cilindros de acero, soldados para gases licuados de...
TRANSCRIPT
I
NORMA CHILENA OFICIAL NCh78.Of1999
Cilindros de acero, soldados para gases licuados depetróleo (Tipos: 5; 11; 15 y 45) – Requisitos generalesde diseño y fabricación
Preámbulo
El Instituto Nacional de Normalización, INN, es el organismo que tiene a su cargo elestudio y preparación de las normas técnicas a nivel nacional. Es miembro de laINTERNATIONAL ORGANIZATION FOR STANDARDIZATION (ISO) y de la COMISIONPANAMERICANA DE NORMAS TECNICAS (COPANT), representando a Chile ante esosorganismos.
La norma NCh78 ha sido preparada por la División de Normas del Instituto Nacional deNormalización y en su estudio participaron los organismos y las personas naturalessiguientes:
Abastecedora de Combustibles S.A., ABASTIBLE Luis Briones U.Centro de Estudios, Medición y Certificaciónde Calidad, CESMEC Ltda.
Ivonne Loo V.
Compañía de Consumidores de Gasde Santiago S.A., GASCO
Gustavo Espinaza A.
Compañía Elaboradora de Metales S.A., CEM Giovanni Piraino O.Jorge Salgado R.Gonzalo Torrejón C.Patricio Urrutia S.
Gas Licuado, LIPIGAS S.A. Jorge Drago C.Ramiro Pradenas E.
Industrias CODIGAS S.A., COGAS NEWPACK Ciro Díaz P.Industrias FAGAS Ltda. Oscar Mur R.
Manuel Schmidt V.Industrias Generales y Complementariasdel Gas S.A., INDUGAS Jaime Villagra I.
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO
NCh78
II
Laboratorio Certigas/Certelec Ltda Carlos Donoso de la H.Laboratorio Gas Ingeniería Douglas Chávez B.Instituto Nacional de Normalización, INN Hugo Brangier M.Metalurgia y Tratamientos Industriales Ltda., METRAIN Luis Cáceres D.
Juan Luis ValdiviaMinisterio de Obras Públicas, Dirección de Arquitectura Rafael Varleta V.Superintendencia de Electricidad y Combustibles, SEC Dino Casanova N.
Emilio Casas G.
Esta norma anula y reemplaza a la NCh78.Of85 Cilindros portátiles soldados para gaseslicuados de petróleo (Tipos 11; 15 y 45) - Requisitos generales de fabricación declaradaNorma Chilena Oficial por Decreto Nº46 del Ministerio de Economía, Fomento yReconstrucción de fecha 3 de Febrero de 1989 y publicado en el Diario OficialN° 33.390 de fecha 6 de Junio de 1989.
Los Anexos A y B forman parte del cuerpo de la norma.
Los Anexo C, D y E no forman parte del cuerpo de la norma, se insertan sólo a títuloinformativo.
Esta norma ha sido aprobada por el Consejo del Instituto Nacional de Normalización, ensesión efectuada el 24 de Julio de 1998.
Esta norma ha sido declarada Norma Chilena Oficial de la República porDecreto Nº361, de fecha 15 de Septiembre de 1999, del Ministerio de Economía,Fomento y Reconstrucción, publicada en el Diario Oficial Nº36484, del 08 de Octubrede 1999.
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO
1
NORMA CHILENA OFICIAL NCh78.Of1999
Cilindros de acero, soldados para gases licuados depetróleo (Tipos: 5; 11; 15 y 45) – Requisitos generalesde diseño y fabricación
1 Alcance y campo de aplicación
1.1 Esta norma establece los requisitos generales de diseño y fabricación de los cilindrossoldados, para recargar con gases licuados de petróleo.
1.2 Esta norma se aplica a los cilindros fabricados con acero, soldados, para recargar congases licuados de petróleo, con contenido neto nominal de 5 kg; 11 kg; 15 kg y 45 kg.
1.3 Esta norma no se aplica a los cilindros soldados, para recargar con gases licuados depetróleo que se usan en vehículos motorizados, cuyos requisitos se especifican enNCh2106.
2 Referencias
NCh43 Selección de muestras al azar.NCh44 Inspección por atributos - Tablas y procedimientos de muestreo.NCh59 Productos de petróleo - Terminología.NCh72 Productos de petróleo - Gases licuados de petróleo (GLP) -
Especificaciones.NCh203 Acero para construcción estructural - Requisitos de calidad de
productos laminados.NCh212 Acero - Planchas delgadas laminadas en caliente para usos generales -
Especificaciones.NCh214 Acero para cilindros soldados para gases licuados de petróleo.NCh328 Cilindros portátiles soldados para gases licuados de petróleo - Métodos
de ensayo.NCh834 Documentación – Escritura de fechas en forma numérica.
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO
NCh78
2
NCh957 Cilindros portátiles soldados para gases licuados de petróleo –Inspección periódica y reparación.
NCh1075 Balanzas – Terminología, clasificación y principios de construcción.NCh1782 Cilindros portátiles soldados para gases licuados de petróleo -
Distribución – Requisitos y control del contenido neto de GLP.NCh1906 Cilindros portátiles soldados para gases licuados de petróleo -
Esquema de pintado.NCh2106 Cilindros portátiles soldados, de acero, para gases licuados de
petróleo como combustible de vehículos motorizados - Requisitosgenerales de fabricación y mantenimiento.
3 Definiciones
Los términos siguientes empleados en esta norma tienen el significado que se expresa:
3.1 Autoridad Competente: la designada por la legislación vigente, para controlar elcumplimiento de la presente norma en toda la República de Chile.
NOTA - Actualmente ejerce esta función la Superintendencia de Electricidad y Combustibles.
3.2 capacidad del cilindro: volumen interior del cilindro, en decímetros cúbicos (litros).
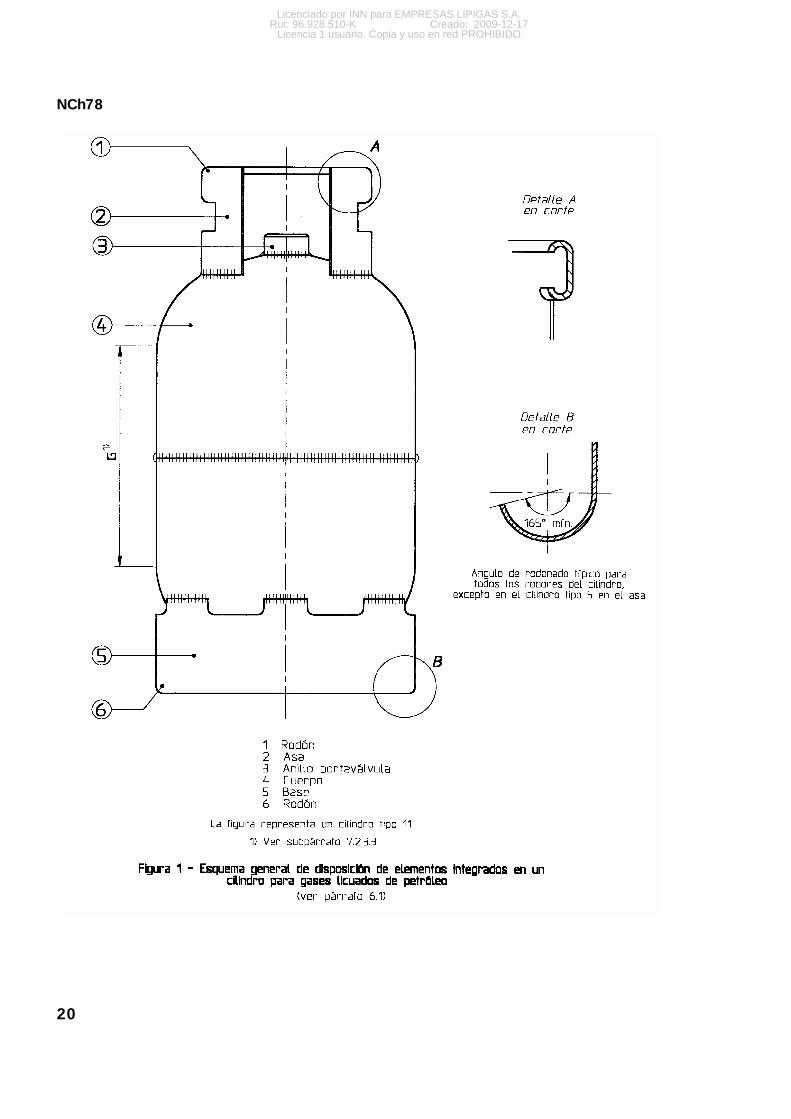
3.3 cilindro para gases licuados de petróleo (cilindro): recipiente destinado alalmacenamiento y transporte de gases licuados de petróleo, que consta de los elementosintegrados siguientes: asa, cuerpo del cilindro y base, según disposición que se presentaen Figura 1 de esta norma.
3.4 cuerpo del cilindro: conjunto constituido por dos casquetes o por dos casquetes y unmanto cilíndrico, incluyendo en ambos casos un anillo portaválvula.
NOTA - Para efectos de definir los requisitos de los elementos se trata separadamente el anillo portaválvula.
3.5 diámetro del cuerpo: diámetro exterior de los casquetes y del manto cilíndrico,excluyendo la soldadura.
3.6 gases licuados de petróleo, GLP: su definición y composición se encuentran en lasnormas NCh59 y NCh72.
3.7 rodón: parte constitutiva, de refuerzo del asa y de la base, con ángulo de rodonadotípico, según se presenta en Figura 1A.
3.8 tara del cilindro: masa que corresponde al cilindro vacío e incluye la masa de laválvula.
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO

NCh78
3
3.9 Los términos legibilidad de una báscula, contenido neto de GLP y contenido netonominal de GLP se definen en la norma NCh1782.
