo.
-Determinar los Puntos Altos fuera de Control que permitan identificar las causas y tomar la acción debida para corregir el defecto.
-Determinar los Puntos Bajos fuera de Control que indiquen un relajamiento de la inspección o una causa de mejora de la calidad.
-Llamar la atención de la dirección de la producción sobre las Variaciones en el Nivel de la Calidad.
-Determinara la causas en que deben usarse las gráficas de control (x - R - - s) para Localizar un Problema Determinado.
-Establecer las bases necesarias para determinar si los resultados obtenidos pueden considerarse representativos de la operación considerada.
Para establecer este gráfico, se procederá de la siguiente forma:
1.-Se tomará una muestra determinada y se revisará cuantas unidades defectuosas existen en esta (se considera defectuosa cualquier pieza, prenda, o bloque de corte con más de un defecto). Se procederá de igual forma hasta obtener 5 análisis, sumando el total de unidades revisadas con más de un defecto.
2.-Seguidamente se calculará el promedio (n) de prendas, piezas, etc. Revisadas.
50

n = Total de unidades re visadas
Días o m uest ras
3.-Posteriormente se calculará el porcentaje promedio (p) de defectos aparecidos.
p = (Total de unidades def ect uosas
Total de unidades re visadas x 100)
4.-Por último, se calculará los límites de control superior e inferior mediante la siguiente fórmula:
L C = p 3p(100 p)
n
Para una mejor comprensión, tenemos el siguiente ejemplo:
“En una empresa de confecciones y durante una semana (5 días laborables) se inspeccionaron 2.860 unidades, obteniéndose 307 unidades defectuosas, lo que dio un promedio (n) de:
n = 2.860
5 = 572 unidades re visadas diar ias
con un porcentaje defectuoso (p) de:
p = (307
2.860 x 100 = 10.73%)
y unos límites de control (LSC y LIC) de:
LS C = 10.73 + 310.73 x (100 10.73)
572 = 14.60
LI C = 10.73 310.73 x (100 10.73)
572 = 6.85
51

Muestreo por Atributos
Los gráficos de control están orientados fundamentalmente hacia el control de los procesos. Las Tablas de Muestreo se orientan principalmente hacia los productos, sean de fabricación propia o de proveedores.
Probablemente, la tablas de muestreo más empleadas para el control por atributos, sean las MIL-STD-105. En ellas se clasifican las piezas según su importancia (repercusión económicas en caso de fallas) y la severidad del servicio (tendencia a las averías, debido a su complejidad y esfuerzo a soportar).
En función de ello se establece el Nivel de Inspección (N.I.) y el Nivel Aceptable de Calidad (N.C.A.) que, para un número considerable de elementos, resulta ser el dado en las tablas adjuntas. En ellas se representa también el tamaño de las muestras a tomar en función del Nivel de Inspección, dado por letras. Su significado varía luego en función del plan de muestreo adoptado. En estas normas se toman tres standard de inspección:
a.-Normal: Se empieza siempre por él y se continúa empleando para la misma pieza, operación, etc. De un mismo proveedor o puesto de trabajo.
b.-Rigurosa: Si el tanto por ciento de los defectos encontrados en los lotes servidos sobrepasa unos límites máximos para cada N.C.A.
c.-Reducida: Si se aceptan un número de lotes consecutivos o el tanto por ciento de los defectos encontrados en los anteriores lotes se mantienen por debajo del límite máximo establecido sin fluctuaciones importantes.
Las normas concretas sobre los criterios para adoptar los standards deben fijarse de acuerdo al proveedor.
La Militar Standard consideradas adoptan el criterio de que en principio el proveedor se ajusta a la calidad requerida, existiendo una considerable probabilidad de que así sea. Solamente se rechazan los lotes recibidos en el caso de tener una gran seguridad de que no sea así.
52

Muestreo por Variables
Aunque mucho menos utilizados, existen también Tablas de Muestreo por Variables, como las MIL-STD-414, que son más complicados de utilizar, aunque exigen, para el mismo nivel de riesgo, tamaño de muestra menores.
Estas normas emplean como Parámetro de Medida el tanto por ciento defectuoso, referido a una única característica de calidad, que varíe de manera continua.
Se supone que las variables tienen, además, carácter aleatorio, independiente y con una misma distribución normal. Es importante advertir que estas Hipótesis de Partida deben ser adecuadamente contrastadas, pues, si no se cumplen, los resultados obtenidos con la aplicación de las tablas serán erróneos.
La norma está dividida en cuatro secciones:
a.-Comprende la descripción de los Procedimientos Generales de los planes de muestreo.
B.-Supone desconocida la variabilidad y emplea como Estimador la Desviación Standard o desviación típica del lote. Contiene tres partes, destinadas a estudiar el caso de un sólo límite de especificación, dos límites de especificación y procedimientos para la estimación del promedio del proceso y criterios para inspección rigurosa, y reducida, respectivamente.
C.-Supone también la variabilidad desconocida, pero emplea como Estimador el Recorrido o Rango Medio de la muestra. Se divide en tres partes, con los mismos criterios que el punto anterior. Este procedimiento emplea muestras de mayor tamaño que el anterior, pero los cálculos son más sencillos.
D.-Aquí se supone Conocida la Variabilidad. Se divide la sección también en tres partes, como en los casos anteriores. El tamaño de las muestras empleadas en este procedimiento es muy inferior a los requeridos por los anteriores, pero es imprescindible el conocimiento real y preciso de la variabilidad.
Importancia Severidad de servicio1 Vital A Elevada2 Importante B Considerable3 Común C Normal
N.I. A B C1 III III II2 III II I3 II I I
53

N.C.A. A B C1 0,10% 0.40% 1.00%2 0.25% 0.40% 4.00%3 0,25% 1.00% 4.00%
Tamaño de la muestra indicado por letras
Tamaño del lote Niveles de inspecciónI II II
2 a 8 A A C9 a 15 A B D16 a 25 B C E26 a 40 B D F41 a 65 C E G66 a 110 D F H111 a 180 E G I181 a 300 F H J301 a 500 G I K501 a 800 H J L801 a 1.300 I K L1.301 a 3.200 J L M3.201 a 8.000 L M N8.001 a 22.000 M N O22.001 a 110.000 N O P110.001 a 550.000 O P Q550.001 en adelante P Q Q
José Luis Blanco PonsTecnólogo IndustrialE-mail: [email protected]
54