4 Clasificación
4.1 Según su contenido neto nominal de GLP, los cilindros se clasifican en los tipos quese indican en la Tabla 1.
Tabla 1 - Serie normalizada de cilindros según su contenidoneto nominal de GLP y capacidad de agua
TipoContenido neto
nominal de GLP, kg
Capacidad del cilindro
mínima, dm3 (L) Tolerancia
5
11
15
45
5
11
15
45
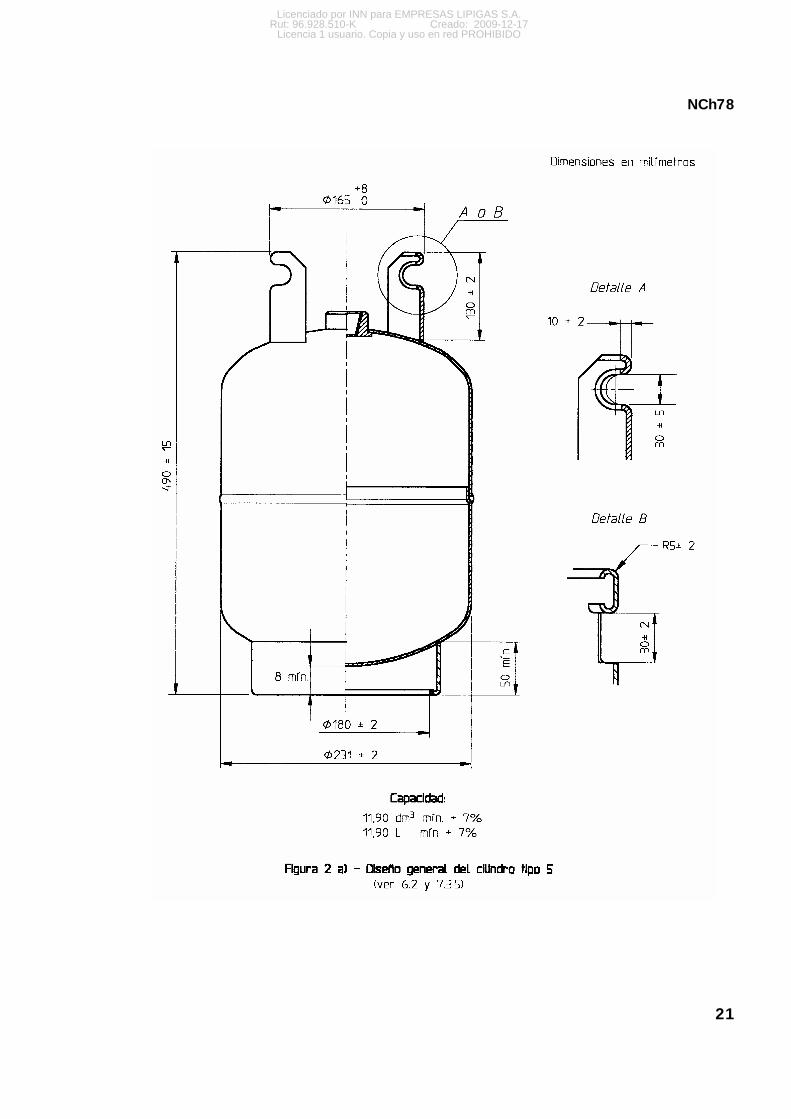
11,90
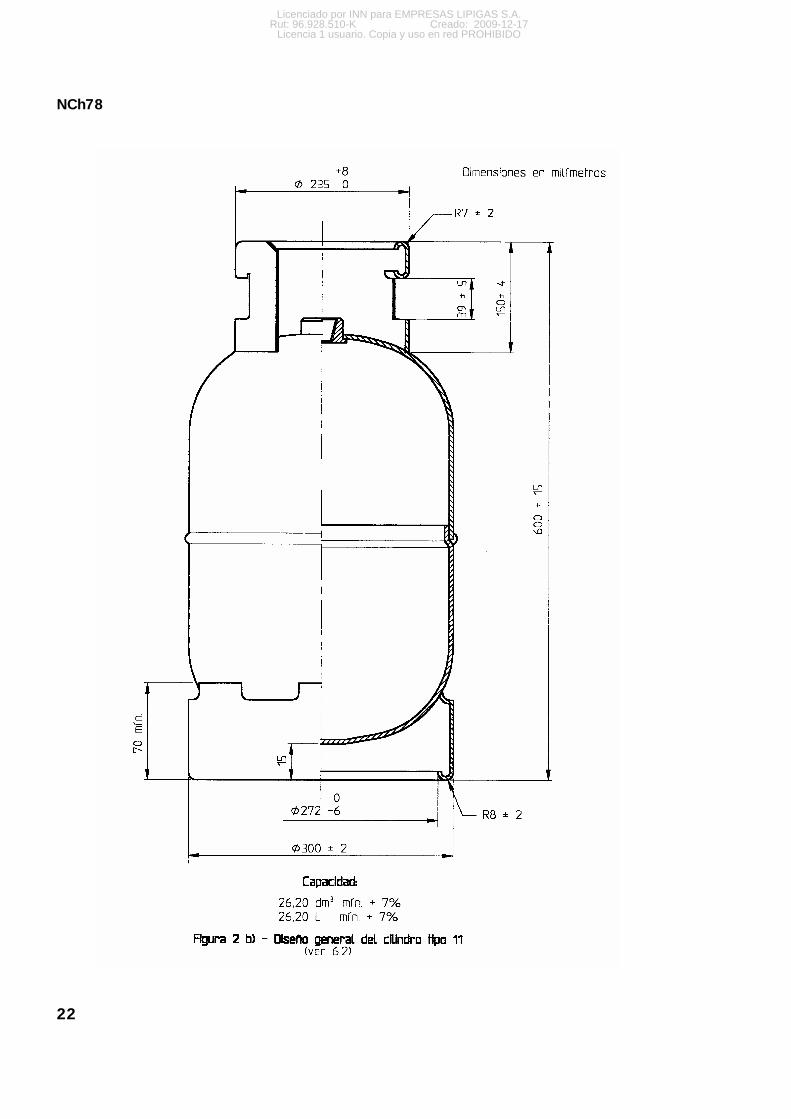
26,20
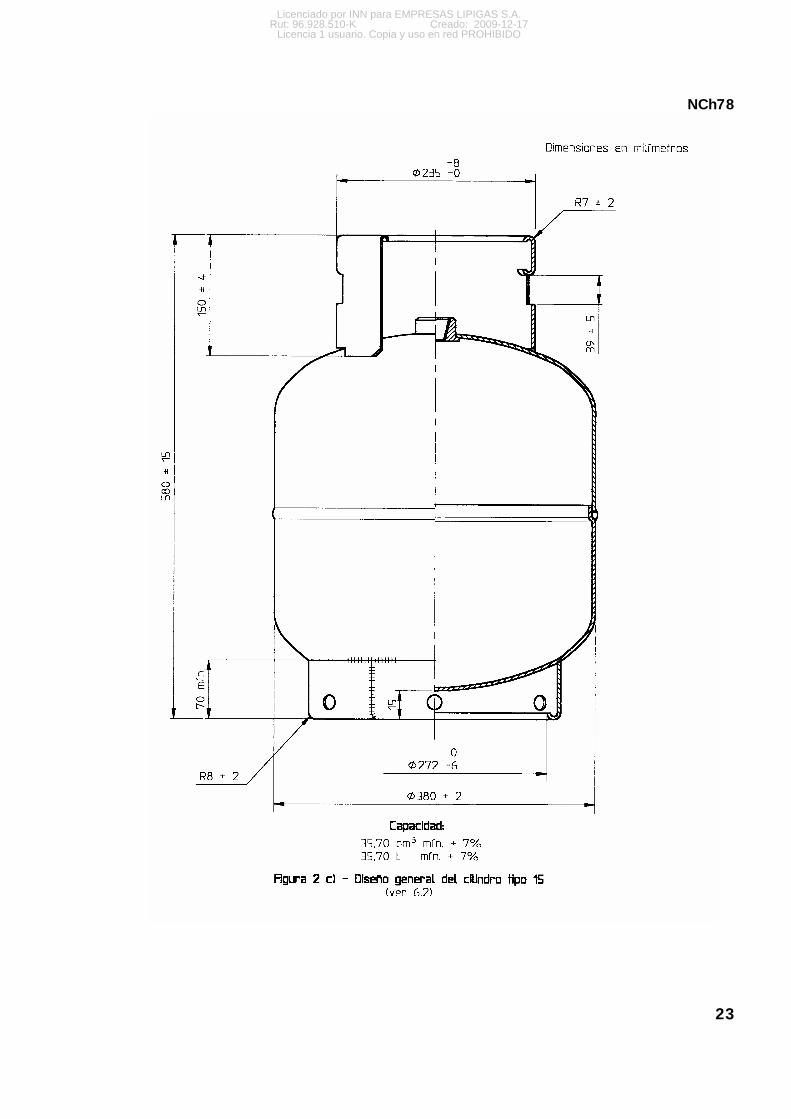
35,70
107,40 *)
+ 7%
*) Este valor no se obtiene de un cálculo teórico; está basado en la experienciaexistente en Chile en cuanto a la fabricación de cilindros tipo 45.
4.2 La tolerancia en la tara del cilindro, que se marca en el asa [ver 12.1.1 d)], se expresacomo desviaciones admisibles y es de ± 0,100 kg para todos los tipos de cilindros.
5 Materiales
El material que se emplee en la fabricación de los cilindros cubiertos por esta norma debecumplir con las normas que se señalan en la Tabla 2.
Tabla 2 - Calidad de material a emplear según normas
Acero para Norma del acero
Cuerpo del cilindro (casquetes) NCh214
Manto cilíndrico, en tipo 45 NCh214 1)
Asas, bases y banda de respaldo 2)
Anillo porta válvula 3)
1) Acero de espesor 2,44 mm o más en grados A42 GL ó A 45 GL.2) Solamente la soldabilidad garantizada según NCh212 ó NCh214.3) Acero de resistencia a la tracción igual o mayor que 320 MPa
(32,6 kgf/mm2) y la soldabilidad garantizada según NCh203
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO
NCh78
4
6 Diseño general
6.1 Los cilindros para GLP, deben estar constituidos por los siguientes elementosfundamentales (ver Figura 1):
a) cuerpo del cilindro;
b) asa;
c) base.
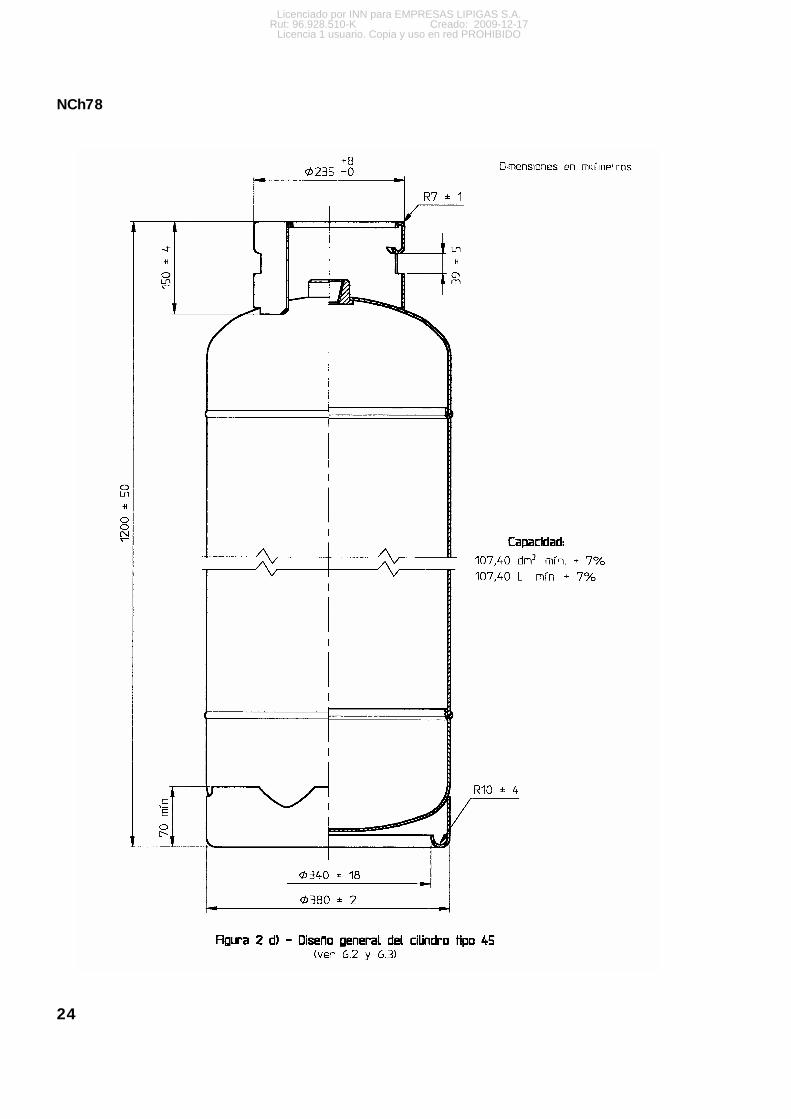
6.2 Las Figuras 2a), 2b), 2c) y 2d) muestran el diseño general de los cilindros para GLPtipos 5; 11; 15 y 45 respectivamente.
6.3 Los cilindros tipos 5; 11 y 15 deben fabricarse a partir de dos casquetescontrapuestos soldados entre sí, es decir, con una unión circunferencial única.
El cilindro tipo 45 debe fabricarse con una sola unión longitudinal y no más de dosuniones circunferenciales.
7 Diseño, dimensiones y tolerancias del cilindro y sus elementos
7.1 Las dimensiones y sus tolerancias deben ser las que se indican en las tablas y en lasfiguras de la presente norma.
a) Para hacer las mediciones de los cilindros o sus partes deben tomarse en cada caso,tres medidas en puntos equidistantes, considerando como valor representativo elpromedio aritmético de dichos valores.
b) La ovalización de la parte cilíndrica del cilindro debe limitarse a un valor tal que ladiferencia entre los diámetros exteriores máximo y mínimo de una misma seccióntransversal no exceda el 1,0% del promedio de estos valores. Además, estadesviación debe ser gradual.
NOTA - En una misma sección transversal se debe cumplir aproximadamente lo siguiente:
Dmáx. – Dmín. ≤ 0,01 Dmín.
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO
NCh78
5
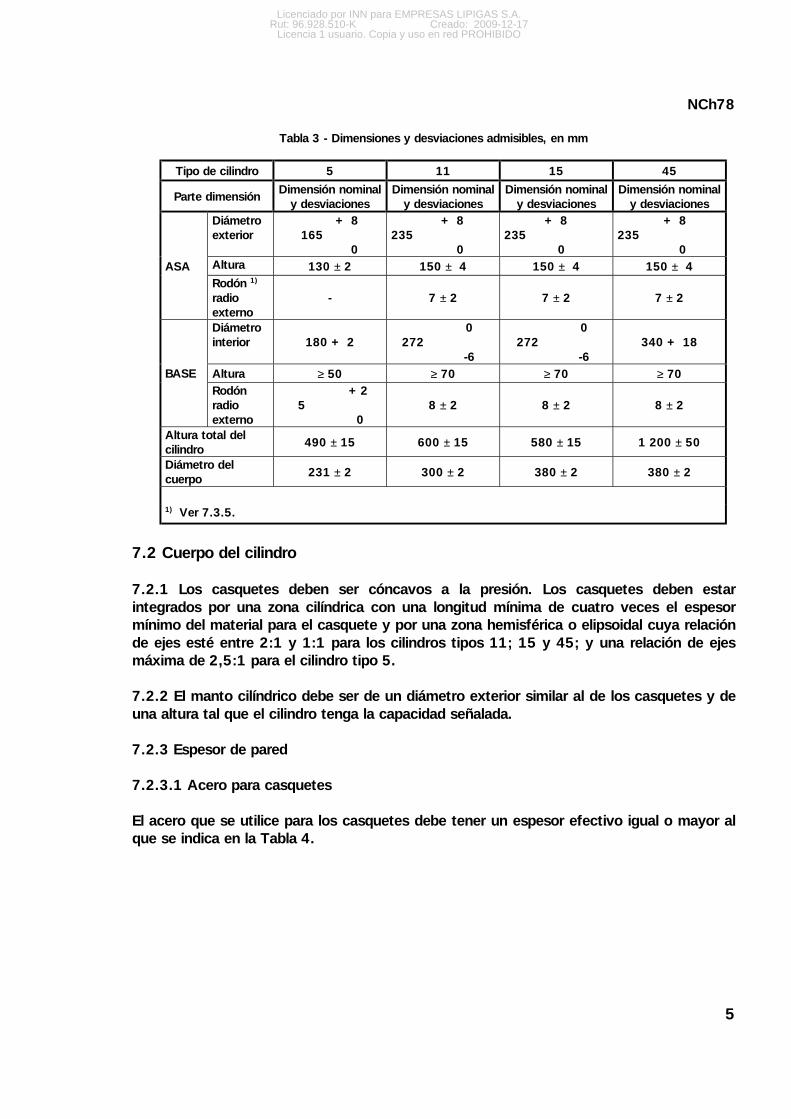
Tabla 3 - Dimensiones y desviaciones admisibles, en mm
Tipo de cilindro 5 11 15 45
Parte dimensión Dimensión nominaly desviaciones
Dimensión nominaly desviaciones
Dimensión nominaly desviaciones
Dimensión nominaly desviaciones
Diámetroexterior
+ 8 165 0
+ 8235 0
+ 8235 0
+ 8235
0Altura 130 ± 2 150 ± 4 150 ± 4 150 ± 4ASARodón 1)
radioexterno
- 7 ± 2 7 ± 2 7 ± 2
Diámetrointerior 180 + 2 272
0
-6272
0
-6340 + 18
Altura ≥ 50 ≥ 70 ≥ 70 ≥ 70BASERodónradioexterno
5+2
08 ± 2 8 ± 2 8 ± 2
Altura total delcilindro 490 ± 15 600 ± 15 580 ± 15 1 200 ± 50
Diámetro delcuerpo 231 ± 2 300 ± 2 380 ± 2 380 ± 2
1) Ver 7.3.5.
7.2 Cuerpo del cilindro
7.2.1 Los casquetes deben ser cóncavos a la presión. Los casquetes deben estarintegrados por una zona cilíndrica con una longitud mínima de cuatro veces el espesormínimo del material para el casquete y por una zona hemisférica o elipsoidal cuya relaciónde ejes esté entre 2:1 y 1:1 para los cilindros tipos 11; 15 y 45; y una relación de ejesmáxima de 2,5:1 para el cilindro tipo 5.
7.2.2 El manto cilíndrico debe ser de un diámetro exterior similar al de los casquetes y deuna altura tal que el cilindro tenga la capacidad señalada.
7.2.3 Espesor de pared
7.2.3.1 Acero para casquetes
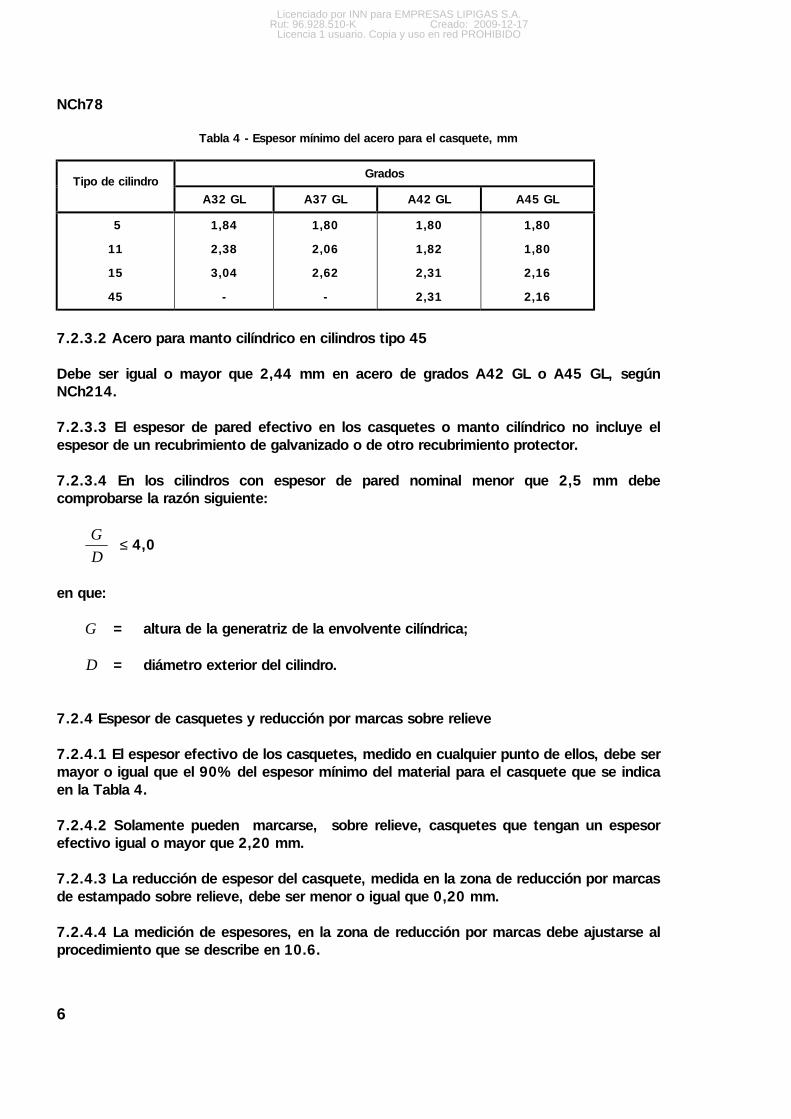
El acero que se utilice para los casquetes debe tener un espesor efectivo igual o mayor alque se indica en la Tabla 4.
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO
NCh78
6
Tabla 4 - Espesor mínimo del acero para el casquete, mm
GradosTipo de cilindro
A32 GL A37 GL A42 GL A45 GL
5
11
15
45
1,84
2,38
3,04
-
1,80
2,06
2,62
-
1,80
1,82
2,31
2,31
1,80
1,80
2,16
2,16
7.2.3.2 Acero para manto cilíndrico en cilindros tipo 45
Debe ser igual o mayor que 2,44 mm en acero de grados A42 GL o A45 GL, segúnNCh214.
7.2.3.3 El espesor de pared efectivo en los casquetes o manto cilíndrico no incluye elespesor de un recubrimiento de galvanizado o de otro recubrimiento protector.
7.2.3.4 En los cilindros con espesor de pared nominal menor que 2,5 mm debecomprobarse la razón siguiente:
D
G ≤ 4,0
en que:
G = altura de la generatriz de la envolvente cilíndrica;
D = diámetro exterior del cilindro.
7.2.4 Espesor de casquetes y reducción por marcas sobre relieve
7.2.4.1 El espesor efectivo de los casquetes, medido en cualquier punto de ellos, debe sermayor o igual que el 90% del espesor mínimo del material para el casquete que se indicaen la Tabla 4.
7.2.4.2 Solamente pueden marcarse, sobre relieve, casquetes que tengan un espesorefectivo igual o mayor que 2,20 mm.
7.2.4.3 La reducción de espesor del casquete, medida en la zona de reducción por marcasde estampado sobre relieve, debe ser menor o igual que 0,20 mm.
7.2.4.4 La medición de espesores, en la zona de reducción por marcas debe ajustarse alprocedimiento que se describe en 10.6.
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO
NCh78
7
7.3 Asa
7.3.1 Espesor
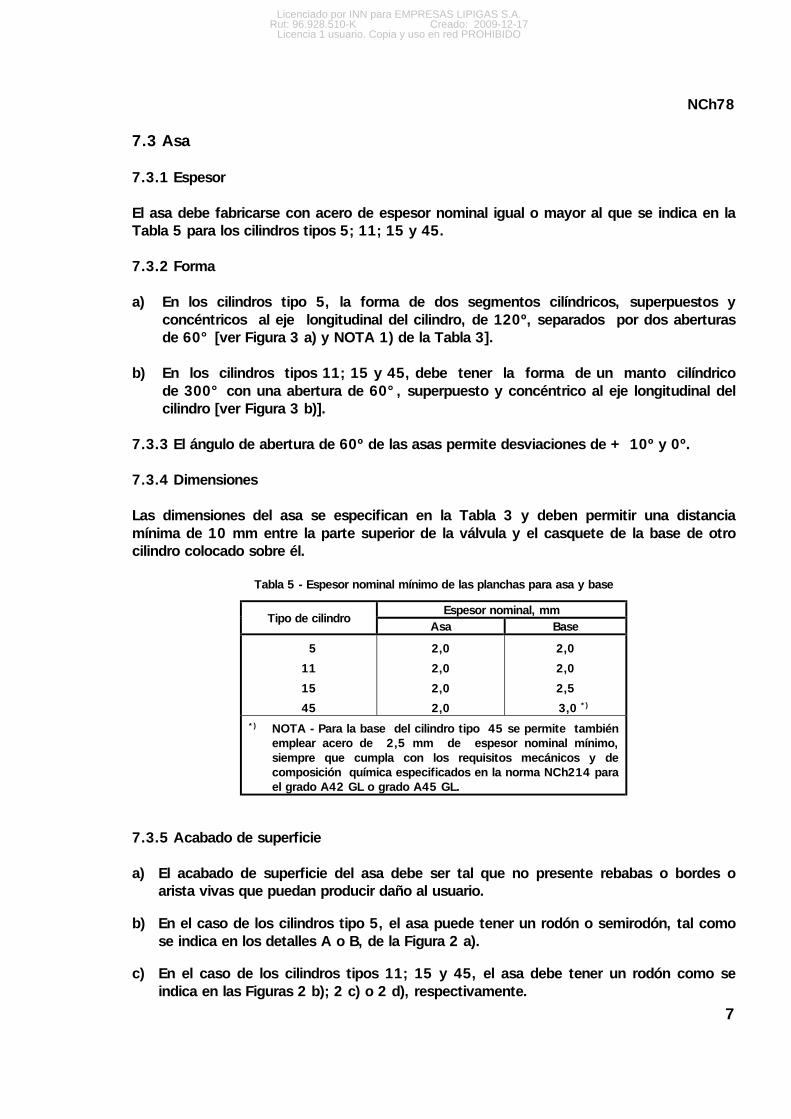
El asa debe fabricarse con acero de espesor nominal igual o mayor al que se indica en laTabla 5 para los cilindros tipos 5; 11; 15 y 45.
7.3.2 Forma
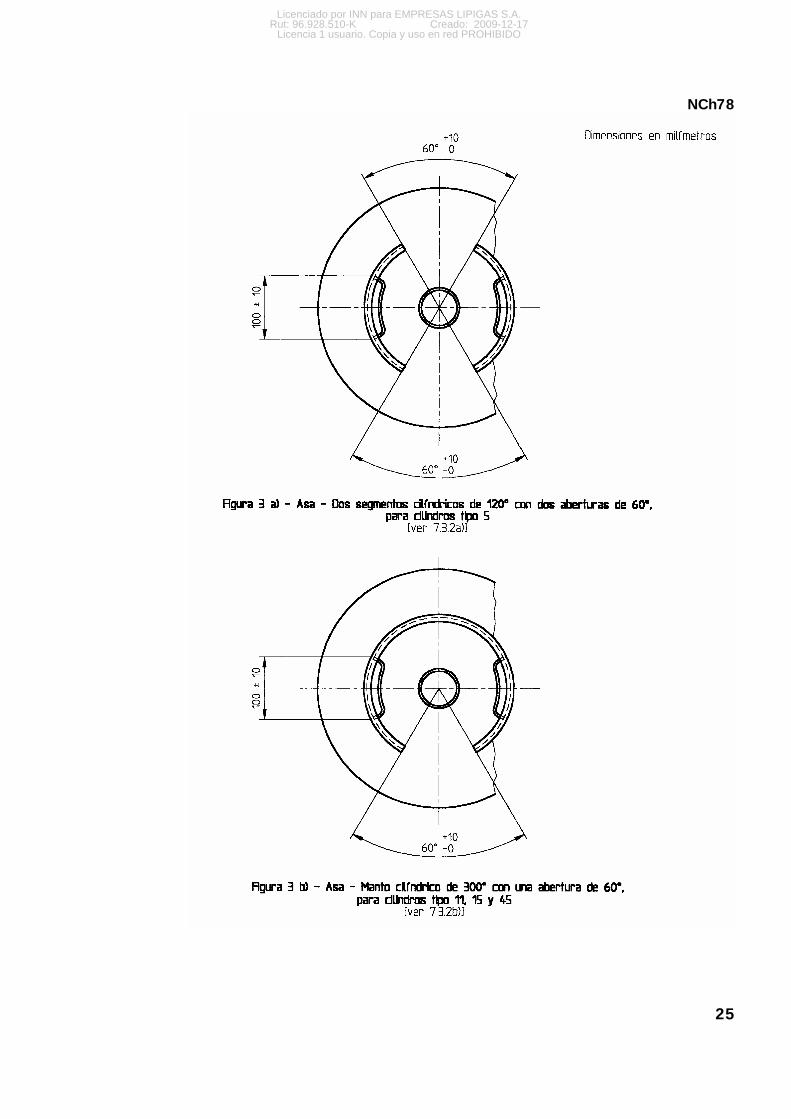
a) En los cilindros tipo 5, la forma de dos segmentos cilíndricos, superpuestos yconcéntricos al eje longitudinal del cilindro, de 120º, separados por dos aberturasde 60° [ver Figura 3 a) y NOTA 1) de la Tabla 3].
b) En los cilindros tipos 11; 15 y 45, debe tener la forma de un manto cilíndricode 300° con una abertura de 60°, superpuesto y concéntrico al eje longitudinal delcilindro [ver Figura 3 b)].
7.3.3 El ángulo de abertura de 60º de las asas permite desviaciones de + 10º y 0º.
7.3.4 Dimensiones
Las dimensiones del asa se especifican en la Tabla 3 y deben permitir una distanciamínima de 10 mm entre la parte superior de la válvula y el casquete de la base de otrocilindro colocado sobre él.
Tabla 5 - Espesor nominal mínimo de las planchas para asa y base
Espesor nominal, mmTipo de cilindro
Asa Base
5
11
15
45
2,0
2,0
2,0
2,0
2,0
2,0
2,5
3,0 *)
*) NOTA - Para la base del cilindro tipo 45 se permite tambiénemplear acero de 2,5 mm de espesor nominal mínimo,siempre que cumpla con los requisitos mecánicos y decomposición química especificados en la norma NCh214 parael grado A42 GL o grado A45 GL.
7.3.5 Acabado de superficie
a) El acabado de superficie del asa debe ser tal que no presente rebabas o bordes oarista vivas que puedan producir daño al usuario.
b) En el caso de los cilindros tipo 5, el asa puede tener un rodón o semirodón, tal comose indica en los detalles A o B, de la Figura 2 a).
c) En el caso de los cilindros tipos 11; 15 y 45, el asa debe tener un rodón como seindica en las Figuras 2 b); 2 c) o 2 d), respectivamente.
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO
NCh78
8
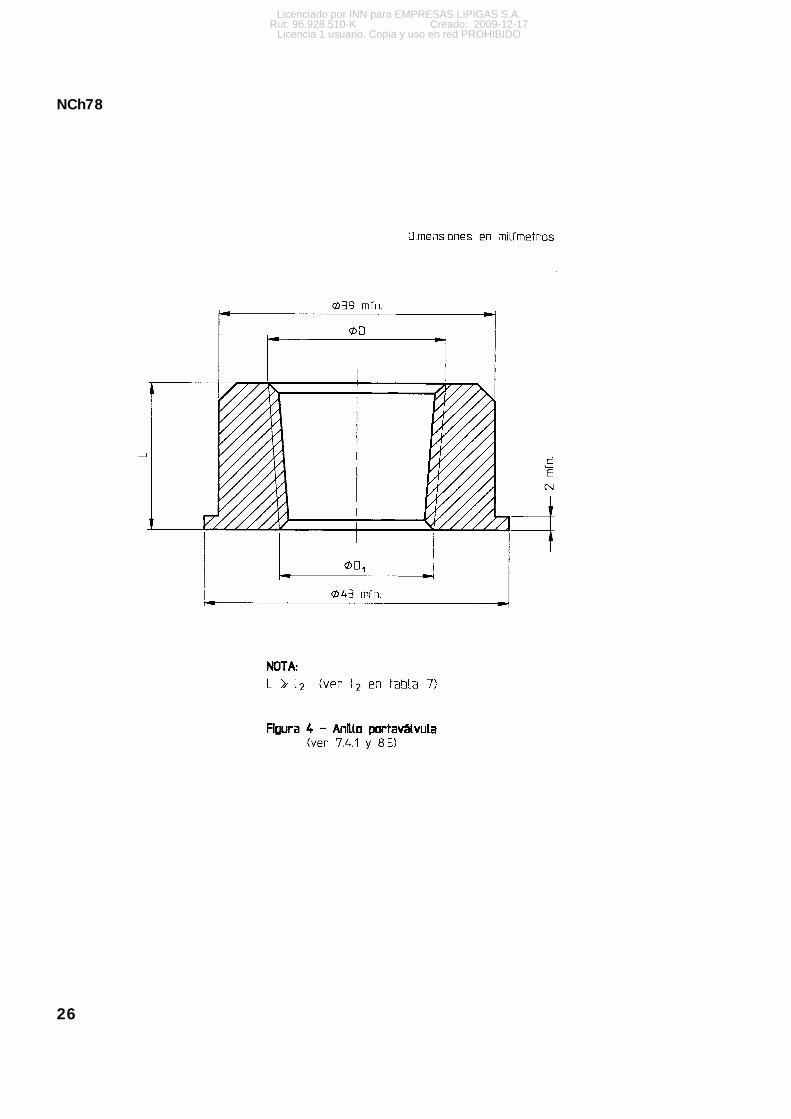
7.4 Anillo portaválvula (ver disposiciones en 8.5)
7.4.1 Cada cilindro debe llevar un anillo portaválvula centrado en su eje longitudinal. Sepermite una desviación máxima de 5º respecto al eje longitudinal del cilindro.
NOTA - Este requisito debe comprobarse con una escuadra cuadrante u otro instrumento apropiado.
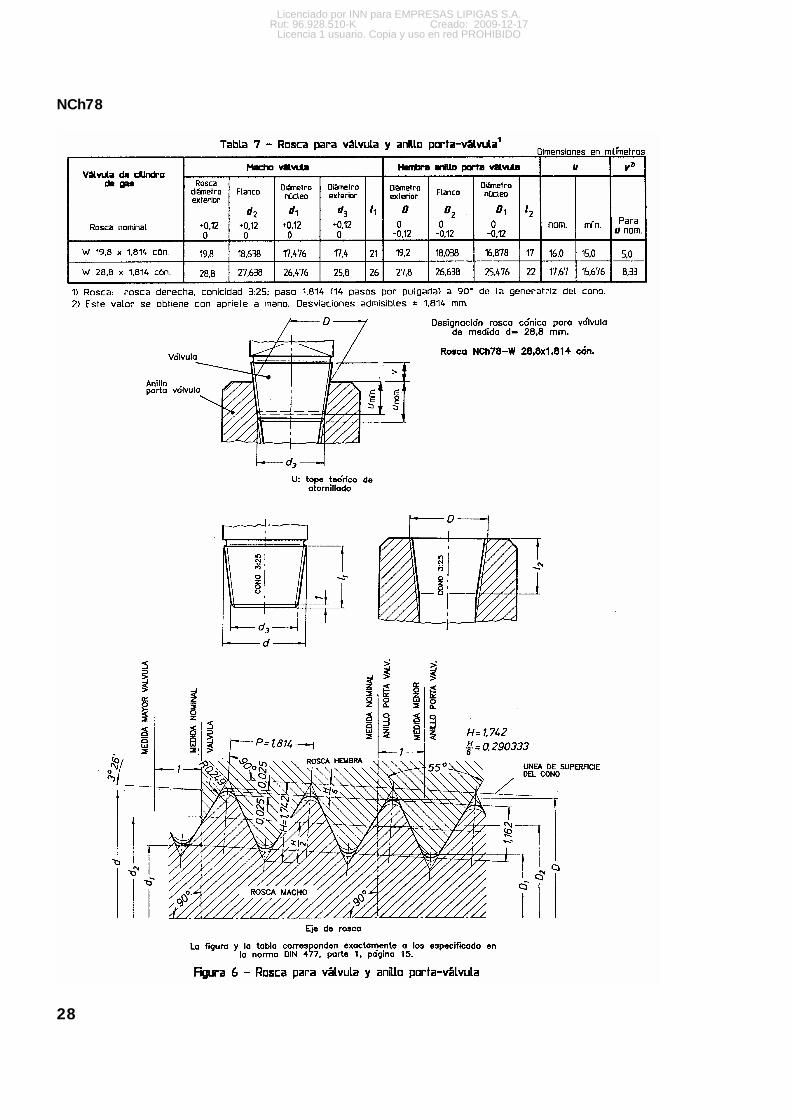
7.4.2 Las dimensiones y tolerancias son las que se indican en la Figura 4 y Tabla 7 deesta norma.
7.5 Base
7.5.1 Espesor
La base debe fabricarse con acero del espesor nominal que se indica en la Tabla 5, paralos cilindros tipos 5; 11; 15 y 45.
7.5.2 Forma
Debe tener la forma de un manto cilíndrico completo, soldado al arco eléctrico según sugeneratriz con aberturas para una ventilación adecuada y orificios de drenaje en el rodóninferior.
El manto puede tener una reducción del diámetro en la zona de la soldadura al cilindro.
7.5.3 Dimensiones
Deben ser las que se especifican en la Tabla 3.
7.5.4 En los cilindros tipos 11; 15 y 45 la altura debe ser tal que el fondo del cilindroquede a una distancia de 15 mm o más, por encima de una superficie plana de apoyo.
En el cilindro tipo 5, dicha distancia debe ser 8 mm o más.
7.5.5 Rodón (ver Figura 1)
El rodón debe terminar en una arista redondeada sin rebabas. El ángulo de rodonado debeser 165º como mínimo, según se indica en el detalle de la Figura 1 de esta norma.
7.6 Banda de respaldo
7.6.1 Las soldaduras circunferenciales o longitudinales de tope y que no sean aplicadassobre planchas traslapadas deben llevar una banda de respaldo.
7.6.2 El ancho debe ser igual o mayor que 20 mm y el espesor igual o mayor que 1 mm.
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO
NCh78
9
8 Fabricación
8.1 Calificación del procedimiento de soldadura y de los soldadores
Antes de proceder a la fabricación de un determinado diseño de cilindro, el fabricantedebe aprobar una calificación del procedimiento de soldadura y de los soldadores, por unLaboratorio o Entidad de Certificación. Los certificados de dichas calificaciones debenconservarse por el fabricante.
a) Los ensayos de calificación del procedimiento, deben hacerse de manera tal que lassoldaduras sean representativas de las que se efectúan en la fabricación del cilindro.
b) Los soldadores y técnicos en soldadura deben aprobar los ensayos de calificaciónpara el tipo de trabajo y procedimiento específico implicado. Esta calificación deberealizarse como mínimo una vez al año, sin perjuicio de lo establecido en la norma decalificación.
c) Debe requerirse la recalificación del procedimiento como también la del soldador, siexiste cambio en cualquiera de las variables esenciales, según se detalla en lasnormas de calificación.
La calificación del procedimiento de soldadura y de los soldadores, debe realizarse deacuerdo con las normas chilenas correspondientes (ver Anexo A).
8.2 Generalidades
8.2.1 Las superficies de las partes adyacentes a la unión a ser soldadas, deben estarexentas de óxidos, aceite, grasa u otras materias extrañas, a lo menos 50 mm a cadalado de la unión.
Las soldaduras deben estar libres de socavaciones, bajo nivel, refuerzos excesivos, poros,grietas, etc.
8.2.2 Los procedimientos de soldadura permitidos son arco eléctrico:
a) manual;
b) sumergido automático;
c) con protección de gases inertes o activos, automático o semiautomático.
8.2.3 Todas las soldaduras deben completarse antes del tratamiento térmico.
8.3 Cuerpo del cilindro
8.3.1 Las dimensiones y forma de las uniones sometidas a presión deben ser diseñadasde tal forma que permitan penetración y fusión completa y simetría respecto a sus ejes entoda su longitud.
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO
NCh78
10
8.3.2 En cada etapa de la fabricación y en especial antes de soldar, las partes sometidasa presión deben examinarse interna y externamente para verificar la uniformidad de sucalidad y la ausencia de defectos graves que puedan afectar la seguridad del empleo delcilindro.
Si existen defectos que son dañinos para la construcción segura del cilindro, el casquete oparte debe rechazarse.
8.3.3 Las uniones circunferenciales y longitudinales deben hacerse por el método desoldadura al arco eléctrico automático, empleando material de aporte y fundentes deacuerdo a la composición química de la plancha y resistencia mecánica de los materialesbase.
Los tipos de uniones permitidas son:
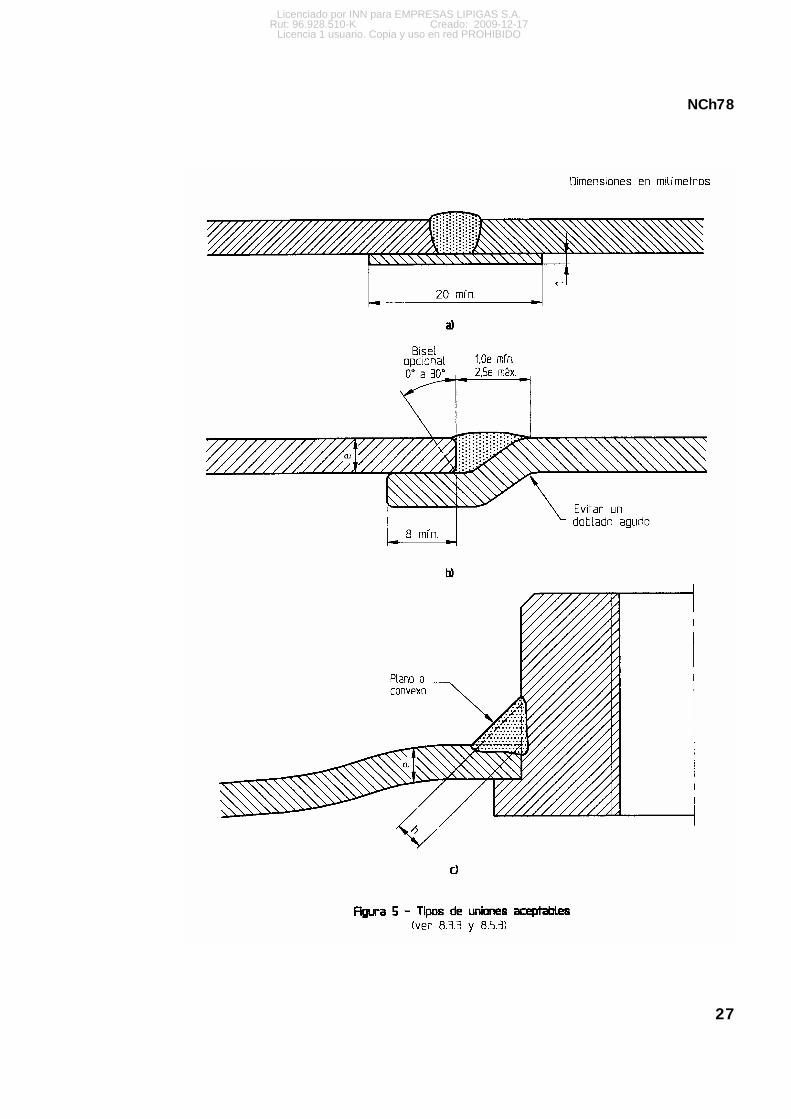
a) de tope con banda de respaldo (Figura 5a);
b) de tope con plancha traslapada interior (Figura 5b).
8.3.4 La altura del refuerzo de la soldadura, sin incluir la zona de traslapo de los cordones,no debe exceder el 25% del ancho de la soldadura.
8.4 Asa
Debe soldarse exteriormente al cuerpo del cilindro en no menos de tres, ni más de seiszonas de apoyo de similar longitud, simétricamente distribuidas, soldadas con filete dealtura igual o mayor que el espesor del cuerpo.
La longitud de soldadura de cada unión debe ser mayor que 0,15 da y el total de longitudde soldadura debe ser igual o mayor que 0,90 da (da: diámetro de la circunferencia delasa).
8.5 Anillo portaválvula (Figura 4)
8.5.1 Cada cilindro debe tener una perforación en el casquete superior centrada en su ejelongitudinal, en la cual se inserta el anillo portaválvula desde el interior, previo a la uniónde los casquetes, soldándolo a la plancha según se indica en 8.5.4.
8.5.2 El anillo portaválvula debe tener una pestaña de retención.
8.5.3 El anillo portaválvula debe ir soldado al casquete por medio de soldadura al arcoeléctrico.
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO
NCh78
11
Esta soldadura debe ser de filete y su altura (Figura 5c) debe ser igual o superior a la dadapor la fórmula:
2 e = h
en que:
h = altura del filete;
e = espesor del acero del casquete.
8.5.4 Previo a la soldadura debe lograrse un buen contacto entre el acero de la pestañadel anillo portaválvula y el del acero base del casquete.
La soldadura debe ser exterior de cordón continuo; sus características son:
a) la raíz del filete debe incluir, a lo menos, el vértice del ángulo que forman las piezasque se unen (ver Figura 5c);
b) acabado liso, exento de socavaciones, concavidad, refuerzos excesivos, poros, grietasen la unión soldada, en la interfase y en el material base en la zona de unión.
El control de esta soldadura se efectúa según 10.2 de esta norma.
8.5.5 Roscas para válvulas
a) La rosca hembra debe ser cónica y su forma y dimensiones deben ajustarse a lo quese indica en la Figura 6 y la Tabla 7 de esta norma.
b) Todos los cilindros deben utilizar anillo portaválvula con rosca hembra W 28,8x 1,814 cón. (Figura 6, Tabla 5).
8.6 Base
Debe soldarse exteriormente en no menos de tres, ni más de seis zonas de apoyo desimilar longitud, simétricamente distribuidas con una longitud total de soldadura igual omayor al diámetro de la circunferencia de la zona de soldadura.
La altura del filete debe ser igual o mayor que el espesor del cuerpo.
9 Tratamiento térmico
9.1 Antes de los ensayos, debe aplicarse tratamiento térmico a todos los cilindros quetengan soldadura longitudinal, para eliminar las tensiones residuales debidas al proceso desoldadura.
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO
NCh78
12
9.2 Este tratamiento térmico consiste en calentar el cilindro en forma lenta y uniformehasta una temperatura comprendida entre 600°C y 650ºC, y mantenerla, por lo menos,durante 15 min. Luego enfriar uniformemente hasta la temperatura ambiente en airequieto, sin utilizar ningún sistema forzado de enfriamiento. La operación se debe efectuaren condiciones que eviten la oxidación excesiva (formación de cascarilla superficial) ocorrosión del acero.
9.3 Los cilindros cuya soldadura longitudinal sea sometida a reparaciones por medio desoldadura, deben recibir un nuevo tratamiento térmico una vez efectuada la reparación yantes del nuevo ensayo de presión hidrostática.
10 Requisitos de calidad y métodos de control
10.1 Del material
10.1.1 El material con que se fabrican los cilindros debe cumplir con lasespecificaciones que se establecen en el capítulo 5 de esta norma.
10.1.2 La composición química y las propiedades mecánicas del acero utilizado en lafabricación de los cilindros pueden ser comprobadas mediante:
a) certificado de composición química, en análisis de cuchara/colada y de ensayo depropiedades mecánicas del acero, emitidos por el fabricante del acero;
b) certificado de composición química, en análisis de comprobación y de ensayos
mecánicos del acero o de cilindros, efectuados por un laboratorio o entidad decertificación.
10.2 De la soldadura
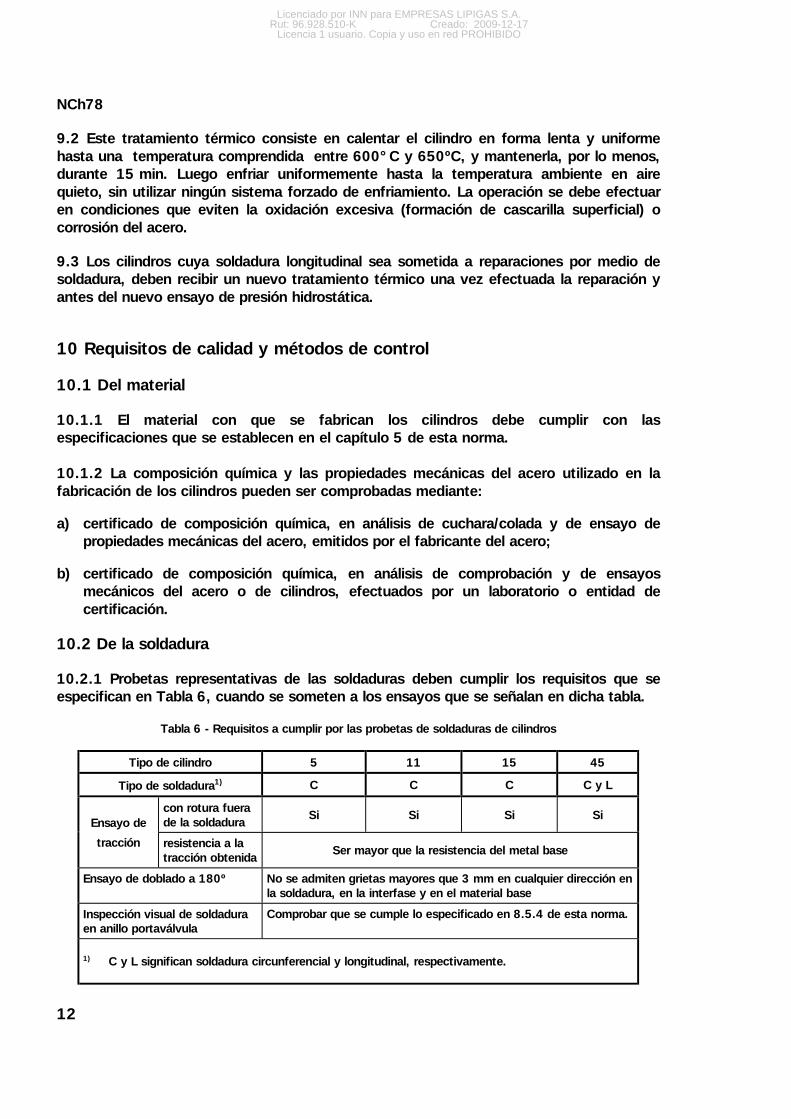
10.2.1 Probetas representativas de las soldaduras deben cumplir los requisitos que seespecifican en Tabla 6, cuando se someten a los ensayos que se señalan en dicha tabla.
Tabla 6 - Requisitos a cumplir por las probetas de soldaduras de cilindros
Tipo de cilindro 5 11 15 45
Tipo de soldadura1) C C C C y L
con rotura fuerade la soldadura Si Si Si Si
Ensayo de
tracción resistencia a latracción obtenida Ser mayor que la resistencia del metal base
Ensayo de doblado a 180º No se admiten grietas mayores que 3 mm en cualquier dirección enla soldadura, en la interfase y en el material base
Inspección visual de soldaduraen anillo portaválvula
Comprobar que se cumple lo especificado en 8.5.4 de esta norma.
1) C y L significan soldadura circunferencial y longitudinal, respectivamente.
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO
NCh78
13
10.2.2 Los ensayos de tracción y doblado deben efectuarse de acuerdo con normaNCh328.
10.2.3 Inspección visual
En una inspección visual debe comprobarse que los cilindros están libres de:
a) poros, cordones insuficientes y cordones no uniformes o en zig-zag u otros defectos,que comprometan la unión de las planchas en las soldaduras circunferenciales,longitudinales y en el anillo portaválvula.
b) socavaciones en la soldadura que tengan una profundidad mayor que el 10% delespesor mínimo del casquete.
c) defectos que pudieran producirse en la rosca del anillo portaválvula comoconsecuencia del proceso de soldar este elemento al casquete.
10.3 De los ensayos de presión hidrostática
Los cilindros deben cumplir los requisitos especificados al someterse a los ensayossiguientes:
a) expansión volumétrica; b) presión hidrostática simple; c) presión hidrostática de ruptura. 10.3.1 Expansión volumétrica
a) En los cilindros sometidos a esta prueba debe comprobarse que la expansiónpermanente no excede el 10% de la expansión total, al ser sometidos a una presiónhidrostática de 2,94 MPa (30 kgf/cm2).
b) Este ensayo debe efectuarse según NCh328 antes del ensayo de presión hidrostática
simple. 10.3.2 Presión hidrostática simple
a) Los cilindros deben someterse a una prueba de presión hidrostática de 2,94 MPa(30 kgf/cm2) para comprobar, en el cuerpo, la ausencia de filtraciones y otrosdefectos perjudiciales de fabricación.
b) Este ensayo debe efectuarse según NCh328.
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO
NCh78
14
10.3.3 Presión hidrostática de ruptura
a) Los cilindros no deben romperse a una presión hidrostática menor que5,88 MPa (60 kgf/cm2).
NOTA - La presión hidrostática de ruptura mínima se ha considerado igual a dos veces la presiónhidrostática simple.
b) Este ensayo debe efectuarse según NCh328 y la rotura no debe iniciarse en las
marcas estampadas.
10.4 Hermeticidad
10.4.1 La válvula debe ser instalada en el cilindro usando un sistema de ajuste estancoapropiado.
El torque mínimo de apriete para las roscas NCh78 - W 28,8 x 1,814 cón. es 80 N xm.
10.4.2 Una vez colocadas las válvulas, los cilindros deben someterse a una prueba depresión neumática interior de 0,69 MPa (7 kgf/cm2) y el cilindro y el conjunto válvula-cilindro no deben presentar fugas.
10.4.3 El ensayo de hermeticidad debe efectuarse según NCh328.
10.5 Control de la tara
10.5.1 Los cilindros deben pesarse para determinar su masa con el fin de marcarla en elasa del cilindro.
10.5.2 La báscula debe tener características adecuadas para efectuar el control, es decir,una legibilidad de a lo menos 50 g y ser grado 1 según norma NCh1075.
10.5.3 Cada vez que se efectúe una inspección para controlar la tara de los cilindros,previamente se verificarán las básculas (control de cero, repetibilidad y sensibilidad) conmasas patrones certificadas, a lo menos, una vez al año (por una entidad reconocida porla Autoridad Competente), según el procedimiento establecido por la OrganizaciónInternacional de Metrología Legal, OIML.
10.5.4 Los patrones de masa deben ser de 50 g; 5 kg; 10 kg y 20 kg normalizados segúnla OIML.
10.6 Medición del espesor en la zona de las marcas sobre relieve
10.6.1 Determinar la línea sobre la circunferencia que pasa sobre el eje de las letras y/onúmeros que forman la marca sobre relieve.
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO
NCh78
15
10.6.2 Con un instrumento de exactitud de 0,01 mm, medir el espesor del casquete en, alo menos 3 puntos sobre la línea eje determinada, alejados de las marcas; calcular elpromedio de estas mediciones. Este promedio debe considerarse como espesor real paraefectos de la comparación con los valores que se obtienen en 10.6.3.
10.6.3 Con el mismo instrumento, medir todos los puntos incluidos en las letras y/onúmeros marcados. Todos ellos deben cumplir con la reducción que se especifica en7.2.4.3 de esta norma.
11 Presentación y terminación
11.1 Cada cilindro debe ser pintado con el color que corresponde a la empresa propietaria.La preparación superficial y el esquema de pintado deben cumplir con las exigenciasmínimas indicadas en la norma NCh1906.
11.2 Cuando los cilindros son suministrados sin válvulas, el anillo portaválvula debepremunirse con un tapón de material no absorbente para proteger la rosca y prevenir laentrada de polvo y humedad.
12 Marcado
12.1 Cada cilindro debe llevar las siguientes marcas en el orden que se indica:
12.1.1 En el asa, (ver ejemplo en Anexo D).
a) Propiedad de seguido del nombre del propietario del cilindro. Por ejemplo, propiedadde DIGAS;
b) nombre o sigla del fabricante, seguido por el año, mes (según NCh834) y número defabricación. Por ejemplo, FAENGA 82-01 Nº0001);
c) NCh78, seguido por la calidad de acero usado y el tipo de cilindro. Por ejemplo,NCh78 - A42 GL - 15;
d) volumen interior en dm3 y tara en kg. La masa de la válvula debe quedar incluida en latara. Por ejemplo, V 35,7 dm3 T 15,3 kg;
e) sigla de la Autoridad Competente, seguido por la sigla del laboratorio o entidad decertificación (por ejemplo: SEC-CEGAL)
12.1.2 En el casquete superior, sobre relieve, o en el anillo portaválvula, bajo relieve:
a) sigla del propietario del cilindro;
b) código de dos dígitos, para establecer el año de fabricación.
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO
NCh78
16
12.1.3 En el caso de colocarse estas marcas en el casquete superior, éstas deben quedarsujetas a las restricciones siguientes:
a) el espesor mínimo del casquete en la zona de las marcas, debe cumplir con lodispuesto en 7.2.4.3 de esta norma;
b) las letras y números deben tener una altura igual o mayor que 25 mm y ancho enproporción;
c) las marcas deben ubicarse en la zona no cilíndrica del casquete y fuera de la zona desoldadura del asa;
d) las marcas resultantes no presenten bordes agudos en su conformación.
12.2 Las letras y números de las marcas de golpe deben tener una altura igual o mayora 5 mm y una profundidad igual o mayor a 0,3 mm en las asas, y altura igual o mayora 2,5 mm y una profundidad igual o mayor a 0,3 mm en el anillo portaválvula.
12.3 En los lugares del asa donde se ubican las marcas debe dejarse espacio para lasanotaciones de la inspección periódica de cilindros en servicio.
13 Clasificación de defectos de los cilindros
La clasificación de los defectos críticos, mayores y menores y su inspección debenajustarse a los criterios que se establecen en NCh44.
13.1 Defectos críticos
Se consideran defectos de este tipo los siguientes:
a) Capacidad del cilindro menor que la capacidad mínima que se establece en Tabla 1de esta norma.
b) Presencia de los defectos en las soldaduras según se especifican en párrafo 10.2.3,letra a) y/o b) de esta norma.
c) No cumplimiento de los requisitos que se establecen en párrafos 10.3.2 y 10.4.2 de
esta norma. 13.2 Defectos mayores
Se consideran defectos mayores:
a) Deformaciones permanentes mayores al 10% de la expansión total del cilindro a unapresión igual a 2,94 MPa (30 kgf/cm2).
b) Salpicaduras de soldadura, escoria en la soldadura, bajo nivel de soldadura, nocumplimiento de la altura del refuerzo de la soldadura en los cordonescircunferenciales y longitudinales, exceso de rebaba en el anillo portaválvula.
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO
NCh78
17
c) Dimensión de la rosca del anillo portaválvula diferente al especificado. d) Uniones no soldadas total o parcialmente en las soldaduras de asas y bases. e) No cumplimiento de tolerancias en las siguientes dimensiones del cilindro:
- diámetro exterior del asa; - diámetro interior de la base; - altura total.
f) Indicación defectuosa o no indicación de la tara según capítulo 12 Marcado. g) Defecto en el centrado del anillo portaválvula. h) No cumplimiento de lo indicado en 8.3.2. i) No cumplimiento del torque mínimo de apriete de la válvula al cilindro, según se indica
en 10.4.1.
13.3 Defectos menores
Se consideran defectos menores:
a) Defectos de acabado y terminaciones. b) No cumplimiento de indicaciones establecidas en el capítulo 12 Marcado, excepto la
tara.
c) No cumplimiento de tolerancias en dimensiones distintas de las especificadasen 13.2 e).
d) Poros que no afecten el material base del cuerpo en la zona de las soldaduras de asasy bases.
e) No cumplimiento de indicaciones establecidas en el capítulo 11 Presentación y
terminación.
14 Procedimiento especial de inspección para ensayos destructivos
14.1 El procedimiento de inspección, aceptación y rechazo de los cilindros, para efectosde los ensayos que se indican en 7.2.4; 10.2 y 10.3.3 debe ser el siguiente:
14.2 Tamaño de lotes (N) y de la muestra (n): formar lotes de N=500 unidades omenos para obtener una muestra n=2 como sigue:
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO
NCh78
18
a) 1 cilindro para el ensayo que se establece en 10.3.3; y
b) 1 cilindro para los ensayos que se establecen en 10.2 y las mediciones que seespecifican en 7.2.4 de esta norma.
14.3 Criterio de aceptabilidad
a) Si todos los resultados de los ensayos sobre la muestra extraída cumplen losrequisitos especificados, el lote se acepta.
b) Si uno o varios de los resultados de los ensayos sobre la muestra extraída no cumplen
los requisitos especificados, entonces del mismo lote se extrae una nueva muestra detamaño doble (2n) y se somete a los ensayos prescritos.
Si uno o varios de los resultados de los ensayos no cumplen los requisitosespecificados, el lote se rechaza. Además, se deben efectuar estudios y ensayoscomplementarios para establecer el origen de las anomalías constatadas.
15 Reparaciones
Los cilindros rechazados en los procesos de fabricación e inspección deben repararse deacuerdo a lo que se señala en 15.1 a 15.5.
Los cilindros rechazados que no puedan ser reparados deben ser inutilizados según seindica en capítulo 16 de esta norma.
15.1 Reparaciones permisibles de los defectos en las soldaduras
a) Las socavaciones deben repararse rellenándolas con soldadura compatible con lasoldadura original, siempre que su profundidad no exceda de un 30% del espesororiginal del material.
b) Un poro en cordones de soldadura automática al arco debe repararse soldando unnuevo cordón de 40 mm a cada lado de la falla. En el caso de presentarse dos o másporos separados uno de otro sobre 80 mm, debe resoldarse el cordón completo,retirando el cordón original. Dos o más poros separados por una distancia no mayorque 80 mm entre los poros extremos se consideran como un solo poro.
c) Un poro en cordones de soldadura manual debe repararse retirando 40 mm desoldadura a cada lado de la falla sin dañar el material base y resoldando con lasoldadura original. En el caso de presentarse dos o más poros se elimina totalmente elcordón.
d) Los poros o cordones insuficientes en las soldaduras del asa, la base y el anilloportaválvula deben repararse agregando más soldadura compatible con el tipo originaly asegurándose de eliminar la falla.
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO
NCh78
19
e) El fabricante está obligado durante un año a reparar por su cuenta los poros y otrosdefectos de soldadura que sean detectados en los cilindros tipos 5; 11 y 15 y hastados años en los cilindros tipo 45, contados desde la fecha de fabricación.
f) El exceso de soldadura puede repararse rebajando mediante esmeril.
g) El bajo nivel de soldadura debe rellenarse hasta la dimensión especificada.
15.2 Asas o bases
Se pueden cambiar las asas o bases defectuosas cortándolas, utilizando un procedimientoaceptable que no implique un aporte térmico excesivo que afecte al material base yesmerilando la soldadura sin dañar el casquete. La nueva pieza se debe soldar consoldadura compatible con el tipo original.
15.3 Errores o cambios de marcas en el asa
Con excepción de la sigla del propietario del cilindro, se reparan rellenando con bronce laleyenda afectada y remarcando nuevamente con letras y números de golpe, él o loserrores detectados.
También se permite borrar las marcas defectuosas mediante procedimientos adecuadosque permitan efectuar su marcado legible e indeleble en el lugar asignado originalmente.
15.4 Anillo portaválvula
Los cilindros cuyo anillo portaválvula no cumple con 7.4 y 8.5 de esta norma, deben serdestruidos.
15.5 Acero
Si los defectos del cilindro son del acero empleado, tales como, rayaduras en arco orugosidades de profundidad menor al 10% del espesor del acero empleado, ellas puedenpulirse con lija esmeril. No puede usarse piedra esmeril, ni lima.
16 Inutilización
Es de exclusiva responsabilidad del fabricante, la inutilización de los cilindros rechazadosirreparables y de las partes componentes del cuerpo, y asas y bases, rechazados duranteel proceso de fabricación, antes de venderlos como chatarra. La inutilización debeefectuarse en las instalaciones o dependencias del fabricante por prensado, briqueteado uotro método aceptado por la Autoridad Competente.
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO
NCh78
20
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO
NCh78
21
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO
NCh78
22
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO
NCh78
23
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO
NCh78
24
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO
NCh78
25
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO
NCh78
26
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO
NCh78
27
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO
NCh78
28
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO
NCh78
29
Anexo A(Normativo)
Calificación del procedimiento de soldadura y de los soldadores
Mientras se elaboran las normas chilenas correspondientes, la calificación delprocedimiento de soldadura y de los soldadores implicados en la fabricación de cilindrosdebe realizarse según la especificación técnica de la Asociación del Gas ComprimidoAmericana (Compressed Gas Association, Inc., USA), CGA, Folleto C-3 Normas parasoldar cilindros de pared delgada (Standard for welding and brazing on thin walledcontainers).
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO
NCh78
30
Anexo B(Normativo)
Diseño de la envolvente cilíndrica para el cálculo de la Tabla 4
B.1 El espesor de pared mínimo de la parte cilíndrica en cualquier punto se calcula por lafórmula:
P 0,4 + J R 0,5P 1,3 - J R 0,5
- 1 2
D = ahm
hm
en que:
a = espesor mínimo de la parte cilíndrica, mm;
D = diámetro exterior del cilindro, mm;
mR = resistencia a la tracción mínima del acero, MPa;
hP = presión de ensayo hidrostático simple, sobre la presión atmosférica,MPa.
B.2 En la fórmula anterior se ha considerado que el espesor mínimo de la pared debe sertal que la tensión de pared máxima S calculada según la fórmula siguiente, no exceda lamitad de la resistencia a la tracción mínima del material:
)() 4,0 3,1(
22
22
dDJdDP
S h
−+
=
en que:
d = diámetro interior del cilindro, mm.
B.3 Para el cálculo de la Tabla 3 se ha considerado:
J = 1,00, cuando el cilindro se fabrica con una unión circunferencial única, esdecir, sin unión longitudinal (cilindros tipos 5; 11 y 15).
J = 1,00, cuando el cilindro se fabrica con una unión longitudinal y no se ejecutaradiografía (cilindros tipo 45).
NOTA - El factor J = 1,00 se tomó en base a la experiencia existente en Chile en cuanto a la fabricaciónde cilindros tipo 45.
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO
NCh78
31
Anexo C(Informativo)
Inspección periódica de los cilindros
Para los efectos de la inspección periódica y permanencia en servicio de los cilindros, seaplican las prescripciones establecidas en la norma NCh957 y las disposicionescomplementarias dictadas por la Autoridad Competente.
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO
NCh78
32
Anexo D(Informativo)
Ejemplo de disposición de marcas en el asa
Propiedad de DIGAS
FAENGA 82-01 Nº0001NCh78 - A42GL - 15V 35,3 dm3 T 15,3 kgSEC-CEGAL
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO
NCh78
33
Anexo E(Informativo)
Bibliografía
American Society of Mechanical Engineers, ASME, Boiler and Pressure Vessel Code,Section VIII. Unfired Pressure Vessels.
Association Française de Normalisation, AFNOR, M 88-703 Juin 1988, Matériel dedistribution des hydrocarbures liquéfiés. Bouteilles soudées, en acier, à butane ou propanecommerciaux. Contruction. Essais. Equipements.
Code of Federal Regulations, secciones Nos. 178.51 y 178.61.
Comisión Venezolana de Normas Industriales, COVENIN 649-80 Bombonas para G.L.P.
Deutsches Institut für Normung, DIN 4661/1-1968, Gas cylinders, welded steel gascylinders, test pressure 30 atü.
Deutsches Institut für Normung, DIN 4661/2-1968, Gas cylinders, welded steel gascylinders; permited gases.
Deutsches Institut für Normung, DIN 4661/3-1968, Gas cylinders, welded steel gascylinders; dished ends.
Deutsches Institut für Normung, DIN 4661/4-1968, Gas cylinders, welded steel gascylinders; nozzles.
Deutsches Institut für Normung, DIN 4661/5-1968, Gas cylinders, welded steel gascylinders; footring.
Deutsches Institut für Normung, DIN 4661/6-1968, Gas cylinders, welded steel gascylinders; cylinders, test pressure 30 atü.
Deutsches Institut für Normung, DIN 4661/7-1968, Gas cylinders, welded steel gascylinders, stamped marks description plate, plate holder, sealing rivet.
International Standardization Organization, ISO 4706-1989 Refillable welded steel gascylinders.
Instituto Argentino de Racionalización de Materiales, IRAM 2581-1966 Cilindros de aceropara gases de petróleo licuados.
Instituto Colombiano de Normas Técnicas, ICONTEC 522-1989 Recipientes metálicos.Cilindros de acero con costura para G.L.P.
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO
NCh78
34
Instituto Ecuatoriano de Normalización, INEN 111 Cilindros de acero soldados para G.L.P.;INEN 112 Cilindros de acero soldados para G.L.P. Requisitos de construcción.
Instituto Uruguayo de Normas Técnicas, UNIT 265-1970 Cilindros de acero parasupergas, propano comercial y/o butano comercial; UNIT 266-1971 Garrafas de aceropara supergas, propano comerical y/o butano comercial.
Instituto de Investigación Tecnológica Industrial y de Normas Técnicas,ITINTEC 350.011: 1979 Recipientes portátiles para G.L.P.
National Fire Protection Association, NFPA 58-1995, Standard for the Storage andHandling of Liquefied Petroleum Gases.
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO
NORMA CHILENA OFICIAL NCh 78.Of1999
I N S T I T U T O N A C I O N A L D E N O R M A L I Z A C I O N ! I N N - C H I L E
Cilindros de acero, soldados para gases licuados depetróleo (Tipos: 5; 11; 15 y 45) - Requisitos generales dediseño y fabricación
Welded portable cylinders for liquefied petroleum gases (types: 5; 11; 15 and 45) -General design and manufacture requirements
Primera edición : 1999
Descriptores: envases, cilindros para gas, gas licuado de petróleo, portátil, aceros, requisitos
CIN 23.020.30
COPYRIGHT © : 1999 INSTITUTO NACIONAL DE NORMALIZACION - INN * Prohibida reproducción y venta *Dirección : Matías Cousiño Nº 64, 6º Piso, Santiago, ChileCasilla : 995 Santiago 1 – ChileTeléfonos : + (56 2) 441 0330 •Centro de Documentación y Venta de Normas (5º Piso) : + (56 2) 441 0425Telefax : + (56 2) 441 0427 •Centro de Documentación y Venta de Normas (5º Piso) : + (56 2) 441 0429Internet : [email protected] de : ISO (International Organization for Standardization) • COPANT (Comisión Panamericana de Normas Técnicas)
Licenciado por INN para EMPRESAS LIPIGAS S.A.Rut: 96.928.510-K Creado: 2009-12-17
Licencia 1 usuario. Copia y uso en red PROHIBIDO